Серый чугун представляет собой сплав железа и углерода, графит в котором имеет вид хлопьевидных, пластинчатых или волокнистых включений. Такое название данный сплав получил благодаря виду излома, который имеет характерный серый цвет. Своим цветом серый чугун обязан количеству свободного графита – именно он, а не форма графитных включений в сплаве, является цветообразующим.
Существуют разные виды серого чугуна, которые имеют буквенно-цифровое обозначение, где цифры являются показателем предела прочности в кг/мм2. Среди них существуют основные: СЧ 10, СЧ 15, СЧ 20, СЧ 25, СЧ 30, СЧ 35, и дополнительные марки серого чугуна: СЧ 18 и СЧ 21. Последние используются для изготовления отливок по требованию потребителя. В отдельную группу марок выделены серые высокопрочные чугуны, в составе которых присутствует графит, имеющий глобулярную форму в результате его модифицирование магнием, царием, а также другими элементами. Данный тип чугуна имеет буквенную маркировку ВЧ, после которой цифрами указывается прочно, а через дефис указывается относительное удлинение в процентах.
Например, ВЧ 60 -2.
Получение серого чугуна осуществляется путем восстановительных процессов с использованием углеродного топлива (кокса). Основным и единственным материалом для данного процесса являются железные руды. В процессе получения серого чугуна, происходит не только восстановление окислов железа, но и наполнение сплава свободным углеродом.
Серый чугун. Свойства
В зависимости от процентного содержания свободного углерода в сплаве, серый чугун может обладать теми или иными механическими свойствами. Среди них можно выделить наиболее важные качества, которыми являются его литейность (или жидкотекучесть), а также малая усадка при застывании. Указанные свойства сплава позволяют изготавливать из него отливки сложной формы. Также стоит сказать, что выполненные из серого чугуна детали имеют достаточно высокую устойчивость к воздействию на них внешних концентраторов напряжения при циклических нагрузках, а также обладают высоким коэффициентом поглощения колебаний при вибрациях деталей.
Серому чугуну присущи высокие прочностные свойства.
Толщина стенок отливки влияет на временное сопротивление (или предел прочности) серого чугуна. В связи с тем, что данный сплав в своем составе имеет пластинчатые формы графитных включений, то он является хрупким. Это связано с тем, что характерные пластинчатые графитные включения выполняют роль множественных надрезов в чугуне. Серый чугун имеет следующую прочность: 100 МПа для СЧ 10 и 350 МПа для СЧ 35. Не смотря на то, что данный сплав обладает достаточно низкой прочностью на изгиб и высокой хрупкостью, ему присущий достаточно высокий показатель прочности на сжатие.
Благодаря своей износостойкости, чугун является основным материалом для изготовления тех деталей, которые функционируют при большом трении. В силу своих свойств, обработка серого чугуна возможна далеко не всеми способами. Так, например, большое содержание углерода в составе сплава, которое является основным условием при получении чугуна, не позволяет производить с данным сплавом сварочные работы.
Они практически невозможны. Однако, учитывая технический прогресс и современные методы, все же некоторые условия позволяют совершить с серым чугуном подобные манипуляции. К специальным условиям относятся: предварительный и качественный прогрев делателей, применение специальных электродов с высоким содержанием углерода. Но даже при всех правильно созданных условиях и сварке, структура металла шва имеет существенные отличия от первоначального материала. Для того, чтобы избежать напряжений в зоне шва, сваренные чугунные детали охлаждаются достаточно медленно.
Структура серого чугуна
Основными компонентами чугуна являются железо и углерод, который содержится в сплаве обязательно в количестве, большем, чем 2,4%. Зачастую содержание углерода колеблется в пределах от 2,9 до 3,7%. Не смотря на то, что углерод является основным компонентом, он является не единственным, и в составе серого чугуна обязательно присутствуют другие составляющие, в частности, кремний, без которого не возможно образование графита. Большую роль на формирование внутренней структуры сплава играют условиях охлаждения после затвердевания и само время остывания. В зависимости от этого чугун может обладать ферритной, ферритно-перлитной или сугубо перлитной металлической основой. Чем быстрее происходит охлаждение чугуна, тем большую долю в своем составе он имеет перлита, что, в свою очередь, отображается на его прочности – она возрастает, однако, вместе с этим существенно снижается его пластичность. Каждая определенная марка чугуна, имеющая оптимальные для конкретного случая сочетания свойств, применяется в совершенно конкретной области. Структурные компоненты серого чугуна обозначаются условно по ГОСТ 3443-87. Например, обозначение пластичного графита, содержащегося в сером чугуне по ГОСТ будет иметь маркировку ПГ. Графит в структуре серого чугуна может иметь различные формы:
пластинчатую прямолинейную, имеющую обозначение ПГ ф1;
пластинчатую завихренную, которая обозначается ПГ ф2;
игольчатую – ПГ ф3;
гнездообразную — ПГ ф4.
Структура чугуна имеет очень важное значение для того, чтобы в дальнейшем можно было получить необходимые свойства отливки. В связи с этим, очень важное значение имеют все технологические режимы плавки и заливки при работе с серым чугуном.
Применение серого чугуна
Серый чугун благодаря своим уникальным свойствам в сочетании с достаточно низкой стоимостью является тем материалом, который нашел свое широкое применения, в первую очередь, для изготовления деталей, на которые воздействуют незначительные механические нагрузки. Таким образом, данный вид материала является очень популярным и востребованным в таких сферах человеческой деятельности, как машиностроение, строительство, сантехнические работы и многое другое. Также его применяют при изготовлении различных предметов повседневного обихода, кухонной посуды и т.д.
Серый чугун — это сплав железа с углеродом, который при охлаждении металла образуется в виде хлопьевидных или пластинчатых включений. Содержание углерода в сплаве превышает 2,14%, что выше нормальной растворимости. Этим сплав и отличается от стали, в которой углерод полностью растворен и отсутствует в виде отдельных включений, структура которых определяет их как графит.
Серый чугун
Основные характеристики
Серый чугун лежит в основе черной металлургии, поскольку получается в результате восстановления железных руд при помощи углеродного топлива (кокса). В результате, кроме химической реакции восстановления окислов железа, сплав дополнительно насыщается свободным углеродом.
Высокое содержание углерода в свободном состоянии определяет механические свойства серого чугуна. Одно из основных качеств, которые позволяют использовать серый чугун не только в качестве передельного металла, это его высокие литейные качества и малая усадка при застывании. Расплавленный металл имеет высокую текучесть, поэтому из него можно выполнять отливки сложной формы.
Плиты серого чугуна
Ограничение по использованию изделий из серого чугуна обусловлено тем, что он имеет низкую прочность на изгиб, высокую хрупкость. Вместе с тем прочность серого чугуна на сжатие очень высока.
Несмотря на высокую хрупкость, такая характеристика, как износостойкость чугуна, позволяет использовать его в изделиях, работающих в условиях трения. В данных условиях сильное влияние оказывают антифрикционные свойства сплава.
Наличие большого количества углерода снижает плотность серого чугуна по сравнению с большинством сортов стали и составляет от 6,8 до 7,3 т на м3.
Из-за наличия вкраплений углерода сварка серого чугуна практически невозможна. Существуют технологии сварки при наличии определенных условий. Это предварительный нагрев деталей, использование специальных высокоуглеродистых электродов, но все равно, структура металла шва сильно отличается от основного материала. Свариваемые детали должны медленно охлаждаться для устранения напряжений в зоне шва.
Химический состав и структура
В химический состав сплава, кроме железа и углерода, входит также некоторое содержание кремния. Свойства сплава зависят от условий охлаждения, поскольку время изменения температуры влияет на формирование внутренней структуры материала.
При медленном остывании образуются крупные кристаллы железа, и соединения металла с углеродом приобретают перлитную основу. Медленное остывание вызывает рост геометрических размеров не только кристаллов железа, но и включений углерода, поэтому, перлитный металл имеет высокую прочность, но повышенную хрупкость.
Микроструктура серого чугуна
В условиях быстрого охлаждения углерод не успевает сформировать крупные включения графита, поэтому сплав приобретает ферритную структуру.
Ферритный серый чугун имеет несколько меньшую хрупкость, чем перлитный.
Выбирая режим охлаждения литой заготовки, можно определенным образом влиять на итоговые свойства материала, в зависимости от предъявляемых требований.
Применение
Серый чугун широко применяется при литье изделий, для которых важна высокая прочность на сжатие. Это свойство важно, главным образом, при изготовлении литых станин инструментального парка. Применение материала ограничивается повышенной хрупкостью изделий при наличии значительных изгибающих усилий.
Изделие из серого чугуна
Ранее широко использовались хорошие литейные свойства материала при изготовлении различных изделий бытового и промышленного назначения. Разнообразная кухонная и бытовая утварь – чугунки, сковороды, утюги, изготовленная литьем при минимальной последующей обработке имела низкую себестоимость и легкость в производстве.
В настоящее время при помощи литья изготавливают также высоконагруженные элементы машин, где они не подвергаются изгибающим нагрузкам. Это поршни и цилиндры двигателей внутреннего сгорания.
Детали высокой прочности, отлитые из серого чугуна, имеют минимальную стоимость и высокий срок службы. Без преувеличения можно сказать, что литые станины и корпуса станков являются практически вечными по сравнению с остальными элементами устройства.
свойства, применение, структура и особенности
Изначально технология литья чугуна была впервые освоена в Китае еще в Х веке, после чего нашла широкое распространение в других странах мира. Основа чугуна – это сплав железа с углеродом и другими компонентами. Отличительной особенностью является то, что в своем составе чугун содержит более 2 % углерода в виде цементита, чего нет в других металлах. Ярким представителем такого сплава можно назвать белый чугун, который используется в машиностроении для изготовления деталей, в промышленности и в быту.
Внешний вид
Сплав обладает белым цветом на изломе и характерным металлическим блеском. Структура белого чугуна – мелкозернистая.
Свойства
В сравнении с другими металлами, железоуглеродистый сплав имеет такие характеристики и свойства:
высокая хрупкость;
повышенная твердость;
высокое удельное сопротивление;
низкие литейные свойства;
низкая обрабатываемость;
хорошая тепловая стойкость;
большая усадка (до 2 %) и плохое заполнение литейных форм;
низкая ударная устойчивость;
высокая износостойкость.
Металлическая масса обладает большой коррозийной стойкостью в соляной или азотной кислоте. Если в структуре имеются свободные карбиды, то при помещении чугуна в серную кислоту будет наблюдаться коррозия.
Белые чугуны, в составе которых имеется меньший процент углерода, считаются более устойчивыми сплавами к высоким температурам. За счет повышенной механической прочности и вязкости, что появляются при воздействии высоких температур, минимизируется образование трещин в отливках.
Состав
Железоуглеродистый сплав считается более дешевым материалом, в сравнении со сталью. Белый чугун содержит в себе железо и углерод, что находятся в химически связанном состоянии. Избыточный углерод, который не присутствует в твердом растворе железа, содержится в объединенном состоянии в виде карбидов железа (цементит), а в легированном чугуне в виде специальных карбидов.
Виды
В зависимости от количества содержания углерода в белый чугун подразделяется на такие виды:
Доэвтектический вмещает от 2,14 % до 4,3 % углерода и после полного охлаждения приобретает структуру перлита, вторичного цементита и ледебурита.
Эвтектический содержит 4,3 % углерода и обладает структурой в виде светлого фона цементита, который усеян темными зернами перлита.
Заэвтектический имеет от 4,3 % до 6,67 % углерода в своем составе.
Применение
Исходя из вышеперечисленных свойств, можно сделать вывод, что практиковать термическую и механическую обработку белого чугуна не имеет смысла. Свое основное применение сплав нашел только в виде отливки. Следовательно, наилучшие свойства белый чугун получает только при соблюдении всех условий отливки. Данный способ обработки активно применяется, если необходимо изготовить массивные изделия, которые должны обладать высокой поверхностной твердостью.
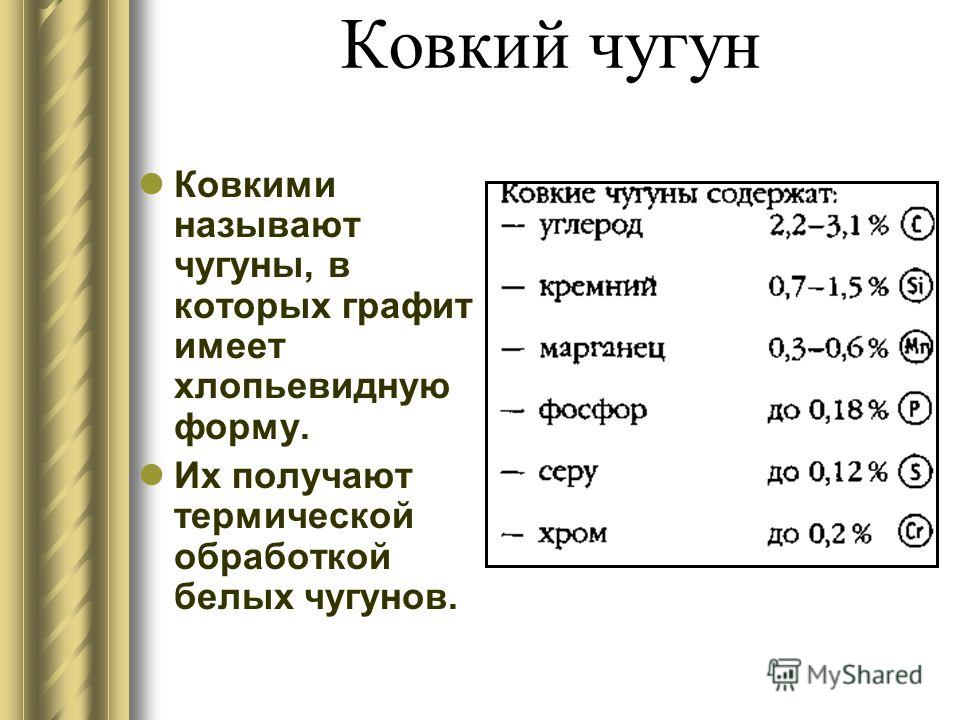
Помимо этого, производится отжиг белого чугуна, в результате чего получают ковкие чугуны, что служат для изготовления тонкостенного литья, например:
автомобильных деталей;
изделий для сельского хозяйства;
деталей для тракторов, комбайнов и др.
Сплав также используют для изготовления плит с ребристой или гладкой поверхностью, а также активно применяют для производства стали и серого чугуна.
Применение белых чугунов в сельском хозяйстве в виде конструктивного металла довольно ограничено. Чаще всего железоуглеродистый сп
Виды чугуна и его основные свойства
Для создания промышленных машин, оборудования, посуды, батарей отопления и многих других деталей применяется чугун. Он представляет собой высококачественный и прочный материал, который по свойствам превосходит различные виды металла. Если вас интересует литье высокопрочного чугуна, то вы можете обратиться к специалистам на https://metalyt.com/uslugi-litya/lite-chuguna/lite-vyisokoprochnogo-chuguna/. Профессионалы имеют большой опыт, качественное оборудование для изготовления. Рассмотрим основные разновидности чугуна, какие свойства и преимущества использования можно выделить.
Основные виды
Итак, прежде, чем выбирать для покупки данный материал, нужно выбрать тот вид чугуна, который вам требуется. Есть несколько основных вариантов:
Высокопрочный. Он применяется для того, чтобы сделать конструкцию или другой элемент более стойким к механическим нагрузкам.
То есть, более прочным. Изготовляют данный вид чугуна из серого материала. Для того, чтобы сделать свойства материала лучше, применяется магний;
Ковкий. Это разновидность серого материала. Главная особенность данного материала в том, что он отличается высоким уровнем пластичности. Для того, чтобы изготовить ковкий материал применяется белый чугун;
Половинчатый. Одна часть данного чугуна имеет в составе графит, а другая часть в виде цементита.
Основные плюсы и минусы
Что касается плюсов данного материала, то можно выделить следующие свойства и качества:
За счет того, что чугун может находиться в двух состояниях, есть две разновидность данного материала: белый и серый;
Высокий уровень прочности. По уровню данного свойства, чугун можно сравнить со сталью;
Материал отлично сохраняет тепло. Именно за счет этого используется чугун для изготовления посуды, ванны и так далее;
Безопасность. Использовать чугун безопасно, так как это экологически чистый материал;
Различные химикаты, в том числе щелочи и кислота, никак не повлияют на качество чугуна;
Срок эксплуатации чугуна длительный.
Что касается минусов, то здесь можно выделить такие особенности материала:
Чугун плохо защищен от влаги, именно поэтому на поверхности часто образуется ржавчина;
Стоимость материала довольно высокая;
Если вы выбираете белый чугун, то стоит знать, что он довольно хрупкий.
Итак, чугун – отличный материал, который считается универсальным в использовании. Но важно знать его основные виды, свойства и особенности применения.
Структура, свойства и применение чугунов
⇐ ПредыдущаяСтр 4 из 11Следующая ⇒
Чугуны – это сплавы на основе железа, содержащие от 2 до 5 % углерода, а также марганец, кремний и вредные примеси. Это литейный и передельный материал.
Допустимые количества полезных и вредных примесей в чугунах примерно в 5-10 раз больше, чем в сталях.
В зависимости от того, в какой форме содержится углерод, различают следующие виды чугунов: белые, в которых весь углерод связан в карбид железа Fe3C (рис. 12, а), серые с пластинчатым графитом (рис. 12, б), ковкие – с хлопьевидным графитом (рис. 12, в) и высокопрочные – с шаровидным графитом (рис. 12, г).
Рис.12 . Виды чугунов:
а – белый заэвтектический; б – серый; в – ковкий; г – высокопрочный
(б, в, г – структура металлической основы не показана)
Белые чугуны содержат углерод только в связанном виде – в виде цементита. В зависимости от содержания углерода они подразделяются на доэвтектические, эвтектические и заэвтектические. В структуру любого белого чугуна входит эвтектика – ледебурит. В момент образования он состоит из аустенита и цементита, а при температуре ниже 7270C – из перлита и цементита.
Излом белого чугуна светлый, блестящий – «белый», отсюда и название. Твердость составляет 450-500HB, материал очень хрупкий и твердый. Резанием (лезвийным инструментом) не обрабатывается, для изготовления деталей не используется.
Применяют отбеленные чугунные детали, у которых сердцевина имеет структуру серого чугуна, а с поверхности есть слой белого чугуна толщиной 5-7 мм. Так можно изготавливать прокатные валки, тормозные колодки, шары мельниц для размола горных пород, лемехи плугов, зубья ковшей экскаваторов, доски в драгах, – то есть, изделия, от которых требуется высокая твердость и износостойкость поверхности.
Для получения структуры белого чугуна в отливке необходимо быстрое охлаждение, а также минимальное содержание кремния и присутствие марганца и хрома («отбеливающих» компонентов).
Главное назначение белого чугуна – передел в ковкий чугун.
Серые чугуны.В сером чугуне весь углерод или его часть находятся в свободном виде – в виде графита. Диаграмма состояния железо – цементит является метастабильной (неравновесной). При очень медленном охлаждении расплавленного чугуна реализуется стабильная, равновесная диаграмма железо – графит. Ее точки и линии смещены чуть влево и вверх.
а б
Рис.13 . Равновесная диаграмма состояния железо-графит (а)
и схема, иллюстрирующая вероятность образования графита и цементита (б)
Графит в сером чугуне – это кристаллы сложной формы – «розетки», растущие из одного центра в виде сильно искривленных лепестков (рис. 70, а). В плоскости шлифа графит виден как отдельные пластинки, прямолинейные или изогнутые, так как плоскость шлифа пересекает графитные лепестки. Такой графит называют пластинчатым.
Металлическая основа серого чугуна может быть ферритной, перлитной или смешанной – феррито-перлитной (рис. 14,б). Излом серого чугуна темно-серого цвета, а в ферритном чугуне, в котором весь углерод содержится в виде графита, – бархатно-черного.
Механические свойства серых чугунов зависят от структуры основы и от количества, формы и размеров графитовых включений. Перлитные серые чугуны тверже и прочнее, ферритные – наименее прочные, феррито-перлитные – имеют промежуточные характеристики. Графит играет роль надрезов, трещин в металлической основе. Прочность графита при растяжении несопоставима с прочностью металла, поэтому пластичность чугунов очень мала (δ ≤ 0,5%), а предел прочности при растяжении значительно ниже, чем у стали. Но на сжатие графит работает хорошо.
Серый чугун – самый дешевый литейный сплав. Имеет высокую жидкотекучесть и малую усадку, что позволяет получать тонкостенные фасонные отливки. Хорошо обрабатывается резанием: дает мелкую сыпучую стружку, графит является твердой смазкой и уменьшает тем самым износ инструмента. Благодаря графиту, в сером чугуне быстро затухают механические колебания, в том числе звуковые, что позволяет уменьшить шум при работе оборудования. Чугун нечувствителен к надрезам на поверхности деталей (в отличие от стали).
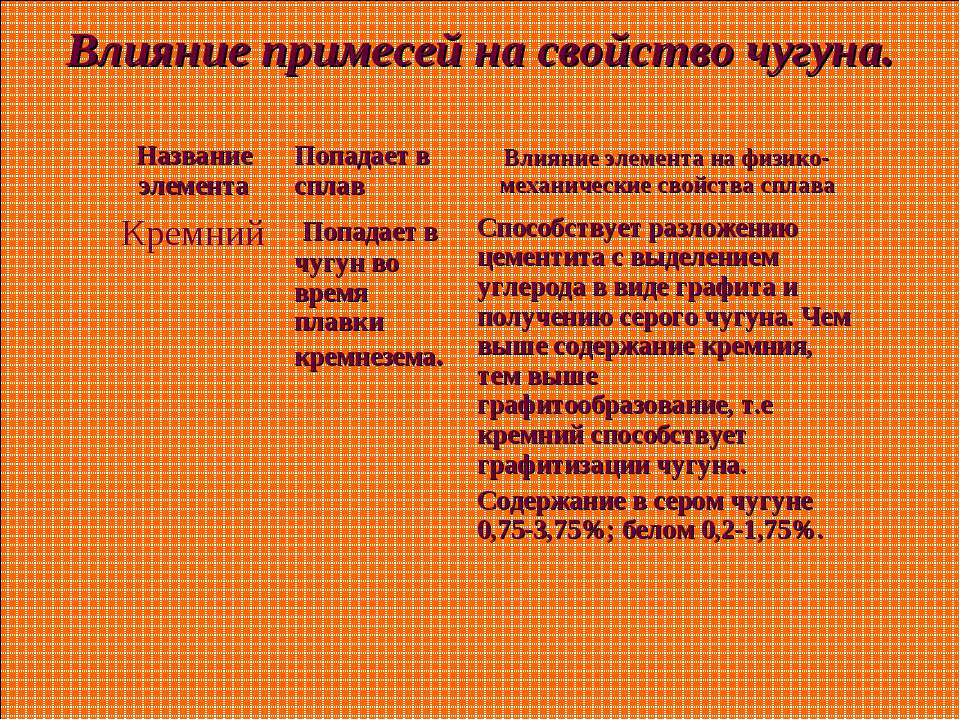
Детали из чугуна изготавливают литьем с последующей обработкой резанием. Для получения структуры серого чугуна в отливке сплав должен содержать много кремния и углерода, но мало марганца, чтобы не образовался цементит.
ГОСТ 1412-85 включает 6 основных марок серого чугуна. Чугун – единственный сплав, в марке которого зашифрован не химический состав, а механические свойства. Например, марка СЧ12 означает: серый чугун с пределом прочности при растяжении 120 МПа (12 кг/мм2).
Серые чугуны применяют для изготовления деталей, работающих с небольшими нагрузками, в основном, на сжатие. Это могут быть колонны, опоры, корпуса, станины, крышки, суппорты, зубчатые колеса, канализационные трубы, ванны, батареи.
Высокопрочные чугуны.В высокопрочных чугунах графит имеет шаровидную форму. Они содержат 2,7-3,5 % углерода. Их модифицируют в ковше магнием (0,02-0,08 %). Модификатор не позволяет растущему кристаллу графита принять естественную форму розетки. Атомы магния образуют тонкий слой на поверхности зародыша графита, увеличивая его поверхностную энергию. Стремление системы к минимальной свободной энергии приводит к тому, что графит кристаллизуется в виде шариков (у шара поверхность при заданном объеме минимальна). Металлическая основа может быть такой же, как у серых чугунов (рис. 15).
Такой вид чугунов был создан с целью повышения механических свойства чугуна, сохранив его преимущества перед сталью. Предел прочности при растяжении sВ и относительное удлинение δ у высокопрочных чугунов выше, чем у серых, так как шаровидные включения графита – более мягкие концентраторы напряжения, чем пластинчатые (см. рис. ).
Маркировка высокопрочных чугунов по ГОСТ 7293-85 аналогична маркировке серых. Например, ВЧ90 означает: высокопрочный чугун с пределом прочности при растяжении 900 МПа (90 кг/мм2).
Такие чугуны выдерживают значительные растягивающие нагрузки, поэтому применяются для более ответственных деталей: кузнечно-прессового оборудования, станин прокатных станов, коленчатых валов автомобилей, поршней, вентилей, крыльчаток, распределительных валиков. Отливки из высокопрочного чугуна широко используются в автомобиле- и тракторостроении вместо более дорогих стальных поковок. Их можно подвергать упрочняющей термообработке. Есть смысл выплавлять легированные высокопрочные чугуны для особых условий эксплуатации – с повышенной вязкостью при отрицательных температурах, жаропрочные, коррозионно-стойкие.
Ковкие чугуны.В ковких чугунах графит имеет хлопьевидную форму. Такой графит получается при отжиге белого доэвтектического чугуна с содержанием углерода 2,5-3 %. Его еще называют углеродом отжига.
При нагреве до температур, близких к солидусу, цементит в белом чугуне распадается на исходные компоненты: железо и углерод.
Fe3C → Fe + C.
Режим отжига может быть различным. Во время выдержки при температуре 1000 ºC распадается цементит эвтектики и получается перлитный ковкий чугун (рис. 16, режим а). Если сделать отжиг в две стадии, с выдержкой вначале немного ниже 1147 ºC, а затем чуть ниже температуры перлитного превращения, то на первой стадии распадется цементит эвтектики, а на второй – цементит, входящий в перлит (рис. 16, режим б). При таком режиме получается ферритный ковкий чугун, самый мягкий и пластичный (рис. 17, а). Отжиг на ковкий чугун – длительная процедура, он занимает до 70-80 часов. Поэтому ковкий чугун самый дорогой.
Рис. 17. Ферритный (а) и перлитный (б) ковкий чугун
Маркировка ковких чугунов по ГОСТ 1215-92 включает характеристику не только прочности, но и пластичности. Например, КЧ45-7 означает ковкий чугун с пределом прочности при растяжении 450МПа (45 кг/мм2) и относительным удлинением 7%. Но несмотря на повышенную пластичность материала, название «ковкий» – условное, ковать его нельзя.
Ковкие чугуны применяют для мелких деталей, работающих с вибрациями, ударами: крюков, скоб, картеров, ступиц и т.д.
Читайте также:
СТРУКТУРА, СВОЙСТВА И НАЗНАЧЕНИЕ ЧУГУНА — Студопедия
Из чугуна можно изготовлять изделия практически любого размера и сложности: от сковородок, до коленчатых валов, великолепных изделий искусства. Из всех литых конструкционных материалов он остается главным. О технологичности чугуна можно судить по данным таблицы 6.
За многие сотни лет до появления стали чугун использовали прежде всего в земледелии (серпы, мотыги), а также в быту и для ритуальных целей. На Востоке в древности из чугуна отливали колокола, огромные скульптуры и мелкие монеты.
Чугуны обладают широким диапазоном свойств и структур. В отличие от стали они обладают высокими литейными свойствами и низкой способностью к пластической деформации. Их технологические свойства зависят от структурных составляющих.
Таблица 6
Технологические свойства литых сплавов
Технологическое свойство
Место литейного сплава по технологическим свойствам
СЧ 20
Сталь 40 Л
Алюминиевый сплав
Сплав магния
Бронза
Жидкотекучесть
I
III
II
V
IV
Усадка
V
I
IV
III
II
Трещиноустойчивость
I
IV
II
V
III
Обрабатываемость
III
V
I
IV
II
Свариваемость
V
I
III
II
IV
Структура чугуна может быть из смеси феррита (Ф) – твердого раствора углерода в железе, цементита (Ц) – химического соединения железа и углерода, перлита (П) – механической смеси цементита (Ц) и феррита (Ф), а также графита (Гр). Причем в перлите всегда содержится 0,8 % углерода. Особенность чугуна и заключается в том, что углерод в нем может находиться в различном состоянии: в свободном (Сгр), образуя включения графита, залегающего в металлической основе; в химическом связанном (Ссв) – в виде зерен цементита. В структуру чугуна может одновременно входить как графит, так и цементит в различном соотношении.
В зависимости от состояния углерода различают белые, серые и половинчатые чугуны. В табл. 7 приведена характеристика чугунов с различной степенью графитизации, из которой также видно, что для деталей ответственного назначения наилучшим является перлитный: он занимает среди других чугунов первое место по прочности и вязкости и среднее – по твердости. Кроме того, такой чугун обладает повышенными износостойкостью и термической выносливостью, что делает его наиболее приемлемым конструкционным материалом машиностроения. Форма графитных включений может быть различной: пластинчатая, точечная, хлопьевидная, шаровидная, стручкообразная (вермикулярная).
Таблица 7
Распределение чугунов по их структуре и свойствам
Наименование чугуна
Структура
Место по свойствам
Прочность
Твердость
Вязкость
Белый
П-Ц
IV
I
V
Половинчатый
П-Ц-Гр
II
II
IV
Перлитный
П-Гр
I
III
I
Перлито-ферритный
П-Ф-Гр
III
IV
II
Ферритный
Ф-Гр
V
V
III
Белый чугун твердый, хрупкий, износостойкий, поэтому его используют, в основном, как полуфабрикат для производства ковкого чугуна, а также для деталей, работающих на износ (прокатные валки, тормозные колодки, рабочие органы дробилок и мельниц) и подвергающихся воздействию высоких температур (колосники, футеровки классификаторов и т. п.).
Большинство отливок производится из серого чугуна – конструкционного материала для производства деталей машин. Структура серого чугуна – это металлическая основа, аналогичная стальной, в которой залегают неметаллические графитные зерна, резко ее ослабляющие. Поэтому иногда говорят, что чугун – это «сталь, испорченная графитом». Но графит в чугуне, хотя и снижает его механические свойства, зато придает сплаву ряд иных, весьма важных характеристик (например, более высокие технологические свойства).
В ковком чугуне графит находится в хлопьевидной форме. Название ковких чугунов условное, т.к. изделия из них получают литьем, и пластической деформации они не подвергаются. Такой чугун получают из белого при специальной термической обработке (отжиге). Отливки из ковких чугунов применяют для деталей, работающих при ударных и вибрационных нагрузках (картеры, редукторов, фланцы, муфты).
Структура и свойства чугуна определяются не только химическим составом, но и скоростью охлаждения отливки. Заливая чугун одного и того же состава в формы с различной скоростью охлаждения, можно получать разные по структуре чугуны.
Pig-iron (англ.), Sohweineeisen (нем.) – “свиное железо”, в русском закрепилось слово “чушка”, обозначающее брусок металла, обычно цветного, отлитого в открытую сверху форму. Первоначально “pig-iron” называли получавшийся одновременно с железной крицей нежелательный хрупкий чугун. Затем чушками начали называть чугунные слитки, которые использовали для переплава на сталь. Из-за хрупкости чугун считали отходом производства и выбрасывали. Позже заметили, что он обладает хорошими литейными свойствам, и из него стали отливать пушки, ядра, архитектурные украшения.
В 1948 — 1949 гг. почти одновременно в США, Англии и СССР был создан новый чугун – высокопрочный с шаровидным графитом. Он имеет большую пластичность, прочность и вязкость, его даже можно ковать почти как сталь. По механическим свойствам значительно превосходит серый чугун.
Отличие химических составов чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом – в ничтожно малом количестве (сотые доли процента) глобуляризующей добавки, обеспечивающей графиту шаровидную форму. Именно потому, что новый материал мало отличается от серого чугуна по строению и составу, его отнесли к чугунам, но к чугунам с особо высокими свойствами. Вначале его даже называли «сверпрочным чугуном».
Высокопрочный чугун превосходит сталь по таким свойствам, как: износостойкость, термическая выносливость (хорошо сопротивляется действию циклических нагревов), теплоустойчивость (сохраняет свойства при повышенных температурах), коррозионностойкость в агрессивных средах.
Каким же образом удается получать вместо обычного хрупкого, малопрочного и непластичного сплава новый конструкционный материал, обладающий технологическими свойствами, приближающимися к характеристикам серого чугуна, по служебным же свойствам превосходящий сталь ?
В качестве глобуляризирующей добавки (модификатора) используют, в основном, магний, реже – церий, хотя такими свойствами обладают кальций, литий, иттрий. Большое значение имеет способ ввода магния. Существует большое количество таких способов, предложены сотни глобуляризирующих лигатур. Например, магний вводится в металл, в «стаканчике», прикрепленном к штанге, или прямо в литейную форму.
Из высокопрочного чугуна изготавливают поршни, поршневые кольца, распределительные валы, головки и блоки цилиндров, трубы грузовых систем танкеров и др.
У чугуна с вермикулярным графитом средние между свойствами серого и высокопрочного показатели прочности вязкости, пластичности, но меньше, чем у серого чугуна, склонность к скорости охлаждения, и более высокие, чем у высокопрочного чугуна с шаровидным графитом, стойкость против термических ударов, теплопроводность, циклическая вязкость, более низкий коэффициент термического расширения. А главное – у него ряд преимуществ перед высокопрочным чугуном с шаровидным графитом по технологическим свойствам.
Чугун с вермиулярным графитом успешно можно применять для деталей сложной конструкции, работающих при повышенных нагрузках, испытывающих большие ударные нагрузки, требующих повышенных износостойкости, демпфирующей способности, термической выносливости. Благодаря хорошим литейным свойствам и обрабатываемости производство деталей из такого чугуна более экономично, чем из чугуна с шаровидным графитом.
Наиболее широкое распространение получили износостойкие чугуны. Износ, т.е. процесс истирания, разрушения поверхности детали при трении о другую поверхность, встречается в большинстве изделий.
Немагнитные чугуны, относящиеся к группе высоколегированных, широко используют в электропромышленности и приборостроении.
Большинство деталей современных машин работает в условиях значительных повторно-переменных нагружений, что требует хорошей выносливости, ибо сплавы, как и человек, устают. Пожалуй, нет сплава, который бы работал в условиях повторно-переменных нагрузок более надежно, чем чугун.
Научившись лить чугунные изделия в песчаных формах в начале XV в., русские мастера раньше других в Европе использовали его для сложных отливок: пушечных ядер, пушек. Впервые в мире отлили пушку невиданной массы – более 65 т (Царь-пушка).
Использовав интересную инженерную находку – специальное водяное охлаждение песчаного стержня, заполнившего полость ствола, они добились почти двойного повышения прочности сплава в наиболее ответственной части пушки. И Царь-пушка при испытании выявила прекрасные свойства, не уступая бронзовым пушкам, которые в то время использовались в мире.
В заключение нельзя не отметить роль чугуна в художественном литье. Начиная с 18 века, он завоевывает внимание архитекторов и скульпторов. Больше всех в мире изготовлением чугунных художественных отливок прославился Урал (г. Касли). В уральских художественных отливках каждый узор, каждая деталь передается искусно и тонко, порой даже не верится, что они сделаны из металлического сплава.
Литые ансамбли Санкт-Петербурга, Москвы, знаменитых усадеб никого не могут оставить равнодушными, так как они отличаются ажурностью, высокой художественностью и прекрасным исполнением.
Чугун: свойства, обработка и применение
Чугун — это сплав железа, содержащий 2–4 мас. % Углерода, 1–3 мас.% Кремния и меньшие количества второстепенных элементов [1]. Для сравнения, сталь имеет более низкое содержание углерода до 2 мас.% И более низкое содержание кремния.
Чугун также можно дополнительно оптимизировать путем легирования небольшими количествами марганца, молибдена, церия, никеля, меди, ванадия и титана перед литьем.
В зависимости от содержания кремния в чугуне он классифицируется как белый чугун или серый чугун и может подвергаться дальнейшей обработке при определенных температурах для получения ковкого или ковкого чугуна.
Общие свойства чугуна
Чугун высоко ценится за его способность легко отливать сложные формы в расплавленном состоянии и за его низкую стоимость. Кроме того, его свойства можно легко изменить, регулируя состав и скорость охлаждения без значительных изменений в методах производства.
Его другие основные преимущества перед литой сталью включают простоту обработки, гашение вибрации, прочность на сжатие, износостойкость и коррозионную стойкость [2]. Коррозионная стойкость чугуна повышается за счет добавления второстепенных элементов, таких как кремний, никель, хром, молибден и медь [3].
Виды чугуна и их применение
Чугун можно разделить на серый чугун, белый чугун, ковкий чугун и ковкий чугун, в зависимости от его состава.
Серый чугун
Серый чугун или серый чугун имеет темно-серый цвет излома из-за графитовой микроструктуры. Присутствие чешуек графита связано с добавлением кремния, который стабилизирует углерод в виде графита, а не карбида железа. Серый чугун обычно имеет состав 2.5–4,0 мас.% Углерода и 1,0–3,0 мас.% Кремния [1].
Применение серого чугуна
Серый чугун — наиболее распространенная форма чугуна. Он используется в тех областях, где его высокая жесткость, обрабатываемость, гашение вибрации, высокая теплоемкость и высокая теплопроводность являются преимуществом, например, в блоках цилиндров двигателя внутреннего сгорания, маховиках, картерах коробки передач, коллекторах, роторах дисковых тормозов и посуде.
Обычно используемой классификацией серого чугуна является международный стандарт ASTM A48.В соответствии с этой системой серые чугуны классифицируются в соответствии с их пределом прочности на разрыв, например, серый чугун класса 20 имеет минимальную прочность на разрыв 20000 фунтов на квадратный дюйм (140 МПа).
Белый чугун
Белый чугун имеет белый цвет излома из-за присутствия карбида железа или цементита Fe3C. Наличие углерода в этой форме, в отличие от графита, является результатом более низкого содержания кремния по сравнению с серым чугуном. Белый чугун обычно содержит 1,8 мас.% — 3,6 мас.% Углерода, 0,5 мас.% — 1,9 мас.% Кремния и 1,0 мас.% — 2,0 мас.% Марганца.
Белый чугун чрезвычайно износостойкий, но хрупкий. Они обладают высокой твердостью благодаря своей микроструктуре, содержащей крупные частицы карбида железа, и не поддаются механической обработке.
Применение белого чугуна
Белый чугун используется в износостойких деталях, хрупкость которых не вызывает особого беспокойства, таких как футеровка корпуса, шламовые насосы, шаровые мельницы, подъемные штанги, экструзионные форсунки, миксеры для цемента, трубопроводная арматура, фланцы, дробилки и рабочие колеса насосов.
Популярный сорт белого чугуна — белые чугуны с высоким содержанием хрома, ASTM A532. Он содержит никель и хром для хороших применений с низким уровнем ударной абразивности [4].
Ковкий чугун
Ковкий чугун получают путем термической обработки белого чугуна с медленным отжигом. Это приводит к превращению углерода в форме карбида железа в белом чугуне в графит, а остальная матрица состоит из феррита или перлита [1]. Графит имеет сферическую или узловатую форму.
Ковкий чугун обладает хорошей пластичностью и пластичностью. Из-за более низкого содержания кремния по сравнению с другими чугунами он демонстрирует хорошую вязкость разрушения при низких температурах.
Применение ковкого чугуна
Благодаря хорошему пределу прочности на растяжение и пластичности ковкий чугун используется для изготовления электрической арматуры и оборудования, ручных инструментов, трубопроводной арматуры, шайб, кронштейнов, сельскохозяйственного оборудования, оборудования для горнодобывающей промышленности и деталей машин.
Общая классификация ковкого чугуна — ASTM A47.
Ковкий чугун
Ковкий чугун, также известный как чугун с шаровидным графитом и чугун с шаровидным графитом, характеризуется наличием графита в форме сферических утолщений, как и в ковком чугуне. В отличие от ковкого чугуна, ковкий чугун образуется не путем термообработки белого чугуна, а за счет определенного химического состава.
Ковкий чугун содержит 3,2–3,6 мас.% Углерода, 2,2–2,8 мас.% Кремния и 0,1–0,2 мас.% Марганца, а также меньшие количества магния, фосфора, серы и медь.Присутствие марганца определяет сферическую форму включений графита [4].
Применение высокопрочного чугуна
Благодаря своей микроструктуре этот материал более пластичен, чем серый или белый чугун. По этой причине он используется как труба из высокопрочного чугуна для водоснабжения и канализации. Он также может выдерживать термоциклирование и поэтому используется в зубчатых колесах и компонентах подвески транспортных средств, тормозах и клапанах, насосах и гидравлических частях, а также корпусах ветровых турбин.
Ковкий чугун обычно классифицируется как ASTM A536.
Производство и обработка
Для производства чугуна железо должно быть извлечено из железной руды. Руда выплавляется в доменной печи, где она разделяется на чугун и шлак. Печь нагревается примерно до 1800 градусов Цельсия в атмосфере кислорода, и образующийся шлак поднимается вверх и может быть удален.
Расплавленный чугун, представленный ниже, содержит от 3 до 5 мас.% Углерода. Затем он сочетается с железом, сталью, коксом и известняком.
После селективного удаления примесей из этого железа содержание углерода снижается. На этом этапе может быть добавлен кремний для преобразования содержания углерода в графит или цементит. Затем железо отливают в различные формы.
[1] Р. Эллиотт, Технология чугуна. Баттервортс, 1988, стр. 1
[2] «Чугун против литой стали», Reliance Foundry, май. 17, 2017. [Онлайн]. [Доступ: 8 октября 2018 г.].
[3] С. К. Сарна, «Коррозия чугунов», ispatguru.com, июн.28, 2016. [Online]. [Доступ: 8 октября 2018 г.].
[4] С. К. Сарна, «Применение чугуна, чугунных отливок, сделанных в Китае», Reliance Foundry. [В сети]. [Доступ: 9 октября 2018 г.].
Белый чугун — типы, микроструктура и области применения
Наиболее распространенные стойкие к истиранию черные металлы с содержанием углерода более 2 мас.% В форме цементита называются белым чугуном . Белая ограненная трещина из-за присутствия цементита — одна из основных характеристик белого чугуна. В промышленности используется много чугунов, каждый из которых имеет определенные характеристики и области применения. Следуйте инструкциям Типы чугуна для понимания.
Микроструктура белого чугуна e Development
Для общего развития микроструктуры в высокоуглеродистом железосодержащем материале и для понимания эффекта равновесного охлаждения и быстрого охлаждения, проследите за Развитие микроструктуры в железе . Охлаждение или направленное затвердевание оказывает огромное влияние на микроструктуру белого чугуна.Если быстрое охлаждение допускается только на поверхности, то получается чугун с серой структурой (чешуйки графита) в центральной области. Чтобы понять важность затвердевания, просмотрите типы чугуна . Прочитав статью Типы чугуна , вы получите представление о том, насколько простым процессом затвердевания можно создать различные типы чугуна, которые можно использовать для различных приложений.
Здесь мы собираемся подробно обсудить микроструктуру белого чугуна…
Один важный термин, который будет вызывать наибольшее беспокойство, — это Углеродный эквивалент (CE) .В основном, наряду с углеродом, кремний увеличивает процесс графитизации и увеличивает вероятность зарождения графита. Вот почему кремний также рассматривается вместе с углеродом для определения окончательного типа чугуна. Следующая формула CE используется для развития микроструктуры;
Углеродный эквивалент в чугуне
Фазовая диаграмма затвердевания приведена ниже;
Диаграмма фазы развития микроструктуры белого чугуна
Сначала рассмотрим линию S1 ,
и пройти линию солидуса.Ниже линии солидуса начинаются дендриты аустенита.
появляясь в расплавленной ванне железа и углерода. Вокруг этих дендритов область
ванны расплава обогащена углеродом. Из-за высокой концентрации углерода и
различные оксидные фазы, углерод осаждается в виде хлопьев, а не
цементит, который образуется в результате эвтектической реакции. Это зарождение графита
Количество хлопьев увеличивается при понижении температуры, в результате чего образуется серый чугун. Чтобы
снизить активность углерода и предотвратить зародышеобразование графитовых чешуек после нескольких
шаги обычно предпринимаются;
Увеличение соотношения Mn, Cr и Mo / Si: Увеличение количества легирующих элементов предотвращает активность углерода в жидкой ванне, а также ограничивает осаждение хлопьев.Это способствует образованию карбида.
Быстрое охлаждение: Это приводит к переохлаждению жидкости в бассейне. При быстром охлаждении температура резко падает и активность углерода понижается. Углерод не успевает образоваться из ванны расплава. Итак, после перехода от линии эвтектики ледибурит (эвтектическая смесь аустенита и цементита) образуется непосредственно из жидкой ванны железа и углерода.
Давление: Повышение давления всегда сопровождается образованием углеродных чешуек.Применение контроля давления может вызвать эффект охлаждения в толстых отливках для предотвращения образования серого чугуна.
Структура белого чугуна
Окончательная микроструктура белого чугуна выглядит следующим образом;
Микроструктура перлитного белого чугуна
Эта микроструктура изображает перлитную матрицу с непрерывной толстой цементитной матрицей, образовавшейся в результате эвтектической реакции. Наличие толстой сетки является основной причиной хрупкости соответствующей микроструктуры.
Типы белого чугуна
Мы уже упоминали здесь, что существуют различные механизмы, которые могут производить микроструктуру белого чугуна , такую как легирование, сверхбыстрое охлаждение и давление. Эти процессы литья оказывают определенное влияние на микроструктуру белого чугуна.
По этим причинам белый чугун делится на две группы;
Низколегированный чугун: Чугун с содержанием сплава менее 4%
Высоколегированный чугун: Чугун с содержанием сплава более 4%
Низколегированный чугун
Это также называется перлитный белый чугун .Мы упоминали ранее, что при относительно более быстром охлаждении можно предотвратить зарождение углеродных чешуек.
Микроструктура перлитного белого чугуна показана выше.
Перлитная структура также возможна при высокой концентрации сплава. В зависимости от процесса затвердевания и состава, микротвердость и микроструктура перлитного белого чугуна могут изменяться.
Твердость, достигаемая в обычной песчаной форме и низколегированном чугуне, составляет 350 HV.HV — это испытание на микротвердость по Виккеру, подробные сведения об испытании на микротвердость и способ считывания числа твердости можно найти в Тест на твердость по Виккеру . Если вместо песка использовать металлическую форму, эффект охлаждения увеличивается, и перлитные полосы выглядят более тонкими, повышая твердость до 500 HV.
Белый перлитный чугун используется в элеваторах Bucker, как показано на рисунке ниже. Он также используется в сельском хозяйстве из-за низкой стоимости и высокой твердости.
Охлаждающий чугун
Отливка в кокиль производится путем вставки металлической пластины внутрь песчаной формы для быстрого отвода тепла от композиции, содержащей большое количество кремния, чтобы вызвать графитизацию остальной части железа.В результате получается белая оболочка и серый сердечник, обладающие высокой твердостью и ударной вязкостью.
Наиболее распространенное применение Chill casting — молоток, используемый при дроблении угля и цемента. Этот молот используется в фрезерных и дробильных установках с молотком, состоящим из белого чугуна, конструкция которого состоит из серого чугуна.
Высоколегированный чугун
Высоколегированный чугун — это термин, обычно используемый для белого чугуна с содержанием сплава более 4%.Литье из таких черных металлов выполняется для материалов с высокой стойкостью к истиранию, таких как детали, необходимые в станках для резки и шлифования.
Микроструктура высоколегированного чугуна — влияние легирующих элементов
Микроструктура высоколегированного чугуна
Игольчатая матрица изображает мартенсит . Область рядом с игольчатым мартенситом — остаточный аустенит. Сплошная сеть, показывающая матрицу выше, состоит из карбидов металлов. Эти карбиды могут быть из хрома, ванадия или железа.
Содержание сплава имеет различные
целей. Просто для понимания, хром добавлен для защиты от коррозии и
вторичные карбиды, повышающие твердость. Металлическую матрицу можно регулировать
от мягкого к твердому для оптимизации микроструктуры между твердым и жестким литьем
железо.
Подробная информация о влиянии легирующих элементов приведена ниже;
Углерод: С
увеличение процентного содержания углерода, процент образования карбида
увеличивается, в результате придавая большую твердость.
Никель: Никель способствует мартенситному и бейнитному превращению в матрице белого железа. С перлитной матрицей белый чугун кажется мягким, с лучшей ударной вязкостью и характеристиками поглощения ударов. С добавлением никеля поле графита увеличивается, что приводит к подавлению перлитного образования, что дает высокий процент мартенсита. Если количество никеля велико, образуется больше остаточного аустенита, что приводит к снижению твердости. Оптимальное содержание никеля необходимо для оптимальной стойкости к истиранию и твердости белого чугуна.
Хром: сплав чугун, где высокая стойкость к истиранию и износу важны, особенно в
в таких областях, как дробление и измельчение, хром является важным легирующим элементом
дополнение. С добавлением никеля процесс графитации также ускоряется.
образование хлопьев с высоким содержанием углерода. Добавление хрома подавляет графитизацию
Процесс инициируется за счет добавления никеля и углерода. В основном он существует в
карбидные фазы, образующие больше карбидов и, как следствие, повышающие твердость.Соотношение хрома и никеля обычно составляет 1: 2 или 1: 2,5.
Силикон: Силикон
является одним из очень важных литейных добавок, повышающих текучесть расплава
а также удаляет поглощенный кислород из расплава. Он действует как окислитель и
удаляет весь поглощенный кислород, тем самым устраняя важные дефекты литья, но
также сильно графитизирован. С добавлением силикона шансы графита
увеличивается образование чешуек и, тем самым, снижается износостойкость белого
чугун. Таким образом, кремний следует добавлять до минимального уровня, чтобы кремний
выполнять свои обязанности по литью и не допускать, чтобы он был промоутером хлопьев.
Марганец: Марганец
Добавка улучшает раскисление, а также закаливаемость белого чугуна.
Улучшение прокаливаемости не наравне с никелем, но все же обеспечивает
результат. Его следует добавлять до минимального уровня 0,5%.
Молибден: It
добавляется для общего улучшения мартенситного образования в центре отливки
вместе с никелем. Он существует в основном с карбидными фазами и способствует упрочнению.
конструкция в центре отливки.
Медь: Прокаливаемость
также улучшается добавлением меди, но улучшение вдвое меньше, чем
Никель. Он также может сделать белое железо хрупким из-за образования игольчатых
осаждается после реакции с кислородом.
Эта добавка для легирования делит высоколегированный белый чугун на две группы;
Сера и фосфор: Они также снижают стойкость к истиранию, и их следует поддерживать на минимальном уровне.
Белый мартенситный никелевый чугун
ASTM A532-I — это класс мартенситного белого чугуна с никелевым покрытием.В низколегированном белом чугуне матрица выполнена из перлита. Перлит относительно мягкий и имеет низкую износостойкость. Для повышения износостойкости белого чугуна перлитная матрица сдвигается на мартенсит за счет введения в нее никеля и хрома. Никель добавляется в количестве 5-8 мас.%. Никель не участвует в карбидообразовании; он просто задерживает образование перлита и расширяет аустенитное поле, уменьшая вероятность образования перлита. Конечная микроструктура содержит карбидные фазы, внедренные в мартенситную и остаточную аустенитную матрицу.
Эти виды белого чугуна также называют никелево-твердыми.
Этот тип микроструктуры имеет твердость по Виккеру 550HV 30. При отпуске при температуре 275 ͦC остаточный аустенит распадается на нижний бейнит, повышая твердость микроструктуры еще на 100HV30. При использовании металла вместо песчаной формы получается более мелкая мартенситная микроструктура с твердостью на 50HV30 по Викеру выше, чем у обычных.
Никелевый твердый чугун имеет следующий состав;
C
Mn
Si
Mo
Cr
Ni
%
9003 2 мин.4
1,33
3,3
Макс.%
3,6
2
0,8
4
1,4
твердый 5
82 свойства приведены ниже;
Плотность (г / см3)
7,6 — 7,8
Теплопроводность (Вт / мК)
15-30
8309 Коэффициент теплового расширения
— 8.1
Температура плавления (F)
2300 F
Модуль упругости (ГПа)
169 — 183
Предел прочности при растяжении в литом состоянии (МПа)
280 — 350
Твердость (HV)
450 — 550
Мартенситный хром Белый чугун
Применения
там, где требуется высокая стойкость к истиранию, например, мельницы, формы для кирпича,
пресс-формы и оборудование для дробеструйной обработки, а также горнодобывающее оборудование, использование хрома
используется белый чугун.В этих приложениях высокая стойкость к истиранию
и требуется небольшая прочность, чтобы противостоять ударной нагрузке. Белый с высоким содержанием хрома
чугун — лучшее сочетание устойчивости к истиранию и прочности.
Хром
изменение содержания и термическая обработка могут использоваться для регулировки механического
свойств, поскольку существует компромисс между износостойкостью и ударной вязкостью
чугун.
Стандарт ASTM A 532 имеет два установленных стандарта для состава и твердости. ASTM A 532 класс — II распространяется на хромомолибденовые чугуны.
Добавление хрома увеличивает концентрацию карбида, тем самым повышая твердость. У них самая высокая твердость среди всего белого чугуна.
Хромированный белый чугун;
C
Mn
Si
Mo
Cr
Мин.
Макс.%
3.3
1,3
1
3,5
17
Молибден
добавление улучшает закаливаемость матрицы, тем самым улучшая сопротивление истиранию.
При более низком содержании хрома коррозионная стойкость чуть больше, чем ниже
упомянул хромистый сплав железа.
Свойства чугуна из хромистого сплава следующие;
Плотность (г / см3)
7,6 — 7,8
Теплопроводность (Вт / мК)
15-30
Коэффициент теплового расширения 684 13
Температура плавления (F)
2300 F
Поперечная прочность (МПа)
938
Твердость литого (HV)
450 — 903
Твердость (шаг затвердевания) (HV)
600-650
Наибольшая
распространенные применения этого класса чугуна — футеровка фрезерных станков, дробь
дробеструйная дробь и шламовые насосы.Валковая дробилка также очень распространена.
применение в цементной промышленности.
ASTM Класс A — III стандарт представляет этот класс белого чугуна. Из-за очень высокого содержания хрома коррозионная стойкость этого вида белого чугуна очень высока. Благодаря высокому содержанию хрома возможна прочная матрица и очень устойчивый к истиранию белый чугун.
Белый чугун с высоким содержанием хрома выглядит следующим образом;
C
Mn
Si
Mo
Cr
Мин.%
2.5
23
Макс.%
3,3
1
1,5
2,1
28
Свойства белого чугуна с высоким содержанием хрома следующие:
Плотность (г / см3)
7,6
Теплопроводность (Вт / мK)
15-30
Коэффициент теплового расширения
13309
Температура плавления (F)
2300 F
Поперечная прочность (МПа)
938
Твердость в литом состоянии (HV)
450-550
900 Твердость (шаг затвердевания) (HV)
600 — 650
Сравнение свойств белого чугуна и остального чугуна можно изучить в типах чугуна. Вы можете следить за Cast Iron в Википедии для получения подробной информации о режиме.
F.A.Q
Можно ли сваривать белый чугун?
Белый чугун содержит прочную непрерывную сеть трудно свариваемых карбидов. Сварка белого чугуна обычно не рекомендуется. В составе белого чугуна также присутствует мартенсит. Эта комбинация карбидов и различных фаз твердой матрицы склонна к тепловому растрескиванию. Сварка и немедленное охлаждение приводят к появлению трещин в чугуне, поэтому белый чугун для сварки не рекомендуется. Ниже приведены общие методы ремонта белого чугуна; — Добавление сварочных вставок — Добавление вставок спиралей Heli — Болтовое соединение — Эпоксидная смола
Почему белый чугун твердый и хрупкий?
Белый чугун чрезвычайно твердый и хрупкий. Ответ кроется в его микроструктуре. Микроструктура состоит из толстой непрерывной сетки карбидов, внедренных в перлитную или мартенситную матрицу. Эта карбидная сетка чрезвычайно твердая и сопротивляется любой пластической деформации.Это основная причина твердости и хрупкости белого чугуна. Когда трещина образуется внутри карбидной сетки, трещина течет немедленно, и никаких других микротрещин не возникает. Вот почему поверхность расколотого белого чугуна кажется белой.
Как производится белый чугун?
Чаще всего чугун получают методом литья. Другие методы производства включают механическую обработку. Поскольку чугун чрезвычайно твердый и хрупкий, его нельзя формовать в твердой форме.Единственный возможный способ придать форму белому чугуну — это отлить материал определенной формы.
Белое железо оставляет пятна на раковине?
Поскольку белый чугун непористый благодаря литью. Полированная эмаль из белого железа делает поверхность чрезвычайно блестящей. Благодаря ровной поверхности и отсутствию пористости пятна можно легко удалить, поскольку они не задерживаются внутри материала. Поверхность хорошо очищается.
Области применения белого чугуна
Общие области применения:
Перекачивание земснаряда
Нефтяной песок Области применения
Детали горнодобывающей дробилки
Футеровка шаровой мельницы
Валковая дробилка
Футеровка дробилки
Решетки для пескоструйной обработки
Подъемные штанги
Перламутровый Свойства, использование, символ и факты
Висмут (Bi) , самый металлический и наименее распространенный из элементов в группе азота (Группа 15 [Va] периодической таблицы).Висмут твердый, хрупкий, блестящий и крупнокристаллический. От всех остальных металлов его можно отличить по цвету — серо-белому с красноватым оттенком.
висмут
Свойства висмута.
Encyclopdia Britannica, Inc.
Британская викторина
118 Названия и символы из таблицы Менделеева
Периодическая таблица Менделеева состоит из 118 элементов.Насколько хорошо вы знаете их символы? В этом тесте вам будут показаны все 118 химических символов, и вам нужно будет выбрать название химического элемента, который представляет каждый из них.
Свойства элемента
атомный номер
83
атомный вес
208.98040
точка плавления
271,3 ° C (520,3 ° F)
2,840 ° F)
плотность
9.747 грамм / см 3 при 20 ° C (68 ° F)
степени окисления
+3, +5
электронная конфигурация
1 s 2 2 s 2 2 p 6 3 s 2 3 p 6 3 d 10 4 s 2 4 p 6 9011 9012 4 9011 4 f 14 5 s 2 5 p 6 5 d 10 6 s 2 6 p 3
5 Висмут, очевидно, был известен в очень ранние времена, так как он встречается как в самородном виде, так и в составе соединений.Однако долгое время его не признавали отдельным металлом, его путали с такими металлами, как свинец, сурьма и олово. В средние века горняки, очевидно, считали висмут этапом в развитии серебра из неблагородных металлов и были встревожены, когда обнаружили жилу металла, думая, что они прервали процесс. В произведениях немецкого монаха Василия Валентайна XV века этот элемент упоминается как Wismut , термин, который, возможно, произошел от немецкой фразы, означающей «белая масса».В любом случае минералог Георгиус Агрикола латинизировал его до bisemutum , который распознал его отличительные качества и описал, как получить его из руд. К середине 18 века висмут был признан особым металлом, и работы по его химии были опубликованы в 1739 году немецким химиком Иоганном Генрихом Поттом и в 1753 году французом Клод-Франсуа Жоффруа.
Возникновение и распространение
Висмут примерно так же богат, как серебро, составляя около 2 × 10 −5 весовых процентов земной коры.Его космическое содержание оценивается примерно в один атом на каждые 7 000 000 атомов кремния. Встречается как в природе, так и в соединениях. В естественном состоянии он встречается в жилах, связанных со свинцовыми, цинковыми, оловянными и серебряными рудами в Боливии, Канаде, Англии и Германии. Его встречающиеся в природе соединения в основном представляют собой оксид (висмут или висмутовая охра, Bi 2 O 3 ), сульфид (висмутин или висмутовый глянец, Bi 2 S 3 ) и два карбоната (висмутит, (BiO ) 2 CO 3 , и бисмутофаэрит).Однако коммерческий висмут производится в основном как побочный продукт при плавке и рафинировании свинцовых, оловянных, медных, серебряных и золотых руд. Таким образом, он поступает, например, из вольфрамовых руд в Южной Корее, свинцовых руд в Мексике, медных руд в Боливии и свинцовых и медных руд в Японии. Однако к началу 21 века Китай лидировал в мире как по добыче, так и по переработке висмута. Чистый висмут можно также получить восстановлением оксида углеродом или обжигом сульфида в присутствии древесного угля и металлического железа для удаления серы.
Висмут образует только один стабильный изотоп с массой 209. Известно большое количество радиоактивных изотопов, большинство из которых очень нестабильны.
Сэкономьте 50% на подписке Britannica Premium и получите доступ к эксклюзивному контенту.
Подпишитесь сегодня
Промышленное производство и использование
Висмут летуч при высокой температуре, но обычно он остается вместе с другими металлами после операций плавки. Электролитическое рафинирование меди оставляет висмут в качестве одного из компонентов анодного шлама.Отделение висмута от свинца с помощью процесса Беттертона-Кролла включает образование тугоплавкого висмутида кальция или магния (Ca 3 Bi 2 или Mg 3 Bi 2 ), который отделяется и может быть удален как окалина. Шлак можно хлорировать для удаления магния или кальция и, наконец, унесенного свинца. Затем обработка гидроксидом натрия дает висмут высокой чистоты. Альтернативное разделение, процесс Беттса, включает электролитическое рафинирование слитка свинца (содержащего висмут и другие примеси) в растворе фторсиликата свинца и свободной кремнефтористоводородной кислоты, при этом висмут извлекается из анодного шлама.Отделение висмута от его оксидных или карбонатных руд может осуществляться выщелачиванием концентрированной соляной кислотой. Затем при разбавлении осаждается оксихлорид BiOCl. При нагревании с известью и древесным углем образуется металлический висмут.
Металлический висмут используется в основном в сплавах, многим из которых он придает свои особые свойства низкой температуры плавления и расширения при затвердевании (например, вода и сурьма). Таким образом, висмут является полезным компонентом сплавов типовых металлов, из которых получаются аккуратные и чистые отливки; и это важный ингредиент легкоплавких сплавов, называемых легкоплавкими сплавами, которые имеют большое разнообразие применений, особенно в оборудовании для обнаружения пожара.Сплав висмут-марганец оказался эффективным в качестве постоянного магнита. Небольшие концентрации висмута улучшают обрабатываемость алюминия, стали, нержавеющей стали и других сплавов и подавляют отделение графита от ковкого чугуна. В термоэлектрических устройствах для охлаждения используются теллурид висмута, Bi 2 Te 3 , и селенид висмута, Bi 2 Se 3 . Жидкий висмут используется в качестве носителя топлива и теплоносителя при производстве ядерной энергии.
Основное химическое применение висмута — это фосфомолибдат висмута (BiPMo 12 O 40 ), который является эффективным катализатором окисления пропилена и аммиака до акрилонитрила на воздухе. Последний используется для изготовления акриловых волокон, красок и пластмасс. Фармацевтическое применение висмута практиковалось веками. Он эффективен в средствах от расстройства желудка и противосифилитических препаратах. Слаборастворимые или нерастворимые соли используются для лечения ран и желудочных заболеваний, а также для определения пищеварительного тракта во время рентгенологического исследования, а висмут иногда вводят в виде тонкоизмельченного металла или в виде суспензий его нерастворимых солей.Для придания перламутрового качества губной помаде, лаку для ногтей и теням для век использовались значительные количества оксихлорида BiOCl.
Техническое обслуживание и ремонт архитектурного чугуна
ИНФОРМАЦИЯ О КОНСЕРВАЦИИ
Элемент из чугуна, нуждающийся в очистке и покраске. Фото: любезно предоставлено организацией New York Landmarks Conservancy.
Джон Г. Уэйт, AIA,
Исторический обзор Марго Гейл
Сохранение чугунных архитектурных элементов, в том числе целых фасадов, в последние годы привлекает все большее внимание, поскольку коммерческие районы признаны за их историческое значение и оживлены. Это краткое описание содержит общие рекомендации по подходам к сохранению и восстановлению исторического чугуна.
Это фрагмент полихромного чугунного фасада в Петалуме, Калифорния, 1886 год (О’Коннелл и Льюис, Architectural Iron Works, Сан-Франциско). Фото: Дон Мичем.
Чугун сыграл выдающуюся роль в промышленном развитии нашей страны в XIX веке. Чугунное оборудование заполнило американские фабрики и сделало возможным рост железнодорожных перевозок.Чугун широко использовался в наших городах для систем водоснабжения и уличного освещения. Как архитектурный металл, он сделал возможными новые смелые достижения в архитектурном дизайне и строительных технологиях, обеспечивая при этом богатство орнамента.
Этот древний металл, железный сплав с высоким содержанием углерода, был слишком дорогим, чтобы производить его в больших количествах до середины 18 века, когда новая технология печей в Англии сделала его более экономичным для использования в строительстве. Известный своей большой прочностью на сжатие, чугун в форме тонких негорючих столбов был использован в 1790-х годах на английских хлопчатобумажных фабриках, где пожары были обычным явлением.В Соединенных Штатах подобные тонкие колонны впервые были использованы в 1820-х годах в театрах и церквях для поддержки балконов.
К середине 1820-х годов в Нью-Йорке рекламировались одноэтажные железные витрины. Дэниел Бэджер, бостонский литейщик, который позже переехал в Нью-Йорк, утверждал, что в 1842 году он изготовил и установил первые железные ставни для железных витрин, которые обеспечивали защиту от краж и внешнего пожара. В грядущие годы и в 20-е годы практичные чугунные витрины станут популярными в городах от побережья до побережья.Он не только помог выдержать нагрузку на верхние этажи, но и обеспечил большие витрины для демонстрации товаров и позволил естественному свету заливать интерьеры магазинов. Самое главное, чугунные фасады стоили недорого и требовали небольшого труда на месте.
Неутомимым сторонником использования чугуна в зданиях был изобретательный житель Нью-Йорка, архитектор-самоучка Джеймс Богардус. Начиная с 1840 года, Bogardus превозносил свои достоинства: прочность, структурную стабильность, долговечность, относительную легкость, способность принимать практически любую форму и, прежде всего, огнестойкие качества, столь востребованные в эпоху серьезных городских пожаров.Он также подчеркнул, что процессы литья под давлением, с помощью которых из чугуна производили элементы здания, полностью совместимы с новыми концепциями заводского изготовления, массового производства и использования идентичных взаимозаменяемых деталей.
В 1849 году Богардус создал нечто уникальное по-американски, когда построил первое здание с самонесущими многоэтажными железными стенами. Известный как Edgar Laing Stores, этот угловой ряд небольших четырехэтажных складов, похожих на одно здание, был построен в нижнем Манхэттене всего за два месяца.Его задняя, боковые и внутренние несущие стены были из кирпича; Каркас перекрытия состоял из деревянных балок и балок. Одна из чугунных стен была несущей, поддерживая деревянные балки перекрытия. Новшеством стали два уличных фасада из самонесущего чугуна, состоящие из нескольких частей — колонн, панелей, подоконников и пластин в дорическом стиле, а также некоторых накладных орнаментов. Каждый компонент фасадов был отлит индивидуально в песчаной форме в литейном цехе, обработан до гладкости, испытан на соответствие и, наконец, доставлен на запряженных лошадьми телегах к строительной площадке.Там они были подняты на место, затем скреплены болтами и прикреплены к обычной конструкции из дерева и кирпича с помощью железных шипов и ремней.
Гробница семьи Слаттер в Мобиле, штат Алабама, состоящая из чугунного мавзолея и ограды, демонстрирует широкий спектр использования этого материала в XIX веке. Фото: Джек Э. Баучер, Коллекция HABS.
Второе возведенное здание с железным фасадом стало качественным скачком по сравнению с магазинами Laing Stores по размеру и сложности.Пятиэтажное здание газеты Sun в Балтиморе, начатое в апреле 1850 года Богардусом и архитектором Робертом Хэтфилдом, имело чугунный фасад и чугунный каркас. В Филадельфии в 1850 году было начато строительство нескольких железных фасадов: здание Inquirer Building, Brock Stores и здание Penn Mutuai Building (все три были снесены). Отель «Св. Чарльз» 1851 года на Третьей улице, 60 с. Обрамление чугунными колоннами, балками и фермами из кованого железа было широко видно в Нью-Йоркском Хрустальном дворце 1853 года.
Во второй половине XIX века Соединенные Штаты находились в эпоху колоссального экономического и территориального роста. Использование железа в коммерческих и общественных зданиях быстро распространилось, и с 1849 года до начала века в городах по всей стране были возведены сотни зданий с железными фасадами. Выдающиеся примеры железных фасадов существуют в Балтиморе, Галвестоне, Луисвилле, Милуоки, Новом Орлеане, Филадельфии, Ричмонде, Рочестере (штат Нью-Йорк) и особенно в Нью-Йорке, где в одном только историческом районе Сохо Чугун есть 139 зданий с железными фасадами.К сожалению, большая часть железных фасадов по всей стране была снесена в ходе проектов реконструкции центра города, особенно после Второй мировой войны.
В дополнение к этому внешнему виду многие общественные здания демонстрируют великолепные открытые внутренние металлические изделия, одновременно декоративные и структурные. Замечательные примеры сохранились по всей стране, в том числе Библиотека Пибоди в Балтиморе; Старое административное здание в Вашингтоне, округ Колумбия; здание Брэдбери в Лос-Анджелесе; бывший Капитолий штата Луизиана; бывшая ратуша в Ричмонде; Твидовое здание суда в Нью-Йорке; и столицы штатов Калифорния, Джорджия, Мичиган, Теннесси и Техас.И, конечно же, железо образует великий купол Капитолия Соединенных Штатов, построенный во время Гражданской войны. Декоративный чугун также был популярным материалом в пейзаже: заборы, фонтаны со скульптурами, фонарные столбы, мебель, урны, беседки, ворота и ограждения кладбищенских участков. При таком широком спросе многие американские литейные предприятия, которые занимались литьем деталей машин, банковских сейфов, железных труб или кухонных плит, добавили отделы архитектурного железа. Это потребовало от мастеров моделей со сложными конструкторскими возможностями, а также со знанием усадки металла и других технических аспектов литья.Крупные компании включают Hayward Bartlett Co. в Балтиморе; Джеймс Л. Джексон, Cornell Brothers, J. L. Mott и Daniel D. Badger’s Architectural Iron Works на Манхэттене; Hecla Ironworks в Бруклине; Вуд и Перо из Филадельфии; Лидс и Ко, Литейный завод Шекспира и Мильтенбергер в Новом Орлеане; Братья Уинслоу в Чикаго; и Джеймс МакКинни в Олбани, штат Нью-Йорк.
Чугун был предпочтительным металлом во второй половине XIX века. Это был не только огнестойкий материал в период крупных городских пожаров, но и большие фасады из чугуна могли быть изготовлены с меньшими затратами, чем сопоставимые каменные фасады, а железные здания можно было возводить быстро и эффективно.Самый большой стоящий пример обрамления с чугунными колоннами и балками из кованого железа — шестнадцатиэтажное здание Манхэттен в Чикаго, самый высокий небоскреб в мире, построенный в 1890 году Уильямом ЛеБароном Дженни. К этому времени, однако, сталь стала доступна на национальном уровне, стала более универсальной в структурном отношении и конкурентоспособной по цене. Его более широкое использование — одна из причин, почему строительство из чугуна уменьшилось на рубеже веков после того, как оно было так активно принято всего лишь пятьдесят лет назад. Тем не менее, чугун продолжал использоваться в значительных количествах для многих других структурных и декоративных целей даже в 20 веке: витрины; шатры; пролеты и большие оконные рамы для каркасных и кирпичных домов; уличная и ландшафтная обстановка, в том числе киоски метро.
XIX век оставил нам богатое наследие новых методов строительства, особенно строительства в совершенно новом масштабе, которое стало возможным благодаря использованию металлов. Первым из них был чугун, хотя период его интенсивного использования длился всего полвека. Теперь сохранившееся наследие чугунной архитектуры, большая часть которой продолжает находиться под угрозой, заслуживает новой оценки и соответствующих мер по сохранению и реставрации.
Что такое чугун?
Чугун — это сплав с высоким содержанием углерода (не менее 1.7% и обычно от 3,0 до 3,7%), что делает его более устойчивым к коррозии, чем кованое железо или сталь. Помимо углерода, чугун содержит различные количества кремния, серы, марганца и фосфора.
В расплавленном виде чугун легко разливается в формы, что позволяет создавать практически неограниченные декоративные и структурные формы. В отличие от кованого железа и стали, чугун слишком твердый и хрупкий, чтобы его можно было придавать молотком, прокаткой или прессованием. Однако, поскольку он более жесткий и более устойчивый к изгибу, чем другие виды железа, он может выдерживать большие сжимающие нагрузки.Чугун относительно слаб на растяжение, однако он не выдерживает растягивающей нагрузки без предварительного предупреждения.
Подступенки на этих чугунных ступенях имеют очень декоративный узор. Фото: файлы NPS.
Характеристики различных типов чугуна определяются их составом и методами плавки, литья и термообработки. Металлургические компоненты чугуна, влияющие на его хрупкость, ударную вязкость и прочность, включают феррит, цементит, перлит и графитовый углерод.Чугун с чешуйками углерода называется серым чугуном. «Серый излом», связанный с чугуном, вероятно, получил свое название из-за серого зернистого вида его сломанной кромки, вызванного присутствием чешуек свободного графита, которые объясняют хрупкость чугуна. Эта хрупкость является важной отличительной характеристикой чугуна и мягкой стали.
По сравнению с чугуном кованое железо относительно мягкое, податливое, прочное, устойчивое к усталости и легко обрабатывается ковкой, гибкой и волочением.Это почти чистое железо с содержанием углерода менее 1% (обычно от 0,02 до 0,03%). Шлак варьируется от 1% до 4% и существует в чисто физической ассоциации, то есть не легирован. Это придает кованому железу характерную слоистую (слоистую) или волокнистую структуру.
Кованое железо можно отличить от чугуна несколькими способами. Кованые элементы обычно проще по форме и менее однородны по внешнему виду, чем чугунные элементы, и содержат следы прокатки или ручной работы.Чугун часто содержит линии кристаллизатора, оклады, дефекты отливки и отверстия для воздуха. Чугунные элементы очень однородны по внешнему виду и часто используются повторно. Чугунные элементы часто скрепляются болтами или винтами, тогда как детали из кованого железа склепываются или свариваются (термическая сварка) вместе.
Низкоуглеродистая сталь теперь используется для изготовления новых металлических изделий ручной работы и для ремонта старых кованых элементов. Низкоуглеродистая сталь — это сплав железа с содержанием углерода не более 2%, который является прочным, но легко обрабатывается в виде блоков или слитков.Низкоуглеродистая сталь не так устойчива к коррозии, как кованое или чугунное.
Многие методы технического обслуживания и ремонта, описанные в Кратком описании, особенно относящиеся к очистке и покраске, потенциально опасны и должны выполняться только опытными и квалифицированными рабочими с использованием средств защиты, подходящих для данной задачи. Во всех случаях ремонта, кроме самого простого, лучше всего привлекать архитектора по консервации или реставратора зданий, чтобы он оценил состояние утюга и подготовил контрактную документацию на его обработку.
Как и в случае любого проекта по консервации, работе должен предшествовать обзор местных строительных норм и правил и норм по охране окружающей среды, чтобы определить, существуют ли какие-либо конфликты с предлагаемыми методами обработки. В случае возникновения противоречий, особенно в отношении методов очистки или лакокрасочных материалов, необходимо обсудить исключения или отклонения, либо принять альтернативные методы обработки или материалы.
Общие проблемы, с которыми сегодня сталкиваются чугунные конструкции, включают сильно заржавевшие или отсутствующие элементы, ударные повреждения, структурные разрушения, сломанные соединения, повреждение соединений и потерю анкеровки в кладке.
Окисление или ржавление происходит быстро, когда чугун подвергается воздействию влаги и воздуха. Минимальная относительная влажность, необходимая для развития коррозии, составляет 65%, но этот показатель может быть ниже в присутствии коррозионных агентов, таких как морская вода, соленый воздух, кислоты, кислотные осадки, почвы и некоторые соединения серы, присутствующие в атмосфере, которые действуют как катализаторы в процессе окисления. Ржавчина ускоряется в тех случаях, когда архитектурные детали имеют карманы или щели для улавливания и удерживания жидких коррозионных агентов.Кроме того, как только образуется пленка ржавчины, ее пористая поверхность действует как резервуар для жидкости, что, в свою очередь, вызывает дальнейшую коррозию. Если этот процесс не остановить, он будет продолжаться до тех пор, пока железо не будет полностью поглощено коррозией, не оставив ничего, кроме ржавчины.
Структурная трещина, зазоры в стыках между компонентами и большое отверстие, в котором отсутствует часть кронштейна консоли, — вот проблемы, очевидные в этом чугунном узле. Фото: Ford, Powell & Carson.
Гальваническая коррозия — это электрохимическое действие, которое возникает, когда два разнородных металла взаимодействуют вместе в присутствии электролита, такого как вода, содержащая соли или ионы водорода.Тяжесть гальванической коррозии зависит от разницы потенциалов между двумя металлами, их относительной площади поверхности и времени. Если более благородный металл (более высокое положение в электрохимическом ряду) намного больше по площади, чем более неблагородный или менее благородный металл, износ основного металла будет более быстрым и серьезным. Если более благородный металл намного меньше по площади, чем основной металл, ухудшение основного металла будет гораздо менее значительным. Чугун подвергается атакам и коррозии, когда он находится рядом с более благородными металлами, такими как свинец или медь.
Графитизация чугуна, менее распространенная проблема, происходит в присутствии кислотных осадков или морской воды. По мере коррозии железа остатки коррозии пористого графита (мягкого углерода) пропитываются нерастворимыми продуктами коррозии. В результате чугунный элемент сохраняет свой внешний вид и форму, но имеет более слабую конструкцию. Графитизация происходит там, где чугун долгое время оставался неокрашенным, или если герметизированные швы не выдержали, а кислотная дождевая вода разъела куски с обратной стороны.Тестирование и идентификация графитизации осуществляется путем соскабливания ножом с поверхности, чтобы выявить крошку железа под ней. Когда происходит обширная графитизация, обычно единственным выходом является замена поврежденного элемента.
Отливки также могут иметь трещины или дефекты в результате дефектов исходного производственного процесса, таких как воздушные отверстия, трещины и шлак, или холодные закрытия (вызванные «замерзанием» поверхности расплавленного чугуна во время литья из-за неправильного или прерывистая заливка).Хрупкость — еще одна проблема, которая иногда встречается в старых чугунных элементах. Это может быть результатом чрезмерного содержания фосфора в чугуне или охлаждения в процессе литья.
Прежде чем установить надлежащую обработку чугунных элементов в здании или сооружении, необходимо оценить историческое и архитектурное значение и изменения собственности, а также ее нынешнее состояние. Если работа включает в себя нечто большее, чем обычное техническое обслуживание, необходимо привлечь квалифицированного специалиста для разработки отчета об исторической структуре, в котором излагается историческое развитие объекта, документируется его текущее состояние, определяются проблемы ремонта и приводится подробный список рекомендуемых рабочих элементов. с приоритетами.С помощью этого процесса можно оценить значение и состояние чугуна и предложить соответствующие способы обработки. Для ограждений или отдельных компонентов здания, таких как фасад, следует придерживаться аналогичной, но менее обширной аналитической процедуры.
Прежде чем приступить к работе, необходимо хорошо понять природу и масштабы проблем с чугунными элементами. Если проблемы незначительны, например, коррозия поверхности, отслаивание краски или неудачная герметизация, владелец собственности может провести ремонт, работая напрямую со знающим подрядчиком.Если есть серьезные проблемы или серьезные повреждения чугуна, лучше всего заручиться услугами архитектора или консерватора, который специализируется на консервации исторических зданий. В зависимости от объема работ контрактные документы могут варьироваться от общих спецификаций до полных рабочих чертежей с аннотированными фотографиями и спецификациями.
Чтобы тщательно оценить состояние металлоконструкций, необходимо провести тщательный физический осмотр каждой секции железной конструкции, включая болты, крепежные детали и кронштейны.Обычно для тщательного осмотра чугунного фасада или других крупных сооружений используются строительные леса или механический подъемник. Удаление отдельных участков краски может быть единственным способом определения точного состояния соединений, металлических креплений, а также пересечений или щелей, которые могут задерживать воду.
Исследование несущих элементов, таких как колонны и балки, позволит установить, работают ли эти компоненты так, как они были изначально спроектированы, или же картина напряжений была перераспределена.Области, которые подвергаются чрезмерному стрессу, должны быть исследованы, чтобы определить, были ли они повреждены или были перемещены. Очевидно, что повреждение основного элемента конструкции необходимо идентифицировать и оценить; внимание не следует уделять только декоративным особенностям.
Состояние здания, строения или объекта; диагностика его проблем; а рекомендации по его ремонту должны быть записаны в виде чертежей, фотографий и письменных описаний, чтобы помочь тем, кто будет нести ответственность за его сохранение в будущем.
Независимо от того, требуются ли мелкие или серьезные работы, сохранение и ремонт старинных металлических конструкций — это рекомендуемый подход к консервации вместо замены. По возможности, все ремонтные и реставрационные работы должны быть обратимыми, чтобы модификации или обработки, которые могут оказаться вредными для долгосрочной сохранности утюга, можно было исправить с наименьшим повреждением исторических металлических конструкций.
Когда речь идет о химическом удалении краски, важно тщательно спланировать последовательность работ и инспектировать архитектор или реставратор для обеспечения строгого соблюдения контрактных документов, чтобы минимизировать риск проблем.Фото: Раймонд М. Пепи, Building Conservation Associates.
В случае значительного разрушения защитного покрытия и / или сильной коррозии ржавчину и большую часть или всю краску необходимо удалить, чтобы подготовить поверхности к новым защитным покрытиям. Доступные методы варьируются от физических процессов, таких как чистка проволочной щеткой и пескоструйная очистка, до очистки пламенем и химических методов. Выбор подходящей техники зависит от степени разрушения краски и коррозии, степени детализации поверхности и типа наносимого нового защитного покрытия.Местные законы по охране окружающей среды могут ограничивать выбор методов очистки и удаления краски, а также утилизации материалов.
Многие из этих методов потенциально опасны и должны выполняться только опытными и квалифицированными рабочими, использующими надлежащие средства защиты глаз, защитную одежду и другие условия безопасности на рабочем месте. Перед выбором процесса следует подготовить тестовые панели на очищаемом утюге, чтобы определить относительную эффективность различных методов.В процессе очистки, скорее всего, будут обнаружены дополнительные дефекты покрытия, трещины и коррозия, которые раньше не были очевидны.
Существует ряд методов, которые можно использовать для удаления краски и коррозии с чугуна: Ручное соскабливание, сколы и чистка проволочной щеткой — наиболее распространенные и наименее дорогие методы удаления краски и легкой ржавчины с чугуна. Однако они не удаляют всю коррозию или краску так же эффективно, как другие методы.Опытные мастера должны выполнить работы, чтобы снизить вероятность того, что поверхности могут быть поцарапаны или повреждены хрупкие детали.
Пескоструйная очистка под низким давлением (обычно называемая абразивной очисткой или пескоструйной очисткой) часто является наиболее эффективным методом удаления чрезмерных отложений краски или значительной коррозии. Пескоструйная очистка является быстрой, тщательной и экономичной, и она позволяет очистить утюг на месте. Заполнителем может быть железный шлак или песок; Медный шлак не следует использовать для обработки железа из-за возможности электролитических реакций.Некоторая резкость в заполнителе выгодна тем, что придает металлической поверхности «зуб», что приводит к лучшей адгезии краски. Использование очень острого или твердого заполнителя и / или чрезмерно высокого давления (более 100 фунтов на квадратный дюйм) не требуется, и его следует избегать. Смежные материалы, такие как кирпич, камень, дерево и стекло, должны быть защищены от повреждений. Некоторые местные строительные нормы и правила и органы охраны окружающей среды запрещают или ограничивают сухую пескоструйную очистку из-за проблемы с переносом пыли по воздуху.
Влажная пескоструйная очистка более проблематична, чем сухая пескоструйная очистка чугуна, поскольку вода мгновенно вызывает ржавчину поверхности и проникает глубоко в открытые швы. Поэтому обычно это не считается эффективным методом. Влажная пескоструйная очистка снижает количество переносимой по воздуху пыли при удалении сильных отложений краски, но удаление сточных вод, содержащих свинец или другие токсичные вещества, ограничивается экологическими нормативами в большинстве регионов.
Пламенная очистка металла от ржавчины с помощью специальной кислородно-ацетиленовой горелки с многопламенной головкой требует наличия специально обученных операторов, что дорого и потенциально опасно.Тем не менее, он может быть очень эффективным на железе со слабой и средней степенью коррозии. Обработка поверхности проволочной щеткой обычно необходима после очистки пламенем.
Химическое удаление ржавчины путем травления кислотой — это эффективный метод удаления ржавчины с металлических элементов, который можно легко удалить и отправить в цех для погружения в чаны с разбавленной фосфорной или серной кислотой. Этот метод не повреждает поверхность утюга, если после чистки утюг нейтрализуется до уровня pH 7.Другие химические средства удаления ржавчины включают продукты на основе цитрата аммония, щавелевой кислоты или соляной кислоты.
Химическое удаление краски с использованием щелочных соединений, таких как хлористый метилен или гидроксид калия, может быть эффективной альтернативой абразивно-струйной очистке для удаления сильных отложений краски. Эти агенты часто доступны в виде гелей или паст замедленного действия. Поскольку они могут вызвать ожоги, необходимо носить защитную одежду и очки. Химические вещества, нанесенные на негерметичный фасад, могут просочиться через щели и отверстия, что приведет к повреждению внутренней отделки здания и коррозии тыльной стороны железных компонентов.Остаточные следы чистящих составов на поверхности утюга, если их не нейтрализовать тщательно, могут в будущем привести к потере краски. По этим причинам, как правило, не рекомендуется использовать щелочные смывки для удаления краски и кислотные очистители.
После любого из этих методов очистки и удаления краски только что очищенный утюг следует немедленно покрасить антикоррозийной грунтовкой, прежде чем начнет образовываться новая ржавчина. Этот период времени может варьироваться от минут до часов в зависимости от условий окружающей среды.Если грунтование откладывается, любую образовавшуюся ржавчину на поверхности следует удалить чистой проволочной щеткой непосредственно перед грунтованием, потому что ржавчина препятствует хорошему сцеплению грунтовки с чугунной поверхностью и не позволяет грунтовке полностью заполнить поры металла. .
Самый распространенный и эффективный способ сохранить архитектурный чугун — сохранить защитное лакокрасочное покрытие на металле. Краска также может быть декоративной, если это исторически целесообразно.
Перед удалением краски с исторического архитектурного чугуна рекомендуется микроскопический анализ образцов последовательности исторических красок. Этот процесс, называемый анализом серии красок, должен выполняться опытным реставратором архитектуры. Анализ позволит определить исторические цвета краски и другие условия, например, была ли краска матовой или глянцевой, был ли добавлен песок в краску для текстуры, и было ли здание полихромным или мраморным.Традиционно многие чугунные элементы окрашивались под другие материалы, например, известняк или песчаник. Иногда элементы были искусственно окрашены, так что железо выглядело как мрамор с прожилками.
В этом здании использовалось сильное щелочное средство для удаления краски, которое, по-видимому, не было должным образом промыто или нейтрализовано. Через несколько месяцев вновь нанесенная краска начала отслаиваться, и на утюге появились полосы ржавчины. Фото: Ким Лавджой.
Для приклеивания новых защитных покрытий необходима тщательная подготовка поверхности.С утюга необходимо удалить всю отслаивающуюся, отслаивающуюся и поврежденную краску, а также грязь и грязь, водорастворимые соли, масло и жир. На поверхности утюга может остаться старая, плотно приставшая краска, если она совместима с предлагаемыми покрытиями. Сохранение старой краски также сохраняет историческую последовательность окраски здания и позволяет избежать опасностей, связанных с удалением и утилизацией старой свинцовой краски.
Рекомендуется проконсультироваться со спецификациями производителя или у технических представителей, чтобы убедиться в совместимости условий поверхности, грунтовки и финишного покрытия и методов нанесения.
Для правильного прилипания краски металлические поверхности перед покраской должны быть абсолютно сухими. Если выбранная краска не предназначена специально для исключительных условий, окраску не следует проводить, если ожидается, что температура упадет ниже 50 градусов по Фаренгейту в течение 24 часов или когда относительная влажность превышает 80 процентов; Краску нельзя наносить, когда в воздухе присутствует туман, туман или дождь. Плохо подготовленные поверхности приведут к выходу из строя даже самых лучших красок, в то время как краски даже по умеренной цене могут быть эффективными, если их наносить на хорошо подготовленные поверхности.
Подбор красок и покрытий
Типы красок, доступных для защиты железа, резко изменились в последние годы из-за федеральных, государственных и местных нормативных актов, которые запрещают или ограничивают производство и использование продуктов, содержащих токсичные вещества, такие как хромат свинца и цинка, а также летучие органические соединения и вещества (VOC или VOS). Доступность типов красок варьируется от штата к штату, и производители продолжают изменять составы продуктов в соответствии с новыми правилами.
Традиционно красный свинец использовался в качестве антикоррозионного пигмента для грунтовки железа. Красный свинец имеет сильное сродство к льняному маслу и образует свинцовое мыло, которое становится жесткой и эластичной пленкой, непроницаемой для воды, которая очень эффективна в качестве защитного покрытия для железа. По крайней мере, два медленно сохнущих финишных слоя на основе льняного масла традиционно использовались поверх красной свинцовой грунтовки, и эта комбинация эффективна на старых или частично изношенных поверхностях. Сегодня в большинстве регионов использование красок, содержащих свинец, запрещено, за исключением некоторых коммерческих и промышленных целей.
Сегодня алкидные краски очень широко используются и в значительной степени вытеснили содержащие свинец краски на основе льняного масла. Они сохнут быстрее масляной краски, имеют более тонкую пленку, но не так долго защищают металл. Алкидные антикоррозионные грунтовки содержат пигменты, такие как оксид железа, оксид цинка и фосфат цинка. Эти грунтовки подходят для ранее окрашенных поверхностей, очищенных ручным инструментом. Необходимо нанести не менее двух слоев грунтовки, а затем финишных слоев алкидной эмали.
Латексные и другие краски на водной основе не рекомендуется использовать в качестве грунтовки для чугуна, поскольку они вызывают немедленное окисление при нанесении на чистый металл.Краски из винил-акрилового латекса или акрилового латекса могут использоваться в качестве финишных покрытий поверх алкидных грунтовок, ингибирующих ржавчину, но если грунтовочные покрытия нанесены неидеально или повреждены, латексная краска вызовет окисление железа. Поэтому рекомендуется использовать финишные алкидные покрытия.
Высокоэффективные покрытия, такие как грунтовки с высоким содержанием цинка, содержащие цинковую пыль, и современные эпоксидные покрытия, могут использоваться на чугуне для обеспечения более длительной защиты. Для таких покрытий обычно требуются очень чистые поверхности и особые условия нанесения, которые могут быть трудными для достижения в полевых условиях на больших зданиях.Эти покрытия наиболее эффективно используются на элементах, которые были вывезены в магазин или недавно отлиты.
Одна из особенно эффективных систем заключалась в первом покрытии коммерчески очищенного пескоструйной очисткой железа грунтовкой с высоким содержанием цинка, затем нанесением эпоксидного основного покрытия и двух финишных слоев уретана. Некоторые эпоксидные покрытия можно использовать в качестве грунтовки на чистом металле или наносить на ранее окрашенные поверхности в хорошем состоянии. Эпоксидные смолы особенно подвержены разложению под воздействием ультрафиолетового излучения и должны быть защищены более стойкими финишными покрытиями.Были проблемы с эпоксидными красками, которые наносили на железо в заводских условиях, где покрытия были порезаны перед установкой. Подкрашивание эпоксидных красок в полевых условиях очень сложно, если вообще возможно. Это вызывает беспокойство, поскольку железо, открытое из-за дефектов основного покрытия, с большей вероятностью ржавеет, и потребуется более частое обслуживание.
Ключевым фактором, который следует учитывать при выборе покрытий, является разнообразие условий существующих и новых материалов на конкретном здании или сооружении.Для поверхностей с уже нанесенной краской может потребоваться одна грунтовка; другой — для недавно отлитого, подвергнутого химической очистке или струйной очистки чугуна; и третий для окладов или материалов-заменителей; за всеми тремя последующими совместимыми финишными покрытиями.
Способы применения
Кисть — это традиционный и наиболее эффективный метод нанесения краски на чугун. Он обеспечивает хороший контакт краски и утюга, а также эффективное заполнение ямок, трещин и других дефектов на металле.Использование краскопультов для нанесения краски является экономичным, но не всегда обеспечивает адекватное и равномерное покрытие. Для достижения наилучших результатов безвоздушные распылители должны использоваться опытными операторами. Чтобы полностью покрыть мелкие детали и добраться до углублений, может быть эффективным распыление грунтовочного слоя в сочетании с нанесением кистью.
Валики никогда не следует использовать для нанесения грунтовочного покрытия на металл, они эффективны для нанесения последующих слоев только на большие плоские поверхности. Внешний вид отделочных покрытий, наносимых распылением или валиком, не является исторически приемлемым, и его следует избегать на таких участках, как витрины магазинов, которые находятся под рукой.
При ремонте перил лестницы деревянную распорку внутри перил потолка залили бетоном. Вода проникала через перила и вступала в реакцию с бетоном, ускоряя коррозию железа. Фотография: Джон Г. Уэйт.
Большинство архитектурных чугунов изготавливается из множества небольших отливок, собранных с помощью болтов или винтов. Стыки между частями были заделаны, чтобы вода не просачивалась внутрь и не вызывала ржавчину изнутри. Исторически швы часто заделывались белой свинцовой пастой и иногда подкладывались хлопковой или пеньковой веревкой; даже головки болтов и винтов были заделаны, чтобы защитить их от элементов и скрыть их от глаз.Хотя иногда обнаруживается, что старая заделка в хорошем состоянии, она обычно крошится в результате выветривания, растрескивается в результате оседания конструкции или разрушается при механической очистке. Необходимо заменить поврежденную герметизацию, чтобы предотвратить проникновение воды. Для обеспечения хорошей адгезии и рабочих характеристик предпочтительнее полиуретановый герметик архитектурного класса или традиционная белая свинцовая паста.
Вода, которая проникает в полые части архитектурного элемента из чугуна, вызывает ржавчину, которая может стекать по другим архитектурным элементам.Вода может замерзнуть, и лед расколется в чугуне. Трещины снижают прочность всего литейного узла и обеспечивают еще одну точку входа воды. Таким образом, важно сделать трещины водонепроницаемыми с помощью герметиков или заполнителей, в зависимости от ширины трещины.
Колонны из стекловолокна и алюминиевые капители были установлены, чтобы воспроизвести элементы орнамента на восточном фасаде театра Нью-Маркет в Портленде, штат Орегон. Фото: Уильям Дж. Хокинс, III.
Наполнители, содержащие частицы железа в связующем на основе эпоксидной смолы, могут использоваться для заделки поверхностных, неструктурных трещин и мелких дефектов в чугуне. Скорость теплового расширения эпоксидной смолы сама по себе отличается от скорости теплового расширения железа, поэтому требуется добавление частиц железа для обеспечения совместимости и контроля усадки. Хотя отремонтированный кусок металла не имеет такой же прочности, как однородный кусок железа, элементы, отремонтированные эпоксидной смолой, действительно обладают некоторой прочностью. Шпатлевки на основе полиэстера, такие как те, которые используются для кузовов автомобилей, также являются приемлемыми заполнителями для небольших отверстий.
В редких случаях крупные трещины можно отремонтировать пайкой или сваркой специальными сварочными стержнями из никелевого сплава. Пайку или сварку чугуна очень сложно выполнять в полевых условиях, и ее должны проводить только очень опытные сварщики.
В некоторых случаях можно произвести механический ремонт чугуна с помощью железных прутков и винтов или болтов. В крайнем случае, испорченный чугун можно вырезать, а новый чугун закрепить на месте сваркой или пайкой.Однако зачастую дешевле заменить изношенную чугунную секцию новой отливкой, чем сращивать или укреплять ее. Вышедшие из строя чугунные элементы конструкции необходимо либо армировать железом и сталью, либо полностью заменить.
Западный фасад театра «Новый рынок» сохраняет свои оригинальные черты из чугуна. Фото: Джордж Макмат.
Шаткую чугунную балюстраду или перила часто можно закрепить, затянув все болты и винты.Винты с зачищенной резьбой и сильно заржавевшие болты подлежат замене. Чтобы компенсировать коррозию металла вокруг отверстий для болтов или винтов, необходимо использовать новые болты из нержавеющей стали или винты большего диаметра. В крайних случаях может потребоваться нарезка новых отверстий.
Внутренние пустоты балясин, стоек, скульптур и других элементов не следует заполнять бетоном; это неправильное лечение, которое вызывает дополнительные проблемы. По мере затвердевания бетон сжимается, оставляя пространство между бетоном и чугуном.Вода, проникая в это пространство, не испаряется быстро, что способствует дальнейшей коррозии. Коррозия железа еще больше ускоряется щелочной природой бетона. Если чугунные элементы были предварительно заполнены бетоном, их необходимо разобрать, удалить бетон и ржавчину, а внутренние поверхности загрунтовать и покрасить перед повторной сборкой элементов.
Замена чугунных компонентов часто является единственным практическим решением, когда такие элементы отсутствуют, сильно корродированы или повреждены, не подлежащие ремонту, или когда ремонт будет лишь незначительно полезным для продления срока службы железного элемента.
Иногда можно заменить мелкие декоративные, неструктурные элементы, используя целые участки оригинала в качестве схемы литья. Для больших секций необходимо будет изготовить новые образцы из дерева или пластика, размер которых немного больше исходного, чтобы компенсировать усадку чугуна во время литья (чугун сжимается примерно на 1/8 дюйма на фут, когда он охлаждается от жидкость в твердое тело). Иногда подходящую замену можно получить из существующих каталогов чугунолитейных заводов.Небольшие элементы можно отливать из чугуна по индивидуальному заказу на небольших местных литейных заводах, часто по стоимости, сопоставимой с аналогичными материалами. Большие элементы и сложные модели обычно требуют навыков и оборудования более крупной фирмы, специализирующейся на копировании.
Процесс кастинга
Архитектурные элементы традиционно отливались в песчаных формах. Качество специальных песков, используемых на литейных заводах, чрезвычайно важно; в отличие от большинства песков они должны быть влажными.В литейных цехах есть свои формулы для песка и его примесей, таких как глина, которая делает песок липким даже при переворачивании формы.
Форма, состоящая из двух частей (с верхом и низом, или «заглушка и тяга») используется для изготовления отливки с рельефом с обеих сторон, тогда как форма с открытым верхом дает плоскую поверхность с одной стороны. Для полых элементов требуется третий шаблон и форма для пустоты. Многие полые отливки состоят из двух или более частей, которые позже скрепляются болтами, привинчиваются или свариваются вместе из-за трудности поддержания внутреннего сердечника между верхней и нижней песчаными формами во время процесса литья.
Формовочный песок уплотняется в колбы или формы вокруг рисунка. Затем колпачок поднимается, и рисунок удаляется, оставляя отпечаток рисунка в небольшой форме. Расплавленное железо, нагретое до температуры примерно 2700 градусов по Фаренгейту, выливают в форму и затем дают ему остыть. Затем формы снимают с отливки; отсекаются туннели к форме (литники) и стояки, позволяющие выпуск воздуха; а неровные края (так называемые заусенцы) на отливке отшлифованы до гладкости.
Отливки загрунтованы заводской грунтовкой для предотвращения ржавчины, а затем раскладываются и предварительно собираются в литейном производстве для обеспечения надлежащего выравнивания и подгонки. Когда детали не подходят друг к другу, детали подвергаются механической обработке для удаления неровностей, вызванных заусенцами, или отбраковываются и повторно обрабатываются до тех пор, пока все литые элементы не будут соответствовать друг другу должным образом. Затем перед отправкой на строительную площадку наиболее крупные детали разбираются, а некоторые мелкие декоративные детали можно оставить в собранном виде.
Иногда бывает необходимо полностью или частично демонтировать чугунную конструкцию во время реставрации, если ремонт невозможно успешно провести на месте.Демонтаж должен производиться только под руководством архитектора-реставратора или реставратора архитектуры, имеющего опыт работы с историческим чугуном. Следует проявлять особую осторожность, поскольку чугун очень хрупкий, особенно в холодную погоду.
Демонтаж должен производиться в порядке, обратном порядку сборки, а повторный монтаж должен производиться, насколько это возможно, в точном порядке первоначальной сборки. Каждая часть должна быть пронумерована и снабжена ключами для записи рисунков. Когда работа должна выполняться в погодных условиях, связанных с шнуром, необходимо соблюдать осторожность, чтобы избежать разрушения металлических элементов из-за неравномерного нагрева элементов.
Как новые отливки, так и повторно использованные детали должны быть окрашены заводским грунтовочным слоем на все поверхности. Все компоненты должны быть разложены и предварительно собраны, чтобы обеспечить правильное выравнивание и установку. Многие оригинальные болты, гайки и винты, возможно, придется заменить аналогичными крепежными элементами из нержавеющей стали.
После сборки на месте стыки, которые исторически были заделаны, следует заполнить полиуретановым герметиком архитектурного качества или традиционной белой свинцовой пастой.Белый свинец имеет преимущество долговечности, хотя его использование ограничено во многих областях.
Обшивки
В некоторых случаях может потребоваться проектирование и установка гидроизоляции для защиты участков, уязвимых для проникновения воды. Примыкания должны быть тщательно спроектированы и изготовлены, чтобы они были эффективными и незаметными на вид. Самый прочный материал для оклейки чугуна — нержавеющая сталь с терновым покрытием. Другие совместимые материалы — сталь с терновым покрытием и оцинкованная сталь; однако они требуют более частого обслуживания и менее долговечны.Медь и медь с покрытием из свинца не рекомендуются для использования в качестве отливов при контакте с чугуном из-за проблем гальванической коррозии. Гальванические проблемы могут также возникнуть при использовании алюминия, если присутствуют определенные типы электролитов.
В последние годы ряд металлических и неметаллических материалов использовался в качестве заменителей чугуна, хотя исторически они не использовались с чугуном. Наиболее распространены алюминий, эпоксидные смолы, армированный полиэстер (стекловолокно) и бетон, армированный стекловолокном (GFRC).Факторы, которые следует учитывать при использовании материалов-заменителей, рассматриваются в Записках по консервации 16, в которых подчеркивается, что «все средства восстановления ухудшающихся исторических материалов или замены их идентичными материалами должны быть проверены, прежде чем переходить на материалы-заменители».
Литой алюминий в последнее время используется вместо чугуна, особенно для декоративных элементов декора. Алюминий легче, устойчивее к коррозии и менее хрупок, чем чугун.Однако, поскольку он не похож на чугун, его размещение в контакте с чугуном или рядом с ним может привести к гальванической коррозии, и поэтому его следует избегать. Особую осторожность необходимо соблюдать при нанесении лакокрасочных покрытий, особенно в полевых условиях. Часто бывает сложно получить прочное покрытие после того, как исходная отделка не удалась. Поскольку алюминий слабее железа, требуется тщательный анализ всякий раз, когда алюминий рассматривается в качестве материала для замены конструкционных чугунных элементов.
Эта легкая колонна из стекловолокна на уровне улицы была повреждена от удара в течение нескольких лет после установки. Фотография: Building Conservation Associates.
Эпоксидные смолы представляют собой двухкомпонентные термоотверждающиеся смолистые материалы, которым можно придать практически любую форму. При формовании эпоксидная смола обычно смешивается с наполнителями, такими как песок, стеклянные шары или каменная крошка. Поскольку это не металл, гальванической коррозии не происходит. При смешивании с песком или камнем его часто называют эпоксидным бетоном или полимербетоном, что неверно, поскольку в состав не входят вяжущие материалы.Эпоксидные смолы особенно эффективны для воспроизведения небольших декоративных частей чугуна. Поскольку это не металл, гальванического воздействия не происходит. Эпоксидные элементы должны иметь защитное покрытие, защищающее их от ультрафиолетового разрушения. Они также горючие и не могут использоваться в качестве замены конструкционных чугунных элементов.
Армированный полиэстер, широко известный как стекловолокно, часто используется как легкий заменитель исторических материалов, включая чугун, дерево и камень.В своей наиболее распространенной форме стекловолокно представляет собой тонкую жесткую слоистую оболочку, образованную путем заливки полиэфирной смолы в форму с последующим добавлением стекловолокна для усиления. Как и эпоксидные смолы, стекловолокно не вызывает коррозии, но подвержено разрушению под действием ультрафиолета. Из-за своего довольно хрупкого характера он не может использоваться в качестве замены конструктивных элементов, не может быть собран, как чугун, и обычно требует отдельной системы крепления. Он не подходит для мест, где он подвержен ударам, а также воспламеняется.
Бетон, армированный стекловолокном, известный как GFRC, похож на стекловолокно, за исключением того, что смолу заменяет легкий бетон. Элементы GFRC обычно изготавливаются в виде тонких панелей оболочки путем распыления бетона на формы. Обычно требуется отдельная система каркаса и крепления. Элементы из стекловолокна легкие, недорогие и устойчивые к атмосферным воздействиям. Поскольку GFRC имеет низкий коэффициент усадки, формы можно изготавливать непосредственно из исторических элементов. Однако GFRC очень отличается физически и химически от железа.Если его использовать рядом с железом, он вызывает коррозию железа и будет иметь другую степень поглощения влаги. Кроме того, невозможно добиться четкости деталей, характерной для чугуна.
Успешная программа техобслуживания — ключ к долгосрочному сохранению архитектурного чугуна. Важны регулярные проверки и точный учет. Проверки, проводимые дважды в год, в идеале весной и осенью, включают выявление основных проблем, таких как недостающие элементы и трещины, а также мелких деталей, таких как неудачное уплотнение, поврежденная краска и поверхностная грязь.
Записи должны вестись в виде постоянного журнала технического обслуживания, в котором описываются текущие задачи технического обслуживания и указывается дата первого обнаружения проблемы, время ее устранения и метод лечения. Записи о покраске важны для выбора совместимых красок для подкраски и последующей перекраски. Место проведения работ, а также тип, производитель и цвет краски должны быть отмечены в журнале. Та же самая информация должна быть собрана и записана для конопатки.
Поверхностные загрязнения можно смыть с хорошо окрашенного и заделанного чугуна водой под низким давлением. Неионные моющие средства можно использовать для удаления сильных или стойких загрязнений или пятен после тестирования, чтобы определить, что они не оказывают вредного воздействия на окрашенные поверхности. Густые отложения и остатки смазки можно удалить вручную. Для удаления остатков можно использовать воду и моющие средства или обезжиривающие средства, не содержащие едкие добавки. Перед перекрашиванием необходимо удалить масло и жир, чтобы новые покрытия прилипли должным образом.
Основная цель программы обслуживания — борьба с коррозией. Как только заметна ржавчина, ее следует аккуратно удалить и обновить защитное покрытие утюга на пораженном участке. Замена испорченной герметизации и ремонт или замена вышедших из строя окладов также являются важными профилактическими мерами технического обслуживания.
Успешная консервация чугунных архитектурных элементов и объектов зависит от точной диагностики их состояния и проблем, с которыми они связаны, а также от выбора соответствующих процедур ремонта, очистки и окраски.Часто бывает необходимо провести капитальный ремонт отдельных элементов и узлов; в некоторых случаях необходимо тиражировать сильно поврежденные или отсутствующие компоненты. Долговременная консервация архитектурного чугуна зависит как от своевременного надлежащего ремонта, так и от соблюдения регулярного графика технического обслуживания.
Благодарности
Этот краткий обзор был разработан Центром технических услуг по сохранению New York Landmarks Conservancy в соответствии с соглашением о сотрудничестве со Службой технической сохранности Службы национальных парков и при частичном заключении Совета по искусству штата Нью-Йорк.За техническую помощь следует поблагодарить следующих лиц: Роберт Бэрд, компания «Историческое искусство и кастинг»; Уиллкокс Данн, архитектор и консультант по чугуну; Уильям Фоулкс, архитектор Месик Коэн Уэйт; Элизабет Фрош, Комиссия по сохранению достопримечательностей Нью-Йорка; Уильям Хокинс, III, FAIA, Макмат Хокинс Дортиньяк; Дж. Скотт Хауэлл, Робинсон Айрон Компани; Морис Шикер, Международная ассоциация фасадных консультантов; Джоэл Шварц, Металлургический завод Шварца и Шварца; и Дайана Уэйт, Mount Ida Press. Ким Лавджой был координатором проекта и редактором Conservancy; Чарльз Фишер был координатором проекта и редактором Службы национальных парков.
Настоящая публикация подготовлена в соответствии с Законом о сохранении национального исторического наследия 1966 года с внесенными в него поправками, который предписывает министру внутренних дел разрабатывать и предоставлять информацию об исторических объектах. Служба технической сохранности (TPS), Служба национальных парков, готовит стандарты, руководства и другие образовательные материалы по ответственным методам сохранения исторических памятников для широкой общественности.
Октябрь 1991
Ашерст, Джон и Никола Ашерст с Джеффом Уоллисом и Деннисом Тонером. Практическая консервация зданий: Технический справочник английского наследия: Том
4 Металла. Олдершот, Хантс: Gower Technical Press, 1988.
Барсук, Дэниел Д., с новым введением Марго Гейл. Барсука
Иллюстрированный каталог литой архитектуры . Нью-Йорк: Dover Publications,
Inc., 1981; переиздание издания 1865 года, опубликованного Baker and Godwin, Printers,
Нью-Йорк.
Гейл, Марго и Эдмунд В. Гиллон-младший. Литая архитектура в новом стиле.
Йорк: фотографический обзор . Нью-Йорк: Dover Publications Inc., 1974.
Гейл, Марго, Дэвид В. Лук, AIA и Джон Г. Уэйт. Металлы в Америке
Исторические здания: Часть I. Исторический обзор металлов : Часть II. Ухудшение и методы консервирования металлов . Вашингтон.; Отдел помощи в сохранении, Служба национальных парков, Министерство внутренних дел США, 1980 год.
Хокинс, Уильям Джон III. Великая эра чугунной архитектуры в
Портленд . Портленд, Орегон: Бинфорд и Морт, 1976.
Хауэлл, Дж. Скотт. «Архитектурный чугун: дизайн и реставрация». Журнал Ассоциации консервационных технологий . Том XIX, номер
3 (1987), стр. 5155.
Парк, Шарон С., AIA. Записки по консервации 16: Использование заменителей
Материалы по экстерьерам исторических зданий .Вашингтон Д. К .: Сохранение
Отдел помощи, Служба национальных парков, США 5. Департамент внутренних дел,
1988.
Робертсон, Э. Грэм и Джоан Робертсон. Чугунное украшение: мир
Обзор . Нью-Йорк: Watson-Guptill Publications, 1977.
Саутворт, Сьюзен и Майкл. Декоративные изделия из металла: иллюстрированное руководство
к его дизайну, истории и использованию в американской архитектуре . Бостон: Дэвид
Р. Годин, 1978.
Уэйт, Диана С. Декоративные изделия из металла: два века мастерства
в Олбани и Трое, Нью-Йорк, . Олбани, Нью-Йорк: Mount Ida Press, 1990.
Обслуживание, ремонт и замена исторического литого камня
ИНФОРМАЦИЯ О КОНСЕРВАЦИИ
Деталь скульптурного орнамента из литого камня на Level Club, Нью-Йорк (1926 г.). Фото: Ричард Пайпер.
Ричард Пайпер
Практика использования более дешевых и распространенных материалов для экстерьера зданий под имитацию более дорогих натуральных материалов отнюдь не нова.В восемнадцатом веке краску, пропитанную песком, наносили на дерево, чтобы оно выглядело как добытый камень. Штукатурка, имитирующая каменный тесак, тоже могла обмануть глаз. В 19 веке чугун также часто выглядел как камень. Другим подобным имитационным строительным материалом был «литой камень» или, точнее, сборные железобетонные конструкции.
Известное здание Делавэра и Хадсона в Олбани, Нью-Йорк (1916 г.) широко использовало литой камень в качестве отделки в сочетании со случайной облицовкой ашаром из натурального гранита.Фото: Ричард Пайпер.
Литой камень — это всего лишь одно название, данное различным бетонным смесям, в которых использовались формованные формы, декоративные заполнители и пигменты для каменной кладки для имитации природного камня. В состав базовых смесей входили вода, песок, крупный заполнитель и вяжущие вещества. В качестве связующих использовались природные цементы, портландцементы, оксихлоридные цементы и цементы на основе силиката натрия. Различия в полученных продуктах отражали различные каменные крошки, связующие вещества, методы производства и отверждения, а также системы отделки поверхности, которые использовались для их производства.Универсальный в представлении как замысловатого резного орнамента, так и простых блоков стенового тесаного камня, литой камень может быть обработан с различными видами отделки.
В течение полутора веков использования в Соединенных Штатах литому камню давали различные названия. В то время как термин «искусственный камень» широко использовался в 19 веке, в начале 20 века его заменили «бетонный камень», «литой камень» и «резной литой камень». Кроме того, Coignet Stone, Frear Stone и Ransome Stone были названиями запатентованных систем для сборных железобетонных строительных блоков, которые в 19 веке переживали периоды популярности в различных областях Соединенных Штатов.Этим системам можно противопоставить «художественный бетон», декоративную формованную бетонную конструкцию, как сборную, так и монолитную, в которой практически не было усилий для имитации природного камня.
Скульптурный орнамент часто изготавливали из литого камня. Повторяющиеся детали, такие как панели с полосами на Level Club в Нью-Йорке (1926 г.), производились гораздо экономичнее, чем из природного камня. Фото: Ричард Пайпер.
Получив популярность в Соединенных Штатах в 1860-х годах, литой камень стал широко использоваться в качестве экономичной замены натурального камня к началу 20-го века.Теперь он считается важным историческим материалом сам по себе с уникальными проблемами износа, которые требуют традиционных, а также инновационных решений. В данном документе по консервации подробно обсуждается обслуживание и ремонт исторических зданий из литого камня и сборного железобетона, имитирующих натуральный камень. Он также охватывает условия, которые оправдывают замену исторического литого камня соответствующими современными бетонными изделиями, и дает рекомендации по их воспроизведению. Многие из обсуждаемых здесь вопросов и методов относятся также к ремонту и замене других сборных железобетонных изделий.
Ранние запатентованные системы
В то время как некоторое использование литого камня может быть отнесено к средневековью, недавние попытки воспроизвести камень с цементными материалами начались в Англии и Франции в конце 18 века. Камень Coade Stone, один из самых известных из ранних английских производителей, использовался для архитектурного орнамента и отделки, и еще в 1800 году в Соединенных Штатах имел ограниченное применение для внутренней отделки. Значительные успехи в индустрии искусственного камня в Соединенных Штатах были связано с производством природного цемента или гидравлической извести, которое началось около 1820 года.
Большое количество запатентованных американских, английских и французских систем было продано сразу после Гражданской войны. Один из первых американских патентов на литой камень был выдан Джорджу А. Фриру из Чикаго в 1868 году. Фрир Стоун представлял собой смесь природного цемента и песка, к которой был добавлен раствор шеллака для обеспечения начальной прочности при отверждении. Система Фрира была широко лицензирована по всей стране, и связанные с этим различия в материалах и методах производства, по-видимому, привели к некоторым серьезным сбоям.
Построенный в 1868 году компанией Beton Coignet, пролив Клефт-Ридж в Проспект-парке Нью-Йорка является одним из самых ранних сохранившихся литых каменных сооружений в Соединенных Штатах. Фото: Ричард Пайпер.
Еще одним продуктом, в котором в качестве цементирующего агента использовался природный цемент, был Beton Coignet (буквально «бетон Coignet», также известный как «камень Coignet»). Франсуа Куанье был пионером бетонного строительства во Франции. Он получил патенты Соединенных Штатов в 1869 и 1870 годах на свою систему сборного железобетона, которая состояла из портландцемента, гидравлической извести и песка.В Соединенных Штатах формула была изменена на смесь песка с Rosendale Cement (высококачественный натуральный цемент, производимый в Rosendale, округ Ольстер, Нью-Йорк). В 1870 году патентные права Coignet в США были проданы американцу Джону К. Гудричу-младшему, который основал компанию Coignet Stone Company в Нью-Йорке и Лонг-Айленде. Эта компания изготовила литой камень для одной из самых ранних сохранившихся каменных конструкций в Соединенных Штатах, пролива Клефт-Ридж в Проспект-Парке, Бруклин, Нью-Йорк.
Некоторые запатентованные системы заменили портландцемент или гидравлическую известь другими цементами.В британском патентном процессе Фредерика Рэнсома использовалась смесь песка и силиката натрия в сочетании с хлоридом кальция для образования блоков силиката кальция. Побочный продукт хлорида натрия предназначался для удаления с помощью промывки водой в процессе отверждения. Цементный процесс Сореля, разработанный в 1853 году и позже примененный для производства точильных камней, плитки и литого камня для зданий, комбинированный оксид цинка с хлоридом цинка или оксид магния и хлорид магния, с образованием гидратированной оксихлоридной цементной смеси, связывающей песок или щебень.Компания Union Stone в Бостоне производила литой камень с использованием процесса Сореля. Однако в конечном итоге от альтернативных систем цементирования отказались в пользу портландцемента, который оказался более надежным и менее дорогим.
Развитие в конце 19-го и 20-го веков
Использование литого камня быстро росло с необычайным развитием промышленности портландцемента и бетона в конце 19 века. В первые десятилетия 20-го века литой камень получил широкое распространение в качестве экономичной замены натурального камня.Иногда он использовался в качестве единственного наружного облицовочного материала для здания, но чаще использовался в качестве отделки на облицованном камнем натуральном камне или кирпичной стене.
Литой камень обычно использовался для лепной отделки в сочетании с кирпичом или натуральным камнем. В этом кирпичном здании в Рочестере, штат Нью-Йорк, используется литой камень для облицовки входной двери и натуральный камень для изготовления безымянных подоконников, порогов и блоков уровня грунтовых вод. Фото: Ричард Пайпер.
В большинстве инсталляций начала 20-го века литой камень использовался для наружных оконных и дверных рамок или перемычек, колпачков, парапетов и балюстрад, полос полос, карнизов и фризов, а также скульптурного орнамента.Иногда декоративные интерьеры также были отделаны литым камнем, хотя сложные внутренние карнизы и украшения чаще изготавливались из гипса.
Производство
Производители литого камня использовали различные смеси из дробленого мрамора, известняка, гранита и плавильного шлака для получения различных эффектов камня. Легкая цементная матрица с заполнителем из дробленого мрамора может имитировать известняк, а смесь мрамора и небольшого количества плавильного шлака дает эффект белого гранита.Некоторые производители добавляли каменные пигменты и различные цвета на лицевую сторону камня, чтобы создать несколько стилизованный эффект пестрого песчаника. Каждый производитель также приготовил различные исходные смеси. Неудивительно, что агрегаты различались в разных местах. В штате Нью-Йорк, например, крошеный мрамор Gouverneur и Tuckahoe были популярными заполнителями для облицовки; в других областях обычно использовались измельченный полевой шпат или гранит и даже кварцевый песок.
Двумя основными системами производства литого камня были «сухое утрамбование» и «мокрое литье».«В процессе сухой утрамбовки использовалась жесткая бетонная смесь с низкой оседанием, которую прессовали и уплотняли в формы. Декоративная смесь заполнителя часто распределялась только по внешней облицовке отлитых элементов (обычно от 3/4 дюйма до 1 Ом» толстый), в то время как сердцевины блоков были из обычного бетона. Из-за жесткой смеси блоки сухого утрамбовки требовали относительно короткого периода времени в формах, которые затем можно было использовать несколько раз в день. После извлечения из форм Сухие тампонажные блоки часто сушили в парных, чтобы обеспечить надлежащую гидратацию цемента.С другой стороны, в процессе влажного литья использовалась гораздо более пластичная бетонная смесь, которую можно было заливать и подвергать вибрации в формы. Эта система использовала значительно больше воды в смеси, обеспечивая надлежащую гидратацию цементной смеси без сложного отверждения, но требуя, чтобы блоки оставались в формах как минимум на сутки. Из-за этого метода изготовления изделия мокрого литья обязательно распределяли свою декоративную смесь заполнителя по всей единице, а не просто по внешней облицовке.
Бетон отливали в формах из дерева, гипса, песка, а в начале 20-го века даже скрывали клей или желатин, в зависимости от метода производства, сложности отливаемой детали и количества единиц, которые нужно было изготовить. Металлические формы иногда использовались для заготовок декоративных предметов, реже для нестандартных архитектурных работ. Когда элементы были достаточно твердыми, были обработаны отделочные поверхности, чтобы обнажить заполнитель декоративного камня. После извлечения из формы мокрые отлитые изделия имеют поверхностную пленку цементного теста, которую необходимо удалить, чтобы обнажить заполнитель.Частично затвердевшие элементы можно обрызгать водой, натереть щетками с натуральной щетиной, протравить кислотой или обработать пескоструйным аппаратом для удаления цементного слоя. Поверхность изделий с сухим утрамбовыванием требует меньшей отделки.
Исторически сложилось так, что точечная отделка наносилась однонаправленным зубилом. Фото: Из каталога Литолитовой компании Онондага. С любезного разрешения, коллекция Майкла Ф. Линча.
Высококачественный литой камень часто «резался» или обрабатывался пневматическими долотами и молотками, подобными тем, которые используются для резки природного камня.В некоторых случаях для создания неглубоких параллельных канавок, похожих на прямые стамески, использовались ряды небольших каменных лезвий. Результаты часто были поразительно похожи на натуральный камень. Однако машинная и ручная обработка была дорогой, а простой формованный литой камень иногда был лишь немного дешевле, чем аналогичная работа с известняком. Существенной экономии можно было добиться по сравнению с натуральным камнем, когда требовались повторяющиеся элементы декоративной резной отделки.
Для этой колонны внешний вид «розового гранита» моделировался с помощью розоватой матрицы с белым и черным заполнителем.Эрозия тонированной матрицы приводит к значительному осветлению поверхности литого камня. Фото: Ричард Пайпер.
Наконец, литой камень сегодня иногда используется для замены натурального камня, когда первоначальный исторический камень больше не доступен или требуется более высокая прочность железобетона. Например, усиленные колонны из литого камня часто используются для замены колонн из природного камня при сейсмической модернизации исторических сооружений. Мелкозернистые камни, такие как песчаники, могут быть очень успешно воспроизведены литым камнем.Крупнозернистые граниты и мраморы с ярко выраженным рисунком или полосами по понятным причинам не так удачно сочетаются с литым камнем. Замена природного камня литым требует особого внимания к выбору мелких заполнителей и пигментации цементной матрицы. Крупнозернистый заполнитель, который обычно используется в литом камне для контроля усадки и обеспечения адекватной прочности на сжатие, может представлять эстетическую проблему, если он виден на поверхности элементов литого камня, имитирующих песчаник.Тщательный контроль размеров заполнителей в рецептуре смеси может уменьшить эту проблему.
Лучший исторический литой камень может соперничать с натуральным камнем по долговечности. Многие качественные сооружения из литого камня первых десятилетий двадцатого века все еще находятся в отличном состоянии и требуют небольшого ремонта. Однако, как и любой другой строительный материал, литой камень подвержен порче, которая может происходить по нескольким причинам:
Разделение облицовочного и внутреннего слоев
Износ агрегата
Износ или эрозия цементирующей матрицы
Износ железной или стальной арматуры
Износ скоб и анкеров, используемых при его установке.
Разделение облицовочного и основного слоев
Разделение лицевого и внутреннего слоев блоков сухой утрамбовки не является редкостью и часто отражает производственные дефекты, такие как плохое уплотнение, длительное время изготовления или неправильное отверждение. Если есть подозрение на разделение облицовочного и внутреннего слоев, блоки из литого камня могут быть «зондированы», чтобы установить степень расслоения.
Ухудшение агрегата
Разрушение литого камня, вызванное износом заполнителя, встречается редко.Граниты, мрамор и кварцевый песок, как правило, долговечны, хотя известняк и мраморный заполнитель подвержены тем же проблемам растворения, что и добытые в карьерах блоки этих камней. В редких случаях реакция между щелочами в цементной матрице и каменным заполнителем также может вызвать разрушение.
Разрушение или эрозия цементирующей матрицы
Масштабирование каменных блоков свидетельствует о проблемах с цементной смесью и методом производства.Серьезный износ литого камня, подобный этому, требует замены. Фотографии: Ричард Пайпер.
Хотя это относительно редко встречается в литом камне двадцатого века, серьезное разрушение цементирующей матрицы может привести к значительному повреждению каменных блоков. Правильно приготовленная цементная смесь будет долговечной в большинстве случаев наружного применения, а любое отслаивание внешних поверхностей свидетельствует о проблемах в цементной смеси и в способе изготовления. Использование некачественного или неправильно хранящегося цемента, загрязненной воды или ускорителей схватывания может вызвать проблемы с цементом через годы после завершения строительства.Неправильное перемешивание и уплотнение также может привести к образованию пористого бетона, который будет поврежден морозом и накипи. Серьезные проблемы с цементной матрицей невозможно отремонтировать должным образом, и часто требуется замена изношенных блоков литого камня.
Более распространенным и менее серьезным, чем отслаивание или образование отложений из-за разрушения цементирующей матрицы, является эрозия поверхности матрицы. Обычно это происходит на поверхностях выступающих элементов, подверженных воздействию стока воды, таких как подоконники, грунтовые воды и оконные колпаки.На этих участках матрица может разрушаться, оставляя мелкие зерна заполнителя, выступающие с поверхности. Получающаяся в результате шероховатая поверхность совершенно не соответствует задуманному первоначальному виду. В некоторых исторических сооружениях из литого камня тонкий слой цемента и мелкого песка на поверхности блоков из литого камня изначально не был вырезан из формованной поверхности, а был отделан узорами из каменных пигментов в стилизованной имитации рельефных песчаников или известняков . Эрозия пигментированного поверхностного слоя на этом типе литого камня приводит к еще более резким изменениям внешнего вида.
Износ железной или стальной арматуры
Ржавчина арматуры вблизи поверхности камня может привести к растрескиванию. Такие участки арматуры можно вырезать, а скол отремонтировать подходящим составным раствором. Фото: Ричард Пайпер.
При первоначальном изготовлении необычно длинные и тонкие элементы из литого камня, такие как подоконники или перила балюстрады, а также элементы, требующие конструктивной прочности, такие как перемычки, обычно укреплялись арматурными стержнями из мягкой стали.Иногда в большие куски были залиты петли для кабеля или крючки для облегчения работы и крепления. Иногда эта арматура и проволока могут находиться слишком близко (менее 2 дюймов) к поверхности детали, и ржавчина может вызвать растрескивание поверхности. Это часто случается с порогами, колпаками и уровнями грунтовых вод, где повторное сильное увлажнение приводит к потерям. щелочности в бетоне, что позволяет арматуре ржаветь.Если повреждение от ухудшающейся арматуры является значительным, например, раскол балясины из-за ржавчины центрального стержня арматуры, блок из литого камня может потребовать замены.
Ухудшение судорог и якорей
Даже когда подкрепление не было добавлено к индивидууму литых каменных блокам, из мягкой стали колика может быть использована для закрепления литого камня шпоны для резервного копирования кладки. Если сколы произошли в основном на верхушках тесаных плит или фризов, это обычно является причиной.
Уборка
Установки из литого камня с мраморными или известняковыми заполнителями иногда могут быть очищены с помощью тех же систем химической очистки щелочной предварительной мойки / кислотной последующей мойки, которые используются для очистки известняка и других известняковых природных камней.Если заполнители мрамора или известняка отсутствуют, можно использовать кислотные очистители, такие как те, что используются для натуральных гранитов и песчаников.
Пескоструйная и мокрая пескоструйная очистка может серьезно повредить поверхность и не должна использоваться для очистки поверхностей из литого камня. Фото: Ричард Пайпер.
В любом случае, темные пятна твердых частиц на защищенных участках могут быть стойкими и требовать экспериментов с другими методами очистки. Некоторые методы микроабразивной очистки, используемые квалифицированным уборщиком в строго контролируемых условиях, могут быть подходящими для удаления стойких загрязнений.Обычная пескоструйная или влажная пескоструйная очистка может серьезно повредить поверхность литого камня и не должна использоваться.
Переориентация
Ранние сооружения из литого камня могли быть построены с использованием натуральных цементных растворов, но в сооружениях конца девятнадцатого и двадцатого веков литые каменные блоки обычно закладывались и заделывались раствором, состоящим из портландцемента, извести и песка. Когда требуется повторное нанесение или замена исторического раствора, обычно подходит раствор Типа N (примерно одна часть цемента и одна часть извести на шесть частей песка).При повторном нанесении любой исторической кладки важно согласовать характер и цвет песка и цвет цементной матрицы в историческом растворе. Цвет цементной матрицы часто можно регулировать, используя в растворе комбинации белого, «светлого» и серого портландцемента.
Стыки в исторических сооружениях из литого камня могут быть довольно тонкими, поэтому плотный раствор трудно удалить. Ненужное перенаправление может нанести значительный ущерб историческому литому камню. Трещины и открытые стыки чаще всего обнаруживаются на открытых элементах, таких как балюстрады и колпачки, и, конечно же, их необходимо переориентировать.Когда твердый и вязкий раствор использовался при первоначальной установке или более поздней переустановке, удаление раствора может легко повредить края блоков литого камня.
В то время как неосторожное использование «шлифовальных машин» для удаления раствора повредило бесчисленное количество исторических каменных зданий, опытный каменщик может иногда использовать ручной шлифовальный станок с тонким алмазным лезвием, чтобы надрезать центр стыка, а затем удалить остаток раствора. ручным зубилом. Однако, если этот метод не выполняется осторожно, отклонение лезвия может привести к расширению или изменению суставов и причинить значительный ущерб литому камню.Необходимо соблюдать осторожность, чтобы предотвратить повреждение из-за чрезмерной резки вертикальных швов, остановив лезвия на значительном расстоянии от соседних узлов. Использование небольших пневматических долот, таких как те, которые используются для обработки инструментального камня, также может хорошо работать для удаления раствора, но даже этот метод может вызвать сколы на краях блоков литого камня, если он не будет сделан осторожно.
Большая часть исторического литого камня заменяется без надобности, когда его можно легко отремонтировать на месте или оставить без обработки. Это особенно верно в отношении участков, на которых видны отдельные сколы от ржавых стержней арматуры или анкеров, или установок, в которых эрозия матрицы оставила шероховатую поверхность обнаженного заполнителя.
Выветривание литого камня, хотя и отличается от естественного камня, дает патину старения и не требует крупномасштабной замены, если только серьезные проблемы с цементной матрицей или ржавые арматурные стержни не вызвали обширного образования окалины или отслаивания. Сильная ржавчина арматурных стержней на небольших декоративных элементах, таких как балясины, может свидетельствовать о карбонизации (потере щелочности) матрицы. Там, где произошла карбонизация матрицы, необработанная арматура будет продолжать ржаветь.Замена может быть приемлемым подходом для открытых и сильно изношенных элементов, таких как поручни, балюстрады на крыше или ограждения стен, где разборка вряд ли повредит прилегающую конструкцию. И наоборот, небольшие повреждения обычно следует отремонтировать с помощью «композитных материалов» или оставить их в покое.
Отслоившийся слой декоративного литого камня на театре Орфей, Сан-Франциско, Калифорния (1925 г.), был успешно повторно прикреплен с помощью эпоксидной смолы. После обработки несколько отверстий для подачи эпоксидной смолы удаляются, а отверстия заделываются.Фотография: Дэвид П. Уэссел.
Повторное закрепление облицовки разделенной поверхности
Там, где декоративная облицовка из сухого утрамбованного литого камня отделилась от основных слоев, можно использовать инъекционные растворы для повторного закрепления облицовки. Повторное прикрепление отделенного облицовочного слоя может занять много времени и должно выполняться консерватором, а не каменщиком. Этот метод может быть лучшим и наиболее экономичным подходом для ремонта фигуративной скульптуры или уникальных элементов, которые не повторяются где-либо еще на здании.Теоретически цементные растворы являются наиболее подходящими для повторного прикрепления отделенных облицовок, но при появлении микротрещин может потребоваться использование полимерных клеев. Для этой цели использовались эпоксидные смолы с низкой вязкостью, которые можно наносить через небольшие отверстия для впрыска. Разумеется, трещины, которые могут привести к утечке клея, должны быть отремонтированы перед инъекцией. Отверстия, сделанные для инъекции клея, потребуют заплатки после завершения повторного прикрепления.
Ремонт сколов арматуры и механических повреждений
Просверленные отверстия, механически поврежденные углы и случайные сколы от ржавых арматурных стержней и анкеров — это ремонтопригодные условия, которые не требуют замены литого камня.Небольшой «композитный» ремонт поврежденных блоков каменной кладки может быть выполнен с помощью раствора, состав которого визуально соответствует исходному материалу, и может быть успешно проведен компетентным и чутким каменщиком. Однако, если ухудшение является широко распространенным, или если большие площади поверхности отслаиваются или трескаются и возникает необходимость в замене, владелец может пожелать проконсультироваться с архитектором по консервации или консультантом, чтобы определить причину ухудшения и указать необходимый ремонт или замену, в зависимости от ситуации.
Поврежденный участок вырезается, чтобы создать неглубокую пустоту равной глубины, полдюйма или более. Фото: Ричард Пайпер.
Составной раствор наносится на пустое пространство с помощью небольшого шпателя или кельмы. Фото: Ричард Пайпер.
Этот завершенный ремонт композитного материала можно было бы улучшить, удалив щеткой остатки матрицы по краям ремонта до того, как поверхность затвердела. Фото: Ричард Пайпер.
Методы композитного ремонта каменной кладки, как правило, применимы и для ремонта исторического литого камня.Однако, чтобы ремонт поврежденного литого камня был успешным, цвет цементной матрицы, а также размер и окраска заполнителя должны соответствовать цвету исторической единицы. Щебень и шлак (например, абразивный песок Black Beauty), аналогичные многим обычным традиционным заполнителям, широко доступны, хотя может потребоваться дополнительное дробление и / или просеивание для получения заполнителя подходящего размера. Помните, что половина или более подверженной атмосферным воздействиям поверхности является незащищенным заполнителем, поэтому тщательный выбор заполнителя и сортировка по размеру чрезвычайно важны для исправления.Даже отличия в совокупной угловатости (окатанные гальки против щебня) будут заметны при окончательном ремонте. Если в отливке использовалось более одного заполнителя, соотношение выбранных заполнителей в смеси, конечно, не менее важно. Изменение окраски цементной матрицы может быть достигнуто за счет использования белого, «светлого» или серого портландцемента. Если требуется дополнительная колеровка, следует использовать только неорганические пигменты, стойкие к щелочам. Поскольку большая часть исторического литого камня производилась в основном из портландцемента и заполнителя (с соотношением известь / цемент менее 15%), нет необходимости добавлять большие количества гашеной извести в составные ремонтные смеси для литого камня.Для пластичности рабочей смеси можно добавить небольшое количество извести.
Для устранения скола, вызванного износом стержня железной арматуры или анкеровки, необходимо удалить весь бетон с трещинами, прилегающий к сколу; отшлифовать и почистить арматуру, чтобы удалить всю ржавчину и окалину; и покрасьте металл антикоррозийной грунтовкой перед нанесением композитного литого камня. Если арматурный стержень расположен слишком близко к поверхности камня, рекомендуется вырезать изношенный участок арматуры после консультации с инженером-строителем.Если ухудшающиеся скобы устранены, может потребоваться установка нового крепления из нержавеющей стали.
Если у сколов есть зазубрины, необходимо будет обрезать зону ремонта до одинаковой глубины (1/2 дюйма или более). Как и при ремонте композитных материалов из природного камня, связующий агент может способствовать адгезии ремонтного материала к оригиналу. В случае необычно больших или глубоких пятен может потребоваться механическое закрепление ремонта небольшими стержнями из нейлона или нержавеющей стали.Если соседний литой камень подвергся механической обработке или выветриванию, необходимо будет зачистить отремонтированный участок щеткой, чтобы придать ему подходящую текстуру поверхности. Добавление достаточно крупного заполнителя, чтобы соответствовать соседнему исходному материалу, иногда будет мешать адгезии композита, и может возникнуть необходимость вдавить дополнительный заполнитель в нанесенную заплату перед отделкой. Однако если это не сделать умело, поверхность заплатки может приобрести мозаичный вид. По этой причине рекомендуется сначала провести тестовый ремонт композитных материалов в ненавязчивом месте.
Поверхностная обработка
Хотя иногда может потребоваться переналадка изношенного природного камня, восстановление первоначального вида литого камня в местах, где произошла эрозия поверхности, затруднительно или невозможно.
В отличие от натурального камня, литой камень нельзя обрабатывать на месте, чтобы уменьшить выступ неровностей на стыках. Инструмент часто обнажает крупный заполнитель из-под поверхности. Фото: Ричард Пайпер.
Обработка или шлифовка поверхности отлитого камня может обнажить крупный заполнитель под поверхностью и ни в коем случае не восстановит исходную узорчатую пигментацию, которая исчезла.Силикатные краски или красители для кирпичной кладки могут быть нанесены в виде рисунков для воспроизведения первоначального внешнего вида, но могут быть не долговечными или не полностью эстетичными. Если матрица подверглась эрозии, рекомендуется принять внешний вид литого камня в виде выветривания, если только обширная замена не требует других факторов.
Поскольку литой камень зависит от обнаженного заполнителя для достижения его эстетического эффекта, использование цементного поверхностного покрытия резко изменяет визуальный эффект материала и не подходит для ремонта литого камня.Цементное покрытие поверхности также может задерживать влагу в отливках и вызывать растрескивание поверхности.
Отдельные блоки из литого камня, которые подвержены многократному смачиванию (например, колпачки, перила и балясины) и демонстрируют серьезные разрушения из-за выкрашивания или разрушения арматуры, могут потребовать замены новым литым камнем и могут воспроизвести изношенные блоки в существующих зданиях.
После извлечения из формы новые блоки из литого камня очищаются, чтобы удалить поверхностную пасту и обнажить нижележащий заполнитель.Литые торцевые детали, такие как эта скульптура, могут иметь множество пузырьков воздуха на поверхности. Фото: Ричард Пайпер.
К счастью, ряд компаний изготавливают сборные железобетонные изделия на заказ. Переменные, вовлеченные в производство, значительны, и разумнее использовать фирму с опытом в декоративных и нестандартных работах, а не фирму по производству сборных железобетонных изделий, которая производит стандартные конструкционные элементы, бетонные трубы и т. Д. Несколько торговых организаций, в том числе Институт литого камня, Национальная ассоциация сборного железобетона и Ассоциация архитектурных сборных железобетонных изделий, разработали рекомендации и / или руководящие спецификации для производства литого камня и сборного железобетона.Эти спецификации устанавливают стандарты для таких характеристик, как прочность на сжатие и водопоглощение, и обсуждают добавки, такие как воздухововлекающие агенты и агенты, снижающие воду, которые влияют на долговечность нового литого камня. Перед заключением контракта на замену исторического литого камня необходимо ознакомиться с торговыми ссылками и инструкциями.
Отверстия на поверхности отливки (см. Выше, слева) заполняются раствором, аналогичным бетонной смеси, используемой для заливки элемента.Фото: Ричард Пайпер.
Производственные дефекты нового литого камня . Несмотря на то, что упомянутые выше окраска цементной матрицы и агрегатные свойства требуют самого пристального внимания, персонал проекта также должен искать дефекты, которые являются общими для изготовления литого камня:
Пузырьки воздуха . Небольшие ямки на поверхности камня могут образоваться, если агрегат не будет подвергаться достаточной вибрации для выпуска захваченного воздуха во время заливки. Пузырьки также могут быть проблемой при литье по концам длинных предметов, таких как колонны или перила, когда пузыри трудно отвести от отделочной поверхности устройства.
Растрескивание поверхности или проверка . Чрезмерно влажные смеси и недостаточная влажность во время отверждения могут привести к растрескиванию поверхности крупных отливок, например колонн. Такое растрескивание резко снижает долговечность нового литого камня. Небольшие армированные элементы, такие как балясины, также часто трескаются на тонких «шейках» отливок.
Агрегатная сегрегация . Составы для литого камня обычно включают ряд крупных заполнителей (щебень) и мелких заполнителей (песок).Когда блоки подвергаются вибрации, чтобы обеспечить уплотнение смеси и высвобождение захваченных пузырьков воздуха, крупные агрегаты могут начать оседать и отделяться от пасты из цемента и песка. Сегрегация заполнителя приводит к видимой концентрации крупного заполнителя на одном конце отливки. Сегрегация более проблематична при отливке длинных деталей, таких как колонны.
Поверхностное растрескивание может снизить долговечность блоков из литого камня. Растрескивание часто вызывает проблемы на армированных элементах с тонкими «шейками», таких как балясины, если их отверждение не контролируется тщательно.Фото: Ричард Пайпер.
Волнистость или неровность поверхности . Производственные формы для изготовления часто изготавливаются из резиновых облицовок форм, заключенных в более крупные «исходные формы» из гипса и дерева. Вибрация может ослабить резиновую облицовку внешней формы и привести к появлению волнистости или неровностей на поверхности готовой отливки. Даже когда рябь незаметна, неравномерность, вызванная движением формы, может затруднить выравнивание поверхностей соседних блоков при сборке установок из литого камня.
Линии пресс-формы . Отдельно стоящие элементы, такие как колонны, необходимо отливать в формах, состоящих из двух частей, которые разделяются для выпуска готовой отлитой детали. Если части формы не соединяются плотно, в стыке формы произойдет некоторая утечка цементного теста, в результате чего на поверхности отливки появится выступающая линия. Обычно это снимается до полного затвердевания отливки. Линия формы будет видна на готовой детали, если выступающий материал не удален полностью или если инструмент на линии формы не соответствует прилегающей поверхности отливки.Оснастка на линиях формования может также обнажить контрастный крупный заполнитель под поверхностью отливки.
Другие соображения по замене литого камня
Стоит отметить несколько других соображений, когда необходимо заменить исторические элементы из литого камня подходящим новым литым камнем.
Арматура . Щелочность нового бетона обычно обеспечивает адекватную защиту стальной арматуры. Однако на открытых участках, где раньше возникла проблема разрушения арматуры из-за ржавчины, рекомендуется использовать арматуру из нержавеющей стали.
Производственные формы из прочной резины на деревянной и гипсовой опоре используются для изготовления нового литого камня. Фото: Ричард Пайпер.
Обработка поверхностей . Обработка поверхности нового литого камня после изготовления в настоящее время не является обычным явлением. Пескоструйная очистка обычно используется для удаления поверхностной пленки цемента и обнажения заполнителя. Для сменных единиц, воспроизводящих исторические детали из литого камня в хорошо видимых местах, иногда можно сделать слепок из звукового материала или отремонтировать существующую деталь, чтобы использовать оригинальные инструменты в процессе литья.Если историческая единица слишком испорчена, чтобы ее можно было использовать в качестве образца, может быть изготовлена гипсовая модель, воспроизводящая поврежденную деталь. Его обрабатывают, чтобы воспроизвести желаемую обработку поверхности или внешний вид, а затем из гипсовой модели изготавливают производственную форму.
Влажное отверждение . Поверхностная кристаллизация растворимых солей (высолы) во время отверждения может осветлить поверхность некоторых сборных элементов, особенно тех, которые имитируют более темный камень. Некоторые производители используют серию циклов влажного / сухого отверждения или промывку уксусной кислотой для удаления растворимых солей, которые в противном случае могли бы изменить цвет готовой поверхности.Для большинства продуктов влажного литья достаточно простого влажного отверждения под пластиковой крышкой.
Легкая альтернатива
GFRC иногда используется для имитации разрушенных элементов литого или мелкозернистого природного камня. Поскольку элемент из стеклопласта представляет собой жесткую, но относительно тонкую оболочку, он должен поддерживаться и крепиться внутренним каркасом из стали.
Крепежное оборудование внутри этого картуша из GFRC (слева) не будет видно, когда устройство установлено (арматура видна справа).Фотографии: Towne House Restorations, Inc
Бетон, армированный стекловолокном (GFRC), все чаще встречается при реставрации зданий и используется для имитации разрушенного камня и литого камня и даже архитектурной терракоты. Это относительно новый материал, в котором для усиления песчано-цементной матрицы используются короткие рубленые пряди стекловолокна. GFRC стал популярной недорогой альтернативой традиционному сборному железобетону или каменной кладке для некоторых приложений.Производители используют пистолет-распылитель для распыления смеси, похожей на раствор, в форму желаемой формы. Полученный бетонный блок, обычно толщиной всего only дюйма, довольно жесткий, но для его крепления к строительной подложке требуется металлический каркас или арматура. Металлический каркас присоединяется к блоку GFRC с помощью небольших «контактных площадок» из GFRC.
GFRC имеет существенное преимущество перед традиционным сборным железобетоном, когда вес конструкции является проблемой, например, с карнизами или оконными колпаками.Многие смеси для литого камня могут быть успешно воспроизведены с помощью GFRC. Там, где он используется для моделирования природного камня, GFRC, как и литой камень, наиболее подходит для моделирования мелкозернистых песчаников или известняков.
Не для использования в приложениях для несения нагрузки
Поскольку система GFRC фактически является «оболочкой», GFRC не может использоваться для несущих нагрузок без предоставления дополнительной поддержки. Это делает его непригодным для некоторых задач, таких как замена отдельных блоков тесаного камня.Он также не подходит для небольших отдельно стоящих элементов, таких как балясины, или для большинства колонн, если они не связаны с окружающей кладкой или не могут иметь вертикальный шов, что может значительно изменить исторический облик. Блоки GFRC также должны допускать расширение и сжатие и, как правило, разделяются герметичными швами, а не строительным раствором. Шов с герметиком может быть неприемлемым для некоторых исторических применений; однако замена литого камня стекловолокном может быть целесообразной, когда требуется замена всего узла, такого как карниз, мансардное окно или оконный колпак.Следует проявлять особую осторожность при детализации замены GFRC существующего литого камня.
Ухудшение GFRC
Поскольку это относительно новый материал, долговечность GFRC еще не проверена. Когда GFRC был впервые представлен, некоторые установки испытали ухудшение, вызванное щелочной чувствительностью армирования стекловолокном. В настоящее время для производства стеклопластика используется щелочно-стойкое стекло. Однако, даже если обшивка GFRC изготовлена надлежащим образом, стальная арматура и система контактных площадок, используемые для крепления материала, уязвимы для повреждения из-за утечки герметика в стыках или небольших трещин на очищаемых поверхностях.Рекомендуется использовать арматуру из оцинкованной или нержавеющей стали, а также крепежные детали и анкеры из нержавеющей стали.
Литой камень — смесь воды, песка, крупного заполнителя и вяжущих веществ — с течением времени оказался привлекательным и прочным строительным материалом при правильном производстве. Он приобрел популярность в 1860-х годах и к началу 20-го века получил широкое признание в качестве экономичной замены натурального камня. К сожалению, большая часть исторического литого камня заменяется без необходимости, когда его можно было легко отремонтировать и сохранить на месте или оставить без обработки.Правильный ремонт поврежденных блоков может продлить срок службы любой каменной установки. Из-за необходимости согласования как цвета матрицы, так и размера и соотношения агрегатов, проекты консервации, которые включают ремонт или репликацию литого камня, должны предусматривать достаточное время для сборки материалов и подготовки испытательных образцов. Понимание того, какие условия требуют ремонта, какие требуют замены, а какие следует рассматривать как нормальные погодные условия, является ключом к выбору наиболее подходящего подхода к защите исторического литого камня и уходу за ним.
Ричард Пипер , директор по сохранению Jan Hird Pokorny Associates, Inc., Нью-Йорк, имеет значительный опыт в различных аспектах сохранения архитектуры, включая документирование исторических архитектурных технологий, а также анализ и консервацию строительных материалов. Автор благодарит Алана Барра из Towne House Restorations, Inc., Рона Мура из Western Building Restoration, архитектора Тео Прудона и реставратора Дэвида Уэссела из Architectural Resources Group за их помощь в подготовке и обзоре этого краткого обзора. Чак Фишер и Энн Э. Гриммер, Служба технической консервации, NPS, сделали ценные комментарии во время его разработки.Студия MJM предоставила доступ для фотосъемки изготовления литого камня. Майкл Ф. Линч, вице-президент SPNEA, и Майкл Девоншир, директор, Jan Hird Pokorny Associates, щедро предоставили изображения из своих личных коллекций для краткого обзора. Кей Д. Уикс, Служба сохранения наследия, Служба национальных парков (NPS), выполняла функции директора проекта и генерального редактора.
Настоящая публикация подготовлена в соответствии с Законом о сохранении национального исторического наследия 1966 года с внесенными в него поправками, который предписывает министру внутренних дел разрабатывать и предоставлять информацию об исторических объектах.Служба технической сохранности (TPS), Служба национальных парков, готовит стандарты, руководства и другие образовательные материалы по ответственным методам сохранения исторических памятников для широкой общественности.
Фотографии, включенные в эту публикацию, не могут использоваться для иллюстрации других публикаций без разрешения владельцев.
Сентябрь 2001 г.
Чайлд, Х.Л. Производство и использование бетонных изделий и литого камня , Лондон: Concrete Publications Limited, 1930.
Jester, Thomas C., ed., Twentieth Century Building Materials , New York, NY: McGraw-Hill, 1995.
Институт сборного / предварительно напряженного бетона, Архитектурный сборный бетон, 2-е изд. , Чикаго, Иллинойс: Институт сборного и предварительно напряженного бетона, 1989 г.
Whipple, Harvey, Concrete Stone Manufacture , Detroit: Concrete-Cement Age Publishing Company, 1918.
Краткая история чугунной посуды
Если вы проведете инвентаризацию кухонных шкафов, вы обнаружите, что ваша посуда и гаджеты сделаны из самых разных материалов.Существуют изделия из пластика, алюминия, нержавеющей стали, дерева и керамики — все материалы отлично подходят для выполнения своих задач. Но если вам посчастливится владеть чугунной посудой, вы наверняка подтвердите ее полезность во всех видах кулинарии. Будь то сковорода, голландская духовка, сковородка или сковорода, способность материала сохранять тепло в течение длительного времени и равномерно распределять его принесла ему ценное место на кухнях по всему миру.
Откуда взялась чугунная посуда? Когда стало реальностью использование расплавленного чугуна в посуде? И кто был первым, кто использовал такую посуду?
Раннее и широкое использование
Никто не может с уверенностью сказать, когда этот материал впервые был использован для изготовления посуды, но мы знаем, что простая чугунная посуда использовалась в Китае более 2000 лет назад.Поскольку техника литья распространилась по всему миру, различные чугунные изделия были разработаны в разных регионах. В Нидерландах использование форм, сделанных из сухого песка, позволило голландцам создавать высококачественные кастрюли. Распространение этих горшков — вместе с голландской техникой литья, которая их сделала, — помогло сделать эти горшки «голландскими печами». В Японии популярность чаепития привела к созданию декоративных чайников под названием тецубин , которые остаются популярными даже сегодня.
В Северной и Южной Америке есть свидетельства того, что некоторое литье металла производилось до колонизации региона, но именно европейцы принесли с собой более совершенные методы литья металлов, которые действительно представили литье металла — и чугуна — в Северная и Южная Америка. Надежный материал быстро завоевал свое место в молодых колониях, а кухонная посуда стала одним из основных применений металла. Ни один дом не обходился бы без чугунного котла или — много десятилетий спустя — чугунной кухонной плиты.
Надежное производство
Примечательно, что процесс изготовления таких изделий почти не изменился на протяжении сотен лет. В результате между старинной и современной чугунной посудой не так много различий. Незначительные улучшения в способе отливки расплавленного чугуна, а также исправления после литья практически устранили дефекты, называемые литниками, которые отмечают место перетекания чугуна в отливку, делая посуду более аккуратной и отполированной. Кроме того, многие современные изделия предварительно приправляются их производителями, что избавляет покупателей от необходимости приправлять посуду перед использованием.
Упадок и возрождение
Чугун — не единственный материал, из которого изготавливают посуду. Несмотря на долговечность и превосходное качество кулинарии, появление алюминия и нержавеющей стали в 20-м веке, казалось, означало конец господства чугуна. Но примечательно, что посуда пережила серьезный ренессанс в последние годы, доказав, что она не только долговечна как материал, но и является важным элементом кухни.
Но почему чугун остается таким популярным на протяжении стольких лет? Неудивительно, что ответ многогранен.В наше время он пользуется большим уважением на кухнях благодаря своим исключительным способностям нагрева и приготовления пищи. Однако в прошлом, когда практичность и долговечность были очень важны, чугун закрепился прежде всего потому, что он был недорогим, широко доступным и чрезвычайно прочным.
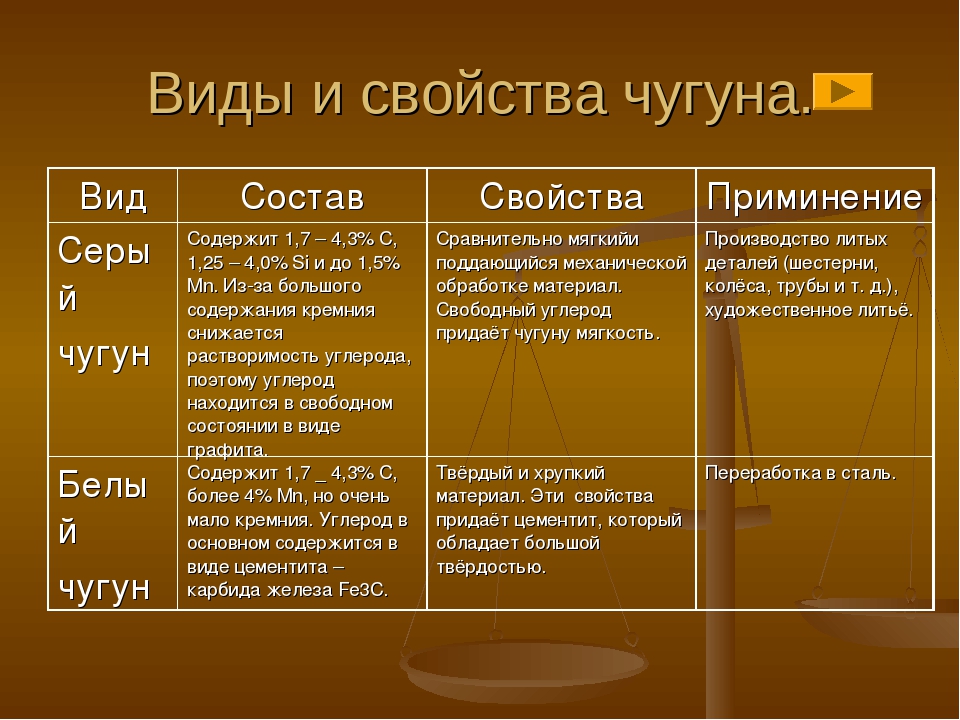
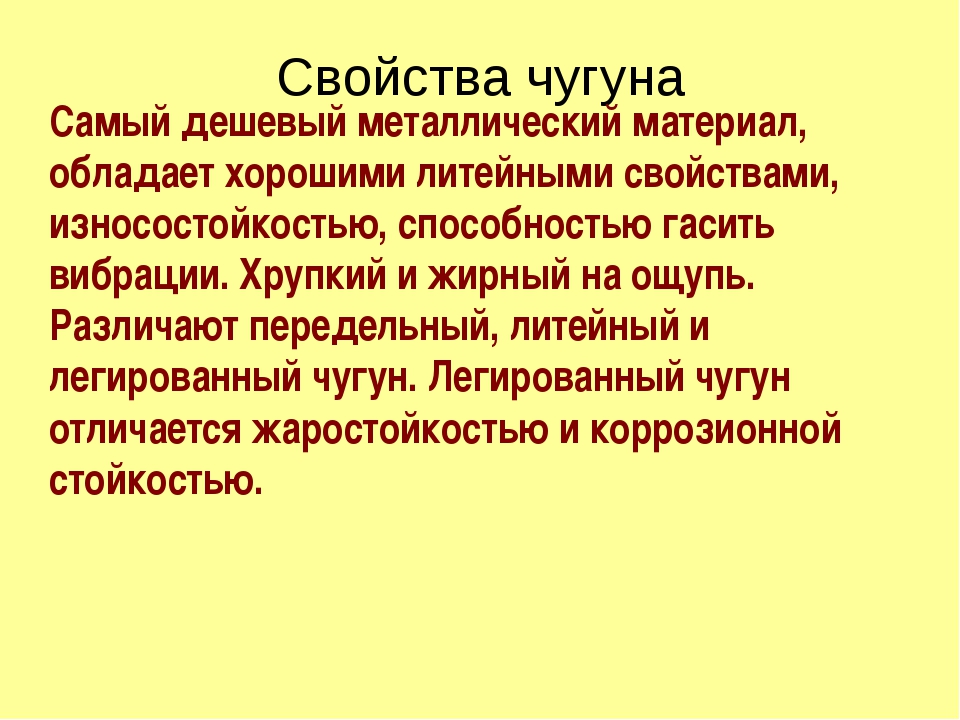
 Большую роль на формирование внутренней структуры сплава играют условиях охлаждения после затвердевания и само время остывания. В зависимости от этого чугун может обладать ферритной, ферритно-перлитной или сугубо перлитной металлической основой. Чем быстрее происходит охлаждение чугуна, тем большую долю в своем составе он имеет перлита, что, в свою очередь, отображается на его прочности – она возрастает, однако, вместе с этим существенно снижается его пластичность. Каждая определенная марка чугуна, имеющая оптимальные для конкретного случая сочетания свойств, применяется в совершенно конкретной области. Структурные компоненты серого чугуна обозначаются условно по ГОСТ 3443-87. Например, обозначение пластичного графита, содержащегося в сером чугуне по ГОСТ будет иметь маркировку ПГ. Графит в структуре серого чугуна может иметь различные формы:
Большую роль на формирование внутренней структуры сплава играют условиях охлаждения после затвердевания и само время остывания. В зависимости от этого чугун может обладать ферритной, ферритно-перлитной или сугубо перлитной металлической основой. Чем быстрее происходит охлаждение чугуна, тем большую долю в своем составе он имеет перлита, что, в свою очередь, отображается на его прочности – она возрастает, однако, вместе с этим существенно снижается его пластичность. Каждая определенная марка чугуна, имеющая оптимальные для конкретного случая сочетания свойств, применяется в совершенно конкретной области. Структурные компоненты серого чугуна обозначаются условно по ГОСТ 3443-87. Например, обозначение пластичного графита, содержащегося в сером чугуне по ГОСТ будет иметь маркировку ПГ. Графит в структуре серого чугуна может иметь различные формы:
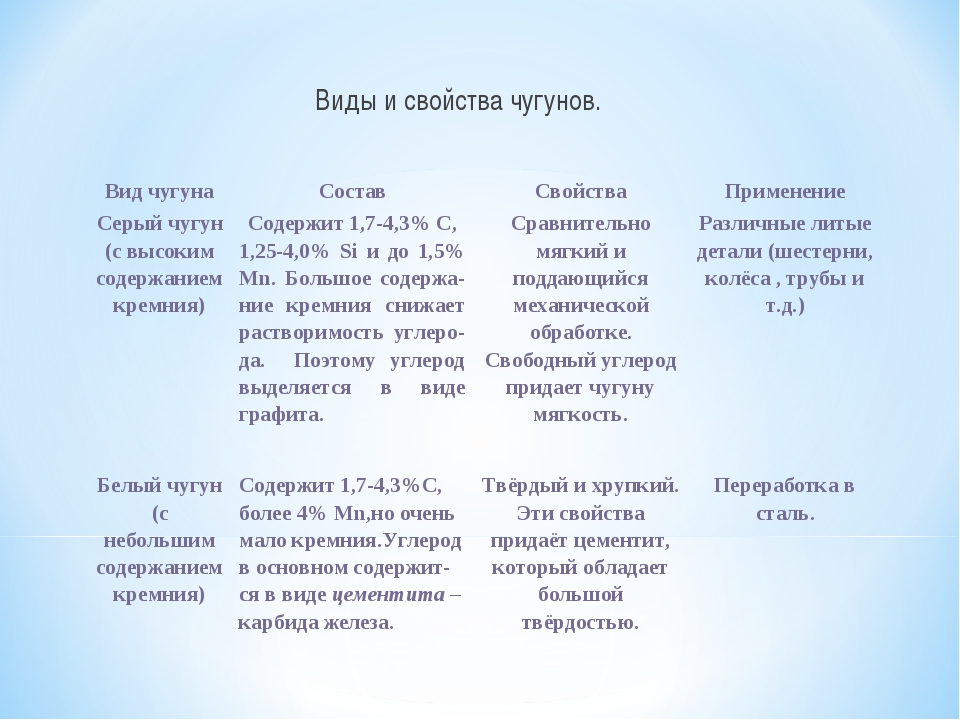
 Содержание углерода в сплаве превышает 2,14%, что выше нормальной растворимости. Этим сплав и отличается от стали, в которой углерод полностью растворен и отсутствует в виде отдельных включений, структура которых определяет их как графит.
Содержание углерода в сплаве превышает 2,14%, что выше нормальной растворимости. Этим сплав и отличается от стали, в которой углерод полностью растворен и отсутствует в виде отдельных включений, структура которых определяет их как графит.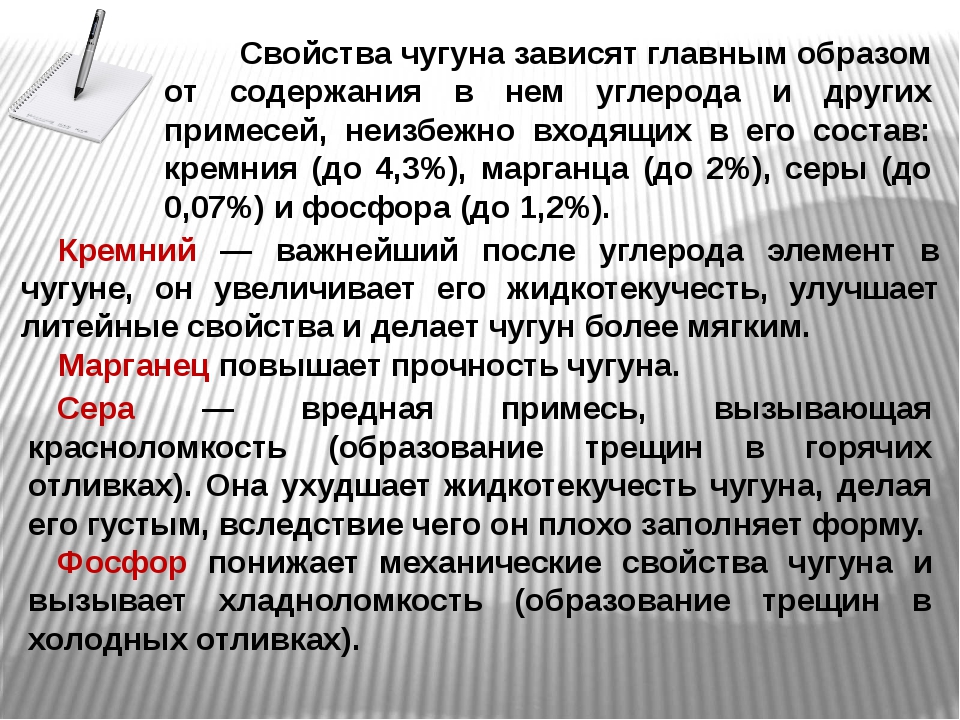 Вместе с тем прочность серого чугуна на сжатие очень высока.
Вместе с тем прочность серого чугуна на сжатие очень высока.
 Без преувеличения можно сказать, что литые станины и корпуса станков являются практически вечными по сравнению с остальными элементами устройства.
Без преувеличения можно сказать, что литые станины и корпуса станков являются практически вечными по сравнению с остальными элементами устройства.
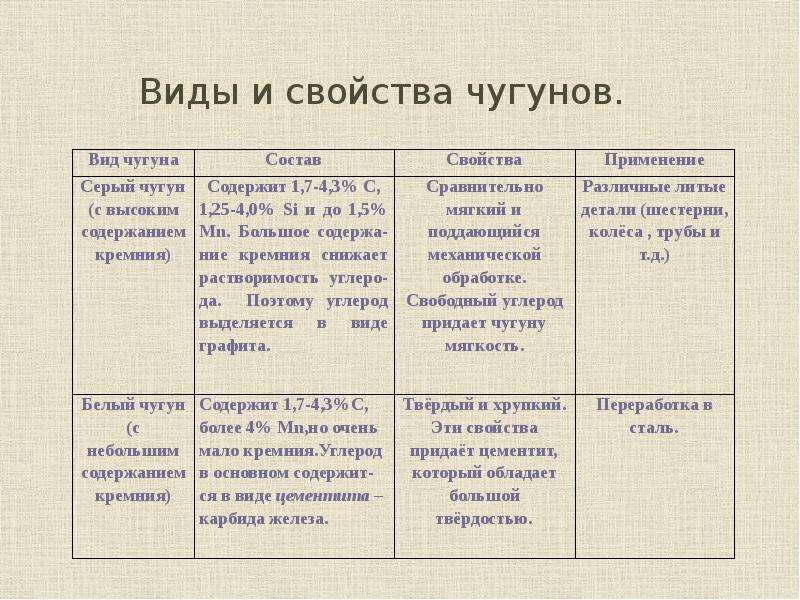

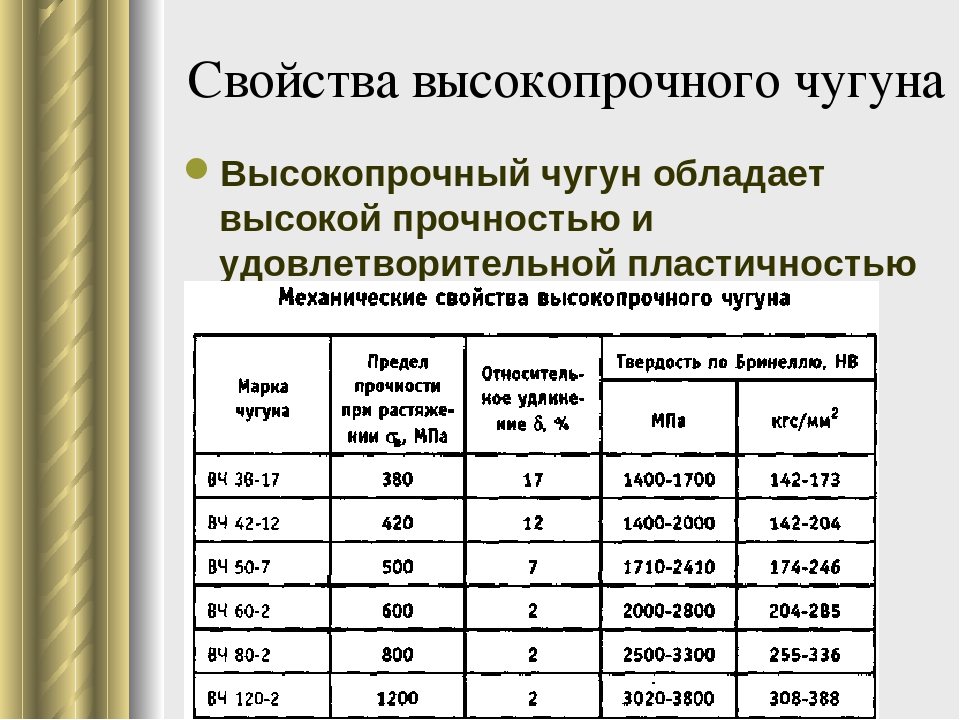 12, а), серые с пластинчатым графитом (рис. 12, б), ковкие – с хлопьевидным графитом (рис. 12, в) и высокопрочные – с шаровидным графитом (рис. 12, г).
12, а), серые с пластинчатым графитом (рис. 12, б), ковкие – с хлопьевидным графитом (рис. 12, в) и высокопрочные – с шаровидным графитом (рис. 12, г).
 Резанием (лезвийным инструментом) не обрабатывается, для изготовления деталей не используется.
Резанием (лезвийным инструментом) не обрабатывается, для изготовления деталей не используется. Ее точки и линии смещены чуть влево и вверх.
Ее точки и линии смещены чуть влево и вверх.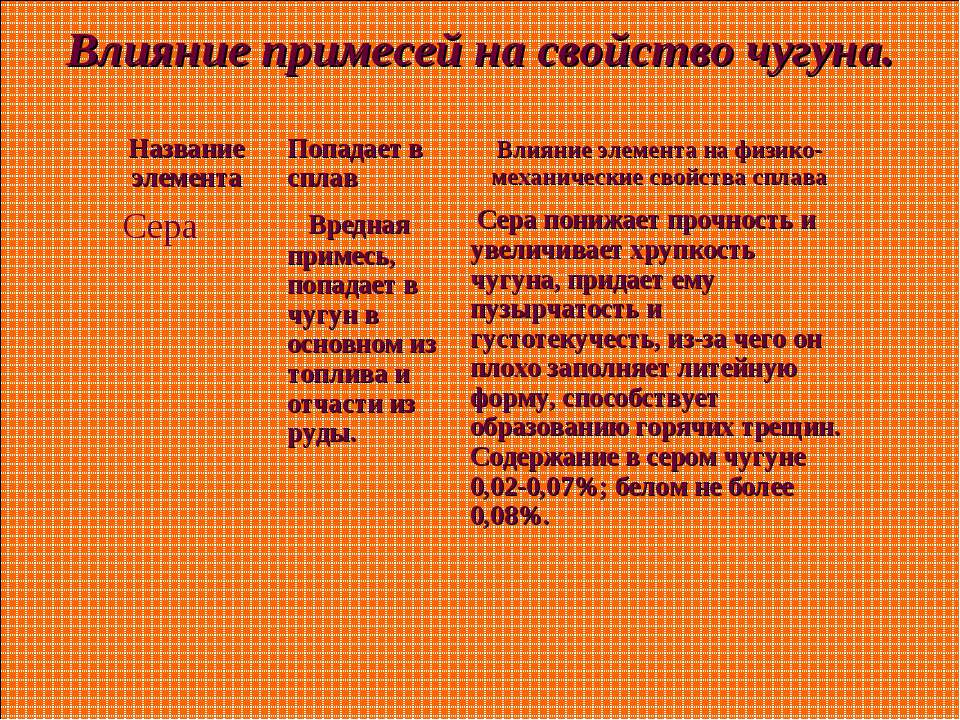 Перлитные серые чугуны тверже и прочнее, ферритные – наименее прочные, феррито-перлитные – имеют промежуточные характеристики. Графит играет роль надрезов, трещин в металлической основе. Прочность графита при растяжении несопоставима с прочностью металла, поэтому пластичность чугунов очень мала (δ ≤ 0,5%), а предел прочности при растяжении значительно ниже, чем у стали. Но на сжатие графит работает хорошо.
Перлитные серые чугуны тверже и прочнее, ферритные – наименее прочные, феррито-перлитные – имеют промежуточные характеристики. Графит играет роль надрезов, трещин в металлической основе. Прочность графита при растяжении несопоставима с прочностью металла, поэтому пластичность чугунов очень мала (δ ≤ 0,5%), а предел прочности при растяжении значительно ниже, чем у стали. Но на сжатие графит работает хорошо. Для получения структуры серого чугуна в отливке сплав должен содержать много кремния и углерода, но мало марганца, чтобы не образовался цементит.
Для получения структуры серого чугуна в отливке сплав должен содержать много кремния и углерода, но мало марганца, чтобы не образовался цементит. Стремление системы к минимальной свободной энергии приводит к тому, что графит кристаллизуется в виде шариков (у шара поверхность при заданном объеме минимальна). Металлическая основа может быть такой же, как у серых чугунов (рис. 15).
Стремление системы к минимальной свободной энергии приводит к тому, что графит кристаллизуется в виде шариков (у шара поверхность при заданном объеме минимальна). Металлическая основа может быть такой же, как у серых чугунов (рис. 15).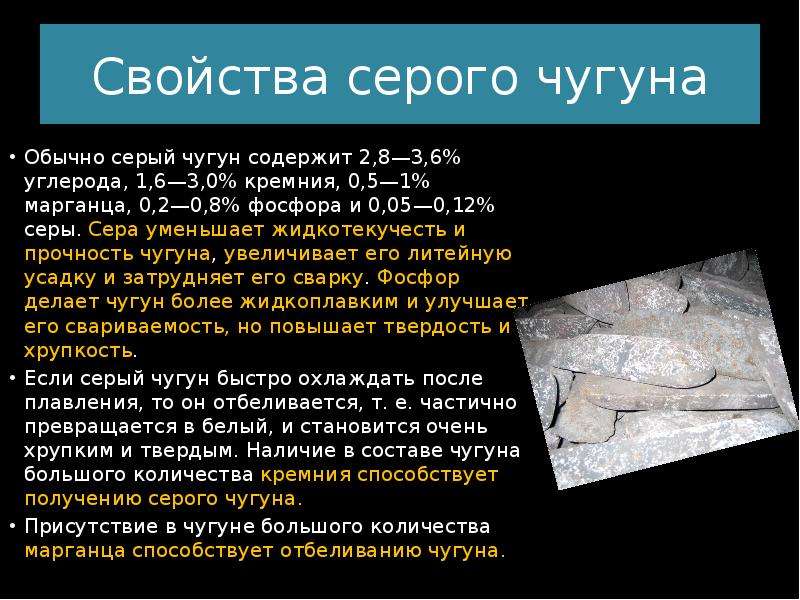 Отливки из высокопрочного чугуна широко используются в автомобиле- и тракторостроении вместо более дорогих стальных поковок. Их можно подвергать упрочняющей термообработке. Есть смысл выплавлять легированные высокопрочные чугуны для особых условий эксплуатации – с повышенной вязкостью при отрицательных температурах, жаропрочные, коррозионно-стойкие.
Отливки из высокопрочного чугуна широко используются в автомобиле- и тракторостроении вместо более дорогих стальных поковок. Их можно подвергать упрочняющей термообработке. Есть смысл выплавлять легированные высокопрочные чугуны для особых условий эксплуатации – с повышенной вязкостью при отрицательных температурах, жаропрочные, коррозионно-стойкие. 16, режим б). При таком режиме получается ферритный ковкий чугун, самый мягкий и пластичный (рис. 17, а). Отжиг на ковкий чугун – длительная процедура, он занимает до 70-80 часов. Поэтому ковкий чугун самый дорогой.
16, режим б). При таком режиме получается ферритный ковкий чугун, самый мягкий и пластичный (рис. 17, а). Отжиг на ковкий чугун – длительная процедура, он занимает до 70-80 часов. Поэтому ковкий чугун самый дорогой. Из всех литых конструкционных материалов он остается главным. О технологичности чугуна можно судить по данным таблицы 6.
Из всех литых конструкционных материалов он остается главным. О технологичности чугуна можно судить по данным таблицы 6. Причем в перлите всегда содержится 0,8 % углерода. Особенность чугуна и заключается в том, что углерод в нем может находиться в различном состоянии: в свободном (Сгр), образуя включения графита, залегающего в металлической основе; в химическом связанном (Ссв) – в виде зерен цементита. В структуру чугуна может одновременно входить как графит, так и цементит в различном соотношении.
Причем в перлите всегда содержится 0,8 % углерода. Особенность чугуна и заключается в том, что углерод в нем может находиться в различном состоянии: в свободном (Сгр), образуя включения графита, залегающего в металлической основе; в химическом связанном (Ссв) – в виде зерен цементита. В структуру чугуна может одновременно входить как графит, так и цементит в различном соотношении.
 п.).
п.).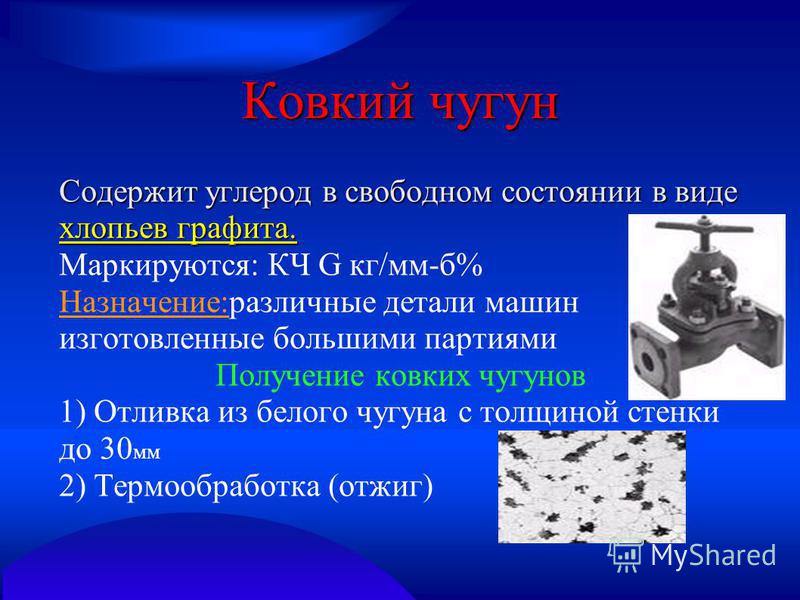 Заливая чугун одного и того же состава в формы с различной скоростью охлаждения, можно получать разные по структуре чугуны.
Заливая чугун одного и того же состава в формы с различной скоростью охлаждения, можно получать разные по структуре чугуны.
 Большое значение имеет способ ввода магния. Существует большое количество таких способов, предложены сотни глобуляризирующих лигатур. Например, магний вводится в металл, в «стаканчике», прикрепленном к штанге, или прямо в литейную форму.
Большое значение имеет способ ввода магния. Существует большое количество таких способов, предложены сотни глобуляризирующих лигатур. Например, магний вводится в металл, в «стаканчике», прикрепленном к штанге, или прямо в литейную форму.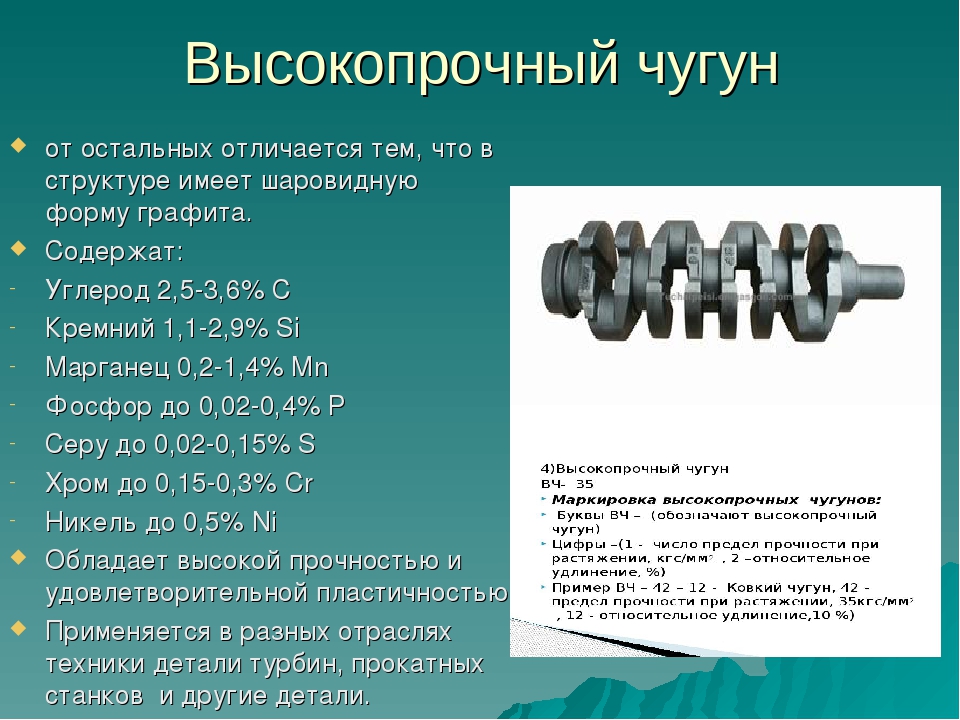 Благодаря хорошим литейным свойствам и обрабатываемости производство деталей из такого чугуна более экономично, чем из чугуна с шаровидным графитом.
Благодаря хорошим литейным свойствам и обрабатываемости производство деталей из такого чугуна более экономично, чем из чугуна с шаровидным графитом.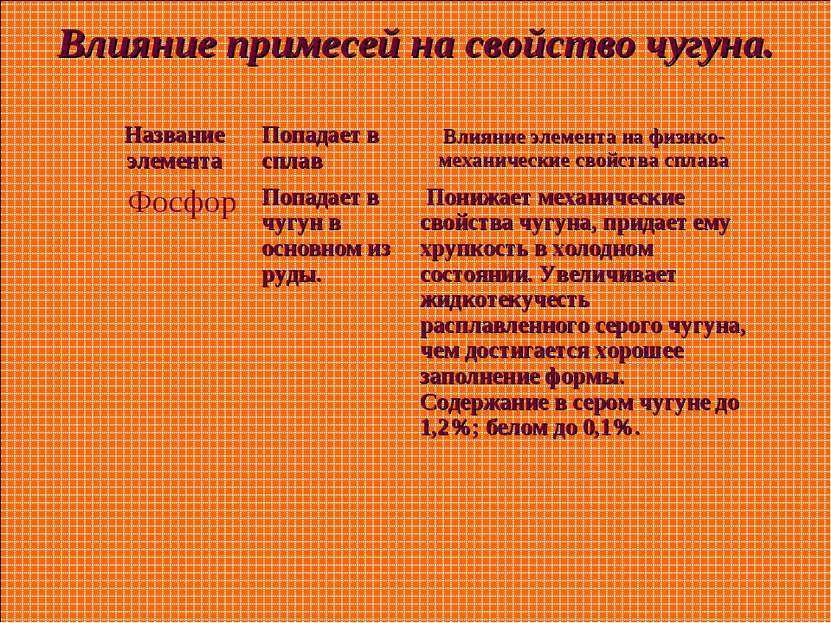
 % Углерода, 1–3 мас.% Кремния и меньшие количества второстепенных элементов [1]. Для сравнения, сталь имеет более низкое содержание углерода до 2 мас.% И более низкое содержание кремния.
% Углерода, 1–3 мас.% Кремния и меньшие количества второстепенных элементов [1]. Для сравнения, сталь имеет более низкое содержание углерода до 2 мас.% И более низкое содержание кремния. Коррозионная стойкость чугуна повышается за счет добавления второстепенных элементов, таких как кремний, никель, хром, молибден и медь [3].
Коррозионная стойкость чугуна повышается за счет добавления второстепенных элементов, таких как кремний, никель, хром, молибден и медь [3].