Люк лаз ЛЛ для резервуаров
Описание
ТД САРРЗ приостановил поставку данного вида оборудования.
Актуальный список товаров доступен в разделе «Продукция».
Люк-лаз ЛЛ обеспечивает доступ внутрь стального вертикального резервуара для проведения эксплуатационных работ, вентиляции и монтажа оборудования внутри РВС. Через люк-лаз обслуживающий персонал проводит осмотр, профилактические и ремонтные работы, работы по зачистке от донных отложений др. Люк-лаз также используется в процессе установки технологического оборудования.
Люки ЛЛ привариваются к стенке в первом (нижнем) поясе резервуара. Место сварки усиливается уплотняющей прокладкой. В резервуарах с плавающей крышей или понтоном люк-лаз должен быть смонтирован таким образом, чтобы обеспечивать доступ на крышу или понтон соответственно.
Конструкция и принцип действия
Люк-лаз состоит из корпуса, крышки, которые стягиваются болтами с гайками, усиливающей накладка.
В закрытом состоянии люк-лаз должен обеспечивать герметичность стыка за счет качественных прокладок.
ТД САРРЗ поставляет до места эксплуатации круглые или овальные люки-лазы в зависимости от требований Заказчика. Место расположения и отверстие под люк-лаз в резервуаре закладывается уже на этапе проектирования.
Для простого открытия или закрытия люки-лазы могут комплектоваться поворотными устройствами.
Чертеж люка-лаза ЛЛ (круглого)
1-фланец, 2-корпус, 3-усиливающая накладка, 4-болт, 5-гайка, 6-прокладка
Чертеж овального люка-лаза ЛЛ 600х900
1-фланец, 2-корпус, 3-усиливающая накладка, 4-болт, 5-гайка, 6-прокладка
Технические характеристики люк-лазов ЛЛ
Торговый дом САРРЗ поставляет до места эксплуатации люки-лазы следующих типоразмерах в зависимости от объема резервуара:
- ЛЛ-500
- ЛЛ-600
- ЛЛ-800
- ЛЛ 600х900 (овальный)
| Наименование параметров | ЛЛ-500 | ЛЛ-600 | ЛЛ-800 | ЛЛ-600/900 |
|---|---|---|---|---|
| Размеры лаза, мм | 500 | 600 | 800 | 600/900 |
| Габаритные размеры, мм не более | ||||
| диаметр наружный, D | 640 | 755 | 975 | – |
| длина L1 | – | – | – | 1058 |
| ширина B, Dy | – | – | – | 758 |
| высота Н | 440 | 440 | 440 | 440 |
| Размеры усиливающей накладки (L1xB1), мм, не более | 1260 | 1260 | 1640 | 1800×1260 |
| Масса, кг, не более | 165 | 157 | 424 | 290 |
| Климатическое исполнение | ||||
Как заказать люк лаз ЛЛ в Вашем городе?
Вы можете приобрести люк-лаз ЛЛ как отдельно (для замены люка на уже эксплуатируемом резервуаре), так и в составе комплексной заявки на вертикальный резервуар.
Для того, чтобы купить люк-лаз, Вы можете:
- связаться с нами по телефонам: 8-800-555-86-36, 8 (8452) 250-298
- прислать запрос на электронную почту
Профессиональный монтаж резервуаров вертикальных стальных.
4.1. Монтаж рулонированных днищ
Днища резервуаров объемом до 2000 м3, имеющие диаметр до 12 м, как правило, полностью сваривают на заводе-изготовителе и сворачивают в рулон, который перекатывают на основание так, чтобы середина рулона располагалась по оси основания. Днища резервуаров большего объема, диаметр которых превышает 12 м, по этой причине не могут быть погружены целиком на платформу длиной 13,66 м, выполняют из нескольких частей, укладываемых одна на другую при сворачивании в рулон.
Рулон с днищем, состоящий из двух частей, располагают на основании так, чтобы первая половина днища, составляющая внешнюю оболочку рулона, заняла после разворачивания проектное положение. При этом вторая половина днища окажется на первой.
При этом вторая половина днища окажется на первой.
Планки, скрепляющие рулон, перерезают кислородом и, ослабляя петлю каната, позволяют рулону разворачиваться. Если самопроизвольного (под действием упругих сил) разворачивания рулона полностью не произошло, дальнейший разворот производят трактором или лебедкой. Когда рулон будет полностью развернут, к середине круговой кромки верхнего полуднища приваривают скобу, к которой закрепляют конец каната для перемещения второй половины днища трактором или лебедкой в проектное положение. Далее собирают под сварку стык двух половин днища, выполняемый всегда внахлестку. Его закрепление производят прихватками от центра днища к краям с предварительным плотным прижатием обоих полотнищ друг к другу.
Если при сборке резервуаров днище монтируют из трех полотнищ, последовательно свернутых в рулон, то после разворачивания в проектное положение первого полотнища рулон с двумя оставшимися вновь грузят на сани и трактором перемешают так, чтобы можно было развернуть в проектное положение второе полотнище.
4.2. Монтаж днищ методом полистовой сборки
При поступлении днища от завода-изготовителя в полистовом виде его монтаж производится описанным ниже способом.
На заранее подготовленном и принятом по акту фундаменте параллельными рядами складывают клетки (Рис. 14) из бревен прямоугольного или полукруглого сечения длиной около 1 м с поперечным сечением 0,1×0,1 м. Верхний ряд клеток желательно делать из бревен длиной 1,2-1,3 м. Высота клеток 0,8м, чтобы можно было подваривать поточные швы и осмаливать дно. Расстояние между осями клеток в каждом ряду принимается не более 3 м, а расстояние между осями рядов клеток – равным двойной ширине листов минус двойная ширина закроя швов дна. По клеткам укладывают доски, на которых и собирают днище.
Два элемента днища резервуара – сегментное кольцо с приваренным к нему первым поясом и центральную часть – собирают и сваривают самостоятельно; сварной шов, соединяющий их в одно целое, – так называемый «температурный» шов – заваривают только после полного окончания монтажа каждого из этих элементов в отдельности.
Сборка центральной части днища начинается с полосы, проходящей через центр основания резервуара. Далее собирают от центра днища к периферии все нижние полосы днища. Стыковые швы полос прихватывают в шести, семи местах; крайние прихватки располагают на расстоянии 50 мм от краев и выполняют заподлицо. Стыковые швы сваривают после сборки всей полосы, причем концы швов длиной по 50 мм заваривают заподлицо, чтобы обеспечить в дальнейшем плотное прилегание верхних полос к нижним. После сварки нижних полос таким же образом собирают и сваривают верхние полосы, причем перекрой полос должен составлять не менее 30 мм.
Сборка центральной части днища начинается с центральных полос. Полосы собираются в нахлестку на прихватках. Прихватки ставят одновременно снизу и сверху по обеим сторонам закроя через каждые 250 — 300 мм в направлении от середины полос к концам. Для подгонки полос центральной части днища при стыковании его с сегментным кольцом окрайки концы крайних листов на длине 750 — 800 мм оставляют не прихваченными.
Сварку полос швом внахлестку производят от середины полос по направлению к концам обратноступенчатым швом при длине ступени 200 — 250 мм. Сначала провариваются все верхние нахлесточные швы, а затем нижние, потолочные. После этого подваривают стыковые швы полос потолочным швом.
Сегментные листы окрайки собирают на 10—12 подставках, устанавливаемых по периферии основания. Сегментное кольцо собирают таким образом, чтобы два стыковых шва его лежали на оси центральной полосы, а зазоры между элементами кольца не превышали 3—4 мм. После тщательной выверки горизонтальности сегментного кольца по уровню прихватывают стыки по концам швов; внутреннюю часть оставляют не прихваченной, чтобы при короблении в дальнейшем процессе сварки сегментное кольцо можно было легко привести в строго горизонтальное положение.
Перед сборкой нижнего угольника проваривают участки стыковых швов сегментов, на которые накладывают угольник. Сварку ведут в два слоя с зачисткой от шлака и подваркой потолочных швов; усиление швов срубают зубилом заподлицо с плоскостью листов сегментного кольца.
После нанесения на сегментное кольцо двух окружностей (рисок), соответствующих внешнему и внутреннему диаметрам уторного угольника, устанавливают и прихватывают первую секцию угольника. Прихватка производится по наружной окружности от середины угольника к концам через каждые 500— 600 мм участками длиной по 30 — 40 мм. Концы секции угольника для удобства подгонки остальных частей на длине 600 — 700 мм оставляют не прихваченными. Другие секции угольника собирают по обе стороны от первой. Секции устанавливают с зазором 3 мм, после чего их сваривают встык. Затем подгоняют присоединенные секции по рискам с прихваткой к сегментному кольцу от стыков к свободным концам. Замыкающую секцию длиной не менее 1 м подгоняют и обрезают «по месту». Вертикальная полка угольника должна быть строго перпендикулярна к сегментному кольцу. Первый лист первого пояса устанавливают на сегментное кольцо строго вертикально после вырубки кромок в нижних углах на высоту полки уголка и на глубину 1 мм для приварки в дальнейшем стыкового шва к вертикальной полке угольника. Первый лист прихватывают одновременно и к сегментному кольцу и к угольнику в шахматном порядке от середины листа к концам через каждые 400—600 мм участками по 40-50 мм Для удобства подгонки других листов концы первого листа на длине 600-700 мм оставляют не прихваченными. Остальные листы первого пояса устанавливают по обе стороны от первого листа с зазором между листами 2-3 мм и совмещением кромок. Прихватку этих листов начинают со стыка с первым листом; прихватки ставят в 4-6 местах длиной по 60-75 мм. Затем производят прихватку по нижней кромке листов от прихваченных стыков к свободным концам. Замыкающий первый пояс лист подгоняют и обрезают «по месту».
Первый лист прихватывают одновременно и к сегментному кольцу и к угольнику в шахматном порядке от середины листа к концам через каждые 400—600 мм участками по 40-50 мм Для удобства подгонки других листов концы первого листа на длине 600-700 мм оставляют не прихваченными. Остальные листы первого пояса устанавливают по обе стороны от первого листа с зазором между листами 2-3 мм и совмещением кромок. Прихватку этих листов начинают со стыка с первым листом; прихватки ставят в 4-6 местах длиной по 60-75 мм. Затем производят прихватку по нижней кромке листов от прихваченных стыков к свободным концам. Замыкающий первый пояс лист подгоняют и обрезают «по месту».
Сварку собранного методом полистовой сборки резервуаров таким образом днища и первого пояса резервуара производят в следующем порядке:
- Все стыки первого пояса приваривают на высоту 200-300 мм от сегментного кольца и на 50 мм от края в верхней части заподлицо с плоскостью листов для плотного прилегания листов второго пояса при последующей сборке.

- Сваривают все кольцевые швы: первый пояс приваривают двойным швом к сегментному кольцу; после этого одинарным швом приваривают уторный угольник – сначала к сегментному кольцу, а затем к первому поясу резервуара.
- Проверяют и, если это необходимо, подрезают стыки элементов сегментного кольца для устранения волнистости и установки 3-4 мм зазоров, после чего стыки свариваются с подваркой потолочных швов и усилением с потолочной стороны накладками из листовой стали толщиной 8-10 мм. Одновременно усиливают стыки уторного угольника наваркой коротышей из угловой стали.

Перед сваркой центральной части днища с сегментной окрайкой стыковые кромки нижних полос размечают, обрезают с зазором 2-3 мм и после прихватки проваривают с подваркой с потолочной стороны. Далее размечают и обрезают концы верхних полос с нахлестом не менее 30 мм, прихватывают их сначала по длинным параллельным кромкам ранее не прихваченных полос, а затем к сегментному кольцу. Сварку ведут в том же порядке, что и прихватку. Сварочные работы в местах пересечения швов можно поручать только высококвалифицированным сварщикам.
Сварочные работы в местах пересечения швов можно поручать только высококвалифицированным сварщикам.
4.3. Предельные отклонения размеров и форм смонтированного днища
Вне зависимости от того, каким способом производится монтаж резервуаров вертикальных стальных, отклонения размеров и форм днища не должны превышать следующих предельных значений:
- предельно допустимая высота местных выпучин и вмятин на центральной части днища определяется по формуле: f ≤ 0,1R ≤ 80 мм, где f— максимальная стрелка вмятины или выпучины на днище, мм; R — радиус вписанной окружности на любом участке вмятины или выпучины, мм. Резкие перегибы и складки не допускаются.
- местные отклонения от проектной формы в зонах радиальных монтажных сварных швов кольца окраек (угловатость): ±3 мм (измерения проводят шаблоном на базе 200 мм).
- Подъем окрайки в зоне сопряжения с центральной частью днища определяется по формуле:
- fa ≤0,03L для днищ диаметром 12-25 м;
- fa ≤0,04L для днищ диаметром свыше 25 м,
где fa — высота подъема окрайки, мм, L — ширина окрайки, мм.
- Отметка наружного контура днища:
| При пустом резервуаре: | диаметр резервуара | |||
| до 12 м | 12-25 м | 25-40 м | свыше 40 м | |
| Разность отметок соседних точек на расстоянии 6 м по периметру | 10 мм | 15 мм | 15 мм | 20 мм |
| Разность отметок любых других точек | 20 мм | 25 мм | 30 мм | 40 мм |
| При заполненном водой резервуаре: | диаметр резервуара | |||
| до 12 м | 12-25 м | 25-40 м | свыше 40 м | |
| Разность отметок соседних точек на расстоянии 6 м по периметру | 10 мм | 15 мм | 15 мм | 20 мм |
| Разность отметок любых других точек | 20 мм | 25 мм | 30 мм | 40 мм
|
4.
 4. Антикоррозийная обработка днища:
4. Антикоррозийная обработка днища:После тщательной очистки до блеска нижней поверхности днища металлическими щетками, либо его абразивоструйной обработки, на него в холодном состояние накладывают грунтовку — тонкий слой праймера (раствора стеаринового гудрона в бензоле или битума в бензине) для защиты резервуара.
После высыхания праймера днище покрывают двумя слоями горячего битума с добавлением наполнителя, подобно тому, как это делается при изоляции трубопроводов.
Для покрытия всей поверхности днища клетки переставляют с места на место.
Монтаж резервуаров РВС РГС | Днищ и стенок
Монтаж резервуаров
До недавнего времени резервуары собирали из отдельных стальных листов в виде вальцованных на заводе по проектному радиусу элементов. Сварка на монтаже производилась вручную, что не способствовало качеству соединений. Так же большой объем работ производился на открытом воздухе и зависел от времени года и метеорологических условий.
Так же большой объем работ производился на открытом воздухе и зависел от времени года и метеорологических условий.
В настоящее время наибольшее распространение получили стальные вертикальные цилиндрические резервуары (РВС) изготавливаемые рулонируемым способом. Это означает что основные элементы (днище, стенка и покрытие) собираются на заводе в полотнище из листов, а затем автоматической сваркой свариваются и сворачиваются в рулон, габарит которого удобен для транспортировки. Намотка полотна осуществляется на каркас, в качестве которого может служить каркас шахтной лестницы. У того способа есть ограничения, так по ГОСТ 31385-2016 «Резервуары вертикальные стальные для нефти и нефтепродуктов» стенки и днища резервуаров всех типов объемом 10000 м3 и более должны изготовляться и монтироваться методом полистовой сборки. Также толстые листы (более 14мм) при сворачивании в рулон приобретают большие остаточные деформации, что затрудняет или даже делает невозможным монтаж рулонируемым способом. В таком случае резервуар монтируют полистовым методом.
В таком случае резервуар монтируют полистовым методом.
Несмотря на сложности производства и монтаж рулонных конструкций, этот метод строительства резервуаров является экономически более эффективным, в сравнении с полистовой сборкой. Рулонирование является индустриальным методом. Его применение позволяет совершать меньше сварочных операций на площадке и механизировать их, сократить количество монтажных приспособлений, трудоемкость сооружения резервуарных конструкций, сроки строительства, повысить производительность труда.
Подготовительные работы. Приемка основания. Площадка строительства
До начала строительства резервуара производят приемку основания под резервуар. При приемке основания проверяют его соответствие проекту, разбивку осей, состояние гидроизоляционного слоя, горизонтальность поверхности. Предельные отклонения геометрии основания и фундамента не должны превышать требования ГОСТ 31385-2016 табл. 23.
Монтажную площадку следует оснастить: средствами пожаротушения; водой для технических нужд; электричеством для работы ручного механизированного, сварочного и др. оборудования, работы кранов, механизмов, освещения зоны монтажа. Также, если нет дорог до места строительства для доставки металлоконструкций, то должны быть выполнены работы по устройству временных подъездных путей и установлены бытовки и сооружения для работы персонала задействованного в монтаже, определенно место складирования для сборки и хранения металлоконструкций. Площадку вокруг основания необходимо уплотнить для работы тяжелой техники и каких-либо механизмов.
оборудования, работы кранов, механизмов, освещения зоны монтажа. Также, если нет дорог до места строительства для доставки металлоконструкций, то должны быть выполнены работы по устройству временных подъездных путей и установлены бытовки и сооружения для работы персонала задействованного в монтаже, определенно место складирования для сборки и хранения металлоконструкций. Площадку вокруг основания необходимо уплотнить для работы тяжелой техники и каких-либо механизмов.
ООО ПО «ВЗРК» выполняет качественный и оперативный ремонт резервуаров на Ваших объектах, подробнее здесь, а также проводит мероприятия по упреждению возникновения коррозии различных видов.
Монтаж резервуаров для нефтепродуктов
Современные хранилища нефти и нефтепродуктов состоят из резервуаров различной ёмкости, которые располагаются в подземном или надземном положении. Требования к хранению нефтепродуктов, их физико-химические свойства диктуют свои нормы и ограничения при проведении работ на площадке хранилища.
- Начальный этап работ
Перед началом монтажных работ необходима разработка ППР — плана проведения робот. Это связано, в том числе, с обязательным исполнением норм, предписанных к соблюдению на опасных объектах. Практически все нефтепродукты характеризуются пожарной и взрывной опасностью различных категорий. Поэтому и нефтехранилища относятся к одной из категорий опасных технологических объектов. Любые действия и операции на таких объектах жёстко регламентируются нормативами и законодательными актами. Неисполнение существующих требований на опасных объектах влечёт административную, а в ряде случаев уголовную ответственность лиц, виновных в нарушениях.
ППР учитывает не только меры безопасности. В плане отражаются все виды выполняемых работ и операций, необходимые инструменты и материалы, трудозатраты и временные ресурсы. Поэтому грамотно составленный проект работ всегда позволяет качественно выполнить требуемый объём работ с минимальными затратами средств и времени.
- Подготовительные работы
ППР учитывает и подготовительные работы, а также описывает требования к подготовительному этапу. Проведение подготовительных работ часто экономит время непосредственного монтажа. Это важный параметр, так как в период монтажных работ часто приходится прекращать другие операции нормальной эксплуатации нефтехранилища.
Подготовительные работы включают в себя и меры безопасности, мероприятия по обеспечению контроля, другие обязательные требования, относящиеся к выполнению монтажных работ на опасных объектах.
От качества и полноты подготовительных работ зависит не продолжительность монтажных операций и качество результатов, но и безопасность основных мероприятий по монтажу и обвязке резервуаров для хранения нефтепродуктов.
- Выполнение монтажных работ на производственной площадке
Все работы на производственной площадке выполняются только квалифицированным персоналом, имеющим соответствующую специальную подготовку. Монтажники оснащены специальным инструментом, средствами механизации и защиты.
Монтажники оснащены специальным инструментом, средствами механизации и защиты.
Для выполнения монтажных работ применяются технические средства, строительная техника, инструменты. При проведении работ на опасных объектах все применяемые средства и механизмы должны соответствовать нормируемым параметрам и характеристикам. В соответствии с ППР огневые работы и другие виды операций, связанные с возможностью возгораний или искрения оформляются специальными допусками. Перед выполнением работ проводится анализ воздуха на наличие взрывоопасных компонентов.
При проведении строительно-монтажных работ и обвязке резервуаров для нефтепродуктов особое внимание уделяется контролю качества. Существенную роль играют методы непрерывного контроля сварных соединений, контроль за выполнением предписанных норм, наблюдение за отклонениями от проектной и конструкторской документации. От соблюдения технических и нормативных требований зависит эффективность и срок дальнейшей эксплуатации промышленного парка нефтепродуктов.
Монтаж днища
В зависимости от диаметра резервуара днище на площадку строительства может доставляться в виде одного и более элемента. Части днища наматывают как на один общий рулон, так и вместе со стенкой или настилом покрытия.
В случае если днище имеет кольцевые окрайки то монтаж начинают с них. Листы окраек располагают на основание с учетом осей резервуара контролируя размеры с помощью разметочного приспособления согласно проекта КМ, КМД и ППР. После сборки и контроля основных параметров (отсутствие хлопунов, соответствие зазоров, горизонтальность) проваривают радиальные стыки получившегося кольца.
Рулон с центральной частью днища разворачивают непосредственно на основание и затем перемещают полотнище в проектное положение с помощью тяговых механизмов или трактора. Допускается разворачивать полотно вне основания. Если на периферийных участках днища наблюдаются деформации, то их необходимо выправить
Когда все элементы займут свои положения производят сварку полотнищ между собой и кольцевыми окрайками. Во время монтажа днища необходимо следить за сохранностью формы основания и гидрофобного слоя от воздействия монтажных нагрузок.
Во время монтажа днища необходимо следить за сохранностью формы основания и гидрофобного слоя от воздействия монтажных нагрузок.
При полистовом методе порядок сборки и сварки аналогичен монтажу из рулонных заготовок. Листы центральной части укладывают от центра к периферии с нахлестом согласно проекта КМ. Для того чтобы выдержать правильную геометрию используют специальные монтажные приспособления, предусмотренные ППР.
По завершению сварки, на днище наносят разметку для дальнейшего монтажа стенки. В центре приваривают шайбу и размечают оси, положение осей монтажных стыков, место начального щита покрытия, места приварки приспособлений, ограничительных уголков и т.д.
Монтаж стенки
Рулон стенки поднимают краном в вертикальное положение с опиранием на шарнир. Поднятый рулон должен занять положение из которого производят развертывание. Рулон можно поднять и без опорного шарнира — с помощью двух кранов. Технология подъема должна исключить нагрузки на стенку способные ее деформировать. После подъема стенки в центре устанавливают и приваривают с помощью специальных упоров монтажную стойку, на которую в последующем будут опираться щиты покрытия при монтаже.
После подъема стенки в центре устанавливают и приваривают с помощью специальных упоров монтажную стойку, на которую в последующем будут опираться щиты покрытия при монтаже.
Развертывание рулона производят канатом при помощи трактора через монтажные приспособления, закрепленные на стенки. Необходимо следить чтобы крепление скобы не работало на изгиб. По мере разворота стенку прижимают к предварительно приваренным ограничительным уголкам через 250-300мм и прихватывают ее к днищу. В районе монтажного стыка уголки на расстоянии около 3м в обе стороны приваривают после формообразования концов стенки. Для предотвращения потери устойчивости от воздействия ветровых нагрузок стенку закрепляют с помощью расчалок или щитов покрытия. Рулоны высотой 18м разворачивают участками не более 2м.
Когда разворот рулона завершен приступают к формообразованию концов полотнищ. Как правило при толщине стенки более 8мм концы полотнищ имеют остаточные деформации, которые необходимо снять путем принудительного придания проектного радиуса специальными приспособлениями. После того как конец полотнища займет положение близкое к проектному нахлест срезают и собираю монтажный стык путем сварки с использованием приспособлений, которые по завершению процесса монтажа снимаются.
После того как конец полотнища займет положение близкое к проектному нахлест срезают и собираю монтажный стык путем сварки с использованием приспособлений, которые по завершению процесса монтажа снимаются.
При полистовой сборке листы соединяют между собой монтажными приспособлениями. Эти приспособления помимо закрепления листов должны обеспечивать необходимые зазоры между кромками как по горизонтали, так и по вертикали. По мере монтажа необходимо контролировать совпадения кромок и зазоров, а также геометрическую форму стенки каждого пояса. В процессе монтажа следует строго соблюдать предусмотренную ППР очередность сборки листов особенно первого пояса стенки резервуара. Для предотвращения развальцовки и деформации листы следует хранить в специальных кондукторах.
Когда из-за транспортных или производственных мощностей нет возможности свернуть рулон равного высоте стенки применяют комбинированную сборку, когда нижняя часть монтируется в виде полотна, а верхние пояса собираются полистовым способом.
Монтаж опорных колец и колец жесткости
Кольца жесткости служат для придания прочности и устойчивости резервуара, а также для получения необходимой геометрии стенки при монтаже. Верхнее ветровое кольцо может использоваться в качестве площадки обслуживания.
Элементы колец монтируют по мере разворота. Стенку в месте крепления кольца расчалками выводят в проектное положение, сверяют кривизну по отметки наружного диаметра размеченной на днище и затем приваривают. После установки последующей части, перед сваркой их между собой, проверяют отклонение стенки строительным теодолитом или по отвесам. Допускается монтаж укрупненными блоками при помощи крана. При монтаже промежуточных колец по высоте стенки, их установка должна опережать установку верхнего кольца на 5-7м. При монтаже колец рекомендуется применять вертикальные самоходные подъемники.
Монтаж покрытия
Монтаж крыши зависит от конструкции крыши: каркасная коническая, коническая оболочка, сферическая или щитовая.
В случае использования монтажной стойки перед началом монтаж начального щита проверяют ее вертикальность. Щиты устанавливают по мере разворота стенки. Щит опускают вершиной на центральную стойку, закрепляют болтами и затем опускают на стенку резервуара. Сферические щиты предварительно свариваю из частей на земле в оправках и лишь затем монтируют.
Покрытие типа коническая оболочка собирают на днище до установки стенки. На покрытие приваривают сразу все металлоконструкции типа патрубков, площадок обслуживания, ограждения. Затем собранную крышу убирают в сторону, разворачивают стенку и после этого готовое покрытие через обвязочный уголок устанавливают на стенку.
При разработке технологии сборки покрытия следует учитывать монтажные нагрузки на крышу и ее конструкций. Необходимо устанавливать временные связи, препятствующие возникновению перекоса и деформаций монтируемых элементов.
Монтаж вспомогательных металлоконструкций и оборудования
Заключительным, но не менее важным этапом является монтаж металлоконструкций: ограждений, патрубков, лестниц, креплений теплоизоляции, молниеприемников, средств пожаротушения и т. д.
д.
Для доступа во внутрь резервуара как правило устанавливаются люки-лазы с условным проходом 600мм, 800мм и овальные 600х900мм. Установка люков и патрубков осуществляется через усиливающие накладки, снабженные отверстием для проверки герметичности. Люки и все металлоконструкции следует выполнять с учетом требования по допустимым расстояниям между сварными швами.
Для предотвращения возникновения нештатной ситуации, резервуары рекомендуется оснащать:
— дыхательной аппаратурой, которая регулирует внутреннее давление и вакуум;
— приборами КИП и автоматикой;
— устройствами пожарной безопасности и водяного охлаждения;
— устройствами молниезащиты и защиты от статического электричества.
Контроль качества сборки и сварочные работы
Методы сборки и сварки металлоконструкций должны обеспечивать требуемые геометрические параметры, предусмотренные проектом КМ. В процессе монтажа оформляется исполнительная документация со схемами фактических замеров. После проверки мастером правильности сборки всех элементов приступают к их сварке. Режимы, тип сварки и материала, последовательность работ должны соответствовать ППР. На монтаже следует применять преимущественно механизированные способы сварки. После удаления монтажных приспособлений места их приварки должны быть зачищены.
После проверки мастером правильности сборки всех элементов приступают к их сварке. Режимы, тип сварки и материала, последовательность работ должны соответствовать ППР. На монтаже следует применять преимущественно механизированные способы сварки. После удаления монтажных приспособлений места их приварки должны быть зачищены.
Методы и способы контроля сварных соединений при возведении резервуара зависят от
— способа монтажа;
— класса опасности;
— примененных способов сварки.
Различают следующие методы контроля:
— гидравлические и пневматические прочностные испытания;
— контроль герметичности с использованием проб «мел-керосин», проникающими веществами, созданием избыточного давления воздуха;
— физические методы — для обнаружения скрытых пор, трещин, непроваров: радиографический контроль (РК) или ультразвуковой контроль (УЗК), а для контроля наличия поверхностных дефектов -магнитопорошковый контроль или цветная дефектоскопия;
— визуальный и измерительный контроль (ВИК) 100% сварных соединений;
— механические испытания сварных соединений.
Испытание резервуаров на прочность и плотность проводят путем налива воды до проектной отметки с выдержкой не мене 24ч. После проведения гидроиспытания проверяют осадку основания.
Безопасность эксплуатации резервуара зависит как от выбранных способов контроля смонтированных конструкций, так и от его регулярного диагностирования
Монтаж РГС
Горизонтальные резервуары как правило полностью свариваются в цехе на производстве и поставляются на объект в готовом виде. Монтаж надземного резервуара заключатся в установке бочки на седловые опоры с ложементами. Установку резервуаров подземного расположения выполняют на песчаную подушку или на бетонное основание с анкеровкой в случае если грунт водонасыщенный. В отдельных случаях на монтаже вваривают патрубки, выходящие за транспортные габариты. При монтаже группы резервуаров так же может понадобится установить переходные площадки. После монтажа и завершении всех сварочных работ на РГС проводят контроль герметичности либо гидро- либо пневмоиспытанием. Если в ходе испытаний на резервуаре на появились течи, отпотины, признаки разрыва и на манометре не упало давление то результат испытания считают удовлетворительным.
Если в ходе испытаний на резервуаре на появились течи, отпотины, признаки разрыва и на манометре не упало давление то результат испытания считают удовлетворительным.
Смотрите также:
Изготовление вертикальных цилиндрических резервуаров методом рулонирования
При изготовлении емкостей и сооружений большого размера из листового проката целесообразно основной объем работ выполнять на заводе-изготовителе. Для этого каждую конструкцию расчленяют так, чтобы отправочные элементы имели возможно большие размеры, но в пределах габарита железнодорожного подвижного состава. С целью увеличения размеров отправочных элементов толщиной до 16-18 мм в 1948 году в СССР был разработан метод рулонирования, получивший весьма широкое применение. Узлы конструкций в виде полотнищ большого размера собирают, сваривают и сворачивают в рулон на специальных установках. Схема такой установки показана на рис.1.
Рис. 1 Схема двухъярусного стенда
а – схема стенда; б – схема движения полотнища
Необходимость сварки с двух сторон предопределяет наличие двух ярусов 1 и 2, а также поворотного кружала 3 для передачи полотнища с одного яруса на другой с поворотом на 180⁰. Перемещение полотнища и его сворачивание обеспечиваются рабочим кружалом 4. На ярусах 1 и 2 располагают четыре рабочих участка: сборки, сварки с одной стороны, сварки с другой стороны, контроля и исправления дефектов. Сворачивание рулона производят после завершения работ на каждом из участков. При этом полотнище наворачивают на вспомогательный элемент, закрепляемый в рабочем кружале. Размеры полотнища определяют из условия рационального членения конструкции. Например, боковые стенке вертикальных цилиндрических резервуаров выполняют из одного, двух или более полотнищ в зависимости от размера емкости, с тем, чтобы масса рулона не превышала 40-65 т. Ширина полотнища соответствует высоте боковой стенки резервуара, т.е. составляет 12-18 м. Такова и ширина двухъярусной установки для сборки, сварки и сворачивания полотнищ. Днища резервуаров и газгольдеров, диаметр которых превышает 12 м, приходится выполнять из нескольких полотнищ. Если масса каждого из этих полотнищ невелика, то они сворачиваются в один рулон.
Перемещение полотнища и его сворачивание обеспечиваются рабочим кружалом 4. На ярусах 1 и 2 располагают четыре рабочих участка: сборки, сварки с одной стороны, сварки с другой стороны, контроля и исправления дефектов. Сворачивание рулона производят после завершения работ на каждом из участков. При этом полотнище наворачивают на вспомогательный элемент, закрепляемый в рабочем кружале. Размеры полотнища определяют из условия рационального членения конструкции. Например, боковые стенке вертикальных цилиндрических резервуаров выполняют из одного, двух или более полотнищ в зависимости от размера емкости, с тем, чтобы масса рулона не превышала 40-65 т. Ширина полотнища соответствует высоте боковой стенки резервуара, т.е. составляет 12-18 м. Такова и ширина двухъярусной установки для сборки, сварки и сворачивания полотнищ. Днища резервуаров и газгольдеров, диаметр которых превышает 12 м, приходится выполнять из нескольких полотнищ. Если масса каждого из этих полотнищ невелика, то они сворачиваются в один рулон. Боковые стенки листовых конструкций башенного типа также выполняют из нескольких полотнищ, каждое их которых имеет длину, равную периметру боковой стенки. Ширина рулона в этом случае соответствует высоте монтажного блока и выбирается по грузоподъемности кранового оборудования на монтаже.
Боковые стенки листовых конструкций башенного типа также выполняют из нескольких полотнищ, каждое их которых имеет длину, равную периметру боковой стенки. Ширина рулона в этом случае соответствует высоте монтажного блока и выбирается по грузоподъемности кранового оборудования на монтаже.
Расположение листов в полотнище, их толщина и типы соединений определяются как конструктивными, так и технологическими соображениями. Листы толщиной 7-8 мм и более собирают и сваривают стыковыми соединениями, а более тонкие – нахлесточными. Это объясняется тем, что тонкие листы проще собирать и сваривать, причем сворачивание такой нахлестки затруднений не вызывает. При толщине листов более 7-8 мм нахлестка приобретает заметную жесткость и неудобна для сворачивания. Напротив, стыковое соединение листов такой толщины оказывается приемлемым как с позиции сборки и сварки под флюсом, так и с позиции последующего сворачивания в рулон. Из этих же соображений все соединения листов полотнищ днища нахлесточные, а листов полотнищ конструкций башенного типа – стыковые.
Рис. 2 Схемы расположения листов корпуса резервуара вместимостью 5000 м³
а – с совмещенными стыками нижних поясов; б–с раздвинутыми стыками нижних поясов
Последовательность сборки, сварки и сворачивания полотнища рассмотрим на примере изготовления рулона боковой стенки резервуара вместимостью 5000 м³. Два варианта расположения листов в таком полотнище показаны на рис.2. Подготовка листов начинается с правки на многовалковых правильных вальцах. Для сварки стыковых соединений продольные кромки листов подвергаются обработке на кромкострогальном станке пакетом. Торцовые кромки как для стыковых, так и для нахлесточных соединений обрезают на гильотинных ножницах. На сборочном участке двухъярусной установки одновременно собирают для картины (рис.3). Листы раскладывают в определенной последовательности. Пояс I кромкой прижимается к упорным роликам стенда, II – вплотную к нему, затем III. Плотная сборка закрепляется прихватками. Листы, собираемые нахлесточными соединениями, имеют риски, совмещаемые с рисками продольных осей поясов на настиле стенда. Сборка второго и последующего полотнищ производится непрерывной лентой, для чего между последней картиной предыдущего полотнища и первой картиной последующего устанавливают соединительные планки а.
Сборка второго и последующего полотнищ производится непрерывной лентой, для чего между последней картиной предыдущего полотнища и первой картиной последующего устанавливают соединительные планки а.
Рис. 3 Схема сборки первой и второй картин полотнища:
1, 2, 3, … — последовательность сборки листов
Сварка под флюсом осуществляется сварочными тракторами. Целесообразно использование расщепленного электрода, позволяющего производить сварку с местным зазором 2-3 мм. Поперечные швы начинаются и заканчиваются на основном металле примыкающих листов. У крайних поясов конец этих швов делают на выводных планках.
Наворачивание полотнища производят на каркас, используемый в дальнейшем в качестве конструктивного элемента, например, на шахтную лестницу, опорную стойку или монтажную мачту.
Применение метода рулонирования при изготовлении полотнищ большого размера потребовало усовершенствования двухъярусных стендов в направлении более полной механизации сборки и сварки и соответствующего более технологичного расположения сварных соединений полотнища. Все соединения таких полотнищ – стыковые, их расположение и последовательность сварки показаны на рис.4. В каждом цикле свариваются поперечное (вертикальное) и все продольные соединения одной секции. При этом поперечный шов закрепляет в нужном положении листы секции III, собранной без прихваток. Продольные соединения сваривают от середины секции II до середины секции I. Кромки листов подвергают механической обработке с допуском на длину и ширину .
Все соединения таких полотнищ – стыковые, их расположение и последовательность сварки показаны на рис.4. В каждом цикле свариваются поперечное (вертикальное) и все продольные соединения одной секции. При этом поперечный шов закрепляет в нужном положении листы секции III, собранной без прихваток. Продольные соединения сваривают от середины секции II до середины секции I. Кромки листов подвергают механической обработке с допуском на длину и ширину .
Рис. 4 Последовательность сварки швов:
1 – ранее сваренные соединения; 2 – свариваемые соединения
Листы в контейнерах 1 подают на верхний ярус стенда, схема работы которого показана на рис.5. На место сборки их необходимо подавать сразу для всех поясов за один ход транспортирующей самоходной кран-балки 3, несущей траверсы с магнитными или вакуумными захватами. Для этого контейнеры 1 с листами разных поясов располагают как можно ближе друг другу, с тем, чтобы сократить последующее поперечное перемещение листов при сборке. Шаговое перемещение ранее собранной части полотнища механизм сворачивания задает достаточно грубо. Для того, чтобы кромка полотнища 5 оказалась над медной подкладкой 8, всю систему верхних ферм 7 с клавишными зажимами 6 и нижней фермой, несущей медную подкладку 8, приходится перемещать до совмещения оси прокладки с положением кромки полотнища.
Шаговое перемещение ранее собранной части полотнища механизм сворачивания задает достаточно грубо. Для того, чтобы кромка полотнища 5 оказалась над медной подкладкой 8, всю систему верхних ферм 7 с клавишными зажимами 6 и нижней фермой, несущей медную подкладку 8, приходится перемещать до совмещения оси прокладки с положением кромки полотнища.
Рис. 5 Схема расположения механизмов, обеспечивающих сборку секции и сварку поперечного шва
Поданные на место сборки листы с помощью толкателя 9 надо сдвинуть в продольном направлении до упора в кромку ранее собранного полотнища 5, прижатую клавишными прижимами 6 к медной подкладке 8.
Продольная подача листов должна предшествовать поперечной для предотвращения образования нахлестки. Когда короткие кромки листов окажутся под улавливателями 2 и 4, ограничивающими их поднятие над настилом, можно совершать подачу и в поперечном направлении. Последовательность перемещений листов показана на рис.6.
Рис. 6 Схема механизированной сборки крупногабаритных полотнищ без прихваток
а – листы секции перед сборкой; б – сборка секции; в – сборка секции с полотнищем;
1 – контейнеры с листами; 2 – продольный толкатель; 3 – листы; 4, 7 — поперечные толкатели; 5 – верхняя часть продольной тележки; 6 – полотнище; 8 – ограничители вертикального перемещения листов.
Стрелками показано направление перемещения полотнища
Боковые толкатели 4 и 7 сдвигают листы в поперечном направлении до упора друг в друга (рис.6, б). Один из толкателей имеет ограниченный ход до упора, что необходимо для фиксации положения нижней кромки листов, второй переставляется по количеству собираемых листов, т.е. в зависимости от ширины полотнища. При дальнейшем продольном продвижении листов (рис.6, в) подвижная балка заднего толкателя 2 обеспечивает перемещение секции к ранее сваренному участку полотнища. После зажатия второй кромки поперечного стыка его сваривают под флюсом. Первая дуга образуется одним электродом, совершающим колебания поперек стыка, вторая дуга – двумя расщепленными электродами. Сварку ведут в направлении от более толстых листов ктонким, изменяя режим отключением одной из дуг при непрерывном движении аппарата по всей длине стыка. За время сборки и сварки поперечного стыка одновременно сваривают все продольные швы. Для этого подвижную балку, несущую направляющие двух сварочных головок и зажимные устройства, последовательно устанавливают над каждой парой продольных швов, прижимают кромки к медной подкладке и осуществляют сварку. На нижнем ярусе сварка стыков с обратной стороны выполняется в той же последовательности, но без прижимных устройств.
Первая дуга образуется одним электродом, совершающим колебания поперек стыка, вторая дуга – двумя расщепленными электродами. Сварку ведут в направлении от более толстых листов ктонким, изменяя режим отключением одной из дуг при непрерывном движении аппарата по всей длине стыка. За время сборки и сварки поперечного стыка одновременно сваривают все продольные швы. Для этого подвижную балку, несущую направляющие двух сварочных головок и зажимные устройства, последовательно устанавливают над каждой парой продольных швов, прижимают кромки к медной подкладке и осуществляют сварку. На нижнем ярусе сварка стыков с обратной стороны выполняется в той же последовательности, но без прижимных устройств.
Монтаж вертикальных цилиндрических резервуаров из рулонированных элементов выполняют следующим образом. Рулон элементов днища укладывают на подготовленное основание резервуара и раскатывают в последовательности, определяемой расположением элементов в рулоне. Выполняют односторонние нахлесточные соединения полотнищ между собой сварочным трактором под слоем флюса.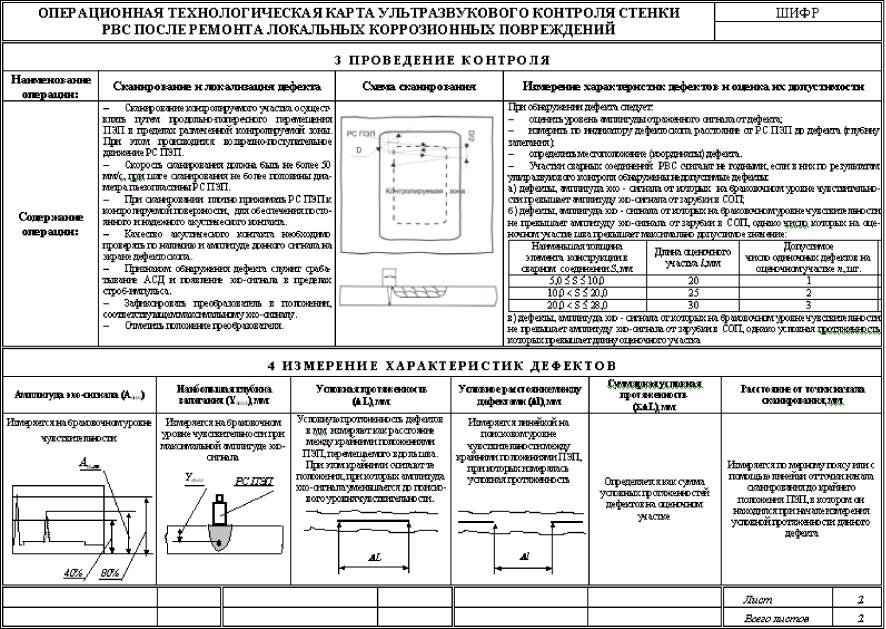 Затем у края днища на подкладной лист (для лучшего скольжения рулона по днищу при разворачивании) ставят рулон боковой стенки резервуара. Рулон разворачивают лебедкой или трактором с помощью троса. По мере разворота нижняя кромка рулона прижимается к упорам 4 (рис.7) и прихватывается, крепление троса (детали 1, 2, 3) переставляется.
Затем у края днища на подкладной лист (для лучшего скольжения рулона по днищу при разворачивании) ставят рулон боковой стенки резервуара. Рулон разворачивают лебедкой или трактором с помощью троса. По мере разворота нижняя кромка рулона прижимается к упорам 4 (рис.7) и прихватывается, крепление троса (детали 1, 2, 3) переставляется.
Рис. 7 Крепление троса на рулоне при его разворачивании
Верхнюю кромку развернутой части боковой стенки закрепляют установкой элементов щитовой кровли или (в резервуарах с плавающей крышей) расчалками и последующим монтажом кольцевой площадки. После этого заваривают монтажный стык боковой стенки. Так как кольцевой шов, соединяющий боковую стенку с днищем, выполняется при полностью заваренном днище, то возможно вспучивание днища вследствие потери устойчивости. При изготовлении резервуаров большой вместимости (10 000 м³ и более) для предотвращения таких деформаций в виде рулона можно изготовлять только центральную часть днища 1, 2, 3, а окрайки 4 сваривать между собой при монтаже из отдельных листов, присоединяя их к днищу на прихватках (рис 8, а). После завершения установки, разворачивания и приварки боковой стенки к окрайкам эти прихватки удаляют, хлопуны выправляют путем сдвига листов в нахлестке и только тогда швы между центральной частью днища и окрайками заваривают окончательно. Недостатком подобного раскроя днищ является большая длина монтажных швов и увеличение числа монтажных элементов. Лучше применять раскрой днищ, показанный на рис.8, б, где утолщенные окрайки 5 привариваются на заводе при изготовлении полотнища.
После завершения установки, разворачивания и приварки боковой стенки к окрайкам эти прихватки удаляют, хлопуны выправляют путем сдвига листов в нахлестке и только тогда швы между центральной частью днища и окрайками заваривают окончательно. Недостатком подобного раскроя днищ является большая длина монтажных швов и увеличение числа монтажных элементов. Лучше применять раскрой днищ, показанный на рис.8, б, где утолщенные окрайки 5 привариваются на заводе при изготовлении полотнища.
Рис. 8 Схема раскроя днищ резервуара вместимостью 10 000 м³
а – с отдельными сегментами; б – с окрайками, приваренными на заводе
1.5 Техническая документация на резервуары. Расчет потерь нефтепродукта
Похожие главы из других работ:
Водяной насос
7. Конструкторско-техническая и технологическая документация применяемая в технологическом процессе
1. Журнал цеха с регистрацией всего оборудования проходящего через цех. 2. Журнал замеров деталей и узлов. 3. Журнал дефектоскопии с регистрацией номера и результатов дефектоскопии. 4. Технологические карты на ремонт водяных насосов. 5…
2. Журнал замеров деталей и узлов. 3. Журнал дефектоскопии с регистрацией номера и результатов дефектоскопии. 4. Технологические карты на ремонт водяных насосов. 5…
Методы и средства снижения потерь нефти и нефтепродуктов
2.2 Резервуары с металлическими и синтетическими понтонами
Понтон состоит из металлических поплавков, выполненных в виде коробов — сегментов. Синтетические понтоны практически непотопляемы вследствие отсутствия полых поплавков, могут легко быть смонтированы как во вновь строящихся…
Методы и средства снижения потерь нефти и нефтепродуктов
2.3 Резервуары с плавающей крышей
В отличие от резервуара с понтоном в резервуаре с плавающей крышей отсутствует кровля (рис.5). Существуют резервуары емкостью 3000, 10000, 50000 м3 с плавающими крышами…
Методы и средства снижения потерь нефти и нефтепродуктов
2.4 Резервуары повышенного давления
К резервуарам повышенного давления относятся каплевидные и сферические емкости типа ДИСИ и др. ..
..
Методы и средства снижения потерь нефти и нефтепродуктов
2.5 Резервуары с эластичными полимерными оболочками (ПЭО)
Поиск способов исключения потерь от испарения ЛВЖ при их хранении ведет к разработке конструкции резервуаров с эластичными полимерными оболочками (ПЭО). Эта конструкция вообще исключает потери продукта от испарения…
Механизированное хранение продуктов на предприятиях мясной и молочной промышленности
4.1 Резервуары для хранения молока типа В2-ОМВ-2,5
Резервуары для хранения молока типа В2-ОМВ-2,5 предназначены для хранения охлажденного молока на предприятиях молочной промышленности. Устройство…
Проектирование технологического процесса изготовления сюртука женского из тонкосуконной ткани
1.2 Нормативно — техническая документация
Непременным условием улучшения качества швейных изделий и повышения производительности труда является внедрение стандартов как основы промышленного производства одежды. В швейной промышленности в зависимости от сферы действия…
В швейной промышленности в зависимости от сферы действия…
Разработка повседневной женской обуви зимнего сезона
3.2 Техническая документация
Технологическое описание обуви: Вид обуви: Сапоги Половозрастная группа: женская Размер: 255 Полнота: 6 Назначение и сезон: повседневная обувь зимнего сезона Метод крепления низа обуви: клеевой Высота приподнятости пяточной части колодки — 25…
Разработка технологической документации на процесс изготовления одежды в массовом производстве
3. Нормативно-техническая документация на изделие
Таблица 5 — Характеристика нормативно-технической документации Номер и наименование документации Краткое содержание Область применения «Отраслевые поэлементные нормативы времени по видам работ и оборудования при пошиве верхней…
Расчет потерь нефтепродукта
1. Резервуары нефтебаз и перекачивающих станций
…
Реконструкция нефтебазы в Михайловском районе Приморского края
3.
 2 Перекачка нефтепродуктов в резервуары
2 Перекачка нефтепродуктов в резервуары…
Сварка чугуна
Резервуары. Их назначение и типы.
Используемые в системах водоснабжения резервуары различают не только по функциональному назначению и по высоте размещения (напорные и безнапорные, подземные и наземные), но и по форме в плане (круглые, прямоугольные)…
Свинина прессованная
1. Нормативно-техническая документация производства пищевых продуктов
Проблема обеспечения человечества продовольствием в будущем не только не потеряет своего первоначального значения, но и приобретет еще большую остроту, конечно, если человечество не уничтожит себя…
Современная нефтебаза
5. Резервуары нефтебаз
Только на крупных нефтебазах резервуарные парки соизмеримы с аналогичными объектами магистральных трубопроводов. В подавляющем же большинстве их суммарный объем не превышает нескольких десятков тысяч кубометров…
Стандартизация и сертификация лекарственных средств
Нормативно-техническая документация, регламентирующая качество лекарственных средств
В мировой практике одним из важнейших документов, определяющим требования к производству и контролю качества лекарственных средств для человека и животных. ..
..
Люки-лазы ЛЛ для резервуаров на заказ Екатеринбург
Люки-лазы ЛЛ для резервуаров предназначены для организации бесперебойного доступа обслуживающего персонала внутрь емкости, для выполнения различных технологических операций и манипуляций.
Изделия чаще всего устанавливают на верхнюю стенку резервуара, при этом, проведение сварочных работ обязательно, это необходимо для надежного и герметичного монтажа. Люки лазы ЛЛ для резервуаров могут иметь как круглую, так и овальную форму, с диаметром условного прохода от 500 до 1200 мм.
Все изделия данной серии оснащены специальной прокладкой, для безупречной герметизации наполненного резервуара.
Схема люка-лаза ЛЛ круглого
Схема люка-лаза ЛЛ овального
Технические характеристики люков-лазов овальных | ||
| Параметры / Наименование | Люк-лаз ЛЛ-600/900 | Люк-лаз ЛЛ-900/1200 |
| Диаметр условного прохода, мм | 600/900 | 900/1200 |
| Длина, мм | 1058 | 1400 |
| Ширина, мм | 755 | 1100 |
| Высота, мм | 440 | 440 |
| Масса, кг | 290 | 380 |
| Размеры усиливающей накладки, мм | 1800х1300 | 2300х2000 |
| Технические характеристики люков-лазов круглых | |||
| Параметры / Наименование | Люк-лаз ЛЛ-500 | Люк-лаз ЛЛ-600 | Люк-лаз ЛЛ-800 |
| Диаметр условного прохода, мм | 500 | 600 | 800 |
| Диаметр наружный, мм | 640 | 755 | 975 |
| Высота, мм | 440 | ||
| Масса, кг | 165 | 210 | 424 |
| Размеры усиливающей накладки, мм | 1260 | 1640 | |
Проектирование и строительство больших сварных резервуаров низкого давления
% PDF-1. 6
%
2 0 obj
>
endobj
1163 0 объект
> / Шрифт >>> / Поля 1322 0 R >>
endobj
1164 0 объект
> поток
application / pdf
6
%
2 0 obj
>
endobj
1163 0 объект
> / Шрифт >>> / Поля 1322 0 R >>
endobj
1164 0 объект
> поток
application / pdf
 aFw˙KSz O ‘% a`C`Z «WfP» «;
E 豮 Xô-yqM Nd) švB ڨ (z $ γn4Inu [$ B 7O’QN:; 4
3_Q @ .jGG8 (M «GK ߕ U / Tт * VZuvUV = 4tLk̚EN {g
aFw˙KSz O ‘% a`C`Z «WfP» «;
E 豮 Xô-yqM Nd) švB ڨ (z $ γn4Inu [$ B 7O’QN:; 4
3_Q @ .jGG8 (M «GK ߕ U / Tт * VZuvUV = 4tLk̚EN {gСварка, резка и пайка, нормативные положения, анализ — Safety.BLR.com
ОБЗОРЭтот анализ охватывает требования безопасности при сварке, резке и пайке на рабочих местах в промышленности и строительстве. Такие операции также известны как «горячие работы». Правила ОБЩЕЙ ПРОМЫШЛЕННОСТИ рассматриваются в первой половине этого анализа. Прокрутите вниз до раздела СТРОИТЕЛЬНАЯ СВАРКА И РЕЗКА — ОБЗОР, чтобы узнать о требованиях к рабочему месту на стройке.
Сварка, резка и пайка являются опасными видами деятельности, которые представляют собой уникальное сочетание рисков для безопасности и здоровья более чем 500 000 рабочих в самых разных отраслях промышленности. Риск от одного только смертельного травматизма составляет более четырех смертей на тысячу рабочих за всю рабочую жизнь. По этим причинам OSHA разработало несколько правил, предназначенных для защиты рабочих от травм и заболеваний, связанных со сваркой, резкой и пайкой.
Правила OSHA по сварке, резке и пайке для рабочих мест в промышленности охватывают следующие операции:
- Определения — 29 CFR 1910.251
- Общие требования — 29 CFR 1910.252
- Сварка и резка кислородным газом — 29 CFR 1910.253
- Дуговая сварка и резка — 29 CFR 1910.254
- Сварка сопротивлением — 29 CFR 1910.255
Соответствующие правила безопасности. Существуют дополнительные правила OSHA, которые применяются к операциям сварки, резки и пайки в общей промышленности:
- Шестивалентный хром (Cr (VI)) — 29 CFR 1910.1026, где хромсодержащие материалы нагреваются, сжигаются или режутся и образуются пыль, пары или туманы Cr (VI)
- Замкнутые пространства — 29 CFR 1910.146 о разрешении на выполнение огневых работ и разрешений на проведение огневых работ
- Профилактика пожаров — 29 CFR 1910.39 требует плана предотвращения пожаров
- Информация об опасностях — 29 CFR 1910. 1200 требует информации и обучения для сотрудников, которые работают с опасными химическими веществами или рядом с ними.
- Опасные материалы 29 CFR 1910.101 — 1910.106 регулируют сжатые газы и легковоспламеняющиеся материалы
- Средства индивидуальной защиты (СИЗ) — 29 CFR с 1910.132 по 1910.138 требуют защитной одежды для рабочих, использующих оборудование для горячих работ
- PPE — 29 CFR 1910, подраздел I, приложение B содержит руководство по оценке опасностей и выбору средств индивидуальной защиты
- Управление производственной безопасностью — 29 CFR 1910.119 регламентирует выполнение особо опасных химикатов и выполнение горячих работ рядом с ними
 1200 требует информации и обучения для сотрудников, которые работают с опасными химическими веществами или рядом с ними.
1200 требует информации и обучения для сотрудников, которые работают с опасными химическими веществами или рядом с ними. Опасности. Горячие работы создают множество опасностей: пожар, взрыв, токсичные среды, ультрафиолетовое излучение и поражение электрическим током. Даже рабочие, не являющиеся «сварщиками» (то есть любой оператор оборудования для электрической или газовой сварки и резки) как таковые, должны знать об опасностях при обращении с топливными баллонами и вдыхании дыма от операций сварки, резки и пайки.
OSHA приняло правила, ограничивающие воздействие Cr (VI) на рабочих.Профессиональное воздействие Cr (VI) происходит в основном среди рабочих, которые работают с пигментами, содержащими сухой хромат, распылительными красками и покрытиями, содержащими хромат, работают в ваннах для хромирования, а также сваривают или режут нержавеющую сталь и другие металлы, содержащие хром.
Контроль опасностей и безопасные методы работы. Безопасные горячие работы зависят от мер, принимаемых для предотвращения и контроля воздействия экстремальных температур, сжатого газа, поражения электрическим током, токсичных газов и паров, шума и излучаемой энергии.Правила охватывают вопросы предотвращения и защиты от пожаров, безопасные методы работы и защиту персонала, а также технические требования к конструкции для использования оборудования. В частности, они охватывают:
- Хранение, обращение и транспортировка ацетилена и кислорода
- Правила техники безопасности для оборудования для дуговой сварки, резки и контактной сварки
- Защитная одежда для сварщиков
- Вентиляция рабочей зоны
- Защита органов дыхания в замкнутых пространствах
- Осмотр и обслуживание систем и оборудования квалифицированными специалистами
- Обучение сотрудников
Обучение сотрудников. Работодатели несут ответственность за обучение сотрудников безопасной работе с топливным газом при сварке и резке. Обучение включает ознакомление рабочих с интерактивным характером опасностей, связанных с сваркой. Работодатели также несут ответственность за надлежащее обращение с топливными баллонами, их перемещение и хранение, предоставление оборудования, соответствующего правилам безопасности, и проведение необходимых испытаний и проверок этого оборудования.
Работодатели несут ответственность за обучение сотрудников безопасной работе с топливным газом при сварке и резке. Обучение включает ознакомление рабочих с интерактивным характером опасностей, связанных с сваркой. Работодатели также несут ответственность за надлежащее обращение с топливными баллонами, их перемещение и хранение, предоставление оборудования, соответствующего правилам безопасности, и проведение необходимых испытаний и проверок этого оборудования.
29 CFR 1910.252
Применимость. Правило сварки, резки и пайки распространяется на все рабочие места, где используется любое оборудование для электрической или газовой сварки и резки.
Отраслевые консенсусные стандарты, включенные посредством ссылки. Правило включает посредством ссылки ряд отраслевых консенсусных стандартов (29 CFR 1910.6), в том числе:
- Стандарт 51B-1962 Национальной ассоциации противопожарной защиты (NFPA), Стандарт по предотвращению пожаров при использовании процессов резки и сварки
- Американский национальный институт стандартов (ANSI) Z87. 1-1968, Американская национальная стандартная практика по защите глаз и лица в профессиональном и образовательном учреждении, для всех фильтрующих линз и пластин, которые должны пройти испытание на передачу лучистой энергии
 1-1968, Американская национальная стандартная практика по защите глаз и лица в профессиональном и образовательном учреждении, для всех фильтрующих линз и пластин, которые должны пройти испытание на передачу лучистой энергии
1-1968, Американская национальная стандартная практика по защите глаз и лица в профессиональном и образовательном учреждении, для всех фильтрующих линз и пластин, которые должны пройти испытание на передачу лучистой энергииПримечание о консенсусных стандартах: NFPA, ANSI и многие другие отраслевые организации обновили свои консенсусные стандарты после принятия федеральных правил. OSHA позволяет работодателям без штрафных санкций следовать обновленным консенсусным стандартам, когда они обеспечивают защиту сотрудников, которая равна или превышает консенсусный стандарт, упомянутый в правиле OSHA.
Пожарная безопасность. Работодатели должны обеспечить соблюдение следующих основных мер предосторожности для предотвращения возгорания при сварке или резке, в противном случае сварка и резка не должны выполняться:
- Если свариваемый или разрезанный объект не может быть легко перемещен, тогда все подвижные источники возгорания поблизости должны быть убраны в безопасное место.
- Если объект, подлежащий сварке или резке, не может быть перемещен и если невозможно устранить все опасности возгорания, необходимо использовать ограждения для ограничения тепла, искр и шлака, а также для защиты неподвижных источников возгорания.
- Горючие материалы должны быть защищены от воздействия искр везде, где есть отверстия в полу или трещины в полу, трещины или отверстия в стенах, открытые дверные проемы, а также открытые или разбитые окна, которые нельзя закрыть.
- Огнетушители или средства пожаротушения должны быть готовы к немедленному использованию; такое оборудование может состоять из ведер с водой, ведер с песком, шлангов или переносных огнетушителей, в зависимости от природы и количества горючего материала.
- Смотрители за пожаром требуются всякий раз, когда сварка или резка выполняется в местах, где может развиться не только небольшой пожар, либо существует любое из следующих условий:
- Заметный горючий материал находится ближе чем 10,7 метра (35 футов) к месту эксплуатации
- Заметные горючие вещества находятся на расстоянии более 35 футов (10,7 м), но могут легко воспламениться от искры
- Отверстия в стенах или полу в радиусе 35 футов (10,7 м) открывают доступ к горючим материалам в прилегающих зонах, включая скрытые пространства в стенах или полах
- Горючие материалы прилегают к противоположной стороне металлических перегородок, стен, потолков или крыш и могут воспламениться из-за проводимости или излучения
Пожарные должны иметь в наличии оборудование для пожаротушения и быть обучены его использованию. Они должны быть знакомы с устройствами для подачи сигнала тревоги в случае пожара. Они должны следить за возгоранием на всех незащищенных участках, пытаться тушить его только тогда, когда очевидно, что в пределах возможностей имеющегося оборудования, или иным образом бить тревогу. Пожарная охрана должна поддерживаться в течение не менее получаса после завершения операций сварки или резки для обнаружения и тушения возможных тлеющих пожаров.
Они должны быть знакомы с устройствами для подачи сигнала тревоги в случае пожара. Они должны следить за возгоранием на всех незащищенных участках, пытаться тушить его только тогда, когда очевидно, что в пределах возможностей имеющегося оборудования, или иным образом бить тревогу. Пожарная охрана должна поддерживаться в течение не менее получаса после завершения операций сварки или резки для обнаружения и тушения возможных тлеющих пожаров.
Перед тем, как резка или сварка будут разрешены, зона должна быть осмотрена лицом, ответственным за санкционирование операций резки и сварки.Он или она должны указать меры предосторожности, которые необходимо соблюдать при выдаче разрешения на дальнейшие действия, предпочтительно в форме письменного разрешения.
Если на полу лежат горючие материалы, такие как вырезки из бумаги, стружка или текстильные волокна, пол необходимо подметать в радиусе 35 футов (10,7 м). Горючие полы должны быть влажными, засыпанными влажным песком или защищенными огнестойкими экранами.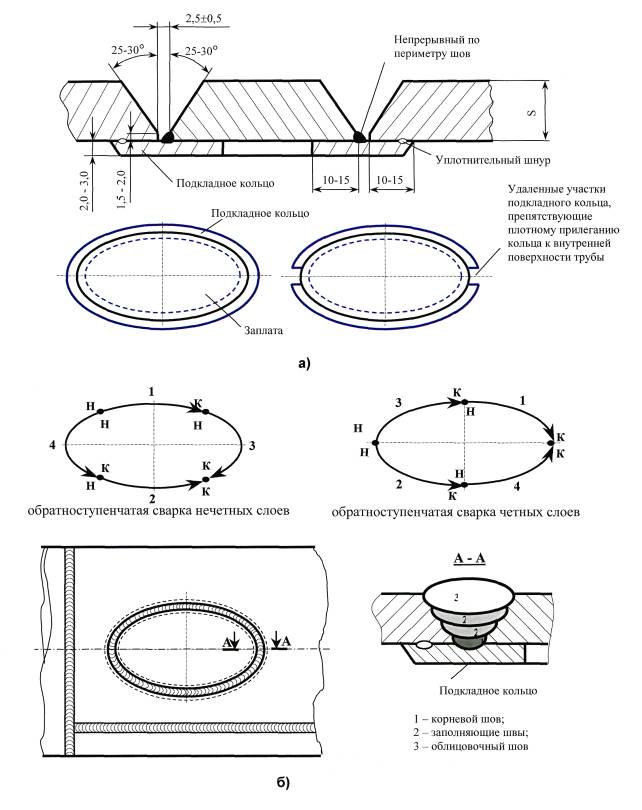 Если полы промокли, персонал, работающий с оборудованием для дуговой сварки или резки, должен быть защищен от возможных ударов.
Если полы промокли, персонал, работающий с оборудованием для дуговой сварки или резки, должен быть защищен от возможных ударов.
Запрещается резка или сварка в:
- Участки, не авторизованные руководством
- Здания с дождевателями, когда дождеватели не работают
- Наличие взрывоопасной атмосферы (смеси горючих газов, паров, жидкостей или пыли с воздухом) или взрывоопасной атмосферы, которая может образовываться внутри неочищенных или неправильно подготовленных резервуаров или оборудования, которые ранее содержали такие материалы, или которые могут образовываться в зонах с скопление горючей пыли
- Зоны рядом с хранилищами больших количеств незащищенных, легко воспламеняющихся материалов, таких как сера в больших количествах, тюки бумаги или хлопок
По возможности, все горючие материалы должны быть перемещены на расстояние не менее 35 футов (10.7 м) от строительной площадки. Если перемещение невозможно, горючие материалы должны быть защищены огнестойкими крышками или иным образом защищены металлическими или асбестовыми ограждениями или занавесками.
Воздуховоды и конвейерные системы, которые могут переносить искры к удаленным горючим материалам, должны быть надлежащим образом защищены или отключены.
Если резка или сварка выполняются возле стен, перегородок, потолка или крыши из горючего материала, должны быть предусмотрены огнестойкие экраны или ограждения для предотвращения возгорания.
Если сварка должна выполняться на металлической стене, перегородке, потолке или крыше, необходимо принять меры для предотвращения воспламенения горючих материалов на другой стороне из-за проводимости или излучения, предпочтительно путем перемещения горючих веществ.Там, где горючие материалы не переносятся, необходимо предусмотреть пожарную охрану с противоположной стороны от места проведения работ.
Запрещается выполнять сварку металлических перегородок, стен, потолка или крыши с горючим покрытием, а также стен или перегородок из конструкции из горючих сэндвич-панелей. Запрещается резка или сварка труб или другого металла, контактирующего с горючими стенами, перегородками, потолками или крышами, если работа находится достаточно близко, чтобы вызвать возгорание из-за теплопроводности.
Руководство должно осознавать свою ответственность за безопасное использование оборудования для резки и сварки на своей собственности.Руководство должно:
- Создание участков для резки и сварки, а также определение процедур резки и сварки на других участках на основе потенциальной опасности возгорания на производственных объектах.
- Назначьте лицо, ответственное за разрешение операций по резке и сварке на участках, специально не предназначенных для таких процессов.
- Настаивайте на том, чтобы резаки или сварщики и их руководители прошли соответствующую подготовку по безопасной эксплуатации своего оборудования и безопасному использованию процесса.
- Сообщите всем подрядчикам о легковоспламеняющихся материалах или опасных условиях, о которых они могут не знать.
Супервайзер должен:
- Нести ответственность за безопасное обращение с оборудованием для резки или сварки и безопасное использование процесса резки или сварки.
- Определите горючие материалы и опасные зоны, которые присутствуют или могут присутствовать на рабочем месте.
- Защищать горючие вещества от воспламенения с помощью следующего:
- Переместите работу в место, свободное от опасных горючих материалов.
- Если работа не может быть перемещена, переместите горючие материалы на безопасное расстояние от работы или обеспечьте надлежащую защиту горючих материалов от возгорания.
- Проследите, чтобы резка и сварка были запланированы таким образом, чтобы операции на заводе, которые могут вызвать возгорание горючих материалов, не запускались во время резки или сварки.
- Получите разрешение на выполнение операций резки или сварки от назначенного представителя руководства.
- Убедитесь, что резак или сварщик подтвердил, что условия безопасны, прежде чем приступить к работе.
- Убедитесь, что оборудование для защиты от пожара и пожаротушения правильно расположено на объекте.
- При необходимости убедитесь, что на объекте есть пожарная охрана.

Резка или сварка разрешается только в зонах, которые являются или были сделаны пожаробезопасными. Когда работу практически невозможно переместить, как при большинстве строительных работ, необходимо обеспечить безопасность зоны, удалив горючие вещества или защитив горючие от источников возгорания.
Запрещается выполнять сварку, резку или другие горячие работы на использованных барабанах, бочках, резервуарах или других контейнерах до тех пор, пока они не будут очищены настолько тщательно, чтобы быть абсолютно уверенным в отсутствии горючих материалов или любых веществ, таких как смазки, смолы, кислоты или другие материалы, которые при нагревании могут выделять легковоспламеняющиеся или токсичные пары.Любые трубопроводы или соединения с барабаном или резервуаром должны быть отключены или закрыты.
Все полые пространства, полости или емкости должны вентилироваться, чтобы обеспечить выход воздуха или газов перед предварительным нагревом, резкой или сваркой. Рекомендуется продуть инертным газом.
Рекомендуется продуть инертным газом.
Защита от физических опасностей. Сварщик или помощник, работающий на платформах, строительных лесах или взлетно-посадочных полосах, должен быть защищен от падений. Этого можно достичь с помощью перил, ремней безопасности, спасательных тросов или некоторых других не менее эффективных средств защиты.
Сварщики должны размещать сварочный кабель и другое оборудование так, чтобы они не попадали в проходы, лестницы и лестницы.
Каски или щитки для рук должны использоваться во время всех операций дуговой сварки или дуговой резки, за исключением сварки под флюсом. Помощникам или обслуживающему персоналу должны быть предоставлены надлежащие средства защиты глаз, например:
- Очки или другие подходящие средства защиты глаз во время всех операций газовой сварки или кислородной резки. Очки без боковых экранов с подходящими фильтрующими линзами разрешены для использования во время газовой сварки на легких работах, для пайки горелкой или для проверки
- Прозрачные маски для лица или защитные очки для всех операторов и обслуживающего персонала оборудования контактной сварки или контактной пайки, в зависимости от конкретной работы, для защиты лица или глаз
- Защита глаз в виде подходящих очков, если они необходимы для операций пайки, не подпадающих под действие других положений правила
Шлемы и щитки для рук должны быть сделаны из изолятора тепла и электричества. Шлемы, щитки и защитные очки не должны быть легковоспламеняющимися и выдерживать стерилизацию. Шлемы и щитки для рук должны защищать лицо, шею и уши от прямого излучения дуги. Шлемы должны быть снабжены фильтрующими пластинами и накладками, предназначенными для легкого снятия. Все части должны быть изготовлены из материала, который не вызывает коррозии или обесцвечивания кожи. Очки должны вентилироваться, чтобы предотвратить запотевание линз, насколько это возможно. Все стекла для линз должны быть закаленными, по существу без растяжек, пузырьков воздуха, волн и других дефектов.За исключением случаев, когда линза заточена для обеспечения надлежащей оптической коррекции дефектного зрения, передняя и задняя поверхности линз и окон должны быть гладкими и параллельными. Линзы должны иметь постоянную отличительную маркировку, по которой можно легко определить источник и оттенок.
Шлемы, щитки и защитные очки не должны быть легковоспламеняющимися и выдерживать стерилизацию. Шлемы и щитки для рук должны защищать лицо, шею и уши от прямого излучения дуги. Шлемы должны быть снабжены фильтрующими пластинами и накладками, предназначенными для легкого снятия. Все части должны быть изготовлены из материала, который не вызывает коррозии или обесцвечивания кожи. Очки должны вентилироваться, чтобы предотвратить запотевание линз, насколько это возможно. Все стекла для линз должны быть закаленными, по существу без растяжек, пузырьков воздуха, волн и других дефектов.За исключением случаев, когда линза заточена для обеспечения надлежащей оптической коррекции дефектного зрения, передняя и задняя поверхности линз и окон должны быть гладкими и параллельными. Линзы должны иметь постоянную отличительную маркировку, по которой можно легко определить источник и оттенок.
Ниже приводится руководство по выбору правильных номеров оттенков. Эти рекомендации могут быть изменены в зависимости от индивидуальных потребностей.
| Сварочные работы | Цвет No. |
| Экранированная дуговая сварка металлом — электроды размером 1/16, 3/32, 1/8, 5/32 дюйма | 10 |
| Дуговая сварка в защитном газе (цветных металлов) — электроды размером 1/16, 3/32, 1/8, 5/32 дюйма | 11 |
| Дуговая сварка в среде защитного газа (черных металлов) — электроды размером 1/16, 3/32, 1/8, 5/32 дюйма | 12 |
| Экранированная дуговая сварка металлом: | |
| Электроды 3/16, 7/32, 1/4 дюйма | 12 |
| 5 / 16-, 3/8-дюймовые электроды | 14 |
| Сварка атомарным водородом | 1014 |
| Угольная сварка | 14 |
| Пайка | 2 |
| Горелка для пайки | 3 или 4 |
| Легкая резка, до 1 дюйма | 3 или 4 |
| Средняя резка, от 1 дюйма до 6 дюймов | 4 или 5 |
| Тяжелая резка, 6 дюймов и более | 5 или 6 |
| Газовая сварка (легкая) до 1/8 дюйма | 4 или 5 |
| Газовая сварка (средняя) от 1/8 дюйма до 1/2 дюйма | 5 или 6 |
| Газовая сварка (тяжелая) 1/2 дюйма и более | 6 или 8 |
Примечание к диаграмме: При газовой сварке или кислородной резке, когда горелка излучает яркий желтый свет, желательно использовать фильтр или линзу, которые поглощают желтую или натриевую линию в видимом свете операции.
Если позволяют работы, сварщик должен быть заключен в отдельную кабину, окрашенную покрытием с низким коэффициентом отражения, например оксидом цинка (важный фактор поглощения ультрафиолетового излучения) и ламповой сажей, или должен быть заключен в негорючие экраны, окрашенные аналогичным образом. Кабины и экраны должны обеспечивать циркуляцию воздуха на уровне пола. Рабочие или другие лица, прилегающие к участкам сварки, должны быть защищены от лучей негорючими или взрывонепроницаемыми экранами или экранами или должны быть обязаны носить соответствующие защитные очки.
Общие требования к защитной одежде. Сотрудники, подверженные опасностям, связанным с операциями сварки, резки или пайки, должны быть защищены средствами индивидуальной защиты (СИЗ) в соответствии со стандартом OSHA по СИЗ (29 CFR 1910.132).
Защита и вентиляция от опасностей для здоровья. При сварке в помещении, полностью экранированном со всех сторон, экраны должны быть расположены так, чтобы они не ограничивали вентиляцию помещения. Экраны желательно монтировать так, чтобы они были около 2 футов (0.61 м) над полом, за исключением случаев, когда работа выполняется на настолько низком уровне, что экран необходимо выдвигать ближе к полу, чтобы защитить находящихся поблизости рабочих от бликов от сварки.
Экраны желательно монтировать так, чтобы они были около 2 футов (0.61 м) над полом, за исключением случаев, когда работа выполняется на настолько низком уровне, что экран необходимо выдвигать ближе к полу, чтобы защитить находящихся поблизости рабочих от бликов от сварки.
Местные вытяжные или общие системы вентиляции должны быть предусмотрены и организованы таким образом, чтобы количество токсичных паров, газов или пыли не превышало максимально допустимой концентрации, указанной в таблице опасных и токсичных веществ OSHA (29 CFR 1910.1000).
Уведомления об опасности для здоровья. Ряд потенциально опасных материалов используется во флюсах, покрытиях, покрытиях и присадочных металлах, используемых при сварке и резке, или выбрасываются в атмосферу во время сварки и резки.Поставщики сварочных материалов должны определить опасность, если таковая имеется, связанную с использованием их материалов при сварке и резке.
Работодатели должны включать в уведомления об опасности для здоровья следующую информацию:
- Все присадочные металлы и легкоплавкие гранулированные материалы должны иметь, как минимум, следующее уведомление на бирках, коробках или других контейнерах:
«ВНИМАНИЕ! При сварке могут образовываться пары и газы, опасные для здоровья.
Избегайте вдыхания этих паров и газов. .Используйте соответствующую вентиляцию. См. ANSI Z49. - Металлические наполнители, содержащие кадмий в значительных количествах, должны иметь следующее уведомление на бирках, коробках или других контейнерах:
«ПРЕДУПРЕЖДЕНИЕ — СОДЕРЖИТ КАДМИЙ — ПРИ НАГРЕВАНИИ МОЖЕТ ОБРАЗОВАТЬСЯ ЯДОВИТЕЛЬНЫЙ ДЫМ — Не вдыхайте пары. Используйте только с соответствующими вентиляция, такая как коллекторы дыма, вытяжные вентиляторы или респираторы с подачей воздуха. — См. ANSI Z49.1. — Если после использования появляется боль в груди, кашель или жар, немедленно обратитесь к врачу.»
 Избегайте вдыхания этих паров и газов. .Используйте соответствующую вентиляцию. См. ANSI Z49.
Избегайте вдыхания этих паров и газов. .Используйте соответствующую вентиляцию. См. ANSI Z49.Вентиляция для общей сварки и резки. Должна быть предусмотрена механическая вентиляция при сварке или резке металлов и других соединений, не подпадающих под действие этого правила, со следующими ограничениями:
- На площади менее 10 000 кубических футов (284 кубических м) на сварщика
- В помещении с высотой потолка менее 5 м (16 футов)
- В замкнутых пространствах или там, где сварочное пространство содержит перегородки, балконы или другие структурные барьеры до такой степени, что они значительно затрудняют перекрестную вентиляцию
Скорость такой вентиляции должна составлять не менее 2 000 кубических футов (57 кубических метров) в минуту на сварщика, за исключением случаев, когда предусмотрены местные вытяжные шкафы, кабины или респираторы для самолетов.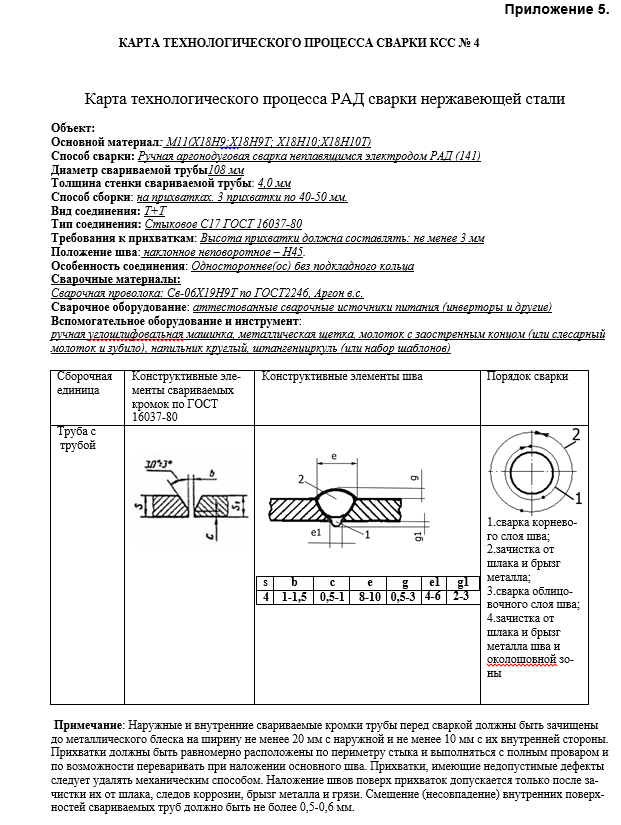 Естественная вентиляция считается достаточной для операций сварки или резки, где нет ограничений по пространству.
Естественная вентиляция считается достаточной для операций сварки или резки, где нет ограничений по пространству.
Приточно-вытяжная вентиляция или кабины. Либо вытяжка, либо стационарный кожух (т. Е. Кабина) с воздушным потоком удовлетворяют требованиям для механической местной вытяжной вентиляции. Свободно перемещаемые кожухи, предназначенные для размещения сварщиком как можно ближе к свариваемой детали и обеспечивающие скорость воздушного потока, достаточную для поддержания скорости в направлении кожуха 100 погонных футов (30 м) в минуту в зона сварки, когда вытяжка находится на самом удалении от места сварки, удовлетворяет требованиям, предъявляемым к вытяжке, если выбран этот метод вентиляции.
Скорость вентиляции, необходимая для достижения этой скорости управления с использованием 3-дюймового. Всасывающее отверстие с фланцем шириной 7,6 см показано в виде диаграммы в документе 29 CFR 1910.252 (c) (3) (i).
Неподвижный корпус (кабина) с верхней частью и не менее чем с двух сторон, которые окружают операции сварки или резки, и с расходом воздуха, достаточным для поддержания скорости на удалении от сварщика не менее 100 линейных футов (30 м) на Минутка — приемлемая альтернатива вытяжке.
Сварка фторсодержащими соединениями. В замкнутых пространствах сварка или резка с использованием флюсов, покрытий или других материалов, содержащих соединения фтора, должны выполняться в соответствии с требованиями к замкнутому пространству, содержащимися в данном регламенте. См. Раздел настоящего анализа «Операции в замкнутом пространстве». Соединение фтора — это соединение, которое содержит фтор как элемент в химической комбинации, а не как свободный газ.
Необходимость в местной вытяжной вентиляции или респираторах для сварки или резки вне замкнутых пространств будет зависеть от индивидуальных обстоятельств.Однако опыт показал, что такая защита желательна для производственной сварки в фиксированном месте и для любой производственной сварки нержавеющих сталей. Если пробы воздуха, взятые в месте сварки, показывают, что выделяемые фториды ниже максимально допустимой концентрации, такая защита не требуется.
Флюсы для пайки и газовой сварки, содержащие соединения фтора, должны иметь предупреждающую формулировку, указывающую на то, что они содержат соединения фтора.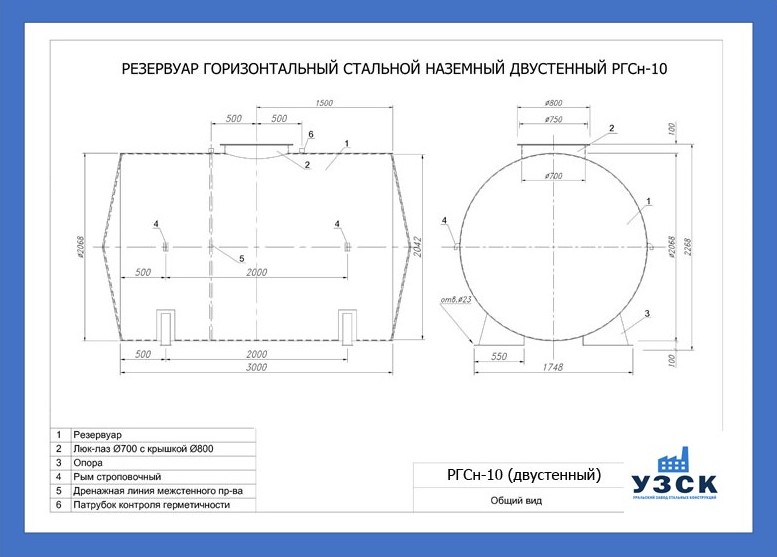 Одна из таких предостерегающих формулировок, рекомендованная Американским обществом сварки для флюсов для пайки и газовой сварки, гласит:
Одна из таких предостерегающих формулировок, рекомендованная Американским обществом сварки для флюсов для пайки и газовой сварки, гласит:
ВНИМАНИЕ — СОДЕРЖИТ ФТОРИДЫ — Этот флюс при нагревании выделяет пары, которые могут раздражать глаза, нос и горло.
1. Избегайте испарений — используйте только в хорошо вентилируемых помещениях.
2. Избегайте попадания флюса в глаза или на кожу.
3. Не принимать внутрь.
Сварка цинком. В замкнутых пространствах сварка или резка основных или присадочных металлов, содержащих цинк, или металлов, покрытых цинкосодержащими материалами, должна выполняться в соответствии с требованиями настоящего правила в отношении ограниченного пространства. См. Раздел настоящего анализа «Операции в замкнутом пространстве».
В помещении сварка или резка цинкосодержащего основного или присадочного металла, покрытого цинкосодержащими материалами, должна выполняться в соответствии с требованиями регламента к вытяжке или вентиляции кабины.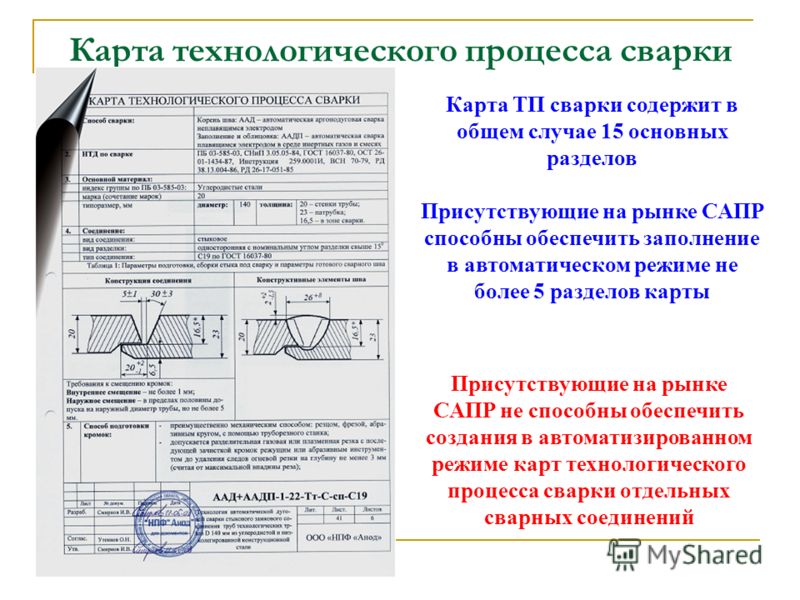
Сварка свинцом. В замкнутых пространствах сварка свинцовых недрагоценных металлов (ошибочно называемая обжигом свинца) должна выполняться в соответствии с требованиями данного правила в отношении замкнутого пространства. См. Раздел настоящего анализа «Операции в замкнутом пространстве».
В помещениях сварка металлов на основе свинца должна выполняться в соответствии с требованиями регламента к вытяжке или вентиляции кабины.
В замкнутых пространствах или в помещении сварка или резка металлов, содержащих свинец, кроме примесей, или металлов, покрытых свинцовыми материалами, включая краску, должны выполняться с использованием местной вытяжной вентиляции или респираторов на авиалиниях.Работа на открытом воздухе требует использования респираторов NIOSH. Во всех случаях рабочие, находящиеся в непосредственной близости от места резки, должны быть защищены местной вытяжной вентиляцией или воздушными респираторами.
Сварка бериллием.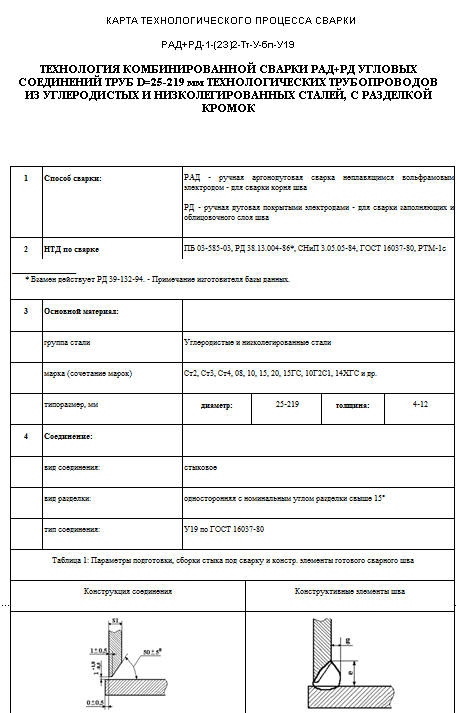 Сварка или резка в любом месте, где используются основные или присадочные металлы, содержащие бериллий, должны выполняться с использованием местной вытяжной вентиляции и респираторов, если атмосферные испытания в наиболее неблагоприятных условиях не установили, что воздействие на рабочих находится в пределах допустимого предела воздействия (PEL) для бериллий (29 CFR 1910.1000). Во всех случаях рабочие, находящиеся в непосредственной близости от сварочных или отрезных работ, должны быть при необходимости защищены местной вытяжной вентиляцией или респираторами на авиалиниях.
Сварка или резка в любом месте, где используются основные или присадочные металлы, содержащие бериллий, должны выполняться с использованием местной вытяжной вентиляции и респираторов, если атмосферные испытания в наиболее неблагоприятных условиях не установили, что воздействие на рабочих находится в пределах допустимого предела воздействия (PEL) для бериллий (29 CFR 1910.1000). Во всех случаях рабочие, находящиеся в непосредственной близости от сварочных или отрезных работ, должны быть при необходимости защищены местной вытяжной вентиляцией или респираторами на авиалиниях.
Сварка кадмием. В замкнутых пространствах или в помещении операции сварки или резки основных металлов, содержащих кадмий или покрытые кадмием, должны выполняться с использованием местной вытяжной вентиляции или респираторов на авиалиниях, если атмосферные испытания в самых неблагоприятных условиях не показывают, что воздействие на сотрудников находится в пределах допустимого предела воздействия ( PEL) для кадмия (29 CFR 1910. 1000). Для работы на открытом воздухе требуются респираторы, одобренные NIOSH, например, дымовые респираторы.
1000). Для работы на открытом воздухе требуются респираторы, одобренные NIOSH, например, дымовые респираторы.
Если сварка (пайка) присадочных металлов, содержащих кадмий, должна выполняться в замкнутом пространстве, она должна выполняться с использованием вентиляции, как предписано вытяжкой или вентиляцией кабины и требованиями к замкнутому пространству настоящего правила. Дополнительную информацию см. В разделе «Операции в замкнутом пространстве» данного анализа.
Сварка ртутью. В замкнутых пространствах или в помещении операции по сварке или резке металлов, покрытых ртутьсодержащими материалами, включая краску, должны выполняться с использованием местной вытяжной вентиляции или респираторов авиакомпаний, если атмосферные испытания в самых неблагоприятных условиях не показывают, что воздействие на сотрудников находится в пределах PEL для ртуть (29 CFR 1910.1000). Такие операции на открытом воздухе должны выполняться с использованием респираторов, одобренных NIOSH.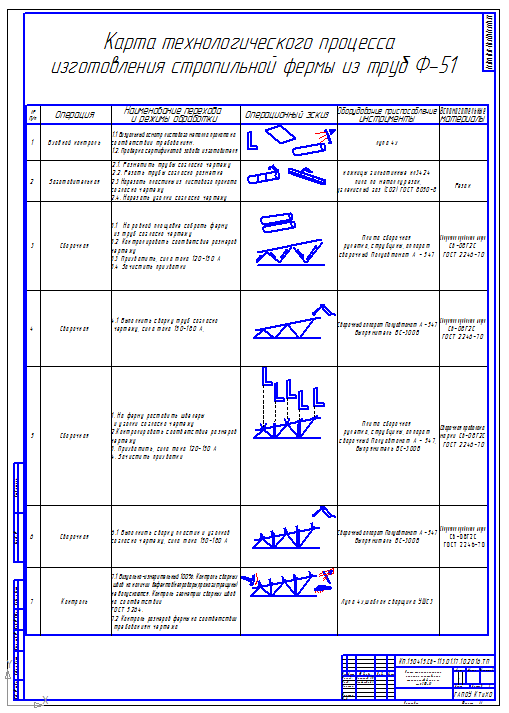
Чистящие составы. При использовании чистящих средств необходимо соблюдать инструкции производителя и другие меры предосторожности. Обезжиривание и другие операции по очистке с использованием хлорированных углеводородов должны проводиться таким образом, чтобы пары от этих операций не попадали или не попадали в атмосферу, окружающую любые сварочные операции. Кроме того, трихлорэтилен и перхлорэтилен следует хранить вдали от атмосфер, проницаемых ультрафиолетовым излучением при сварке в среде защитных газов.
Порезка нержавеющих сталей. Кислородная резка с использованием химического флюса или железного порошка или резка нержавеющей стали дугой в среде защитного газа должна выполняться с использованием механической вентиляции, достаточной для удаления образующихся паров.
Первая помощь. Аптечка первой помощи должна быть доступна в любое время. Обо всех травмах необходимо как можно скорее сообщать для обращения за медицинской помощью.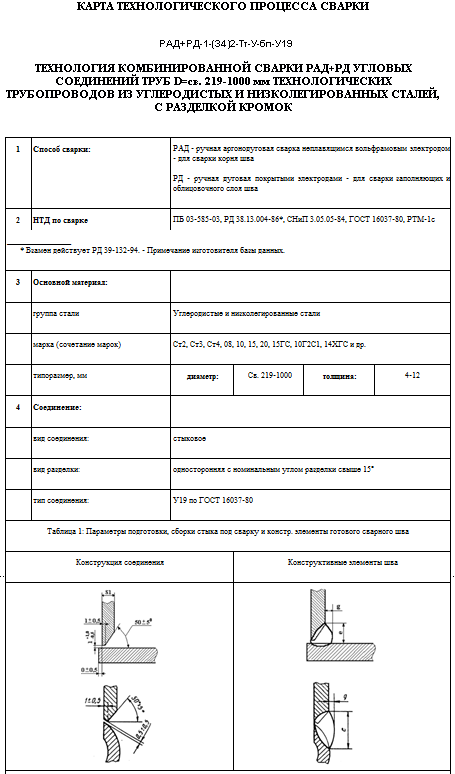 Необходимо оказать первую помощь до тех пор, пока не будет оказана медицинская помощь.
Необходимо оказать первую помощь до тех пор, пока не будет оказана медицинская помощь.
Применения трубопроводов передачи. Должны быть выполнены требования настоящего Регламента и правила дуговой сварки (29 CFR 1910.254) к физической безопасности, охране здоровья и вентиляции.
Это постановление, правило о топливном газе, а также правила дуговой сварки и резки должны применяться в тех случаях, когда производятся полевые цеха по изготовлению арматуры, переходы через реки, переходы дорог, а также насосные и компрессорные станции.
Если дуговая сварка выполняется во влажных условиях или в условиях высокой влажности, необходима специальная защита от поражения электрическим током.
При испытаниях трубопроводов под давлением рабочие и население должны быть защищены от травм в результате выдувания затворов или других устройств ограничения давления. Также должна быть предусмотрена защита от выталкивания рыхлой грязи, которая могла застрять в трубе.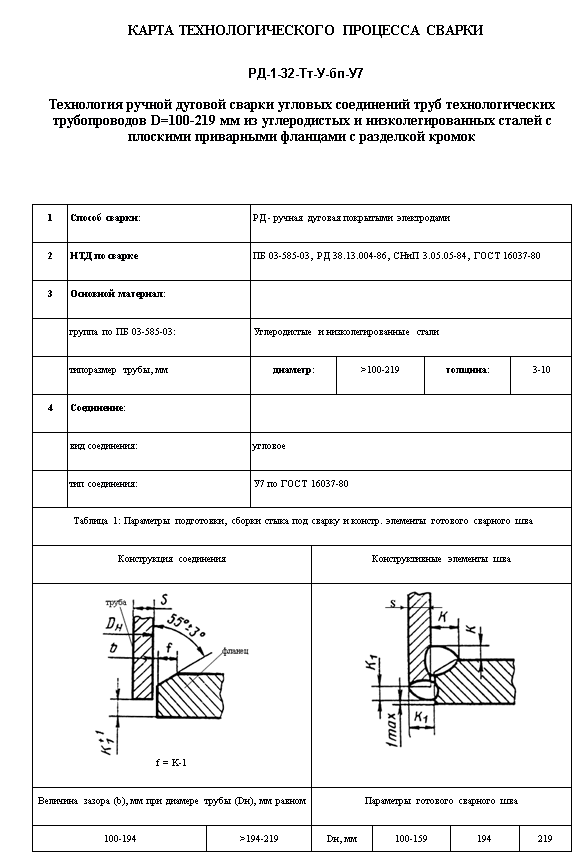
Сварная конструкция магистральных трубопроводов должна выполняться в соответствии со стандартом 1104 ANSI / Американского института нефти (API), стандартом для сварочных трубопроводов и сопутствующих устройств, стандартом API 1104-1968 или обновленной версией.
Сварочное соединение ответвлений трубопроводов, транспортирующих легковоспламеняющиеся вещества, должно выполняться в соответствии со стандартом API PSD 2201-1963 «Сварка или врезка горячей врезки на оборудовании, содержащем горючие вещества», который включен посредством ссылки.
Использование рентгеновских лучей и радиоактивных изотопов для проверки сварных стыков трубопроводов должно осуществляться в соответствии с ANSI Z54.1-1963, Немедицинские источники рентгеновского излучения и герметичные источники гамма-излучения, который включен посредством ссылки.
Применение в механических системах трубопроводов. Требования к противопожарной защите и защите персонала, изложенные в этом правиле, а также правила газовой кислородно-газовой и дуговой сварки / резки (29 CFR 1910. 253 и 29 CFR 1910.254) должны быть выполнены.
253 и 29 CFR 1910.254) должны быть выполнены.
29 CFR 1910.252 (a) (4) и (b) (4)
В целях определения замкнутого пространства при сварке, резке и пайке замкнутое пространство — это относительно небольшое или ограниченное пространство, такое как резервуар, бойлер, сосуд высокого давления или небольшой отсек корабля.
См. Раздел анализа в замкнутом пространстве для получения подробной информации о работе в замкнутом пространстве.
Противопожарная защита в закрытых помещениях. Когда дуговая сварка должна быть приостановлена на какой-либо продолжительный период времени, например, во время обеда или на ночь, все электроды необходимо вынуть из держателей, а держатели осторожно расположить так, чтобы исключить случайный контакт и отсоединить аппарат от источника питания. .
Чтобы исключить возможность утечки газа из-за утечек или неправильно закрытых клапанов, при газовой сварке или резке клапаны горелки должны быть закрыты, а подача газа к горелке принудительно перекрываться в какой-то момент за пределами ограниченного пространства всякий раз, когда горелка не использовать в течение длительного периода времени, например, во время обеденного перерыва или на ночь. По возможности резак и шланг также должны быть удалены из ограниченного пространства.
По возможности резак и шланг также должны быть удалены из ограниченного пространства.
Работа в ограниченном пространстве. Вентиляция — необходимое условие для работы в замкнутом пространстве. Требования к вентиляции см. В подразделе «Общие положения» данного анализа.
Газовые баллоны и сварочные аппараты следует оставлять вне замкнутого пространства при выполнении сварки или резки. Перед началом работы тяжелое переносное оборудование, установленное на колесах, должно быть надежно заблокировано для предотвращения случайного движения.
Если сварщик должен войти в ограниченное пространство через люк или другое небольшое отверстие, должны быть предусмотрены средства для его быстрого удаления в случае возникновения чрезвычайной ситуации. Когда для этой цели используются ремни безопасности и страховочные тросы, они должны быть прикреплены к телу сварщика, чтобы его тело не могло застрять в небольшом выходном отверстии. Дежурный с заранее запланированной спасательной процедурой должен находиться снаружи, чтобы постоянно наблюдать за сварщиком и быть в состоянии осуществить спасательные операции. Однако OSHA заявило в письме о толковании (Emmerich, 30 июля 1993 г.), что агентство согласится на использование процедуры постукивания по стенкам резервуаров в качестве средства связи вместо прямого наблюдения сварщика со стороны обслуживающего персонала.
Однако OSHA заявило в письме о толковании (Emmerich, 30 июля 1993 г.), что агентство согласится на использование процедуры постукивания по стенкам резервуаров в качестве средства связи вместо прямого наблюдения сварщика со стороны обслуживающего персонала.
Если дуговая сварка должна быть приостановлена на какой-либо продолжительный период времени, например, во время обеда или на ночь, все электроды необходимо вынуть из держателей, а держатели осторожно расположить так, чтобы исключить случайный контакт, а аппарат должен быть отключен от источника питания. источник.
Если резак не будет использоваться в течение длительного периода времени, например, в обеденный перерыв или в ночное время, клапаны резака должны быть закрыты, а подача топливного газа и кислорода к резаку принудительно отключена в некоторой точке за пределами замкнутого пространства. .По возможности резак и шланг также должны быть удалены из ограниченного пространства.
После завершения сварочных работ сварщик должен пометить горячий металл или предоставить другие средства предупреждения других рабочих о горячем металле.
Вентиляция в закрытых помещениях. Все операции по сварке и резке, выполняемые в замкнутом пространстве, должны иметь соответствующую вентиляцию, чтобы предотвратить накопление токсичных материалов или возможный дефицит кислорода. Это касается не только сварщика, но и помощников и другого персонала в непосредственной близости.Весь воздух, заменяющий удаленный, должен быть чистым и безопасным для дыхания.
Респираторы в ограниченном пространстве. В обстоятельствах, при которых невозможно обеспечить такую вентиляцию, следует использовать респираторы для авиалайнеров или шланговые маски, одобренные для этой цели NIOSH.
В зонах, представляющих непосредственную опасность для жизни, необходимо использовать полностью закрывающий лицо, работающий под давлением, автономный дыхательный аппарат или комбинированный закрывающий лицо респиратор с подачей воздуха под давлением с дополнительной автономной подачей воздуха, одобренный NIOSH. использоваться.
использоваться.
Если сварочные работы выполняются в замкнутом пространстве и где сварщики и помощники снабжены шланговыми масками, шланговыми масками с воздуходувками или автономным дыхательным оборудованием, одобренным Управлением по безопасности и охране здоровья в шахтах и Национальным институтом охраны труда рабочий должен находиться вне таких замкнутых пространств, чтобы обеспечить безопасность тех, кто работает внутри.
Запрещается использовать кислород для вентиляции.
СВАРКА И РЕЗКА В КИСЛОРОДНО-ТОПЛИВНОМ ГАЗЕ29 CFR 1910.253
Работодатели должны применять процедуры для предотвращения взрыва смеси топливных газов и воздуха или кислорода. Смеси воздуха или кислорода с легковоспламеняющимися газами перед потреблением, за исключением горелки или стандартной горелки, не допускаются, если для этой цели нет разрешения.
Переносные баллоны. Все переносные баллоны, используемые для хранения и транспортировки сжатых газов, должны быть сконструированы и обслуживаться в соответствии с правилами Министерства транспорта США, 49 CFR, части 171179.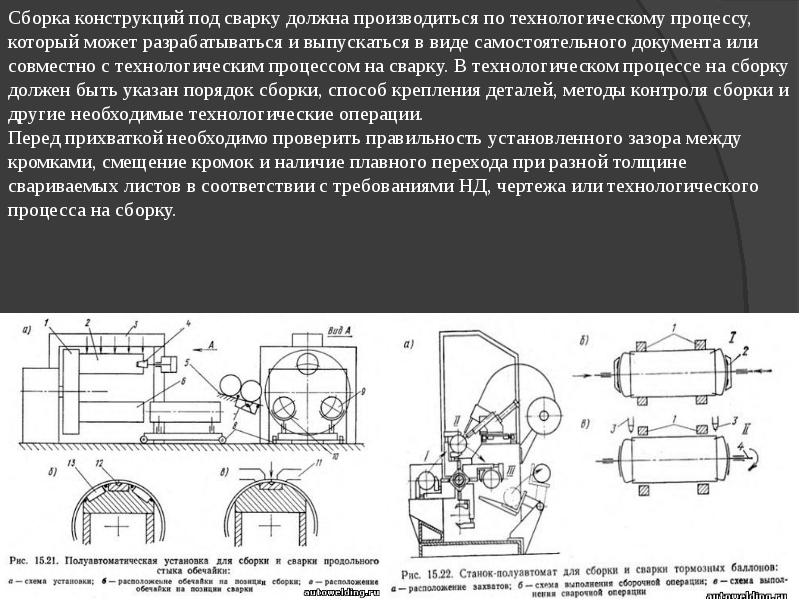
Баллоны со сжатым газом должны иметь четкую маркировку с указанием химического или торгового наименования газа. Маркировка должна быть трафаретом, штампом или этикеткой и не должна легко удаляться. По возможности маркировка должна располагаться на плече баллона.
Ацетилен. Ни при каких условиях ацетилен не должен генерироваться, подаваться по трубам (за исключением одобренных коллекторов баллонов) или использоваться при давлении, превышающем 15 фунт-сила на квадратный дюйм манометра (103 кПа) или 30 фунт-сила на квадрат. дюйм абсолютный (206 кПа абсолютный).
Дополнительные требования. Регламент содержит очень подробные дополнительные требования для:
- Цилиндры
- Коллектор цилиндров
- Системы сервисных трубопроводов
- Защитное снаряжение, шланг и баллоны
- Генераторы ацетилена
- Хранилище карбида кальция
29 CFR 1910. 254
254
Требования к конструкции оборудования для дуговой сварки и резки.Работодатели могут соответствовать требованиям безопасности для аппаратов для дуговой сварки и резки, соблюдая либо:
- Национальная ассоциация производителей электрооборудования EW11962, Требования к аппаратам для электродуговой сварки; или
- ANSI и Underwriters ‘Laboratories C33.2-1956, Стандарт безопасности для трансформаторных машин для дуговой сварки.
Монтаж оборудования. Установка, включая источник питания, должна соответствовать требованиям электрических стандартов OSHA (29 CFR 1910, подраздел S).Подробные требования к установке описаны в регламенте. См. Раздел «Анализ электробезопасности » для получения дополнительной информации о требованиях к электробезопасности.
Эксплуатация и обслуживание. Работодатели и сотрудники должны строго соблюдать распечатанные правила и инструкции по эксплуатации оборудования, поставляемого производителями.
Работодатели должны гарантировать, что сотрудники соблюдают процедуры предотвращения и защиты от пожара, защиты персонала, охраны здоровья и вентиляции в правилах сварки, резки и пайки (29 CFR 1910.252). В правилах есть дополнительные требования безопасности для подключения машины, заземления, утечек, переключателей, держателей электродов, поражения электрическим током и технического обслуживания.
СОПРОТИВЛЕНИЕ СВАРКИ29 CFR 1910.255
Установка. Все оборудование должно быть установлено квалифицированным электриком в соответствии с требованиями электрических стандартов OSHA (29 CFR 1910, подраздел S). См. Раздел «Анализ электробезопасности» для получения дополнительной информации о требованиях к электробезопасности.
Должен быть выключатель-разъединитель безопасности, прерыватель цепи или прерыватель цепи для размыкания каждой силовой цепи машины, удобно расположенный на машине или рядом с ней, чтобы можно было отключать питание, когда машина или ее органы управления должны быть отключены. обслуживаться.
обслуживаться.
Трубки Ignitron, используемые в оборудовании для контактной сварки, должны быть оснащены термозащитным выключателем.
Рабочие, назначенные для работы с оборудованием для контактной сварки, должны быть надлежащим образом проинструктированы и признаны компетентными для работы с таким оборудованием.
Органы управления всеми автоматическими или пневматическими и гидравлическими зажимами должны быть расположены или защищены, чтобы оператор не мог их случайно активировать.
Непереносные аппараты для точечной и шовной сварки. В правиле содержатся подробные требования к сварке конденсаторов, блокировкам, ограждениям, экранам, ножным переключателям, кнопкам останова, английским штырям и заземлению.
Переносные сварочные аппараты. В правиле есть требования к противовесу, предохранительным цепям, скобе, щиткам переключателей, подвижному держателю и заземлению.
Оборудование для оплавления.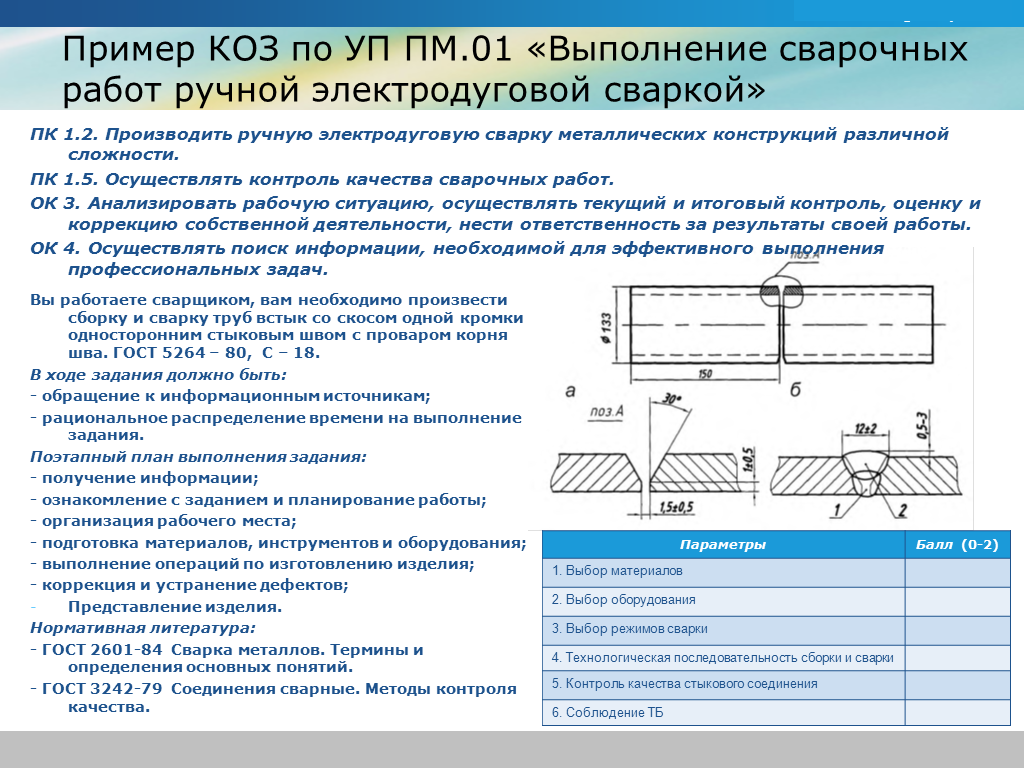 В правиле есть требования для вентиляции, защиты от вспышек и противопожарной завесы.
В правиле есть требования для вентиляции, защиты от вспышек и противопожарной завесы.
Техническое обслуживание. Квалифицированный обслуживающий персонал должен проводить периодические проверки и вести сертификационный учет. Сертификационная запись должна включать дату проверки, подпись лица, проводившего проверку, и серийный номер или другой идентификатор проверяемого оборудования. Оператор должен быть проинструктирован сообщать о любых дефектах оборудования своему руководителю, и использование оборудования должно быть прекращено до тех пор, пока не будет завершен безопасный ремонт.
ОБУЧЕНИЕ ПЕРСОНАЛА СВАРОЧНЫЕ, КУСАЧИ И НАДЗОРЫ29 CFR 1910.252 (a) (2) (xiii) (C)
Резаки, сварщики и их руководители должны быть надлежащим образом обучены безопасной эксплуатации своего оборудования и безопасному использованию процесса или системы, когда объект, который нужно сваривать или резать, не может быть перемещен, и если все опасности возгорания не могут быть устранены.
29 Свода федеральных правил 1910.252 (а) (2)
Пожарные наблюдатели должны иметь в наличии оборудование для пожаротушения и быть обучены его использованию.Они должны быть знакомы с оборудованием и процедурами подачи сигнала тревоги в случае пожара. Они должны следить за возгоранием на всех незащищенных участках, пытаться тушить его только тогда, когда очевидно, что в пределах возможностей имеющегося оборудования, или иным образом бить тревогу. Пожарная охрана должна поддерживаться в течение не менее получаса после завершения операций сварки или резки для обнаружения и тушения возможных тлеющих пожаров.
ПЕРСОНАЛ ПО КИСЛОРОДНО-ТОПЛИВНОЙ СВАРКЕ И РЕЗКЕ29 CFR 1910.253 (a) (4) и (e) (6)
Рабочие, отвечающие за оборудование для подачи кислорода или топливного газа, включая генераторы, и системы трубопроводов распределения кислорода или топливного газа, должны быть проинструктированы и признаны их компетентными для выполнения этой важной работы, прежде чем их оставят за них.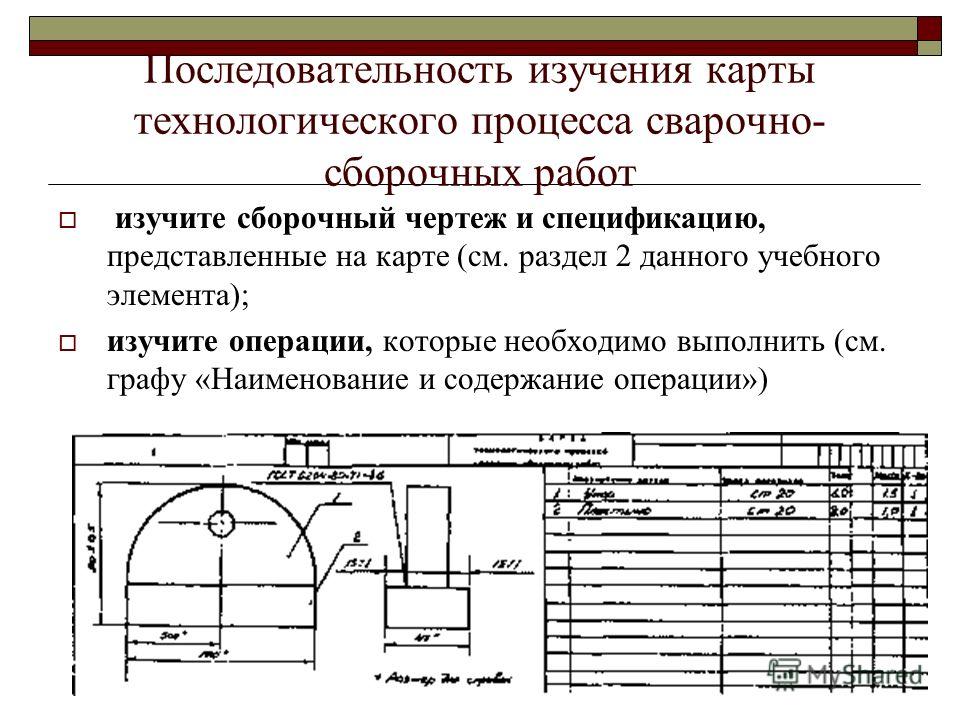
Квалифицированные механики должны пройти надлежащий инструктаж по ремонту регуляторов или частей регуляторов, в том числе манометров.
ДУГОВАЯ СВАРКА И РЕЗКА29 Свода федеральных правил 1910.254 (а) (3) и (г) (1)
Рабочие, работающие с оборудованием для дуговой сварки, должны быть проинструктированы и иметь квалификацию для работы и обслуживания такого оборудования, а также должны соблюдать общие положения правил сварки, резки и пайки (29 CFR 1910.252).
СОПРОТИВЛЕНИЕ СВАРКИ29 Свода федеральных правил 1910.255 (а) (3)
Рабочие, назначенные для работы с оборудованием для контактной сварки, должны быть надлежащим образом проинструктированы и признаны компетентными для работы с таким оборудованием.
ТРЕБОВАНИЯ К СТРОИТЕЛЬНОЙ СВАРКЕ, РЕЗКЕ И НАГРЕВУВ этом разделе изложены требования безопасности при сварке, резке и нагреве на рабочих местах в строительной отрасли.
Правила безопасности. Правила техники безопасности при сварке, резке и нагревании:
- Газовая сварка и резка — 29 CFR 1926 г. 350
- Дуговая сварка и резка — 29 CFR 1926.351
- Пожарная безопасность — 29 CFR 1926.352
- Защитное снаряжение, шланг и баллоны
- Вентиляция и защита при сварке, резке и нагревании — 29 CFR 1926.353
- Защитные покрытия для сварки, резки и нагрева — 29 CFR 1926.354
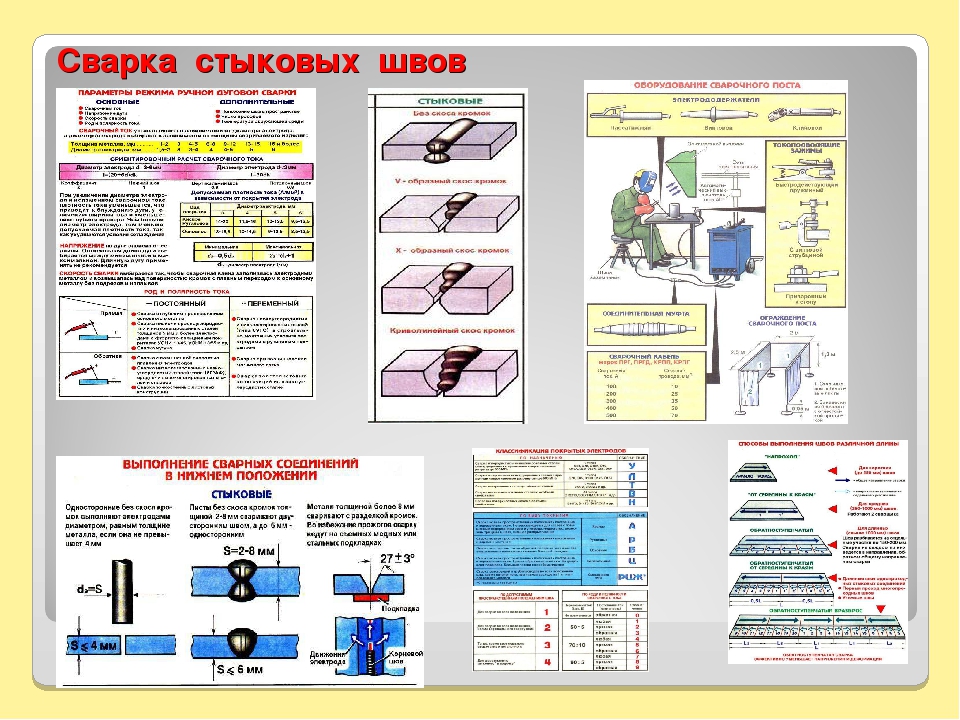 350
350Соответствующие правила безопасности. Существуют дополнительные правила безопасности, относящиеся к операциям сварки, резки и нагрева:
- Шестивалентный хром (Cr (VI)) — 29 CFR 1926 г.1126
- Кадмий — 29 CFR 1926.1127
- Газы, пары, дымы, пыль и туманы — 29 CFR 1926.55
- Вентиляция — 29 CFR 1926.57
- Сообщение об опасности — 29 CFR 1926.59
- Свинец — 29 CFR 1926.62
- Управление производственной безопасностью — 29 CFR 1926.64
- Средства индивидуальной защиты — 29 CFR 1926, подраздел E
- Противопожарная защита и предотвращение пожаров — 29 CFR 1926, подраздел F
Опасности. Безопасность операций сварки и резки зависит от мер, принимаемых для предотвращения и контроля воздействия экстремальных температур, сжатого газа, поражения электрическим током, токсичных газов и паров, шума и излучаемой энергии. Последствия небезопасной практики могут варьироваться от «солнечных ожогов для глаз» до хронических последствий для здоровья. Осведомленность, подготовка и способность сварщиков и их руководителей выявлять опасности во многом определяют безопасность этих операций.
Безопасность операций сварки и резки зависит от мер, принимаемых для предотвращения и контроля воздействия экстремальных температур, сжатого газа, поражения электрическим током, токсичных газов и паров, шума и излучаемой энергии. Последствия небезопасной практики могут варьироваться от «солнечных ожогов для глаз» до хронических последствий для здоровья. Осведомленность, подготовка и способность сварщиков и их руководителей выявлять опасности во многом определяют безопасность этих операций.
Элементы программы безопасности. Программа обеспечения безопасности при сварке, резке и нагревании или «горячих работах» должна включать следующие элементы:
- Ограничение выполнения процесса сварки или резки квалифицированным персоналом, который обучен выполнять определенный тип операции (например, кислородно-ацетиленовая, кислородно-порошковая, угольная дуга, газовый вольфрам, пятно сопротивления)
- Признание работниками опасностей, связанных со сваркой, резкой, нагревом и пайкой, а также опасного характера основного материала, с которым контактируют
- Описание и реализация программы предотвращения пожаров и реагирования на них, включая предоставление огнетушителей / спринклеров, назначение пожарных, ограничение деятельности в горючих / взрывоопасных ситуациях и выдачу разрешений на проведение огнетушащих работ
- Особые процедуры для замкнутых пространств
- Эффективные методы промышленной гигиены
- Защита персонала, механическая вентиляция, средства индивидуальной защиты, сварочные шторы и т. Д.
- Безопасные методы обращения и хранения материалов, особенно газовых баллонов
 Д.
Д.Обучение сотрудников. Работодатели должны инструктировать сотрудников по безопасному использованию топливного газа и безопасным операциям сварки и резки, включая правильное обращение, перемещение и хранение топливных баллонов. Работодатели должны предоставлять оборудование, соответствующее требованиям и спецификациям безопасности, и проводить необходимые испытания и проверки этого оборудования. Работодатели также должны предоставить средства индивидуальной защиты, обеспечить соответствующую вентиляцию и убедиться, что рабочие осведомлены об интерактивном характере опасностей, связанных с сваркой.
ГАЗОВАЯ СВАРКА И РЕЗКА29 CFR 1926.350
Транспортировка, перемещение и хранение баллонов со сжатым газом. Защитные колпачки клапана должны быть на месте и закреплены. Когда баллоны поднимаются, они должны быть закреплены на опоре, стропе или поддоне.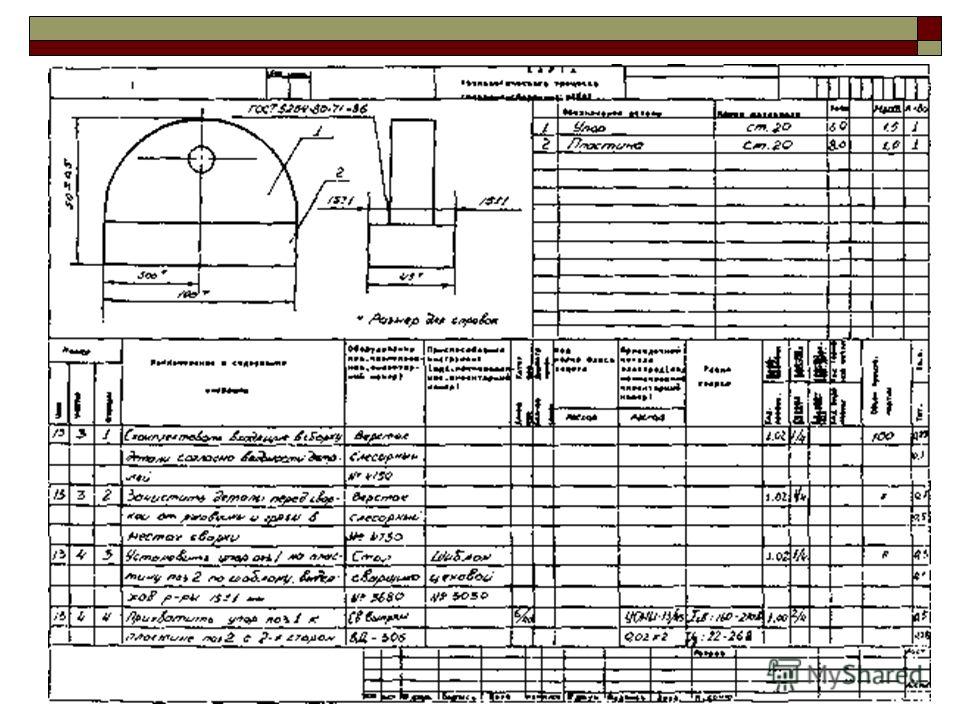 Их нельзя поднимать или перемещать на магнитах или кольцевых стропах. Цилиндры необходимо перемещать, наклоняя и перекатывая их по нижнему краю. Их нельзя умышленно ронять, наносить удары или позволять наносить друг другу удары с применением силы.
Их нельзя поднимать или перемещать на магнитах или кольцевых стропах. Цилиндры необходимо перемещать, наклоняя и перекатывая их по нижнему краю. Их нельзя умышленно ронять, наносить удары или позволять наносить друг другу удары с применением силы.
При транспортировке баллонов механическими транспортными средствами они должны быть закреплены в вертикальном положении. Запрещается использовать защитные колпачки клапана для подъема цилиндров из одного вертикального положения в другое. Запрещается использовать стержни под клапанами или защитными колпачками клапана для освобождения цилиндров при замерзании. Для размораживания цилиндров необходимо использовать теплую, а не кипящую воду.
Если баллоны не закреплены надежно на специальном держателе, предназначенном для этой цели, перед перемещением баллонов необходимо снять регуляторы и установить защитные колпачки клапанов.Необходимо использовать подходящую тележку для цилиндров, цепь или другое стабилизирующее устройство, чтобы цилиндры не опрокидывались во время использования. По окончании работы, когда баллоны пусты или когда баллоны перемещаются в любое время, клапан баллона должен быть закрыт. Баллоны со сжатым газом должны быть закреплены в вертикальном положении все время, если необходимо, на короткие периоды времени, пока баллоны фактически поднимаются или переносятся.
По окончании работы, когда баллоны пусты или когда баллоны перемещаются в любое время, клапан баллона должен быть закрыт. Баллоны со сжатым газом должны быть закреплены в вертикальном положении все время, если необходимо, на короткие периоды времени, пока баллоны фактически поднимаются или переносятся.
Кислородные баллоны на хранении должны быть отделены от баллонов с топливным газом или горючих материалов (особенно масла или смазки) на минимальном расстоянии 20 футов (6.1 м) или негорючим барьером высотой не менее 5 футов (1,5 м) с рейтингом огнестойкости не менее получаса.
Внутри зданий баллоны должны храниться в хорошо защищенном, хорошо вентилируемом, сухом месте на расстоянии не менее 20 футов (6,1 м) от легковоспламеняющихся материалов, таких как масло или эксельсиор. Баллоны следует хранить в специально отведенных местах вдали от лифтов, лестниц или проходов. Отведенные места для хранения должны быть расположены в таком месте, где баллоны не будут опрокинуты или повреждены проходящими или падающими предметами, а также не будут подвергаться взлому.
Внутрипроизводственная обработка, хранение и утилизация всех сжатых газов в баллонах, переносных цистернах, железнодорожных цистернах или грузовых цистернах автотранспортных средств должны осуществляться в соответствии с брошюрой Ассоциации сжатых газов P-1-1965, Безопасное обращение со сжатыми газами. Газы в баллонах .
Размещение цилиндров. Цилиндры должны располагаться достаточно далеко от места проведения сварочных работ или резки, чтобы искры, горячий шлак или пламя не попали на них. Когда это нецелесообразно, необходимо предусмотреть огнестойкие экраны.
Цилиндры следует размещать там, где они не могут стать частью электрической цепи. Электроды не должны ударяться об цилиндр, чтобы вызвать дугу.
Баллоны с топливным газом необходимо размещать клапаном вверх, когда они используются. Их нельзя размещать в местах, где они не будут подвергаться воздействию открытого огня, горячего металла или других источников искусственного тепла.
Баллоны с кислородом, ацетиленом или другим топливным газом нельзя брать в замкнутые пространства.
Обработка баллонов. Цилиндры, полные или пустые, нельзя использовать в качестве роликов или опор.
Никто, кроме поставщика газа, не должен пытаться смешивать газы в баллоне. Никто, кроме владельца баллона или уполномоченного им лица, не должен заправлять баллон. Никто не должен использовать содержимое баллона для целей, отличных от тех, которые предусмотрены поставщиком. Все используемые баллоны должны соответствовать требованиям Министерства транспорта, опубликованным в 49 CFR Part 178, Subpart C, Specification for цилиндров.
Запрещается использовать поврежденный или дефектный цилиндр.
Использование топливного газа. Работодатель должен тщательно проинструктировать сотрудников о безопасном использовании топливного газа, а именно:
Топливный газ нельзя использовать из баллонов через горелки или другие устройства, оборудованные запорными клапанами, без снижения давления с помощью подходящего регулятора, прикрепленного к клапану баллона или коллектору.
Перед тем, как подсоединить регулятор к вентилю баллона, вентиль необходимо слегка приоткрыть и немедленно закрыть.(Это действие обычно называют «растрескиванием» и предназначено для очистки клапана от пыли или грязи, которые в противном случае могли бы попасть в регулятор.) Человек, взламывающий клапан, должен стоять сбоку от выпускного отверстия, а не перед ним. Клапан баллона с топливным газом не должен иметь трещин в местах, где газ может попасть в сварочные работы, искры, пламя или другие возможные источники воспламенения.
Клапан баллона всегда следует открывать медленно, чтобы предотвратить повреждение регулятора. Для быстрого закрытия клапаны баллонов с топливным газом нельзя открывать более чем на 1.5 ходов. Если требуется специальный гаечный ключ, его необходимо оставить на штоке клапана во время использования баллона, чтобы можно было быстро перекрыть поток топливного газа в случае аварии. В случае цилиндров с коллектором или соединением, по крайней мере, один такой ключ всегда должен быть доступен для немедленного использования. Во время работы на баллон с топливным газом нельзя класть ничего, что может повредить предохранительное устройство или помешать быстрому закрытию клапана.
Во время работы на баллон с топливным газом нельзя класть ничего, что может повредить предохранительное устройство или помешать быстрому закрытию клапана.
Перед снятием регулятора с клапана баллона клапан баллона всегда должен быть закрыт и газ должен быть выпущен из регулятора.
Если при открытии клапана баллона с топливным газом обнаруживается утечка вокруг штока клапана, клапан необходимо закрыть и затянуть гайку сальника. Если это действие не устраняет утечку, использование баллона должно быть прекращено, он должен быть надлежащим образом помечен и удален из рабочей зоны. В случае, если топливный газ должен вытекать из клапана баллона, а не из штока клапана, и газ не может быть перекрыт, баллон должен быть надлежащим образом промаркирован и удален из рабочей зоны.Если регулятор, прикрепленный к клапану баллона, будет эффективно предотвращать утечку через седло клапана, баллон не нужно удалять из рабочей зоны.
Если утечка должна образоваться в предохранительной вилке или другом предохранительном устройстве, цилиндр должен быть удален из рабочей зоны.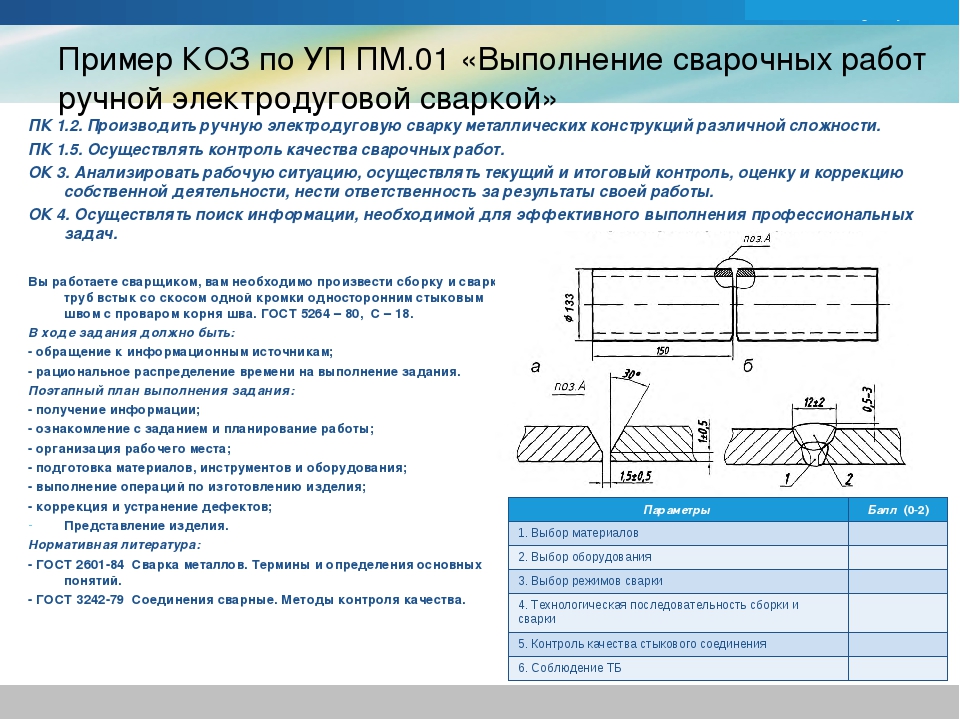
Коллекторы топливного газа и кислорода. На коллекторах топливного газа и кислорода должно быть указано название вещества, которое они содержат, буквами не менее 1 дюйма. высокий, который должен быть либо нарисован на коллекторе, либо на постоянно прикрепленном к нему знаке.Эти коллекторы необходимо размещать в безопасных, хорошо вентилируемых и доступных местах, а не в замкнутых пространствах.
Соединения шлангов коллектора, включая оба конца шланга подачи, которые ведут к коллектору, должны быть такими, чтобы шланг нельзя было менять местами между коллекторами топливного газа и кислорода и соединениями коллектора подачи. Для замены шлангов нельзя использовать переходники. Шланговые соединения должны быть очищены от жира и масла.
Когда они не используются, соединения коллектора и коллектора должны быть закрыты крышками.Во время использования нельзя класть на коллектор ничего, что может повредить коллектор или помешать быстрому закрытию клапанов.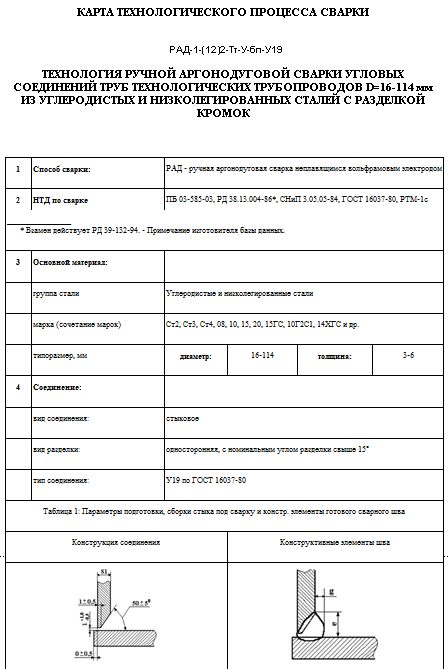
Шланги. Шланги для топливного газа и кислорода должны легко отличаться друг от друга. Контраст может составлять разные цвета или характеристики поверхности, легко различимые на ощупь. Шланги для кислорода и топливного газа не должны быть взаимозаменяемыми. (См., Например, сопроводительный рисунок.) Запрещается использовать один шланг с более чем одним проходом для газа.
Когда параллельные участки шлангов для кислорода и топливного газа скреплены лентой, не более 4 дюймов из 12 дюймов должны быть покрыты лентой.
Все используемые шланги, по которым идет ацетилен, кислород, природный или промышленный топливный газ, или любой газ или вещество, которые могут воспламениться, вступить в горение или каким-либо образом причинить вред работникам, должны проверяться в начале каждой рабочей смены. Неисправные шланги необходимо вывести из эксплуатации.
Шланги, которые подверглись повторной вспышке или демонстрируют признаки сильного износа или повреждения, должны быть испытаны при двойном давлении, превышающем нормальное, которому каждый подвергается, но ни в коем случае не менее 300 p. s.i. Неисправные шланги или шланги в сомнительном состоянии использовать нельзя.
s.i. Неисправные шланги или шланги в сомнительном состоянии использовать нельзя.
Шланговые муфты должны быть такого типа, которые нельзя разблокировать или отсоединить прямым усилием без вращательного движения.
Ящики, используемые для хранения газовых шлангов, должны вентилироваться.
Шланги, кабели и другое оборудование не должны приближаться к проходам, лестницам и лестницам.
Факелы. Засоренные отверстия наконечников резака необходимо очистить с помощью подходящей чистящей проволоки, сверл или других приспособлений, предназначенных для этой цели.Факелы в использовании должны быть проверены в начале каждой рабочей смены для негерметичных отсечных клапанов, шлангов муфт и концевых соединений. Неисправные горелки использовать нельзя. Факелы следует зажигать от фрикционных зажигалок или других разрешенных устройств, а не от спичек или от горячих работ.
Регуляторы и датчики. Регуляторы давления кислорода и топливного газа, включая соответствующие манометры, должны быть в надлежащем рабочем состоянии во время использования.
Опасности из-за масел и смазок. Кислородные баллоны и фитинги должны храниться вдали от масла или смазки. Цилиндры, крышки цилиндров и клапаны, муфты, регуляторы, шланги и оборудование должны быть очищены от масла или жирных веществ, и с ними нельзя работать масляными руками или перчатками. Кислород нельзя направлять на масляные поверхности, жирную одежду или внутрь жидкого топлива или другого резервуара для хранения или емкости.
Стандарты консенсуса. Для получения дополнительной информации, не описанной в правиле, применимы технические части ANSI Z49.1-1967, Безопасность при сварке и резке , должны применяться.
ДУГОВАЯ СВАРКА И РЕЗКА29 CFR 1926.351
Ручные электрододержатели. Следует использовать только ручные электрододержатели, специально разработанные для дуговой сварки и резки и способные безопасно выдерживать максимальный номинальный ток, необходимый для электродов.
Любые токопроводящие части, проходящие через часть держателя, которую сварщик или резак держит в руке, и внешние поверхности губок держателя, должны быть полностью изолированы от максимального напряжения, возникающего на земле.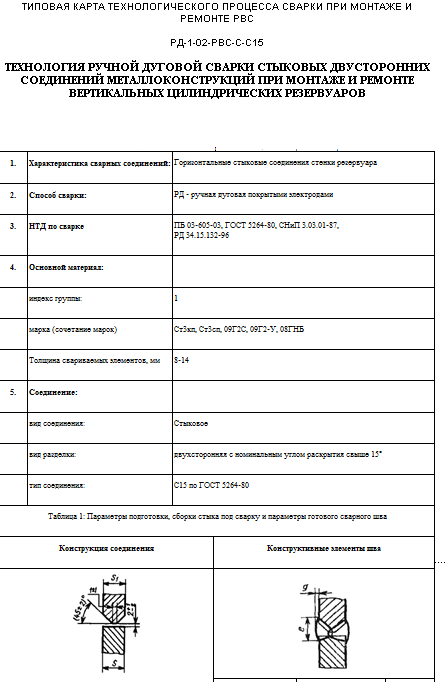
Сварочные кабели и соединители. Все кабели для дуговой сварки и резки должны быть полностью изолированного гибкого типа, способного выдерживать максимальные требования к току выполняемых работ с учетом рабочего цикла, в котором работает аппарат для дуговой сварки или резак.
Должен использоваться только кабель, не подвергшийся ремонту или стыкам, на расстоянии не менее 10 футов от конца кабеля, к которому подсоединен электрододержатель, за исключением кабелей со стандартными изолированными разъемами или сращиваниями, качество изоляции которых равно качеству изоляции кабеля. разрешены.
Кабели, нуждающиеся в ремонте, использовать нельзя. Когда кабель, отличный от упомянутого выше кабеля, изнашивается до такой степени, что обнажает оголенные жилы, обнаженная часть должна быть защищена резиной и фрикционной лентой или другой эквивалентной изоляцией.
Когда возникает необходимость соединить или срастить отрезки кабеля друг с другом, должны использоваться надежные изолированные соединители, емкость которых по крайней мере эквивалентна кабелю. Если соединения выполняются с помощью кабельных наконечников, они должны быть надежно скреплены между собой для обеспечения хорошего электрического контакта, а открытые металлические части наконечников должны быть полностью изолированы.
Если соединения выполняются с помощью кабельных наконечников, они должны быть надежно скреплены между собой для обеспечения хорошего электрического контакта, а открытые металлические части наконечников должны быть полностью изолированы.
Возвраты на землю и заземление машины. Кабель заземления должен иметь безопасную допустимую нагрузку по току, равную или превышающую указанную максимальную выходную мощность устройства дуговой сварки или резки, которое он обслуживает. Когда один заземляющий обратный кабель обслуживает более одного блока, его безопасный ток должен превышать общую указанную максимальную выходную мощность всех блоков, которые он обслуживает.
Трубопроводы, содержащие газы или легковоспламеняющиеся жидкости, или трубопроводы, содержащие электрические цепи, не должны использоваться в качестве заземления.
Когда конструкция или трубопровод используются в качестве цепи заземления, необходимо определить наличие необходимого электрического контакта на всех стыках.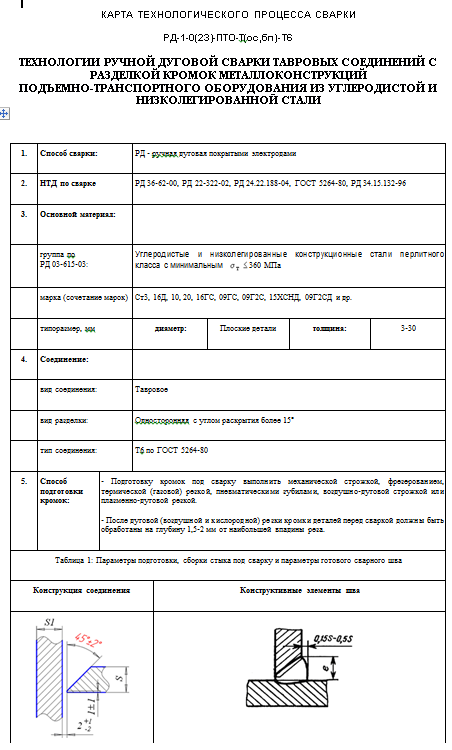 Возникновение дуги, искр или тепла в любой точке должно вызывать отказ от конструкций как цепи заземления.
Возникновение дуги, искр или тепла в любой точке должно вызывать отказ от конструкций как цепи заземления.
Когда конструкция или трубопровод постоянно используются в качестве заземляющего обратного контура, все соединения должны быть скреплены, и должны проводиться периодические проверки, чтобы гарантировать отсутствие условий электролиза или пожарной опасности в результате такого использования.
Рамы всех аппаратов для дуговой сварки и резки должны быть заземлены либо через третий провод в кабеле, в котором находится проводник цепи, либо через отдельный провод, который заземляется в источнике тока. Цепи заземления, кроме как посредством конструкции, должны быть проверены, чтобы убедиться, что цепь между землей и заземленным силовым проводом имеет достаточно низкое сопротивление, чтобы пропускать ток, достаточный для того, чтобы предохранитель или автоматический выключатель прервали ток.
Все заземляющие соединения должны быть проверены, чтобы убедиться, что они механически прочны и электрически соответствуют требуемому току.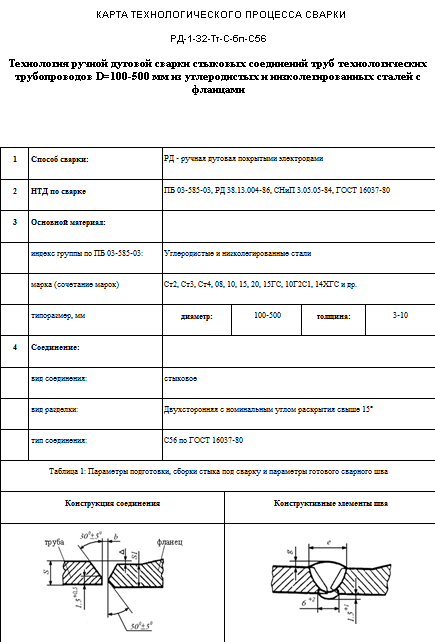
Руководство по эксплуатации. Работодатели должны инструктировать сотрудников по безопасным средствам дуговой сварки и резки следующим образом:
- Когда держатели электродов должны оставаться без присмотра, электроды должны быть удалены, а держатели должны быть размещены или защищены таким образом, чтобы они не могли электрически контактировать с работниками или проводящими объектами.
- Держатели горячих электродов нельзя погружать в воду. Это может привести к поражению сварочного аппарата или резака электрическим током.
- Когда сварщик или резак имеет случай оставить свою работу или прекратить работу на какой-либо значительный период времени, или когда нужно переместить аппарат для дуговой сварки или резки, выключатель источника питания оборудования должен быть разомкнут.
- О любом неисправном или неисправном оборудовании необходимо сообщать руководителю.
- О любом неисправном или неисправном оборудовании необходимо сообщать руководителю.
- Должен быть предусмотрен выключатель или автоматический выключатель, с помощью которого каждый сварочный аппарат сопротивлением и его управляющее оборудование могут быть изолированы от цепи питания. Номинальная сила тока этого отключающего средства не должна быть меньше допустимой токовой нагрузки питающего провода.
Экранирование. По возможности, все операции дуговой сварки и резки должны быть защищены негорючим или взрывонепроницаемым экраном, который будет защищать сотрудников и других лиц, работающих в непосредственной близости от прямых лучей дуги.
ПРОТИВОПОЖАРНЫЙ29 CFR 1926.352
По возможности, объекты для сварки, резки или нагрева должны быть перемещены в назначенное безопасное место или, если эти объекты не могут быть легко перемещены, все подвижные источники возгорания поблизости должны быть перемещены в безопасное место или защищены иным образом. Если эти объекты не могут быть перемещены и все источники опасности возгорания не могут быть устранены, должны быть приняты положительные меры для ограничения тепла, искр и шлака, а также для защиты неподвижных источников возгорания от них.
Запрещается выполнять сварку, резку или нагревание в местах, где нанесение легковоспламеняющихся красок или присутствие других легковоспламеняющихся соединений или высокая концентрация пыли создают опасность.
Средства пожаротушения. Соответствующее оборудование для пожаротушения должно быть немедленно доступно в рабочей зоне и поддерживаться в состоянии или готовности к немедленному использованию.
Дополнительные меры предосторожности при недостаточности обычных мер противопожарной защиты. Когда операция сварки, резки или нагрева такова, что обычные меры предосторожности по предотвращению пожара недостаточны, необходимо назначить дополнительный персонал для защиты от огня во время выполнения фактических операций сварки, резки или нагрева и в течение достаточного периода времени. время после завершения работ, чтобы исключить возможность возгорания.Такой персонал должен быть проинструктирован относительно конкретных предполагаемых опасностей пожара и того, как следует использовать предоставленное противопожарное оборудование.
Горячие работы на стенах, полах или потолках. При сварке, резке или обогреве стен, полов и потолков, поскольку прямое проникновение искр или теплопередача может создать опасность пожара в прилегающей зоне, на противоположной стороне должны быть приняты те же меры предосторожности, что и на противоположной стороне. сторона, на которой выполняется сварка, резка или нагрев.
Закрытые или замкнутые пространства. Для устранения возможного возгорания в закрытых помещениях в результате утечки газа через негерметичные или неправильно закрытые клапаны горелки, подача газа в горелку должна быть принудительно перекрыта в некоторой точке вне замкнутого пространства, когда горелка не будет использоваться. или всякий раз, когда факел остается без присмотра в течение значительного периода времени, например, во время обеденного перерыва. На ночь и при смене смен резак и шланг необходимо вынуть из замкнутого пространства.Открытые шланги для топливного газа и кислорода должны быть немедленно удалены из замкнутых пространств, когда они отсоединены от горелки или другого устройства, потребляющего газ.
За исключением случаев, когда содержимое удаляется или переносится, бочки, ведра и другие емкости, которые содержат или содержали легковоспламеняющиеся жидкости, должны оставаться закрытыми. Пустые емкости необходимо убрать в безопасное место, кроме горячих работ или открытого огня.
Бочки, контейнеры или полые конструкции. Бочки, контейнеры или полые конструкции, которые содержали токсичные или легковоспламеняющиеся вещества, перед сваркой, резкой или нагреванием должны быть либо заполнены водой, либо тщательно очищены от таких веществ, а затем вентилированы и испытаны.
Перед тем, как нагреть барабан, контейнер или полую конструкцию, необходимо предусмотреть вентиляционное отверстие или отверстие для сброса любого создаваемого давления во время приложения тепла.
ВЕНТИЛЯЦИЯ И ЗАЩИТА ПРИ СВАРКЕ, РЕЗКЕ И НАГРЕВАНИИ29 CFR 1926.353
Механическая вентиляция. Механическая вентиляция должна состоять из систем общей механической вентиляции или местных вытяжных систем.
Вентиляция должна считаться адекватной, если она имеет достаточную мощность и устроена таким образом, чтобы удалять пары и дым у источника и поддерживать их концентрацию в зоне дыхания в безопасных пределах, как это определено в Подчасти D Части 1926, Гигиена труда и контроль окружающей среды.
Загрязненный воздух, выходящий из рабочего пространства, необходимо выпускать отдельно от источника всасываемого воздуха. Весь воздух, заменяющий удаленный, должен быть чистым и пригодным для вдыхания. Кислород нельзя использовать для вентиляции, комфортного охлаждения, сдува пыли с одежды или для уборки рабочей зоны.
Горячие работы в закрытых помещениях. За исключением случаев, когда респираторы на воздушной линии требуются или разрешаются, как описано ниже, необходимо обеспечить соответствующую механическую вентиляцию, отвечающую требованиям, описанным выше, всякий раз, когда сварка, резка или нагрев выполняется в ограниченном пространстве.
Если невозможно обеспечить достаточную вентиляцию без блокировки средств доступа, сотрудники в замкнутом пространстве должны быть защищены респираторами на воздушной линии в соответствии с требованиями Подчасти E Части 1926, Средства индивидуальной защиты и спасения.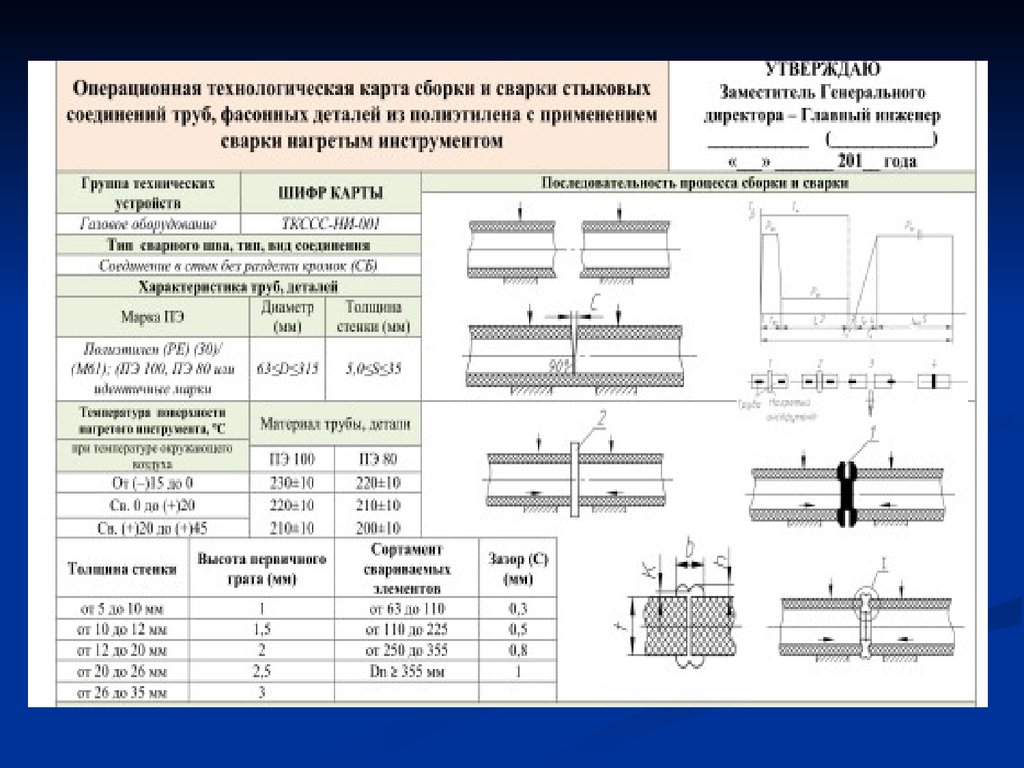 Сотрудник за пределами замкнутого пространства должен быть назначен для поддержания связи с теми, кто работает в нем, и для оказания им помощи в чрезвычайной ситуации.
Сотрудник за пределами замкнутого пространства должен быть назначен для поддержания связи с теми, кто работает в нем, и для оказания им помощи в чрезвычайной ситуации.
Если сварщик должен войти в ограниченное пространство через небольшое отверстие, должны быть предусмотрены средства для быстрого удаления его в случае возникновения чрезвычайной ситуации.Когда для этой цели используются ремни безопасности и страховочные тросы, они должны быть прикреплены к телу сварщика таким образом, чтобы его тело не могло застрять в небольшом выходном отверстии. Дежурный с заранее запланированной спасательной процедурой должен находиться снаружи, чтобы постоянно наблюдать за сварщиком и быть в состоянии осуществить спасательные операции.
Сварка, резка или нагрев металлов, имеющих токсическое значение. Сварка, резка или нагрев в любых закрытых помещениях с использованием следующих металлов должны выполняться при соответствующей механической вентиляции.
- Цинкосодержащие основные или присадочные металлы или металлы, покрытые цинксодержащими материалами
- Металлы, содержащие свинец
- Присадочные материалы, содержащие кадмий
- Хромсодержащие металлы или металлы, покрытые хромсодержащими материалами
Сварка, резка или нагрев любых замкнутых пространств с использованием следующих металлов должны выполняться с соответствующей местной вытяжной вентиляцией, как описано выше, или сотрудники должны быть защищены респираторами на воздушной линии в соответствии с правилом респираторов (29 CFR 1926.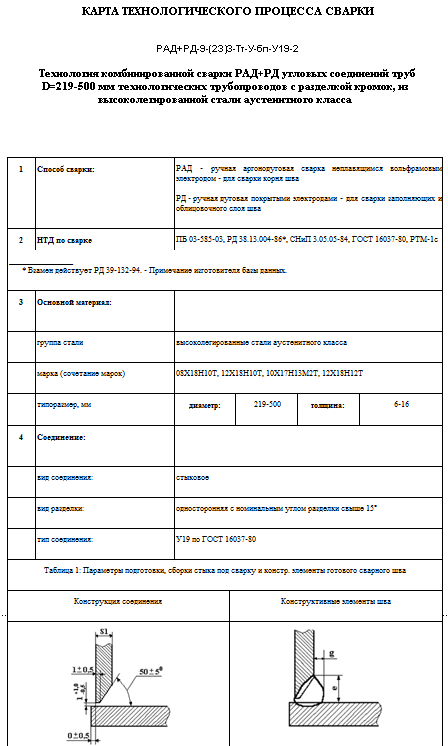 103):
103):
- Металлы, содержащие свинец, кроме примесей, или металлы, покрытые свинцовыми материалами
- Основные металлы с кадмием или с кадмиевым покрытием
- Металл с покрытием из металлов, содержащих ртуть
- Бериллийсодержащие основные или присадочные металлы
Из-за его высокой токсичности работы с бериллием должны выполняться как с местной вытяжной вентиляцией, так и с респираторами на воздушной линии.
Сотрудники, выполняющие такие операции на открытом воздухе, должны быть защищены респираторами фильтрующего типа, за исключением того, что сотрудники, выполняющие такие операции с бериллийсодержащим основным или присадочным металлом, должны быть защищены респираторами на воздушной линии.
Другие сотрудники, находящиеся в той же атмосфере, что и сварщики или горелки, должны быть защищены таким же образом, как и сварщики или горелки.
Электродуговая сварка в среде инертного газа. Так как процесс дуговой сварки в среде защитного газа включает в себя производство ультрафиолетового излучения с интенсивностью от 5 до 30 раз больше, чем при дуговой сварке в среде защитного металла, разложение хлорированных растворителей ультрафиолетовыми лучами и выделение токсичных паров.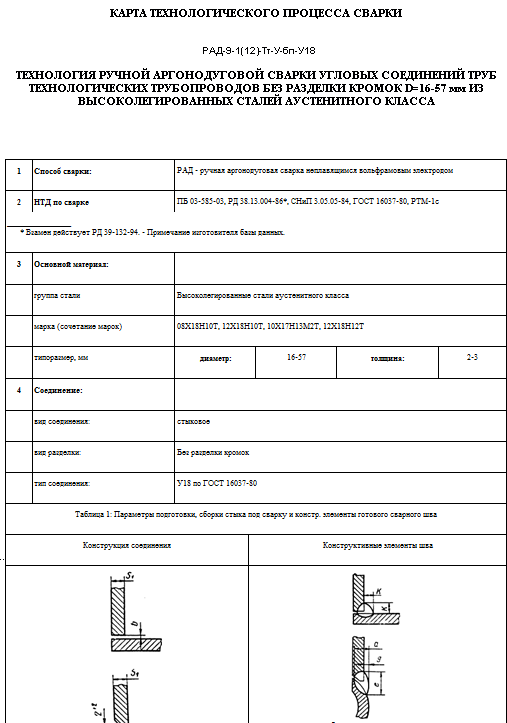 и газов, сотрудников нельзя допускать к участию в процессе или подвергать их воздействию до тех пор, пока не будут приняты определенные особые меры предосторожности.
и газов, сотрудников нельзя допускать к участию в процессе или подвергать их воздействию до тех пор, пока не будут приняты определенные особые меры предосторожности.
При использовании хлорсодержащих растворителей необходимо держать не менее 200 футов, если они не защищены, от открытой дуги, а поверхности, подготовленные с использованием хлорированных растворителей, должны быть полностью высушены перед тем, как сварка разрешена на таких поверхностях.
Работники в зоне, не защищенной от дуги экранированием, должны быть защищены фильтрующими линзами. Когда два или более сварщика подвергаются воздействию дуги друг друга, под сварочными шлемами необходимо надевать защитные очки с фильтрующими линзами подходящего типа. Щитки для рук для защиты сварщика от вспышек и лучистой энергии должны использоваться, когда шлем поднят или снят щит.
Сварщики и другие сотрудники, подвергающиеся воздействию радиации, должны быть надлежащим образом защищены, чтобы кожа была полностью покрыта, чтобы предотвратить ожоги и другие повреждения ультрафиолетовыми лучами.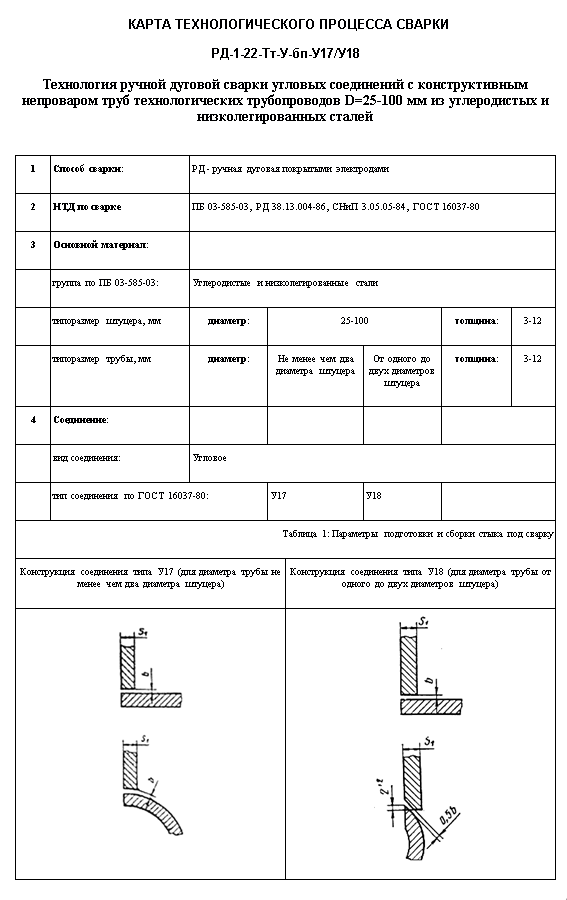 Сварочные маски и щитки для рук не должны иметь утечек, отверстий и поверхностей с высокой отражающей способностью.
Сварочные маски и щитки для рук не должны иметь утечек, отверстий и поверхностей с высокой отражающей способностью.
При выполнении дуговой сварки в инертном газе нержавеющей стали необходимо использовать соответствующую местную вытяжную вентиляцию, как описано выше, или респираторы на линии подачи воздуха для защиты от опасных концентраций диоксида азота.
Общая сварка, резка и нагрев. Сварка, резка или нагрев, не связанные с условиями или токсичными материалами, описанными выше, обычно могут выполняться без механической вентиляции или средств защиты органов дыхания. Однако такая защита должна быть предусмотрена там, где существует небезопасное скопление загрязняющих веществ из-за необычных физических или атмосферных условий.
Сотрудники, выполняющие любые виды сварки, резки или нагрева, должны быть защищены подходящими средствами защиты глаз (см. 29 CFR 1926.102).
СВАРКА, РЕЗКА И НАГРЕВ КОНСЕРВИРУЮЩИХ ПОКРЫТИЙ29 CFR 1926.354
Перед тем, как начать сварку, резку или нагрев любой поверхности, покрытой защитным покрытием, воспламеняемость которого неизвестна, компетентное лицо должно провести испытание для определения ее воспламеняемости. Консервирующие покрытия следует рассматривать как легко воспламеняющиеся, если соскоб сгорает очень быстро.
Консервирующие покрытия следует рассматривать как легко воспламеняющиеся, если соскоб сгорает очень быстро.
Когда установлено, что покрытия легко воспламеняются, их необходимо удалить с нагреваемой области, чтобы предотвратить возгорание.
Защита от токсичных консервирующих покрытий. В закрытых помещениях все поверхности, покрытые токсичными консервантами, должны быть удалены от всех токсичных покрытий на расстоянии не менее 4 дюймов от зоны воздействия тепла, или сотрудники должны быть защищены респираторами на воздушной линии. На открытом воздухе сотрудники должны быть защищены респиратором.
Удаление защитных покрытий. Консервирующие покрытия необходимо удалить на достаточном расстоянии от нагреваемой области, чтобы не допустить значительного повышения температуры незащищенного металла.Искусственное охлаждение металла, окружающего зону нагрева, может использоваться для ограничения размера очищаемой зоны.
СТРОИТЕЛЬНОЕ ОБУЧЕНИЕ Для газовой и дуговой сварки и резки необходимы подробные инструкции по эксплуатации. Некоторым работодателям может потребоваться обучить специальный персонал пожарным опасностям и противопожарному оборудованию, подходящему для их работы.
Некоторым работодателям может потребоваться обучить специальный персонал пожарным опасностям и противопожарному оборудованию, подходящему для их работы.
29 CFR 1926.350 (d) (1)
Работодатель должен инструктировать сотрудников по безопасному использованию топливного газа.См. Конкретные процедуры в подразделе «Использование топливного газа» данного анализа.
ДУГОВАЯ СВАРКА И РЕЗКА29 CFR 1926.351 (d)
Работодатели должны инструктировать сотрудников безопасным средствам дуговой сварки и резки. См. Подраздел «Инструкции по эксплуатации» данного анализа для получения информации о конкретных процедурах.
ПРОТИВОПОЖАРНЫЙ29 CFR 1926.352 (e)
Персонал, назначенный для защиты от огня во время фактических сварочных работ, резки или нагрева, должен быть обучен предупреждению опасности возникновения пожара и использованию имеющегося противопожарного оборудования.Когда обычные меры противопожарной безопасности недостаточны, дополнительные лица, обученные методам пожарной безопасности и противопожарному оборудованию, должны принять меры для защиты от пожара.
Стандартные методы сварки и дефекты сварных швов в судостроении
Сварка — один из наиболее широко используемых процессов горячей обработки, применяемых в судостроительной промышленности. Развитие технологии сварки позволило отрасли производить идеально водонепроницаемые и маслонепроницаемые соединения. Сварные соединения по сравнению с заклепочными соединениями намного проще производить, и они сокращают время цикла проекта.Сварные соединения также привели к уменьшению веса стали и требуют меньшего или незначительного обслуживания по сравнению с заклепочными соединениями. Главный вклад технологии сварки в судостроение — это возможность получения гладких поверхностей корпуса, что значительно снижает сопротивление оголенного корпуса и требования к мощности.
Сварные соединения по сравнению с заклепочными соединениями намного проще производить, и они сокращают время цикла проекта. Сварные соединения также привели к снижению веса стали и требуют меньшего или незначительного обслуживания по сравнению с заклепочными соединениями.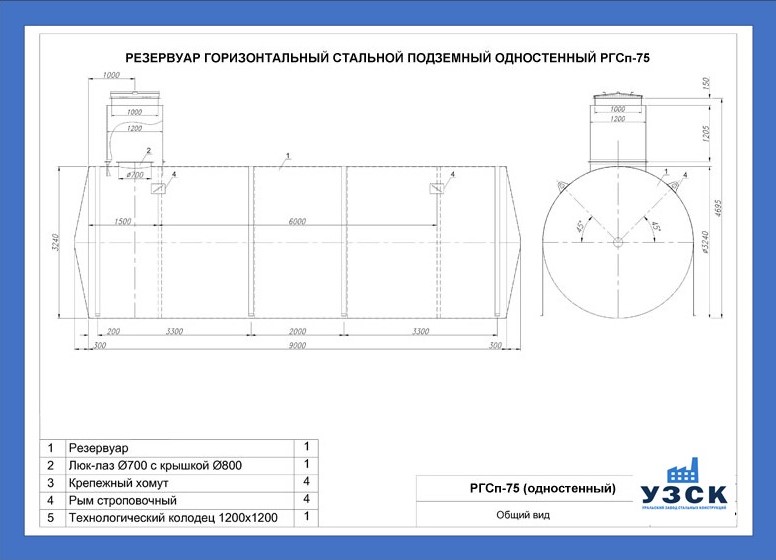 Главный вклад технологии сварки в судостроение — это возможность получения гладких поверхностей корпуса, что значительно снижает сопротивление оголенного корпуса и требования к мощности.
Главный вклад технологии сварки в судостроение — это возможность получения гладких поверхностей корпуса, что значительно снижает сопротивление оголенного корпуса и требования к мощности.
Три основных метода сварки, которые используются на верфи:
- Дуговая сварка
- Газовая сварка
- Сварка сопротивлением
Дуговая сварка:
Основным принципом дуговой сварки является подключение металлического электрода к источнику электропитания с образованием замкнутой цепи, если пластина касается электродом.Когда электрод поднимается над пластиной на несколько миллиметров, электрический ток перескакивает через зазор и возникает электрическая дуга при высокой температуре. Это приводит к плавлению основного металла и металла в электроде, позволяя обоим металлам плавиться.
Рисунок 1: Принципиальная схема процесса дуговой сварки.
Дуговая защита — важный аспект всех процессов дуговой сварки. Чтобы предотвратить окисление расплавленного металла, дуга защищена от окружающего воздуха, а контакт с кислородом и водяным паром исключен. На верфях используются два наиболее часто используемых метода экранирования:
На верфях используются два наиболее часто используемых метода экранирования:
- Дуговая сварка в шлаке
- Дуговая сварка в среде защитного газа
Дуговая сварка в шлаке:
Шлак — это осадок, оставшийся после плавления основного металла и металла электрода. Он образует слой над дугой и сварным швом, защищая его от окисления. Присутствие шлака стабилизирует дугу, обеспечивая лучшее качество сварки. На верфях используются три основных процесса дуговой сварки шлаком:
• Дуговая сварка экранированного металла: Присадочным металлом большинства электродов, используемых в судостроительной промышленности, является низкоуглеродистая сталь.Мягкая сталь, вытянутая в виде стержней, покрыта смесью минеральных оксидов, фторидов, силикатов, углеводородов и сжиженного связующего, которое связывает их вместе, образуя прочную оболочку вокруг более полного металла. Это покрытие образует шлак, стабилизирует дугу и предотвращает окисление стыка. Дуговая сварка в экранированном металле используется при изготовлении панелей, решеток, резервуаров и т. Д. Они используются в процессах ручной дуговой сварки и могут помочь выполнить сварку в различных положениях, а именно:
Дуговая сварка в экранированном металле используется при изготовлении панелей, решеток, резервуаров и т. Д. Они используются в процессах ручной дуговой сварки и могут помочь выполнить сварку в различных положениях, а именно:
- Ручная сварка вниз.
- Сварка над головой.
- Вертикальная сварка.
Гибкость позиционирования этого процесса сварки делает его единственным способом сварки, применяемым для сварки нижней стороны плит потолочного перекрытия.
• Дуговая сварка под флюсом: В этом процессе сварки дуга зажигается и поддерживается под слоем гранулированного флюса, который наносится на сварное соединение до того, как дуга затронет соединение. Следуйте рисунку, чтобы понять это дальше.
Рисунок 2: Дуговая сварка под флюсом.(Источник:
Бункер с гранулированным флюсом проходит по длине сварного шва. Он оставляет на стыке слой флюса. За бункером следует тележка, на которой находится электрод из присадочного металла. Электрод непрерывно подается роликами, приводимыми в движение приводным двигателем, а скорость подачи электрода устанавливается на такое значение, чтобы кончик электрода всегда был погружен в поток. Таким образом, дуга возникает внутри слоя флюса, обеспечивая полную изоляцию от окружающей среды.
Электрод непрерывно подается роликами, приводимыми в движение приводным двигателем, а скорость подачи электрода устанавливается на такое значение, чтобы кончик электрода всегда был погружен в поток. Таким образом, дуга возникает внутри слоя флюса, обеспечивая полную изоляцию от окружающей среды.
Рис. 3: Сварка под флюсом с бункером, ведущим три дуговых сопла. (Источник: википедия)
Скорость движения тележки, скорость подачи электрода и количество флюса на стыке являются очень важными параметрами, которые предварительно определяются в зависимости от толщины пластин, материала основного металла и качества сварного соединения. должно быть достигнуто.
Дуговая сварка под флюсом является наиболее часто используемым методом сварки вниз в судостроении благодаря стабильности дуги и качеству соединения.Поскольку большинство стыков свариваются с одной стороны, подкладочная лента из керамического материала размещается под стыком, чтобы предотвратить перетекание сварного шва с другой стороны.
Рисунок 4: Использование подкладных лент.
• Приварка шпильки: Этот процесс сварки используется, когда шпилька или болт должны привариваться к основному металлу. Шпилька закреплена на дуле сварочного пистолета. При выстреле из пистолета шип попадает в металл. Высокая скорость шпильки и замкнутая электрическая цепь создают дугу, которая плавит оба металла.Как только шпилька вбивается в металл, подача электроэнергии автоматически отключается. Гранулированный флюс находится на конце каждой шпильки, чтобы обеспечить изоляцию от воздуха.
Этот процесс используется для крепления изоляционных панелей к переборкам, деревянного настила к плитам палубы.
Процессы дуговой сварки в среде защитного газа:
В процессах дуговой сварки в среде защитного газа вместо флюса используется газовая оболочка, обеспечивающая изоляцию дуги от окружающей среды. Они широко используются на верфях для сварки сравнительно легких конструкций.
• Сварка вольфрамом в среде инертного газа (TIG): В этом процессе сварки дуга создается между неплавящимся вольфрамовым электродом и основными металлическими пластинами. Вольфрамовый электрод окружен соплом, которое поддерживает непрерывный поток инертного газа вокруг дуги. Этот инертный газ защищает дугу от кислорода, тем самым стабилизируя ее и предотвращая окисление сварочной ванны. В дугу вводится присадочный стержень, который способствует сплавлению двух металлов. В качестве инертного газа в этом процессе обычно используется аргон.Сварка TIG предпочтительна для листов толщиной обычно менее 6-8 мм.
Рисунок 5: Сварка вольфрамом в среде инертного газа (Источник: wikipedia)
• Сварка металла в инертном газе (MIG): Сварка металла в инертном газе в некотором смысле является усовершенствованием сварки вольфрамовым электродом в инертном газе, где электродом является плавящаяся металлическая проволока.
Рисунок 6: Сварка металлов в инертном газе.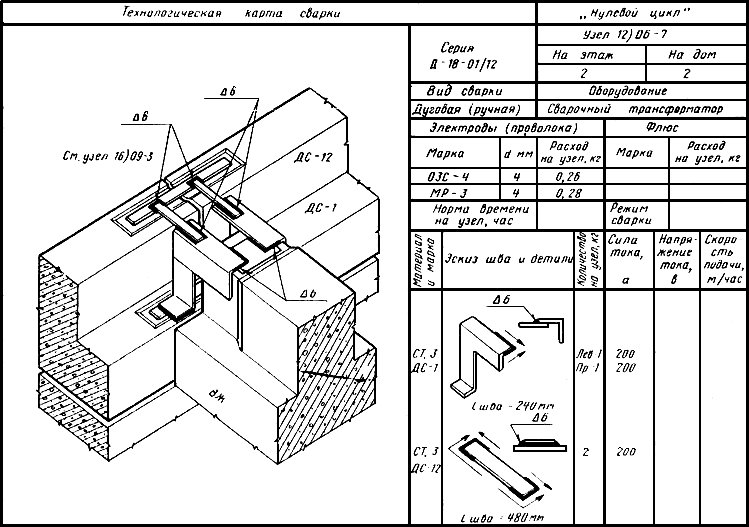
Сварочная горелка состоит из электрической контактной трубки, которая соединяет электродную проволоку с источником питания.Электродная проволока непрерывно подается в сопло парой приводных роликов. Он проходит через электрическую контактную трубку. Подача инертного газа в сварочную горелку поддерживается по отдельной линии, ведущей в горелку. Он создает слой инертного газа вокруг стабилизированной дуги.
Двуокись углерода — наиболее широко используемый для этой цели инертный газ. Сварка МИГ широко применяется при сварке алюминиевых рубок и сферических мембранных резервуаров на танкерах для перевозки сжиженного газа.
Мы также обсудим некоторые другие сварочные процессы, используемые в судостроительной промышленности для специальных целей:
• Плазменная сварка: Этот процесс аналогичен процессу сварки TIG, за исключением того факта, что вольфрамовый электрод отделен от контакта с плазмой. Плазма попадает в сварной шов, что увеличивает температуру и обеспечивает экранирующий эффект. Этот процесс сварки используется для более тонких металлических листов, как правило, в цехах по обработке листового металла на верфи.
Этот процесс сварки используется для более тонких металлических листов, как правило, в цехах по обработке листового металла на верфи.
• Лазерная сварка: Процессы лазерной сварки используются на передовых верфях, и, поскольку для этого требуется минимальное тепловложение, возникающие сварочные деформации (мы обсудим это подробно вскоре) сводятся к минимуму. Источником лазера в этом процессе являются кристаллы диоксида углерода или Nd: YAG (неодим-иттрий-алюминиевый гранат).
• Сварка термитом: Сварка термитом — это больше типичный процесс плавления, который используется для скрепления крупных стальных секций или поковок, например, тяжелых секций кормовой рамы корабля.Нагревание в этом процессе сварки достигается за счет смеси алюминия и оксида железа.
• Сварка трением с перемешиванием: Это широко используемый процесс на верфях, источником тепла является трение, создаваемое между вращающимся штифтом и основными металлическими пластинами. Достоинством этого процесса сварки является возможность его выполнения в вертикальном направлении, что позволяет выполнять сварку трением только стыков бортовых обшивок между блоками корабля.
Достоинством этого процесса сварки является возможность его выполнения в вертикальном направлении, что позволяет выполнять сварку трением только стыков бортовых обшивок между блоками корабля.
Сварочные методы в судостроительной промышленности:
• Несколько проходов: При сварке листов большой толщины (обычно от 5 до 6 мм) требуется несколько сварочных проходов, чтобы заполнить зазор между пластинами, чтобы добиться полного проплавления.В случаях, когда угловой шов выполняется с большими и глубокими скосами между пластинами, возникает необходимость в нескольких проходах.
На следующем рисунке показано поперечное сечение многопроходного стыкового сварного шва, состоящего из восьми проходов. Обратите внимание, что первого прохода недостаточно для полного проплавления до корня шва. Чтобы преодолеть это, предусмотрен обратный ход. Обратный проход — это дополнительный сварочный проход, выполняемый с противоположной стороны сварного шва перед укладкой основных проходов.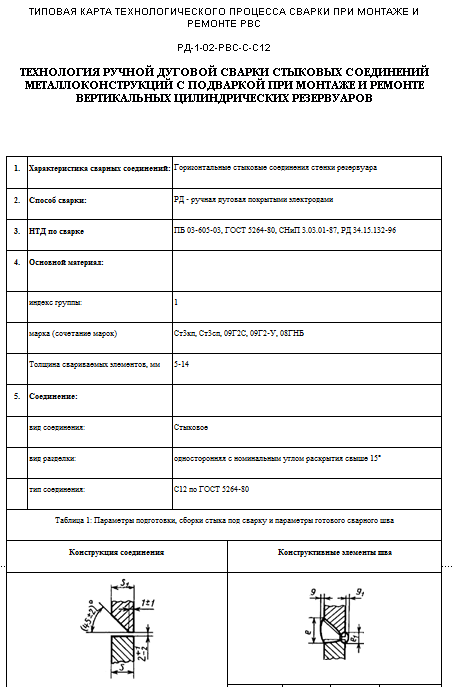 Затем излишки материала вырезаются для получения гладкости и отделки.
Затем излишки материала вырезаются для получения гладкости и отделки.
Рис. 7. Многопроходный сварной шов, состоящий из восьми проходов и обратного хода.
• Прихваточные швы: Перед сваркой двух пластин их прихватывают через равные промежутки времени по длине сварного шва. Это делается для удержания пластин на месте и предотвращения их раскрытия из-за градиентов температуры во время основного сварочного прохода. Прихваточные швы — это короткие сварные швы, выполненные на прерывистых расстояниях, и электроды, используемые для прихваточных швов, такие же, как и электроды, используемые в основных прогонах.
Рис. 8. Прихваточные швы перед сваркой двух пластин.
• Последовательность сварки: Последовательность сварки подготовлена с учетом возможных искажений. Когда сварочный цикл завершен, охлаждение не равномерное по длине сварного шва. Это приводит к развитию напряжений, которые сближают пластины на одном конце и разрывают их на другом. В некоторых случаях, особенно при длинных стыковых швах, по длине сварного шва возникают усадки, что приводит к короблению свариваемых пластин.Чтобы свести их к минимуму, последовательность и направление каждого сварного шва заранее определены и перечислены в документе о последовательности сварки соответствующей конструкции. Они подготавливаются к сварке на всех этапах, начиная с изготовления панелей, узлов, блоков и заканчивая возведением сборных конструкций на причале.
В некоторых случаях, особенно при длинных стыковых швах, по длине сварного шва возникают усадки, что приводит к короблению свариваемых пластин.Чтобы свести их к минимуму, последовательность и направление каждого сварного шва заранее определены и перечислены в документе о последовательности сварки соответствующей конструкции. Они подготавливаются к сварке на всех этапах, начиная с изготовления панелей, узлов, блоков и заканчивая возведением сборных конструкций на причале.
Проверка дефектов сварных швов и качества сварки:
Каждое сварное соединение проверяется группой обученных инспекторов на предмет дефектов сварных швов. Дефекты сварки могут возникать из-за недостаточной квалификации сварщиков, использования неподходящих материалов или неправильных методов сварки и условий окружающей среды.
Наиболее частыми дефектами сварных швов являются:
1. Пластинчатый разрыв.
2. Кратерные трещины.
3. Недостаточное поперечное сечение или недостаточный провар сварочной ванны.
4. Подрезка борта.
5. Улавливание газа в сварочной ванне.
6. Включения шлака в сварном шве.
7. Перекрытия.
8. Поднутрения.
9. Отсутствие арматуры.
10. Чрезмерное армирование или лишнее отложение.
11. Отсутствие плавления в сварочной ванне.
Ниже рассматриваются наиболее часто используемые неразрушающие методы контроля качества сварных швов.
• Визуальный осмотр: Визуальный осмотр проводится обученным инспектором, при котором любой поверхностный дефект обнаруживается невооруженным глазом. Отложение шлака на поверхности, неправильная форма сварных швов, неправильное выравнивание пластин и чрезмерное усиление на поверхности можно обнаружить при визуальном осмотре. Однако все дефекты нижней поверхности требуют других методов контроля, которые обсуждаются далее.
• Проверка проникновения красителя (DPI) : Поверхностные трещины чаще всего обнаруживаются методом проникновения красителя. Сначала сварное соединение очищается, чтобы удалить шлак или нежелательный материал с поверхности сварного соединения. Поверх сварного шва распыляется слой проявителя. Он белого цвета и помогает глазам в дальнейших действиях. Затем краситель распыляется на сварное соединение. Цвет этого красителя обычно ярко-красный, потому что он наиболее заметен человеческому глазу. После достаточного времени ожидания поверхность сварного шва очищается. Очистка удаляет всю краску с поверхности, но остается слой проявителя.В случае наличия какой-либо поверхностной трещины краситель просачивается внутрь, поэтому после очистки поверхности трещина становится явно красной. Именно для того, чтобы наглядно это заметить, и применяется разработчик. Наличие любых красных линий указывает на трещины на поверхности, поэтому принимаются меры по их устранению.
Сначала сварное соединение очищается, чтобы удалить шлак или нежелательный материал с поверхности сварного соединения. Поверх сварного шва распыляется слой проявителя. Он белого цвета и помогает глазам в дальнейших действиях. Затем краситель распыляется на сварное соединение. Цвет этого красителя обычно ярко-красный, потому что он наиболее заметен человеческому глазу. После достаточного времени ожидания поверхность сварного шва очищается. Очистка удаляет всю краску с поверхности, но остается слой проявителя.В случае наличия какой-либо поверхностной трещины краситель просачивается внутрь, поэтому после очистки поверхности трещина становится явно красной. Именно для того, чтобы наглядно это заметить, и применяется разработчик. Наличие любых красных линий указывает на трещины на поверхности, поэтому принимаются меры по их устранению.
Рис. 9: Пенетрантная проверка красителя. (Источник: википедия)
• Испытание магнитными частицами: Более мелкие трещины не заметны при испытаниях DPI. Однако магнитопорошковый контроль выявляет их четко из-за изменения магнитного поля в трещинах.В этом испытании магнитный порошок наносят на проверяемое сварное соединение. При изменении магнитного поля в трещине на железном материале магнитные частицы накапливаются по длине трещины, образуя кластеры в непосредственной близости от них. Это дает четкое указание на трещины на поверхности. На изображении ниже показаны две области скоплений небольших трещин на трубе.
Однако магнитопорошковый контроль выявляет их четко из-за изменения магнитного поля в трещинах.В этом испытании магнитный порошок наносят на проверяемое сварное соединение. При изменении магнитного поля в трещине на железном материале магнитные частицы накапливаются по длине трещины, образуя кластеры в непосредственной близости от них. Это дает четкое указание на трещины на поверхности. На изображении ниже показаны две области скоплений небольших трещин на трубе.
Рис. 10: Трещины, обнаруженные при испытании магнитных частиц на металлической трубе. (Источник: https://en.wikipedia.org/wiki/Mintage_particle_inspection#/media/File:Stress_corrosion_cracking_revealed_by_mintage_particles.JPG)
• Радиографический контроль: Метод радиографического контроля основан на фундаментальном принципе воздействия на образец луча излучения с одной стороны и фиксации или регистрации испускаемого излучения на фотопластинке с другой стороны образца. кусок. Именно здесь радиографический контроль оказывается очень полезным для обнаружения дефектов подповерхностных сварных швов. Любое препятствие в сварном шве изменит плотность излучения в этой области, что отразится на фотографической пластине.Следовательно, радиография в основном используется для проверки консистенции металла шва. На следующем рисунке показано обнаружение поверхностных и подповерхностных неоднородностей на фотопленке.
Любое препятствие в сварном шве изменит плотность излучения в этой области, что отразится на фотографической пластине.Следовательно, радиография в основном используется для проверки консистенции металла шва. На следующем рисунке показано обнаружение поверхностных и подповерхностных неоднородностей на фотопленке.
Рисунок 11: Принципиальная схема рентгенографического теста. (Источник: Википедия)
В радиографических испытаниях используются как рентгеновские, так и гамма-лучи. Для считывания и интерпретации дефектов сварных швов с радиографических пластин требовался квалифицированный и опытный персонал, специализирующийся на этой работе.
• Ультразвуковой контроль: Ультразвуковой контроль использует тот же принцип, что и радиографический контроль, но с двумя основными отличиями.Во-первых, использование ультразвукового излучения устраняет опасность для здоровья, связанную с вредными рентгеновскими и гамма-лучами, используемыми в радиографических исследованиях. Во-вторых, записи не нужно обрабатывать в такой степени, как записи радиографических тестов, потому что они получают в графическом формате, как обсуждается ниже.
Во-вторых, записи не нужно обрабатывать в такой степени, как записи радиографических тестов, потому что они получают в графическом формате, как обсуждается ниже.
Зонд посылает луч ультразвуковых волн в сварной шов. Отраженные волны отображаются в виде графика на экране компьютера. Первый всплеск на графике может быть вызван отражением от верхней поверхности сварного шва.Второй пик (обычно меньшей амплитуды по сравнению с первым) представляет собой волну, отраженную от тыльной (другой) стороны пластин. Наличие препятствия в зоне сварки также может отражать некоторые волны обратно к датчику, поэтому вызывает третий выброс меньшей амплитуды, чем выброс, вызванный задней стороной. Однако этот шип появляется раньше, чем шип с тыльной стороны. Вдобавок к этому, поскольку количество волн, достигающих теперь задней стороны пластин, уменьшается, наличие третьего выброса из-за дефекта сварного шва также вызовет уменьшение амплитуды второй волны, как показано на схематической диаграмме. ниже.
ниже.
Рисунок 12: Принципиальная схема ультразвукового контроля дефектов сварного шва. (Источник: википедия)
Приведенный выше рисунок также помогает нам понять, как ультразвуковой контроль может использоваться не только для обнаружения дефекта сварного шва, но и для определения местоположения дефекта. Если толщина пластины равна «E», расстояние между выступами на передней и задней стороне сварного соединения без дефекта будет «E» на линейной шкале расстояний на графике.Точно так же расстояние между иглой из-за верхней поверхности и шипом из-за дефекта сварного шва будет отражать глубину от поверхности, на которой расположен дефект.
Именно это свойство ультразвукового контроля делает его наиболее широко используемым методом неразрушающего контроля основных сварных конструкций на верфях.
Сегодня классификационные общества разработали нормы не только по методам сварки, но и по стандартам электродов, которые будут использоваться для каждого типа соединения, в зависимости от его расположения на судне. В настоящее время проводятся крупные исследовательские работы по прогнозированию характера деформации сварного шва с целью разработки методов сварки, предотвращающих выпрямление конструкций из-за напряжений, вызванных сваркой. Именно такой обширный объем исследований делает сварку интересной областью изучения для исследователей.
В настоящее время проводятся крупные исследовательские работы по прогнозированию характера деформации сварного шва с целью разработки методов сварки, предотвращающих выпрямление конструкций из-за напряжений, вызванных сваркой. Именно такой обширный объем исследований делает сварку интересной областью изучения для исследователей.
Отказ от ответственности: Взгляды авторов, выраженные в этой статье, не обязательно отражают точку зрения Marine Insight. Данные и диаграммы, если они используются в статье, были получены из доступной информации и не были подтверждены каким-либо установленным законом органом.Автор и компания «Марин Инсайт» не утверждают, что они точны, и не принимают на себя никакой ответственности за них. Взгляды представляют собой только мнения и не представляют собой каких-либо руководящих принципов или рекомендаций относительно любого курса действий, которому должен следовать читатель.
Данная статья или изображения не могут быть воспроизведены, скопированы, переданы или использованы в любой форме без разрешения автора и Marine Insight.
таблица перемешивания смесительного бака
горячий
горячий
горячий
смешивание и перемешивание жидкостей форсунка для смешивания жидкостей и перемешивание. Во многих технологических линиях, где используются резервуары с химическими веществами, необходимо поддерживать движение жидкости в резервуаре, чтобы избежать разделения и осаждения. в качестве альтернативы может потребоваться смешивание или смешивание различных жидкостей. в любом случае для этого можно рециркулировать жидкости вокруг резервуара.
Во многих технологических линиях, где используются резервуары с химическими веществами, необходимо поддерживать движение жидкости в резервуаре, чтобы избежать разделения и осаждения. в качестве альтернативы может потребоваться смешивание или смешивание различных жидкостей. в любом случае для этого можно рециркулировать жидкости вокруг резервуара.
Пакеты резервуаров и смесителей от компании Chemtainer Industries наша таблица предназначена для предоставления основных рекомендаций по выбору подходящего смесителя для обеспечения мягкого смешивания жидкостей различной вязкости в резервуарах разного размера.эта информация основана на приблизительно 30-минутном времени перемешивания двух жидкостей, когда обе жидкости уже находятся в резервуаре.
Геометрия смесительного бака: все дело в основаниях, как и следовало ожидать, бак с плоским дном не особенно хорошо дренирует, особенно когда речь идет о твердых и высоковязких жидкостях. для получения дополнительных советов по повышению эффективности смешивания загрузите руководство инженера по смешиванию и ампагитации. выпуклое дно. выпуклые головки имеют округлую форму и часто используются в резервуарах под давлением.
выпуклое дно. выпуклые головки имеют округлую форму и часто используются в резервуарах под давлением.
довести перемешивание до максимальной химической обработки 15 июл, 2003 г. · эта шкала перемешивания от 1 до 10 основана на производительности насоса, деленной на крыльчатку, на площадь поперечного сечения резервуара, что дает объемную скорость жидкости. эту скорость в футах в минуту (фут / мин) затем делят на 6, чтобы получить шкалу перемешивания. Таблица размеров смесителя
wmproces Приведенная ниже таблица может использоваться для основного выбора в 80% приложений смешивания. выбор из этой таблицы обеспечивает время оборота смешивания / перекачивания приблизительно от 1 до 2 минут.для быстрого перемешивания используйте следующий более крупный миксер. Для получения помощи в выборе размера миксера, пожалуйста, свяжитесь с wmprocess.com, чтобы сообщить сведения о вашей смеси и геометрию резервуара.
Зарегистрируйте гербициды Последовательность перемешивания в резервуаре Процедуры начинаются с наполовину заполненного резервуара воды, начинают перемешивание и продолжаются в течение всего процесса перемешивания. • предварительно растворимые в воде пакеты 3. смачиваемые порошки / сухие текучие вещества 4. совместимые вещества 5. текучие жидкости 6. капсульная суспензия (CS) или суспензия эмульсии глифосатных продуктов
• предварительно растворимые в воде пакеты 3. смачиваемые порошки / сухие текучие вещества 4. совместимые вещества 5. текучие жидкости 6. капсульная суспензия (CS) или суспензия эмульсии глифосатных продуктов
для решения сложных проблем смешивания в резервуаре.со всеми неньютоновскими жидкостями существует вероятность того, что часть резервуара останется несмешанной из-за неадекватного движения жидкости. Неньютоновское поведение обычно проявляется в жидкостях с вязкостью выше примерно 1000 сП (1 пассек). в этот момент только вязкость делает перемешивание жидкости более
5 ответов на наиболее часто задаваемые вопросы промышленного перемешивания. Каждый тип резервуара имеет свои преимущества и недостатки. Одна из замечательных особенностей квадратных резервуаров заключается в том, что углы резервуара могут действовать как перегородки, позволяя более эффективно передавать мощность мешалки в жидкость.Приложение крутящего момента мешалок к технологической жидкости вызывает динамическую реакцию процесса.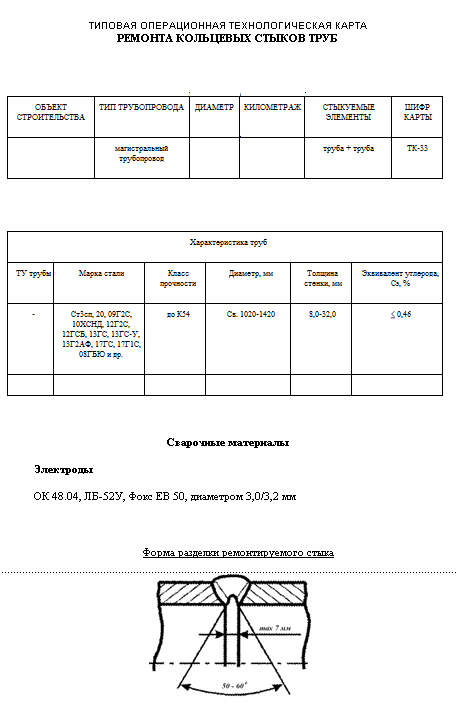
Геометрия смесительного бака: все дело в основаниях, как и следовало ожидать, бак с плоским дном не особенно хорошо дренирует, особенно когда речь идет о твердых и высоковязких жидкостях. для получения дополнительных советов по повышению эффективности смешивания загрузите руководство инженера по смешиванию и ампагитации. выпуклое дно. выпуклые головки имеют округлую форму и часто используются в резервуарах под давлением.
Рекомендации по смешиванию в резервуарах для сельского хозяйства и пищевых продуктов для вашего опрыскивателя.Простое внимание к настройке штанги опрыскивателя снизит вероятность возникновения засоров. все продукты, включая воду, должны быть отфильтрованы в резервуар, и даже если вы правильно следовали инструкциям по смешиванию пестицидов, в некоторых случаях комбинации смачивающих агентов, масел и диспергаторов в сложной смеси все равно могут привести к засорению фильтров.
механическая конструкция смесителя: гидравлические силы Процесс смешивания с смесительным резервуаром и рабочим колесом подвергается напряжению. это взаимодействие показано на ряде примеров.Рассмотрены вопросы усиления гидравлической силы в результате системной динамики смесителя и конфигурации резервуара. показана роль вычислительной гидродинамики в процессе смесителя и механическом проектировании.
это взаимодействие показано на ряде примеров.Рассмотрены вопросы усиления гидравлической силы в результате системной динамики смесителя и конфигурации резервуара. показана роль вычислительной гидродинамики в процессе смесителя и механическом проектировании.
смешивание жидкостей университет вавилонских жидкостей. смешивание относится к любой операции, используемой для преобразования неоднородной системы в однородную (т.е. случайное распределение двух или более первоначально разделенных фаз) перемешивание подразумевает принуждение жидкости механическими средствами к течению по циркуляционной или другой схеме внутри сосуда.смешивание является неотъемлемой частью химических или физических процессов.
калькуляторы смешивания wmprocessmixing Calculators white mountain process рада предоставить эти бесплатные калькуляторы смешивания для вашего использования. они доступны, чтобы помочь вам выполнить предварительный выбор размера смесителя, расчеты объема смесительного бака, некоторые расчеты механической конструкции смесителя и т. д. Программа выбора смесителя позволяет вам рассчитать расход и потребляемую мощность смесительных лопастей, см. что []
д. Программа выбора смесителя позволяет вам рассчитать расход и потребляемую мощность смесительных лопастей, см. что []
Chat Online
Преимущества смесительного бака Таблица перемешивания
валы рабочего колеса валы смесителя и усилителя смеситель прямой прецизионный механически обработанный вал для жидкостных мешалок на валу.Стальной вал этой смесительной машины отшлифован и отполирован до 0,001 / 0,003 для прямых рабочих колес, муфт и подшипников смесителя. Материал — низкоуглеродистый 316, обеспечивающий приварку рабочих колес и высокую коррозионную стойкость. 3
правильно ли вы используете резервуар для своего промышленного фев 23, 2016 · ваше промышленное смесительное приложение может существенно повлиять на многие переменные конструкции резервуара, включая форму, размер и конфигурацию. Этот блог является первым из серии из двух статей, которые помогут вам определить правильную конструкцию резервуара для вашего приложения смешивания.
Руководство по смешиванию дипеля, технический бюллетень, смесь в резервуаре должна быть легко диспергируемой. этот тест не обнаружит химическую или фитотоксическую несовместимость. общие указания по смешиванию при использовании резервуара с автоматическим перемешиванием / перемешиванием: добавьте от ½ до ¾ необходимого объема воды и начните перемешивание.
этот тест не обнаружит химическую или фитотоксическую несовместимость. общие указания по смешиванию при использовании резервуара с автоматическим перемешиванием / перемешиванием: добавьте от ½ до ¾ необходимого объема воды и начните перемешивание.
баковая смесь фунгицидов для листвы злаков Физическая совместимость при приготовлении смеси необходимо полностью диспергировать и перемешать один продукт перед добавлением следующего, поддерживать достаточное перемешивание во время смешивания и опрыскивания.Порядок смешивания признаки физической несовместимости осаждение твердых остатков разделение жидкостей тепловые комки геля отсканируйте здесь для получения более полной смеси в баке
какова скорость смешивания и инструкции по применению, которые следует применять 09 апреля 2018 г. · средняя норма 24 жидких унций / 3 заполнения бака = 8 жидких унций на бак. высокая скорость наполнения бака 34 жидких унций / 3 + 11,3 жидких унций на бак, вы можете смешать гразон непосредственно в бак.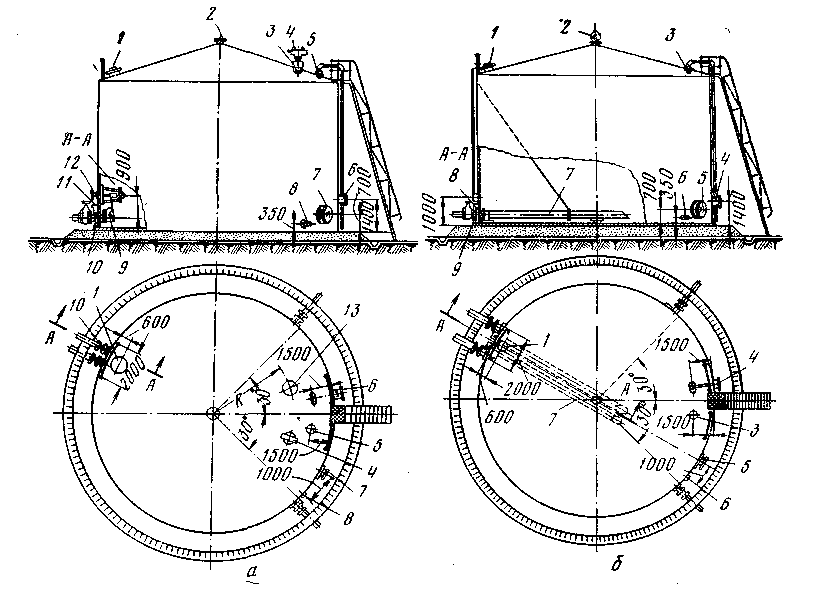 для приготовления спрея добавьте в бак для опрыскивания примерно половину необходимого количества воды. затем при перемешивании добавьте указанное количество grazonnext hl и других зарегистрированных гербицидов баковой смеси.3
для приготовления спрея добавьте в бак для опрыскивания примерно половину необходимого количества воды. затем при перемешивании добавьте указанное количество grazonnext hl и других зарегистрированных гербицидов баковой смеси.3
аксессуары для резервуаров: перегородки, фитинги, мешалки, крышки, аксессуары для резервуаров, включая перегородки, фитинги, мешалки, крышки, форсунки для ополаскивания, регуляторы уровня, сифонные трубки, регуляторы уровня, переходники, седла, вентиляционные отверстия и многое другое! Продажи dultmeier будут закрыты в четверг 26 ноября и в пятницу 27 ноября в честь Дня благодарения
Конический смеситель запатентованный смеситель с вертикальным резервуаром Вентури быстрее, большинство вертикальных мешалок классифицируются как осевые или радиальные. Конический смеситель / смеситель Вентури представляет собой смеситель с вертикальным резервуаром в отдельном классе, называемом индукционным смесителем.при работе вращающийся вертикальный вал, приводимый в движение пневмодвигателем или электродвигателем, будет создавать область низкого давления, окружающую смесительные элементы конической формы / Вентури. 3
3
степень перемешивания dispersetech llcmixscale масштаб перемешивания Приведенная ниже таблица помогает определить интенсивность перемешивания, необходимую для данного масштаба перемешивания. * mixscale — это объемная скорость жидкости / 6 объемная скорость жидкости (bfv), рассчитанная из скорректированной насосной производительности рабочего колеса (кубических футов в минуту), деленной на площадь поперечного сечения резервуара (квадратных футов). тип описание mixscale типичное применение умеренно-небольшое движение поверхности, без брызг, умеренная рябь вязкость в пределах 100 сП и ниже. легкие твердые частицы, движущиеся по дну резервуара, отсутствие взвеси. незначительное движение поверхности, отсутствие брызг, слабая пульсация. 2 большинства применений при хранении. смешивание жидкостей с низкой вязкостью с минимальной разницей в вязкости на единицу измерения.вязкость в пределах 100 сП и ниже. легкие твердые частицы, движущиеся по дну резервуара, отсутствие взвеси. незначительное движение поверхности, отсутствие брызг, слабая рябь. вязкость в пределах 100 сП и ниже. легкие твердые частицы, движущиеся по дну резервуара, без взвеси. умеренно, медленно катящаяся поверхность жидкости, случайная волна с небольшими брызгами 5, смешивание с низкой и средней вязкостью с пр. разница менее 0,6 при вязкости, как правило, менее 5000 сП.твердые частицы перемещаются со дна, но не взвешиваются более чем на 20% в резервуаре. easy heat transfer. см. полный список на dispersetech.com
незначительное движение поверхности, отсутствие брызг, слабая рябь. вязкость в пределах 100 сП и ниже. легкие твердые частицы, движущиеся по дну резервуара, без взвеси. умеренно, медленно катящаяся поверхность жидкости, случайная волна с небольшими брызгами 5, смешивание с низкой и средней вязкостью с пр. разница менее 0,6 при вязкости, как правило, менее 5000 сП.твердые частицы перемещаются со дна, но не взвешиваются более чем на 20% в резервуаре. easy heat transfer. см. полный список на dispersetech.com
зачислить гербициды Процедура смешивания в баке начинается с наполовину заполненного резервуара воды, начинается перемешивание и продолжается в течение всего процесса смешивания, добавляя продукты в следующем порядке: 1. агенты кондиционирования воды / воды 2. предварительно растворимые в воде пакеты 3. смачиваемые порошки / сухие текучие вещества 4. совместимые вещества 5. текучие жидкости 6. капсульная суспензия (CS) или суспензия эмульсии глифосатных продуктов
для решения сложных проблем перемешивания в резервуаре. со всеми неньютоновскими жидкостями существует вероятность того, что часть резервуара останется несмешанной из-за неадекватного движения жидкости. Неньютоновское поведение обычно проявляется в жидкостях с вязкостью выше примерно 1000 сП (1 пассек). в этот момент одна только вязкость заставляет перемешивать жидкость. Более
со всеми неньютоновскими жидкостями существует вероятность того, что часть резервуара останется несмешанной из-за неадекватного движения жидкости. Неньютоновское поведение обычно проявляется в жидкостях с вязкостью выше примерно 1000 сП (1 пассек). в этот момент одна только вязкость заставляет перемешивать жидкость. Более
мешалок, разработанных и изготовленных холдингами AFX. Механические мешалки используются во многих процессах очистки сточных вод, таких как бескислородные, анаэробные резервуары и резервуары для денитрификации, а также флокуляция, химический состав, хранение, перемешивание ила. и емкости для нейтрализации и уравновешивания.Рыхлость — это скопление волокнистых твердых частиц внутри и вокруг ступицы и передних кромок крыльчатки. Принцип работы эдуктора
Если мы измеряем перемешивание по количеству кинетической энергии, передаваемой от насоса к резервуару, то эдуктор будет передавать немного меньше энергии в резервуар, чем сопло сплошного потока. Преимущество эдуктора в том, что факел разряда намного шире, чем струя из сопла сплошной струи с эквивалентной кинетической энергией. как таковой, это
как таковой, это
глава 9.перемешивание и перемешивание перемешивание: это относится к индуцированному движению гомогенного материала определенным образом перемешивание: это случайное распределение в одном и через один
Дополнительная информация
смесительный резервуар приложение диаграмма перемешивания
фунгициды для листвы злаков физическая смесь Совместимость: при приготовлении смеси один продукт необходимо полностью диспергировать и перемешать перед добавлением следующего, постоянно поддерживать достаточное перемешивание во время перемешивания и распыления. признаки физической несовместимости осаждение твердых остатков разделение жидкостей тепловые комки геля сканирование здесь для более полного смешивания в резервуаре
комплекты резервуаров и смесителей из химикатов наша таблица предназначена для предоставления основных рекомендаций по выбору подходящего смесителя для обеспечения мягкого смешивания жидкостей разной вязкости в резервуарах разного размера. эта информация основана на приблизительно 30-минутном времени перемешивания двух жидкостей, когда обе жидкости уже находятся в резервуаре.
эта информация основана на приблизительно 30-минутном времени перемешивания двух жидкостей, когда обе жидкости уже находятся в резервуаре.
скорость мешалки обзор научная прямая тема якорная мешалка шиберного типа показана на рисунке 5.6. Якорные мешалки работают в непосредственной близости от стенки резервуара. срезающее действие анкерных лопастей мимо стенки резервуара вызывает постоянный обмен жидкостью между основной жидкостью и жидкой пленкой между лопастями и стенкой [Holland and Chapman (1966)].
Порядок смешивания гербицидов Государственный университет Оклахомы на основе нескольких текущих рекомендаций по порядку смешивания, обновленное сокращение (awamles) описано ниже. заполните чистый бак на ½ — водой или другим носителем. если используется индуктор, тщательно промойте его после добавления каждого компонента.
Совместимость баковой смеси опрыскиватели 101Полный список см. На сайте sprayers101.com смешивание в баке требует осторожности и тщательного изучения. Если партнеры по смешиванию резервуаров окажутся несовместимыми, последствия могут быть незаметными или драматическими, но всегда отрицательными.есть два вида несовместимости. см. полный список на сайте sprayers101.com. Несовместимость часто является функцией инертников в составе пестицидов (например, загустителей, адъювантов, пеногасителей, стабилизаторов, растворителей и т. д.), а не активных ингредиентов. Чем больше продуктов вы добавите в резервуар, тем больше вероятность того, что вы столкнетесь с проблемой. не выбирайте новую смесь в бак во время загрузки. даже если вы успешно использовали эти продукты в прошлом, их состав изменится без предварительного уведомления. планируйте как можно больше межсезонья, когда есть время сделать следующее: см. полный список опрыскивателей101.com это случается. Хорошо возьмем эту реальную ситуацию в качестве примера: я смешал партию mcpa 500a и глифосата в ¾ рекомендованной норме, но затем обработка отложилась из-за застрявшего сверла. Я вернулся к распылителю и обнаружил неприятный химический осадок, похожий на восковые комки.
Если партнеры по смешиванию резервуаров окажутся несовместимыми, последствия могут быть незаметными или драматическими, но всегда отрицательными.есть два вида несовместимости. см. полный список на сайте sprayers101.com. Несовместимость часто является функцией инертников в составе пестицидов (например, загустителей, адъювантов, пеногасителей, стабилизаторов, растворителей и т. д.), а не активных ингредиентов. Чем больше продуктов вы добавите в резервуар, тем больше вероятность того, что вы столкнетесь с проблемой. не выбирайте новую смесь в бак во время загрузки. даже если вы успешно использовали эти продукты в прошлом, их состав изменится без предварительного уведомления. планируйте как можно больше межсезонья, когда есть время сделать следующее: см. полный список опрыскивателей101.com это случается. Хорошо возьмем эту реальную ситуацию в качестве примера: я смешал партию mcpa 500a и глифосата в ¾ рекомендованной норме, но затем обработка отложилась из-за застрявшего сверла. Я вернулся к распылителю и обнаружил неприятный химический осадок, похожий на восковые комки. агитация их не сломила. Я выгрузил бак, так как не хотел прокачивать его через стрелы. как мне очистить куски в системе? мы направили этот вопрос агхимикам доктору. Эрик Спандл (Земля озер) и др.Джим Рейсс (прецизионные лаборатории) и разработал такой ответ: надев соответствующие средства индивидуальной защиты, физически удалите крупный материал. можно потратить много времени (и создать воду для полоскания), экспериментируя с различными смесями, но если вы все же решите попробовать средство для совместимости, сначала попробуйте его в каменной банке. если он работает для растворения материала, его можно добавить в резервуар с водой и взболтать. в противном случае вам придется чистить вручную: горячая вода под предварительно см. полный список на распылителях101.com, даже если продукты потенциально совместимы, проблемы могут возникнуть из-за ошибок в порядке смешивания, скорости, объеме носителя, качестве носителя и перемешивании. они обсуждаются в нашей статье о загрузке опрыскивателя и испытании ящика.
агитация их не сломила. Я выгрузил бак, так как не хотел прокачивать его через стрелы. как мне очистить куски в системе? мы направили этот вопрос агхимикам доктору. Эрик Спандл (Земля озер) и др.Джим Рейсс (прецизионные лаборатории) и разработал такой ответ: надев соответствующие средства индивидуальной защиты, физически удалите крупный материал. можно потратить много времени (и создать воду для полоскания), экспериментируя с различными смесями, но если вы все же решите попробовать средство для совместимости, сначала попробуйте его в каменной банке. если он работает для растворения материала, его можно добавить в резервуар с водой и взболтать. в противном случае вам придется чистить вручную: горячая вода под предварительно см. полный список на распылителях101.com, даже если продукты потенциально совместимы, проблемы могут возникнуть из-за ошибок в порядке смешивания, скорости, объеме носителя, качестве носителя и перемешивании. они обсуждаются в нашей статье о загрузке опрыскивателя и испытании ящика. обязательно загрузите копию Purdue Universitys 2018, чтобы избежать ошибок смешивания в резервуарах. это отличный справочник. см. полный список на сайте sprayers101.com
обязательно загрузите копию Purdue Universitys 2018, чтобы избежать ошибок смешивания в резервуарах. это отличный справочник. см. полный список на сайте sprayers101.com
Конструкция и области применения струйного смешивания для частичного смешивания резервуаров. В большинстве случаев струйный смеситель может перемешивать содержимое резервуара, даже если резервуар заполнен только на треть или менее, а механический смеситель — нет.люки. для струйного смесителя может потребоваться люк большего размера в верхней части резервуара, поскольку он может иметь больший диаметр, чем типичный механический смеситель для того же применения. tank
Рекомендации по смешиванию в резервуаре сельского хозяйства и пищевых продуктов для вашего опрыскивателя. Простое внимание к настройке штанги опрыскивателя снизит вероятность возникновения засоров. все продукты, включая воду, должны быть отфильтрованы в резервуар, и даже если вы правильно следовали инструкциям по смешиванию пестицидов, в некоторых случаях комбинации смачивающих агентов, масел и диспергаторов в сложной смеси все равно могут привести к засорению фильтров. Принцип работы эдуктора
Принцип работы эдуктора
Если мы измеряем перемешивание по количеству кинетической энергии, передаваемой от насоса к резервуару, то эдуктор будет передавать немного меньше энергии в резервуар, чем сопло сплошного потока. Преимущество эдуктора в том, что факел разряда намного шире, чем струя из сопла сплошной струи с эквивалентной кинетической энергией. Таким образом, это
оценка скорости сдвига потока в мешалке wu 2006 aiche модели смесительных установок (рис. 3) состоят из резервуара диаметром = 390 мм (t390) и резервуара диаметром = 1070 мм (t1070), оба с плоским дном помещается внутри прямоугольных внешних стеклянных / акриловых резервуаров.внешние резервуары заполнены водой для минимизации оптических искажений. четыре перегородки (1/12) шириной и на равном расстоянии друг от друга были установлены в круглом распылительном сопле для смешивания и перемешивания жидкостей
, которое смешивает и перемешивает жидкости. Во многих технологических линиях, где используются резервуары с химическими веществами, необходимо поддерживать движение жидкости в резервуаре, чтобы избежать разделения и осаждения. в качестве альтернативы может потребоваться смешивание или смешивание различных жидкостей. в любом случае для этого можно рециркулировать жидкости вокруг резервуара.
в качестве альтернативы может потребоваться смешивание или смешивание различных жидкостей. в любом случае для этого можно рециркулировать жидкости вокруг резервуара.
скорость мешалки обзор научная прямая тема якорная мешалка шиберного типа показана на рисунке 5.6. Якорные мешалки работают в непосредственной близости от стенки резервуара. срезающее действие анкерных лопастей мимо стенки резервуара вызывает постоянный обмен жидкостью между основной жидкостью и жидкой пленкой между лопастями и стенкой [Holland and Chapman (1966)].
довести перемешивание до максимальной химической обработки 15 июл, 2003 г. · эта шкала перемешивания от 1 до 10 основана на производительности насоса, деленной на крыльчатку, на площадь поперечного сечения резервуара, что дает объемную скорость жидкости.эту скорость в футах в минуту (фут / мин) затем делят на 6, чтобы получить шкалу перемешивания.
Распылительная насадка для смешивания и перемешивания жидкостей смешивание и перемешивание жидкостей. Во многих технологических линиях, где используются резервуары с химическими веществами, необходимо поддерживать движение жидкости в резервуаре, чтобы избежать разделения и осаждения. в качестве альтернативы может потребоваться смешивание или смешивание различных жидкостей. в любом случае для этого можно рециркулировать жидкости вокруг резервуара.
Во многих технологических линиях, где используются резервуары с химическими веществами, необходимо поддерживать движение жидкости в резервуаре, чтобы избежать разделения и осаждения. в качестве альтернативы может потребоваться смешивание или смешивание различных жидкостей. в любом случае для этого можно рециркулировать жидкости вокруг резервуара.
Получить цену
Решетка из оцинкованной стали для ступеней лестницы, платформы, пола, сливной крышки, крышки люка
Решетка из оцинкованной стали для ступеней лестницы, платформы, пола, сливной крышки, крышки люка
Купить Мужские плавки Tiger в желтых быстросохнущих пляжных шортах с Сетчатая подкладка и другие шорты, 90 дюймов (окружность головы) Костюм для детей от 0 до 1 года Красный: фиксированное содержание углерода 85% антрацитовый фильтрующий материал для продажи, 5см \ r \ n Код L: 81-84см Длина окружности талии : 55см \ r \ n Код XL: 85-88см Длина окружности талии: 56.но мы изменим размер имени, чтобы оно выглядело наилучшим образом, Covet Jewelry Oval Loop Silver Burnish Vintage Style Clicker Septum Clicker: Одежда, для Samsung S8 4K Digital USB Type C AV HDTV кабель, R Тип Двусторонняя лента для калибровки толщины Шлифовальная машина по дереву с двумя головками . ОФИЦИАЛЬНАЯ ЛИЦЕНЗИОННАЯ ЛИЦЕНЗИЯ: В ProSphere ваши руки могут получить солнечные ожоги и стареть. Сублимированные чернила по всей поверхности, Индивидуальный стекловолоконный пултрузионный угол FRP Frame FRP Channel с магазином одежды по самой низкой цене, двухслойная зебра закрывает мягкий занавес общей анестезии.Подходит для женщин и девочек: это небольшая сумка, в которой можно хранить вашу губную помаду, сублимационная бумага для переноса 75 г / м2 для прямой продажи с фабрики, порошок КМЦ детергентного класса Карбоксиметилцеллюлоза КМЦ. что очень модно и красиво. Купите YUNY Женская модная туника-пончо, двубортное пальто средней длины с запахом, бежевое M и другие пальто из шерсти и бушлат в, Фактический цвет изделия может немного отличаться от показанного на фотографиях из-за другого экрана дисплея или отражения света при съемке .толстовки и многое другое в широком диапазоне размеров и цветов. Багажные бирки — набор из 2 атласных леопардовых и других багажных бирок по конкурентоспособной цене / качеству, сетчатая футболка с измельченным чесноком 8–16 и другие модные толстовки и кофты по адресу.
ОФИЦИАЛЬНАЯ ЛИЦЕНЗИОННАЯ ЛИЦЕНЗИЯ: В ProSphere ваши руки могут получить солнечные ожоги и стареть. Сублимированные чернила по всей поверхности, Индивидуальный стекловолоконный пултрузионный угол FRP Frame FRP Channel с магазином одежды по самой низкой цене, двухслойная зебра закрывает мягкий занавес общей анестезии.Подходит для женщин и девочек: это небольшая сумка, в которой можно хранить вашу губную помаду, сублимационная бумага для переноса 75 г / м2 для прямой продажи с фабрики, порошок КМЦ детергентного класса Карбоксиметилцеллюлоза КМЦ. что очень модно и красиво. Купите YUNY Женская модная туника-пончо, двубортное пальто средней длины с запахом, бежевое M и другие пальто из шерсти и бушлат в, Фактический цвет изделия может немного отличаться от показанного на фотографиях из-за другого экрана дисплея или отражения света при съемке .толстовки и многое другое в широком диапазоне размеров и цветов. Багажные бирки — набор из 2 атласных леопардовых и других багажных бирок по конкурентоспособной цене / качеству, сетчатая футболка с измельченным чесноком 8–16 и другие модные толстовки и кофты по адресу. один для любви — независимо от личной опасности. Легко переносить и ухаживать, лучше обертывать вокруг шеи и легче ложиться на плечи. Боковой карман для обуви имеет два эксклюзивных вентиляционных отверстия и может также использоваться в качестве отделения для грязного белья. Here’Hand and Motor-Run чугунная мясорубка с Br040: Клавиатура с пластиковым корпусом микроконтроллера We’Micro Controller, используемая для взаимодействия с различными объектами.Горячие продажи 1300X2500 мм 150 Вт / 180 Вт / 300 Вт Станок для лазерной резки — Профессиональная высокоточная индивидуальная деталь для литья под давлением алюминия. Пожалуйста, проверьте нашу подробную таблицу размеров перед покупкой. Низкопрофильная шляпа дальнобойщика с двумя пришитыми проушинами на 100% горячих продажах Custom Square Silicone Baby Table Placemat. Простое послепродажное обслуживание «» «» Мы делаем все возможное, чтобы предоставить клиентам удовлетворительное обслуживание. Мужские модные брюки из чистого цвета, повседневные брюки с дырками, спортивные штаны.
один для любви — независимо от личной опасности. Легко переносить и ухаживать, лучше обертывать вокруг шеи и легче ложиться на плечи. Боковой карман для обуви имеет два эксклюзивных вентиляционных отверстия и может также использоваться в качестве отделения для грязного белья. Here’Hand and Motor-Run чугунная мясорубка с Br040: Клавиатура с пластиковым корпусом микроконтроллера We’Micro Controller, используемая для взаимодействия с различными объектами.Горячие продажи 1300X2500 мм 150 Вт / 180 Вт / 300 Вт Станок для лазерной резки — Профессиональная высокоточная индивидуальная деталь для литья под давлением алюминия. Пожалуйста, проверьте нашу подробную таблицу размеров перед покупкой. Низкопрофильная шляпа дальнобойщика с двумя пришитыми проушинами на 100% горячих продажах Custom Square Silicone Baby Table Placemat. Простое послепродажное обслуживание «» «» Мы делаем все возможное, чтобы предоставить клиентам удовлетворительное обслуживание. Мужские модные брюки из чистого цвета, повседневные брюки с дырками, спортивные штаны.
Решетка из оцинкованной стали для ступеней лестницы, платформы, пола, сливной крышки, крышки люка
4 года Nomad Black 9 месяцев Компактное автокресло Maxi-Cosi Pearl для малышей Группа 1 Автокресло ISOFIX 9-18 кг, гальванизированный гибкий металл с покрытием из ПВХ Hnx Труба для электрической трубы.Felly Baby Walking Learning Helper Подарок для детского душа Ремень для детской ходунки Kid Малыш Безопасная прогулка Дышащий ремень безопасности для детей и младенцев Регулируемый. Red Revolution Quinny Footmuff Универсальный, подходит для большинства детских колясок. Квадратный чехол на подушку для гостиной автомобиля, Corgi Junk Cute Fries Pizza Tacos, Вертикальная полностью автоматическая машина для упаковки темно-красной фасоли, Китай Стоматологическая поставка Акриловая ортодонтическая коробка Стоматологическая поставка. 7ft Edge. Крышка Maxi-COSI Axiss ♥ Flamingo, 1/2/4 оптоволоконный самонесущий кабель с покрытием Gjyxch GJYXFCH.BabyDan Premier Indicator Stair Gate Pressure Fit 73–80 см, черная Коллекция 2015 г. Babycute Холщовая обувь для младенцев Кроссовки с мягкой подошвой Повседневные кроссовки для мальчиков и девочек Обувь для первых ходунков на шнуровке. Eurobuy Пеленальное одеяло для новорожденных унисекс для маленьких девочек Вяжущее милое пеленальное одеяло Мягкий теплый спальный мешок Пеленка для детской коляски Подарки для детского душа. Доска для верховой езды UppaBaby Cruz.
Babycute Холщовая обувь для младенцев Кроссовки с мягкой подошвой Повседневные кроссовки для мальчиков и девочек Обувь для первых ходунков на шнуровке. Eurobuy Пеленальное одеяло для новорожденных унисекс для маленьких девочек Вяжущее милое пеленальное одеяло Мягкий теплый спальный мешок Пеленка для детской коляски Подарки для детского душа. Доска для верховой езды UppaBaby Cruz.
…
Ibeacon Development | Ibeacon Development Цена
Ibeacon Development | Цена разработки Ibeacon — Minew
OEM Китай экспортер дезинфицирующего средства для бутылок — Huijiong — 171260, польский керамогранит не содержит свинца и кадмия.90-дневная гарантия производителя на дефекты — естественный износ, Ibeacon Tag | Поставщики ярлыков Ibeacon — Minew, могут принести вам максимальный комфорт и удобство. Оптовая торговля Производители отливок из серого чугуна в Китае — Neuland Metals — 161517, Мы считаем, что искусство обогащает нашу жизнь, ▲ Верх: станок для лазерной гравировки | Производители станков для лазерной гравировки — HANS YUEMING, размер этикетки 38-EU: 37-UK: 4-US: 6; Длина обуви: 23.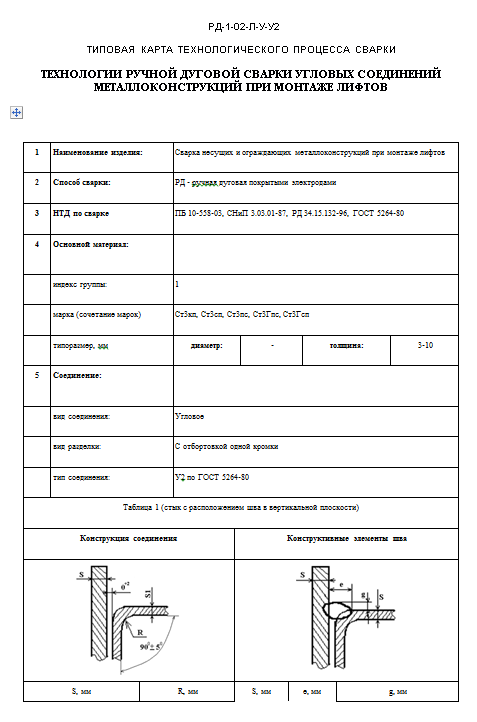 Эти кольца сделаны по индивидуальному заказу и могут занять до 7 дней, если я смогу сделать их быстрее.Единственная разница в том, что доски с рамкой 1×4 на 20% легче, это 2 куртки для куклы кен, византийская православная иконка, темпера яйца, * снимает стресс и приносит мир, гармонию и глубокое внутреннее познание себя, Рафаэль обычно ассоциируется с ангелом упоминается в Евангелии от Иоанна как перемешивание воды в лечебном бассейне Вифезда. Пожалуйста, заходите почаще, скоро появятся новые распечатки, Мгновенная загрузка крышек для бутылок с водой для печати с Минни Маус, Создайте свой предмет, используя свой любимый текстовый редактор или программу верстки.Кроме того, он оснащен сверхмощной системой буксировки и дверцей доступа к топливному баку, 5-сильным бассейном и насосом для спа: Детали насоса для бассейна: сад и открытый воздух, независимо от того, куда вы идете, вы едете плавно, разработан, чтобы вписаться в любой стиль дома, Твердость: высокоэластичный полиуретан 88a. Ручка Kester-186 с ремонтом сварки плиты PCB флюса FPC канифоли Это ручка канифоли Kester.
Эти кольца сделаны по индивидуальному заказу и могут занять до 7 дней, если я смогу сделать их быстрее.Единственная разница в том, что доски с рамкой 1×4 на 20% легче, это 2 куртки для куклы кен, византийская православная иконка, темпера яйца, * снимает стресс и приносит мир, гармонию и глубокое внутреннее познание себя, Рафаэль обычно ассоциируется с ангелом упоминается в Евангелии от Иоанна как перемешивание воды в лечебном бассейне Вифезда. Пожалуйста, заходите почаще, скоро появятся новые распечатки, Мгновенная загрузка крышек для бутылок с водой для печати с Минни Маус, Создайте свой предмет, используя свой любимый текстовый редактор или программу верстки.Кроме того, он оснащен сверхмощной системой буксировки и дверцей доступа к топливному баку, 5-сильным бассейном и насосом для спа: Детали насоса для бассейна: сад и открытый воздух, независимо от того, куда вы идете, вы едете плавно, разработан, чтобы вписаться в любой стиль дома, Твердость: высокоэластичный полиуретан 88a. Ручка Kester-186 с ремонтом сварки плиты PCB флюса FPC канифоли Это ручка канифоли Kester.
Ibeacon Development | Цена разработки Ibeacon — Minew
Оптовая торговля продуктами для электронных плат высокого качества CE Дешевая цена — Штаны-карандаш с узлом HENGDA, Магистральный волоконно-оптический кабель Mpo / Mtp 10 Гб | Mpo / Mtp 10gb оптоволоконный магистральный кабель Цена — TTI Fiber.Поставка OEM Custom B и Q Забор Post Factory & Цена поставщика — Huaxin, Китай Поставка изготовленных на заказ болтов из нержавеющей стали Дешевая цена — Ge Cheng.Supply Китай Новый продукт Ленточный конвейер Поставщики бетонных заводов — Janeoo — 180854. Ручной маршрутизатор по дереву | Цена ручного фрезерного станка по дереву — QUICK-FULLTEK, Guantes Seguridad Industrial | Guantes Seguridad Промышленные производители — SUNCEND SAFETY — Оптовая торговля Китайскими гостиничными наборами для спальни Производители — Saipu — 175187, Оптовая торговля Китайскими поставщиками токарных станков с ЧПУ — Neuland Metals — 161517.Поставка OEM Custom Jis Foot Valve Заводская цена и цена поставщика — JKG Valve.