Журнал сварочных работ по СП 70.13330.2012, образец заполнения, бланк
Главная » Журналы, примеры заполнения и бланки
На чтение 3 мин Просмотров 21.1к. Обновлено
Содержание
- Пример оформления журнала сварочных работ, приложение Б, СП 70.13330.2012 (Актуализированная редакция СНиП 3.03.01-87)
- Пояснение к оформлению журнала сварочных работ
- Титульный лист 2
- Список ИТР, ответственных за производство сварочных работ
- Список сварщиков
- Заполнение журнала сварочных работ
- Скачать журнал сварочных работ, приложение Б, СП 70.13330.2012
Журнал сварочных работ по СП 70.13330.2012 используется в производстве сварочных работ при изготовлении металлических конструкций в промышленном и гражданском строительстве.
В журнал вносится информация об объекте строительства, указываются ответственные лица с их квалификационными данными, наименование соединяемых элементов и прочая информация. Журнал сварочных работ ведется мастером либо прорабом сварочно-монтажного участка и пишется от руки ежедневно.

Сварочные работы –это работы направленные на соединения металлических элементов посредством высокого нагрева и плавления их поверхностей при помощи специального оборудования и сварочных материалов, в зависимости от способа воздействия на свариваемые детали (Виды сварки: термическая, электродуговая, газопламенная, электрошлаковая, плазменная).
Пример оформления журнала сварочных работ, приложение Б, СП 70.13330.2012 (Актуализированная редакция СНиП 3.03.01-87)
Пояснение к оформлению журнала сварочных работ
Титульный лист 2
На данном листе пишется:
- Название организации, занимающейся сварочными работами.
- Наименование объекта, а также наименование строительства.

- Должность, фамилия, инициалы и подпись мастера, прораба, ответственного за сварку и оформление журнала.
- Организация или проектный институт разработавший проект/ рабочею документацию на свариваемые металлоконструкции.
- Проект/ рабочая документация (номер, шифр).
- Организация, разработавшая проект/ рабочую документацию для сварных металлоконструкций, а также шифр проекта производства работ. Как правило, сварочные работы находятся в составе общего ППР, на весь объект.
- Организация, должность, Ф.И.О. и подпись технадзора (строительного контроля) заказчика.
- Даты выполнения сварочных работ.
Список ИТР, ответственных за производство сварочных работ
Колонки 1-6
- Ф.И.О. мастера либо производителя работ.
- Указывается строительная специальность или образование мастера/ производителя работ.
- Должность.
- Фактическая дата начала производства сварочных работ на объекте (не является датой началом ведения журнала).
- Информация о прохождении аттестации в сварочном производстве и дата аттестации.
- Дата окончания сварочных работ на объекте.

Список сварщиков
Ст. 1. Ф.И.О. сварщика.
Ст. 2. Разряд профессиональной квалификации сварщика.
Ст. 3. Номер присвоенного клейма сварщика.
Клеймо сварщика присваивается приказом организации, в которой он работает и остается за ним до конца строительства объекта
Ст. 4, 5, 6. Указываются данные об обучении на производство сварочных работ, а именно номер удостоверения (НАКС или другие), срок его действия и допуск по пространственным положениям.
Ст. 7. Пишется оценка допускных сварных стыков, а также номер акта допускного стыка.
Заполнение журнала сварочных работ
Столбцы №1-№13
- Указывается дата и смена сварки стыка.
- Пишется параметры свариваемых элементов/ деталей, а также марка стали каждого элемента.
- Указывается маркировка свариваемого элемента/ деталей по проекту (рабочей документации). В случае производства сварочных работ по нескольким разделам проектной документации, дополнительно указывается шифр проекта и номер листа.
- Ставится фамилия, инициалы и подпись лица ответственного за сдачу под сварку и приемку сварного узла. Как правило, этим лицом является мастер либо прораб ответственный за сварку и оформление журнала.
- Указывается марка сварочных материалов, а также номер партии.
- Условия окружающей среды при сварке стыка-температура воздуха при сварке стыка. В случае выполнения сварочных работ на открытом воздухе, указывается осадки и скорость ветра.
- Ф.И.О. сварщика, а также номер удостоверения (указан в списке сварщиков).
- Номер присвоенного клейма сварщика.
- Подпись сварщика, указанного в столбце
- Ф.И.О. мастера либо производителя работ ответственного за сварочные работы на данном объекте/ участке (Указан в списке ИТР, занятого производством сварочных работ).
- Подпись ответственного лица за сварочные работы сварщика, указанного в столбце 10.
- Пишется результат контроля сварного соединения. Вид контроля сварных стыков указывается в проектной или рабочей документации.
- Столбец для замечаний от контролирующих лиц.

Скачать журнал сварочных работ, приложение Б, СП 70.13330.2012
Скачать сварочный журнал
Поделиться с друзьями
Журнал сварочных работ (Приложение Б по СП 70.13330.2012): Форма
Подробнее… Наименование документа: Журнал сварочных работ Перечень исполнительной документации
с изменениями от 27.06.2018 г.
Ссылка: Приложение Б к СП 70.13330.2012
Актуальность: Действующая форма исполнительной документации
Изменения: с изменениями от 27. 06.2018 г. (актуально по сегодняшний день)
06.2018 г. (актуально по сегодняшний день)
Область распространения: на производство и приемку работ, выполняемых при строительстве и реконструкции предприятий, зданий и сооружений во всех отраслях народного хозяйства
Назначение: Освидетельствование сварочных работ в процессе строительно-монтажных работ на объекте
Оглавление:
- Что зависит от журнала сварочных работ
- Особенности заполнения и составления журнала сварочных работ
- Кто заполняет документ
- Список инженерно-технического персонала
- Список сварщиков, выполнявших сварочные работы
- Окончание основной таблицы
- Что такое клеймо сварщика
- Замечания по контрольной проверке
- Окончание ЖСР
 org/ListItem»>
Обложка ЖСР
org/ListItem»>
Обложка ЖСРОсновной способ соединения металлических конструкций – сварка.
Журнал сварочных работ (ЖСР) необходим для того, чтобы фиксировать выполнение профессиональных обязанностей сварщика и их соответствие нормам. Если в качестве сварки будут обнаружены недочеты, то по документу в процессе судебного разбирательства можно определить лицо, которое понесет за это ответственность. Сварочные работы фиксируют так же, как и все остальные процессы на строительной площадке. Тем самым осуществляют контроль проведения таких серьезных работ, связанных с металлическими конструкциями.
к оглавлению ↑
Что зависит от журнала сварочных работ
ЖСР – это один из видов исполнительной документации, обязательный при строительстве объекта. Его должны вести все строительные и промышленные предприятия. В первую очередь, такой документ необходим самой организации, которая занимается возведением объекта. Ведение журнала помогает избежать различных санкций со стороны государства. Документ подлежит регистрации в государственном строительном надзоре, если он предусмотрен для объекта, на котором проводятся сварочные работы.
Его должны вести все строительные и промышленные предприятия. В первую очередь, такой документ необходим самой организации, которая занимается возведением объекта. Ведение журнала помогает избежать различных санкций со стороны государства. Документ подлежит регистрации в государственном строительном надзоре, если он предусмотрен для объекта, на котором проводятся сварочные работы.
Если предприятие пренебрегает правилами и не ведет указанный журнал, то государственные проверяющие органы могут подвергнуть его серьезным взысканиям. Когда обнаруживают, что беспорядочное ведение документа или его полное отсутствие является виной конкретного сотрудника, его могут наказать вплоть до увольнения.
к оглавлению ↑
Особенности заполнения и составления журнала сварочных работ
Журнал должен быть пронумерован и прошнурован. Отметку он нем делают в разделе 2 «Перечень специальных журналов» в журнале общих работ. Это необходимо, чтобы были сведения, что такой документ есть на строительной площадке.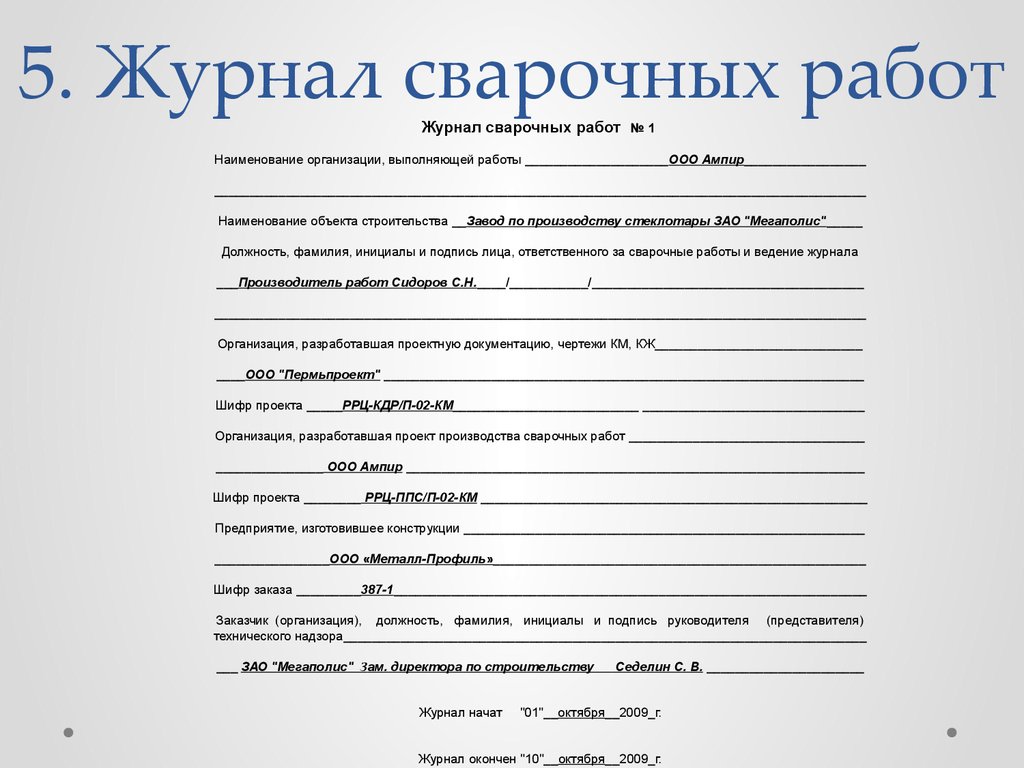
При заполнении журнала сварочных работ необходимо иметь копии удостоверений сварщиков, а также номера их клейм. Обязанность по его ведению прописывается в трудовом договоре сотрудника, на которого она возложена. Существует еще несколько нюансов ведения такого документа.
- Если на строительной площадке работают две бригады сварщиков от разных организаций, то они должны вести отдельные журналы сварочных работ.
- ЖСР привязан к конкретному объекту строительства. По этой причине при переходе бригады сварщиков на другую площадку для них должен быть заведен новый журнал.
- Документ хранят не менее 10 лет с момента составления. Если работа сварщиков происходила во вредных условиях, то этот срок увеличивается до 75 лет.
к оглавлению ↑
Кто заполняет документ
Назначением ответственного за заполнение ЖСР занимается руководитель сварочных работ. Это мастер-сварщик, имеющий аттестацию не ниже II уровня._%D0%A1%D1%82%D1%80%D0%B0%D0%BD%D0%B8%D1%86%D0%B0_1-660x930.jpg) В противном случае он не в праве выступать руководителем сварочных работ. Им может быть мастер, прораб или начальник участка, но не сам сварщик, выполняющий работы. Достоверность вносимых данных – это ответственность руководства. Более подробно об этом говорится в п. 10.1.1 СП 70.13330.2012.
В противном случае он не в праве выступать руководителем сварочных работ. Им может быть мастер, прораб или начальник участка, но не сам сварщик, выполняющий работы. Достоверность вносимых данных – это ответственность руководства. Более подробно об этом говорится в п. 10.1.1 СП 70.13330.2012.
Рядовые сварщики не обязаны вносить информацию о своей работе самостоятельно, хотя на практике, если сотрудник опытный, эту процедуру ему иногда все же доверяют. Если заполнением занимается рядовой исполнитель работ, то подпись должен оставлять сотрудник с профильным инженерным образованием.
к оглавлению ↑
Разделы журнала сварочных работ
Ошибиться при заполнении ЖСР сложно, поскольку каждая графа и строчка имеют названия. В связи со вступлением в 2013 г. в силу СП 70.13330.2012 (вместо СНиП 3.03.01-87) форма журнала несколько изменилась. Бланк представлен в приложении Б указанного документа. Скачать журнал сварочных работ можно на сайте.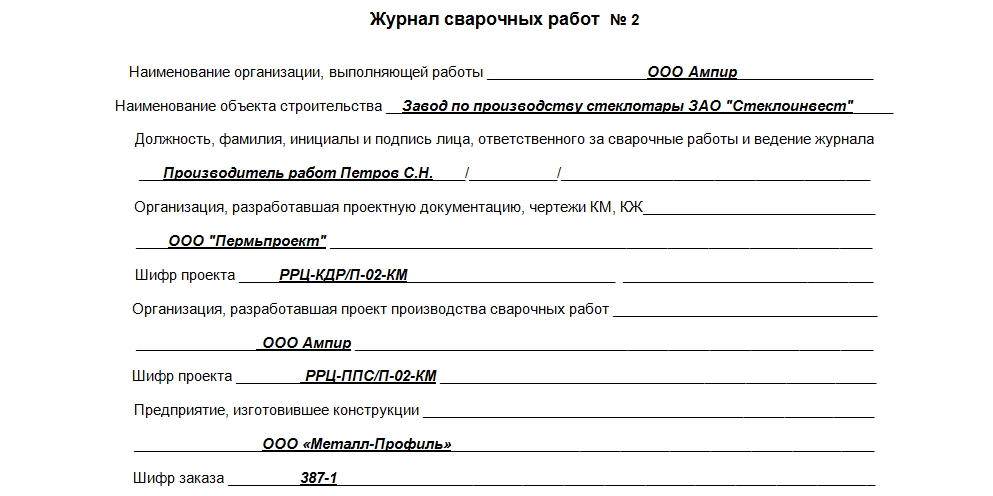 Всего в документе выделяют четыре раздела.
Всего в документе выделяют четыре раздела.
- Обложка. Как видно в образце, это своеобразный титульный лист, где указывают основную информацию об объекте строительства, организациях, которые разработали проектную документацию.
- Список ИТП (инженерно-технического персонала), который был занят выполнением сварочных работ.
- Список сварщиков, непосредственно выполнявших сварку и ответственных за ее качество.
- Основная таблица, в которой указывают все данные по поводу смены, названия элементов, условий работы и личных данных каждого сварщика. Ее заполняют непосредственно в день выполнения работ.
к оглавлению ↑
Обложка ЖСР
Первое, что нужно указать на обложке документа, – номер журнала. Далее идет название организации, которая выполняет работы, например, ООО «Сварщик». Затем необходимо заполнить еще несколько строчек.
- Полное наименование объекта строительства.
- Данные лица, ответственного за сварочные работы и ведение по ним журнала. Здесь указывают:
- должность,
- фамилию,
- инициалы,
- подпись.
- Название организации, которая занималась разработкой проектной документации, чертежей КЖ, КЖД, КМ и КЖ.
- Шифр проекта.
- Наименование организации, подготовившей проект производства для сварочных работ.
- Шифр ППР на сварку.
- Предприятие по производству закладных и арматурных изделий, а также других металлических конструкций.
- Шифр документа о качестве.
- Наименование организации-заказчика и данные ее представителя или руководителя:
- должность,
- фамилию,
- инициалы,
- подпись.
- Дата начала и окончания ведения журнала.
 Здесь указывают:
Здесь указывают:к оглавлению ↑
Список инженерно-технического персонала
Раздел, где описывают весь инженерно-технический персонал, включает всех специалистов, которые заняты контролем выполнения сварочных работ. Сварщиков здесь не указывают. Для удобства раздел представлен в форме таблицы из шести столбцов.
Для удобства раздел представлен в форме таблицы из шести столбцов.
- Фамилия, имя, отчество сотрудника: прораба, производителя работ, начальника участка, руководителя сварочных работ и пр. Указывают ФИО полностью, без сокращений.
- Специальность и образование, например, «ПГС», что означает промышленное и гражданское строительство.
- Должность, которую занимает этот сотрудник.
- Дата, когда конкретный специалист начал работы на объекте.
- Дата и отметка по поводу прохождения аттестации: «имеется, 20.05.2015».
- Дата окончания работы специалиста на строительном объекте.
к оглавлению ↑
Список сварщиков, выполнявших сварочные работы
Для заполнения этого пункта как раз потребуются данные о дипломе или удостоверении сварщика на производство сварочных работ. Раздел тоже оформляется в виде таблицы. Она содержит семь основных столбцов.
- Полное имя сварщика. Прописывается не как фамилия с инициалами, а полностью фамилия, имя и отчество: «Никитин Петр Иванович».
- Квалификационный разряд, например, «3».
- Номер личного клейма.
- Диплом, удостоверение на право заниматься сварочными работами. Этот пункт разделяется еще на три столбца:
- номер свидетельства;
- срок действия документа;
- пространственное положение швов, к сварке которых допущен сварщик.
- Отметка о сварке пробных и контрольных образцов, например, «удовлетворительно».
к оглавлению ↑
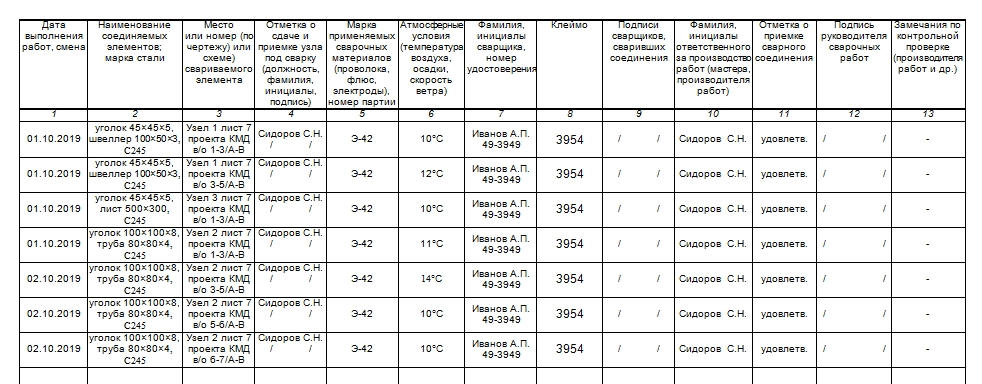
Основная таблица
Самую большую сложность вызывает заполнение последнего раздела ЖСР. Он представлен таблицей из 13 столбцов. Здесь важно правильно заполнить каждый из них, причем работы записывают непосредственно в день их выполнения. Далее представлены названия столбцов и примеры информации, которую в них указывают.
- Дата выполнения работ, смена. К примеру, «10.01.2017, 1 смена».
- Наименование соединяемых элементов и марка стали: балка Б-1, опорный стульчик, ОП-2, С245.
- Номер или место свариваемого элемента: «узел 2, лист 8 проекта КМД. Его определяют по схеме или чертежу».
- Отметка о сдаче и приемке узла под сварку. Указывают должность, фамилию с инициалами. Здесь же специалист ставит свою подпись. Обычно это ответственный производитель работ на объекте.
- Марка сварочных материалов, применявшихся в процессе работ. Это электрод, флюс или проволока. Обязательно указывается номер партии. Пример – «электрод Э-42».

к оглавлению ↑
Окончание основной таблицы
После указания марки сварочных материалов остается заполнить еще восемь столбцов. Они тоже расположены в определенном порядке.
- Атмосферные условия: осадки, скорость ветра, температура воздуха: «+5 °C, без осадков, 3 м/с».
- Фамилия и инициалы сварщика с номером его удостоверения: «Никитин П. И., 48-5660».
- Номер клейма аттестованного сварщика.
- Подпись сварщика, сварившего соединение.
- Фамилия и инициалы специалиста, который ответственен за производство работ. Чаще это мастер или производитель работ.
- Подпись руководителя сварочных работ.
- Отметка о приемке сварного соединения. Ее оставляет представитель испытательной лаборатории (ИЛ).
- Замечания. Здесь указывают нарушения, который были выявлены в процессе контрольной проверки представителем ИЛ или производителем работ. Если замечаний нет, то можно написать фразу «не имеется».
 Чаще это мастер или производитель работ.
Чаще это мастер или производитель работ.к оглавлению ↑
Что такое клеймо сварщика
В пункте 10.1.15 СП 70.13330.2012 указано, что каждый сварщик по окончании работ должен поставить личное клеймо. Оно располагается в 40-60 мм от границы шва сварного соединения. Если работу выполнил один сварщик, то клеймо должно быть в одном месте, если несколько – в начале и в конце по границе шва.
Клеймо – своеобразная подпись конкретного аттестованного сварщика, по которой в дальнейшем можно распознать именно его работу. Это могут быть числа, написанные в две строчки, в рамке или без нее. Символы имеют высоту 3-5 мм.
Символы имеют высоту 3-5 мм.
Номер клейма обязательно проставляется в журнале сварочных работ. Но взамен этого допускается составлять исполнительную схему, содержащую подписи сварщиков, тоже с фиксацией в ЖСР. Чаще номер клейма тщательно проверяют при сварке очень нагруженных конструкций, труб высокого давления и других элементов, от которых напрямую зависит жизнь людей.
к оглавлению ↑
Замечания по контрольной проверке
Контроль в каждодневной практике проводится в основном визуально. При внешнем осмотре специалист может увидеть дефекты размером более 0,1 мм. Визуально могут быть обнаружены и вкрапления окисленных сплавов. Выходящие на поверхность капилляры выявляются только с применением люминесцентно-цветового исследования.
Для обнаружения других дефектов используют магнитный, ультразвуковой и акустический методы. Если они не выявлены, то в таблице можно указать «визуально дефекты не обнаружены». Контроль проводится с периодичностью и выборочно. Частота и характер исследования определяются руководством и инспектирующими организациями. Результаты проверок заносят в журнал сварочных работ.
Частота и характер исследования определяются руководством и инспектирующими организациями. Результаты проверок заносят в журнал сварочных работ.
к оглавлению ↑
Окончание ЖСР
После всех описанных разделов документа указывают, сколько страниц в журнале пронумеровано и прошнуровано. После этого идут дата и информацию о руководителе организации, который выдал этот документ. Для специалиста указывают такие данные:
- должность,
- фамилию,
- инициалы,
- подпись.
ЖСР закрепляется печатью организации, которую проставляют в конце документа. Прошивка журнала предполагает соединение его отдельных страниц нитями с последующим заклеиванием этой части бумажной полоской, на которой указывают точное количество страниц и данные о заполнителе. При желании ЖСР после окончания заполнения передают на хранение в архив, чтобы в случае необходимости его можно было вновь изучить и найти виновных лиц.
Welding Journal : Публикации : Американское общество сварщиков
100-летний авторитет в области производства металлов
Welding Journal постоянно издается с 1922 года и представляет собой непревзойденную ссылку на все вопросы и достижения, касающиеся производства и строительства металлов. К 100-летию журнала был создан новый адрес электронной почты [email protected]. Дайте нам знать, что вы хотели бы прочитать, и следите за обновлениями для будущих специальностей в связи с нашим столетием.
К 100-летию журнала был создан новый адрес электронной почты [email protected]. Дайте нам знать, что вы хотели бы прочитать, и следите за обновлениями для будущих специальностей в связи с нашим столетием.
Празднование столетия журнала
Welding JournalПервые искры журнала Welding Journal появились в январе 1922 года. Тогда мы назывались Proceedings of the American Welding Society . Первый выпуск содержал более 40 страниц. В феврале 1922 года мы назывались Journal of the American Welding Society . The Welding Journal впервые появился в сентябре 1934 года. Как настоящая дань уважения нашему прошлому, пожалуйста, нажмите на ссылки в предыдущих предложениях, чтобы прочитать эти выпуски.
На протяжении десятилетий мы были свидетелями истории AWS, необычных событий, отраслевых достижений, выдающихся проектов и многого другого. В этом году мы имеем честь отпраздновать 100-летие непрерывной публикации. В каждом журнале в 2022 году будет специальная рубрика, посвященная нашему юбилею.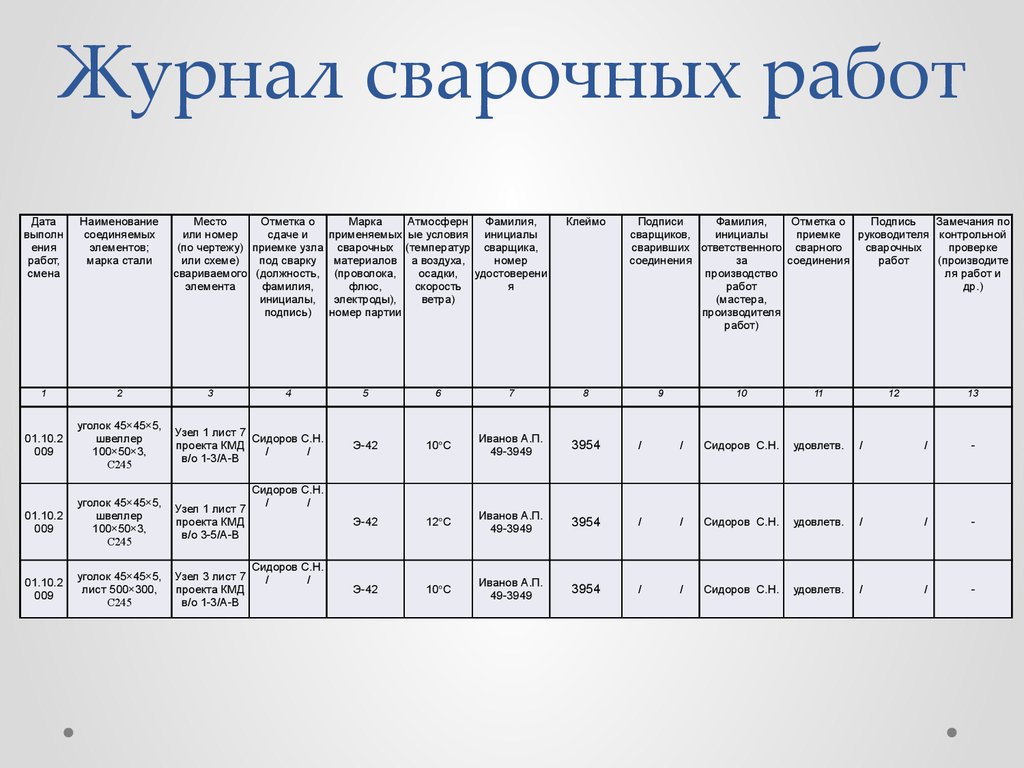 Спасибо, что отметили эту веху вместе с нами.
Спасибо, что отметили эту веху вместе с нами.
Ежемесячно в журнале Welding Journal публикуются новости сварочной и металлообрабатывающей промышленности. Будьте в курсе последних продуктов, тенденций, технологий и событий с помощью подробных статей, полноцветных фотографий и иллюстраций, а также своевременных и экономичных советов. Также представлены статьи и дополнения по смежным видам деятельности, таким как испытания и проверки, техническое обслуживание и ремонт, проектирование, обучение, личная безопасность, а также пайка и пайка.
Welding Journal получил более 60 редакционных и дизайнерских наград, в том числе несколько наград Charlie Awards от Florida Magazine Association (FMA) и Tabbie Awards от Trade Association Business Publications International (TABPI).
Получите бесплатную подписку на журнал Welding Journal
Станьте участником AWS сегодня и получайте ежемесячные экземпляры журнала Welding Journal — публикации, посвященной инновационным новостям в области сварки и обработки металлов по всему миру.
Присоединяйтесь сейчас
Ноябрьский предварительный обзор Welding Journal здесьОбзорная статья этого месяца « Повышение эффективности сварки на строительных площадках » из Welding Journal демонстрирует статьи 90.06 90.06 Showing Journal 90.06
Полный номер ноябрьского номера Welding Journal будет включать другие статьи, в том числе: Встреча на высшем уровне наносит ответный удар, Улучшение инфраструктуры на путях, Автоматизация сварки помогает построить небоскреб Нью-Йорка и Приложение по исследованиям в области сварки .
Участники могут просмотреть текущий выпуск для сварочного журнала — октябрь 2022 г. Журнал сварки
для статьи и редакторов. пожалуйста, свяжитесь с Кристин Кэмпбелл: [email protected].
Авторы, отправляющие тематические статьи в Welding Journal следует ознакомиться с Руководством для авторов
Реклама у нас
Некоторые из наиболее активных и влиятельных покупателей в отрасли читают Welding Journal . Будучи активными членами Общества, они имеют долгосрочную приверженность сварке и металлообработке. Рекламируйте с нами! Загрузите AWS Media Kit в формате PDF.
Будучи активными членами Общества, они имеют долгосрочную приверженность сварке и металлообработке. Рекламируйте с нами! Загрузите AWS Media Kit в формате PDF.
Новости — Производительность сварки
Miller Electric Mfg. LLC представила усовершенствованную технологию линз ClearLight 2.0 для моделей Digital Performance, Digital Elite, Digital Infinity и T9.Сварочные маски 4 серии. ClearLight 2.0 создает еще более четкое, яркое и реалистичное изображение по сравнению с исходной технологией ClearLight, поэтому сварщик может видеть еще больше деталей. Это позволяет получить более естественные и точные цветовые тона… Продолжение
Корпорация Metabo выпустила три модели угловых шлифовальных машин: WEP 19-150 Quick M-Brush и WEPBA 19-125 и WEPBA 19-150 Quick Drop Secure M-Brush. Сообщается, что технология M-Brush позволяет пользователю дважды не менять угольные щетки и в три раза продлевает срок службы угольных щеток. Эти шлифовальные машины предназначены для таких операторов, как котельщики, металлурги и т.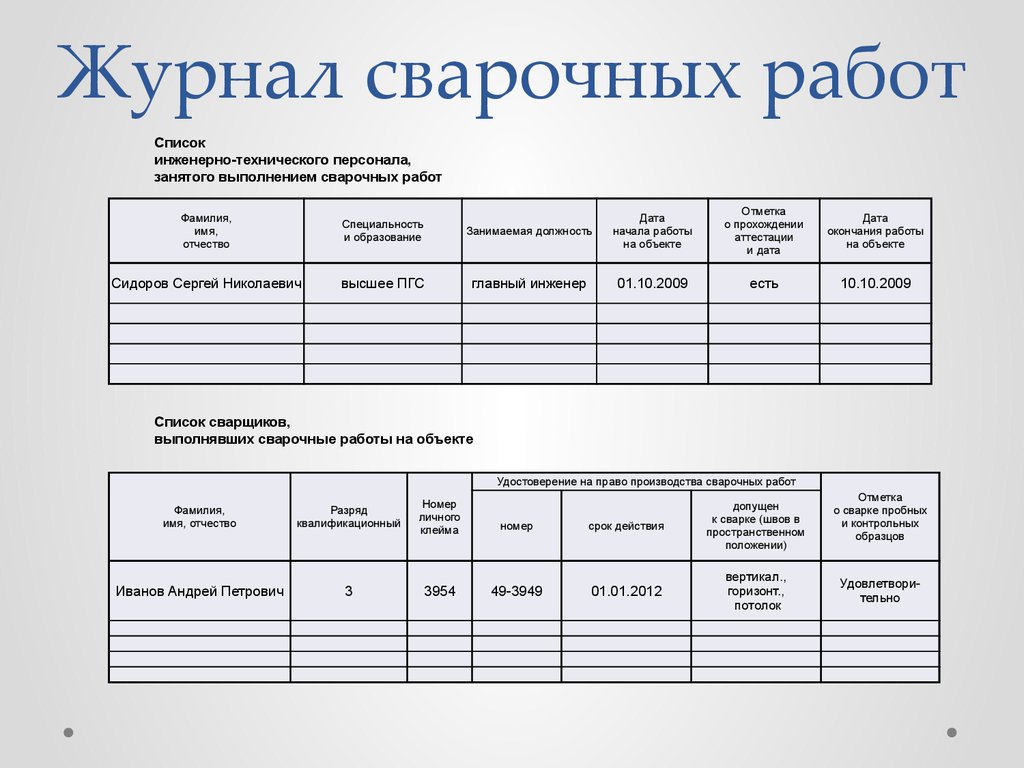 д. Продолжение
д. Продолжение
Разработанная для женщин компания Dovetail Workwear представила коллекцию огнестойких брюк для сварщиков и других отраслей, где требуется защита от электрической дуги и вспышки пламени. Доступны два основных дизайна брюк с различной плотностью материала. Каждый из них обладает огнестойкими свойствами, предлагая тот же стиль, функциональность и комфорт, что и их оригинальные силуэты. Штаны имеют 11 карманов для безопасности… Продолжение
Американское общество сварщиков (AWS) представило свой квалификационный стандарт процедуры сварки, разработанный для существующих сертифицированных инспекторов по сварке (CWI) и старших CWI, которые хотят провести квалификацию спецификаций процедур сварки (WPS). Перед сдачей подтверждающего экзамена кандидатам предлагается принять участие в личном или онлайн-семинаре. «Участники узнают, как оценивать… Продолжение
Компания ESAB обновила свои горелки ST-21 и ST-16 MIG, установив соединение европейского типа, что делает их совместимыми с фидерами ESAB и других конкурирующих брендов. Благодаря цветовой маркировке, быстроразъемным водопроводным линиям и внутренним соединениям для защитного газа, горелки готовы к сварке менее чем за 1 мин. Оба пистолета имеют 100-процентный рабочий цикл при… Продолжение
Благодаря цветовой маркировке, быстроразъемным водопроводным линиям и внутренним соединениям для защитного газа, горелки готовы к сварке менее чем за 1 мин. Оба пистолета имеют 100-процентный рабочий цикл при… Продолжение
Компания RoboVent выпустила новый линейный искрогаситель Delta3. Изготовленный из толстостенной стали с цельносварной конструкцией, искрогаситель не допускал образования искр в воздуховодах при всех испытанных воздушных скоростях и обеспечивал самый низкий перепад давления среди всех испытанных технологий. Искрогаситель можно использовать с различными пылесборниками, представленными на рынке, включая… Продолжение
Lincoln Electric представила многопроцессорный сварочный аппарат Power MIG 215 MPi, легкий аппарат с двойным входом напряжения и новым эргономичным дизайном. Сварщик может выполнять ряд сварочных процессов, включая MIG, порошковую проволоку, электроды и TIG на постоянном токе. Другие новые функции включают увеличенный рабочий цикл для увеличения времени сварки, встроенный соленоид TIG, который не требует установки… Продолжение
Новый FastArc CW от Acieta включает в себя 6-осевой робот Fanuc CRX-10iA/L, установленный на мобильной платформе. Система совместима со сварочными аппаратами Fronius, Lincoln и Miller. Интуитивно понятное программное обеспечение и интерфейс с сенсорным экраном делают кобота простым в настройке и эксплуатации. Один человек может одновременно управлять несколькими коботами для максимальной производительности. Рабочие могут… Продолжение
Система совместима со сварочными аппаратами Fronius, Lincoln и Miller. Интуитивно понятное программное обеспечение и интерфейс с сенсорным экраном делают кобота простым в настройке и эксплуатации. Один человек может одновременно управлять несколькими коботами для максимальной производительности. Рабочие могут… Продолжение
Компания American Torch Tip Co. (ATTC) объявила о выпуске расходных деталей типа Bernard Centerfire, предоставив сварщикам возможность использовать расходные детали для сварки MIG, полностью совместимые с OEM-версией. Расходные материалы можно заказать у любого из мировых дистрибьюторов производителя. Контактные наконечники доступны в 11 вариантах размера и формы, некоторые из меди, некоторые из… Продолжение
Miller Electric Mfg. LLC выпустила Hard Hat PAPR со шлемами T94iH-R. Они поставляются с каской MSA V-Guard с V-образным дизайном, которая отклоняет предметы и обеспечивает дополнительную защиту при любом ударе. 44 кв.-в.