Инверторный сварочный аппарат из старого телевизора
Главная > Сварочные аппараты > Самодельный инверторный сварочный аппарат из деталей старых телевизоров
Многим в хозяйстве пригодился бы аппарат для электросварки деталей из черных металлов. Поскольку серийно выпускаемые сварочные аппараты довольно дороги, многие радиолюбители пытаются сделать сварочный инвертор своими руками.
У нас уже была статья о том, как изготовить сварочный полуавтомат, однако на этот раз я предлагаю еще более простой вариант самодельного сварочного инвертора из доступных деталей своими руками.
Из двух основных вариантов конструкции аппарата — со сварочным трансформатором или на основе конвертора — был выбран второй.
Действительно, сварочный трансформатор — это значительный по сечению и тяжелый магнитопровод и много медного провода для обмоток, что для многих малодоступно. Электронные же компоненты для конвертора при их правильном выборе не дефицитны и относительно дешевы.
С самого начала работы я поставил себе задачу создания максимально простого и дешевого сварочного аппарата с использованием в нем широко распространенных деталей и узлов.
В результате довольно длительных экспериментов с различными видами конвертора на транзисторах и тринисторах была составлена схема, показанная на рис. 1.
Простые транзисторные конверторы оказались чрезвычайно капризными и ненадежными, а тринисторные без повреждения выдерживают замыкание выхода до момента срабатывания предохранителя. Кроме того, тринисторы нагреваются значительно меньше транзисторов.
Как легко видеть, схемное решение не отличается оригинальностью — это обычный однотактный конвертор, его достоинство — в простоте конструкции и отсутствии дефицитных комплектующих, в аппарате использовано много радиодеталей от старых телевизоров.
И, наконец, он практически не требует налаживания.
Схема инверторного сварочного аппарата представлена ниже:
| Сварочный аппарат обладает следующими основными характеристиками: | |
|---|---|
| Пределы регулирования сварочного тока, А | 40. ..130 ..130 |
| Максимальное напряжение на электроде на холостом ходу, В | 90 |
| Максимальный потребляемый от сети ток, А | 20 |
| Напряжение в питающей сети переменного тока частотой 50 Гц, В | 220 |
| Максимальный диаметр сварочного электрода, мм | 3 |
Продолжительность нагрузки (ПН), %, при температуре воздуха 25°С и выходном токе 100A 130A | 60 |
| Габариты аппарата, мм | 350х180х105 |
| Масса аппарата без подводящих кабелей и электрододержателя, кг | 5,5 |
Род сварочного тока — постоянный, регулирование — плавное. На мой взгляд, это наиболее простой сварочный инвертор, который можно собрать своими руками.
При сварке встык стальных листов толщиной 3 мм электродом диаметром 3 мм установившийся ток, потребляемый аппаратом от сети, не превышает 10 А.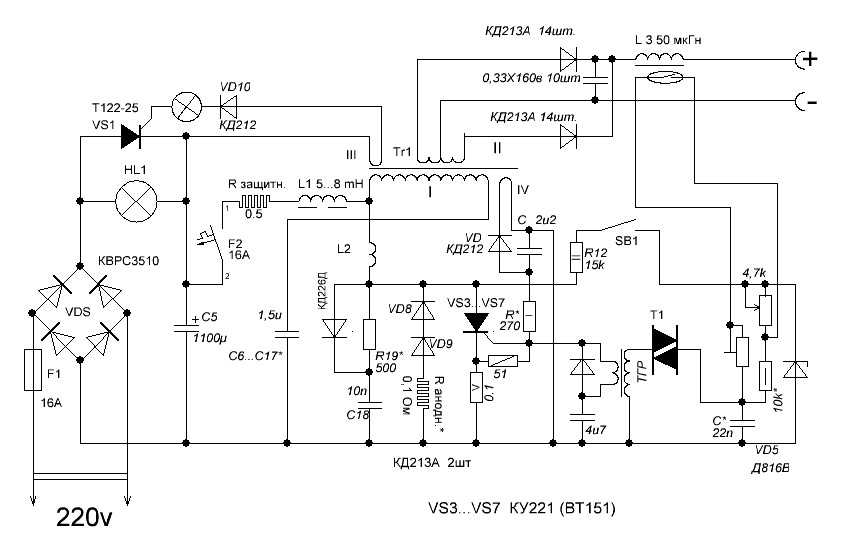 Сварочное напряжение включают кнопкой, расположенной на электрододержателе, что позволяет, с одной стороны, использовать повышенное напряжение зажигания дуги и повысить электробезопасность, с другой, поскольку при отпускании электрододержателя напряжение на электроде автоматически отключается. Повышенное напряжение облегчает зажигание дуги и обеспечивает устойчивость ее горения.
Сварочное напряжение включают кнопкой, расположенной на электрододержателе, что позволяет, с одной стороны, использовать повышенное напряжение зажигания дуги и повысить электробезопасность, с другой, поскольку при отпускании электрододержателя напряжение на электроде автоматически отключается. Повышенное напряжение облегчает зажигание дуги и обеспечивает устойчивость ее горения.
Маленькая хитрость: собранная своими руками схема сварочного инвертора позволяет соединять детали из тонкой жести. Для этого нужно поменять полярность сварочного тока.
Сетевое напряжение выпрямляет диодный мост VD1-VD4. Выпрямленный ток, протекая через лампу HL1, начинает заряжать конденсатор С5. Лампа служит ограничителем зарядного тока и индикатором этого процесса.
Сварку следует начинать только после того, как лампа HL1 погаснет. Одновременно через дроссель L1 заряжаются конденсаторы батареи С6-С17. Свечение светодиода HL2 показывает, что аппарат включен в сеть. Тринистор VS1 пока закрыт.
При нажатии на кнопку SB1 запускается импульсный генератор на частоту 25 кГц, собранный на однопереходном транзисторе VT1.
Когда направление тока в контуре меняется на противоположное, ток начинает протекать через диоды VD8, VD9, а тринисторы VS3-VS7 закрываются до следующего импульса генератора на транзисторе VT1.
Далее процесс повторяется.
Импульсы, возникающие на обмотке III трансформатора Т1, открывают тринистор VS1. который напрямую соединяет сетевой выпрямитель на диодах VD1 — VD4 с тринисторным преобразователем.
Светодиод HL3 служит для индикации процесса генерации импульсного напряжения. Диоды VD11-VD34 выпрямляют сварочное напряжение, а конденсаторы С19 — С24 — его сглаживают, облегчая тем самым зажигание сварочной дуги.
Выключателем SA1 служит пакетный или иной переключатель на ток не менее 16 А. Секция SA1.3 замыкает конденсатор С5 на резистор R6 при выключении и быстро разряжает этот конденсатор, что позволяет, не опасаясь поражения током, проводить осмотр и ремонт аппарата.
Секция SA1.3 замыкает конденсатор С5 на резистор R6 при выключении и быстро разряжает этот конденсатор, что позволяет, не опасаясь поражения током, проводить осмотр и ремонт аппарата.
Вентилятор ВН-2 (с электродвигателем М1 по схеме) обеспечивает принудительное охлаждение узлов устройства. Менее мощные вентиляторы использовать не рекомендуется, или их придется устанавливать несколько. Конденсатор С1 — любой, предназначенный для работы при переменном напряжении 220 В.
Выпрямительные диоды VD1-VD4 должны быть рассчитаны на ток не менее 16 А и обратное напряжение не менее 400 В. Их необходимо установить на пластинчатые уголковые теплоотводы размерами 60×15 мм толщиной 2 мм из алюминиевого сплава.
Вместо одиночного конденсатора С5 можно использовать батарею из нескольких параллельно включенных на напряжение не менее 400 В каждый, при этом емкость батареи может быть больше указанной на схеме.
Дроссель L1 выполнен на стальном магнитопроводе ПЛ 12,5×25-50. Подойдет и любой другой магнитопровод такого же или большего сечения при выполнении условия размещаемости обмотки в его окне. Обмотка состоит из 175 витков провода ПЭВ-2 1,32 (провод меньшего диаметра использовать нельзя!). Магнитопровод должен иметь немагнитный зазор 0,3…0,5 мм. Индуктивность дросселя — 40±10 мкГн.
Обмотка состоит из 175 витков провода ПЭВ-2 1,32 (провод меньшего диаметра использовать нельзя!). Магнитопровод должен иметь немагнитный зазор 0,3…0,5 мм. Индуктивность дросселя — 40±10 мкГн.
Конденсаторы С6-С24 должны обладать малым тангенсом угла диэлектрических потерь, а С6-С17 — еще и рабочим напряжением не менее 1000 В. Наилучшие из испытанных мною конденсаторов — К78-2, применявшиеся в телевизорах. Можно использовать и более широко распространенные конденсаторы этого типа другой емкости, доведя суммарную емкость до указанной в схеме, а также пленочные импортные.
Попытки использовать бумажные или другие конденсаторы, рассчитанные на работу в низкочастотных цепях, приводят, как правило, к выходу их из строя через некоторое время.
Тринисторы КУ221 (VS2-VS7) желательно использовать с буквенным индексом А или в крайнем случае Б или Г. Как показала практика, во время работы аппарата заметно разогреваются катодные выводы тринисторов, из-за чего не исключено разрушение паек на плате и даже выход из строя тринисторов.
Надежность будет выше, если на вывод катода тринисторов надеть либо трубки-пистоны, изготовленные из луженой медной фольги толщиной 0,1…0,15 мм, либо бандажи в виде плотно свернутой спирали из медной луженой проволоки диаметром 0,2 мм и пропаять по всей длине. Пистон (бандаж) должен покрывать вывод на всю длину почти до основания. Паять надо быстро, чтобы не перегреть тринистор.
У Вас наверняка возникнет вопрос: а нельзя ли вместо нескольких сравнительно маломощных тринисторов установить один мощный? Да, это возможно при использовании прибора, превосходящего (или хотя бы сравнимого) по своим частотным характеристикам тринисторы КУ221А. Но среди доступных, например, из серий ТЧ или ТЛ, таких нет.
Переход же на низкочастотные приборы заставит понизить рабочую частоту с 25 до 4…6 кГц, а это приведет к ухудшению многих важнейших характеристик аппарата и громкому пронзительному писку при сварке.
При монтаже диодов и тринисторов применение теплопроводящей пасты является обязательным.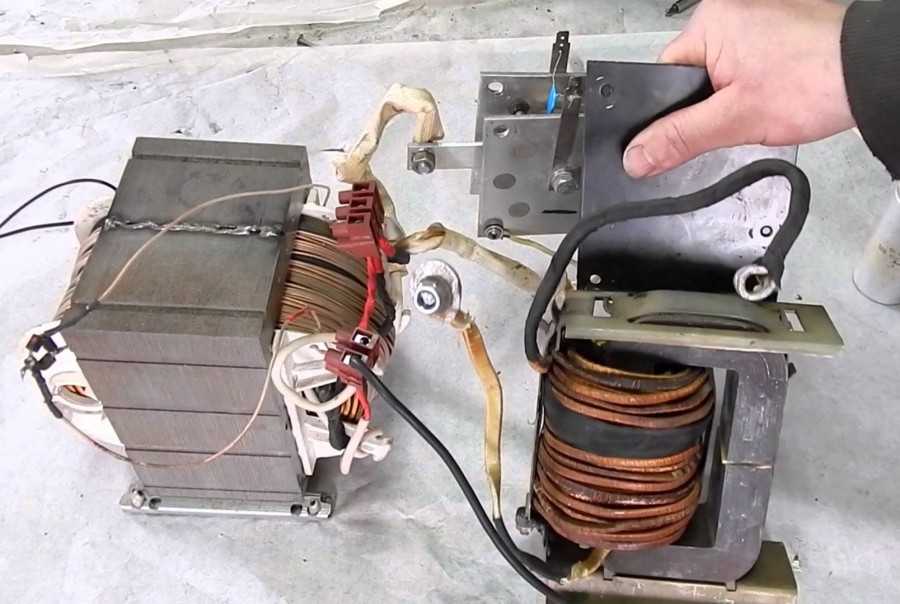
Кроме этого, установлено, что один мощный тринистор менее надежен, чем несколько включенных параллельно, поскольку им легче обеспечить лучшие условия отведения тепла. Достаточно группу тринисторов установить на одну теплоотводящую пластину толщиной не менее 3 мм.
Поскольку токоуравнивающие резисторы R14-R18(C5-16 В) при сварке могут сильно разогреваться, их перед монтажом необходимо освободить от пластмассовой оболочки путем обжига или нагревания током, значение которого необходимо подобрать экспериментально.
Диоды VD8 и VD9 установлены на общем теплоотводе с тринисторами, причем диод VD9 изолирован от теплоотвода слюдяной прокладкой. Вместо КД213А подойдут КД213Б и КД213В, а также КД2999Б, КД2997А, КД2997Б.
Дроссель L2 представляет собой бескаркасную спираль из 11 витков провода сечением не менее 4 мм2 в термостойкой изоляции, намотанную на оправке диаметром 12…14 мм.
Дроссель во время сварки сильно разогревается, поэтому при намотке спирали следует обеспечить между витками зазор 1.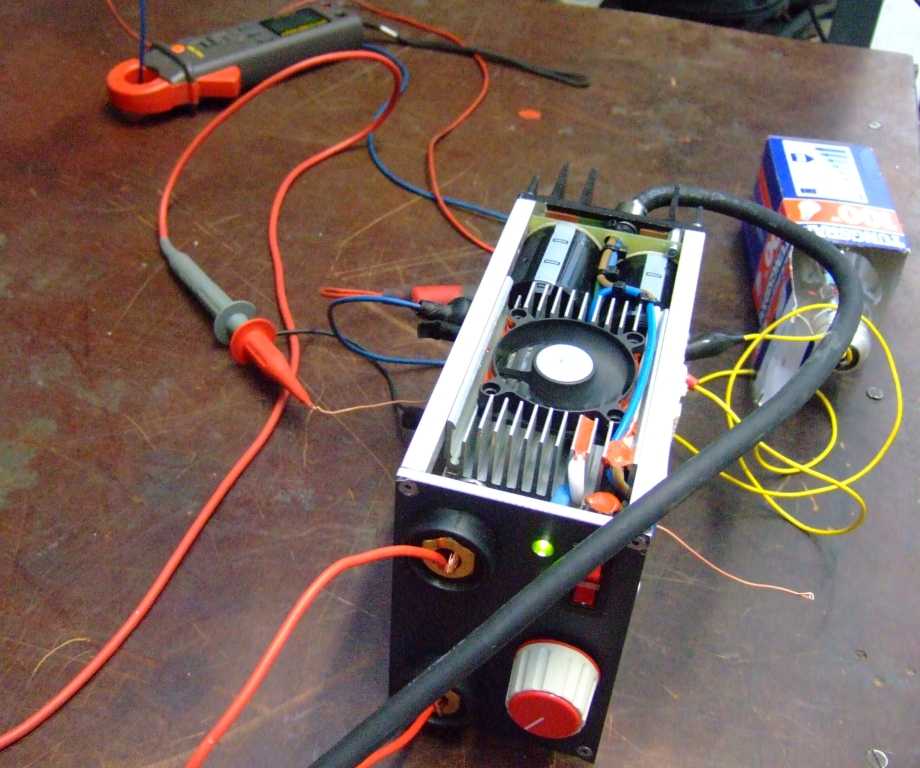 ..1.5 мм, а располагать дроссель необходимо так, чтобы он находился в потоке воздуха от вентилятора. Рис. 2 Магнитопровод трансформатора
..1.5 мм, а располагать дроссель необходимо так, чтобы он находился в потоке воздуха от вентилятора. Рис. 2 Магнитопровод трансформатора
Т1 составлен из трех сложенных вместе магнитопроводов ПК30х16 из феррита 3000НМС-1 (на них выполняли строчные трансформаторы старых телевизоров).
Первичная и вторичная обмотки разделены на две секции каждая (см. рис. 2), намотанные проводом ПСД1,68х10,4 в стеклотканевой изоляции и соединенные последовательно согласно. Первичная обмотка содержит 2×4 витка, вторичная — 2×2 витка.
Секции наматывают на специально изготовленную деревянную оправку. От разматывания витков секции предохраняют по два бандажа из луженой медной проволоки диаметром 0,8…1 мм. Ширина бандажа — 10…11 мм. Под каждый бандаж подкладывают полосу из электрокартона или наматывают несколько витков ленты из стеклоткани.
После намотки бандажи пропаивают.
Один из бандажей каждой секции служит выводом ее начала. Для этого изоляцию под бандажом выполняют так, чтобы с внутренней стороны он непосредственно соприкасался с началом обмотки секции. После намотки бандаж припаивают к началу секции, для чего с этого участка витка заранее удаляют изоляцию и облуживают его.
После намотки бандаж припаивают к началу секции, для чего с этого участка витка заранее удаляют изоляцию и облуживают его.
Следует иметь в виду, что в наиболее тяжелом тепловом режиме работает обмотка I. По этой причине при наматывании ее секций и при сборке следует между наружными частями витков предусмотреть воздушные зазоры, вкладывая между витками короткие, смазанные теплостойким клеем, вставки из стеклотекстолита.
Вообще, при изготовлении трансформаторов для инверторной сварки своими руками всегда оставляйте воздушные зазоры в обмотке. Чем их больше, тем эффективнее отведение тепла от трансформатора и ниже вероятность спалить аппарат.
Здесь уместно отметить также, что секции обмоток, изготовленные с упомянутыми вставками и прокладками проводом того же сечения 1,68×10,4 мм2 без изоляции, будут в тех же условиях охлаждаться лучше.
Далее обе секции первичной обмотки складывают вместе одну на другую так, чтобы направления их намотки (отсчитываемые от их концов) были противоположными, а концы находились с одной стороны (см. рис. 2).
рис. 2).
Соприкасающиеся бандажи соединяют пайкой, причем к передним, служащим выводами секций, целесообразно припаять медную накладку в виде короткого отрезка провода, из которого выполнена секция.
В результате получается жесткая неразъемная первичная обмотка трансформатора.
Вторичную изготовляют аналогично. Разница только в числе витков в секциях и в том, что необходимо предусмотреть вывод от средней точки. Обмотки устанавливают на магнитопровод строго определенным образом — это необходимо для правильной работы выпрямителя VD11 — VD32.
Направление намотки верхней секции обмотки I (если смотреть на трансформатор сверху) должно быть против часовой стрелки, начиная от верхнего вывода, который необходимо подключить к дросселю L2.
Направление намотки верхней секции обмотки II, наоборот, — по часовой стрелке, начиная от верхнего вывода, его подключают к блоку диодов VD21-VD32.
Обмотка III представляет собой виток любого провода диаметром 0,35…0,5 мм в теплостойкой изоляции, выдерживающей напряжение не менее 500 В. Его можно разместить в последнюю очередь в любом месте магнитопровода со стороны первичной обмотки.
Его можно разместить в последнюю очередь в любом месте магнитопровода со стороны первичной обмотки.
Для обеспечения электробезопасности сварочного аппарата и эффективного охлаждения потоком воздуха всех элементов трансформатора очень важно выдержать необходимые зазоры между обмотками и магнитопроводом. При сборке инвертора сварочного своими руками большинство самодельщиков совершают одну и ту же ошибку: недооценивают важность охлаждения транса. Этого делать нельзя.
Эту задачу выполняют четыре фиксирующие пластины, закладываемые в обмотки при окончательной сборке узла. Пластины изготовляют из стеклотекстолита толщиной 1,5 мм в соответствии с чертежом на рисунке.
После окончательной регулировки пластины целесообразно закрепить термостойким клеем. Трансформатор крепят к основанию аппарата тремя скобами, согнутыми из латунной или медной проволоки диаметром 3 мм. Эти же скобы фиксируют взаимное положение всех элементов магнитопровода.
Перед монтажом трансформатора на основание между половинами каждого из трех комплектов магнитопровода необходимо вложить немагнитные прокладки из электрокартона, гетинакса или текстолита толщиной 0,2. ..0,3 мм.
..0,3 мм.
Для изготовления трансформатора можно использовать магнитопроводы и других типоразмеров сечением не менее 5,6 см2. Подойдут, например, Ш20х28 или два комплекта Ш 16×20 из феррита 2000НМ1.
Обмотку I для броневого магнитопровода изготовляют в виде единой секции из восьми витков, обмотку II — аналогично описанному выше, из двух секций по два витка. Сварочный выпрямитель на диодах VD11-VD34 конструктивно представляет собой отдельный блок, выполненный в виде этажерки:
Она собрана так, что каждая пара диодов оказывается помещенной между двумя теплоотводящими пластинами размерами 44×42 мм и толщиной 1 мм, изготовленными из листового алюминиевого сплава.
Весь пакет стянут четырьмя стальными резьбовыми шпильками диаметром 3 мм между двух фланцев толщиной 2 мм (из такого же материала, что и пластины), к которым винтами прикреплены с двух сторон две платы, образующие выводы выпрямителя.
Все диоды в блоке ориентированы одинаково — выводами катода вправо по рисунку — и впаяны выводами в отверстия платы, которая служит общим плюсовым выводом выпрямителя и аппарата в целом. Анодные выводы диодов впаяны в отверстия второй платы. На ней сформированы две группы выводов, подключаемые к крайним выводам обмотки II трансформатора согласно схеме.
Анодные выводы диодов впаяны в отверстия второй платы. На ней сформированы две группы выводов, подключаемые к крайним выводам обмотки II трансформатора согласно схеме.
Учитывая большой общий ток, протекающий через выпрямитель, каждый из трех его выводов выполнен из нескольких отрезков провода длиной 50 мм, впаянных каждый в свое отверстие и соединенных пайкой на противоположном конце. Группа из десяти диодов подключена пятью отрезками, из четырнадцати — шестью, вторая плата с общей точкой всех диодов — шестью.
Провод лучше использовать гибкий, сечением не менее 4 мм.
Таким же образом выполнены сильноточные групповые выводы от основной печатной платы аппарата.
Платы выпрямителя изготовлены из фольгированного стеклотекстолита толщиной 0,5 мм и облужены. Четыре узкие прорези в каждой плате способствуют уменьшению нагрузок на выводы диодов при температурных деформациях. Для этой же цели выводы диодов необходимо отформовать, как показано на рисунке выше.
В сварочном выпрямителе можно также использовать более мощные диоды КД2999Б, 2Д2999Б, КД2997А, КД2997Б, 2Д2997А, 2Д2997Б. Их число может быть меньшим. Так, в одном из вариантов аппарата успешно работал выпрямитель из девяти диодов 2Д2997А (пять — в одном плече, четыре — в другом).
Их число может быть меньшим. Так, в одном из вариантов аппарата успешно работал выпрямитель из девяти диодов 2Д2997А (пять — в одном плече, четыре — в другом).
Площадь пластин теплоотвода осталась прежней, толщину их оказалось возможным увеличить до 2 мм. Диоды были размещены не попарно, а по одному в каждом отсеке.
Все резисторы (кроме R1 и R6), конденсаторы С2-С4, С6-С18, транзистор VT1, тринисторы VS2 — VS7, стабилитроны VD5-VD7, диоды VD8-VD10 смонтированы на основной печатной плате, причем тринисторы и диоды VD8, VD9 установлены на теплоотводе, привинченном к плате, изготовленной из фольгированного текстолита толщиной 1.5 мм:Рис. 5. Чертеж платы
Масштаб чертежа платы — 1:2, однако плату несложно разметить, даже не пользуясь средствами фотоувеличения, поскольку центры почти всех отверстий и границы почти всех фольговых площадок расположены по сетке с шагом 2,5 мм.
Большой точности разметки и сверления отверстий плата не требует, однако следует помнить что отверстия в ней должны совпадать с соответствующими отверстиями в теплоотводящей пластине.
Перемычку в цепи диодов VD8, VD9 изготовляют из медного провода диаметром 0,8…1 мм. Припаивать ее лучше со стороны печати. Вторую перемычку из провода ПЭВ-2 0,3 можно расположить и на стороне деталей.
Групповой вывод платы, обозначенный на рис. 5 буквами Б, соединяют с дросселем L2. В отверстия группы В впаивают проводники от анодов тринисторов. Выводы Г соединяют с нижним по схеме выводом трансформатора Т1, а Д — с дросселем L1.
Отрезки провода в каждой группе должны быть одинаковой длины и одинакового сечения (не менее 2,5 мм2). Рис. 6 Теплоотвод
Теплоотвод представляет собой пластину толщиной 3 мм с отогнутым краем (см. рис. 6).
Лучший материал для теплоотвода — медь (или латунь). В крайнем случае, при отсутствии меди, можно использовать пластину из алюминиевого сплава.
Поверхность со стороны установки деталей должна быть ровной, без зазубрин и вмятин. В пластине просверлены отверстия с резьбой для сборки ее с печатной платой и крепления элементов. Через отверстия без резьбы пропущены выводы деталей и соединительные провода. Через отверстия в отогнутом крае пропущены анодные выводы тринисторов. Три отверстия М4 в теплоотводе предназначены для его электрического соединения с печатной платой. Для этого использованы три латунных винта с латунными гайками.
Через отверстия без резьбы пропущены выводы деталей и соединительные провода. Через отверстия в отогнутом крае пропущены анодные выводы тринисторов. Три отверстия М4 в теплоотводе предназначены для его электрического соединения с печатной платой. Для этого использованы три латунных винта с латунными гайками.
После окончательной регулировки аппарата соединения пропаивают. Рис. 7 Чертеж теплоотвода в сборе с платой
Теплоотвод привинчивают к печатной плате со стороны деталей с зазором 3,2 мм (это высота стандартной гайки М4). После этого монтируют резисторы R7-R11, R14-R19, тринисторы VS2-VS7 и диоды VD8, VD9.
Указанную на схеме емкость батареи конденсаторов С19-С24 следует считать минимально необходимой. При большей емкости зажигание дуги облегчается.
Резисторы крепят на длинных выводах с целью их наилучшего охлаждения. Рис. 8. Размещение узлов
Однопереходный транзистор VT1 обычно проблем не вызывает, однако некоторые экземпляры при наличии генерации не обеспечивают, необходимую для устойчивого открывания тринистора VS2, амплитуду импульсов.
Все узлы и детали сварочного аппарата установлены на пластину-основание из гетинакса толщиной 4 мм (подойдет также текстолит толщиной 4…5 мм) на одной его стороне. В центре основания прорезано круглое окно для крепления вентилятора; он установлен с той же его стороны.
Диоды VD1-VD4, тринистор VS1 и лампа HL1 смонтированы на уголковых кронштейнах. При установке трансформатора Т1 между соседними магнитопроводами следует обеспечить воздушный зазор 2 мм Каждый из зажимов для подключения сварочных кабелей представляет собой медный болт М10 с медными гайками и шайбами.
Головкой болта изнутри прижат к основанию медный угольник, дополнительно зафиксированный от проворачивания винтом М4 с гайкой. Толщина полки угольника — 3 мм. Ко второй полке болтом или пайкой подключен внутренний соединительный провод.
Сборку печатная плата-теплоотвод устанавливают деталями к основанию на шести стальных стойках, согнутых из полосы шириной 12 и толщиной 2 мм.
На лицевую сторону основания выведены ручка тумблера SA1, крышка держателя предохранителя, светодиоды HL2, HL3, ручка переменного резистора R1, зажимы для сварочных кабелей и кабеля к кнопке SB1.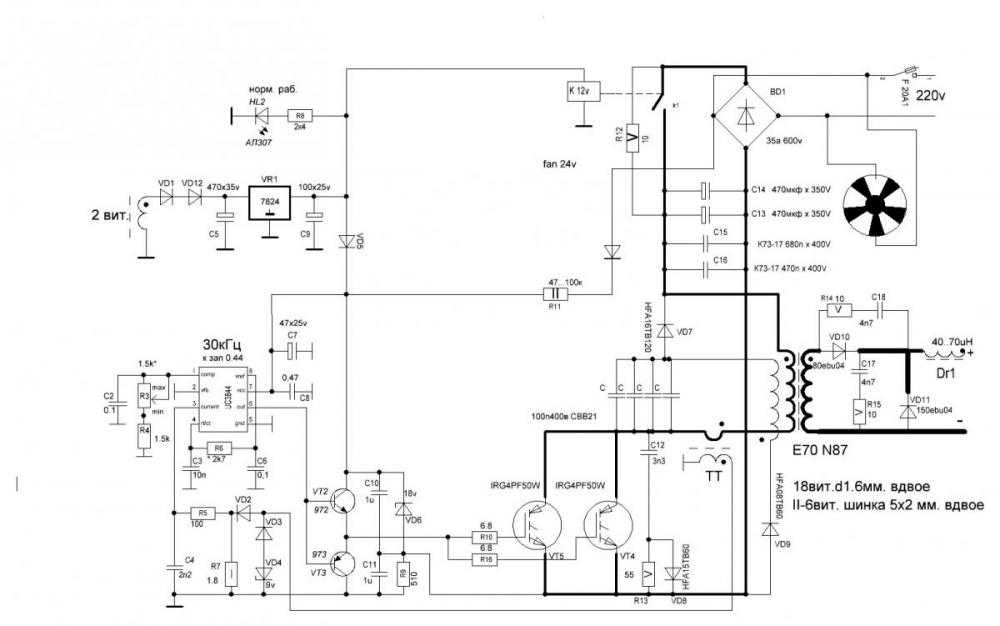
Кроме этого, к лицевой стороне прикреплены четыре стойки-втулки диаметром 12 мм с внутренней резьбой М5, выточенные из текстолита. К стойкам прикреплена фальшпанель с отверстиями для органов управления аппаратом и защитной решеткой вентилятора.
Фальшпанель можно изготовить из листового металла или диэлектрика толщиной 1… 1,5 мм. Я вырезал ее из стеклотекстолита. Снаружи к фальшпанели привинчены шесть стоек диаметром 10мм, на которые наматывают сетевой и сварочные кабели по окончании сварки.
На свободных участках фальшпанели просверлены отверстия диаметром 10 мм для облегчения циркуляции охлаждающего воздуха. Рис. 9. Внешний вид инверторного сварочного аппарата с уложенными кабелями.
Собранное основание помещено в кожух с крышкой, изготовленный из листового текстолита (можно использовать гетинакс, стеклотекстолит, винипласт) толщиной 3…4 мм. Отверстия для выхода охлаждающего воздуха расположены на боковых стенках.
Форма отверстий значения не имеет, но для безопасности лучше, если они будут узкими и длинными.
Общая площадь выходных отверстий не должна быть менее площади входного. Кожух снабжен ручкой и плечевым ремнем для переноски.
Электрододержатель конструктивно может быть любым, лишь бы он обеспечивал удобство работы и легкую замену электрода.
На ручке электрододержателя нужно смонтировать кнопку (SB1 по схеме) в таком месте, чтобы сварщик мог легко удерживать ее нажатой даже рукой в рукавице. Поскольку кнопка находится под напряжением сети, необходимо обеспечить надежную изоляцию как самой кнопки, так и подключенного к ней кабеля.
P.S. Описание процесса сборки заняло много места, но на самом деле все гораздо проще, чем кажется. Любой, кто хоть раз держал в руках паяльник и мультиметр, без проблем сможет собрать этот сварочный инвертор своими руками.
Как сконструировать сварочный аппарат из деталей старых телевизоров
Автор На чтение 10 мин Просмотров 1.7к. Опубликовано
Довольно часто в бытовых условиях мы сталкиваемся с необходимостью сварки каких-либо элементов из черного металла.
Как известно, фабричные сварочные инверторы стоят недешево, потому многие доморощенные мастера на все руки принимаются самостоятельно конструировать сварочный аппарат из деталей старых телевизоров.
Для создания простого сварочного инвертора, потребуются только электронные компоненты от старых телевизоров.{reklama1}
Рассмотрим этапы создания своими руками наиболее простого и доступного сварочного инвертора, в котором применяются самые распространенные узлы и элементы. Выбирая между конструкцией на инверторной основе или со сварочным трансформатором, остановимся на первом варианте, так как для сварочного трансформатора характерны немалая величина, большое количество провода из меди и наличие тяжелого магнитопровода, что многие попросту не могут себе позволить. Напротив, электронные детали старого телевизора для инвертора достать не так затруднительно, они обойдутся гораздо дешевле.
Содержание
- Общие характеристики сварочного аппарата из старых телевизоров
- Составные части сварочного инвертора
- Подборка тринисторов
- Монтаж обмоток на магнитопроводе
- Конструкция сварочного выпрямителя
Общие характеристики сварочного аппарата из старых телевизоров
На рис. 1 представлена схема работы простого однокатного инвертора, преимуществом которого является отсутствие труднодоступных деталей и элементарность конструкции; для изготовления аппарата взято множество радиоэлементов от старых телевизоров. К тому же такое устройство практически не нуждается в настройке.
Этот сварочный аппарат из деталей телевизора имеет такие характеристики:
Рисунок 1. Схема простого однокатного инвертора.- Максимум потребляемого тока от сети — 20 А.
- Предел регулировки сварочного тока — 40-130 А.
- Максимум напряжения на холостом ходу на электроде — 90 В.
- Напряжение в сети переменного тока 50 Гц частотой — 220 В.

- Наибольший возможный диаметр рабочего электрода — 3 мм.
- Длительность нагрузки при окружающей температуре 25 градусов и выходном токе 100 А — 60%; при 130 А — 40%.
- Размеры сварочного аппарата составляют 35×18×10,5 см.
- Вес конструкции (без учета электродержателя и кабелей) — 5500 г.
- Сварочный ток постоянный, регулировка плавная.

Напряжение запускается кнопкой, которая располагается на электродержателе, что, в свою очередь, позволяет применять увеличенное напряжение зажигания дуги и повышать электробезопасность, а также напряжение на электроде выключается автоматом, если отпустить электродержатель. Увеличенное напряжение дает возможность облегчить зажигание дуги и обеспечить постоянство горения.
При помощи этого аппарата можно соединять детали из тонких листов металла, потому как происходит применение сварочного постоянного тока одновременно с противоположной полярностью напряжения сварки.
Вернуться к оглавлению
Составные части сварочного инвертора
Рисунок 2.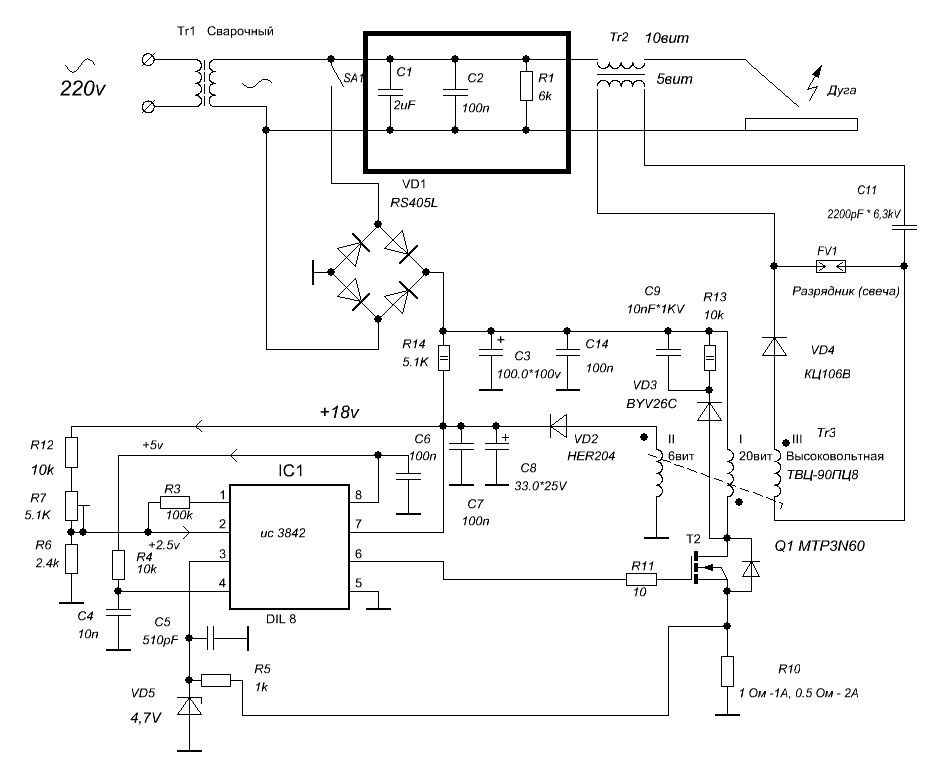 Схема монтажа обмоток на магнитопроводе.
Схема монтажа обмоток на магнитопроводе.Напряжение в электросети выпрямляется посредством использования диодного моста VD1-VD-4. Прямой ток, минуя лампу HL1, приступает к зарядке C5 конденсатора. Лампа необходима для ограничения зарядного тока. Приступать непосредственно к сварке можно только тогда, когда перестанет гореть лампа HL1. В то же время зарядка доходит до конденсаторов батареи C6-C17 по дросселю L1. Если горит светодиод HL2, то сварочный аппарат из деталей телевизора подключен к сети. В это время тринистор VS1 все еще закрыт.
Если нажимается кнопка SB1, происходит запуск импульсивного генератора, в основе которого лежит транзистор с одним переходом VT1. Генераторные импульсы вызывают открытие транзистора VS2, который стимулирует открытие параллельно подключенных тринисторов VS3-VS7. Посредством первичной обмотки трансформатора Т1 и дросселя L2 происходит разрядка конденсаторов C6-C17.
Цепочка из конденсаторной группы С6-С17, первичной обмотки трансформатора и Т1 и дросселя L2 в сумме образует колебательный контур. В тот момент, когда в этом контуре ток меняет свое направление, он протекает по диодам VD8, VD9, а до последующего генераторного импульса на транзисторе VT1 происходит закрытие тринисторов VS3-VS7, после чего цикл повторяется.
В тот момент, когда в этом контуре ток меняет свое направление, он протекает по диодам VD8, VD9, а до последующего генераторного импульса на транзисторе VT1 происходит закрытие тринисторов VS3-VS7, после чего цикл повторяется.
Тринистор VS1 открывается благодаря импульсам, которые возникают на обмотке 3-го трансформатора T1. Тринистор VS1 непосредственно соединяет выпрямитель сети на диодах VD1-VD4 с преобразователем тринисторов. В качестве индикатора генерации напряжения импульсов выступает светодиод HL3. Диоды VD11-VD34 необходимы для выпрямления сварочного напряжения, в то время как С19-С24 предназначаются для его сглаживания, делая зажигание сварочной дуги более легким и плавным.
Рисунок 3. Конструкция сварочного выпрямителя.В качестве выключателя SA1 можно использовать переключатель пакетного или другого типа, который сможет выдержать ток минимум 16 А. Конденсатор С5 в процессе выключения замыкается секцией SA1.3 на резисторе R6, который мгновенно разряжается, что, в свою очередь, дает возможность безопасно осматривать и ремонтировать аппарат для сварки. Узлы конструкции охлаждаются благодаря работе вентилятора ВН-2. Использовать вентиляторы с меньшей мощностью не стоит, иначе потребуется монтировать несколько таких. В качестве конденсатора С1 используется произвольный, предназначающийся для функционирования в условиях переменного напряжения 220 В.
Узлы конструкции охлаждаются благодаря работе вентилятора ВН-2. Использовать вентиляторы с меньшей мощностью не стоит, иначе потребуется монтировать несколько таких. В качестве конденсатора С1 используется произвольный, предназначающийся для функционирования в условиях переменного напряжения 220 В.
Диоды VD1-VD4 должны предназначаться для минимального тока 16 А и противоположного напряжения минимум 400 В. Они монтируются на алюминиевые уголковые теплоотводные пластинки габаритами 6×1,5 см и толщиной 0,2 см. Одиночный конденсатор С5 возможно заменить батареей, состоящей из нескольких подключенных параллельно, рассчитанных на минимальное напряжение в 400 В.
Дроссель L1 выполняется на магнитопроводе ПЛ из стали размером 12,5×25-45. Сгодится и другой магнитопровод с аналогичным или большим сечением, в окне которого сможет поместиться обмотка, которая включает 175 витков провода ПЭВ-2 сечением 1,32. Категорически запрещено применять провод с меньшим диаметром! У магнитопровода должна соблюдаться следующая характеристика: немагнитное отверстие должно составлять 0,3-0,5 мм. Индуктивность дросселя должна находиться в пределе 40+10 мкГн.
Индуктивность дросселя должна находиться в пределе 40+10 мкГн.
У конденсаторов С6-С24 должен быть небольшой тангенс угла диэлектрической потери, а у С6-С17 вдобавок и сварочное напряжение 1000 В. Лучше всего прибегнуть к использованию конденсатора К78-2, которые служили деталью старых телевизоров. Возможно применение других, более популярных конденсаторов сходной группы с иной емкостью, достигающих в сумме той емкости, которая обозначена в схеме. Не стоит применять бумажные и прочие конденсаторы, которые предназначены для работы в цепях с низкими частотами, поскольку они в большинстве своем ведут к быстрой поломке самодельного сварочного аппарата.
Вернуться к оглавлению
Подборка тринисторов
В идеале используйте тринисторы КУ221 (VS2-VS7), на которых значится буквенный индекс А (можно также Б или Г). Практикой доказано, что в процессе работы сварочного аппарата тринисторовые катодные выводы сильно нагреваются, вследствие чего может деформироваться пайка на плате или тринисторы вовсе перестанут функционировать. Можно увеличить надежность путем надевания на катодные выводы трубочек-пистонов, выполненных из медной луженой фольги 0,1-0,12 мм толщиной, или же использовать бандажи в форме спирали из луженой медной проволоки 0,2 мм толщиной, после чего сделать пайку по всей поверхности. Трубка-пистон или бандаж должны закрывать вывод катода по всей поверхности вплоть до основания. Во избежание перегрева тринистора пайку нужно осуществлять быстро.
Некоторые могут задаться вопросом: почему не заменить несколько тринисторов с малой мощностью на один достаточной мощности? Такую замену теоретически совершить можно, если вы используете прибор, который превосходит (или, по крайней мере, равен) по показателям частоты тринисторам КУ221А. Но в числе легкодоступных (ТЧ или ТЛ) таковых не бывает. Кроме того, есть сведения, что один тринистор с большой мощностью является не таким надежным, как несколько подключенных параллельным способом, потому что они лучше отводят тепло. Достаточно монтировать несколько тринисторов на одной теплоотводящей пластинке с минимальной толщиной 3 мм.
Резисторы R14-R18 (С5-16 В), уравнивающие ток, имеют свойство сильно нагреваться в процессе сварки, поэтому перед их установкой нужно убрать с них чехол, сделанный из пластмассы, посредством обжига или нагрева. Диоды VD8 и VD9 монтируются на теплоотводе рядом с тринисторами, при этом между диодом VD9 и теплоотводом устанавливается прокладка, выполненная из слюды. Обязательно нужно использовать теплопроводящий гель.
Дроссель L2 имеет вид спирали без каркаса, состоящей из 11 витков провода, толщина которого минимум 4 мм2. В процессе сварки дроссель имеет свойство сильно нагреваться, потому, наматывая спираль, требуется оставить промежуток между витками в пределах 1-1,5 мм. Дроссель требуется расположить таким образом, чтобы он попадал в поток воздуха, создаваемый вентилятором.
Вернуться к оглавлению
Монтаж обмоток на магнитопроводе
Трансформаторный магнитопровод Т1 формируется из собранных вместе трех магнитопроводов ПК 3×1,6, выполненных из феррита 3000НМС-1 (на них выполнялись строчные трансформаторы для старых телевизоров). Первый и второй слой обмотки делятся на 2 группы (рис. 2). Первый слой обмотки содержит в себе 2×4 витков, второй — из 2×2 витков.
Группы наматываются на заранее подготовленную оправку из дерева. От случайного раскручивания витков предохраняет пара бандажей, выполненных из медной луженой проволоки толщиной 0,8-1 мм. По ширине бандаж должен быть 1-1,1 см. Под каждым бандажом должна быть электрокартонная подкладка. Бандажи после установки пропаиваются. Необходимо учитывать, что в самом агрессивном тепловом режиме будет работать обмотка I. Потому в процессе ее накручивания и сборки между витками необходимо оставлять воздушные промежутки, устанавливая между витками небольшие стеклотекстолитные вставки, на которые предварительно нанесен теплостойкий клеевой раствор. Запомните, чем больше воздушных промежутков будет в обмотке, тем лучше будет проходить отведение тепла из трансформатора.
https://moyakovka.ru/youtu.be/DdKhWxEGy_U
{reklama2}
Монтаж обмоток на магнитопроводе проходит в четкой последовательности, чтобы обеспечить корректное функционирование выпрямителя VD11-VD32. Если на трансформатор смотреть сверху, то намотка обмотки I должна идти против часовой стрелки. Верхний вывод подключается к дросселю L2.
К основанию сварочного аппарата трансформатор крепится с помощью трех скобок, сделанных из медной или латунной проволоки 3 мм толщиной. Аналогичными скобками необходимо зафиксировать все детали магнитопровода. Перед тем как монтировать трансформатор, необходимо установить электрокартонные прокладки 0,2-0,3 мм толщиной в каждый из трех групп магнитопровода.
https://moyakovka.ru/youtu.be/LvIyLUOzS64
Вернуться к оглавлению
Конструкция сварочного выпрямителя
Сварочный выпрямитель выполнен как обособленный блок, имеющий форму этажерки (рис. 3). Он сконструирован таким образом, что каждая из диодных пар VD11-VD34 помещается между парой теплоотводящих пластин 4,4×4,2 см и толщиной 0,1 см, сделанных из алюминия. Конструкция блока стягивается двумя парами резьбовых шпилек из стали 0,3 см в сечении между парой фланцев 0,2 см толщиной, к которым крепятся с помощью винтов 2 платы, которые образуют выводы выпрямителя.
В этой конструкции все диоды имеют одинаковую ориентацию (см. рис. 4) и впаиваются выводами в зазоры платы, которая играет роль общего плюсового вывода выпрямителя и агрегата в общем. Анодные диодные выводы впаиваются в зазоры второй платы, на которой формируется два комплекта выводов, присоединяющихся к трансформаторной обмотке II, как показано на схеме.
Конденсаторы С2-С4, С6-С18, все резисторы (за исключением R1-R6), тринисторы VS2-VS7, транзистор VT1, диоды VD8-VD10, стабилитроны VD5-VD7 устанавливаются на печатной плате, при этом диоды VD8, VD9 и тринисторы монтируются на теплоотводе, который привинчивается к плате. Материалом для платы служит фольгированный стеклотекстолит 1,5 мм толщиной. Схема платы представлена на рис. 5. Масштаб рисунка составляет 1:2, но разметить плату не составляет труда даже без фотоувеличительных средств.
https://moyakovka.ru/youtu.be/UX81XigBgBY
Не требуется абсолютной точности разметки и проделывания отверстий на плате, но учитывайте, что отверстия платы должны совпасть с отверстиями в теплоотводящей пластинке.
10 признаков того, что вам нужен новый сварочный аппарат
Многие производители держат устаревшее сварочное оборудование, полагая, что они хорошо распоряжаются деньгами организации, и в зависимости от их ситуации это может быть правдой. Для бизнеса никогда не бывает хорошей идеей тратить деньги напрасно. В других случаях, однако, отсутствие затрат на замену оборудования может еще больше повредить прибыли компании.
Возьмем в качестве примера сварочный аппарат 20-летней давности. Хотя есть что-то приятное в том, чтобы заставить часть оборудования работать как можно дольше, могут быть признаки, указывающие на то, что реальная стоимость владения этой машиной немного выше, чем вы думали.
Вот десять признаков того, что ваш сварочный аппарат устарел и вам следует задуматься о покупке нового, даже если старый все еще работает:
1. Стоимость ремонта резко возросла
Многие магазины не отслеживают расходы на техническое обслуживание каждого машина, но они должны. Вместо того, чтобы видеть общую сумму, потраченную на все сварочное оборудование для обслуживания и ремонта, они признают, что некоторые из их сварочных аппаратов несут основную часть расходов. Если вы слишком часто обслуживаете сварочный аппарат, вероятно, пришло время отправить его на пенсию и купить новый, надежный. Имейте в виду, что стоимость ремонта — это только часть проблемы; время простоя здесь настоящий враг.
2. Вы замечаете снижение производительности
Если ваш сварочный аппарат выходит из строя три раза в год, и каждый раз это стоит вашему предприятию два рабочих дня, вы можете потерять до 48 рабочих часов, если не будете этого делать. иметь запасные части в наличии.
Еще один способ, которым старая машина мешает производству: если ваша работа позволяет использовать проволоку большего диаметра, например, диаметром 1/16 дюйма, а ваша старая модель ограничивает вас диаметром 0,045 дюйма, вы можете значительно увеличить скорость наплавки с помощью нового сварочного аппарата. Этот шаг может окупиться менее чем за год.
3. Безопасность становится проблемой
Старый сварочный аппарат может стать проблемой безопасности. Если ваших рабочих шокирует старое устройство, а корпус кажется горячим, вы можете столкнуться с потенциально опасной ситуацией. Возможно, вы сможете отремонтировать его, но если это происходит из-за внутренней проблемы конструкции, самым безопасным средством является немедленная замена его новой, более безопасной моделью.
4. Вы видите более высокие счета за электроэнергию
Одним из многих признаков того, что сварочный аппарат устарел и его следует заменить, является низкая эффективность. Старые модели преобразуют поступающую от сети мощность в выходную мощность сварки с эффективностью от 60 до 70 %. Машины нового поколения работают с КПД около 80%. А инверторное оборудование, такое как PrimeWeld TIG200-D Inverter 200-Amp TIG Welder, имеет эффективность передачи выше 85%, что может помочь компаниям ежегодно экономить сотни долларов на каждой машине.
На самом деле, недавние испытания производительности, проведенные независимыми консультантами, подтвердили, что сварочные аппараты на базе инверторов обеспечивают более высокую окупаемость инвестиций.
5. Вы не можете найти запасные части
У вас возникли проблемы с приобретением запасных частей для вашего старого сварочного аппарата? Хотя эти старые машины могут все еще работать, это не означает, что они работают без проблем. И когда они сломаются, будет довольно неприятно, когда вы обнаружите, что запасных частей больше нет. Отсутствие деталей — один из верных признаков того, что сварочный аппарат устарел, и его необходимо заменить.
6. Ваш старый аппарат не поддерживает импульсную сварку.
Если вы занимаетесь сваркой в нерабочем положении, импульсная сварка просто необходима. Он способствует застыванию сварного шва во время фонового цикла и предотвращает вытекание расплавленного металла из шва. Он также хорошо подходит для сварки тонких металлов, когда риск прожога выше.
Pulse может увеличить скорость наплавки до 40%, а такой аппарат, как TIG225X TIG Welder with Pulse от PrimeWeld, является идеальным обновлением старого и устаревшего традиционного сварочного аппарата.
7. Скорость наплавки снизилась
Многие мастерские продолжают выполнять сварку электродами, хотя они могли бы использовать сварочный аппарат MIG, такой как MIG160 от PrimeWeld. Использование порошковой проволоки может увеличить скорость наплавки на 100% и более по сравнению со сваркой электродом. Подумайте, насколько вы могли бы повысить производительность (и прибыль) и уменьшить разбрызгивание при сварке, перейдя на эффективный сварочный аппарат MIG.
8. Вам нужно больше мобильности
Если вам приходилось таскать тяжелое сварочное оборудование для выполнения различных работ по цеху или в поле, вы, вероятно, хотели бы перейти на легкий и портативный аппарат. Сегодняшние 90-фунтовые машины могут выполнять ту же работу, что и эти 300-фунтовые монстры в прошлом. Портативность и ценность небольших сварочных аппаратов, несомненно, являются отличными причинами для выбора нового аппарата.
9. Вы часто превышаете рабочий цикл на своем старом аппарате
Еще одним признаком того, что ваш сварочный аппарат устарел, является то, что ваш сварочный аппарат продолжает превышать свой рабочий цикл и отключается из-за перегрева. Все эти минуты, которые вы вынуждены ждать, обернутся дорогостоящими производственными потерями. Если так будет продолжаться, ищите замену для тяжелых условий эксплуатации и начинайте экономить деньги и увеличивать прибыль.
10. Ваши менее опытные сварщики борются со старыми машинами
Технологии современных сварочных машин могут помочь менее опытным сварщикам, компенсируя их непоследовательные методы. Более легкие и мощные сварочные аппараты с цифровыми экранами приходят на смену старым аналогам с ручками набора номера. Благодаря таким функциям, как упрощенный интерфейс и автоматическая настройка параметров, современные сварочные аппараты стали намного проще в использовании для операторов.
В то время как сварочная промышленность борется с нехваткой квалифицированных сварщиков, эти новые сварочные аппараты позволят компаниям повысить производительность с меньшим количеством рабочих и облегчат сварщикам с более низким уровнем квалификации выполнение высококачественных сварных швов и сокращение количества ошибок.
Если какие-либо из этих признаков возникли в вашем производственном бизнесе, они, вероятно, говорят вам, что пришло время присмотреться к новому сварочному аппарату. А профессионалы PrimeWeld могут показать вам правильный выбор для удовлетворения ваших потребностей. Взгляните на их впечатляющую линейку высококачественных машин уже сегодня!
Сварочный инвертор SMPS | Самодельные проекты схем
инвертор — лучший выбор. Сварочный инвертор удобен и работает на постоянном токе. Текущий контроль поддерживается с помощью потенциометра.
Автор: Друбаджйоти Бисвас
Содержание
Использование топологии с двумя переключателями
При разработке сварочного инвертора я применил прямой инвертор с топологией с двумя переключателями. Здесь входное линейное напряжение проходит через фильтр электромагнитных помех, который дополнительно сглаживается с большой емкостью.
Однако, поскольку импульс тока включения имеет тенденцию быть высоким, необходимо наличие схемы плавного пуска. Поскольку переключатель включен, а первичные конденсаторы фильтра заряжаются через резисторы, мощность дополнительно обнуляется путем включения переключателя реле.
В момент включения питания IGBT-транзисторы используются и далее подаются через управляющий трансформатор прямого затвора TR2 с последующим формированием схемы с помощью регуляторов IC 7812.
Использование микросхемы UC3844 для ШИМ-управления
В этом сценарии используется схема управления UC3844, очень похожая на UC3842 с ограничением длительности импульса до 50% и рабочей частотой до 42 кГц.
Цепь управления получает питание от вспомогательного источника 17 В. Из-за больших токов в обратной связи по току используется трансформатор Tr3.
Напряжение сенсорного регистра 4R7/2W более или менее равно выходному току. Выходной ток можно дополнительно контролировать с помощью потенциометра P1. Его функция заключается в измерении пороговой точки обратной связи, а пороговое напряжение на выводе 3 UC3844 составляет 1 В.
Одним из важных аспектов силовых полупроводников является то, что они нуждаются в охлаждении, и большая часть выделяемого тепла отводится выходными диодами.
Верхний диод, состоящий из 2х DSEI60-06A, должен выдерживать ток в среднем 50А и потери до 80Вт.
Нижний диод т.е. STTh300L06TV1 также должен иметь средний ток 100А и потери до 120Вт. С другой стороны, общие максимальные потери вторичного выпрямителя составляют 140 Вт. Выходной дроссель L1 дополнительно соединен с отрицательной шиной.
Это хороший сценарий, так как радиатор защищен от высокочастотного напряжения. Другой вариант — использовать диоды FES16JT или MUR1560.
Однако важно учитывать, что максимальный ток нижнего диода в два раза превышает ток верхнего диода.
Расчет потерь IGBT
На самом деле расчет потерь IGBT является сложной процедурой, так как помимо кондуктивных потерь еще одним фактором является коммутационная потеря.
Также каждый транзистор теряет около 50 Вт. Выпрямительный мост также теряет мощность до 30 Вт и размещен на одном радиаторе с IGBT вместе с диодом сброса UG5JT.
Также можно заменить UG5JT на FES16JT или MUR1560. Потери мощности диодов сброса также зависят от конструкции Tr1, хотя потери меньше по сравнению с потерями мощности IGBT. Мост выпрямителя также приводит к потерям мощности около 30 Вт.
Кроме того, при подготовке системы важно помнить о масштабировании максимального коэффициента нагрузки сварочного инвертора. Основываясь на измерении, вы можете быть готовы выбрать правильный размер обмотки, радиатора и т.д.
Принципиальная схема
Детали обмотки трансформатора
Переключающий трансформатор Tr1 намотан на два ферритовых сердечника EE, и они оба имеют сечение центральной стойки 16×20 мм.
Таким образом, общее поперечное сечение составляет 16×40 мм. Следует позаботиться о том, чтобы не осталось воздушного зазора в области сердцевины.
Хорошим вариантом будет использовать первичную обмотку 20 витков, намотав ее 14 проводами диаметром 0,5мм.
Вторичная обмотка, с другой стороны, имеет шесть медных полос 36×0,55 мм. Трансформатор прямого привода Тр2, рассчитанный на малую паразитную индуктивность, выполнен по схеме трехжильной обмотки с тремя витыми изолированными проводами диаметром 0,3 мм и витками из 14 витков.
Основная секция изготовлена из h32 с диаметром средней стойки 16 мм и без зазоров.
Трансформатор тока Tr3 изготовлен из дросселей подавления электромагнитных помех. В то время как первичка имеет всего 1 виток, вторичка намотана 75 витками провода 0,4 мм.
Одним из важных моментов является соблюдение полярности обмоток. В то время как L1 имеет ферритовый EE-сердечник, средняя колонка имеет сечение 16×20 мм и имеет 11 витков медной ленты 36×0,5 мм.
Кроме того, общий воздушный зазор и магнитная цепь установлены на 10 мм, а ее индуктивность составляет около 12 мкГн.
Обратная связь по напряжению особо не мешает сварке, но несомненно влияет на потребление и потери тепла в режиме ожидания. Использование обратной связи по напряжению очень важно из-за высокого напряжения около 1000 В.
Кроме того, ШИМ-контроллер работает с максимальным рабочим циклом, что увеличивает уровень энергопотребления, а также нагрева компонентов.
Напряжение постоянного тока 310 В можно извлечь из сети 220 В после выпрямления через мостовую сеть и фильтрации через пару электролитических конденсаторов 10 мкФ/400 В.
Источник питания 12 В можно получить из готового блока адаптера 12 В или собрать дома с помощью информации, предоставленной здесь :
Схема сварки алюминия
Этот запрос был отправлен мне одним из преданных читателей. этого блога г-н Хосе. Вот подробности требования:
Мой сварочный аппарат Fronius-TP1400 полностью исправен, и я не заинтересован в изменении его конфигурации. Эта машина, которая имеет возраст, является первым поколением инверторных машин.
Это базовое устройство для сварки покрытым электродом (сварка MMA) или вольфрамовой дугой (сварка TIG). Переключатель позволяет сделать выбор.
Это устройство обеспечивает только постоянный ток, что очень подходит для сварки большого количества металлов.
Есть несколько металлов, таких как алюминий, которые из-за их быстрой коррозии при контакте с окружающей средой необходимо использовать пульсирующий переменный ток (прямоугольная волна от 100 до 300 Гц) это облегчает устранение коррозии в циклах с обратной полярностью и включить плавку в циклы прямой полярности.
Существует мнение, что алюминий не окисляется, но оно неверно, происходит то, что в нулевой момент, когда он контактирует с воздухом, образуется тонкий слой окисления, который с этого момента предохраняет его от следующих последующих окисление. Этот тонкий слой усложняет работу по сварке, поэтому используется переменный ток.
Я хочу сделать устройство, которое будет подключено между клеммами моего сварочного аппарата постоянного тока и горелки, чтобы получить этот переменный ток в горелке.
Вот где у меня возникли трудности, в момент создания преобразователя CC в AC. Я увлекаюсь электроникой, но не специалист.
Итак, я прекрасно понимаю теорию, я смотрю на микросхему HIP4080 или аналогичную таблицу данных и вижу, что ее можно применить к моему проекту.
Но моя большая трудность в том, что я не делаю необходимых вычислений значений компонентов. Может есть какая схема которую можно применить или адаптировать, в инете не нашел и не знаю где искать, поэтому прошу вашей помощи.
Конструкция
Чтобы гарантировать, что процесс сварки способен устранить окисленную поверхность алюминия и обеспечить эффективное сварное соединение, существующий сварочный стержень и алюминиевую пластину можно интегрировать с приводным каскадом полного моста. , как показано ниже:
Rt, Ct можно рассчитать методом проб и ошибок, чтобы получить колебание полевых МОП-транзисторов с любой частотой от 100 до 500 Гц. Точную формулу вы можете найти в этой статье.