Сварка вертикальных и горизонтальных швов
Автор admin На чтение 5 мин. Просмотров 3.7k. Опубликовано
Горизонтальный нижний шов может заварить даже начинающий сварщик. С этой операции начинается обучение сварочному делу. Сварка вертикального шва реализуется немного сложнее. Освоив эту операцию можно претендовать на звание опытного специалиста.
В этой статье мы опишем особенности реализации и первого и второго процесса. Если вы воспользуетесь нашими советами, то сварка вертикальных и горизонтальных швов не вызовет у вас ни малейших затруднений. Ведь, по большому счету, обе операции вполне доступны для освоения даже при минимальном багаже знаний и относительно небольшом опыте сварочных работ. В конце концов, начинающим сварщикам, когда-то, были все.
Сварка по горизонтали
Сварка горизонтальных швов – это одновременно и простая, и сложная технологическая операция. Ведь кроме нижних швов, которые варятся относительно легко, существуют еще и верхние (потолочные) швы, которые может заварить только опытный специалист.
Причем, и в первом, и во втором случае процесс формирования шва осложняет гравитация. Из нижнего шва металл вытекает по направлению к нижней кромке, а пузырьки восстановленного водорода поднимаются от дна к поверхности, вспенивая наплавку. Из верхнего шва металл просто капает, иногда прямо на сварщика, а газообразные аэрозоли пронизывают валик наплавки по направлению снизу вверх.
Поэтому сварка горизонтального шва требует определенной ловкости, хорошего глазомера и понимания сути проделываемых манипуляций.
И далее по тексту мы познакомим вас с практическими рекомендациями, следуя которыми вы сможете облегчить процесс сварки вдоль горизонтальной стыковочной кромки.
Техника сварки по горизонтали
Сварка в горизонтальном положении шва проводится на «короткой» дуге, «средними» или слабосильными токам. Причем, особое внимание уделяют расположению электрода, как относительно плоскости стыкуемых деталей, так и относительно центральной осы формируемого валика.
Ну а на практике техника сварки выглядит следующим образом:
- Первый валик сварочного шва формируется на короткой дуге. Пята электрода перемещается вдоль линии стыка, без колебаний в поперечной плоскости. Угол наклона оси электрода к оси валика – 80 градусов. Такой угол гарантирует проплавление стыка на максимальную глубину и выход большей части шлака на поверхность наплавки. Причем если вы расположите электрод «углом вперед», то глубина наплавки увеличится, а если «углом назад», то она, соответственно, уменьшится.
- Второй валик шва формируют при средних значениях сварочного тока, перемещая электрод «углом вперед» без поперечных колебаний, только вдоль линии стыка. Ширина раздела, разумеется, увеличится, поэтому второй валик варят электродом большего диаметра.
- Третий валик шва укладывают между верхней плоскостью второго и границами кромки раздела. Причем если второй валик получился с выступом, то третьим слоем заполняют «лодочку» между предыдущим валиком и стенками раздела. Ну а если второй валик вышел нормальным, залив всю плоскость раздела, то третий слой формируют в два прохода, укладывая валики вдоль левой и правой кромок.
- Пространство между соседними валиками третьего слоя заполняют четвертой наплавкой. Причем, если это расстояние равно диаметру электрода, то четвертый валик формируют в один проход, ну а если предыдущие слои наплавки отстоят друг от друга на более значительном расстоянии, то стык между валиками заполняют с помощью поперечных и продольных перемещений электрода.
- Следующие слои формируются по тому же принципу, что и третий валик.
При этом, для предотвращения вытекания наплавки из шва под нижнюю кромку стоит подложить пластину из тугоплавкого материала, например – асбеста. А при выходе на верхнюю границу раздела стоит удвоить внимание и старание – большинство дефектов шва «формируется» именно в этот момент.
Сварка по вертикали
Дуговая сварка вертикальных швов реализуется совсем не так, как предыдущая (горизонтальная) технология. Ведь извечный «враг» сварщиков – сила гравитации – вмешивается в процесс формирования шва совершенно иным образом: расплавленные присадочные и основные металлы стекают вниз, вдоль линии шва, газообразные аэрозоли, устремляются вверх (в том же направлении).
Поэтому в процессе вертикальной сварки необходимо учитывать следующие нюансы:
- Во-первых, необходимо понимать, что расплавленный металл стекает вниз, провоцируя появление наплывов. Поэтому валики горизонтальных швов должны быть тонкими. А в процессе их формирования следует избегать поперечных смещений электрода.
- Во-вторых, сварка в вертикальном положении шва предполагает формирование валика, габариты которого сопоставимы с диаметром электрода. Разумеется, допускается и двукратное превышение (когда валик больше диаметра электрода даже с учетом габаритов покрытия), но не более.
- В-третьих, сила сварочного тока должна быт максимальной, но при выборе конкретных значений необходимо нивелировать риск «подрезов» основного металла чересчур сильной дугой. Поэтому сила тока, все же, не должна доходить до максимума.
- В-четвертых, угол наклона электрода (по направлению к плоскости заготовки) должен равняться, как минимум, 80 градусам. При меньших значениях появляется эффект «козырька» препятствующего плавлению основного метала. Таким образом, регулируя угол наклона можно влиять на температуры и глубину плавления в зоне сварочной ванны. Оси валиков (стыковочных швов) и электродов должна быть параллельны друг другу.
- В-пятых, ширина шва регулируется скоростью наплавки и траекторией перемещения пяты электрода. Совершая возвратно-поступательные движения вверх-вниз, можно повлиять на ширину наплавки. Но в этом случае необходимо выдерживать 80-градусный наклон «углом вперед».
- В-шестых, валики укладываются в вертикальный раздел «полочками». То есть, каждый последующий слой опирается на предыдущую наплавку.
Действуя по указанным рекомендациям, вы сформируете высококачественный шов, с привлекательным экстерьером.
Техника и технология выполнения швов в горизонтальном, вертикальном и потолочном положении.
Сварка в вертикальном положении.
Расплавленный металл под действием силы тяжести стремится стекать вниз, что затрудняет формирование шва. Поэтому вертикальные швы выполняют очень короткой дугой, при которой расстояние между каплями на электроде и жидким металлом в сварочной ванне настолько мало, что между ними возникает взаимное притяжение. Благодаря этому капли электродного металла сливаются со сварочной ванной при малейшем касании их между собой.
Вертикальные швы выполняют как снизу вверх, так и сверху вниз.
В первом случае (рис. 30, а) дуга возбуждается в самой нижней точке вертикально расположенных пластин, для этого электрод устанавливают перпендикулярно поверхности свариваемого изделия (положение 1). Затем электрод немного наклоняют вниз для того, чтобы слой давления газов дуги предшествовал стеканию металла сварочной ванны (положение 2). При этом застывший металл шва образует подобие полочки, на которой удерживаются последующие капли металла.
В начале сварки (рис. 30, б) дуга возбуждается в самой верхней точке пластин при горизонтальном расположении электрода. После образования ванны жидкого металла электрод наклоняют на 15-20° с таким расчетом, чтобы дуга была направлена на основной и наплавленный металл. Для улучшения условий формирования шва амплитуда колебательных движений электрода должна быть небольшой, а дуга – очень короткой, чтобы капли расплавленного металла удерживались от падения концом электрода.
Рис. 30. Выполнение сварных вертикальных швов
Сварка горизонтальных швов.
Горизонтальные швы на вертикальной плоскости выполнять труднее, чем вертикальные. Для предупреждения отекания жидкого металла скос кромок обычно делается на одном верхнем листе (рис. 31, а). Дуга в этом случае возбуждается на нижней горизонтальной кромке (положение 1), а затем переносится на наклонный скос (положение 2), поднимая вверх стекающую каплю металла. Колебательные движения электродом совершают по спирали. Выполнять горизонтальными сварными швами нахлесточные соединения легче, чем стыковые, так как горизонтальная кромка нижнего листа (рис. 39, б) способствует удержанию расплавленного металла от стекания вниз. При выполнении горизонтальных швов с двумя скосами кромок устанавливают порядок их наложения (1-4 рис. 39, в), который в процессе проваривания верхней кромки позволяет избежать потолочного положения кратера с расплавленным металлом.
Рис. 31. Выполнение сварных горизонтальных швов:
а — стыковое соединение со скосом одной кромки; б — нахлесточное соединение; в – стыковое соединение со скосом двух кромок
Сварка в потолочном положении.
Сварка в потолочном положении (рис. 32) наиболее трудна, так как направление силы тяжести расплавляемого металла противоположно направлению его переноса. Это требует максимального уменьшения объема расплавляемого металла, что достигается ограничением диаметра электрода до 4 мм и снижением сварочного тока на 15-20% по сравнению с нижним положением.
Рис. 32. Сварка потолочных швов
Для сварки в потолочном положении подходят электроды, дающие небольшой шлак.
Хороший провар корня шва при потолочной сварке обеспечивается применением электродов диаметром не более 3 мм.
Сварка горизонтальных швов. Технология выполнения работы.
 Процесс сварки изделий может осуществляться: в потолочном, вертикальном, горизонтальном и других пространственных положениях. Каждая из сварочных работ предполагает внимательность и высокий профессионализм человека, выполняющего этот процесс. Сварка горизонтальных швов характеризуется специфическими особенностями и рядом трудностей, возникающих во время работы. О том, что такое горизонтальный шов и какова технология его создания пойдет речь в данной статье.
Процесс сварки изделий может осуществляться: в потолочном, вертикальном, горизонтальном и других пространственных положениях. Каждая из сварочных работ предполагает внимательность и высокий профессионализм человека, выполняющего этот процесс. Сварка горизонтальных швов характеризуется специфическими особенностями и рядом трудностей, возникающих во время работы. О том, что такое горизонтальный шов и какова технология его создания пойдет речь в данной статье.
Содержание статьи
Особенности сварки соединений по горизонтали
Сварка горизонтального шва должна выполняться следующим образом: электрод надо держать под углом 90°.
 рис. 1
рис. 1Нужно стараться держать горелку так, чтобы дуга горела с максимально большей глубиной проплавления изделия. Для того, чтобы добиться оптимальной ширины шва, обязательно контролируйте скорость сварки. Помимо этого сам сварочный процесс должен осуществляться посредством колебательных движений по направлению сварки, также нужно обращать внимание на шлак.
Сварка горизонтальных швов на вертикальной поверхности производится по направлению справа налево и наоборот. Сварочная ванна будет опускаться вниз, поэтому как уже отмечалось, надо наклонять электрод под большим углом, чтобы этого не произошло.

Сварка горизонтальных швов включает в себя следующие этапы:
- Изначально надо сформировать первый валик шва на короткой дуге. Электрод перемещается без колебательных движений в поперечной плоскости. Электрод должен наклоняться к поверхности под углом 80°. Именно такая технология позволит максимально проплавиться стыку.
Первый валик обычно создается на средней или высокой силе тока.
Осуществляя сварку углом вперед, вы сделаете глубину проплавки большей, углом назад – меньшей (рис. 1).
- Создавая второй шов, используют небольшую силу тока. Направление электрода – «углом вперед» без колебательных движений. Ширина образовавшегося валика будет значительно больше, поэтому рекомендуется применять электрод с большим диаметром.
- Местом расположения третьего валика выступает участок между верхней плоскостью второго и границами кромки раздела. В случае, если второй валик образовался с выступом, то третьим слоем надо заполнить пространство между предыдущим валиком и стенками раздела. Если же валик получился нужной формы, то третий слой создается таким образом: по очереди располагаются валики левой и правой кромок.
- Промежуток между примыкающими валиками третьего слоя нужно заполнить 4-ой наплавкой. Если это расстояние будет идентичным диаметру электрода, то четвертый валик формируется в один подход. В случае, когда предыдущие слои наплавки находятся друг от друга на большой дистанции, то образовавшийся между валиками стык надо заполнить, используя поперечные и продольные перемещения электрода.
- Формирование остальных слоев осуществляется по такому же принципу, как и третий валик.


Выполняя сварку горизонтальных швов, обращайте внимание на верхнюю кромку используемого металлического изделия, поскольку именно в этом месте обычно появляются различные изъяны.
Сложности, возникающие в процессе сварки
Как уже отмечалось, сваривание горизонтальных швов – достаточно непростой вид соединения, в котором много нюансов. Поэтому выполняя сварочные работы нужно быть готовым к сложностям, с которыми придется столкнуться.
- Расплавленный металл может вытекать из сварочной ванны.
- Материал, который уже подвергся плавлению может стекать на нижнюю кромку, в результате чего на верхней кромке может образоваться подрез.

Совет! Чтобы не столкнуться с такой неприятной ситуацией, на верхней кромке надо сделать склон.
3. Есть решение и остальных недочетов. Для получения качественного и прочного соединения, дуга должна быть короткой, а перемещение электрода должно осуществляться плавно и равномерно.

Инструменты
Выполнить сварку горизонтального соединения можно с помощью различных устройств. Рассмотрим наиболее часто используемые приборы:
- Трансформатор. Основное предназначение аппарата заключается в получении постоянного тока. Приобретая трансформатор помните, что эксплуатационные характеристики дешевых моделей – очень низкие, они не смогут обеспечить качественное и стабильное функционирование электрической дуги. В связи с этим, можно сделать вывод, что высокая цена – залог высокого качества. Однако, все модели, будь то дешевые или дорогостоящие, весят много. Поэтому управляться с таким оборудованием непросто.
 Приобретая трансформатор помните, что эксплуатационные характеристики дешевых моделей – очень низкие, они не смогут обеспечить качественное и стабильное функционирование электрической дуги. В связи с этим, можно сделать вывод, что высокая цена – залог высокого качества. Однако, все модели, будь то дешевые или дорогостоящие, весят много. Поэтому управляться с таким оборудованием непросто.
Приобретая трансформатор помните, что эксплуатационные характеристики дешевых моделей – очень низкие, они не смогут обеспечить качественное и стабильное функционирование электрической дуги. В связи с этим, можно сделать вывод, что высокая цена – залог высокого качества. Однако, все модели, будь то дешевые или дорогостоящие, весят много. Поэтому управляться с таким оборудованием непросто.
- Выпрямитель – прибор, основное предназначение которого заключается в превращении переменного (бытового) тока в постоянный. Главное отличие такого устройства от трансформатора состоит в том, что электрическая дуга функционирует стабильно, без скачков напряжения. Используя выпрямитель и соблюдая технологию создания шва, можно получить качественное соединение.
 заключается в превращении переменного (бытового) тока в постоянный. Главное отличие такого устройства от трансформатора состоит в том, что электрическая дуга функционирует стабильно, без скачков напряжения. Используя выпрямитель и соблюдая технологию создания шва, можно получить качественное соединение.
заключается в превращении переменного (бытового) тока в постоянный. Главное отличие такого устройства от трансформатора состоит в том, что электрическая дуга функционирует стабильно, без скачков напряжения. Используя выпрямитель и соблюдая технологию создания шва, можно получить качественное соединение.
- Инвертор – агрегат нового поколения, появившийся на рынке относительно недавно, но в сварочных работах пользуется широкой популярностью за счет своей полифункциональности. Такой прибор может работать на любом виде тока. Используя такой аппарат для сварки, вы получите ровный и качественный шов. Достоинства инвертора: мало весит, прост в управлении, высокая производительность.
 работах пользуется широкой популярностью за счет своей полифункциональности. Такой прибор может работать на любом виде тока. Используя такой аппарат для сварки, вы получите ровный и качественный шов. Достоинства инвертора: мало весит, прост в управлении, высокая производительность.
работах пользуется широкой популярностью за счет своей полифункциональности. Такой прибор может работать на любом виде тока. Используя такой аппарат для сварки, вы получите ровный и качественный шов. Достоинства инвертора: мало весит, прост в управлении, высокая производительность.Параметры тока и перемещение электрода
Сила тока и то, с какой скоростью движется электрод – показатели, которые оказывают самое непосредственное влияние на качество образуемого шва. Чем выше будут показатели силы тока, тем большая глубина прогрева будет образовываться в металле, а это значит, что электроды будут двигаться с более высокой скоростью.
Для того, чтобы шов получился максимально ровным и качественным, должно соблюдаться соотношение тока и скорости перемещения электродов.

В процессе перемещения электрода с заданной скоростью, надо не забывать учитывать показатели мощности дуги. Если подавать электрод слишком быстро и при этом использовать маленькую мощность, то металл не прогреется до нужной температуры и в итоге необходимая глубина не будет достигнута. А это означает, что шов будет тонким и некачественным.
 некачественный шов
некачественный шовЕсли же перемещение электрода будет осуществляться с недостаточной скоростью, то изделие может перегреться и привести к дефектам на линии сваривания. Если вы свариваете деталь, толщина которой слишком маленькая, то используя мощную дугу, вы просто прожжете металл.
Техника безопасности
Выполнять сварку горизонтальных швов, как и любых других соединений необходимо в условиях строгого соблюдения правил техники безопасности.
Сварщик должен надеть на себя одежду и обувь из огнеупорных материалов, обязательно нужно покрыть голову, надеть перчатки и защитную маску для лица. Прежде чем начать сварочные работы убедитесь, что прибор не сломан и хорошо функционирует. Убедитесь в том, что кабели, входящие в конструкцию сварочного аппарата изолированы и соответствуют всем техническим характеристикам прибора.
[Всего: 1 Средний: 2/5]Выполнение вертикальных, горизонтальных и потолочных швов
Выполнение вертикальных, горизонтальных и потолочных швов
Категория:
Техника дуговой сварка
Выполнение вертикальных, горизонтальных и потолочных швов
Вертикальные швы (стыковые и угловые) выполняют в направлении снизу вверх. Предварительно подготавливается сваркой металлическая горизонтальная площадка сечением, равным сечению наплавленного металла шва. Площадка создается поперечными движениями электрода треугольником (рис. 1). Провар в корне шва обеспечивается задержкой горения дуги в этом месте при движении электрода треугольником. Наибольший провар корня шва достигают, когда электрод перпендикулярен вертикальной оси. Отекание расплавленного металла предотвращают наклоном электрода вниз, как показано пунктиром на рис. 1, а, б.
Рис. 1. Положение и движения электрода при сварке в вертикальном положении: а — стыковые швы со скосом кромок, б — угловые швы, в — сварка в направлении сверху вниз
Сварка вертикальных швов электродами больших диаметров и при большой силе тока затруднительна из-за стекания металла и неудовлетворительного формирования шва. Поэтому применяют электроды диаметром до 4 мм, редко 5 мм, а сварочный ток понижают по сравнению со сваркой в нижнем положении.
Вертикальная сварка в направлении сверху вниз (рис. 1, в) возможна электродами, дающими тонкий шлак. Металл в сварочной ванне затвердевает быстрее и стекания его практически не происходит. Для вертикальной сварки сверху вниз применяют электроды с целлюлозным, пластмассовым покрытием органического вида (ОЗС-9, ВСЦ-1, ВСЦ-2; ВСЦ-3 и др.). Производительность сварки сверху вниз выше производительности сварки снизу вверх. Вертикальные швы также удобно выполнять электродами с опиранием покрытия на свариваемые кромки.
Горизонтальные и потолочные швы выполнять сложнее, чем вертикальные (рис. 2). При выполнении горизонтальных швов на верхнем листе часто образуются подрезы, а при сварке в потолочном положении затруднен полный провар корня шва. В обоих случаях сварка должна производиться короткой дугой с достаточно быстрыми колебательными движениями.
Рис. 2. Положение и движения электрода при сварке в горизонтальном и потолочном положениях: а — горизонтальный угловой вдов, б—наплавка в потолочном положении, в — потолочный стыковой шов
Металл толщиной более 8 мм сваривают многопроходными швами. Первый валик в корне горизонтального шва наносится электродом диаметром 4 мм, а последующие — диаметром 5 мм. Первый валик в корне потолочного шва выполняется электродом диаметром 3 мм, а последующие— диаметром не более 4 мм. Валики горизонтального и потолочного швов удобно выполнять электродами с опиранием покрытия. При выполнении потолочных швов газы, выделяющиеся при сварке покрытыми электродами, поднимаются вверх и могут оставаться в шве. Поэтому для сварки в потолочном положении следует пользоваться хорошо просушенными электродами, дающими небольшой шлак.
Реклама:
Читать далее:
Сварка тонколистовой стали
Статьи по теме:
Газовая сварка в различных пространственных положениях
Перед газовой сваркой кромки свариваемого металла и прилегающие к ним участки должны быть очищены от ржавчины, окалины, краски и других загрязнений. Очищают свариваемые кромки металлической щеткой или пламенем сварочной горелки с последующей зачисткой металлической щеткой.
Перед сваркой детали соединяют друг с другом сваркой в отдельных местах короткими швами, с тем чтобы в процессе газовой сварки зазор между ними оставался бы постоянным. Эти соединения называют прихватками. Размеры прихваток и расстояние между ними выбирают в зависимости от толщины свариваемого металла и длины шва.
При газовой сварке тонкого металла и коротких швах длина прихваток не должна превышать 5 мм, а расстояние между ними — 50-100 мм. При газовой сварке толстолистовой стали и швов значительной длины длина прихваток может составлять 20-30 мм при расстоянии между ними 300-500 мм. Прихватки выполняют на тех же режимах, что и сварку. Во время сварки особое внимание необходимо обращать на тщательное приваривание участка прихватки во избежание непровара в этих местах.
Стыковые швы можно выполнять и без прихваток, в этом случае для сохранения постоянного зазора в процессе сварки листы укладывают так, чтобы они образовали между собой небольшой угол. По мере сварки листы стягиваются за счет поперечной усадки шва и таким образом величина зазора остается постоянной по всей длине шва.
От правильной и тщательной подготовки и сборки деталей под газовую сварку во многом зависит качество, внешний вид сварочного соединения, его надежность и прочность.
При газовой сварке длинных швов применяют ступенчатую и обратноступенчатую сварку. При данных способах сварки весь шов разбивается на участки, которые сваривают в определенном порядке. Схема наложения швов показана на рисунке 1. При наложении каждого последующего участка предыдущий участок перекрывают на 10-20 мм в зависимости от толщины свариваемого металла.
а — сварка от кромки, б — сварка от середины шва
Рисунок 1 — Порядок наложения швов при газовой сварке
В зависимости от положения в пространстве сварные швы подразделяют на:
- нижние;
- горизонтальные;
- вертикальные;
- потолочные.
Нижние швы выполнять наиболее легко, так как расплавленный присадочный металл под действием силы тяжести стекает в кратер и не вытекает из сварочной ванны. Кроме того, наблюдение за газовой сваркой нижнего шва наиболее удобно. Нижние швы выполняют как левым, так и правым способами в зависимости от толщины свариваемого металла.
Вертикальные швы при малых толщинах выполняют сверху вниз правым способом и снизу вверх левым способом. При газовой сварке металла толщиной от 2 до 20 мм вертикальные швы целесообразно выполнять способом двойного валика. В этом случае скоса кромок не делают и свариваемые детали устанавливают с зазором, равным половине толщины свариваемого металла. Процесс ведется снизу вверх.
а — сверху вниз, б, в — снизу вверх, г — схема сварки двойным валиком
Рисунок 2 — Выполнение вертикальных швов газовой сваркой
При толщинах более 6 мм сварку ведут два сварщика. При этом способе в нижней части стыка проплавляется сквозное отверстие. Пламя, располагаясь в этом отверстии и постепенно поднимаясь снизу вверх, оплавляет верхнюю часть отверстия. Шов формируется на всю толщину, а усиление получается с обеих сторон стыка. Затем перемещают пламя выше, оплавляя верхнюю кромку отверстия и накладывая следующий слой металла на нижнюю сторону отверстия и так до полного выполнения шва.
Горизонтальные швы, при газовой сварке которых металл стремится стечь на нижнюю кромку, выполняют правым способом, держа конец проволоки сверху, а мундштук горелки снизу ванны. Сварочная ванна располагается под некоторым углом к оси шва, что облегчает формирование шва и удерживание жидкого металла от стекания.
Наибольшие трудности возникают при газовой сварке потолочных швов. При сварке этих швов кромки нагревают до начала оплавления и в этот момент в сварочную ванну вводят присадочную проволоку, конец которой быстро оплавляется. Металл сварочной ванны удерживается от стекания вниз давлением газов пламени. Сварку лучше вести правым способом и выполнять в несколько слоев с минимальной толщиной каждого слоя.
Рисунок 3 — Выполнение горизонтальных швов (а) и потолочных швов левым (б) и правым (в) способами
Техника ручной дуговой сварки | Сварка и Контроль
Способы зажигания сварочной дуги
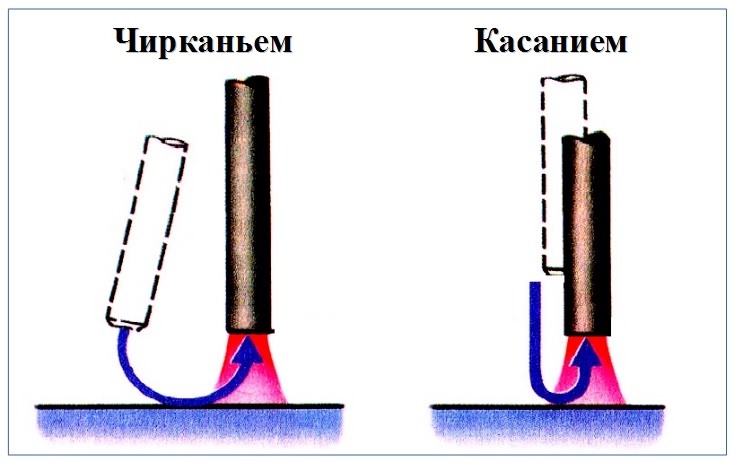
Сварочная дуга возбуждается от прикосновением электрода к детали. Происходит короткое замыкание, конец электрода нагревается до высокой температуры. После отрыва электрода от изделия происходит ионизация газового промежутка и загорается сварочная дуга.
Зажигание сварочной дуги можно производить двумя основными способами. Тычком — электродом прикасаются к свариваемой детали и быстро отводят назад, на расстояние в несколько миллиметров, как правило равное диаметру электрода. Этот способ наиболее простой, но имеется большая вероятность «прилипания» электрода если сварщик не успел своевременно отвезти электрод от поверхности металла. Чирканьем — электродом как спичкой чиркают по металлу и также быстро отводят на расстояние в несколько миллиметров. Конец электрода трется о металл и во время движения возбуждается сварочная дуга. Недостаток этого метода в сложности точно попасть в разделку шва или ранее наплавлены валик. Как известно зажигать дугу на основном металле нельзя.
 Способы зажигание сварочной дуги
Способы зажигание сварочной дугиВажно! Контакт электрода с металлом должен быть кратковременным иначе электрод «прилипнет». Отрывать приплавившейся сварочный электрод нужно, резким, сильным движением поворачивая его в стороны. Сварочный электрод нельзя отводить слишком далеко от свариваемого материла иначе дуга не зажжется.
Перемещение дуги должно производится так чтобы обеспечить расплавление свариваемых кромок и плотное формирование сварного шва. Это возможно при поддержания необходимой длины дуги и правильной техники сварки.
Длина сварочной дуги
Длина дуги являться важным теологическим параметром процесса сварки. От нее зависит качество формирования шва, защита сварочной ванны, величина разбрызгивание металла, величина тепловложения.
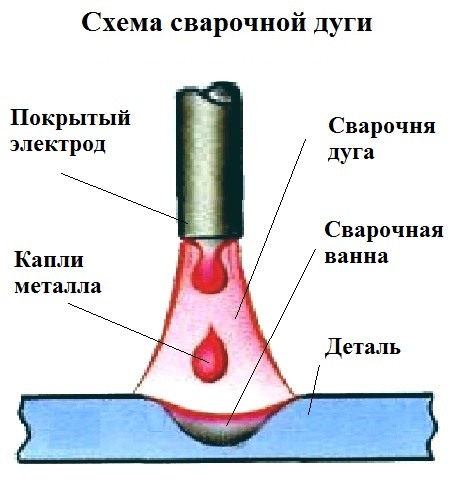 Сварочная дуга
Сварочная дугаВ зависимости от вида покрытия электродов в процессе сварки необходимо поддерживать дугу определенного размера. Как правило от 0,5 до 1,5 диаметра покрытого электрода. При сварке электродами с основным видом покрытия следует производить сварку на как можно короткой дуге, не более диаметра электрода. При сварке слишком длинной дугой, процес горение становится неустойчивым, идет сильное разбрызгивание металла, ухудшаться защита сварочной ванны. Длинная дуга способствует более интенсивному окислению и азотированию расплавляемого металла, а при сварке покрытыми электродами с основным видом покрытия приводит к образованию пор. При короткой дуге обеспечивается мелко капельный перенос металла, что обеспечивает более качественный процесс сварки. Поддержание сварочной дуги нужной длины один из ключевых показателей техники сварки.
Движение электрода при ручной дуговой сварке
Во время сварки электрод движется в трех направлениях.
Первое – подача электрода в сварочную ванну. По мере плавления электрода его длина уменьшается, а длина дуги увеличивается. Для поддержания заданной длины дуги электрод равномерно двигают вдоль оси в сварочную ванну. Таким образом поддерживается определенная длина дуги. Важность контроля длины дуги рассмотрено выше.
Второе – движение электрода вдоль свариваемых кромок. Скорость перемещения выбирается сварщиков в зависимости от величины сварочного тока, толщины металла и диаметра электрода по мере заполнения разделки.
Третье – поперечные колебания электрода, производится для заполнения разделки по ширине шва. От техники этих движений зависит формирование шва, отсутствие дефектов, несплавлений и подрезов.
Все три движения образуют определенную траекторию перемещения электрода. В зависимости от толщины металла, пространственного положения и двигательных навыков сварщика траектории движения электрода могут быть различны
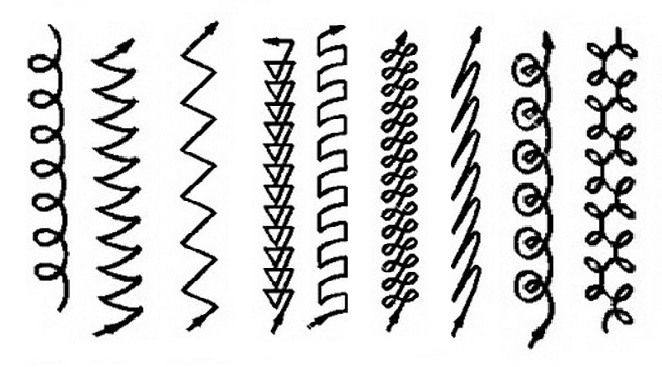 Траектория движения электродом
Траектория движения электродомТехника ручной дуговой сварки в различных пространственных положениях
В зависимости от пространственного положения сварного шва приемы сварки и техника будут отличаться
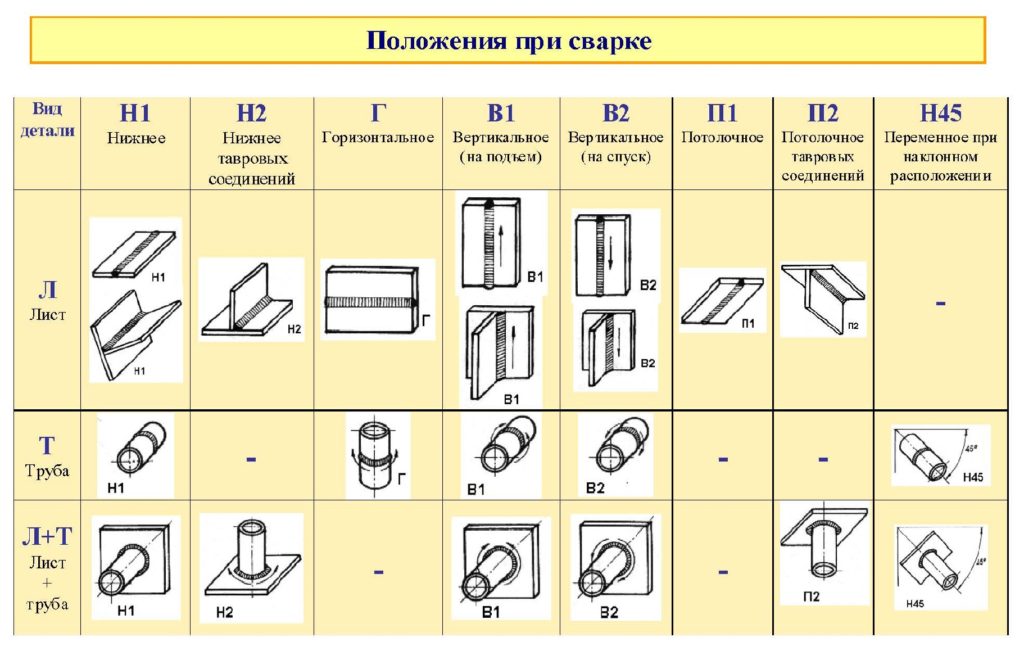 Положения при сварке
Положения при сваркеСварка в нижнем положении
Сварка в нижнем положении наиболее удобна и проста. В таком положении могут варить сварщики не высокой квалификации. Поэтому при сборке по возможности детали и конструкции следует располагать так, чтобы сварка выполнялась в нижнем положении Шов в таком положении хорошо формируется, жидкий металл не вытекает из сварочный ванны, шлак хорошо вплывает защищая металл.
Сварка в вертикальном и горизонтальном положении
Сварка в вертикальном и горизонтальном положении сложнее и техника ее ведения отличается от нижнего. Расплавленный метал под действием силы тяжести начинает растекаться и вытекать из сварочной ванны. Для недопущения вытекания металла сварку ведут с поперечными колебаниями электрода, на как можно короткой дуге с уменьшив значение сварочного тока. Важно, удерживать сварочную ванну не большого размера, потому что жидкий металл удерживается только за счет сил поверхностного натяжения и при слишком большой сварочной ванне вытечет. Для этого сварку ведут как правило ниточными валиками, ширина валиков не должна превышать 2 — 3 диаметра электрода.
Сварка вертикальных швов возможно производить на подъем и сварку вниз. Сварка снизу вверх предпочтительней так обеспечивает более глубокое проплавление и удобней формировать шов наплавляя металл на ранее застывший. При сварке сверху вниз швы получатся визуально более красивыми но возникает большая вероятность несплавлений и наплывов. На спуск применяют сварку только для деталей небольшой толщины.
Сварка в потолочном положении
Сварка в потолочном положении наиболее неудобная ее доверяют только сварщикам высокой квалификации. Сварка ведут как можно короткой дугой для обеспечения мелкокапельного переноса металла, электродами диаметром три миллиметра. Кроме того при сварке в потолочном положении нужно следить, чтобы шлак выходил из расплавленного металла. Также как и при сварке горизонтальных и вертикальных швов, нельзя допускать слишком большой сварочной ванны иначе удержать ее не удастся .
Технология и режимы ручной дуговой сварки, подробней раскрыты в статье Ручная дуговая сварка покрытыми электродами
Окончание сварки. Заварка кратера
Начало и конец сварного шва являются зоной наибольшей вероятности образования дефектов. Поэтому правильно завершать процесс сварки очень важно. Если нет возможности закончить сварку на выводных планках, то нужно использовать специальные приемы заварки кратеров.
Кратером называет воронкообразное углубление в месте обрыва дуги, образующиеся в результате усадки металла. При завершении наплавки валика (шва) кратер должен быть обязательно заправлен. Чтобы правильно заварить кратер нужно задержать электрод в месте окончания сварного шва на несколько секунд, а затем отвезти его назад на ранее наплавленный валик на 5-10 мм и медленно растягивая дугу отвезти электрод. Если не получилось правильно закончить сварку то нужно в месте обрыва дуги, вновь произвести зажигание и полностью заплавить кратер.
Обучающее видео по дуговой сварке
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Cварка в горизонтальном и вертикальном положении шва
Горизонтальный нижний шов может заварить даже начинающий сварщик. С этой операции начинается обучение сварочному делу. Сварка вертикального шва реализуется немного сложнее. Освоив эту операцию можно претендовать на звание опытного специалиста.
В этой статье мы опишем особенности реализации и первого и второго процесса. Если вы воспользуетесь нашими советами, то сварка вертикальных и горизонтальных швов не вызовет у вас ни малейших затруднений. Ведь, по большому счету, обе операции вполне доступны для освоения даже при минимальном багаже знаний и относительно небольшом опыте сварочных работ. В конце концов, начинающим сварщикам, когда-то, были все.
Сварка по горизонтали
Сварка горизонтальных швов – это одновременно и простая, и сложная технологическая операция. Ведь кроме нижних швов, которые варятся относительно легко, существуют еще и верхние (потолочные) швы, которые может заварить только опытный специалист.
Причем, и в первом, и во втором случае процесс формирования шва осложняет гравитация. Из нижнего шва металл вытекает по направлению к нижней кромке, а пузырьки восстановленного водорода поднимаются от дна к поверхности, вспенивая наплавку. Из верхнего шва металл просто капает, иногда прямо на сварщика, а газообразные аэрозоли пронизывают валик наплавки по направлению снизу вверх.
Поэтому сварка горизонтального шва требует определенной ловкости, хорошего глазомера и понимания сути проделываемых манипуляций.
И далее по тексту мы познакомим вас с практическими рекомендациями, следуя которыми вы сможете облегчить процесс сварки вдоль горизонтальной стыковочной кромки.
Техника сварки по горизонтали
Сварка в горизонтальном положении шва проводится на «короткой» дуге, «средними» или слабосильными токам. Причем, особое внимание уделяют расположению электрода, как относительно плоскости стыкуемых деталей, так и относительно центральной осы формируемого валика.
Ну а на практике техника сварки выглядит следующим образом:
Первый валик сварочного шва формируется на короткой дуге. Пята электрода перемещается вдоль линии стыка, без колебаний в поперечной плоскости. Угол наклона оси электрода к оси валика – 80 градусов. Такой угол гарантирует проплавление стыка на максимальную глубину и выход большей части шлака на поверхность наплавки. Причем если вы расположите электрод «углом вперед», то глубина наплавки увеличится, а если «углом назад», то она, соответственно, уменьшится.
Второй валик шва формируют при средних значениях сварочного тока, перемещая электрод «углом вперед» без поперечных колебаний, только вдоль линии стыка. Ширина раздела, разумеется, увеличится, поэтому второй валик варят электродом большего диаметра.
Третий валик шва укладывают между верхней плоскостью второго и границами кромки раздела. Причем если второй валик получился с выступом, то третьим слоем заполняют «лодочку» между предыдущим валиком и стенками раздела. Ну а если второй валик вышел нормальным, залив всю плоскость раздела, то третий слой формируют в два прохода, укладывая валики вдоль левой и правой кромок.
Пространство между соседними валиками третьего слоя заполняют четвертой наплавкой. Причем, если это расстояние равно диаметру электрода, то четвертый валик формируют в один проход, ну а если предыдущие слои наплавки отстоят друг от друга на более значительном расстоянии, то стык между валиками заполняют с помощью поперечных и продольных перемещений электрода.
Следующие слои формируются по тому же принципу, что и третий валик.
При этом, для предотвращения вытекания наплавки из шва под нижнюю кромку стоит подложить пластину из тугоплавкого материала, например – асбеста. А при выходе на верхнюю границу раздела стоит удвоить внимание и старание – большинство дефектов шва «формируется» именно в этот момент.
Сварка по вертикали
Дуговая сварка вертикальных швов реализуется совсем не так, как предыдущая (горизонтальная) технология. Ведь извечный «враг» сварщиков – сила гравитации – вмешивается в процесс формирования шва совершенно иным образом: расплавленные присадочные и основные металлы стекают вниз, вдоль линии шва, газообразные аэрозоли, устремляются вверх (в том же направлении).
Поэтому в процессе вертикальной сварки необходимо учитывать следующие нюансы:
Во-первых, необходимо понимать, что расплавленный металл стекает вниз, провоцируя появление наплывов. Поэтому валики горизонтальных швов должны быть тонкими. А в процессе их формирования следует избегать поперечных смещений электрода.
Во-вторых, сварка в вертикальном положении шва предполагает формирование валика, габариты которого сопоставимы с диаметром электрода. Разумеется, допускается и двукратное превышение (когда валик больше диаметра электрода даже с учетом габаритов покрытия), но не более.
В-третьих, сила сварочного тока должна быт максимальной, но при выборе конкретных значений необходимо нивелировать риск «подрезов» основного металла чересчур сильной дугой. Поэтому сила тока, все же, не должна доходить до максимума.
В-четвертых, угол наклона электрода (по направлению к плоскости заготовки) должен равняться, как минимум, 80 градусам. При меньших значениях появляется эффект «козырька» препятствующего плавлению основного метала. Таким образом, регулируя угол наклона можно влиять на температуры и глубину плавления в зоне сварочной ванны. Оси валиков (стыковочных швов) и электродов должна быть параллельны друг другу.
В-пятых, ширина шва регулируется скоростью наплавки и траекторией перемещения пяты электрода. Совершая возвратно-поступательные движения вверх-вниз, можно повлиять на ширину наплавки. Но в этом случае необходимо выдерживать 80-градусный наклон «углом вперед».
В-шестых, валики укладываются в вертикальный раздел «полочками». То есть, каждый последующий слой опирается на предыдущую наплавку.
сварочных позиций | Сварка и неразрушающий контроль
Эта статья посвящена различным позициям сварки, используемым при сварке пластин, сварке труб и сварке шпилек.
Позиции для сварки листов
При сварке листов и у нас есть четыре различных положения, а именно:
- Плоское положение (1G или 1F)
- Горизонтальное положение (2G или 2F)
- Вертикальное положение (3G или 3F)
- Положение над головой (4G или 4F)
Примечание : 1.G Обозначает сварку с канавкой (V-образная, J-образная, U-образная канавка и т. Д.)
2. F Обозначает угловые швы («T» — соединение, соединение внахлест и т. Д.)
ПЛОСКАЯ СВАРКА ПОЛОЖЕНИЕ (1G ИЛИ 1F)
При плоской сварке головка сварочного аппарата остается над испытательным купоном.
ГОРИЗОНТАЛЬНОЕ ПОЛОЖЕНИЕ СВАРКИ (2G ИЛИ 2F)
В горизонтальном положении сварки электрод должен перемещаться в горизонтальной плоскости . У нас есть два разных метода сварки при горизонтальной сварке:
- Правая техника
- Левая техника
ВЕРТИКАЛЬНОЕ ПОЛОЖЕНИЕ СВАРКИ (3G ИЛИ 3F)
.Типы сварочных позиций — Портал сварщика
Положение при сварке означает положение оператора сварки по отношению к свариваемой детали. Из-за силы тяжести положение сварки влияет на поток расплавленного присадочного металла. Важно понимать типы сварочных позиций, так как различные сварочные процессы должны выполняться в определенном месте сварщика.
Существует четыре основных типа сварочных позиций, которые мы рассмотрим ниже.
4 основных положения при сварке

Плоское положение (1G и 1F)
Самый простой тип выполнения — это плоское положение, которое также иногда называют положением вниз. Он подразумевает сварку на верхней стороне стыка. В этом положении расплавленный металл втягивается вниз в соединение. В результате сварка выполняется быстрее и проще.
В 1G и 1F цифра 1 обозначает плоское положение, буква G обозначает сварной шов с разделкой кромок, а буква F обозначает угловой сварной шов.
Горизонтальное положение (2G и 2F)
Это положение сварки в смещенном положении. Это более сложное положение по сравнению с горизонтальным положением, и от сварщика требуется больше навыков, чтобы выполнить его хорошо.
2G — это положение сварного шва с разделкой кромок, при котором ось сварного шва размещается в горизонтальной плоскости или приблизительно горизонтально. Что касается поверхности сварного шва, то она должна лежать примерно в вертикальной плоскости.
2F — это положение углового шва, при котором сварка выполняется на верхней стороне поверхностей, которая является приблизительно горизонтальной, которая прилегает к поверхности, которая приблизительно вертикальна.В этом положении резак обычно держат под углом 45 градусов.

Вертикальное положение (3F и 3G)
В этом положении и пластина, и сварной шов лежат вертикально или почти вертикально. 3F и 3G относятся к положениям вертикального галтеля и вертикального паза.
При вертикальной сварке сила тяжести толкает расплавленный металл вниз, поэтому он имеет тенденцию скапливаться. Чтобы противодействовать этому, вы можете использовать вертикальное положение вверх или вниз.
Чтобы контролировать это в восходящем вертикальном положении, направьте пламя вверх, удерживая его под углом 45 градусов к пластине. Таким образом, сварщик будет использовать металл из нижней части заготовки для сварки против силы тяжести.
При спуске используется металл верхних частей и кинетическая сила электрической дуги.
Верхняя позиция
В этом положении сварка выполняется с нижней стороны стыка. Это самая сложная и трудная должность для работы.Позиции 4G и 4F предназначены для сварки с разделкой кромок и угловых швов соответственно.
В верхнем положении металл, осажденный на стыке, имеет тенденцию провисать на пластине, в результате чего валик имеет более высокий гребень. Чтобы этого не произошло, держите лужу небольшого размера. Если сварочная лужа становится слишком большой, отключите на мгновение пламя, чтобы дать расплавленному металлу остыть.
Позиции плоские, горизонтальные, вертикальные и потолочные являются основными типами сварочных позиций. Однако они неадекватно описывают положения сварки труб.Сварка труб может выполняться при самых разных требованиях. Эти позиции мы рассмотрим в отдельной статье.
.Основные положения при сварке

Четыре основных положения сварки: плоское, горизонтальное, вертикальное и потолочное.
Наиболее распространенный тип сварного шва — угловой шов и сварной шов с канавкой, и вы можете выполнять эти сварные швы во всех четырех положениях.
Но вы также выполняете поверхностную сварку во всех четырех положениях, хотя вы не будете делать этот тип сварки очень часто.
Есть числа, которые используются для обозначения типа сварочного положения и сварного шва.
Например:
- 1 = Плоское положение
- 2 = Горизонтальное положение
- 3 = Вертикальное положение
- 4 = Положение над головой
Кроме того, есть буквы, обозначающие тип сварного шва, который вы будете выполнять в этой позиции. Например:
- F = угловой сварной шов
- G = сварной шов с канавкой
Контрольный опрос: Что означает 3F?
Ответ: Угловой шов в вертикальном положении.
Плоское положение:

В горизонтальном положении для сварки вы будете выполнять сварку на верхней стороне стыка. Но реальная поверхность вашего сварного шва будет почти горизонтальной.
Обычный термин для этого типа сварного шва называется «плоское положение», но его также называют положением «вниз».
Изображение слева представляет собой угловой сварной шов в плоском положении, а изображение справа — пример сварного шва с плоским расположением канавок.
Сварка вне позиции:
Плоское положение для сварки — это самое простое и наиболее удобное положение для сварки.В горизонтальном положении металл плоский, и сварочная горелка или стержень будут двигаться в горизонтальном направлении.
Другие позиции называются Out Of Position, потому что они более трудны и требуют большего мастерства для их успешного выполнения. Позиции сварки вне позиции: горизонтальное, вертикальное и потолочное.
Горизонтальное положение:

Изображение слева (вверху) представляет собой угловой шов в горизонтальном положении, а изображение справа — пример сварки с разделкой кромок в горизонтальном положении.

- В положении Угловой шов вы будете выполнять сварку на верхней стороне поверхности, которая является горизонтальной (или близко к ней), и против поверхности, которая является вертикальной (или близкой к ней). См. Иллюстрацию выше.
- В положении Groove Weld ось сварного шва находится в горизонтальной плоскости (приблизительно), а поверхность сварного шва находится в вертикальной плоскости (приблизительно). См. Изображение B выше.
- Горизонтальный фиксированный сварной шов Положение — это положение для сварки трубы, и ось трубы почти горизонтальна.Обратите внимание, что свариваемая труба не поворачивается во время сварки. См. Ниже дополнительную информацию о положениях для сварки труб.
- Горизонтально-прокатный сварной шов также предназначен для сварки труб и выполняется в горизонтальном положении. Обратите внимание, что труба поворачивается (вращается). Вы можете увидеть положения сварных швов труб ниже.
Рисунок сварного шва справа вверху представляет собой фактический горизонтальный сварной шов с использованием стержня 7018.
Вертикальное положение:


Изображение слева (вверху) представляет собой угловой шов в вертикальном положении, а изображение справа — пример сварного шва с вертикальным расположением кромок.
При сварке в вертикальном положении ось сварных швов почти вертикальна.
При сварке трубы в вертикальном положении ось трубы расположена вертикально, и сварка будет выполняться в горизонтальном положении. Труба может вращаться или нет. Это просто зависит от обстоятельств.
Фактическое изображение сварного шва справа представляет собой вертикальный сварной шов с использованием сварочного стержня 7018.
Накладные расходы:

В положении для сварки над головой вы будете выполнять сварку под стыком. Это довольно понятно.
На рисунке 4F слева показан угловой сварной шов с расположением под потолком, а на иллюстрации рядом с ним показан пример сварного шва с канавкой в верхнем положении.
Сварка с разделкой кромок: сводка положений при сварке.

Угловые сварные швы: сводка положений при сварке.
Эта диаграмма немного сложнее, поскольку на ней показаны несколько размеров и положений углового шва. также показаны одно-, двух- и многопроходные сварные швы …

Положения для сварки труб:

Положения трубы:
Позиции, с которыми вы сталкиваетесь при сварке труб, много, и обычно положение будет фиксированным, однако нередко бывает и ровное положение.
Горизонтальная намотанная труба:
Шаг 1: Выровняйте Выровняйте стык, приварите его прихваточным швом или вы можете удерживать его с помощью мостовых зажимов (сделанных из стали), и вашу трубу следует поместить на ролики. См. Иллюстрацию ниже. В этот момент вы начнете сварку, начиная с точки C, а затем переместите сварной шов в точку B. После достижения точки B вы будете поворачивать трубу, пока не дойдете до точки C (точка остановки сварки), а затем на этот раз вы начнете сварку до точки B.По мере вращения трубы вы должны держать сварочную горелку между точками B и C. Ваша трубка пройдет мимо них.
Шаг 2: В точке А положение горелки почти такое же, как при сварке в вертикальном положении. И когда вы приближаетесь к точке B, ваше сварное положение становится почти плоским. Чтобы это компенсировать, вы немного измените угол сварки.
Труба, сваренная прихватками на роликах:

Шаг 3: Остановите сварку прямо перед начальной точкой (корень начальной точки).Вам нужно здесь небольшое отверстие. Затем повторно нагрейте точку соединения. Температура должна быть одинаковой в областях, прилегающих к месту соединения. В результате произойдет полное слияние с вашей начальной точкой.
Шаг 4: Если у вас толщина боковой стенки (трубы) не менее 0,25 дюйма, вам необходимо выполнить многопроходный сварной шов.
Сварной шов с фиксированным положением горизонтальной трубы:
После выполнения прихваточной сварки их необходимо настроить, как показано на рисунке E ниже.После начала сварки не перемещайте трубу.
Метод сварки горизонтальной трубы снизу вверх:

При сварке в фиксированном горизонтальном положении будет выполняться следующая сварка:
- Начинайте снизу. В положении «шесть часов» сварите до положения «три часа».
- Снова начните снизу, а затем сварите до отметки «девять часов».
- Вернитесь в положение «три часа» и приварите до верха.
- Вернитесь в положение «девять часов» и приварите сверху так, чтобы кромка была перекрыта.
При сварке вы будете делать это в два этапа:
Шаг 1: См. Это на иллюстрации выше — Начните сверху и приваривайте (см. № 1) полностью вниз.
Вернитесь наверх и приварите до конца противоположную сторону (см. № 2). Внизу вы будете мясо и соединить другой сварной шов.
Дуговая сварка является предпочтительным методом с использованием метода сварки вниз (вниз), поскольку дуговая сварка создает электрическую дугу с более высокой температурой, и это дает вам возможность сваривать примерно в 3 раза быстрее, чем при сварке вверх или вверх.
Сварка горизонтальной трубы нижним методом:

Использование техники наотмашь рекомендуется для низколегированной стали или низкоуглеродистой стали, которую можно катать или которую можно сваривать в горизонтальном положении …
- Для толщины стенки трубы 3/8 дюйма или меньше: Один Проходить.
- Для толщины стенки трубы от 3/8 до 5/8 дюйма: два прохода.
- Для толщины стенки трубы от 5/8 до 7/8 дюйма: три прохода.
- Для толщины стенки трубы от 7/8 до 1-1 / 8 дюйма: четыре прохода.
Вертикальная труба в фиксированном положении для сварки Сварной шов:
Если при сварке трубы в фиксированном вертикальном положении и стык, который необходимо сварить, находится в горизонтальном положении, вы, скорее всего, будете использовать технику с обратной стороны.
Вы начнете сварку прихваточным швом, а затем выполните обход.
Сварной шов в фиксированном положении вертикальной трубы с обратной стороны:

Многопроходная дуговая сварка:
Корневой валик: При использовании линейного зажима корневой валик будет начинаться с дна канавки.
- Если прокладка не используется, вы должны аккуратно сделать небольшой валик внутри трубы.
- Если вы используете подкладку, вам следует нарастить корневую бортик и при этом прикрепить ее к подкладке.
Удалите зажим после того, как вы положите столько корневого валика, сколько позволят планки зажима. Но вы должны закончить бусину после того, как снимете зажим.
Присадочные валики: Вы должны тщательно обращаться с наполнителями и быть уверенными, что они правильно прилегают к корневому валику, и вы хотите удалить любые дефекты сварного шва, особенно подрезанные от наложения корневого валика.Обычно необходимы наполнители в количестве 1 или более штук по всей длине трубы.
Отделочные валики: Завершите соединение, поместив отделочные валики (см. Изображение H) на валики сварного шва. Наиболее распространенный валик, сделанный таким образом, — это так называемый валик плетения, который имеет ширину примерно 5/8 дюйма и примерно 1/16 дюйма над поверхностью трубы, когда вы закончите. См. Изображение H.
Нанесение корня, наполнителя, чистового сварного шва:

Статьи по теме:
Типы сварных соединений.
Сварка методом выталкивания или вытягивания.
Дуговая сварка.
 data-ad-format = «horizontal»> .
data-ad-format = «horizontal»> .Сварка вертикальной палкой

В этом уроке мы рассмотрим методы вертикальной сварки штангой.
Вертикальная сварка — это просто сварка соединения под вертикальным углом. Этот угол будет 45 или меньше.
Если вы собираетесь сваривать каркас здания или чего-то еще, вы обнаружите, что это очень распространенное положение для сварки.
Плоская и горизонтальная сварка стержнем намного проще, чем вертикальная сварка стержнем, потому что закон сэра Исаака Ньютона гравитации здесь в полную силу.
Расплавленная лужа хочет исчезнуть. Поэтому вам необходимо использовать подходящий электрод для дуговой сварки. И тип сварочного стержня, который вы хотите использовать, будет либо сварочным стержнем fastfreeze, либо fillfreeze.
При сварке в вертикальном положении вы двигаетесь вверх или вниз. Технические термины сварки для этого: «Вертикально вверх» и «Вертикально вниз».
Вы можете использовать технику сварки «вертикально вниз» на металле меньшей толщины. Причина этого в том, что более легкий материал не требует глубокого проникновения, и поэтому вероятность прожечь его меньше.
Если вы можете сваривать материал, используя технику «Вертикально вниз», вы обнаружите, что она намного быстрее, чем «Вертикально вверх».

Настройки тока и способы сварки по вертикали вверх и вниз по вертикали:
Параметры тока сварки штангой должны быть ниже, чем при сварке в плоском положении с использованием того же типа сварочного стержня.
Кроме того, при сварке вертикально вверх вы измените настройки немного выше, чем при сварке вниз того же вертикального материала.
Если вы действительно хотите получить хороший сварной шов, важно иметь хороший угол между стержнем и основным материалом.
Здесь методы сварки для вертикальной сварки штангой:
Сварка: Держите сварочный стержень под углом девяноста градусов (см. Рисунок A ниже).

Сварка плетением: используйте движение плетения вперед и назад, как показано ниже:

Вертикально вниз: наклоните удочку на пятнадцать градусов, но держите дугу вверх
направление плавления металла:

Если вам нужно создайте переплетенный сварной шов при вертикальной сварке вниз, вам нужно будет использовать плетение типа Z вперед и назад движение:

Типы соединений:
data-ad-format = «horizontal»>Наиболее распространенными типами соединений, которые вы будете сваривать в вертикальном положении с помощью аппарата для ручной сварки, являются тройники, внахлест и стыки.
Если вы собираетесь выполнять вертикальный угловой сварной шов в тройнике или внахлестку
, ваш сварочный стержень должен располагаться под углом примерно 90 градусов к материалу. Если он отклонится более чем на пятнадцать градусов, у вас не будет хорошей обработки расплавленного металла, и, следовательно, у вас не будет очень хорошего сварного шва.
Кроме того, дуга должна быть правильной, чтобы обеспечить качественное проплавление.
Если вы хорошо контролируете расплавленный металл, а дуга достаточно короткая, чтобы обеспечить хорошее проплавление, у вас будет сварка, которую вы ищете.А это значит, что у вас действительно хороший сварной шов.
Методы сварки вертикальных тройников:
Вертикальная сварка стержнем тройникового соединения требует сварки снизу вверх:
- Хорошая техника — направлять сварочный стержень в плетистом движении в форме треугольника. См. Для этого иллюстрацию A. Однако, если вы будете делать паузу на короткое время после каждых нескольких треугольников, вы получите лучшее проникновение и слияние.
- Если вы обнаружите, что присадочный материал сварочного стержня перегревается, извлеките стержень из сварочной воронки, но не прерывайте дугу. См. Иллюстрацию B для этой техники. Причина, по которой этот метод работает, заключается в том, что он позволяет жидкому присадочному металлу затвердеть, но не стекать вниз. Затем верните сварочный стержень обратно в кратер сварного шва, чтобы сохранить размер сварного шва там, где вы хотите.
- Когда для выполнения сварного шва тройника
необходимо более одного прохода, вы можете использовать любое из движений плетения, показанных
на рис. 7-37, виды C и D. Небольшая пауза в конце
плетения обеспечит сплавление. без подрезки
кромок пластин.


Методы сварки вертикальных стыков внахлест:
Техника плетения треугольников снова используется при сварке стыков внахлест вертикальным стержнем. См. Иллюстрацию E ниже, чтобы увидеть, как это сделать. Это та же техника, что и на примере тройника выше. Но с той лишь разницей, что вы наклоните стержень в направлении металла, который обозначен буквой G (на рисунке E):
- Опять же, ненадолго отложите сварку и будьте осторожны, чтобы не попал присадочный материал. чтобы пройтись по кромкам плетения, которые вы сделали.
- Если вы выполняете вертикальную сварку стержнем более толстого материала, вам, вероятно, потребуется сделать два или более прохода (более одного сварного шва). В этом случае вам нужно будет очистить свой первый сварной шов и уложить сварочные валики, как показано на рисунке F ниже.
- Используйте те же методы, которые я описал в разделе «Тройники», чтобы предотвратить любые возможные проблемы.

Методы сварки вертикальных стыковых соединений:
Нет никакой разницы в том, как вы готовите стыковое соединение в вертикальном или ровном положении, поэтому подготовьте края и материал таким же образом.
Как и во всех сварочных процедурах, ваша цель — получить качественный сварной шов. И для этого вам необходимо иметь отличное проникновение и сплавление наполнителя со стенками вашего металла. Вы также должны избегать любого потенциального подреза металла по бокам.
В дополнение к методам, описанным выше, вы поможете своему делу, контролируя дугу и делая ее короткой.
Вы можете сварить стыковое соединение до 0,25 дюйма за один проход (один сварной шов), если вы используете технику сварки палкой с плетением треугольником, как показано на рисунке A ниже.
Но если вы выполняете вертикальную сварку стержнем на материале толщиной 0,5 дюйма или толще, вам нужно будет сделать несколько проходов (более одного или двух валиков). См. Иллюстрацию B ниже.
Последний проход должен быть больше половины круговое движение и похоже на плетение, но на краю сварного шва вы « взбейте его», «взбейте его хорошо!» Извините, я не смог устоять перед рекомендацией Devo … в любом случае, вы поднимете стержень и на короткое время прекратите сварку на краю сварного шва, чтобы получить качественный, но более широкий сварной шов по сравнению с вашими предыдущими проходами, и вы Таким образом вы предотвратите возможное подрезание металла.
 data-ad-format = «horizontal»> .
data-ad-format = «horizontal»> .