Технология проведения сварочных работ — Строительный журнал Palitrabazar.ru
Как правильно варить электросваркой
В частном доме, на даче, в гараже и даже в квартире — везде есть немало работ, требующих сварки металла. Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать. И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется. О том, как правильно варить сваркой, расскажем в этой статье.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.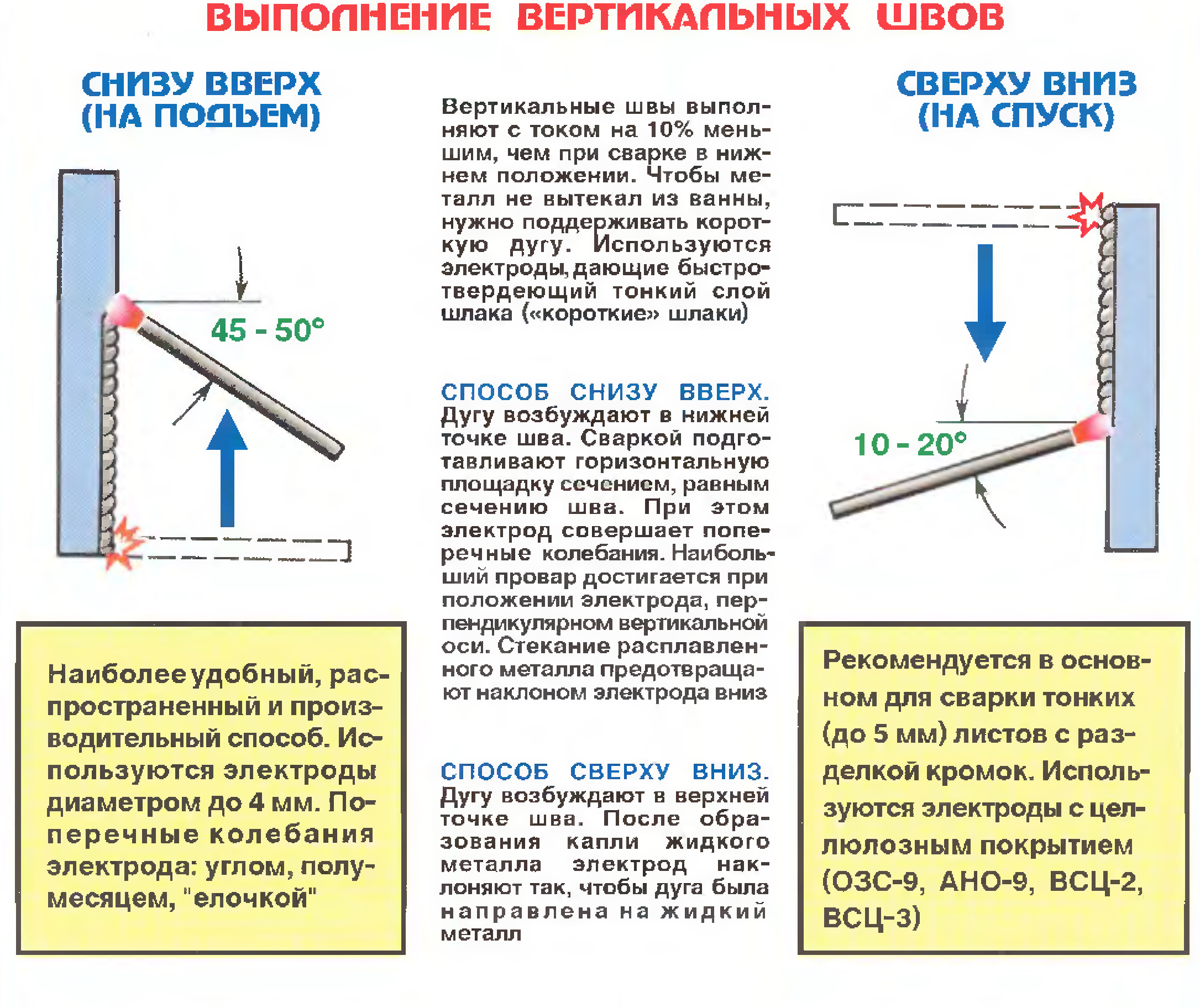
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
Как научиться варить сваркой
Начинается все с подготовки рабочего места. Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться. Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Для защиты глаз при этом нужны будут очки.
Как подключать электрод
Сварочные работы для начинающих проще будет проводить, если взять универсальный электрод диаметром 3 мм (3,2 мм, если точно). Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Электрод вставляется в держатель, закрепленный на одном из сварочных кабелей. Есть два типа фиксаторов — пружинный и винтовой. Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод. При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете. В любом случае он не должен шататься. Установив электрод можно подключать кабели.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный. Также есть два сварочных кабеля:
- один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
- другой — держателем для электрода.

Какую полярность подключать для сварки зависит от типа работы. Если говорить об инверторах, то чаще плюс подключают на деталь, а минус подают на электрод. Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).
Прямая и обратная полярность подключения на сварочном инверторе
Прямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений. Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Начало сварки: зажигаем дугу
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Оба способа розжига используются, тут выбирает каждый, кому как удобно. Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Потому берете несколько электродов, толстый кусок металла, и пытаетесь зажечь дугу. Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Наклон электрода
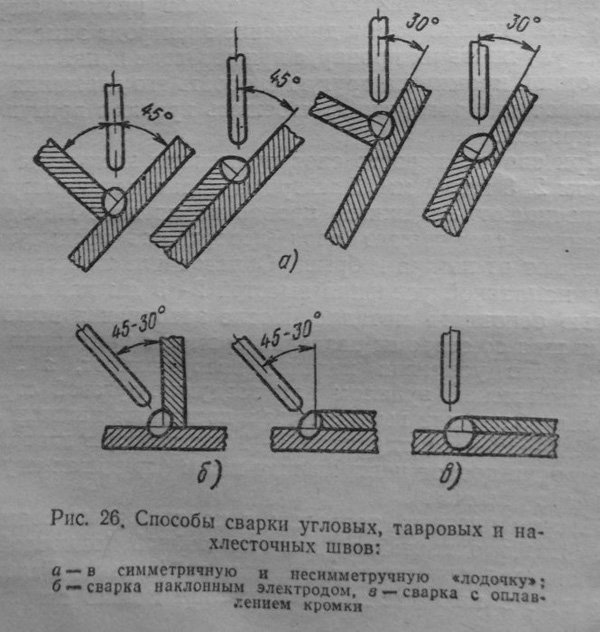
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60° (смотрите рисунок). Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода. Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.
Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.
Техника ручной дуговой сварки: положение электрода углом вперед и углом назад
Бывают ситуации, когда металл сильно разогревать не нужно. Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
Движения электрода
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, что одновременно приходится контролировать несколько параметров:
- двигать электрод по одной из показанных на фото траекторий,
- по мере выжигания опускать его чуть ниже, сохраняя постоянное расстояние в 2-3 мм;
- следить за размерами и состоянием сварной ванны, ускоряя или замедляя движения электродом;
- следить за направлением шва.
Движения кончика электрода показаны на рисунке. Желающим научиться электросварке для домашнего применения все их осваивать не нужно, но два-три движения вам понадобятся: для разных ситуаций, швов и металлов.
Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)
Как научиться варить электросваркой? Отрабатывать движения на толстом куске металла. Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Для этого берете толстый металл, мелом прочерчиваете на нем линию: по ней нужно будет уложить валик. Разжигаете дугу и начинаете осваивать движения, учась одновременно контролировать ванну. У вас получится не с первого, и, даже, не с десятого раза. Электродов изведете, наверное, с десяток. Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.
Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.
Похожие валики должны получаться у вас. Так вы сможете научиться правильно варить сваркой электродами
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.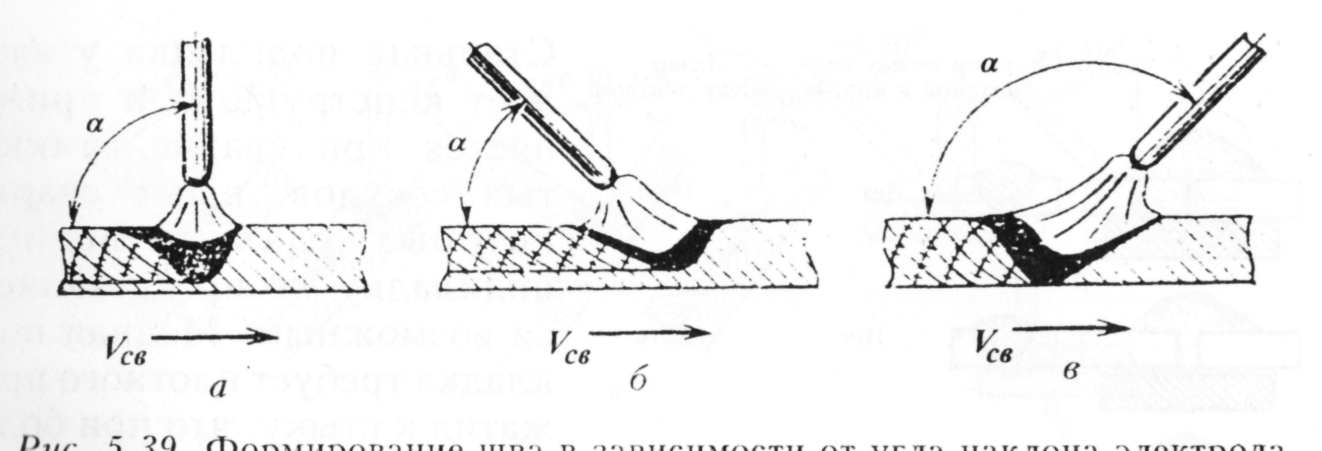
Чтобы закрепить информацию, посмотрите видео-урок по сварке.
Основные сведения по технологии сварочных работ. Типы сварочных швов и соединений. Виды сварки
Сваркой называют процесс получения неразъемных соединений металлических изделий с применением местного нагрева. Металлические части в местах соединения плавятся и соединяются в одно целое. Cварку применяют для соединения однородных и разнородных металлов и сплавов, металлов с неметаллическими материалами (керамикой, стеклом, графитом), а также пластмасс. Физическая сущность процесса сварки заключается в установлении прочных межатомных связей поверхностных слоев соединяемых заготовок.
Для образования соединения необходимо выполнение следующих условий: очистка свариваемых поверхностей от загрязнений, оксидов, инородных атомов, активизация поверхностных и приповерхностных атомов, сближение соединяемых поверхностей на расстояние межатомного взаимодействия
Свариваемость металлов неодинакова и зависит от их физических свойств, методов и режимов, применяемых при сварке. В зависимости от состояния материалов в момент образования сварного соединения все многообразие способов сварки можно разделить на две группы: сварку в жидком и сварку в твердом состоянии, т.е. на сварку плавлением и сварку давлением.
В зависимости от состояния материалов в момент образования сварного соединения все многообразие способов сварки можно разделить на две группы: сварку в жидком и сварку в твердом состоянии, т.е. на сварку плавлением и сварку давлением.
Сварка плавлением. Образование сварного соединения плавлением протекает в 2 стадии:
— расплавление соединяемых поверхностей и образование общей ванны жидкого металла;
-затвердевание этого общего объема металла, образование сварного шва.
Сварка давлением. Для сварки давлением характерны 2 стадии:
-сближение соединяемых поверхностей до образования физического контакта;
— появление участков межатомного взаимодействия с установлением металлической связи под действием пластической деформации.
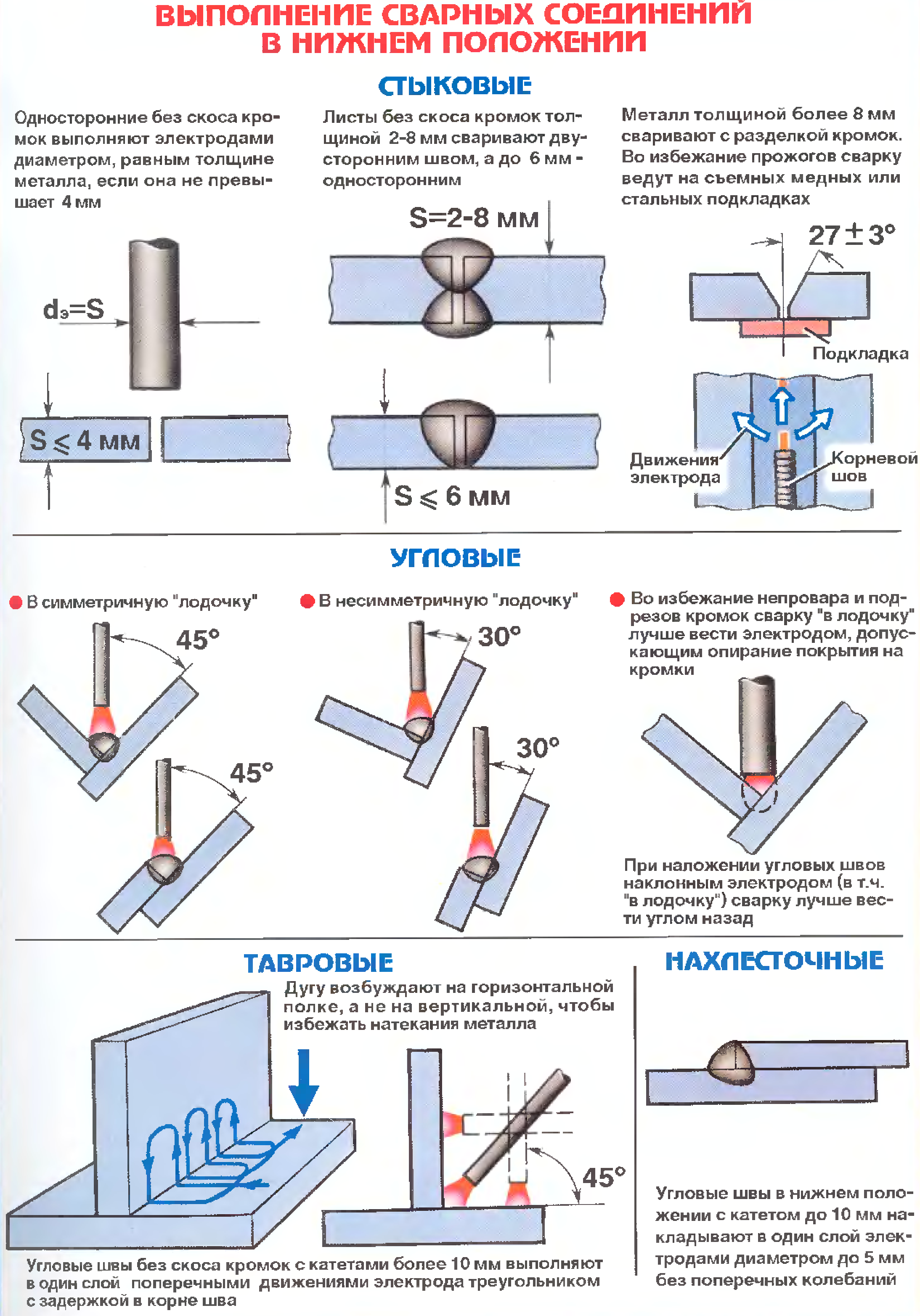
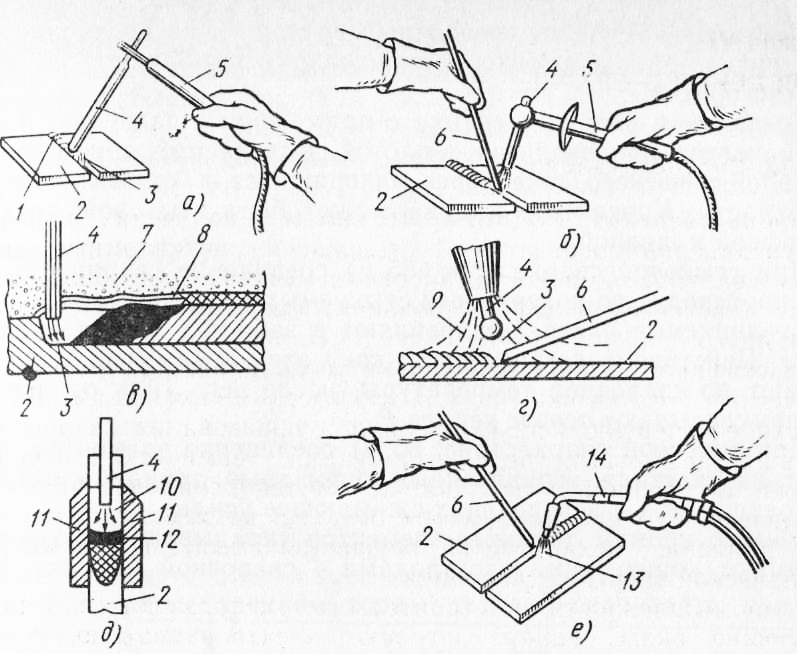
В результате всех видов сварки образуется сварное соединение. Существуют 4 типа сварных соединений (рис. 8): стыковое соединение 1 — 7 (соединение торцов свариваемых деталей), соединение внахлестку 8 – 9 (соединение боковых поверхностей свариваемых деталей), тавровое соединение 10 – 12 (соединение торца одной детали с боковой поверхностью другой детали), угловое соединение 13 – 15 углов свариваемых деталей.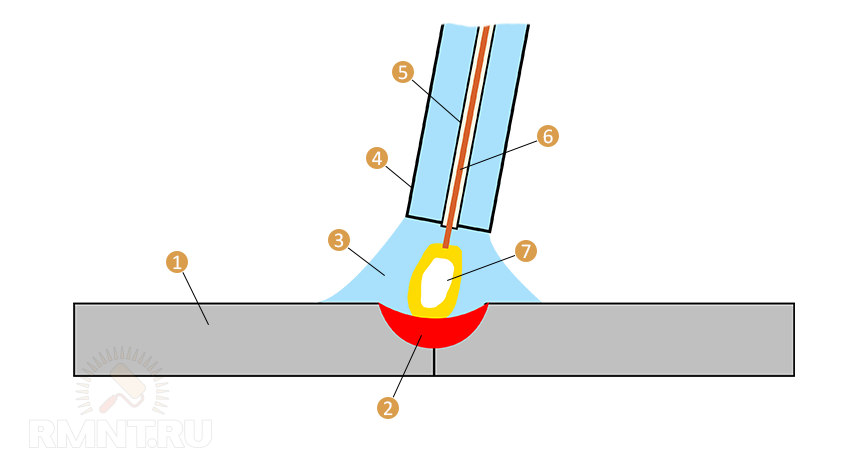
Способы сварки плавлением. Наиболее распространена электродуговая сварка плавлением с применением металлического электрода.
Электродуговая сварка основана на использовании теплоты от электрической дуги, возникающей между двумя проводниками (электродами) при пропускании электрического тока.
При электродуговой сварке одним полюсом является свариваемая деталь, другим – угольный или металлический электрод. В случае применения угольного электрода необходим присадочный металл, для чего расплавляют специальный пруток, а при металлическом электроде расплавляется сам электрод. При сварке металлическим электродом его конец и свариваемое изделие расплавляются, капли металла электрода заполняют сварной шов и удерживаются на нем силами поверхностного натяжения.
При применении переменного тока расход энергии меньше, чем при применении постоянного тока, а оборудование проще и дешевле. Применение постоянного тока обеспечивает более стабильное горение дуги, чем при переменном токе.
Рисунок 8 — Типы сварных соединений.
Электроды. Электроды, применяемые при сварке изделий должны обеспечивать высокие механические свойства сварного соединения и высокую производительность процесса сварки. Они могут быть плавящимися (стальными, чугунными, алюминиевыми) и неплавящимися (угольными, вольфрамовыми). Качество электрода зависит от марки применяемого металла и вида обмазки.
Стальные электроды изготавливают из проволоки диаметрами от 2 до 12 мм. Электродами диаметром 2 мм сваривают металл толщиной до 2 мм, диаметром 3 мм – металл толщиной 2 мм и выше. Для сварки металла толщиной 5-10 мм применяют электроды диаметром 4-5 мм, а для толщин свыше 10 мм – электроды диаметром 5-8 мм.
Угольные электроды состоят из аморфного угля или графита. Он сгорает достаточно медленно. Угольный электрод не прилипает к металлу, а длина дуги может достигать 30-50 мм.
На электроды наносят различного вида обмазки для повышения устойчивости горения дуги путем ионизации воздушного промежутка, создания вокруг металла и дуги защитного слоя из газов и шлака, необходимого для защиты металла от окисления. В зависимости от толщины покрытия электроды подразделяются на тонкопокрытые с толщиной обмазки 0,1 — 0,3 мм и толстопокрытые с толщиной обмазки 0,25 — 0,35 d, где d – диаметр электрода в мм.
В зависимости от толщины покрытия электроды подразделяются на тонкопокрытые с толщиной обмазки 0,1 — 0,3 мм и толстопокрытые с толщиной обмазки 0,25 — 0,35 d, где d – диаметр электрода в мм.
Тонкие предназначаются для увеличения устойчивости дуги, поэтому называются ионизирующими покрытиями. Наиболее распространенным является меловое покрытие, состоящее из 80 — 85% мелко просеянного мела и 15 — 20% жидкого стекла. К более сложным тонким покрытиям относится покрытие МВТУ, состоящее из 62 % титанового концентрата, 31 % полевого шпата и 7 % калия хромовокислого, которое позволяет с высоким качеством сваривать тонкий металл.
Для получения сварных швов с высокими показателями прочности и пластичности используют электроды с толстым покрытием. В состав толстого покрытия входят газообразующие, шлакообразующие и легирующие вещества и раскислители в виде ферросплавов (ферротитана, ферромарганца, ферросилиция и др.). Газообразующие добавки (мука, крахмал, целлюлоза и др.) предназначаются для создания в процессе плавления электрода газовой защитной среды, состоящей в основном из водорода и оксида углерода. Шлакообразующие вещества (полевой шпат, марганцевая или титановая руда, мел, каолин и др.) образуют при плавлении электрода шлаки, защищающие расплавленный металл от воздействия воздуха и улучшающие условия формирования металла шва. Легирующие элементы из покрытия, выгорая, переходят в шов, что повышает его механические свойства. Раскислители вводят для раскисления металла шва.
Шлакообразующие вещества (полевой шпат, марганцевая или титановая руда, мел, каолин и др.) образуют при плавлении электрода шлаки, защищающие расплавленный металл от воздействия воздуха и улучшающие условия формирования металла шва. Легирующие элементы из покрытия, выгорая, переходят в шов, что повышает его механические свойства. Раскислители вводят для раскисления металла шва.
Сварочные машины и аппараты для дуговой сварки. Для получения равномерного процесса сварки необходимо, чтобы характеристика источника питания обеспечивала постоянство рабочего тока. Питание дуги постоянным током осуществляется сварочной машиной – генератором. Питание переменным током производится от сварочного трансформатора. Осцилляторы применяют для повышения устойчивости горения дуги при сварке переменным током и представляют собой искровый генератор токов высокой частоты.
Дуговую сварку используют для сваривания малоуглеродистых, конструкционных и легированных сталей.
Газовая сварка основана на получении необходимой теплоты для расплавления свариваемых деталей за счет химической реакции горения газа (ацетилена, водорода, бутана и др. ). Газовое пламя получают при сгорании горючего газа в атмосфере технически чистого кислорода. Чаще всего в качестве горючего газа используют ацетилен, так как он обеспечивает получение пламени с более высокой температурой горения — 3200 о С. Совокупность ацетиленового и кислородного баллонов с горелкой или резаком составляют оборудование газосварочного поста. При газовой сварке для создания сварочного шва вводят присадочные прутки, имеющие химический состав, близкий к составу свариваемого металла.
). Газовое пламя получают при сгорании горючего газа в атмосфере технически чистого кислорода. Чаще всего в качестве горючего газа используют ацетилен, так как он обеспечивает получение пламени с более высокой температурой горения — 3200 о С. Совокупность ацетиленового и кислородного баллонов с горелкой или резаком составляют оборудование газосварочного поста. При газовой сварке для создания сварочного шва вводят присадочные прутки, имеющие химический состав, близкий к составу свариваемого металла.
Наибольшее значение этот вид сварки получил при изготовлении различных тонкостенных конструкций и деталей из жаропрочных и нержавеющих сплавов и сплавов из алюминия.
Плазменная сварка – процесс сваривания плавлением, при котором соединение деталей осуществляется при нагреве плазменной струей. Плазменная струя – это поток ионизированных частиц газа, имеющий температуру 10000 — 30000 о . Плазму получают, пропуская поток газа через столб электрической дуги. Дугу можно создавать как между электродом и деталью (горелка прямого действия), так и между электродом и водоохлаждаемой горелкой (горелка косвенного действия). В качестве плазмообразующего газа используют аргон, водород и азот.
В качестве плазмообразующего газа используют аргон, водород и азот.
Способы сварки давлением. Контактная сварка – это процесс сварки давлением, заключающийся в совместном термическом и деформационном воздействии на соединяемые детали. Она основана на нагревании места сварки электрическим током высокой плотности с одновременным сдавливанием деталей для облегчения взаимного проникновения атомов свариваемых металлов. Детали, зажатые в электродах сварочной машины, сжимают для обеспечения физического контакта свариваемых поверхностей. Затем включают ток, металл разогревается до пластического состояния, далее его деформируют до образования неразъемного соединения.
Существуют следующие виды контактной сварки: стыковая сварка сопротивлением, стыковая сварка оплавлением, точечная сварка, шовная сварка, сварка запасенной энергией, сварка по методу Игнатьева.
Стыковая сварка сопротивлением является видом контактной сварки, при которой детали соединяются по всей поверхности соприкосновения. Детали, зажатые в электродах сварочной машины, сжимают для обеспечения физического контакта свариваемых поверхностей. Затем включают ток, металл разогревается до пластического состояния, далее его деформируют до образования неразъемного соединения.
Детали, зажатые в электродах сварочной машины, сжимают для обеспечения физического контакта свариваемых поверхностей. Затем включают ток, металл разогревается до пластического состояния, далее его деформируют до образования неразъемного соединения.
Стыковая сварка оплавлением заключается в сближении деталей одновременно с включением тока. В момент сближения торцов начинается процесс расплавления сначала отдельных контактов, затем число их непрерывно растет и заканчивается, когда обе торцовые поверхности будут покрыты тонким и равномерным слоем жидкого металла. Процесс протекает очень быстро и для оплавления всей торцевой поверхности детали в зависимости от сечения необходимо затратить от 0,5 до 3 с.
Точечная сварка – самый распространенный вид контактной сварки. Она применяется при соединении деталей в отдельных местах в виде небольших площадок (точек). Необходимая для разогревания теплота создается электрическим током, подводимым медными электродами, между которыми помещается и зажимается свариваемая деталь. Точечная сварка используется при сваривании пересечений арматуры для железобетонных конструкций, прокатных и штампованных профилей и др.
Точечная сварка используется при сваривании пересечений арматуры для железобетонных конструкций, прокатных и штампованных профилей и др.
Шовная сварка – это модернизированный вид точечной сварки. Процесс такой же, только электроды выполняются в виде роликов. Ролику сообщают вращательное движение с одновременным пропусканием тока и получают перекрывающие друг друга сварные точки, образующие сплошной герметичный сварной шов.
Сварка запасенной энергией – это вид контактной сварки, при которой используется энергия, запасенная в соответствующем аккумулирующем устройстве. Наиболее широкое применение получила конденсаторная сварка, при которой энергия от питающей электрической сети накапливается в батарее конденсаторов, а затем расходуется на сварку металлов.
Сварка по методу Игнатьева— это вид контактной сварки, при которой электрический ток протекает параллельно плоскости соединения. Ток подводят к одной из деталей, от которой нагревается другая деталь. Когда достигается необходимая для сварки температура, детали сжимают. При этом образуется неразъемное соединение.
Когда достигается необходимая для сварки температура, детали сжимают. При этом образуется неразъемное соединение.
Диффузионная сварка – это процесс сварки давлением, при котором соединение образуется в результате взаимной диффузии атомов поверхностных слоев соединяемых деталей, находящихся в твердом состоянии. Свариваемые детали с тщательно зачищенными поверхностями загружают в специальную камеру, где для активизации процесса диффузии создают постоянную нагрузку на детали, разряжение атмосферы (вакуум) и нагрев.
Ультразвуковая сварка – это процесс сварки давлением, при котором соединение образуется в результате ультразвуковых колебаний одной детали относительно другой. В ультразвуковой сварке используют давления, нагрев и трение, возникающие при перемещение свариваемых поверхностей. Источником ультразвука является преобразователь, вызывающий возвратно-поступательные движения высокой частоты одной детали относительно другой. В результате сдвиговых деформаций контактные поверхности взаимно очищаются, нагреваются, с усилием сближаются и, пластически деформируясь, образуют сварное соединение.
Холодная сварка — это процесс сварки давлением, при котором соединение деталей проводится при значительной пластической деформации без применения внешнего нагрева. Металл деталей деформируется с помощью пуансонов. В процессе деформации пленка окислов выдавливается в периферийную область, а между соединяемыми поверхностями устанавливаются межатомные связи, т.е. происходит сварка деталей.
Основное достоинство сварных конструкций – высокая нагрузочная способность. Но свою популярность такие неразъемные соединения получили благодаря низкой трудоемкости и высокой технологичности исполнения. Сварка удобна и надежна, ее просто осуществить, и она не требует специальной подготовки соединяемых деталей (сверление, подшлифовка, нарезание резьбы и т.д.). Именно благодаря этим достоинствам сварочные соединения занимают второе по популярности место в сборочных работах, уступая только резьбовым.
К недостаткам сварных соединений следует отнести невозможность обработки некоторых материалов.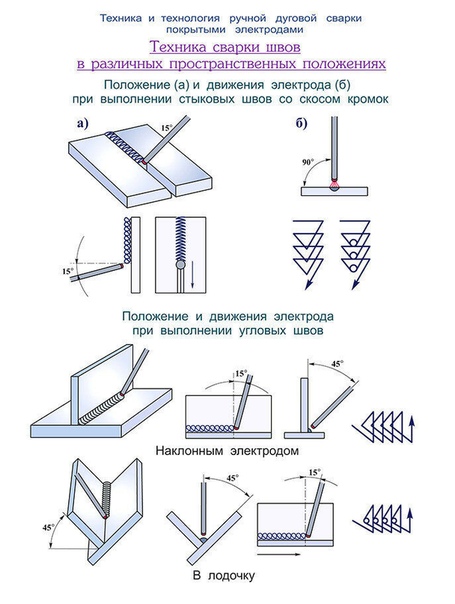 Среди физико-механических характеристик различных марок сталей обязательно упоминается степень свариваемости. В месте стыка деталей могут образовываться значительные внутренние напряжения, тогда как сами сварные швы достаточно тяжело контролируются. Для этого необходимо дорогое высокоточное оборудование неразрушающего контроля.
Среди физико-механических характеристик различных марок сталей обязательно упоминается степень свариваемости. В месте стыка деталей могут образовываться значительные внутренние напряжения, тогда как сами сварные швы достаточно тяжело контролируются. Для этого необходимо дорогое высокоточное оборудование неразрушающего контроля.
Классификация швов
Сварные соединения различают по взаимному расположению соединяемых деталей: встык, внахлест (валиковые швы), впритык (тавр). Наиболее надежным соединением будет сборка деталей с максимально большой площадью контакта.
По расположению относительно действующей нагрузки швы делят на лобовые, фланговые и косые. По форме сечения швы бывают: в форме равнобедренного треугольника, неравнобедренного треугольника, выпуклые и вогнутые швы. Выпуклые швы особенно актуальны при высоких нагрузках на свариваемое изделие.
Процесс сварки
Образование сварных швов включает следующие операции:
- Удаление с собираемых деталей пыли, окалины, остатков масла.
- Предварительная сборка под соединение.
- Сварка.
- Термообработка.
- Контроль шва.

При выполнении работ следует руководствоваться рекомендациями.
- разность толщин соединяемых деталей не должна превышать полутора раз. В противном случае неизбежно возникновение внутренних напряжений, способных деформировать и разрушить шов. Если условие не выдерживается – необходимо прибегнуть к спецразделке;
- последовательность выполнения нескольких аналогичных швов должна обеспечивать минимальное коробление деталей. С этой целью первым делом выполняются все параллельные швы, затем – перпендикулярные к ним, в конце – если есть такая необходимость – по контуру;
- ребра жесткости варятся с переменным направлением. Это значит, что с разных сторон ребра сварку деталей следует производить от разных краёв. Скажем, сначала справа налево, затем – слева направо.
Для повышения технологичности сварных конструкций необходимо учитывать некоторые правила сборки деталей и образования шва:
- Расположение сопрягаемых деталей относительно друг друга должно быть таким, чтобы обеспечить удобный подвод инструмента к сварному шву. Так следует избегать назначения шва между двумя близко расположенными деталями, стоящими на основной конструкции.
- Базирование деталей должно быть надежным и законченным, без необходимости в поддержании сборочных единиц или дополнительных замерах.
- Не рекомендуется сваривать массивные детали с тонкими, во избежание возникновения значительных напряжений в зоне шва.
- По возможности, следует минимизировать объем расплавляемого металла.
- При сварке замкнутых полостей желательно избегать зон с повышенным давлением деталей друг на друга.
 Так следует избегать назначения шва между двумя близко расположенными деталями, стоящими на основной конструкции.
Так следует избегать назначения шва между двумя близко расположенными деталями, стоящими на основной конструкции.Нюансы сварки
Трудность выполнения строительных швов методом электродуговой сварки заключается в возможности отклонения дуги под воздействием электромагнитных сил и потоков воздуха. Это следует учитывать при проведении сварочных работ.
К окончанию образования шва электрод необходимо выдержать до самопроизвольного обрыва дуги либо же укоротить ее до возникновения частых коротких замыканий. Эти манипуляции направлены на предотвращение образования кратера – катализатора разрушений – путем его заплавления.
Для обработки низкоуглеродистых и низколегированных сталей преимущественно используется метод сварки в среде защитных газов. Для защиты расплавленного металла чаще всего применяется углекислый газ. Соединение выполняется плавящимся электродом (проволока), в некоторых случаях используется неплавящийся электрод. Находят свое применение и смеси углекислого газа с аргоном или кислородом. Непосредственно под одним аргоном сварка производится для конструкций специального назначения.
Перед выполнением точечной контактной сварки сопрягаемые поверхности деталей необходимо тщательно подготовить. Холоднокатаный прокат обезжиривается. Ржавчина и окалина на горячекатаном профиле удаляются травлением и промывкой, возможна альтернатива в виде обработки наждачным инструментом или игловыми фрезами.
Технологии сварки металлоконструкций
Сварка металлоконструкций – технология соединения деталей из металла различной степени сложности в единое целое при помощи специального оборудования.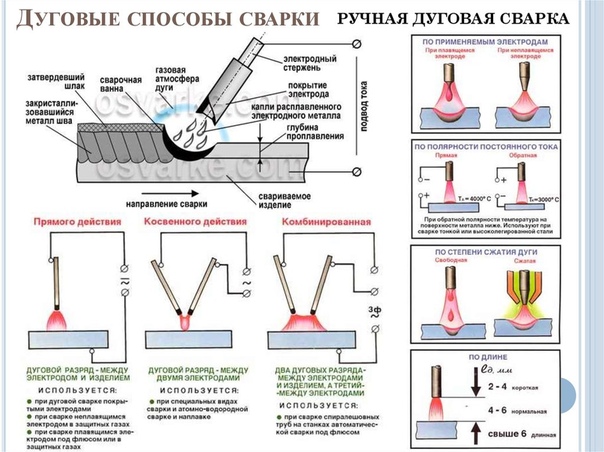
Она может активно применяться в промышленном масштабе на крупных производствах опытными специалистами, а также для выполнения бытовых операций сварщиками-любителями. В любом варианте, соединения металлоконструкций характеризуется определенными особенностями, которые важно понимать при работе.
Требования к сварке металлических конструкций
Процесс сварки в технологическом плане должен обеспечить выполненным соединениям требуемые геометрические параметры, размеры и высокое качество. Конструкция должна получиться прочной и долговечной, а риск ее деформации – нулевым.
Именно поэтому технология сварки металлоконструкций должна реализовываться с учетом некоторых требований, что во многом определит качество созданных сварных швов:
- Если создаются простые соединения без применения кондуктора, а также при создании сложных швов перед включением данного инструмента важно оставить зазор между скрепляемыми деталями.
Тогда при смещении элементов шов не пострадает. Но размеры зазора должны соответствовать допустимой норме, иначе система не будет прочна и долговечна. - При выполнении сварки ответственных металлоконструкций сварщики проверяют строгое соответствие установленной детали своему местоположению, согласно карте.
При поступлении заготовки на стапель стоит подготовить каждую из них к завершающему этапу. - Все детали должны строго соответствовать по виду и размеру, указанным в проекте частям будущей конструкции.
Это позволит сохранить функциональные возможности изделия. - Корневые слои шва при ручном методе выполнения дуговой сварки важно накладывать электродами с диаметром, не превышающим 3-4 мм.
- Металлоконструкции при укреплении потребуется располагать так, дабы можно было накладывать швы преимущественно в нижнем положении.
Это необходимо для обеспечения сварщика безопасными условиями работы. - Важно взять под строгий контроль углы металлоконструкции, для чего стоит воспользоваться специальными инструментами и кондуктором.
Все углы между плоскостями должны быть прямыми, если это предусмотрено проектом. Иначе произойдет перекос деталей, что повлечет за собой нарушение целостности механизма, потере им своей функциональности. - Готовая конструкция должна иметь минимальные усадочные напряжения и деформации, для чего сварные работы нужно осуществлять в стабильном режиме с отклонениями от заданных значений величины тока и напряжения на дуге не более ±5 %.
 Но размеры зазора должны соответствовать допустимой норме, иначе система не будет прочна и долговечна.
Но размеры зазора должны соответствовать допустимой норме, иначе система не будет прочна и долговечна.
Описанные рекомендации важно учитывать уже на этапе сборки деталей в целостную конструкцию, а не только перед непосредственным выполнением сварочных работ. Особенно, если выбран автоматический режим, при котором не выйдет откорректировать допущенные ошибки.
В целом же, именно этот вид сварных работ и считается наиболее приемлемым, так как при автоматизировании сварных процессов влияние человеческого фактора на качество выполненных швов сводится к нулю.
Также важно заварить технологическую пробу в условиях, которые полностью совпадают с условиями сварки конструкций на месте производства.
Если работать сварочным аппаратом придется при низкой температуре воздуха, стоит сварить стыковые образцы перед началом операций при отрицательном температурном режиме, предусмотренном технологическим процессом. Это позволит в дальнейшем провести их механические испытания.
Если нужно выполнить сварные работы с особо ответственными металлоконструкциями из новых марок сталей или с применением новых сварных расходников, мастеру потребуется изготовить контрольные образцы в таком же пространственном положении и с теми же материалами, оборудованием, что и при сварке монтируемых конструкций.
Это позволит сварщику оценить ситуацию со всех сторон перед началом работы и не допустить ошибок в процессе ее выполнения.
 </p><p>Она позволяет использовать рациональные типы сечений в металлоконструкциях, что приводит к снижению показателей металлоемкости в несколько раз, по сравнению с применением иных технологий.</p><p>Сегодня сварные работы выполняются с помощью разных методов, но все они создавались на основе знаний о классической технологии. Она проста и может реализовываться, как для бытовых целей, так и в промышленных масштабах.</p><p» both=»»>
</p><p>Она позволяет использовать рациональные типы сечений в металлоконструкциях, что приводит к снижению показателей металлоемкости в несколько раз, по сравнению с применением иных технологий.</p><p>Сегодня сварные работы выполняются с помощью разных методов, но все они создавались на основе знаний о классической технологии. Она проста и может реализовываться, как для бытовых целей, так и в промышленных масштабах.</p><p» both=»»>
Если изготавливать сварочные металлоконструкции по классической технологии, потребуется применить следующие источники энергии:
- электрическая дуга;
- газовое пламя.
Оба варианта предполагают три метода выполнения сварных швов:
Автоматический
Не подразумевает человеческое вмешательство в процесс выполнения сварных работ. Сварочный аппарат настраивается на актуальный режим функционирования с учетом конкретного вида выполняемой операции единственный раз перед началом работы.
Поэтому важно понимать основную цель приобретения сварного оборудования при выборе в магазине. Используя автоматический режим, можно применять контактную и электрошлаковую сварку.
Полуавтоматический
При использовании данного метода сварные швы формируются вручную, а электроды подаются в автоматическом режиме. Такое положение дел позволяет повысить производительность работы без ущерба для качества создаваемых металлоизделий.
При полуавтоматической сварке можно применить газовый флюс, неплавкие электроды, сварочную проволоку.
Ручной
Все действия методом ручной дуговой сварки осуществляются сварщиком без применения автоматизированного оборудования: от контроля подачи электрода до формирования самого соединения.
Зачастую при ручном режиме применяют обыкновенную сварку под флюсом, электродуговую сварку или пайку газосварочным устройством. Данный метод рационально использовать в бытовых целях, а не на крупном производстве, потому что он чрезмерно затратный и характеризуется низкой производительностью.
Инновационные сварочные технологии
Со временем классический метод выполнения сварных работ совершенствовался, опытные специалисты разрабатывали инновационные способы соединения металлических деталей в единую конструкцию: сварка с применением лазерных установок, ультразвука, теплового эффекта и т. п.
Подобные новаторские идеи могут помочь сварщику в работе, облегчив выполнение некоторых задач и ускорив весь процесс сборки металлоконструкций в целом. По этой причине и сегодня в этой области не прекращаются научные разработки и исследования.
Также применение инновационных технологий выполнения сварных работ позволяет сварщику получить ряд преимуществ:
- снизить показатели коробления металла;
- повысить скорость выполнения работы;
- сократить расходы зачистку сварного шва;
- снизить траты на закупку расходных материалов;
- выполнять соединения тонколистового металла.

Особенно интересны, с точки зрения продуктивности, качества полученных швов и экономичности, следующие технологии сварки:
- Электронно-лучевая сварка применяется при работе с глубокими соединениями – до 20 см, но только при условии определенного соотношения ширины шва и глубины погружения инструмента – 20:1.
Процесс формирования шва осуществляется в вакууме, поэтому использовать такую технологию в быту практически невозможно. Она применяется в сфере узкопрофильных производств. - Термитная сварка подразумевает нанесение особой смеси на контуры соединения деталей в процессе горения.
Технологию применяют для ответственных конструкций из металла в готовом виде, когда с помощью наплавки металла надо устранить имеющийся дефект в виде трещины или скола. - Плазменная сварка подразумевает применение ионизированного газа, проходящего сквозь электроды с высокими сварочно-техническими характеристиками и выполняющего функцию дуги.
Технология имеет более широкие возможности применения по сравнению с электронным типом, так как позволяет выполнить сварщику резку и сварку металлической конструкции с любой шириной металла. - Орбитальная аргонодуговая сварка с помощью вольфрамового электрода применяется для работы со сложными деталями из металла.
Например, для неповоротных стыков труб с диаметром 20-1440 мм. В процессе работы активирующий флюс наносится 1 г/м шва. Это позволяет решить ряд важных технологических задач: уменьшить объем и вес сварной ванны за счет ведения операций пониженным током; благодаря давлению дуги на жидкий металл шов получается качественным в любом пространственном положении; сварку можно автоматизировать без разделки кромки. - Щадящие технологии сварки в смесях защитных газов Ar+CO2 и Ar+O2+CO2.
При использовании такого метода выполнения сварочных работ можно получить более качественные соединения при сравнении со сваркой в СО2. При этом актуальный объем расходных материалов сократиться на 20 % за счет резкого снижения набрызгивания электродного материала, а переход к свариваемым частям металлоконструкции станет плавным.
Современная наука многогранна и непредсказуема.
Она предоставляет человеку возможности применить на практике достоинства нано-технологий, поэтому ближайшее будущее сварочных операций представляется связанным с совершенствованием схем компьютерного управления сваркой, а также применением новых сварных материалов.
Заключение
Если соблюдать все требования к сварке металлоконструкций, можно получить высококачественные швы: долговечные, прочные и стойкие к воздействию. Использовать при этом можно как классический вид сварки, так и новые технологии.
Несмотря на то, что они в большей степени касаются профессионального уровня сварки, но при желании развивать свои навыки в этой сфере, ознакомиться с такой информацией будет не лишним и для новичка в подобных вопросах.
Основы сварочных работ для начинающих
Ручная дуговая сварка с применением инверторного сварочного оборудования — самый популярный метод соединения металлов среди начинающих сварщиков. Производители предлагают сотни бюджетных инверторов и электродов для выполнения самых разнообразных задач, а сам процесс сварки несложен и занимает мало времени. Сварка электродом не требует от сварщика высокой квалификации, но при этом электросварка имеет определенные нюансы, которые следует учесть.
Производители предлагают сотни бюджетных инверторов и электродов для выполнения самых разнообразных задач, а сам процесс сварки несложен и занимает мало времени. Сварка электродом не требует от сварщика высокой квалификации, но при этом электросварка имеет определенные нюансы, которые следует учесть.
Изучать азы сварки для начинающих нужно с теории, плавно переходя к практике. Наша статья — это краткая инструкция по электродуговой сварке для начинающих. Здесь собраны секреты по выбору инвертора, его правильной настройке, кратко описана технология сварки и ее особенности. Конечно, этой информации недостаточно, чтобы с нуля выполнить сварку качественно и быстро, но наша статья поможет вам разобраться в основах.
Сварочный аппарат и экипировка
Прежде чем мы узнаем, как научиться сваривать металл самостоятельно, нужно определиться со сварочным оборудованием. Сварочный аппарат для сварки выбирается не только по цене и внешнему виду, но и по характеристикам. Мы посвятили этой теме несколько статей: здесь мы рассказываем о том, как выбрать сварочный инвертор, а здесь мы составили рейтинг с лучшими сварочными аппаратами на любой вкус и кошелек. Со сварочным аппаратом, способным удовлетворить ваши рабочие потребности, вы сможете легко и быстро обучиться.
Со сварочным аппаратом, способным удовлетворить ваши рабочие потребности, вы сможете легко и быстро обучиться.
Также для освоения сварочного дела вам понадобится экипировка. Экипировка — это защита сварщика. Она защищает от брызг металла, от вспышек и потоков ультрафиолета. Стандартный комплект состоит из маски (мы рекомендуем маску «хамелеон» с автоматическим затемнением), подшлемника, рабочего костюма (называемого «роба») и специальных плотных перчаток. В качестве рабочего костюма можно использовать одежду, сшитую из грубой плотной ткани, этого будет достаточно для сварки в домашних условиях.
Чтобы научиться работать сварочным инвертором нужно знать и выполнять требования техники безопасности. Несоблюдение правил может привести к ожогам, пожарам и несчастным случаям. О технике безопасности мы подробно писали тут, тут и тут. Сварочные работы категорически запрещено проводить без огнетушителя рядом. Особенно, если вы работаете на даче или дома.
Также надевайте всю экипировку перед началом работ. Если вы зажжете дугу без маски, то гарантировано получите ожог сетчатки глаз. И вы даже не узнаете об этом, поскольку симптомы начнут проявляться только спустя некоторое время. Вечером поработали без маски всего пару минут, а на утро не сможете открыть веки. При этом даже профессиональные сварщики часто становятся жертвами ожогов глаз (мастера называют это «нахвататься зайчиков»), но у них это связано с большим объемом работ, а не с несоблюдением правил. Так что имейте в запасе капли для глаз. Об этом мы писали в этой статье.
Если вы зажжете дугу без маски, то гарантировано получите ожог сетчатки глаз. И вы даже не узнаете об этом, поскольку симптомы начнут проявляться только спустя некоторое время. Вечером поработали без маски всего пару минут, а на утро не сможете открыть веки. При этом даже профессиональные сварщики часто становятся жертвами ожогов глаз (мастера называют это «нахвататься зайчиков»), но у них это связано с большим объемом работ, а не с несоблюдением правил. Так что имейте в запасе капли для глаз. Об этом мы писали в этой статье.
Ручная сварка для начинающих таит и другие опасности. Не забывайте, что при сварке металла вас окружают детали, нагретые до очень высоких температур. Не прикасайтесь к ним до полного остывания, иначе также гарантировано получите ожоги.
Далее поговорим о технологии сварки. Пока можете посмотреть небольшой вводный урок, в нем рассказывается про оборудование и особенности. Обучение сварке и, в целом, обучение сварочному делу требует от вас максимальной концентрации и соблюдения правил.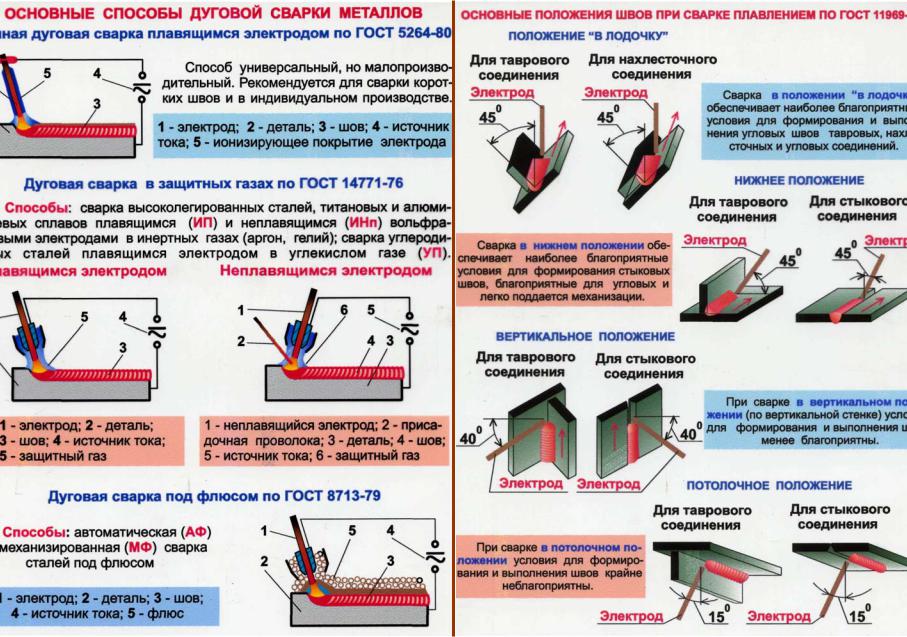 В противном случае сварочный процесс может закончиться плачевно.
В противном случае сварочный процесс может закончиться плачевно.
Технология сварочных работ
Как научиться сваривать металл с нуля? Этот вопрос задают все новички. Для начала определимся, какие ключевые элементы нам понадобятся для выполнения работ. Это инвертор, экипировка и, конечно, электроды. Электроды для сварки имеют широкое применение, они позволяют быстро и качественно соединить различные металлы.
Для сварки инвертором используются так называемые плавящиеся электроды с обмазкой (или покрытием). Покрытие играет защитную функцию, оно не позволяет кислороду проникать в сварочную зону и ухудшать качество шва. Также благодаря покрытию дуга проще зажечь и вести, она стабильна и горит равномерно.
Существует множество типов покрытий. Покрытие выбирается исходя из металла, который нам нужно сварить. Самые популярные обмазки — основная, рутиловая и кислая. Электросварка электродами с кислым покрытием производится как на постоянном, так и на переменно токе. С помощью кислых электродов можно легко сварить загрязненный металл (но мы все же рекомендуем его подготовить перед сваркой, о подготовке мы писали в этой статье). Кислые электроды принято использовать при сварке не очень важных конструкций из низкоуглеродистой стали.
С помощью кислых электродов можно легко сварить загрязненный металл (но мы все же рекомендуем его подготовить перед сваркой, о подготовке мы писали в этой статье). Кислые электроды принято использовать при сварке не очень важных конструкций из низкоуглеродистой стали.
Электроды с основным покрытием очень интересны. При плавлении обмазка выделяет углекислый газ, который отлично справляется с защитой сварочной зоны. Швы получаются очень прочными и долговечными. При этом работать нужно только с постоянным током, установив обратную полярность. Но такие электроды требуют очень тщательной очистки металла перед сваркой, нужно зачистить поверхность, удалить все загрязнения и очаги коррозии. Если пренебречь подготовкой металла перед сваркой, то после работы со сварочными электродами с основным покрытием на шве будет много шлака и его будет трудно убрать.
Электроды с рутиловым покрытием самые популярные. Они универсальны, стоят недорого и позволяют сварить любой металл. Ими можно варить на постоянном и переменном токе, но всегда читайте упаковку.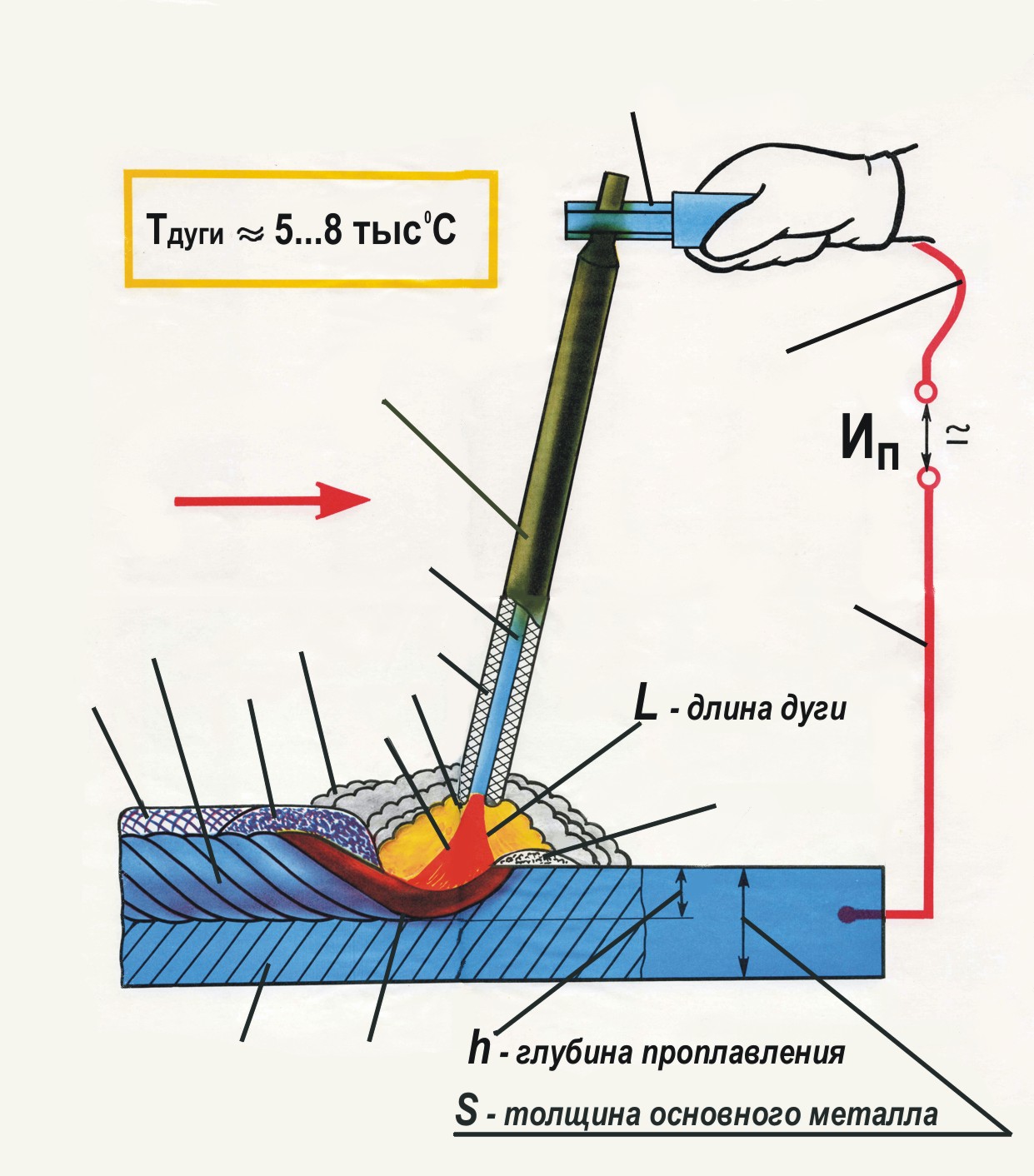 Ведь некоторые производители выпускают рутиловые электроды для работы только с переменкой или только с постоянкой.
Ведь некоторые производители выпускают рутиловые электроды для работы только с переменкой или только с постоянкой.
На этом основы сварочных работ не заканчиваются. Нужно правильно подобрать размер электрода, а именно его диаметр. Здесь все просто: чем тоньше металл, тем диаметр меньше. Вот простой пример: нам нужно сварить тонкий лист металла (например, алюминия). Для этих целей мы берем электрод диаметром до 2 миллиметров. И так со всеми остальными металлами. От выбора диаметра напрямую зависит качество шва.
Кстати, существуют разные виды швов. Вы можете видеть их на картинке ниже.
Нижний шов самый простой. Варим его, положив деталь горизонтально на ровную поверхность. Мы рекомендуем начинать обучение именно с нижнего шва. Горизонтальный шов похож на нижний, но уже сложнее, поскольку требует от сварщика больше мастерства. Приступайте к горизонтальным швам только после того, как хорошо научитесь делать нижние швы.
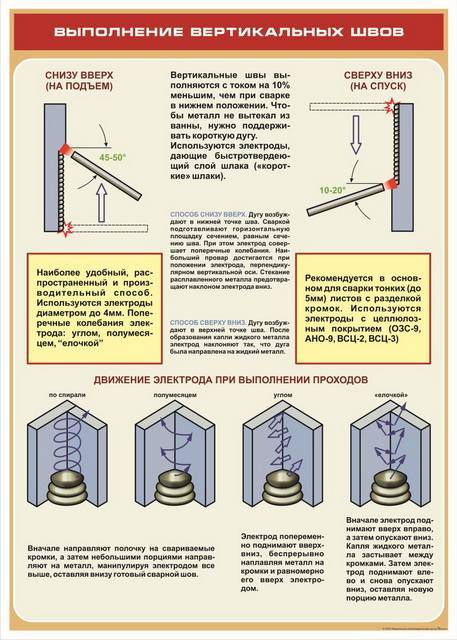
Вертикальные швы еще сложнее, чем горизонтальные. Электрод нужно вести сверху вниз и под действием силы притяжения расплавленный металл стремительно стекает вниз. Нужно немало опыта и мастерства, чтобы научиться делать вертикальный шов, чтобы при этом он был равномерно проварен. Но самый сложный как раз потолочный шов. Здесь все трудности собраны воедино. Если сварщик может без проблем сварить потолочный шов, значит он настоящий профессионал. Стремитесь к этому и вы тоже сможете стать настоящим мастером своего дела.
Электрод нужно вести сверху вниз и под действием силы притяжения расплавленный металл стремительно стекает вниз. Нужно немало опыта и мастерства, чтобы научиться делать вертикальный шов, чтобы при этом он был равномерно проварен. Но самый сложный как раз потолочный шов. Здесь все трудности собраны воедино. Если сварщик может без проблем сварить потолочный шов, значит он настоящий профессионал. Стремитесь к этому и вы тоже сможете стать настоящим мастером своего дела.
Нас часто спрашивают, как научиться сварке трубопровода или как правильно научиться варить различные трубы? Почему-то у многих это вызывает трудности. Это не удивительно: при сварке трубы швы комбинируются, вам придется уметь варить и нижний, и вертикальный, и потолочный шов, чтобы соединить трубы. Единственное, что мы можем посоветовать — больше практиковаться. Не надейтесь узнать какой-то уникальный способ, с помощью которого можно без труда сварить сложные швы. Только практикуясь вы улучшите свои навыки.
Теперь поговорим о полярности. В статье мы уже упоминали это слово. Скажем простыми словами: при прямой полярности деталь нагревается быстро, электрод расходуется мало. А при обратной полярности все наоборот. Подробнее об обратной полярности мы писали в этой статье, обязательно прочтите ее, там мы подробно все объясняем. Обратную полярность используют чаще всего. Ну а прямая полярность нужна для резки металла, например.
В статье мы уже упоминали это слово. Скажем простыми словами: при прямой полярности деталь нагревается быстро, электрод расходуется мало. А при обратной полярности все наоборот. Подробнее об обратной полярности мы писали в этой статье, обязательно прочтите ее, там мы подробно все объясняем. Обратную полярность используют чаще всего. Ну а прямая полярность нужна для резки металла, например.
Первое соединение металла своими руками нужно начинать с нижнего шва, поскольку он самый простой, как мы уже писали ранее. Для теста можете использовать ненужные металлические детали, которые найдете в гараже. Купите популярные электроды (например, электроды МР-3), можно выбрать подешевле. Такие электроды позволят новичку быстро зажечь и вести дугу, а шов получится не очень качественным (но это пока не главное). Не покупайте электроды УОНИ, поскольку вы просто не справитесь с ними из-за недостатка опыта.
Далее нужно научиться зажигать дугу. Существует два способа: метод постукивания (или касания) и метод чирканья. Разогрейте кончик электрода горелкой и постучите им по детали, затем легко проведите по детали. Движения должны быть плавными и уверенными, в меру быстрыми. Иначе электрод прилипнет к металлу. Благодаря предварительному прогреву электрода дуга зажжется проще, но в дальнейшем вы должны учиться зажигать дугу без прогрева.
Разогрейте кончик электрода горелкой и постучите им по детали, затем легко проведите по детали. Движения должны быть плавными и уверенными, в меру быстрыми. Иначе электрод прилипнет к металлу. Благодаря предварительному прогреву электрода дуга зажжется проще, но в дальнейшем вы должны учиться зажигать дугу без прогрева.
Метод чирканья похож на ситуацию, когда вы поджигаете спичку о коробок. Быстро проведите концом электрода по поверхности металла, без предварительного нагрева. При чирканье электрод уже достаточно разогревается и при поднесении его к поверхности металла легко зажигается. Так проще начать сварку.
Подождите, пока дуга разгорится. Затем приступайте к сварке. Как только вы поднесете электрод к металлу, вы увидите, как он начинает плавится и образовывается участок с углублением. Он называется сварочной ванной. В сварочной ванне визуально заметны все процессы: выделение защитного газа, образование шлака и брызги металла. Следите за процессами в сварочной ванне, чтобы понимать, как нужно вести шов.
Шов ведут плавно, электрод держат на равном расстоянии, не изменяя его по ходу движения. Мы рекомендуем держать короткую дугу, т.е. вести электрод на расстоянии 3 миллиметров от поверхности металла. Новички могут установить меньшее значение силы тока, чтобы случайно не расплавиться металл больше, чем нужно.
Существует три типа ведения швов. Вы можете видеть их на картинке ниже. Самый популярный тип — углом вперед (на картинке обозначается буквой «б»). Буквой «а» обозначен шов под прямым углом, буквой «в» обозначен шов, который ведется углом назад. В зависимости от выбранного направления отличаются и готовые швы. Новичкам для начала рекомендуем вести электрод именно углом вперед.
На этом сварка металла не заканчивается. Шов нужно правильно довести и закончить работу. Нельзя резко отрывать электрод от поверхности металла, иначе дуга погаснет и на конце шва останется заметный кратер. Из-за него может произойти дальнейший раскол соединения. Вместо этого подержите электрод пару секунд на одном месте и затем плавно отведите его назад.
Вместо заключения
Мы рассказали все о том, что нужно знать про сварочное дело, если вы только собираетесь приобрести свой первый сварочный аппарат. Поверьте, не так уж сложно научиться варить сваркой, вы можете в свободное время прочесть пособие по сварке инвертором
или самоучитель по сварочным работам, которые можно легко найти в магазинах со специализированной литературой. Также в интернете есть наглядные уроки сварки для чайников, так что учеба сварке еще никогда не была такой простой. Желаем удачи!
Ручная дуговая сварка при помощи инвертора – это один из самых доступных для обучения методов сварки металла. Для этого требуется минимум оборудования, а бюджетные сварочные инверторы стали очень дешевы. Но одновременно с этим ручная сварка инвертором для начинающих сварщиков является более сложной по сравнению со сваркой полуавтоматом.
Оборудование и экипировка
Итак, что потребуется начинающему сварщику?
- Непосредственно инвертор. Не нужно гнаться за дорогими моделями – цена сварочного аппарата значит на самом деле гораздо меньше, чем мастерство сварщика. Но и откровенно дешевые модели – не лучший выбор: отсутствие в них контуров облегчения розжига затруднит первые уроки, а меньшая надежность способна привести к быстрой поломке в неопытных руках.
Основной параметр инвертора – это диапазон регулировки сварочного тока. В принципе, аппарат с максимальным током до 160 А может использоваться и для сварки, и для резки металла, но будет заметно перегружаться на таком режиме.
Длительность непрерывной работы инвертора определяется так называемым коэффициентом ПВ (постоянного включения), который определяет процентное соотношение времени работы и охлаждения инвертора. Так как при уменьшении тока ПВ увеличивается, на одном и том же токе более мощный сварочный аппарат сможет проработать без перегрева дольше.
Следовательно, наилучшим выбором для новичка будет сварочный аппарат с максимальным током в 180-200 А. Желательно, чтобы он имел функцию облегчения розжига или по крайней мере максимальное напряжение холостого хода – это значительно облегчит отработку навыка розжига и удержания дуги. - Сварочная маска – главный защитный элемент экипировки сварщика. Она защищает не только от брызг металла и яркого света, но и от незаметного мощного потока ультрафиолета, создаваемого дугой. Начинающему сварщику лучше всего подойдет автоматическая маска-«хамелеон» с регулируемым затенением.
- Брезентовые краги и роба защищают тело от брызг металла. Если робу в какой-то мере может заменить плотная хлопчатобумажная одежда, то краги нужно использовать обязательно.
 Не нужно гнаться за дорогими моделями – цена сварочного аппарата значит на самом деле гораздо меньше, чем мастерство сварщика. Но и откровенно дешевые модели – не лучший выбор: отсутствие в них контуров облегчения розжига затруднит первые уроки, а меньшая надежность способна привести к быстрой поломке в неопытных руках.
Не нужно гнаться за дорогими моделями – цена сварочного аппарата значит на самом деле гораздо меньше, чем мастерство сварщика. Но и откровенно дешевые модели – не лучший выбор: отсутствие в них контуров облегчения розжига затруднит первые уроки, а меньшая надежность способна привести к быстрой поломке в неопытных руках. 
Нужно четко усвоить правила техники безопасности. Удалите в районе места сварки все легковоспламеняющиеся или способные тлеть предметы: раскаленные капли металла зачастую улетают непрогнозируемо далеко и могут привести к пожару. Недаром правила техники безопасности требуют прекращать сварочные работы за час до конца рабочего дня, чтобы иметь возможность обнаружить начавшееся тление. Приобретите и храните в доступном месте углекислотный огнетушитель.
Розжиг дуги начинайте только после того, как наденете маску. Даже кратковременная вспышка может вызвать сильный ожог сетчатки глаз, особенно при сварке нержавеющей стали. Коварство ожога сетчатки в том, что его симптомы проявляются спустя некоторое время. Например, воспользовавшись инвертором вечером, можно по утру проснуться со слипшимися веками и сильным жжением слизистой глаз, открыть которые станет очень трудно. В этом случае быстро поможет народное средство – пакетики заваренного чая, положенные на глаза. От ожога («нахватать зайчиков») не застрахован и профессиональный сварщик, поэтому иметь в запасе капли для глаз.
Не забывайте, что при сварке металла используются крайне высокие температуры. Прикасаться к шву можно только после его полного остывания – ожог можно получить даже сквозь краги.
Предлагаем посмотреть видеоурок про сварку для начинающих, необходимое оборудование и все нюансы
Основы ручной сварки
При сварке плавящимся электродом он является источником и плавящей металл дуги, и вносимого в шов металла. Для защиты зоны расплавленного металла (сварочной ванны) используется специальная флюсовая обмазка, покрывающая электрод. В зависимости от назначения электрода состав обмазки изменяется. Также от него очень сильно зависит характер горения электрода, легкость поддержания дуги и качество шва.
Для защиты зоны расплавленного металла (сварочной ванны) используется специальная флюсовая обмазка, покрывающая электрод. В зависимости от назначения электрода состав обмазки изменяется. Также от него очень сильно зависит характер горения электрода, легкость поддержания дуги и качество шва.
- Кислое покрытие содержит в качестве базового компонента оксиды железа и кремния. При его использовании металл в сварочной ванне активно кипит, что позволяет удалять газовые поры из шва. Сварка электродами с кислым покрытием может вестись на переменном и постоянном токе любой полярности. Шов хорошо идет даже по загрязненному металлу, так как посторонние включения окисляются и выводятся из ванны со шлаком. Главный недостаток этого типа обмазки – склонность шва к растрескиванию, из-за чего электроды такого типа применяют только на неответственных соединениях деталей из вязких низкоуглеродистых сталей.
- Для обмазки электродов с основным покрытием используется в основном фторид и карбонат кальция. При горении электрода с основным покрытием активно образуется углекислый газ, защищающий сварочную ванну от окисления атмосферой. Не раскисляющийся шов получается прочным, без склонности к кристаллизации и растрескиванию. Обратная сторона этого плюса – высокие требования к чистоте поверхностей, так как шлак при сварке электродами с основным покрытием отделяется плохо. Сварка ведется постоянным током с обратной полярностью.
- Электроды с рутиловым и рутилово-целлюлозным покрытием наиболее универсальны, могут использоваться на всех видах тока (некоторые составы обмазок при работе на постоянном токе требуют определенной полярности). Сварочная ванна раскисляется умеренно, что позволяет отделять шлаки и газовые включения, но при этом сохраняется и достаточная прочность шва.
 При горении электрода с основным покрытием активно образуется углекислый газ, защищающий сварочную ванну от окисления атмосферой. Не раскисляющийся шов получается прочным, без склонности к кристаллизации и растрескиванию. Обратная сторона этого плюса – высокие требования к чистоте поверхностей, так как шлак при сварке электродами с основным покрытием отделяется плохо. Сварка ведется постоянным током с обратной полярностью.
При горении электрода с основным покрытием активно образуется углекислый газ, защищающий сварочную ванну от окисления атмосферой. Не раскисляющийся шов получается прочным, без склонности к кристаллизации и растрескиванию. Обратная сторона этого плюса – высокие требования к чистоте поверхностей, так как шлак при сварке электродами с основным покрытием отделяется плохо. Сварка ведется постоянным током с обратной полярностью.Толщина электрода определяет необходимый для стабильного горения дуги ток, а, следовательно, и тепловую мощность дуги. Поэтому сварку тонкого металла (листового железа, тонкостенных труб) производят тонкими (1,6-2 мм) электродами на небольшом токе. Точное значение тока зависит от многих параметров: типа электрода, направления ведения шва и указывается в виде таблицы на упаковке с электродами. Существует следующая классификация швов:
Точное значение тока зависит от многих параметров: типа электрода, направления ведения шва и указывается в виде таблицы на упаковке с электродами. Существует следующая классификация швов:
- Нижний шов – самый простой. Свариваемые детали лежат горизонтально, сварочная ванна стабильна, так как сила тяжести направлена вниз. Это наиболее простой вид шва, с которого начинается обучение любого сварщика.
- Горизонтальный шов ведется в том же направлении, но при этом требуется гораздо большее мастерство сварщика, чтобы удердать металл в ванне.
- Вертикальный шов еще сложнее. При этом электрод ведется снизу вверх, чтобы не давать расплавленному металлу вытекать из сварочной ванны. В противном случае шов получается неравномерный, с наплывами и неглубоким проваром.
- Самый сложный шов – это потолочный, так как во время сварки шов сварочная ванна находится над электродом. Отработанная техника сварки потолочным швом – признак высокой квалификации электросварщика.

Для многих сварщиков становится серьезным испытанием сварка труб – ведь при этом нижний шов плавно переходит в вертикальный, а затем в участок потолочного. Следовательно, нужно иметь хорошую практику во всех этих видах швов.
В тексте упоминалось уже такое определение как «полярность тока». Она сильно влияет на процесс сварки постоянным током, а при использовании ряда электродов должна быть строго определенной.
- При сварке прямой полярностью на массовом зажиме аппарата положительный потенциал, на держаке – отрицательный. Так как при горении дуги за счет эффекта «бомбардировки» электронами в ионизированном газе положительный электрод (анод) нагревается сильнее отрицательного (катода), при сварке прямой полярностью детали нагреваются сильнее, а сам электрод расходуется медленнее. Прямая полярность используется для получения глубокого провара массивных деталей и резки металла.
- При сварке обратной полярностью сильнее нагревается электрод. Обратная полярность используется при сварке тонкого металла во избежание прожогов. Одновременно с этим более быстрая наплавка металла вынуждает вести шов быстрее, что также способствует меньшему нагреву деталей. Ряд обмазок требует для правильной их работы строго обратной полярности независимо от условий сварки.
 Одновременно с этим более быстрая наплавка металла вынуждает вести шов быстрее, что также способствует меньшему нагреву деталей. Ряд обмазок требует для правильной их работы строго обратной полярности независимо от условий сварки.
Одновременно с этим более быстрая наплавка металла вынуждает вести шов быстрее, что также способствует меньшему нагреву деталей. Ряд обмазок требует для правильной их работы строго обратной полярности независимо от условий сварки.Основы обучения электросварке
Как уже было сказано, обучение нужно начать с простейшего нижнего шва. Для этого достаточно найти подходящий металлический предмет, который позволит провести достаточно длинный шов – например, толстый уголок или швеллер. Для обучения приобретите распространенные электроды типа МР-3 или аналогичные с рутиловой обмазкой – они наиболее просты в розжиге и ведении шва, хотя шов при этом и имеет довольно посредственное качество. Не используйте электроды УОНИ и их аналоги – розжиг и удержание дуги с ними гораздо труднее. Выберите электроды диаметром 3 мм – они наиболее дешевы и распространенны.
Розжиг дуги можно осуществить одним из двух способов:
- Уткнув торцом электрод в деталь, в момент розжига дуги плавно отодвинуть его на несколько миллиметров (розжиг касанием). На холодном электроде новичку это проделать будет очень трудно, пока не наработается навык. Большую помощь окажет наличие в схеме инвертора системы высокочастотного розжига. Электрод с разогретым кончиком разжечь заново таким образом гораздо проще. Две основные ошибки новичка – это либо задержка (в этом случае электрод прилипает к детали), либо излишне резкий отвод электрода (дуга рвется). Все движения должны быть не только своевременными, но и плавными.
- Розжиг чирканьем подобен тому, как зажигают спичку – быстро проводя концом электрода по поверхности детали, его заставляют прогреваться, при этом не прилипая к поверхности. Разогревшийся электрод сможет разжечь дугу уже при поднесении к детали. Таким образом начинать сварку гораздо проще.
 На холодном электроде новичку это проделать будет очень трудно, пока не наработается навык. Большую помощь окажет наличие в схеме инвертора системы высокочастотного розжига. Электрод с разогретым кончиком разжечь заново таким образом гораздо проще. Две основные ошибки новичка – это либо задержка (в этом случае электрод прилипает к детали), либо излишне резкий отвод электрода (дуга рвется). Все движения должны быть не только своевременными, но и плавными.
На холодном электроде новичку это проделать будет очень трудно, пока не наработается навык. Большую помощь окажет наличие в схеме инвертора системы высокочастотного розжига. Электрод с разогретым кончиком разжечь заново таким образом гораздо проще. Две основные ошибки новичка – это либо задержка (в этом случае электрод прилипает к детали), либо излишне резкий отвод электрода (дуга рвется). Все движения должны быть не только своевременными, но и плавными.После того, как дуга разгорится, под ней начнет формироваться участок расплавленного металла (сварочная ванна). Наблюдая за происходящим в ней через защитное стекло, Вы сможете увидеть отделение газа через всплывающие пузырьки, яркие вначале и быстро темнеющие пятна шлака. Этому моменту уделите наибольшее внимание, чтобы понять, с какой скоростью нужно вести шов, чтобы в нем не оставалось пузырьков и вкраплений шлака.
Этому моменту уделите наибольшее внимание, чтобы понять, с какой скоростью нужно вести шов, чтобы в нем не оставалось пузырьков и вкраплений шлака.
Ведение шва осуществляйте плавным движением электрода, удерживая электрод на постоянном расстоянии. Оптимальным для сварки является растояние не более 3 мм («короткая дуга»). При этом можно использовать меньший ток, а наклоном электрода хорошо регулируется поведение ванны. Есть три варианта ведения шва:
- Сварка под прямым углом (а) обеспечивает симметричную ванну, но наименее удобна. В основном она применяется в труднодоступных местах.
- Сварка углом вперед (б) обеспечивает большую глубину ванны в начале шва. Она используется при сварке потолочным, горизонтальным и вертикальным швом, при этом можно увидеть, как дуга выталкивает металл и не дает ему вытекать из сварочной ванны.
- Сварка углом назад (в) позволяет лучше видеть и контролировать процессы в сварочной ванне, но может применяться только в нижнем шве. Также этим образом делаются короткие временные швы – прихватки.
 Также этим образом делаются короткие временные швы – прихватки.
Также этим образом делаются короткие временные швы – прихватки.Основные дефекты шва – это неравномерность ширины и глубины провара из-за неравномерного движения электрода, а также газовые и шлаковые каверны.
Они являются следствием слишком быстрого ведения шва по загрязненной поверхности (шлак и газы не успевают всплыть в остывающей ванне), либо некачественной или отсыревшей обмазки электрода.
При необходимости наложения широкого шва (наплавка металла, сварка с широкой разделкой) прямого прохода электрода недостаточно. Его нужно вести циклическими движениями различного рода:
Нужно помнить, что сварка уширенным валиком ведется с постоянным наклоном электрода, поэтому нужно перемещать не его кончик поворотом ручки держака, а смещением всего электрода.
Сваривая тонкий металл, нужно придерживаться следующих правил:
- Используйте электроды минимально доступной толщины на обратной полярности во избежание прожога.
- Самое трудное – начать вести ванну, в этот момент прожог наиболее вероятен. Затем вносимый плавлением электрода металл сделает зону шва толще, и варить станет удобнее.
- Длинный сплошной шов качественнее и герметичнее, но он же приводит к перегреву и деформации тонкого металла. Вести шов удобнее короткими участками, кратковременно отводя электрод (желтое свечение его кончика не должно успевать погаснуть).
- Поскольку глубокую и долго остывающую ванну обеспечить будет невозможно, тщательно зачищайте металл и используйте качественные электроды, иначе обильный шлак сильно ухудшит качество неглубокого шва.
Завершение шва также заслуживает отдельного внимания. Резко отрывая электрод для гашения дуги, Вы оставите в конце шва ярко выраженный кратер, ослабляющий шов и являющийся концентратором напряжений. Завершать шов нужно, задержав электрод на месте (чтобы наплавить металл до толщины основного шва), а затем отведя его по шву назад и только в этот момент разорвав дугу.
Еще один еще более большой обучающий материал, рекомендуем к просмотру
Резка металла электродом
Иногда возникает необходимость разрезать массивную металлическую деталь – толстый двутавр или швеллер, металлический пруток. Отрезным диском «болгарки» не везде можно подобраться, да и мощность ее для резки толстого металла должна быть солидной.
В этом случае сварочный аппарат способен выручить, если, конечно, эстетические качества реза не являются важными. Возьмите достаточно толстый электрод и установите ток прямой полярности, примерно в два раза превышающий нужный для сварки этим электродом. Для любительского инвертора он, скорее всего, будет превышать максимальный, поэтому просто поверните регулятор до упора, не забывая о том, что выше было написано о значении коэффициента ПВ.
Главное в начале резки электродом – это прожечь деталь насквозь, чтобы затем, ведя электрод в направлении резки, давать стекать расплавленному металлу в отверстие. Не забывайте, что брызги расплавленного металла будут разлетаться активно и очень далеко.
Заключение
Освоив ручную дуговую сварку, можно легко перейти на полуавтоматическую или аргоновую – именно поэтому мастерство сварщика, владеющего электросваркой, высоко ценится.
Ручная дуговая сварка с использованием инвертора — это самый простой и доступный способ разрезания и соединения металла. Для такой сварки вам потребуется бюджетный инвертор и простейшие электроды, что позволит гарантировать качественное соединение различных по своим показателям тугоплавкости металлов. Если вы не хотите по любому поводу обращаться к профессиональным сварщикам, то не составит какого-либо труда обучиться такой работе, и вы сможете самостоятельно сваривать металл с использованием недорогих инверторов.
Оборудование и экипировка
В первую очередь вам необходимо правильно подобрать используемый инвертор, с помощью которого и осуществляется сварка металла. Такой инвертор представляет собой компактное устройство, которое преобразует переменный ток в высокочастотный сварочный с требуемыми показателями мощности. Подобное устройство отличается высоким КПД, имеет компактные габариты и позволяет даже новичкам осуществлять качественное соединение металла. Выбирая приобретаемые инверторы, новичкам не следует гнаться за сверхдорогими и мощными моделями, которые предназначены в основном для профессионального использования. Будет достаточно аппарата, который имеет максимальный показатель рабочего тока в 160 Ампер.
Подобное устройство отличается высоким КПД, имеет компактные габариты и позволяет даже новичкам осуществлять качественное соединение металла. Выбирая приобретаемые инверторы, новичкам не следует гнаться за сверхдорогими и мощными моделями, которые предназначены в основном для профессионального использования. Будет достаточно аппарата, который имеет максимальный показатель рабочего тока в 160 Ампер.
Такой мощности хватит для сварки и резки металла, при этом работать с оборудованием может даже полный «чайник». В сети вы с легкостью найдете школы сварки, различные тематические материалы и видео начинающих сварщиков, самоучитель для которых можно освоить за несколько дней.
Также для работы вам потребуются различные электроды, выбирать которые необходимо в зависимости от особенностей свариваемых металлических изделий. В данном случае необходимо учитывать показатели тугоплавкости металла, а также толщину соединяемых изделий. В сети Интернет вы сможете найти специальные таблицы по подбору электродов или же проконсультироваться у продавца, который поможет вам подобрать универсальные разновидности таких металлических стержней, что в последующем упростит работу со сварочным оборудованием.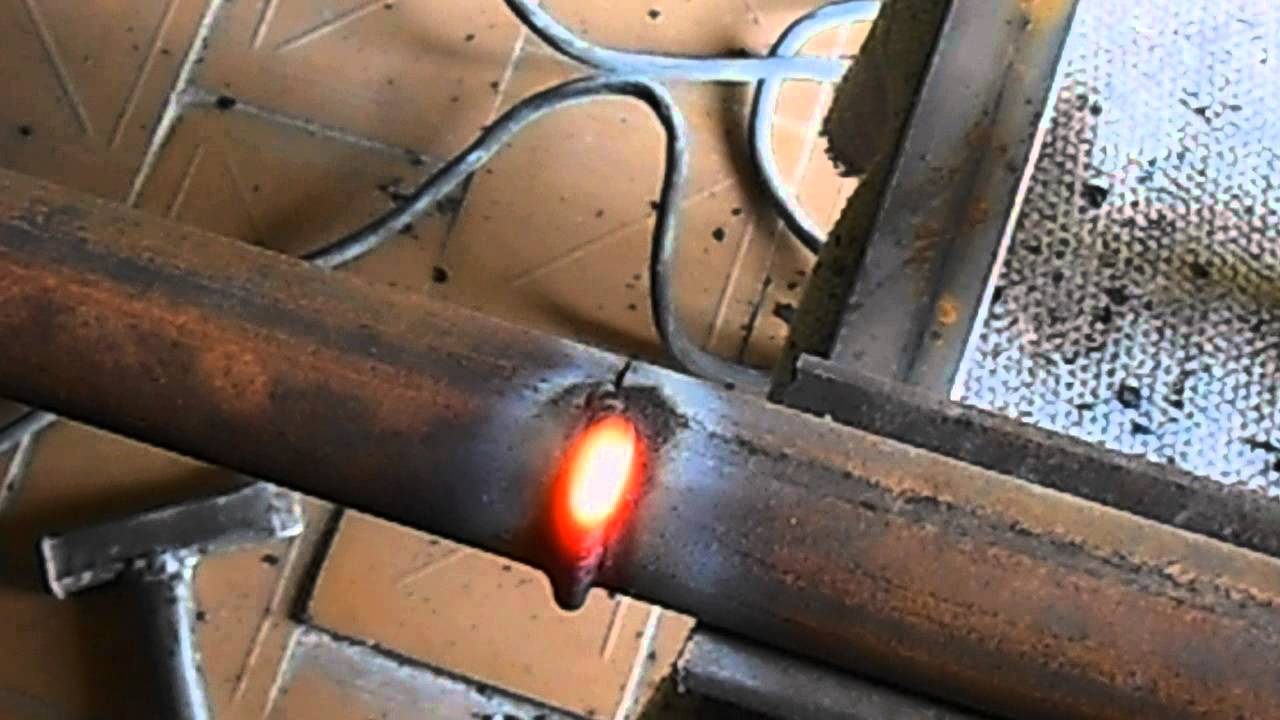
При выполнении данной работы сварщику могут угрожать следующие опасности:
- поражение электрическим током;
- отравление токсическими выделениями;
- ожоги от брызг расплавленного металла;
- травмирование глаз высокотемпературной окалиной.
Крайне важно соблюдать технику безопасности, используя защитные очки, маску, робу и краги, а также соблюдать аккуратность и осторожность при работе с таким оборудованием.
Нелишним будет позаботиться о средствах индивидуальной защиты, к которым относится следующее:
- защитная роба;
- брезентовые краги;
- сварочная маска.
Именно выбору сварочной маски следует уделить особое внимание, так как это важнейший элемент экипировки каждого сварщика. Маска защищает от яркого света и брызг металла, а также предупреждает поражение глаз ультрафиолетом, который образуется при работе с высокотемпературной другой. Можем порекомендовать вам отдавать предпочтение автоматическим маскам Хамелеон, в которых используется специальная система автоматического затемнения. Робу и краги рекомендуется приобретать из плотной хлопчатобумажной одежды, что позволит защитить сварщика от брызг металла и горячих искр.
Робу и краги рекомендуется приобретать из плотной хлопчатобумажной одежды, что позволит защитить сварщика от брызг металла и горячих искр.
Основы сварочных работ
Правильно выбираем электроды
Непосредственно сама техника сварки инвертором для начинающих не представляет особой сложности. В соединяемый шов помещают электрод, после чего зажигают сварочную дугу, расплавляют электроды и металл в месте соединения. В результате появляется прочный шов со связью на молекулярном уровне. Для защиты сварочной ванны и расплавленного металла может использоваться дополнительная флюсовая обмазка, которая покрывает электрод. Чтобы обеспечить качество выполняемой работы, необходимо правильно подобрать электроды и имеющееся на них покрытие.
В настоящее время популярность получили три типа электродов, в зависимости от их покрытия:
- Кислое покрытие электродов содержит базовые компоненты оксидов кремния и железа. При сварке такой металл активно кипит, что в свою очередь исключает образование в шве газовых пор. Сварка с использованием электродов с кислым покрытием осуществляется на постоянном и переменном токе любой полярности. Полученный шов будет отличаться великолепной чистотой без посторонних примесей металла, которые выводятся из ванны вместе со шлаком. Однако в последующем может появляться склонность швов к растрескиванию, поэтому использовать такие электроды можно при соединении низкоуглеродистой стали, на которую в процессе эксплуатации не приходится повышенная нагрузка.
- Электроды с основным покрытием имеют обмазку из карбоната кальция и фторида. При расплавлении таких электродов с основным покрытием активно выделяется углекислый газ, что позволяет защитить сварочную ванну от ее воздушного окисления. Шов получается прочным, он отлично защищен от растрескивания и кристаллизации. Однако качество такой сварки будет зависеть от чистоты поверхности, а сама работа ведется исключительно с постоянным током на обратной полярности.
- Электроды с рутиловым покрытием отличаются универсальностью, поэтому можем порекомендовать их новичкам, которые только учатся правильной сварке. Их можно использовать с различными видами тока для соединения металлов, отличающихся своими показателями тугоплавкости. Сварочная ванна умеренно и медленно раскисляется, что в свою очередь позволяет отделить газовые и шлаковые включения. Одновременно обеспечивается прочность шва и его устойчивость к механическим воздействиям.
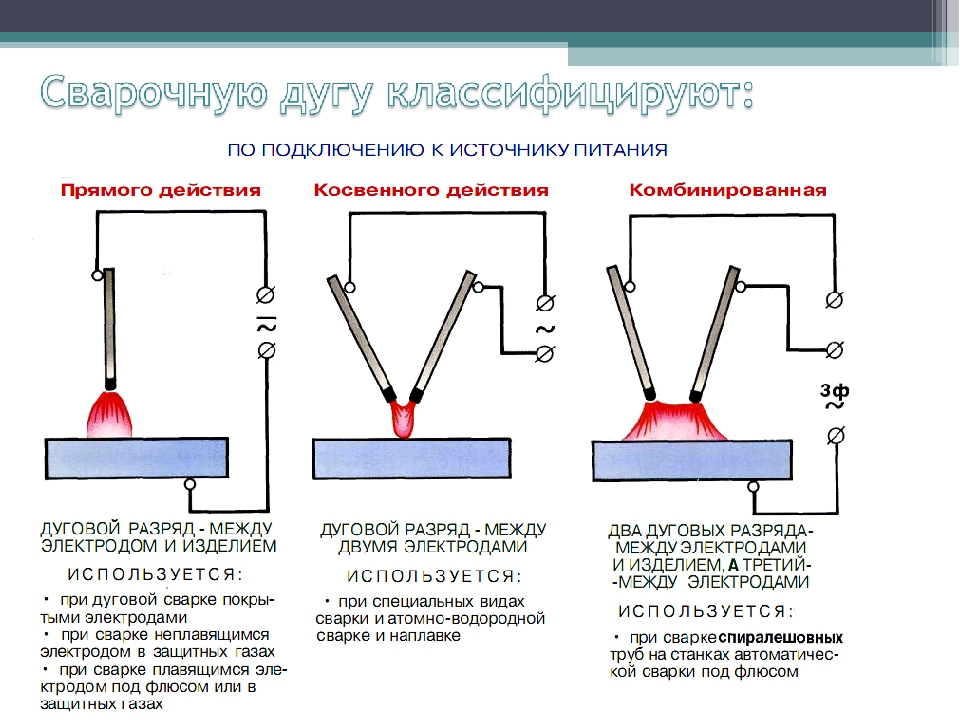 Сварка с использованием электродов с кислым покрытием осуществляется на постоянном и переменном токе любой полярности. Полученный шов будет отличаться великолепной чистотой без посторонних примесей металла, которые выводятся из ванны вместе со шлаком. Однако в последующем может появляться склонность швов к растрескиванию, поэтому использовать такие электроды можно при соединении низкоуглеродистой стали, на которую в процессе эксплуатации не приходится повышенная нагрузка.
Сварка с использованием электродов с кислым покрытием осуществляется на постоянном и переменном токе любой полярности. Полученный шов будет отличаться великолепной чистотой без посторонних примесей металла, которые выводятся из ванны вместе со шлаком. Однако в последующем может появляться склонность швов к растрескиванию, поэтому использовать такие электроды можно при соединении низкоуглеродистой стали, на которую в процессе эксплуатации не приходится повышенная нагрузка. Их можно использовать с различными видами тока для соединения металлов, отличающихся своими показателями тугоплавкости. Сварочная ванна умеренно и медленно раскисляется, что в свою очередь позволяет отделить газовые и шлаковые включения. Одновременно обеспечивается прочность шва и его устойчивость к механическим воздействиям.
Их можно использовать с различными видами тока для соединения металлов, отличающихся своими показателями тугоплавкости. Сварочная ванна умеренно и медленно раскисляется, что в свою очередь позволяет отделить газовые и шлаковые включения. Одновременно обеспечивается прочность шва и его устойчивость к механическим воздействиям.Разновидности швов
На сегодняшний день принято различать четыре типа швов, которые отличаются своим расположением и способом выполнения.
- Самый простой — это нижний шов, который выполняется с горизонтально расположенными соединяемыми деталями. Сварочная ванна при таком нижнем шве стабильна, что позволяет с легкостью обучиться его выполнению даже начинающему сварщику.
- Горизонтальный шов имеет, соответственно, горизонтальное направление. Однако следует помнить о том, что для качественного выполнения такого соединения металлов необходимо, чтобы сварщик имел соответствующий опыт, который потребуется ему для удержания раскаленного металла в сварочной ванне.
- Вертикальный шов отличается сложностью в исполнении, так как электрод ведется снизу вверх, при этом необходимо предотвратить вытекание расплавленного металла из сварочной ванны. Вертикальную электродуговую сварку для начинающих мы бы не рекомендовали по причине сложности такой работы.
- Потолочный шов — это самая сложная технология работы, при которой соединяемые элементы находятся над электродом. Только высококвалифицированные сварщики смогут выполнить потолочный шов, обеспечив прочное соединение металлических элементов.

Совет: новичкам лучше всего работать с простыми нижними и горизонтальными швами. Можно найти простые видеоуроки, где рассказывается, как выполнить такую сварку металла.
Разжигаем дугу инвертора
В старых трансформаторных сварочных аппаратах именно розжиг дуги представлял определенные сложности. Сегодня же современные модели получили функцию быстрого розжига дуги, что позволяет работать на таком оборудовании даже новичкам, которые ранее не имели опыта работы с металлом.
Алгоритм включения в работу устройства и розжига дуги следующий.
- Необходимо зачистить соединяемые металлические детали, подобрать используемые электроды.
- Тумблер мощности сварочного тока устанавливается на минимальное значение.
- Сварщик надевает защитную маску.
- Кнопкой включается сварочный инвертор, и зажигается дуга.
- С помощью тумблера устанавливают нужные показатели рабочего тока.
- Далее можно проводить сварочные работы.
Сварка металла
При выполнении сварочных работ за счёт воздействия высокой температуры на электрод и кромки соединяемых металлических деталей происходит их оплавление, после чего появляется так называемая сварочная ванна, которая в последующем застывает, образуя единое монолитное соединение. Благодаря такому соединению на молекулярном уровне обеспечивается максимальная прочность и устойчивость к механическому воздействию сварочного шва.
При расплавлении электрода активно образуются газы, которые окружают зону сварки и защищают расплавленный металл от его окисления кислородом из воздуха. Тем самым предотвращается последующее растрескивание шва и активное образование ржавчины. Из расплавленного электрода и его обмазки могут выделяться различные шлаки, которые всплывают на поверхность и образуют дополнительный слой защиты, который оберегает расплавленный горячий металл от пагубного воздействия кислорода.
Тем самым предотвращается последующее растрескивание шва и активное образование ржавчины. Из расплавленного электрода и его обмазки могут выделяться различные шлаки, которые всплывают на поверхность и образуют дополнительный слой защиты, который оберегает расплавленный горячий металл от пагубного воздействия кислорода.
При проведении таких сварочных работ необходимо контролировать равномерный прогрев сварочной ванны, при этом обе детали должны расплавляться на равное расстояние от краев, что и позволит в дальнейшем гарантировать качественное соединение. Чтобы обеспечить равномерное оплавление кромок, по мере расплавления электрода его следует подавать в зону сварки, воздействуя раскаленной сварочной дугой, как на расплавляемый стержень, так и на края соединяемых изделий. Тем самым можно будет обеспечить равномерность прогрева и качественное соединение металлических элементов.
Электродуговая сварка для начинающих не будет представлять особой сложности, необходимо лишь качественно расплавлять сварочную ванну и правильно выбирать используемые электроды. Чтобы расширить шов и качественно варить две металлических детали, необходимо кончиком сварочной дуги выписывать различные фигуры, в том числе елочки, круги и зигзаги. По мере получения опыта работы сварщик может с легкостью качественно расплавлять даже тугоплавкие сплавы, обеспечивая качественное соединение различных по своей толщине металлических изделий.
Чтобы расширить шов и качественно варить две металлических детали, необходимо кончиком сварочной дуги выписывать различные фигуры, в том числе елочки, круги и зигзаги. По мере получения опыта работы сварщик может с легкостью качественно расплавлять даже тугоплавкие сплавы, обеспечивая качественное соединение различных по своей толщине металлических изделий.
Разрезание инвертором
Достаточно часто возникает необходимость разрезания массивных металлических деталей: различных прутков, швеллеров, толстых двутавров. Работать в данном случае отрезным диском болгарки не представляется возможным. Можно использовать для этой работы сварочный инвертор, который позволяет за счет мощности дуги с лёгкостью разрезать металлические детали.
Выполнять резку металла инвертором следует на максимально возможной мощности сварочного тока. Необходимо будет с помощью электрода прожечь насквозь разрезаемую деталь, после чего электрод ведут по направлению резки, что позволит расправляемому металлу стекать в выполненное вами отверстие и тем самым разрезать металл, предупреждая образование брызг. Подобные работы не представляют особой сложности, поэтому вы с легкостью сможете справиться с разрезанием толстых тугоплавких металлических деталей, отрезать которые болгаркой не представляется возможным.
Подобные работы не представляют особой сложности, поэтому вы с легкостью сможете справиться с разрезанием толстых тугоплавких металлических деталей, отрезать которые болгаркой не представляется возможным.
Качественная ручная дуговая сварка не представляет сложности, поэтому с такой работой, просмотрев видеоурок и пройдя простейшее обучение, сможет разобраться каждый домовладелец. Необходимо лишь использовать качественные современные инверторы и правильно выбирать электроды, которые должны соответствовать характеристикам свариваемых металлов.
Получив необходимый опыт электросварки, можно использовать различные инверторы, в том числе для воздушной и аргоновой сварки, что позволяет с легкостью работать с алюминием, легированной сталью, другими цветными и черными металлами. В сети Интернет вы с легкостью найдете качественные видеокурсы и уроки сварки для начинающих, что и позволит освоить все тонкости этой работы, добиваясь качественного соединения металлов.
 youtube.com/embed/OieoT1LIvQw»/>
youtube.com/embed/OieoT1LIvQw»/>
Конспект. Технология сварочных работ — PDF Free Download
4.5. Дуговая сварка в среде защитных газов
4.5. Дуговая сварка в среде защитных газов При сварке в защитном газе электрод, зона дуги и сварочная ванна защищены струёй защитного газа. В качестве защитных газов применяют инертные газы (аргон и гелий)
ПодробнееКЛАССИФИКАЦИЯ СВАРОЧНЫХ ДУГ
КЛАССИФИКАЦИЯ СВАРОЧНЫХ ДУГ Цели и задачи урока Знать: Виды сварочных дуг 1. По среде горения 2. По роду тока 3. По длительности горения 4.
досрочный ответ 2 балла 1
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 1 Укажите марку стали, которая сваривается без особых ограничений, независимо от толщины
ПодробнееКлассификация видов сварки
СВАРНЫЕ СОЕДИНЕНИЯ СВАРНЫЕ СОЕДИНЕНИЯ Сварные соединения представляют собой основной тип неразъѐмных соединений. Они выполняются путем местного нагрева деталей в зоне их соединения до расплавления или
Методическая разработка
Методическая разработка Практического занятия по профессиональному модулю ПМ 03. «Выполнение сварки и резки средней сложности деталей». Профессия: 23.01.08. Слесарь по ремонту строительных машин Тема урока
ПодробнееПредседатель ПЦК 20 г.
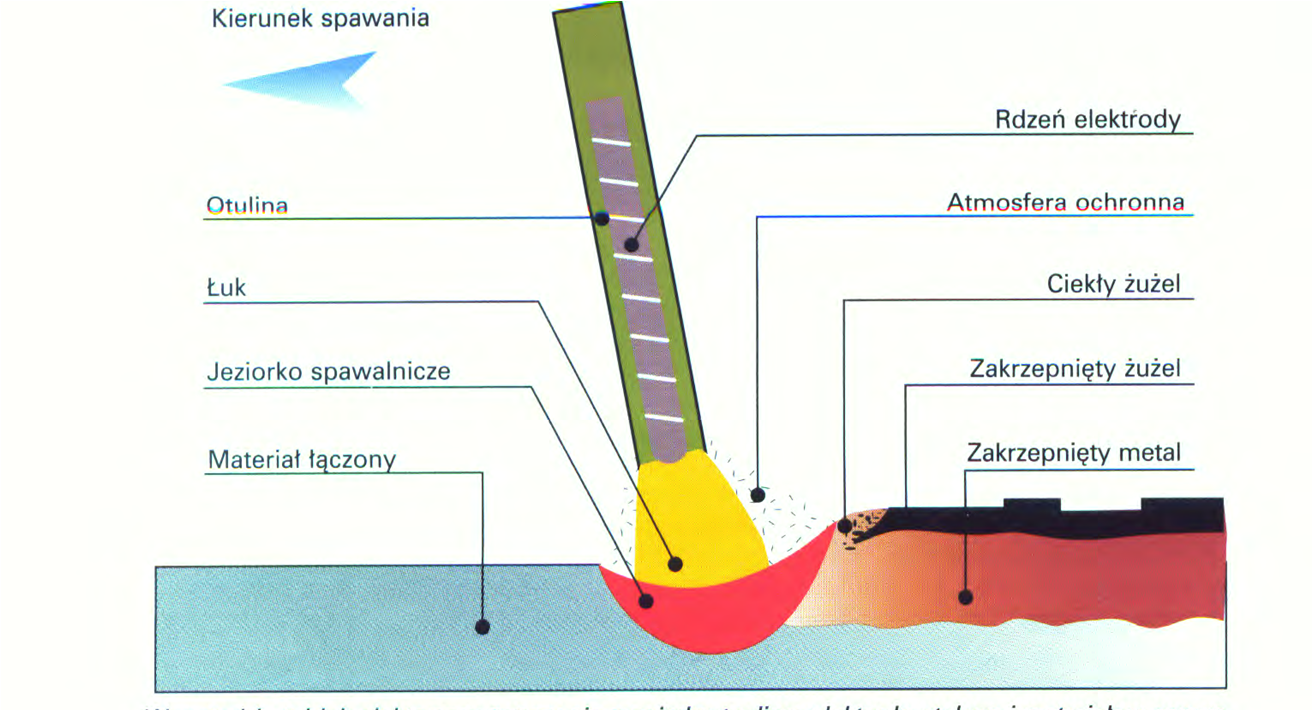
Областное государственное профессиональное образовательное бюджетное учреждение «Политехнический техникум» Утверждено на заседании ПЦК Утверждено зам.директора по УПР (протокол от ) Е.А.Астафьева Председатель
Лекция 19. Сварные соединения
Оглавление Преимущества:… Недостатки:… Виды сварки:… Виды соединений при электродуговой сварке… 3 Расчеты на прочность… 4 Сварка встык… 4 Сварка внахлестку… 4 Точечная сварка… 5 Шовная
ПодробнееОРБИТАЛЬНАЯ СВАРКА ТРУБ ДИАМЕТРОМ 45 ММ
ОРБИТАЛЬНАЯ СВАРКА ТРУБ ДИАМЕТРОМ 45 ММ Голоусенко М.А., Князьков А.Ф. Томский политехнический университет, г. Томск Научный руководитель: Князьков А.Ф., к.т.н., доцент кафедры оборудования и технологий
Контроль качества сварки.
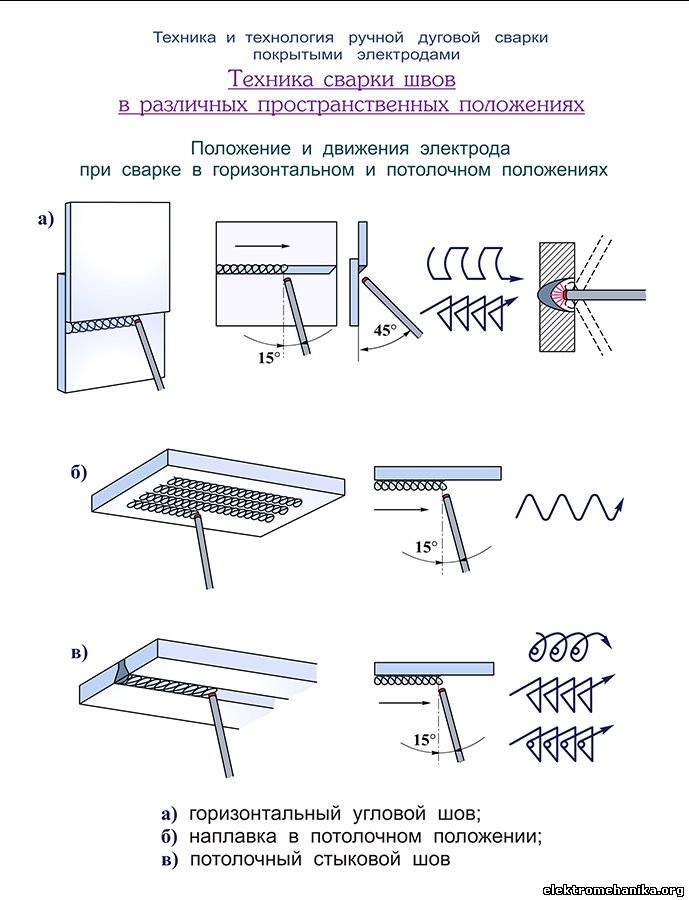 Илья Мельников
Илья МельниковКонтроль качества сварки Илья Мельников 2 3 Илья Мельников Контроль качества сварки 4 КЛАССИФИКАЦИЯ ДЕФЕКТОВ В процессе образования сварного соединения в металле шва и зоне термического влияния могут возникать
ПодробнееКОНТРОЛЬНО-ОЦЕНОЧНЫЕ СРЕДСТВА
БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ОРЛОВСКОЙ ОБЛАСТИ «ОРЛОВСКИЙ ТЕХНИКУМ ПУТЕЙ СООБЩЕНИЯ ИМЕНПИ В.А. ЛАПОЧКИНА» КОНТРОЛЬНО-ОЦЕНОЧНЫЕ СРЕДСТВА Профессиональный модуль Профессия ПМ.02
КОНТРОЛЬНО-ОЦЕНОЧНЫЕ СРЕДСТВА
МИНОБРНАУКИ РОССИИ Федеральное государственное бюджетное образовательное учреждение высшего образования «Ухтинский государственный технический университет» Индустриальный институт (СПО) КОНТРОЛЬНО-ОЦЕНОЧНЫЕ
Подробнее(495) ПРОЦЕСС STT ДЛЯ СВАРКИ СТЫКОВ ТРУБ
(495)5143082 ПРОЦЕСС STT ДЛЯ СВАРКИ СТЫКОВ ТРУБ Полное сплавление кромок Правильное формирование обратного валика (отсутствие вогнутости внутреннего усиления на всем протяжении шва) Менее трудоемкий процесс
ПРОФЕССИОНАЛЬНЫЙ СТАНДАРТ «СВАРЩИК»
ПРОФЕССИОНАЛЬНЫЙ СТАНДАРТ «СВАРЩИК» ПРОФЕССИОНАЛЬНЫЙ СТАНДАРТ СВАРЩИК (наименование профессионального стандарта) 1. Общие сведения Регистрационный номер Ручная и частично механизированная сварка (наплавка)
ПодробнееПодготовка и разделка кромок под сварку
Подготовка и разделка кромок под сварку Подготовка кромок Ю.А. Дементьев преподаватель КГБПОУ «Бийский промышленнотехнологический колледж» Цель подготовки (зачистки) кромок под сварку-получение качественного
ПодробнееРАСЧЕТ ПАРАМЕТРОВ РЕЖИМОВ СВАРКИ
Министерство образования и науки Российской Федерации Федеральное государственное автономное образовательное учреждение высшего профессионального образования «Национальный исследовательский ядерный университет
ПодробнееПРОФЕССИОНАЛЬНЫЙ СТАНДАРТ
УТВЕРЖДЕН приказом Министерства труда и социальной защиты Российской Федерации от 2013 г. ПРОФЕССИОНАЛЬНЫЙ СТАНДАРТ Сварщик I. Общие сведения 14 Регистрационный номер Ручная и частично механизированная
ПодробнееКОНТРОЛЬНО-ОЦЕНОЧНЫЕ СРЕДСТВА
МИНОБРНАУКИ РОССИИ Федеральное государственное бюджетное образовательное учреждение высшего образования «Ухтинский государственный технический университет» Индустриальный институт (СПО) КОНТРОЛЬНО-ОЦЕНОЧНЫЕ
ПодробнееКОНТРОЛЬНО-ОЦЕНОЧНЫЕ СРЕДСТВА
БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ОРЛОВСКОЙ ОБЛАСТИ «ОРЛОВСКИЙ ТЕХНИКУМ ПУТЕЙ СООБЩЕНИЯ ИМЕНПИ В.А. ЛАПОЧКИНА» КОНТРОЛЬНО-ОЦЕНОЧНЫЕ СРЕДСТВА Профессиональный ПМ.04. Частично механизированная
ПодробнееПМ.01 ПОДГОТОВИТЕЛЬНО-СВАРОЧНЫЕ РАБОТЫ
ПМ.01 ПОДГОТОВИТЕЛЬНО-СВАРОЧНЫЕ РАБОТЫ 1.1. Область применения программы Рабочая программа профессионального модуля (далее программа) является частью образовательной программы среднего профессионального
ПодробнееТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ СВАРКИ ПЛАВЛЕНИЕМ
Проект «Инженерные кадры Зауралья» МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ федеральное государственное бюджетное образовательное учреждение высшего профессионального образования «Курганский
ПодробнееРАБОЧАЯ ПРОГРАММА УЧЕБНОЙ ПРАКТИКИ
Электроды для ручной дуговой сварки
Электроды для ручной дуговой сварки При ручной дуговой сварке плавлением применяют неплавящиеся и плавящиеся электроды, а также другие вспомогательные материалы. Плавящиеся электроды изготовляют из сварочной
ПодробнееRU (11) (51) МПК B23K 35/02 ( )
РОССИЙСКАЯ ФЕДЕРАЦИЯ (19) RU (11) (1) МПК B23K /02 (06.01) 167 600 (13) U1 ФЕДЕРАЛЬНАЯ СЛУЖБА ПО ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ (12) ОПИСАНИЕ ПОЛЕЗНОЙ МОДЕЛИ К ПАТЕНТУ R U 1 6 7 6 0 0 U 1 (21)(22) Заявка:
4. Практическое обучение
4. Практическое обучение 120 120 4.1. Инструктаж по безопасности труда, ознакомление с учебным участком, рабочим местом электрогазосварщика 4 4 4.2. Подготовка деталей к сварке (наплавке) 8 8 4.3. Практическое
Подробнее1. Общие сведения и назначение изделия
1. Общие сведения и назначение изделия Малогабаритный сварочный аппарат инверторного типа «Inforce» разработан и произведен в ООО «ТОР», Россия, г. Москва, по заказу ООО «ВсеИнструменты.ру». Предназначен
Краткая теоретическая часть
ЛАБОРАТОРНАЯ РАБОТА 3 РУЧНАЯ ДУГОВАЯ СВАРКА Цель работы: ознакомление с сущностью процесса, оборудованием, особенностями формирования сварного соединения при различных режимах сварки. Краткая теоретическая
ПодробнееСварочные деформации
Сварочные деформации Ю.А. Дементьев Краевое государственное бюджетное профессиональное образовательное учреждение «Бийский промышленно-технологический колледж» Изменение формы и размеров твердого тела
СДЕЛАТЬ ПРАВИЛЬНЫЙ ВЫБОР!
СДЕЛАТЬ ПРАВИЛЬНЫЙ ВЫБОР! Это специалист по сварочным работам, который осуществляет сварку различных изделий из металла (узлов металлоконструкций, трубопровода, деталей машин и механизмов и т.д.) Получается,
ПодробнееПРАКТИЧЕСКИЕ ЗАДАНИЯ
ТАМБОВСКОЕ ОБЛАСТНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ СРЕДНЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ «ПРИБОРОСТРОИТЕЛЬНЫЙ КОЛЛЕДЖ ПРАКТИЧЕСКИЕ ЗАДАНИЯ ПМ 01 Подготовительно-сварочные работы
Подробнее1. Цель и задачи дисциплины
1. Цель и задачи дисциплины Цель: ознакомление студентов с технологическими возможностями основных способов сварки плавлением и давлением, базирующихся на термических и термомеханических сварочных процессах.
ПодробнееТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ СВАРКИ ПЛАВЛЕНИЕМ
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ федеральное государственное бюджетное образовательное учреждение высшего профессионального образования «Курганский государственный университет» Кафедра
ПодробнееСварочные работы для начинающих
Технология выполнения сварочных работ не представляет большой сложности для освоения. Чтобы научиться пользоваться сваркой в быту, достаточно нескольких уроков и обязательно практические занятия. Что необходимо для работы сварочным аппаратом:
- аппарат для сварки;
- сварочные электроды;
- защитная маска;
- спецодежда;
- плотные рукавицы;
- обувь.
Электроды для выполнения сварочных работ
Теория электросварки
Чтобы быстрее научиться выполнять сварочные работы, необходимо иметь представление о теории электрической сварки. Сваривание металлов происходит за счет теплового действия электрической дуги между свариваемым металлом и электродом. Мощность дуги зависит от тока через нее, который в свою очередь зависит от напряжения и расстояния между электродом и деталью.
Важнейшей характеристикой сварочного аппарата является его вольтамперная характеристика. Иначе ее еще называют внешней характеристикой. Она показывает зависимость тока дуги от напряжения.
На рисунке ниже показаны несколько типов характеристик.
График внешних характеристик сварочного аппарата
Для ручной электросварки используются аппараты, характеристики которых соответствуют линиям 1 и 2. Это крутопадающая и пологопадающая характеристики. Как видно из графиков, сварочный ток у крутопадающей характеристики мало зависит от напряжения, а значит, и от расстояния между электродом и поверхностью. Сварочный аппарат с пологой и возрастающей характеристиками (линии 3 и 4) пригоден только для использования в автоматической сварке, где расстояние выдерживается очень точно. Для начинающих лучше использовать аппарат с крутопадающей характеристикой.
Сварочный аппарат имеет еще такую характеристику – напряжение холостого хода. От величины этого напряжения зависит легкость первоначального поджига дуги. Чем больше напряжение холостого хода, тем легче зажечь дугу. С другой стороны, в процессе сварки напряжение дуги намного меньше холостого хода.
Для облегчения поджига сварочный аппарат может дополняться специальным устройством – осциллятором, которое в момент поджига формирует на выходе напряжение в несколько тысяч вольт, но с малым током, подобно катушке зажигания автомобиля. При зажженной дуге осциллятор отключается.
Какой выбрать сварочный аппарат
Наиболее прост для начинающих инверторный сварочный аппарат (рис. ниже). Его достоинства:
- простота ограничения максимального тока;
- стабильность заданных параметров;
- легкость зажигания дуги;
- защита от перегрузки;
- низкий вес.
Инверторный сварочный аппарат
Сложнее работать с аппаратами переменного тока. Как правило, это обычный понижающий трансформатор большой мощности (рис. ниже), какой нетрудно сделать самостоятельно. Но у них есть такое достоинство, как высокая надежность. Нужно быть очень неумелым сварщиком и очень постараться, чтобы сжечь сварочный трансформатор весом пару-тройку десятков килограммов. Удобство работы такими аппаратами во многом зависит от качества их изготовления. Но, если научиться им правильно работать, то с другими проблем не возникнет точно.
Сварочный аппарат – трансформатор
Чтобы правильно выбрать сварочный аппарат, необходимо учесть максимальный диаметр применяемых электродов и качество электропроводки.
При диаметре электродов 4 мм потребляемая от сети мощность составит порядка 4 кВт для инверторного аппарата и около пяти для сварочного трансформатора.
Сварочные электроды
Сварка производится сварочными электродами. Они изготавливаются из металлического провода, покрытого специальной обмазкой. От состава металла проволоки и материала обмазки зависит назначение электрода.
Существуют сварочные электроды для сварки низко,- и высокоуглеродистых сталей, чугуна, нержавеющей стали. Роль обмазки заключается в создании на поверхности расплавленного металла защитного слоя. Требования к материалу обмазки:
- температура плавления должна быть ниже, чем температура плавления металла;
- расплав обмазки должен иметь хорошую смачиваемость для равномерного покрытия;
- расплав должен поглощать кислород и не пропускать его к металлу;
- расплав должен растворять окиси.
Электроды различаются по типу тока. Одни предназначены для сварки переменным током, другие только постоянным.
Электроды для сварки постоянным током прекрасно работают на переменном. Электроды для работы на переменке, для сварки постоянным током не пригодны.
Техника сварки
Качество сварки зависит от соотношений толщины деталей и электрода, а также от величины сварочного тока. Обычно толщина электрода принимается равной толщине свариваемых деталей. Для более толстых электродов потребуется большее значение тока, что может привести к прожогам металла. Тонкий электрод при малом токе не прогреет металл, и качество сварного шва будет низким.
Оптимальная величина сварочного тока зависит как от диаметра электрода, так и вида производимых работ. Максимальный ток используется при выполнении горизонтальных швов, минимальный при работе с вертикальными и потолочными швами.
Особую трудность для начинающих составляет процесс поджигания дуги. Для этого сварочный электрод подносят к свариваемой поверхности и касаются ее легкими скользящими движениями. После поджига увеличивают расстояние между электродом и поверхностью. Оптимальная длина дуги должна составлять примерно толщину электрода. При меньшем расстоянии вся энергия дуги направлена на малую площадь, шов получится вогнутый, возможны прожоги металла. На краях шва металл, наоборот, не успевает прогреваться. Длинная дуга начинает «гулять» по поверхности, слабо прогревая место сварки.
Угол наклона электрода позволяет регулировать толщину сварочного шва. При вертикальном расположении весь расплавленный металл электрода концентрируется в области дуги. Однако при таком расположении трудно контролировать процесс сварки. Наклон в сторону, противоположную движению электрода дает возможность получить выпуклые швы, поскольку дуга отталкивает расплавленный металл, создавая наплывы на поверхности шва. Значительный наклон нежелателен, поскольку теряется контроль за дугой, она начинает сдувать капли металла. Оптимальным считается угол наклона электрода от 45 до 90 градусов.
Очень важна для качества сварки скорость перемещения электрода. При быстром передвижении металл не успевает полностью заполнить шов, который к тому же недостаточно прогрет.
Выбрать правильный угол и скорость перемещения можно только путем приобретения практического навыка.
Сварка постоянным током возможна при различных полярностях. Прямая полярность, когда электрод подключен к выводу отрицательной полярности, применяется для сварки с глубоким прогревом свариваемых деталей. Для работы с тонколистовым металлом необходима обратная полярность (электрод подключается к положительному выводу). При таком способе сварки большая часть тепла выделяется на электроде, вызывая его ускоренное плавление.
ТБ при сварочных работах
Сварочные работы считаются опасными, поскольку сочетают в себе сразу несколько факторов:
- высокое напряжение;
- высокая температура;
- мощное ультрафиолетовое излучение;
- высокое содержание вредных веществ в испарениях.
Сварочный аппарат характеризуется высоким напряжением холостого хода – до 80 В. Такое напряжение, даже при отсутствии повышенной влажности считается смертельно опасным (максимальное напряжение в нормальных условиях не более 42 В).
Температура расплавленного металла достигает нескольких тысяч градусов. При этом его текучесть очень высока. При некачественных электродах, неправильно выбранном режиме сварки или при сильном ветре брызги металла могут отлетать на несколько метров.
Электрическая дуга является мощным источником видимого и ультрафиолетового излучения. Кратковременное воздействие такого света не опасно, Просто требуется некоторое время для адаптации зрения к обычному освещению. А вот длительное наблюдение за дугой незащищенными глазами вызывает трудноизлечимые последствия, вплоть до помутнения хрусталика и отслоения сетчатки. Для защиты глаз применяются защитные сварочные маски (рис. ниже). Кроме защиты глаз, они защищают голову от брызг металла и шлака.
Сварочная маска для защиты глаз и головы во время сварки
Стекло маски не пропускает ультрафиолетовое излучение и в несколько раз ослабляет видимый свет, поскольку дуга – это близкорасположенный мощный прожектор. Сейчас в продаже имеется множество масок со специальными стеклами, которые меняют свойства в зависимости от яркости воздействия – «хамелеоны». При обычных условиях стекло абсолютно прозрачное. При зажигании дуги светопроницаемость стекла резко падает. Скорость затемнения составляет от нескольких миллисекунд до десятков микросекунд.
Для защиты от капель металла и шлака требуется одежда, материал которой не плавится от высокой температуры. Лучшими защитными свойствами обладает брезент, но в брезентовой одежде крайне неудобно работать. Достаточно использовать обычную спецодежду из хлопчатобумажной ткани. А вот рукавицы желательно выбрать поплотнее, поскольку руки находятся в непосредственной близости от места сварки.
Обувь для сварки должна иметь узкие голенища. Брюки должны быть поверх голенищ, чтобы предотвратить попадание туда брызг металла.
Дуговая сварка. Видео
Обучающее видео по дуговой сварке доступно ниже.
При горении электродов в воздух попадают пары металла и материала обвязки. В состав электродов входит немало химических соединений и многие из них представляют опасность при вдыхании. Поэтому зона проведения сварочных работ должна иметь хорошую вентиляцию. Запрещаются сварочные работы вблизи легкогорючих материалов (нефтепродукты, древесина), в сильный ветер и особенно во время дождя.
Оцените статью:сварка электродами, аргоном, с чего начать, советы
Профессия сварщика несомненно требует некоторых профессиональных навыков.
Обучение этой специальности проводят в училищах и ПТУ, где студенты проходят теоретический и практический курс.
Но навыками сварщика не трудно овладеть и самостоятельно, если пользоваться грамотными и эффективными советами в руководствах по электрической дуговой сварке.
Начало самостоятельного обучения сварке
Прежде всего будущему сварщику или соискателю, желающему приобрести навыки для самостоятельного владения сваркой необходимо разобраться в самой технологии сварки.
Не нужно углубляться в строение инвертора или выпрямляющего трансформатора, единственное, чего будет достаточно, так это следующее правило: для возникновения электрической дуги между электродом и поверхностью для сварки должен быть образован замкнутый контур.
Для того, чтобы получить замкнутый контур необходимо сделать следующее: от баласного реостата протянут “нулевой” ус, который необходимо закрепить на массу, то есть на поверхность для сварки.
В этом случае ток начнет циркулировать по контуру, и возникнет дуга.
Главным, что должен уяснить сварщик, так это первичные меры предосторожности и техники безопасности:
- главным вредным фактором электродуговой сварки является сильное световое излучение.
Для избежание таких последствий необходимо пользоваться защитными сварочными щитками, которые оснащены поляризационными фильтрами.
По исполнению существует множество щитков, которые можно выбрать самостоятельно;
Кроме световой нагрузки сварка опасна ожогами и термическими поражениями, так как соединение металлических кромок достигается путем их оплавления.
В настоящее время существует множество вариантов сварочных костюмов, лидирующее место среди которых занимают костюмы из замши или кожаных производных;
- кроме того дуга в сварке достигается наращивание электрической силы, замкнутой на электрод.
Необходимо защищать руки резиновыми перчатками, которые предотвратят поражение сварщика электрическим током.
Работа дуговой электрической сварки с баласного реостата или инверторного преобразователя практически невозможна без использования выпрямителей. Читайте статью о сварочных выпрямителях.
В настоящее время существует довольно-таки много сварочных электродов различной маркировки. Какие есть виды электродов и как выбрать подходящий электрод смотрите здесь.
Сварка электродом для начинающих
После освоения кратких теоретических данных по сварке можно непосредственно в рабочем процессе постичь все нюансы производства.
Приступаем к работе: для начала необходимо установить замкнутый контур “Заготовка-заземление-баласный реостат (инвертор)”.
После этого можно попытаться зажечь дугу, первый раз, как правило, это не удается никому.
Для того, чтобы зажечь дугу нужно пару раз отрывисто прикоснуться кончиком электрода к металлической заготовке.
Когда зажглась дуга, то можно начать прокладывать шов. Есть несколько характерных приемов, которые подойдут для начинающих: движение “полумесяцем” и “перетаскивание” – своеобразные техники работы электродом в сварочной ванне.
Важно: следует не допускать залипания электрода в сварочной ванне, так как при этом весь ток идет обратно на реостат баласника, а это может привести к короткому замыканию и поломке инвертора.Этот способ широко применяют автолюбители и сантехники – холодная сварка металла широкодоступна и не требует специальной подготовки и сложного оборудования. Узнайте для себя все о холодной сварке.
Хотите не только расширить свои познания в области сварки, но и обучиться ее применять профессионально? Читайте тут статью о том, как пройти аттестацию на сварщика.
Советы начинающему сварщику
Сварка электрической дугой производится из двух положений:
- верхнее положение.
При верхнем положении сварщику следует соблюдать осторожность;
Расплавленный метал может начать стекать на сварщика, для того, чтобы это избежать необходимо варить поверхность короткими шовчиками по 2-3 сантиметра, а потом увеличив длину шва, проварить его полностью.
- нижнее положение полностью безопасно для сварщика, но иногда сварка в таком положении требует наложение дополнительного проварочного шва.
Положение электрода:
- горизонтальную прямую поверхность желательно варить под углом в 60 градусов, это обеспечивает равномерное наложение расплавленного электрода на сварочную ванну.
После проваривания шва необходимо сбить шлак, который образуется в процессе сварки. Электроды со стеклянной обсыпкой проваривают шов, от которого шлак отпадет самостоятельно;
- вертикальное положение заготовки требует того, чтобы электрод подносился под углом 90 градусов.
В труднодоступных местах можно использовать гнутый электрод.
Почему предприятиям выгоднее использовать лазерную резку, и в чем ее особенность? Это и многое другое, читайте в публикации о лазерной резке металла.
Специалисты в штате ремонтной компании должны иметь большой опыт работы по ремонту сварочных аппаратов и иметь высокий уровень квалификации. Детали о ремонте сварочных аппаратов, смотрите здесь.
Сварка аргоном для начинающих
Сварка аргоном – это метод сварки, который технологически отличается от электрической дуговой сварки.
Сварка аргоном, как правило, производится на автоматических сварочных агрегатах, которые управляются сварщиком, к тому же манипуляции с заготовками так же осуществляются человеком.
Аргон необходим для защиты сварочной ванны от проникновения кислорода.
Начинающему сварщику нужно знать о том, что попадание воздуха в сварочную ванну приведет к порче и искривлению шва, искрению при работе электродом в сварочной ванне.
Соблюдение всех нюансов, которые описаны выше позволит простому новичку начать карьеру сварщика, хотя бы в своем собственном гараже, постепенно совершенствуя свое мастерство.
Читайте также:
- 4 особенности обучения сварщиков Сварщик — специальность, которая требует от мастера специальных навыков и умений в работе с раскаленным металлом, кроме того необходимо разбираться […]
- Как вести журнал сварочных работ Журнал сварочных работ особенный технический документ, который позволяет осуществлять контроль за проведением сварочных работ, их качеством, […]
описание процесса, урок сварки для начинающих, видео инструкция
Сварка – это надежный процесс соединения между собой двух металлических деталей. Опытные сварщики и домашние умельцы с ее помощью изготавливают различные емкости, печи для гаражей и бань, тепличные каркасы, металлические ворота и прочие необходимые в быту вещи. На первый взгляд кажется, что процесс сварки является простым, однако это далеко не так.Предварительно требуется много чему научиться и много что учесть. Поэтому, прежде чем браться за самостоятельное изготовление изделий при помощи сварки, рекомендуется изучить этот процесс, узнать все его тонкости, посмотреть видео урок. Начинающим сварщикам лучше всего начать обучение со сварки при помощи легкого в управлении инвертора.
Что представляет собой инверторный аппарат
Такое оборудование появилось сравнительно недавно, существенно облегчив работу большинству сварщиков. Применение нового способа сварки позволило значительно уменьшить габариты аппарата и вес его оснащения. Начинающим сварщикам будет достаточно просто учиться соединять детали с помощью максимально удобного и очень экономичного инвертора.Инверторный аппарат для сварки представляет собой небольшой ящик, вес которого зависит от его мощности и может составлять от 3 до 7 кг. Вся конструкция находится в механическом корпусе с вентиляционными отверстиями, который можно переносить при помощи ручки или ремня.
На панели устройства расположен тумблер или ручка для включения питания. Индикаторы перегрева и питания находятся на лицевой части корпуса. Здесь же есть два выхода для подключения рабочих кабелей – «плюс» и «минус». Один кабель аппарата заканчивается электродом, а второй зажимом-прищепкой. Их разъем подключения к электропитанию находится с торцевой стороны корпуса. Для выставления сварочного тока и напряжения аппарат оборудован специальными ручками.
Принцип работы инверторного устройства
Работает инвертор от обычной бытовой электрической сети с частотой в 50 Гц.
- Устройство имеет выпрямляющую схему, с помощью которой переменный ток преобразовывается в постоянный.
- После этого специальным фильтром происходит окончательное сглаживание.
- Инвертором называют электрический узел аппарата, в котором постоянный ток преобразовывается в переменный. Получаемая на выходе частота измеряется десятками килогерц. Иногда это значение может быть до 60 кГц В зависимости от модели используемого устройства).
- Полученный на выходе высокочастотный ток понижается до нужного напряжения, в результате чего сила тока достигает необходимого для сварки значения в 120-200 ампер.
Такое двойное преобразование нужно для того, чтобы для понижения напряжения высокочастотного тока можно было использовать небольшие по весу и объему трансформаторы. Так, например, для инвертора с силой тока в 160А требуется трансформатор в 250 грамм. Вес оборудования для работы по старой технологии составляет 18 килограмм.
Достоинства и недостатки сварочного инвертора
Наряду с небольшим весом, современный сварочный аппарат имеет еще достаточно много плюсов:
- С помощью схемы его управления можно реализовать множество функций, которые намного облегчат сварочный процесс. Это, например, предотвращение залипания электрода или облегчение розжига дуги.
- Инвертором можно выполнять аргонодуговую сварку, применив для этого электроды из вольфрама.
- Можно использовать для сварки различные электроды, что имеет большое значение при обработке цветного металла, чугуна или разных видов сплавов.
Для более объективного описания этого сварочного устройства стоит отметить его недостатки:
- существенный минус такого оборудования – его цена, которая в 2-3 раза выше обычных сварочных аппаратов;
- при частой и длительной эксплуатации инвертора его необходимо регулярно чистить, так как из-за полупроводниковых деталей он очень чувствителен к пыли;
- кабель устройства должен быть не более 2,5 метров длиной, что существенно сковывает движения сварщика;
- многие модели такого оборудования при пониженных температурах использовать не рекомендуется.
Сварка инвертором для начинающих – инструкция
Перед началом работ тем, кто будет соединять детали при помощи сварочного аппарата впервые, рекомендуется изучить сам процесс сварки, посмотрев для этого видео ролики. Разделить его можно на несколько этапов:
- На первом этапе происходит замыкание электрода и металла, о чем свидетельствует образование дуги.
- Создается высокая температура, под воздействием которой расплавляются обрабатываемые материалы.
- В результате плавления кромок металлических деталей и электрода происходит соединение заготовок и получается шов.
Во время сварочного процесса большую роль играет электрод, который используется для образования сварочной ванны без кислорода. Нанесенный на него порошок необходим для поддержания равномерного горения дуги.
До начала работ сварщик должен подготовить для себя защитную амуницию:
- грубую куртку;
- специальный защитный шлем;
- перчатки из грубой ткани.
Теперь нужно выбрать электрод и настроить сварочный ток. Для инверторных аппаратов электроды должны иметь диаметр в 2-5 мм. В зависимости от их толщины и толщины обрабатываемых деталей выставляется сварочный ток. Каково должно быть его значение обычно указывается на корпусе инвертора.
После того как все подготовлено, клемма массы подключается к свариваемой поверхности и начинается процесс сварки. Чтобы не происходило залипание электрода, во время сварочных работ его не рекомендуется подносить близко к металлической поверхности.
Пошаговая инструкция сварки инвертором для начинающих:
- Чтобы зажечь дугу, электрод к детали нужно поднести немного под углом, а для его активации несколько раз дотронуться до поверхности металла.
- После того как дуга появилась, электрод удерживается на некотором расстоянии (равном его диаметру) от изделия. Должен получиться сварочный шов.
- Накипь сверху шва необходимо убрать увесистым твердым инструментом, можно молотком.
То, что после процесса сварки должно получиться, можно посмотреть по видео ролику с уроком для начинающих сварщиков.
Дуговой промежуток
Опытные сварщики все работы выполняют уже практически не глядя, а вот начинающим во время этого процесса необходимо тщательно следить за дуговым промежутком. Поддержание его одинаковой величины во время сварки является важным моментом.
Если зазор будет большим , то дуга начнет скакать, а наплавляемый материал криво укладываться.
При маленьком зазоре основной металл не будет успевать прогреваться и шов получиться выпуклым.
При обеспечении зазора с оптимальным расстоянием будет хороший провар, и в результате получится ровный и нормальный шов. Также в процессе сварки не нужно забывать, что электрод плавится постепенно. Поэтому, если его не двигать, то расстояние между ним и металлом будет увеличиваться.
Урок для начинающих по формированию правильного шва
В процессе сварочных работ очень важно следить, чтобы шов был на уровне металла. Глубоко и интенсивно протекающая в материал дуга толкает ванну назад, в результате чего образуется шов. Если движения электродом будут слишком быстрыми, то шов получится дефективным.
Для образования идеального шва можно делать зигзагообразные и круговые движения.
- При движениях в разные стороны следует контролировать образование шва сначала с одного края детали, потом сверху ванны и затем с другого края изделия.
- При круговых движениях ванна распределяется по кругу и контролируется уровень шва.
Меняя направление, нужно знать, что ванна следует за теплом. Когда металла электрода недостаточно, формируется подрез. Чтобы не допустить его появления необходимо тщательно следить за ванной и контролировать наружные границы.
С помощью расположенной на конце электрода силой дуги можно манипулировать ванной. При наклоне электрода она будет не тянуться, а толкаться.
Чем вертикальнее будет расположение электрода, тем менее выпуклым будет шов, так как ванна будет хорошо проплавляться, вдавливаться вниз и распространяться вокруг.
Если электрод будет наклонен слишком сильно, то прикладываемая по направлению шва сила не даст управлять ванной.
При слегка наклоненном электроде шов всплывает, так как сила направляется назад.
Поэтому для того чтобы сдвинуть ванну назад или получить плоский шов, наклоны электрода должны быть под разным углом. Начинать следует с угла в 45 до 90 градусов. С помощью такого угла можно нормально выполнить сварку и получить плоский шов.
Тем, кто задумал обучиться сварочным работам, лучше всего заняться этим с помощью инвертора. Простой в использовании он идеально подойдет для начинающих сварщиков. Однако следует знать, что продаваться могут модели, которые подходят для любительской сварки, а также дорогостоящее оборудование для профессионалов, которое чаще всего используется в промышленности. Не стоит забывать и о том, что для сварочных работ обязательно нужны средства индивидуальной защиты. На дугу ни в коем случае нельзя смотреть без специальной маски.
Оцените статью: Поделитесь с друзьями!Сварка электродом для чайников (Часть 1)
Это статья из серии экспресс-уроков Свар-EXPRESS.Данный урок посвящён тому, что необходимо знать на начальном этапе ручной дуговой сварки штучными электродами
Для демонстрации используется сварочный инвертор AuroraPRO STICKMATE 160 (MMA+TIG lift) и электроды Уони 1350
| Инженер-сварщик Евгений Евсин |
Сегодня я расскажу вам о том, что необходимо знать на начальном этапе ручной дуговой сварки штучными электродами. Для примера я буду использовать аппарат Aurora PRO Stickmate 160.
Первое что мы должны знать – что за аппарат мы используем, для чего он нужен, какие у него технические характеристики. Необходимо правильно настроить его и правильно подобрать сварочные материалы для того, чтобы у нас не возникало каких-то сложностей в процессе работы.
Поговорим о самом источнике. Источник сварочного тока – инверторный, следовательно, это аппарат постоянного тока, с весом всего 5 кг, что делает его очень мобильным. Напряжение холостого хода 64 вольта – оно конкретно влияет на сварочный процесс. Исходя из этого мы будем выбирать сварочный материал и электроды.
Для того, чтобы изначально правильно подойти к работе, мы должны приобрести именно те электроды, которые необходимы. У нас в магазинах существуют электроды разного типа – это электроды для переменного тока, для постоянного и универсальные. В основном легко достать универсальные электроды – они предназначены для сварки как на постоянном, так и на переменном токе. Исходя из того, какой у нас материал для сварки – толщина, габариты – мы выбираем диаметр электродов. Самые доступные электроды, которые я вижу в магазинах – это универсальные ОЗС-12 и МР-3. Они имеют свои достоинства и недостатки, но я ими не очень люблю работать – это электроды с рутиловым покрытием и дают очень много шлака в процессе работы. Более редкие электроды – это электроды с основным покрытием Уони 1350. На их примере мы и будем показывать процесс сварки. Возьмем диаметр 3 мм.
Самое главное перед началом работы убедиться в том, что мы соблюдаем все правила техники безопасности. На нашем теле не должно быть открытых участков, дабы не получить ожог кожи, сварочная маска должна соответствовать уровню затемнения, чтобы наши глаза не наловили «зайцев». У меня сварочная маска хамелеон с автоматическим затемнением и уровнем затемнения. У простых масок светофильтры используются определенного затемнения, отталкиваясь конкретных требований. Также должны использоваться сварочные краги и обувь, которая не позволит расплавленному металлу упасть на наше тело. В процессе сварки нам придется отбивать шлак, а когда шлак отбивается, он сильно разлетается в разные стороны. В этом случае, а также в процессе зачистки изделия болгарками необходимо использовать защитные очки.
Начнем объяснение самого процесса. Чтобы приступить к работе, нам необходимо подключить к сварочному аппарату обратный кабель, прищепка идет на металл. Разъем подключается к минусовому контакту, держатель электродов подключается в разъем +.
Следующий вопрос, исходя из того, какие мы выбрали электроды — какой должен быть ток. В теории это 25-30 А на 1 мм диаметра электрода. У нас взят диаметр 3 мм, значит ток должен быть около 90 А, но это значение относительное, т.к. в разных пространственных положениях нам нужно сделать иногда больше или меньше, так что это зависит от вашего опыта и вида работ.
Прежде чем начать сваривать металл, абсолютно любой металл должен быть очищен от загрязнений – краска, ржавчина и т.п.
Начинать обучение сварщика следует со способов поджига дуги. Первый способ — точечно, когда мы просто бьем электродом по металлу и второй способ — чирканье. Свойство электродов при поджоге может быть разное, говорят иногда одним электродом получается, а другим нет. Секрет в том, что электроды с рутиловым покрытием поджигается гораздо проще, с основным покрытием – сложнее, но везде есть свои плюсы и минусы. В электродах с основным покрытием гораздо меньше шлака, у нас сварочная ванна более открытая и сварщику легче определить, как сплавляется кромка, но поджиг сложнее. У электродов с рутиловым покрытием все наоборот.
В способах поджига человек должен потренироваться, как ему проще и удобнее зажигать. Когда электрод новый и его кончик оголен – поджечь гораздо легче, а если электрод уже не первый раз зажигается, на его конце образуется пленка из шлака, тогда поджечь сложнее. Она не сразу разбивается и электрод необходимо раза 2-3 ударить.
Для меня поджиг чирканьем гораздо легче. Однако в момент чирканья происходит контакт по большой поверхности металла и это не желательно. Если поджигать точечно, то наносится меньший вред свариваемому металлу.
После того как вы потренируетесь и поймете, что поджигаете дугу уверенно – можно переходить на следующую ступень – накладывание валиков на поверхность металла, для того, чтобы вы могли увидеть, как формируется металл. Если узкий валик, мы делаем поступательные движение, если нам необходим валик пошире – тогда зигзагообразные. Наклон электрода примерно 45 градусов, расстояние до металла 2-3 мм. Вести можно как углом назад на себя, так и углом вперед, определяется по параметрам. Если идете углом назад, то проплавление будет глубже, если углом вперед, то проплавление будет меньше и шов шире.
Далее шлак необходимо сбить – не забудьте перед этим одеть защитные очки.
Примерно такие валики должны получаться. Как только вы добились подобного результата, можно приступать к соединению двух частей металлических изделий.
Выбрать сварочный аппарат вы можете на нашем сайте
Смотрите данную статью в видео-ролике:
Сварка для начинающих: подробное руководство
Сварщики, работающие от глубин океана и до космоса, ремонтируют конструкции в самых сложных условиях.
Если вы сварщик своими руками или хотите сделать карьеру сварщика, вы можете начать работу с этим полным руководством по сварке.
Что такое сварка?
Сварка представляет собой простой процесс соединения двух металлических частей расплавленным материалом. Как бы просто это ни звучало, для этого необходимо использовать различные методы сварки.
Самый распространенный класс сварки — дуговая сварка. Дуговая сварка — это самый простой вид сварки, и с нее должны начать все новички.
Поскольку дуговая сварка является категорией, она включает в себя ряд методов сварки, таких как сварка штучной сваркой, сварка металлов в среде защитного газа и сварка вольфрамовым электродом в среде защитного газа. Эти методы сварки удобны и широко используются в промышленности.
Вот подробное описание этих методов сварки.
Ручная сварка
Сварка палкойтакже называется дуговой сваркой в защитном металлическом корпусе или SMAW.Это один из старейших и широко используемых методов сварки благодаря своей простоте. В отличие от сварки TIG и MIG с использованием газовых баллонов, на нее не влияет ветер. Это делает его популярным для сварки на открытом воздухе.
Основы стержневой сварки
Сварщики выполняют сварку штучной сваркой, создавая электрическую дугу между заготовкой и металлическим электродом. Электрический ток, который проходит через электрод, плавит его, так что на заготовке образуется сварочная ванна. Электрод имеет флюсовое покрытие, которое плавится, чтобы защитить сварочную ванну от коррозии и загрязнения окружающей среды.Это похоже на то, как защитный газ защищает сварной шов при сварке TIG и MIG.
Флюс плавится, образуя слой шлака на сварном шве. Этот защитный слой следует удалить после остывания сварного шва.
Преимущества сварки штангой
Ниже приведены основные преимущества сварки штангой.
- Этот способ сварки портативный. Сварку палкой можно выполнять на металлических профилях большой толщины. Оборудование не особо тяжелое; следовательно, его можно легко транспортировать в разные места.Нет необходимости в механизме подачи проволоки или другом дополнительном оборудовании, например, в газовом баллоне.
- Ручная сварка — один из наиболее подходящих вариантов для сварки на открытом воздухе. Сварка газом на открытом воздухе невозможна, особенно в условиях сильного ветра.
- Хотя ее легче освоить по сравнению со сваркой TIG, для освоения сварки штангой требуется определенный уровень практики.
- Сварку палкой можно выполнять, даже если поверхность не идеально чистая. Это можно сделать на металлических поверхностях, на которых есть ржавчина или прокатная окалина.
Недостатки
Защитное оборудование
Перед сваркой помните, что самое важное — это ваша личная безопасность. Это должно иметь более высокий приоритет, чем что-либо еще.
Для любого сварочного оборудования, которое вы развернули, вы всегда должны обращаться к руководству пользователя перед его использованием. Обратите особое внимание на инструкции по технике безопасности, предоставленные производителем оборудования.
У вас должно быть под рукой подходящее защитное оборудование, чтобы защитить себя от ультрафиолетовых лучей, тепла и искр, генерируемых дугой.Обязательно защитите свое тело одеждой с длинными рукавами из огнестойкого материала. Надевайте защитные очки и шлем, чтобы защитить глаза и голову.
Флюс выделяет сильные пары во время сварки штангой. Следовательно, в любом месте, где вы выполняете сварку стержнем, должна быть достаточная вентиляция. Если вы выполняете сварку на открытом воздухе, вам не нужно слишком беспокоиться о вентиляции.
Но в закрытых помещениях правильная вентиляция — важная мера безопасности.Вы должны установить выхлоп, чтобы он вытягивал пары из окружающей среды.
Оборудование для стержневой сварки
Новичок может использовать универсальный сварочный аппарат. Это позволит вам попрактиковаться в различных методах сварки, таких как сварка стержневой сваркой, TIG и MIG. Вы также можете купить специальный сварочный аппарат, который будет намного экономичнее.
Зажим заземления
Зажим заземления также доступен со сварочным аппаратом.Вы должны вставить зажим заземления в сварочный аппарат и зажать его на свариваемом металлическом участке.
Удаление шлака
Сварка палкой покроет вашу заготовку шлаком, который необходимо удалить, когда сварная часть достаточно остынет. Вы можете отколоть затвердевший шлак стружкой и молотком.
Для улучшения качества поверхности можно очистить сварную часть, где вы сняли шлак, проволочной щеткой.
Выбор правильного электрода
На рынке доступно множество электродов для стержневой сварки.Вы должны выбрать наиболее подходящий электрод в соответствии с потребностями вашего проекта. Некоторые из наиболее часто используемых сварочных электродов включают 7018, 7024, 7014, 6013, 6012, 6011 и 6010.
При сварке низкоуглеродистой сталью можно использовать любой стержневой электрод E70 или E60. 6013 — прекрасный вариант для новичков, хотя 7018 чрезвычайно популярен благодаря своей прочности при сварке.
Чтобы понять, какой сварочный электрод вам нужен, вы должны знать, что означают 4 цифры.
Первые 2 цифры указывают на самую низкую прочность на разрыв. Например, электрод, который начинается с цифры 60, означает, что его предел прочности на разрыв составляет 60000 фунтов на квадратный дюйм. Это число должно соответствовать прочностным характеристикам основного материала.
Цифра 3 , ряд указывает положения, в которых можно использовать сварочный электрод. Номер один означает, что электрод можно использовать в любом положении. Цифра 2 означает, что электрод следует использовать только в ровном положении.
Цифра 4 и указывает ток, который может использоваться для электрода, а также покрытие электрода. Вот разбивка цифр. За цифрами следует тип покрытия. В скобках указан вид сварочного тока.
0 — натрийцеллюлоза (dcep)
1 — целлюлоза калийная (dcen, dcep, ac)
2 — диоксид титана натрия (dcen, ac)
3 — диоксид титана калий (dcen, ac)
4 — порошок железа диоксид титана (dcen, dcep, ac)
5 — натрий с низким содержанием водорода (dcep)
6 — калий с низким содержанием водорода (dccep, ac)
7 — железный порошок оксид железа (dcep, ac)
8 — железный порошок с низким содержанием водорода (dcen, dcep, ac)
Установка для стержневой сварки
Настройка аппарата для ручной сварки — довольно простая задача, поскольку само оборудование довольно простое по сравнению с другими сварочными аппаратами.Помните, что на настройки полярности влияет тип электрода, который вы используете в проекте. Всегда убедитесь, что вы дважды проверяете, задействован ли DC + / DC- / AC.
Для практики вы можете начать с электродов 6013, используя dcen на стальной пластине толщиной около 3/16 дюйма.
Нанесение первого сварного шва электродом
После того, как вы настроили сварочный аппарат согласно руководству пользователя, пора начинать сварку. Дважды проверьте правильность всех настроек.Как только это будет сделано, вы можете расположить куски металлолома толщиной 3/16 дюйма, чтобы создать стыковой шов.
Поскольку сварка штучной сваркой требует немалых навыков, настоятельно рекомендуется сначала попрактиковаться на стальном ломе, а затем перейти к сварочным работам. Продолжайте практиковаться, пока не освоитесь и не почувствуете уверенность в сварке штангой.
Поджигание электрода для создания дуги часто является самой сложной частью процесса. Вы можете освоить этот шаг, если будете много практиковаться.В остальном процесс сварки довольно прост.
Сварка МИГ
СваркаMIG также известна как сварка металлическим электродом в газе или GMAW. Сам Mig означает металлический инертный газ.
СваркаMig очень популярна, потому что это самый простой способ сварки для начинающих. Он хорошо подходит для сварки автозапчастей и ремонта дома. Сварка MIG часто используется для соединения низколегированных сталей.
При сварке MIG дуга возникает между проволочным электродом и металлической заготовкой.Это постепенно расплавляет проволочный электрод, который используется для создания сварного шва.
Вы можете легко и точно подавать проволочный электрод с помощью электродной горелки, подключенной к сварочному аппарату MIG. Пистолет MIG также выпускает контролируемое количество защитного газа для защиты сварочной ванны от загрязнения.
Преимущества сварки Mig
Производительность
Одним из важнейших преимуществ сварки MIG, помимо простоты использования, является высокая производительность и низкие затраты на очистку.Вы экономите много времени, так как вам не нужно заменять электроды или снимать шлак. Следовательно, сварка MIG имеет значительно более высокую производительность, чем сварка стержнем.
Низкие затраты
Вы можете приобрести надежный сварочный аппарат MIG менее чем за 500 долларов. Хороший выбор — сварочный аппарат Hobart 500559 MIG. Затем вы должны потратить небольшую сумму на газ и проволочный электрод, чтобы начать сварку MIG. Из-за вышеупомянутой повышенной производительности затраты на сварку будут дополнительно сокращены.Это идеально подходит для малого бизнеса.
Просто изучить и установить
Любой желающий может сразу научиться сваривать этой техникой. В результате сварка MIG является лучшим выбором для любителей и домашних сварщиков. Вы можете настроить сварочный аппарат MIG за несколько минут и приступить к работе.
Высокое качество
В методе сварки MIG используется защитный газ для защиты сварочной ванны от загрязнения окружающей средой. Конечный результат — надежный и чистый сварной шов.Застывший шлак не нужно откалывать. Сварка также очень точная, поскольку вы можете управлять сварочной горелкой MIG двумя руками. Вы также можете изменить скорость подачи, регулируя напряжение, что делает этот процесс очень универсальным и гибким.
Провод MIG
Вы должны правильно вставить проволоку MIG в сварочный аппарат, чтобы аппарат мог пропустить ее через сварочный пистолет в стык.
Размеры проволоки
У сварщика может быть рулон порошковой проволоки.Для сварки MIG вам понадобится более толстая проволока для соединения более толстых металлических секций.
Для получения наилучшего качества сварных швов следует использовать самую тонкую проволоку. Вот несколько рекомендаций по выбору сварочной проволоки.
Проволока0,23 дюйма — подходит только для небольших сварочных аппаратов MIG и сварки тонких металлических листов от 16 до 24.
0,3-дюймовая проволока — сварочные аппараты MIG часто поставляются с проволокой такой толщины. Эта проволока подходит для сварки листов толщиной до 1/8 дюйма.
провод 0,35 дюйма — этот провод подойдет новичкам. Он подходит для сварки металлических профилей толщиной до дюйма.
Проволока 0,45 дюйма — часто это лучший выбор для промышленной сварки, поскольку проволоки такой толщины достаточно для металлических секций толщиной более дюйма.
Сварочный газ
MIG требует защитного газа для защиты сварного шва от коррозии, пока он горячий. Вот краткое руководство о важных характеристиках защитных газов и о том, как их следует выбирать для своих проектов.
Пористость
Пористость— это просто отверстия, которые образуются внутри сварного шва. Вы бы хотели избежать этого дефекта, поскольку отверстия ослабляют сварной шов, что делает его ненадежным.
Нередко именно газы в атмосфере приводят к пористости. Поэтому защитный газ используется для защиты сварного шва от неблагоприятного воздействия атмосферы. Если защитный газ не используется, сварной шов будет реагировать с азотом и кислородом из атмосферы, что сделает его пористым.
Если вы используете сварочную проволоку с флюсовой сердцевиной, вам не о чем беспокоиться, поскольку сердечник выпускает защитные газы, которые защищают сварочную ванну.
Лучше всего обеспечить оптимальный поток защитного газа из баллона, чтобы обеспечить прочный и надежный сварной шов без пористости. Выпуск слишком большого количества газа — не лучшая идея, так как это может снизить температуру расплавленного сварного шва. Вы должны найти баланс между достаточным потоком газа и высокой температурой.
Хороший способ убедиться в этом — держать руку на расстоянии 3 дюйма от наконечника сопла.Увеличьте поток газа. Идеальный газовый поток — это когда вы только начинаете ощущать поток газа на своей руке.
Типы защитных газов
Вот наиболее часто используемые смеси защитных газов.
Чистый аргон
Запрещается использовать чистый аргон для сварки стали. Этот газ подходит для цветных металлов, например алюминия. Аргон имеет низкую теплопроводность. Это приведет к получению более узкого борта. Хотя вы обнаружите хороший провар в середине сварного шва, в других областях сварного шва может быть недостаточно проплавления.Следовательно, он неэффективен для стали.
Двуокись углерода
Углекислый газ — прекрасный выбор, потому что он намного дешевле аргона. Таким образом, сварщики MIG предпочитают его.
Однако с диоксидом углерода есть одна серьезная проблема. Возникающая дуга может быть довольно широкой и менее стабильной. Это приведет к появлению большого количества брызг.
Смесь аргона
Соответствующая смесь углекислого газа и аргона может обеспечить высочайшее качество сварки. По своим свойствам дуга находится где-то посередине между чистым диоксидом углерода и чистым аргоном.Дуга имеет правильную ширину, хорошее проникновение и минимальное разбрызгивание.
Методы сварки MIG
Вот наиболее распространенные движения, используемые при сварке MIG.
Форхенд / Толкание
Проталкивание сварного шва с использованием переднего положения является наиболее распространенной техникой сварки MIG. Чтобы достичь оптимального положения для сварки MIG, вы должны установить сварочный пистолет под углом 10 градусов. Электрод должен быть направлен в том направлении, в котором вы собираетесь сваривать. Вы можете дополнительно уменьшить угол, чтобы изменить форму сварного шва.
Когда сварочная горелка находится в правильном положении, нажмите спусковой крючок и медленно перемещайте горелку MIG. Сдвиньте сопло вперед в направлении сварки.
Наотмашь / Тяга
В этом положении вы перемещаете сварочный пистолет по направлению к телу, используя положение левой руки. Используйте тот же угол, который описан выше. Этот метод обеспечивает большее проникновение, чем при проталкивании электрода.
Сварка TIG
TIG — сварка вольфрамовым электродом в среде защитного газа. В этом процессе сварки вы будете использовать вольфрамовый электрод для создания дуги, которая нагревает металл до точки плавления.Защитный газ направляется на сварочную ванну, чтобы защитить ее от воздействия атмосферы. Сварка TIG известна тем, что обеспечивает высочайшее качество сварных швов.
Поскольку сварка TIG требует, чтобы оператор держал горелку TIG одной рукой и подавал присадочный материал другой рукой, это самый сложный процесс сварки, поскольку требуется более высокая маневренность и одновременное использование обеих рук.
Сварка TIG выполняется с помощью вольфрамовых электродов, которые не расходуются и очень стабильны.Может потребоваться наполнитель, который подается вручную. Защитный газ защищает сварочную ванну и электрод от коррозии. Сварка TIG позволяет получать точные сварные швы, и ее можно использовать для самого широкого диапазона металлов.
Tig — это очень универсальный метод сварки, поскольку он подходит для широкого спектра металлов, таких как нержавеющая сталь, сталь, никелевые сплавы, алюминий, хромомолибден, медь, магний, бронза, латунь и золото.
Поскольку в его основе не используется флюс, нет опасности коррозии, вызванной захватом флюса.Никаких шлаков не образуется. Это исключает очистку после сварки. Кроме того, в этом процессе не образуются искры или опасные пары, что делает его более безопасной альтернативой MIG и сварке электродом.
Поскольку сварка TIG обеспечивает чистые и высококачественные сварные швы, она лучше всего подходит для применений, в которых важен внешний вид. При этом не происходит разбрызгивания, так как требуется относительно небольшое количество наполнителя.
Благодаря желаемым тепловым свойствам вольфрама может поддерживаться дуга, температура которой может достигать 11 000 градусов по Фаренгейту.Превосходная теплопроводность и высокая температура плавления предотвращают плавление вольфрама. Вольфрам также имеет гораздо более высокий предел прочности на разрыв по сравнению со сталью.
Методы сварки TIG
Сварка TIG осуществляется в 2-х режимах: автоматическом и полуавтоматическом. В полуавтоматическом режиме сварщик настраивает расход газа и текущие параметры. Затем оператор управляет присадочным стержнем и вольфрамовым электродом.
В автоматическом режиме оператор настраивает расход газа, длину дуги, положение присадочного стержня и скорость движения.Затем они наблюдают за ходом операции и вмешиваются только при необходимости.
Сварку TIG можно выполнять как с источниками переменного, так и постоянного тока с током от 15 до 350 ампер.
Как выполнять сварку TIG
Для выполнения сварки TIG оператор должен сначала включить подачу газа из баллона. Этот поток газа можно регулировать с помощью клапана, расположенного на горелке TIG. Горелку следует держать над зоной сварки, не касаясь ее. Оператор должен нажать ножную педаль, чтобы между вольфрамовым электродом и заготовкой возникла дуга.При этом плавится присадочный материал, который затем создает сварочную ванну на заготовке. Сварочный шов создается, когда сварочная ванна затвердевает после охлаждения.
Однако, несмотря на все свои преимущества и высокое качество сварки, сварка TIG является гораздо более медленным процессом, чем сварка палкой и сварка MIG. Поэтому он используется там, где первостепенное значение имеет высокое качество сварных швов, несмотря на низкую скорость этого процесса.
Сварочное оборудование Tig
Сварочное оборудование TIG часто бывает дороже, чем сварка ручкой и MIG.Вы можете приобрести Everlast PowerTIG менее чем за 1000 долларов.
Горелка
Доступны резаки разных размеров с разной силой тока. В корпусе горелки находятся электрод и газовые сопла.
Система водяного охлаждения
Сильные токи могут привести к высоким температурам. Система водяного охлаждения предотвращает перегрев резака. Эта система охлаждения намного эффективнее воздушного охлаждения, но требует дополнительного обслуживания.
Подавление постоянного тока
Образование оксидов на поверхности является поводом для беспокойства при сварке TIG магниевых и алюминиевых сплавов. При сварке алюминия между разнородными металлами (вольфрамом и алюминием) возникает дуга, что означает, что переменный ток можно преобразовать в постоянный. Подавитель постоянного тока предотвращает это нежелательное преобразование.
Вольфрамовый электрод
Вольфрам имеет очень высокую температуру плавления, около 3000 градусов Цельсия, что делает его очень подходящим для электродов TIG.Он также имеет отличную электрическую и теплопроводность. Для увеличения срока службы электрода и повышения стабильности дуги от 1 до 2 процентов циркония и тория смешивают с вольфрамом. На диаметр электрода также влияет полярность тока.
Газовые форсунки
Эти сопла изготовлены из термостойкого керамического материала, чтобы выдерживать высокие температуры сварки. Доступны сопла различной формы для всех видов сварочных работ.
Газовая линза
Эта функция сводит к минимуму турбулентность газового потока.Турбулентный поток газа может не дать лучших результатов. Следовательно, для плавного газового потока используется газовая линза, которая защищает сварочную ванну.
Пуск с нуля по сравнению с пуском с высокой частотой
Функция «высокочастотный запуск» доступна на более продвинутых аппаратах для сварки TIG. Благодаря этой функции нет необходимости ударять электродом по заготовке, чтобы создать дугу. Высокочастотный пуск позволяет создать сварочную дугу, даже когда электрод находится в дюйме от заготовки.Это значительно упрощает сварку, потому что поджечь электрод для создания дуги довольно сложно.
После возникновения дуги ток и напряжение возвращаются к нормальным рабочим параметрам. Это автоматическое регулирование напряжения и тока предотвращает сгорание вольфрамового электрода.
Наконечники для сварки TIG
Начинающим сварщикам следует начать с практики на металлоломе, так как при сварке TIG выполняется множество функций, таких как подача присадочного металла, правильное удерживание горелки и управление ножной педалью.
Держите резак под углом около 75 градусов. Убедитесь, что вы поддерживаете расстояние от ¼ дюйма до 1/8 дюйма между электродом и заготовкой.
Теперь, когда вы знакомы со сваркой, почему бы не начать эту захватывающую и полезную карьеру? Это хорошо оплачиваемая техническая профессия, не требующая высшего образования. Кроме того, перспективы радужные, так как спрос на сварщиков в будущем будет расти.
Похожие сообщения:
Советы и методы сварки MIG для начинающих
Как выполнять сварку MIG
MIG на протяжении десятилетий был самым популярным сварочным процессом как среди профессиональных сварщиков, так и среди любителей.Он быстрый, мощный, универсальный и довольно простой в освоении. Поскольку это такой замечательный процесс, у него есть постоянный поток новичков, полных решимости учиться. В этой статье мы расскажем об основах — и она станет хорошим напоминанием для тех, у кого уже есть опыт сварки.
Начнем с определения: MIG — это сварка металла в инертном газе. В промышленности это называется газовой дуговой сваркой металла (GMAW), но термин MIG-сварка гораздо более распространен, поэтому мы будем использовать его здесь.
Настройка оборудования
Для сваркиMIG используется источник постоянного напряжения, чаще всего положительный электрод постоянного тока (DCEP). В источнике питания используются трансформаторы и выпрямители для модуляции сетевого напряжения, что стабилизирует дугу и обеспечивает хорошее зажигание дуги, а также включает схему для защиты от перегрузки. Рабочий зажим соединяет свариваемый материал с источником питания, замыкая цепь. Катушка с проволокой обычно размещается внутри корпуса источника питания, а также приводной механизм для подачи проволоки через кабель к пистолету.
Ручной пистолет — это «бизнес-сторона» машины MIG. Пистолет имеет спусковой крючок, который управляет несколькими функциями одновременно. Нажатие на спусковой крючок электрически возбуждает сварочную проволоку и запускает моторный привод, автоматически подавая проволоку во время сварки. Сварка MIG требует, чтобы сварной шов был защищен от атмосферы. Часто это делается путем направления защитного газа на область сварного шва — и поток газа также регулируется спусковым крючком на пистолете.Порошковая проволока используется для некоторых сварочных операций MIG, как отдельно, так и с газовой защитой.
Большинство сварочных операций MIG выполняется с использованием газовой защиты — чаще всего используются смеси углекислого газа и аргона / CO2. Газовый баллон имеет регулятор или расходомер для регулировки расхода газа. Здесь есть много переменных, но хорошее практическое правило для сварки в легких условиях — расход газа около 20 кубических футов в час. Когда вы научитесь обращаться с оружием, вы можете поэкспериментировать с оптимизацией количества используемого газа.
Перед началом сварки на сварочном аппарате необходимо выполнить две основные настройки: напряжение и скорость подачи проволоки. Почти у каждого сварщика MIG есть таблица, в том числе мой Millermatic® 211, часто прямо под откидной крышкой доступа, которая дает вам рекомендуемые настройки. Они зависят от типа и толщины материала, а также от диаметра присадочной проволоки. Эти значения используются для регулировки настроек на лицевой стороне машины.
Миллер впервые применил технологию Advanced Auto-Set ™, которая позволяет вам просто задавать процесс, толщину материала и диаметр проволоки, а машина автоматически изменяет настройки.У меня это так хорошо сработало, что я годами не читал диаграммы!
Лучшие методы сварки MIG
Материал должен быть чистым, чтобы получить хороший сварной шов, а перед использованием абразивных материалов необходимо удалить жир или масло. Сварка MIG более терпима к незначительным поверхностным загрязнениям, чем сварка TIG, но чем чище металл, тем меньше у вас проблем. Лучшие сварщики очень привередливы в подготовке поверхности, и чистка основного металла — хорошая привычка.Я часто использую шлифовальные диски или нетканый абразив для очистки металла от ржавчины, краски или накипи.
Наладка машины и подготовка материала — самая простая часть. То, как вы держите и перемещаете пистолет, является ключевым фактором, определяющим качество и внешний вид сварных швов. По возможности лучше всего использовать пистолет двумя руками и поддерживать руки, запястья, предплечья или локти таким образом, чтобы вы могли плавно перемещать пистолет, сохраняя при этом точный контроль.Положение пистолета и расстояние от пистолета до работы имеют решающее значение.
Чем дальше находится пистолет от работы, тем дальше должна выходить проволока, чтобы встретиться с свариваемым металлом. Длина проволоки между горелкой и основным металлом называется вылетом и ОЧЕНЬ влияет на качество сварки. Нормальный вылет обычно составляет около 3/8 дюйма. Если вы позволите ружью отодвинуться дальше от металла, вылет будет увеличиваться, что приведет к меньшему нагреву металла и уменьшению покрытия газовой защиты.
Обычно при сварке я толкаю лужу. Поскольку я правша, это означает, что пистолет движется влево. В большинстве случаев пистолет следует слегка наклонять в направлении движения. Это называется углом поворота, и для начала лучше всего подойдет 15 градусов.
Если смотреть на пистолет с конца шва, то угол между пистолетом и работой называется рабочим углом. Для стыкового соединения идеально подойдет 90 градусов.
Для углового шва под углом 90 градусов пистолет обычно держится под углом 45 градусов, хотя для тонких металлов это может потребоваться изменить.Если угловой сварной шов имеет форму перевернутой буквы T (как на фото ниже), горизонтальная часть может рассеивать тепло с обеих сторон сварного шва. Вертикальный элемент заканчивается у сварного шва, поэтому он не может рассеивать столько тепла; иногда это вызывает прожиг. В таких ситуациях поможет небольшой угол наклона пистолета от вертикального элемента.
Скорость движения пистолета тоже очень важна. Слишком медленное движение приводит к образованию слишком большого валика, а слишком быстрое движение может уменьшить проникновение.Некоторые сварщики держат пистолет неподвижно по мере продвижения по стыку, но есть множество методов плетения или раскачивания пистолета, которые могут быть полезными. Здесь нет жестких правил, и я призываю вас поэкспериментировать с тонкими изменениями в способе перемещения пистолета, уделяя пристальное внимание тому, как каждое изменение влияет на сварной шов. Вы можете многому научиться, разговаривая и наблюдая за другими опытными сварщиками.
Итак, как вы оцениваете качество сварного шва? В идеале сварной шов должен быть слегка выпуклым, а выступы или края валика плавно переходят в основной металл.Проникновение должно быть полным, но не настолько, чтобы не было чрезмерного кровотечения на тыльной стороне сустава. Ширина и высота валика должны быть одинаковыми от одного конца до другого, и в сварном шве не должно быть кратеров или пустот. Многие люди проверяют свои практические сварочные швы, удерживая сварную деталь в тисках и сгибая соединение до его разрыва. В идеале металл, СЛЕДУЮЩИЙ от сварного шва, должен разрушиться раньше, чем сварной валик.
Требуется много практики, чтобы ваши сварные швы соответствовали всем этим критериям, но чем больше времени вы проведете с опущенным шлемом, осторожно направляя пистолет по его пути, тем лучше будут сварные швы!
Дополнительные ресурсы
При поддержке Миллера я снял 70-минутный видеоролик под названием «MIG Welding Made Easy.Это видео дает исчерпывающее освещение перечисленных здесь вопросов, а также многое другое. Это доступно для потоковой передачи или загрузки с моего веб-сайта:
https://covell.cinevee.com/mig-welding-made-easy
Как выполнять сварку MIG — методы сварки для начинающих
Хотите заняться сваркой, но не знаете, с чего начать? Затем научитесь выполнять сварку MIG . Это самый простой способ начать сварку, и это практичный , который можно делать практически из любого места.
Мы познакомим вас с основами, чтобы вы могли освоить сварку MIG для начинающих и научиться выполнять сварку эффективно и безопасно. Это чрезвычайно полезный навык, который можно использовать в большом количестве практических ситуаций.
Итак, давайте покажем, как освоить этот вид сварки самым простым способом.
Сварка МИГ: что это такое?
Что такое сварка MIG? Это сварочный процесс в форме дуговой сварки, когда проволока в виде сплошной и сплошной полосы пропускается через сварочный пистолет в сварочную ванну, где она сгорает, чтобы соединить два материала вместе.Что означает MIG в сварке? Это означает процесс сварки металла в инертном газе. Требуется защитный газ, который также пропускается через сварочный пистолет, чтобы предотвратить загрязнение сварочной ванны. Сварка MIG часто известна как газовая дуговая сварка металла (GMAW) или сварка проволокой (это разговорный термин).
Это популярный вид сварки, позволяющий сваривать (для технического обслуживания и ремонта) все, что угодно, от материалов калибра 24 до материалов толщиной в полдюйма.Также относительно легко научиться выполнять сварку MIG.
Это связано с тем, что электрод (сварочная проволока MIG) не исчерпывается, в отличие от дуговой сварки, когда он полностью расходуется, и, таким образом, сварщику нужно только отслеживать шов, поддерживая устойчивый контакт наконечника к дуге.
Преимущества использования сварки MIG
Преимущества
- Можно легко соединять различные материалы различной толщины
- Можно сваривать во всех положениях
- Минимум брызг при сварке
- Вы можете легко научиться выполнять сварку MIG
Недостатки сварки MIG
Недостатки
- Невозможно сваривать материалы толщиной более полдюйма
- Необходимость в защитном газе снижает портативность оборудования
- Этот процесс обеспечивает меньший контроль над сваркой, чем сварка вольфрамовым электродом в среде инертного газа (TIG)
г.M.A.W: Как это работает?
Изображение, показывающее схему того, как G.M.A.W. процесс работает. Изображение с сайта www.researchgate.net/, автор — Эда Туран.Для создания сварного шва используются три компонента:
- Электроэнергия (для выработки необходимого тепла)
- Электрод (проволока пропущена через пистолет)
- Защитный газ (для предотвращения загрязнения сварного шва воздухом)
Таким образом, оператор контролирует количество выполняемых сварных швов, и электрод непрерывно автоматически подается через пистолет.Они делают это, нажимая на курок пистолета.
Когда они нажимают на спусковой крючок, электричество передается на пистолет для нагрева электродов и проволоки, подаваемой в пистолет, и, когда проволока достигает сопла, выпускается защитный газ для защиты сварного шва.
Затем, когда электрод входит в контакт со свариваемым металлом, дуга прекращается, и проволока начинает плавиться в месте соединения сварного шва. В то же время защитный газ обеспечивает отсутствие всасывания загрязнений в сварной шов.
Сварочный аппарат MIG: как это работает
Что такое сварщик MIG? Основным инструментом является сварочный аппарат MIG. Сварщики MIG — это место, где соединяются проволока, газ и электричество, чтобы обеспечить сварку с помощью сварочного пистолета.
Аппарат дает пользователю возможность контролировать скорость подачи проволоки к горелке, полярность электродов и силу тока, определяющую доступный ток (который, в свою очередь, зависит от материалов, которые вы собираетесь сваривать, и от того, как толстые они).
Большинство людей начнут работать со сварочным аппаратом на 115 Вольт. Однако на этом этапе стоит отметить, что вы можете получить машину с двойным напряжением, которая также будет работать на 230 В, если вам нужно больше мощности для сварных швов. Если вы заглянете внутрь машины, вы обнаружите проволоку в катушке и несколько роликов, которые будут использоваться для подачи проволоки в пистолет.
Катушка предназначена для крепления с помощью натяжной гайки. Это должно быть настроено таким образом, чтобы проволока не могла легко распускаться с катушки, но в то же время не позволяла роликам перемещать проволоку, когда это необходимо.
Если вы также заинтересованы в приобретении нового сварочного аппарата MIG, я составил список лучших сварщиков MIG с отзывами, которые вы можете проверить.
Изображение примера сварочного аппарата MIG вместе с необходимым оборудованием, кроме газового баллона. Это от бренда Miller.Газовый баллон для сварки MIG
Изображение газового баллона, используемого при сварке MIG, с регулятором.Практически во всех случаях вам понадобится защитный газ, если вы хотите, чтобы сварной шов держался, а это означает, что где-то за вашей машиной будет резервуар с этим газом.
Скорее всего, это будет резервуар, содержащий аргон (100%) или смесь диоксида углерода (CO 2 ) и аргона. При создании сварного шва газ используется для защиты его от загрязнений из воздуха или пыли из окружающей среды.
Важно выбрать правильный газ, потому что в противном случае вы можете получить слабый или пористый сварной шов, а также вызвать чрезмерное разбрызгивание вокруг сварного шва, что потребует дополнительных усилий для его последующей очистки.
Перед тем как начать, проверьте бак и убедитесь, что в нем есть бензин.Манометр должен показывать от 2500 фунтов на квадратный дюйм (полный) до 0 фунтов на квадратный дюйм (пустой), а затем ваш регулятор должен быть установлен на вашей машине в диапазоне от 25 до 15 фунтов на квадратный дюйм (это будет зависеть от ваших предпочтений и того, какой пистолет вы используете. ).
Какой газ выбрать?
Газ
- Смесь аргона и CO 2 (75/25). Это лучший выбор, если вам нужен универсальный микс. Вы получите очень мало брызг, валик будет иметь лучший вид, и это не приведет к прожиганию самых тонких металлов.
- 100% CO 2 сварка. Вы получите большую степень проникновения, используя только углекислый газ, но это может усилить разбрызгивание, и вы также увидите более грубый валик, чем при использовании смеси.
Когда вы покупаете сварочный аппарат, лучше всего покупать такой, который будет работать с газом и проволокой, а не тот, который использует только «сердечник из флюса». Вы можете получить неплохие результаты с флюсовым сердечником, если находитесь на улице и чувствуете легкий ветерок, но он действительно плохо работает с тонкими металлами.А если вы собираетесь сваривать MIG-сварку панелей кузова автомобилей, флюсовый сердечник часто приводит к образованию дыр.
Пистолет MIG
Изображение сварщика с горелкой MIG, также известной как горелка MIG.Невозможно сваривать без сварочного пистолета, он решает самые серьезные проблемы, когда вы работаете. Сварщики MIG практически всегда будут поставляться с горелкой MIG.
Его основной компонент — это триггер, который обеспечивает подачу проволоки и когда течет электричество. Скорость подачи проволоки будет зависеть от ваших настроек.Есть медный наконечник (который можно полностью заменить, если он неизбежно изнашивается), который направляет провод.
Вы обнаружите, что существуют разные наконечники, которые можно использовать с проволокой разных размеров. В большинстве случаев это уже будет настроено для вас.
На внешней стороне наконечника обычно имеется металлическая или, возможно, керамическая чашка, которая предотвращает воздействие на электрод и вытесняет газ в правильном направлении из пистолета MIG.
Зажим заземления
Зажим заземления образует отрицательную (катодную) клемму сварочной цепи.Перед началом сварки его необходимо зажать на свариваемом металле или на металлическом сварочном столе.Важность безопасности при сварке
Какое защитное снаряжение вам нужно?
Изображение сварщика в должной защите. Сварочный капюшон, кожаные перчатки, рукава и сварочный фартук.Ваша безопасность превыше всего, и вы не должны рисковать, если пренебречь правильным снаряжением.
Вам понадобится сварочная маска, в идеале — автозатемняющаяся. При сварке излучаемый свет очень яркий и может мешать вашему зрению (и, фактически, потенциально может повредить его навсегда).Маска предотвращает ослепление и позволяет сосредоточить внимание на сварке, не отвлекаясь.
Во время сварки также необходимо носить перчатки и кожу. Это не потому, что они выглядят потрясающе, а потому, что это не дает вам забрызгать расплавленным металлом, что не до смеха.
Вам нужны достаточно толстые перчатки, и они не должны быть очень гибкими, но желательно как можно больше гибкости, потому что это позволяет вам работать более легко, но это никогда не должно происходить за счет защиты от ожогов.
Ваши перчатки должны иметь усиленную область между большим и указательным пальцами, потому что именно там вы держите сварочный пистолет. Со временем это часть перчатки, наиболее подверженная износу.
Никогда не носите обувь с открытым носком или обувь с сеткой на носках. Вы должны носить ботинки (и в идеале с защитным колпачком) или кожаную обувь, а если вам необходимо носить другую обувь, убедитесь, что она покрыта негорючим материалом.
Пожарная безопасность
Всегда имейте при себе огнетушитель.При выполнении сварки MIG существует несколько реальных опасностей возгорания:
- Металл может распыляться на расстоянии нескольких футов от сварного шва
- При шлифовании горячие искры могут разлетаться еще дальше от сварного шва
Итак, удалите все опилки, бумагу или пластик с участка перед сваркой. Следите за тем, чтобы место вокруг вас оставалось чистым и чистым. Всегда имейте под рукой огнетушитель и следите за тем, чтобы он содержался в надлежащем состоянии — огнетушитель бесполезен, когда давление отсутствует.Вам следует выбрать огнетушители CO 2 , потому что вы работаете с электричеством. Никогда не используйте водный огнетушитель.
Работа со сварочным дымом
Пары могут быть опасны для вашей безопасности. Всегда носите маску и / или респиратор (если вы собираетесь заниматься сваркой в течение длительного периода времени). Не вдыхайте пары.Старайтесь проводить сварку в хорошо проветриваемом помещении, чтобы предотвратить скопление дыма.
Подготовка к сварке
Подготовка металла
Убедитесь, что вы правильно очистили металл от ржавчины и других загрязнений.Проволока, используемая для сварки MIG, плохо сопротивляется загрязнителям, таким как ржавчина, масло, грязь и т. Д., И это означает, что вы должны подготовить металл к сварке.
Возьмите металлическую щетку (или используйте шлифовальный станок) и убедитесь, что оголенный металл хорошо очищен, прежде чем брать пистолет.
Также важно убедиться, что зажим заземления правильно прикреплен к металлу, прежде чем вы начнете — если вы получаете сопротивление в цепи, вы можете обнаружить, что это влияет на характеристики провода.
Если вы работаете с толстым металлом и, в частности, хотите создать стыковые соединения, вам следует скосить стыки, чтобы обеспечить необходимый проплавленный сварной шов.
Подготовка оборудования
Перед тем, как начать сварку MIG, и совершенно точно перед тем, как вы подумаете о зажигании дуги, вы должны осмотреть оборудование и убедиться, что все ваши кабели подключены должным образом и что ткань самих кабелей не повреждена.
Тогда пришло время научиться пользоваться сварочным аппаратом.
Сначала выберите полярность электрода. Это просто — методы сварки MIG требуют использования обратной полярности (положительный электрод постоянного тока на некоторых машинах). Обычно эти настройки находятся внутри машины.
Затем выберите расход газа. Установите скорость потока примерно 20-25 кубических футов в час и убедитесь, что газ включен. Проверьте шланг на предмет утечек (используйте мыльную воду и посмотрите, есть ли пузырьки). Если шланг протекает, замените его.
Затем убедитесь, что натяжение катушки правильное.Достаточно, чтобы сварочная проволока могла течь, но не настолько, чтобы катушка сморщилась. Руководство по эксплуатации расскажет вам, как это сделать на вашей машине. Наконец, проверьте расходные материалы, такие как контактные наконечники, и замените все, что требует замены, и очистите все остальное. Тогда вы готовы к работе.
Выбор провода
Пример катушки с проволокой MIG.Большинство сварочных аппаратов поставляются в коробках с порошковой проволокой. Для процедуры сварки MIG вам понадобится подходящая проволока.
Есть два обычных типа:
- ER70S-3 используется для универсальной сварки
- ER70S-6 для работы с грязной сталью
Затем выберите диаметр проволоки:
- . 030-дюймовый — достойный универсал и может работать как дома, так и в автоспорте.
- . 023 дюйма для уменьшения тепловыделения при использовании более тонких материалов
- . 035 дюймов при работе с более толстыми материалами при более высоких температурах (или даже.405 дюймов, если ваша машина справится)
Если вам нужна дополнительная информация, на дверце вашего станка должна быть табличка, в которой рекомендуются диаметры в зависимости от толщины металла и типа металла.
Расположение сопла и вылета электрода
При использовании пистолета, чем больше проволока «торчит», тем холоднее будет сварной шов, а чем короче, тем горячее. В идеале вы хотите, чтобы он находился на расстоянии не более 3/8 дюйма от наконечника сопла и не менее 1/4 дюйма. При работе с исключительно тонкими материалами вам может потребоваться немного больше 3/8 дюйма.
Важно, чтобы сопло было чистым и на нем не было брызг. Засорение снижает количество подаваемого защитного газа и, как следствие, качество сварного шва.
Вы можете купить гели и спреи, предотвращающие прилипание брызг к соплу пистолета. Диаграмма, показывающая вылет газового сопла.
Как уложить первую бусину
Прежде чем вы приступите к выполнению работы, может помочь выполнить несколько пробных сварочных швов (особенно, если вы раньше не использовали сварочный аппарат).
Возьмите кусок металлического лома и проведите прямую сварку по поверхности. Как только вы почувствуете, как это работает, и вы будете счастливы и уверены в том, что можете делать это с комфортом, пока вы работаете, вы готовы пойти и сделать настоящий сварной шов.
Если во время теста вы почувствуете, что вам нужно изменить скорость подачи проволоки или настройку мощности, сделайте это прямо сейчас. Вот почему вы проводите тестирование — чтобы машина работала на вас.
Что делать при сварке металлов вместе — Как выполнять сварку MIG
Освоение рабочего угла
Какой угол поворота?
Угол относительно пистолета, если его держать перпендикулярно поверхности сварного шва.В большинстве случаев это будет от 5 до 15 градусов. Если угол достигает 20-25 градусов, это может уменьшить провар, увеличить уровень разбрызгивания и даже повлиять на стабильность дуги.
Ваш рабочий угол, с другой стороны, — это просто угол наклона вашего пистолета по отношению к углу свариваемого соединения. Он может сильно различаться в зависимости от того, в каком положении вы выполняете сварку, и от конфигурации соединения.
На чертеже показан рабочий угол и угол хода на примере соединения внахлест.
Тянуть или толкать?
Есть два способа сварки:
Толкание пистолета
Это когда вы толкаете пистолет в положение, при котором головка находится впереди сварочной ванны. Это даст вам широкий плоский валик с меньшим проникновением (это из-за силы дуги, действующей перед лужей).
Вытягивание пистолета
Здесь пистолет направлен назад от сварочной ванны, и вы оттягиваете его от металла.Как и следовало ожидать, это приведет к получению более узкого и глубокого валика, чем при нажатии.
Если вы хотите научиться сваривать сталь, вы можете использовать толчок или тягу, но вы, вероятно, обнаружите, что толкание дает вам лучшее преимущество, чтобы увидеть, что вы делаете.
Различные положения сварки
Сварка в плоском положении
Выполнение соединения внахлест в плоском положении.Это самая простая позиция для выполнения сварных швов, потому что металл будет лежать ровно на сварочном столе, в то время как вы будете просто сваривать его методом MIG сверху стыка.
- Стыковая сварка . Это шарнир с углом поворота 180 градусов, и вы держите пистолет перпендикулярно детали (с учетом угла перемещения) и вставляете металл прямо в шарнир. Если есть большой промежуток, воспользуйтесь движением вперед и назад, чтобы заполнить его. Если вы хотите избежать подреза, сделайте паузу на бусине.
- Тройник . Это соединение под углом 90 градусов. Вы хотите, чтобы пистолет находился на одинаковом расстоянии от каждой детали (под углом 45 градусов). Слегка измените рабочий угол, если вы делаете несколько проходов, чтобы валик оставался ровным и избегал подрезов.
- Нахлест . Вы держите ружье под углом 60-70 градусов, а если металл толстый, увеличивайте угол.
Сварка в горизонтальном положении
При работе в горизонтальном положении вы обнаружите, что на вашу работу действует сила тяжести. Вам нужно уменьшить рабочий угол на 0-15 градусов, чтобы предотвратить провисание или опрокидывание соединения. Однако угол перемещения остается прежним.
Если вы работаете с толстым металлом и вам необходимо выполнить многопроходные сварные швы или вы перекрываете небольшой зазор с плохой посадкой, вы можете использовать валики для заполнения сварного соединения.Возможно, вам придется немного уменьшить напряжение и силу тока в этом положении, но вы можете обнаружить, что все работает нормально, если вы также сохраните настройки плоского положения.
Как выполнять сварку MIG — вертикальное положение
Рабочий, выполняющий сварку в вертикальном положенииЭто гораздо более сложный вид сварки, и вам нужно обратить внимание на трассировку перед сваркой, чтобы обеспечить наилучшие сварные швы.
Один из лучших советов по сварке MIG — снизить напряжение и силу тока примерно на 10-15% по сравнению с настройками для плоской сварки.Сварка вертикально вниз используется для уменьшения проникновения дуги при работе с тонкими металлами. Это, в свою очередь, предотвращает чрезмерное плавление.
При сварке вертикально вниз нужно начинать с верхней части стыка и начинать сварку вниз. Во избежание прожога держите проволоку направленной от сварочной ванны к передней кромке. Если вам нужно расплющить коронку сварного шва, сделайте ей очень легкую переплетение.
Для вертикального шва вверх нужно работать снизу шва и подниматься вверх. Это улучшит проникновение в более толстые материалы (более 1/4 дюйма), и вам следует изменить угол хода на 5-15 градусов ниже перпендикуляра.
Опять же, вы можете использовать небольшое переплетение, если хотите контролировать сварочную ванну, а также размер, форму и охлаждение получаемого материала.
Сварка под потолком
Выполнять сварку в положении над головой нужно только в том случае, если вы уверены, что это безопасно. Когда вы находитесь под сварным швом, на вас могут упасть искры и брызги.
Это означает, что вы должны быть полностью закрыты защитным снаряжением для головы и тела. Сжечь себя не будет весело. Вы можете использовать любую из техник, которые обычно используете при сварке, но важно двигаться быстро, чтобы металл не выпал из стыка на вас.
Возможно, вы захотите уменьшить диаметр сварочной проволоки, а также уменьшить напряжение и силу тока, чтобы обеспечить лучший контроль при работе над головой.
Как шлифовать сварной шов
Если внешний вид не имеет значения или сварной шов будет просто скрыт от глаз — не имеет значения, шлифовали вы его или нет. Однако, если сварной шов находится в поле зрения, большую часть времени вы захотите немного его очистить.
Это делается путем шлифования.Шлифовать нужно осторожно, потому что в противном случае можно полностью зачистить сварной шов или даже выдолбить металл, над которым вы работали.
Примечание:
Итак, обращайтесь с угловой шлифовальной машиной, как с шлифовальной машиной (перемещайте ее по кругу), и убедитесь, что она не слишком нагревается и не протыкает слишком много металла в одном месте.
Часто задаваемые вопросы (F.A.Q)
Что можно сваривать с помощью сварочного аппарата MIG?
MIG-сваркой можно сваривать практически любой металл или металлический сплав, включая сталь, нержавеющую сталь, углеродистую сталь, алюминий, магний, никель, бронзу и медь.Однако вы можете работать только с материалами средней толщины или меньше.
Можно ли выполнять сварку методом MIG без газа?
Только при использовании сварочного аппарата с флюсовым сердечником. Если вы работаете с проволокой любого другого типа, вам понадобится газ для защиты сварного шва от загрязнений.
Могу ли я сваривать алюминий с помощью сварочного аппарата MIG?
Да, в общем случае, но вы должны выбрать 100-процентный аргон в качестве защитного газа, иначе вы рискуете обжечь алюминий, и вы не сможете выполнять сварку MIG чем-либо толщиной менее 0,074 дюйма без специального импульсного оборудования для сварки.
Что вызывает чрезмерное разбрызгивание при сварке MIG?
Самая частая причина — работа с чрезмерной скоростью подачи проволоки, это также может быть связано с составом металла, покрытием на металле, грязным металлом или недостаточным количеством защитного газа, достигающего сварного шва.
Можно ли сваривать шлак?
Имея опыт, хороший сварщик часто может сделать несколько проходов без необходимости очистки шлака и при этом сформировать хороший сварной шов. Это то, чему вы, вероятно, научитесь со временем.
Легко ли сварка MIG?
Многое зависит от ваших способностей, но да, с точки зрения сварки, это одна из самых простых форм для изучения. За это ее часто называют сваркой с горячим клеем.
Вы нажимаете или тянете сварку MIG?
Вы можете толкать или тянуть, но если вам нужен более широкий и плоский борт, вы тянете, а если вам нужен более узкий и глубокий борт, вы нажимаете. Это основы использования сварочного аппарата MIG.
Какой способ сварки самый простой?
Это зависит от выполняемой вами работы, и для некоторых работ может потребоваться особый вид сварки, но MIG обычно считается самым простым способом сварки для большинства работ.
Заключение
Что ж, мы надеемся, что наши «Практические инструкции по сварке MIG» были для вас полезны и что вы готовы приступить к сварке и, по крайней мере, воспользоваться преимуществами для вашего дома и автомобиля.
Существует множество способов сварки MIG, и как только вы разовьете свою технику и научитесь выполнять сварку MIG, вы удивитесь, насколько ценным может быть этот навык, и удивитесь, почему вы никогда не учились этому раньше?
Ресурсов:
Быстро научитесь сваривать как профессионал — даже если вы новичок!
Если вам нужен базовый совет по сварке или вам просто интересно, сколько времени нужно, чтобы научиться сварке, сядьте поудобнее, возьмите чашку кофе и продолжайте читать, чтобы получить некоторую информацию, которая откроет вам глаза.
Я хочу поделиться с вами, как ВЫ можете быстро и легко начать сварку.
Большинство новичков, которые хотят научиться сварке в режиме онлайн, находят очень полезным иметь видео-инструктора, как в реальной жизни в классе.
Итак, сколько времени нужно, чтобы изучить основы сварки?
Вы, вероятно, будете разочарованы моим ответом, потому что, как и все, все зависит от того, сколько времени и усилий вы вкладываете в обучение сварке.
Я знаю, вам нужны точные сроки…
Но, поскольку я мог бы оставить вас в подвешенном состоянии со своим ответом на вопрос «сколько времени нужно, чтобы научиться сварке», я дам вам маленький золотой самородок, который может сэкономить вам массу времени.
Вот БОЛЬШОЙ секрет, который поможет вам превзойти всех остальных новичков, которые изо всех сил пытаются сделать хорошие сварные швы…
Забудьте обо всех различных сварочных процессах, которые, вероятно, сбивают вас с толку, и придерживайтесь одного процесса сварки, который обеспечит вам быструю и легкую сварку. MIG Сварка.
Начните базовое обучение сварке со сварочным аппаратом MIG
Этот совет очень важен для вас, когда вы только начинаете.
Я хочу направить вас в правильном направлении, так что забудьте на время о сварке штучной сваркой или сварке TIG.
Причина, по которой я настоятельно рекомендую вам начать работу со сварочным аппаратом MIG, заключается в том, что вы можете взять его прямо из коробки и сразу же уложить чистый и прочный сварной шов.
Вы не можете ожидать, что ваши основные методы сварки будут хорошими с первого раза, но, по крайней мере, вы можете сразу же начать использовать их.
Позже в этом посте я расскажу об основах сварки с помощью mig, советах по сварке с помощью mig и методах сварки с помощью mig, которые помогут вам начать работу.
Во-первых, позвольте мне объяснить, почему вам следует держаться подальше от сварки палкой и сварки TIG, если вы полный новичок, который хочет заниматься сваркой по интересам.
Для самостоятельной сварки у многих людей не установлены электрические розетки, подходящие для работы аппарата для ручной сварки или сварки TIG, потому что многие из этих аппаратов работают от розеток 220 В.
Не поймите меня неправильно, сварка TIG и сварка палкой отлично справятся с базовыми сварочными проектами … просто кривая обучения намного выше для начинающих.
Как я уже говорил, обучение сварке может занять у вас много времени или немного. Все зависит от того, сколько вы тренируетесь.
Просто покупка хорошего сварщика не поможет. Вы должны посвятить некоторое время, хотя это не так уж много времени при использовании сварочного аппарата MIG, но необходимо потренироваться.
3 причины, почему я не рекомендую простую сварку с помощью аппарата для ручной сварки начинающим
- Зажигание дуги может быть затруднительным: Когда вы зажигаете дугу с помощью сварочного аппарата, это похоже на зажигание спички, а сварочный стержень может прыгать повсюду, чего вы не хотите.
- Может быть трудно увидеть сварочную лужу: Когда вы только начинаете, вам понадобится процесс, при котором вы сможете увидеть, что происходит там, где она встречается с металлом. Все дело в контроле тепла.
- При этом образуется шлак: При простой сварке с помощью аппарата для ручной сварки образуется покрытие из шлака, которое необходимо удалить после укладки сварного шва. Сварка MIG — это намного более быстрый процесс, и при этом не образуется шлак.
Я рекомендую вам держаться подальше от сварки штангой только потому, что новичкам ее сложнее освоить.
Сварка TIG не является основным процессом сварки
Не нужно долго думать, почему я не рекомендую сварку TIG для начинающих. Обычно инструкторы по сварке на начальных курсах откладывают сварку TIG на последний семестр, потому что это продвинутый уровень.
Сварка TIG намного сложнее и занимает больше времени, чем сварка MIG. Кроме того, это не лучшее место для начала сварки.
Вот 3 причины, по которым я не рекомендую сварку TIG начинающим
- Это медленно: Сварка TIG дает самые красивые швы из всех сварочных процессов, но она медленная и громоздкая.
- Требуются обе руки и 1 нога: При сварке TIG вам нужно держать горелку одной рукой, опускать стержень другой рукой и регулировать напряжение с помощью ножной педали. Не подходит для новичков!
- Они дорогие: Сварочные аппараты TIG стоят больше всех сварочных процессов. Большинство новичков не хотят платить столько, сколько стоят некоторые из имеющихся на рынке аппаратов для сварки TIG.
Как видите, это определенно не базовый процесс сварки, поэтому я рекомендую не применять TIG, пока вы не освоите MIG.
Один процесс, который я еще не упомянул, это кислородно-ацетиленовая сварка. Теперь кислородно-ацетиленовая установка является наиболее универсальной из всех сварочных процессов, потому что с ее помощью вы можете резать, сваривать, паять и гнуть.
Это отличный процесс для начинающих, потому что он учит регулированию нагрева и управлению сварочной лужей. Однако этот процесс происходит очень медленно, поэтому его заменили дуговой сваркой.
Итак, следующая лучшая вещь для новичков — это сварочный аппарат MIG.
Научиться переносить сварку — это весело и легко. Вы можете открыть сварочный аппарат, вставить сварочную проволоку и начать сварку прямо из коробки. Лучше всего то, что существует множество аппаратов MIG, которые подключаются прямо к вашей розетке на 110 вольт.
Не беспокойтесь о том, что вы будете шокированы, пытаясь поменять свои торговые точки.
Plus, сварочные швы MIG получаются чрезвычайно гладкими, и не требуется никаких усилий, чтобы сделать сварной шов, который выглядит так, как будто это сделал ветеран.
Вот 3 причины, по которым я считаю, что сварка MIG — лучший базовый процесс сварки для начинающих
- Сварку можно проводить в течение длительного времени без остановки: В отличие от использования сварочных стержней или присадочных стержней, которые сгорают, с помощью сварочного аппарата MIG вы вставляете катушку проволоки в машину, и все готово.
- Не создает шлака: Нет шлака — значит не бить молотком и нет дыма. Вы можете уложить гладкий сварной шов и покончить с этим.
- Это просто использовать: При сварке с миграцией вы просто прикладываете пистолет к металлу и нажимаете на курок. Зажигается дуга, и вы начинаете сварку, что упрощает работу с ней любому новичку.
9 лучших сварщиков для начинающих (MIG, TIG, Stick)
24 Рассмотренные продукты
Краткий обзор: наш выбор для начинающих и сварщиков-любителей
Итак, вы хотите заняться сваркой, но не знаете, с чего начать.Что ж, не беспокойтесь, потому что мы готовы помочь, когда дело доходит до выбора лучшего сварщика для начинающих.
Наверху у нас есть сравнительная таблица, чтобы быстро взглянуть на некоторые из наших любимых вариантов. Ниже приведены более подробные обзоры 9 лучших сварочных аппаратов для начинающих, на которые вы захотите взглянуть, чтобы лучше понять каждый из них. Если у вас ограниченный бюджет, вы можете взглянуть на нашу лучшую сварочную машину MIG стоимостью менее 500 долларов США.
Наконец, мы рассмотрим некоторые популярные методы сварки, особенно для любительской сварки, а также их преимущества и недостатки.Кроме того, мы расскажем, как легко изучить и использовать каждый из них и для чего обычно используется каждый сварочный аппарат.
Необходимо знать « какой сварщик лучший для новичка ? » Читайте дальше, мы поможем вам!
Грегори Сандерс: Эта статья была обновлена, чтобы отразить самую точную информацию о сварщиках, удобных для начинающих, доступную для тех, кто хочет научиться сварке. Изменились 6 лучших сварщиков, и была добавлена информация, чтобы помочь людям найти лучших сварщиков для начинающих, доступных на рынке.Также обновлен FAQ.
Лучший сварщик для начинающих Сравнительная таблица
8 Лучшие сварочные аппараты MIG для начинающих 2020
1. Сварочный аппарат MILLER ELECTRIC 120/240 В переменного тока для сварки MIG
Miller Electric — один из самых известных производителей сварочных аппаратов . Он определенно находится на одном уровне с ведущими брендами, признанными лучшими сварщиками для начинающих.
Когда меня спрашивают: «Какой сварщик лучше всего подходит для новичка?», Я всегда имею в виду бренд Miller.
Станки Miller всегда лучшие в своем классе как по диапазону выходной мощности, так и по долговечности, которые способствуют легкости сварки.
Как базовый сварщик MIG / Flux стержневой сварочный аппарат Miller 120 / 240V — лучший сварщик для новичка и незаменим для тех, кто только начинает свой путь к сварке MIG.
Изделие очень эффективно при сварке стали, особенно в диапазоне толщин от 24 до 3/8 дюйма и нержавеющей стали от 20 до 3/8 дюйма. Его подача проволоки очень надежна.
Этот лучший сварочный аппарат MIG для начинающих стоит недешево, но его универсальность и диапазон выходной мощности более чем достаточны. Если вы хотите научиться сварке, Miller Electric станет одним из самых щадящих аппаратов, которые вы можете найти, что делает его идеальным для тех, у кого мало опыта. Поскольку научиться аппаратной сварке MIG легче всего освоить, выбор не составляет труда.
Аппараты Miller являются наиболее эффективными сварочными аппаратами в своем классе, и этот лучший сварочный аппарат для миграционных сварочных аппаратов начального уровня соответствует этому и прост в использовании независимо от того, какой основной металл вы используете — он работает, чтобы сделать все простые сварные швы легкими.
Аппарат очень способен эффективно сваривать алюминиевые материалы толщиной от 18 до 3/8 дюйма, что делает его также достаточно универсальным для выполнения широкого спектра сварочных проектов независимо от вашего опыта в сварке.
Это лучший сварочный аппарат для новичка, поскольку он позволяет экспериментировать с различными материалами и различной толщиной, чтобы развить свои сварочные навыки. С его помощью вы даже можете выполнять дуговую сварку металла в газовой среде с простой подачей проволоки.
Не верьте нам на слово — почти все отзывы об этой опции положительны и указывают на то, что это хорошая покупка, а это означает, что она неизменно великолепна.
2. AHP ALPHATIG 200X 200 AMP TIG WELDER
AHP AlphaTIG — очень доступная модель для покупки и поставляется с отличным сварочным аппаратом для тонких материалов. В некоторых обзорах его называют лучшим сварочным аппаратом для начинающих.
Он способен сваривать все, от from ’’ алюминия до материалов из низкоуглеродистой стали 3/8 ’’, что является довольно впечатляющим диапазоном для сварщика алюминия TIG.
Это, в свою очередь, позволяет немного больше поэкспериментировать, что, как сказал бы самый опытный сварщик, является идеальным способом обучения.
У некоторых пользователей были проблемы с AC TIG. Предположительно у некоторых возникли проблемы с зажиганием сварочной дуги, поэтому мы предлагаем вам сразу же протестировать функцию AC TIG.
Сварщик также может использовать как постоянный, так и переменный ток, что, опять же, увеличивает универсальность машины, что дает вам возможность работать над широким спектром сварочных проектов. Эта модель от APH работает как от 110 В, так и от 220 В, что позволяет использовать ее по всему миру. Кроме того, он очень легкий и, следовательно, маневренный, что в целом является покупкой высшего качества.
Вы можете прочитать наш подробный обзор здесь.
3. Weldpro, 200-амперный инверторный сварочный аппарат для нескольких процессов
Weldpro не такое уж большое имя в бизнесе, как Хобарт или Миллер, но все же это сила, с которой нужно считаться. Weldpro 200 — это интеллектуальный сварочный аппарат для различных процессов сварки, обеспечивающий простоту использования сварных швов.
Любимая функция — возможность легко манипулировать резаком. Это возможно, потому что есть возможность включать и выключать (рукой) между автоматической и ручной подачей проволоки.
Благодаря множеству других опций (таких как регулировка нагрева и действительно мощные ножные педали), он упрощает использование, не зацикливаясь на всем сразу. Эта гибкость действительно делает его полезным для всех, кто хочет изучить или улучшить свое ремесло.
Кроме того, его легкий вес и небольшие размеры позволяют носить его с собой, не создавая ощущения, будто вы действительно тащите его, чтобы добраться до розетки.
Weldpro 200 — идеальный вариант для различных сварочных процессов, но он не идеален.Инвертор не так хорош, как у известных брендов, но все равно неплох.
Возможно, более серьезный недостаток — при 110 В для TIG не похоже, что дуга в полдюйма может поддерживаться, даже если это нормально при других напряжениях. Просто запомните, если вы часто используете 110.
В целом Weldpro 200 — это надежная покупка, и он станет лучшим сварочным аппаратом для начинающих. Он доступен по цене и превосходит многие другие машины в этом ценовом диапазоне независимо от опыта.
Он поможет вам эффективно и чисто сваривать алюминий, а также другие материалы из недрагоценных металлов, но найти такой, который может справиться с алюминием, может быть непросто.
Есть много настроек, которые вы можете использовать, и много размышлений над этим, чтобы убедиться, что он отлично подходит для новичков, которые только учатся сварке.
Это чрезвычайно портативный (учитывая, что он легкий и маленький), поэтому вы можете переносить его вокруг и между рабочими площадками, не чувствуя себя рутинной работой. Поскольку это многосварочный процесс, он идеально подходит для множества различных проектов по сварке металлов.
4. HOBART 500421 STICKMATE LX 235 AC / DC WELDER
Для аппаратов дуговой сварки у нас будет только два входа, но два отличных и доступных по цене. Первый — сварочный аппарат Hobart Stickmate LX. Это один из лучших аппаратов для сварки штангой на рынке.
Сварочный аппарат имеет выходной диапазон 235 А переменного тока и 160 постоянного тока, что означает, что он может плавить чугун как ничто.
Помимо этого, сварочный аппарат оснащен простой в использовании технологией запуска, которая позволяет очень легко зажигать дугу, что является одним из жизненно важных навыков, необходимых для овладения дуговой сваркой.
Тем не менее, проблема этой машины как раз в том, что она настолько мощная. Он определенно не предназначен для сварки тонких листов металла, и вам нужно повышать свой уровень квалификации.
Какой хороший сварщик дешевле? Hobart 500570 Stickmate 160i — хороший дешевый сварочный аппарат для всех. В конце концов, это машина промышленного класса, но из-за ее доступности и легкости запуска она также подходит для начинающих.
5. HOBART 500559 ОБРАБОТКА ПРОВОЛОЧНОЙ СВАРКИ
Еще одно громкое имя в этом бизнесе — Хобарт.5500559 — один из самых доступных сварочных аппаратов на рынке, что делает его очень хорошей покупкой для новичка. Его назвали лучшим сварочным аппаратом для начинающих.
Сварочный аппарат настроен на использование обычного бытового тока и имеет диапазон 25–140 ампер для всех процессов.
При таком диапазоне, машина очень универсальна и способна сваривать любые стальные материалы от 24 до ¼ ’’.
Некоторые заказчики жаловались на то, что аппарат был произведен на море, но мы не заметили падения качества сварочного оборудования.
При этом Хобарт может выполнять как легкую домашнюю сварку, так и более тяжелые работы, связанные с сельскохозяйственным оборудованием. Вы не ошибетесь при выполнении любых работ, включая те, которые связаны с нержавеющей сталью или другими видами металла.
Помимо универсальности, это отличный сварочный аппарат, потому что это его цена — это отличное предложение для начального уровня. С этим Хобарт, возможно, даже лучший кандидат на роль начинающего сварщика MIG, учитывая, насколько хорошо вы можете с ним контролировать.Это вариант №1 для сварки материалов из нержавеющей стали.
Ознакомьтесь с нашим подробным обзором этого сварочного аппарата, нажав здесь.
6. ESAB MINIARC WELDER
Наш второй сварочный аппарат TIG для начинающих — это ESAB MiniArc. Это очень доступный и легкий сварочный аппарат, но он все же может обеспечить довольно мало мощности и большой диапазон мощности для дуговой сварки.
Это устройство постоянного тока может выдавать от 5 до 160 ампер. Это делает сварочный аппарат отличным выбором для очень маленьких и деликатных сварных швов.Сварщик может работать как от напряжения 115, так и от 230 вольт, что обеспечивает высокий уровень контроля.
Однако самое впечатляющее в этом сварочном аппарате — фиксированный горячий старт. Это позволяет вам, не задумываясь, зажигать дугу. Тем не менее, это делает ESAB очень подходящим для всех, кто ищет сварщика начального уровня.
Зажигание дуги может быть серьезной проблемой, и это приятное дополнение делает ESAB очень снисходительным для новичков.
Наконец, еще одна причина, по которой вам обязательно стоит проверить этот сварочный аппарат, заключается в том, что он довольно портативный.Легкий Вес всего 18 фунтов, сварочный аппарат чрезвычайно портативен. Он даже поставляется с плечевым ремнем, так что вы можете носить сварщика, где бы вы ни находились.
7. LINCOLN POWER 140C MIG WELDER
Наконец, есть сварочный аппарат Lincoln Electric 140C MIG. В некоторых обзорах его называют лучшим сварочным аппаратом начального уровня.
Lincoln Power 140C предлагает большую мощность и выходной диапазон, что упрощает его использование. Как и Хобарт, 140C имеет невероятный диапазон 30–140 ампер, что делает его очень и очень универсальным для различных процессов.
Сварщик может выполнять легкие домашние работы, а также работу на тяжелой сельскохозяйственной технике, с невероятной легкостью сваривать рамы автомобилей и другое сварочное оборудование.
LE 140C подходит для домашних хозяйств в США и имеет вход 120 В. Единственное, что у сварщика не самый высокий рабочий цикл; он рассчитан всего на 20%, хотя это можно объяснить его потрясающей мощностью, диапазоном мощности и малым временем нагрева, что идеально подходит для сварки MIG.
Сварные швы MIG получаются очень прочными и чистыми, и Lincoln не разочаровывает.Вы не ошибетесь с этой, но другие 3 модели имеют более высокий рейтинг не зря. Тем не менее, Lincoln по-прежнему остается отличным брендом с хорошо продуманными функциями. Это конкурс на лучшего сварщика-мигранта для новичков как практичного универсального сварщика.
8. MILLER DIVERSION 165 TIG WELDER
6
Последний, но не менее важный — еще один Miller, но в другом подразделении. Мы уже установили, что аппараты Miller являются лучшими вездеходами, и этот сварщик TIG не является исключением.
Машина имеет источник питания переменного / постоянного тока и имеет удивительный рабочий цикл, обеспечивая большую мощность в течение длительного периода времени.
Сварщик также имеет невероятный диапазон 10–165 В, что делает его очень эффективным, мощным и бережным по мере необходимости. В стандартную комплектацию сварочного оборудования входит ножная педаль. Благодаря этому, продукт Miller является одним из лучших бюджетных сварочных аппаратов TIG, которые только можно иметь, особенно если скорость является приоритетом.
Цена довольно высока, рекомендованная производителем розничная цена на данный момент превышает 2000 долларов США, что делает его значительным вложением.
Сварщик также имеет невероятный диапазон 10–165 В, что делает его очень эффективным, мощным и бережным по мере необходимости. Он также поставляется с ножной педалью в стандартной комплектации. Это дает прочный и чистый сварной шов. Благодаря этому, продукт Miller является одним из лучших бюджетных сварочных аппаратов TIG, которые только можно иметь.
9. MILLER MAXSTAR 161 STH 120-240V TIG / STICK WELDER
Однако, если вы чувствуете, что можете пустить пыль в глаза, есть сварочный аппарат Miller Maxstar 161 STH. Это один из самых компактных и мощных сварочных аппаратов, а также самый производительный.
Сварщик работает от 120 В или 240 В. Он также обеспечивает чрезвычайно высокий ток (макс. 160 А, номинальный ток 130 А) как для переменного, так и для постоянного тока.
Конечно, машина оснащена автоматическим горячим пуском. Однако Miller не только упрощает запуск, но и регулирует мощность, чтобы вы не прожигали материал.
У дугосварщиков может быть сложная задача, особенно для новичков, так как сложно добиться правильного процесса сварки с первого раза. Эта машина поможет вам охватить основы с максимальной помощью самой машины.Обратная сторона? Это новая улучшенная модель, поэтому она дорогая.
Если вы ищете сварочный аппарат TIG / STICK для начинающих, имя Miller — это имя, которое встречается чаще всего. Я сам провел свое исследование и обнаружил, что Maxstar 161 STH — это именно та машина, которая мне нужна. Это действительно легкий, портативный, универсальный и простой в использовании. Его возможности потрясающие для такой маленькой машины. Maxtar 161 STH — это определенно машина для начинающих сварщиков, универсальная, надежная и к тому же по очень разумной цене.
Сварщик для начинающих — Руководство по покупке
Сегодня используется довольно много методов сварки, но три из них наиболее распространены.Причина в том, что они наиболее эффективны и дают наилучшие результаты. Вышеупомянутые сварочные аппараты также отражают эти 3 типа.
Эти три типа сварки — дуговая / дуговая, MIG и TIG. Если вы хотите узнать больше о сравнении каждого из них друг с другом, вы можете прочитать наше руководство по различным типам сварщиков здесь.
Дуговая / электродная сварка
Одним из наиболее распространенных и широко известных стилей сварки является дуговая сварка. В течение нескольких лет этот вид сварки был широко распространен, и его применяли все сварщики.
Этот способ сварки позволяет получить очень прочный сварной шов и легко сплавлять самые толстые металлы. Кроме того, он очень стабилен, так как дуга легко преодолевает ржавчину и грязь. Он настолько стабилен, что может работать даже в очень ветреную погоду, что и привело к его высокой популярности.
Однако у дуговой сварки есть свои недостатки. Во-первых, этот вид сварки используется только для тяжелых сварочных операций с металлом толщиной 1/16 дюйма и более.
Этот стиль довольно сложно освоить, потому что стержни нужно часто менять, нужно быть очень осторожным и поддерживать дугу, чтобы не обжечься, потому что она дает много искр.
Этот стиль также требует последующей очистки и полировки металлического шва. Однако это единственный способ сварки чугуна.
Сварка MIG / порошковой проволокой
Для новичка нет лучшего способа начать, чем использовать сварочные аппараты MIG.
W Каков самый простой вид сварки?
MIG — это самый простой в освоении вид сварки, а также самый быстрый. Более того, MIG невероятно чист, образует очень прочное соединение и эстетически благоприятен.MIG позволяет сваривать более тонкие металлы.
Однако MIG не так хорошо работает в ветреную погоду или на грязном и ржавом металле. К счастью, есть сварка порошковой проволокой, которая является итерацией MIG, но она намного лучше справляется со сваркой грязных и ржавых металлов вместе из-за порошковой проволоки. Однако ни MIG, ни Flux Core не могут сваривать чугун.
СВАРКА TIG
И последнее, но не менее важное: сварка TIG. Сварка TIG — это самый чистый и эстетичный вид сварки.Он идеально подходит для обработки тонких металлов, отличается невероятной точностью и не требует последующей очистки.
Причина такой точности заключается в том, что при сварке TIG используется плазма для плавления металла. Аргон также используется в качестве защитного газа для защиты сварного шва от загрязнения.
Обратной стороной сварки TIG является то, что они очень медленные. Он может производить сварные швы безупречного качества, невероятно точен и, не говоря уже о эстетике, но вам потребуется гораздо больше времени, чтобы сварить с ним что-нибудь.Вы можете найти дешевые сварочные аппараты TIG здесь.
Вдобавок ко всему, сварка TiG требует больше, чем нескольких попыток, чтобы добиться правильного результата, и вам придется потратить больше времени на ее освоение.
Ниже вы найдете другие варианты, которые отлично подходят для начинающих сварщиков. Они также разделены по типу сварщика.
Заключение
Мы надеемся, что наша статья о трех различных стилях сварки и некоторых типичных машинах для начинающих оказалась полезной.
Какой сварщик лучший для новичка? Как вы видели, у каждого стиля, а значит, и у каждой машины есть свои плюсы и минусы.
Ниже представлен лучший сварщик для начинающих, с которым вы не ошибетесь. Он качественный и поможет начать сварку в кратчайшие сроки.
Как сваривать алюминий: руководство для начинающих
1) UTI является образовательным учреждением и не может гарантировать работу или зарплату.
2) Для получения важной информации об образовательном долге, заработках и показателях завершения студентов, которые посещали эту программу, а также для ознакомления с применимыми раскрытиями информации о прибыльной занятости посетите сайт www.uti.edu/disclosures.
3) Методология опроса: OnePoll опросил 2000 американцев в возрасте 18-35 лет в Калифорнии, Аризоне, Техасе, Иллинойсе, Флориде, Северной Каролине, Нью-Джерси и Пенсильвании в октябре 2020 года. 2 Проводятся оплачиваемые производителем программы повышения квалификации. UTI от имени производителей, определяющих критерии и условия приемки. Эти программы не являются частью аккредитации UTI. UTI является образовательным учреждением и не может гарантировать работу или заработную плату.Для получения важной информации о долги за образование, заработки и показатели завершения студентов, посещавших эту программу, можно найти на сайте www.uti.edu/disclosures.
5) Программы UTI готовят выпускников к карьере в различных отраслях промышленности с использованием предоставленного обучения, в первую очередь, для специалистов по автомобилям, дизельным двигателям, ремонтным работникам, мотоциклистам и морским техникам. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, таких как: помощник по запчастям, сервисный писатель, производитель, лакокрасочный отдел и владелец / оператор магазина.UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
6) Достижения выпускников ИТИ могут различаться. Индивидуальные обстоятельства и заработная плата зависят от личных качеств и экономических факторов. Опыт работы, отраслевые сертификаты, местонахождение работодателя и его программы компенсации влияют на заработную плату. ИМП образовательное учреждение и не может гарантировать работу или заработную плату.
7) Для завершения некоторых программ может потребоваться более одного года.
10) Финансовая помощь и стипендии доступны тем, кто соответствует требованиям.Награды различаются в зависимости от конкретных условий, критериев и состояния.
11) См. Подробные сведения о программе для получения информации о требованиях и условиях, которые могут применяться.
12) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2016-2026), www.bls.gov, просмотренных 24 октября 2017 года. Прогнозируемое количество годовых Вакансии по классификации должностей: Автомеханики и механики — 75 900; Специалисты по механике автобусов и грузовиков и по дизельным двигателям — 28 300 человек; Ремонтники кузовов и связанных с ними автомобилей, 17 200.Вакансии включают вакансии в связи с ростом и чистые замены.
14) Программы поощрения и право сотрудников на участие в программе остаются на усмотрение работодателя и доступны в определенных местах. Могут применяться особые условия. Поговорите с потенциальными работодателями, чтобы узнать больше о программах, доступных в вашем районе.
15) Оплачиваемые производителем программы повышения квалификации проводятся Группой специального обучения UTI от имени производителей, которые определяют критерии и условия приемки.Эти программы не являются частью аккредитации UTI.
16) Не все программы аккредитованы ASE Education Foundation.
20) Льготы VA могут быть доступны не на всех территориях кампуса.
21) GI Bill® является зарегистрированным товарным знаком Департамента по делам ветеранов США (VA). Дополнительная информация о льготах на образование, предлагаемых VA, доступна на официальном веб-сайте правительства США.
22) Грант «Приветствие за служение» доступен всем ветеранам, имеющим право на участие, во всех университетских городках.Программа Yellow Ribbon одобрена в наших кампусах в Эйвондейле, Далласе / Форт-Уэрте, Лонг-Бич, Орландо, Ранчо Кукамонга и Сакраменто.
24) Технический институт NASCAR готовит выпускников к работе в качестве технических специалистов по обслуживанию автомобилей начального уровня. Выпускники, которые выбирают специальные дисциплины NASCAR, также могут иметь возможности трудоустройства в отраслях, связанных с гонками. Из тех выпускников 2019 года, которые прошли факультативные занятия, примерно 20% нашли возможности, связанные с гонками. Общий уровень занятости в NASCAR Tech в 2019 году составил 84%.
25) Расчетная годовая средняя заработная плата для специалистов по обслуживанию автомобилей и механиков в Службе занятости и заработной платы Бюро статистики труда США, май 2019 г. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве автомобильных техников. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от технических, например, сервисный писатель, смог инспектор и менеджер по запасным частям. Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве техников и механиков по обслуживанию автомобилей в Содружестве Массачусетс (49-3023) составляет от 29 050 до 45 980 долларов (данные за май 2018 г., штат Массачусетс, США, 10 сентября) 2020).Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных автомобильных техников в Северной Каролине, опубликованная в мае 2019 года, составляет 19,52 доллара. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 13,84 и 10,60 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2019 г. Сервисные техники и механики, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
26) Расчетная годовая средняя заработная плата сварщиков, резчиков, паяльщиков и паяльщиков в Бюро трудовой статистики США по вопросам занятости и заработной платы, май 2019. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников-сварщиков. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сертифицированный инспектор и контроль качества.Информация о заработной плате в штате Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих сварщиками, резчиками, паяльщиками и брейзерами в штате Массачусетс (51-4121), составляет от 33 490 до 48 630 долларов. ( Массачусетс, данные за май 2018 г., данные за 10 сентября 2020 г.). Зарплата в Северной Каролине информация: Министерство труда США оценивает почасовую оплату в среднем 50% для квалифицированных сварщиков в Северной Каролине, опубликованную в мае 2019 года, и составляет 19 долларов.77. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-е и 10-й процентиль почасовой оплаты труда в Северной Каролине составляют 16,59 доллара и 14,03 доллара соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г. Сварщики, резаки, паяльщики и брейзеры, просмотрено в сентябре 14, 2020.) UTI является образовательным учреждением и не может гарантировать трудоустройство или заработную плату.
28) Расчетная годовая средняя заработная плата специалистов по ремонту кузовов и связанных с ними автомобилей в США.С. Занятость и заработная плата Бюро статистики труда, май 2019 г. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников по ремонту после столкновений. Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от технических, например оценщик, оценщик. и инспектор. Информация о заработной плате для Содружества Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, занятых в качестве ремонтников автомобилей и связанных с ними (49-3021) в Содружестве Массачусетса, составляет от 31 360 до 34 590 долларов. ( Массачусетс, данные за май 2018 г., данные за 10 сентября 2020 г.).Зарплата в Северной Каролине информация: Министерство труда США оценивает почасовую заработную плату в размере 50% для квалифицированных специалистов по борьбе с авариями в Северной Каролине, опубликованную в мае 2019 года, и составляет 21,76 доллара США. Бюро статистики труда не публикует данные о заработной плате начального уровня. Тем не мение, 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 16,31 и 12,63 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2018 г. 14 сентября 2020.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
29) Расчетная годовая средняя заработная плата механиков автобусов и грузовиков и специалистов по дизельным двигателям в Службе занятости и заработной платы Бюро статистики труда США, май 2019 года. Программы UTI готовят выпускников к карьере в отраслях с использованием предоставленного обучения, в первую очередь в качестве дизельных техников . Некоторые выпускники UTI устраиваются на работу в рамках своей области обучения на должности, отличные от дизельных. техник по грузовикам, например техник по обслуживанию, техник по локомотиву и техник по морскому дизелю.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих в качестве механиков автобусов и грузовиков. и специалистов по дизельным двигателям (49-3031) в штате Массачусетс составляет от 29 730 до 47 690 долларов США (Массачусетс, штат Массачусетс, данные за май 2018 г., просмотрено 10 сентября 2020 г.). Информация о зарплате в Северной Каролине: согласно оценке Министерства труда США, средняя почасовая оплата в размере 50% для квалифицированных дизельных техников в Северной Каролине, опубликованная в мае 2019 года, составляет 22 доллара.04. Бюро статистики труда. не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 18,05 и 15,42 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2018. Механики автобусов и грузовиков и специалисты по дизельным двигателям, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
30) Ориентировочная средняя годовая зарплата механиков мотоциклистов в США.С. Занятость и заработная плата Бюро статистики труда, май 2019 г. Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве техников мотоциклов. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических, например, сервисный писатель, оборудование. обслуживание и запчасти. Информация о заработной плате для Содружества Массачусетс: Средняя годовая заработная плата начального уровня для лиц, работающих в качестве механиков мотоциклов (49-3052) в Содружестве Массачусетса, составляет 28700 долларов США (Массачусетс по труду и развитию рабочей силы, данные за май 2018 г., просмотр за 10 сентября 2020 г.) .Информация о зарплате в Северной Каролине: Министерство труда США оценивает почасовую заработную плату в размере 50% в среднем для Стоимость квалифицированных специалистов по мотоциклам в Северной Каролине, опубликованная в мае 2019 года, составляет 16,92 доллара. Бюро статистики труда не публикует данные о заработной плате начального уровня. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 13,18 и 10,69 долларов, соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г., Motorcycle Mechanics, просмотр 14 сентября 2020 г.)) MMI является образовательным учреждением и не может гарантировать работу или заработную плату.
31) Расчетная годовая средняя заработная плата механиков моторных лодок и техников по обслуживанию в Бюро трудовой статистики США по вопросам занятости и заработной платы, май 2019 г. Программы MMI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве морских техников. Некоторые выпускники MMI получают работу в рамках своей области обучения на должностях, отличных от технических, например, в сфере обслуживания оборудования, инспектор и помощник по запчастям.Информация о заработной плате для штата Массачусетс: средний годовой диапазон заработной платы начального уровня для лиц, работающих механиками моторных лодок и техниками по обслуживанию (49-3051) в Содружестве Массачусетс. составляет от 31 280 до 43 390 долларов (данные за май 2018 г., Массачусетс, США, 10 сентября 2020 г.). Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в размере 50% для квалифицированного морского техника в Северной Каролине, опубликованная в мае 2019 года, составляет 18 долларов.56. Бюро статистики труда не публикует данные начального уровня. данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 14,92 доллара и 10,82 доллара соответственно. (Бюро статистики труда, Министерство труда, занятости и заработной платы США, май 2019 г., Механика моторных лодок и Специалисты по обслуживанию, просмотр 2 сентября 2020 г.) MMI является образовательным учреждением и не может гарантировать работу или заработную плату.
34) Расчетная годовая средняя зарплата операторов компьютерных инструментов с числовым программным управлением в США.С. Занятость и заработная плата Бюро статистики труда, май 2019 г. Программы UTI готовят выпускников к карьере в отраслях промышленности с использованием предоставленного обучения, в первую очередь в качестве технических специалистов по ЧПУ. Некоторые выпускники UTI получают работу в рамках своей области обучения на должностях, отличных от технических, например, оператора ЧПУ, ученика. слесарь и инспектор по обработанным деталям. Информация о заработной плате для штата Массачусетс: средняя годовая заработная плата начального уровня для лиц, работающих в качестве операторов станков с компьютерным управлением, металла и пластика (51-4011) в Содружестве штата Массачусетс составляет 36 740 долларов (данные за май 2018 г., данные за май 2018 г., данные за 10 сентября 2020).Информация о зарплате в Северной Каролине: по оценке Министерства труда США почасовая оплата в среднем 50% для квалифицированных станков с ЧПУ в Северной Каролине, опубликованная в мае 2019 года, составляет 18,52 доллара. Бюро статистики труда не публикует данные начального уровня. данные о зарплате. Однако 25-й и 10-й процентили почасовой оплаты труда в Северной Каролине составляют 15,39 и 13,30 долларов соответственно. (Бюро статистики труда Министерства труда, занятости и заработной платы США, май 2019 г. Операторы инструмента, просмотр 14 сентября 2020 г.) UTI является образовательным учреждением и не может гарантировать работу или заработную плату.
40) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2019-2029), www.bls.gov, просмотренных 8 сентября 2020 года. Прогнозируемое количество годовых вакансий по классификации должностей: Механики автобусов и грузовиков и специалисты по дизельным двигателям, 24 500 человек. Вакансии включают вакансии, связанные с ростом и чистым замещением.
41) На основе данных, собранных из Бюро статистики труда США, прогнозы занятости (2019-2029), www.bls.gov, просмотрено 8 сентября 2020 г. Прогнозируемое количество годовых вакансий по классификации должностей: Техники и механики автомобильного сервиса, 61 700. Вакансии включают вакансии, связанные с ростом и чистым замещением.
42) На основе данных, собранных из Бюро статистики труда США, прогнозов занятости (2019-2029), www.bls.gov, просмотренных 8 сентября 2020 года. Прогнозируемое количество годовых вакансий по классификации должностей: сварщики, резаки, паяльщики и паяльщики, 43 400 человек.Вакансии включают вакансии, связанные с ростом и чистым замещением.
46) Студенты должны иметь средний балл не ниже 3,5 и посещаемость 95%.
48) Курсы Power & Performance не предлагаются в Техническом институте NASCAR. UTI является образовательным учреждением и не может гарантировать работу или заработную плату. Для получения важной информации об образовательном долге, доходах и показателях завершения студентов, посещавших эту программу, посетите сайт www.uti.edu/disclosures.
Универсальный технический институт штата Иллинойс, Inc.утвержден отделом частного бизнеса и профессиональных школ Совета высшего образования штата Иллинойс.
4 Общие методы сварки в производстве металлов
Методы сварки
Сварка — это основной процесс изготовления металла, который широко используется в обрабатывающей промышленности и строительстве.
Сварщики могут преобразовывать различные типы металлов в уникальные формы и изделия, которые они себе представляют.
Тип свариваемого металла часто определяет технику сварки, которая будет использоваться для обеспечения наилучшего результата.
Сварочное искусство, как и любой другой специализированный навык, требует овладения.
В большинстве случаев сварки при изготовлении металлов используются обычные металлы, такие как сталь, железо, алюминий, медь и другие металлы, которые можно соединять с помощью различных методов сварки.
Не существует единого процесса сварки, подходящего для всех областей применения.
Важно учитывать следующие факторы при выборе метода сварки, используемого для изготовления металла:
- Тип металла
- Толщина металла
- Размер сварочного проекта
- Как должны выглядеть сварные швы
- Ваш общий бюджет
- Сварка в помещении или на открытом воздухе
Чтобы понять различные типы сварки, мы рассмотрим четыре распространенных метода сварки, используемых в производстве металла:
Различные типы сварки
Ручная или дуговая сварка (SMAW)
Ручная сварка, также известная как дуговая сварка экранированного металла, является одним из самых простых и широко используемых методов сварки в производстве металла.В этом методе сварки используется стержень плавящегося электрода, вырабатывающий электрический ток. При контакте со сталью, железом или любым тяжелым металлом, который сваривается, он создает электрическую дугу, которая вызывает температуру до 6500 по Фаренгейту.
Этот тип сварки может выполняться на металлах, которые не были предварительно очищены, и достаточно эффективен при работе с ржавыми металлами, что сокращает затраты времени сварщиков. Однако при использовании этой техники сварки важно использовать силу тока, соответствующую толщине свариваемого металла.Работа с тонкими металлами может усложнить процесс и может потребовать присутствия опытного и высококвалифицированного сварщика.
Ручная или дуговая сварка в основном подходит для тяжелых металлов, таких как железо и сталь, размером от 4 мм и выше. Как один из наиболее распространенных методов сварки, сварка штангой в основном используется для ремонта тяжелого металлообрабатывающего оборудования, сварки трубопроводов, монтажа стальных конструкций, а также металлических работ в обрабатывающей промышленности и строительстве. Изучение правильной процедуры дуговой сварки важно для обеспечения надлежащего сварного шва.
Сварка МИГ (GMAW)
В отличие от метода сварки штучной сваркой, при газовой дуговой сварке (GMAW) используется пистолет, в который непрерывно подается расходуемый электрод. В этом методе используется внешний газ для защиты свариваемого металла от различных факторов окружающей среды, таких как кислород, что делает процесс сварки быстрым и непрерывным. Этот метод дает меньше сварочного дыма, его легко освоить, он требует меньшего количества тепла и имеет высокий КПД электрода.
Однако поиск подходящего оборудования для сварки металлов в среде инертного газа (MIG) может быть дорогостоящим.Этот метод сварки неэффективен для толстых металлов, но хорошо работает с такими металлами, как магний, нержавеющая сталь, алюминий, кремниевая бронза, никель и медь. Он широко используется в строительстве, ремонте автомобилей, металлообработке, сантехнике, робототехнике и ремонте судов. Для создания высококачественных сварных швов металл необходимо очистить перед любой сваркой в металлоконструкциях.
Это легко сделать путем шлифовки металла, чтобы удалить всю краску, ржавчину или растворитель, которые могли скопиться на металле.Если у вас нет шлифовальной машины по металлу, вы также можете использовать моющее средство, растворитель и воду для удаления жира с металла. После того как металл станет чистым и начнется сварка, важно убедиться, что сварочная горелка не касается свариваемого металла. В этой общей технике сварки следует использовать зигзагообразный узор, чтобы обеспечить сварку обеих сторон металлического соединения.
Сварка TIG (GTAW)
СваркаTIG, также называемая дуговой сваркой вольфрамовым электродом, использует вольфрамовые стержни для создания четко очерченного и аккуратного сварного шва, который выглядит привлекательно.Посмотреть сообщение Для получения качественного шва металл необходимо тщательно очистить. При сварке также важно выбирать электрод наименьшего размера, чтобы свести к минимуму вероятность загрязнения. Когда дело доходит до сварки TIG, для разных металлов необходимо использовать дугу разной длины.
Для качественной работы сварщикам следует использовать дугу минимально возможной длины. В отличие от других видов сварочных технологий, этот метод может потребовать много времени и усилий, а также требует высокого уровня внимания и навыков, чтобы усовершенствовать технику и выполнить самые высокие стандарты работы.Также требуется внешний защитный газ. Несмотря на то, что сварка TIG может быть одной из самых сложных из всех распространенных сварочных технологий, используемых при изготовлении металла, она дает высококачественный сварной шов и может использоваться для сварки практически любого типа металла.
Из-за высокого уровня навыков, необходимых для освоения сварки TIG, многие компании, занимающиеся сваркой и изготовлением металлов, находятся в постоянном поиске профессиональных и высококвалифицированных сварщиков TIG. Сварка TIG наиболее подходит для сварки автомобилей, авиакосмической сварки, производства велосипедов, мотоциклов, труб и трубопроводов, а также высокоточных сварных швов.
Дуговая сварка порошковой проволокой
Этот метод сварки почти аналогичен технике сварки MIG в том, что касается общего процесса сварки и используемого оборудования. Для этого метода сварки в производстве металлов требуется электрод, содержащий флюс и постоянное напряжение. Также требуется защитный газ, который используется для защиты сварочной поверхности от любого атмосферного загрязнения. Это быстрый процесс сварки, который можно использовать для многих различных типов металлов.
Дуговая сварка порошковой проволокой стоит дороже, чем другие методы сварки. Этот метод быстро стал надежной альтернативой сварке экраном. Благодаря высокой скорости сварки и портативности этот полуавтоматический сварочный шов широко используется в строительных проектах, которые включают в себя работы по изготовлению металлических конструкций, ремонт тяжелого оборудования и монтаж стали. Этот распространенный метод сварки эффективен при сварке толстых металлов.
Выбор правильной техники сварки
Сварочные технологии претерпели значительные изменения за последние несколько лет, что привело к появлению множества инновационных методов сварки.В связи с этим сварщикам необходимо разбираться в различных методах сварки, чтобы знать, какой из них подходит для работы. Компании, занимающиеся производством металлов, скорее всего, определят, кого нанять, в зависимости от уровня их знаний в области сварочных процессов. У каждой техники сварки есть свои плюсы и минусы, поэтому важно не торопиться, прежде чем выбрать наиболее подходящий процесс для ваших сварочных работ.
Покупка подходящего оборудования
Когда дело доходит до покупки сварочного оборудования, важно учитывать ваши потребности в производстве металла.Сварщик — это, возможно, ваши самые большие расходы, поэтому убедитесь, что вы покупаете лучшее качество, которое вы можете себе позволить. Тип сварочного аппарата, который вы собираетесь купить, зависит от того, хотите ли вы простой сварочный аппарат с механизмом подачи проволоки для обычных металлических работ или аппарат, специально разработанный для промышленного производства металла. Вам также нужно будет купить сварочную проволоку, подходящую для вашего сварочного аппарата.
Другое оборудование, которое вам понадобится, включает подходящий защитный газ, сварочную тележку для увеличения портативности, твердосплавный или шиловидный скребок для разметки линий реза, магнитный квадрат или угловой зажим для фиксации стыков, угловую шлифовальную машину для правки, снятия фаски или шлифования Сварные швы, молоток для стружки или проволочную щетку для удаления брызг и шлака и сварочные клещи для удаления брызг с сопла сварочной горелки и обрезки сварочной проволоки.
Безопасность превыше всего
Независимо от используемой техники сварки, сварочные процессы подвергают всех одинаковых опасностях. Обеспечение безопасности при сварке является критически важным компонентом любой услуги по изготовлению металла. Если вы занимаетесь сварочными работами или отвечаете за безопасность в компании по производству металлоконструкций или металлоконструкций, важно выделить ключевые правила техники безопасности для всех рабочих.
- См. Руководство по эксплуатации сварочного аппарата, в котором содержатся важные инструкции и информация по технике безопасности.В руководстве также содержатся важные процедуры, касающиеся использования машины.
- При сварке убедитесь, что вы застегнуты. Любая открытая кожа может подвергнуться разрушительному и болезненному воздействию инфракрасных и ультрафиолетовых лучей. Открытые карманы или не застегнутые манжеты брюк могут незаметно тлеть, когда сварщик работает под защитным капюшоном.
- Наденьте правую защитную одежду. Сюда входят защитные очки, шлем с автоматическим затемнением промышленного уровня, кожаный фартук, защитные сварочные перчатки, джинсовые брюки без манжетов и кожаная обувь.
- Безопасность органов дыхания также важна при сварке. Дым и пары, выделяемые при сварке металлических изделий, могут представлять опасность для здоровья. Убедитесь, что вы можете дышать свободно, и избегайте работы в замкнутом пространстве, где могут скапливаться пары, из-за чего воздух становится недоступным для дыхания. Некоторые сварочные работы требуют использования рекомендованных респираторов при сварке. Важно проконсультироваться с техническими данными производителя сварочного электрода для правильных процедур.
- Также важно, чтобы в зоне сварки не было беспорядка.Четко отметьте или отметьте место для каждой единицы сварочного оборудования. В зоне сварки должны находиться только необходимые инструменты и оборудование, которые использует оператор.
Заключение
По мере роста мирового строительства и строительства потребность в квалифицированных специалистах по сварке будет продолжать расти.
По мнению отраслевых экспертов MSI, ведущей компании по производству металлоконструкций в Лос-Анджелесе, 80% компаний отрасли металлообработки не могут найти достаточно квалифицированных специалистов по сварке для удовлетворения своих потребностей.
Ожидается, что в следующем десятилетии спрос на компании, специализирующиеся на сварочных услугах, в частности, обладающих необходимыми навыками, необходимыми для понимания общих методов сварки, упомянутых выше, вырастет на 26%.
MSI — ваш надежный партнер, предлагающий полный спектр услуг по изготовлению металлических изделий, а также поставку стали и алюминия в Лос-Анджелесе и его окрестностях.
Более 55 лет мы предлагаем комплексные решения для изготовления металлических конструкций нашим клиентам в жилом, промышленном и коммерческом секторах.