Припой медно-серебряный
Пайка высоколегированных сталей и меди требует расходных материалов с высокой температурой плавления и хорошей смачиваемостью.
Используя припой ПСР можно получить прочное соединение, антикоррозионное с высоким коэффициентом сопротивления на разрыв. Проволока ПСР имеет большое количество марок.
Припой отличается составом и применяется для пайки различных сталей, сплавов и цветных металлов.
Блок: 1/10 | Кол-во символов: 393
Источник: https://svarka.guru/payka/oborudovaniya/pripoy-psr.html
Достоинства
Благородный металл в чистом виде имеет высокую пластичность и температуру плавления. Серебро без добавок применять в качестве припоя невозможно и нецелесообразно. Вкладывать энергию для достижения при 962 ℃ расплавленного состояния и получать в результате мягкий шов не имеет смысла.
Выгодно и удобно использовать сплав серебра с другими металлами. Чаще всего добавляют медь. Во многих составах присутствует цинк.
Температура плавления серебряных припоев уменьшается пропорционально сокращению массовой доли благородного компонента. Следовательно, уменьшаются затраты энергии и времени на пайку.
Сплавы из группы серебряных припоев хорошо обволакивают рабочие детали, способствуя образованию прочных швов. Места соединений не окисляются; выдерживают механические и вибрационные нагрузки.
Серебросодержащий сплав может применяться для пайки металлических изделий самых разнообразных составов. Для каждой практической ситуации в имеющемся ассортименте можно найти подходящие марки серебряных припоев.
Они имеют разное соотношение компонентов; отличающиеся показатели плотности и удельного электрического сопротивления; могут содержать легирующие добавки, улучшающие технические характеристики.
Блок: 2/7 | Кол-во символов: 1317
Технические характеристики
Серебряные припои используют при высокотемпературной пайке выше 400⁰C. Материалы марки ПСр создают прочное неразъемное соединение деталей из различных сталей, меди и ее сплавов, серебра, других тугоплавких металлов.
Удельное сопротивление припоя 90 – 120 Ом. Плотность 8500 – 10000 кг/м3. Теплоемкость 18 – 26 Дж/кг*град.
Спаянные с помощью серебряных припоев детали хорошо переносят динамические нагрузки, вибрацию и высокую температуру. Они могут работать в агрессивной среде.
Блок: 2/10 | Кол-во символов: 507
Источник: https://svarka.guru/payka/oborudovaniya/pripoy-psr.html
Если у вас есть лишнее техническое серебро, можно его сдать в http://aurumtrade.ru/skupka-serebra/ в Москве. Там лучшие цены.
Особенности применения
Сплавы на основе серебра можно разделить на 2 типа: «дорогие» с содержанием только Ag+Cu и «дешевые» — Ag+Cu+Pb.
Самые простые идут с добавлением еще и Sn (до 27%)
 Самые простые идут с добавлением еще и Sn (до 27%)
Самые простые идут с добавлением еще и Sn (до 27%)Назначение серебряных припоев — широкое использование для цветных металлов и сплавов на их основе. Соединение таких изделий затруднено из-за физико-химических особенностей металлов, но серебряные припои в своей разновидности позволяют получить сцепление, эквивалентное по прочности со сварным швом, но без дефектов, которые ему присущи. К ним относятся сплавы:
- титано-никелевые;
- никель-вольфрамовые;
- железо-никелевые;
- медные;
- медно-никелевые.
Возможно соединение никеля, меди со стеклоэмалью, керамикой, поверхностей с гальваническим покрытием более 10 мм.
Температура плавления чистого серебра равна 962 °С, это не только нерационально, но также не оправдано технически, поскольку этот металл имеет высокую пластичность и низкую прочность. Оптимизация этих параметров достигается, если использовать медно-серебряный припой, температура плавления которого снижается до 425 °С, а прочностные свойства увеличиваются.
Соединительный шов в данном случае выдерживает температуру до 800 °С, имеет широкий диапазон по параметрам и свойствам, в зависимости от используемых элементов.
Сплав на основе серебра отличается высокой экологичностью, поскольку входящие в состав элементы не активны с большинством окружающих их аналогов. В основном используется медно-серебряный припой для пайки меди или изделий на ее сплаве (латунь, бронза).
Блок: 2/3 | Кол-во символов: 1625
Источник: https://svarkaipayka.ru/material/pripoj-dlya-payki/pripoy-medno-serebryanyiy.html
Физико-химические свойства
В таких сплавах серебро далеко не всегда является главным элементом. Оно, к примеру, чрезвычайно популярно при пайке нержавейки или других сложных металлов. Всем известно правило – чем выше серебряный процент в припое, тем пластичнее и крепче получается соединение при пайке.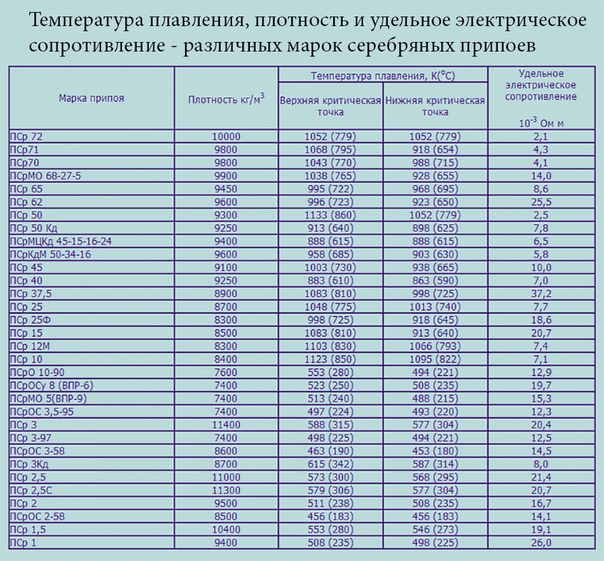
Кроме того, температура плавления серебряного припоя с высокой долей основного металла дает большую свободу в выборе температурного диапазона в использовании готового изделия.
Один из самых распространенных составов серебряного припоя следующий:
- серебро – 30%;
- медь – 20%;
- цинк – 16%;
- кадмий – 33%
В этом составе есть кадмий, а это означает довольно высокую хрупкость сплава. Такой серебряный припой используется в пайке изделий, которые не будут подвергаться каким-либо колебаниям.
Если вы повысите долю серебра для пайки свыше 50%, вы получите смесь металлов с высокой текучестью и отличной устойчивостью изделия к нагрузкам в дальнейшем.
Блок: 3/8 | Кол-во символов: 980
Источник: https://tutsvarka.ru/vidy/serebryanye-pripoi
ПРИЛОЖЕНИЕ 1 (рекомендуемое). Примерное назначение серебряных припоев
ПРИЛОЖЕНИЕ 1
Рекомендуемое
Примерное назначение | |
ПСр 72; ПСр 71; ПСр 62; ПСр50Кд; ПСр 50; ПСр 45; ПСр 40; ПСр 37,5; ПСр 25; ПСр 15; ПСр 10; ПСр 2,5 | Лужение и пайка меди, медных и медно-никелевых сплавов, никеля, ковара, нейзильбера, латуней и бронз |
ПСр 72 | Пайка железоникелевого сплава с посеребренными деталями из стали |
ПСр 72; ПСр 62; ПСр 40; ПСр 25; ПСр 12М | Пайка стали с медью, никелем, медными и медно-никелевыми сплавами |
ПСр 72; ПСр 62 | Пайка меди с никелированным вольфрамом |
ПСр МО 68-27-5; ПСр 70; ПСр 50 | Пайка титана и титановых сплавов с нержавеющей сталью |
ПСр 37,5 | Пайка меди и медных сплавов с жаропрочными сплавами и нержавеющими сталями |
ПСр 40 | Пайка меди и латуни с коваром, никелем, с нержавеющими сталями и жаропрочными сплавами, пайка свинцово — оловянистых бронз |
ПСрО 10-90; ПСрОСу 8; ПСрМО 5; ПСрОС 3,5-95; ПСрО 3-97; ПСрОС 3-58; ПСрОС 2-58; ПСр 2; ПСр 1,5 | Пайка и лужение меди, никеля, медных и медно-никелевых сплавов с посеребренной керамикой, пайка посеребренных деталей |
ПСр 3; ПСр2; ПСр 1,5 | Пайка меди и никеля со стеклоэмалью и керамикой |
ПСр 72; ПСр 70; ПСр 65; ПСр 45; ПСр 25; ПСр 15; ПСр 2 | Пайка и лужение ювелирных изделий |
ПСр 71; ПСр 25Ф; ПСр 15 | Самофлюсующиеся припои для пайки меди с бронзой, меди с медью, бронзы с бронзой |
ПСр 3Кд | Пайка меди, медных сплавов и сталей по свеженанесенному медному гальваническому покрытию не менее 10 мкм |
ПСрМО 68-27-5; ПСрКдМ 50-34-16; ПСр МЦКд 45-15-16-24; ПСр 3; ПСр 2,5 | Пайка и лужение цветных металлов и сталей |
ПСр1 | Пайка и лужение серебряных деталей |
Блок: 2/4 | Кол-во символов: 1615
Источник: http://docs.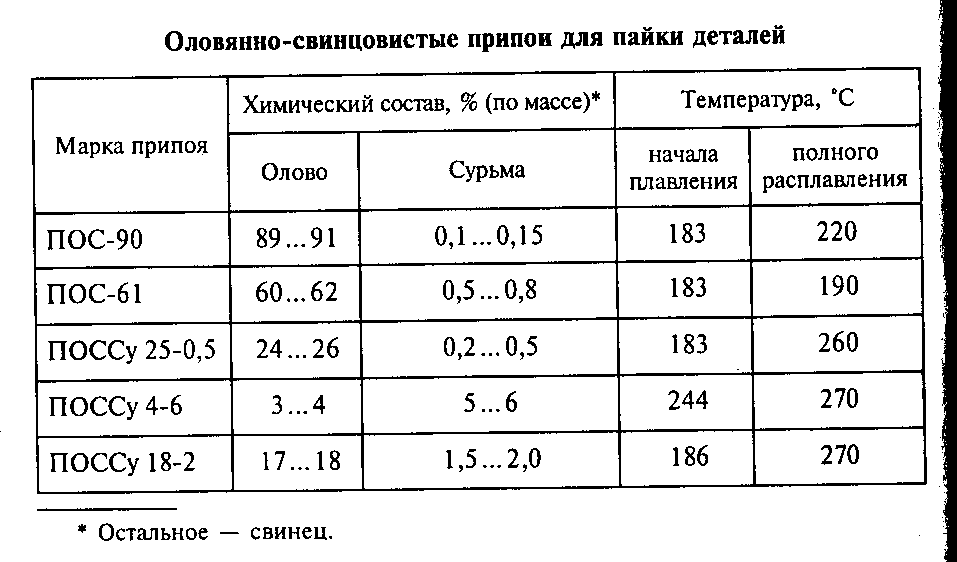 cntd.ru/document/464627062
cntd.ru/document/464627062
Припои со средним количеством серебра
Серебряный припой, содержащий 40% серебра, позволяет получить прочный и пластичный шов. Чаще всего такой состав применяют для соединения подвижных деталей, поскольку шов может подвергаться деформации после застывания, не теряя целостности.
Припой ПСр-45 рекомендован для спайки стыков значительной толщины (до 3 мм). Швы получаются прочными, устойчивыми к ударным и вибрационным нагрузкам, не трескаются и не окисляются
Блок: 4/7 | Кол-во символов: 461
Источник: https://www.olovo.ru/gosts/silver/
Как выбрать правильный припой?
Не так уж это и просто – выбрать самый подходящий вариант из огромного числа самых разных сплавов. Понятно, что, если для вас важнее всего устойчивость к вибрационным нагрузкам и высокое сопротивление к ударам, вам следует остановить свой выбор на опциях с высоким содержанием серебра.
Такой же выбор относится и к работе с холодильной и климатической аппаратурой.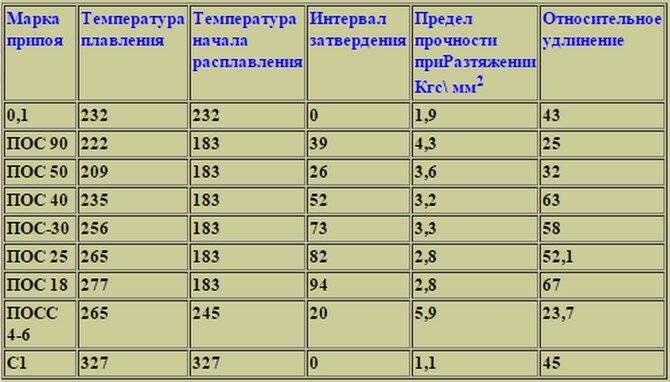
Партнерские металлы ведут себя по-разному. Если, к примеру, свинец ни в коем случае нельзя добавлять в сплав при работе с изделиями, устойчивыми к высокой температуре, то медь при таких условиях ведет себя отлично и является прекрасным партнером основным компонентам.
Если в сплаве имеется кадмий, то имеет место повышенная хрупкость – именно поэтому он редкий элемент в припоях на основе серебра.
А вот фосфор – популярнейшая добавка благодаря своему свойству снижать температуру плавления, что полезно при работе с нержавеющей сталью, алюминием и другими сложными металлами.
Блок: 4/8 | Кол-во символов: 1088
Источник: https://tutsvarka.ru/vidy/serebryanye-pripoi
Паяльные пасты
Развитие автоматизированной технологии для изготовления электронных плат обусловило появление нового типа припоев: так называемых паяльных паст, пригодных как для обычной, так и трафаретной пайки элементов электронных схем. Паяльные пасты представляют собою дисперсную смесь, в которой дисперсной фазой являются микро- и наноразмерные частицы припоя, иногда твёрдых компонентов флюса, а диспергирующей средой являются жидкие компоненты флюса и летучие органические растворители.
Блок: 5/9 | Кол-во символов: 495
Источник: https://ru.wikipedia.org/wiki/%D0%9F%D1%80%D0%B8%D0%BF%D0%BE%D0%B9
Серебряный припой своими руками
Слово «приготовить» – вполне подходящее выражение в этом разделе, потому что серебряный припой можно приготовить множеством способов, включая старинную технологию. Сразу заметим, что здесь нужна практика, чтобы достичь совершенства.
ГОСТ на серебряные припои.
В старинном рецепте нужны две монеты: медный пятак выпуска 1962 года и полтинник выпуска 1924 года, а к ним дополнительно металлы, газовая горелка для пайки серебра и ложка.
Начинается как в сказке: в ложке плавим серебро. Затем опускаем медный пятак и перемешиваем, покатывая ложку. Чем терпеливее вы будете катать ложку, тем качественнее будет перемешивание. После этого раствор выливается в форму для металла под названием «ингус» и вновь раскатывается.
Приготовленный таким примитивным способом сплав на самом деле обладает очень высокими качествами: это чистая проба №900.
Важным фактором в качестве приготовления является свежий флюс. За пламенем в горелке нужно следить самым внимательным образом: оно должно быть мягким, а не очень горячий огонь должен напоминать по очертаниям метлу. В этом случае шов получится по-настоящему качественным.
Для ремонта изделий припой делают легким вот в каком составе:
- серебро – 7 частей;
- латунь – 2,8 части;
- цинк – 0, 35 части.
Запасаемся для работы следующими материалами:
- ложка;
- горелка для пайки;
- шкурка или наждачная бумага;
- ножницы, фальцы, весы;
- лопатка для перемешивания;
- бура для добавки в готовый расплав.
С латунью нужно предварительно поработать – зачистить ее от оксидной пленки. Серебро с пробой №999 плавим в ложке, добавляем латунь и хорошо перемешиваем прямо в ложке. После полного расплавления добавляем цинк.
Можно добавлять цинк в чистом виде, а можно в сплаве с латунью или медью. Часто цинк добавляют, завернув его в фольгу. Начинаем прокатывать состав. Готовый прокатный лист разрезаем ножницами.
Часто цинк добавляют, завернув его в фольгу. Начинаем прокатывать состав. Готовый прокатный лист разрезаем ножницами.
Блок: 5/8 | Кол-во символов: 1891
Источник: https://tutsvarka.ru/vidy/serebryanye-pripoi
Плавка припоя
Если вы решили обойтись без старинных рецептов, запасайтесь вот какими материалами:
- емкость с водой;
- древесная смесь с углем;
- бура;
- тигель и железный крюк.
Состав припоя и его температура плавления.
Металлы плавим в тигле, который нужно поместить в горн или нагревать его паяльной лампой. Во время расплавки обязательно добавляем буру. Важно знать и выполнять четкую очередность процесса. Главное – плавить первым делом тугоплавкие металлы, и только потом – легкоплавкие.
Жидкие металлы постоянно перемешиваются в тигле крюком или деревянной палкой. Процесс лучше разделить на два этапа. Тигель с расплавленными металлами вынимают из горна, а металл соединяют с водой. Образующиеся при этом мелкие капли металла высушивают и снова переплавляют, добавив буры.
После окончательного расплавления припой переливаем в форму. Когда он застынет, прокатываем его в полосы.
Важнейшая часть процесса пайки серебром в домашних условиях – переход сплава из жидкого состояние в твердое. Сначала смесь плавится, а затем отливается в ингус.
Подготовка ложки заключается в следующем: на ее дно кладется картон прямоугольной формы, поверх него – пластина, чтобы ее края обворачивали края ложки. Картонные листы тщательно обжимаются, образуя ложе вогнутой формы.
Сортировка шихты проводится на специальных ювелирных весах, проверяется и взвешивается серебряный лом разных проб: 916 и 875, чистое серебро, металл, бура. Шихта делится на равные кучки примерно по двадцать грамм, ее чистят с помощью магнита от примесей железа и стали.
Лом с пробой 875 смешивается с остальными частями. В качестве флюса выступает бура.
Пропорция серебра пробы № 875 и меди составляет ровно 4:1 (три медных пятака и один полтинник), буру добавляют из расчета одна часть на десять частей шихты.
Ингус или другую форму смазывают воском и ставят рядом с горелкой. Дело в том, что расплав ни в коем случае не должен остывать. Поэтому его выливают в хорошо нагретый ингус. Затем форму отправляют под холодную воду для охлаждения. Остывший брусок вынимается.
Блок: 6/8 | Кол-во символов: 2143
Источник: https://tutsvarka.ru/vidy/serebryanye-pripoi
Какие флюсы подходят
Для образования качественного шва при пайке детали предварительно обрабатывают флюсами. Они убирают слой грязи, оксидов с рабочей поверхности; препятствует процессам окисления расплава; уменьшают поверхностную напряженность жидкого металла.
Благодаря флюсам припойная масса полностью обволакивает необходимые для пайки части деталей, способствует их прочному соединению.
В качестве флюсовой добавки часто применяют насыщенный раствор буры. Готовят его просто:
- В сухой порошок вливают тонкой струйкой дистиллированную воду и греют смесь до прозрачного состояния.
- После остывания из насыщенного раствора выкристаллизовывается осадок.
- Если жидкости над осадком получилось много, ее сливают.
- Остальную массу растирают до состояния густой сметаны.
Полученный таким методом флюс можно использовать в диапазоне температур от 500 до 900 ℃.
Альтернативный вариант – готовое средство, содержащее около 35% ангидрида борной кислоты, 42% фторида калия, около 23% тетрабората калия.
При желании подобный флюс можно сделать самостоятельно. Сначала следует прокалить фторид калия на обычном противне. Для этого достаточно прогревания при температуре 250 ℃ на протяжении 4 часов.
Все компоненты нужно аккуратно взвесить, перемешать, расплавить, охладить.
Застывший сплав, расколов на куски, следует тщательно измельчить. Можно взять для этого мельницу. В конечном итоге должен образоваться мелкий порошок, типа пудры.
Для получения однородного флюса порошок нужно просеять и быстро закрыть герметично. Он может поглотить влагу из воздуха, потерять свойства.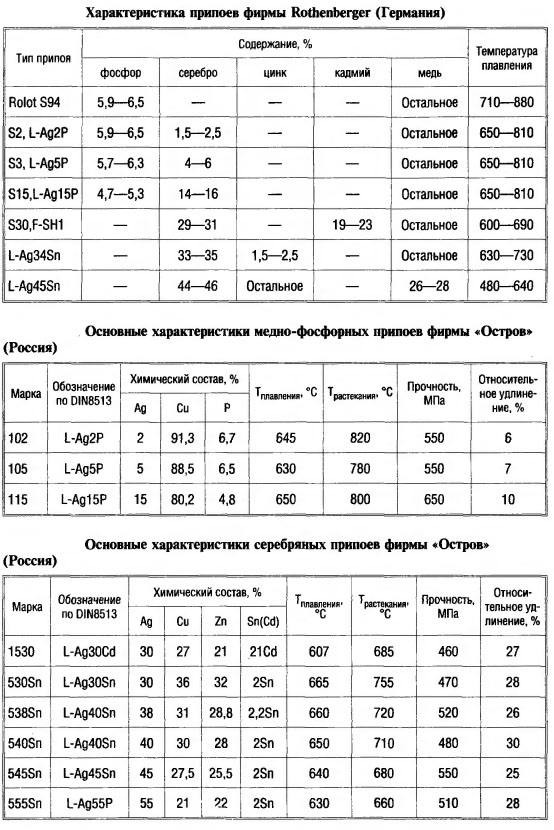
При необходимости особо тщательного заполнения всех микрополостей в рабочей зоне применяют флюсы с тетрафторборатом калия, для приготовления которого нужна плавиковая кислота. Получение такого флюса требует специальных условий и навыков. Лучше приобрести готовую смесь.
Блок: 7/7 | Кол-во символов: 1834
Источник: https://svaring.com/soldering/pripoj/serebrjanye
Пара слов о флюсах
Назначение флюсов – защита металла спаивания от воздействия окислов с помощью изоляции участка пайки от воздуха. Самый частый состав флюсов для ремонтов – смесь поташа с бурой в равных пропорциях, иногда вместо поташа берут соду.
Чтобы получить порошковую буру, нужно предварительно просушить водный раствор буры. Это сделать лучше на обычной газовой плите в фарфоровой емкости для выпаривания.
Как только раствор превратится в кристаллы, их нужно измельчить до состояния порошка. Удалять флюс нужно после пайки слабым подогретым кислотным раствором.
Удалять флюс нужно после пайки слабым подогретым кислотным раствором.
Блок: 7/8 | Кол-во символов: 571
Источник: https://tutsvarka.ru/vidy/serebryanye-pripoi
Среднеплавкие сплавы
Серебряный припой обладает уникальным качествами:
- высочайшая прочность;
- устойчивость к коррозии и в агрессивных средах;
- низкая температура плавления;
- высокая теплопроводность.
В дополнение он прекрасно заполняет все зазоры между спаиваемыми поверхностями и отлично ложится на любую металлическую поверхность.
Приготовление серебряного припоя – дело несложное, творческое и весьма увлекательное. А если учесть при этом значительную экономию средств, то пайка серебра – метод, которому стоит научиться.
Блок: 8/8 | Кол-во символов: 557
Источник: https://tutsvarka.ru/vidy/serebryanye-pripoi
Сортамент
Для пайки выпускается серебряный припой проволока диаметром от 0,15 мм. Максимальная толщина расходного материала 6 мм. Шаг в размерах до 0,4 мм составляет 0,05 мм, от 0,6 мм до 2 мм разница в сечении стоящих рядом прутков 0,2 мм. Наибольшие размеры 4 – 6 мм идут целым числом.
Максимальная толщина расходного материала 6 мм. Шаг в размерах до 0,4 мм составляет 0,05 мм, от 0,6 мм до 2 мм разница в сечении стоящих рядом прутков 0,2 мм. Наибольшие размеры 4 – 6 мм идут целым числом.
Ограничение по минимальному сечению имеет проволока серебряная с содержанием свинца и сурьмы более 50%. Цифра берется суммарная, если оба вещества имеются в составе. Припой выпускается от размера 0,5 мм.
Серебряный припой выпускается в не отожженном виде. Отжиг может производиться для проволоки диаметром от 2 мм и более по договоренности с заказчиком. На технические характеристики пайки термообработка не влияет. Пруток становится мягче, пластичнее, лучше укладывается плотными рядами при намотке на катушку.
Припой ПСр до 0,5 мм наматывается на катушки. Свыше этого сечения сматывается в мотки. Максимальный вес упаковки проволоки 6 мм – кг. Намотка должна состоять из одного цельного куска без спайки и соединений другими способами.
Для бытового использования продаются катушки с массой проволоки:
- 200 гр до Ф 0,35 мм;
- 300 гр до Ф 0,60 мм;
- 500 гр весит прокат диаметром 0,8 мм;
- до диаметра 1,6 мм вес припоя в мотке 1600 гр.

Любители используют в основном припой малого диаметра. 200 – 300 гр расходного материала достаточно, чтобы несколько лет паять и лудить дома платы и ювелирные изделия. Большие мотки подходят для производственных работ.
Полосы для пайки выпускаются толщиной от 0,1 мм до 5 мм. Ширина материала 5 – 200 мм. Длин может быть нормированной и свободной. В пачки собирают полосы одного размера.
Блок: 8/10 | Кол-во символов: 1606
Источник: https://svarka.guru/payka/oborudovaniya/pripoy-psr.html
Расшифровка маркировки
В маркировке проволоки указаны основные ее характеристики. Например, обозначение припоя с 40 процентами серебра в составе и диаметром 5 мм выглядит так:
Проволока ПСр 40 5,0 ГОСТ 19746-74.
Расшифровывается данная маркировка следующим образом:
- Проволока серебряная, припой для пайки. Не отожженная.
- Содержит серебра 40%.
- Диаметр проката 5 мм.
- Изготовлена по ГОСТ 19746-74 – проволока серебряная для припоя, высшего качества.

Нормативными документами регулируются: технология производства, размеры сечения, методы контроля и допустимые дефекты. Каждый документ имеет свои требования для разных категорий серебряного припоя.
Химический состав одинаковый для всех категорий и типоразмеров серебряного проката. Он регламентируется ГОСТ и соответствующим международным стандартом.
Блок: 9/10 | Кол-во символов: 798
Источник: https://svarka.guru/payka/oborudovaniya/pripoy-psr.html
Производители
Несколько производителей в разных странах выпускают серебряную проволоку для пайки. Продажа осуществляется оптом и в розницу. Любое свойство изделия регламентировано нормативными документами. Специалисты не замечали существенных отличий между продукцией разных фирм.
Эксплуатационная характеристика соединений деталей, созданных пайкой, в большинстве случаев зависят от правильного выбора марки припоя, флюса и температуры паяльника.
На территории страны в основном используют проволоку от производителей:
- Felder – немецкая компания расположена в Германии, имеет несколько филиалов в других странах;
- Sparta – ООО известное в России производством горячекатаной проволоки, включая материалы для пайки;
- Укринтерсталь – объединяет несколько крупных сталепрокатных предприятий, расположенных в Днепропетровске, Никополе и Мариуполе;
- Донмет – Донецкая область, производит проволоку из цветных и высоколегированных сталей.
Производство проката, содержащего серебро и медь – энергоемкое производство, требующее сложного оборудования.
Припой серии ПСр пользуется широким спросом. Он универсальный при пайке материалов с высокой температурой плавления, которые сложно сваривать и паять другими способами.
Блок: 10/10 | Кол-во символов: 1208
Источник: https://svarka.guru/payka/oborudovaniya/pripoy-psr.html
Количество использованных доноров: 8
Информация по каждому донору:
- https://svaring.com/soldering/pripoj/serebrjanye: использовано 2 блоков из 7, кол-во символов 3151 (14%)
- https://svarkaipayka.ru/material/pripoj-dlya-payki/pripoy-medno-serebryanyiy.html: использовано 1 блоков из 3, кол-во символов 1625 (7%)
- https://www.olovo.ru/gosts/silver/: использовано 1 блоков из 7, кол-во символов 461 (2%)
- https://ru.wikipedia.org/wiki/%D0%9F%D1%80%D0%B8%D0%BF%D0%BE%D0%B9: использовано 4 блоков из 9, кол-во символов 3081 (13%)
- http://docs. cntd.ru/document/464627062: использовано 1 блоков из 4, кол-во символов 1615 (7%)
- http://www.silvery.com.ua/what_are_the_silver_solder.html: использовано 3 блоков из 6, кол-во символов 291 (1%)
- https://tutsvarka.ru/vidy/serebryanye-pripoi: использовано 7 блоков из 8, кол-во символов 8478 (37%)
- https://svarka.guru/payka/oborudovaniya/pripoy-psr.html: использовано 5 блоков из 10, кол-во символов 4512 (19%)
 cntd.ru/document/464627062: использовано 1 блоков из 4, кол-во символов 1615 (7%)
cntd.ru/document/464627062: использовано 1 блоков из 4, кол-во символов 1615 (7%)ГОСТ 31921-2012 Припои для капиллярной пайки фитингов из меди и медных сплавов для соединения систем трубопроводов. Марки, ГОСТ от 20 ноября 2012 года №31921-2012
ГОСТ 31921-2012
МКС 77.120.60
77.120.99
ОКП 17 2300
Дата введения 2014-01-01
Цели, основные принципы и порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1. 2-2009 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены»
2-2009 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены»
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием «Всероссийский научно-исследовательский центр стандартизации информации и сертификации сырья, материалов и веществ» (ФГУП «ВНИЦСМВ»)
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии (Росстандарт)
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 3 декабря 2012 г. N 54-П)
За принятие проголосовали:
Краткое наименование страны по MК (ИСО 3166) 004-97 | Код страны по MК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Молдова | MD | Молдова-Стандарт |
Таджикистан | TJ | Таджикстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 20 ноября 2012 г. N 963-ст межгосударственный стандарт ГОСТ 31921-2012 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2014 г.
N 963-ст межгосударственный стандарт ГОСТ 31921-2012 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2014 г.
5 Настоящий стандарт соответствует EN 1254-1:1998* Copper and copper alloys — Plumbing fittings — Part 1: Fittings with ends for capillary soldering or capillary brazing to copper tubes (Медь и медные сплавы. Фитинги. Часть 1. Фитинги с концами, присоединяемыми капиллярной пайкой мягким или твердым припоем, для медных труб) в части химического состава основных марок припоев.
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. — Примечание изготовителя базы данных.
Перевод с английского языка (еn).
Степень соответствия — неэквивалентная (NEQ)
6 Стандарт подготовлен на основе применения ГОСТ Р 52955-2008
7 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе «Национальные стандарты», а текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт распространяется на припои для капиллярной пайки фитингов из меди и медных сплавов, предназначенных для соединения медных труб, используемых в системах питьевого водоснабжения, холодного и горячего водоснабжения, водяного (парового) отопления, охлаждения, канализации, водоочистных сооружений и газоснабжения.
Стандарт устанавливает химический состав легкоплавких припоев для низкотемпературной пайки, среднеплавких припоев для высокотемпературной пайки и физико-механические свойства припоев.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 1429. 0-77 Припои оловянно-свинцовые. Общие требования к методам анализа
0-77 Припои оловянно-свинцовые. Общие требования к методам анализа
ГОСТ 1429.1-77 Припои оловянно-свинцовые. Методы определения сурьмы
ГОСТ 1429.2-77 Припои оловянно-свинцовые. Метод определения олова
ГОСТ 1429.3-77 Припои оловянно-свинцовые. Метод определения железа
ГОСТ 1429.4-77 Припои оловянно-свинцовые. Методы определения меди
ГОСТ 1429.5-77 Припои оловянно-свинцовые. Методы определения висмута
ГОСТ 1429.6-77 Припои оловянно-свинцовые. Метод определения серы
ГОСТ 1429.7-77 Припои оловянно-свинцовые. Метод определения никеля
ГОСТ 1429.8-77 Припои оловянно-свинцовые. Метод определения цинка
ГОСТ 1429.9-77 Припои оловянно-свинцовые. Метод определения алюминия
ГОСТ 1953.1-79 Бронзы оловянные. Методы определения меди
ГОСТ 1953.2-79 Бронзы оловянные. Методы определения свинца
ГОСТ 1953.3-79 Бронзы оловянные. Методы определения олова
ГОСТ 1953.6-79 Бронзы оловянные. Методы определения цинка
Методы определения цинка
ГОСТ 1953.7-79 Бронзы оловянные. Методы определения железа
ГОСТ 1953.10-79 Бронзы оловянные. Методы определения сурьмы
ГОСТ 1953.11-79 Бронзы оловянные. Методы определения висмута
ГОСТ 6674.1-96 Сплавы медно-фосфористые. Методы определения фосфора
ГОСТ 16321.1-70 Серебряно-медные сплавы. Метод определения содержания серебра
ГОСТ 16321.2-70 Сплавы серебряно-медные. Метод спектрального анализа
ГОСТ 16882.1-71 Серебряно-медно-фосфорные припои. Метод определения массовой доли серебра
ГОСТ 16882.2-71 Серебряно-медно-фосфорные припои. Методы определения массовой доли фосфора, свинца, железа и висмута
ГОСТ 16883.1-71 Серебряно-медно-цинковые припои. Метод определения массовой доли серебра
ГОСТ 16883.2-71 Серебряно-медно-цинковые припои. Метод определения массовой доли меди
ГОСТ 16883.3-71 Серебряно-медно-цинковые припои. Спектральный метод определения свинца, железа и висмута
ГОСТ 19738-74 Припои серебряные. Марки
Марки
ГОСТ 21930-76 Припои оловянно-свинцовые в чушках. Технические условия
ГОСТ 21931-76 Припои оловянно-свинцовые в изделиях. Технические условия
ГОСТ 25086-2011 Цветные металлы и их сплавы. Общие требования к методам анализа
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 низкотемпературная (мягкая) пайка: Пайка с температурой плавления не более 450°С.
3.2 легкоплавкие припои: Припои с температурой плавления от 145°С до 450°С включительно.
3.3 высокотемпературная (твердая) пайка: Пайка с температурой плавления более 450°С.
3.4 среднеплавкие припои: Припои с температурой плавления от 450°С до 1100°С включительно.
4 Марки
4.1 Химический состав легкоплавких припоев для низкотемпературной (мягкой) пайки ПОССу50-0,5 и ПОССу40-2 по ГОСТ 21930 и ГОСТ 21931 и припоя ПОМ2 указан в таблице 1.
Таблица 1 — Химический состав легкоплавких припоев для низкотемпературной (мягкой) пайки
Марка припоя | Пре- | Массовая доля элементов, % | |||||||||
Олово | Сурь- | Свинец | Медь | Вис- | Мы- | Же- | Ни- | Се- | Цинк | ||
ПОССу50-0,5 | Мин. | 49,0 | 0,2 | Остальное | — | — | — | — | — | — | — |
Макс. | 51,0 | 0,5 | — | 0,08 | 0,1 | 0,03 | 0,02 | 0,02 | 0,02 | 0,002 | |
ПОССу40-2 | Мин. | 39,0 | 1,5 | Остальное | — | — | — | — | — | — | — |
Макс. | 41,0 | 2,0 | — | 0,10 | 0,2 | 0,05 | 0,02 | 0,08 | 0,02 | 0,002 | |
ПОМ2 | Мин. | Остальное | — | — | 1,0 | — | — | — | — | — | — |
Макс. | — | 0,015 | 0,015 | 3,0 | 0,015 | 0,01 | 0,02 | 0,02 | 0,01 | 0,002 | |



Химический состав среднеплавких припоев для высокотемпературной (твердой) пайки ПСр65, ПСр45, ПСр40, ПСрМЦКд45-15-16-24 по ГОСТ 19738 и припоя ПМФОЦр6-4-0,03 указан в таблице 2.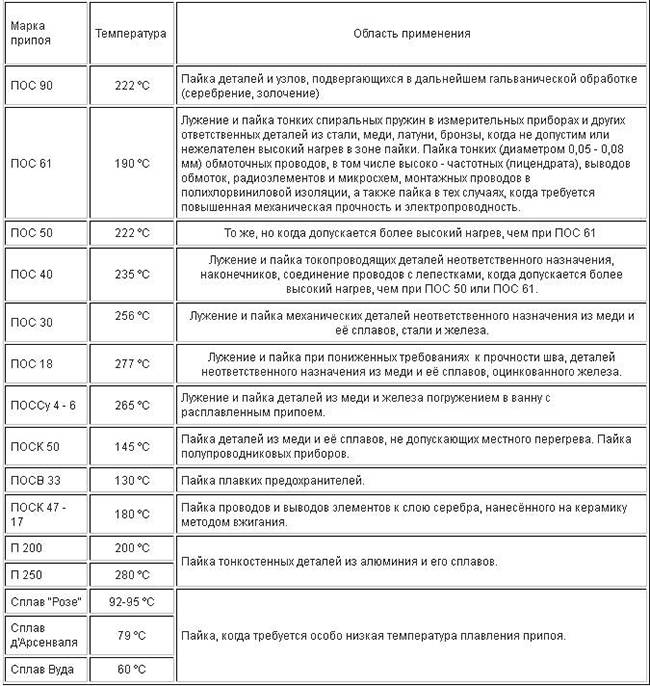
4.2 Химический состав припоев ПОССу50-0,5 и ПОССу40-2 определяют по ГОСТ 1429.0 — ГОСТ 1429.9.
Химический состав припоя ПОМ2 определяют по ГОСТ 1429.0, ГОСТ 1429.2, ГОСТ 1429.4.
Химический состав припоев ПСр65, ПСр45, ПСр40, ПСрМЦКд45-15-16-24 определяют по ГОСТ 16321.1, ГОСТ 16321.2, ГОСТ 16882.1, ГОСТ 16882.2, ГОСТ 16883.1 — ГОСТ 16883.3.
Химический состав припоя ПМФОЦр6-4-0,03 определяют по ГОСТ 1953.1 — ГОСТ 1953.3, ГОСТ 1953.6, ГОСТ 1953.7, ГОСТ 1953.10, ГОСТ 1953.11, определение фосфора — по ГОСТ 6674.1.
Допускается применение других методов анализа, по точности не уступающих указанным выше.
При возникновении разногласий в оценке химического состава анализ проводят по стандартам, указанным в 4.2.
4.3 Физико-механические свойства легкоплавких припоев для низкотемпературной (мягкой) пайки приведены в приложении А.
4.4 Физико-механические свойства среднеплавких припоев для высокотемпературной (твердой) пайки приведены в приложении Б.
Таблица 2 — Химический состав среднеплавких припоев для высокотемпературной (твердой) пайки
Марка припоя | Пре- | Массовая доля элементов, % | ||||||||||||
Се- | Фос- | Оло- | Цир- | Медь | Цинк | Кад- | Ни- | Сурь- | Сви- | Же- | Вис- | Сумма прочих элемен- | ||
ПСр65 | Мин. | 64,5 | — | — | — | 19,5 | Ос- | — | — | — | — | — | — | — |
Макс. | 65,5 | — | — | — | 20,5 | — | — | — | — | 0,120 | 0,15 | 0,005 | 0,20 | |
ПСр45 | Мин. | 44,5 | — | — | — | 29,5 | Ос- | — | — | — | — | — | — | — |
Макс. | 45,5 | — | — | — | 30,5 | — | — | — | — | 0,100 | 0,15 | 0,005 | 0,30 | |
ПСр40 | Мин. | 39,0 | — | — | — | 16,0 | 16,2 | Ос- | 0,1 | — | — | — | — | — |
Макс. | 41,0 | — | — | — | 17,4 | 17,8 | — | 0,5 | — | 0,150 | 0,15 | 0,005 | 0,30 | |
ПСрМЦКд45-15-16-24 | Мин. | 44,5 | — | — | — | Ос- | 15,0 | 23,0 | — | — | — | — | — | — |
Макс. | 45,5 | — | — | — | 17,0 | 25,0 | — | — | 0,150 | 0,15 | 0,005 | 0,30 | ||
ПМФОЦр6-4-0,03 | Мин. | — | 5,3 | 3,5 | 0,01 | Ос- | — | — | — | — | — | — | — | — |
Макс. | — | 6,3 | 4,5 | 0,05 | — | 0,06 | — | — | 0,05 | 0,06 | 0,10 | 0,002 | 0,30 | |
Примечания | ||||||||||||||



 Предприятие-изготовитель гарантирует указанное содержание технологией производства.
Предприятие-изготовитель гарантирует указанное содержание технологией производства.Приложение А (справочное). Физико-механические свойства легкоплавких припоев для низкотемпературной (мягкой) пайки
Приложение А
(справочное)
Физико-механические свойства легкоплавких припоев для низкотемпературной (мягкой) пайки приведены в таблице А. 1.
Таблица А.1
Марка припоя | Температура плавления, °С | Плот- | Удель- | Тепло- | Времен- | Относи- | Удар- | Твер- | |
Ниж- | Верх- | ||||||||
ПОССу40-2 | 185 | 229 | 9,2 | 0,172 | 0,100 | 4,3 | 48 | 2,8 | 14,2 |
ПОССу50-0,5 | 183 | 216 | 8,9 | 0,149 | 0,112 | 3,8 | 62 | 4,4 | 13,2 |
ПОМ2 | 227 | 310 | 7,35 | 0,126 | 0,145 | 5,3 | 30 | 4,8 | 13,7 |
Приложение Б (справочное).
 Физико-механические свойства среднеплавких припоев для высокотемпературной (твердой) пайки
Физико-механические свойства среднеплавких припоев для высокотемпературной (твердой) пайкиПриложение Б
(справочное)
Физико-механические свойства среднеплавких припоев для высокотемпературной (твердой) пайки приведены в таблице Б.1.
Таблица Б.1
Марка припоя | Плотность, г/см | Температура плавления, °С | Удельное электрическое сопротивление, Ом·мм/м | |
Верхняя критическая точка | Нижняя критическая точка | |||
ПСр65 | 9,45 | 722 | 695 | 0,09 |
ПСр45 | 9,10 | 730 | 665 | 0,10 |
ПСр40 | 9,25 | 610 | 590 | 0,07 |
ПСрМЦКд45-15-16-24 | 9,40 | 615 | 615 | 0,07 |
ПМФОЦр6-4-0,03 | 7,85 | 680 | 640 | 0,34 |
УДК 621. | МКС 77.120.60 | ОКП 17 2300 | |
77.120.99 | |||
Ключевые слова: припои, фитинги, капиллярная пайка, медь, медные сплавы, соединения, системы, медные трубы, трубопровод, марки, химический состав | |||
 791,35’5:006.354
791,35’5:006.354
Электронный текст документа
подготовлен АО «Кодекс» и сверен по:
официальное издание
М.: Стандартинформ, 2016
Пайка медных труб
Рис. 1. Припой для пайки медных труб: а — твердый, б — мягкий
Пайка труб может осуществляться мягким и твердым припоем. Соединение металлов при пайке мягким припоем происходит при температуре 425 °С, твердым — 460–560 °С. Тип припоя определяется соотношением меди и других металлов в его составе.
При наличии в составе припоя серебра его называют серебряным.
Чем больше содержание серебра, тем ниже температура плавления припоя, лучше смачиваемость припоя и его обтекание места пайки.
Хорошее качество пайки получается при применении медно-фосфорных припоев, но температура плавления их выше, а смачиваемость хуже серебряных.
При пайке медь–медь медно–фосфорным припоем флюс не применяется. Для пайки медь–латунь, медь–бронза применяется флюс (например,
F-SHI).
Капиллярный зазор при использовании серебряных припоев должен быть 0,05–0,15 мм, при медно-фосфорных — 0,025–0,15 мм.
Тип припоя определяется соотношением меди и других металлов в его составе.
При наличии в составе припоя серебра его называют серебряным.
Чем больше содержание серебра, тем ниже температура плавления припоя, лучше смачиваемость припоя и его обтекание места пайки.
Хорошее качество пайки получается при применении медно-фосфорных припоев, но температура плавления их выше, а смачиваемость хуже серебряных.
При пайке медь–медь медно–фосфорным припоем флюс не применяется. Для пайки медь–латунь, медь–бронза применяется флюс (например,
F-SHI).
Капиллярный зазор при использовании серебряных припоев должен быть 0,05–0,15 мм, при медно-фосфорных — 0,025–0,15 мм.
Таблица 1. Характеристика припоев фирмы Rothenberger (Германия)
Медно-фосфорные и серебрянные припои
Медно-фосфорные припои
Трехкомпонентные медно-фосфорные припои с содержанием серебра до 15 % предназначены для высокотемпературной пайки в холодильной промышленности.
Особенности. Медно-фосфорные припои имеют сравнительно небольшую температуру плавления, обладают хорошей текучестью при пайке меди и некоторых ее сплавов. Из-за присутствия в составе припоя фосфора не требуется применения флюса. Паяные швы отличаются значительной прочностью и удовлетворительной коррозионной стойкостью.
Припои этого класса широко используются при монтаже холодильного оборудования для соединений, испытывающих незначительные вибрационные и ударные нагрузки, причем с увеличением содержания серебра пластичность увеличивается. При пайке элементов арматуры с нетермостойкими элементами (ТРВ, вентили, смотровые стекла) требуется охлаждение последних для предотвращения недопустимого перегрева.
В процессе пайки для защиты от образования окалины рекомендуется продувка сухим азотом.
Медно-фосфорные припои не применяются для пайки сталей из-за образования хрупкой пленки фосфитов по границе шва, что может привести к нарушению герметичности соединения.
Таблица 2. Основные характеристики медно-фосфорных припоев
Припой 102. Трехкомпонентный медно-фосфорный припой с содержанием серебра 2 %.
Экономичен, имеет среднее растекание. Рекомендуется использовать при монтаже холодильных систем для пайки меди и ее сплавов в соединениях, не испытывающих больших вибрационных и ударных нагрузок.
Припой 105. Трехкомпонентный медно-фосфорный припой с содержанием серебра 5 %.
Пластичен, обладает медленным растеканием, поэтому способен заполнять большие зазоры. Паяный шов выдерживает небольшие вибрационные и ударные нагрузки. Рекомендуется для пайки меди и ее сплавов в изделиях холодильной техники.
Припой 115. Трехкомпонентный медно-фосфорный припой с содержанием серебра 15 %.
Наиболее пластичен из-за высокого содержания серебра и пониженного содержания фосфора.
Рекомендуется для пайки соединений меди и ее сплавов. Паяный шов выдерживает умеренные вибрационные и ударные нагрузки при термических циклах.
Наиболее распространен при пайке холодильных установок.
Паяный шов выдерживает умеренные вибрационные и ударные нагрузки при термических циклах.
Наиболее распространен при пайке холодильных установок.
Серебряные припои
Четырехкомпонентные припои с содержанием серебра до 55 % предназначены для высокотемпературной пайки в холодильной и пищевой промышленности.
Особенности. Серебряные припои имеют низкую температуру плавления и хорошо смачивают соединяемые поверхности. Они прекрасно заполняют зазоры соединений и дают прочные вакуумно-плотные швы, обладающие высокой прочностью и пластичностью, способные выдерживать значительные вибрационные и ударные нагрузки в большом диапазоне рабочих температур.
Припои этого класса широко применяются при изготовлении и монтаже холодильного оборудования, особенно при пайке соединений, испытывающих значительные вибрационные нагрузки (например, припайке трубопроводов к компрессору).
Более низкая температура растекания по сравнению с медно-фосфорными припоями делает их предпочтительными для
пайки арматуры (ТРВ, смотровых стекол, вентилей). Кроме того, снижается вероятность образования окалины. Используются с флюсом «Superflux» или аналогичным флюсом.
Кроме того, снижается вероятность образования окалины. Используются с флюсом «Superflux» или аналогичным флюсом.
В изделиях пищевой промышленности разрешается применять только безкадмиевые припои.
Таблица 3. Основные характеристики серебряных припоев
Припой 1530. Четырехкомпонентный припой с содержанием серебра 30 %.
Экономичен. Имеет среднее растекание. Хорошо заполняет большие зазоры без перегрева соединения. Припой применяется во всех изделиях за исключением изделий пищевой промышленности из-за содержащегося в нем кадмия.
Внимание! Пайку производить в хорошо проветриваемом помещении с соблюдением всех мер предосторожности.
Припой 530Sn. Четырехкомпонентный припой с содержанием серебра 30 %.
Имеет более высокую температуру плавления, чем припой 1530 и обладает при этом средним растеканием. Хорошо формирует паяный шов в любом пространственном положении.
Припой 538Sn. Четырехкомпонентный припой с содержанием серебра 38 %.
Обладает быстрым растеканием, что позволяет получать вакуумноплотные швы при значительных монтажных зазорах.
Припой 540Sn. Четырехкомпонентный припой с содержанием серебра 40 %.
Имеет большой интервал плавления и обладает хорошим растеканием. Рекомендуется для пайки меди, стали в любых сочетаниях для соединений, испытывающих значительные вибрационные и ударные нагрузки.
Припой 545Sn. Четырехкомпонентный припой с содержанием серебра 45 %.
Обладает очень быстрым растеканием и имеет низкую температуру плавления, поэтому рекомендуется для пайки элементов автоматики, боящихся перегрева (ТРВ, соленоиды, вентили).
Припой 555Sn. Четырехкомпонентный припой с содержанием серебра 55 %.
Ему свойственна самая высокая текучесть. Паяные швы обладают максимальной прочностью, коррозионной стойкостью, а также высокой пластичностью и способны
выдерживать значительные вибрационные нагрузки в большом диапазоне температур. Рекомендуется для пайки арматуры, содержащей нетермостойкие элементы.
Паяные швы обладают максимальной прочностью, коррозионной стойкостью, а также высокой пластичностью и способны
выдерживать значительные вибрационные нагрузки в большом диапазоне температур. Рекомендуется для пайки арматуры, содержащей нетермостойкие элементы.
Для пайки применяются нагреватели (горелки), работающие на смеси газов: пропан–бутан–воздух, пропан–бутан–кислород, ацетилен–воздух, ацетилен–кислород (рис.2).
Рис. 2. Нагреватели для пайки труб: а — пропан–воздух; б — пропан–кислород; в — электрический
Используются также резистивные электрические нагреватели.
Правильный подбор нагревателя и правильная установка пламени позволяют избежать перегрева материала.
Пламя горелки должно быть гладким, с четким голубым свечением ядра.
В первой фазе нагрева расстояние между наконечником горелки и нагреваемой поверхностью должно быть равно длине конуса пламени.
Горелку держат в таком положении до достижения температуры трубы около 650 °С (красный цвет). Затем увеличивают расстояние от наконечника горелки до места пайки примерно в два раза.
Затем увеличивают расстояние от наконечника горелки до места пайки примерно в два раза.
Для уменьшения потерь тепла, особенно при использовании пропановой горелки, применяют отражатели (рис. 3, б).
Рис. 3. Разогрев трубы перед пайкой: а — пропан-кислородная горелка; б — пропановая горелка
При пайке необходимо создать внутри трубы среду нейтрального газа, что исключит образование окалины внутри трубы. При работе холодильной машины окись меди, флюс, остатки припоя могут забить капиллярные трубки и четырехходовой клапан. Чаще всего в качестве инертного газа используют сухой азот.
Рис. 4. Пайка медных труб в среде инертного газа: 1 — редуктор с регулятором расхода газа; 2 — уплотнение резиновым шлангом; 3 — место пайки
При помощи резинового шланга соединяют фреоновую магистраль и баллон с азотом.
Между трубопроводом и азотным баллоном устанавливают ротаметр или регулятор расхода газа (табл. 4).
4).
Таблица 4 Технические характеристики регуляторов расхода газа
Редуктор азотного баллона устанавливают на минимально возможное давление азота (не более 0,2 бара). Ротаметром устанавливают скорость газа в трубе до 5 м/мин (расход 0,05 м3/ч). По окончании пайки необходимо пропускать азот по трубе до ее охлаждения (до температуры 35–45 °С).
Если при пайке используется флюс, припой нагревают и наносят флюс на разогретый конец прутка припоя путем погружения его во флюс. Медно-фосфорным припоем пайка производится без флюса.
При пайке близко расположенных соединений необходимо соблюдать определенную последовательность пайки, чтобы не расплавить предыдущий шов.
На рис. 5 показана последовательность пайки тройника в зависимости от его положения в пространстве.
При пайке элементов различной толщины прогрев начинают с более толстой детали. Стык трубопровода прогревают, вводят в зону пайки пруток припоя и производят пайку. После охлаждения паяного трубопровода до температуры окружающей среды закрывают подачу азота в трубопровод и протирают зону шва влажной ветошью.
При необходимости прочищают металлической щеткой. Поверхность паяного шва должна быть гладкой, без наплывов припоя и усадочных раковин.
После охлаждения паяного трубопровода до температуры окружающей среды закрывают подачу азота в трубопровод и протирают зону шва влажной ветошью.
При необходимости прочищают металлической щеткой. Поверхность паяного шва должна быть гладкой, без наплывов припоя и усадочных раковин.
Рис. 5. Последовательность пайки тройника
Пайка электрическим резистивным нагревателем (рис. 2, в) осуществляется путем пропускания электрического тока через место спая. Место спая зажимается угольными электродами и при прохождении электрического тока на структуре уголь–медь–уголь падает большое напряжение, благодаря чему медь разогревается.
Преимуществом этого метода является возможность плавного увеличения тока, а, следовательно, и температуры. Однако увеличивать ток нужно очень медленно, иначе можно прожечь трубу.
Припои и флюсы для пайки медных труб в Челябинске -«Евромедь»
Припой твердыйL – CuP6 (нов. Для газа, воды и отопления (от 35 мм). Состав: 93,8% медь, 6,2% фосфор. Рабочая температура 730 ˚С L –Ag2P (нов. CP105). Вес: 1 кг. Для газа, воды и отопления (от 35 мм). Состав: 91,8% медь, 6,2% фосфор, 2% серебро. Температура плавления 645 – 825 ˚С. Рабочая температура 740 ˚С. L – Ag45Sn (нов. AG104). Вес 1 кг. Для газа, воды и отопления (от 35 мм) . Состав: 45% серебро, 27% медь, 25,5% цинк, 2,5% олово. Температура плавления 649-680 ˚С. Рабочая температура 670 ˚С. | |
Припой мягкийS-Sn97Cu3. Катушка 250 гр. (диаметр 3 мм.) Для монтажа систем отопления и водоснабжения. Состав: 97% олово, 3% медь. Температура плавления 230-250 ˚С. L – Sn97Cu. Катушка 250 гр. (диаметр 3 мм.) Для монтажа систем отопления и водоснабжения. Состав: 97% олово, 3% медь. Температура плавления 230-250 ˚С. | |
Медно-фосфорные припоиCastolin 5246, содержание серебра 0% (диаметр 2 мм. Castolin 5280, содержание серебра 2% (диаметр 2 мм., 1 кг.) Castolin 5286, содержание серебра 5% (диаметр 2 мм., 1 кг.) Castolin 5286 CuPAg5, содержание серебра 5% (диаметр 2 мм., 1 кг.) Castolin 5287, содержание серебра 10% (диаметр 2 мм., 1 кг.) Castolin 5283, содержание серебра 15% (диаметр 2 мм., 1 кг.) | |
Серебряный припойEcoBraz 38220F, содержание серебра 20% с флюсом (диаметр 2 мм., 1 кг.) EcoBraz 38320F, содержание серебра 20% с флюсом (диаметр 2 мм., 1 кг.) Экономические припои с хорошей текучестью. Подходят для пайки с зазором. Отлично подходит для пайки меди, латуней, сплавов Cu-Ni-Zn. Цвет напаянного припоя жёлтый EcoBraz 38225F, содержание серебра 25% с флюсом (диаметр 2 мм., 1 кг.) Для пайки меди, никеля, их сплавов, стали. Хорошо подходит для пайки соединений, в том числе разнородных, в холодильной промышленности. EcoBraz 38230F, содержание серебра 30% с флюсом (диаметр 2 мм. Припой с хорошей текучестью, уменьшает риск перегрева основного металла. Светло-жёлтый цвет. Хорошо подходит для пайки разнородных металлов. EcoBraz 38330F, содержание серебра 30% с флюсом (диаметр 2 мм., 1 кг.) EcoBraz 38330B, содержание серебра 30% (диаметр 2 мм., 1 кг.) EcoBraz 38230B, содержание серебра 30% (диаметр 2 мм., 1 кг.) EcoBraz 38240F, содержание серебра 40% с флюсом (диаметр 2 мм., 1 кг.) EcoBraz 38240B, содержание серебра 40% (диаметр 2 мм., 1 кг.) EcoBraz 38340B, содержание серебра 40% (диаметр 2 мм., 1 кг.) Подходит для пайки любого металла , включая хром, молибден, вольфрам и титан. Рекомендуется нейтральное или мягкое пламя, чтобы не допустить перегрева. EcoBraz 38245F, содержание серебра 45% с флюсом (диаметр 2 мм., 1,5 мм., 1 кг.) EcoBraz 38245B, содержание серебра 45% (диаметр 2 мм., 1 кг.) EcoBraz 38345B, содержание серебра 45% (диаметр 2 мм., 1 кг.) Для пайки всех металлов, включая разнородные. | |
Флюс Припой AI-AI, AICastolina 192FBK, алюминий Castolina 1827, соединение алюминий-медь Castolina 190, соединение адюминий-алюминий Флюс Alutin 51 Флюс Castolina 1802 Н Флюс Castolina 1802 Р | |
Флюс паста для твердого припоя «SANHA» Флюс паста для мягкого припоя «SANHA» |
 CP203). Вес 1 кг.
CP203). Вес 1 кг.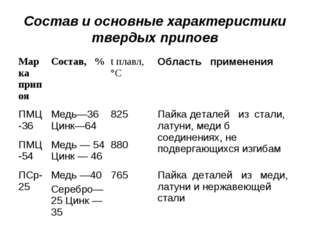 , 1 кг.)
, 1 кг.) , 1 кг.)
, 1 кг.) Отличные механические характеристики. Хороший результат как при быстром, так и при постепенном нагреве припоя. Светло – жёлтый цвет.
Отличные механические характеристики. Хороший результат как при быстром, так и при постепенном нагреве припоя. Светло – жёлтый цвет.При соединении и ремонте медных труб, рекомендуется использовать серебряный припой. Он отлично соединяет компоненты. Также он практически полностью инертен. Это позволяет избежать проблем с коррозией. Нами предлагается качественный припой, сделанный из серебра. Надежный товар поможет вам быстро решить все вопросы с соединением трубного проката. Товар всегда находится на складе. Для заказа вам достаточно связаться с нашим менеджером, наиболее подходящим для вас способом.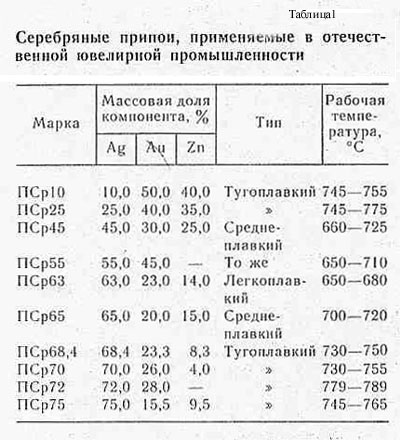
Припой с серебром
Применяется для соединения труб и других компонентов трубопроводов, сделанных из меди. Особенностью этого вещества является его отличная способность к смачиванию отдельных компонентов и деталей. Благодаря этому удается достичь наиболее эффективного соединения элементов при пайке.
Также следует учитывать коэффициент температурного расширения. У серебра и меди этот параметр идентичен. В результате можно получить наиболее оптимальное решение для обеспечения качественной пайки.
Особенности использования
Припой из серебра рекомендуется использовать при высокотемпературной пайке. Данный метод позволяет получить соединение максимально устойчивое к повышенному нагреву.
Перед началом спайки необходимо очистить детали. Для этого их проходят мелкой шкуркой. Если используются новые детали, нет необходимости в сильной зачистке. Достаточно провести базовую работу.
Нагрев припоя происходит специальной горелкой. Она обеспечивает оптимальное прогревание металла. Обязательно стоит следить, чтобы расплавленное серебро затекало в паз между деталями. В итоге получаем отличное соединение. После остывания место соединения еще раз зачищают.
Обязательно стоит следить, чтобы расплавленное серебро затекало в паз между деталями. В итоге получаем отличное соединение. После остывания место соединения еще раз зачищают.
Где лучше применять припой серебряный
Зачастую у начинающих слесарей возникает вопрос, где и зачем следует применять припой на основе серебра. Обычно его используют для соединения медных деталей, иногда для латунных. В целом подобный вид припоя позволяет держать элементы в соединении даже при большом нагреве. Это основной плюс серебра.
На практике используют такой расходник в следующих случаях:
- Соединение и ремонт медных труб отопления и горячего водоснабжения;
- Пайка фитингов, связанных с подачей горячей воды или пара;
- Ремонт самоваров и другой медной утвари.
Нюансы пайки
Существует несколько моментов, которые обязательно нужно учитывать.
- Нагрев деталей следует производить до вишневого цвета. Больший нагрев может привести к деформации, меньшая температура приводит к снижению качества пайки.
- Серебро желательно плавить не горелкой, а нагретым металлом соединяемых деталей. Так будет надежнее.

При правильно проведенной работе не возникает никаких проблем с использованием труб в дальнейшем. Они выдерживают достаточно большое давление.
Стоит ли заказывать в Москве
Зачастую люди стремятся заказывать расходники в столице. Считается, что там можно приобрести оборудование и компоненты к нему дешевле всего. Это не совсем верно. На практике оказывается, что стоимость оказывается примерно одинаковой. Качество, также не отличается в Москве и у нас.
Вдобавок при заказе припоя в Москве вам потребуется оплатить его доставку. Сумма может значительно увеличить общую стоимость приобретаемого расходника. В итоге оказывается, что приобрести припой на месте намного выгоднее.
Как правильно выбрать
При выборе припоя из серебра в первую очередь смотрят на толщину прутка. Выбирать его следует исходя из размеров соединяемых деталей. Обычно используют размеры 2-3 мм.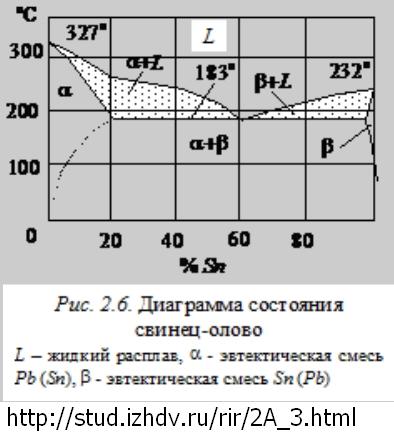 Это позволяет получить оптимальное решение.
Это позволяет получить оптимальное решение.
Также необходимо учитывать, что припои бывают твердыми и мягкими. Мягкие позволяют добираться до сложных участков за счет своей гибкости. Оптимальное решение для соединения труб в укромных местах.
Покупая припой не стоит забывать о флюсе. Этот компонент также очень важен для достижения оптимального соединения.
Стоимость
Цены зависят от конкретной марки припоя, а также от объема заказа. Это позволяет предлагать вам наиболее точные и подходящие предложения. Зачастую стоимость определяется менеджером, исходя из конкретных особенностей заказа. Мы привозим материал напрямую от производителя, что позволяет ставить нам минимальные цены.
Где заказать
Нами предлагается обширная линейка припоев из серебра, также в продаже имеются соответствующие флюсы. Товар только самый качественный. Имеются все подтверждающие сертификаты. Весь предлагаемый припой уже находится на складе, вам не нужно будет ждать пока его привезут.
Обращайтесь
Работаем и с физическими лицами, и с организациями. Никаких проблем и сложностей с оплатой и доставкой не возникнет. Принимаем любые виды платежей. Для уточнения условий достаточно нажать «оформить заказ». Мы свяжемся с вами. Оформите заявку прямо сейчас.
Наша компания предлагает широкий ассортимент товаров:
С полным перечнем товаров можете ознакомится в каталоге или можете связаться с нами.
Температура плавления припоя: особенности и виды припоев
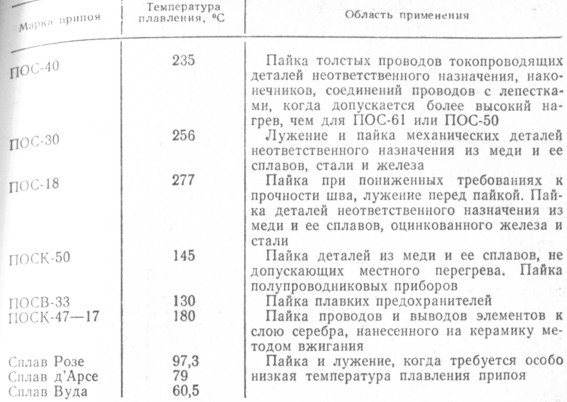
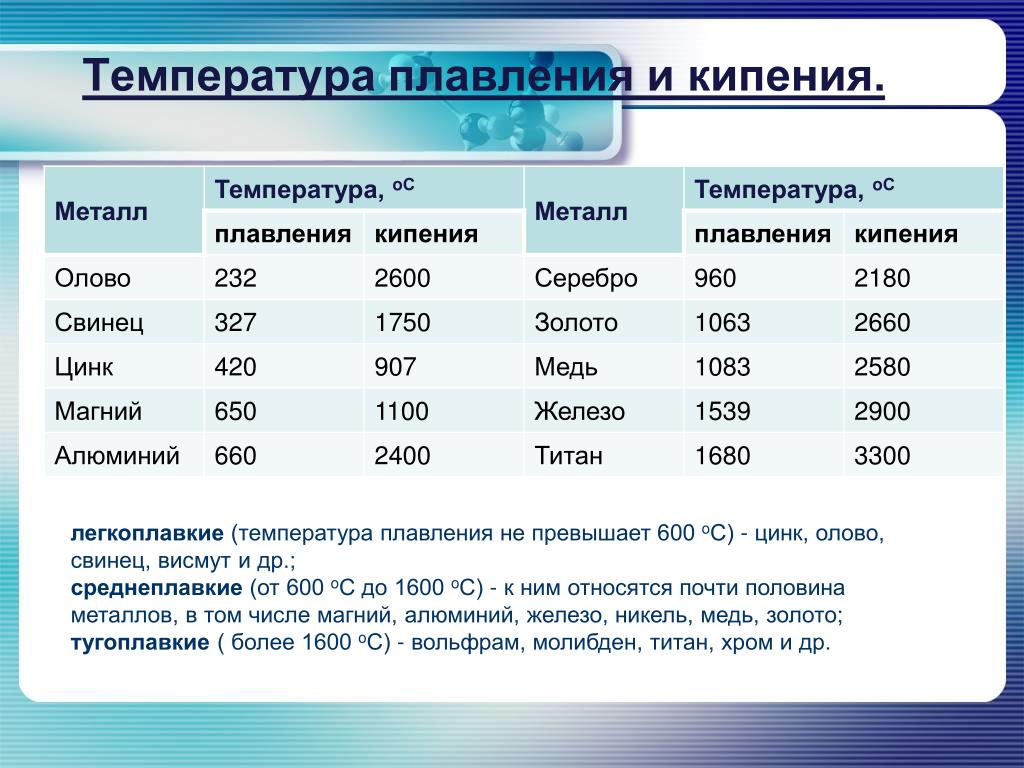
В современном мире пайкой принято называть процесс, позволяющий получить неразъемное соединение нескольких деталей из металла, где соединительным материалом является уже расплавленный металл, который должен плавиться при более низкой температуре, чем тот металлический материал, из которого состоят эти детали.Этот промежуточный расплавленный металл получил название сплава, а сам процесс называют припоем. В зависимости от того, какова температура плавления различают и разные виды пайки: легкоплавкие и тугоплавкие.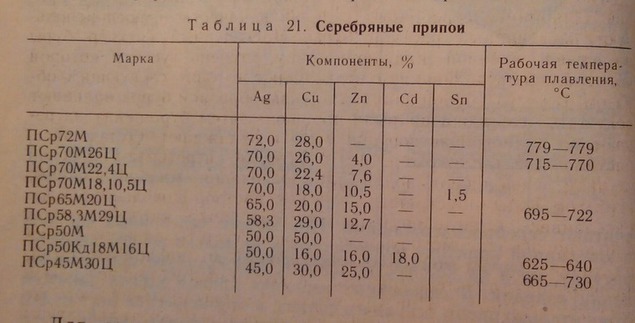 Так, легкоплавкие припои плавятся при температуре ниже четырехсот градусов, а тугоплавкие – при температуре от пятисот до 1100 градусов.
Так, легкоплавкие припои плавятся при температуре ниже четырехсот градусов, а тугоплавкие – при температуре от пятисот до 1100 градусов.
Обычно в марках припой обозначают ПОС, и это сокращение расшифровывается так: припой оловянно – свинцовый. Если рядом есть еще и какое-то число, то эта цифра обычно указывает на то, каков процент содержания олова в составе.
Классификация припоев
От температуры плавления зависит класс припоя:
- Мягкий припой достигается за счет плавления до четырехсот градусов Цельсия.
- Твердый припой достигается за счет плавления выше пятисот градусов Цельсия.
- Полутвердый припой достигается за счет плавления в диапазоне от расплавленного олова до четырехсот градусов Цельсия.
Припои классов мягкий и полутвердый прочны при растяжении от пятидесяти до семидесяти Мегапаскалей, они предназначены для спаивания токопроводящих частей машин. Они производятся при помощи паяльника или опускания частей для спаивания в жидкий припой.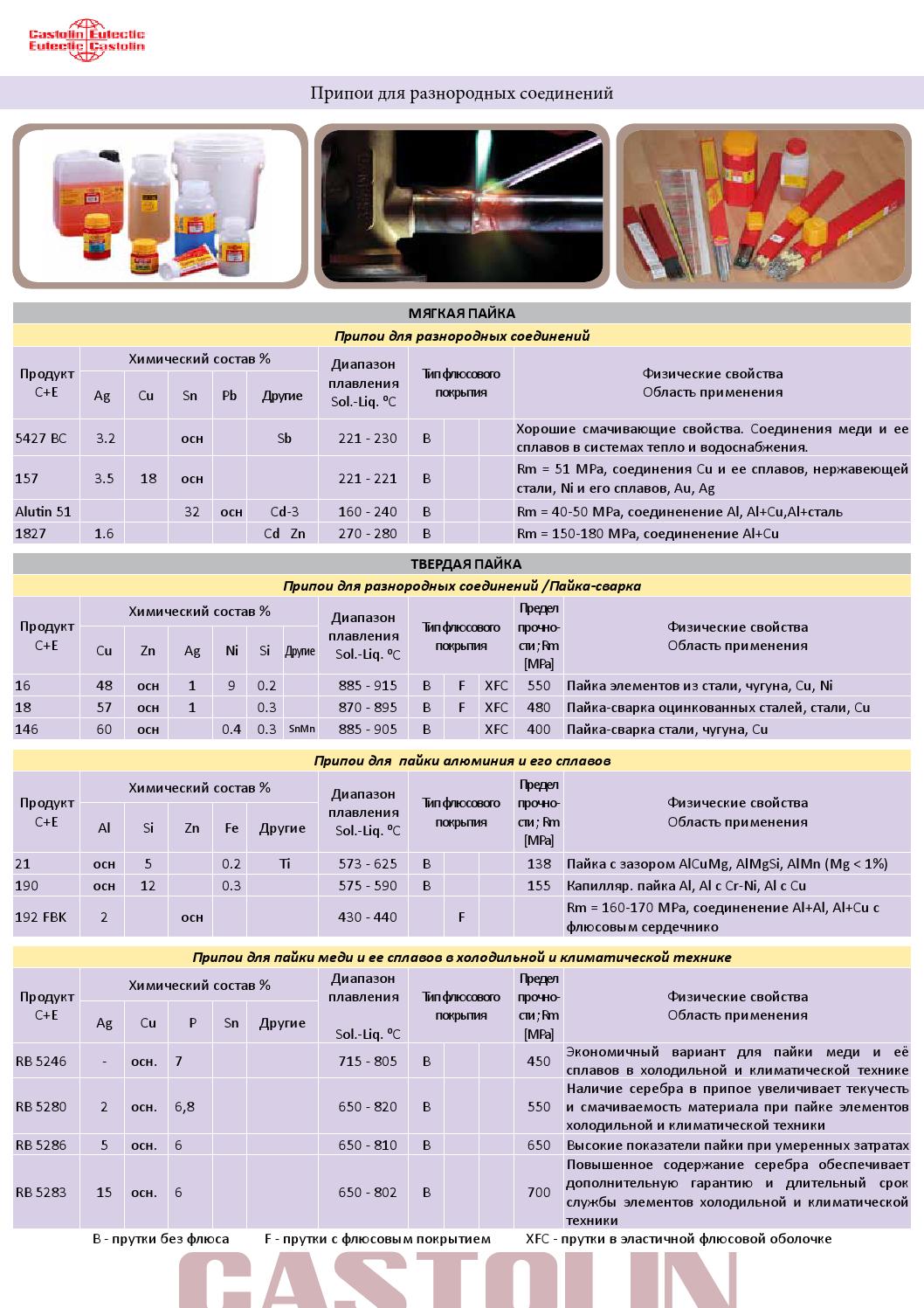
Твердый припой прочен до пятисот Мегапаскалей, используется как припой категории прочности номер один для спаивания токопроводящих частей с большим нагревом и деталей с главной механической нагрузкой. Производится такой припой электродами из меди или графита. Небольшие детали спаивают автогеном.
Преимущества мягких и полутвердых припоев
Преимущественными областями применения припоев мягких и полутвердых являются следующие:
- ПОС63 – для спаивания коллекторов, секционных якорей, обмоток с изоляцией Н электрической машины.
- ПОС61; ПОССу61-0,5 и ПОС61М – необходимы для того, чтобы паять медные элементы и ее сплавы, а также серебряные и никелевые детали и токопроводящие части электрической машины, с температурой эксплуатации до ста шестидесяти градусов Цельсия.
- ПОС40 и ПОССу40-0,5 – предназначены для того, чтобы паять медные элементы и ее сплавы, а также сталь и металлы с оловянным, серебряным или никелевым покрытием, коллекторные бандажи и секционные якоря машин, которые контактируют с соленой жидкостью (например, морская вода).
- ПОССуЗО-0,5 – для того чтобы паять медные элементы и ее сплавы, а также элементы из железа и нержавеющей стали, а также спаивание кабелей, бандажей, частей приборов, которые будут работать при температуре до ста шестидесяти градусов Цельсия.
- ПОСК50-18 – для того чтобы спаивать медные элементы и ее сплавы, воспринимающие перегрев, а также спаивание деталей из алюминия и меди, керамических, стеклянных и пластиковых деталей с добавлением в них оловянных, серебряных, никелевых составляющий.
- ПОС10 и ПОССу18-0,5 – для спаивания контактных поверхностей электрических приборов, реле и иных составляющих машин.
- П0ССу95-5 и ПСрЗКд – для спаивания коллекторов, секционных якорей, бандажей и токопроводящих соединений трубопроводов и электрооборудования.
- ПОСИЗО и ПСрЗИ – предназначены для того, чтобы спаивать медные элементы и ее сплавы, детали из неметаллических материалов и стекла. Они имеют большую жидкотекучесть и дают надежное соединение частей во время спаивания.

Припои из сурьмы не предназначены для использования спаивания деталей, содержащих цинк или оцинковку.
Преимущества твердых припоев
Преимущественные области применения твердых припоев:
- ПСр72 и ПСр50 – для спаивания металлокерамических контактов и разных токопроводящих деталей, которые должны выдерживать удары и выгибание.
- ПСр45 – для того чтобы спаивать медные элементы и ее сплавы, а также части из нержавеющей стали, обмоток роторов и обмоток нагруженных электрических аппаратов. Этот припой дает большую плотность, а вместе с тем и большую прочность полученных соединений.
- ПСр25 – для спаивания медных элементов или частей из ее сплавов, деталей из нержавеющей стали. Является заменителем ПСр45 при создании простых спаек.
- ПСр71 – для спаивания тех же самых деталей, что и ПСр72, но применяется, когда нужна высокая жидкотекучесть.
- ПСр25ф; ПСр15 и ПМФ7 – для спаивания медных или из ее сплавов деталей, частей аппаратов, проводящих ток, которые не должны выдерживать выгибание и удары.
- Л63 и ЛОК59-0,1–0,3 – для спаивания медных частей или деталей из чугуна. Такое спаивание очень прочное и подходит в сложных условиях выгибаний и ударов.
- ПЖЛ500 – спаивание частей, с температурой эксплуатации до шестисот градусов Цельсия.

Четыре секрета пайки
Для того чтобы хорошо и правильно паять, одного инструмента недостаточно. Необходимо знать и некоторые секреты, которые бы позволили овладеть в совершенстве техникой пайки. Наверное, все-таки стоит раскрыть несколько таких секретов.Итак, первый секрет заключается в том, чтобы правильно применять для пайки припой и флюс. Второй важный секрет пайки — это соблюдение чистоты жала и самого паяльника и, конечно же, его нагрева. Есть много способов того, как можно очистить жало. Воспользуйтесь одним из них и тогда работы у вас будет идти просто замечательно.
Есть много способов того, как можно очистить жало. Воспользуйтесь одним из них и тогда работы у вас будет идти просто замечательно.
Третий секрет также важен при пайке: чистота спаиваемых предметов. Четвертое правило, которое необходимо уяснить любому мастеру, прост, но необходим: правильно соединять проводки при пайке и делать хороший прогрев мест, где будет происходить спайка деталей при определенной температуре плавления.
И, конечно же, работая с таким оборудованием, всегда стоит соблюдать меры предосторожности. Так, необходимо припаивать не в одной точки, а стараться делать это не некотором расстоянии друг от друга. Не стоит закручивать концы деталей при температуре плавления вокруг проводника.
Всегда стоит помнить, что при пайке, даже при самой незначительной температуре плавления, выделяются пары олова и свинца. Они очень опасны и вредны для человеческого организма. Поэтому никогда не стоит наклоняться над тем местом, где происходит пайка, каковы бы не била температура плавления.
Ведь какова бы ни была температура плавления припоя, испарения все равно будет вредными и будут наносить необратимый вред организму человека. Если же вы решили паять летом, то делайте это или на открытом пространстве, или, если есть возможность, у открытого окна. Главное правило при такой пайке: хорошо проветривайте помещение. А когда работа будет закончена, то необходимо будет еще и тщательно вымыть руки, используя мыло.
Оцените статью: Поделитесь с друзьями!Припои и флюсы для пайки медных труб
На странице: 20255075100
Сортировка: По умолчаниюНаименование (А -> Я)Наименование (Я -> А)Цена (по возрастанию)Цена (по убыванию)Рейтинг (по убыванию)Рейтинг (по возрастанию)Модель (А -> Я)Модель (Я -> А)
Гель для защиты любых поверхностей от воздействия высоких температур и пламени. Идеально
подходит для сварки и пайки. Безопасный, не токсичный. После использования легко смывается
водой и не оставляет следов. Безопасен при попадании на кожу. Легко наносится на защищаемую
поверхность с помощ …
После использования легко смывается
водой и не оставляет следов. Безопасен при попадании на кожу. Легко наносится на защищаемую
поверхность с помощ …
900 р.
Castolin ProTermique double face Возможность использования с обеих сторон, сверх гибкий термозащитный экран, для защиты от пламени во время пайки/сварки. Укрепленные армированные края. Чрезвычайно гибкий и долговечный. Не содержит асбеста и керамики. Внешние стороны коврика выполнены из сшиты …
1550 р.
Абразивные ткани Castonet на основе акриловых волокон специально предназначенных для удаления оксидов с поверхности соединений до и после пайки.
В упаковке пять листов.
Размер: 130х100мм
Упаковка: блистер.
870 р.
Errecom Best Bubbles (1л) Это быстрое и простое решение для определения протечек хладагента в холодильных линиях, также компонентах кондиционеров и холодильных установок. Принцип действия? BEST BUBBLE должен быть нанесен вблизи утечки хладагента. Благодаря своей уникальной фо …
700 р.
Жидкоплавкий припой для аллюминия и его сплавов Castolin 192 FBK Применятся в климатической и холодильной технике, теплообенниках, испарителях, конднсаторах, трубопроводах, арматурах и пр. Максимально допустимое содержание легирующего компонета в сплаве 3% (например AlMn, AlMn1, AlMnSi 0,5, A …
150 р.
Жидкоплавкий припой для аллюминия и его сплавов Castolin 195 FBK Применятся в климатической и холодильной технике, теплообенниках, испарителях, конднсаторах, трубопроводах, арматурах и пр. Имеет хорошие смачивающие свойства и высокую прочность. Некорозийный флюс внутри прутка. Темпер …
150 р.
BrazeTec твердые припои Состав в % веса Об-ласть плавления в°С Рабочая температура в °С Прочность на разрыв согл. DIN EN 127 …
60 р.
Припой Castolin RB 5246 для пайки меди и её сплавов. Твердый припой в виде прутков на медно-фосфорной основе. Отличные капиллярные свойства и хорошее смачивание. Гладкие, плотные и беспористые швы. Припой не оказывает окислительного влияния на медь, при этом не требуется флюса. …
60 р.
Термозащитный экран из кварцевых и магниевых волокон на фольгированном основании, для защиты от пламени до 1500°С во время пайки/сварки. В упаковке — 3шт.. Размер: 200х280мм Упаковка: блистер.
1300 р.
Термозащитный экран из кварцевых и магниевых волокон на фольгированном основании, для защиты от пламени до 1500°С во время пайки/сварки. В упаковке один экран.
Размер: 200х280мм
Упаковка: блистер.
В упаковке один экран.
Размер: 200х280мм
Упаковка: блистер.
425 р.
BrazeTec твердые припои Состав в % веса Об-ласть плавления в°С Рабочая температура в °С Прочность на разрыв согл. DIN EN 127 …
3000 р.
Тугоплавкий
припой
BrazeTec
Обозначение
стандарта
согласно
DIN EN 1044
Состав
припоя
в вес. %
Область
темпе …
%
Область
темпе …
150 р.
Тугоплавкий припой BrazeTec Обозначение стандарта согласно DIN EN 1044 Состав припоя в вес. % Область темпе …
7140 р.
Твердый серебряный припой Ag 15% с оболочкой из флюса. Technical data: Silver content 15% Solidus 650°C Liquidus 800°C Tensile strength 700 MPa
500 р.
BrazeTec твердые припои Область плавления в °С Рабочая Температура в °С BrazeTec CoMet 4576U 630-660 670 Твердый серебряный припой с оболочкой из флюса без кадмия. 1.5mm x 3.6mm x 500mm
709 р.
BrazeTec флюсы для высокотемпературной пайки Действующие области температур в °С DIN EN 1045 Пригодность для основных рабочих материалов BrazeTec h 550-970°C Fh20 Пастообразный универсальн …
660 р.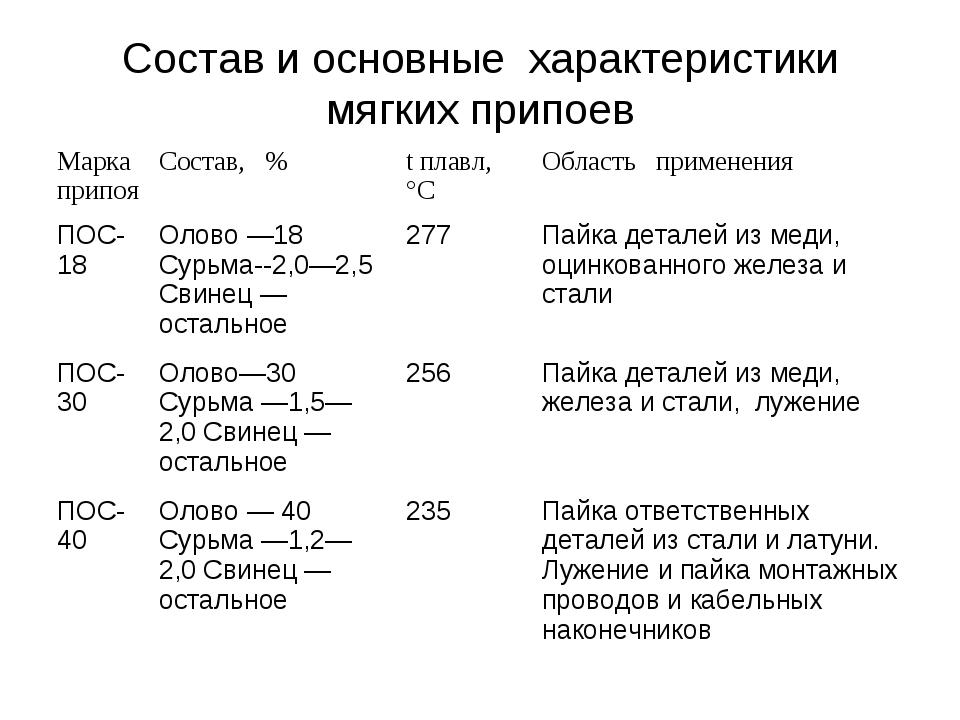
BrazeTec флюсы для высокотемпературной пайки Действующие области температур в °С DIN EN 1045 Пригодность для основных рабочих материалов BrazeTec spezial h 520-1030 Fh22 Пастообразный флюс, …
660 р.
Припой для пайки медных труб
Медь является таким материалом, который лучше спаять, в особенности это касается тонких труб, используемых для отопления или проведения газа, а также в других видах деятельности. Именно поэтому стоит сделать правильный выбор в пользу подходящего припоя. Медь прекрасно спаивается, в особенности при использовании материала в чистом виде. Металл сохраняет свою структуру и свойства.
Металл сохраняет свою структуру и свойства.
Припой твердого типа
Спаивание необходимо при установке или ремонте различного оборудования, ведь иногда у труб с тонкими стенками могут выявиться повреждения. Припой для меди должен быть устойчивым к коррозии, а также обеспечивать долгий срок эксплуатации.
Спаивание труб из меди
Припои, предназначенные для спаивания медных труб, прекрасно справляются с медью в чистом виде, а также с другими дополнительными сплавами. С помощью флюса можно быстро и без проблем удалить окисление, поэтому процесс значительно упрощается. Другие металлы образуют оксиды, которые флюсы растворить практически не в состоянии, поэтому стоит позаботиться о решении данной проблемы. При спаивании медных труб необходимо использовать вариант с нахлестом, чтобы конструкция была максимально прочной, а срок эксплуатации стал долгим. Чтобы соединение стало качественным и прочным, необходимо делать нахлест не меньше 5 мм. Швы здесь делаются любой толщины, причем от этого не зависит качество соединений. Во время спаивания остаются мелкие зазоры, чтобы припой одинаково втянулся в отверстие и стал герметичным.
Во время спаивания остаются мелкие зазоры, чтобы припой одинаково втянулся в отверстие и стал герметичным.
Виды припоев для медных труб
- 1S является припоем мягкого типа. В его состав входит серебро. Он прекрасно подойдет не только для медных труб, но и для заготовок из бронзы и латуни, которые часто используются для водоснабжения. В данном припое отсутствует флюс, поэтому его необходимо приобретать дополнительно.
- Припой Rosol 3 относится к материалам мягкого типа, при его использовании необходимо приобретать флюс. Плавится он при температуре 240 градусов по Цельсию. Именно поэтому он замечательно подходит для спаивания тонких изделий. После спаивания замечательно держится при низких и высоких температурах.
- Припой Rolot 94 является твердым. Этот материал самого высокого качества применяется для работы с медными изделиями, красной бронзы и латуни. Обычно его используют для спаивания труб капиллярным методом. Температура плавки его достигает 730 градусов по Цельсию, поэтому не рекомендуется его применять для работы с изделиями с тонкими стенками.
- Припой Rolot 2 является ненормированным припоем твердого типа. В нем имеется некоторое содержание серебра, поэтому материал прекрасно подходит для спаивания изделий стандартного типа.

Необходимо отдельно отметить припои для спаивания меди пищевого типа. Они должны быть полностью безвредными для здоровья человека. Такие припои также имеют несколько типов:
- Оловянно-медный припой включает в себя цинк и серебро. Такой припой используется для спаивания труб из меди при высоких температурах, который способен обеспечить пластичное и высококачественное соединение, которое устойчиво к коррозиям и имеет долгий срок эксплуатации;
- Серебряно-медный припой является низкотемпературным материалом, расплавляется очень быстро и образует прочное соединение, устойчивое к коррозиям;
- Медно-фосфорный припой является высокотемпературным материалом, при его применении нет необходимости приобретать дополнительный флюс. Шов получается эластичным и качественным;
- Медно-серебряный припой является высокотемпературным. Швы получаются очень прочными и пластичными. При его применении необходимо приобретение дополнительного флюса. Стоимость его довольно высокая, поэтому подходит не каждому.
 Швы получаются очень прочными и пластичными. При его применении необходимо приобретение дополнительного флюса. Стоимость его довольно высокая, поэтому подходит не каждому.
Швы получаются очень прочными и пластичными. При его применении необходимо приобретение дополнительного флюса. Стоимость его довольно высокая, поэтому подходит не каждому.Характеристики и свойства флюсов
Свойства и состав припоя должны полностью подходить к тем металлам, с которым он будет спаиваться. Также припой, предназначенный для спайки труб, должен быть более низкой температуры, чем металл, чтобы он не повредился. Поэтому существует два типа, на которые разделяются материалы:
- Низкотемпературные припои имеют невысокую температуру плавления, которая не достигает 450 градусов по Цельсию. При этом нагрузка на спайки не должна быть слишком высокой. Металл и его физические свойства при этом остаются неизменными.
- Высокотемпературные припои обеспечивают большую прочность и качество, однако температура их плавления бывает выше 800 градусов по Цельсию.
Выбор и его особенности
Чем больше температура плавления, тем больше она влияет на металл, из которого произведены трубы. Поэтому стоит знать, какая нагрузка будет лежать на трубах и выбирать соответствующий припой. Если нагрузка ожидается небольшая, то можно выбирать мягкий, низкоплавный припой. Если трубы предназначены для пищевой промышленности, то необходимо выбрать тот припой, который не токсичен и не вызывает вреда для здоровья человека.
Поэтому стоит знать, какая нагрузка будет лежать на трубах и выбирать соответствующий припой. Если нагрузка ожидается небольшая, то можно выбирать мягкий, низкоплавный припой. Если трубы предназначены для пищевой промышленности, то необходимо выбрать тот припой, который не токсичен и не вызывает вреда для здоровья человека.
Важно! При выборе припоя для медных труб необходимо знать температуру плавления и состав материала, для которого он предназначается!
Сантехника: TechCorner — Объяснение пайки и пайки
На протяжении многих лет двумя наиболее распространенными методами соединения медных труб и фитингов были пайка и пайка. Эти проверенные временем методы во многом схожи, но есть также несколько отличий, которые их отличают. В этой статье объясняются сходства и подчеркиваются различия между двумя процессами соединения, чтобы помочь определить, какой метод соединения наиболее желателен.
Обзор
Самый распространенный метод соединения медных труб — это использование фитингов из меди или медного сплава, в которые вставляются секции трубки и закрепляются с помощью присадочного металла с использованием процесса пайки или пайки. Этот тип соединения известен как капиллярное соединение или соединение внахлест, поскольку гнездо фитинга перекрывает конец трубки, и между трубкой и фитингом образуется пространство. Это пространство называется капиллярным. Поверхности фитинга и трубки, которые перекрываются для образования соединения, известны как стыковые поверхности. Затем трубка и фитинг прочно соединяются с помощью присадочного металла, который плавится в капиллярном пространстве и прилипает к этим поверхностям.
Этот тип соединения известен как капиллярное соединение или соединение внахлест, поскольку гнездо фитинга перекрывает конец трубки, и между трубкой и фитингом образуется пространство. Это пространство называется капиллярным. Поверхности фитинга и трубки, которые перекрываются для образования соединения, известны как стыковые поверхности. Затем трубка и фитинг прочно соединяются с помощью присадочного металла, который плавится в капиллярном пространстве и прилипает к этим поверхностям.
Наполнитель — это металлический сплав, температура плавления которого ниже температуры плавления трубки или фитинга.Температура плавления медного (Cu) сплава UNS C12200 составляет 1 981 ° F / 1082 ° C. Таким образом, присадочные металлы для пайки и пайки труб и фитингов из меди и медных сплавов должны иметь температуру плавления ниже этой температуры.
Основное различие между пайкой и пайкой — это температура, необходимая для плавления присадочного металла. Американское сварочное общество (AWS) определило эту температуру как 842ºF / 450ºC, но часто округляется до 840ºF. Если присадочный металл плавится ниже 840 ° F, выполняется пайка.Выше этой температуры идет пайка.
Американское сварочное общество (AWS) определило эту температуру как 842ºF / 450ºC, но часто округляется до 840ºF. Если присадочный металл плавится ниже 840 ° F, выполняется пайка.Выше этой температуры идет пайка.
Припой для присадочного металла
Основным элементом, используемым в припоях, является олово (Sn), потому что олово имеет сродство с медью и стремится прилипать к трубке и фитингу из медного сплава. Однако использование чистого олова (Sn) приведет к очень слабому соединению, и, как и с любым чистым металлом, будет очень трудно работать. Поэтому в сплав с оловом добавляют другие элементы, чтобы обеспечить прочность и облегчить использование присадочного металла.До 1986 г. наиболее распространенным присадочным металлом, используемым для соединения труб и фитингов из медного сплава, был припой 50/50, который на 50% состоял из олова (Sn) и 50% из свинца (Pb). В связи с национальными требованиями, изложенными в Законе о безопасной питьевой воде, свинцовые припои были запрещены для использования в системах питьевой воды. С запретом на использование припоя 50/50 (Sn / Pb) было разработано много новых и более прочных бессвинцовых сплавов, которые сегодня широко используются во всех областях пайки. Они состоят из сплавов, которые по-прежнему состоят в основном из олова с добавлением различных комбинаций других элементов, таких как никель, висмут, сурьма, серебро и даже медь.
С запретом на использование припоя 50/50 (Sn / Pb) было разработано много новых и более прочных бессвинцовых сплавов, которые сегодня широко используются во всех областях пайки. Они состоят из сплавов, которые по-прежнему состоят в основном из олова с добавлением различных комбинаций других элементов, таких как никель, висмут, сурьма, серебро и даже медь.
Присадочные металлы: припои
Паяные соединения обычно используются для повышения прочности соединений или сопротивления усталости. Для этого необходимо использовать более прочные присадочные металлы, чем те, которые в основном состоят из олова. Однако такая повышенная прочность обычно достигается за счет присадочных металлов, изготовленных из материалов, плавящихся при более высоких температурах. Температура пайки большинства припоев, используемых для соединения систем медных трубопроводов (сплавы BCuP и BAg, см. Ниже), составляет примерно от 1150 ° F / 621 ° C до 1550 ° F / 843 ° C.
Наиболее часто используемые типы присадочного металла для пайки, используемые для соединения медных труб и фитингов, делятся на две отдельные категории:
- Сплав BCuP (произносится как b-чашка) — где B означает пайку, Cu — химический символ меди, а P — химический символ фосфора. Следовательно, припой BCuP — это в первую очередь медно-фосфорный припой, который может содержать от 0% до 30% серебра (Ag).
- BAg Alloy (произносится как мешок) — где B означает пайку, а Ag — химический символ серебра.В то время как в сплавах BAg присутствуют и другие элементы, помимо серебра, большинство сплавов BAg могут содержать от 24% до 93% серебра.
 Следовательно, припой BCuP — это в первую очередь медно-фосфорный припой, который может содержать от 0% до 30% серебра (Ag).
Следовательно, припой BCuP — это в первую очередь медно-фосфорный припой, который может содержать от 0% до 30% серебра (Ag).Совместные требования и сильные стороны
Независимо от того, является ли используемый процесс соединения пайкой или пайкой, есть определенные основные шаги, которые необходимо соблюдать для стабильного получения прочных соединений. Эти основные шаги описаны в стандарте по установке (ASTM B828). Этот стандарт и его процедуры касаются подготовки концов, очистки и правильного применения нагрева и присадочного металла.Более подробно они описаны в Руководстве CDA по медным трубам.
Независимо от того, используется ли процесс соединения пайки или пайки, трубка должна быть полностью вставлена в фитинг до задней части чашки фитинга.
Глубина нахлеста или глубина гнезда в фитингах внахлест или капиллярных соединениях указана в производственных стандартах ASME / ANSI B16.18 и B16.22 для фитингов под давлением. Это важный параметр, потому что в идеале присадочный металл должен быть расплавлен в капиллярном пространстве, чтобы он полностью стекал к задней части чашки фитинга и полностью перекрывал (заполнял) пространство между трубкой и фитингом.Хотя требуется 100% -ное проникновение и заполнение фитинга капиллярного пространства, заполнение 70% паяного соединения (или не более 30% пустот) считается удовлетворительным для получения соединений, которые могут выдерживать максимальные рекомендуемые давления для паяных медных трубок и фитингов. системы.
Основное различие между паяными и паяными соединениями заключается в количестве стыков внахлест или заполнении, необходимом для развития полной прочности соединения. В паяном соединении все еще настоятельно рекомендуется полностью вставить трубку в заднюю часть чашки фитинга; однако полное заполнение этой соединительной щели по всей длине не обязательно для достижения полной прочности соединения.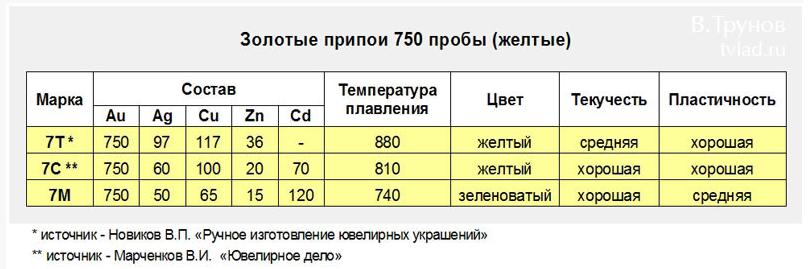 Согласно Американскому сварочному обществу (AWS), предполагается, что припой проникает в капиллярное пространство, по крайней мере, в три раза больше толщины самого тонкого соединяемого компонента, которым обычно является труба. Это известно в отрасли как правило AWS 3-T.
Согласно Американскому сварочному обществу (AWS), предполагается, что припой проникает в капиллярное пространство, по крайней мере, в три раза больше толщины самого тонкого соединяемого компонента, которым обычно является труба. Это известно в отрасли как правило AWS 3-T.
Из-за повышенной прочности припоев, даже такое небольшое проникновение наполнителя приведет к тому, что правильно изготовленное паяное соединение будет прочнее, чем сама трубка или фитинг. Однако, в отличие от паяного соединения, где колпачок или галтель обеспечивает минимальную дополнительную прочность, паяное соединение должно быть выполнено таким образом, чтобы между трубкой и фитингом на торце фитинга был обеспечен хорошо развитый галтель или «колпачок» из присадочного металла. .Это галтели, или колпачок, как его часто называют в торговле, позволяет распределять напряжения, возникающие внутри соединения (в результате теплового расширения, давления или других циклических реакций, таких как вибрация или термическая усталость), по поверхности галтеля. В паяном соединении, изготовленном без хорошо развитой вогнутой кромки, все напряжения будут сосредоточены в острой точке контакта между трубкой, припоем (присадочным металлом) и фитингом, что может привести к развитию трещины под напряжением в трубке. в таком случае.Создание галтели при изготовлении паяного соединения значительно снижает эту возможность.
В паяном соединении, изготовленном без хорошо развитой вогнутой кромки, все напряжения будут сосредоточены в острой точке контакта между трубкой, припоем (присадочным металлом) и фитингом, что может привести к развитию трещины под напряжением в трубке. в таком случае.Создание галтели при изготовлении паяного соединения значительно снижает эту возможность.
Помимо прочности присадочного металла в соединении, при выборе использования паяных или паяных соединений необходимо также учитывать общую прочность соединения или узла (трубы, фитинга и соединения) после операции соединения. Как уже говорилось, по определению температура, определяющая разницу между пайкой и пайкой меди, составляет приблизительно 840 ° F / 449 ° C.Эта температура намного важнее, чем просто произвольный порог определения. Это важно, потому что 700 ° F / 371 ° C — это температура, при которой медь начинает отжигаться или переходить с твердого состояния (жесткое) на состояние после отжига (мягкое).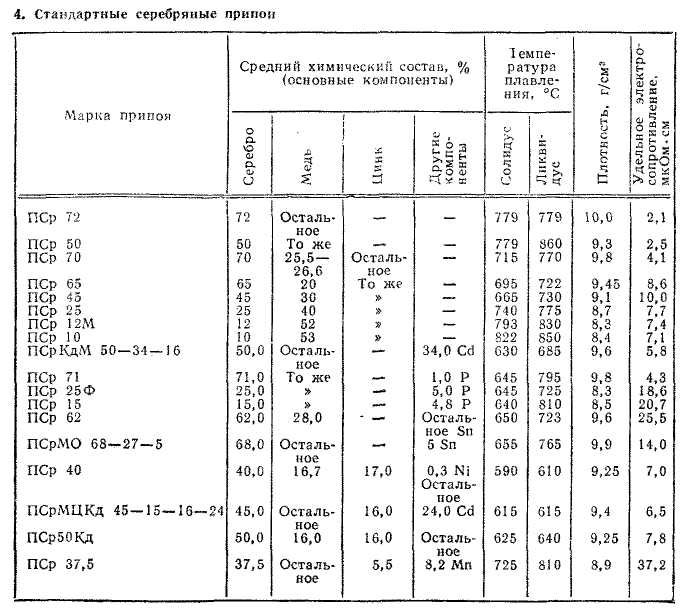 С этим изменением характера происходит внутренняя потеря прочности — медь в твердом состоянии прочнее, чем медь в отожженном состоянии. Общий объем происходящего отжига и, следовательно, потеря прочности определяется температурой и временем, в течение которого материал находится при этой температуре.Чем выше температура, тем меньше времени требуется для перехода от жесткого к мягкому.
С этим изменением характера происходит внутренняя потеря прочности — медь в твердом состоянии прочнее, чем медь в отожженном состоянии. Общий объем происходящего отжига и, следовательно, потеря прочности определяется температурой и временем, в течение которого материал находится при этой температуре.Чем выше температура, тем меньше времени требуется для перехода от жесткого к мягкому.
Поскольку температура пайки должна превышать температуру плавления припоев, от 1150 ° F / 621 ° C до 1550 ° F / 843 ° C, процесс создания паяного соединения вызывает отжиг или размягчение основных металлов, что приводит к снижение общей прочности сборки. Хотя паяное соединение явно прочнее, чем паяное соединение, номинальное внутреннее рабочее давление, то есть допустимое рабочее давление системы в режиме 24/7, ниже для отожженной трубы (см. Справочник по медным трубам, таблицы с 3a по 3e).
Следовательно, это необходимо учитывать при принятии решения о пайке или пайке. Хотя паяные соединения прочнее и в целом более устойчивы к усталости (вибрации, тепловому перемещению и т. Д.), Рабочее давление в системе должно соответствовать допустимым пределам для отожженной трубы.
Дополнительные ссылки
- Американское общество сварки: Справочник по пайке — 3-е издание
- Американское общество сварки: Справочник по пайке — 4-е издание
- AWS A5.8 / AWS A5.8M: Технические условия на присадочные металлы для пайки и сварки припоем
- ASTM B32-04: Стандартные технические условия на металлический припой
При какой температуре плавится припой? Несколько быстрых советов.
Мы можем зарабатывать деньги, просматривая продукты по партнерским ссылкам на этом сайте. Спасибо вам всем!
Мы Предположим, вы впервые занимаетесь пайкой и находите вы остро нуждаетесь в определении правильной температуры, чтобы расплавить припой.
Икс
Для просмотра этого видео включите JavaScript и рассмотрите возможность обновления до веб-браузер, который поддерживает видео HTML5
Когда пайка, очень важно уделить время и понять все — от инструментов до процессов — чтобы предотвратить ошибки, которые потенциально могут поставить под угрозу ваше здоровье и рабочее место рискованно. Вот почему определение правильной температуры, при которой припой
обычно тает нужно уделить большое внимание. Не волнуйся — это
статья может быть очень полезной, чтобы вы могли успешно превратить свой
Паяльный проект в настоящий шедевр!
Вот почему определение правильной температуры, при которой припой
обычно тает нужно уделить большое внимание. Не волнуйся — это
статья может быть очень полезной, чтобы вы могли успешно превратить свой
Паяльный проект в настоящий шедевр!Что такое припой?
Довольно Конечно, многие из вас уже знакомы с припоем — что это такое и как это выглядит. Вообще говоря, это элемент из цветного металла с низкая температура плавления примерно 200 градусов по Цельсию.Его состав варьируется в зависимости от типа. Однако припой обычно состоит из олова, свинца или того и другого.
Это
поставляется в различных формах: палка, проволока и гранулы. Провода нормальные
пайка, в то время как гранулы и стержневой припой предназначены для ванн.
Хотя вы также можете найти припой в виде пасты, листа и
паллионы (сколы или обрезки). Паста припоя представляет собой сочетание мелких
частицы припоя смешиваются с пастой флюса. Обычно он используется
массовые производители машинной пайки. Однако это дорогостоящая форма припоя.
Вы можете использовать его для пайки сложных работ (например, филиграни).
Однако это дорогостоящая форма припоя.
Вы можете использовать его для пайки сложных работ (например, филиграни).
Припой также доступен в разных цветах — медь, золото, серебро, бронза, или латунь. Золотой припой бывает разных оттенков, чтобы хорошо сочетаться с разными сплавами. С другой стороны, температура плавления припой меди и латуни (также называемый прутком) высокий, не упомяните, что они хрупкие.
Мягкий припой : Припой на основе олова, плавящийся при низкой температуре.Обычно используется для создания деталей из недрагоценных металлов предохранителей и нестандартных деталей из недрагоценных металлов ювелирные изделия, а также ремонт запаянных колец из недрагоценных металлов и бижутерия.
Жесткий припой: Это
это сплав, который имеет тенденцию плавиться при довольно низкой температуре. Золото и
серебряные украшения — одни из немногих примеров, требующих твердой пайки.
Кроме того, компоненты из бронзы, меди и латуни можно было сплавить с помощью
твердые припои.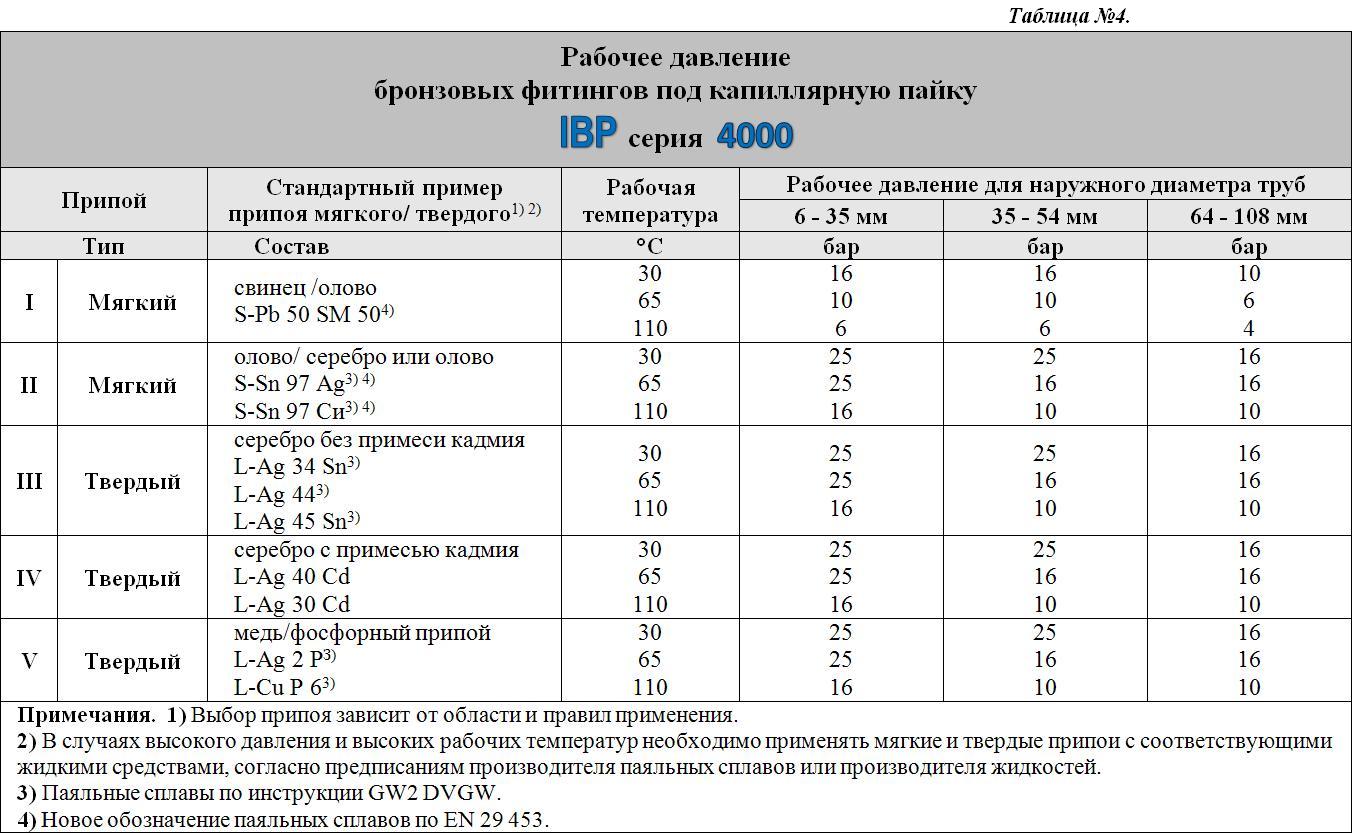
Типы припоев и их температура плавления
Разберем типы припоев и при какой температуре они обычно плавятся:
Бессвинцовый припой
Больше в прошлом году припой из свинцового сплава считался стандартом припой, обычно используемый в электронике.Однако были сообщения о проблемы со здоровьем, связанные со свинцом, следовательно, возникновение припоев на основе свинца. Здесь количество свинца, содержащегося в любых компонентах, было ограничено 0,1. процентов. Сплав 96,5 / 3 / 0,5 — один из самых известных сплавов, которые не содержат свинца. Он содержит 0,5 процента меди, 3 процента серебра и 96,5% олова.
Пока без риска для здоровья, этот вид припоя более дорогой по цене, предлагает хрупкие, но более прочные паяные соединения и имеют тенденцию плавиться при более высоких температурах. температура.Таким образом, требуется более высокий температурный поток. Он тает в примерно 230 градусов по Цельсию.
50/50
Это
сделан из комбинации 50 процентов свинца и 50 процентов олова.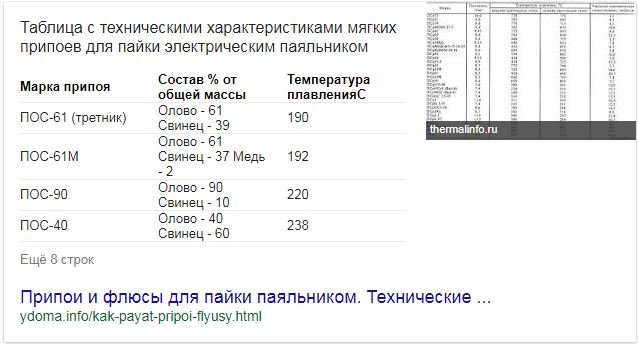 Это
НЕ идеально подходит для использования в электронике, только для сантехнических работ. Оно делает
имеют более низкую пластичность и более высокую температуру плавления.
Это
НЕ идеально подходит для использования в электронике, только для сантехнических работ. Оно делает
имеют более низкую пластичность и более высокую температуру плавления.
60/40
Это представляет собой припой, состоящий на 60 процентов из олова и на 40 процентов из свинца. Трещины не образуются так легко, если стык перемещается во время охлаждения, благодаря своей очень мягкой функции.Температура плавления припоя 60/40 составляет 190 градусов по Цельсию (хотя это все еще зависит от точного состава ). Рекомендуемая температура жала паяльника не менее 300 градусов Цельсия.
63/37
Это
припой состоит из 63 процентов олова и 37 процентов свинца. Помимо
его температура плавления 183 градуса Цельсия, это ключевое преимущество припоя
его эвтектическая составляющая. Это только означает, что с ним намного легче работать,
поскольку это создает меньшее количество плохих суставов.Хотя когда дело доходит до
цена, припой 63/37 довольно дорог по сравнению с его неэвтектическим
аналоги.
Keep имея в виду, что температура плавления припоя в основном определяется содержание цинка. Если содержание цинка выше, ожидайте плавления температура должна быть ниже. На самом деле нет стандарта точного температуры плавления припоя. У всех производителей есть свои технические характеристики. Итак, при покупке припоев от одного производителя или дилера, вы можете поддерживать различные температуры плавления прямой.
Ваш паяльник играет важную роль
Как вы знаете, паяльник также играет огромную роль, когда дело доходит до количество температуры, которое вы должны отпустить, чтобы расплавить припой. Следовательно, это имеет смысл определить типы температурных расчетов, доступные как хорошо для будущих ссылок.
Паяльники обычно имеют 3 основных температурных исполнения:
(1)
Ручная конструкция, в которой отсутствует контроль температуры.Как правило, это дешевле и идеально подходит для пайки в домашних условиях.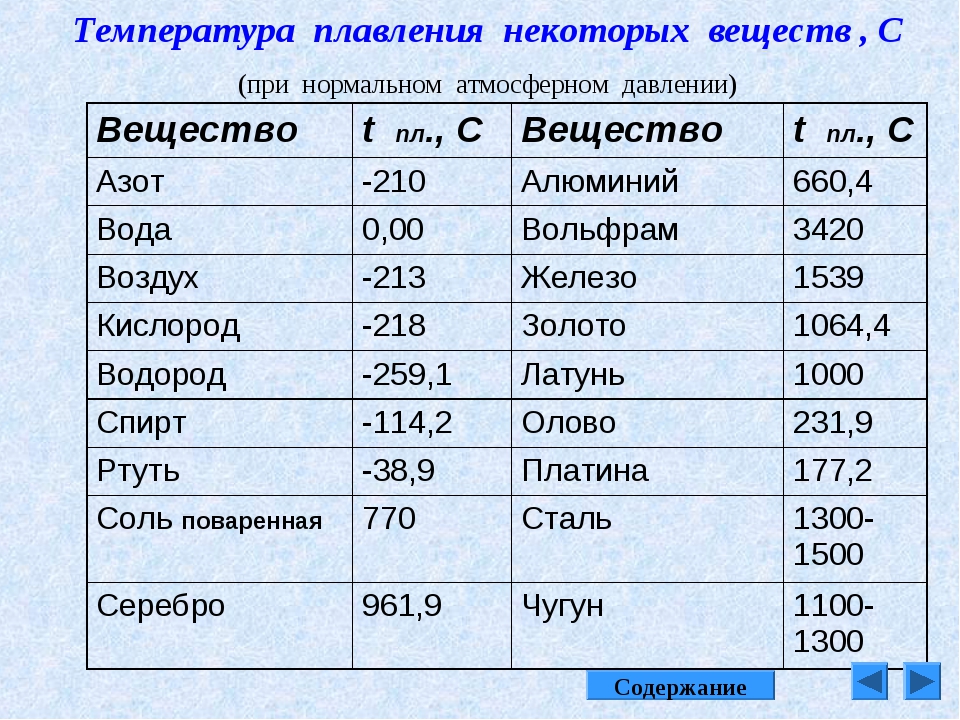 проекты.
проекты.
(2) Паяльная станция с паяльником и настольным блоком управления, но при этом самая дорогая.
(3) Паяльник с регулируемой температурой, который позволяет паяльникам убедитесь, что наконечник поддерживает нужную температуру. Но, как и паяльная станция, эта тоже дорогая.
Может быть 250 ° C достаточно, если вы используете утюг с высоким эффектом и большой паяльное жало, которое эффективно отводит тепло.С другой стороны, вы может потребоваться около 400 ° C, если у вас малоэффективный паяльник с крошечный, маленький наконечник, который плохо отдает тепло.
Точность — ключ к успеху!
Каждый при пайке определенных материалов / всегда обязательно проверять рабочая температура на периодической основе, чтобы избежать низкотемпературная пайка и перегрев, а также для улучшения срок службы паяльного жала.
Оф
Конечно, вы хотите, чтобы процесс пайки прошел успешно.Ты
не нужно гадать о температуре паяльного жала. Вы можете использовать различное оборудование, в том числе цифровой термометр TID-A и
Термометр TIA-A. Качественное оборудование обеспечивает точную температуру
показания для отличных характеристик пайки.
Вы можете использовать различное оборудование, в том числе цифровой термометр TID-A и
Термометр TIA-A. Качественное оборудование обеспечивает точную температуру
показания для отличных характеристик пайки.
для широкого спектра применений
Пайка применяется в различных отраслях промышленности, включая сантехнику, электронику, отопление / кондиционирование и производственные процессы. Выбор правильного припоя зависит от многих факторов, включая диапазон температур плавления припоя, свойства паяльной проволоки для применения, возможности соединения, а также прочность и твердость припоя.Оловянная свинцовая проволока — это эвтектический припой общего назначения, который широко используется для соединения двух металлов вместе.
О припое для оловянных выводов
Оловянный свинцовый провод может иметь такое соотношение, как 63% олова к 37% свинца, 60% олова к 40% свинца или 50/50%. Иногда его считают эвтектическим припоем, при котором проволока плавится и замерзает при одной температуре. Это плавление / замораживание будет зависеть от соотношения олова и свинца.
Это плавление / замораживание будет зависеть от соотношения олова и свинца.
Оловянный свинцовый провод с концентрацией 63/37% будет иметь такую же температуру плавления и замерзания, равную 361.4 ° F. При использовании пайки свинцовым проводом с содержанием олова 60/40% диапазон температур плавления будет изменяться. Он начнет таять при 361,4 ° F и станет полной жидкостью при 375,8 ° F.
Преимущества припоя с оловянным выводом
Припой с оловянным выводомидеально подходит для применений, где при пайке предъявляются высокие требования к температуре. Добавление олова в проволоку обеспечивает более низкую температуру плавления. Для припоя требуется более низкая температура плавления, если соединяемые детали могут подвергнуться отрицательному воздействию при более высоких температурах.
Припой из оловянной свинцовой проволоки обычно используется для электроники, где термочувствительные компоненты начинают плавиться, трескаться или деформироваться при различных высоких температурах. Он также обеспечивает хорошие электрические свойства, а также механическую прочность. Припой обеспечивает надежное соединение электронных компонентов в точках контакта. Поскольку оловянный выводной провод легкий, он не создает ненужных нагрузок на компоненты.
Он также обеспечивает хорошие электрические свойства, а также механическую прочность. Припой обеспечивает надежное соединение электронных компонентов в точках контакта. Поскольку оловянный выводной провод легкий, он не создает ненужных нагрузок на компоненты.
Еще одним преимуществом оловянно-свинцового припоя является его коррозионная стойкость.Окисление и другие коррозионные элементы могут серьезно повлиять на паяные соединения, вызывая образование ямок, поскольку они выходят из строя быстрее, чем основной металл, с которым они соединяются при создании соединения. При выходе из строя эти два компонента могут разойтись, что приведет к отказу электроники или возникновению трещин в трубах, из-за которых может просочиться пар, вода, жидкости и другие продукты.
Проблемы с оловянным выводом
При использовании оловянного свинцового провода для пайки обязательно используйте соответствующую вентиляцию и средства индивидуальной защиты.Свинец считается опасным. Таким образом, неиспользуемые оловянные свинцовые проволоки следует утилизировать надлежащим образом в утвержденных контейнерах.
Таким образом, неиспользуемые оловянные свинцовые проволоки следует утилизировать надлежащим образом в утвержденных контейнерах.
Существуют бессвинцовые провода, предназначенные для использования в приложениях, которые могут контактировать с людьми. Это следует учитывать при использовании припоя в медицине или при производстве продуктов питания и напитков. Эти бессвинцовые припои будут содержать олово вместе с медью, серебром или другими добавками. Поговорите с опытным специалистом по металлу при поиске свинцового оловянного провода для обычных паяльных работ.
Пайка серебром: процессы и методы
Серебряная пайка, часто называемая «твердой пайкой» или «серебряной пайкой», представляет собой процесс низкотемпературной пайки прутков с температурами плавления в диапазоне от 1145 до 1650 ° F (от 618 до 899 ° C).
Это значительно ниже, чем у припоев из медных сплавов.
Прочность соединения, выполненного этим способом, зависит от тонкой пленки припоя из серебра.
Серебряный припой обычно используется в ювелирных изделиях, меди и латуни. Он слабее серебряной пайки.
Пайка аналогична пайке, за исключением того, что пайка происходит при более высоких температурах.
Основы
- При температуре 1200 градусов по Фаренгейту
- 5-50% металла — серебро, остальное — обычно медь и цинк
- Дорого, от 50 долларов за раз
- Капиллярное притяжение в мелких трещинах
Серебряные припои для припоев состоят из серебра с различным процентным содержанием меди, никеля, олова и цинка.
Они используются для соединения всех черных и цветных металлов, кроме алюминия, магния и других металлов со слишком низкой температурой плавления.
ПРЕДУПРЕЖДЕНИЕ
Пары оксида кадмия, образующиеся при нагревании и плавлении серебряных припоев, очень токсичны. Во избежание травм персонала необходимо носить средства индивидуальной защиты и обеспечивать соответствующую вентиляцию.
Важно, чтобы на стыках не было оксидов, окалины, жира, грязи или других посторонних веществ.Поверхности, не покрытые кадмием, можно легко очистить механически, используя проволочную щетку или абразивную ткань; химическим травлением кислотой или другими способами.
Следует проявлять особую осторожность при шлифовании всех поверхностей кадмия до основных металлов, поскольку пары оксида кадмия, образующиеся при нагревании и плавлении серебряных припоев, очень токсичны.
Серебряная пайка
Серебряная пайка на раме велосипеда. Покрытие дополняется потоком серебра через стык и береговую линию.Флюс
Обычно требуется флюс.Температура плавления флюса должна быть ниже, чем температура плавления припоя из серебра. Это сохранит основной металл в чистоте и обеспечит должное флюсование расплавленного металла. Достаточный флюс следует нанести с помощью кисти на соединяемые детали, а также на металлический стержень серебряного припоя.
При пайке серебра методом оксиацетилена желательно иметь сильно восстанавливающее пламя. На работу следует наносить внешнюю оболочку пламени, а не внутренний конус. Конус пламени слишком горячий для этой цели.Для лучшего распределения присадочного металла зазоры в стыках должны составлять от 0,002 до 0,005 дюйма (от 0,051 до 0,127 мм). Тонкая пленка присадочного металла в стыке более прочная и эффективная, а скругление, образующееся вокруг стыка, увеличивает его прочность.
На работу следует наносить внешнюю оболочку пламени, а не внутренний конус. Конус пламени слишком горячий для этой цели.Для лучшего распределения присадочного металла зазоры в стыках должны составлять от 0,002 до 0,005 дюйма (от 0,051 до 0,127 мм). Тонкая пленка присадочного металла в стыке более прочная и эффективная, а скругление, образующееся вокруг стыка, увеличивает его прочность.
Основной металл следует нагревать до тех пор, пока флюс не начнет плавиться по линии стыка. Присадочный металл не подвергается воздействию пламени, а наносится на нагретую область основного металла ровно настолько долго, чтобы присадочный металл полностью вливался в соединение.Если одна из соединяемых частей тяжелее другой, более тяжелая часть должна получить больше тепла. Также детали с высокой теплопроводностью должны получать больше тепла.
В качестве альтернативы вы можете попробовать более новую технологию, в которой используется пруток для безфлюсовой пайки , например прутки HTS 2000.
Серебряные прутки для пайки
Прутки для пайки серебра Bossweld, используемые для пайки меди и латуни с низким содержанием цинка. Используется с Silver Flux.Процесс
Серебряная пайка использует те же основные методы, что и другие методы пайки, включая подгонку для надлежащего капиллярного действия, очистку основных металлов, использование флюса, нагревание и очистку после пайки.
При нагревании сборки нагревайте равномерно, с большим нагревом на более толстом металлическом участке. Если один металл имеет лучшую теплопроводность, чем другой, приложите больше тепла к лучшему проводнику тепла.
Обратите внимание, что присадочный металл течет к более высокому источнику тепла.
Пайка — Энциклопедия Нового Света
Использование паяльника для распайки контакта. Пайка — это высокотемпературный метод соединения металлических поверхностей с использованием присадочного материала, называемого припоем .Припой — это металлический сплав с температурой плавления ниже 450 ° C (842 ° F). Слово solder происходит от среднеанглийского слова soudur , через старофранцузское soldure и soulder , от латинского solidare , что означает «делать твердый».
Слово solder происходит от среднеанглийского слова soudur , через старофранцузское soldure и soulder , от латинского solidare , что означает «делать твердый».
В процессе пайки к соединяемым деталям прикладывается тепло, в результате чего припой плавится и втягивается в соединение за счет капиллярного действия и связывается с соединяемыми материалами. После того, как металл остынет, полученные соединения не так прочны, как основной металл, но обладают достаточной прочностью, электропроводностью и водонепроницаемостью для многих применений.Пайка отличается от пайки тем, что при пайке используется присадочный металл с более низкой температурой плавления. Он отличается от сварки тем, что в процессе соединения основной металл не плавится.
Приложения
Пайка — это древняя техника, которая использовалась практически с тех пор, как люди изготавливали изделия из металла. Сегодня наиболее частым применением пайки является сборка электронных компонентов на печатных платах (PCB). Другое распространенное применение — создание постоянных, но обратимых соединений между медными трубами в водопроводных системах.Стыки в объектах из листового металла, таких как консервные банки, кровля, водосточные желоба и автомобильные радиаторы, также исторически паялись, а иногда и сейчас. Ювелирные изделия и мелкие механические детали часто собирают пайкой. Пайка используется для соединения свинцовой и медной фольги в витражах. Пайку также можно использовать для создания полупостоянной заплатки от утечки в контейнере или посуде для приготовления пищи.
Другое распространенное применение — создание постоянных, но обратимых соединений между медными трубами в водопроводных системах.Стыки в объектах из листового металла, таких как консервные банки, кровля, водосточные желоба и автомобильные радиаторы, также исторически паялись, а иногда и сейчас. Ювелирные изделия и мелкие механические детали часто собирают пайкой. Пайка используется для соединения свинцовой и медной фольги в витражах. Пайку также можно использовать для создания полупостоянной заплатки от утечки в контейнере или посуде для приготовления пищи.
По мере того, как технический прогресс и электронные устройства объединяются на меньших платах и микросхемах, использование пайки для электронных товаров сокращается.Тем не менее, пайка, вероятно, будет по-прежнему использоваться в различных производственных процессах, поскольку она недорогая и простая в использовании. Кроме того, это ценный метод для изготовления прототипов и экспериментальных устройств, поскольку припой можно легко удалить. Вероятно, что могут быть разработаны более простые и экономичные способы пайки.
Вероятно, что могут быть разработаны более простые и экономичные способы пайки.
Методы
Пайка может выполняться несколькими способами, включая пропускание деталей над небольшим фонтаном в емкости с расплавленным припоем (пайка волной припоя), нагрев узлов с использованием инфракрасной лампы или точечного источника, такого как электрическая пайка. утюг, паяльную горелку или термовоздушный паяльник.В последнее время пайка оплавлением используется почти исключительно для сборки печатных плат, иногда за ней следует пайка волной или ручная пайка для компонентов нестандартного размера / формы.
Хотя основной материал не расплавляется в процессе пайки, некоторые атомы основного материала растворяются в жидком припое. Этот процесс растворения улучшает механические и электрические характеристики паяного соединения. «Холодное паяное соединение» с плохими свойствами может возникнуть, если основной металл не будет должным образом нагрет, чтобы полностью расплавить припой и вызвать этот процесс растворения.
Обратите внимание, что различие между пайкой и пайкой произвольно, с той лишь разницей, что разница в температуре плавления присадочного материала. В качестве практического порога обычно используется температура 450 ° C. Обычно требуется другое оборудование или приспособления, потому что (например) большинство паяльников не могут достичь достаточно высоких температур для пайки. С практической точки зрения, между этими двумя процессами существует значительная разница: паяльные наполнители обладают гораздо большей структурной прочностью, чем припои, и предназначены для этой цели, а не для обеспечения максимальной электропроводности.Паяные соединения часто бывают такими же прочными или почти такими же прочными, как и детали, которые они соединяют, даже при повышенных температурах.
«Пайка твердым припоем» или «серебряная пайка» (выполняемая высокотемпературным припоем, содержащим до 40 процентов серебра) также часто является формой пайки, поскольку она включает в себя присадочные материалы с температурой плавления около или выше 450 ° C.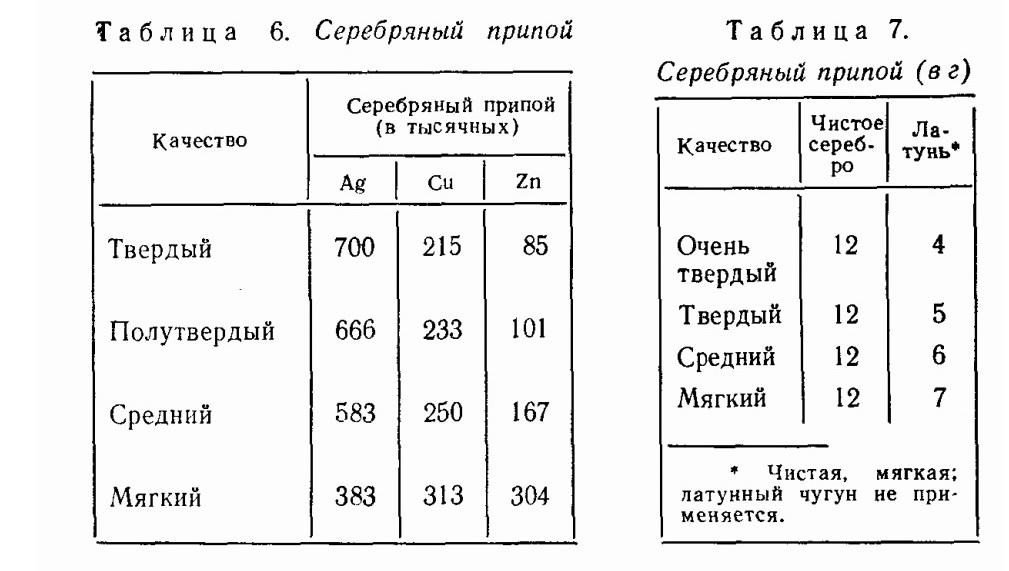 Хотя термин «серебряная пайка» используется чаще, чем «серебряная пайка», первый термин может быть технически неправильным в зависимости от точной точки плавления используемого наполнителя.
Хотя термин «серебряная пайка» используется чаще, чем «серебряная пайка», первый термин может быть технически неправильным в зависимости от точной точки плавления используемого наполнителя.
Припои
Припои доступны из множества различных сплавов для различных областей применения. Традиционно эвтектический сплав [1] , состоящий из 63 процентов олова и 37 процентов свинца (или в соотношении 60/40, что почти идентично эвтектическим характеристикам), был предпочтительным сплавом для большинства применений для соединения меди.
Эвтектический состав имеет несколько преимуществ для пайки. Главным из них является совпадение температур ликвидуса и солидуса, то есть отсутствие пластической фазы.Это обеспечивает более быстрое смачивание при нагревании припоя и более быструю настройку при его остывании. Неэвтектический состав должен оставаться неподвижным, поскольку температура падает через температуры ликвидуса и солидуса. Любое дифференциальное движение во время пластической фазы может привести к трещинам и ненадежному соединению. Кроме того, эвтектический состав имеет самую низкую возможную температуру плавления, что сводит к минимуму нагрузку на компоненты во время процесса пайки.
Кроме того, эвтектический состав имеет самую низкую возможную температуру плавления, что сводит к минимуму нагрузку на компоненты во время процесса пайки.
По экологическим причинам все шире используются бессвинцовые припои.К сожалению, большинство припоев, не содержащих свинца, не являются эвтектическими составами, что затрудняет создание с ними надежных соединений. См. Полное обсуждение ниже.
Другие распространенные припои включают низкотемпературные составы (часто содержащие висмут), которые часто используются для соединения ранее спаянных сборок без распайки более ранних соединений, и высокотемпературные составы (обычно содержащие серебро), которые используются для высокотемпературных эксплуатации или для первой сборки элементов, которые не должны распаиваться при последующих операциях.Доступны специальные сплавы с такими свойствами, как более высокая прочность, лучшая электропроводность и более высокая коррозионная стойкость.
Флюс
В процессах соединения металлов при высоких температурах (сварка, пайка и пайка) основное назначение флюса — предотвратить окисление основного и присадочного материалов. Например, оловянно-свинцовый (SnPb) припой очень хорошо прикрепляется к меди, но плохо к различным оксидам меди, которые быстро образуются при температурах пайки. Флюс — это вещество, которое почти инертно при комнатной температуре, но становится сильно восстанавливающимся при повышенных температурах, предотвращая образование оксидов металлов.Во-вторых, флюс действует как смачивающий агент в процессах пайки и пайки.
Например, оловянно-свинцовый (SnPb) припой очень хорошо прикрепляется к меди, но плохо к различным оксидам меди, которые быстро образуются при температурах пайки. Флюс — это вещество, которое почти инертно при комнатной температуре, но становится сильно восстанавливающимся при повышенных температурах, предотвращая образование оксидов металлов.Во-вторых, флюс действует как смачивающий агент в процессах пайки и пайки.
Флюс должен быть правильно выбран для процесса; флюс для пайки испаряется и не действует при высоких температурах, используемых при сварке. Для пайки вручную часто используется припой «флюсовый сердечник». Припой формируется в небольшую трубку с жидким флюсом в центре. Флюс автоматически доставляется в необходимом количестве по мере использования припоя. Точно так же прутки для пайки обычно доступны с покрытием из твердого флюса.
Традиционно флюсы для пайки требовали удаления после обработки из-за их химической активности, которая в конечном итоге разрушала основной материал и приводила к ненадежному соединению. Это требовало использования спирта или других летучих растворителей, что обычно приводило к загрязнению воздуха и / или окружающей среды. Доступные в настоящее время флюсы включают водорастворимые флюсы (которые не требуют летучих органических соединений (ЛОС) для удаления) и флюсы «без очистки», которые достаточно мягкие, чтобы не требовать удаления вообще.Характеристики флюса необходимо тщательно оценить — очень мягкий флюс «без очистки» может быть вполне приемлемым для производственного оборудования, но не дает адекватных характеристик для плохо контролируемой операции ручной пайки.
Это требовало использования спирта или других летучих растворителей, что обычно приводило к загрязнению воздуха и / или окружающей среды. Доступные в настоящее время флюсы включают водорастворимые флюсы (которые не требуют летучих органических соединений (ЛОС) для удаления) и флюсы «без очистки», которые достаточно мягкие, чтобы не требовать удаления вообще.Характеристики флюса необходимо тщательно оценить — очень мягкий флюс «без очистки» может быть вполне приемлемым для производственного оборудования, но не дает адекватных характеристик для плохо контролируемой операции ручной пайки.
В некоторых современных процессах используется инертная газовая среда, которая не поддерживает окисление. Эти процессы могут устранить необходимость в потоке.
Основные методы электронной пайки
Трубка из многожильного припоя для электроники, используемая для ручной пайки.Флюс содержится в пяти жилах внутри самого припоя. Все контактные площадки и выводы устройства должны быть чистыми для хорошего смачивания и теплопередачи. Паяльник или пистолет должны быть чистыми и покрытыми припоем (предварительно покрыть их слоем), иначе компоненты могут сильно нагреться из-за плохой теплопередачи. Затем устройства должны быть правильно установлены на печатной плате. Один из способов — приподнять компоненты над поверхностью платы (на несколько миллиметров), чтобы предотвратить нагрев печатной платы во время работы схемы.После установки устройства излишки выводов можно отрезать, оставив только длину, равную радиусу площадки. Для больших устройств можно использовать пластиковые монтажные зажимы или держатели, чтобы снизить монтажное напряжение.
Паяльник или пистолет должны быть чистыми и покрытыми припоем (предварительно покрыть их слоем), иначе компоненты могут сильно нагреться из-за плохой теплопередачи. Затем устройства должны быть правильно установлены на печатной плате. Один из способов — приподнять компоненты над поверхностью платы (на несколько миллиметров), чтобы предотвратить нагрев печатной платы во время работы схемы.После установки устройства излишки выводов можно отрезать, оставив только длину, равную радиусу площадки. Для больших устройств можно использовать пластиковые монтажные зажимы или держатели, чтобы снизить монтажное напряжение.
Общие инструкции по процедуре следующие (хотя детали могут отличаться в зависимости от области применения): Радиатор проводов чувствительных устройств для предотвращения теплового повреждения. Нанесите паяльник или пистолет на контактный вывод и медную площадку, чтобы равномерно нагреть их. Наносите припой как на вывод, так и на контактную площадку, но никогда непосредственно на кончик паяльника или пистолета. При прямом контакте расплавленный припой будет стекать по пистолету, а не по стыку. Как только припой расплавится и начнет стекать, немедленно удалите припой. Пока не снимайте утюг. Оставшийся припой будет стекать по стыку вывода и контактной площадки, если на обоих нет грязи. Дайте утюгу нагреть соединение, пока припой не потечет, а затем снимите наконечник утюга. Это обеспечит хорошее прочное соединение. Выньте утюг из стыка и дайте стыку остыть. Флюс припоя останется, и его следует удалить.
При прямом контакте расплавленный припой будет стекать по пистолету, а не по стыку. Как только припой расплавится и начнет стекать, немедленно удалите припой. Пока не снимайте утюг. Оставшийся припой будет стекать по стыку вывода и контактной площадки, если на обоих нет грязи. Дайте утюгу нагреть соединение, пока припой не потечет, а затем снимите наконечник утюга. Это обеспечит хорошее прочное соединение. Выньте утюг из стыка и дайте стыку остыть. Флюс припоя останется, и его следует удалить.
Важно не перемещать стык во время его охлаждения — это приведет к поломке стыка. Кроме того, не обдувайте соединение воздухом во время его охлаждения, а дайте ему остыть естественным путем, что происходит довольно быстро. Хорошая пайка гладкая и блестящая. Контур свинца должен быть четко виден. Перед новым соединением очистите жало паяльника. Абсолютно важно, чтобы на железном наконечнике не было остаточного флюса. Излишки припоя следует удалить с жала. Этот припой на наконечнике известен как «лужение наконечника». «Это способствует теплопередаче к стыку.
«Это способствует теплопередаче к стыку.
После завершения всех стыков удалите с плиты излишки флюса, используя спирт, ацетон или другие органические растворители. Отдельные стыки можно очистить механически. Пленка флюса легко ломается с помощью небольшого кирки и ее можно сдувать сжатым воздухом. В составах припоев с водорастворимыми флюсами для удаления флюса иногда используется углекислый газ под давлением или дистиллированная вода.
Традиционный припой для электронных соединений представляет собой смесь олова и свинца 60/40 с флюсом на канифольной основе, который требует растворителей для очистки плат от флюса.
Экологическое законодательство многих стран, включая все Европейское сообщество, привело к изменению этой формулировки. Водорастворимые флюсы без канифоли все чаще используются с 1980-х годов, так что паяные платы можно мыть водой или моющими средствами на водной основе. Это исключает использование опасных растворителей в производственной среде.
Бессвинцовая пайка для электроники
Совсем недавно природоохранное законодательство специально нацелено на широкое использование свинца в электронной промышленности. Согласно Директиве Европейского Союза об отходах электрического и электронного оборудования (WEEE) и Директиве об ограничении использования опасных веществ (RoHS), свинец должен был быть исключен из электронных систем к 1 июля 2006 года, что вызвало большой интерес к бессвинцовым припоям.
Согласно Директиве Европейского Союза об отходах электрического и электронного оборудования (WEEE) и Директиве об ограничении использования опасных веществ (RoHS), свинец должен был быть исключен из электронных систем к 1 июля 2006 года, что вызвало большой интерес к бессвинцовым припоям.
В связи с этим возникло много новых технических проблем. Например, традиционные бессвинцовые припои имеют значительно более высокую температуру плавления, чем припои на основе свинца, что делает их непригодными для использования с термочувствительными электронными компонентами и их пластиковой упаковкой.Чтобы решить эту проблему, были разработаны припои с высоким содержанием серебра и без свинца с температурой плавления немного ниже, чем у традиционных припоев.
Бессвинцовая конструкция также распространилась на компоненты, контакты и разъемы. В большинстве этих булавок использовались медные оправы, а также свинец, олово, золото или другая отделка. Оловянная отделка — самая популярная из бессвинцовых покрытий. Тем не менее, это поднимает вопрос о том, что делать с усами олова, то есть с медленным ростом тонких кристаллов олова из паяного соединения.Эти усы могут образовывать перемычку, которая создает короткое замыкание спустя годы после изготовления устройства.
Тем не менее, это поднимает вопрос о том, что делать с усами олова, то есть с медленным ростом тонких кристаллов олова из паяного соединения.Эти усы могут образовывать перемычку, которая создает короткое замыкание спустя годы после изготовления устройства.
Каким-то образом нынешнее движение возвращает электронную промышленность к проблемам, решенным в 1960-х годах добавлением свинца. Ассоциация твердотельных технологий JEDEC (ранее известная как Объединенный инженерный совет по электронным устройствам) создала систему классификации, чтобы помочь производителям бессвинцовой электроники принять решение о том, какие меры они хотят принять в отношении усов, в зависимости от типа задействованного приложения.
Пайка витражей
Исторически жала паяльника были медными, помещались в жаровни. Использовался один наконечник; когда тепло передавалось от наконечника к припою (и истощал запас тепла), его помещали обратно в жаровню из древесного угля и использовали следующий наконечник.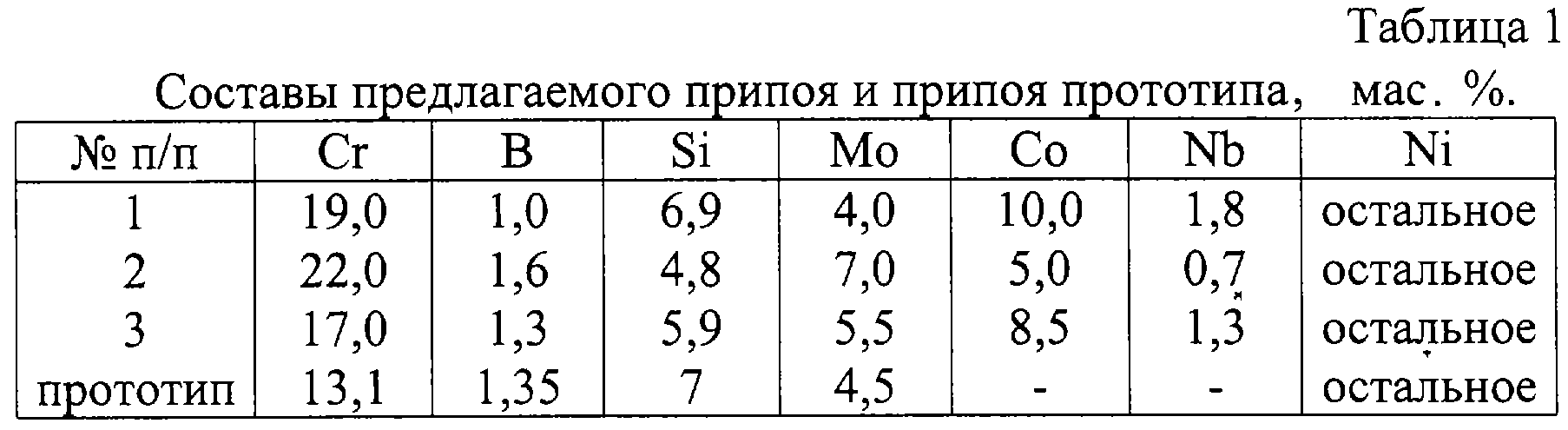
В настоящее время используются электрические паяльники; они состоят из спиральных или керамических нагревательных элементов, которые по-разному сохраняют тепло и по-разному нагревают массу, внутренних или внешних реостатов и различных номинальных мощностей, которые меняют продолжительность работы бусинки.
Обычные припои для витражей представляют собой смеси олова и свинца соответственно:
- 63/37: плавится при температуре 355–365 ° F
- 60/40: плавится при температуре 361 ° -376 ° F
- 50/50: плавится при температуре 368 ° -421 ° F Бессвинцовый припой
- (используется в ювелирных изделиях, емкостях для еды и других экологических целях): плавится около 490 ° F
Труба / механическая пайка
Иногда необходимо использовать припои с разной температурой плавления в сложных работах, чтобы избежать плавления существующего соединения при выполнении нового соединения.
Медные трубы, используемые для питьевой воды, следует паять бессвинцовым припоем, который часто содержит серебро. Свинцовый припой не допускается для большинства новых конструкций, хотя с этим типом припоя легче создать прочное соединение. Непосредственные риски, связанные с свинцовым припоем, минимальны, потому что минералы в городском водоснабжении или водопроводе почти сразу покрывают внутреннюю часть трубы, но в конечном итоге свинец попадает в окружающую среду.
Свинцовый припой не допускается для большинства новых конструкций, хотя с этим типом припоя легче создать прочное соединение. Непосредственные риски, связанные с свинцовым припоем, минимальны, потому что минералы в городском водоснабжении или водопроводе почти сразу покрывают внутреннюю часть трубы, но в конечном итоге свинец попадает в окружающую среду.
Инструменты, необходимые для пайки труб, включают паяльную лампу (обычно пропановую), проволочные щетки, подходящий припой и флюс с кислотной пастой, обычно на основе хлорида цинка.Такие флюсы никогда не следует использовать для электронных деталей или электронных инструментов, потому что они могут привести к коррозии хрупких электронных деталей.
Дефекты пайки
Дефекты пайки — это паяные соединения, которые неправильно припаяны. Эти дефекты могут возникнуть при слишком низкой температуре припоя. Когда основные металлы слишком холодные, припой не будет течь и будет «комковаться», не создавая металлургической связи. Неправильный тип припоя (например, припой электроники для механических соединений или наоборот) приведет к слабому стыку.Неправильный или отсутствующий флюс может вызвать коррозию металла в соединении. Без флюса соединение может быть не чистым. Грязный или загрязненный стык приводит к слабому сцеплению. Отсутствие припоя на стыке приведет к его выходу из строя. Избыток припоя может создать «паяльный мостик», который является коротким замыканием. Движение паяемых металлов до того, как припой остынет, приведет к тому, что припой станет зернистым, и это может вызвать ослабление соединения.
Неправильный тип припоя (например, припой электроники для механических соединений или наоборот) приведет к слабому стыку.Неправильный или отсутствующий флюс может вызвать коррозию металла в соединении. Без флюса соединение может быть не чистым. Грязный или загрязненный стык приводит к слабому сцеплению. Отсутствие припоя на стыке приведет к его выходу из строя. Избыток припоя может создать «паяльный мостик», который является коротким замыканием. Движение паяемых металлов до того, как припой остынет, приведет к тому, что припой станет зернистым, и это может вызвать ослабление соединения.
Дефекты пайки в электронике могут привести к короткому замыканию, высокому сопротивлению в соединении, прерывистым соединениям, перегреву компонентов и повреждению печатных плат.Поток, оставшийся вокруг выводов интегральных схем, приведет к утечке между выводами. Это серьезная проблема для компонентов, устанавливаемых на поверхность, и вызывает неправильную работу устройства из-за увеличения поглощения влаги.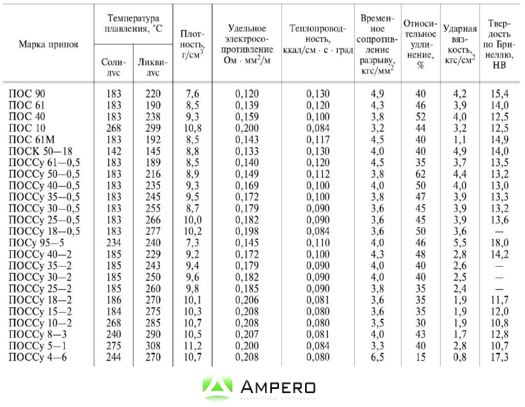 Дефекты механических соединений приводят к их разрушению и коррозии.
Дефекты механических соединений приводят к их разрушению и коррозии.
Процессы пайки
- Пайка волной
- Пайка оплавлением
- Инфракрасная пайка
- Ультразвуковая пайка
- Пайка погружением
- Печь паяльная
- Утюг для пайки
- Пайка сопротивлением
- Горелка для пайки
- Серебряная пайка / пайка
Типы припоя
Свинцовый припой
В электронике припои обычно на 60 процентов состоят из олова и на 40 процентов по массе, чтобы получить почти эвтектическую смесь (самая низкая точка плавления — ниже 190 ° C [374 ° F]).Обычно их называют Sn60 / Pb40. Эвтектическое отношение 63/37 близко соответствует интерметаллическому соединению Sn 3 Pb.
В сантехнике было использовано больше свинца. Это имело то преимущество, что сплав заставлял затвердевать медленнее, так что его можно было протирать по стыку для обеспечения водонепроницаемости. Хотя свинцовые водопроводные трубы были заменены медью, когда стало ясно, что свинец ядовит, свинцовый припой все еще использовался до 1980-х годов, потому что считалось, что количество свинца, которое могло вымыться в воду из припоя, было незначительным.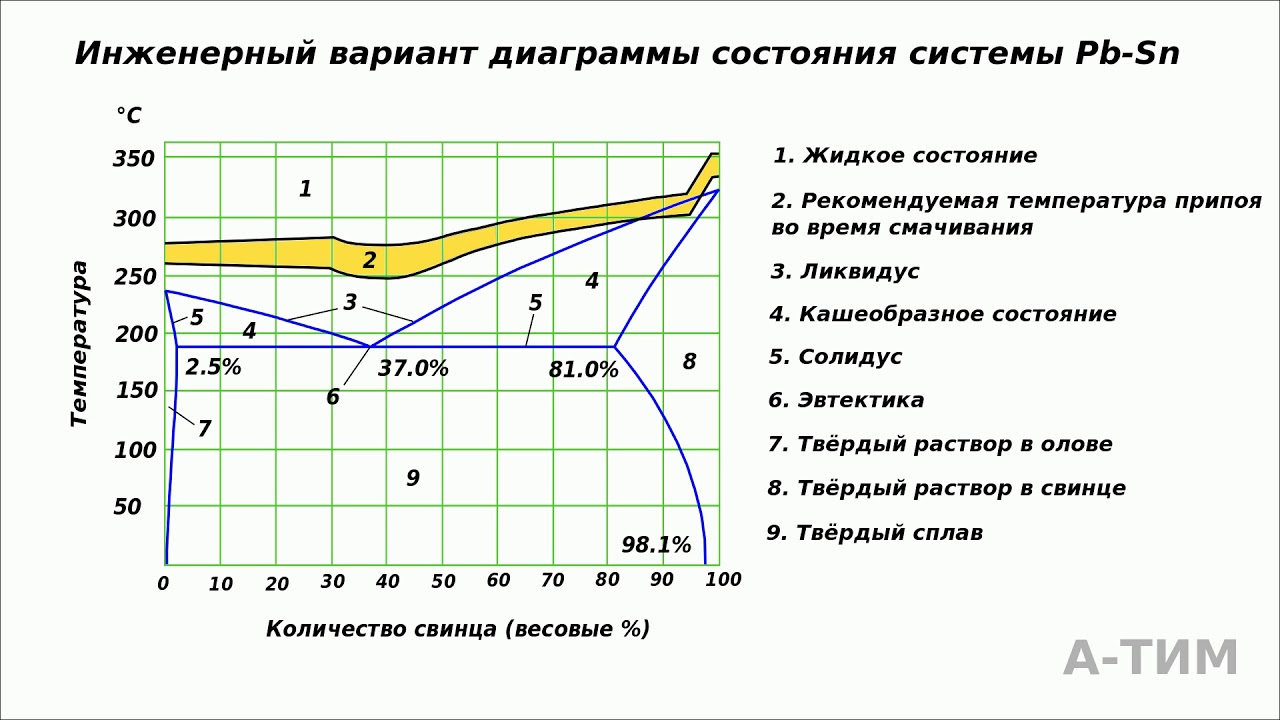 Поскольку было обнаружено, что даже небольшое количество свинца вредно для здоровья, свинец в водопроводном припое был заменен медью или сурьмой, часто добавлялось серебро, а доля олова была увеличена.
Поскольку было обнаружено, что даже небольшое количество свинца вредно для здоровья, свинец в водопроводном припое был заменен медью или сурьмой, часто добавлялось серебро, а доля олова была увеличена.
Твердый припой
Используемый для пайки, обычно представляет собой сплав медь / цинк или медь / серебро, плавящийся при более высоких температурах. Эвтектический припой имеет самую низкую температуру плавления для припоев, которая составляет 360 ° F.
При изготовлении серебряных изделий или ювелирных изделий используются специальные твердые припои, прошедшие испытания.Они содержат большую долю паяемого металла, и свинец в этих сплавах не используется. Эти припои также бывают различной твердости, известной как «эмалированная», «жесткая», «средняя» и «легкая». Эмалированный припой имеет высокую температуру плавления, близкую к температуре плавления самого материала, что предотвращает распайку стыка во время обжига в процессе эмалирования. Остальные типы припоев используются в порядке уменьшения твердости в процессе изготовления изделия, чтобы предотвратить ранее запаянный шов или распайку стыка при пайке нового стыка. Легкий припой также часто используется при ремонтных работах по той же причине. Флюс или румяна также используются для предотвращения распайки стыков.
Легкий припой также часто используется при ремонтных работах по той же причине. Флюс или румяна также используются для предотвращения распайки стыков.
Припой для сердечника из флюса
Припой часто поставляется предварительно смешанным с флюсом или используется с ним, восстанавливающим агентом, предназначенным для удаления примесей (особенно окисленных металлов) в точках контакта для улучшения электрического соединения. Для удобства припой часто изготавливают в виде полой трубки и заполняют флюсом. Большинство холодных припоев достаточно мягкие, чтобы их можно было свернуть и упаковать в виде катушек, что позволяет получить удобный и компактный пакет припоя / флюса.Двумя основными типами флюсов являются (а) кислотный флюс, используемый для ремонта металлов; и (b) канифольный флюс, используемый в электронике, который позволяет избежать коррозии паров, возникающих при нагревании кислотного флюса. Основываясь на опасениях по поводу загрязнения атмосферы и утилизации опасных отходов, электронная промышленность постепенно переходит от канифольного флюса к водорастворимому флюсу, который можно удалить с помощью деионизированной воды и моющего средства вместо углеводородных растворителей.
Припой может иногда разбрызгиваться из-за перегрева флюса или из-за контакта с водой в губке для очистки.Поэтому рекомендуется надевать защитные очки при пайке. Небольшие брызги припоя на коже болезненны, но обычно не причиняют длительного вреда. Для крупномасштабных работ может потребоваться дополнительная защитная одежда.
Припой бессвинцовый
Катушка из бессвинцовой припойной проволоки. Бессвинцовые припои содержат олово, медь, серебро, а иногда и висмут, индий, цинк, сурьму и другие металлы в различных количествах. Бессвинцовые заменители обычного припоя Sn60 / Pb40 имеют более высокие температуры плавления, что требует модернизации большинства компонентов и материалов, используемых в электронных сборках.Бессвинцовые паяные соединения могут создавать механически более слабые соединения в зависимости от условий эксплуатации и производства, что может привести к снижению надежности при использовании таких припоев. Как отмечалось выше, еще одной проблемой многих бессвинцовых припоев являются «усы олова».
- SnAgCu используются двумя третями японских производителей для пайки оплавлением и волной припоя и примерно тремя четвертями компаний для ручной пайки.
- SnAg3.0Cu0.5 (олово с 3,0% серебра и 0,5% меди) имеет температуру плавления 217–220 ° C и преимущественно используется в Японии.Это сплав, рекомендованный JEITA (Японская ассоциация производителей электроники и информационных технологий) для пайки волной и оплавлением, наряду с альтернативами SnCu для пайки волной припоя и SnAg и SnZnBi для пайки оплавлением.
- SnAg3,5Cu0,7 — еще один широко используемый сплав с температурой плавления 217-218 ° C.
- SnAg3,5Cu0,9 с температурой плавления 217 ° C определено Национальным институтом стандартов и технологий (NIST) как действительно эвтектическое.
- SnAg3.8Cu0.7, с температурой плавления 217-218 ° C, предпочитается европейским консорциумом IDEALS для пайки оплавлением.
- SnAg3.8Cu0.7Sb0.25 предпочитается европейским консорциумом IDEALS для пайки волной припоя.
- SnAg3.9Cu0.6 с температурой плавления 217-223 ° C рекомендован консорциумом США NEMI (Национальная инициатива по производству электроники) для пайки оплавлением.
- SnCu0.7 с температурой плавления 227 ° C — это дешевая альтернатива пайке волной припоя, рекомендованная консорциумом NEMI.
- SnZn9 с температурой плавления 199 ° C — более дешевый сплав, но он склонен к коррозии и окислению.
- SnZn8Bi3, с температурой плавления 191-198 ° C, также подвержен коррозии и окислению из-за содержания в нем цинка.
- SnSb5, олово с 5-процентным содержанием сурьмы, является отраслевым стандартом сантехники США. Температура плавления 232-240 ° C. Обладает хорошей стойкостью к термической усталости и хорошей прочностью на сдвиг.
- SnAg2,5Cu0,8Sb0,5 плавится при 217–225 ° C и запатентовано альянсом AIM.
- SnIn8.0Ag3.5Bi0.5 плавится при 197-208 ° C и запатентовано Matsushita / Panasonic.
- SnBi57Ag1 плавится при температуре 137–139 ° C и запатентован Motorola.
- SnBi58 плавится при 138 ° C.
- SnIn52 плавится при 118 ° C и подходит для случаев, когда необходима низкотемпературная пайка.

Различные элементы припоя выполняют разные функции:
- Серебро обеспечивает механическую прочность, но имеет худшую пластичность, чем свинец. В отсутствие свинца улучшает сопротивление усталости от термических циклов.
- Медь снижает температуру плавления, повышает сопротивление усталости при термическом цикле и улучшает смачивающие свойства расплавленного припоя. Это также замедляет скорость растворения меди на плате и выводах деталей в жидком припое.
- Висмут значительно снижает температуру плавления и улучшает смачиваемость. В присутствии свинца и олова висмут образует кристаллы Sn16Pb32Bi52 с температурой плавления всего 95 ° C, который диффундирует по границам зерен и может вызвать разрушение соединения при относительно низких температурах.Загрязненная свинцом деталь большой мощности может отсоединяться под нагрузкой при пайке висмутсодержащим припоем.
- Индий снижает температуру плавления и улучшает пластичность. В присутствии свинца он образует тройное соединение, которое претерпевает фазовый переход при 114 ° C.
- Цинк снижает температуру плавления и является недорогим. Однако он очень подвержен коррозии и окислению на воздухе. Поэтому цинкосодержащие сплавы не подходят для пайки волной, а у цинксодержащих паяльных паст более короткий срок хранения, чем у не содержащих цинка.
- Сурьма добавлена для увеличения прочности, не влияя на смачиваемость.
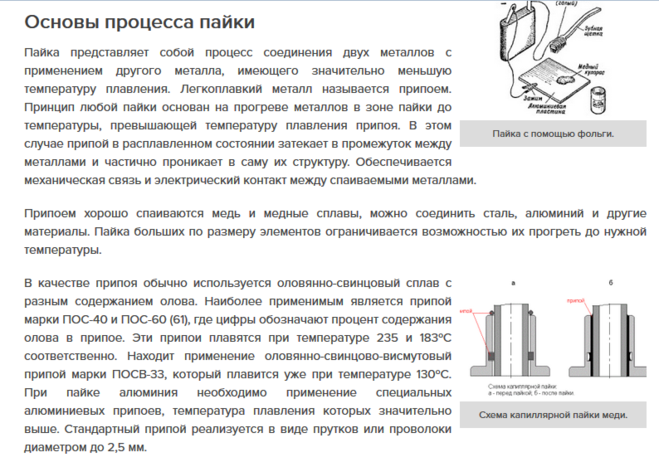
Удаление припоя
Припои можно удалить с помощью вакуумного плунжера (справа) и паяльника.В электронике, распайка — это удаление припоя и компонентов из схемы для поиска и устранения неисправностей и ремонта. Электронные компоненты часто устанавливаются на печатной плате, и обычно желательно избегать повреждения печатной платы, окружающих компонентов и удаляемого компонента.
Были разработаны специальные инструменты, материалы и методы, помогающие в процессе распайки.
Инструменты и материалы для демонтажа включают:
- Плетение для удаления припоя
- Тепловые пушки
- Плунжеры вакуумные (присоски для припоя)
- Сплавы для удаления
- Флюсы для снятия
- Вакуумный и напорный насосы со специальными наконечниками и соплами нагревателя
Распайка и повторная пайка
Из-за растворения основных металлов в припое его нельзя использовать повторно.Как только способность припоя растворять основной металл будет достигнута, припой не будет должным образом сцепляться с основным металлом, и результатом обычно будет холодное паяное соединение с твердым и хрупким кристаллическим видом. Хорошей практикой является удаление припоя из стыка перед пайкой — можно использовать фитили для распайки или оборудование для вакуумной распайки. Фитили для демонтажа содержат большое количество флюса, который снимет загрязнения с медных проводов и любых имеющихся выводов устройства. В результате останется яркий, блестящий и чистый стык, который нужно перепаять.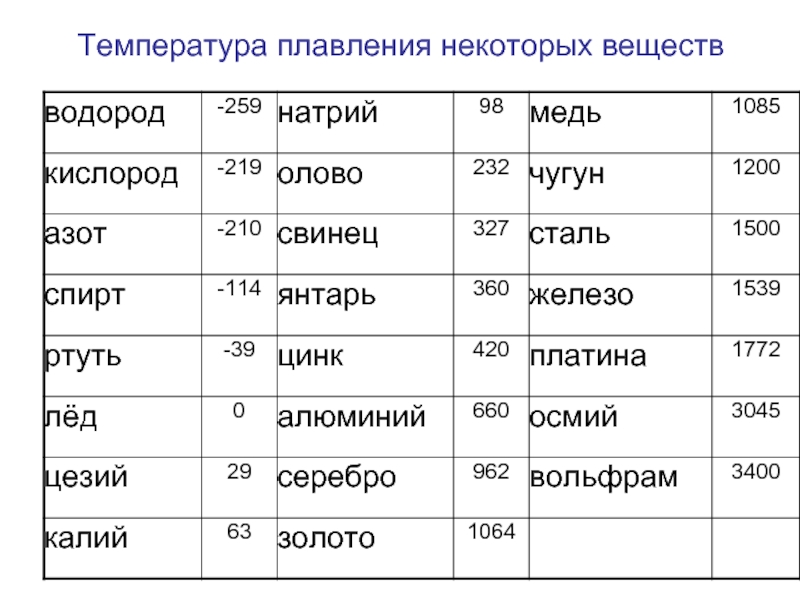
Более низкая температура плавления припоя означает, что он может расплавиться от основного металла, оставляя его в основном неповрежденным, хотя внешний слой будет «луженым» припоем. Останется флюс, который легко удалить абразивными или химическими способами. Этот луженый слой позволяет припою течь в новое соединение, в результате чего получается новое соединение, а также заставляет новый припой течь очень быстро и легко.
См. Также
Банкноты
- ↑ Эвтектический сплав состоит из смеси компонентов с относительно высокой температурой замерзания или плавления.Неэвтектический сплав демонстрирует пластичный диапазон плавления.
Список литературы
- Арес, Хосе Антонио. 2006. Металл: методы формовки, ковки и пайки . Образовательная серия Бэррона. ISBN 0764158961
- Манко, Ховард Х. 2001. Припои и пайка . McGraw-Hill Professional. ISBN 0071344179
- Смит, Х. Тед. 2003. Качественная ручная пайка и ремонт печатных плат . Томсон Делмар Обучение. ISBN 1401851894
 Томсон Делмар Обучение. ISBN 1401851894
Томсон Делмар Обучение. ISBN 1401851894Внешние ссылки
Все ссылки получены 16 ноября 2019 г.
кредитов
Энциклопедия Нового Света Писатели и редакторы переписали и завершили статью Википедия в соответствии со стандартами New World Encyclopedia . Эта статья соответствует условиям лицензии Creative Commons CC-by-sa 3.0 (CC-by-sa), которая может использоваться и распространяться с указанием авторства. Кредит предоставляется в соответствии с условиями этой лицензии, которая может ссылаться как на участников Энциклопедии Нового Света, участников, так и на самоотверженных добровольцев Фонда Викимедиа.Чтобы процитировать эту статью, щелкните здесь, чтобы просмотреть список допустимых форматов цитирования. История более ранних публикаций википедистов доступна исследователям здесь:
История этой статьи с момента ее импорта в New World Encyclopedia :
Примечание. Некоторые ограничения могут применяться к использованию отдельных изображений, на которые распространяется отдельная лицензия.
Как паять медь | HowStuffWorks
Припой — это металл или металлический сплав, который в расплавленном состоянии используется для соединения металлических поверхностей [источник: Merriam-Webster].Пайка работает за счет капиллярного действия. Когда труба и фитинг нагреваются, паяльный материал касается стыка. Тепло плавит паяльный материал, и под действием капиллярности материал всасывается в стык, герметизируя его. После остывания паяльного материала образуется герметичное соединение, соединяющее трубку и фитинг. При пайке меди вы должны убедиться, что паяльный материал имеет более низкую температуру плавления, чем медь, иначе трубка расплавится раньше, чем припой [источник: Solder Wire].
Вот что вам понадобится для пайки меди:
- Пропановая горелка
- Паяльная проволока
- Наждачная бумага
- Медная труба
- Флюс
- Медный фитинг
Вот что вы делаете:
- Обрежьте трубу Отрежьте трубу до нужной длины. Поскольку медь — мягкий металл, ее можно разрезать труборезом.Если труба побольше, может понадобиться ножовка.
- Очистите трубу Важно очистить трубу от ржавчины. Протрите наждачной бумагой конец трубы и внутреннюю часть трубы.
- Нанесите флюс Нанесите толстый слой флюса (жидкого металла) на внутреннюю часть фитинга, к которой будет припаяна трубка, и на внешнюю сторону трубки. Поместите фитинг на конец трубки и поверните его так, чтобы флюс распространился равномерно.
- Нагрейте и припаяйте трубку. Оставьте фитинг на медной трубке.Нагрейте соединение прямым теплом от пропановой горелки в течение примерно 20 секунд. Когда вы считаете, что соединение достигло нужной температуры, коснитесь паяльной проволокой соединения. Припой расплавится и попадет в стык между трубкой и фитингом. Когда вы видите, как расплавленный припой льется и капает, вы понимаете, что пора остановиться.
- Протрите стык Дайте стыку немного остыть. Сложите влажную тряпку несколько раз, чтобы не обжечь руку, и сотрите излишки припоя с стыка, пока стык еще немного горячий.Убедитесь, что соединение плотно [источник: медь].
 Поскольку медь — мягкий металл, ее можно разрезать труборезом.Если труба побольше, может понадобиться ножовка.
Поскольку медь — мягкий металл, ее можно разрезать труборезом.Если труба побольше, может понадобиться ножовка.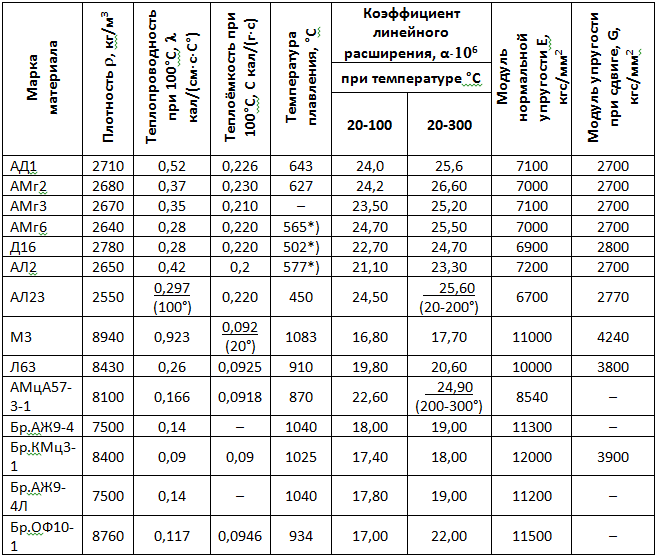 Сложите влажную тряпку несколько раз, чтобы не обжечь руку, и сотрите излишки припоя с стыка, пока стык еще немного горячий.Убедитесь, что соединение плотно [источник: медь].
Сложите влажную тряпку несколько раз, чтобы не обжечь руку, и сотрите излишки припоя с стыка, пока стык еще немного горячий.Убедитесь, что соединение плотно [источник: медь].карат для изготовления ювелирных изделий
Большинство украшений состоит из нескольких компонентов, которые соединяются и собираются пайкой. Во многих странах нормативы регулируют каратность золотых припоев, используемых для изготовления ювелирных изделий, и, за некоторыми исключениями, сплавы золотых припоев должны быть того же карата, что и ювелирные изделия. Одна из проблем при производстве припоев — обеспечить хорошее соответствие цвета собираемым украшениям.
К счастью, можно изготавливать припои из золота в каратах от 8 до 22 карат во всем диапазоне цветов (включая белый), и они коммерчески доступны в различных формах.
С технической точки зрения припои из каратного золота для ювелирных изделий представляют собой твердые припои или припои, поскольку они плавятся при температуре выше 450 ° C. Требование к припоям состоит в том, чтобы их температура плавления (температура ликвидуса) была, по крайней мере, на 20 ° C ниже температуры солидуса паяемого каратного золота.Основной металл при пайке не плавится.
Требование к припоям состоит в том, чтобы их температура плавления (температура ликвидуса) была, по крайней мере, на 20 ° C ниже температуры солидуса паяемого каратного золота.Основной металл при пайке не плавится.
На практике, для каждого карата и цвета может быть разработан ряд припоев с различными диапазонами плавления, чтобы обеспечить «ступенчатую» пайку. Это сделано для того, чтобы избежать опасности переплавления ранее выполненных паяных соединений при выполнении следующей операции пайки. Их обычно называют «твердыми», «средними» и «легкими», причем их интервалы плавления уменьшаются, так что легкие сорта имеют самый низкий диапазон плавления.При небольшом весе может быть доступен «сверхлегкий» сплав, который полезен для ремонта сломанных украшений.
Составы припоев
Большинство припоев основаны на цветных сплавах золото-серебро-медь с добавками металлов с низкой температурой плавления, таких как цинк, кадмий, олово и индий, для снижения диапазона плавления. Эти добавки будут иметь тенденцию к побелению припоя, поэтому обычно для компенсации необходимо увеличить содержание меди. Припои из белого золота основаны на композициях белого золота с аналогичными легкоплавкими добавками для уменьшения диапазона плавления.
Кадмий традиционно используется в припоях для ювелирных изделий, поскольку он обеспечивает хорошую текучесть расплава, а также снижает диапазон плавления. К сожалению, теперь известно, что кадмий представляет собой серьезную проблему токсичности. Он имеет низкую температуру плавления 321 ° C, кипит при 767 ° C и имеет высокое давление пара. Это означает, что при расплавлении припоя он легко выкипает и образует пар, который вступает в реакцию с воздухом с образованием ядовитого дыма оксида кадмия. Воздействие этого дыма может вызвать долгосрочные проблемы со здоровьем у работников ювелирной промышленности, включая переработчиков металлолома.Это включает повреждение легких, почек и крови. Кадмий накапливается в организме, и во многих странах действуют правила, ограничивающие воздействие кадмия. Хотя в мастерской всегда должны быть хорошие системы вентиляции и вытяжки, выброс кадмия в атмосферу вызывает загрязнение окружающей среды и может попасть в пищевую цепочку.
Спонсором Ганоксина является Кадмий традиционно использовался в припоях для ювелирных изделий, поскольку он обеспечивает хорошую текучесть расплава, а также снижает диапазон плавления.К сожалению, теперь известно, что кадмий представляет собой серьезную проблему токсичности. Он имеет низкую температуру плавления 321 ° C, кипит при 767 ° C и имеет высокое давление пара. Это означает, что при расплавлении припоя он легко выкипает и образует пар, который вступает в реакцию с воздухом с образованием ядовитого дыма оксида кадмия. Воздействие этого дыма может вызвать долгосрочные проблемы со здоровьем у работников ювелирной промышленности, включая переработчиков металлолома. Это включает повреждение легких, почек и крови. Кадмий накапливается в организме, и во многих странах действуют правила, ограничивающие воздействие кадмия.Хотя в мастерской всегда должны быть хорошие системы вентиляции и вытяжки, выброс кадмия в атмосферу вызывает загрязнение окружающей среды и может попасть в пищевую цепочку.Некоторые правительства запретили использование кадмия в припоях или наложили строгие ограничения на его использование в мастерских. Таким образом, многие ювелиры теперь используют припои, не содержащие кадмия. Для них может потребоваться небольшая корректировка техники пайки, поскольку они будут «ощущаться» по-другому. Некоторые примеры припоев приведены в следующих таблицах:
Типичный кадмий — припои из желтого золота 9 карат
Золото, | Серебро, | Медь | Цинк, | Кадмий, | Диапазон плавления, | |
extra easy | 38,5 | (22) * | (19) * | |||
(18) * | 620-690 | |||||
easy | 38.5 | (30) | (19) | (2,5) | (11) | 650-720 | (37) | (18) | (2) | (5,5) | 735-755 |
02 | 02 29) | (28) | (5.5) | — | 755 — 795 |
* (X) указывает приблизительные суммы. Фактические количества являются собственными сплавами. Диапазон плавления типичного желтого литейного сплава 9 карат составляет 880–900 ° C. Также доступны не содержащие кадмия припои из золота 9 карат.
Золотые припои 10 и 14 карат без кадмия
Золото, | Серебро | Медь | Олово | Индий | Диапазон плавления ° C | ||||||||
10ct easy | 41.67 | 27,10 | 20,90 | 5,33 | 2,50 | 2,50 | 680–730 07 | 680–730 03 | 6|||||
22,18 | 4,25 | 2,50 | — | 743 — 763 | |||||||||
| 9608 10ct жесткое67 | 33,25 | 23,85 | 1,23 | — | — | 777-79523 | 623 | 613,0 | 11,75 | – | 2,50 | 685–728 | |
| 9600003 14ct33 | 17,50 | 15,67 | 6,0 | 2,50 | — | 757-774 03 | 6757-774 03 | 620,0 | 18,17 | 3,50 | — | — | 795 — 807 |
c.