технология, приспособления, операционная технологическая карта на работы по сборке и ручной дуговой – Определенных деталей и элементов на Svarka.guru
Сварка металлоконструкций – востребованная процедура, которую используют в различных видах строительства. Каркасы промышленных объектов, несущие элементы современных торговых центров и прочих построек состоят сварочных металлоконструкций, благодаря их надежности, в качестве опорных элементов. Наука не стоит на месте, поэтому технология сварки конструкций постоянно совершенствуется, повышая надежность соединения и производительность работ.Соединения
За период существования сварочной технологии было разработано множество методов соединения. Основным параметром, на который обращают внимание, является взаимное расположение свариваемых элементов после окончания работ. Встречаются следующие виды соединений металлоконструкций:
- встык;
- внахлест;
- угловое;
- тавровое;
[stextbox id=’info’]Помимо типа соединения, важными факторами являются применяемое сварочное оборудование, толщина элементов, а также вид основного металла.
Узлы
Сварные металлоконструкции используются гораздо чаще, чем металлопрокат на болтовом крепеже. К ним предъявляются требования, согласно СНиПов, которые действуют на конкретном производственном участке. Например, надежность узла при строительстве мостов должна быть более высокой, чем при монтажных работах на печной трубе котельной.
На стадии разработки плана организации работ, инженеры составляют технологическую карту на сварочные работы металлоконструкций, в котором указан оптимальный способ стыковки отдельных элементов. При этом необходимо руководствоваться требованиями ГОСТов. В смету заносится уже чистовой вариант. Идеальными условиями для сварки являются следующие факторы:
- Подавляющее большинство швов выполняются в горизонтальном положении.
- Сварка выполняется специальными роботами с функцией контроля рабочих параметров. Процент выполнения ручных работ минимален.
- При соединении отдельных элементов преобладает стыковой или угловой методы сварки.

Вспомогательное оборудование
Сварить конструкции значительных габаритов невозможно без использования вспомогательных приспособлений, с помощью которых выполняют фиксацию сборочных элементов, а также их подачу к месту монтажа.
Основными подсобными приспособлениями для сварки металлоконструкций являются:- Кондуктор. Обеспечивает неподвижное положение металлопроката при его монтаже. Существуют различные способы исполнения данных приспособлений. Как правило, их внешний вид напоминает стенд или станину. Простейшая конструкция для домашних работ представляет собой устройство для стыковки свариваемых элементов под прямым углом.
- Стапель. Представляет собой грузоподъемное приспособление, выполняющее роль опорного механизма в строительно-монтажных работах. Применение стапелей позволяет увеличить производительность работы со сборными конструкциями.
Требования
К рассматриваемым работам допускают только профессиональных сварщиков
 Их уровень квалификации регулируется требованиям нормативно-правовых документов, в зависимости от сложности объекта.
Их уровень квалификации регулируется требованиям нормативно-правовых документов, в зависимости от сложности объекта.Качество применяемых материалов должно соответствовать ГОСТу 27772-88. В данном межгосударственном стандарте классифицирован стальной прокат, который разрешено использовать при монтажных работах.
На сварочных чертежах металлоконструкций необходимо выполнять полную расшифровку, которая включает в себя:
- тип применяемого металла;
- габаритные размеры;
- способ стыковки элементов;
- применяемое сварочное оборудование
[stextbox id=’alert’]Согласно действующему законодательству, сборка металлоконструкций на всех объектах выполняется под контролем государственных органов технического надзора.[/stextbox]
Виды сварки для сборки
Сталь – основной материал для металлоконструкций. Как правило, при монтаже используются обычные марки. Нержавеющую сталь применяют только в случае особых требований технологического процесса, например, на объектах пищевой промышленности.
На конечный результат решающее влияние оказывает режим сварки.
На крупных сборочных предприятиях используют автоматические установки для работы под слоем флюса или защитным газом. В последнем случае используют аргон, азот, гелий и прочие технические газы, а также смеси на их основе. Специфика использования флюса заключается в том, что работы невозможно выполнять под углом. Например, сборку и сварку конструкций из листового и профильного металла можно выполнять с использованием сварочного флюса, а при работе с круглым профилем необходимо использовать защитный газ.
При незначительных объемах работ целесообразнее использовать ручной труд с применением полуавтоматов и прочих аппаратов для ручной дуговой сварки.
Температурный режим процесса
Опытные сварщики знают, какое влияние на рабочий процесс оказывает температура окружающей среды. При отрицательных показателях зону соединения подвергают дополнительной термообработке, для облегчения работ.
При сварке разнородных материалов обрабатывается только термостойкий элемент.
Классические методы для конструкций из металла
Независимо от метода соединения проката существует три режима выполнения работ:
- автоматический;
- полуавтоматический;
- ручной.
Рассмотрим их подробнее.
Автоматический
Данный метод сводит участие человека в процессе к минимуму. Функция оператора заключается в контроле над производственным процессом, а также корректировке вводных параметров, в случае возникновения необходимости. Применяется на крупносерийных предприятиях.
Полуавтоматический
Задачей сварщика является определение оптимальной скорости движения дуги, а также регулировка направления. Подача присадочного материала осуществляется в автоматическом режиме, согласно предварительно настроенных параметров.
Ручной
В этом случае все операции выполняются руками сварщика. При этом существует несколько способов создания неразъемного соединения. Помимо электросварки, в ручном режиме можно выполнить пайку металла, а также работать газосварочным оборудованием.
Помимо электросварки, в ручном режиме можно выполнить пайку металла, а также работать газосварочным оборудованием.
Инновационные технологии
К современным методам соединения относят:
- трением;
- лазерный;
- ультразвуковой;
- взрывом;
- термитный;
- плазменный.
Наибольший интерес представляет последний способ. Его особенность – использование ионизированного газа, который выполняет функции электрической дуги. При этом рабочие параметры плазменного генератора гораздо выше.
В случае необходимости, простой настройкой можно переориентировать сварочный аппарат под функции резака для металла.
Как обеспечить правильную сборку конструкции
Для получения надежной конструкции необходимо соблюдать следующие правила:
- при выборе проката запрещено отступать от требований проекта;
- необходимо соблюдать очередность монтажных работ;
- каждый элемент должен находиться на месте, предусмотренным чертежом;
- четко соблюдайте величину зазоров и рабочий угол стыковки;
- перед проведением сварочных работ необходимо выполнить подготовительные процедуры, предусмотренные технической документацией.

Заключение
[stextbox id=’info’]Сварщик 6-го разряда Головань Алексей Вадимович. Опыт работы – 13 лет: «Я работаю на заводе по производству металлических конструкций. Несмотря на наличие автоматических сборочных линий, подавляющее большинство работ выполняется руками сварщиков, ввиду низкого процента заказов на крупные партии одинаковых конструкций. В таких условиях настройка и регулировка робота нецелесообразна, поскольку его использование приведет к удорожанию готовой продукции
виды, способы и возможные дефекты.
Заказать проект
Оформите заявку на сайте. Наш менеджер свяжется с вами для уточнения деталей.
При возведении зданий и сооружений широко используются металлические конструкции. Их собирают при помощи сварки. Такой способ монтажа металлокаркаса относительно прост и дешев. Также применение сварки позволяет снизить металлоемкость за счет уменьшения требований к параметрам заготовок.
Виды сварки
- Электродуговая. Выполняется при помощи низковольтного источника тока большой силы. В результате одновременной подачи напряжения на электрод и заготовку образуется дуга, расплавляющая края деталей. Для предотвращения окисления сварка металлоконструкций может выполняться в среде углекислого газа, аргона или гелия. Этот способ остается самым распространенным.
- Термитная. Относительно новая разработка, основанная на покрытии деталей специальным составом, который расплавляет края заготовок. Метод удобен для ремонта трещин в готовой металлической конструкции.
- Плазменная. Напоминает классическую сварку. В отличие от нее в промежуток между двумя электродами поступает ионизированный газ. Плазменная струя мощнее электрической дуги, поэтому подходит для плавки металла любой толщины.
- Электронная технология сварки. Позволяет заваривать швы глубиной более 20 см. При этом луч погружается не более чем на 1 см. Для выполнения работ требуется создание вакуума. По этой причине на производстве метод используется редко.
 Этот способ остается самым распространенным.
Этот способ остается самым распространенным.Способы сварки металлоконструкций
- Ручной. Все операции выполняются самостоятельно, без использования вспомогательных механизмов. Это увеличивает срок обработки каждой детали, поэтому метод чаще применяется в быту. Возможно использование газового аппарата или газовой пайки, а также флюса. На качество соединений, выполненных в таком режиме, большое влияние оказывает мастерство сварщика.
- Полуавтоматический. Руками накладывается только шов, а вот электроды или необходимые присадки подаются автоматически. Такой подход повышает скорость работ, что позволяет использовать его на производстве. Таким способом чаще применяют для вертикальных, угловых и потолочных швов. Для режима могут использоваться сварочная проволока, газовый флюс или неплавкие электроды.
- Автоматический. Человеческое участие во время самого процесса сварки не требуется. Специальный механизм программируется на выполнении конкретного типа операции. Далее настройки и все манипуляции по сварке металлоконструкций производятся автоматически. Такой режим позволяет пользоваться сварочным роботом контактной или электрошлаковой сварки. Последний вариант постепенно выходит из употребления. Новейшие исследования подтвердили, что полученные таким способом швы становятся менее прочными при низких температурах. Способ используют для сварки нижних положений.
 На качество соединений, выполненных в таком режиме, большое влияние оказывает мастерство сварщика.
На качество соединений, выполненных в таком режиме, большое влияние оказывает мастерство сварщика. Способ используют для сварки нижних положений.
Способ используют для сварки нижних положений.Температурный режим
Надежность монтажа металлоконструкций во многом зависит от внешней температуры. Работы нельзя выполнять, если заготовка холоднее –18 градусов. Показания измеряют в месте стыка деталей. Если температура неудовлетворительна, то металл подогревают. Делают это не со всей деталью, а только на 7,6 см по всем сторонам. В других случаях достаточно прогрева на размер толщины заготовки от ее края.
При соединении сталей разных марок выбирается температура самой прочной. Также нагрев зависит и от размера стенки заготовки, которую нужно обработать. Деталь из стали марки А514 с толщиной 3,8 см достаточно нагреть до +205 ⁰С. Более крупные варианты требуется греть уже до 230 градусов.
Разновидности соединений
- Тавровое. Край заготовки прислонен концом к торцу другой.
- Внахлест. Детали располагаются так, чтобы их края перекрывались.
- Встык. Детали расположены в одной плоскости, их края соприкасаются.
- Угловое.
 Детали расположены в одной плоскости, их края соприкасаются.
Детали расположены в одной плоскости, их края соприкасаются.На практике чаще всего встречаются два последних типа соединений. С их помощью фиксируют балки, стойки и фермы. При стыковом монтаже шов варится по всей толщине детали. Также возможно применение технологии сварки со специальными подкладками, устанавливаемые возле кромок заготовок. При полуавтоматическом режиме оставляют расстояние между деталями 1,6 см, при ручном — 0,7 см. Если нужно соединить заготовки с разными размерами, то выполняют проточку в большей детали.
Нагрузка на угловые соединения выше, чем на стыковые. Это накладывает ряд требований на сварку металлоконструкций с такими вариантами:
- Нагружаемые каркасы не могут иметь односторонний стык. Требуется шов с двух сторон, который сокращает концентрацию напряжений в верхней доле.
- В случае невозможности выполнения шва с обеих сторон стараются сократить объем наплавляемого металла. В этом случае кромки не разделываются.
- При статической нагрузке конструкции накладывается неполный шов с разделкой кромок обеих заготовок.
- Рекомендуется заменять угловые стыки на тавровые соединения, где это возможно.

Сварные узлы
Это основные соединения, от надежности которых зависит качество монтажа металлоконструкций. Поэтому благоприятные параметры для сварки стараются задать на стадии проектирования. Для этого выбирается нижнее расположение швов, оптимальное стыковочное соединение и рекомендуется исключить ручную работу. Последнее условие не всегда выполнимо, потому что с наклонными и вертикальными швами нельзя работать в автоматическом режиме.
У каждого сварного узла есть свои требования. В балках швы размещают сначала на полках, а затем на стенках. Расстояние между швами выбирается по профилю с самой большой толщиной в узле. Части фермы сваривают от середины к опоре. Первыми работают со стыковыми, далее переходят к угловым швам. Двигаются от большего сечения швов к меньшему. Длина каждого шва — 30-40 мм. Если соединения располагаются близко, то их выполняют только после остывания участка основного металла. Это необходимо для снижения пластических деформаций и перегрева металла. Продольный шов заходит на торец закрепляемого элемента на 20 мм.
Двигаются от большего сечения швов к меньшему. Длина каждого шва — 30-40 мм. Если соединения располагаются близко, то их выполняют только после остывания участка основного металла. Это необходимо для снижения пластических деформаций и перегрева металла. Продольный шов заходит на торец закрепляемого элемента на 20 мм.
Прочность конструкции определяется наличием следующих моментов:
- местной прочности — ребер жесткости и различных накладок;
- непрочности — отверстий, непроваров и незапроектированных зазоров в швах.
Если в металлическом каркасе присутствуют оба параметра, то его считают непрочным. По физическим законам наибольшее напряжение появляется в месте с самым хорошо проваренным швом. В результате он принимает на себя большую нагрузку и становится самым опасным местом. Поэтому при монтаже металлокаркаса важно оценить качество всех соединений: дефект в одном может привести к негодности всю конструкцию.
Определение качества сварных швов
- Визуальный осмотр. Швы очищаются и проверяются невооруженным глазом или при помощи лупы.
- Просвечивание рентгеновскими лучами. Применяется на части стыков, что отмечено в СНИП II 23-81. Если обнаруживаются дефекты, то число проверяемых соединений удваивают.
- Ультразвук. Места контроля обрабатывают маслом, чтобы уловить звуковые колебания от металла. Метод позволяет определить пустоты в шве.
 Швы очищаются и проверяются невооруженным глазом или при помощи лупы.
Швы очищаются и проверяются невооруженным глазом или при помощи лупы.Проблемные участки помечаются мелом для их последующего исправления.
Возможные дефекты
- Наплывы. Появляются в случае протекания металла на плохо прогретые торцы заготовки. Часто встречаются на горизонтальных швах. Удаляются при помощи молотка, затем соединения проверяются на целостность.
- Прожог. Деталь проплавлена насквозь, на обратной стороне есть потеки металла. Причинами дефекта могут стать низкая скорость или плохая обработка кромок, слишком большая мощность пламени и увеличенный зазор. Исправляются вырубкой и последующим заполнением.
- Непровар. Очень опасная ситуация, которую обязательно надо устранить при монтаже металлоконструкций. Причиной могут стать наличие грязи, окалины или ржавчины, а также неправильно подобранная сила пламени. Все испорченные участки вырубаются и заново завариваются.
- Трещины. Образуются из-за неверного расположения швов или неправильного режима. Ошибки в расположении стыков дестабилизируют всю конструкцию, создавая излишние напряжения, что приводит к разрушению. Трещины полностью вычищают и переваривают. Чтобы трещина не распространялась, на ее концах делают отверстия.
- Пористость. Появляется, если газы не успели выйти из металла до его остывания. Это снижает надежность шва. Причиной могут стать плохая обработка кромок, наличие любых загрязнений в месте обработки и неверный выбор силы пламени. Такие швы полностью устраняются и перекрываются.
- Пережог. Из-за появления окисленных зерен качество таких швов низкое. Появившаяся пленка препятствует надежному сцеплению. Дефект не подлежит исправлению, потому что такой металл очень хрупок.
 Очень опасная ситуация, которую обязательно надо устранить при монтаже металлоконструкций. Причиной могут стать наличие грязи, окалины или ржавчины, а также неправильно подобранная сила пламени. Все испорченные участки вырубаются и заново завариваются.
Очень опасная ситуация, которую обязательно надо устранить при монтаже металлоконструкций. Причиной могут стать наличие грязи, окалины или ржавчины, а также неправильно подобранная сила пламени. Все испорченные участки вырубаются и заново завариваются. Дефект не подлежит исправлению, потому что такой металл очень хрупок.
Дефект не подлежит исправлению, потому что такой металл очень хрупок.При соблюдении требований проекта и технологии работы с типом металла сварные соединения отличаются высокой прочностью. При этом полученные конструкции гораздо легче, чем литые или изготовленные с помощью заклепочного монтажа. Способ соединения позволяет экономить до 20 % материала по сравнению с другими способами. Также сварка позволяет работать с любыми материалами, контролируя или корректируя формы законченных конструкций в случае необходимости.
Сварка металлоконструкций своими руками
Профессиональные сварщики подтвердят, что современный мастер должен уметь изготавливать любые типы металлических конструкций. При этом типов поистине много, предприятия и частные лица часто заказывают изготовление толстостенных конструкций. Поэтому любой уважающий себя сварщик должен знать, как происходит изготовление сварных конструкций.
В этой статье мы кратко расскажем, какие бывают сварные металлические конструкции, какова технология сварки металлоконструкций и какие особенности стоит учесть, чтобы вашу работу оценили по достоинству.
Содержание статьи
Виды металлоконструкций
Существуют различные виды сварных конструкций. Самые популярные — балки. Именно сварка двутавровых балок является самой часто запрашиваемой услугой. Запомните, что балки должны быть жестко соединены между собой. Это основное требование.
Второй тип — колонны. Колонны должны хорошо переносить сжатие. В целом, сварка колонн — это такая же популярная услуга, как и сварка двутавровых балок. Еще существуют решетчатые металлоконструкции. Для сварки решетчатых конструкций нужно убедиться, что они смогут выдержать существенное растяжение. К такому типу относится сетка из арматуры, металлический каркас или ферма.
Дополнительно выделяют оболочковые металлоконструкции. Зачастую это трубопроводы и различные емкости. Главное к ним требование — абсолютная герметичность и устойчивость к повышенному давлению. Не забывайте и о корпусных металлоконструкциях. К ним относятся составы поездов и кузова авто. Главное требование — устойчивость к перманентным динамическим нагрузкам.
Как вы понимаете, к каждому типу есть свои требования. Их обязательно нужно учитывать. Нельзя выполнять работу «наобум», основываясь лишь на своих соображениях. Нужно принимать во внимание среду, в которой будет эксплуатироваться металлоконструкция, и нагрузки, которые она должна выдерживать.
Технология сварки металлоконструкций
Технологичность сварных конструкций не так уж сложна. Здесь все просто: технология соединения деталей для той или иной металлоконструкции зависит от выбранного вами метода сварки. Например, вам предстоит сварка металлоконструкций полуавтоматом. Для этого вам необходим полуавтомат, защитный газ в баллонах, присадочная проволока и электроды.
Такой подход уместен вне зависимости от того, какая сварка конструкций вам необходима. Вам может быть поручена сварка двутавровых балок или коробчатых конструкций. В любом случае опирайтесь на особенности выбранного вами метода сварки. Впрочем, есть некоторые советы, которые подходят к любому типу сварки металлоконструкций. Далее мы подробно поделимся ими.
Далее мы подробно поделимся ими.
Выбор метода сварки
Теперь, когда вам известна классификация сварных конструкций, вам будет проще выбрать тип сварки. Может с уверенностью сказать, что сборка металлоконструкций может осуществляться с помощью любого оборудования. Например, сварка строительных конструкций часто производится с помощью полуавтомата. Это не удивительно, ведь сварка металлоконструкций полуавтоматом проста и удобна, она экономит время и ресурсы. Мы рекомендуем выбирать метод сварки исходя из ваших умений, условий работы и предъявленных требований по качеству.
Выбор режима сварки
Чтобы правильно сварить конструкции из металла нужно настроить свой сварочный аппарат. Проще говоря, выбрать режим сварки. Здесь рекомендация одна: постарайтесь соблюдать золотую середину. Не нужно устанавливать завышенное значение тока в надежде выполнить работу быстрее. И не нужно варить на малом токе просто из страха испортить шов.
Сварка ответственных металлоконструкций (например, балок двутаврового сечения) требует от вас максимальной концентрации и опыта. Поэтому полагайтесь на свои силы и устанавливайте настройки, рекомендуемые ГОСТами для каждого метода сварки. Что касается скорости, то постарайтесь варить примерно 20 метров шва в час. Это усредненное значение.
Поэтому полагайтесь на свои силы и устанавливайте настройки, рекомендуемые ГОСТами для каждого метода сварки. Что касается скорости, то постарайтесь варить примерно 20 метров шва в час. Это усредненное значение.
Выбор температурного режима
Сварка конструкций должна производится при температуре металла не менее 17 градусов по Цельсию. Это особенно важно, если планируется изготовление сварных конструкций с повышенными требованиями к качеству швов (к примеру, упомянутая выше сварка балок). Прогрейте место будущего шва до 20 градусов перед началом работ.
Выбор типа сварного соединения
В большинстве случаев, для сварки металлических конструкций выбирают стыковое и угловое соединение. О каждом из них поговорим подробнее.
Стыковой шов должен равномерно провариваться по всей длине и толщине металла. Это оптимальный метод. Также можно сварить шов на одной стороне, а затем с обратной стороны проварить корень шва. Это особенно актуально, если предстоит сборка и сварка решетчатых конструкций.
С угловыми швами все сложнее. Они больше подвержены деформациям, чем стыковые, поскольку не способны выдерживать такие большие нагрузки. Если у вас есть возможность заменить угловой шов на тавровый, то лучше сделайте это. Также запрещено использовать односторонний угловой шов при соединении толстостенных конструкций. Двусторонний шов обязателен.
Сборка и сварка металлоконструкций также требует понимания, каким нагрузкам будет подвержено изделие. Если будет много статической нагрузки, то разделывайте кромки к-образно.
Особенности сварки
Во-первых, перед работой у вас на руках обязательно должны быть чертежи сварных конструкций. Еще лучше, если будет полноценный пакет с технической документацией. Специалисты должны определить, какой тип сварки лучше подходит, и подобрать оптимальные типы сварных соединений.
Металлоконструкции сварные содержат множество узлов, и к каждому предъявляются свои требования. Например, при сварке стыков металлоконструкций расстояние между швами должно быть не более 10-ти кратной толщины самого металлического профиля. Это особенно важно при соединении балочных конструкций.
Это особенно важно при соединении балочных конструкций.
Есть еще одна особенность. Профессионалы часто используют термины «местная прочность» и «непрочность». Местная прочность — это узлы, к которым были приварены ребра жесткости, например. А непрочность — это отверстия в металлических профилях, непроваренные швы, большие зазоры между деталями и так далее. Считается, что если у конструкции замечено оба этих недостатка, то изделие уже нельзя называть долговечным.
Поэтому, если вам предстоит изготовление сварных конструкций постарайтесь избегать упомянутых выше «болячек». Даже если вы решили, что на неответственном участке можно сделать менее качественный шов, то вы ошибаетесь. В конечном итоге именно эта ошибка приведет к разрушению всей конструкции. Сварка конструкций не прощает даже мелких недочетов.
Вместо заключения
Технологичность сварных конструкций заключается лишь в разнообразии способов сварки. Непосредственный процесс сварки (он же технологический процесс) и изготовление сварных металлоконструкций — это не так сложно, как может показаться на первый взгляд.
Непосредственный процесс сварки (он же технологический процесс) и изготовление сварных металлоконструкций — это не так сложно, как может показаться на первый взгляд.
Да, вам придется выбрать оптимальный метод соединения металлов, правильно настроить оборудование и соблюдать технологию. И многим новичкам все это кажется сложным просто из-за большого разнообразия способов сварки. Но поверьте, стоит вам однажды выполнить работу подобного рода, и вы уже без проблем будете варить любые другие конструкции из металла. Обязательно поделитесь своим опытом в комментариях. Желаем удачи в работе!
[Всего: 1 Средний: 5/5]Сварка металлоконструкций: технология и особенности
Одним из наиболее часто применяемых в производстве массовых и мелкосерийных изделий способов соединения деталей является сварка. С ее помощью можно собрать практически любое сопряжение элементов – тавровое, угловое, торцевое и нахлесточное. С течением времени технологические приемы, при помощи которых осуществляется сварка металлоконструкций, улучшаются, становясь более эффективными.
Классические способы сварки
Стандартные способы сварки металлических элементов подразумевают под собой использование двух основных источников энергии: газового пламени либо электрической дуги.
Газовая и дуговая сварка может быть автоматической, полуавтоматической и полностью ручной. Последний вариант подразумевает формирование сварочного шва только собственными руками мастера. Помимо этого, ручная дуговая (РД) сварка металлоконструкций включает в себя и ручное управление процессами подачи электрода, или присадочной проволоки, и самим процессом сваривания деталей.
Ручной режим наиболее эффективен только в бытовых условиях. При его использовании применяют в основном технологии сварки под флюсом, пайки газосварочным аппаратом или классический способ электродуговой сварки.
В основе первого варианта – автоматической сварки – лежит процесс наложения на участок шва без прямого участия человека. Всей работой занимается специальный механизм, который предварительно настраивается. Естественно, что у данного агрегата спектр функций весьма ограничен, однако это значительно снижает стоимость готовых изделий, благодаря чему в крупносерийном производстве она становится весьма популярной.
Естественно, что у данного агрегата спектр функций весьма ограничен, однако это значительно снижает стоимость готовых изделий, благодаря чему в крупносерийном производстве она становится весьма популярной.
Сборка металлоконструкций, сварка в автоматическом режиме позволяет применять контактную технологию, включающую нагрев и опрессовку элементов, электрошоковую сварку и прочие «ручные» способы. Единственная разница – всем заправляет не мастер, а специально созданный и запрограммированный робот.
Полуавтоматический режим подразумевает наложение сварочного шва мастером, однако электроды либо проволока в зону работы подаются автоматически, что значительно увеличивает производительность работ на участке.
В таком режиме используется практически любая технология сварки металлоконструкций, применяющая неплавкие электроды, газовые флюсы и автоматизированную подачу в зону нагрева присадочной проволоки. В быту и мелкосерийном производстве полуавтоматическая сварка металлоконструкций является наиболее выгодным и эффективным вариантом технического процесса.
Технологические новинки
В современной сварке для соединения металлических деталей применяют не только пламя перегретого газа и электрическую дугу, но и тепловой эффект трения, лазерную энергию, ультразвук и даже силу пучков электронов.
Проще говоря, сама технология сварки постоянно совершенствуется. Достаточно регулярно изобретаются новые способы реализации данного технического процесса. К числу таких новинок можно отнести следующие виды сварки – плазменную, термитную и электронно-лучевую.
Посредством термитной технологии осуществляется сварка ответственных металлоконструкций, составляющие которых по шву расплавляются во время горения специальной смеси, вводимой в место соединения. Термит также используется для устранения дефектов и трещин в уже
Сварка металлоконструкций, технология сварки по гост
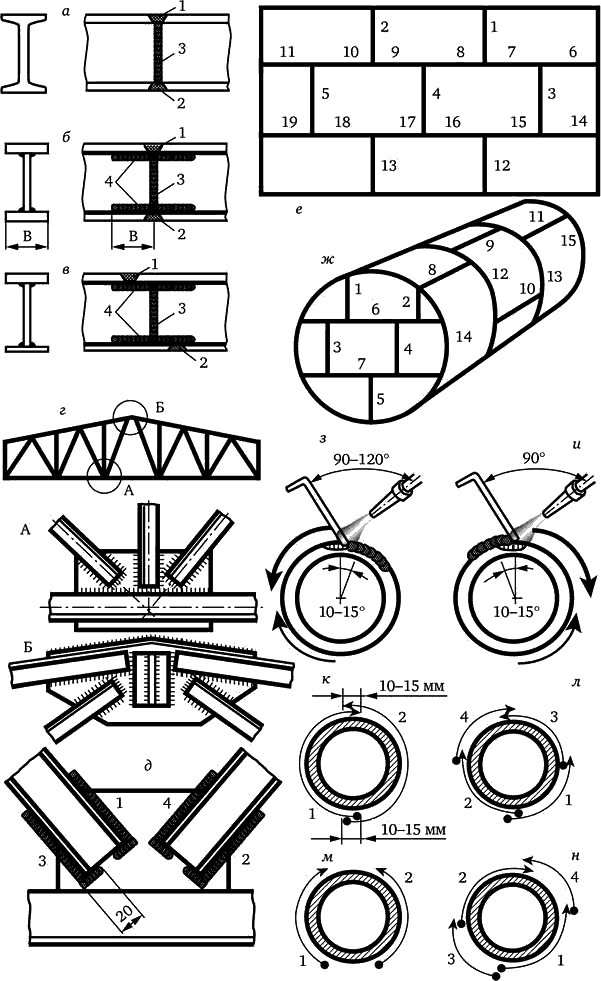
Монтажные стыковые швы выполняют сначала на толстом, а затем на тонком металле. Поэтому сначала накладывают швы полок (1 и 2), а затем — стенки (3)
СВАРНЫЕ С СОВМЕЩЕННЫМ СТЫКОМ
Угловые швы соединения стенки с полкой (4) выполняют в последнюю очередь. Продольные швы не доводят до конца балки на величину, равную одной ширине полки (низкоуглеродистая сталь) или двум (легированная сталь)
Продольные швы не доводят до конца балки на величину, равную одной ширине полки (низкоуглеродистая сталь) или двум (легированная сталь)
СВАРНЫЕ СО СМЕЩЕННЫМ СТЫКОМ
Если толщина полок разная, то вначале выполняют стыковой шов полки с большей толщиной (1), а затем с меньшей (2). Желательно, чтобы угловые швы (4) накладывали одновременно два сварщика от концов к середине монтажного стыка
СТОЙКИ
МАЛОМОЩНАЯ
СРЕДНЕЙ МОЩНОСТИ
ВЫСОКОЙ МОЩНОСТИ
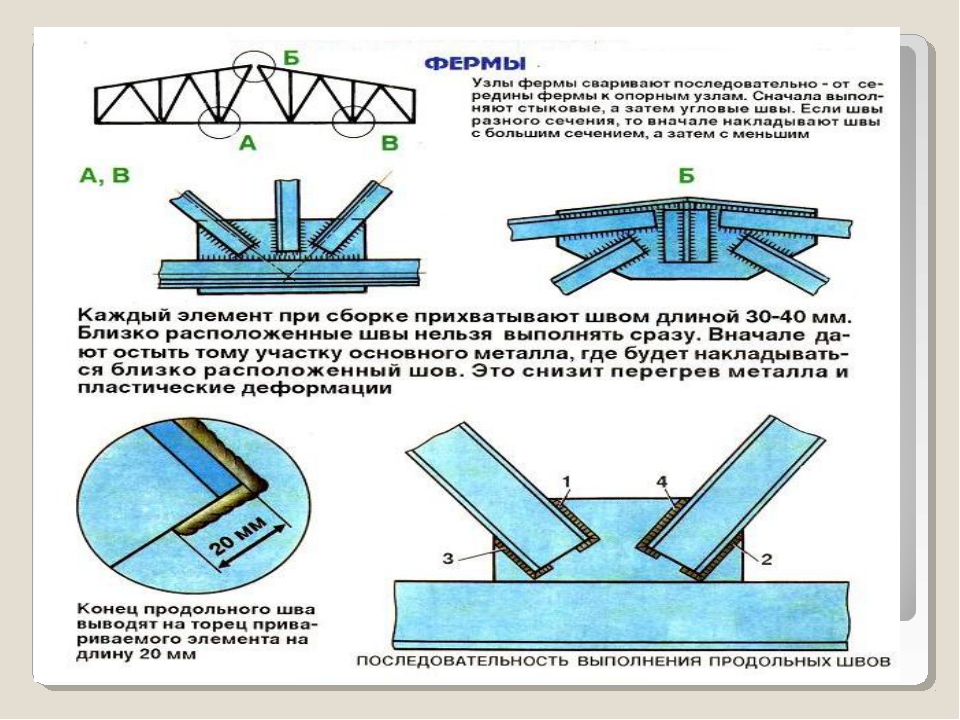
ФЕРМЫ
Узлы фермы сваривают последовательно — от середины фермы к опорным узлам. Сначала выполняют стыковые, а затем угловые швы. Если швы разного сечения, то вначале накладывают швы с большим сечением, а затем с меньшим
Каждый элемент при сборке прихватывают швом длиной 30-40 мм. Близко расположенные швы нельзя выполнять сразу. Вначале дают остыть тому участку основного металла, где будет накладываться близко расположенный шов. Это снизит перегрев металла и пластические деформации
Конец продольного шва выводят на торец привариваемого элемента на длину 20 мм
ПОСЛЕДОВАТЕЛЬНОСТЬ ВЫПОЛНЕНИЯ ПРОДОЛЬНЫХ ШВОВ
Листовые конструкции
РЕЗЕРВУАР
ПОСЛЕДОВАТЕЛЬНОСТЬ ВЫПОЛНЕНИЯ ШВОВ
НАСТИЛ
ПОСЛЕДОВАТЕЛЬНОСТЬ ВЫПОЛНЕНИЯ ШВОВ
Источник: https://weldering. com/svarka-metallokonstrukciy
com/svarka-metallokonstrukciy
Важные этапы сварки металлоконструкций
В основу процесса термической обработки объёмных металлоконструкций заложены строго регламентируемые принципы, определяемые как типовые технологии сварочного процесса. С этой точки зрения подготовка и сопровождение сварки невозможны без применения специальных аналитических методов, являющихся составной частью общих работ.
Оптимизация технологического процесса сварки металлоконструкций предполагает несколько различных вариантов его проведения. Для этого применяются проверенные на практике приёмы, сводящиеся, в частности, к составлению специальных сопровождающих документов (технологических карт).
Технологические карточки
Технологическая карта сварки включает в себя ряд пунктов и граф, указывающих на следующие характеристики процесса сварки металлоконструкций:
- наименование изделия;
- единицы измерения объёма проведённых работ;
- цифровой код осуществляемой операции;
- обозначение нормативов, на основании которых она реализуется;
- уровень автоматизации, код степени квалификации оператора и многие другие параметры.

- С содержанием типовой технологической карты можно ознакомиться в Таблице
- Основное назначение этого учёного документа – зафиксировать всю информацию о проведённой операции по возведению металлоконструкций и хранить её коды в компьютерной базе как типовой образец.
- На основании этих карт на предприятиях и в организациях подготавливаются и постоянно пополняются информационные массивы, позволяющие оперативно ссылаться на уже реализованный ранее технологический процесс.
- Вся указанная в карточках информация вводится в базу только в кодированном виде.
- При разработке новой технологии сварки металлоконструкции она учитывается после того, как проводится экспертная оценка эффективности предстоящих операций (исходя из особенностей отдельных сборных изделий).
- Количественная оценка технологичности этих операций производится с учётом следующих факторов:
- последовательность их выполнения;
- разбивка металлоконструкции на независимые технологические узлы;
- виды используемой оснастки и специальных приспособлений;
- токовые режимы сварки, предполагаемые напряжения в конструкции и степень деформации отдельных составляющих.

По завершении проверки эффективности новой технологической цепочки сварки данные и коды отправляются на хранение в компьютерную базу предприятия.
Сборка деталей
- Сварка металлоконструкций, подготавливаемых в виде отдельных сборных узлов, осуществляется согласно ГОСТ 5264-80, в котором определяются принципы монтажа на основе электродугового метода.
- В соответствии с положениями этого документа определяется порядок подготовки металлоконструкции к сборке, включая способы подачи его отдельных элементов к месту сварки.
- Устанавливаются режимы сплавления отдельных узлов металлоконструкций, которые выбираются в соответствии с данными, указанными в составленной ранее технологической карте на этот вид сварных работ.
Окончательный монтаж металлоконструкции осуществляется в определённой последовательности, включающей предварительную зачистку кромок и ближайших к ним участков. При этом подгонка элементов под сварку производится либо с помощью механических средств, либо посредством газовой резки.
При сборке уже подготовленного изделия руководствуются не только чертежами, но и уже упомянутыми ранее технологическими картами. В них, помимо режимов работы и порядка сборки должны указываться способы крепления деталей, а также методы контроля собранных изделий.
В процессе подготовки металлоконструкций следует исходить из того, что при их сварке предполагается использовать электрическую дугу, температура плавления которой может достигать 7000 °.
К особенностям этого метода сборки сложных объектов следует отнести и то, что при его реализации применяются специальные приспособления для сварки.
Вспомогательное оборудование
Процесс сварки металлических заготовок предполагает их объёмную фиксацию в заданном положении, что удаётся сделать лишь с помощью дополнительных приспособлений особой конструкции (кондукторов).
Кондуктор может выполняться в виде стенда или станины произвольной формы, обеспечивающей приём и крепление очередной заготовки, входящей в состав монтируемой металлоконструкции.
В зависимости от условий и технологических особенностей каждого конкретного процесса сварки кондукторы могут иметь самые различные исполнения. В упрощённом виде эти приспособления имеют форму, позволяющую сформировать прямой угол в зоне стыка металлических изделий.
- Помимо этих фиксирующих элементов сварочные работы с металлоконструкциями предполагают использование специальных подающих механизмов, называемых стапелями.
- Сварочный стапель представляет собой сооружение в виде Г-образного подъёмного приспособления, используемое для размещения заготовок, над которыми располагается площадка с оператором.
- Таким образом, установленный порядок работы со стапелями, значительно облегчающий труд сварщика, предписывает использование их в качестве опорных конструкций, предназначенных для укладывания свариваемых балок или пролётов.
- Непосредственно над ними по проложенным вдоль стапелей рельсам перемещается сварочный портал (площадка) с находящимся в нём сварщиком.

Применение стапелей при сварке металлоконструкций позволяет получать непрерывный (сплошной) шов без отрыва от сварочного процесса.
Также отметим, что при фиксировании небольших заготовок посредством углового кондуктора допускается нормируемое отклонение от предполагаемой линии стыковки (в пределах, предусмотренных технологическим процессом).
Особенности ручного метода
- Сборка строительных металлических конструкций посредством дуговой сварки – сложный технологический процесс, справиться с которым способны лишь хорошо обученные специалисты.
- В его основу заложено термическое воздействие электрической дуги, для получения которой используется основное и вспомогательное оборудование.
- К первой из этих составляющих относятся источник энергоснабжения и преобразующий силовой трансформатор или инвертор, а ко второй – соединительные шины (провода), а также держатель с рабочим электродом.
Во время ручной дуговой сварки металлоконструкций на обрабатываемые заготовки и электроды подаётся ток от преобразовательного устройства, за счёт которого образуется электрическая дуга. Высокая температура в зоне горения расплавляет металл, образуя сварочную ванну, какое-то время находящуюся в жидком состоянии.
Высокая температура в зоне горения расплавляет металл, образуя сварочную ванну, какое-то время находящуюся в жидком состоянии.
В пределах ванны расплавленные металлы электродов и заготовок смешиваются между собой, а выделяющийся в результате шлак всплывает наружу и формирует защитную плёнку.
После остывания и затвердения материала в зоне ванны образуется так называемый «сварной шов». Для получения красивого и прочного стыкового соединения необходимо соблюдение ряда требований, касающихся как режима сварки и качества дуги, так и техники обращения с держателем электродов.
При оценке качества сварки в первую очередь исходят из того, насколько форма шва соответствует заданному стандарту, и из его внешней привлекательности. Но не менее важна и его внутренняя структура, определяющая прочность и надежность получившегося при этом контакта.
Контроль качества
Качеству сварки металлоконструкций в процессе их сборки уделяется особое внимание, поскольку малейшее отклонение от технологических требований способно привести к нежелательному результату (браку).
Основным документом, регламентирующим порядок контроля качества сварных конструкций, является руководство (свод рекомендаций или инструкций) под обозначением РД 34 15.132-96.
Этот нормативный документ помимо перечня требований к сварке конструкций определяет технологические нормы оценки качества образуемых сварных соединений.
Кроме того, он предписывает порядок проведения сварочных работ при укрупнении существующих или монтаже новых металлоконструкций. В этом руководящем документе определяются требования к уровню квалификации операторов сварочного процесса и контролёров, а также общий порядок организации работ.
В отдельном разделе приводятся требования к основным и расходным материалам, использование которых обеспечивает высокое качество сборки и сварки металлоконструкций.
Работа с листовыми заготовками
При рассмотрении технологических особенностей работы с листовыми изделиями особое внимание следует уделить последовательности сварки заготовок. При наличии в обрабатываемой металлоконструкции разнонаправленных сочленений в первую очередь варятся поперечные швы. И лишь по завершении их формирования можно будет переходить к продольным соединениям.
При наличии в обрабатываемой металлоконструкции разнонаправленных сочленений в первую очередь варятся поперечные швы. И лишь по завершении их формирования можно будет переходить к продольным соединениям.
В процессе таких работ должен использоваться метод сварки, при котором потребление энергии минимально.
Для тонколистовой стали расчёт энергозатрат ведётся в единицах мощности, приходящихся на погонный метр изделия.
При вертикальной сварке её предпочтительнее вести по строго фиксированному направлению – сверху вниз. Кроме того, обязательно должно соблюдаться следующее правило: между листовыми заготовками металлоконструкции для предотвращения их коробления перед сваркой должны оставаться небольшие зазоры (не менее 1 мм).
Для этих же целей рекомендуется использовать специальные нагрузочные элементы, обеспечивающие удобство сваривания легко деформируемых участков металлоконструкции. Последовательность сплавления листовых заготовок должна соответствовать порядку, изображённому на графиках.
- После их рассмотрения можно сделать вывод, что сварка в этом случае должна вестись от середины к краям.
Ремонт металлоизделий
Текущий ремонт металлоконструкций с использованием электродуговой сварки предполагает выправление повреждённых мест методом их пластического деформирования. Как правило, для этих целей применяются особые приспособления, в состав которых входят домкраты винтового или гидравлического действия.
Ремонт (правка) металлоконструкций этим методом без дополнительного нагрева допускается лишь в редких случаях, когда радиусы деформации не превышают определённой величины.
Крупногабаритные и объёмные металлоконструкции ещё до ремонта разбираются на простые составляющие с одновременным удалением имеющихся на них швов, болтовых соединений и заклепок. Причём первые удаляются с применением сварки электрической дугой с использованием угольных электродов, покрытых медью.
Трещины в теле металлоконструкции, а также её повреждённые составляющие завариваются уже описанными методами при условии введения дополнительных продольных накладок.
 Длина каждого из таких усилительных элементов должна примерно вдвое превышать ширину участка заготовки, подлежащего ремонту.
Длина каждого из таких усилительных элементов должна примерно вдвое превышать ширину участка заготовки, подлежащего ремонту.Элементы трубопроводов с трещинами или разрывами в стенках восстанавливаются путем заваривания повреждённых мест или их удаления. При этом трубы перед электросваркой разделываются любым из известных механических способов (с применением специальных станков, например).
- Ремонт и восстановление мест стыковки элементов трубопроводов помимо обычного механического метода, предполагающего использование типового слесарного инструмента, могут проводиться за счёт наращивания металла электросваркой.
- Таким образом, для качественной сварки и ремонта металлоконструкций необходимо технологическое сопровождение этих процессов, сводящееся к выполнению определённых условий нормативного характера.
- При этом важно не только следовать указаниям действующих стандартов и нормативов, но и владеть достаточным опытом проведения монтажных работ.

Источник: https://svaring.com/welding/detali/svarka-metallokonstrukcij
Сварка металлоконструкций: технология ручной дуговой сварки металлоизделий
Сварка металлоконструкций – технология соединения деталей из металла различной степени сложности в единое целое при помощи специального оборудования.
Она может активно применяться в промышленном масштабе на крупных производствах опытными специалистами, а также для выполнения бытовых операций сварщиками-любителями. В любом варианте, соединения металлоконструкций характеризуется определенными особенностями, которые важно понимать при работе.
Требования к сварке металлических конструкций
Процесс сварки в технологическом плане должен обеспечить выполненным соединениям требуемые геометрические параметры, размеры и высокое качество. Конструкция должна получиться прочной и долговечной, а риск ее деформации – нулевым.
Сварка металлических конструкций.
Именно поэтому технология сварки металлоконструкций должна реализовываться с учетом некоторых требований, что во многом определит качество созданных сварных швов:
- Если создаются простые соединения без применения кондуктора, а также при создании сложных швов перед включением данного инструмента важно оставить зазор между скрепляемыми деталями.
Тогда при смещении элементов шов не пострадает. Но размеры зазора должны соответствовать допустимой норме, иначе система не будет прочна и долговечна. - При выполнении сварки ответственных металлоконструкций сварщики проверяют строгое соответствие установленной детали своему местоположению, согласно карте.
При поступлении заготовки на стапель стоит подготовить каждую из них к завершающему этапу. - Все детали должны строго соответствовать по виду и размеру, указанным в проекте частям будущей конструкции.
Это позволит сохранить функциональные возможности изделия. - Корневые слои шва при ручном методе выполнения дуговой сварки важно накладывать электродами с диаметром, не превышающим 3-4 мм.
- Металлоконструкции при укреплении потребуется располагать так, дабы можно было накладывать швы преимущественно в нижнем положении.
Это необходимо для обеспечения сварщика безопасными условиями работы. - Важно взять под строгий контроль углы металлоконструкции, для чего стоит воспользоваться специальными инструментами и кондуктором.
Все углы между плоскостями должны быть прямыми, если это предусмотрено проектом. Иначе произойдет перекос деталей, что повлечет за собой нарушение целостности механизма, потере им своей функциональности. - Готовая конструкция должна иметь минимальные усадочные напряжения и деформации, для чего сварные работы нужно осуществлять в стабильном режиме с отклонениями от заданных значений величины тока и напряжения на дуге не более ±5 %.


Описанные рекомендации важно учитывать уже на этапе сборки деталей в целостную конструкцию, а не только перед непосредственным выполнением сварочных работ. Особенно, если выбран автоматический режим, при котором не выйдет откорректировать допущенные ошибки.
В целом же, именно этот вид сварных работ и считается наиболее приемлемым, так как при автоматизировании сварных процессов влияние человеческого фактора на качество выполненных швов сводится к нулю.
Также важно заварить технологическую пробу в условиях, которые полностью совпадают с условиями сварки конструкций на месте производства.
Если работать сварочным аппаратом придется при низкой температуре воздуха, стоит сварить стыковые образцы перед началом операций при отрицательном температурном режиме, предусмотренном технологическим процессом. Это позволит в дальнейшем провести их механические испытания.
- Если нужно выполнить сварные работы с особо ответственными металлоконструкциями из новых марок сталей или с применением новых сварных расходников, мастеру потребуется изготовить контрольные образцы в таком же пространственном положении и с теми же материалами, оборудованием, что и при сварке монтируемых конструкций.
- Это позволит сварщику оценить ситуацию со всех сторон перед началом работы и не допустить ошибок в процессе ее выполнения.
Классическая технология сварки конструкций из металла
Сварка – уникальный способ получения неразъемных металлических соединений, открывающих человеку широкие возможности по снижению трудоемкости создания и установки металлоконструкций.
Она позволяет использовать рациональные типы сечений в металлоконструкциях, что приводит к снижению показателей металлоемкости в несколько раз, по сравнению с применением иных технологий.
Сегодня сварные работы выполняются с помощью разных методов, но все они создавались на основе знаний о классической технологии. Она проста и может реализовываться, как для бытовых целей, так и в промышленных масштабах.
Углы сварки металлоконструкций.
Если изготавливать сварочные металлоконструкции по классической технологии, потребуется применить следующие источники энергии:
- электрическая дуга;
- газовое пламя.
Оба варианта предполагают три метода выполнения сварных швов:
Автоматический
Не подразумевает человеческое вмешательство в процесс выполнения сварных работ. Сварочный аппарат настраивается на актуальный режим функционирования с учетом конкретного вида выполняемой операции единственный раз перед началом работы.
Поэтому важно понимать основную цель приобретения сварного оборудования при выборе в магазине. Используя автоматический режим, можно применять контактную и электрошлаковую сварку.
Используя автоматический режим, можно применять контактную и электрошлаковую сварку.
Полуавтоматический
При использовании данного метода сварные швы формируются вручную, а электроды подаются в автоматическом режиме. Такое положение дел позволяет повысить производительность работы без ущерба для качества создаваемых металлоизделий.
При полуавтоматической сварке можно применить газовый флюс, неплавкие электроды, сварочную проволоку.
Ручной
Все действия методом ручной дуговой сварки осуществляются сварщиком без применения автоматизированного оборудования: от контроля подачи электрода до формирования самого соединения.
Зачастую при ручном режиме применяют обыкновенную сварку под флюсом, электродуговую сварку или пайку газосварочным устройством. Данный метод рационально использовать в бытовых целях, а не на крупном производстве, потому что он чрезмерно затратный и характеризуется низкой производительностью.
Инновационные сварочные технологии
Со временем классический метод выполнения сварных работ совершенствовался, опытные специалисты разрабатывали инновационные способы соединения металлических деталей в единую конструкцию: сварка с применением лазерных установок, ультразвука, теплового эффекта и т. п.
п.
Подобные новаторские идеи могут помочь сварщику в работе, облегчив выполнение некоторых задач и ускорив весь процесс сборки металлоконструкций в целом. По этой причине и сегодня в этой области не прекращаются научные разработки и исследования.
Способы сварки металлоконструкций.
Также применение инновационных технологий выполнения сварных работ позволяет сварщику получить ряд преимуществ:
- снизить показатели коробления металла;
- повысить скорость выполнения работы;
- сократить расходы зачистку сварного шва;
- снизить траты на закупку расходных материалов;
- выполнять соединения тонколистового металла.
Особенно интересны, с точки зрения продуктивности, качества полученных швов и экономичности, следующие технологии сварки:
- Электронно-лучевая сварка применяется при работе с глубокими соединениями – до 20 см, но только при условии определенного соотношения ширины шва и глубины погружения инструмента – 20:1.
Процесс формирования шва осуществляется в вакууме, поэтому использовать такую технологию в быту практически невозможно. Она применяется в сфере узкопрофильных производств. - Термитная сварка подразумевает нанесение особой смеси на контуры соединения деталей в процессе горения.
Технологию применяют для ответственных конструкций из металла в готовом виде, когда с помощью наплавки металла надо устранить имеющийся дефект в виде трещины или скола. - Плазменная сварка подразумевает применение ионизированного газа, проходящего сквозь электроды с высокими сварочно-техническими характеристиками и выполняющего функцию дуги.
Технология имеет более широкие возможности применения по сравнению с электронным типом, так как позволяет выполнить сварщику резку и сварку металлической конструкции с любой шириной металла. - Орбитальная аргонодуговая сварка с помощью вольфрамового электрода применяется для работы со сложными деталями из металла.
Например, для неповоротных стыков труб с диаметром 20-1440 мм. В процессе работы активирующий флюс наносится 1 г/м шва. Это позволяет решить ряд важных технологических задач: уменьшить объем и вес сварной ванны за счет ведения операций пониженным током; благодаря давлению дуги на жидкий металл шов получается качественным в любом пространственном положении; сварку можно автоматизировать без разделки кромки. - Щадящие технологии сварки в смесях защитных газов Ar+CO2 и Ar+O2+CO2.
При использовании такого метода выполнения сварочных работ можно получить более качественные соединения при сравнении со сваркой в СО2. При этом актуальный объем расходных материалов сократиться на 20 % за счет резкого снижения набрызгивания электродного материала, а переход к свариваемым частям металлоконструкции станет плавным.
- Современная наука многогранна и непредсказуема.
- Она предоставляет человеку возможности применить на практике достоинства нано-технологий, поэтому ближайшее будущее сварочных операций представляется связанным с совершенствованием схем компьютерного управления сваркой, а также применением новых сварных материалов.
Заключение
Если соблюдать все требования к сварке металлоконструкций, можно получить высококачественные швы: долговечные, прочные и стойкие к воздействию. Использовать при этом можно как классический вид сварки, так и новые технологии.
Несмотря на то, что они в большей степени касаются профессионального уровня сварки, но при желании развивать свои навыки в этой сфере, ознакомиться с такой информацией будет не лишним и для новичка в подобных вопросах.
Источник: https://tutsvarka.ru/vidy/svarka-metallokonstruktsij
Сварочные ГОСТы
ГОСТ (сокращенное название от Государственный стандарт, Государственный стандарт, ГОСТ) – это одна из важных категорий системы сварочных стандартов в СССР, которая и сейчас является стандартом в современных странах СНГ. Принимается таки органом, как МГС (межгос. советом по стандартизации, метрологии и сертификации.
В период социализма все гос. Стандарты по сварке сохранялись для производства продукции, и имели обязательный характер для использования в тех областях техники, которые определялись сферой возможного использования ГОСТа.
Сварочные ГОСТы:
Вы можете подробно ознакомиться со сварочными гостами ниже, они разделены по групам:
ГОСТы: процессы сварки
ГОСТ 19521-74 Сварка металлов. Классификация
ГОСТ 3.1705-81 Единая система технологической документации. Правила записи операций и переходов. Сварка
- ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
- ГОСТ 11969-79 Сварка плавлением. Основные положения и их обозначения
- ГОСТ 29273-92 Свариваемость. Определение
- ГОСТ 23870-79 Свариваемость сталей. Метод оценки влияния сварки плавлением на основной металл
- ГОСТ 30430-96 Сварка дуговая конструкционных чугунов. Требования к технологическому процессу
- ГОСТ 30482-97 Сварка сталей электрошлаковая. Требования к технологическому процессу
- ГОСТ 29297-92 Сварка, высокотемпературная и низкотемператупная пайка, пайкосварка металлов. Перечень и условные обозначения процессов
ГОСТ 2.312-72 Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений.
ГОСТ 20549-75 Диффузионная сварка в вакууме рабочих элементов разделительных и формообразующих штампов. Типовой технологический процесс
ГОСТ Р ИСО 17659-2009 Сварка. Термины многоязычные для сварных соединений.
ГОСТ Р ИСО 857-1-2009 Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения.
Сварочные ГОСТы: соединения, элементы и размеры.
ГОСТ: ручная дуговая сварка
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ: сварка под флюсом
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
гост сварка +в среде защитных газов
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 23518-79 Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
Гост: сварка алюминия
ГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные.
Основные типы, конструктивные элементы и размеры
ГОСТ 27580-88 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
гост точечная сварка
ГОСТ 14776-79 Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
ГОСТ 28915-91 Сварка лазерная импульсная. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
ГОСТ: cварка трубопроводов
ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
ГОСТ 16038-80 Сварка дуговая. Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные элементы и размеры
ГОСТ 16310-80 Соединения сварные из полиэтилена, полипропилена и винипласта. Основные типы, конструктивные элементы и размеры
ГОСТ 15164-78 Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 15878-79 Контактная сварка. Соединения сварные. Конструктивные элементы и размеры
ГОСТ 16098-80 Соединения сварные из двухслойной коррозионностойкой стали. Основные типы, конструктивные элементы и размеры
ГОСТ 16310-80 Соединения сварные из полиэтилена, полипропилена и винипласта. Основные типы, конструктивные элементы и размеры.
ГОСТ 16130-90 Проволока и прутки из меди и сплавов на медной основе сварочные. Технические условия
ГОСТы: сварочные материалы
ГОСТ Р ЕН 13479-2010 Материалы сварочные. Общие требования к присадочным материалам и флюсам для сварки металлов плавлением
ГОСТ Р 53689-2009 Материалы сварочные. Технические условия поставки присадочных материалов. Вид продукции, размеры, допуски и маркировка
ГОСТ 7871-75 Проволока сварочная из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
ГОСТ Р ИСО 2560-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки нелегированных и мелкозернистых сталей. Классификация
ГОСТ Р ИСО 3580-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки жаропрочных сталей. Классификация
ГОСТ Р ИСО 3581-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки коррозионно-стойких и жаростойких сталей. Классификация
- ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
- ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
- ГОСТ 10051-75 Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами. Типы
- ГОСТ 10052-75 Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы
- ГОСТ 10543-98 Проволока стальная наплавочная. Технические условия
- ГОСТ 21448-75 Порошки из сплавов для наплавки. Технические условия
- ГОСТ 21449-75 Прутки для наплавки. Технические услови
- ГОСТ 23949-80 Электроды вольфрамовые сварочные неплавящиеся. Технические условия
- ГОСТ 26101-84 Проволока порошковая наплавочная. Технические условия
- ГОСТ 26271-84 Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия
- ГОСТ 26467-85 Лента порошковая наплавочная. Общие технические условия
- ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия
- ГОСТ 28555-90 Флюсы керамические для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия
- ГОСТ Р ИСО 14174-2010 Материалы сварочные. Флюсы д
- ГОСТ 30756-2001 Флюсы для электрошлаковых технологи
ГОСТ 5.1215-72 Электроды металлические марки АНО-4 для дуговой сварки малоуглеродистых конструкционных сталей. Требования к качеству аттестованной продукции
ГОСТ 22366-93 Лента электродная наплавочная спеченная на основе железа. Технические условия.
ГОСТы на технические газы
ГОСТ 4417-75 Песок кварцевый для сварочных материалов
ГОСТ Р ИСО 14175-2010 Материалы сварочные. Газы и газовые смеси для сварки плавлением и родственных процессов
ГОСТ 5583-78 Кислород газообразный технический и медицинский. Технические условия.
ГОСТ 10157-79 Аргон газообразный и жидкий. Технические условия.
ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия.
ГОСТ 5457-75 Ацетилен растворенный и газообразный технический. Технические условия.
ГОСТ 3022-80 Водород технический. Технические условия.
ГОСТ 9293-74 Азот газообразный и жидкий. Технические условия.
ГОСТ 1460-81 Карбид кальция. Технические условия.
ГОСТ 4421-73 Концентрат плавиковошпатовый для сварочных материалов. Технические условия
ГОСТ Р 51526-99 Совместимость технических средств электромагнитная. Оборудование для дуговой сварки. Требования и методы испытаний
ГОСТ 1429.1-77 Припои оловянно-свинцовые. Методы определения сурьмы
ГОСТ 17349-79 Пайка. Классификация способов
ГОСТ 28920-95 Вращатели сварочные роликовые. Типы, основные параметры и размеры
ГОСТ 16883.3-71 Серебряно-медно-цинковые припои. Спектральный метод определения свинца, железа и висмута
- ГОСТ 21548-76 Пайка. Метод выявления и определения толщины прослойки химического соединения
- ГОСТ 21694-94 Оборудование сварочное механическое. Общие технические условия
- ГОСТ 7219-83 Электропаяльники бытовые. Общие технические условия
- ГОСТ 26054-85 Роботы промышленные для контактной сварки. Общие технические условия
- ГОСТ 23338-91 Сварка металлов. Методы определения содержания диффузионного водорода в наплавленном металле и металле шва
- ГОСТ 7237-82 Преобразователи сварочные. Общие технические условия
ГОСТ 22974.5-96 Флюсы сварочные плавленные. Методы определения оксида кальция и оксида магния
ГОСТ 11930.9-79 Материалы наплавочные. Методы определения бора
ГОСТ 22974.12-96 Флюсы сварочные плавленные. Метод определения серы
ГОСТ 1429.11-77 Припои оловянно-свинцовые. Метод определения кадмия
ГОСТ 5191-79 Резаки инжекторные для ручной кислородной резки. Типы, основные параметры и общие технические требования
ГОСТ 1429.15-77 Припои оловянно-свинцовые. Спектральный метод определения примесей сурьмы, меди, висмута, мышьяка, железа, свинца
ГОСТ 22974.0-85 Флюсы сварочные плавленые. Общие требования к методам анализа
ГОСТ 29090-91 Материалы, используемые в оборудовании для газовой сварки, резки и аналогичных процессов. Общие требования
ГОСТ 12221-79 Аппаратура для плазменно-дуговой резки металлов. Типы и основные параметры
ГОСТ 11930.7-79 Материалы наплавочные. Методы определения железа
ГОСТ 1429.8-77 Припои оловянно-свинцовые. Метод определения цинка
ГОСТ 27776-88 Модули производственные гибкие дуговой сварки и плазменной обработки. Основные параметры
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ 28920-91 Вращатели сварочные роликовые. Типы, основные параметры и размеры
ГОСТ 23055-78 Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля
ГОСТ 28228-89 Основные методы испытаний на воздействие внешних факторов. Часть 2. Испытания. Руководство по испытанию Т: Пайка
ГОСТ 1429.0-77 Припои оловянно-свинцовые. Общие требования к методам анализа
ГОСТ 23240-78 Конструкции сварные. Метод оценки хладостойкости по реакции на ожог сварочной дугой
ГОСТ 3.1704-81 Единая система технологической документации. Правила записи операций и переходов. Пайка и лужение
ГОСТ 16882.2-71 Серебряно-медно-фосфорные припои. Методы определения массовой доли фосфора, свинца, железа и висмута
ГОСТ 23556-90 Колонны для сварочных автоматов. Типы, основные параметры и размеры
ГОСТ 27387-87 Роботы промышленные для контактной точечной сварки. Основные параметры и размеры
ГОСТ 22974.10-96 Флюсы сварочные плавленные. Методы определения оксида натрия и оксида калия
- ГОСТ 19249-73 Соединения паяные. Основные типы и параметры
- ГОСТ 30260-96 Оборудование для наплавки поверхностей тел вращения. Типы, основные параметры и размеры
- ГОСТ 14327-82 Слюда мусковит молотая электродная. Технические условия
- ГОСТ 30295-96 Кантователи сварочные. Типы, основные параметры и размеры
- ГОСТ 8856-72 Аппаратура для газопламенной обработки. Давление горючих газов
ГОСТ 22974.12-85 Флюсы сварочные плавленые. Метод определения серы
ГОСТ 28332-89 Модули производственные гибкие дуговой сварки. Нормы надежности и основные требования к методам контроля
ГОСТ 8213-75 Автоматы для дуговой сварки плавящимся электродом. Общие технические условия
ГОСТ 16883.1-71 Серебряно-медно-цинковые припои. Метод определения массовой доли серебра
ГОСТ 11930.10-79 Материалы наплавочные. Метод определения вольфрама
ГОСТ 31.2031.01-91 Приспособления сборно-разборные переналаживаемые для сборки деталей под сварку. Типы, параметры и размеры
- ГОСТ 30220-95 Манипуляторы для контактной точечной сварки. Типы, основные параметры и размеры
- ГОСТ 19140-94 Вращатели сварочные горизонтальные двухстоечные. Типы, основные параметры и размеры
- ГОСТ 26388-84 Соединения сварные. Методы испытаний на сопротивляемость образованию холодных трещин при сварке плавлением
- ГОСТ 1077-79 Горелки однопламенные универсальные для ацетилено-кислородной сварки, пайки и подогрева. Типы, основные параметры и размеры и общие технические требования
ГОСТ 31.211.42-93 Детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ. Технические требования. Правила приемки. Методы контроля. Маркировка, упаковка, транспортирование и хранение
- ГОСТ 14792-80 Детали и заготовки, вырезаемые кислородной и плазменно-дуговой резкой. Точность, качество поверхности реза
- ГОСТ 18130-79 Полуавтоматы для дуговой сварки плавящимся электродом. Общие технические условия
- ГОСТ 25445-82 Барабаны, катушки и сердечники для сварочной проволоки. Основные размеры
ГОСТ 1429.2-77 Припои оловянно-свинцовые. Метод определения олова
ГОСТ 21547-76 Пайка. Метод определения температуры распайки
ГОСТ 25616-83 Источники питания для дуговой сварки. Методы испытания сварочных свойств
ГОСТ 11930.2-79 Материалы наплавочные. Метод определения серы
ГОСТ 22974.9-96 Флюсы сварочные плавленные. Методы определения оксида титана (IV)
ГОСТ 1429.13-77 Припои оловянно-свинцовые. Спектральный метод определения примесей сурьмы, меди, висмута,
мышьяка, железа, никеля, цинка, алюминия с использованием синтетических градуировочных образцов
ГОСТ 14111-90 Электроды прямые для контактной точечной сварки. Типы и размеры
ГОСТ 11930.8-79 Материалы наплавочные. Метод определения фосфора
ГОСТ 22974.2-85 Флюсы сварочные плавленые. Методы определения оксида кремния
ГОСТ 19248-90 Припои. Классификация и обозначения
ГОСТ 22974.2-96 Флюсы сварочные плавленные. Методы определения оксида кремния
ГОСТ 22974.5-85 Флюсы сварочные плавленые. Методы определения оксида кальция и оксида магния
- ГОСТ 20485-75 Пайка. Метод определения затекания припоя в зазор
- ГОСТ 23556-95 Колонны для сварочных автоматов. Типы, основные параметры и размеры
- ГОСТ 28944-91 Оборудование сварочное механическое. Методы испытаний
- ГОСТ 3242-79 Соединения сварные. Методы контроля качества
- ГОСТ 30242-97 Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения
- ГОСТ 19143-84 Вращатели сварочные универсальные. Типы, основные параметры и размеры
ГОСТ 1429.3-77 Припои оловянно-свинцовые. Метод определения железа
ГОСТ 13861-89 Редукторы для газопламенной обработки. Общие технические условия
ГОСТ 31.211.41-83 Детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ. Основные конструктивные элементы и параметры. Нормы точности
ГОСТ 23904-79 Пайка. Метод определения смачивания материалов припоями
ГОСТ 1429.10-77 Припои оловянно-свинцовые. Метод определения мышьяка
ГОСТ 22974.13-96 Флюсы сварочные плавленные. Метод определения углерода
Источник: http://svarak.ru/svarochnyie-gostyi/
Сварка металлоконструкций
Тема сварка металлоконструкций – это обширная сфера, потому что разнообразие металлических конструкций огромно и по назначению, и по специфики проведения технологических процессов, и по проектированию.
Но есть в этой сфере один критерий, который присущ всем видам металлических конструкций, собираемых методом сварки. Это сама сварка.
Именно с ее помощью появляется возможность использовать в металлических конструкциях рациональные виды сечения металлических профилей, соединение элементов под разными углами и в разных плоскостях, снижение такого показателя, как металлоемкость.
К тому же появляется возможность использовать для сооружения конструкций металлов с разными техническими характеристиками.
Кстати, прокат, который используется для сборки металлоконструкций, должен соответствовать своду норм и правил под названием «Стальные конструкции».
Основной материал, который в них используется, это сталь, поставляемая в виде листов, профилей различной формы, труб, стержней, рулонов, гнутых профилей и так далее.
Но, как известно, сталь бывает разная. А для разных металлоконструкций, где учитываются нагрузки разного назначения (на разрыв, на изгиб, на давление), и стальные профили применяются разные.
К примеру, по ГОСТ 19281-89 для сталей повышенной прочности, есть девять классов показателей, определяющих прочность стальных изделий. И таких ГОСТов несколько.
Поэтому еще на стадии проектирования металлических конструкций определяется и выбирается тот или иной вид стальных изделий, которые станут основной металлоконструкции.
Если металлоконструкция соединяется сваркой, то необходимо учитывать показатели качества свариваемости металла. На это влияет содержание углерода в стали. Этот же элемент влияет на прочность металла. В общем, правильно подобрать стальной прокат для конструкции – это важная составляющая качества конечного результата.
Как правильно сварить конструкцию из металла? Вопрос на самом деле серьезный. И ответ на него зависит не только от выбранных стальных профилей, их толщины и марки стали. Большое значение имеет и вид выбранной сварки.
Если говорить о ручной сварке, то она применяется, и это качественный вид сваривания металлов, который все-таки зависит от квалификации сварщика. Единственный ее недостаток – низкая производительность.
Поэтому все чаще ручную сварку в цехах заменяют механизированной (порошковыми проволоками) и автоматической в защитных инертных газах или в слое защитных флюсов.
Обычно механизированный вид применяют для сварки угловых, потолочных и вертикальных швов. Автоматический для нижних положений.
Внимание! Применяемая ранее электрошлаковая сварка сегодня практически не используется. Исследования показали, что швы, выполненные данным видом сварки, при низких температурах теряют свои прочностные характеристики. А это снижает несущую способность самих металлических конструкций.
Из всего вышесказанного можно сделать вывод, что для сборки металлоконструкций можно использовать любой вид сварки как в цеховых помещениях, так и на монтажных открытых участках.
Самое интересное, что многие зарубежные компании, оснащенные современными видами сварочных видов оборудования, предпочтение отдают ручной дуговой электросварке.
К примеру, в Японии многие крупные компании, занимающиеся возведением ответственных металлоконструкций, используют до 65% ручной сварки.
Температурный режим сварочного процесса
Температура окружающей среды сильно влияет на технологию проведения сварочных работ и на качество самого сварочного шва.
- Нельзя проводить сварку металлоконструкций, если температура металлической заготовки ниже -18С. Температуру обычно контролируют вблизи стыка двух деталей. Для проведения сварки саму заготовку необходимо подогреть. Греть весь металл нет необходимости, достаточно на расстоянии толщины заготовки от края соединяемых кромок. Или на расстоянии не менее 76 мм во всех направлениях.
- Если соединяются две заготовки из разных марок сталей, то подогрев производится по температуре более высокопрочной стали. Конечно, показатель нагрева будет зависеть и от толщины заготовки. К примеру, марку А514 при толщине детали не более 38 мм надо нагревать до +205С. Более толстые заготовки этой марки надо уже нагревать до +230С.
- Оптимальный нагрев для всех видов сталей — +21С.
Классификация сварных соединений разделяется по нескольким признакам.
- Расположение примыкания двух заготовок.
- Тип сварного шва.
- Технология сварочной операции.
- Условия, при которых проводится сварочный процесс.
- Толщина заготовок.
- Марка стали заготовок.
Что касается первого пункта, то есть, геометрии расположения заготовок, то здесь четыре вида стыковых соединений.
- Встык, когда две заготовки примыкают друг к другу в одной плоскости.
- Внахлест, когда две детали перекрывают своими краями друг друга.
- Угловое соединение. Это когда две металлические заготовки соединяются под каким-либо углом.
- Соединение тавровое. Это когда одна из деталей примыкает к другой своей торцевой плоскостью.
Чаще всего в металлоконструкциях применяются соединения встык и угловые. Как правильно проводить эти соединения двух заготовок.
Что касается стыкового соединения, то его выполняют прямым полным проваром сварного шва на всю толщину заготовок. Или используют для сварки технологию с применением выводных планок.
Если сварка проводится не в цеху, то соединение можно проводить с односторонней сваркой и с дальнейшей подваркой корня сварного шва.
То есть, заполнение зазора между кромками производится по одной из кромок, постепенно заполняя весь зазор.
Технология с выводными подкладками сильно отличается от предыдущей. Во-первых, подкладки устанавливаются со стороны кромок свариваемых деталей. Во-вторых, зазор между кромками должен быть в пределах 7 мм – это при ручной сварке.
При механизированной – 16 мм. В-третьих, придется выбирать толщину подкладки так, чтобы при проведении сварки на них не образовался прожог. При этом учитывается сам режим сварочного процесса с выставлением необходимой величины тока.
Нередко в металлических конструкций в стыковых соединениях стыкуются две заготовки разной толщины. При этом способом фрезеровки или строжкой выбирается угол наклона кромки толстого металла, который равен уклону 1:8 для растянутых элементов металлоконструкции (к примеру, подвески и консоли), и 1:5 для сжатых элементов (опоры и стойки).
Угловые сварочные соединения подвергаются большим нагрузкам, чем стыковые. Особенно необходимо отметить нагрузки на растягивание по толщине заготовки. Поэтому существуют определенные требования к этому виду сварного соединения.
- Нельзя использовать односторонний угловой стык для нагружаемых металлических конструкций. Оптимальный вариант – двусторонний шов, с помощью которого уменьшается концентрация деформаций в самой верхней части валика.
- Если по каким-то причинам двусторонний шов нанести не удается, то применяют односторонний. При этом разделку кромок не применяют, а количество наплавляемого металла должно быть как можно меньше. То есть, в этом случае полная проплавка шва не применяется.
- Если металлоконструкция подвергается статическим нагрузкам, то применяется сварка неполным швом с разделкой кромок двух заготовок.
- Лучше использовать К-образную разделку кромок, а не V-образную.
- Если есть возможность, то лучше избегать углового соединения металлических деталей. Предпочтение нужно отдавать тавровому стыку.
Режим сварки также является важным фактором, который определяет качество сварного шва. Если говорить о токе, то его повышенная величина может создать неравномерное распределение металла в зоне стыка.
Могут даже образоваться прожоги, если ток большой, а толщина свариваемых заготовок маленькая. Небольшой ток тоже является причиной низкого качества шва.
Могут образоваться участки с недоваром, который ведет к снижению прочности соединения и образованию трещин внутри сплавляемого металла.
Скорость сварки также может повлиять на качество. К примеру, если скорость большая, то это гарантия непроварки стыка. Заполнение зазора может быть неполным. Если скорость маленькая, то могут образоваться прожоги, заполняемый зазор металл образует выпуклости и растекание. Поэтому контролировать скорость ручной сварки надо обязательно. Ее среднее значение 20 м/ч.
Сварные узлы являются основными стыковыми соединениями, на которых и держится вся металлическая конструкция. Поэтому еще на стадии проектирования инженеры стараются создать благоприятные условия для проведения сварки в стыковых узлах. А именно:
- Чтобы в сварных узлах проводилось или стыковочное соединение, или угловое.
- Чтобы положение сварки было нижним.
- Использовать не ручную сварку, а механизированную или автоматическую, как залог гарантированного качества.
Существует много видов сварных узлов, к которым предъявляются разные требования. К примеру, балочный узел. В нем очень важно обращать внимание на расположение между собой сварочных швов, это к вопросу, как правильно варить стыки металлоконструкций. Расстояние между ними не должно быть меньше десятикратной толщины самого толстого металлического профиля, который входит в состав этого узла.
И еще один момент, который влияет на прочность металлической конструкции. Есть два термина: местная прочность и непрочность.
К первой относятся именно сварочные участки, к которым приварены косынки, ребра жесткости, накладки и так далее.
Ко второй относятся всевозможные вырезы на элементах металлоконструкций, отверстия, непровары швов, зазоры и щели в стыках. Если оба участка присутствуют в конструкции, то сама по себе она уже считается непрочной.
Все дело в том, что физические законы в сварочных соединениях действуют так:
- Где больше жесткость и прочность соединения, здесь появляется большая концентрация сил, действующих на всю конструкцию в целом.
- И, наоборот, где меньше жесткости, там меньше действующих сил.
То есть, если в металлоконструкции присутствует местная непрочность, то самый хорошо проваренный стык является местом большой опасности. Как не парадоксально, но это именно так.
Вот почему необходимо избегать появления местной непрочности.
То есть, непровары и низкое качество сварного шва даже на самых небольших участках или не на самых нагружаемых узлах все равно приведет к выходу из строя всей конструкции.
Поэтому вопрос, как правильно варить стыки в металлоконструкциях – это самый важный вопрос, который касается качества и надежности всей конструкции в целом.
- Поделись с друзьями
- 0
- 0
- 0
- 0
Источник: https://svarkalegko.com/tehonology/kak-svarivat-metallokonstruktsii.html
Cварка металлоконструкций: технология, требования, расценки
Автор admin На чтение 5 мин. Просмотров 408 Опубликовано
В наши дни сварка используется в производстве, как мелкосерийных, так и массовых изделий различной степени сложности. Ведь с ее помощью можно «собрать» и угловое, и тавровое, и нахлесточное, и торцевое сопряжение деталей. Причем технологические приемы, с помощью которых осуществляется сварка металлоконструкций, со временем, становятся еще более изощренными и эффективными.
В этой статье мы познакомим наших читателей с наиболее рациональными способами сваривания элементов металлических конструкций. Эта информация будет полезна всем заказчикам сварных работ.
Общий перечень требований к сварке конструкций из металла состоит из нескольких разделов, а именно:
- Требований к выбору деталей металлоконструкции, регулируемых СНИП II 23-81 и ГОСТ 27772-88. Этот раздел указывает на возможность использования того или иного сортамента металлопроката в процессе сборки конструкции. Причем в требованиях учитываются не только геометрические параметры и прочностные характеристики, но и такое понятие, как свариваемость металла.
- Требований по схеме сварки конструкции. Этот раздел указывает на порядок наложения сварных швов, соблюдение которого удерживает конструкцию от возможной деформации. Ну а сама схема сварки зависит от прочностных характеристик, размеров и сложности (присутствия большого количества деталей) конструкции. Точную схему может просчитать только опытный проектировщик.
- Требований к квалификации исполнителей сварных работ. Эти требования указаны в особых руководящих документах, издаваемых профильными министерствами. Например, указанные требования содержатся в РД 34 15.132—96 подготовленном Минтопэнерго РФ.
- Требований к контролю качества сварочных работ. Сведения для этого раздела содержит любой ГОСТ на сварку металлоконструкций (8713-79, 5264-80, 15164-78 и так далее).
В итоге, решившись на соединение деталей металлоконструкции сваркой, вы должны решить: из чего вы будете собирать вашу конструкцию, как вы будете соединять детали, кто займется этой работой, и как будет осуществляться процесс контроля.
Словом, вам есть куда приложить свои знания и умения. Ну а если у вас недостает опыта, то просто наймите проектировщика. Впрочем, сейчас нас интересует только сварка, поэтому далее по тексту мы познакомим вас с классическими и современными технологиями сварочных работ.
Общеизвестные способы сварки деталей из металла предполагают применение в техпроцессе всего двух источников энергии: электрической дуги и газового пламени.
Дуговая и газовая сварка может быть ручной, автоматической или полуавтоматической. Причем первый вариант предполагает формирование сварочного шва только «своими руками. Кроме того, вручную осуществляется и управление процессом сваривания и подача электрода (присадочной проволоки).
В «ручном» режиме можно использовать технологию классической электродуговой сварки, сварки под флюсом, сварки-пайки газосварочным аппаратом. Ручной режим хорош только в быту.
Второй вариант – автоматическая сварка – основан на процессе наложения шва без участия человека (сварщика). Всю работу выполняет специальный механизм, настраиваемый на конкретную операцию. Разумеется, перечень подобных операций ограничен функциональностью механизма, но низкие расценки на сварку металлоконструкций подобным способом делают автоматическую сварку очень популярной, особенно в крупносерийном производстве.
В «автоматическом» режиме можно использовать технологию контактной сварки (нагрев и опрессовка деталей), электрошлаковой сварки, и все технологии «ручного» типа (только вместо руки сварщика аппаратом будет управлять робот).
Третий вариант – полуавтоматический «режим» — предполагает наложение шва «вручную», но проволока или электроды подаются в зону сваривания автоматический, что повышает производительность работ практически на порядок.
В «полуавтоматическом режиме» работают все технологии, использующие газовые флюсы, неплавкие электроды и автоматизированную подачу присадочной проволоки в зону прогрева. В мелкосерийном и бытовом применении сварка полуавтоматом металлоконструкций – это самый выгодный вариант техпроцесса.
Технологические новинки
Кроме электрической дуги или пламени перегретого газа в процессе соединения деталей металлоконструкции современные сварщики используют энергию лазера, тепловой эффект трения, силу пучка электронов и даже ультразвук.
Словом, технология сварки металлоконструкций не стоит на месте. Новые способы реализации этого техпроцесса появляются с завидной регулярностью. И среди технологических новинок можно выделить следующие типы сварки: термитную, плазменную и электронно-лучевую.
С помощью термитной технологии осуществляется сварка и монтаж металлоконструкций, элементы которых расплавляются (по контуру) шва при горении особой смеси, вводимой в место стыка. Причем термитом можно заделать даже трещины в готовой металлоконструкции, выполнив «наплыв» материала.
Плазменная сварка выполняется в среде ионизированного газа, пропускаемого между двумя электродами. По сути, такой газ играет роль электрической дуги. Однако эффективность у плазменной струи выше на несколько порядков. Перегретым газом можно не только плавить металл любой толщины, но и резать заготовку, что дает возможность выстроить вокруг плазменного генератора многофункциональную, автоматическую, сварочную систему.
Электронно-лучевые технологии позволяют заваривать глубокие швы (до 20 сантиметров) при соотношении погружения луча и ширины шва 20 к 1. То есть шов глубиной в 20 сантиметров по ширине будет не более одного сантиметра. Однако манипуляции с генератором (пушкой) электронных лучей возможны только в вакууме. Поэтому такая технология используется только для решения узкоспециализированных задач.
Если вам нужно собрать небольшую металлоконструкцию, то обратите внимание на ручную электродуговую или газовую сварку. Сборка мелкосерийных объектов оправдывает покупку полуавтоматического аппарата. Ну а в серийном производстве вам понадобятся современные технологии сваривания.
Международная промышленная выставка «Металл-Экспо»
А.Г. Романов
Председатель оргкомитета «Металл-Экспо»
Форум производителей стали, который в этом году отмечает свое 25 годовщину, является уникальным событием не только для черной металлургии, но и для мировой экономики в целом. За последние несколько лет выставка стала ведущей деловой площадкой для сталелитейных компаний, производителей труб, производителей проволочной сетки, производителей алюминиевого проката и сплавов, трейдеров стали, сервисных центров металлопродукции, а также основных потребителей металлопродукции: строителей, инженеры, нефтегазовые компании, транспортно-логистические компании и др.
Металл-Экспо — территория с особой атмосферой. Все эти годы выставка была стартовой площадкой для новых масштабных проектов, стартапов и новых профессиональных инициатив. Выставка, без преувеличения, как зеркало отражает всю новую историю российской черной металлургии и основные тенденции мирового производства стали.
Форум стал обязательным для всех крупнейших мировых сталелитейных компаний. Экспозиция и количество участников растут с каждым годом, демонстрируя весь спектр современных материалов, оборудования и решений для сталелитейной промышленности, металлообработки и металлопотребления.В этом году «Металл-Экспо’2019» демонстрирует множество инновационных решений для металлургической отрасли.
Приглашаем участников и посетителей юбилейной выставки «Металл-Экспо» принять участие в насыщенных мероприятиях, посвященных всем ключевым аспектам черной металлургии, включая металлообработку, тяжелое машиностроение, а также наиболее актуальным проблемам экономики, маркетинга и т.д. дискуссии и конкурсы образуют Неделю металла в Москве.
Кроме того, форум — прекрасная возможность для установления новых деловых контактов, поиска новых ниш и направлений развития бизнеса.
Желаем всем участникам и посетителям Металл-Экспо’2019 успехов, хорошей работы, новых бизнес-идей и хороших деловых партнеров. Пусть выставка зарядит вас энергией успеха!
Принципы дуговой сварки экранированных металлов
Презентация на тему: «Принципы дуговой сварки экранированных металлов» — стенограмма презентации:
1 Принципы дуговой сварки экранированного металла
Глава 11
2 Цели Укажите процент использования SMAW в промышленности.
Назовите компоненты, составляющие схематическое изображение экранированной металлической дуги. Знайте максимальную температуру дуги электрода SMAW. Перечислите четыре сварочных аппарата постоянного тока.
3 Цели Перечислить наиболее распространенные типы и применение сварочных аппаратов на постоянном токе. Назовите номиналы блоков питания. Назовите характеристики четырех основных типов сварочных аппаратов. Выберите правильный размер кабеля в зависимости от области применения.Перечислите защитное снаряжение сварщика.
4 Дуговая сварка защищенным металлом (SMAW)
Ручная дуговая сварка Тепло для сварки, генерируемое электрической дугой, возникающей между покрытым флюсом плавящимся металлическим стержнем (электродом) и работой. лужа, дуга и сильно нагретые работы от атмосферного загрязнения Дополнительная защита обеспечивается покрытием расплавленного шлака (флюса). © McGraw-Hill Companies, Inc.Разрешение, необходимое для воспроизведения или отображения.
5 SMAW Американское сварочное общество Авторские права © McGraw-Hill Companies, Inc. Для воспроизведения или демонстрации требуется разрешение.
6 Возможности процесса Дуговая сварка защитным металлом — один из наиболее часто используемых процессов электродуговой сварки.
7 SMAW Преимущества Оборудование менее сложное, более портативное и менее дорогое
Может быть выполнено в помещении или на открытом воздухе, в любом месте и в любом положении Доступны электроды, соответствующие свойствам и прочности большинства основных металлов Не используются для сварки более мягких металлов
8 SMAW Принципы работы
Устанавливает электрическую схему Включает сварочный аппарат, рабочий, электрические кабели, электрододержатель и электроды, а также рабочий зажим Тепло электрической дуги переводит свариваемую заготовку и расходуемый электрод в расплавленное состояние Высокая теплоемкость: до 9000 ºF в центре Авторские права © McGraw-Hill Companies, Inc.Разрешение, необходимое для воспроизведения или отображения.
Сварочное оборудование | PCC
Сварка — это навык, используемый многими профессионалами: рабочие, работающие с листовым металлом, металлисты, дизельные механики, котельники, плотники, судостроители, паровые мастера, стекольщики, ремонтный и обслуживающий персонал в различных областях, от домашних любителей скульптуры до тяжелых мостов корабли и многие другие проекты. Для соединения деталей из металла используются самые разные сварочные процессы.Как сварщик, вы можете работать на судостроительных верфях, производителях, подрядчиках, федеральном правительстве, правительстве штата, округа и города, в компаниях, которым требуются механики для обслуживания, и в ремонтных мастерских.
Наша программа «Сварочные технологии» предусматривает обучение по SMAW (дуговая сварка в среде защитного металла), GTAW (газовая дуговая сварка вольфрамом), PAC (плазменная резка), GMAW (газовая дуговая сварка металлическим электродом), FCAW (дуговая сварка порошковой проволокой), OAW. (кислородно-ацетиленовая сварка), OAC (кислородно-ацетиленовая резка) и базовое производство. Лекционные части программы включают чтение чертежей, принципы сварки, нормы для конструкционной стали, контроль сварки, контроль качества и неразрушающие испытания I и II.
Гибкое планирование
Сварочная программа предлагает гибкое расписание, которое позволяет вам зарегистрироваться на полный рабочий день, неполный рабочий день или открытый вход, открытый выход.