Температура плавления меди и удельная теплоемкость металла.
Медь и ее свойства.
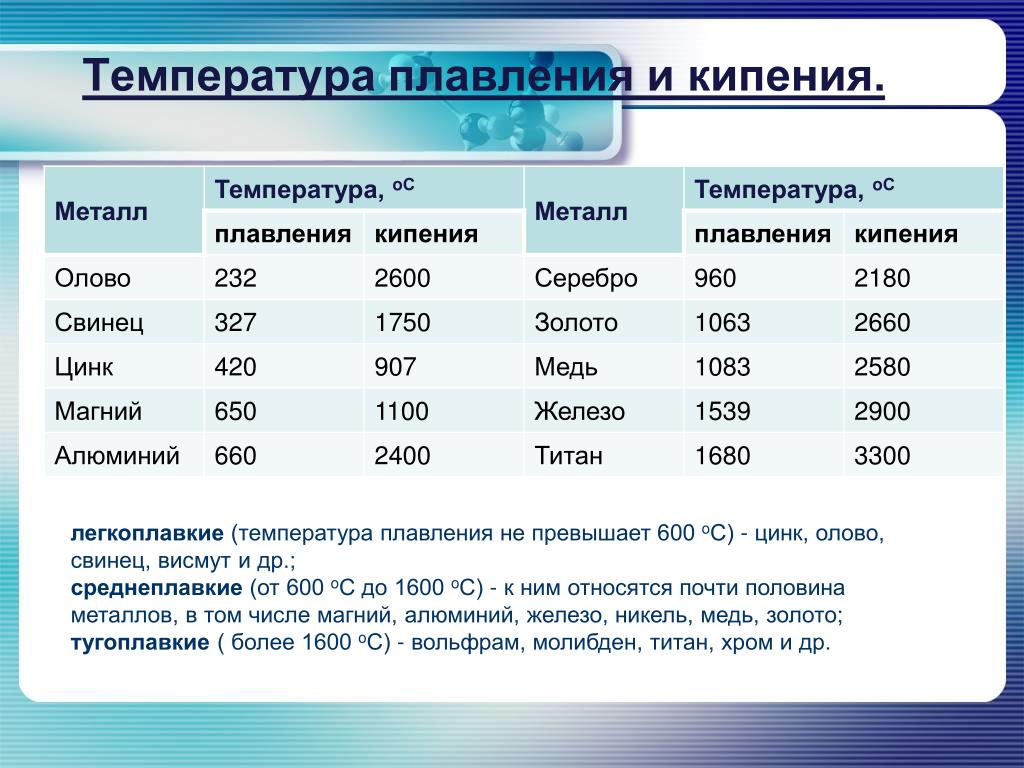
Относительно невысокая температура плавления меди позволила древним людям использовать этот металл для своих нужд одним из самых первых. Железная руда попадалась им чаще, но выплавить из нее железо было труднее. Причина в том, что плавится медь при температуре 1083 °С, а железо — при 1539 °C.
Медь — не самый распространенный элемент среди полезных ископаемых, занимает она 23 место среди наиболее востребованных в промышленности элементов. Обычно добывается в виде сульфидных руд и их разновидностей: колчедана, малахитовой руды и медного блеска.
В виде самородков медь встречается крайне редко, их самые большие месторождения находятся в Чили.
В России и Казахстане встречаются медные месторождения в виде осадочных пород — медистых песчаников и сланцев.
Немного истории
Исследования историков позволяют сделать вывод, что медные орудия труда применялись на Ближнем Востоке еще в начале 4 в.
По другим данным, впервые медь начали добывать в это же время на Кипре, отсюда и ее латинское название Cuprum. Медь стала основным металлом для производства орудий труда, охоты, предметов домашней утвари.
Медь широко используется с незапамятных времен.
Еще древние люди заметили, что если к медной руде добавить олово или цинк, то плавиться смесь начнет при более низкой температуре. Поэтому медный расплав можно было получить прямо на костре.
Наши предки чаще использовали малахитовую руду. Ее не нужно было обжигать. Руду смешивали с углями, помещали в глиняный сосуд и опускали в вырытую в земле яму. Затем смесь в сосуде поджигали. Во время горения выделялся угарный газ, который, являясь катализатором, восстанавливал руду до металла.
Физические характеристики меди
Удельная теплоемкость меди составляет 390 Дж/кг. Это означает, что для нагревания 1 кг меди на 1 °С потребуется 390 Дж энергии.
Для сравнения:
- удельная теплоемкость железа – 460 Дж/кг*К;
- удельная теплоемкость стали – 500 Дж/кг*К;
- удельная теплоемкость чугуна – 540 Дж/кг*К.
Поэтому медь при прочих равных условиях нагревается быстрее, энергии требуется меньше.
Удельная теплота плавления меди – 210 кДж/кг. Эта величина означает, что для плавления 1 кг меди требуется 210 кДж энергии.
Для сравнения:
- удельная теплота плавления железа – 270 Дж/кг*К;
- удельная теплота плавления стали – 84 Дж/кг*К;
- удельная теплота плавления чугуна – 96–140 Дж/кг*К.

Для плавки меди требуется меньше энергии, чем для такой же массы железа.
Относительно низкие температура плавления и удельная теплоемкость позволили древним людям использовать медь намного шире, чем железо или другие металлы.
Как расплавить медь в домашних условиях
Медь имеет невысокую температуру плавления, что позволяет плавить ее в домашних условиях.
Иногда и в наше время возникает необходимость получить в домашних условиях медный расплав. Для этого можно воспользоваться несколькими способами.
- Если имеется муфельная печь, медные детали нужно положить в тигель и поместить его в печь. В процессе плавления следует наблюдать за образованием оксидной пленки. Ее нужно убирать при помощи стального крючка. Оксидная пленка, если ее не убрать, сделает расплав некачественным.
- Медные детали можно расплавить автогеном, удаляя оксидную пленку.
- Если оксидная пленка образуется интенсивно, поверхность расплава можно присыпать измельченным древесным углем.
- Самые легкоплавкие медные сплавы — некоторые виды бронзы и латунь можно плавить обычной паяльной лампой.
- Лучшего результата можно добиться, соорудив небольшой горн. Стальную решетку нужно положить на кирпичи, чтобы снизу был доступ воздуха. На решетку насыпать слой древесных углей и поджечь. На угли кладется тигель с медными деталями. Чтобы повысить температуру горения, нужно увеличить приток воздуха. Делается это с помощью электрического вентилятора или пылесоса, работающего на выдув воздуха.

Ферротитан
Одним из наиболее важных направлений в современной черной металлургии является не наращивание объема производства материалов, как это было ранее, а повышение качества выпускаемой продукции при сравнительно невысоких темпах увеличения объема производства. То есть приоритетным является производство конструкционных материалов с меньшей металлоемкостью, но с высоким значением механических свойств, что достигается путем введения в сплав различных легирующих элементов.
Ферротитан — это легирующий сплав титана и железа, где минимальное содержание титана по массе – 20%, а максимальное – 75%. Ферротитан получаются путем переплава или восстановления. Стоит отметить, что сплав может иметь в своем составе алюминий, медь, кремний и некоторые примеси, но в небольших количествах. Ферротитан бывает нескольких марок, каждая из которых различна по наличию примесей: ФТи25, ФТи70С05, ФТи30, ФТи70С08, ФТи70С1, ФТи70С05Сн03, ФТи57С7 и ФТи35С8.
Ферротитан наиболее распространен в сталелитейной промышленности. Он используется для раскислений и легирования сталей. Благодаря тем свойствам, которыми сплав обладает, продукция становится очень устойчивой к коррозии, поэтому нередко ферротитан применяется для производства нержавеющей стали.
Кроме того, сплав применяется при выплавке наиболее ответственных конструкционных сталей с целью конечного раскисления и дегазации. Применяется ферротитани для изготовления сварочных электродов.
Ферротитан входит в группу ферросплавов, которые используются для легирования и раскисления стали. Ферротитан содержит до 35 или более 60 % титана, 1-7 % аллюминия, 1-4,5 % кремния, до 3 % меди, остальное составляет железо и его примеси.
Ферротитан используется в широком производстве для стали легирования, ее дегазации и раскисления. Стали, которые содержат ферротитан, отличаются повышенными механическими свойствами. Ферротитан связывает углерод в карбид титана. За счет этого и проявления своих свойств в жароупорных и нержавеющих сталях, улучшается свариваемость стали и ее сопротивляемость коррозии.
Ферротитан может содержать от 20 до 75% титана. В состав сплава входит железо, за счет которого снижается температура плавления и облегчается усвоение более тугоплавкого титана.
Ферротитан – это промежуточный сплав. Он используется при производстве нержавеющей стали. При добавлении в сталь ферротитана она начинает приобретать особые свойства и становится устойчивой к коррозии. При легировании тонны стали необходим совсем небольшой расход титана около 0,5-2%.
Получают ферротитан двумя способами. Первый — внепечной алюминотермический способ — это плавление ильменитового концентрата и титановых отходов. В этом случае получается низкопроцентный ферротитан. Второй способ — это сплавление в электрической печи железных и титановых отходов, получается высокопроцентный ферротитан.
Ферротитан — это ферросплав, основным компонентом которого является титан. Другие химические элементы — алюминий, кремний, углерод, фосфор, сера, медь, вольфрам, молибден, олово, а для марки ФТи70С08 также марганец и хром, присутствуют в ферротитане в небольших концентрациях, предельное значение которых для каждой из марок материала определяются требованиями ГОСТ 4761-91.
Согласно предусмотренному государственным стандартом сортаменту, выделяют шесть основных марок ферротитана, содержание титана в которых может изменяться в пределах от 28 до 75%. Существует также деление на фракции в зависимости от величины частиц ферротитана. Минимальный размер — до 3,2мм, максимальный размер — 50-200мм. Поставка ферротитана потребителям может осуществляться в кусках, вес которых не превышает 15 килограммов.
Применяется ферротитан в металлургической промышленности в качестве присадки для дегазации и раскисления стали, в качестве легирующего элемента. Титан способен связывать углерод в карбид титана, что увеличивает коррозионную устойчивость и свариваемость сталей. Используют ферротитан и для изготовления сварочных электродов, а также в производстве жаропрочных и нержавеющих сталей. Обработанные титаном стали приобретают улучшенные механические характеристики.
Ферротитан – сплав титана с железом, используемый в качестве добавки при производстве стали.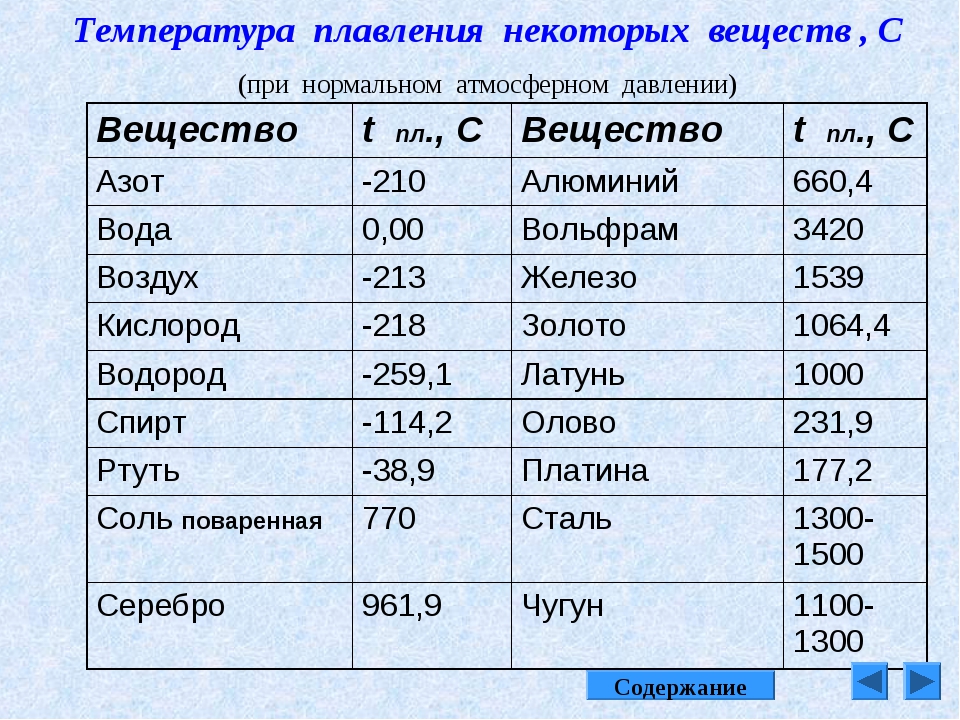 Екатеринбург не испытывает сегодня дефицита в поставщиках ферротитана. Чьей продукции стоит отдать предпочтение? Что необходимо учесть при выборе поставщика?
Екатеринбург не испытывает сегодня дефицита в поставщиках ферротитана. Чьей продукции стоит отдать предпочтение? Что необходимо учесть при выборе поставщика?
Благодаря стремительному развитию металлургического производства, современная сталелитейная промышленность выпускает всё более совершенные виды продукции. Для лучшего «усвоения полезных добавок» стальным расплавом в современной металлургии практикуется применение ферросплавов.
Назначение ферротитана
Сплав ферротитан имеет следующий состав: Титан – до 40 или более 65%; Алюминий – 1–7%; Кремний – 1–4,5%; Медь – до 3%; Железо и примеси – остальная часть.
Алюминий, кремний и медь в составе – нежелательные, но неизбежные компоненты. Сплав, содержащий 20-40% титана, получают из ильменитового концентрата алюминотермическим способом. Алюминий здесь служит восстановителем железа и титана из оксидов обогащённой титаномагнетитовой руды. Ферротитан с содержанием Ti 65-78% вырабатывают путём сплавления в индукционных печах титановой губки или титановых отходов со стальным ломом.
Цели использования ферротитана
Ферротитан применяется в металлургии для раскисления и легирования сталей, а также в производстве сварочных электродов и деталей с особыми требованиями к качеству.
Задействование титана в процессе производства нержавеющих и жароупорных сталей позволяет получить титановый карбид, в котором улучшающие свойства углерода проявляются наиболее полно. В результате значительно возрастает показатель свариваемости и сопротивляемости коррозии сплавов.
Титан – весьма тугоплавкий металл, поэтому добавление его в стальную ванну в чистом виде требует высоких затрат энергии и большого расхода шихтовых материалов.
Применение промежуточного сплава – ферротитана – в получении легированных сталей даёт значительные преимущества:
Сокращение времени выплавки. Снижение энергоёмкости процесса. Экономия материалов, задействованных в производстве. Повышение качества конечной продукции.
Ферротитан – сплав, состоящий из титана (20-78%), железа и незначительного количества примесей.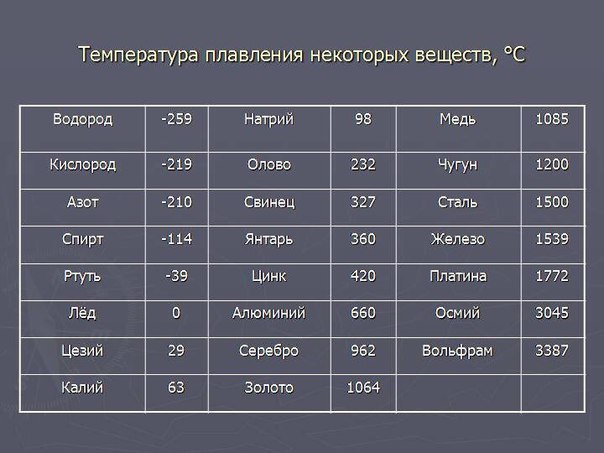 Сплав, содержащий 20-40% Ti выплавляют в основном алюминотермическим процессом, восстанавливая алюминием основные составляющие сплава — титан и железо — из оксидов концентрата титаномагнетитовых руд (ильменитового концентрата). Такие сплавы содержат в соответствии с отечественными стандартами 20-40% Ti, < 0,2% С, 1-12% Si, <3% Сu, от 6 до 18-25% AI. Медь, алюминий и кремний — нежелательные, но неизбежные примеси.
Сплав, содержащий 20-40% Ti выплавляют в основном алюминотермическим процессом, восстанавливая алюминием основные составляющие сплава — титан и железо — из оксидов концентрата титаномагнетитовых руд (ильменитового концентрата). Такие сплавы содержат в соответствии с отечественными стандартами 20-40% Ti, < 0,2% С, 1-12% Si, <3% Сu, от 6 до 18-25% AI. Медь, алюминий и кремний — нежелательные, но неизбежные примеси.
Сплавы, содержащие 65-78% Ti, получают сплавлением титановых отходов или титановой губки со стальным ломом в индукционных печах.
Ферротитан находит себе применение при легировании сталей, особенно в случае изготовления ответственных деталей, а также производстве сварочных электродов. Железо, входящее в состав ферротитана, снижает температуру плавления, что облегчает усвоение более тугоплавкого титана.
При производстве жароупорных и нержавеющих сталей титан связывает углерод в карбид титана, что улучшает свариваемость и сопротивляемость коррозии. Также ферротитан является промежуточным сплавом, который используют для производства нержавеющей стали.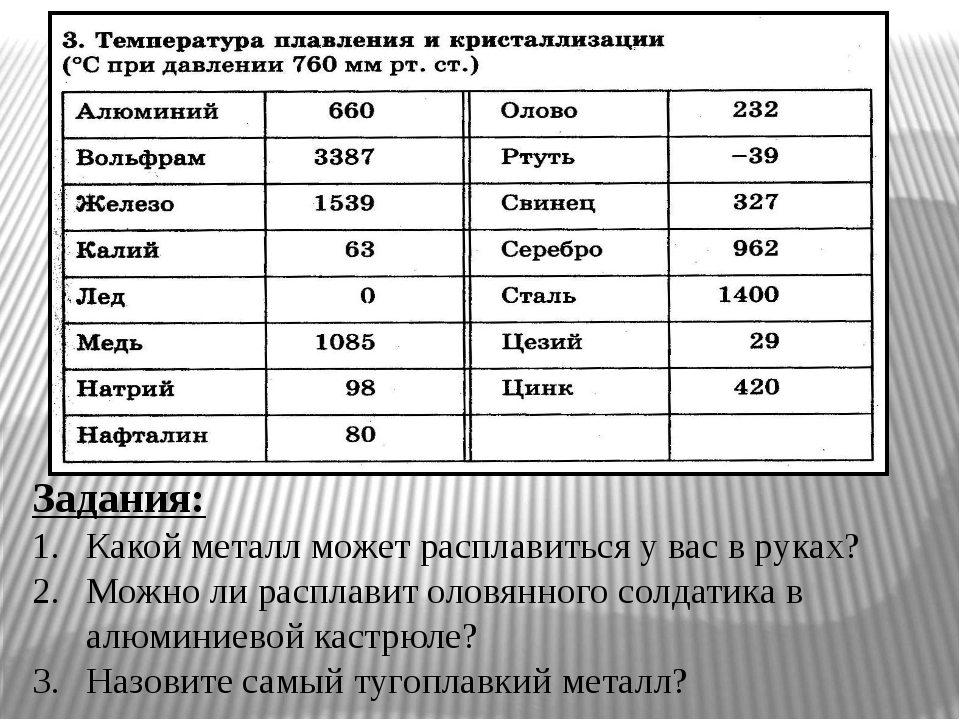 Сталь с добавлением титана приобретает особые свойства по устойчивости к коррозии.
Сталь с добавлением титана приобретает особые свойства по устойчивости к коррозии.
Куски ферротитана не должны содержать шлаков, быть загрязнены песком и другими материалами, как на поверхности, так и в изломе. Допускаются лишь наличие окисной плёнки и следы противопригарных материалов.
Оружейная сталь — как изготавливают мечи, ножи, клинки
Знаете, как иберийские оружейники во II веке до нашей эры проверяли качество своих мечей – серповидных клинков? Древнегреческий инженер и математик Филон Византийский описал один из процессов испытания. Оружие клали плашмя человеку на голову и сгибали на обе стороны до тех пор, пока те не касались плеч. После руки отводили и клинок, если, конечно же, сталь была безупречной, принимал свою прежнюю форму. Невероятной гибкостью меча и его прочностью восхищались даже самые умелые мастера.
Ковали такие клинки или, как их еще называли, фалькаты в единичных экземплярах. Все из-за сложности процесса изготовления. Достигали гибкости металла путем изменения содержания углерода. Исследователи утверждают, что в районе лезвия, где сталь должна быть высокой твердости, содержание углерода было наибольшим – 0,4%, а в центре клинка – 0%. Именно это и позволяло мечу оставаться одновременно твердым и эластичным. Но к такому мастерству обработки стали для холодного оружия пришли не сразу.
Исследователи утверждают, что в районе лезвия, где сталь должна быть высокой твердости, содержание углерода было наибольшим – 0,4%, а в центре клинка – 0%. Именно это и позволяло мечу оставаться одновременно твердым и эластичным. Но к такому мастерству обработки стали для холодного оружия пришли не сразу.
Закалка стали в средние века: от меди к железу
Изначально металлом для изготовления мечей и ножей была медь. Это достаточно мягкий металл: плохо держит форму и остроту лезвия. Поэтому медь вскоре вытеснил более прочный сплав меди и олова – бронза. Но и такое оружие было несовершенным, к тому же дорогостоящим. Поэтому кузнецы искали новые решения.
Железо научились обрабатывать позже. Почему? Во-первых, медь и бронза хорошо поддаются холодной ковке, а железо нужно было ковать в раскаленном состоянии. Во-вторых, где взять сырье? В Японии, к примеру, железный век начался только в VII столетии новой эры: земля была бедна металлами. В Европе – гораздо раньше.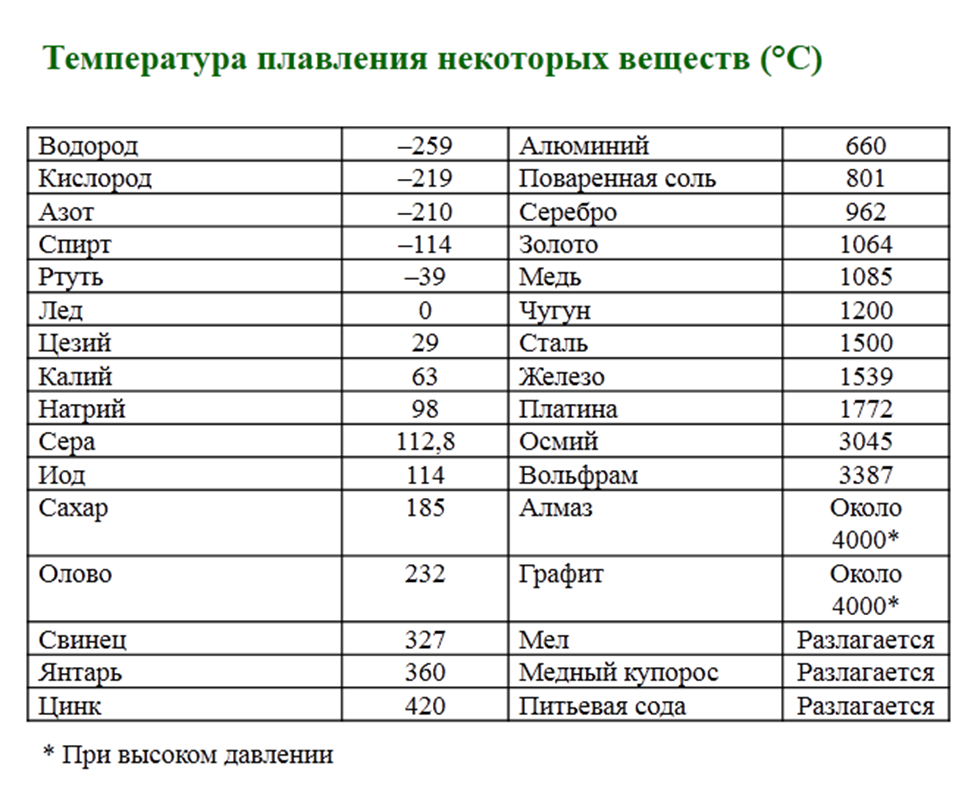 Еще до нашей эры тут нашли залежи железной руды. Впервые железо стали использовать для изготовления оружия в Азии, в XII веке до нашей эры.
Еще до нашей эры тут нашли залежи железной руды. Впервые железо стали использовать для изготовления оружия в Азии, в XII веке до нашей эры.
Как делали мечи из железа
Что же такое сталь? Это сплав железа с углеродом. Благодаря последнему ее можно закаливать.
Сталь для меча куют при температуре от 850°С до 1300°C. Но если сейчас производство позволяет автоматически контролировать температурный режим и выдерживать время закалки, то как с этим справлялись в древности, чтобы ковать мечи? Не поверите, температуру определяли на глаз – по цвету накала металла.
К примеру, вишневый оттенок означает, что температура плавления стали достигает 800°С, темно-желтый – свыше 1000°С, ослепительно белый – более 1250°С.
Мастера следили и за температурой отпуска металла. Здесь также есть свои нюансы и цветовая градация. Состав оружейной стали в разные времена был разным.
Позже в сталь для изготовления сабли и меча начали добавлять различные добавки – хром, молибден, ванадий, кобальт, вольфрам, никель… Они улучшают свойства готового материала и текстуру оружейной стали, и изделия становятся более прочными и твердыми.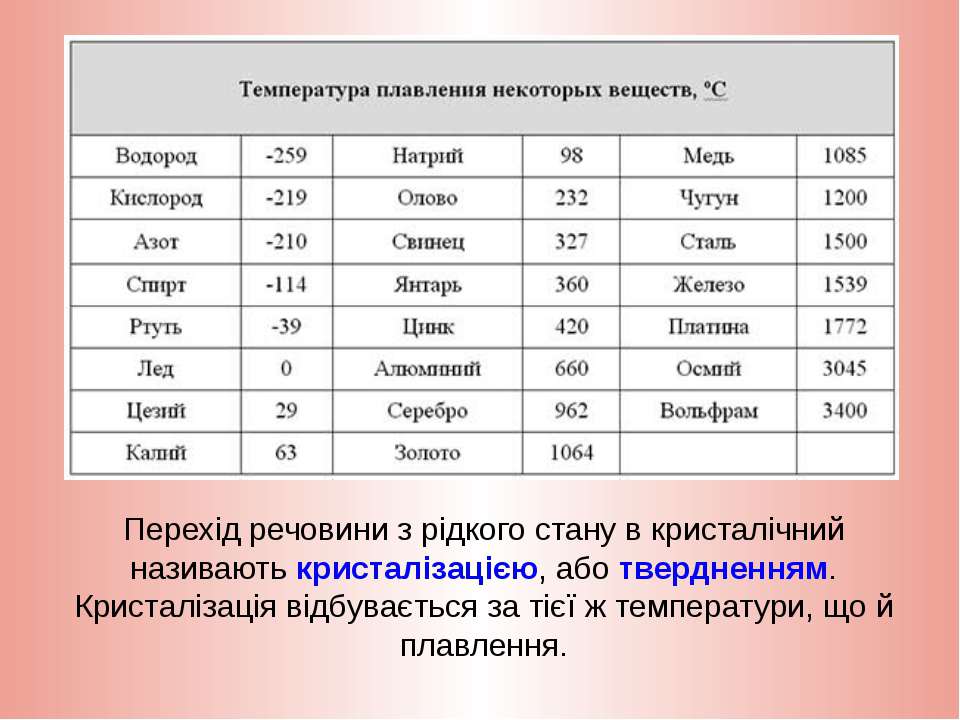
Хром делает сталь устойчивой к коррозии, молибден препятствует ломкости, вольфрам повышает твердость, ванадий усиливает прочность, а кобальт – режущие свойства. Главная задача при изготовлении сплава – найти оптимальное сочетание элементов. Эти знания нам доступны сегодня, а мастера кузнечного дела добивались выплавки идеального оружия методом проб и ошибок.
Они следили за тем, как сталь реагирует на изменение температуры во время ковки клинка. Если ее разогреть и охладить медленно, – металл получится мягким. Охладить быстро, погрузив в холодную воду, – приобретет небывалую твердость. Недокалить – сломается. Сложно? Еще бы!
Дамаск и булат: история изготовления клинка
Наверняка вы слышали о дамасской стали, о булатных мечах. Об этом оружии веками слагали легенды, а технологию ковки клинка держали в тайне. Но вопрос в другом. Как вообще первым металлургам без современных знаний пришла мысль соединить воедино слои мягкой и твердой стали для изготовления этих клинков? Что получили? Такой себе «бутерброд» – многослойную заготовку.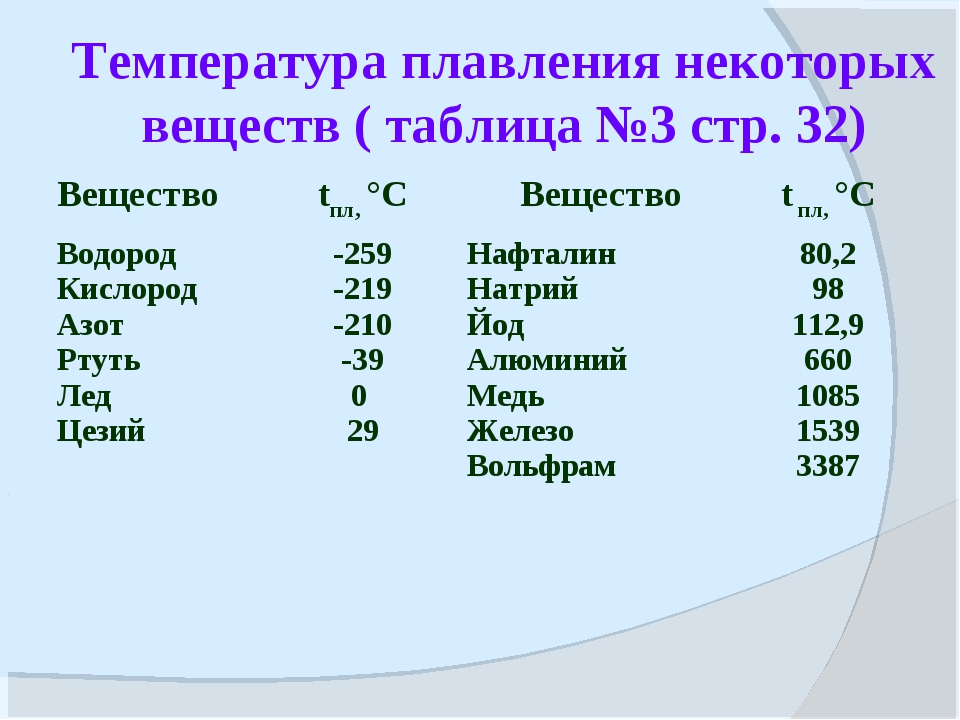 Металл для ножей проковывали, складывали, вновь проковывали, повторяли эти действия до тех пор, пока количество слоев металла не достигало одной тысячи, а то и выше. В итоге оружие становилось твердым и упругим одновременно. Далее металл для клинков полировали, и на нем проступали характерные для дамасской стали разводы – результат многослойности. Красиво? Очень.
Металл для ножей проковывали, складывали, вновь проковывали, повторяли эти действия до тех пор, пока количество слоев металла не достигало одной тысячи, а то и выше. В итоге оружие становилось твердым и упругим одновременно. Далее металл для клинков полировали, и на нем проступали характерные для дамасской стали разводы – результат многослойности. Красиво? Очень.
Булат получали иначе – за основу брали высокоуглеродистую сталь. Это был практически чугун, который сохранял способность к ковке. При плавке в него добавляли частицы низкоуглеродистого металла, которые, охлаждаясь, придавали оружию отличные режущие свойства.
Оружейная сталь: настоящие дни
Тысячелетиями в мире производили из металла оружие: мечи, клинки, ножи… Технологии совершенствовались, и ныне металлурги уже пришли к так называемой порошковой высокоуглеродистой легированной стали. В основном эту сталь используют для изготовления армейских, рыбацких либо охотничьих ножей. Они пользуются спросом, поскольку максимально остры и хорошо держат заточку. Плюс такой технологии – металл для оружия легко обрабатывать, и не остается отходов: остатки всегда можно переработать в порошок и возобновить цикл.
Они пользуются спросом, поскольку максимально остры и хорошо держат заточку. Плюс такой технологии – металл для оружия легко обрабатывать, и не остается отходов: остатки всегда можно переработать в порошок и возобновить цикл.
К слову, именно к безотходности стремится вся современная металлургия. А еще – к чистоте производства. Итак, в оружии нет волшебной силы, скорее наоборот… Его сила убийственна, но при этом нельзя рассматривать меч, клинок либо нож исключительно в этом контексте. Эволюция оружия неразрывно связана с прогрессом в металлургии. С чего начинали? С пластичной меди, из которой благодаря одной ковке получали тонкие и острые лезвия. К чему пришли? К химическим элементам в качестве добавок… к порошковой стали, а еще – к оптимизации и автоматизации производства. Что будет дальше? Поверьте, металлурги смогут нас удивить. И вопрос не в скорости, а в направлении.
О свойствах металлов
О свойствах металлов
- Подробности
- Категория: Металл
О свойствах металлов
С незапамятных времен человек познакомился с семеркой металлов: железом, медью, серебром, оловом, золотом, ртутью и свинцом. Два из них — золото и серебро — за красоту и стойкость стали называться благородными. К другим металлам отношение было не менее почтительное. Известны периоды в истории человечества, когда железо ценилось дороже золота. Но главное достоинство так называемых простых металлов в том, что эти великие труженики сыграли решающую роль в развитии цивилизации. В средневековой Европе каждому металлу, входящему в замечательную семерку, была посвящена одна из крупнейших планет.
Два из них — золото и серебро — за красоту и стойкость стали называться благородными. К другим металлам отношение было не менее почтительное. Известны периоды в истории человечества, когда железо ценилось дороже золота. Но главное достоинство так называемых простых металлов в том, что эти великие труженики сыграли решающую роль в развитии цивилизации. В средневековой Европе каждому металлу, входящему в замечательную семерку, была посвящена одна из крупнейших планет.
Меди была посвящена Венера, железу — Марс, серебру — Селена (Луна), золоту — Гелиос (Солнце), олову — Юпитер, свинцу — Сатурн и ртути — Меркурий.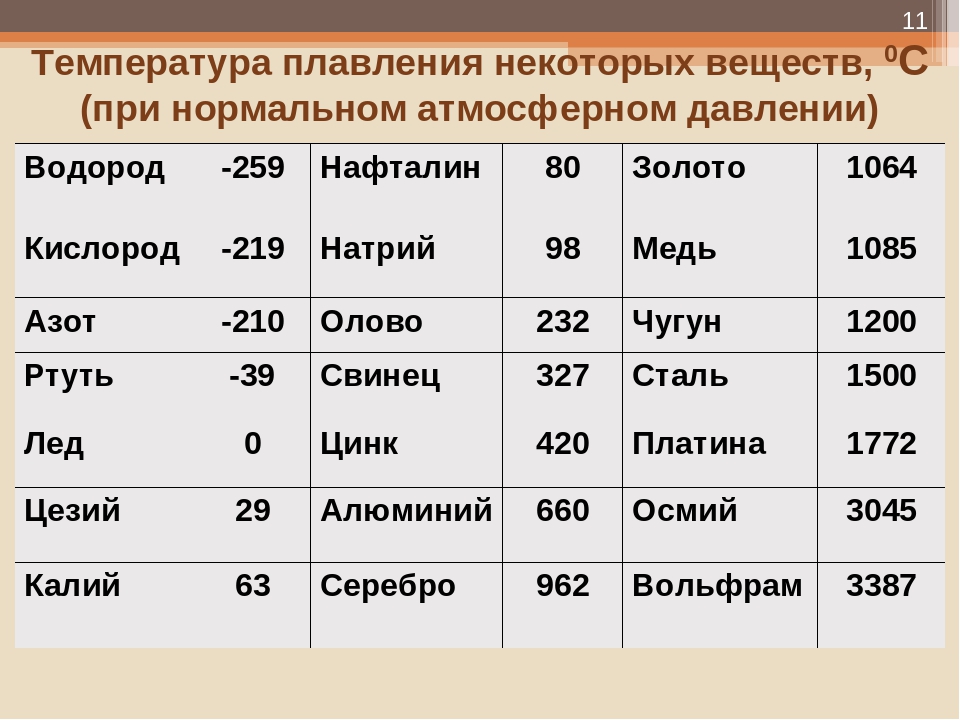 История развития искусств и ремесел тесно связана именно с семью металлами. Пройдя долгий путь из глубокой древности до наших дней, они не утратили своего значения и сегодня. Хотя уже открыто почти 60 видов металлов, старые металлы по-прежнему остаются незаменимым материалом в скульптуре, декоративно прикладном искусстве и ювелирном деле. Из простых, сравнительно молодых металлов такое же большое значение имеют алюминий и цинк, ставшие популярными у современных мастеров, занимающихся художественной обработкой металла.
История развития искусств и ремесел тесно связана именно с семью металлами. Пройдя долгий путь из глубокой древности до наших дней, они не утратили своего значения и сегодня. Хотя уже открыто почти 60 видов металлов, старые металлы по-прежнему остаются незаменимым материалом в скульптуре, декоративно прикладном искусстве и ювелирном деле. Из простых, сравнительно молодых металлов такое же большое значение имеют алюминий и цинк, ставшие популярными у современных мастеров, занимающихся художественной обработкой металла.
Каждый металл имеет свою биографию, в которой подчас подлинные исторические факты тесно переплетаются с мифами и легендами, а реальные свойства — с суеверными представлениями.
По мере освоения различных металлов человек пристально присматривался к ним, вольно или невольно изучая их свойства, которые учитывал при изготовлении орудий труда, оружия, посуды, культовой скульптуры, украшений и многого другого. Заблуждаясь или подчас делая открытия, люди создали сложную символику металлов. Металл вошел в народные пословицы и поговорки как символ твердости и красоты.
Заблуждаясь или подчас делая открытия, люди создали сложную символику металлов. Металл вошел в народные пословицы и поговорки как символ твердости и красоты.
Постоянно имея в быту дело с предметами из металла, современный человек использует самые разнообразные их свойства: выдавить без особых усилий зубную пасту из тюбика можно только благодаря пластичности алюминия; заточить карандаш — благодаря твердости стали, из которой сделано лезвие перочинного ножа. Принцип работы английской булавки и канцелярской скрепки основан на упругости металла.
В быту довольно часто приходится сталкиваться и с коррозией металла. При влажном воздухе окисляются посуда, ювелирные украшения и другие металлические предметы. Не вольно приходится осваивать азы химической обработки металлов, учитывая их теплопроводность.
Топор, тесло, железко (резец рубанка) и полотно пилы, стамеска и токарный резец изготавливаются из инструментальной стали, которая при соответствующей обработке приобретает свойства, необходимые для каждого инструмента.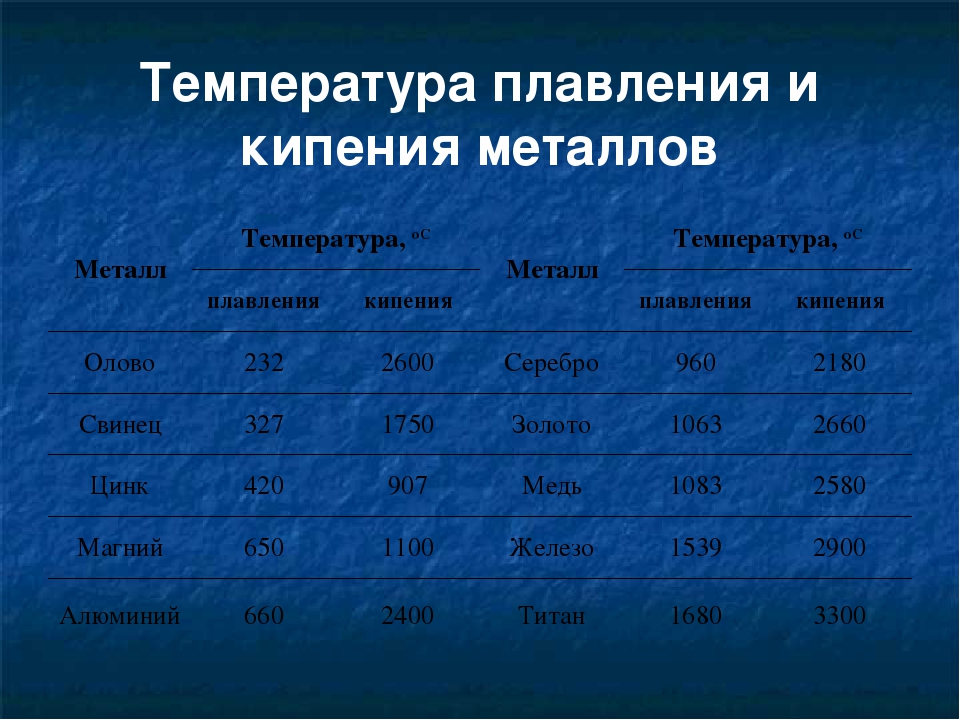 Чтобы режущая часть инструментов долго оставалась острой, как можно меньше тупилась, сталь подбирают твердую, прочную, износостойкую. Мастеру-древоделу время от времени приходится заниматься заточкой инструментов, то есть обработкой металлов резанием. Дело в том, что каждая частица абразива с острым ребром представляет собой, по сути дела, маленький резец, который снимает с поверхности металлического инструмента очень тонкую стружку. Даже печник, имеющий дело, казалось бы, только с кирпичом и глиной, вынужден проделывать кое-какие операции с металлом. Когда дело доходит до того, чтобы крепить в печи приборы (дверцы, вьюшки, заслонки), требуется мягкая, но прочная проволока. И вот тогда печник, подобно кузнецу, отжигает на огне моток тонкой стальной проволоки, после чего она становится мягкой и податливой. Суть же отжига заключается в снятии внутрикристаллического напряжения, которое возникло в металле в процессе изготовления проволоки на заводе. И еще одну операцию проделывает с металлом печник.
Чтобы режущая часть инструментов долго оставалась острой, как можно меньше тупилась, сталь подбирают твердую, прочную, износостойкую. Мастеру-древоделу время от времени приходится заниматься заточкой инструментов, то есть обработкой металлов резанием. Дело в том, что каждая частица абразива с острым ребром представляет собой, по сути дела, маленький резец, который снимает с поверхности металлического инструмента очень тонкую стружку. Даже печник, имеющий дело, казалось бы, только с кирпичом и глиной, вынужден проделывать кое-какие операции с металлом. Когда дело доходит до того, чтобы крепить в печи приборы (дверцы, вьюшки, заслонки), требуется мягкая, но прочная проволока. И вот тогда печник, подобно кузнецу, отжигает на огне моток тонкой стальной проволоки, после чего она становится мягкой и податливой. Суть же отжига заключается в снятии внутрикристаллического напряжения, которое возникло в металле в процессе изготовления проволоки на заводе. И еще одну операцию проделывает с металлом печник.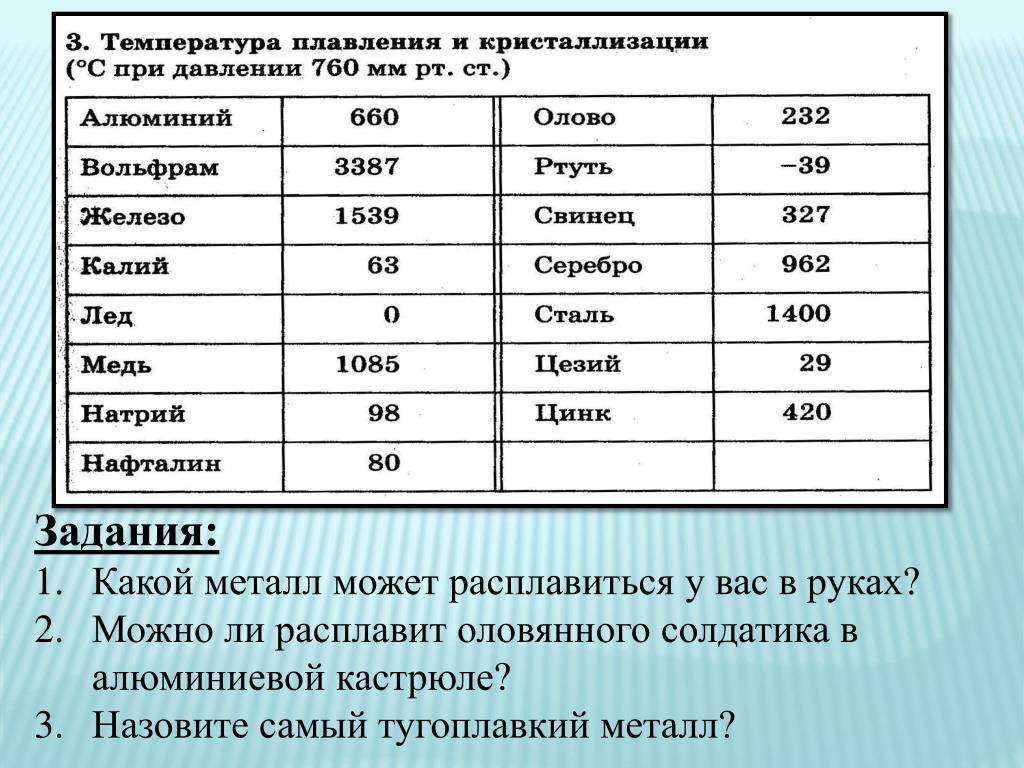 Затапливая только что сложенную печь, он обязательно сыплет на чугунную плиту поваренную соль. Это дает гарантию, что чугун не треснет от резкого перепада температуры.
Затапливая только что сложенную печь, он обязательно сыплет на чугунную плиту поваренную соль. Это дает гарантию, что чугун не треснет от резкого перепада температуры.
Каждый специалист отбирает для своей работы металлы, имеющие определенные свойства. Машиностроитель стремится использовать для создания машин прочный, легкий, износостойкий металл. Специалист по радио- и электроаппаратуре обязательно обращает внимание на его электропроводность. Кузнецу необходимо, чтобы металл при ковке имел высокую пластичность. Литейщик прежде всего обращает внимание на жидкотекучесть и температуру плавления металла.
Художнику, использующему металл как материал для творчества, приходится учитывать многие его свойства. Вместе с тем он особое внимание уделяет цвету, отражательной особенности металла, декоративной отделке. Ведь от этого во многом зависит внешний вид художественного изделия.
Знание свойств металла позволяет художнику найти наиболее приемлемые способы его обработки, раскрывающие с наибольшей пол нотой заложенные в нем декоративные возможности.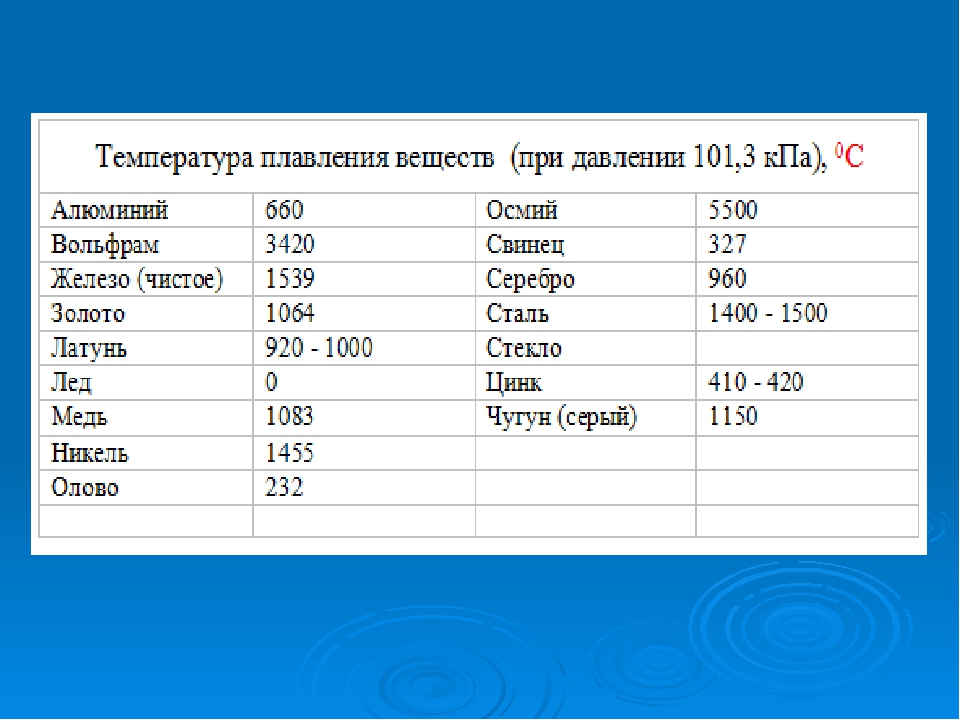 О таком художнике говорят, что он чувствует мате риал. Художник, работающий в области декоративно-прикладного искусства, преобразует в произведения искусств окружающий нас предметный мир.
О таком художнике говорят, что он чувствует мате риал. Художник, работающий в области декоративно-прикладного искусства, преобразует в произведения искусств окружающий нас предметный мир.
Свойства металлов подразделяются на физические, механические, химические и технологические.
Основные физические свойства:
плотность
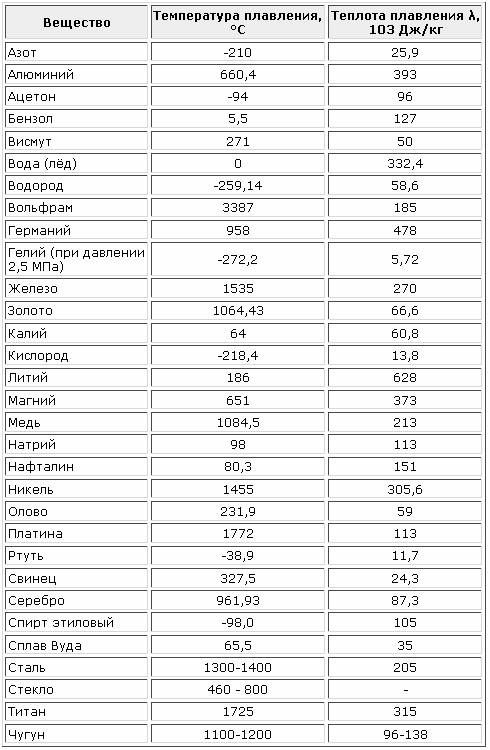
температура плавления
теплопроводность
тепловое расширение
удельная теплоемкость
электропроводность
отражательная способность
Основные механические свойства:
прочность
пластичность
вязкость
упругость
твердость
Основные технологические свойства:
ковкость
жидкотекучесть
свариваемость
обрабатываемость резанием
коррозийная стойкость
износостойкость
В повседневной жизни довольно часто встречаются выражения «стальной цвет», «бронзовый загар», «медная кожа», «свинцовые тучи». Они указывают на определенный цвет, присущий каждому металлу. В металлургии принято делить металлы на цветные и черные. Для художника все металлы цветные. Порой один металл отличается от другого еле уловимыми оттенками, как, например, сталь, цинк, алюминий, свинец.
Они указывают на определенный цвет, присущий каждому металлу. В металлургии принято делить металлы на цветные и черные. Для художника все металлы цветные. Порой один металл отличается от другого еле уловимыми оттенками, как, например, сталь, цинк, алюминий, свинец.
В Древнем Египте железо называли небесным металлом, и не только потому, что приходилось использовать метеоритное железо, которое в буквальном смысле слова падало с неба. Глаз древнего художника хорошо различал синеватую окраску металла, окраску, напоминающую цвет неба. Поэтому железные предметы изображали синим цветом. В фольклоре русского народа железо и его сплав — сталь — тоже имеют синий цвет. В старинных загадках стальная игла «синенька, маленька по городу скачет, всех людей красит» или «синенька синичка весь белый свет одела».
В современном химическом энциклопедическом словаре в некоторых случаях подчеркиваются цветовые оттенки металлов. Если серебро — белый металл, то олово — серебристо-белый, свинец — синевато-серый. Глаз художника улавливает легкую зелень в окраске цинка и едва заметную желтизну алюминия, особенно в сравнении со сталью. Медь имеет четко выраженный розовато-красный цвет. Древние китайцы называли его «цветом осени». Чистое золото окрашено в яркий желтый цвет. Окраска эта преобладает в осеннем пейзаже России. Недаром один из самых живописных осенних периодов называют у нас «золотой осенью». Хотя сплавы на медной основе — латунь и бронза — тоже желтого цвета, но они быстро покрываются патиной, имеющей приятный буро-оливковый цвет. Так называемая благородная патина — одна из характерных особенностей бронзы.
Глаз художника улавливает легкую зелень в окраске цинка и едва заметную желтизну алюминия, особенно в сравнении со сталью. Медь имеет четко выраженный розовато-красный цвет. Древние китайцы называли его «цветом осени». Чистое золото окрашено в яркий желтый цвет. Окраска эта преобладает в осеннем пейзаже России. Недаром один из самых живописных осенних периодов называют у нас «золотой осенью». Хотя сплавы на медной основе — латунь и бронза — тоже желтого цвета, но они быстро покрываются патиной, имеющей приятный буро-оливковый цвет. Так называемая благородная патина — одна из характерных особенностей бронзы.
Цвет металла имеет важное значение в декоративных изделиях.
В зависимости от художественных задач, которые собирается решить мастер, он иногда подчеркивает естественную окраску металла, полируя его и затем покрывая тонким слоем лака, предохраняющим металл от окисления. В иных случаях художник наносит патину на поверхность металла, выявляя его природный цвет лишь в отдельных местах.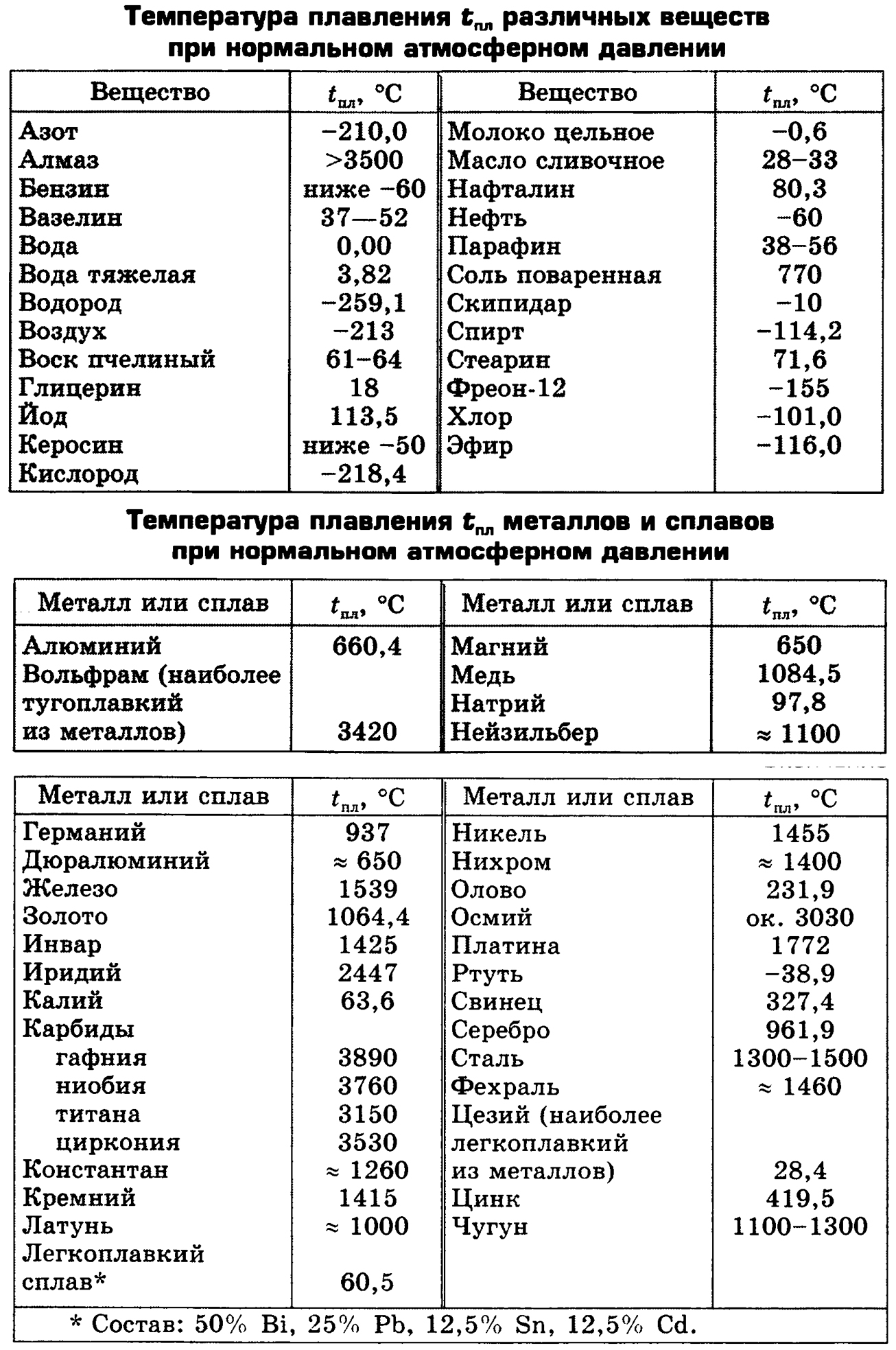 Так поступают при декоративной отделке литого и чеканного рельефа.
Так поступают при декоративной отделке литого и чеканного рельефа.
Выбирая металлы и их сплавы для работы, художник должен учитывать и характер изображения.
Известно, что медь, латунь и бронза имеют теплый оттенок, в то время как сталь, алюминий, цинк — холодный. Исходя из этого, скажем: чеканку по мотивам зимней природы пред почтительнее изготовить из металла с холодным оттенком, например алюминия. Умело подобранный цвет металла может намного усилить выразительность произведения декоративно-прикладного искусства.
На разнице, окраски металлов основывается инкрустация, апплике (аппликация) и наводка. При инкрустации в металл врезают кусочки другого металла, контрастного по цвету. Такова насечка золотом по железу. Сущность техники апплике заключается в накладывании на украшаемую поверхность разноцветных металлических накладок.
Наводка, по сути дела, — это аппликация на меди очень тонкими слоями золота и серебра, нанесенными с помощью амальгамы.
Если отлить кубики из различных металлов со стороной 1 см, а затем взвесить, то можно узнать плотность каждого из этих металлов. После такого взвешивания выяснится, что золотой кубик будет в два раза тяжелее медного, в три раза — оловянного, в семь раз — алюминиевого. Кубики из различных металлов уже давно взвешены с высокой точностью, и плотность любого металла можно узнать из справочной таблицы.
Плотность металла учитывается при самых различных обстоятельствах. Скажем, никому в голову не придет сделать рыболовное грузило из алюминия, имеющего, как известно, низкую плотность. В то же время легкий алюминиевый котелок в походе более удобен, чем сделанный из меди, чугуна, стали. По той же причине алюминий широко применяется в авиастроении. Сравнительно небольшой вес чеканных и литых рельефов из алюминия упрощает их монтаж при декоративном оформлении архитектурных сооружений.
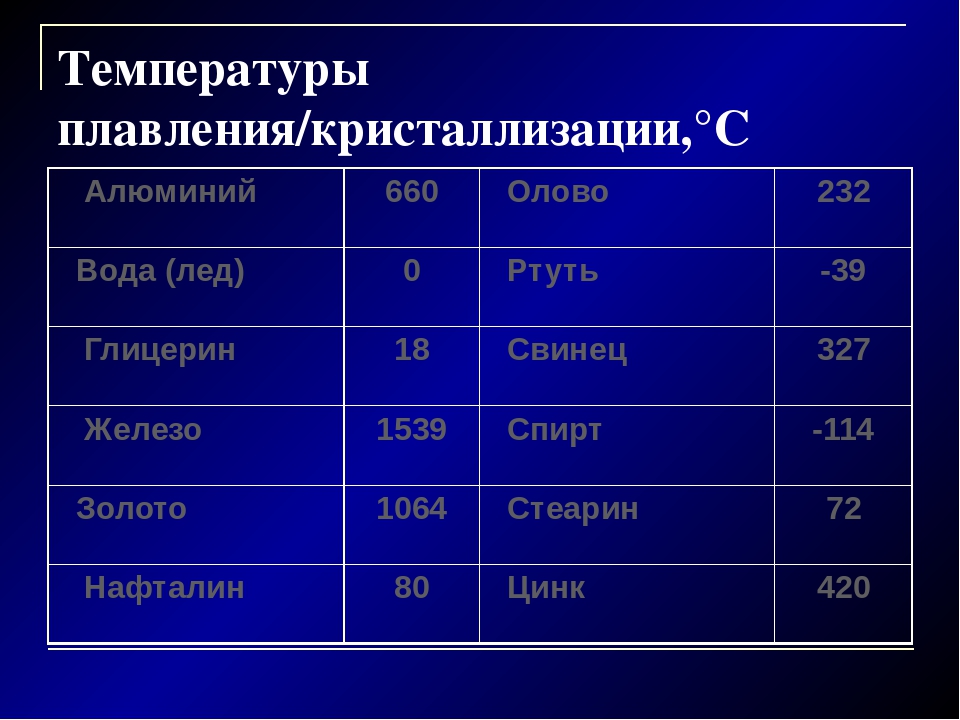
Металл, представляющий собой кристаллическое вещество, при определенной температуре становится текучим, то есть плавится.
Одни металлы плавятся при низкой температуре. Их легко расплавить в обычной металлической ложке, расположив ее над горящей свечой. К таким металлам относятся олово и свинец. Другие металлы плавятся при высокой температуре в специальных печах. Высокая температура плавления у меди и особенно у железа.
При введении в тугоплавкие металлы определенных добавок температура плавления понижается.
Сталь, чугун, бронза, латунь — сплавы на железной и медной основе — плавятся при более низкой температуре, чем чистые металлы.
Чтобы нагреть медь до точки плавления, требуется в десять раз больше тепла, чем для того, чтобы расплавить свинец. Медь и свинец имеют различную удельную теплоемкость. Она определяется количеством теплоты, необходимой для нагревания на ГС одного кило грамма металла.
Все металлы имеют хорошую теплопроводность, но есть такие, у которых она особенно высока. Высокая теплопроводность у золота, серебра, меди и более низкая у железа, олова, алюминия. Высокая теплопроводность может играть как положительную, так и отрицательную роль.
Высокая теплопроводность может играть как положительную, так и отрицательную роль.
Хорошая теплопроводность необходима металлической кухонной посуде, так как она способствует быстрому нагреву пищи. Но в то же время ручки посуды нагреваются настолько сильно, что до них невозможно дотронуться. Чтобы изолировать горячий металл, применяют материалы, имеющие низкую теплопроводность. По этой причине ручки чайников, самоваров, сковородников делают из древесины или специальной пластмассы.
Древесина применяется как изолирующий материал для рукояток различных инструментов, металлические части которых нагреваются в процессе работы (всевозможные кузнечные инструменты), а также для тех, которые требуют специального нагрева (паяльники, штампы и накатки для выжигания).
На одной из выставок в Берлине, проходившей в 1927 году, посетители могли увидеть и потрогать руками ручки кастрюли, в которой кипела обычная вода. На вид ручки были совершенно одинаковыми, но до одной нельзя было дотронуться, другая же была чуть-чуть теплой.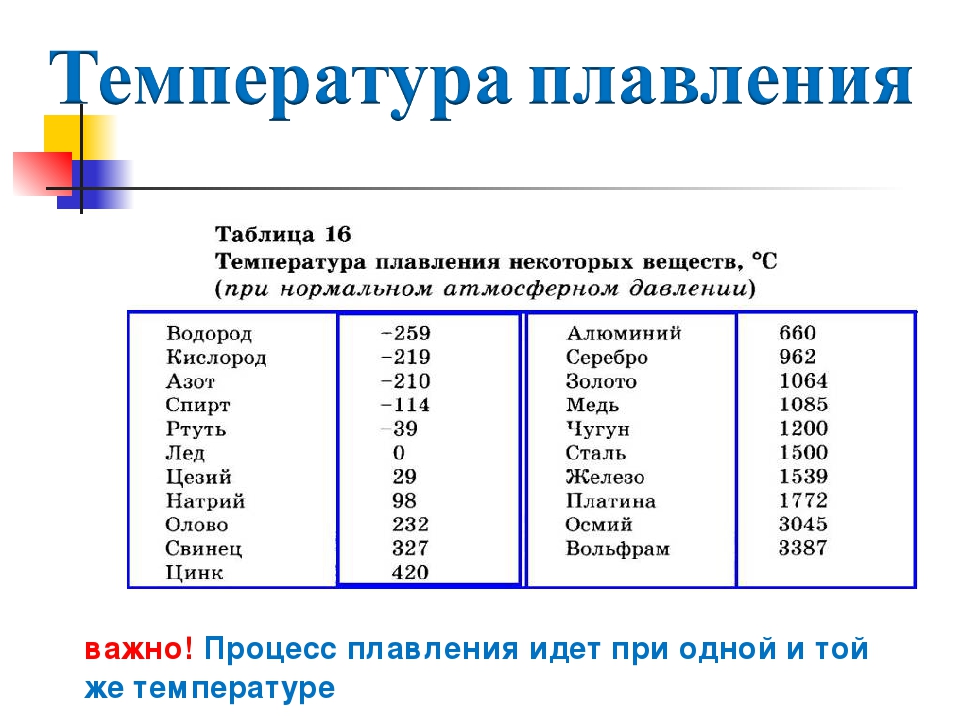 Секрет заключался в том, что для их изготовления были использованы различные стальные сплавы: одна ручка вместе с кастрюлей была изготовлена из обычной стали, другая — из «деревянной». Такое название эта сталь получила за низкую теплопроводность. Деревянная сталь — это прецизионный сплав, то есть такой, в котором подобрано определенное процентное соотношение компонентов. В ней содержится 64% железа, 35% никеля и 1% хрома. Стоит хотя бы на один процент увеличить или уменьшить содержание одного из компонентов, как сталь приобретает обычную теплопроводность.
Секрет заключался в том, что для их изготовления были использованы различные стальные сплавы: одна ручка вместе с кастрюлей была изготовлена из обычной стали, другая — из «деревянной». Такое название эта сталь получила за низкую теплопроводность. Деревянная сталь — это прецизионный сплав, то есть такой, в котором подобрано определенное процентное соотношение компонентов. В ней содержится 64% железа, 35% никеля и 1% хрома. Стоит хотя бы на один процент увеличить или уменьшить содержание одного из компонентов, как сталь приобретает обычную теплопроводность.
Есть еще одно свойство, которое обязательно учитывается мастерами, работающими с металлом, — тепловое расширение.
При нагревании металл расширяется, увеличивается в объеме, а при охлаждении уменьшается.
Учитывая тепловое расширение металлов, крышки кастрюль делают не вставными, а накладными; у чайника обязательно предусматривают зазор между горлышком и крышкой. В противном случае крышки сосудов при нагревании «заклинит» и их не возможно будет открыть.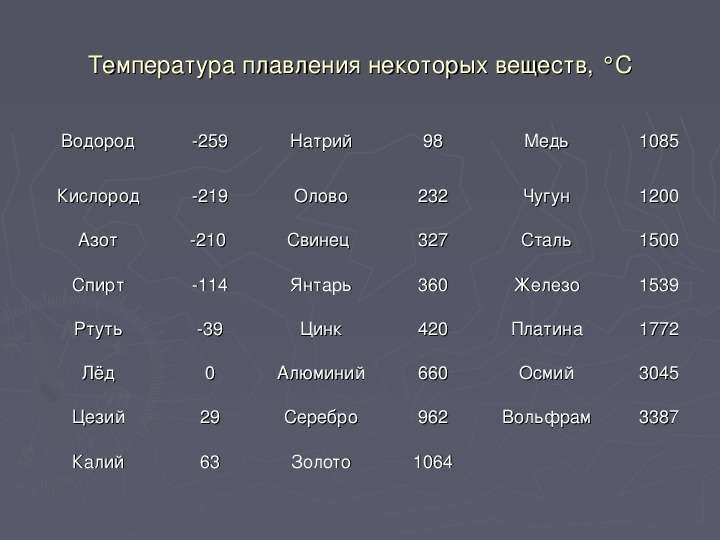
Тепловое расширение обязательно учитывается при изготовлении на каток — инструментов для выжигания на дереве декоративных линий. Чтобы после нагрева на огне раскаленное колесико накатки свободно вращалось, мастера обязательно предусматривают достаточно большой зазор между втулкой колеса и осью.
Каждый металл по-своему отзывается на изменение температуры: одни увеличиваются в размерах больше, другие — меньше.
Чтобы получить величины, характеризующие тепловое расширение, был вычислен коэффициент для каждого металла. Он определяется нагреванием образца длиной 1 м на 1 °С.
Большой коэффициент теплового линейного расширения имеют цинк, свинец и олово. Намного ниже он у серебра и меди, еще ниже у золота и железа.
Учитывать степень расширения металлов приходится при выборе материалов для эмальерных работ. Эмаль только в тех случаях имеет прочное сцепление с основой, когда коэффициенты ее линейного расширения и металла близки. Эмаль, основу которой составляет стекло, имеет очень маленький коэффициент линейного расширения и держится лучше на золоте и железе, у которых этот показатель тоже относительно невысокий. На меди и се ребре эмаль держится менее прочно.
На меди и се ребре эмаль держится менее прочно.
Способность некоторых металлов, а в особенности их сплавов, издавать громкие мелодичные звуки широко использовалась еще в глубокой древности. Подвешенные на городской площади набатная доска и колокол были самыми надежными глашатаями. Когда нападал враг или возникал пожар, тревожные звуки были слышны за много верст. Ликующим перезвоном наполнялось все вокруг, когда колокола воз вещали о победе над врагом, народных праздниках и торжествах. Со временем на колоколах научились исполнять да же мелодии известных песен.
Все металлы звучат по-разному: у одних — низкая звукопроводность, а у других — высокая. Если, скажем, сделать колокол из свинца, звучание его будет напоминать звуки пустой деревянной бочки: у свинца низкая звукопроводность.
Широко известны выражения «серебряный звон» и «серебряный голос». Казалось бы, что именно серебро имеет незаурядные музыкальные способности и нет металла звончее его. Но это не так: у серебра очень низкая звукопроводность.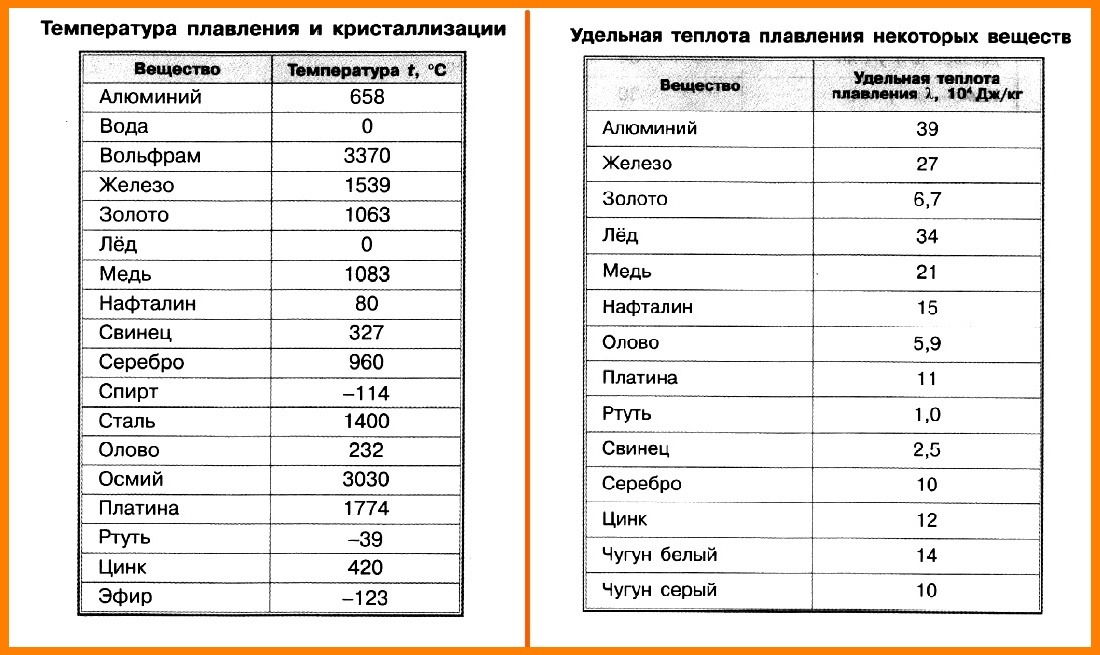 Его лишь изредка вводили в состав колокольного сплава, и то чисто символически. Истинными же способностями издавать мелодичные звуки обладает медь, вернее, сплав на ее основе — бронза (сплав меди с оловом).
Его лишь изредка вводили в состав колокольного сплава, и то чисто символически. Истинными же способностями издавать мелодичные звуки обладает медь, вернее, сплав на ее основе — бронза (сплав меди с оловом).
Без металла невозможно представить многие музыкальные инструменты. Металл — это струна гитары и балалайки, раструб трубы и саксофона, трубы органа, детали электронных музыкальных инструментов. Для каждого инструмента используется только определенный металл. Лучшим материалом для органных труб исстари было олово.
Так же, как и музыкант, хороший мастер по металлу чутко различает ритм, размеры и высоту звуков. Скажем, граверу, наносящему углубления на металл с помощью зубильца, очень трудно на глаз добиться одинаковой глубины выборки. На помощь приходит звук, образующийся от ударов молотка по зубильцу. По ритму ударов и силе звуков, которые равно мерно повторяются, гравер может судить о глубине прорезаемой в металле канавки.
«Ржа ест железо…» — эта поговорка известна каждому.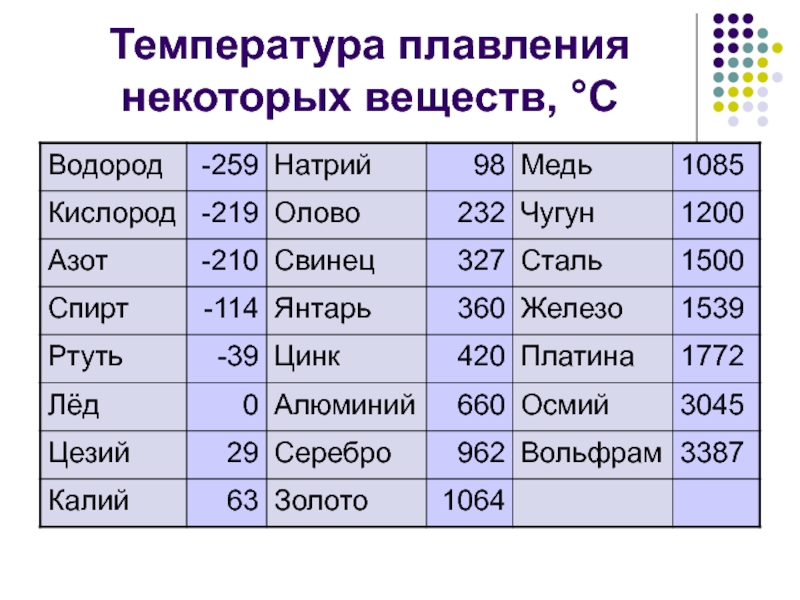 Все знают, что ржавчина — злейший враг железа. Попав во влажное место, оно начинает быстро разрушаться. Хотя более медленно, но также неуклонно разрушаются и другие металлы. В наше время придумано множество способов защиты металлов, однако коррозия ежегодно съедает одну десятую часть всего производимого металла.
Все знают, что ржавчина — злейший враг железа. Попав во влажное место, оно начинает быстро разрушаться. Хотя более медленно, но также неуклонно разрушаются и другие металлы. В наше время придумано множество способов защиты металлов, однако коррозия ежегодно съедает одну десятую часть всего производимого металла.
Было установлено, что медь несовместима с железом и алюминием. Если железо не уживается с медью и ее сплавами, то оно более покладисто к алюминию, цинку и олову. Олово, в свою очередь, несовместимо с алюминием. С остальными металлами оно совместимо только при пайке. Цинк совместим со многими распространенными металлами, за исключением меди и ее сплавов. Мало того, он так же, как и олово, активно защищает железо от коррозии.
Тонкую, как струна, алюминиевую проволоку легко разорвать руками, но не так-то просто сделать это с медной, а тем более стальной. Стальные струны гитары и балалайки при натяжении выдерживают огромные нагрузки. Стальная проволока прочнее, чем медная и алюминиевая.
В технике прочность на растяжение измеряется в специальном приборе, на образцах, имеющих определенную форму и размеры. При этом с большой точностью определяется не только прочность, но и упругость, а также пластичность металлов и сплавов.
В практике высокую прочность на растяжение должны иметь струны музыкальных инструментов, тросы подъемных устройств, провода линий высоковольтных электропередач.
Кроме прочности на растяжение, различают прочность на сжатие, изгиб, кручение и др. Все эти характеристики прежде всего имеют большое значение в технике.
Если полотно пилы согнуть под небольшим углом, а затем отпустить, оно снова выпрямится. Это свойство металла называется упругостью. Если бы пила не обладала упругостью, то она довольно быстро бы согнулась и помялась настолько, что пилить ею было бы невозможно. Упругий металл необходим для изготовления всевозможных пружин (для часов, игрушек, механических бритв и т. п.), амортизаторов в автомобилях, пружинящих контактов в электротехнике, булавок и застежек в ювелирном деле.
Пластичность противоположна упругости. Если при неточном ударе молотка сгибается гвоздь, никто не надеется, что он выпрямится без посторонней помощи. От удара на консервной банке остаются глубокие вмятины. Все это проявления пластичности металла.
При художественной обработке металла имеет очень большое значение пластичность.
Высокую пластичность должен иметь металл, используемый для выколотки, чеканки, скани, инкрустации, басмы.
Алюминиевую проволоку можно легко строгать ножом, снимая тонкую стружку.
Алюминий мягче стали, из которой сделано лезвие ножа. В то же время, проведя алюминиевой проволокой по поверхности свинца, можно оставить на нем глубокую царапину. Свинец мягче алюминия и, разумеется, стали. Говоря иначе, сталь тверже алюминия, а алюминий тверже свинца.
Из металлов и сплавов, имеющих высокую твердость, изготавливают всевозможные инструменты: напильники, пилы, сверла, зубила, фрезы, стамески, рашпили, инструменты гравера и резчика по дереву. Инструменты из инструментальной стали обязательно закаляют, благодаря чему увеличивается твердость их рабочей части.
Инструменты из инструментальной стали обязательно закаляют, благодаря чему увеличивается твердость их рабочей части.
Прочность и твердость металла можно увеличить не только путем термической, но и химико-термической обработки: цементации и азотирования стали, цианирования и др.
Наиболее дешевым и производительным является упрочнение металлических изделий способом поверхностного наклепа. Сейчас разработаны методы упрочнения поверхности металлических изделий нейтральным потоком, но суть остается прежняя: на поверхности металла образуется плотный твердый слой. Его умели создавать еще в медном веке. Чтобы сделать прочным и твердым лезвие медного топора или ножа, их тщательно проковывали на наковальне. При увеличении прочности и твердости соответственно уменьшались пластичность и вязкость меди. Да и теперь такой способ упрочнения металла широко применяется в быту. В сенокосную пору по утрам и вечерам в деревнях слышен дробный перестук молотка. Это отбивают косы перед выходом на покос или же впрок, к следующему утру. Выражаясь техническим языком, крестьяне упрочняют жало косы «методом поверхностного наклепа».
Выражаясь техническим языком, крестьяне упрочняют жало косы «методом поверхностного наклепа».
Технологические свойства имеют очень важное значение при выборе металла и его последующей обработке. Найти металл, свойства которого были бы идеальными для какого-то конкретного изделия, не так-то просто. Взять хотя бы обычную кастрюлю. В старину ее делали из меди, так как медь является хорошим проводником тепла, но она быстро окислялась от приготавливаемой в ней пищи. На помощь меди еще в XVIII веке пришел другой металл, стойкий к воздействию слабых кислот, олово. Медную посуду, в том числе и знаменитые русские самовары, обязательно лудят изнутри. Таким образом, верхний слой посуды был медным, внутренний — оловянным.
Припои марки А ПОС-30ф 8мм, П -14 ф 2,8мм ТУ 48-1728138/ОПП-006-2000 ООО Дон-энергокомплект г. Ростов-на-Дону
Применение: Электро и радиоаппаратура, печатные схемы, точные приборы без перегрева.
 Температура плавления: 183-190°CХимический состав: Олово 61% Свинец 39%Пайка металлов: Бронза, Латунь, Медь, Нержавейка, Олово, Свинец, Сталь
Температура плавления: 183-190°CХимический состав: Олово 61% Свинец 39%Пайка металлов: Бронза, Латунь, Медь, Нержавейка, Олово, Свинец, СтальХаракетристики:
Припой ПОС-61 в классификации припоев занимает особенное место. Это обусловлено тем, что в этом сплаве отмечается содержание канифоли, поэтому его можно с успехом использовать для лужения и пайки самых разных контрольно-измерительных приборов.Припой ПОС 61 — это по-своему универсальный материал, который идеально подойдет для любой разновидности проводов. Также отмечается, что он неплохо себя показывается при пайке микросхем. Кроме того, если нельзя во время работы допустить перегрев места пайки, то припой ПОС-61 справится с задачей куда эффективнее, чем многие другие сплавы. Производитель отмечает, что основной сферой использования припоя ПОС61 является пайка жил к полупроводниковым устройствам, выводам разъемов, медных проводов. Стоит отметить, что это оптимальный выбор для соединения следующих металлов: сталь, латунь, бронза, медь. Припой ПОС 61, если сравнивать с другими оловянно-свинцовыми припоями, представленными на рынке, имеет более высокий уровень чистоты и рассчитан на пайку электромонтажа. За счет повышенного содержания меди в припое снижается интенсивность растворения проводов из меди, а также во много раз увеличивается степень износостойкости медных стержней электрических паяльников. Температура плавления припоя ПОС 61 составляет 183 0С, в то время как полностью он расплавляется при 190 градусах. Пайка с помощью этого припоя может быть выполнена при помощи традиционного паяльного инструмента.
Стоит отметить, что это оптимальный выбор для соединения следующих металлов: сталь, латунь, бронза, медь. Припой ПОС 61, если сравнивать с другими оловянно-свинцовыми припоями, представленными на рынке, имеет более высокий уровень чистоты и рассчитан на пайку электромонтажа. За счет повышенного содержания меди в припое снижается интенсивность растворения проводов из меди, а также во много раз увеличивается степень износостойкости медных стержней электрических паяльников. Температура плавления припоя ПОС 61 составляет 183 0С, в то время как полностью он расплавляется при 190 градусах. Пайка с помощью этого припоя может быть выполнена при помощи традиционного паяльного инструмента.
Состав припоя ПОС 61: свинец (39-50%), олово (50-61%). Одновременно с этим, по ГОСТу 21930-76 главным фактором, который определяет характеристики припоя, является химический состав. Помимо свинца и олова в припое ПОС 61 содержатся следующие примеси: Sb, Cu, As, Bi, Ni, S, Zn, Al, Fe.
Применение: Электроаппаратура, детали из оцинкованного железа с герметичными швами.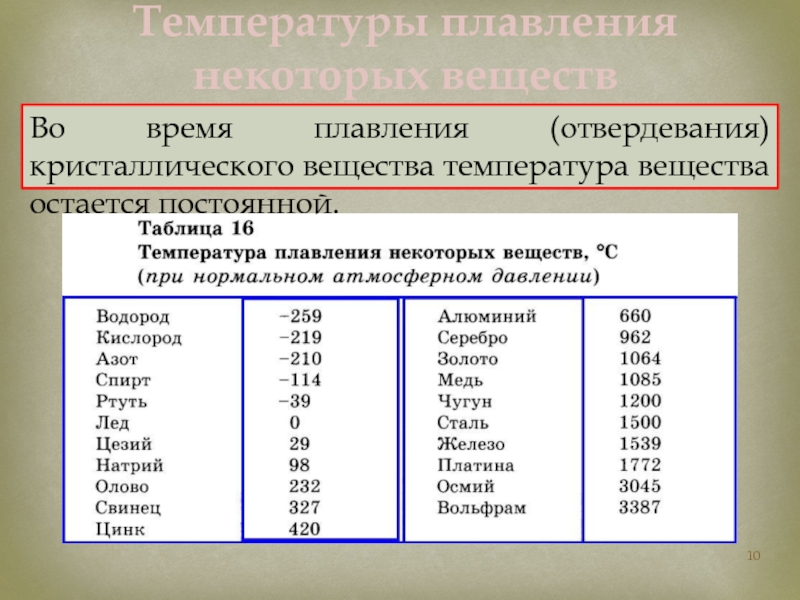 Температура плавления: 183-238°CХимический состав: Олово 40% Свинец 60%Пайка металлов: Бронза, Латунь, Медь, Сталь
Температура плавления: 183-238°CХимический состав: Олово 40% Свинец 60%Пайка металлов: Бронза, Латунь, Медь, СтальХаракетристики:
Припой ПОС-40 является оловянно-свинцовым припоем, поэтому его область использования довольно-таки широка. С помощью припоя этой марки осуществляется пайка железа, латуни медных проводов, элементов из оцинкованного железа с полностью герметичными швами. Именно поэтому припой активно используется в сфере электрооборудования, при ремонте медных и латунных трубопроводов, ремонте радиаторов.Припой ПОС-40 может быть использован с любым видом паяльного оборудования, поэтому, в большинстве случаев, именно он выбирается для проведения пайки и лужения различных элементов не только в локальном ремонте, но и в заводских масштабах.
Припой ПОС 40 великолепно подходит для формирования прочного (если требуется, и полностью герметичного) шва, а также для получения электроконтакта с небольшим переходным сопротивлением. За счет того, что имеет температуру плавления намного меньшую, чем соединяемые металлы, то он плавится, оставляя при этом основной металл абсолютно твердым. Компоненты будут диффундировать в основной металл, который будет растворяться в припое, за счет чего начнет формироваться промежуточная прослойка, соединяющая все элементы в одно целое после застывания.
За счет того, что имеет температуру плавления намного меньшую, чем соединяемые металлы, то он плавится, оставляя при этом основной металл абсолютно твердым. Компоненты будут диффундировать в основной металл, который будет растворяться в припое, за счет чего начнет формироваться промежуточная прослойка, соединяющая все элементы в одно целое после застывания.
Производители выпускает припой ПОС 40 в виде проволоки (без канифоли) и трубок (с сосновой канифолью).
Осуществлять пайку этим припоем можно простым паяльным инструментом, не опасаясь при этом перегрева элементов, потому что припой полностью расплавляется уже при температуре в 238 градусов. Если требуется припой, который будет плавиться при более низких температурах, то рекомендуется выбирать модель ПОС 61 и другие соответствующие виды.
Применение: Пайка изделий машиностроения.Температура плавления: 183-238°CХимический состав: Олово 30% Свинец 70%Пайка металлов: Бронза, Латунь, Медь, Сталь
Харакетристики:
Припой ПОС-30 — оловянно-свинцовый припой, используемый для пайки и лужения радио- и электроаппаратуры приборов с герметичными швами, печатных схем, внутренних швов и медицинских устройств, деталей с герметическими швами из оцинкованного железа. Припой ПОС 30 не имеет достойных зарубежных аналогов и относится к категории мягких припоев, потому что температура его плавления не превышает 300 0С. Сплав является бессурьмянистым.
Припой ПОС 30 не имеет достойных зарубежных аналогов и относится к категории мягких припоев, потому что температура его плавления не превышает 300 0С. Сплав является бессурьмянистым.Отлично подходит для пайки меди, латуни и железа. В промышленных масштабах применяется в энергетической сфере. Во время пайки ПОС 30 с поверхностью детали формируют высококачественную зону промежуточного сплава. Любители и профессионалы используют припой ПОС-30 для пайки электроприборов и радиоаппаратуры.
Пруток припоя ПОС 30 диаметром 8 мм будет легко гнуться руками, потому что в нем отмечается высокое содержание свинца. В отличие от свинца олово будет придавать припою повышенную степень жесткости и прочности. В состав ПОС 30 входит олово (29-31%) и свинец (69-71%). Температура плавления припоя составляет 256 оС (начало плавления отмечается на 183 градусах). Для большинства радиоэлектронных элементов подобная температура считается предкритической, что обязательно нужно учитывать перед проведением паяльных работ. Именно поэтому, если есть определенный риск повреждения аппаратуры или каких-либо элементов, то лучше воспользоваться припоями с более низкой температурой плавления. Также в состав припоя также входят различные примеси: сурьма, медь, мышьяк, никель, железо, алюминий цинк, сера, висмут.
Именно поэтому, если есть определенный риск повреждения аппаратуры или каких-либо элементов, то лучше воспользоваться припоями с более низкой температурой плавления. Также в состав припоя также входят различные примеси: сурьма, медь, мышьяк, никель, железо, алюминий цинк, сера, висмут.
Харакетристики:
Припой ПОС-61 в классификации припоев занимает особенное место. Это обусловлено тем, что в этом сплаве отмечается содержание канифоли, поэтому его можно с успехом использовать для лужения и пайки самых разных контрольно-измерительных приборов.Припой ПОС 61 — это по-своему универсальный материал, который идеально подойдет для любой разновидности проводов. Также отмечается, что он неплохо себя показывается при пайке микросхем. Кроме того, если нельзя во время работы допустить перегрев места пайки, то припой ПОС-61 справится с задачей куда эффективнее, чем многие другие сплавы. Производитель отмечает, что основной сферой использования припоя ПОС61 является пайка жил к полупроводниковым устройствам, выводам разъемов, медных проводов. Стоит отметить, что это оптимальный выбор для соединения следующих металлов: сталь, латунь, бронза, медь. Припой ПОС 61, если сравнивать с другими оловянно-свинцовыми припоями, представленными на рынке, имеет более высокий уровень чистоты и рассчитан на пайку электромонтажа. За счет повышенного содержания меди в припое снижается интенсивность растворения проводов из меди, а также во много раз увеличивается степень износостойкости медных стержней электрических паяльников. Температура плавления припоя ПОС 61 составляет 183 0С, в то время как полностью он расплавляется при 190 градусах. Пайка с помощью этого припоя может быть выполнена при помощи традиционного паяльного инструмента.
Также отмечается, что он неплохо себя показывается при пайке микросхем. Кроме того, если нельзя во время работы допустить перегрев места пайки, то припой ПОС-61 справится с задачей куда эффективнее, чем многие другие сплавы. Производитель отмечает, что основной сферой использования припоя ПОС61 является пайка жил к полупроводниковым устройствам, выводам разъемов, медных проводов. Стоит отметить, что это оптимальный выбор для соединения следующих металлов: сталь, латунь, бронза, медь. Припой ПОС 61, если сравнивать с другими оловянно-свинцовыми припоями, представленными на рынке, имеет более высокий уровень чистоты и рассчитан на пайку электромонтажа. За счет повышенного содержания меди в припое снижается интенсивность растворения проводов из меди, а также во много раз увеличивается степень износостойкости медных стержней электрических паяльников. Температура плавления припоя ПОС 61 составляет 183 0С, в то время как полностью он расплавляется при 190 градусах. Пайка с помощью этого припоя может быть выполнена при помощи традиционного паяльного инструмента.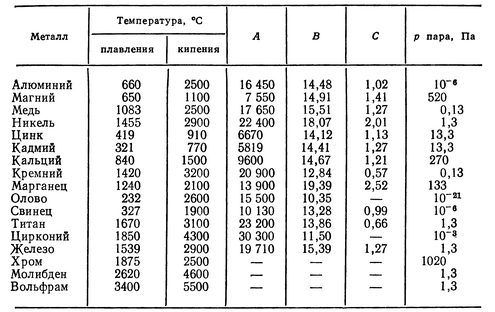
Состав припоя ПОС 61: свинец (39-50%), олово (50-61%). Одновременно с этим, по ГОСТу 21930-76 главным фактором, который определяет характеристики припоя, является химический состав. Помимо свинца и олова в припое ПОС 61 содержатся следующие примеси: Sb, Cu, As, Bi, Ni, S, Zn, Al, Fe.
Применение: Электроаппаратура, детали из оцинкованного железа с герметичными швами.Температура плавления: 183-238°CХимический состав: Олово 40% Свинец 60%Пайка металлов: Бронза, Латунь, Медь, СтальХаракетристики:
Припой ПОС-40 является оловянно-свинцовым припоем, поэтому его область использования довольно-таки широка. С помощью припоя этой марки осуществляется пайка железа, латуни медных проводов, элементов из оцинкованного железа с полностью герметичными швами. Именно поэтому припой активно используется в сфере электрооборудования, при ремонте медных и латунных трубопроводов, ремонте радиаторов.
Припой ПОС-40 может быть использован с любым видом паяльного оборудования, поэтому, в большинстве случаев, именно он выбирается для проведения пайки и лужения различных элементов не только в локальном ремонте, но и в заводских масштабах.
Припой ПОС 40 великолепно подходит для формирования прочного (если требуется, и полностью герметичного) шва, а также для получения электроконтакта с небольшим переходным сопротивлением. За счет того, что имеет температуру плавления намного меньшую, чем соединяемые металлы, то он плавится, оставляя при этом основной металл абсолютно твердым. Компоненты будут диффундировать в основной металл, который будет растворяться в припое, за счет чего начнет формироваться промежуточная прослойка, соединяющая все элементы в одно целое после застывания.
Производители выпускает припой ПОС 40 в виде проволоки (без канифоли) и трубок (с сосновой канифолью).
Осуществлять пайку этим припоем можно простым паяльным инструментом, не опасаясь при этом перегрева элементов, потому что припой полностью расплавляется уже при температуре в 238 градусов. Если требуется припой, который будет плавиться при более низких температурах, то рекомендуется выбирать модель ПОС 61 и другие соответствующие виды.
Если требуется припой, который будет плавиться при более низких температурах, то рекомендуется выбирать модель ПОС 61 и другие соответствующие виды.
Припой ПМФОЦр 6-4-0,03 купить Припой ПМФОЦр 6-4-0,03 ТУ 48-17228138
Применение: Пайка кондиционеров, холодильников, теплообменников, волноводов.Температура плавления: 640-680°CХимический состав: Медь 89% Фосфор 6% Олово 4% Цирконий 0,03%Пайка металлов: Бронза, Латунь, Медь, СереброХаракетристики:
Припой ПМФОЦр 6-4-0.03 относится к категории медно-фосфорных. В припое этой марки отмечается высокое содержание фосфора и меди, а также значительное количество циркония и олова.Это среднеплавкий припой, который имеет повышенную текучесть, отличную устойчивость к коррозийным процессам и агрессивной среде. Основная сфера использования сплава — пайка меди и ее различных сплавов (мельхиора, латуни, бронзы).

Одновременно с этим, ПМФОЦр зачастую применяется как заменитель серебряных припоев в процессе ремонта ювелирных изделий. Запрещено осуществление пайки чугуна и стали припоями с содержанием фосфора, потому что соединение получается хрупким и не способно выдержать нагрузки вибрационного, ударного и изгибающего типа. Это обусловлено тем, что по границе шва фосфоритов образуется видимая пленка. Особенностью припоя ПМФОЦр можно назвать то, что он является самофлюсующимся. Именно поэтому, если им осуществляется пайка изделий из меди, то в этом случае нет никакой необходимости использовать флюс. Как правило, припой этой марки применяется в ремонте бытовых смесителей, кондиционеров, при изготовлении климатического оборудования, электромашин высокой мощности. В классификации припоев ПМФОЦр относится к категории среднеплавких самофлюсующихся припоев, что допускает осуществление пайки без использования флюса. Пайка с помощью этого припоя может выполняться горелкой любого типа (ацетиленовой, пропановой горелкой, паяльной лампой), с помощью аргонодуговой сварки. Основное условие в этом случае — спаиваемые детали должны нагреться до темно-красного свечения (вишневый оттенок). Затем необходимо нагревать припой до того момента, пока он не начнет растекаться должным образом.
Основное условие в этом случае — спаиваемые детали должны нагреться до темно-красного свечения (вишневый оттенок). Затем необходимо нагревать припой до того момента, пока он не начнет растекаться должным образом.
Харакетристики:
Припой П-81 рассчитан на пайку при изготовлении климатического оборудования, теплообменников, калориферов, термодатчиков, производстве часов и т.п. Пайка с помощью этого припоя может осуществляться только с применением флюса. Допускается изготовление закладных элементов различной формы и колец для осуществления автоматической пайки (подобные работы должны проводиться только в заводских условиях на походящем для этого оборудовании).
П-81 в своем составе содержит несколько основных элементов: цинк (32-36%), медь (52-54%), никель и фосфор (по 6-7%). При помощи припоя П-81 допускается соединение следующих материалов: никель и никелевые сплавы (в том числе и латунь), медь, чугун, серебро, сталь (в том числе нержавейка), твердые сплавы и их всевозможные комбинации. С помощью припоя П-81 разрешается пайка с использованием флюса. П-81 может похвастать особенными свойствами и некоторыми конкурентными преимуществами. Среди них необходимо выделить высокий уровень надежности и долговечности фреоновых элементов, повышенный предел прочности на срез, высокое качество в процессе ремонта твердосплавных инструментов, высокая степень герметичности паяных конструкций в условиях повышенного давления. Нельзя не отметить и то, что П-81 производитель считает столь же эффективным, как и некоторые высокосеребряные припои. При работе с припоем этой марки рекомендуется использовать флюсы, которые соответствуют следующим припоям: ФК-250 (235), ПВ-209.
Температура плавления припоя составляет 630-660 оС, в том время как рекомендованная температура пайки варьируется от 680 до 700 оС. Предел прочности сплава находится в пределах 170 Мпа.
Припой П-81 показывает себя особенно эффективным, если его использовать взамен высокосеребряных припоев марок ПСр40, ПСр29.5, ПСр25, ПСр45.
Применение: Пайка холодильников, кондиционеров, теплообменников, волноводов, бытовых смесителей.Температура плавления: 640-680°CХимический состав: Медь 90% Фосфор 6% Олово 4%
Харакетристики:
Припой П-14 представляет собой соединение, в котором присутствует значительное количество меди (основа), олова (от 3,5 до 4,5%) и фосфора (от 5,3 до 6,3%). Все это делает его уместным для использования в процессе пайки калориферов, теплообменников, холодильников, кондиционеров, электрических машин высокой мощности, волноводов и бытовых смесителей. Идеально он способен соединять такие материалы, как серебро, медь и медные сплавы. Отметим, что пайка меди при помощи припоя марки П-14, осуществляется даже без добавления флюса.
Идеально он способен соединять такие материалы, как серебро, медь и медные сплавы. Отметим, что пайка меди при помощи припоя марки П-14, осуществляется даже без добавления флюса. Изготавливают припой этого типа в виде проволоки с различным диаметром, прутка с различным диаметром, ленты с различной толщиной и шириной. Если припой выполнен в виде проволоки, то в ней может присутствовать продольный паз с флюсом марки ФК-320 и марки ФК-235. Поэтому осуществляя пайку той или иной детали можно легко подбирать оптимальный для каждого случая вариант.
В процессе пайки следует придерживаться определенной температуры. Если пайка проводится в газовом пламени, то она должна быть не выше 740 и не ниже 720 градусов, а если пайка в печи — то не менее 800 и не более 820 градусов. Ударная вязкость разрушения составляет порядка 1,5-3 кДж.м/см2, а прочность паяных соединений равна 290-320 МПа.Применение: Лужение алюминиевых оболочек и пайка алюминиевых жил.Температура плавления: 300-320°CХимический состав: Олово 42-45% Цинк 54% Медь 1,2-1,5%Пайка металлов: Алюминий
Харакетристики:
Припой марки А представляет собой одну из востребованных разновидностей оловянно-медно-цинковых припоев. Именно эти три главных компонента составляют его основу и предопределяют и главные свойства, и сферы, в которых его использование будет отличаться максимальной эффективностью.
Именно эти три главных компонента составляют его основу и предопределяют и главные свойства, и сферы, в которых его использование будет отличаться максимальной эффективностью.Идеально подходит припой марки А для использования в процессе проведения пайки алюминиевых жил и выполнения лужения алюминиевых оболочек. Этому благоволит и то, что он вполне стоек к негативному воздействию коррозии и обладает превосходными технологическими свойствами. Важна и температура плавления этого соединения. Она варьируется в диапазоне от 400 до 400 градусов Цельсия. В то время, как плотность припоя этого типа составляет 7,2 г/см3. Все это следует учитывать при проведении пайки и лужения изделий.
В составе припоя преобладает содержание цинка, его количество варьируется от 56% до 59%, олова в соединении не более 42,1% и не менее 38,6%. Меди в разы меньше — не более 2%, в некоторых случаях ее присутствие может не превышать показателя в 1,5%. И это предопределяет большую часть свойств припоя, уместность его использования в определенных сферах, а также ряд других важных показателей.
Применение: Пайка генераторов, шинопроводов, электродвигателей большой мощности, трансформаторовТемпература плавления: 714-850°CХимический состав: Медь 93% Фосфор 7%Пайка металлов: Латунь, Медь, Серебро
Характеристики:
Припой МФ-7 входит в категорию медно-фосфорных припоев и предполагает наличие в своем составе порядка 7% фосфора, о чем и свидетельствует маркировка изделия. Он превосходно показывает себя при пайке латуней и бронз, нейзильбера и медно-никелевых сплавов. Хотя, основной сферой использования в данном случае принято считать пайку меди и разнообразных медных сплавов без применения флюсов. Необходимость во флюсах отсутствует, поскольку припой этой марки относится к самофлюсующим припоям.Применять припой, изготовленный под маркой МФ-7, для пайки сталей и чугуна не рекомендуется. В этих сферах он зарекомендовал себя не самым лучшим образом.
 В этих случаях возникает образование хрупких фосфидов железа непосредственно в паяном шве и как следствие — утрачивается пластичность.
В этих случаях возникает образование хрупких фосфидов железа непосредственно в паяном шве и как следствие — утрачивается пластичность.Идеально подходит данный вид припоя для пайки кондиционеров и холодильников. В обоих случаях необходимо применять газопламенный нагрев и придерживаться температуры пайки в диапазоне от 732 до 816 градусов Цельсия. Припою характерна высокая жидкотекучесть и низкая температура плавления, что приравнивает его по свойствам к серебряным и медно-цинковым припоям, востребованным при пайке медных сплавов и самой меди.
Температура плавления: 700-900°CПайка металлов: Медь, Серебро, Сталь
Харакетристики:
Флюс Бура в промышленной сфере используется достаточно часто. Также сферой его применения считается пайка ювелирных изделий, где необходимо точно рассчитать состав используемых материалов и тип инструментов для пайки. Универсальным решением в этом случае является именно флюс, созданный на основе борной кислоты или буры.
Бура — важнейшая добавка при плавке, которая позволяет обеспечить формирование тигля глазури на стенках, растворение окислов металлов и предохранить расплав от проникновения кислорода. Бура — это соль тетраборной кислоты, которая существует в виде декагидрата в свободной форме. Изготовление флюса такого типа ведется с помощью борной кислоты и буры, которые в соотношении 1:1 по массе растворяются в воде. Чтобы приготовить 1 л флюса бура, необходимо смешать 100 г борной кислоты и 100 г буры, добавив их в 1 л воды, после чего довести до кипения. После естественного остывания массы ее следует отфильтровать. Соотношение борной кислоты и буры в составе флюса необходимо варьировать в зависимости от того, с каким именно металлом предполагается работать. Если это золото, то основу флюса должна составлять борная кислота, а не бура. Обратная ситуация с серебром.
Флюс бура считается нейтральным флюсом. Он также может быть использован для высокотемпературной пайки меди, стали, чугуна, твердых сплавов с серебряными и медными паяльными сплавами.
Флюс ЛТИ-120 купить Флюс ЛТИ-120 500 мл.
Применение: Лужение сплавов меди, стали, никеля, свинца, цинка, серебра, олова, кадмия, палладия.
Температура плавления: 200-300°C
Пайка металлов: Медь, Никель, Олово, Свинец, Серебро, Сталь, Цинк
Харакетристики: Флюс ЛТИ-120 на отечественном рынке представлен достаточно давно. Он относится к категории активированных флюсов, в которой ЛТИ-120 считается уже давно одним из лучших. В состав этого флюса входят уникальные добавки, которые позволяют в разы увеличить его эффективность. Кроме того, предусмотрено наличие полностью пасивирующих добавок. Взаимодействие флюса в полной мере будет зависеть от температуры, при которой проводятся работы. При обычной температуре флюс не проявляет никакой активности и не способен проводить ток даже на повышенных частотах. По завершению паяльных работ остатки флюса можно не убирать, потому что они будут представлены в виде твердого вещества, не подверженного каким-либо внешним факторам. Зачастую остатки флюса выступают в качестве защитного покрытия паяльных соединений. По уровню активности флюс марки ЛТИ-210 схож с современными паяльными кислотами. В состав флюса входят следующие вещества: этиловый спирт, канифоль, диэтиламин солянокислый, триэтаноламин. Именно поэтому допускается его использование при пайке железа, нержавейки, бронзы, меди, стали, никеля, серебра и ряда других веществ. После того, как работы будут завершены, вентилировать помещение необязательно. Если необходимо смыть остатки, то это можно сделать при помощи ацетона или спирта.
Зачастую остатки флюса выступают в качестве защитного покрытия паяльных соединений. По уровню активности флюс марки ЛТИ-210 схож с современными паяльными кислотами. В состав флюса входят следующие вещества: этиловый спирт, канифоль, диэтиламин солянокислый, триэтаноламин. Именно поэтому допускается его использование при пайке железа, нержавейки, бронзы, меди, стали, никеля, серебра и ряда других веществ. После того, как работы будут завершены, вентилировать помещение необязательно. Если необходимо смыть остатки, то это можно сделать при помощи ацетона или спирта.
Флюс ПВ-209 купить Флюс ПВ-209
Применение: Пайка меди, твердых сплавов, нержавеющих и конструкционных сталей.
Температура плавления: 600-900°C
Пайка металлов: Медь, Нержавейка, Серебро, Сталь
Харакетристики: Флюс ПВ-209 рассчитан на высокотемпературную пайку серебряными и медными припоями никеля, меди, серебра и сплавов, а также особо твердых и жаропрочных сплавов.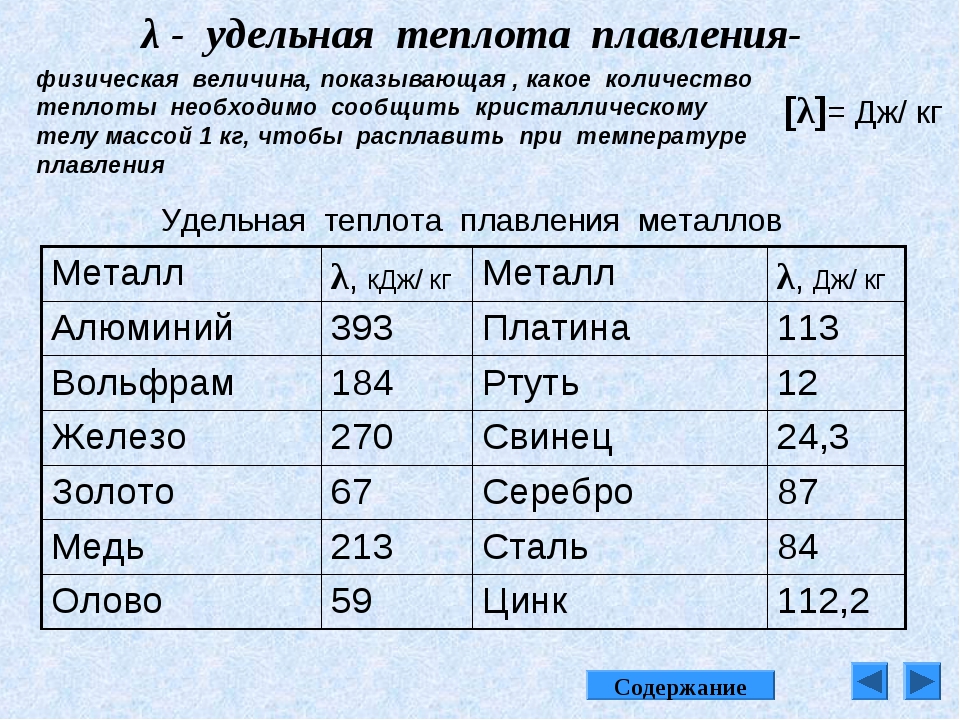 Флюс позволяет полностью удалить окисные пленки, а также предотвратить их формирование при нагреве. Флюс также способствует уменьшению поверхностного натяжения жидкого припоя, защите поверхностей, подготовленных к пайке, от негативных внешних воздействий.
Флюс позволяет полностью удалить окисные пленки, а также предотвратить их формирование при нагреве. Флюс также способствует уменьшению поверхностного натяжения жидкого припоя, защите поверхностей, подготовленных к пайке, от негативных внешних воздействий.
Производство флюса ПВ-209 ведется по оригинальной технологии. Нанесение флюса на поверхности, подготовленные к пайке, удобнее всего производить в виде пасты. Ее можно получить с помощью замешивания флюса в воде (пропорция 1:1 в соответствии с массой). Текучесть пасты регулируется добавлением воды.
Если флюс используется в виде порошка и осуществляется пайка нелегированной стали, то разрешен нагрев до побежалости с дальнейшим нанесением флюса. В процессе пайки нержавеющей стали флюс рекомендуется наносить пастой и контролировать целостность поверхности. При пайке твердосплавных поверхностей их требуется нагревать равномерно и полностью. Остатки флюса после пайки могут быть удалены с помощью кипячения в воде или 10%-ным раствором лимонной кислоты.
Паяльная кислота Флюс и реактивы для пайки
Характеристики:
Паяльная кислота — это хлорид цинка, что является химическим соединением цинка и хлора (формула — ZnCl2). Паяльная кислота активно используется для пайки меди, углеродистых сталей, никеля и сплавов с помощью легкоплавких припоев в диапазоне температур от 150 до 320 оС. Также в состав паяльной кислоты (помимо хлорида цинка) входят: соляная кислота, хлорид аммония, специальная смачивающая присадка. Кроме того, паяльную кислоту часто называют активным флюсом в жидком агрегатном состоянии.
Паяльная кислота может быть получена с помощью растворения цинка (либо его окиси) в растворе соляной кислоты с дальнейшим выпариванием раствором. Кроме того, вещество получается по средствам нагревания жидкого цинка в токе хлора.
Физические и химические свойства паяльной кислоты:
• Температура кипения — 730 оС;
• Температура плавления — 315-320 оС;
• Молекулярная масса — 136,2954;
• Растворимость в воде — 79. 8% при 0 оС;
8% при 0 оС;
• Концентрированные составы обладают кислой средой, потому при диссоциации в воде наблюдается образование соляной кислоты.
Паяльная кислота также используется для лужения проводов и пайка радиодеталей микросхем. Срок годности паяльной кислоты не превышает 12 месяцев с условием соблюдения стандартов хранения. Хранение вещества нужно производить в плотной закрытой таре, не допуская воздействия прямых солнечных лучей и тепла. Если в помещении проводились работы с использованием паяльной кислоты, его нужно хорошенько проветрить по их завершению.
Флюс паяльный ФКСп купить Флюс ФКСп 500 мл.
СПИРТОКАНИФОЛЬНЫЙ ФЛЮС (он же КЭ, СКФ, и ФКЭт -на этилацетате, жидкая канифоль).
Применение: Для пайка элементов радиомонтажа и печатных плат легкоплавкими припоями при температурах 250-280ºC.
Состав: канифоль сосновая не менее 30%, АИПС-70%.
Пайка металлов: медь; серебряное, оловянное, оловянно-свинцовое, оловянно-висмутовое, оловянно-никелевое, кадмиевое, золотое покрытия.
Характеристики : ручная и механизированная пайка и лужение электромонтажных элементов печатных плат и элементов радио электроники в изделиях радио и бытовой электронной аппаратуры. Консервация изделий радио и бытовой электронной аппаратуры для сохранения паяемости в условиях складского хранения и хранения в условиях сборочного цеха в течение одного года. Остатки флюса при ручной пайке изделий бытовой радио аппаратуры (пайке подстроечных элементов, подпайке, исправлении дефектов) допускается не удалять. Остатки флюса при групповой пайке изделий бытовой радио аппаратуры («волной» припоя, погружением, протягиванием) следует удалять.
Применение металлов и их сплавов — урок. Химия, 8–9 класс.
О том, что свойства металлов меняются при их сплавлении, стало известно ещё в древности. \(5\) тысяч лет тому назад наши предки научились делать бронзу — сплав олова с медью. Бронза по твёрдости превосходит оба металла, входящие в её состав.
Свойства чистых металлов, как правило, не соответствуют необходимым требованиям, поэтому практически во всех сферах человеческой деятельности используют не чистые металлы, а их сплавы.
Сплав — это материал, который образуется в результате затвердения расплава двух или нескольких отдельных веществ.
В состав сплавов кроме металлов могут входить также неметаллы, например, такие как углерод или кремний.
Добавляя в определённом количестве примеси других металлов и неметаллов, можно получить многие тысячи материалов с самыми разнообразными свойствами, в том числе и такими, каких нет ни у одного из составляющих сплав элементов.
Сплав по сравнению с исходным металлом может быть:
- механически прочнее и твёрже,
- со значительно более высокой или низкой температурой плавления,
- устойчивее к коррозии,
- устойчивее к высоким температурам,
- практически не менять своих размеров при нагревании или охлаждении и т. д.
Например, чистое железо — сравнительно мягкий металл. При добавлении в железо углерода твёрдость его существенно возрастает. По количеству углерода, а следовательно, и по твёрдости, различают сталь (содержание углерода менее \(2\) % по массе), чугун (\(С\) — более \(2\) %). Но не только углерод изменяет свойства стали. Добавленный в сталь хром делает её нержавеющей, вольфрам делает сталь намного более твёрдой, добавка марганца делает сплав износостойким, а ванадия — прочным.
Но не только углерод изменяет свойства стали. Добавленный в сталь хром делает её нержавеющей, вольфрам делает сталь намного более твёрдой, добавка марганца делает сплав износостойким, а ванадия — прочным.
Применение сплавов в качестве конструкционных материалов
Сплавы, используемые для изготовления различных конструкций, должны быть прочными и легко обрабатываемыми.
В строительстве и в машиностроении наиболее широко используются сплавы железа и алюминия.
Такие сплавы железа, как стали, отличаются высокой прочностью и твёрдостью. Их можно ковать, прессовать, сваривать.
Чугуны используют для изготовления массивных и очень прочных деталей. Например, раньше из чугуна отливали радиаторы центрального отопления, канализационные трубы, до сих пор изготавливают котлы, перила и опоры мостов. Изделия из чугуна изготавливаются с применением литья.
Сплавы алюминия, используемые в конструкциях, наряду с прочностью должны отличаться лёгкостью. Дюралюминий, силумин — сплавы алюминия, они незаменимы в самолёто-, вагоно- и кораблестроении.
Дюралюминий, силумин — сплавы алюминия, они незаменимы в самолёто-, вагоно- и кораблестроении.
В некоторых узлах самолётов используются сплавы магния, очень лёгкие и жароустойчивые.
В ракетостроении применяют лёгкие и термостойкие сплавы на основе титана.
Для улучшения ударопрочности, коррозионной стойкости, износоустойчивости сплавы легируют — вводят специальные добавки. Добавка марганца делает сталь ударопрочной. Чтобы получить нержавеющую сталь, в состав сплава вводят хром.
| Конструкция из стальных балок | Радиаторы центрального отопления | Ажурные перила, отлитые из чугуна |
Инструментальные сплавы
Инструментальные сплавы предназначены для изготовления режущих инструментов, штампов и деталей точных механизмов. Такие сплавы должны быть износостойкими и прочными, причём при разогревании их прочность не должна существенно уменьшаться. Таким требованиям отвечают, например, нержавеющие стали, которые прошли специальную обработку (закалку).
Такие сплавы должны быть износостойкими и прочными, причём при разогревании их прочность не должна существенно уменьшаться. Таким требованиям отвечают, например, нержавеющие стали, которые прошли специальную обработку (закалку).
Добавление к сплавам веществ, улучшающих их свойства, называют легированием.
Для придания необходимых свойств инструментальные стали, как правило, легируют вольфрамом, ванадием или хромом.
Применение сплавов в электротехнической промышленности, электронике и приборостроении
Сплавы служат незаменимым материалом при изготовлении особо чувствительных и высокоточных приборов, различного рода датчиков и преобразователей энергии.
Например, на изготовление сердечников трансформаторов и деталей реле идёт сплав никеля. Отдельные детали электромоторов изготавливаются из сплавов кобальта.
Сплав никеля с хромом — нихром, отличающийся высоким сопротивлением — используется для изготовления нагревательных элементов печей и бытовых электроприборов.
Из сплавов меди в электротехнической промышленности и в приборостроении наиболее широкое применение находят латуни и бронзы.
Латуни незаменимы при изготовлении приборов, деталью которых являются запорные краны. Такие приборы используются в сетях подачи газа и воды.
Бронзы идут на изготовление пружин и пружинящих контактов.
| Нагревательные элементы бытовых электроприборов | Запорные краны для водопроводов и газопроводов | Пружинящие контакты электрических розеток |
Применение легкоплавких сплавов
Главным востребованным свойством легкоплавких сплавов является заданная низкая температура плавления. Это свойство, в частности, используется для пайки микросхем. Кроме того, эти сплавы должны иметь определённую плотность, прочность на разрыв, химическую инертность, теплопроводность.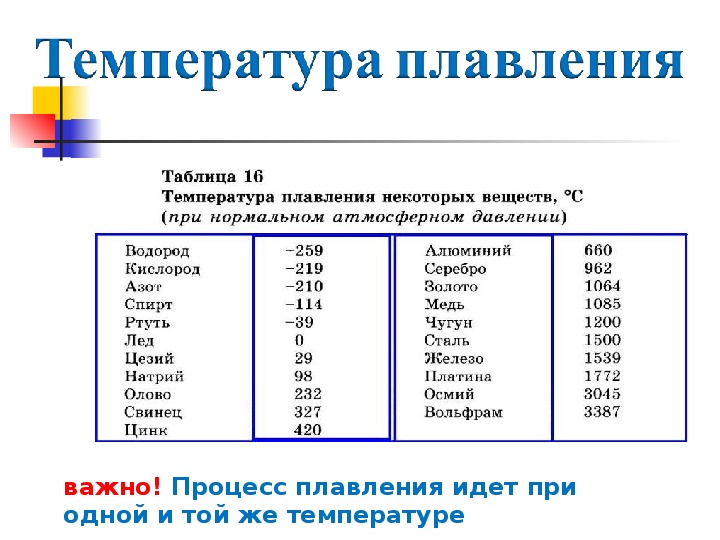
Легкоплавкие сплавы производят из висмута, свинца, кадмия, олова и других металлов. Такие сплавы используют в термодатчиках, термометрах, пожарной сигнализации, например, сплав Вуда. А также в литейном деле для производства выплавляемых моделей, для фиксации костей и протезирования в медицине.
Сплав натрия с калием (температура плавления \(–\)\(12,5\) °С) используется как теплоноситель для охлаждения ядерных реакторов.
| Припой (сплав для паяния) имеет невысокую температуру плавления | Легкоплавкие сплавы используются в литейном деле | Легкоплавкие сплавы незаменимы в датчиках пожарной сигнализации |
Применение сплавов в ювелирном деле
Применение в чистом виде драгоценных металлов в ювелирном деле не всегда оправдано и целесообразно из-за их дороговизны, физических и химических особенностей.
Для придания ювелирным изделиям из золота большей твёрдости и износостойкости используются сплавы с другими металлами.
Самая лучшая добавка — это серебро (понижает температуру плавления) и медь (повышает твёрдость). Чистое золото используют очень редко, так как оно слишком мягкое, легко деформируется и царапается.
Из сплавов золота с \(10–30\) % других благородных металлов (платины или палладия) изготавливают форсунки лабораторных приборов, а из сплава с \(25–30\) % серебра — ювелирные изделия и электрические контакты.
| Ювелирные изделия из сплавов золота | Позолоченные электрические контакты |
Сплавы в искусстве
Оловянная бронза (сплав меди с оловом) — один из первых освоенных человеком сплавов металлов. Она обладает большей, по сравнению с чистой медью, твёрдостью, прочностью и более легкоплавка. Бронзы успешно применяют для получения сложных по конфигурации отливок, включая художественное литьё. Классической маркой бронзы является колокольная бронза.
Классической маркой бронзы является колокольная бронза.Одно из новых направлений в искусстве — производство художественных литых изделий из чугуна. Литые изделия из чугуна существенно превосходят по качеству кованые изделия.
Чугун — металл гораздо более хрупкий и не такой ковкий, как сталь. Но даже из такого, казалось бы, грубого материала можно получать настоящие произведения литейного искусства способом литья, например, такие как литые лестницы или решётки на окна. Такие изделия подвержены лишь поверхностной коррозии и не требуют тщательного ухода.
Бронзовая скульптура
| Колокола отливают из специального сорта бронзы | Чугунная лестница. Практично и очень красиво |
Как выплавлялась сталь | Политех (Политехнический музей)
17 октября 1855 г.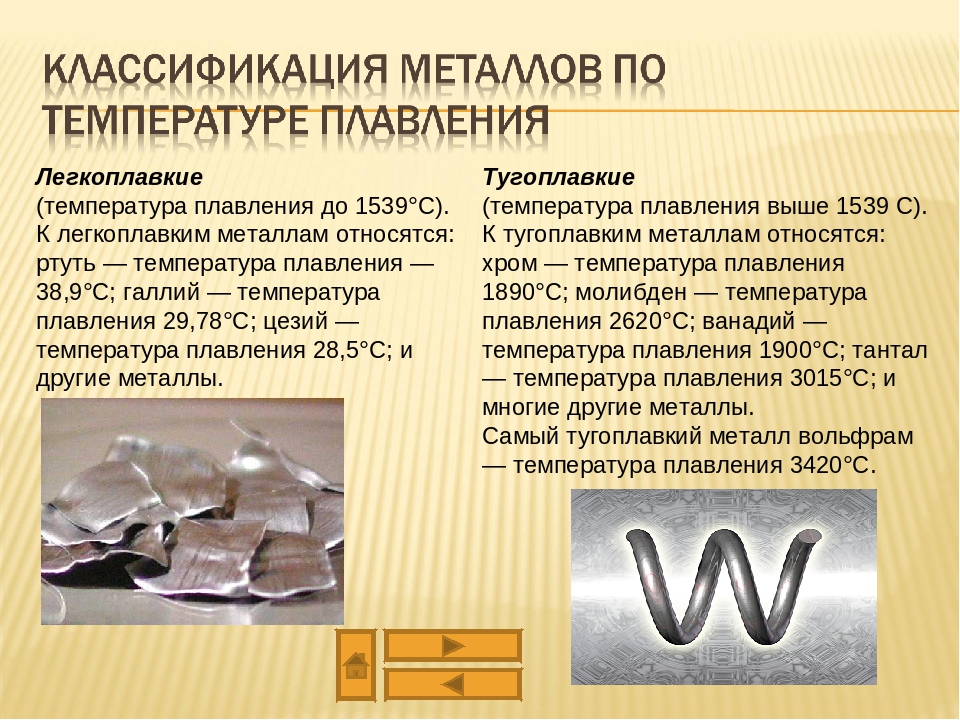 английский изобретатель Генри Бессемер запатентовал новый процесс изготовления стали. Политех решил проследить историю развития металлургии от глиняных кузнечных горнов до мартеновских печей с магнезитовой футеровкой.
английский изобретатель Генри Бессемер запатентовал новый процесс изготовления стали. Политех решил проследить историю развития металлургии от глиняных кузнечных горнов до мартеновских печей с магнезитовой футеровкой.
Цивилизация — это металл, начиная с первых неловких попыток обработки самородных металлов, и до ультрасовременных сложных сплавов. Недаром историки разделяют развитие человечества на этапы, начиная с каменного века: медный, бронзовый и, наконец, железный.
Самородные металлы встречаются довольно редко, поэтому начиная с медного века люди учились выплавлять их из руды. Хотя первое знакомство человека с железом сегодня относят еще к 3–4 тысячелетию до н.э., считается, что «настоящий» железный век наступил лишь около VIII в. до н.э. Во всяком случае, в 1200 г. до н.э. древние греки воевали с троянцами еще медным и бронзовым оружием.
Получать медь и бронзу (сплав меди с оловом) не особенно сложно. Во-первых, самородная медь распространена достаточно широко. Во-вторых, температура ее плавления — около 1350 °С, и в простейшем случае достаточно насыпать руду в каменный или глиняный тигель, и поставить его в кузнечный горн. Вскоре можно будет отделить шлак от вполне чистого металла.
Во-вторых, температура ее плавления — около 1350 °С, и в простейшем случае достаточно насыпать руду в каменный или глиняный тигель, и поставить его в кузнечный горн. Вскоре можно будет отделить шлак от вполне чистого металла.
Дорога к веку железа
Температура плавления железа — уже почти 1540 °С. Его получение потребовало печей более совершенной конструкции и более горячих. Чтобы повысить разогрев, воздух в них нагнетали мехами, а сами глиняные печи часто делали «глухими»: чтобы извлечь готовый металл и шлаки, печь приходилось разбирать, а для новой плавки складывать заново. Вдобавок, поддерживать высокую температуру удавалось только в небольших по размерам объемах. Производительность такой металлургии была невысока, а выплавленное железо исключительно дорогим.
Полудоменная печь XV века с водяным дутьем (Штирия)
Широко доступным железо стало только в XIV–XV вв., когда появились доменные печи, выплавка в которых может происходить непрерывно — разбирать ее нет нужды. Железная руда, чередуясь с топливом, засыпается в доменную печь сверху, а снизу подается разогретый воздух и извлекается шлак, а также чугун, сплав железа со сравнительно высоким количеством углерода.
Железная руда, чередуясь с топливом, засыпается в доменную печь сверху, а снизу подается разогретый воздух и извлекается шлак, а также чугун, сплав железа со сравнительно высоким количеством углерода.
Первым топливом доменных печей стал уголь — сперва древесный, потом каменный, — а с XVIII в. его вытесняет кокс, продукт нагревания угля без доступа кислорода.
Температура в доменной печи так высока, что складывать ее потребовалось из кирпичей, сделанных лишь из особых, огнеупорных сортов глины. В те годы самой стойкой показала себя белая глина (каолин), состоящая, в основном, из водных силикатов алюминия. Глину обжигали, чтобы удалить воду и спечь, получив шамот, затем его перемалывали и после добавления дополнительных ингредиентов формовали в кирпичи.
Стоит заметить, что кузнецы Средних веков относились к чугуну пренебрежительно: при всей своей высокой твердости, он исключительно хрупок и обычной ковке молотом не поддавался. Однако после того, как из него стали лить ядра, пушки, а затем рельсы и мосты, именно он стал основным для черной металлургии.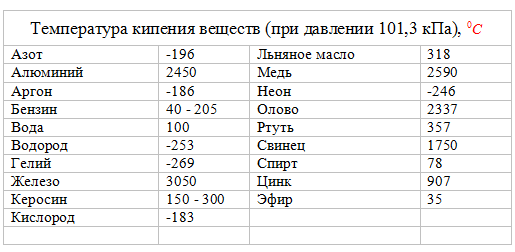 «Доменно–каолинная» технология просуществовала несколько столетий, вплоть до начала XIX в.
«Доменно–каолинная» технология просуществовала несколько столетий, вплоть до начала XIX в.
Стальная революция
Следующий прорыв связан с созданием технологий получения из чугуна еще более удобных сплавов железа — сталей. Для этого требуется всего лишь снизить содержание углерода, однако долгое время добиться этого можно было лишь очень долгим и сложным способом, включавшим дополнительную проковку. Сталь не была массовой до тех пор, пока в 1780-х не появился новый революционный метод пудлингования.
В пудлинговой печи контакта чугуна с топливом не происходило. Уголь сгорал в очаге, тепло от которого направлялось к рабочему пространству, превращая загруженный чугун в тестообразную массу. При этом стены печи покрывали слоем глины, смешанной с оксидами железа, которые помогали углероду в расплавленном чугуне окисляться. При огромной температуре и за счет особого покрытия углерод и примеси выгорали, и в расплаве появлялись кристаллы достаточно чистого железа. Собрав их в комок, рабочие вытаскивали его из печи и отправляли на проковку.
Собрав их в комок, рабочие вытаскивали его из печи и отправляли на проковку.
Вскоре для пудлинговых и доменных печей было найдено и новое огнеупорное покрытие, способное выдерживать температуры, намного выше, чем шамот. Кремнезем — диоксид кремния — при нагревании спекается в огнеупорную стекловидную массу. Уже в 1820-х в Англии, где вовсю бушевала промышленная революция, была разработана технология получения огнеупорных кирпичей из богатой кремнеземом динасовой глины.
Вскоре доменные и пудлинговые печи начинают работу во всех развитых странах: с 1819 г. — во Франции, с 1835 г. — в Австрии, а в 1837 г. и в России открылся первый пудлинговый Камско-Воткинский завод. Металлургия стала обеспечивать возрастающие потребности человечества в «черном» металле. Континенты рассекли железные дороги, в моря вышли железные пароходы, артиллерия вооружилась внушительными пушками.
Между Бессемером и Мартеном
Потребности цивилизации в стали все росли, и технологии быстро совершенствовались.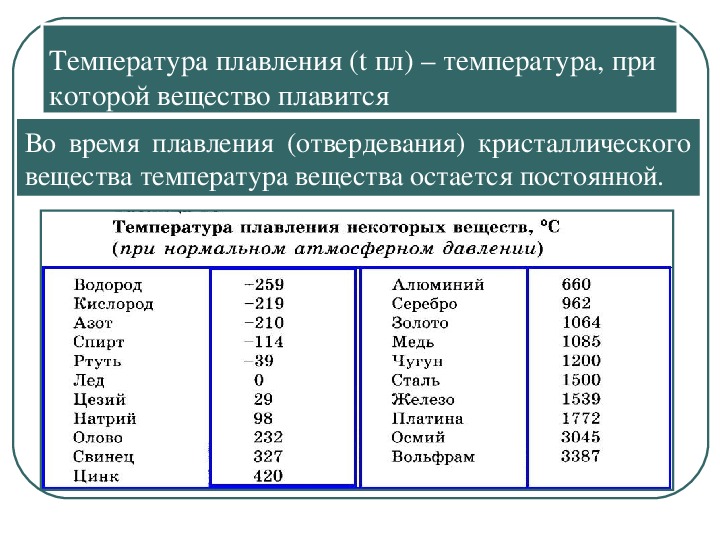 В середине XIX в. Генри Бессемер нашел, что «обезуглероживание» чугуна станет более эффективным, если сквозь ванну с расплавом продувать воздух. Однако бессемеровской переделке поддавался далеко не любой чугун: если он содержал фосфор, то при нагревании до красного каления резко терял всю свою прочность.
В середине XIX в. Генри Бессемер нашел, что «обезуглероживание» чугуна станет более эффективным, если сквозь ванну с расплавом продувать воздух. Однако бессемеровской переделке поддавался далеко не любой чугун: если он содержал фосфор, то при нагревании до красного каления резко терял всю свою прочность.
Изобретатель Генри Бессемер
Железные руды с низким содержанием фосфора достаточно редки, удалить же его из чугуна в печи не позволяла простая химия: шамотные и динасовые кирпичи создают в ней кислую среду, в которой нужные реакции не протекают. Решение нашлось лишь в 1877 г., когда Сидни Томас и Перси Джилькрист получили патент на новую технологию переделки чугуна — с добавлением связывающей фосфор извести и с облицовкой печи из материалов, содержащих щелочные оксиды магния и кальция.
В самой Англии к новому процессу отнеслись с недоверием. Вплоть до начала ХХ в. металл, изготовленный по этой технологии, ценился не слишком высоко, и даже фирма Lloyd’s брала повышенную плату за страхование судов, изготовленных из «томасовского» металла. Такой консерватизм обошелся англичанам дорого: к концу XIX в. Германия, вооружившись методом Томаса, стала металлургическим и промышленным лидером Европы.
Такой консерватизм обошелся англичанам дорого: к концу XIX в. Германия, вооружившись методом Томаса, стала металлургическим и промышленным лидером Европы.
Распространение томасовского процесса привело к тому, что с 1880-х внутренние поверхности сталеплавильных печей все чаще отделывали щелочными (основными) огнеупорами. Изготовленные, например, из минерала магнезита, они позволили поднять температуру до 1700 °С и открыли дорогу новой металлургической технологии — пришло время мартеновских печей.
Эра Мартена
Идею о превращении мягкого железа в сталь погружением его в расплав чугуна еще в 1722 г. высказал Рене Реомюр (тот самый, который изобрел спиртовой термометр и предложил свою температурную шкалу). Однако температура для этого требовалась настолько высокая, что реализовать процесс было невозможно вплоть до появления печей нового типа.
Первый шаг к ним сделал Фридрих Сименс, придумавший подавать в печь воздух, предварительно прошедший через систему труб и как следует прогретый. А завершил работу Пьер Мартен, который в 1860-х запатентовал процесс, позволявший расплавлять чугун, загружать его металлоломом или рудой — и получать сталь нужного качества и состава.
А завершил работу Пьер Мартен, который в 1860-х запатентовал процесс, позволявший расплавлять чугун, загружать его металлоломом или рудой — и получать сталь нужного качества и состава.
Первые мартеновские печи облицовывались по-старинке, денисовскими кирпичами, но вскоре их вытеснили более выносливые основные огнеупоры, получаемые из обожженного магнезита. Помимо прочего, они позволяли работать с большим спектром железных руд — и в 1880 г. на территории современной Польши была получена первая сталь, выплавленная в мартеновской печи с использованием магнезитовых огнеупоров.
В следующие десятилетия весь мир принялся осваивать внезапно ставший таким важным магнезит. Его добыча и производство из него огнеупорных изделий одно за другим начинаются в Австро-Венгрии, Германии, США, а около 1896 г. и на Урале было открыто огромное Саткинское месторождение. С началом нового века здесь открывается новый магнезитовый завод — впоследствии одно из передовых предприятий советской промышленности, а сегодня — ключевая часть компании «Магнезит», ведущего поставщика огнеупорных изделий для всей российской металлургии. Впрочем, это уже совсем другая история.
Впрочем, это уже совсем другая история.
Образец возгорания> Металлы: температуры плавления
Образец возгорания> Металлы: температуры плавленияМеталлы: температуры плавления
Температурную историю различных деталей иногда можно определяется наблюдением за расплавленными металлами. Если алюминий поблизости расплавился, а медь — нет, то можно поставить верхнюю и нижнюю границы самая высокая температура, достигнутая в определенном месте.Если есть доказательства расплавленной стали, есть явное указание на какой-либо тип ускорителя и повышенная вероятность поджога. Опубликованные температуры плавления различных металлов приведены ниже. показано ниже.
Материал | Температура плавления |
Алюминий [1] | 1220 |
Латунь [2] | 1700-1850 |
Бронза [2] | 1615-1940 |
Чугун [3] | 2150-2300 |
Медь [1] | 1985 |
Свинец [1] | 622 |
Никель [1] | 2651 |
Сталь [4] | 2600-2750 |
Олово [5] | 450 |
Цинк [5] | 786 |
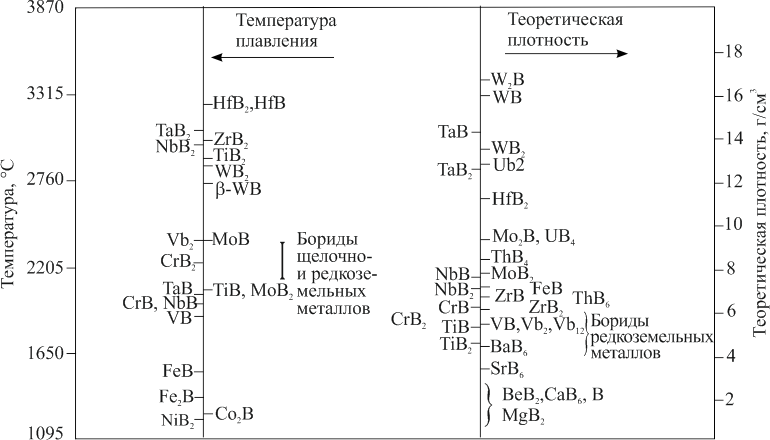
Список литературы
- Шакелфорд, Дж., Введение в материаловедение для инженеров, Prentice Hall, 2000.
- Справочник ASM, Том 2, ASM International 1990.
- Свойства некоторых металлов и сплавов, International Nickel Company, Inc., 1968.
- Avallone, E.A. и др., Стандартное руководство Марка для инженеров-механиков, Макгроу-Хилл, 1986.
- Shackelford, J.F., et al., The CRC Materials Science and Engineering Handbook,
CRC Press, 1992.
Что такое точка плавления нержавеющей стали?
Сталь известна своей невероятной стойкостью к различным стрессовым факторам.Ударопрочность, прочность на разрыв и жаропрочность стали намного превосходит пластические полимеры. Сплавы нержавеющей стали представляют собой дальнейшее усовершенствование, которое обеспечивает повышенную стойкость к различным едким и коррозионным химическим веществам.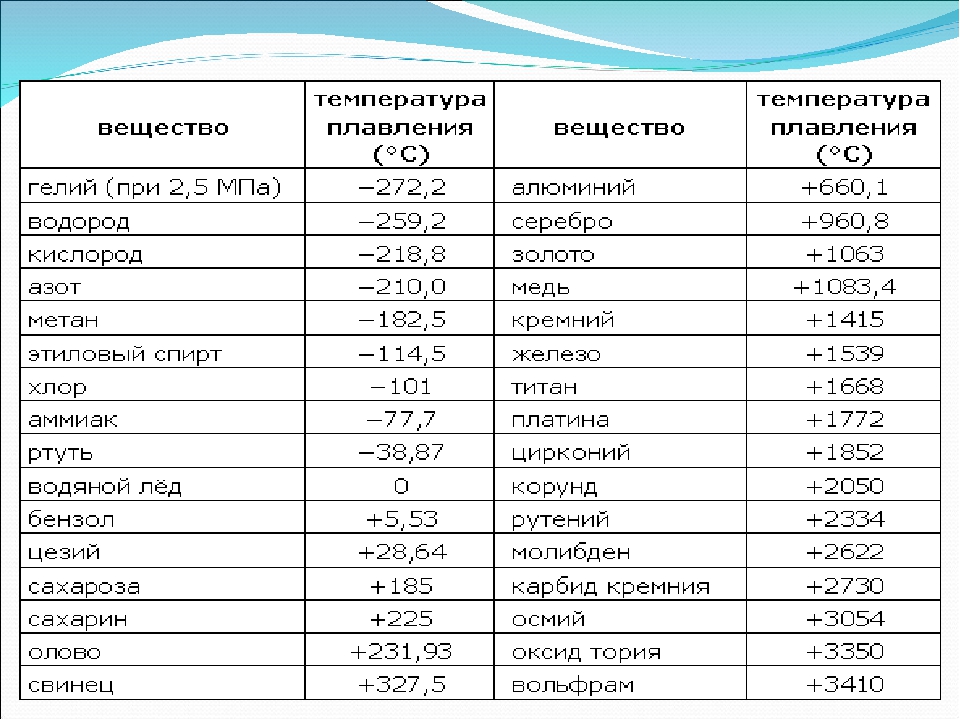
Однако насколько прочна нержавеющая сталь в сочетании с другими металлами? Как температура плавления нержавеющей стали соотносится с температурами плавления других металлов? Это частый вопрос компаний, которые хотят заказать корзину или лоток из нержавеющей стали для интенсивных работ.
В частности, многие компании, занимающиеся термообработкой, отжигом или стерилизацией, задаются вопросом: «Какова температура плавления нержавеющей стали?» потому что они должны использовать сталь для высокотемпературных процессов.
Сколько тепла
может выдержать нержавеющая сталь перед плавлением?Это правильный вопрос, но на него сложно ответить, не спросив сначала: «О каком сплаве нержавеющей стали мы говорим?»
Существует бесчисленное множество различных составов нержавеющей стали, от аустенитных нержавеющих сталей (например, 304, 316 и 317) до ферритных нержавеющих сталей (таких как 430 и 434), а также мартенситных нержавеющих сталей (410 и 420).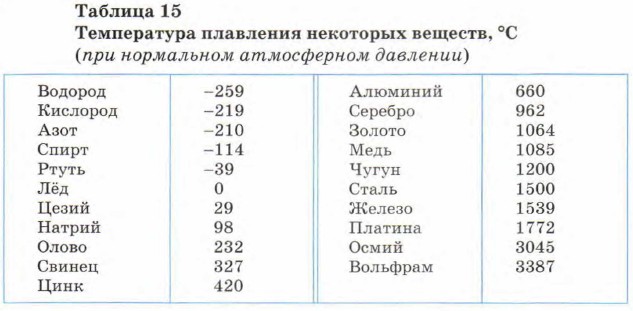 Кроме того, многие нержавеющие стали имеют варианты с низким содержанием углерода. Проблема с попыткой сделать общее заявление о температуре плавления нержавеющей стали заключается в том, что все эти сплавы имеют разные температурные допуски и точки плавления.
Кроме того, многие нержавеющие стали имеют варианты с низким содержанием углерода. Проблема с попыткой сделать общее заявление о температуре плавления нержавеющей стали заключается в том, что все эти сплавы имеют разные температурные допуски и точки плавления.
Вот список различных сплавов нержавеющей стали и температур, при которых они плавятся (данные основаны на цифрах из BSSA):
- Марка 304. 1400-1450 ° C (2552-2642 ° F)
- Класс 316. 1375-1400 ° C (2507-2552 ° F)
- Оценка 430.1425-1510 ° С (2597-2750 ° F)
- Класс 434. 1426-1510 ° C (2600-2750 ° F)
- Марка 420. 1450-1510 ° C (2642-2750 ° F)
- Класс 410. 1480-1530 ° C (2696-2786 ° F)
Вы могли заметить, что каждая из этих точек плавления выражена как диапазон, а не абсолютное число
Это связано с тем, что даже при использовании определенного сплава нержавеющей стали все еще существует возможность небольших изменений в составе, которые могут повлиять на температуру плавления. Это лишь некоторые из наиболее распространенных сплавов нержавеющей стали на рынке.Существует еще много разновидностей нержавеющей стали, которые можно использовать в самых разных областях, — слишком много, чтобы охватить их все здесь.
Это лишь некоторые из наиболее распространенных сплавов нержавеющей стали на рынке.Существует еще много разновидностей нержавеющей стали, которые можно использовать в самых разных областях, — слишком много, чтобы охватить их все здесь.
Хотя это температуры плавления этих сплавов нержавеющей стали, рекомендуемые максимальные температуры использования этих сплавов, как правило, намного ниже.
Узнайте больше о характеристиках стали и других сплавов при высоких температурах здесь!
Точки плавления других металлов
Важно знать свойства других металлов и их сравнение со средней температурой плавления нержавеющей стали.Ниже представлена диаграмма, на которой показаны температуры плавления популярных промышленных сплавов и металлов.
Металл | Точка плавления по Цельсию (℃) | Точка плавления по Фаренгейту (℉) |
Адмиралтейство Латунь | 900–940 | 1650–1720 |
Алюминий | 660 | 1220 |
Алюминиевый сплав | 463–671 | 865–1240 |
Алюминиевая бронза | 600–655 | 1190–1215 |
Бэббит | 249 | 480 |
Бериллий | 1285 | 2345 |
Бериллиевая медь | 865–955 | 1587–1750 |
висмут | 271. | 520,5 |
Латунь, красный | 1000 | 1832 |
Латунь, желтый | 930 | 1710 |
Кадмий | 321 | 610 |
Хром | 1860 | 3380 |
Кобальт | 1495 | 2723 |
Медь | 1084 | 1983 |
Золото, 24k Pure | 1063 | 1945 |
Хастеллой C | 1320–1350 | 2410–2460 |
Инконель | 1390–1425 | 2540–2600 |
Инколой | 1390–1425 | 2540–2600 |
Кованое железо | 1482–1593 | 2700–2900 |
Чугун, серое литье | 1127–1204 | 2060–2200 |
Чугун, высокопрочный | 1149 | 2100 |
Свинец | 327. | 621 |
Магний | 650 | 1200 |
Магниевый сплав | 349–649 | 660–1200 |
Марганец | 1244 | 2271 |
Марганцевая бронза | 865–890 | 1590–1630 |
Меркурий | -38.86 | -37,95 |
Молибден | 2620 | 4750 |
Монель | 1300–1350 | 2370–2460 |
Никель | 1453 | 2647 |
Ниобий (Columbium) | 2470 | 4473 |
Палладий | 1555 | 2831 |
фосфор | 44 | 111 |
Платина | 1770 | 3220 |
Красная латунь | 990–1025 | 1810–1880 |
Рений | 3186 | 5767 |
Родий | 1965 | 3569 |
Селен | 217 | 423 |
Кремний | 1411 | 2572 |
Серебро, чистое | 961 | 1761 |
Серебро, Стерлинговое | 893 | 1640 |
Углеродистая сталь | 1425–1540 | 2600–2800 |
Нержавеющая сталь | 1510 | 2750 |
Тантал | 2980 | 5400 |
Торий | 1750 | 3180 |
Олово | 232 | 449. |
Титан | 1670 | 3040 |
Вольфрам | 3400 | 6150 |
Желтая латунь | 905–932 | 1660–1710 |
Цинк | 419,5 | 787 |
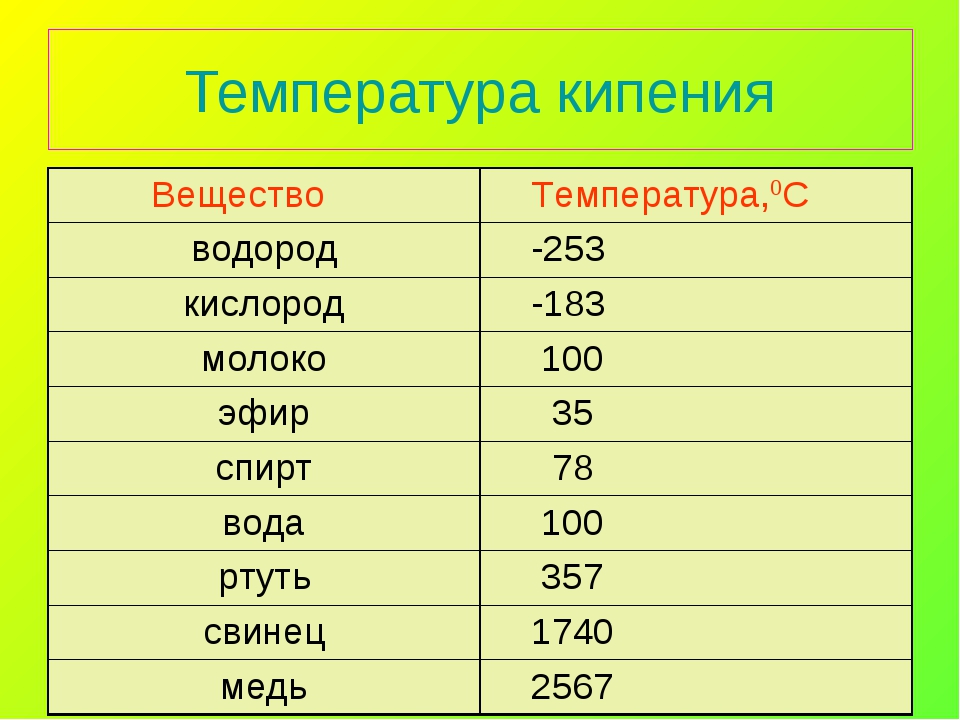 4
4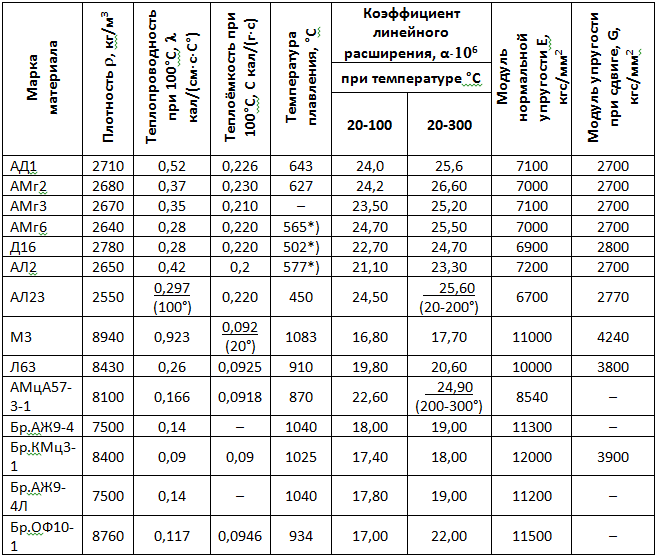 5
5 4
4Почему точки плавления металлов не должны быть вашей единственной проблемой температуры
При экстремально высоких температурах многие материалы начинают терять прочность на разрыв.Сталь не исключение. Даже до достижения точки плавления нержавеющей стали сам металл становится менее жестким и более подверженным изгибу при нагревании.
Например, допустим, сплав нержавеющей стали сохраняет 100% своей структурной целостности при 870 ° C (1679 ° F), но при 1000 ° C (1832 ° F) он теряет 50% своей прочности на разрыв. Если бы максимальная нагрузка корзины, изготовленной из этого сплава, составляла 100 фунтов, тогда корзина могла бы выдержать только 50 фунтов веса после воздействия более высокой температуры. Еще больше веса, и корзина может потерять форму под нагрузкой.
Еще больше веса, и корзина может потерять форму под нагрузкой.
Кроме того, воздействие высоких температур может иметь другие эффекты, кроме того, что нержавеющая сталь легче сгибается или ломается. Высокие температуры могут повлиять на защитный оксидный слой, который предохраняет нержавеющую сталь от ржавчины, делая ее более восприимчивой к коррозии в будущем.
В некоторых случаях экстремальные температуры могут вызвать образование накипи на поверхности металла. Это может повлиять на производительность корзины для обработки деталей или другой нестандартной формы проволоки.Или высокие температуры могут привести к тепловому расширению металла в проволочной корзине, изготовленной по индивидуальному заказу, что приведет к расшатыванию сварных соединений.
Таким образом, даже если ваш конкретный процесс не может точно достичь точки плавления нержавеющей стали, высокие температуры все равно могут нанести ущерб другим путям.
Также важно сравнить точки плавления стальных сплавов с температурами плавления других металлов, чтобы увидеть, что лучше всего соответствует вашим потребностям. На создание качественной корзины влияет множество факторов, и решение, какой металл использовать, является важным вопросом, который зависит от задачи корзины и окружающей среды.
На создание качественной корзины влияет множество факторов, и решение, какой металл использовать, является важным вопросом, который зависит от задачи корзины и окружающей среды.
Вот почему команда инженеров Marlin Steel проводит анализ методом конечных элементов для каждой конструкции корзины. Проверяя влияние высоких температур на конструкцию, группа инженеров может выявить потенциальные проблемы, такие как масштабирование, и протестировать альтернативные материалы, которые могут предотвратить такие проблемы, которые сделают конструкцию недействительной.
Получите больше информации о свойствах нержавеющей стали, загрузив лист свойств нержавеющей стали сегодня!
Точки плавления металлов — Руководство по плавлению металлов
от CGM Findings от 3 октября 2012 г.
Для тех, кто интересуется плавкой металлов — теперь вы знаете.Разные температуры плавления для разных драгоценных металлов.
Есть над чем подумать при пайке, плавлении, ковке горячего металла.
Мы не включали это. Спасибо кому-то из сети ювелирных художников, кто это сделал.
Это ценная информация, заслуживающая упоминания.
Посмотрите на разницу между алюминием и железом. Что-то думать о. Хотя у вас, возможно, даже не будет возможности поработать с ними, конечно, неплохо иметь приблизительное представление о том, с чем вы имеете дело.
Мы действительно удивлены, что латунь, серебро и золото на самом деле выше, чем мы могли подумать, глядя на цифры.
«Обратите внимание, что точки плавления варьируются от ресурса к ресурсу — эта диаграмма была составлена с использованием многочисленных источников и перекрестных подтверждений».
Температура плавления металлов
| Металл | Температура плавления по Цельсию | Температура плавления по Фаренгейту |
| Алюминий | 659 | 1218 |
| Латунь (85 Cu 15 Zn) | 900-940 | 1652-1724 |
| Бронза (90 Cu 10 Sn) | 850-1000 | 1562-832 |
| Чугун | 1260 | 2300 |
| Медь | 1083 | 1981 |
| Золото (24k) | 1063 | 1946 |
| Утюг | 1530 | 2786 |
| Свинец | 327 | 621 |
| Никель | 1452 | 2646 |
| Палладий | 1555 | 2831 |
| Платина | 1770 | 3220 |
| Красная латунь | 990–1025 | 1810–1880 |
| Серебро (чистое) | 961 | 1762 |
| Серебро (стерлингов) | 893 | 1640 |
| Нержавеющая сталь | 1363 | 2550 |
| Сталь с высоким содержанием углерода | 1353 | 2500 |
| Средний углерод | 1427 | 2600 |
| Низкое содержание углерода | 1464 | 2700 |
| Олово | 232 | 450 |
| Титан | 1795 | 3263 |
| Желтая латунь | 905–932 | 1660–1710 |
| цинк | 419 | 786 |
Эта информация пришла из: Сеть художников-ювелирных художников [посмотрите и скажите им спасибо]
также у них есть версия в формате PDF, так что вы можете скачать эту таблицу!
http: // www. jewelryartistsnetwork.com/index/metals-melting-temperatures/
jewelryartistsnetwork.com/index/metals-melting-temperatures/
Ювелирных Художников — Что ЭТО?
«Сеть — это онлайн-сообщество художников, которые хотят делиться, учиться и расти.
Мы говорим о технике, дизайне, бизнесе и многом другом.
Здесь есть информационные статьи, учебные пособия, интервью с художниками, вдохновляющая галерея, видео, а также случайные вызовы и раздачи призов.
Цель — информировать, вдохновлять и стимулировать рост ».
Теплопроводность алюминия, меди, железа и вольфрама для температур от 1 К до точки плавления (Технический отчет)
Хаст, Дж. Г., и Ланкфорд, А. Б. Теплопроводность алюминия, меди, железа и вольфрама для температур от 1 К до точки плавления . США: Н. П., 1984.
Интернет.
Хаст, Дж. Г., и Ланкфорд, А. Б. Теплопроводность алюминия, меди, железа и вольфрама для температур от 1 К до точки плавления . Соединенные Штаты.
Соединенные Штаты.
Хаст, Дж. Г., и Ланкфорд, А. Б.Пт.
«Теплопроводность алюминия, меди, железа и вольфрама при температурах от 1 К до точки плавления». Соединенные Штаты.
@article {osti_6225458,
title = {Теплопроводность алюминия, меди, железа и вольфрама для температур от 1 К до точки плавления},
author = {Хаст, Дж. Г. и Ланкфорд, А. Б.},
abstractNote = {Данные о теплопроводности технически чистых образцов алюминия, меди, железа и вольфрама были собраны, закодированы, критически проанализированы и сопоставлены с аналитическими методами, основанными на теоретических и эмпирических уравнениях.Полученные функции представлены и используются для создания таблиц и графиков теплопроводности как функции температуры и отношения остаточного сопротивления (RRR). Включена аннотированная библиография ссылок. Обсуждены изменения теплопроводности, вызванные химическими примесями, физическими дефектами, размерными эффектами и магнитными полями. Сглаженные значения представлены для температур от 1 К до точки плавления и для большого диапазона значений RRR.},
Включена аннотированная библиография ссылок. Обсуждены изменения теплопроводности, вызванные химическими примесями, физическими дефектами, размерными эффектами и магнитными полями. Сглаженные значения представлены для температур от 1 К до точки плавления и для большого диапазона значений RRR.},
doi = {},
url = {https: // www.osti.gov/biblio/6225458},
journal = {},
number =,
объем =,
place = {United States},
год = {1984},
месяц = {6}
}
| |
| |
| |
| |
| |
| |
| |
| |
| |
| |
| |
| |
| |
| |
| |
| |
| |
|
Справочник по сварке припоем
Справочник по сварке припоем Сварка Цветной Металлы Лечение Сварка Чугун Сварка Железо Металлы 1 ПЛАСТИННАЯ СВАРКА До этого момента мы говорили о сварке плавлением углеродистой стали, а в следующих за ним главах Речь идет о сварке плавлением чугуна, нержавеющей стали, и из цветных металлов. В слиянии
сварка присадочный пруток всегда имеет температуру плавления примерно такую же, как и
точка плавления металла
соединены, и как присадочный, так и основной металл фактически расплавляются и плавятся
все вместе. Сварка пайкой — это
процесс почти равной важности
пользователю оборудования для кислородно-ацетиленовой сварки. Он очень похож на фьюжн
сварка в нескольких важных аспектах.
Он используется для изготовления соединений с отличной прочностью из стали, чугуна и
в меди и
некоторые медные сплавы.Однако при сварке пайкой присадочный металл всегда плавится.
точка значительно ниже
температура плавления основного металла, а основной металл никогда не плавится.
Много лет назад процесс, который мы сейчас называем
«Сварка пайкой» была широко известна как «сварка бронзы». Всегда
так как процесс
был переименован в «сварку припоем», существовала некоторая путаница
между терминами «пайка» и «пайка»
сварка ». Определения слова «пайка» Американского общества сварки
и «сварка пайкой» предусматривают, что присадочный
металл должен иметь температуру плавления выше 425 0 C
(800 0 F).
В слиянии
сварка присадочный пруток всегда имеет температуру плавления примерно такую же, как и
точка плавления металла
соединены, и как присадочный, так и основной металл фактически расплавляются и плавятся
все вместе. Сварка пайкой — это
процесс почти равной важности
пользователю оборудования для кислородно-ацетиленовой сварки. Он очень похож на фьюжн
сварка в нескольких важных аспектах.
Он используется для изготовления соединений с отличной прочностью из стали, чугуна и
в меди и
некоторые медные сплавы.Однако при сварке пайкой присадочный металл всегда плавится.
точка значительно ниже
температура плавления основного металла, а основной металл никогда не плавится.
Много лет назад процесс, который мы сейчас называем
«Сварка пайкой» была широко известна как «сварка бронзы». Всегда
так как процесс
был переименован в «сварку припоем», существовала некоторая путаница
между терминами «пайка» и «пайка»
сварка ». Определения слова «пайка» Американского общества сварки
и «сварка пайкой» предусматривают, что присадочный
металл должен иметь температуру плавления выше 425 0 C
(800 0 F). Однако в определениях говорится, что
при пайке наполнителя
металл втягивается в обтяжку
сустав за счет капиллярного притяжения;
при сварке припоем наполнитель
металл осаждается в стыке
другими причинами, кроме капиллярного притяжения.
Мы поговорим об использовании пламени при пайке в другом
главу. В
Основа процесса сварки пайкой состоит в том, что латунь и бронза * будут стекать на
правильно подготовленные поверхности с более высокой температурой плавления
металлы или сплавы с образованием связи или молекулярного союза, обладающего превосходной прочностью.Основной металл
никогда не тает. Он просто повышается до температуры, при которой присадочный металл
олово —
образуют гладкую пленку — на
поверхность стыка. Хотя задействованные температуры намного ниже, чем
необходимые для сварки плавлением
При сварке стали сварка пайкой — это прежде всего кислородно-ацетиленовый процесс. Сильная жара
кислородно-ацетиленового пламени быстро
нагревает основной металл до температуры, подходящей для лужения.
Однако в определениях говорится, что
при пайке наполнителя
металл втягивается в обтяжку
сустав за счет капиллярного притяжения;
при сварке припоем наполнитель
металл осаждается в стыке
другими причинами, кроме капиллярного притяжения.
Мы поговорим об использовании пламени при пайке в другом
главу. В
Основа процесса сварки пайкой состоит в том, что латунь и бронза * будут стекать на
правильно подготовленные поверхности с более высокой температурой плавления
металлы или сплавы с образованием связи или молекулярного союза, обладающего превосходной прочностью.Основной металл
никогда не тает. Он просто повышается до температуры, при которой присадочный металл
олово —
образуют гладкую пленку — на
поверхность стыка. Хотя задействованные температуры намного ниже, чем
необходимые для сварки плавлением
При сварке стали сварка пайкой — это прежде всего кислородно-ацетиленовый процесс. Сильная жара
кислородно-ацетиленового пламени быстро
нагревает основной металл до температуры, подходящей для лужения. Сварщик может контролировать все задействованные переменные факторы:
температура основного металла, плавление присадочного стержня и состояние
(нейтральный или слегка окисляющий)
пламени.* Традиционно
«Бронза» считалась сплавом меди и олова, «латунь»
сплав меди и цинка. Сегодня, пока все сплавы, обозначенные как
«Латунь» содержат много
цинк, некоторые сплавы с коммерческой маркировкой «бронза» также содержат цинк,
а некоторые не содержат олова.
Сварщик может контролировать все задействованные переменные факторы:
температура основного металла, плавление присадочного стержня и состояние
(нейтральный или слегка окисляющий)
пламени.* Традиционно
«Бронза» считалась сплавом меди и олова, «латунь»
сплав меди и цинка. Сегодня, пока все сплавы, обозначенные как
«Латунь» содержат много
цинк, некоторые сплавы с коммерческой маркировкой «бронза» также содержат цинк,
а некоторые не содержат олова.Температура плавления алюминия — thyssenkrupp Materials (Великобритания)
Алюминий — один из самых распространенных металлов в земной коре. Он имеет ряд применений, включая использование в кухонной посуде, в промышленности, строительстве, на транспорте и в аэрокосмической отрасли.Его способность противостоять коррозии и подвергаться вторичной переработке являются ключевыми характеристиками.
При какой температуре плавится алюминий?
Алюминий имеет более высокую температуру плавления по сравнению с другими металлами, такими как медь, железо и латунь. В чистом виде его температура плавления составляет примерно 660 градусов по Цельсию или 1220 градусов по Фаренгейту.
В чистом виде его температура плавления составляет примерно 660 градусов по Цельсию или 1220 градусов по Фаренгейту.
Температура плавления оксида алюминия выше, чем у чистого алюминия. Оксид алюминия плавится примерно при 2000 градусах Цельсия. Вот почему извлечение алюминия из оксида алюминия осуществляется путем электролиза перед плавлением металла.
Что касается плавления, то алюминий имеет температуру кипения примерно 2467 градусов Цельсия. Точки плавления и кипения алюминия являются важными факторами, учитывая, что металл обладает исключительными рециклируемыми свойствами и может использоваться различными способами без каких-либо потерь. Плавление алюминия имеет жизненно важное значение в процессе переработки.
Почему важно определять температуру плавления алюминия?
Температура плавления алюминия или любого другого вещества в этом отношении является важным физическим свойством.Определение точки плавления алюминия помогает идентифицировать примеси в металле или идентифицировать другие неизвестные вещества.
Температура плавления также помогает определить общую чистоту металла. При переработке алюминия, если он имеет широкий диапазон плавления, это означает, что в нем больше примесей. Чем больше уменьшается диапазон температур плавления, тем чище вещество.
Факторы, влияющие на температуру плавления алюминия
Вышеуказанная температура плавления соответствует постоянству всех факторов.Но, в зависимости от различных аспектов, температура плавления алюминия может меняться.
Если алюминий содержит примеси, температура плавления выше. Также есть вероятность, что она будет варьироваться в широком диапазоне температур. Это называется понижением температуры плавления. Если алюминий чистый, диапазон температур плавления колеблется в пределах одного или двух градусов Цельсия. Если температура плавления меняется более чем на пять градусов по Цельсию, это доказывает наличие примесей.
К другим факторам, которые могут повлиять на температуру плавления алюминия и других веществ, относятся состав молекул, насколько плотно атомы упакованы вместе, и приложение давления во время процесса нагрева.