Конус морзе своими руками — Moy-Instrument.Ru
Как выточить конус на токарном станке
Токарные станки применяются для точения заготовок во время ее точения путем использования специальных резцов. При наличии определенного опыта выточить можно не только детали обычной формы, но и, к примеру, коническую поверхность. Для создания конуса следует иметь определенные навыки работы на токарном станке.
Поворот верхних салазок суппорта
Провести процесс точения конуса можно, воспользовавшись следующей рекомендацией:
- Берем заготовку и закрепляем ее в шпинделе, а также задней бабкой. Учитывая то, что изготовление конуса проводится с высокой точностью, диаметральный размер и угол могут иметь незначительно отклонение. Если заготовка изготовлена из твердого материала, следует подбирать твердосплавные резцы.
- Обработка может проводиться только при соблюдении техники безопасности путем использования средств индивидуальной защиты.
- Выбираем скорость резания на токарном станке.

- Установленной заготовке нужно придать цилиндрическую форму. Для этого используется проходной резец, сначала ведется черновая обработка для снятия большого количества ненужного металла. Обработка возле кулачков проводится отогнутым резцом.
- Изготовление точных деталей происходит в два прохода: черновая и чистовая обработка. На токарном станке чистовое точение проводится специальным режущим инструментом при определенной скорости и подачи.
- Для создания небольших конических поверхностей верхняя часть суппорта поворачивается на определенный угол, который должен быть равен половине угла конуса у вершины.

Подобным образом можно провести создание конических поверхностей без использования специального приспособления.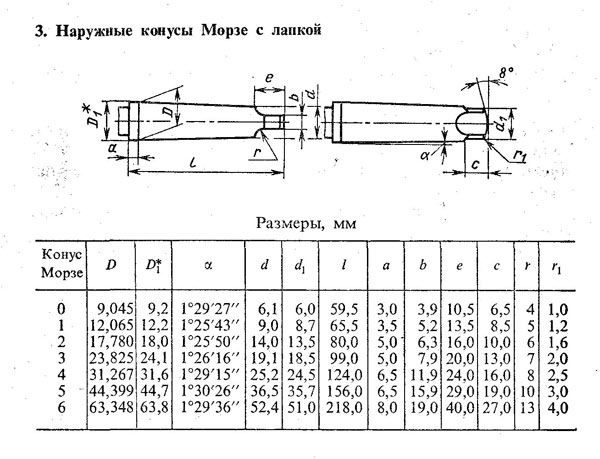
Метод смещения относительно оси центров
Смещение центров позволяет также получить на токарном станке конус морзе. Однако в этом случае провести точение можно исключительно наружных конических поверхностей. К достоинствам рассматриваемого способа можно отнести:
- Есть возможность сделать длинный конус морзе.
- Используется механическая подача суппорта, что обуславливает возможность применения обычных моделей токарных станков.
Смещение оси центров
К существенным недостаткам можно отнести:
- Невысокую точность, с которой можно сделать деталь.
- В процессе получения конуса происходит перекос центровых отверстий.
Показатель величины смещения задней бабки во время создании конических поверхностей определяется при помощи прямоугольного треугольника.
Конусная линейка
Некоторые токарные станки оснащаются специальными конусными линейками. Подобное приспособление позволяет проводить обработку наружных и внутренних поверхностей, когда угол наклона не превышает 12 градусов.
При использовании линейки можно подобрать угол, который будет создан при одновременном движении суппорта в продольном и поперечном направлении. Правильный угол выдерживать на протяжении всего времени позволяет специальная линейка.
Использование широкого углового резца
Точение конуса резцом
Все вышеприведенные способы требуют наличия определенных навыков работы на токарном станке. В некоторых случаях, для крупносерийного производства, изготавливают специальные копиры. Для мелкосерийного производства подойдет способ, в котором используется линейка или поворот салазок токарного станка, смещение бабки.
Для мелкосерийного производства подойдет способ, в котором используется линейка или поворот салазок токарного станка, смещение бабки.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Что такое конус Морзе и как определяются его размеры
Конус Морзе изобретен в середине позапрошлого века Стивеном А. Морзе. Несмотря на то что об этом изобретателе в нашей стране мало что известно, сам конус применяется часто. Во времена СССР все, кто работал со станками, использовал это изобретение. Заслуга Морзе огромна: он не только придумал способ крепления, но и создал сверло, состоящее из пары параллельных спиральных канавок с режущей кромкой.
Определение понятия
Морзе — это обтекатель в дрели конусообразной формы. Угол его может быть разным: величина зависит от стороны инсталляции установки в приводную часть станка. Пролювий во время сверления способствует удержанию инструмента в станке. Также есть возможность легко и безопасно вытащить конус из шпиндельного участка.
Часто случается, когда длина конуса становится слишком большой.
Разновидности конусов
Морзе может изготовляться по разным технологиям, поэтому не всегда один инструмент можно без проблем заменить на другой.
Прежде чем подбирать подходящий обтекатель, нужно определиться, какие у конуса Морзе размеры, соответствующие ГОСТу.
Инструменты зачастую отличаются друг от друга длиной, диаметром, величиной угла.
При выборе обтекателя нужно обращать внимание на буквенные обозначения и на цифры:
- число напротив буквы «Д» означает базовый размер конусного гнезда;
- числовой показатель возле «Л» — это глубина проникновения.
Размеры эти общие для всех стран, где активно применяется метрическая система счисления. Создаваемые сегодня обтекатели Морзе, как правило, имеют переходники, которые можно менять. Это упрощает работу, так как оборудование может быть совмещено с разными стандартами.
Заглавные буквы латинского алфавита обозначают особенности фланцевого сечения. Сам пролювий может иметь длину от 2,5 см до 16 см.
Сегодня наиболее качественными обтекателями для сверлильных станков можно считать инструменты, которые выпускаются под брендами «Кеннаметал» и «Капто».
Те, кто работает на станке, прекрасно знают, что они обладают хорошей устойчивостью к резким и значительным изменениям температуры. Конусы этих марок достаточно прочны и удобны в использовании. Они отвечают всем необходимым требованиям. Морзе, которые имеют маркировку «Капто», выпускаются на свет и распространяются по всему миру фирмой «Сандвик Коромант».
 В свою очередь, Капто подразделяются на несколько типов, наиболее популярными среди которых являются те, что обозначены как «С3» и «С10».
В свою очередь, Капто подразделяются на несколько типов, наиболее популярными среди которых являются те, что обозначены как «С3» и «С10».Первоначально такой инструмент создавался для того, чтобы его можно было использовать при зажиме цанговым методом.
Существует разделение на 8 размеров: самый маленький из них обозначается как «КМ0», а самый большой — как «КМ7». Все остальные типы конусов также обозначаются буквами «К», «М» и цифрой от 1 до 6
. Впрочем, российский стандарт не рекомендует применять обтекатель Морзе КМ7, вместо него используется метрический конус № 80.
Обтекатели, которые созданы по дюймовым и метрическим стандартам, могут заменять друг друга. Они похожи во всем и различаются только резьбой хвостовика.
Размеры обтекателей Морзе
Разновидностей Морзе существует много, и поэтому поиск нужного инструмента для работы на станке — сложное и долгое занятие.
Дело осложняется еще и тем, что названия одних и тех же разновидностей конусов Морзе могут различаться в разных источниках. Однако главная особенность этих обтекателей заключается в том, что их можно сразу узнать по конкретным числовым обозначениям.
- Существуют обтекатели, обозначающиеся числами «10», «100», «1000».
- Есть инструменты меньшего размера, для обозначения которых применяются десятичные дроби — «0,001», «0,0001».
В речи профессиональных сверловщиков конусы последних двух размеров называются короткими словами «зу» и «тенф», которые были заимствованы у американцев. Самый эффективный способ измерить конус — использование калибровки. Чтобы измерение было более точным, применяется специальная таблица пересчета размеров. С ее помощью можно определить диаметр с точностью до тысячной доли сантиметра.
Все конусы Морзе, которые выпускаются сегодня, имеют стандарты ISO 296, DIN 228, ГОСТ 25557–2006 .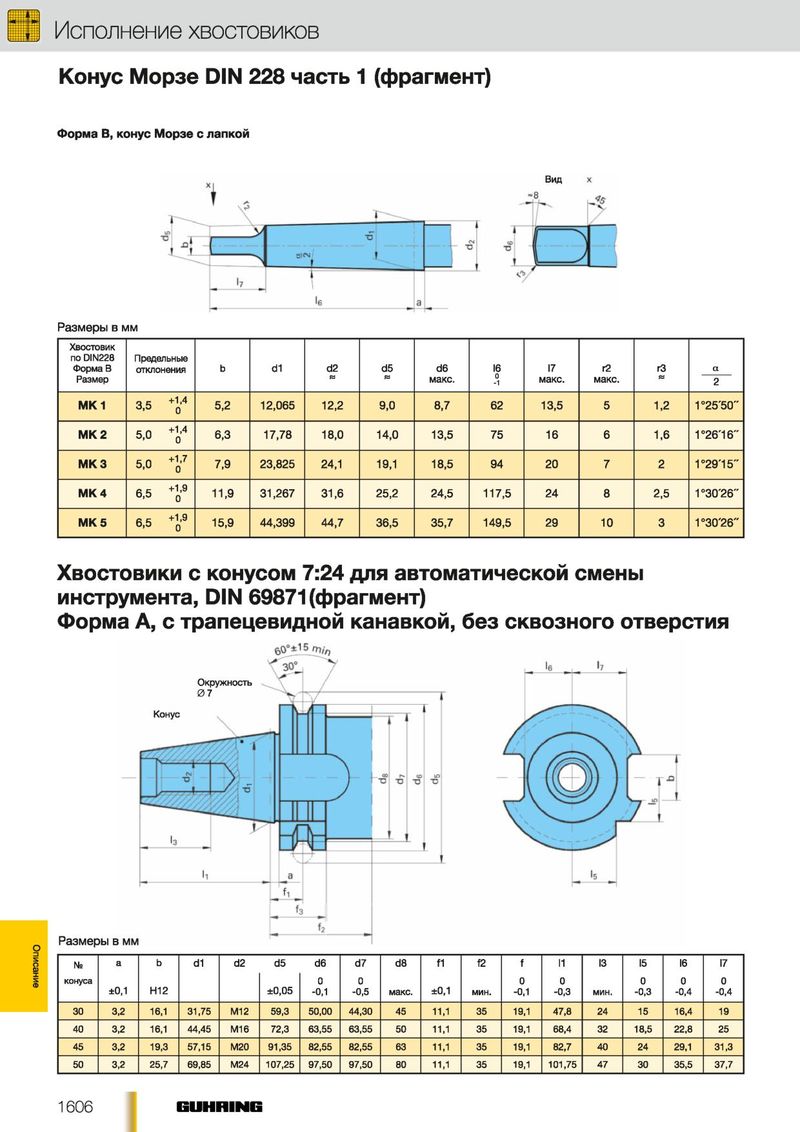 Последняя модель обладает наибольшей популярностью в нашей стране. У такого обтекателя есть улучшенный способ крепления патрона.
Последняя модель обладает наибольшей популярностью в нашей стране. У такого обтекателя есть улучшенный способ крепления патрона.
Длина и диаметр инструментов, которые используются в США, как правило, измеряются в дюймах. Жители России к таким единицам измерения не привыкли, и поэтому специально для них все размеры обтекателей переводят из дюймов в миллиметры. Например, для кольцевых фрез HSS, HSS-Co и TCT переходник на Weldon 19,05 мм конус Морзе 2 имеет размер диаметра 12−60 мм. Независимо от того, какой размер имеет обтекатель, невозможно оспорить тот факт, что этот способ крепления вот уже много лет является самым популярным во всех развивающихся странах.
Сверлильный патрон. Как выбрать лучший?
Сверлильный патрон для станка или для обычной электродрели является обязательным устройством, которое обеспечивает надёжное фиксирование оснастки при выполнении им технологической операции. Разработаны и используются ряд конструкций патронов, которые стандартизованы отечественными ГОСТами, а также стандартами DIN.
Общие требования
Основными эксплуатационными условиями, определяющими эффективное использование сверлильных патронов в соответствующем оборудовании, являются:
- Жёсткость крепления, которая не должна зависеть от числа оборотов, развиваемых шпинделем.
- Отсутствие радиального биения сверла в пределах допустимых подач и твёрдости обрабатываемого материала.
- Удобство установки в шпиндель станка.
- Наличие дополнительных функциональных возможностей (например, подачи смазочно-охлаждающей жидкости к зоне сверления).
Жёсткость крепления всегда соотносится с материалом сверла и его свободной длиной. Например, для твердосплавных свёрл, устойчивость которых от продольного изгиба крайне мала, сверлильный патрон должен обеспечивать возможность своего самоцентрирования. Вторая задача жёсткости – обеспечить максимально возможные нагрузки на инструмент без риска его поломки.
Опасность радиального биения особо возрастает, если сверлению подвергают твёрдые и пористые материалы. В этих случаях сверло также теряет свою продольную устойчивость, и может вызвать неисправимый брак при сверлении.
В этих случаях сверло также теряет свою продольную устойчивость, и может вызвать неисправимый брак при сверлении.
В условиях частых переналадок универсального металлорежущего оборудования (к которому относится и любой сверлильный станок) сокращение подготовительно-заключительного времени – важный источник снижения трудоёмкости операции. При сверлении труднообрабатываемых материалов, а также при значительной глубине получаемого отверстия процесс часто приходится прерывать из-за необходимости охлаждения сверла. С этой целью конструкции современных сверлильных патронов предусматривают подачу смазочно-охлаждающих технологических сред (СОЖ) непосредственно во время проведения операции.
При производстве крепёжных узлов используются только определённые марки сталей. Чаще используется сталь 40Х по ГОСТ 4543-91, хотя в ряде зарубежных конструкций применяются и нержавеющие стали. Детали, предназначенные для непосредственного зажима сверла в патроне, изготавливаются из среднеуглеродистых сталей с термообработкой «улучшение», или из цементированных сталей. Поверхность сверлильных патронов отечественного производства, с целью повышения антикоррозионных характеристик, подвергают воронению.
Поверхность сверлильных патронов отечественного производства, с целью повышения антикоррозионных характеристик, подвергают воронению.
Далее рассматриваются конструкции патронов, получивших наибольшее распространение.
Патроны с конусом Морзе
Такие конструкции характерны для оборудования, где предусмотрено соответствующее конусное крепление. Размеры оснастки должны строго соответствовать нормам ГОСТ 8255-79. Ключевым требованием считается максимальное снижение радиального биения инструмента, и допуск по нижней границе закрепления сверла в патроне.
Типоразмеры рассматриваемой оснастки для сверлильного станка различаются по следующим параметрам:
- По диапазону диаметров крепёжной части сверла, которое может быть установлено в патроне.
- По конструкции зажимного узла: ключ, зажимная гайка (с фиксирующим кольцом или без него).
- По конструктивному оформлению внешней поверхности патрона (ГОСТом не ограничивается).

Конусы Морзе в сверле и патроне должны совпадать. Малейшее отклонение снижает усилие зажима и вызывает биение сверла даже при незначительных продольных нагрузках на инструмент.
Конус Морзе, названный в честь его изобретателя Стивена Морзе, представляет собой конический элемент, обладающий способностью к самоцентрированию. Для универсализации крепления изготавливается большая линейка переходных втулок с одного размера конуса Морзе на другой. Маркировка таких втулок обязательно включает в себя букву «В» и две цифры, характеризующие высоту конической части: например, обозначение В24 указывает, что этот конус Морзе имеет высоту 24 мм. Встречается и прежняя маркировка — от КМ-0 до КМ-7 (старое обозначение привязывалось к метрическим конусам, а сами конусы Морзе были примерно вдвое длиннее).
Патрон с конусом обеспечивает возможность своей удобной и соосной установки в шпиндельной головке сверлильного станка, ведь демонтировать конус Морзе с патрона значительно удобнее, чем со шпинделя. Наличие конуса Морзе, как переходной детали от патрона к шпинделю, предохраняет элементы оснастки от разрушения в случае перегрузки по крутящему моменту. В этом случае всё ограничивается только конусом, в то время как сам патрон остаётся неповреждённым.
Наличие конуса Морзе, как переходной детали от патрона к шпинделю, предохраняет элементы оснастки от разрушения в случае перегрузки по крутящему моменту. В этом случае всё ограничивается только конусом, в то время как сам патрон остаётся неповреждённым.
Рассчитаны патроны с конусом Морзе для применения со свёрлами диаметром от 16 до 30 мм. В комплект входит также зажимной ключ. Такая инструментальная оснастка выпускается в соответствии с нормативными требованиями ISO 148-95, что делает патроны вполне унифицированным инструментом. Они с успехом могут быть применены как на отечественном оборудовании, так и для сверлильных станков импортного производства.
Самозажимной патрон
Такие патроны (иногда называемые быстрозажимными), также иногда имеют в своей конструкции конические элементы, но в основном используют внутреннюю резьбу (она указывается в маркировке изделия).
Самозажимной патрон включает в себя:
- Втулку с осевым отверстием в виде конуса.
- Зажимное кольцо, снабжённое рифлениями.
- Корпус.
- Пару заклинивающих зажимных шариков.

Принцип действия самозажимного патрона заключается в том, что зажим сверла обеспечивается и поддерживается в ходе вращения самого шпинделя, что особенно полезно в условиях частого использования сверлильного станка. Сверло с коническим хвостовиком того же номера вставляется во втулку, а она — в отверстие корпуса. В результате зажимное кольцо приподнимается, а зажимные шарики входят в отверстия, имеющиеся на внешней поверхности сменной втулки. При опускании кольцевого элемента, шарики размещаются в отверстиях, и обеспечивают зажим приспособления.
Замена сверла в таком случае может производиться без выключения станка. Оператор только приподнимает кольцо, шарики разводятся, и освобождают сменную втулку, которая далее извлекается из приспособления. Впоследствии на её место может быть установлена новая сменная втулка, для чего проделываются те же манипуляции. Обычно комплект поставляется с несколькими разрезными втулками, имеющими разные номера конусов Морзе. Можно вставлять несколько деталей одна в одну, увеличивая тем самым количество возможных комбинаций.
Обычно комплект поставляется с несколькими разрезными втулками, имеющими разные номера конусов Морзе. Можно вставлять несколько деталей одна в одну, увеличивая тем самым количество возможных комбинаций.
Быстрозажимной патрон может иметь и иное исполнение, использующееся, когда в детали уже имеется отверстие, и требуется зацентрировать сверло (зенкер, развёртку) относительно его оси.
Для реализации поставленной задачи в приспособлении имеются подвижная оправка и поводок, который расположен в некруглом отверстии внутренней части корпуса. Компенсацию возможных осевых усилий выполняет подшипниковый узел. Муфта привинчивается к оправке, соединяя её с корпусом, и фиксируется снизу стопорным кольцом. Пружина, которая находится внутри оправки, выполняет её прижим к корпусу. Этим обеспечивается точное позиционирование патрона по глубине имеющегося отверстия. Съём патрона со шпинделя выполняется либо клиньями (плоскими или радиусными), либо эксцентриковым ключом.
 youtube.com/embed/3vIGBssUvqM?feature=oembed»/>
youtube.com/embed/3vIGBssUvqM?feature=oembed»/>
Трёхкулачковый сверлильный патрон
Различают двух- и трёхкулачковые патроны. В двухкулачковом патроне зажим инструмента выполняет тангенциально-расположенная пара кулачков, имеющая возможность перемещаться во внутренних пазах корпуса. Резьбовым ключом можно перемещать размещённый внутри патрона винт, который и выполняет смыкание и размыкание кулачковых зажимов. При простоте конструкции, возможности фиксации свёрл с большим диаметром, а также высокой стойкости плоских клинообразных кулачков, проходящих упрочняющую термообработку, такие патроны не обеспечивают хорошего осевого центрирования, поэтому на практике применяются реже, чем трёхкулачковые.
Три кулачка размещаются в корпусе под углом, исключающим самоторможение элементов. При вращении ключа, который вставляется в соответствующее отверстие на корпусе, обойма и гайка начинают перемещаться. В результате кулачки отводятся, причём одновременно в радиальном и осевом направлениях. По оси патрона образуется пространство, где помещается хвостовик инструмента. При упоре хвостовика в подпятник ключ проворачивают в противоположном направлении, и сводят кулачки до плотного контакта с конической частью хвостовика. Одновременно производится и осевая ориентация инструмента относительно шпинделя.
По оси патрона образуется пространство, где помещается хвостовик инструмента. При упоре хвостовика в подпятник ключ проворачивают в противоположном направлении, и сводят кулачки до плотного контакта с конической частью хвостовика. Одновременно производится и осевая ориентация инструмента относительно шпинделя.
Ввиду простоты конструкции и способа регулировки инструмента трёхкулачковые патроны находят преимущественное применение в небольших мастерских, а также в бытовых сверлильных станках. Недостаток трёхкулачковых патронов – заметный износ кулачков, особенно, если их термообработка выполнена на недостаточную твёрдость.
Кроме описанных конструкций используются и другие разновидности патронов. Например, с целью установки свёрл сравнительно небольшого диаметра используют цанговые патроны. В них фиксация производится при помощи прижима разрезной втулки, где находится сверло, накидной гайкой. Она перемещается по резьбе, которая имеется на корпусе такого патрона, и надёжно прижимает втулку к бурту цилиндрической части корпуса. Цанговые патроны, в отличие от кулачковых, разбираются значительно легче, что облегчает процесс их очистки и ремонта.
Цанговые патроны, в отличие от кулачковых, разбираются значительно легче, что облегчает процесс их очистки и ремонта.
Для прецизионных и высокоскоростных сверлильных станков наиболее эффективны патроны, имеющие полый хвостовик. Верхняя часть такого хвостовика снабжена резьбой, а в нижней части предусмотрено отверстие, куда под давлением до 50 атмосфер подаётся СОЖ. Сверлильные патроны серии НЕХА позволяют подавать СОЖ через радиально или коаксиально расположенные отверстия в корпусе. Особенность применения такой оснастки – необходимость в её динамической балансировке, при которой учитываются как крутящие моменты от привода сверлильного станка, так и давление, создаваемое потоком СОЖ.
Конус Морзе
Для закрепления инструмента на станках в машиностроении широко применяются хвостовики и оправки конической формы, называемой конусом Морзе. Эта простая и, в то же время, надежная конструкция позволяет быстро и максимально точно закрепить инструмент в патроне станка.
История создания
Появления такой конструкции, а так же происхождение самого названия до сих пор покрыто множеством тайн. Достоверно известно, что в 1863 году американский инженер Стивен Морзе зарегистрировал патент на изобретение спирального сверла, такого, которое известно нам и по сей день. До этого для изготовления сверла, скручивали заостренный плоский профиль.
В описании, запатентованного Стивеном Морзе спирально м сверле, нет никаких упоминаний об особой форме хвостовика, но по какой-то причине Бюро стандартов США внесло коническую форму в национальные стандарты. Считается, что изобретатель, запатентовав новую конструкцию сверла, направил опытные образцы в Бюро патентов, где была замечена и по достоинству оценена эта особенность.
Впоследствии была создана компания по производству, получившая его имя и занимавшаяся изготовлением инструмента для машиностроения. К концу 19 века компания серьезно расширилась и стала одним из ведущих производителей инстру
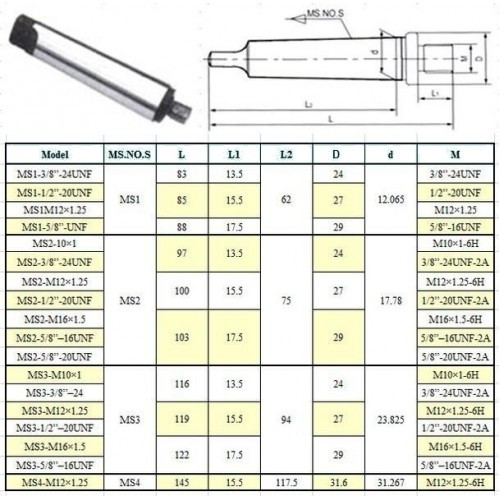
Хвостовики инструментальных оправок (справочная информация)
В данной статье рассмотрим наиболее часто встречающиеся инструментальные хвостовики оправок и их размеры.
Отметим важный отечественный стандарт ГОСТ 24644 — определяет размеры концов шпинделей и хвостовики инструментов сверлильных, расточных и фрезерных станков.
(Со ссылкой на ГОСТ 15 001-88, ГОСТ 2789-73, ГОСТ 2848-75, ГОСТ 8908-81, ГОСТ 9953-82, ГОСТ 11738-84, ГОСТ 14034-74, ГОСТ 15945-82, ГОСТ 16093-81, ГОСТ 17166-71, ГОСТ 19860-74, ГОСТ 25557-82, ГОСТ 25827-83)
Наиболее часто встречающийся станочный конус 7:24 (SK – Steil Kegel, «крутой конус»), оправки таких стандартов как:
(соответствие с нашими ГОСТами приведено в скобках)
DIN 2080 (ГОСТ 25827 исп.1) — оправки для ручной смены инструмента, как правило фиксируются длинным штревелем сквозь шпиндель станка, в некоторых каталогах обозначаются NT
DIN 69871 (ГОСТ 25827 исп.2) — могут в каталогах иметь обозначение DV, SK
ГОСТ 25827 исп.3 — нет аналога
MAS 403 BT (JIS B6339) — чаще на станках Азиатского производства, не имеют аналогов с отечественным ГОСТ
ANSI/CAT — ANSI B5.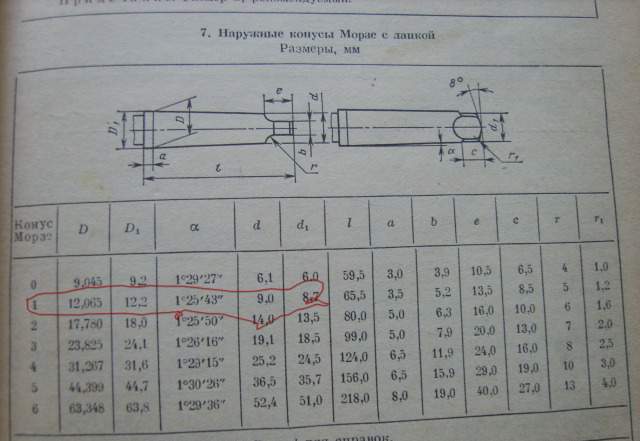 18, NST, ANSI B5.50 — обозначение CAT, CV — чаще у оправок, ориентированных под Американский рынок (но зачастую возможно применение оправок DIN 69871)
18, NST, ANSI B5.50 — обозначение CAT, CV — чаще у оправок, ориентированных под Американский рынок (но зачастую возможно применение оправок DIN 69871)
Нужно так же заметить, что размеры конусов у таких оправок, как правило, одинаковые (т.е. к примеру, конус 40 что у оправки по DIN2080, что у оправки по DIN69871 и прочих ранее указанных — конуса будут одинаковые по размерам, отличия будут только в конструкциях и размерах мест под захватные места манипулятором станка (поясок с канавкой, или иногда его называют «юбкой» оправки) для автоматической смены оправки (так же возможны дополнительные конструктивные выступы со стороны центрового отверстия (со стороны штревеля), такие как в DIN 2080 или в ГОСТ 25827 исп.3)
Размеры хвостовиков 7:24, соответствуют ИСО 7388-1-83.
ГОСТ 10079-71 Развертки конические с коническим хвостовиком под конусы Морзе. Конструкция и размеры
Информация Скан-копия Текст документа Отзывы (0)
Страница 1 из 7
Страница 2 из 7
Страница 3 из 7
Страница 4 из 7
Страница 5 из 7
Страница 6 из 7
Страница 7 из 7
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
РАЗВЕРТКИ КОНИЧЕСКИЕ
С КОНИЧЕСКИМ ХВОСТОВИКОМ
ПОД КОНУСЫ МОРЗЕ
КОНСТРУКЦИЯ И РАЗМЕРЫ
ГОСТ 10079-71
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ
МОСКВА
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
РАЗВЕРТКИ КОНИЧЕСКИЕ С КОНИЧЕСКИМ Конструкция и размеры Tapered reamers with taper shank for Morse tapers. | ГОСТ Взамен |
* Переиздание (март 1998 г.) с Изменениями № 1, 2, утвержденными в сентябре 1981 г., январе 1995 г. (ИУС 12-81, 4-95)
Постановлением Государственного комитета стандартов Совета Министров СССР от 17.03.71 № 469 дата введения установлена
01.07.72
Ограничение срока действия снято Постановлением Госстандарта от 30.09.81 № 4475
1а. (Исключен, Изм. № 2).
1. Настоящий стандарт распространяется на чистовые и предварительные конические развертки с прямыми и винтовыми канавками, предназначенные для обработки отверстий с конусом Морзе по ГОСТ 25557-82.
Требования стандарта являются обязательными, кроме п. 5 и приложения 2.
(Измененная редакция, Изм. № 2).
2. Конструкция и основные размеры разверток должны соответствовать указанным на чертеже и в таблице.
(Измененная редакция, Изм. № 1, 2).
3. Размеры конусов Морзе хвостовиков — по ГОСТ 25557-82. Допуски конусов Морзе хвостовиков по АТ8 ГОСТ 2848-75.
4. Центровые отверстия — форма В и форма R по ГОСТ 14034-74.
(Измененная редакция, Изм. № 1).
5. Элементы конструкции и геометрические параметры разверток указаны в приложении.
6. Технические требования — по ГОСТ 10083-81.
Чистовые развертки
* Размеры для справок
Предварительные развертки
Конусы Морзе — Размеры — Энциклопедия по машиностроению XXL
На чертеже пиноли 2 (рис. 16.6) подчеркнуты сопряженные размеры диаметры 30 20 и 17, 780 мм, конусность 1 20, 020 (конус Морзе № 2). Размер 18 глубины расточки диаметром 30 мм равен размеру длины гайки 4 (см. рис. 16.8). Длина 150 мм определена из цепочки размеров длины винта со стороны трапецеидальной резьбы и длины конуса Морзе центра, расположенного в пиноли. При упоре винта в торец центра между торцом буртика винта и торцом гайки (и пиноли) должен оставаться зазор 2…3 мм для осевого перемещения винта при выталкивании центра. Цепочка размеров винта и центра (размерная цепь) равна 94+(85—23—4)=152 мм, где 94 — длина части винта (см. рис. 16.12)
[c.332]
При упоре винта в торец центра между торцом буртика винта и торцом гайки (и пиноли) должен оставаться зазор 2…3 мм для осевого перемещения винта при выталкивании центра. Цепочка размеров винта и центра (размерная цепь) равна 94+(85—23—4)=152 мм, где 94 — длина части винта (см. рис. 16.12)
[c.332] Конус Морзе Общие размеры Конструкции I и II Конструкция I/ [c.383]
Каждую переходную конусную втулку обозначают номерами конуса Морзе. Основные размеры переходных втулок для инструмента с конусом Морзе установлены ГОСТом 9288-59. Короткие переходные втулки (тип 1) выпускают со следующими номерами конусов Морзе 2-1, 3-1, 3-2, 4-2, 4-3, 5-3, 5-4, 6-4 и 6-5 (первая цифра характеризует [c.234]
Вытачивают втулку 2 (рис. 17) под конус Морзе (внутренний размер) с толщиной стенок, равной 4—5 мм. Затем для обеспечения хорошего [c.340]
Фрезы диаметром 20 мм исполнения 1 по соглашению с потребителем изготовляются с конусом Морзе 2. Размеры конусов Морзе по ГОСТ 2847-67,
[c.301]
Размеры конусов Морзе по ГОСТ 2847-67,
[c.301]
Конусы Морзе укороченные — Размеры 540 [c.901]
Диаметр резьбы, в мм М конуса Морзе Наибольший размер патрона, в мм [c.397]
Размеры хвостовиков у сверл № конуса Морзе патрона Размеры патрона, в мм [c.236]
На чертеже центра 7 (рис. 16.11) сопряженный размер — конусность 1 20,020 (конус морзе № 2) и диаметр 17,780 мм на заданном базорасстоянии 4. Осевые размеры центра рассмотрены выше при рассмотрении чертежа пиноли. [c.338]
Конус Морзе № Размеры (в мм) [c.431]
Конусности общего назначения нормальные — Угол конуса — Примеры применения 129, 130 Конусы Морзе — Размеры 131 Координаты установки угловых фрез — Формулы для определения 4
Развертки конические. Справочник
Развёртки конические из стали 9ХС
(допускается сталь Р9, Р18 или Р6М5)
| Обозначение разверток 2372*1 | Для конуса Морэе | Размеры, мм | Конус Морзе хвостовика | ||||
| D | L | l | l0 | d | |||
| Под конус Морзе с цилиндрическим хвостовиком по ГОСТ 11182 — 81 | |||||||
| 0132> | 0 | 9,045 | 95 | 64 | 48 | 6,2 | 1 |
| 0133 | 1 | 12,065 | 100 | 67 | 50 | 8 | |
| 0134 | 2 | 17,780 | 125 | 80 | 61 | 11 | 2 |
| 0135 | 3 | 23. 825 825 | 150 | 97 | 76 | 16 | 3 |
| 0136 | 4 | 31,267 | 180 | 120 | 91 | 20 | |
| 0137 | 5 | 44,399 | 230 | 150 | 124 | 29 | 4 |
| 0138 | 6 | 63,348 | 310 | 205 | 172 | 35 | 5 |
| Под укороченный конус Морзе по ГОСТ 11181 — 81 | |||||||
| — | 0а | 7,067 | 55 | 24 | 13 | 4,9 | — |
| 1a | 10,094 | 60 | 28 | 15 | 6,2 | ||
| 1в | 12,065 | 70 | 34 | 20 | 8 | ||
| 2а | 15,733 | 85 | 42 | 25 | 10 | ||
| 2в | 17,780 | 100 | 52 | 34 | 11 | ||
| За | 21,793 | 110 | 60 | 42 | 14,5 | ||
| Зв | 23,825 | 128 | 70 | 62 | 16 | ||
| 4в | 31,267 | 135 | 75 | 53 | 20 | ||
| 5в | 44,399 | ПО | 90 | 65 | 29 | ||
| С коническим хвостовиком под конус Морзе по ГОСТ 10079 — 81 | |||||||
| 0131 | 0 | 9,045 | 140 | 64 | 48 | — | 1 |
| 0132 | 1 | 12,065 | 145 | 67 | 50 | ||
| 0133 | 2 | 17,780 | 175 | 80 | 61 | 2 | |
| 0134 | 3 | 23,825 | 215 | 97 | 76 | 3 | |
| 0135 | 4 | 31,267 | 240 | 120 | 91 | ||
| 0136 | 5 | 44,399 | 295 | 150 | 124 | 4 | |
| 0137 | 6 | 63,348 | 385 | 205 | 172 | 6 | |
Общее обозначение разверток.

*1. Примеры обозначения разверток:
с цилиндрическим хвостовиком под конус Морзе 3 Развертка Морзе 3 ГОСТ 11182 — 81 2372-0135
под укороченный конус Морзе 3а Развертка Морзе 3а ГОСТ 11181 — 81
с коническим хвостовиком Развертка Морзе 3 ГОСТ 10079 — 81 2373-0134
Развертки конические из стали 9ХС (допускается сталь Р9 и Р18)
| Обозначение разверток 2372 *2 | Размеры, мм | ||||
| D | L | l | l0 | d | |
| Под конические штифты, конусность 1 : 50 по ГОСТ 11177 — 81 | |||||
| — | 3,0 | 70 | 45 | — | 3,4 |
| 4,0 | 80 | 55 | |||
| 5,0 | 90 | 65 | 4,3 | ||
6..jpg) 0 0 | 105 | 80 | 5,5 | ||
| 8,0 | 136 | 100 | 7,0 | ||
| 10,0 | 160 | 125 | 9,0 | ||
| 12,0 | 200 | 160 | 11,0 | ||
| 16,0 | 235 | 195 | 14,5 | ||
| 20,0 | 270 | 225 | 18,0 | ||
| 25,0 | 285 | 230 | 22,0 | ||
| 30,0 | 295 | 235 | 24,0 | ||
Для обработки отверстий насадных зенкеров и разверток конусность 1 : 30 по ГОСТ 11184 — 81
| Обозначение разверток 2372*2 | Размеры, мм | ||||
| D | L | l | l0 | d | |
| 0101 | 13 | 120 | 80 | 62 | 9 |
| 0102 | 16 | 130 | 90 | 72 | 11 |
| 0103 | 19 | 150 | 102 | 84 | 12 |
| 0104 | 22 | 170 | 117 | 93 | 16 |
| 0105 | 27 | 190 | 129 | 105 | 18 |
| 0106 | 32 | 200 | 138 | 114 | 20 |
| 0107 | 40 | 225 | 156 | 126 | 24 |
| 0108 | 50 | 250 | 168 | 138 | 29 |
| 0109 | 60 | 270 | 184 | 154 | 32 |
*2. Примеры обозначения разверток:
Примеры обозначения разверток:
D = 10 мм, L = 160 мм с конусностью 1:50 Развертка 1 : 50 — 10 х 160 ГОСТ 11177 — 81
D = 16 мм, с конусностью 1 : 30 Развертка 1 : 30 — 16 ГОСТ 11184 — 81 2372-0102
Развертки, конические с коническим хвостовиком под штифты а) с конусностью 1 : 50 по ГОСТ 10081 — 81 б) с конусностью 1 : 30 по ГОСТ 10082 — 81 в) винтовые машинные из быстрорежущей стащи Р9 под штифты с конусностью 1 : 50
| Обозначение разверток 2373*3 | D | L | l | d | Конус Морзе | |
| прямозубых | винтовых | |||||
| — | 0001 | 6 | 160 | 80 | 6 | 1 |
| 0003 | 8 | 180 | 100 | |||
| 0005 | 10 | 205 | 125 | |||
| 0021 | 12 | 260 | 160 | 2 | ||
| 0007 | 13 | |||||
| 0009 | 16 | 295 | 195 | |||
| 0011 | 20 | 345 | 225 | 3 | ||
| 0013 | 25 | 350 | 230 | 10 | ||
| 0015 | 30 | 380 | 235 | |||
| 0017 | 40 | 410 | 265 | 4 | ||
*3. Примеры обозначения разверток:
Примеры обозначения разверток:
конической D = 8 мм, l = 100 с конусностью 1 : 50 Развертка 1 : 60 — 8 x 100 ГОСТ 10081 — 81
винтовой, машинной из быстрорежущей стали Р9 Развертка 2373-0003 — Р9
конической D = 16 мм, с конусностью 1:30 Развертка 1 : 30 — 16 ГОСТ 10082 — 81
Примеры для «Конуса Морзе» и способы его использования
Примеры для «Конус Морзе» и способы его использования — NyanglishКонус Морзе
18 примеров (0,03 сек)
- Это один из наиболее широко используемых типов, который особенно часто используется на хвостовиках спиральных сверл с коническим хвостовиком и машинных разверток, в шпинделях промышленных сверлильных станков и в задних бабках токарных станков. В некоторых модульных ортопедических полных имплантатах бедра используется конус Морзе для соединения компонентов друг с другом.
Тейперы Морзе бывают восьми размеров, обозначенных целыми числами от 0 до 7, и одного половинного размера (4 1/2 — очень редко встречаются и не показаны в таблице).
…
- В столе обычно вырезается сквозное отверстие. Чаще всего это отверстие обрабатывается так, чтобы в него попал центр конуса Морзе или приспособление. …
- Я думаю, это конус Морзе номер 3.
- Меньший верхний элемент представляет собой вставку, в середине показана еще одна трехзубая вставка с зенковкой, собранная в держателе.
Хвостовик этого держателя представляет собой конус Морзе, хотя в промышленности используются и другие машинные конусы. Нижняя цековка предназначена для установки в сверлильный патрон, и, будучи меньше по размеру, экономична в изготовлении как единое целое.
…
- Аналогичное сверло с коническим хвостовиком Морзе, показанное в середине, имеет длину, обычную для сверла с коническим хвостовиком. Нижнее сверло — это сверло с параллельным хвостовиком. …
- Одним из первых применений конусов было крепление сверл непосредственно к станкам, например, в задней бабке токарного станка, хотя позже были изобретены сверлильные патроны, которые устанавливались на станки и, в свою очередь, содержали неконусные сверла.Сужения Brown & Sharpe, стандартизированные одноименной компанией, являются альтернативой более часто встречающимся конусам Морзе.
Как и у Морса, они имеют ряд размеров от 1 до 18, из которых 7, 9 и 11 являются наиболее распространенными. …
- Это позволит инструменту вращаться в конусе с внутренней резьбой, что может повредить его. Доступны расширители с конусом Морзе для устранения незначительных повреждений.Конические хвостовики лучше всего «вставляют» в гнездо, когда и хвостовик, и гнездо чистые. …
- Также доступны головки для увеличения эффективной длины сверла, а также различные комбинации конусов. Детальное изображение показывает конический хвостовик Морзе на сверле диаметром 16 мм. Квадратные конические сверла также использовались для больших трещоточных сверл, для сверления больших отверстий или в толстой пластине. …
- Когда используется режущий инструмент, такой как сверло или развертка, подача осуществляется этим ходовым винтом. Пиноль задней бабки или выдвижная часть обычно имеет на конце конус Морзе для фиксации сверла или развертки.
Если работа тяжелая, сверло можно дополнительно защитить от поворота с помощью собачки токарного станка, как показано на фото.
…
- Он задуман как небольшая модификация прямого хвостовика, позволяющая удерживать его в трехкулачковом сверлильном патроне, но допускающую более высокую передачу крутящего момента и ограниченное скольжение.Спиральные сверла с конусом Морзе, изображенные справа, используются в металлообработке. Полный диапазон конусов от 0 до 7. …
- Штоки изготавливаются из нескольких материалов (титан, хром-кобальт, нержавеющая сталь и полимерные композиты) и могут быть монолитными или модульными.
Модульные компоненты состоят из головы разного размера и / или модульной ориентации шейки; они прикрепляются через конус, аналогичный конусу Морзе. Эти параметры позволяют изменять длину, смещение и версию штанины.
…
- Можно использовать винты, чтобы прикрепить скорлупу к кости, обеспечивая еще большую фиксацию. Полиэтиленовые вкладыши помещаются в оболочку и соединяются фиксирующим механизмом обода, керамические и металлические вкладыши крепятся конусом Морзе. Бедренный компонент — это компонент, который подходит к бедренной кости (бедренной кости). …
- Тейперы Морзе бывают восьми размеров, обозначенных целыми числами от 0 до 7, и одного половинного размера (4 1/2 — очень редко встречаются и не показаны в таблице). Часто обозначение сокращается как MT, за которым следует цифра, например, конус Морзе номер 4 будет MT4. …
- Хвостовик на конце конуса предназначен только для выталкивания сверла из шпинделя с помощью выколотки. Цапфа сверлильного патрона часто представляет собой конус Морзе, что позволяет снимать патрон в сборе и непосредственно заменять его хвостовиком сверла с конусом Морзе.
Для доведения размера меньших конусов Морзе до размера большего конуса приводного шпинделя можно использовать ряд втулок.
…
- Полный диапазон конусов от 0 до 7. Конус Морзе позволяет устанавливать сверло непосредственно в шпиндель сверла, задней бабки токарного станка или (с помощью переходников) в шпиндель фрезерных станков. …
- Шпиндель вращается в прецизионных подшипниках и оснащен некоторыми средствами крепления зажимных приспособлений, таких как патроны или планшайбы.
Этот конец шпинделя обычно также имеет включенный конус, часто конус Морзе, чтобы можно было вставить полые трубчатые конусы (по стандарту Морзе), чтобы уменьшить размер конического отверстия и разрешить использование центров. На старых машинах (50-е годы) шпиндель приводился в движение напрямую шкивом с плоским ремнем, а более низкие скорости были доступны за счет манипулирования зубчатым колесом.
…
- Эти мельницы так долго доминировали на рынке, что «Бриджпорт» фактически является синонимом «ручного фрезерного станка». В большинстве машин, изготовленных Бриджпортом в период с 1938 по 1965 год, использовался конус Морзе № 2, а с 1965 года в большинстве использовался конус R8. …
- Конусы серии B обычно используются для установки патронов на их оправки, как и более старые конусы Jacob.Каждый конус в серии B фактически является малым концом соответствующего конуса Морзе, например, конус B1 имеет те же размеры, что и маленький конец конуса MT1 (в отличие от формы заглушки MT1, которая фактически является большим концом конуса соответствующий конус Морзе). Национальная ассоциация производителей станков (теперь называемая Ассоциацией производственных технологий) в США установила стандарты для проектирования станков, среди прочего: конус, используемый на фрезерных станках с ЧПУ (ЧПУ).
…
 В некоторых модульных ортопедических полных имплантатах бедра используется конус Морзе для соединения компонентов друг с другом.
Тейперы Морзе бывают восьми размеров, обозначенных целыми числами от 0 до 7, и одного половинного размера (4 1/2 — очень редко встречаются и не показаны в таблице).
…
В некоторых модульных ортопедических полных имплантатах бедра используется конус Морзе для соединения компонентов друг с другом.
Тейперы Морзе бывают восьми размеров, обозначенных целыми числами от 0 до 7, и одного половинного размера (4 1/2 — очень редко встречаются и не показаны в таблице).
… Нижняя цековка предназначена для установки в сверлильный патрон, и, будучи меньше по размеру, экономична в изготовлении как единое целое.
…
Нижняя цековка предназначена для установки в сверлильный патрон, и, будучи меньше по размеру, экономична в изготовлении как единое целое.
… …
… Пиноль задней бабки или выдвижная часть обычно имеет на конце конус Морзе для фиксации сверла или развертки.
Если работа тяжелая, сверло можно дополнительно защитить от поворота с помощью собачки токарного станка, как показано на фото.
…
Пиноль задней бабки или выдвижная часть обычно имеет на конце конус Морзе для фиксации сверла или развертки.
Если работа тяжелая, сверло можно дополнительно защитить от поворота с помощью собачки токарного станка, как показано на фото.
… Эти параметры позволяют изменять длину, смещение и версию штанины.
…
Эти параметры позволяют изменять длину, смещение и версию штанины.
… Цапфа сверлильного патрона часто представляет собой конус Морзе, что позволяет снимать патрон в сборе и непосредственно заменять его хвостовиком сверла с конусом Морзе.
Для доведения размера меньших конусов Морзе до размера большего конуса приводного шпинделя можно использовать ряд втулок.
…
Цапфа сверлильного патрона часто представляет собой конус Морзе, что позволяет снимать патрон в сборе и непосредственно заменять его хвостовиком сверла с конусом Морзе.
Для доведения размера меньших конусов Морзе до размера большего конуса приводного шпинделя можно использовать ряд втулок.
… На старых машинах (50-е годы) шпиндель приводился в движение напрямую шкивом с плоским ремнем, а более низкие скорости были доступны за счет манипулирования зубчатым колесом.
…
На старых машинах (50-е годы) шпиндель приводился в движение напрямую шкивом с плоским ремнем, а более низкие скорости были доступны за счет манипулирования зубчатым колесом.
… Национальная ассоциация производителей станков (теперь называемая Ассоциацией производственных технологий) в США установила стандарты для проектирования станков, среди прочего: конус, используемый на фрезерных станках с ЧПУ (ЧПУ).
…
Национальная ассоциация производителей станков (теперь называемая Ассоциацией производственных технологий) в США установила стандарты для проектирования станков, среди прочего: конус, используемый на фрезерных станках с ЧПУ (ЧПУ).
…| Фартук | Передняя часть каретки в сборе, на которой установлена каретка маховик установлен |
| Кровать | Основная опорная отливка длина токарного станка |
| Между Центры | 1. Способ удержания заготовки путем установки ее между центром.
в шпинделе передней бабки и центр в
шпиндель задней бабки (см. Центр). В
заготовку захватывает и ведет собака. 2. Размер, представляющий максимальную длину заготовки. которые можно повернуть между центрами. Токарный станок 7×10 имеет расстояние между центрами 10 дюймов; токарный станок 7×12 расстояние между центрами составляет 12 дюймов. Поскольку чем больше, тем лучше, иногда производители токарных станков завысить это число. |
| Бит | Заточенный режущий инструмент, например сверло или токарное сверло, используемое для удаления металла или другого материала с заготовки |
| Карбид | Чрезвычайно твердый, жаро- и
износостойкий материал, используемый для изготовления режущего инструмента. Что касается станков,
обычно относится к карбиду вольфрама. Хотя он очень твердый, он хрупкий и подвержен сколам при ударе. Хотя он очень твердый, он хрупкий и подвержен сколам при ударе. |
| Каретка | Узел, перемещающий резцедержатель и режущий инструмент по путям |
| Маховик каретки | Колесо с ручкой для перемещения каретка вручную при помощи реечной передачи |
| Замок каретки | А механизм фиксации каретки в направляющих, чтобы седло не двигалось вдоль способы при облицовочных операциях.Стандартная функция на большинстве больших токарные станки, но не на мини-токарном станке. Хотя добавить легко. |
| Литье | Металлический компонент, сформированный в
определенной формы путем заливки расплавленного металла в полую форму желаемой формы. После
металл остывает и застывает, из формы удаляется фасонная отливка и излишки металла,
известный как перепрошивка, удаляется. Форма обычно изготавливается из специальной смеси
песок и связующий агент и разделен на две половины, которые разделены для удаления
закончил литье.Также может относиться к процессу изготовления отливки. Кастинг
процесс используется для производства большинства крупных металлических деталей станков. В
необработанные литые детали обрабатываются станками для формирования прецизионных сопрягаемых поверхностей, таких как
как способы токарного станка или стола фрезерного станка. После
металл остывает и застывает, из формы удаляется фасонная отливка и излишки металла,
известный как перепрошивка, удаляется. Форма обычно изготавливается из специальной смеси
песок и связующий агент и разделен на две половины, которые разделены для удаления
закончил литье.Также может относиться к процессу изготовления отливки. Кастинг
процесс используется для производства большинства крупных металлических деталей станков. В
необработанные литые детали обрабатываются станками для формирования прецизионных сопрягаемых поверхностей, таких как
как способы токарного станка или стола фрезерного станка. |
| Центр | Прецизионно отшлифованный конический цилиндр
с 60-заостренным наконечником и валом с конусом Морзе.Проводится в
Задняя бабка токарного станка для поддержки конца длинной заготовки. Может также использоваться в передней бабке
шпиндель для поддержки работы между центрами на обоих концах.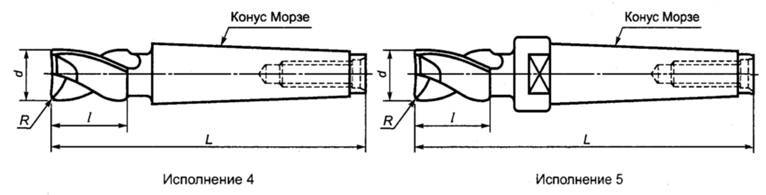 Также
процесс позиционирования заготовки точно в соответствии с дрелью или фрезой. Также
процесс позиционирования заготовки точно в соответствии с дрелью или фрезой. Живой центр — это центр с интегральной подшипники для уменьшения трения; мертвая точка не имеет подшипников, поэтому наконечник необходимо смазывать, чтобы центр и заготовка не перегревались из-за трение. глагол: для точного позиционирования заготовки так, чтобы центр детали или центр элемента, например отверстия, концентричен осевая линия токарного станка или шпиндель фрезерного станка. Также может применяться для центрирования поворотного стол или другое приспособление для удержания заготовки, концентричное шпинделю фрезерного станка. |
| Центровочное сверло | 1. Короткое сверло, предназначенное для
сформировать пилотное отверстие для сверления и мелкое отверстие с потайной головкой
для установки конца заготовки по центру. 2. Программа процесс сверления детали центрирующим сверлом |
| Центральная линия | Воображаемая линия, идущая от центр шпинделя через центр цилиндра задней бабки, представляющий центральную ось токарного станка вокруг вращается работа. |
| Патрон | Зажимное устройство для удержания работ в токарном станке или для удержания сверла в задней бабке.Сверлильные патроны иногда называют Jacobs Chucks — бренд, который популяризировал этот стиль патронов. |
| Соединение | Подвижная платформа, на которой крепится стойка для инструментов; можно установить под углом к заготовке. Также известен как соединение слайд и составной упор. |
| Соединение Маховик | Колесо с ручкой для перемещения
соединение скользит внутрь и наружу. Также известен как комбикорм. Также известен как комбикорм. |
| Зенковка | 1. Просверлить неглубокую плоскодонную
отверстие немного больше и концентрично с ранее просверленным отверстием, чтобы позволить головке
винта, который должен быть погружен под поверхность заготовки. Специальный инструмент для расточки
или используется концевая фреза, чтобы просверлить отверстие так, чтобы дно было плоским. 2. Отверстие, просверленное этим способом. |
| Зенковка | 1.Чтобы сформировать неглубокий конусообразный
отверстие, окружающее просверленное отверстие меньшего диаметра. Зенковка часто используется, чтобы
головка винта с плоской головкой будет на одном уровне или немного ниже поверхности, на которой
винт уже используется. 2. Режущий инструмент, похожий на сверло, с коническим наконечником, используемый для резки отверстие зенковки. 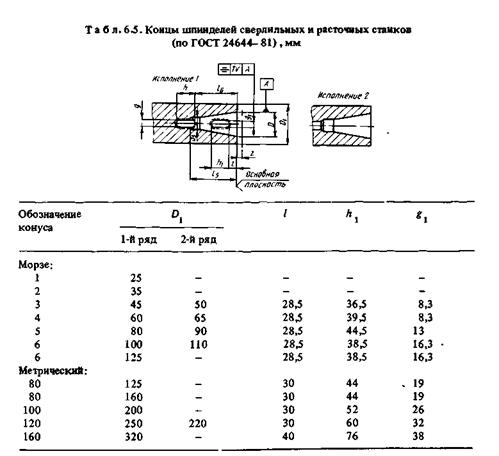 Часто сочетается с коротким наконечником сверла в качестве комбинированного сверла.
и зенковка », или центр
дрель. Часто сочетается с коротким наконечником сверла в качестве комбинированного сверла.
и зенковка », или центр
дрель. |
| Поперечная подача | Маховик или кривошип, который перемещает поперечное скольжение поворотом винта. Также действие перемещения поперечного салазок с помощью креста маховик подачи. |
| Поперечное скольжение | Платформа, перемещающаяся перпендикулярно к оси токарного станка под управлением поперечно-суппорта |
| Маховик с поперечным смещением | Колесо с ручкой для перемещения поперечное скольжение внутрь и наружу.Также известен как поперечная подача. |
| Резка Инструмент | Инструмент, который выполняет резку, или
удаление металла или другого материала. Может относиться к любому типу режущего инструмента, например сверлу,
развертка или токарный бит. Токарный станок
долото обычно имеет квадратное поперечное сечение с заостренным концом на одном конце. Это сделано
из очень твердого и жаропрочного материала, такого как быстрорежущая сталь или карбид. Может относиться к любому типу режущего инструмента, например сверлу,
развертка или токарный бит. Токарный станок
долото обычно имеет квадратное поперечное сечение с заостренным концом на одном конце. Это сделано
из очень твердого и жаропрочного материала, такого как быстрорежущая сталь или карбид. |
| Мертвый Центр | Токарный центр изготовлен из цельного куска стали без подшипников, обычно используется для поддержки задней бабки конец относительно длинной, гибкой заготовки. Поскольку подшипников нет, наконечник должен быть хорошо смазан, чтобы предотвратить нагревание из-за трения. См. Также: Live Center. |
| Собака | Также известен как токарный станок или
Dogleg.Адаптер L-образной формы, обычно из чугуна, с отверстием для
заготовку и стопорный винт для фиксации заготовки. Используется для зажима заготовки и
приложить к нему вращающую силу, пока заготовка устанавливается между
центрируется вместе с лицевой панелью. Собака вступает в бой
в лицевой панели, чтобы приложить силу к заготовке. Используется вместо патрона, особенно
в работах до 1940-х годов и / или когда конус сокращается путем смещения задней бабки. Используется для зажима заготовки и
приложить к нему вращающую силу, пока заготовка устанавливается между
центрируется вместе с лицевой панелью. Собака вступает в бой
в лицевой панели, чтобы приложить силу к заготовке. Используется вместо патрона, особенно
в работах до 1940-х годов и / или когда конус сокращается путем смещения задней бабки. |
| ласточкин хвост или слайд «ласточкин хвост» | Скользящая поверхность между двумя точно согласованные компоненты на станке, таком как поперечный суппорт токарного станка.Ласточкин хвост гарантирует, что два компонента могут двигаться в точном линейном движении с очень небольшим из стороны в сторону. Назван так потому, что на виде с конца он похож на форму голубиный хвост. Также распространенный тип соединения, используемый в деревообработке и названный так по той же причине. |
| Лицевая панель | Металлическая пластина с плоской поверхностью,
устанавливается на шпиндель токарного станка для обработки деталей нестандартной формы. |
| Облицовка | Токарный станок, при котором металл снимается с конца заготовки для создания гладкого перпендикулярная поверхность или грань. Режущий инструмент перемещают поперек путём поворота маховик с поперечным смещением, также известный как поперечная подача. |
| Штифт | Отрезок из стали или латуни с ромбовидное поперечное сечение, которое входит в зацепление с одной стороной ласточкиного хвоста и может регулироваться с помощью винтов, чтобы компенсировать любое провисание ползуна «ласточкин хвост».Использовал к отрегулируйте ласточкин хвост для оптимальной герметичности и компенсации износа. |
| Полугайка или полугайка | Гайка, состоящая из двух половинок,
зажим вокруг ходового винта под управлением рычага с половинной гайкой для перемещения каретки под действием усилия, приводимого
ходовой винт. Полугайка обычно имеет длину 6-10 полных витков резьбы для распределения движущей силы.
на большей площади. Полугайка обычно имеет длину 6-10 полных витков резьбы для распределения движущей силы.
на большей площади. |
| Рычаг полугайки | Рычаг для фиксации каретки с ходовой винт для перемещения каретки под действием усилия |
| Маховик | Колесо, повернутое вручную для перемещения компонент токарного или другого станка.Часто ручка выходит из лицевая сторона. Рукоятка позволяет быстро вращать маховик. |
| Высота помещения | Расстояние между кончиками шпиндель (или патрон) и стол на фрезерном станке или сверлильном станке. |
| Передняя бабка | Основная отливка смонтирована на
левый конец станины, в которой установлен шпиндель. Вмещает изменение скорости шпинделя
шестерни. Вмещает изменение скорости шпинделя
шестерни. |
| Быстрорежущая сталь (HSS) | Сплав стали, используемый для резки такие инструменты, как токарные биты и сверла. HSS обладает высокой устойчивостью к потере твердости из-за нагрева от трения. При использовании для токарных нарезных долот заготовка из быстрорежущей стали измельчить до нужной формы на настольной болгарке. |
| Прерывистый рез | Операция резания на токарном станке или
фреза, в которой поверхность, по которой движется режущий инструмент, имеет зазоры или отверстия.В
режущее действие инструмента, таким образом, «прерывается» каждый раз, когда он проходит через такую
открытие. Из-за вибрации, вызванной этим процессом, необходимо проявлять особую осторожность.
убедитесь, что режущий инструмент и заготовка надежно закреплены и не
работать свободно. На фрезерном станке головка должна быть надежно зафиксирована на месте, чтобы она
не скользит. |
| Патрон Джейкобса | Стандартный тип сверлильного патрона, который использует внешнее кольцо с зубчатой передачей вместе с ключом патрона, который входит в зацепление с зубчатым кольцом для удержания сверло очень плотно.До появления патронов «без ключа» эти повсеместно использовались на ручных перфораторах и сверлильных станках. Jacobs — торговая марка фирменное наименование, которое часто используется в качестве общего названия патронов этого стиля. |
| Джейкобс Конус | Один из нескольких промышленных стандартов
спецификации для конических хвостовиков инструмента. Конические валы на инструментах входят в паз
согласование конуса в токарном станке, сверлильном станке, шпинделе фрезерного станка или
на поворотном столе или аналогичных инструментах. Конусы подвергаются прецизионной обработке и при правильном соединении
и очищенный от масла и песка, держите инструмент плотно и концентрично относительно шпинделя станка.
После совмещения инструменты, удерживаемые конусом, должны быть удалены, высвободив их, забив мягкую
вал с задней стороны инструмента, используя молоток или винт для приложения силы. Конусы подвергаются прецизионной обработке и при правильном соединении
и очищенный от масла и песка, держите инструмент плотно и концентрично относительно шпинделя станка.
После совмещения инструменты, удерживаемые конусом, должны быть удалены, высвободив их, забив мягкую
вал с задней стороны инструмента, используя молоток или винт для приложения силы. |
| Ходовой винт | Прецизионный винт, длина кровати. Используется для управления каретой под властью для поворота и нарезание резьбы.Меньшие ходовые винты используются в поперечном суппорте и соединении для перемещения этих частей в точном количестве. Промышленные токарные станки имеют отдельный привод для подачи питания и Зарезервируйте ходовой винт для нарезания винта, чтобы уменьшить ненужный износ ходового винта. |
| Вживую Центр | Токарный центр
со встроенными шарикоподшипниками, которые позволяют наконечнику поворачиваться независимо от конического конца. уменьшить трение при использовании центра для поддержки конца заготовки.См. «Мертвая точка». уменьшить трение при использовании центра для поддержки конца заготовки.См. «Мертвая точка». |
| Длинный Конус | Конус, вырез
на токарном станке, который обычно слишком длинный, чтобы резать путем смещения компаунда.
На многих токарных станках задняя бабка состоит из двух компонентов, верхняя часть которых может
быть смещенным относительно средней линии токарного станка. Заготовка просверливается по центру
на обоих концах и поддерживается между центрами с помощью собачки для перемещения заготовки. Задняя бабка смещена к
желаемый угол конуса.При движении каретки по траекториям режущий инструмент остается
параллельно центральной линии токарного станка, но заготовка разрезается по конусу, потому что она
смещение. Токарные станки промышленного класса иногда имеют коническую насадку, которая позволяет
конусность без смещения задней бабки. По мере движения каретки по пути конус
насадка перемещает поперечные салазки внутрь и наружу с постоянной скоростью, что приводит к сужающемуся сечению. |
| Станок Инструмент | Станок, например токарный, дрель пресс или фрезерный станок, предназначенный для формовки и формовки металла и других материалов с высокой степень точности.Типичная точность размеров составляет порядка тысячных долей дюйм или сотые доли миллиметра. Станки могут быть от настольных до огромных. многотонные машины, используемые для промышленных работ. |
| Обработка | Процесс формовки металла или другой материал с помощью станка, такого как токарный или фрезерный станок. Большая часть обработки операции, такие как сверление или токарная обработка, срезают лишний материал, оставляя желаемый форма и размеры. |
| Морзе Конус | Используемый конус определенных размеров
соединить соответствующие охватываемые и охватываемые части таким образом, чтобы они плотно соединялись и
концентрически. Конусы бывают разных размеров, такие как №0, №1, №2, №3 и т. Д., С большим
числа, представляющие большие размеры. Шпиндель мини-токарного станка имеет конус Морзе №3 и
ползун задней бабки имеет конус Морзе №2. Конусы бывают разных размеров, такие как №0, №1, №2, №3 и т. Д., С большим
числа, представляющие большие размеры. Шпиндель мини-токарного станка имеет конус Морзе №3 и
ползун задней бабки имеет конус Морзе №2. |
| Пилот Отверстие | Мелкое отверстие, обычно конической формы, просверливается как стартовое отверстие перед сверлением более глубокого отверстия.Пилотное отверстие помогает чтобы сверло попадало в материал в нужном месте и не дрейфовать или блуждать, когда сверло начинает врезаться в сверлильный материал. |
| Перо | Часть сверлильного станка, фрезерная
станок, задняя бабка токарного станка или другой станок, который выходит из детали и втягивается внутрь
машины под управлением ручного рычага или маховика. Обычно перо имеет
стандартный конус для крепления патрона или другого приспособления для крепления инструмента. |
| R8 Конус | Стандартный конус часто используется для расточки шпинделя и хвостовиков инструмента на фрезерных станках среднего размера. Конические хвостовики обеспечивают точное соосность станка со шпинделем и сопротивляться боковым силам, возникающим при фрезеровании. Конусы R8 считаются «самораспускание», требующее небольшого усилия или совсем без него, чтобы освободить их от шпинделя при смене инструментов. |
| Рейка и шестерня | Зубчатая передача для перемещения линейная передача (рейка) путем поворота круговой шестерни (шестерни). Используется для преобразования вращательного движения, обычно от маховика, в управляемое линейное движение. Типичным примером является механизм фокусировки на микроскопе. |
| Седло | Отливка, часто имеющая форму
«H», если смотреть сверху, это едет по дорогам. Наряду с фартуком он
является одним из двух основных компонентов каретки. Наряду с фартуком он
является одним из двух основных компонентов каретки. |
| Короткий Конус | Конус, вырез на токарном станке, который достаточно короткий по длине, чтобы его можно было разрезать, сместив компаунд на желаемый угол конуса. |
| Плечо | Точка, в которой деталь резко меняется от одного диаметра к другому. |
| Шпиндель | Главный вращающийся вал, на котором патрон или другое приспособление для удержания заготовок. Он установлен в прецизионных подшипниках и проходит через переднюю бабку. В более общем плане основные вращающаяся часть станка. |
| Шпиндель сквозное отверстие | Размер, указывающий минимум
диаметр отверстия, проходящего через шпиндель. Заготовка диаметром меньше
чем он может проходить через шпиндель для облегчения работы с длинными деталями. На
у мини-станка это 3/4 дюйма, но его можно безопасно развернуть до 13/16 дюйма. Обратите внимание, что рядом
в передней части шпинделя отверстие имеет коническую форму, чтобы удерживать конический инструмент, и больше, чем
3/4 дюйма, если смотреть на шпиндель. Заготовка диаметром меньше
чем он может проходить через шпиндель для облегчения работы с длинными деталями. На
у мини-станка это 3/4 дюйма, но его можно безопасно развернуть до 13/16 дюйма. Обратите внимание, что рядом
в передней части шпинделя отверстие имеет коническую форму, чтобы удерживать конический инструмент, и больше, чем
3/4 дюйма, если смотреть на шпиндель. |
| Акции | 1. Металлический или иной предмет
обрабатываемый материал на токарном станке 2.Сырье, такое как металлический стержень, которое будет обрезано до подходящего размера и обработано |
| Качели | Размер, представляющий
заготовка наибольшего диаметра, которую может повернуть токарный станок. В
Мини-токарные станки 7×10, 7×12 и 7×14 имеют поворот 7 дюймов, что означает, что
размер заготовки, которая может вращаться, не касаясь станины, составляет 7 дюймов
диаметр. Связанный размер, поворотная каретка или поворотная поперечная направляющая, является
максимальный диаметр заготовки, которая может вращаться над поперечным суппортом.Это около 4 дюймов на токарных станках 7x, поэтому заготовки длиной более 3 дюймов не могут
быть больше 4 дюймов в диаметре. Связанный размер, поворотная каретка или поворотная поперечная направляющая, является
максимальный диаметр заготовки, которая может вращаться над поперечным суппортом.Это около 4 дюймов на токарных станках 7x, поэтому заготовки длиной более 3 дюймов не могут
быть больше 4 дюймов в диаметре. |
| Задняя бабка | Чугун в сборе на правом конце токарного станка, который может скользить по путям и фиксироваться на месте. Используемый для удержания длительной работы на месте или для установки сверлильного патрона для сверления в конец Работа. |
| Маховик задней бабки | Колесо с ручкой для перемещения задняя бабка входит и выходит из задней бабки Кастинг. |
| Задняя бабка Баран | Поршневой вал, который может быть перемещался в заднюю бабку и выходил из нее, поворачивая заднюю бабку маховик. Также известен как перо. Имеет коническое внутреннее отверстие для хвостовика конуса Морзе. Вал или толкатель выдвигается или вынимается посредством вращая маховик задней бабки, расположенный на правом конце задней бабки. Баран обычно обозначается в дюймах и / или миллиметрах и может быть зафиксирован на определенном точка с помощью фиксирующего рычага. |
| Конус | 1. Равномерное постепенное изменение диаметра.
заготовки. 2. Процесс резки заготовки до конического диаметра. 3. Конический участок заготовки, вырезанный на токарном станке . 4. Конический конец инструмента или шпинделя, соответствующий стандартный образец, такой как Морзе Конус, конус Якобса или конус R8. |
| Сквозное отверстие | Отверстие, проходящее через шпиндель.Стержни, которые имеют меньший диаметр, чем сквозное отверстие может проходить через отверстие, что делает его можно обработать концы стержня, которые в противном случае были бы слишком длинными для токарного станка. |
| Инструмент | Режущий инструмент, используемый для удаления металла из заготовки; обычно изготавливается из быстрорежущей стали или карбида. |
| Заготовка инструмента | Кусок быстрорежущей стали, из которого режущий инструмент заточен на скамейка-точильщик.Обычно квадрат 5/16 дюйма на длину 2 1/2 дюйма для мини-токарного станка. |
| Инструментальный столб | Удерживающее устройство, установленное на состав, в котором зажимается режущий инструмент |
| Токарная обработка | Токарный станок, при котором металл снимается с внешнего диаметра заготовки, таким образом уменьшение его диаметра до желаемого размера. |
| Способы | Прецизионные шлифованные поверхности вдоль верх кровати, на которой едет седло.В пути точно совмещены с центральной линией токарного станка. |
| Заготовка | Материал, удерживаемый в токарном станке для операции механической обработки. Обычно стержень или цилиндр из металла или пластик, но может быть и более сложной формы, например, отливка для модели самолета мотор. |


Конус Морзе — Boomle.com
Конус Морзе Конус основан на коэффициенте трения между сопрягаемыми поверхностями, равном 0.8 (т.е. чистый, сухой Примечание: включенный угол, использованный в качестве основы для конуса Morse Taper в калькуляторе коэффициента трения, составляет …
calqlata.com> Калькулятор коэффициента трения | Универсальный
Найдите отличные предложения на eBay для инструмента с конусом калибра . Делайте покупки с уверенностью.
Сварка Конус Калибр Калибр Линейка глубины Инструмент для контроля зазора отверстия Однометрический. # 1 morse конус .Инструмент для осмотра калибра с гладким кольцом диаметром 4720 мм.
ebay.ca> Найдите на eBay отличные предложения по инструменту для измерения конуса.
Высокая точность Конус Морзе Конус Конус метрический Конус 7: 24 Конус Конус Заглушка …
Разница в цене по индивидуальному заказу формы составляет спецификации, обратитесь в службу поддержки клиентов. Тип: Конус заглушка калибр .
yoycart.com> Метрический конус с конусом Морзе высокой точности 7:
Инструментальная система высочайшего качества
Стандартный резцедержатель с крутым конусом опирается на контрольный диаметр, называемый гранью калибра . Морзе Размер конуса и соответствующий диаметр сверла. MT №
vetki.ru> Инструментальная система высочайшего качества
F1_Metric.indd
Преобразование Морзе . MILL Комбинированный переходник jacobs , конус .② Сохраняйте расстояние между штифтом калибра (№ 5) и испытательной втулкой (№ 6) на уровне 5 ~ 10 мм и переместите его в положение 0.
tungaloy.com> F1_Metric.indd
Morse конус с подвижным центром с 7 сменными наконечниками # G53
MT1 MK1 MT2 MK2 MT3 MK3 MT4 MK4 Morse с конусом с вращающимся центром токарный станок с поворотной задней бабкой с ЧПУ с наружной резьбой.
ctctools.biz> Живой центр с конусом Морзе с 7 сменными наконечниками
Найдите отличные предложения на eBay для morse taper 5. Покупайте с уверенностью.
Morse конус токарный станок токарный токарный центр центр 1MT 2MT 3MT 4MT 5MT 6MT. Morse конус переходная втулка всех размеров 1 2 3 4 5 буровые инструменты.
ebay.ie> Найдите отличные предложения на eBay для конуса Морзе 5. Магазин
0 конус Морзе конус — Купить 0 конус Морзе конус с бесплатной доставкой | Banggood.com
Купите самое лучшее и новейшее 0 morse , конус на banggood.com, предложите качественный 0 morse , конус в продаже с бесплатной доставкой по всему миру.
banggood.com> Конус Морзе 0 — Купите конус Морзе 0 бесплатно
Amazon.com: 1-15 мм / 1 / 32-5 / 8 Нержавеющая сталь Конус Сварка Калибр Испытание …
Конус Калибр в точности соответствует описанию, четкая маркировка, достаточно прочный для использования .Я использовал его, чтобы установить зазор на новых свечах зажигания и установить зазор на переднем переключателе передач моего велосипеда. Очень хорошее соотношение цены и качества.
amazon.com> Amazon.com: конус из нержавеющей стали 1-15 мм / 1 / 32-5 / 8
SFM / Морзе Конус | Emuge Corporation
SFM Быстросменная зажимная система для метчиков с шариковой головкой или зажим на угольнике для многошпиндельных и передаточных линий, для которых требуется соединение хвостовика Morse Taper .
emuge.com> SFM / конус Морзе | Emuge
определение конуса Морзе и синонимы конуса Морзе (английский)
Из Википедии, бесплатная энциклопедия
(перенаправлено с конуса Морзе)
| Эта статья требует дополнительных ссылок для проверки. Пожалуйста, помогите улучшить эту статью, добавив достоверные ссылки. Материал, не полученный от источника, может быть оспорен и удален. (март 2009 г.) |
Конус станка — это система для крепления режущих коронок и других принадлежностей к шпинделю станка.
Пояснение
Операторы станков должны уметь быстро и легко устанавливать или снимать насадки. Токарный станок, например, имеет вращающийся шпиндель в его передней бабке, на который можно установить цилиндрический привод или работать с цанговым патроном.Другой пример — сверлильный станок, на который оператор может установить сверло напрямую или с помощью сверлильного патрона.
Практически на всех фрезерных станках, от самых старых ручных станков до самых современных станков с ЧПУ, используются инструменты, которые устанавливаются на конической поверхности.
Существует несколько вариантов: (1) шпиндель с резьбой , в который / на который навинчиваются аксессуары, (2) стационарный патрон (как в некоторых сверлильных станках), или (3) , коническое крепление .
Станочный конус — это простая, недорогая, воспроизводимая и универсальная система крепления инструмента, в которой используются насадки (или держатели) с постепенно сужающимся хвостовиком и соответствующий полый шпиндель.
Инструменты просто надеваются на шпиндель или в него; давление шпинделя на заготовку плотно вдавливает конический хвостовик в коническое отверстие. Трение по всей поверхности интерфейса обеспечивает передачу большого количества крутящего момента, поэтому шлицы или шпонки не требуются.
Метод спецификации; обзор семейств
Существует несколько стандартных конусов, различающихся (а) диаметром на малом конце усеченного конуса («малый диаметр»), (б) диаметром на большом конце усеченного конуса (« большой диаметр ») и (c) осевое расстояние между двумя концами усеченного конуса.Стандарты сгруппированы по семействам.
Одним из наиболее широко используемых является «конус Морзе», который бывает 8 разновидностей, от «Морзе 0» на 59,4 мм (2,34 дюйма) от конца до конца до «Морзе 7» на 295,3 мм (11,625 дюйма). от конца до конца.
Одним из первых применений конусов было крепление сверл непосредственно к станкам, например, в задней бабке токарного станка, хотя позже были изобретены сверлильные патроны, которые устанавливались на станки и, в свою очередь, содержали неконусные сверла.
Хотя семейство конусов может быть спроектировано так, что все конусы имеют одинаковый угол, все существующие семейства отличаются.Конус Морзе, например, сужается в диапазоне от 0,04988 дюйма диаметра на дюйм длины (для Морзе 1) до 0,05262 дюйма диаметра на дюйм длины (для Морзе 5).
Подробные сведения об использовании
Биты или аксессуары вставляются в конусную розетку и вставляются или скручиваются на место. Затем они удерживаются трением.
Конические хвостовики лучше всего «прилипают» к конусам, когда и хвостовик, и гнездо чистые. Хвостовики можно протереть, но гнезда, поскольку они глубокие и недоступные, лучше всего очищать специальным инструментом для очистки конусов, который вставляется, скручивается и удаляется.
Инструменты с коническим хвостовиком извлекаются из конических патронов, вставляя пробойник в осевом направлении сзади и выбивая инструмент с коническим хвостовиком из патрона, или, если инструмент с коническим хвостовиком так сконструирован, вставляя металлический блок в форме клина, называемый «выколотить» в поперечное отверстие прямоугольной формы через стержень и постучать по нему. По мере того, как поперечное сечение выколотки увеличивается при дальнейшем продвижении выколотки, результатом является то, что выколотка, упираясь в передний край гнезда хвостовика, вытягивает конический выступ.
Семейства конусов
Морзе
Конус Морзе был изобретен Стивеном А. Морсом (также изобретателем спирального сверла) в середине 1860-х годов. [1] С тех пор он эволюционировал, чтобы охватывать все меньшие и большие размеры и был принят в качестве стандарта многими организациями, включая Международную организацию по стандартизации (ISO) как ISO 296 и Немецкий институт стандартизации (DIN) как DIN. 228-1.
Размеры
Конусы Морзе выпускаются восьми размеров, обозначенных цифрами от 0 до 7.Часто это сокращенно обозначается как MT, за которым следует цифра, например, конус Морзе номер 4 будет MT4. Конус MT2 — это размер, который чаще всего встречается в сверлильных станках с усилием до 1/2 дюйма.
Типы концов
Конусы Морзе могут иметь три типа концов:
- выступ (на иллюстрации) для облегчения удаления с помощью выколотки
- с резьбой, чтобы удерживаться на месте с помощью дышла
- плоский (без выступа или резьбовой части)
Сам конус составляет примерно 5/8 дюйма на фут, но точные соотношения и размеры для различных размеров конусов с выступом приведены ниже .
Размеры
| Номер конуса Морзе | Конус | A | B (макс.) | C (макс.) | D (макс.) | E (макс.) | F | G | H | J | K |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 0 | 19,212: 1 | 9,045 | 56,5 | 59,5 | 10,5 | 6 | 4 | 1 | 3 | 3 .9 | 1 ° 29 ’27 « |
| 1 | 20,047: 1 | 12,065 | 62 | 65,5 | 13,5 | 8,7 | 5 | 1,2 | 3,5 | 5,2 | 1 ° 25 ’43 « |
| 2 | 20.020: 1 | 17.780 | 75 | 80 | 16 | 13,5 | 6 | 1,6 | 5 | 6,3 | 1 ° 25′ 50″ |
| 3 | 19.922: 1 | 23,825 | 94 | 99 | 20 | 18,5 | 7 | 2 | 5 | 7,9 | 1 ° 26 ’16 « |
| 4 | 19,254: 1 | 31,267 | 117,5 | 124 | 24 | 24,5 | 8 | 2,5 | 6,5 | 11,9 | 1 ° 29 ’15 « |
| 5 | 19,002: 1 | 44,399 | 149,5 | 156 | 29 | 35.7 | 10 | 3 | 6,5 | 15,9 | 1 ° 30 ’26 « |
| 6 | 19,180: 1 | 63,348 | 210 | 218 | 40 | 51 | 13 | 4 | 8 | 19 | 1 ° 29 ’36 « |
| 7 | 19,231: 1 | 83,058 | 285,75 | 294,1 | 34,9 | — | — | 19,05 | — | 19 | 1 ° 29 ’22 « |
Brown & Sharpe
Конусы Brown & Sharpe, стандартизированные одноименной компанией, являются альтернативой более часто встречающимся конусам Морзе.Как и у Морса, они имеют ряд размеров от 1 до 18, из которых 7, 9 и 11 являются наиболее распространенными. Фактический конус на них находится в пределах 0,500 дюйма на фут.
R8
Этот конус был разработан Bridgeport Machines, Inc. для использования в их фрезерных станках. Он используется с дышлом, проходящим через шпиндель до верхней части станка, чтобы предотвратить падение цанги со шпинделя при столкновении с поперечными силами. Цанга, которая вставляется в конус, имеет прецизионное отверстие на одном конце для удержания режущего инструмента и имеет резьбу для дышла на другом конец.Они также снабжены ключами (см. Изображение) для предотвращения вращения во время вставки и извлечения. Однако моменты резания передаются через трение на конусе, а не через шпонку. Резьба дышла обычно составляет 7/16 «-20 т / дюйм (UNF).
Режущий инструмент помещается в цангу, цанга помещается в конус, а дышло затягивается в верхней части цанги над шпинделем. Цанга имеет паз для зацепления шпонки в шпинделе, чтобы предотвратить вращение цанги внутри конуса, а также для облегчения установки и снятия цанги.Угол конуса обычно составляет 16 градусов и 51 минуту (т. Е. 16,85 градуса) с внешним диаметром 1,25 дюйма (источник, производитель Bridgeport).
Jacobs
Конус Jacobs (сокращенно JT) обычно используется для закрепления патронов сверлильного станка. к оправке.
| Конус | Малый конец | Большой конец | Длина | |||
|---|---|---|---|---|---|---|
| мм | дюйм | мм | дюйм | мм | дюйм | |
| 0 | 5.80 | 0,2284 | 6,35 | 0,2500 | 11,11 | 0,4375 |
| 1 | 8,47 | 0,3334 | 9,75 | 0,3840 | 16,67 | 0,6563 |
| 1288 | 0,43 | 14,20 | 0,5590 | 22,23 | 0,8750 | |
| 2 Короткий | 12,39 | 0,4876 | 13,94 | 0,5488 | 19.05 | 0,7500 |
| 2 1/2 | 15,88 | 0,625 | 17,20 | 0,677 | 26,80 | 1,055 |
| 3 | 18,95 | 0,7461 | 20,60 | 0,8110 | 1,2188 | |
| 4 | 26,34 | 1,0372 | 28,55 | 1,1240 | 42,07 | 1,6563 |
| 5 | 33.43 | 1,3161 | 35,89 | 1,4130 | 47,63 | 1,8750 |
| 6 | 15,85 | 0,6241 | 17,17 | 0,6760 | 25,40 | 1,000089 |
| 1440 | ||||||
| 15,85 | 0,6240 | 25,40 | 1,0000 | |||
Ярно
Конусы Ярно варьируются от 2 до 20. Диаметр большого конца в дюймах всегда равен размеру конуса, разделенному на 8, конец — это всегда размер конуса, деленный на 10, а длина — это размер конуса, деленный на 2.Например, размер Ярно № 7 на большом конце составляет 0,875 дюйма (7/8). Размер малого конца составляет 0,700 дюйма (7/10), а длина — 3,5 дюйма (7/2).
Система была изобретена Оскаром J. Beale из Brown & Sharpe.
Конусы NMTB
Национальная ассоциация производителей станков (теперь называемая Ассоциацией производственных технологий) в США установила стандарты для проектирования станков, среди прочего: конус, используемый на станках с ЧПУ ( Фрезерные станки с ЧПУ.
Конус также обозначается как NMTB, NMT или NT. По сути, это определяет конусность 3,500 дюймов на фут или 16,7112 градусов. Все инструменты NMTB имеют этот конус, но инструменты бывают разных размеров. NMTB-25, 30, 35, 40, 45, 50 и 60. Конус 40 на сегодняшний день является наиболее распространенным.
Инструменты CAT и BT используют тот же конус.