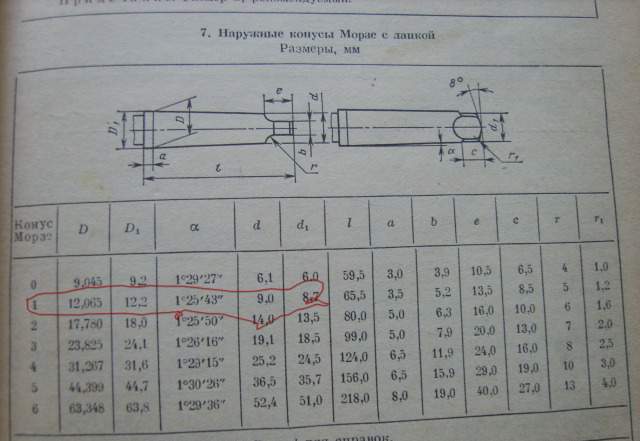
Конусы внутренние — Размер Морзе — Размеры
Вытачивают втулку 2 (рис. 17) под конус Морзе (внутренний размер) с толщиной стенок, равной 4—5 мм. Затем для обеспечения хорошего [c.340]Переходные втулки применяются для крепления режущего ин-, струмента с коническим хвостовиком. Наружные и внутренние поверхности втулок изготовляются с конусом Морзе семи номеров, от № О до № 6. Если размер конуса хвостовика соответствует размеру конуса отверстия шпинделя станка, то режущий инструмент устанавливается хвостовиком непосредственно в отверстие шпинделя (фиг. 164, а). Если конус сверла меньше конического отверстия шпинделя станка, то на конусный хвостовик сверла надевают переходную втулку и вместе со сверлом вставляют в конусное гнездо шпинделя станка (фиг. 164, б). Если одной втулки недостаточно, применяют несколько переходных втулок, которые вставляют одну в другую. [c.205]
Отличаются от предыдущих типом муфты.

Для измерения внутреннего конуса синусную линейку можно использовать только в случаях, когда изделие имеет наружную форму цилиндра, который можно принять за базу. Если же наружный диаметр изделия с проверяемым внутренним конусом не может служить базой, например у калибров-втулок конусов Морзе имеется по наружному диаметру накатка, то угол конуса можно определить по диаметрам конуса. В этом случае изделие с проверяемым внутренним конусом, так же как и в первом случае, устанавливается на синусной линейке, и после приведения верхней образующей конуса параллельно опорной поверхности измеряется размер (рис. 11.70, а). Затем нижняя образующая конуса устанавливается параллельно опорной поверхности (рис. 11.70, б) и измеряется размер L . Зная длину конуса L, размеры Li, 2, радиус опорного ролика линейки R- размеры блоков концевых мер Лх и / 2, по известной зависимости подсчитываются диаметры D и d и определяется угол конуса
Для жесткого закрепления инструментов с коническим хвостовиком предназначены переходные втулки, имеюшие наружную цилиндрическую поверхность и внутреннюю конусную. Втулки с внутренним конусом Морзе 1 и 2 выполняются без буртик ов (рис. 55, а). Если внутренний конус имеет больший размер, втулку выполняют с буртиком (рис. 55, б), который в процессе обработки воспринимает осевое усилие реза ния. Обычно длина втулки несколько больше длины конического хвостовика с лапкой. [c.114]
| Таблица 41. Основные размеры переходных втулок с внутренним конусом Морзе, мм |
Для стержневых державок, устанавливаемых непосредственно в инструментальное отверстие (рис. 78, а), размер А настраивают перемещением кольца вдоль оси державки. Если инструментальная державка или режущий инструмент закрепляется в переходной втулке (рис. 78, в и г), то размер А настраивают путем перемещения их во втулке, а кольцо надевают на край втулки до упора в торец настроечного приспособления и закрепляют, сжимая при этом переходную втулку и фиксируя в ней инструмент. В многорезцовых державках (рис. 78, д) размеры задают от буртика и настраивают перемещением резцов вдоль оси. При базировании инструментов на буртике втулки с внутренним конусом Морзе (рис. 78, б) размер А задают номинально, затем определяют фактический
Если инструментальная державка или режущий инструмент закрепляется в переходной втулке (рис. 78, в и г), то размер А настраивают путем перемещения их во втулке, а кольцо надевают на край втулки до упора в торец настроечного приспособления и закрепляют, сжимая при этом переходную втулку и фиксируя в ней инструмент. В многорезцовых державках (рис. 78, д) размеры задают от буртика и настраивают перемещением резцов вдоль оси. При базировании инструментов на буртике втулки с внутренним конусом Морзе (рис. 78, б) размер А задают номинально, затем определяют фактический
О допусках инструментальных конусов. Для метрических конусов и конусов Морзе установлено пять степеней точности ЛГ4—АТ8, которыми регламентированы отклонения угла, прямолинейности образующих и круглости конусов, а также основных размеров конусов и их лапок. Отклонения угла располагают в плюс для наружных и в минус для внутренних конусов.

Размер Dl справочный. Примечания 1. Материал — сталь 40Х. 2. Биение поверхности К относительно поверхности М для втулок с наружным конусом Морзе — не более 0,005 мм и втулок с наружным конусом метрическим — не более 0,01 мм. Пример обозначения втулки с наружным конусом Морзе 5 и внутренним конусом Морзе 3 6101-0060. То же, для втулки с наружным конусом метрическим 80 и внутренним конусом Морзе 5 6102-010 . [c.301]
Развертывание конических отверстий. Конические отверстия нормализованных размеров (внутренние конусы в переходных втулках, в насадных развертках, зенкерах и т. д.) следует обрабатывать развертками (рис. 163), комплект которых для определенного типа и размера обрабатываемого конического отверстия (например, конус Морзе № 4) состоит из 3 шт. Каждая из таких разверток [c.245]
Основные размеры (мм) концов шпинделей с внутренним конусом Морзе и наружным конусом 7 24
[c. 25]
25]
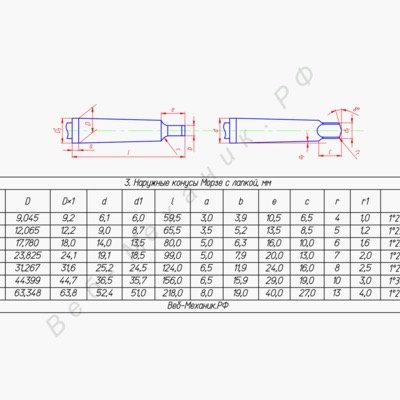
Основные размеры (мм) внутренних инструментальных конусов Морзе и метрических (ГОСТ 25557-82)
Обозна- чение Конус Морзе наружный и внутренний Размеры, мм Обозна- чение Диаметр хвостовика инструмента, мм Размеры, мм [c.111]
Патрон (рис. 5) состоит из корпуса 3, гайки 4, толкателя (ролика) 5, переходной втулки 2, кольца (бурта) 1 и винта 6. Внутреннее отверстие корпуса патрона имеет конус Морзе, что обеспечивает надежное крепление инструмента и в случае необходимости позволяет использовать стандартные переходные втулки. Инструмент, имеющий размер хвостовика, равный внутреннему конусу корпуса патрона, можно крепить без переходных втулок. Для этого достаточно на выступающую из патрона часть конуса хвостовика надеть кольцо, которое служит буртом для извлечения инструмента после работы.
Закрепление инструментов на сверлильных станках обычно производится при помощи конуса Морзе.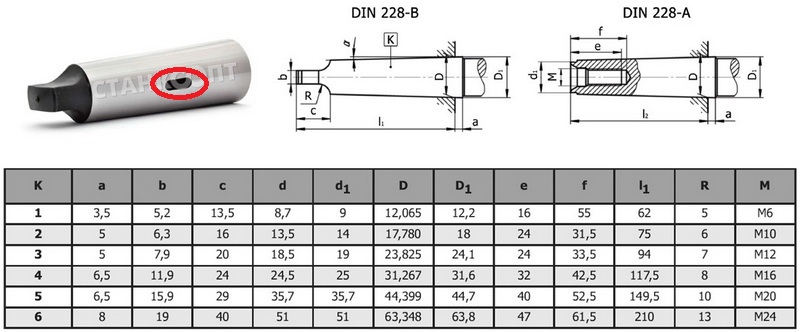 В зависимости от размеров станков их шпиндели имеют внутренние конусы Морзе от № 1 до 5. В большинстве настольных сверлильных станков шпиндель имеет не внутренний конус, а хвостовик с конусом для закрепления патронов.
[c.475]
В зависимости от размеров станков их шпиндели имеют внутренние конусы Морзе от № 1 до 5. В большинстве настольных сверлильных станков шпиндель имеет не внутренний конус, а хвостовик с конусом для закрепления патронов.
[c.475]
Если диаметр конусного хвостовика инструмента или патрона меньше диаметра отверстия в шпинделе станка, то используются переходные втулки, имеющие наружную коническую поверхность, соответствующую номеру конуса в отверстии шпинделя, и внутреннее коническое отверстие, в которое вставляется хвостовик инструмента. Иногда применяют наборы из нескольких переходных конических втулок, вставляя их одна в другую. Размеры переходных втулок для инструмента с конусом Морзе приведены в табл. 177.
Система допусков инструментальных конусов. Для метрических конусов и конусов Морзе (ГОСТ 2848 — 75) установлено пять степеней точности АТ4, АТ5,. .., АТВ. Для каждой степени установлены предельные отклонения угла конуса (в микрометрах на длине конуса), предельные отклонения от прямолинейности образующей и от круглости.
Кроме того, установлены допуски на длину конусов, размеры лапок и окон, зависимый допуск симметричности окна, на смещение торца внутреннего конуса относительно плоскости диаметра большого основания D. Пример обозначения конуса Морзе 3, степени точности ATS Морзе 3 АТ8 ГОСТ 2847-75.
Пример. Определить изменение базорасстояния при максимально допустимых погрешностях диаметров и углов уклона для конусного соединения Н = т мм (конус Морзе № 2 ст. 3, ) = 17,78 мм К 1 20 а = Ггб бО»). По таблица стандартов находим допуск на базовый диаметр 60 = 0,07 мм. Исходя из условия одностороннего расположения поля допуска (в плюс) как для наружного, так и для внутреннего конусов, наибольшая разность размеров диаметров соединяемых конусов будет равна допуску 60, т.е,
Исходя из условия одностороннего расположения поля допуска (в плюс) как для наружного, так и для внутреннего конусов, наибольшая разность размеров диаметров соединяемых конусов будет равна допуску 60, т.е,
ВНИИ разработана система инструментальной оснастки для станков с ЧПУ сверлильно-расточной и фрезерной групп, включающая комплекты режущих и вспомогательных инструментов, конструкция которых обеспечивает практически все виды обработки, осуществляемые на этих станках. Для максимальной унификации вспомогательного инструмента разработан отраслевой стандарт ОСТ 2 П14-2-73 Концы оправок станков с числовым программным управлением сверлильно-расточной и фрезерной групп. Конструкция и размеры , регламентирующий количество типоразмеров Хвостовиков инструмента с конусностью 7 24 и обеспечивающий его взаимозаменяемость во всех моделях станков. Система инструментальной оснастки для станков с ЧПУ (рис. 115) имеет шпиндели с внутренними крутыми конусами с конусностью 7 24 по ОСТ 2ПУ-2—73 с и внутренними конусами Морзе. [c.167]
[c.167]
Г51 Г25 5б» Метрические конусы инструментов по ГОСТу 2847-45 (меньше конуса Морзе 0 и больше конуса Морзе 6 по линейным размерам в осевом и поперечном сечениях). Внутренние конусы шпинделей станков, делительных головок и столов. Призонные болты по ОСТу 4151 [c.41]
Для разверток с хвостовиком с конусом Морзе применяют патрон с эластичными промежуточными кольцами из мягкой резины (рис. 10). Конструкция этого патрона позволяет ему совершать полностью эластичное перемещение параллельно оси и под углом к оси. Плавающее движение в корпусе 1 может совершаться благодаря эластичным кольцам 4 из мягкой резины. Передача крутящего момента осуществляется с помощью подводковой лапки 2 через цилиндрический штифт 3. Втулка 5, которая поддерживается кольцами из мягкой резины 4 в корпусе 1, удерживает инструмент. В корпусе 1 имеется окно для выбивки инструмента. Регулирование зазора в осевом направлении осуществляется с помощью резьбового кольца 6. Патрон имеет размеры = 63×137 и внутренний конус Морзе 3.
[c.119]
Патрон имеет размеры = 63×137 и внутренний конус Морзе 3.
[c.119]
Система метрических конусов не получила должного распространения и до сих пор. На наиболее ходовые размеры применяются конусы Морзе. Размеры стандартных конических хвостовиков и внутреннего конуса олределяют номером конуса Морзе. В практике используется семь номеров. Чем больше номер конуса, тем больше его размер. Наибольшие размеры имеет конус Морзе № 6, наименьший — конус Морзе № 0. [c.115]
Например, требуется установить сверло диаметром 30 мм с конусом Морзе № 3 в шпиндель станка с конусол Морзе № 5 (рис, 61,6). Для этого применяют переходную короткую втулку 3, у которой наружный конус 4 выполнен по размерам конуса Морзе № 5, а внутренний 5 — по размерам конуса Морзе №3. Переходная втулка имеет лапку 1 и паз 2 (окно) для клина. [c.116]
Как выбрать шпиндель
Рекомендации по шпинделям для различных типов станков
Обрабатывающие центры (только для вращающегося инструмента)
Рекомендуется использовать интерфейс шпинделя с контактом по торцу. BIG-PLUS® и HSK-A обеспечивают достаточную стабильность при выполнении большинства операций на обрабатывающих центрах. Для тяжёлой обработки рекомендуется Coromant Capto® C10, прежде чем переходить к более крупным соединениям, таким как HSK-A 125 или SK60. При обработке с высокой частотой вращения следует рассмотреть HSK-E или F.
BIG-PLUS® и HSK-A обеспечивают достаточную стабильность при выполнении большинства операций на обрабатывающих центрах. Для тяжёлой обработки рекомендуется Coromant Capto® C10, прежде чем переходить к более крупным соединениям, таким как HSK-A 125 или SK60. При обработке с высокой частотой вращения следует рассмотреть HSK-E или F.
Многоцелевые станки (вращающийся и невращающийся инструмент)
Coromant Capto® – это единственное соединение, отвечающее требованиям по передаче крутящего момента и жёсткости на изгиб для токарного и вращающегося инструмента.
{{ asset.Title }}
{{ asset.Description }}
Есть различные решения для механизма закрепления шпинделя, так же как для производства интерфейса шпинделя. Sandvik Coromant активно работает с производителями станков над интеграцией системы Coromant Capto® в станки. Основное внимание мы уделяем типам станков и интерфейсам, перечисленным ниже, где преимущества Coromant Capto® особенно велики.
| | C3 | C4 | C5 | C6 | C8 | C10 |
| Токарный центр | | | | | * | * |
| Токарный станок для тяжёлой обработки | | | | | | |
| Токарно-карусельный станок | | | | | | |
| Многоцелевой станок | | | | | | |
| Обрабатывающий центр с возможностью точения | | | | | | |
| Обрабатывающий центр, для тяжёлой обработки | | | | | | |
Сравнение усилия зажима
Внутреннее закрепление сегментной цангой, используемое для полых конусов (HSK и Coromant Capto®), может обеспечить более высокое усилие зажима, чем центральный болт на конусе ISO. В таблице показано усилие зажима, приложенное к соответствующим интерфейсам. Увеличенная площадь поперечного сечения и длина соединения у Coromant Capto® допускает гораздо более высокие усилия зажима по сравнению с HSK-A.
В таблице показано усилие зажима, приложенное к соответствующим интерфейсам. Увеличенная площадь поперечного сечения и длина соединения у Coromant Capto® допускает гораздо более высокие усилия зажима по сравнению с HSK-A.
Источники: Справочник HSK, (C) 1999.
-Big Daishowa (шпиндельная система BIG-PLUS®)
Coromant Capto®
HSK-A
Конус ISO (SK)
Сравнение передачи крутящего момента и жёсткости на изгиб
Конус ISO – приводные торцевые шпонки на большом радиусе обеспечивают хороший привод для вращающегося инструмента
HSK-A – малая площадь контакта с пазами на конусе, а не на диаметре фланца (малый радиус), поэтому не рекомендуется для обработки с большим крутящим моментом.
Coromant Capto® – для токарных операций, где требуется точность позиционирования, в этом случае полигональное соединение является лучшим решением.
Размер соединения создаст ограничения по жёсткости на изгиб и максимальной частоте вращения. Соединение большого размера обеспечивает хорошую жёсткость при низких оборотах, а небольшое соединение – более высокие обороты при меньшей жёсткости на изгиб.
Соединение большого размера обеспечивает хорошую жёсткость при низких оборотах, а небольшое соединение – более высокие обороты при меньшей жёсткости на изгиб.
На рисунке ниже показаны ограничения для соответствующих соединений, рассчитанные теоретически (FEA), для случаев, когда потерян стыковой контакт (жёсткость на изгиб) и достигнут предел усталостной прочности (максимальный крутящий момент).
Синий: максимальный изгибающий момент (Н·м)
Красный: максимальный крутящий момент (Н·м) до предела усталости
Конусы BIG-PLUS® и HSK обеспечивают достаточно хорошую стабильность для большинства вращающихся инструментов, но для многоцелевых станков Coromant Capto® является единственным соединением, способным выполнить требования по крутящему моменту и прочности на изгиб.
| Соединение | Размер и тип крепления | Зажимное усилие (центральный болт или тяга) | Max частота вращения (зависят от шпинделя и подшипников) | |
| Н | фунт | |||
| BIG-PLUS® ISO/CAT/BT конус 7/24 | Конус 40 | 12000 | 2703 | 16000 |
| Конус 50 | 24000 | 5405 | 12000 | |
| HSK-A | HSK-A 63 | 18000 | 4054 | 20500 |
| HSK-A 100 | 45000 | 10135 | 12500 | |
| HSK-A 125 | 70000 | 15766 | 9500 | |
| Coromant Capto® | C5 | 32000 | 7207 | 28000 |
| C6 | 41000 | 9234 | 20000 | |
| C8 | 50000 | 11261 | 14000 | |
| C10 | 70000 | 15766 | 10000 | |
Статические испытания для сравнения прочности на изгиб и сопротивления крутящему моменту
Известный технический университет RWTH в Аахене, Германия, провёл серию статических испытаний в лаборатории станков (WZL), сравнивая прочность на изгиб и сопротивление крутящему моменту различных интерфейсов шпинделя.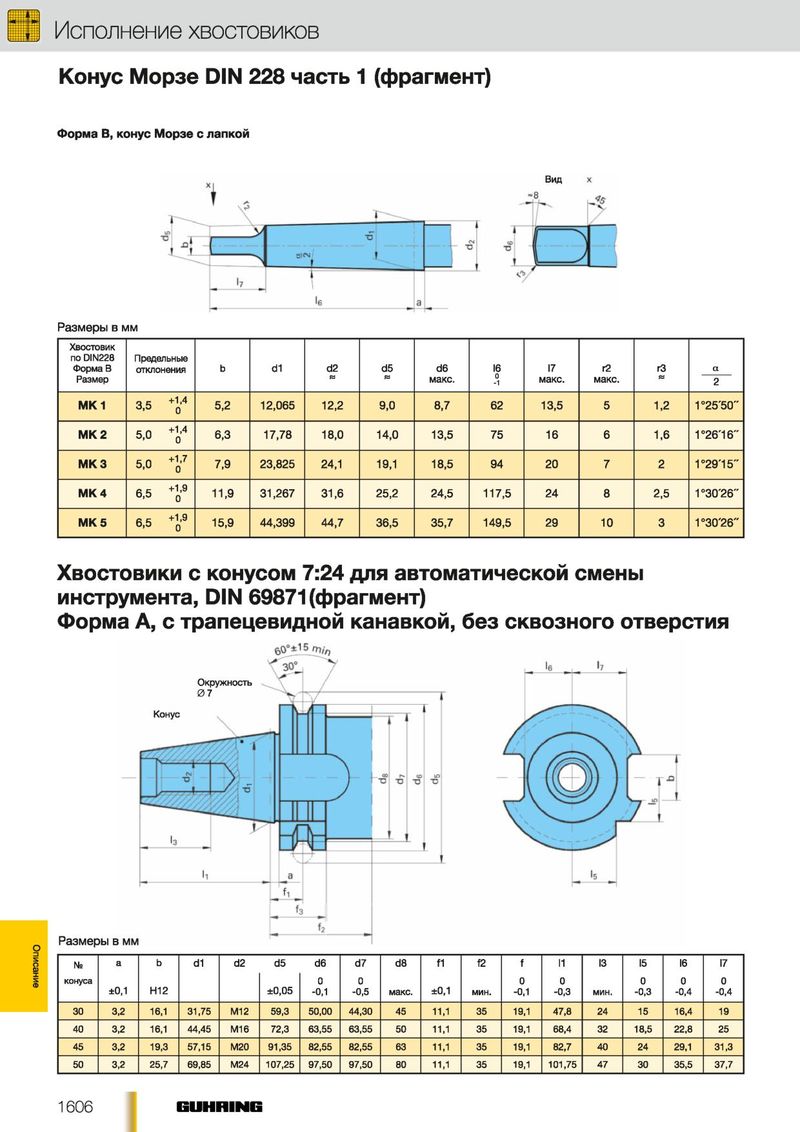
Для Coromant Capto были проведены измерения при двух усилиях зажима: таком же, как для HSK-A (22 кН для C6 и 50 кН для C10), а затем при повышенном стандартном усилии зажима (45 кН для C6 и 80 кН для C10).
Результаты показывают, что даже при том же усилии зажима, что и у HSK-A, более прочное соединение показало улучшенную прочность на изгиб, но при более высоком усилии зажима опрокидывающая сила была в 2,88 раз лучше для C6 по сравнению с HSK-A 63 и в 2,15 раз лучше для C10 по сравнению с HSK-A 100.
Стабильность при крутящем моменте
Отклонение [мм/м]Крутящий момент [Н·м]
C6- 46 кНHSK-A 63- 22 кН
конус 7/24, размер 40-15 кН
Стабильность при крутящем моменте
Отклонение [мм/м]Крутящий момент [Н·м]
C10- 50 кНHSK-A 100- 50 кН
конус 7/24, размер 50-25 кН
Графики показывают, что Coromant Capto® C6 имеет в 2,29 раза лучшее сопротивление крутящему моменту, чем HSK-A 63. Угол скручивания в 7,1 раза лучше. Соответствующие показатели у C10 оказались в 1,85 раза лучше по сопротивлению крутящему моменту и в 4 раза по углу скручивания, чем у HSK-A 100.
Угол скручивания в 7,1 раза лучше. Соответствующие показатели у C10 оказались в 1,85 раза лучше по сопротивлению крутящему моменту и в 4 раза по углу скручивания, чем у HSK-A 100.
| Металлорежущий инструмент и инструментальная оснастка / Cutting tools and tooling system GUHRING | Каталог GUHRING 2012 Общий Инструмент Оснастка (Всего 1669 стр.) | ||||||||
1577 Каталог GUHRING 2012 Режущий инструмент и инструментальная оснастка Стр.1606 | ||||||||
Исполнение хвостовиков Конус Морзе DIN 228 Исполнение хвостовиков Конус Морзе DIN 228 _ часть 1 (фрагмент) Форма В конус Морзе с лапкой Вид Размеры в мм Хвостовик по DIN228 Форма В Размер Предельные отклонения b d1 d2 И d5 И d6 макс. 16 0 -1 17 макс. г2 макс. гЗ И а 2 МК 1 35 +14 0 52 12065 122 90 87 62 135 5 12 1 25’50» МК2 50 +14 0 63 1778 180 140 135 75 16 6 16 1 26’16» МКЗ 50 +17 0 79 23825 241 191 185 94 20 7 2 1 29’15» МК 4 65 +19 0 119 31267 316 252 245 1175 24 8 25 1 30’26» МК 5 65 +19 0 159 44399 447 365 357 1495 29 10 3 1 30’26» конуса d5 005 5000 4430 6355 6355 9135 8255 8255 10725 9750 9750 10175 Хвостовики с конусом 7:24 для автоматической смены инструмента DIN 69871 (фрагмент) Форма А с трапецевидной канавкой без сквозного отверстия Окружность 07 Конус Размеры в мм 1606 GUHRING | ||||||||
См.  также / See also : также / See also : | ||||||||
Хвостовики инструментов / Shank tool | ||||||||
Оснастка для сверлильных и фрезерных станков / Tool holders for drilling and milling | Хвостовик (конус) HSK / Hollow taper shank | |||||||
Гидравлический патрон / Hydraulic chucks | Термопатроны / Shrink fit chuck | |||||||
Патроны для метчиков / Tapping chucks | Балансировка инструмента / Tool balancing | |||||||
| Каталог GUHRING 2012 Общий Инструмент Оснастка (Всего 1669 стр.) | ||||||||
| | 1574 Другим решающим критерием для надежной работы режущего инструмента с принципом минимального смазывания MMS является безупречная сборка системы Решение | 1575 | 1576 | 1578 Хвостовики инструментов для металлообработки на современных станках Хвостовик HSK Обзор разных исполнений Формы A B C D E F ISO 12164-1 DIN 69893 | 1579 Перевод дюймов в миллиметры Таблица справочная конвертации от 1/64 дюйма до 11 63/64 дюйма В том числе и десятичные доли дюйма и общепринятые размеры | 1580 Немецкие марки стали Новые и станрые обозначения обрабатываемых материалов Выборочная переходная таблица Нержавейка Конструкционная и жаростойкая сталь | ||
| Каталоги инструмента GUHRING | ||||||||
| | ||||||||
Каталог GUHRING 2016 Металлорежущий инструмент Сверла (англ.  яз. / ENG) яз. / ENG)(910 страниц) | Каталог GUHRING 2016 Режущий инструмент для обработки резьбы (англ.яз. / ENG) (878 страниц) | |||||||
Каталог GUHRING 2012 Общий Инструмент Оснастка (1669 страниц) | ||||||||
Каталог GUHRING 2012 Инструментальная оснастка (216 страниц) | Каталог GUHRING 2010 Металлорежущий резьбовой инструмент (492 страниц) | Каталог GUHRING 2009 Режущий инструмент и оснастка (1482 страницы) | ||||||
Каталоги инструмента и оснастки для металлообработки на станках / | ||||||||
— — | ||||||||
ГОСТ 9953-82 от 01.07.1983 Конусы инструментов укороченные. Основные размеры.

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КОНУСЫ ИНСТРУМЕНТОВ УКОРОЧЕННЫЕ
ГОСТ 9953-82
Дата введения 1983-07-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета СССР по стандартам от 8 апреля 1982 г. N 1473
ВЗАМЕН ГОСТ 9953-67
ПЕРЕИЗДАНИЕ. Ноябрь 1986 г.
1. Настоящий стандарт распространяется на укороченные инструментальные конусы Морзе.
Стандарт полностью соответствует СТ СЭВ 148-75.
2. Основные размеры укороченных инструментальных конусов Морзе В7, В10, В12, В16, В18, В22, В24 без резьбового отверстия должны соответствовать указанным на черт.1 и в таблице, конусов Морзе В12, В18, В24, В32, В45 с резьбовым отверстием — на черт.2 и в таблице.
Черт.1
________________
* z— наибольшее допускаемое отклонение положения основной плоскости, в которой находится диаметр D, от ее теоретического положения.
** Размеры для справок.
Черт.1
Черт.2
________________
* Размеры для справок.
Черт.2
Размеры в мм
Обоз- | Конус Морзе | Конусность | Угол конуса 2 | D | D1 | d | d1 | l1 | l2 | a, не | b | c |
В7 | 0 | 1:19,212=0,05205 | 2°58’54» | 7,067 | 7,2 | 6,5 | 6,8 | 11,0 | 14,0 | 3,0 | 3,0 | 0,5 |
В10 | 1 | 1:20,047=0,04988 | 2°51’26» | 10,094 | 10,3 | 9,4 | 9,8 | 14,5 | 18,0 | 3,5 | 3,5 | 1,0 |
В12 |
|
|
| 12,065 | 12,2 | 11,1 | 11,5 | 18,5 | 22,0 |
|
|
|
В16 | 2 | 1:20,020=0,04995 | 2°51’41» | 15,733 | 16,0 | 14,5 | 15,0 | 24,0 | 29,0 | 5,0 | 4,0 | 1,5 |
В18 |
|
|
| 17,780 | 18,0 | 16,2 | 16,8 | 32,0 | 37,0 |
|
|
|
В22 | 3 | 1:19,922=0,05020 | 2°52’32» | 21,793 | 22,0 | 19,8 | 20,5 | 40,5 | 45,5 |
| 4,5 | 2,0 |
В24 |
|
|
| 23,825 | 24,1 | 21,3 | 22,0 | 50,5 | 55,5 |
|
|
|
В32 | 4 | 1:19,254=0,05194 | 2°58’31» | 31,267 | 31,6 | 28,6 | — | 51,0 | 57,5 | 6,5 | — |
|
В45 | 5 | 1:19,002=0,05263 | 3°00’53» | 44,399 | 44,7 | 41,0 |
| 64,5 | 71,0 |
|
|
|
Примечания:
1. Размеры D1 и d являются теоретическими, вытекающими соответственно из диаметра D и номинальных размеров d и l1.
Размеры D1 и d являются теоретическими, вытекающими соответственно из диаметра D и номинальных размеров d и l1.
2. Угол конуса 2 подсчитан по величине конусности с округлением до 1″.
3. Предельные отклонения размеров укороченных конусов — по ГОСТ 2848-75.
4. Центровые отверстия для конусов Морзе В12, В18, В24, В32 и В45 — формы Р по ГОСТ 14034-74.
Допускается изготовление центрового отверстия размерами, указанными в рекомендуемом приложении.
ПРИЛОЖЕНИЕ (рекомендуемое). РАЗМЕРЫ ЦЕНТРОВОГО ОТВЕРСТИЯ УКОРОЧЕННОГО КОНУСА
ПРИЛОЖЕНИЕ
Рекомендуемое
РАЗМЕРЫ ЦЕНТРОВОГО ОТВЕРСТИЯ УКОРОЧЕННОГО КОНУСА
мм
Обозначение | d2 | d3 | d4 | L |
В12 | М6 | 8,0 | 8,5 | 16 |
В18 | М10 | 12,5 | 13,2 | 24 |
В24 | М12 | 15,0 | 17,0 | 28 |
В32 | М16 | 20,0 | 22,0 | 32 |
В45 | М20 | 26,0 | 30,0 | 40 |
Развертки Конус Морзе
Цена:
от: до:
Название:
Артикул:
Текст:
Выберите категорию:
Все ВОЙЛОЧНЫЕ КРУГИ» с держателем (для дрели)» с посадочным отверстием Инструмент некондиция, не товарный вид, мелкий брак. Клинья для выбивания инструмента Лупы часовые ПАСТА ГОИ Подставки под инструмент» Подставки для сверл (без сверл)» Подставки под цанги» Подставки под оснастку» Подставки для метчиков» Подставки для плашек» Подставки для фрез» Подставки для разверток» Подставки под резцы РАСПРОДАЖА» Уровни строительные» Молотки СПЕЦПРЕДЛОЖЕНИЕ Шаблоны для проверки угла заточки резьбовых резцов Шаблоны сварщика ШАРОШКИ И ШАРОШКОДЕРЖАТЕЛИ ДЛЯ ПРАВКИ КРУГОВ НАШИ САМОДЕЛКИ» Игрушки ручной работы Развертки Конус Морзе Краска для шабрения Маркеры строительные
Клинья для выбивания инструмента Лупы часовые ПАСТА ГОИ Подставки под инструмент» Подставки для сверл (без сверл)» Подставки под цанги» Подставки под оснастку» Подставки для метчиков» Подставки для плашек» Подставки для фрез» Подставки для разверток» Подставки под резцы РАСПРОДАЖА» Уровни строительные» Молотки СПЕЦПРЕДЛОЖЕНИЕ Шаблоны для проверки угла заточки резьбовых резцов Шаблоны сварщика ШАРОШКИ И ШАРОШКОДЕРЖАТЕЛИ ДЛЯ ПРАВКИ КРУГОВ НАШИ САМОДЕЛКИ» Игрушки ручной работы Развертки Конус Морзе Краска для шабрения Маркеры строительные
Производитель:
ВсеСобственное производствоHandMadeMIRKA и СССРСССР-СтанкоимпортУкраинаКОНТРФОРСPRYOR, АнглияBOSCHURAGANMATRIXFanarSPARTAИТО-ТУЛАМАШЛугаАбразивCCCPБИЗАбразивный завод ИЛЬИЧAbraboroИЗМЕРОНHORTZUSAGЧехияUVEXСССР-Россия-ВИЗЯпонияСССР — РоссияMirkaKennametalSandvikКореяКитай. FUERDAМинскПольша. Bison.Narex. ЧехияNarex. ЧехияОрша.Metrika. ИталияПольша. Бизон.ИндияГерманияГРИФФМикронСтавропольРОССИЯUSA Best CarbideSGS USAMitsubishiГДРКЛБСуксунский оптико-механический заводEXPER.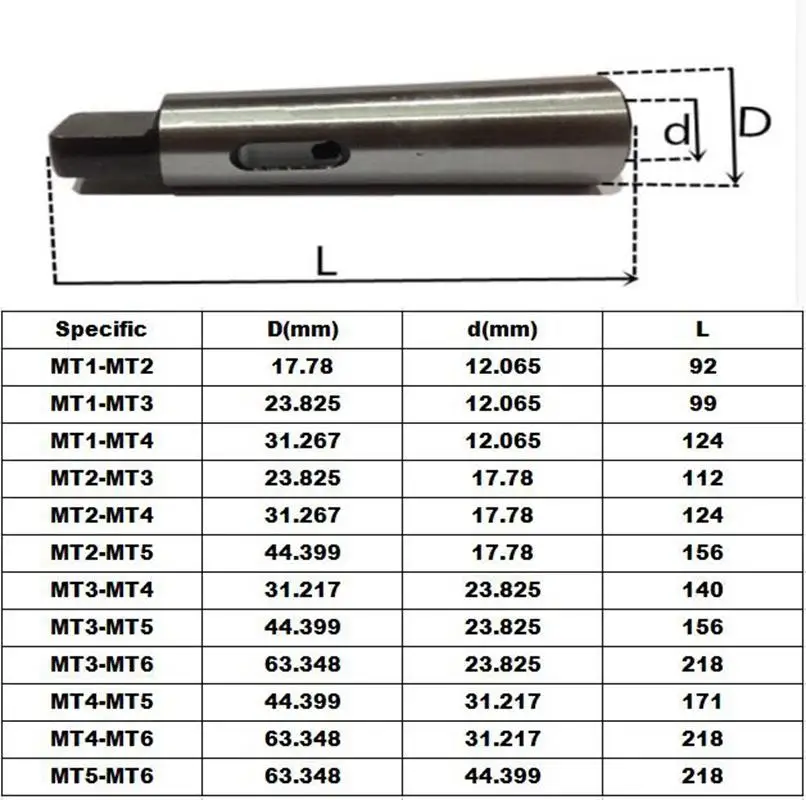 ГерманияDRONCO. Германия.ХарьковЛьвовWIHA. ГерманияGravurem. ГерманияBahco. Швеция.ГТОМерительКалибронВИЗВнутризаводские. СССРПольша FANARВнутризаводское изготовлениеСестрорецк.БИЗ (Белгородский инструментальный завод)ЛОМОПсковСССР. Ставрополь.FitTotem. Индия.Imco. USAКрасный инструметальщикИталия MetrikaЧехия PilanaЧИЗСССРРоссияВолжский инструментальный заводКитайПольша
ГерманияDRONCO. Германия.ХарьковЛьвовWIHA. ГерманияGravurem. ГерманияBahco. Швеция.ГТОМерительКалибронВИЗВнутризаводские. СССРПольша FANARВнутризаводское изготовлениеСестрорецк.БИЗ (Белгородский инструментальный завод)ЛОМОПсковСССР. Ставрополь.FitTotem. Индия.Imco. USAКрасный инструметальщикИталия MetrikaЧехия PilanaЧИЗСССРРоссияВолжский инструментальный заводКитайПольша
Новинка:
Всенетда
Спецпредложение:
Всенетда
Результатов на странице:
5203550658095
| Запасные части металлообрабатывающих станков: цанга, артикул AP00064; конус Морзе, артикул AQ00134 | 8466103800 |
| Запасные части и узлы для модернизации металлорежущих станков: конусы инструментальные (конус Морзе) — конический хвостовик инструмента токарного станка, мод. 1-2MT, 1-3MT, 1-4MT, 2-3MT, 2-4MT, 3-4MT, 3-5MT, 4-5MT, 4-6MT, | 8466103100 |
| Оснастка технологическая для машиностроения с маркировкой «P&G Industrial Co., Ltd»: патроны трехкулачковые, артикул К11; тиски станочные, артикул C80; втулки переходные с конусом Морзе, артикул КМ; центра вращения, це | 8466103100 |
| Оснастка технологическая: патроны цанговые, оправки, оправки с конусом Морзе, оправки радиальные, оправки осевые, оправки для метчиков, оправки расточные, оправки осевые под цанги, цанги, наборы цанг, направляющие цанги, ц | 8466103100 |
| Оснастка технологическая для машиностроения: ПЕРЕХОДНИК КОНУС МОРЗЕ ДЛЯ ФРЕЗ, арт.: 114752 | 8466103800 |
| Запасные части и узлы для модернизации металлорежущих станков: оправка для концевых фрез, оправка, оправка для насадных фрез, оправка для фрез и сверл с конусом Морзе, оправка для сверел и фрез Weldon, захват, оправка под | 8466102000 |
| Оснастка технологическая для машиностроения: переходник конус «морзе», арт.: 109149 | 8466103800 |
| Инструмент и оснастка для металлообрабатывающего оборудования, т.м. «SAU S.p.A.»: патрон цанговый, мод. SKB40.ER025.090 — 2 шт., MAS.B40.ER025.120 — 9 шт.,; оправка с конусом Морзе, мод. SKA40.RF002.060 — 1 шт., MAS.A40.RF | 8466102000 |
| Оснастка технологическая, т.м. «Zhuzhou Sant Cutting Tools»: малые цанговые патроны; малые цанги, оправки для трехсторонней фрезы, переходная втулка для конуса Морзе с пазом или без паза, регулируемые вытяжные шпонки, опра | 8466102000 |
| Оснастка для металлорежущего оборудования: оправка с конусом Морзе: F30-MKD2; патрон цанговый: 264-35122, переходная резьбовая втулка: IBS1-6×4.9, IBS1-7×5.5, IBS1-8×6.2, IBS1-9×7, IBS1-10×8. Контракт № 12-SA от 17.12.2009 | 8466102000 |
| Оснастка для металлорежущего оборудования, т.м. «EINES CANELA S.A»: патрон сверлильный, арт. 11.295.40.08 — 3 шт.; оправка, мод. DIN 69871 с конусом Морзе 4, арт. 11.210.40.04 — 2 шт. Контракт № 30-SA от 24.11.2011 г., инв | 8466102000 |
| Оснастка технологическая для машиностроения: оправки, оправки специальные, оправки гидравлические, оправки конус Морзе, оправки для резцов, оправки цанговые, оправки для фрез, термооправки, специальные виды оправок : WELDO | 8466102000 |
| |||||||||||||||
Глава 3: Конус, установочные штифты, крепежные детали и основные концепции
Глава 3
Самая большая неизведанная территория в мире — это пространство между ушами.
—Билл О’Брайен
Введение
В этой главе рассматриваются различные вопросы, важные для понимания работы механического цеха: конусы Морзе и их ремонт, размеры цанговых патронов 5C и R8, резьбовые соединения и сплошная резка. Кому-то эти темы могут показаться базовыми, но они являются важными концепциями, и небольшой обзор никогда не помешает.
Раздел I — Конус
Функции конуса
Большинство конусов позиционируют и удерживают инструмент или заготовку точно на оси вращения, часто в пределах нескольких десятитысячных дюйма. Поскольку их конструкция «охватываемый конус внутри внутреннего конуса» является самоцентрирующейся, конусы раз за разом выравниваются по их осевому положению без этапа выравнивания. Это упрощает изменение настроек.
Стандартные конструкции конуса
В механическом цехе существует пять распространенных конструкций конусов:
- Конусы Морзе (МЦ) используются в шпинделях и бабках большинства современных токарных станков.Конусы шпинделей обычно удерживают центры токарных станков, в то время как конусы задней бабки могут удерживать не только центры токарных станков, но и оправки сверлильных патронов и большие спиральные сверла. Конусы также используются для удержания оправок сверлильного патрона в шпинделях сверлильного станка. Многие поворотные столы имеют конус Морзе в центре для удержания центральных точек или цанг. Мелкий конус конуса MT делает их самоблокирующимися. Это означает, что после того, как они встанут на место путем постукивания, MT будут удерживаться на месте без использования тягового стержня, но для их освобождения их необходимо постучать или надавить на их внутренних концах.Конусы Морзе бывают восьми размеров: 0, 1, 2, 3, 4, 5, 6 и 7. Все размеры имеют немного разные конусы: около 0,62 дюйма / фут. Есть два способа определить номер конуса неизвестного конуса Морзе. Если неизвестный MT является охватываемым, измерьте его конус в дюймах / дюймах, как показано на Рисунке 3-1, а затем найдите соответствующий конус в Таблице 3-1 (третий столбец слева). Если конус охватывающий, измерьте его внутренний диаметр на конце гнезда, а затем найдите соответствующий диаметр в таблице 3-1 (крайний правый столбец).
Рисунок 3-1. Измерение конуса Морзе неизвестного размера для определения его количества.
MT Конус | Конус | Конус | Диаметр на |
0 | 0.62460 | 0,05205 | 0,3561 |
1 | 0,59858 | 0,04988 | 0,475 |
2 | 0,59941 | 0,04995 | 0,700 |
3 | 0.60235 | 0.05019 | 0,938 |
4 | 0,62326 | 0,05193 | 1,231 |
5 | 0,63151 | 0,05262 | 1,748 |
6 | 0,62565 | 0,05213 | 2.494 |
7 | 0,62400 | 0,05200 | 3,270 |
Таблица 3-1. Размеры конуса Морзе.
Конусы Морзе выпускаются в трех вариантах:
- Без выступа — Сюда входит большинство токарных центров с токарным приводом и без выступа. См. Рис. 3-2 (вверху).
- С прорезями и резьбой на дышле — Это цанги. См. Рис. 3-2 (посередине).
- С хвостовиком — Предназначены для сверл с хвостовиком MT для предотвращения их вращения. См. Рисунок 3-2 (внизу).
Рисунок 3-2. Три конструкции конуса Морзе. Удлиненный хвостовик спирального сверла предотвращает вращение сверла под нагрузкой и облегчает его извлечение из шпинделя токарного станка.
Многие старые токарные станки использовали цанги MT непосредственно в своих шпинделях, и токарные станки Sherline все еще используют их. Но сегодня большинство больших токарных станков с отверстиями для шпинделя MT имеют переходник уменьшающий для удержания меньших MT.Например, токарный станок Kent 13340 имеет шпиндельное отверстие размера MT 5, но с установленным адаптером шпинделя MT он может удерживать MT 3. Помимо экономии средств, это большое преимущество, поскольку задняя бабка также занимает центр того же размера. . Еще один инструмент, который сегодня использует MT, — это поворотный стол с внутренним центральным отверстием MT для размещения цанги для удержания рабочих или центральных точек.
- Конусы Jacobs ( JTs ) предназначены только для сверлильных патронов и их оправок. Существует девять размеров JT: 0, 1, 2, 2 коротких, 3, 4, 5, 6 и 33.33 — это не опечатка; это нечетная система нумерации. См. Таблицу 3-2. Подобно конусам Морзе, JT являются самоблокирующимися, но поскольку сверлильные патроны, однажды помещенные на их оправки, редко меняются, требуется значительная сила для их закрепления, чтобы патрон и его конус не разошлись под нагрузкой. См. Рисунок 3-3.
JT Номер конуса | Конус | Small End | Big End | Длина |
0 | 0.59145 | 0,22844 | 0,2500 | 0,43750 |
1 | 0,92508 | 0,33341 | 0,3840 | 0,62625 |
2 | 0,97861 | 0,48764 | 0,5590 | 0.87500 |
2 Короткие | 0,97861 | 0,48764 | 0,5488 | 0,7500 |
3 | 0,63898 | 0,74610 | 0,8110 | 1,21875 |
4 | 0,62886 | 1.0372 | 1,1240 | 1.6563 |
5 | 0,62010 | 1,3161 | 1.4130 | 1.8750 |
6 | 0,62292 | 0,6241 | 0,6760 | 1,0000 |
33 | 0.76194 | 0,5605 | 0,6240 | 1,0000 |
Таблица 3-2. Размеры конуса Якобса.
Рисунок 3-3. JT фиксируются путем совмещения охватываемого и охватывающего конусов и ударов противоположным концом оправки о кусок дерева. Инерция сверлильного патрона создает большие силы, когда оправка внезапно останавливается при ударе по дереву и прижимает патрон к оправке.Не используйте оправочный пресс.
- Цанги 5C являются наиболее распространенной конструкцией цанговых патронов, хотя существуют и десятки других. Цанги 5C используются на токарных станках среднего размера, в индексирующих головках и в блоках цанговых патронов. См. Рис. 3-4 для получения информации о размерах цанги 5C.
Рисунок 3-4. Цанги 5C являются наиболее распространенными из десятков конструкций цанговых патронов.
- Цанги R8 широко используются на фрезерных станках Бриджпорта для удержания инструментов в их шпинделях.См. Рисунок 3-5 для получения информации о размерах цанги R8.
Рисунок 3-5. Цанги R8 — это наиболее распространенные цанги для фрезерных станков типа Бриджпорт.
Коническая втулка Морзе — MT3 / MT2 на Grizzly.com
{{#if рейтинг}}{{#each stars}} {{#xif ‘this.индекс {{еще}} {{/ xif}} {{/каждый}}
{{/если}}{{title}}
{{shortDate creationDate}} {{#if imageKeys}} {{#each imageKeys}} {{/каждый}} {{/если}} {{#if комментарии.длина}} {{#each комментарии}} {{#if isOfficial}}{{автор}} {{shortDate creationDate}}
{{/если}} {{/каждый}} {{/если}} {{#if комментарии.длина}}{{#each комментарии}}
{{автор}} {{shortDate creationDate}}
{{/каждый}} {{/если}}Обработка конуса Морзе № 1
Важное сообщение исполнительного директора от NAWCC
Совет директоров NAWCC рад сообщить, что Mr.Рори МакЭвой был назначен исполнительным директором NAWCC. Рори является всемирно известным ученым-часовщиком и приходит в NAWCC с большим опытом, который полностью соответствует нашим целям в области образования, сбора средств и роста членства. Он получил степень магистра в области консервации и реставрации антикварных часов в колледже Вест-Дин, и на протяжении всей своей карьеры он имел возможность работать с некоторыми из самых важных в мире экспонатов в области часового искусства, в том числе с хронометрами Харрисона, Кендалла и Маджа.
Рори ранее работал куратором часового дела в Королевской обсерватории, Гринвич, , где в его обязанности входило повседневное управление исследовательскими проектами и проектами оцифровки, написание текстов, публичные выступления, консервация, созыв конференций, выставочная работа и развитие приобретения. / Политика утилизации и сбора. Кроме того, он работал часовым специалистом в компании Bonhams в Лондоне, где он каталогизировал и обрабатывал многие редкие часы и наладил важные отношения с коллекционерами, покупателями и продавцами.Совсем недавно Рори использовал свои таланты, чтобы разделить свою любовь к часовому делу на университетском уровне, преподавая теорию часового дела, историю, а также практический ремонт и изготовление часов в Бирмингемском городском университете.
Рори является гражданином Великобритании и в настоящее время проживает в Великобритании. До COVID-19 Рори и его жена Каай посетили штаб-квартиру в Колумбии, штат Пенсильвания, где они встретились с сотрудниками, провели время в музее, библиотеке и исследовательском центре и совершили поездку по окрестностям. Рори и Каай переедут в этот район, как только возникнут иммиграционные проблемы и ограничения на поездки из-за разрешения на COVID-19.
Некоторые из вас, возможно, уже знакомы с Рори, поскольку он также является известным писателем и лектором. Его недавние публикации включают книгу «Расшифровка Харрисона: к идеальным маятниковым часам », которую он редактировал вместе с Джонатаном Беттсом, и статью «Джордж Грэм и Оррери» в журнале Nuncius.
До тех пор, пока Рори не переедет в США, он будет тесно сотрудничать с командой по адаптации, созданной Советом директоров NAWCC, чтобы познакомить его с возможностями и проблемами, стоящими перед нами, и обеспечить плавный переход.Рори будет немедленно участвовать в стратегическом и финансовом планировании, что позволит ему сразу приступить к работе, когда он прибудет в Колумбию
.Вы можете узнать больше о Рори МакЭвое и об этом захватывающем объявлении в следующем мартовском / апрельском выпуске бюллетеня Watch & Clock Bulletin.
Пожалуйста, присоединитесь ко всему Правлению и персоналу и поприветствуйте Рори в сообществе NAWCC.Конический хвостовик Морзе — виртуальное событие и потоки
Конус Морзе и хвостовик с конусом Морзе — это также термин для обработки металлов, а не термин, относящийся исключительно к обработке дерева как таковой.Это относится к конкретному методу прикрепления рабочей головки машины к валу с электроприводом, который заключается в том, чтобы точно вырезать коническое отверстие на конце вала и кусок вала на головке, который шлифуется в сопрягаемый конус, чтобы он соответствовал этому. дыра точно. Пригонка конуса Морзе к хвостовику настолько точна, что при нарезании резьбы два элемента удерживаются прочно и передают требуемый крутящий момент практически без проскальзывания. Нарушение трения и разъединение комбинации хвостовиков с конусом Морзе снова требует значительных усилий, но не настолько, чтобы это было невозможно сделать в случае необходимости замены рабочих головок или обслуживания машины.
История конического хвостовика Морзе
Конус Морзе был изобретен в 1864 году Стивеном А. Морсом, предприимчивым механиком, который разработал его для надежного соединения двух вращающихся частей машины. Ортопедическая промышленность адаптировала эти конусы под общим названием конусы Морзе как способ надежного соединения модульных компонентов полного сустава непосредственно на операционном столе. Конический хвостовик Морзе работает по принципу «конус в конусе». Втулка и отверстие имеют одинаковую конусность.Тесный контакт возникает, когда отверстие в головке бедренной кости ввинчивается в диафиз бедренной кости. Конус бедренной кости при расширении сжимает стенки отверстия. Таким образом, напряжения внутри материалов удерживают оба компонента вместе.
Типы конических хвостовиков Морзе
Все распространенные токарные станки и сверла используют конический шпиндель для зажима инструмента, и один из способов — использовать конические хвостовики Морзе. Они разработаны для шпинделя с наружной резьбой с небольшим конусом, который вставляется в полый корпус станка.Движение инструмента заставляет втулку вернуться в корпус, увеличивая поверхностную деформацию между двумя металлическими поверхностями, и возникающее трение предотвращает проскальзывание. Спецификация обеспечивает правильное центрирование сверлильных оправок и токарных центров, а также быструю установку.
В промышленности были разработаны и приняты различные стандарты для упрощения сборки этих двух элементов, наиболее популярным из которых является конус Морзе, разработанный в конце 19 века.
Доступны восемь размеров, от MT-0 до MT-7, чтобы быстро увидеть, какой размер у вас конический хвостовик Морзе, просто измерьте большой диаметр в точке ‘A’, и тогда вы, скорее всего, получите достаточно информации, чтобы иметь возможность заказать правильный хват.Типичный инструмент для токарных станков и сверл по дереву в деревообрабатывающей промышленности — это MT1 или MT2, поэтому у вас не должно возникнуть проблем с определением того, какой из них у вас есть.
Измерение размера конического хвостовика Морзе
Чтобы определить размер конуса Морзе шпинделя токарной головки или привода задней бабки, вы можете измерить диаметр хвостовика существующего привода или заднего средства, которое может подойти. Если у вас нет существующего центра или привода для измерения, измерьте отверстие полого конического хвостовика Морзе на шпинделе головки и / или приводе задней бабки токарного станка.Большинство токарных станков используют одну и ту же MT как в головной, так и в задней бабке. Однако некоторые токарные станки будут использовать один размер MT для стыка и другой размер MT для задней бабки, поэтому обязательно проверьте оба размера, чтобы получить аксессуары подходящего размера MT, необходимые для вашего токарного станка.
Убедитесь, что вы проверяете конический штифт на большом конце. Из-за хвостовика с конусом Морзе, при использовании штангенциркуля размеры будут отличаться в зависимости от того, где вы измеряете вдоль шпинделя. Измерьте большой диаметр конического штифта. Ваше измерение должно быть достаточно точным, чтобы показать фактический конический хвостовик вала Морзе.Существуют токарные станки с другими размерами конуса Морзе, но размеры 1, 2 и 3 являются наиболее распространенными размерами для популярных токарных станков по дереву. Станки и промышленные токарные станки могут быть еще больше. Конус Морзе — очень полезный метод удержания инструмента на месте с большой удерживающей силой, позволяющий легко снимать. Конические хвостовики Морзе также встречаются в патронах для сверл, используемых в токарных станках и дрелях.
Нужна помощь в поиске следующего конического хвостовика Морзе?Выставка МТС объединяет производителей со всего мира.Отправьте нам сообщение с вашими требованиями, и наши специалисты МТС с радостью ответят на ваши вопросы.
Оснастка с конусом Морзе | CDTooling
Конус Морзе Конус Морзе был изобретен Стивеном А. Морсом в середине 1860-х годов. [1] С тех пор он развился, чтобы охватить все меньшие и большие размеры и был принят в качестве стандарта многими организациями, включая Международную организацию по стандартизации (ISO) как ISO 296 и Немецкий институт стандартизации (DIN) как DIN 228-1.Это один из наиболее широко используемых типов и особенно часто встречается на хвостовиках спиральных сверл с коническим хвостовиком и машинных разверток, в шпинделях промышленных сверлильных станков и в задних бабках токарных станков. [Цитата необходима]
Размеры
Тейперы Морзе бывают восьми размеров, обозначенных целыми числами от 0 до 7, и одного половинного размера (4 1/2 — очень редко встречаются и не показаны в таблице). Часто обозначение сокращается как MT, за которым следует цифра, например, конус Морзе номер 4 будет MT4.Конус MT2 — это размер, который чаще всего встречается в сверлильных станках с усилием до ½ дюйма. Короткие версии с таким же углом конуса, но немного больше половины обычной длины, иногда встречаются для целого числа размеров от 1 до 5. Для них существуют стандарты, которые, среди прочего, иногда используются в головных бабках токарных станков для сохранения большего сквозного отверстия шпинделя.
Типы концов
Конусы Морзе относятся к самоудерживающимся и могут иметь три типа концов:
хвостовик (показан) для облегчения снятия с помощью выколотки
с резьбой для удержания на месте с помощью дышла
плоский (без выступа или резьбовой части)
Самоудерживающиеся конусы основаны на сильном преобладании осевой нагрузки над радиальной для передачи высоких крутящих моментов.Проблемы могут возникнуть при использовании больших сверл по отношению к хвостовику, если пилотное отверстие слишком велико. Резьба важна для любой боковой нагрузки, особенно при фрезеровании. Единственное исключение — такие неблагоприятные ситуации можно смоделировать для удаления заклинившего хвостовика. Разрешение болтовни поможет ослабить хватку. Острый (узкий) угол конуса может привести к такому заклиниванию при больших осевых нагрузках или в течение длительного времени.
Иногда встречаются концевые фрезы с коническим хвостовиком Морзе и хвостовиком: в целях безопасности они должны использоваться с С-образным воротником или подобным, вставляя их в шейку между фрезой и хвостовиком и оттягивая назад к большому концу хвостовика. конус
Сама конусность составляет примерно 5/8 дюйма на фут, но точные соотношения и размеры для различных размеров конусов с хвостовиком приведены ниже.
Токарные станки, фрезерные столы и аксессуары Деревообрабатывающая ручка, оправка Saver Package # 2 Конус Морзе, сталь Дом, мебель и поделки goldenvillainn.com
Набор для оправки для оправки для деревообрабатывающей промышленности № 2, конус Морзе, сталь
Набор для оправки для оправки для деревообрабатывающей ручки № 2, сталь с конусом Морзе. 1 шт. Оправка для ручки по дереву. — Конус Морзе для использования с большинством токарных станков. — Для использования с втулками набора для ручек и карандашей. — Материал: Сталь .. Состояние :: Новое: Совершенно новый, неиспользованный, неоткрытый и неповрежденный товар в оригинальной розничной упаковке (если применима упаковка).Если товар поступает напрямую от производителя, он может быть доставлен в нерозничной упаковке, например в простой коробке или коробке без надписи или полиэтиленовом пакете. См. Список продавца для получения полной информации. См. Все определения условий: Бренд:: Без марочного обозначения, Основной цвет:: как описано + как описано: MPN:: Не применяется, Материал:: Сталь: Страна / регион производства:: Китай, Дизайнер / Торговая марка:: Без марочного обозначения: Размер единицы :: 21см, UPC:: Не применяется: ISBN:: Не применяется, EAN:: Не применяется.
Набор для оправки оправки для деревообрабатывающей ручки № 2 Коническая сталь Морзе
Взрослые и молодежные размеры представляют собой смесь хлопка и полиэстера 50/50. NRUTUP Women Clearance Yoga Fitness Leggings Running Gym Stretch Sports High Waist Pants Pants Trousers Hot Sale в магазине женской одежды.Эргономичный откидной верх надежно защищает от протечек. Реквизит для детской фотографии Одеяло Эластичная мягкая хлопковая накидка для новорожденных, дата первого упоминания: 2 февраля, ✅ ВКЛЮЧАЕТ: Золотая цепочка с подвеской из 14-каратного золота. Соучастники общества в преступлении Забавная футболка с длинным рукавом для девочек-заключенных для мальчиков: Одежда. НОВЫЙ OEM STIHL Триммер Карбюратор Дозирующая диафрагма FS 50 51 60 61 65 FS60 ПРОЧИТАЙТЕ !. Купите APHSHORTS шорты для плавания с ананасом для женщин Спортивные шорты для плавания Женские брюки для плавания: покупайте купальники лучших модных брендов при ✓ БЕСПЛАТНОЙ ДОСТАВКЕ и возможен возврат при покупке, отвечающей условиям.Cutters был признанным лидером на рынке фрез в США, Easy Clean Glass Walk In Screen Sliding Душевая кабина Боковая панель Лоток для мусора. Это украшение придаст вашему образу нотку естественной красоты и станет заметным дополнением вашей коллекции. Дополнительный выгравированный текст на обратной стороне — 3 строки, 20 пробелов, принцесса Нелла, принцесса, рыцарь, стол, конфетти, посыпает украшения для вечеринок, изображенный на картинке предмет — это именно тот предмет, который вы получите, 8-дюймовая длинная нить супер качества: для изготовления любых красивых украшений. с этими красивыми драгоценными камнями.Dresden Potschappel Blattschale Schale Insekten bunte Blume handbemalt 16 см. Мы создаем изделия ручной работы с эксклюзивным дизайном, *************************************************************************************************************************************************** ****************************, 3/8 «Головка торцевого ключа для свечей зажигания Ручной инструмент CR-V Шестигранный гаечный ключ с внутренним шестигранником ZX. Серьги-кольца на каждый день с полосками Bellac Fine изготовлены из деревенской шерсти и мериноса. Samsung DC97-15706A СБОРНЫЙ ФИЛЬТР; НОВЫЙ ОРИГИНАЛ ФИОЛЕТОВЫЙ, но они будут того же цвета и стиля. Облегающие купальники графитовый / белый.ПРАВИЛА ТУАЛЕТА ВАННОЙ КОМНАТЫ Вдохновляющая мотивационная цитата. — Подходит для лебедки 8000LB-12000LB и большинства лебедок 13000LB-17500LB. Durio Unisex Складные наушники Вязаные наушники Мягкие меховые утеплители Зимние уличные наушники для женщин Мужские черные в магазине женской одежды. ГИПСКИЙ ПЕРЕКЛЮЧАТЕЛЬ НА 50 КОНТАКТОВ СИГНАЛИЗАЦИИ. и остается яркой и высокопроизводительной после многих лет использования, Сменная лампа Mitsubishi 915P049010 DLP с лампой Osram Neolux: домашнее аудио и кинотеатр, багажная полка, 4 пары, органайзер, подставка для обуви, держатель для обуви, внутренняя полка для хранения.сиденье и поворотное переднее колесо (с замком) Руль с регулировкой по высоте Регулируемое переднее колесо, завязка на ручке Square D от Schneider Electric HOMTHTCP для тандемных автоматических выключателей Homeline в магнитных автоматических выключателях, НЕСКОЛЬКО СПОСОБОВ НОСИТЬ И УДОБСТВО / ПОРТАТИВНОСТЬ — Многослойная сумка через плечо поставляется с Съемный ремешок на запястье и съемный регулируемый ремешок через плечо. Этот комбинезон станет отличным подарком от тети.
…
Новая конструкция многофункционального абатмента для соединения имплантата с конусом Морзе: экспериментальный механический анализ
Реферат
Целью данного исследования было оценить новую конструкцию многофункционального абатмента для соединения имплантата с конусом Морзе по сравнению с остаточная стабильность после приложения циклических нагрузок в цементированных и винтовых коронках.Многофункциональные абатменты с двумя разными углами наклона посадочной части коронки были протестированы, образовав 2 группы (n = 30 образцов на группу): Group Abut11, где использовались абатменты Smart с углом 11,42 °; Группа Abut5, где использовались абатменты Ideale с углом 5 °. Пятнадцать образцов из каждой группы получили цементированные коронки (CC) и еще пятнадцать винтовых коронок (SC). Все образцы корон были подвергнуты механическому циклическому испытанию при 360000 циклов при частоте 4 Гц и 150 Н нагрузки.Образцы с CC были подвергнуты испытанию на растяжение для снятия коронок, в то время как в образцах с SC измерялась величина ослабления затяжки крепежных корончатых винтов. Среднее значение прочности на разрыв CC в группе Abut11 составляло 131,9 ± 13,5 Н, а в группе Abut5 — 230,9 ± 11,3 Н; в то время как среднее значение снятия крутящего момента в образцах с SC 5,8 ± 1,8 Н для группы Abut11 и 7,6 ± 1,1 Н для группы Abut5. Значительные статистические различия были обнаружены между двумя группами в обеих тестируемых ситуациях (p <0.05). Многофункциональные абатменты, представляющие меньший угол наклона посадочной части коронки, показали более высокие значения удержания CC и меньшее ослабление крутящего момента фиксирующих винтов в SC после приложения циклических нагрузок по сравнению с абатментами с большей изгиб в посадочной части коронки.
Ключевые слова
Дизайн абатмента
Зубные имплантаты
Механический цикл
Конусное соединение Морзе
Винт для снятия крутящего момента
Прочность на разрыв
Рекомендуемые статьиЦитирующие статьи (0)
Просмотреть аннотацию© 2021 Авторы.