Технологическая карта на сварочные работы
Сеть профессиональных контактов специалистов сварки
Типовая технологическая карта на сборочно-сварочные работы (МК/КТП) представлена в табл. 1.
Кодовое обозначение операции указывают в МК, КТП (КТТП) в графе «Код, наименование операции» на строке с символом «А», в ОК в графе «Код операции», в ВО (ВОб) на строке с символом «В» в графе «Код, наименование операции».
Кодовое обозначение операции соответствует структуре:
Кодовые обозначения сборочно-сварочных операций (поз. 1 — 4) приведены в табл. 2.
Поз. 5, 6 устанавливают конкретизацию признаков классификации и кодов (в соответствии со спецификой отрасли).
В графе «Обозначение документа» указывают обозначения нормативных документов, применяемых при выполнении данной операции.
Таблица 1. Технологическая карта сборочно- сварочных работ МК/КТП.
Карта МК/КТП содержит строки А, Б, К1М, Р (А — название операции и ее номер; Б описание оборудования; КIМ — комплектация/ материалы; Р — режим).
Информация, вносимая в строку с символом «А». В графах «Цех», «Уч.», «РМ» строки указывают соответственно номер (код) цеха, участка, рабочего места, где выполняется операция (или их буквенные наименования).
В графу «Опер.» заносят номер операции. В графе «Код, наименование операции» указывают унифицированное обозначение операции ТП.
Информация, вносимая в строку с символом «Б». В графу «Код, наименование оборудования» вписывают его код, краткое наименование или модель и инвентарный номер.
Остальные графы характеризуют трудозатраты.
В графе «СМ» — «Степень механизации» указывают степень механизации кодом или индексами: РС — ручная сборка, МС — механизированная сборка, в приспособлении, сборка по разметке.
В графе «Проф.» приводят код профессии рабочего (сборщик или сварщик).
В графе «Р» дают разряд рабочего.
В графу «УТ» — «Условия труда» — вписывают индекс: легкие (Л) или вредные (В).
В графе «КР» — «Количество работающих » — указывают число занятых на операции рабочих.
В графе «КОИД» — «Количество одновременно изготовляемых деталей» — вносят число деталей при выполнении одной операции.
В графе «ЕН» — «Единица нормирования » — называют норму расхода материала или норму времени.
В графе «ОП» — «Объем партию) — указывают ее объем в условиях серийного производства в штуках.
Графа «Кшт» — «Коэффициент штучного времени» — соответствует многостаночному обслуживанию, и для сварочных работ ее не заполняют.
В графах «Тп .-з» и «Тшт» указывают нормы подготовительно-заключительного и штучного времени на выполнение операций, выбираемые на основе общемашиностроительных и отраслевых нормативов.
Информация, вносимая в строку с символом «К». В графе «Наименование деталю) дают ее название по ЕСТд, допускается указывать в этой графе марку материала.
Графы «Обозначение, код» и «ОПП» (откуда поступает партия) заполняют в соответствии с ЕСТД, обычно в графе «ОПП» сообщают номер цеха.
В графе «ЕМ» — «Единица измерения массы» — приводят массу изделия в килограммах.
В графе «ЕН» — «Единица нормирования» — указывают норму расхода материала в килограммах.
В графу «КИ» вписывают число изготовляемых изделий.
В графе «Нрасх » указывают норму расхода материалов.
Информация, вносимая в строку с символом «М». В графе «Материал» указывают сортамент, марку материала, размер, обозначение стандарта или ТУ.
При сварке в этой графе дают также марку, диаметр присадочного материала, размер электродов, а при пайке — марку, вид припоя (проволока, фольга, порошок), диаметр и толщину припоя, данные о флюсах, средах.
При раскрое материалов в этой графе указывают профиль и размер исходной заготовки, общее число получаемых из нее деталей, коэффициент раскроя материала заготовки, норму расхода материала и Т.П.
Информация, вносимая в строку с символом «Р». В соответствующие графы вписывают информацию о технологических параметрах режима сварки: тип шва, катет и длину шва в миллиметрах, положение шва, полярность тока, напряжение, ток и скорость подачи проволоки.
Таблица 2. Коды сборочно-сварочных операций в технологической карте
| Форма записи операции | Код |
| Сварка | 9000 |
| Контактная сварка | 9010 |
| Диффузионная сварка | 9020 |
| Дуговая сварка | 9030 |
| Дуговая сварка: | |
| — покрытым электродом | 9031 |
| — порошковой проволокой | 9034 |
| — сварка под флюсом | 9035 |
| — в инертных газах плавящимся электродом | 9039 |
| — в инертных газах неплавящимся электродом с присадочным металлом | 9041 |
| 9042 | |
| — сварка в углекислом газе сплошной проволокой | 9043 |
| — в углекислом газе порошковой проволокой | 9044 |
| — в углекислом газе неплавящимся электродом с присадочным металлом | 9045 |
| — в углекислом газе неплавящимся электродом без присадочного металла | 9046 |
| — в смеси инертных и активных газов плавящимся электродом | 9051 |
| — в вакууме плавящимся электродом | 9056 |
| — в вакууме неплавящимся электродом с присадочным металлом | 9057 |
| — в вакууме неплавящимся электродом без присадочного металла | 9058 |
| Электрошлаковая сварка | 9061 |
| Электронно-лучевая сварка | 9062 |
| Плазменная сварка | 9063 |
| Газовая сварка | 9068 |
| Резка: | |
| — кислородная | 9172 |
| — кислородно-флюсовая | 9176 |
| — плазменно-дуговая | 9176 |
| Операция: | |
| 8862 | |
| — сборочно-монтажная | 8863 |
| — слесарно-сборочная | 8864 |
| Термическая обработка | 5000 |
| Комплексный контроль геометрических параметров | 0260 |
| Контроль неразрушающий: | |
| — акустический | 0376 |
| — вихретоковый | 0377 |
| -магнитный | 0378 |
| — радиационный | 0382 |
| — проникающими веществами | 0386 |
| Испытания: | |
| — механические | 0620 |
| — на герметичность | 0675 |
| Перемещение | 0400 |
| Транспортирование | 0401 |
| Складирование | 0440 |
| Правка | 2156 |
| Комплектование | 0418 |
| Крепление | 0112 |
| Базирование | 8801 |
| Разметка | 0101 |
| Гибка | 2129 |
При записи применяют условные обозначения, приведенные в табл.
Таблица 3. Буквенные обозначения и значки в технологической карте на сварочно-сборочные работы
| Показатель | Обозначение |
| Длина | L,l |
| Ширина | В,b |
| Высота, глубина | H,h |
| Толщина | S |
| Диаметр | D,d |
| Радиус | R,r |
| Межосевое и межцентровое расстояния | А,а |
| Углы | α, β, γ и др. |
| Ширина шва | В |
| Выпуклость шва | G |
| Шаг прерывистого шва | T |
| Катет углового шва | |
| Вогнутость углового шва | |
| Расчетная высота углового шва | P |
| Толщина углового шва | A |
| Сила тока | I |
| Напряжение дуги | Uд |
| Напряжение холостого хода источника питания | Uхх |
| Скорость: | |
| -сварки | Vсв |
| — подачи проволоки | Vп. п п |
| Количество | N,n |
| Плотность | ρ |
| Количество наплавленного металла | Qн |
| Коэффициент наплавки | αн |
| Притупление кромок | С |
| Положение шва: | |
| -в лодочку | Л |
| -нижнее | Н |
| — горизонтальное | Г |
| — полугоризонтальное | ПГ |
| — полупотолочное | ПП |
| — вертикальное | В |
| — полувертикальное | Пв |
| Полярность: | |
| -прямая | П |
| -обратная | О |
| Коэффициент загрузки оборудования | Кз |
В строках, обозначенных в карте МК/КТП номерами, указывают содержание технологических операций и переходов с индексом «О». При этом установки обозначают буквами А, Б, В и т.д.
При этом установки обозначают буквами А, Б, В и т.д.
Примеры заполнения строк карты МК/КТП приведены в таблицах 4 и 5.
Таблица 4. Технологическая карта на сварочные работы : пример заполнения строк «К», «М», «Р».
Таблица 5. Технологическая карта на сварочные работы : пример заполнения строк с символами «А» и «Б».
Разработанные ТП утверждают в установленном порядке. Подписи лиц, разработавшего и проверившего документ, а также ответственного за нормоконтроль, обязательны. Если все разрабатывал один человек, то он ставит свою подпись один раз — в графе «Разработал».
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.
Технологическая карта сварки: образец заполнения
Екатерина
Техпроцесс состоит из множества этапов, каждый из которых должен быть просчитан с точностью до миллиметра. Все эти данные сложно запомнить или кратко записать, поэтому была придумана карта технологического процесса сварки. Она позволяет улучшить качество работ: сварщик получит полую информацию о типе сварки, специалисты проведут тщательный контроль сварного соединения, будет выбран оптимальный комплект оборудования и комплектующих. Соответственно снизится количество брака и завод понесет меньшие убытки. И все это возможно, если у вас есть технологическая карта на сварку.
Все эти данные сложно запомнить или кратко записать, поэтому была придумана карта технологического процесса сварки. Она позволяет улучшить качество работ: сварщик получит полую информацию о типе сварки, специалисты проведут тщательный контроль сварного соединения, будет выбран оптимальный комплект оборудования и комплектующих. Соответственно снизится количество брака и завод понесет меньшие убытки. И все это возможно, если у вас есть технологическая карта на сварку.
В этой статье мы расскажем, что это такое, как составляется техкарта для сварочных работ, приведем пример, благодаря которому вы научитесь быстро и легко читать технологические карты, а впоследствии и составлять их.
Содержание статьи
- Определение
- Данные в техкарте
- Особенности
- Пример технологической карты
- Вместо заключения
Определение
Что такое технологическая карта на сварочные работы (она же ттк на сварку, технологическая карта сварки или просто техкарта)? Говоря простыми словами, это просто документ-инструкция, выдаваемая сварщику для правильного выполнения работ. Также техкартой может пользоваться специалист по контролю качества. В техкарте прописывается всё: от типа сварки до геометрических расчетов.
Также техкартой может пользоваться специалист по контролю качества. В техкарте прописывается всё: от типа сварки до геометрических расчетов.
Проще говоря, техкарта — это «сборник» всех технологических особенностей, которые нужно учесть при сварке. Правильно разработанная техкарта позволяет улучшить качество сварного соединения и, в целом, сделать работу сварщика или прочих специалистов продуктивнее и лучше.
Технологическая карта была придумана и внедрена не так уж давно, а именно в конце 80-х годов прошлого века. Это связано с большим технологическим прорывом в сфере сварки, когда появились новые современные технологии и стали доступны редкие металлы.
Данные в техкарте
Итак, в технологической карте в обязательном порядке указываются общие сведения о металле, который нужно сварить, данные о разделке металла и их очистке, данные о размерах сварных швов. Также указывается прогрев металла, если он необходим, последовательность формирования сварных швов.
 youtube.com/embed/N6ezLuwiFdw» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/N6ezLuwiFdw» frameborder=»0″ allowfullscreen=»allowfullscreen»> Особенности
На крупных производствах (например, если это сборочно-сварочный цех) разработкой техкарты занимаются отдельные специалисты, а на мелких заводах эту работу часто поручают сварщикам. Тем не менее, любая разработка техкарты должна начинаться с тщательного анализа металла, который нужно сварить. Именно от металла зависит выбор типа сварки, комплектующих и прочие параметры. Если вы с самого начала правильно проанализируете металл, то затем у вас не возникнет никаких ошибок. Режим сварки подбирается по нормативным документам, а не по опыту варщика. Это тоже важно понимать.
Каждая технологическая карта по сварке металлоконструкций должна иметь свой индивидуальный номер (шифр), с помощью которого ее можно будет найти в архиве. Также этот номер будет указываться при разработке полной техдокументации и в характеристиках проекта на сварку. Также на техкарте должна стоять подпись специалиста, который эту кару составлял.
Пример технологической карты
Ниже вы можете видеть образец заполнения технологической карты. Сейчас мы подробнее разберем все, что тут написано, а вы запомните (или лучше запишите) то, что прочтете.
Образец взят с сайта zibon.ruИтак, первая графа «Способ сварки». Здесь, как не трудно догадаться, нужно написать, такой тип сварки был выбран для выполнения работ (ручная дуговая, контактная, полуавтоматом в среде газа и т.д.). В нашем случае мы указали «ручная дуговая сварка покрытыми электродами». Далее указаны цифры «(111)», это код сварки. Его можно указывать в техкарте, чтобы не писать подробно словами.
Мы приведем несколько наиболее распространенных кодов:
- 141 — ручная аргонодуговая сварка неплавящимся электродом
- 131 — механизированная аргонодуговая сварка плавящимся электродом
- 135 — механизированная сварка плавящимся электродом в среде активного газа
Далее графа «Основной материал (марка)». Здесь пишем марку металла, который нам нужно сварить. Обычно марка указывается в проекте детали, оттуда ее можно переписать в техкарту. Дополнительно укажите группу металлов. Ниже таблица с основными группами.
Обычно марка указывается в проекте детали, оттуда ее можно переписать в техкарту. Дополнительно укажите группу металлов. Ниже таблица с основными группами.
Затем идет графа «Наименование (шифр) НТД». Здесь вы должны указать, какие нормативные документы были использованы при разработке данной технологической карты. Остальные графы заполняются подобным образом, думаем, все логически понятно.
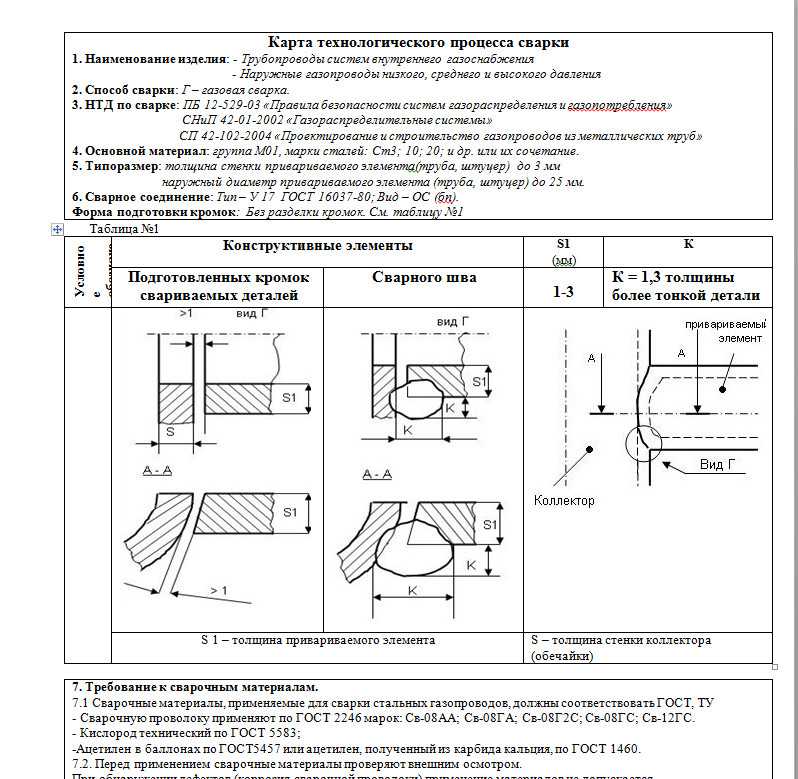
В нашем случае заполняется типовая технологическая карта на сварку газовых трубопроводов. Но если вам нужна техкарта на другие работы (например, на сварку стальных труб), то она будет заполняться таким же образом, просто поменяется заголовок.
Вместо заключения
Операционная технологическая карта сборки и ручной дуговой сварки (или любого другого типа сварки) — обязательный элемент любых профессиональных сварочных работ. Без нее вы наверняка сделаете шов неправильно, поскольку не будете знать всех нюансов. А специалисты по контролю качества не смогут предъявить к работе необходимые требования.
Кстати, существуют и технологические карты не на весь сварочный процесс, а на его отдельные этапы. Например, есть технологическая карта ультразвукового контроля сварных соединений (также технологическая карта узк). Это необходимо, если работа сложная и состоит из огромного количества информации, которую нужно указать в техкарте. Если бы в таком случае техкарта была одна на всю сварку, то она состояла бы из десятков страниц, что неудобно.
Похожие публикации
Технология сварки
- Академики
- Специальности и программы
- Ассоциированные степени
- Технология сварки
- Технические стандарты
Следующие технические стандарты описывают требуемую неакадемическую квалификацию
для поступления, продолжения и окончания с сертификатом сварщика или
Ассоциированный специалист в области прикладных наук (AAS) или ассоциированный специалист по профессиональным исследованиям
(AOS) в области технологии сварки Технологического колледжа SUNY в Дели. Кандидаты
должны быть в состоянии соответствовать этим минимальным стандартам, с разумным приспособлением или без него,
за успешное выполнение требований сертификата / степени.
Кандидаты
должны быть в состоянии соответствовать этим минимальным стандартам, с разумным приспособлением или без него,
за успешное выполнение требований сертификата / степени.
Навыки мышления
Общие сведения: Применение стандартных принципов и методов сварки для выполнения практической работы задания.
Специфический:
- Понимать/интерпретировать информацию из учебников, раздаточных материалов, диаграмм, графиков и таблиц.
- Знать нормы и правила сварки.
- Знать сварочную терминологию и символы.
- Интерпретация чертежей и эскизов.
- Визуализация трехмерных объектов.
- Различать фигуры, формы и узоры.
- Проведите точные измерения и выполните преобразования.

- Расчет уклонов, окружностей и десятичных эквивалентов.
- Смета материалов и затрат.
- Определение названий и способов использования инструментов и машин.
- Описывать работу различных сварочных аппаратов.
- Объяснить характеристики и использование различных типов металлов
- Описать стандартные методы и методы сварки.
- Соблюдайте меры безопасности.
- Объясните, как правильно ухаживать за оборудованием.
- Составление производственных планов.
- Выполните процедуры в соответствии с надлежащими спецификациями.
- Проведение испытаний сварочных работ.
- Различают показатели некачественного и некачественного строительства.

Сенсорные/наблюдательные навыки
Общие: Используйте сенсорные сигналы для поддержания стандартов качества сварки.
Конкретный:
- Измеряйте с точностью до 1/16 дюйма.
- Узнавать и сравнивать формы и формы предметов.
- Обнаружение производственных проблем.
- Осмотр и выбор подходящих материалов, инструментов и оборудования для сварочных работ.
Двигательные навыки
Общие: Обладать физической силой, гибкостью и ловкостью для безопасного выполнения сварки методы.
Конкретный:
- Работа с необходимыми инструментами, оборудованием и механизмами.
- Удалите и замените металлические детали.
- Расположение и маневрирование в ограниченном пространстве.
- Работа на разной высоте.
- Подъемно-транспортное оборудование и материалы по мере необходимости.

Навыки общения
Общие: общение для сбора и передачи информации.
Конкретный:
- Получить необходимую информацию из устных и письменных источников.
- Связно излагайте информацию.
Поведенческие навыки
Общие: Вести себя надлежащим образом и безопасно в среде совместного обучения.
Конкретный:
- Выполнение личных и общих обязанностей.
- Совместная работа с партнерами и группами.
- Будьте рассудительны.
- Соблюдайте меры безопасности.

Экологический допуск
Общие сведения: Безопасность работы в условиях сварочного цеха.
Специфический:
- Работа в течение длительного времени, подверженная воздействию:
- Экстремальный шум
- Экстремальная жара
- Острые инструменты и материалы
- Электрооборудование
- Химические вещества и токсины
- Пыль и пары
- Машины с движущимися частями
- Скользкие или неровные поверхности
- Варианты освещения
Факультет технологии сварки — Промышленные технологии
Учебная программа Технологии сварки дает студентам четкое представление о науке, технологиях и приложениях, необходимых для успешной работы в сварочной и металлургической промышленности.
Инструкция включает процессы сварки и резки плавящимся и неплавящимся электродом. Курсы по математике, чтению чертежей, металлургии, проверке сварки, а также разрушающему и неразрушающему контролю дают учащимся стандартные для отрасли навыки, полученные в ходе аудиторных занятий и практических приложений.
Успешно окончившие учебную программу по технологии сварки могут быть приняты на работу в качестве техников начального уровня в сварочной и металлообрабатывающей промышленности. Возможности карьерного роста также существуют в строительстве, производстве, производстве, продажах, контроле качества, надзоре и самозанятости, связанной со сваркой.
Учащиеся должны быть выпускниками средней школы (могут применяться некоторые исключения для сертификатов или дипломов). Все учащиеся должны представить стенограммы средней школы. Студентам может потребоваться сдать вступительные тесты или представить все предыдущие стенограммы работы в колледже, в зависимости от того, что применимо. Студентам может потребоваться выполнить курсовую работу по развитию на основе стенограммы / результатов тестов.
Студенты, зачисленные на очную форму обучения и достигшие удовлетворительных результатов, должны пройти эту программу за пять семестров. Для выполнения минимальных требований по английскому языку, математике или естественным наукам может потребоваться дополнительное время.
Заявки принимаются в любое время в течение года. Осенний семестр начинается в середине августа; Весенний семестр начинается в начале января; Летний семестр начинается в конце мая.
Заведующий кафедрой: Кит Кинлоу
- Карьерные возможности
- Основные курсы обучения
- Чему вы научитесь
- Вариант перевода в колледж
Сварка
Самозанятость, связанная со сваркой
Изготовление
Контроль качества/инспекция
Производство
Строительство
Надзор
Продажи
Чтение чертежей
Чтение чертежей/строительство
Промышленная безопасность
Процессы резки /Плита
GMAW (MIG) Пластина/труба
GTAW (TIG) Пластина
GTAW (TIG) Пластина/труба
Символы и спецификации
Изготовление I
SMAW (палка) Труба
Изготовление II
Осмотр и испытания Осмотр и испытания
Студенты получат всю необходимую квалификацию и навыки, необходимые для высококвалифицированной и чрезвычайно востребованной карьеры.