Устройство сварочного трансформатора, виды трансформаторов
Сварочный трансформатор — это устройство, предназначенное для преобразования тока из электросети в ток, пригодный для сварки. Он понижает напряжение сети до нескольких вольт, а ток, соответственно, возрастает и может достигать тысячи ампер и больше. В этой статье мы рассмотрим устройство сварочного трансформатора и выявим разновидности таких агрегатов.
- Конструкция сварочного трансформатора
- Классификация сварочных трансформаторов
Конструкция сварочного трансформатора
В основе устройства лежит понижающий трансформатор, запитываемый от внешнего источника электроэнергии. Кроме него, конструкция подразумевает наличие дополнительных приспособлений для получения необходимых характеристик тока, управления током и защиты устройства от коротких замыканий. Как правило, в цепь включается отдельная дроссельная катушка.
Принцип работы сварочного трансформатора — преобразование внешнего напряжения (220 или 380В) в более низкое — в режиме холостого хода оно составляет около шестидесяти вольт.
Примерная схема агрегата с дросселем такова: первичная и вторичная катушки намотаны на одном металлическом сердечнике. Дроссель подключается после вторичной обмотки устройства, при этом его исполнение позволяет регулировать характеристики тока за счет изменения воздушного зазора — для этого предусмотрен регулировочный винт. Регулировка тока возможна и с использованием других способов, как правило, используется движение подвижных обмоток (неподвижной в таких конструкциях является первичная обмотка, подключенная к электрической сети) и регулировочного винта.
Возникновение электрической дуги (начало процесса сварки) ведет к снижению значения тока, что снижает ЭДС самоиндукции дросселя и приводит к возникновению рабочего напряжения, обеспечивающего устойчивое горение дуги. Это напряжение ниже, чем напряжение холостого хода.
В целом схема сварочного трансформатора подразумевает наличие следующих элементов:
- Центральная часть конструкции – магнитопровод (сердечник), изготавливаемый обыкновенно из нескольких стальных пластин, гальванически разъединенных друг с другом.
 Самодельные сердечники для сварки изготавливаются из электротехнической стали, берущейся из «донорской» техники.
Самодельные сердечники для сварки изготавливаются из электротехнической стали, берущейся из «донорской» техники. - На сердечнике размещены обмотки из изолированного провода соответствующей длины и сечения, число витков напрямую влияет на характеристики устройства. Первичная обмотка в такой конструкции всегда одна.
- Для регулировки тока используются различные решения – подвижные обмотки и т.д.
- Для защиты агрегата от повреждений он помещается в корпус;
- Дополнительные элементы, такие, как вентиляция, колеса и ручки для удобной транспортировки тяжелых агрегатов.
 Самодельные сердечники для сварки изготавливаются из электротехнической стали, берущейся из «донорской» техники.
Самодельные сердечники для сварки изготавливаются из электротехнической стали, берущейся из «донорской» техники.Классификация сварочных трансформаторов
Агрегаты для сварки можно классифицировать следующими способами:
- По фазности: однофазные, трехфазные;
- По конструкции: с регулировкой напряжения переключением обмоток, посредством дросселя насыщения или посредством магнитного рассеяния;
- По количество обслуживаемых мест.
Помимо этого, конструкции различаются такими характеристиками, как коэффициент мощности, вторичное и первичное напряжение, мощность и пределы регулирования тока. Существует достаточно большое количество моделей агрегатов для сварки, что позволяет подбирать оптимальный вариант под любые задачи.
Устройства с регулировкой посредством магнитного рассеивания состоят из двух частей – понижающего блока и регулирующего напряжение дросселя.
Устройства с увеличенным магнитным рассеиванием несколько более сложны по конструкции – в них входят несколько подвижных обмоток, конденсатор или импульсный стабилизатор и некоторые другие элементы.
Стоит упомянуть и о сравнительно новом типе агрегатов для сварки – тиристорных моделях. В них включается силовой блок и тиристорный фазорегулятор, позволяющий достичь меньшего веса по сравнению с другими видами конструкций.
Заключение
Мы рассмотрели устройство агрегатов для сварки и различные варианты их конструкции. Как видите, схема сварочного трансформатора не очень сложная, и такой агрегат легко изготовить даже самостоятельно, а различные варианты изготовления таких агрегатов позволяют подобрать оптимальный метод под каждую ситуацию и каждый сварочный процесс. Надеемся, эта информация будет полезной для вас.
Надеемся, эта информация будет полезной для вас.
Принцип действия и принцип работы сварочного трансформатора
Сварка переменным током осуществляется понижающим сварочным трансформатором. Принцип работы сварочного трансформатора определяется в первую очередь

Стабильность горения сварочной дуги в огромной степени зависит от плавности питающего напряжения. Скачки напряжения на входе трансформатора способствуют обрыву сварочной дуги. Частично сглаживанию скачков способствует работа регулятора. На некоторых моделях сварочных трансформаторов используется конденсатор большой емкости в качестве фильтра на входе трансформатора.
Современные сварочные устройства рассчитаны на однофазное и трехфазное питание напряжением 220 и 380в, но принцип действия сварочного трансформатора не зависит от количества фаз или величины питающего напряжения. Отличия заключаются в конструкциях и форме магнитопроводов трансформатора и сечении проводов обмоток.
Читайте также
Сварочные трансформаторы: принцип действия, конструкция
Принцип действия сварочного трансформатора
По принципу действия он не отличается от другого обычного понижающего трансформатора, только вот токи вторичной обмотке уж очень высокие, так как он работает в режиме короткого замыкания. Если закоротить вторичную обмотку обычного трансформатора, то в таком режиме он проработает недолго, так как она быстро перегреется и выйдет из строя. Вторичная обмотка сварочного рассчитана на большие токи, поэтому и выполнена медным проводом большого сечения. Напряжение U2 (на выводах вторичной обмотки) напрямую зависит от количества витков в ней.
Вторичная обмотка сварочного рассчитана на большие токи, поэтому и выполнена медным проводом большого сечения. Напряжение U2 (на выводах вторичной обмотки) напрямую зависит от количества витков в ней.
Конечно же, мало только уменьшить выходное напряжение, нужно ещё и изменять силу тока. Для этого трансформаторы оборудуются механизмом, раздвигающим обмотки на большее расстояние, тем самым снижая магнитный поток, который, в свою очередь, уменьшает ток во вторичной обмотке.
Устройство и классификация трансформаторов, применяемых в сварочных аппаратах
Любой трансформатор для сваривания металлических различных элементов состоит из:
- Магнитопровода;
- Изолированную первичную обмотку;
- Вторичная обмотка;
- Вентилятор, для охлаждения.
В зависимости от сварочных работ происходит и управление процессом сварки,все сварочные агрегаты делятся аппараты переменного и постоянного тока. Конечно же, сам трансформатор не может работать на постоянном токе поэтому сам процесс выпрямления осуществляется после понижения напряжения. Для этого применяются:
- управляемые тиристоры, которые непросто дают постоянный ток для сварки элементов, но осуществляют изменение силы тока во время этого процесс;
- неуправляемые вентили диоды, вместе с дросселем.
Назначение сварочного трансформатора
Сварочный понижающий трансформатор является ключевым элементом, создающим дугу во время сварки металлических деталей. Напряжение на выходе этого понижающего устройства, работающего в режиме короткого замыкания, допускается не более 80 Вольт. Для процесса ручной дуговой сварки обязательно нужны электроды. Бытовые трансформаторы для дома выполнены по однофазной схеме обладают небольшими токами при сваривании. Главное, в бытовых условиях также стоит следить и за наличием хорошего контакта в розетке, так как токи в первичной обмотке для квартир и домов тоже очень существенны и не каждая розетка их выдержит.
Сварочные трансформаторы переменного тока
Такая конструкция считается самой не дорогой, но в то же время обладающей неплохими характеристиками сварки чёрных металлов.![]() Для того чтобы регулировать ток и соответственно дугу во время этого процесса сварочный агрегат оборудован раздвижной системой, увеличивающей расстояние между катушками, а также площадь сердечника. Они из-за своей ценовой категории очень распространены на производстве, особенно в цехах с устаревшим оборудованием. Обладают довольно крупными размерами и зачастую устанавливаются стационарно.
Для того чтобы регулировать ток и соответственно дугу во время этого процесса сварочный агрегат оборудован раздвижной системой, увеличивающей расстояние между катушками, а также площадь сердечника. Они из-за своей ценовой категории очень распространены на производстве, особенно в цехах с устаревшим оборудованием. Обладают довольно крупными размерами и зачастую устанавливаются стационарно.
И также как регулятор тока для сварочного аппарата, применяются отдельно расположенные дросселя, который добавляет индуктивности в цепь. Самый простой способ, но самый эффективный, регулировки напряжения и силы тока во время выполнения сварочных работ — это вывод нескольких контактных точек со вторичной обмотки. Кончено же, плавности изменения силы дуги в таком аппарате не получится добиться.
Сварочные трансформаторы постоянного тока
Такие приборы более эффективны для сваривания различных материалов обладают меньшими габаритами и плавным регулированием силы тока. Любой трансформатор не может работать на постоянном токе, это факт.
На рисунке показана простейшая схема такого агрегата, которую можно сделать и своими руками. Она гарантирует стабильные выходные характеристики сварочного тока и дуги, которая является ключевым аспектом любой сварки.
Сварщики знают, что при работе от положительного зажима выделяется больше тепла, чем от отрицательного. Следовательно для разной толщины металла стоит вырабатывать свою методику.
Существуют и новые разработки в этой отрасли так называемые сварочные аппараты инверторного типа. Трансформатор здесь работает на повышенных частотах, что даёт возможность снизить и габариты устройства, его вес, и токи первичной обмотки без последствий для создания качественной дуги.
Сварочный трансформатор ВДМ
Аппараты ВДМ производственного сварочного многопостового выпрямителя, устанавливается зачастую стационарно и предназначен для сварочных постов дуговой электросварки с помощью металлического электрода. Очень часто ВДМ подключаются к трёхфазной сети 380 Вольт. Во взрывоопасной среде, насыщенной пылью разной фракции, или же содержащей едкие газовые пары, разрушающие сталь и изоляцию, эксплуатация строго запрещена. Конструктивно в ВДМ есть возможность регулировать величину тока реостатом и дросселем.
Во взрывоопасной среде, насыщенной пылью разной фракции, или же содержащей едкие газовые пары, разрушающие сталь и изоляцию, эксплуатация строго запрещена. Конструктивно в ВДМ есть возможность регулировать величину тока реостатом и дросселем.
Как рассчитать сварочный трансформатор
Изготовление трансформатора для сварочных работ, который должен быть близок по своим характеристикам к промышленному образцу, нужно проводить стандартными методиками подсчёта. Данная методика подойдет больше бытовому устройству, она содержит оптимальные значения обмоток и минимальные габаритные размеры сердечника.
Существует два вида сердечника:
- броневой;
- стержневой;
- тороидальный (круглый).
При этом стержневые имеют немного большие показания КПД (коэффициента полезного действия) нежели броневые.
Прежде чем приступить непосредственно к расчету сварочного понижающего трансформатора, необходимо определить его мощность, которая зависит от того какая величина тока нужна для его эксплуатации. Наиболее распространенные варианты от 70 до 150 А. Разумно будет брать максимально допустимые токи вторичной обмотки немного выше порядка 180–200 А.
Мощность сварочного трансформатора переменного тока, и аппарата в целом, будет равна:
P = U2 × I2 × cos (φ) / η
где, U2 — напряжение холостого хода сварочного трансформатора рекомендуется от 30 до 60 Вольт, I2 — ток сварки, cos (φ) угол сдвига фаз между током и напряжением. В случае расчета потребляемой мощности cos (φ) можно взять равным 0,8; η- КПД, для данного устройства примерно можно принять равным 0,7.
А также стоит учесть при этом и продолжительность эксплуатации трансформатора, так как, скорее всего, ему пройдется работать не один час.
Pдл = U2 × I2 × (ПР/100)1/2 × 0.001
ПР — это коэффициент длительности работы в смену, рекомендуется порядка 20-30 %;
Намотка сварочного трансформатора
Зачастую намотка производится уже на имеющееся железо и вот формулы примерного числа витков
С обмотками на одном плече (рисунок ниже, а):
N1 = 7440 × U1/(Sиз × I2)
С разнесенными обмотками (рисунок ниже, б):
N1 = 4960 × U1/(Sиз × I2)
Sиз — измеренное сечение магнитопровода (см2)
Такой способ расчета считается упрощённым. Ниже прилагается формула расчета сечения медного провода, которым непосредственно и будет выполнена намотка.
Ниже прилагается формула расчета сечения медного провода, которым непосредственно и будет выполнена намотка.
Плотность тока в обмотках берётся из справочника для медного провода J = 2,5 А/мм2. Для сварочного аппарата постоянного тока ВДМ агрегат оборудуется тремя первичными и тремя вторичными обмотками, поэтому расчёт производится инженерами и без квалификации его проблематично соорудить.
Улучшение сварочного трансформатора
Для улучшения нужно сократить слишком большую вторичную обмотку в 3–4 раза, уменьшив в ней напряжение холостого хода до 22–25 вольт, а вот для стабильного и уверенного зажигания дуги, прибавить небольшую слаботочную обмотку с напряжением 80–110 вольт. Переменный ток каждой из обмоток проходит выпрямление на диодных мостах, после чего обмотки подключаются параллельно друг другу.
Но также для усовершенствования и улучшения длительной работы сварочного трансформатора особенно в летнюю жаркую погоду необходимо использовать приточную или же вытяжную вентиляцию.
устройство и принцип действия, для чего служит, виды
Сварочный трансформатор принадлежит к числу несложных, но признанных потребителями аппаратов. Его используют, когда к соединительному шву нет жестких требований. Сейчас на рынке появились более совершенные аппараты, но простые агрегаты не вышли из употребления.
1 Виды сварочных трансформаторов и их устройство
Аппараты бывают дуговыми, у них в основе процесса лежит использование электрической дуги, а также есть аппараты контактной сварки – сильно сжатые детали привариваются импульсным током. По способу регулирования выпускаются агрегаты с дросселем – это первый тип. Второй, самый распространенный вид – разнотипные с регулировкой, которая осуществляется изменениями в обмотках. Третий, самый современный – тиристорные с импульсной стабилизацией.
Водородный сварочный аппарат
Первые два вида регулируют режим изменением параметров. Разнотипные трансформаторы зачастую оборудованы более сложными устройствами для точного регулирования. Тиристорные имеют трансформатор и полупроводниковые регуляторы. Контактные сварочные приборы различаются методами сварки, которая может выполняться по отдельным точкам, по стыкам или цельным швом. Импульс регулируется электронным или релейно-механическим регулятором. Устройство сварочного трансформатора простое, аппарат состоит из:
Тиристорные имеют трансформатор и полупроводниковые регуляторы. Контактные сварочные приборы различаются методами сварки, которая может выполняться по отдельным точкам, по стыкам или цельным швом. Импульс регулируется электронным или релейно-механическим регулятором. Устройство сварочного трансформатора простое, аппарат состоит из:
- трансформатора;
- проводов подвода;
- сварочных проводов;
- держателя электродов.
Разные разработки сварочного трансформатора (далее – СТ) имеют сходные провода и держатели. Аппарат может иметь дополнительные устройства: вентилятор, автомат отключения при перегрузке, ручку, колеса. На работу это никак не влияет, но создает комфортные условия. Большинство сварочных трансформаторов переменного тока укомплектованы одинаковыми деталями с разницей в габаритах. Это позволяет делать устройства одного типа, отличающиеся показателями. Агрегат может комплектоваться выпрямителем для выработки постоянного тока. Аппаратами постоянного тока выполняется качественная сварка, производятся работы с цветными металлами и нержавейкой.
Большинство моделей имеют стальной сердечник из абсолютно одинаковых пластин – магнитопровод. Он может иметь подвижную часть или быть цельным. Пластины изолированы, чтобы увеличить КПД и уменьшить нагрев. Они образуют плотный пакет, стянутый шпильками. Неплотность пакета приводит к вибрации, что на слух воспринимается, как сильное гудение. Ток в трансформаторном сварочном аппарате (ТСА) подбирается плавно или ступенями. При плавном подборе изменяют зазор в магнитопроводе, сопротивление меняется. Ступенчатое регулирование включает в цепь разное количество витков обмоток. Независимо от способа, роль сварщика заключается во вращении рукоятки или переключении коммутатора.
2 Почему электричество соединяет металлы?
Трансформатор понижает сетевое напряжение до требуемого уровня. Предъявляемые к аппарату требования исходят из особенностей материалов для обработки. Под них подбирают принцип действия и комплектацию, детали уточняются в параметрах и регулировке. Во многих случаях требуется очень точная настройка, и устройство аппарата это учитывает. Функциональный принцип работы сварочного трансформатора и его устройство взаимосвязаны.
Предъявляемые к аппарату требования исходят из особенностей материалов для обработки. Под них подбирают принцип действия и комплектацию, детали уточняются в параметрах и регулировке. Во многих случаях требуется очень точная настройка, и устройство аппарата это учитывает. Функциональный принцип работы сварочного трансформатора и его устройство взаимосвязаны.
Вторичная обмотка сварочного трансформатора
Аппарат выполняется обычно с первичной и вторичной обмотками. Напряжение 220 или 380 В подается на первичную. Со вторичной снимается напряжение 30–80 В. Ток увеличивается до 100–700 А, отчего металл плавится и соединяется. В основу ТСА заложена наивысшая отдача мощности. Металлические изделия соединяются между собой при температуре в тысячи градусов, вырабатываемой электрической дугой. Ее появление вызывается коротким замыканием между электродом и металлом. Разряд пробивает воздух, образуется плазма. С уменьшением сопротивления воздушного изолятора увеличивается ток. Чтобы стабилизировать дугу, проводящую ток, поддерживают расстояние между электродом и металлом.
Устройство сварочного трансформатора позволяет изменять силу тока, добиваясь оптимального режима в зависимости от толщины заготовок и вида работ. Постоянство напряжения влияет на стабильность дуги. Малый скачок напряжения ее обрывает, а немного сглаживает скачки регулятор. Используя дополнительные приспособления, можно добиться стабильности электродуги. Перепады гасят фильтры из конденсаторов на входе.
3 Характерные особенности устройств разных типов
Сначала были придуманы аппараты с дросселем для регулировки тока. Модели простые и безотказные, но не лишены недостатков: очень ограниченные характеристики, сильная вибрация, из-за чего сбиваются настройки, и они потребляют много энергии. Более совершенны устройства с реактивной катушкой и дросселем.
Сварочный трансформатор
В разнотипных аппаратах используются магнитные шунты, подвижные обмотки. Такие агрегаты небольшой массы с лучшими характеристиками. Имеются конструкции с неподвижными шунтами и обмотками, сложной магнитной коммутацией. По этому принципу сконструировано много разных разработок, отчего этот вид СТ и получил название разнотипных. Оборудование на тиристорах – новая разработка на полупроводниках. Переменный ток превращается в импульсы. Вначале тиристорные устройства страдали нестабильностью дуги из-за несовершенства полупроводников. Сегодняшние полупроводниковые изделия избавлены от этого недостатка.
Имеются конструкции с неподвижными шунтами и обмотками, сложной магнитной коммутацией. По этому принципу сконструировано много разных разработок, отчего этот вид СТ и получил название разнотипных. Оборудование на тиристорах – новая разработка на полупроводниках. Переменный ток превращается в импульсы. Вначале тиристорные устройства страдали нестабильностью дуги из-за несовершенства полупроводников. Сегодняшние полупроводниковые изделия избавлены от этого недостатка.
Технические характеристики ТСА пребывают в зависимости от конструктивных особенностей. Общие достоинства:
- простое исполнение с минимальным набором деталей без электроники;
- широкий диапазон применения;
- надежная длительная эксплуатация, пригодность для ремонта;
- возможность выбрать аппарат с подходящими параметрами;
- доступные цены.
Сердечник с обмотками
К недостаткам относятся ограниченные возможности. Подобные аппараты потребляют много тока, ими трудно поддерживать дугу и добиться безукоризненного шва. Для работ различного рода больше подходит разнотипный трансформатор. Чтобы добиться качества шва и эффективности, агрегат оборудуют дополнительными устройствами, которые стабилизируют характеристики. Доступность и неприхотливость трансформаторных сварочных аппаратов привлекают потребителей, несмотря на выпуск качественных моделей с лучшими возможностями.
4 Что следует учитывать при выборе – показатели тока
Важный показатель для устройства – это количество фаз. Для однофазных СТ требуется 220 В, их можно включать в розетку домашней сети. Для двухфазных потребуется 380 В. Трехфазные могут работать от 220 или 380 В. В паспорте уточните показатель тока, потребляемого устройством. Далее узнайте сечение проводки и определите по справочнику, выдержит ли она работу ТСА. Автоматы домашней сети должны иметь запас не менее 10 %.
От тока на выходе зависит подбор электродов, свойства металла, с которым можно работать. Еще один параметр – напряжение на выходе. Особенно важно для тех, кто хочет варить автомобильные кузова. Чем ниже показатель (от 30 Вольт), тем тоньше металл можно варить. Потребляемая и выходная мощность указывает на количество электроэнергии, которую использует сварочный трансформатор. Следует обратить внимание на разницу показателей. Если она очень большая, агрегат будет использовать много киловатт и выполнять мало работы. В паспорте режим сварки указан в процентах.
Особенно важно для тех, кто хочет варить автомобильные кузова. Чем ниже показатель (от 30 Вольт), тем тоньше металл можно варить. Потребляемая и выходная мощность указывает на количество электроэнергии, которую использует сварочный трансформатор. Следует обратить внимание на разницу показателей. Если она очень большая, агрегат будет использовать много киловатт и выполнять мало работы. В паспорте режим сварки указан в процентах.
К примеру, 70 % значит, что в течение 10 минут агрегат может 7 минут работать и 3 должен отдыхать.
Трансформаторные аппараты десятки лет исправно служат в сельском хозяйстве, промышленности, дома и в любом месте, где понадобятся. Их простота и дешевизна привлекают людей. В руках умельцев они способны работать с металлом разной толщины. С их помощью изготавливают несложные изделия, ремонтируют технику, соединяют трубы отопления и водопровода.
Сварочный трансформатор тдм: технические характеристики аппаратов 401, модели 305, 503, 500, 317, 505, 402, 303у2, 401у2
К выбору сварочного оборудования следует отнестись с максимальной ответственностью, так как процесс работы тесно сопряжен с возможным воздействием электротока. Потому необходимо отдавать предпочтение проверенной и качественной технике, которой, безусловно считается сварочный трансформатор ТДМ. Приборы представлены несколькими моделями, обладающими различными параметрами и достоинствами.
Классификация по различным признакам
Преобразователи для сварки марки ТДМ классифицируются по нескольким параметрам.
По типу питающей сети, требуемой для подключения, аппараты выпускаются:
- однофазные, питаемые от бытовой сети переменного тока, что позволяет применение для небольших домашних или гаражных работ,
- трехфазные, отличающиеся более сложной конструкцией, повышенной мощностью, предназначенные преимущественно для использования на предприятиях промышленности.

По области применения устройства разделяются на:
- Бытовые для РДС с использованием стандартных электродов с покрытием.
- Промышленные, применяющиеся одновременно для нескольких рабочих мест на поточных линиях. Их мощности достаточно не только для сваривания, но и резки изделий из металла.
По способу регулирования напряжения устройства разделяются на:
- тиристорные, в которых применен принцип нормального рассеяния магнитного потока,
- с повышенным рассеиванием.
К последней группе относятся:
- с движимым немагнитным шунтом,
- с движимыми обвивками,
- с перемещающимся подмагниченным шунтом,
- с обвивкой, состоящей из нескольких частей.
Какой трансформатор выбрать, зависит от преобладающего вида работ и предполагаемой интенсивности использования аппарата. Не менее важным параметром является и то, сколько отведено финансовых средств на покупку аппарата.
Достоинства и недостатки понижающих аппаратов
Устройства понижающего назначения запитываются от сети 220 либо 380 В и уменьшают напряжение до 70 В, создавая на вторичной катушке настраиваемый ток. Выпрямление при этом не производится. Аппараты ТДМ подают в область сварки ток силой 50-500 А, значение зависит от модели.
Технические характеристики сварочного аппарата ТДМ 401, равно как и параметры иных моделей (305, 503, 500, 317, 505, 402, 303у2, 401у2), являются одновременно и достоинствами устройств. К преимуществам понижающих преобразователей относятся:
- Повышенная мощность, позволяющая выполнять множество технологических операций металлообработки.
- Стабильность работы, не зависящая от климатических условий. Аппараты могут эксплуатироваться при температурах от -40 до 40°С.
- Ремонтопригодность, легкость технического содержания и обслуживания.
- Возможность выполнения ступенчатого или плавного регулирования параметров тока.
- КПД, составляющий в среднем 84%
- Возможность применения электродов сечением до 6 мм, допускающая сварку изделий толщиной до 14 мм.
- Мобильность, обеспечиваемая транспортировочными колесами.
- Наличие эффективной системы охлаждения.

К недостаткам преобразователей следует отнести значительный вес и нагрузку на сеть – чем выше мощность, тем больше электроэнергии будет потреблять устройство.
Устройство
Устройство сварочного трансформатора ТДМ 401, как и большинства иных моделей, составляют такие детали:
- корпус,
- охлаждающие жалюзи,
- соединительные зажимы для цепи,
- ручка для переноски,
- рукоятки корректирования параметров,
- сердечник,
- отвесный винт с расположенной на нем ходовой гайкой,
- первичная и вторичная катушки, витки которых изготовлены из меди.
В аппаратах практически нет содержания драгоценных металлов. В ТДМ-500 для улучшения соединений используется серебро.
Принцип работы
Работа преобразователей ТДМ основана на такой схеме.
Ток, поступающий из сети, поступает на первичную катушку. Вторичная при этом различными окончаниями подсоединяется к подлежащей обработке детали и на держатель электрода.
Одна из обмоток, являющаяся подвижной, используется как дроссель, регулирующий выходящий ток. Для перемещения этой обмотки вдоль сердечника используется управляющий винт. Параметры тока задаются удалением друг от друга катушек. Чем больший интервал между ними, тем ниже подаваемое напряжение и выше сила тока. Изменение характеристик осуществляется посредством рассеяния магнитного потока.
Выбор
Однофазные
Аппараты однофазные обеспечивают питание единого потребителя переменным током частотой 50 Гц. Применяются в основном для РДС, наплавки либо резки с применением покрытых электродов.
Условия работы:
- использование электродов 2-6 мм любых марок,
- применение только для одного напряжения – 220 или 380 В при частоте 50 Гц.

Трехфазные
Для соединения заготовок значительной толщины однофазные трансформаторы не подходят, требуется использование трехфазных устройств. К примеру, ТДМ 503 – мощная и тяжелая модель, применяемая только под 380 В.
Такие трансформаторы не нужно приобретать для бытовго использования, так как найти сеть на 380 В бывает сложно. А иногда и невозможно.
Универсальные однопостовые
Модели однопостовые предназначены для универсального применения при подключении к 380 В. Сила тока у таких аппаратов достигает 500 А, их можно использовать для обработки деталей толщиной 4-13 мм.
Особенности эксплуатации и подключения
Подключение к сети должно осуществляться только подходящими для конкретной модели кабелями. Во избежание перегрева и плавления провода, сечение его должно быть рассчитано с запасом.
Чтобы не допустить короткого замыкания и возгорания, места соединений следует периодически проверять на плотность.
Устанавливать сварочный аппарат ТДМ 305 и другие модели во влажных помещениях и местах не допускается. Необходимо заранее предусмотреть способ охлаждения устройства.
При выполнении сварки нужно избегать перегрева прибора, соблюдая описанный в паспорте режим работ, строго соблюдать полярность. При обнаружении неисправности трансформатор следует немедленно отключить и не пользоваться им до устранения причин неполадок.
В процессе сварки необходимо периодически устраивать перерыв для охлаждения прибора.
Меры и техника безопасности
Трансформаторы ТДМ относятся к безопасным приборам при условии правильной их эксплуатации.
Но при возникновении неисправностей необходимо немедленно отключить подачу электроэнергии от сети. Во избежание поражения электротоком нельзя прикасаться к корпусу прибора, так как на нем может присутствовать остаточное напряжение.
Перед началом работы в первую очередь необходимо убедиться в наличии исправного заземления. По окончании сварки и отключения аппарата следует дать ему остыть, так как часто трансформатор может нагреваться до температур, вызывающих ожог кожного покрова.
По окончании сварки и отключения аппарата следует дать ему остыть, так как часто трансформатор может нагреваться до температур, вызывающих ожог кожного покрова.
В любой ситуации нужно неукоснительно соблюдать правила электробезопасности, действовать в соответствии с инструкцией производителя.
Популярные модели
ТДМ-305 – компактный переносной аппарат с естественным охлаждением, предназначенный для использования в производственных целях и в быту. Эффективно работает при подаче среднего сварочного тока.
ТДМ-401 применяется для сварки изделий средней и значительной толщины, используется на производстве. Мобильность устройства обеспечивается колесами. При продолжительном использовании нуждается в обеспечении принудительной вентиляцией.
ТДМ-503 используется для средних по толщине заготовок. Подключается к трехфазной сети. Возможность непрерывного функционирования ограничены наличием только естественной вентиляции.
Федор Федосеев, сварщик, стаж работы 25 лет: «ТДМ-ки отличаются простотой конструкции и стабильностью работы. Мнимая однообразность модельного ряда не отражается на способности аппаратов выполнять свою непосредственную задачу, заложенную изготовителем. Каждый может подобрать наиболее подходящую модель для выполнения конкретных работ».
Загрузка…Устройство сварочного трансформатора — Сведения о сварке
Устройство сварочного трансформатора
Категория:
Сведения о сварке
Устройство сварочного трансформатора
Сварочный трансформатор преобразует переменный ток одного напряжения в переменный ток другого напряжения той же частоты и служит для питания сварочной дуги. Трансформатор имеет стальной сердечник (магнитопровод) и две изолированные обмотки. Обмотка, подключенная к сети, называется первичной, а обмотка, подключенная к электрододержателю и свариваемому изделию,— вторичной. Для надежного зажигания дуги вторичное напряжение сварочных трансформаторов должно быть не менее 60—65 В; напряжение дуги при ручной сварке обычно не превышает 20—30 В.
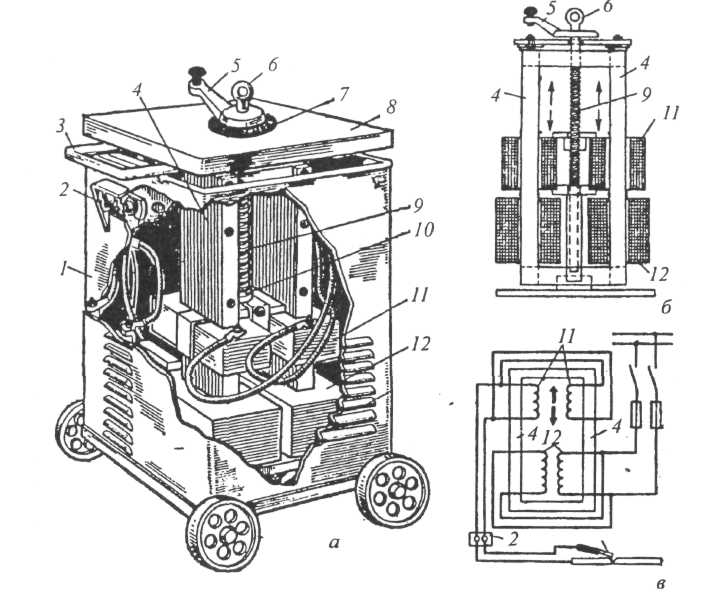
Рис. 1. Сварочный трансформатор ТСК-500: а — вид без кожуха, б — схема регулирования сварочного тока, в — электрическая схема
Одним из наиболее распространенных источников питания переменного тока является сварочный трансформатор ТСК-500 (рис.1). В нижней части сердечника находится первичная обмотка, состоящая из двух катушек, расположенных на двух стержнях. Катушки первичной обмотки закреплены неподвижно. Вторичная обмотка, также состоящая из двух катушек, расположена на значительном расстоянии от первичной. Катушки как первичной, так и вторичной обмоток соединены параллельно. Вторичная обмотка— подвижная и может перемещаться по сердечнику при помощи винта, с которым она связана, и рукоятки, находящейся на крышке кожуха трансформатора.
Регулирование сварочного тока производится изменением расстояния между первичной и вторичной обмотками. При вращении рукоятки 6 по часовой стрелке вторичная обмотка приближается к первичной, магнитный поток рассеяния и индуктивное сопротивление уменьшаются, сварочный ток возрастает. При вращении рукоятки против часовой стрелки вторичная обмотка удаляется от первичной, магнитный поток рассеяния растет (индуктивное сопротивление увеличивается) и сварочный ток уменьшается. Пределы регулирования сварочного тока— 165—650 А.
Для приближенной установки силы сварочного тока на верхней крышке кожуха расположена шкала с делениями. Более точно сила тока определяется по амперметру.
Сварочный трансформатор ТСК-500 в отличие от ТС-500 имеет в первичной цепи конденсатор 4 большой мощности. Конденсатор включается параллельно первичной обмотке и предназначен для повышения коэффициента мощности (косинуса «фи»).
Однотипными, но меньшей мощности, являются трансформаторы ТС-300 и ТСК-300. Трансформаторы ТД-500 и ТД-300 работают по такому же принципу, но для переключения обмоток с параллельного на последовательное соединение снабжены переключателями барабанного типа.
Реклама:
Читать далее:
Устройство сварочного выпрямителя
Статьи по теме:
Устройство и принцип работы сварочного трансформатора
1.
 Устройство принцип работы сварочного трансформатора Трансформатор для сварки нужен, чтобы насыщать
Устройство принцип работы сварочного трансформатора Трансформатор для сварки нужен, чтобы насыщатьдугу переменным током. Это достаточно простое и
надежное в применении устройство, чаще всего
используемое при дуговой сварке ручным способом.
Помимо этого трансформаторам не будет
альтернативы при автоматизированном и
механизированном способе сварки.
Очень мощный источник питания сварочной дуги
будет менять напряжение сети,
Все сварочные трансформаторы имеют силовой
трансформатор и устройство, регулирующее
сварочный ток. Основной принцип действия
сварочного трансформатора заключается в наивысшей
отдаче мощности. Поэтому его конструкция
обязательно должна выдерживать высокое
напряжение, как при проведении промышленной
сварки, так и в домашних условиях. Но эти аппараты
отличаются друг от друга, как по формированию
внешних параметров, так и регулировками разных
режимов сварки.
Трансформатор для
дуговой сварки
строят на вторичное
напряжение 60-70 В
(напряжение
зажигания дуги).
Особенностью работы этих трансформаторов является
прерывистый режим работы с резкими переходами от
холостого хода к короткому замыканию, и обратно.
Для устойчивого и непрерывного горения дуги
необходимы незначительные изменения тока и
значительная
Сварочный трансформаторслужит для понижения
напряжения сети с 220 или 380В до безопасного, но
достаточного для легкого зажигания и устойчивого
горения электрической дуги (не более 80В), а также
для регулировки силы сварочного
тока.Трансформаторимеет стальной сердечник
(магнитопровод) и две изолированные обмотки.
Обмотка, подключенная к сети, называется первичной,
а обмотка, подключенная к электрододержателю и
свариваемому изделию, — вторичной. Для надежного
зажигания дуги вторичное напряжение сварочных
трансформаторов должно быть не менее 60-65В;
Катушки первичной обмотки закреплены неподвижно.

Вторичная обмотка, также состоящая из двух катушек,
расположена на значительном расстоянии от
первичной. Катушки как первичной, так
и вторичной обмоток соединены параллельно.
Вторичная обмотка — подвижная и может
перемещаться по сердечнику при помощи винта, с
которым она связана, и рукоятки, находящейся на
крышке кожуха трансформатора. Регулирование
сварочного тока производится изменением расстояния
между первичной и вторичной обмотками. При
вращении рукоятки 5 по часовой стрелке вторичная
обмотка приближается к первичной, магнитный поток
рассеяния и индуктивное сопротивление уменьшаются,
сварочный ток возрастает.
При вращении рукоятки против часовой стрелки
вторичная обмотка удаляется от первичной,
магнитный поток рассеяния растет (индуктивное
сопротивление увеличивается) и сварочный ток
уменьшается. Пределы регулирования сварочного
тока — 65-460 А. Последовательное соединение
катушек первичной и вторичной обмоток позволяет
получать малые сварочные токи с пределами
регулирования 40-180 А.
Металлургические
процессы при
электродуговой сварке
Билет 5 (2)
В процессе электродуговой сварки плавлением
металл сварного соединения плавится под
воздействием мощной электрической дуги, горящей
между электродом и свариваемым изделием.
Температура дуги колеблется в пределах 5000—
15000 °С. Под действием мощного сосредоточенного
источника тепла плавятся свариваемый (основной) и
электродный (сварочный) металлы.
Металлургические процессы при дуговой сварке
протекают совершенно в других условиях, чем при
производстве стали. Это объясняется прежде всего
небольшим объемом расплавленного металла,
называемого сварочной ванной, и быстрым его
затвердеванием. При ручной дуговой сварке объем
расплавленного металла не превышает 8 см3 (длина
сварочной ванны 20—30 мм, ширина 8—12 мм,
глубина 2—3 мм), а время затвердевания — несколько
секунд.

В результате быстрого затвердевания металла
сварочной ванны химические реакции, протекающие
в расплавленном металле, не успевают закончиться.
Поэтому при сварке незащищенной дугой содержание
кислорода в металле сварного соединения примерно
в 15 раз больше, чем у мартеновской стали. А чем
больше кислорода,’ тем ниже механические свойства
металла шва.
Расплавленный металл электрода переходит в
сварочную ванну в виде небольших капель. Металл
капель подвергается в дуговом промежутке
воздействию шлака покрытия электрода и газов
окружающей среды. При ручной сварке электродами,
имеющими покрытие, одновременно с основным и
электродным металлами плавится и покрытие, в
результате чего образуется расплавленный
неметаллический слой шлака. Назначение шлака —
улучшать свойства расплавленного металла. Шлак
защищает металл капли и сварочной ванны от
воздействия окружающего воздуха, раскисляет и
легирует металл сварочной ванны, в шлаке
растворяются вредные примеси. В ряде случаев шлак
способствует устойчивому горению дуги.
Меры, принимаемые для защиты металла сварочной
ваны от воздействия окружающего воздуха, не всегда
достигают цели. Поэтому содержание кислорода в
наплавленном металле всегда бывает выше, чем в
основном и электродном. Для снижения количества
кислорода в наплавленном металле, а следовательно,
для повышения механических свойств металла его
раскисляют и удаляют образовавшиеся окислы из’
сварочной ванны. Раскисляют металл с помощью
углерода, марганца, кремния, алюминия
(раскислители), которые вводят в электродную
проволоку или электродные покрытия.
14. Для компенсирования выгорающих элементов, а также легирования основного металла с целью обеспечения равнопрочности и сближения
химического состава наплавленного и основногометаллов, легируют металл сварного шва.
Легирование осуществляется хромом,
молибденом, титаном, ванадием, вольфрамом и
рядом других элементов, которые вводятся в
состав электродного покрытия или основного
металла.

Качество сварного соединения во многом зависит от
технологических приемов сварки, в результате
которых должно быть получено сплошное
соединение. Сплошность сварного соединения
является одним из основных признаков качества
сварки. Нарушение сплошности проявляется обычно
в виде трещин и пористости.
Трещины условно делятся на горячие и холодные.
Увеличению вероятности появления горячих трещин
способствуют сера, углерод, кремний, водород.
1. Для чего предназначены сварочные
трансформаторы.
2. Из каких частей состоит сварочный трансформаор.
3. Плавная регулировка сварочного трансформатора.
4. Грубая регулировка сварочного трансформатора.
5. Чем заключается особенности металлургических
особенностей при сварке.
6. Расскисление сварочной ванны. Назначение
электродной обмазки.
7. Как влияет кислород на сварочную ванну.
8. Как влияет азот воздуха на расплавленный металл.
9. Как влияет водород на расплавленный метал
сварочной ванны.
10.Что делают со сварочной ванной
Принцип работы и применение сварочного трансформатора
Принцип работы и применение сварочного трансформатора
Введение
В этой статье мы изучили работу и применение сварочного трансформатора.
Основная идея сварочного трансформатора
Сварочный трансформатор — это понижающий трансформатор, который имеет тонкую первичную обмотку с большим количеством витков, а вторичная обмотка имеет большую площадь поперечного сечения и меньшее количество витков, что обеспечивает меньшее напряжение и очень высокий ток во вторичной обмотке.Сварочный трансформатор снижает напряжение от источника до более низкого напряжения, подходящего для сварки. Обычно от 15 до 45 вольт. Вторичный ток достаточно высокий и обычно может составлять от 200 до 600 А, но может быть намного выше. Вторичная обмотка может иметь несколько отводов для регулировки вторичного напряжения для управления сварочным током. Ответвители обычно подключаются к нескольким сильноточным розеткам или к сильноточному переключателю. Один конец вторичной обмотки подсоединен к сварочному электроду, тогда как другой конец вторичной обмотки подсоединен к сварочному электроду, а другой конец подсоединен к свариваемым деталям.Если протекает какой-либо сильный ток, тепло выделяется из-за контактного сопротивления между электродом и свариваемыми деталями. Вырабатываемое тепло расплавляет электрод, и зазор между двумя частями заполняется. Фиггер показывает простой сварочный трансформатор.
Ответвители обычно подключаются к нескольким сильноточным розеткам или к сильноточному переключателю. Один конец вторичной обмотки подсоединен к сварочному электроду, тогда как другой конец вторичной обмотки подсоединен к сварочному электроду, а другой конец подсоединен к свариваемым деталям.Если протекает какой-либо сильный ток, тепло выделяется из-за контактного сопротивления между электродом и свариваемыми деталями. Вырабатываемое тепло расплавляет электрод, и зазор между двумя частями заполняется. Фиггер показывает простой сварочный трансформатор.Полное сопротивление сварочного трансформатора может быть выше, чем полное сопротивление трансформатора общего назначения. Импеданс сварочного трансформатора может играть роль в процессе создания дуги и управления током.Сварочные трансформаторы большой мощности, скорее всего, будут рассчитаны на трехфазный ввод. Есть много трансформаторов меньшего размера, которые рассчитаны на однофазный ввод.
Сварочный трансформатор постоянного тока
Для сварки постоянным током (DC) выпрямитель подключается ко вторичной обмотке трансформатора. Также может быть фильтрующий дроссель или индуктор для сглаживания постоянного тока. весь узел трансформатора и выпрямителя можно назвать источником сварочного тока. Обмотка сварочного трансформатора очень реактивна.В противном случае может быть добавлен отдельный реактор последовательно со вторичной обмоткой.Управление сварочным трансформатором ARC
Для управления дугой используются различные реакторы со сварочными трансформаторами. Ниже приведены некоторые методы управления дугой.Реактор с отводом
С помощью отводов на реакторе регулируется выходной ток. Это ограниченное количество текущих настроек.Реактор с подвижной катушкой
Реактор с подвижной катушкой — это реактор, в котором реактивное расстояние между первичной и вторичной обмотками регулируется.Ток становится меньше, если расстояние между катушками велико.Перемещающийся шунтирующий реактор
Подвижный шунтирующий реактор — это реактор, в котором можно регулировать положение центрального магнитного шунта.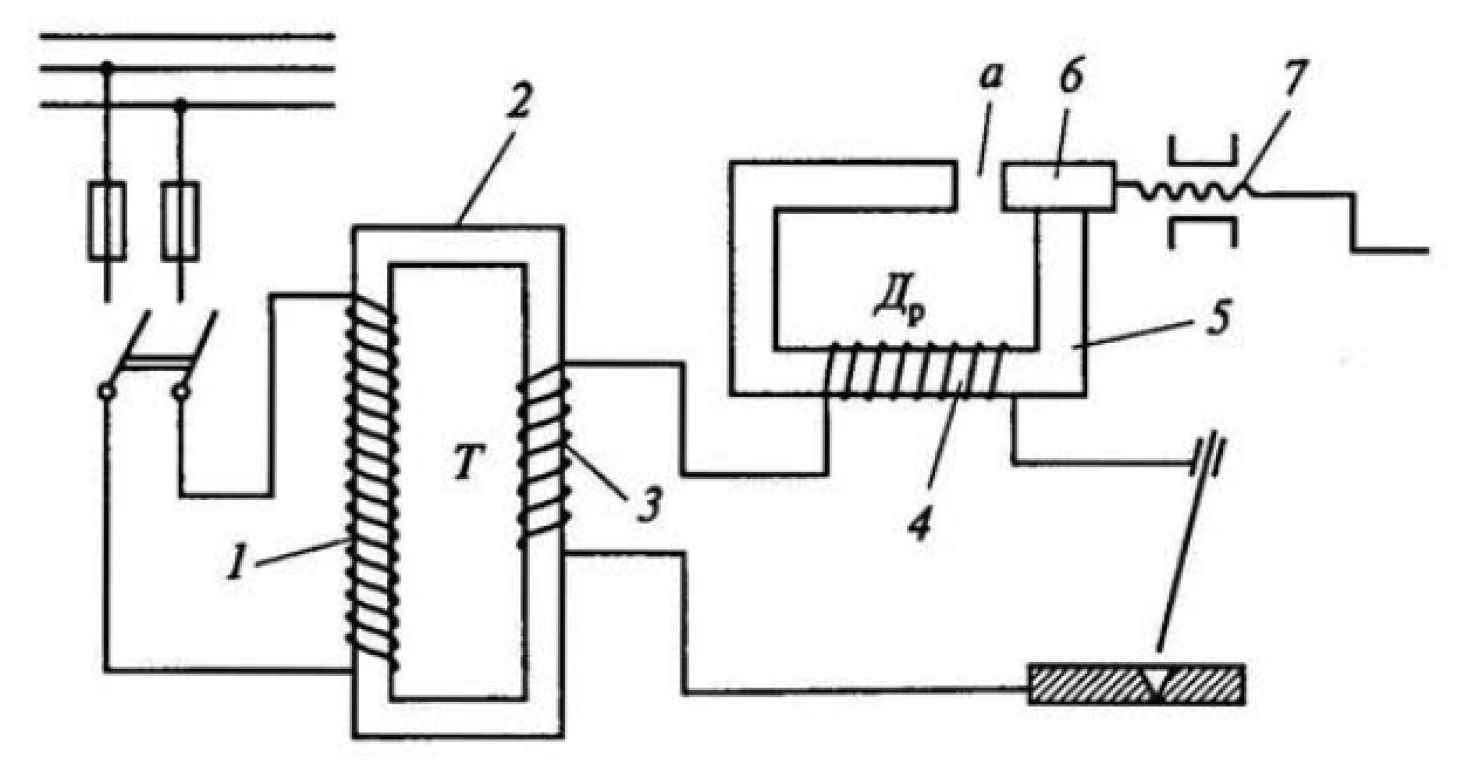 Изменение выходного тока достигается за счет регулировки шунтируемого потока.
Изменение выходного тока достигается за счет регулировки шунтируемого потока.Реактор бесступенчатого действия
Непрерывно регулируемый реактор — это реактор, в котором высота реактора постоянно изменяется. Большее реактивное сопротивление получается из-за большей вставки сердечника и, следовательно, выходной ток меньшеНасыщаемый реактор
Для регулировки реактивного сопротивления реактора требуемый постоянный ток, если постоянный ток возбуждения больше.Следовательно, изменения тока получаются из-за изменения реактивного сопротивления
Однофазные трансформаторы: принципы работы и применение
Трансформаторышироко используются в электронных компонентах, поскольку они могут преобразовывать напряжение с одного уровня мощности на другой, не влияя на частоту. По этой причине они обычно используются в бытовой технике. Несмотря на то, что существует множество различных типов трансформаторов, все они основаны на концепции корпуса, предназначенного для экранирования электромагнитных полей, известного как клетка Фарадея.Вот подробности об однофазном трансформаторе и о том, как он защищает электрооборудование.
Как работает однофазный трансформатор Однофазный трансформатор — это электронный компонент, который работает от однофазного переменного тока, поскольку цикл напряжения происходит в пределах единой временной фазы. Он обычно используется для снижения сигналов на большие расстояния как для легких коммерческих, так и для бытовых электронных устройств. Вот шаги, связанные с этим процессом:
Внешний источник переменного тока создает переменное электромагнитное поле через первичную обмотку
электромагнитное поле коллапсирует в железном сердечнике, связывая потоки в обеих обмотках
Мощность индуцируется через вторичную обмотку, подключенную к нагрузке с частотой 60 Гц
Закон Фарадея определяет наведенное напряжение и амперы, которые могут изменяться в зависимости от характера первичной и вторичной обмоток.
Внешние радиопомехи (RFI) экранированы для защиты электронного оборудования

Первичная и вторичная обмотки обычно изготавливаются из изолированного медного провода и должны быть изолированы от железного сердечника, имеющего высокую проницаемость.Максимальное напряжение, которое можно использовать для однофазной сети, регулируется коммунальными предприятиями и промышленными правилами. Прежде чем принять решение о том, использовать ли однофазные или трехфазные трансформаторы, вы должны проверить спецификации производителя на использование электронных компонентов или проконсультироваться со специалистом-электриком.
Приложенияпонижающее локализованное распределение электроэнергии
Телевизоры регулирующие напряжение
Низковольтные электронные устройства
Повышающая мощность в домашних инверторах
Негородские районы, где спрос на электроэнергию ниже
Торговое и жилое осветительное и отопительное оборудование
Заключение При принятии решения о том, использовать ли однофазный или трехфазный трансформатор, вы должны учитывать диапазон рабочих частот, номинальное напряжение обмоток, номинальную мощность, номинальный ток вторичной обмотки и требования к температуре.Ключевым преимуществом однофазных трансформаторов по сравнению с трехфазными является более низкая стоимость. Трехфазные трансформаторы используются в системах большой мощности, а однофазные трансформаторы больше подходят для более легкого оборудования.
Международный союз компонентов
Allied Components International специализируется на разработке и производстве широкого спектра стандартных магнитных компонентов и модулей, таких как индукторы для микросхем, магнитные индукторы на заказ и трансформаторы на заказ. Мы стремимся предоставлять нашим клиентам продукцию высокого качества, обеспечивать своевременные поставки и предлагать конкурентоспособные цены.
Мы стремимся предоставлять нашим клиентам продукцию высокого качества, обеспечивать своевременные поставки и предлагать конкурентоспособные цены.
Мы — растущее предприятие в магнитной промышленности с более чем 20-летним опытом.
Редуктор напряжения для цепей дуговой сварки и т.п.
Данное изобретение относится к редуктору напряжения для цепей дуговой сварки и т.п.
Изобретение особенно применимо для автоматического снижения напряжения холостого хода вторичной обмотки трансформатора, а при дуговой сварке оно служит цели снижения напряжения между электродом или его держателем и предметом или заземлением, когда сварочная дуга горит. отсутствует, и тем самым значительно повышает безопасность оператора.
Основная цель настоящего изобретения состоит в том, чтобы предоставить простое и недорогое устройство, подключенное к схеме трансформатора, для автоматического уменьшения выходного напряжения холостого хода.
Другой задачей изобретения является обеспечение пониженного выходного напряжения холостого хода трансформатора путем автоматического снижения напряжения первичной обмотки при размыкании вторичной цепи.
Другой целью является создание сварочного трансформатора со средствами для автоматического снижения выходного напряжения холостого хода без использования дорогостоящих выпрямительных схем и т.п.
В соответствии с изобретением сопротивление расположено последовательно с первичной обмоткой трансформатора и автоматически шунтируется релейной схемой, управляемой падением напряжения на нагрузке. Когда нет нагрузки и падение напряжения на выводах вторичной обмотки максимальное, реле отключает шунтирующую цепь, оставляя сопротивление для уменьшения напряжения, приложенного к первичной обмотке. Когда нагрузка полная и рабочее падение напряжения на выводах вторичной обмотки существенно меньше максимального значения разомкнутой цепи, реле срабатывает, чтобы шунтировать сопротивление и подавать повышенное напряжение на первичную обмотку.
Принципиальная схема аппарата для дуговой сварки на переменном токе в соответствии с настоящим изобретением представлена на прилагаемом чертеже.
Сварочная цепь, как правило, включает линии питания I и 2, приспособленные для подключения к подходящему источнику переменного тока и подающие питание на первичную обмотку сварочного трансформатора 3. Подходящий конденсатор 4 подключен поперек первичной обмотки к улучшить коэффициент мощности сварщика.
Вторичная обмотка трансформатора 3 соединена одним концом линией 5 с землей 6, которая при дуговой сварке составляет работу 7, а на другом конце линией 8 — электродом 9 для дуговой сварки.
С целью облегчения поражения электрическим током трансформатор сконструирован с характеристиками, обеспечивающими напряжение холостого хода для вторичной обмотки, превышающее 80 вольт, тогда как напряжение под нагрузкой обычно составляет около 40 вольт.
Высокое напряжение холостого хода необходимо для облегчения зажигания дуги между электродом 9 и деталью T.
Чтобы обеспечить большую безопасность сварщика в случае его случайного контакта как с электродом 9, так и при работе в условиях разомкнутой цепи, желательно уменьшить напряжение разомкнутой цепи и в то же время сохранить доступность более высокого напряжения. напряжение для зажигания дуги.
При выполнении изобретения высокое сопротивление 10 подключено последовательно с первичной обмоткой, а шунтирующая цепь II с переключателем 12 в ней приспособлена для обхода сопротивления во время сварки.
Переключатель 12 автоматически приводится в действие для включения только во время зажигания и продолжения дуги, и для размыкания при разрыве дуги и остается разомкнутым во время разомкнутой цепи вторичной обмотки. Для этой цели удерживающий соленоид 13 подключен к линиям 1 и 2 и запитывается в ответ на управление реле, управляемое разностью потенциалов на вторичных выводах 5 и 8.
Релейное управление состоит из реле 14 высокого напряжения и реле 15 низкого напряжения, обмотки которых соединены параллельно и между выводами 5 и 8 вторичной обмотки трансформатора. Напряжение, при котором реле 14 срабатывает для размыкания цепи удерживающей катушки 13, выше, чем максимальное падение потенциала дуги, и ниже, чем напряжение холостого хода для выводов 5 и 8. Переключатель в линии 16 существенно ниже минимального падения потенциала дуги и ниже, чем выбранное пониженное напряжение вторичной обмотки, когда ток в первичной обмотке должен проходить через сопротивление 10.
Напряжение, при котором реле 14 срабатывает для размыкания цепи удерживающей катушки 13, выше, чем максимальное падение потенциала дуги, и ниже, чем напряжение холостого хода для выводов 5 и 8. Переключатель в линии 16 существенно ниже минимального падения потенциала дуги и ниже, чем выбранное пониженное напряжение вторичной обмотки, когда ток в первичной обмотке должен проходить через сопротивление 10.
Линия 16 и линия 17 являются параллельными ветвями в цепи удерживающей катушки 13. Реле 15 размыкает и замыкает линию 16, в то время как переключатель 18, управляемый удерживающей катушкой 13, размыкает и замыкает линию 17. Переключатель реле 14 включен последовательно с переключатель реле 15, а также переключатель 18, в то время как переключатель реле 15 параллелен переключателю 18. Если реле 14 и 15 замкнуты, удерживающая катушка 13 запитывается, чтобы замкнуть переключатели 12 и 18.
Сварочный аппарат работает следующим образом: предположим, что выводы I и 2 подключены к подходящему источнику питания, например к однофазной линии переменного тока на 440 В, и что реле и переключатели находятся в положении, указанном до начало; сварочная операция.Переключатели 12 и 18 разомкнуты из-за обесточивания катушки 13, а реле 14 обесточивается и замыкается, пока реле 15 остается разомкнутым.
Когда сварщик ударяет стержень 9 о деталь 7, падение потенциала между выводами 5 и 8 приближается к нулю, таким образом обесточивая реле 15 и замыкая цепь удерживающей катушки 13 через реле 14, реле 15 и линию 16. При подаче напряжения на удерживающую катушку 13 замыкается. переключатели 12 и 18.
Замыкание переключателя 12 обходит или шунтирует сопротивление 10 и обеспечивает полное линейное напряжение для первичной обмотки трансформатора 3, тем самым позволяя сварщику зажигать дугу.
Замыкание переключателя 18 обеспечивает удерживающую цепь для катушки 13 через линию 17, переключатель 18 и реле 14. Когда возникает дуга, повышение падения потенциала между выводами 5 и 8 приводит в действие реле 15 и размыкает его переключатель в линии 16.
Во время технического обслуживания выключатели 12 и 18 дуги остаются замкнутыми, и сварка может продолжаться нормально.
Когда сварочный аппарат разрывает дугу, например, после завершения операции сварки, потенциал на выводах 5 и 8 имеет тенденцию повышаться до напряжения холостого хода, тем самым активируя реле 14 и размыкая цепь удерживающей катушки 13.Это приводит к размыканию переключателей 12 и 18, первый размыкает шунтирующую цепь i, так что ток через первичную обмотку должен проходить через сопротивление 10, тем самым уменьшая напряжение, приложенное к трансформатору, и напряжение холостого хода на выводах 5 и 8.
При уменьшении напряжения холостого хода, как описано, реле 14 обесточивается и замыкается. Однако, поскольку реле 15 остается включенным и разомкнутым, а переключатель 15 остается разомкнутым, катушка 13 не будет запитана до тех пор, пока электрод 9 снова не войдет в контакт с деталью 7 для зажигания дуги.
Сопротивление 10 предпочтительно предназначено для снижения напряжения, подаваемого на первичную обмотку трансформатора 3, по крайней мере, на 50%, тем самым снижая фактическое напряжение холостого хода вторичных выводов и 8 до менее чем 40 вольт.
Если сварщик случайно коснется как клеммы стержня 9, так и работы в условиях разомкнутой цепи, напряжение не будет достаточно высоким, чтобы вызвать серьезное поражение электрическим током, и протекающего тока обычно будет недостаточно для обесточивания реле 15.
За счет использования шунтирующей цепи для сопротивления и его включения и выключения, трансформатор всегда находится под напряжением, и нет прерывания доступного вторичного потенциала, особенно во время зажигания дуги.
Различные варианты осуществления изобретения могут использоваться в объеме прилагаемой формулы изобретения.
Заявление I: 1. В сочетании с трансформатором с высоковольтными характеристиками холостого хода, редуктор напряжения, содержащий существенно высокое сопротивление, подключенное последовательно с первичной обмоткой трансформатора для снижения приложенного к нему напряжения, шунт для указанного сопротивления для полного приложения. линейное напряжение к первичной обмотке трансформатора, переключатель для размыкания и замыкания упомянутой шунтирующей цепи, удерживающая катушка для упомянутого переключателя и система реле, подключенная к вторичным выводам трансформатора, чтобы реагировать на разность потенциалов между ними для работы упомянутой удерживающей катушки и переключаться на размыкание упомянутой шунтирующей цепи в периоды, по существу, без нагрузки и ее замыкание в периоды значительной нагрузки на упомянутый трансформатор.
линейное напряжение к первичной обмотке трансформатора, переключатель для размыкания и замыкания упомянутой шунтирующей цепи, удерживающая катушка для упомянутого переключателя и система реле, подключенная к вторичным выводам трансформатора, чтобы реагировать на разность потенциалов между ними для работы упомянутой удерживающей катушки и переключаться на размыкание упомянутой шунтирующей цепи в периоды, по существу, без нагрузки и ее замыкание в периоды значительной нагрузки на упомянутый трансформатор.
2. В сочетании с трансформатором с высоковольтными характеристиками холостого хода, редуктор напряжения, содержащий существенно высокое сопротивление, подключенное последовательно с первичной обмоткой трансформатора для снижения приложенного к нему напряжения, шунт для указанного сопротивления для подачи полного линейного напряжения на первичная обмотка трансформатора, переключатель для размыкания и замыкания упомянутой шунтирующей цепи, удерживающая катушка для упомянутого переключателя и система реле, подключенная к вторичным выводам трансформатора, чтобы по-разному реагировать на высокие и низкие разности потенциалов между ними для работы упомянутой удерживающей катушки для размыкания упомянутой шунтирующей цепи в периоды по существу без нагрузки и ее замыкания в периоды значительной нагрузки на упомянутый трансформатор.
3. В сочетании с трансформатором с высоковольтными характеристиками холостого хода, редуктор напряжения, содержащий существенно высокое сопротивление, подключенное последовательно с первичной обмоткой трансформатора для снижения приложенного к нему напряжения, шунт для указанного сопротивления для подачи полного линейного напряжения на первичная обмотка трансформатора, переключатель для размыкания и замыкания упомянутой шунтирующей цепи, удерживающая катушка для упомянутого переключателя, система реле, подключенная к вторичным выводам трансформатора, чтобы по-разному реагировать на высокие и низкие разности потенциалов между ними для работы упомянутой удерживающей катушки для размыкать указанную шунтирующую цепь в периоды, по существу, без нагрузки и замыкать ее в периоды значительной нагрузки на указанный трансформатор, и схему блокировки, управляемую указанной удерживающей катушкой, для сохранения ее подачи в течение периодов нагрузки на трансформатор.
4. В аппарате для электродуговой сварки на переменном токе трансформатор, первичная обмотка которого подключена к линиям подачи тока, а вторичная обмотка соединена противоположными выводами к рабочему и рабочему электроду, соответственно, с высоким сопротивлением последовательно с первичной обмоткой трансформатора. , шунтирующая цепь для указанного сопротивления означает, что возбуждается вторичной обмоткой трансформатора и реагирует на потенциал разомкнутой цепи вторичной обмотки, чтобы размыкать указанную шунтирующую цепь, и означает, что нормально запитывается вторичной обмоткой трансформатора и обесточивается в ответ на короткое замыкание указанной вторичной обмотки на замкните указанную шунтирующую цепь.
5. В аппарате для электродуговой сварки на переменном токе трансформатор, первичная обмотка которого подключена к линиям подачи тока, а вторичная обмотка соединена противоположными выводами к рабочему и рабочему электроду, соответственно, с высоким сопротивлением последовательно с первичной обмоткой трансформатора. , шунтирующая цепь для указанного сопротивления, означает, что возбуждается вторичной обмоткой трансформатора и реагирует на потенциал разомкнутой цепи вторичной обмотки, чтобы размыкать указанную шунтирующую цепь, означает, что нормально запитывается вторичной обмоткой трансформатора и обесточивается в ответ на короткое замыкание указанной вторичной обмотки. для замыкания упомянутой шунтирующей цепи и блокирующей схемы для удержания упомянутой шунтирующей цепи замкнутой во время зажигания и поддержания сварочной дуги.
6. В аппарате для электродуговой сварки на переменном токе трансформатор, первичная обмотка которого подключена к линиям подачи тока, а вторичная — соединена противоположными выводами к рабочему и рабочему электроду, соответственно, с высоким сопротивлением последовательно с первичной обмоткой трансформатора. , шунтирующая цепь для упомянутого сопротивления означает, что возбуждается вторичной обмоткой трансформатора и реагирует на повышение напряжения вторичной обмотки выше заданного значения, чтобы размыкать упомянутую шунтирующую цепь, и означает, что возбуждается вторичной обмоткой трансформатора и реагирует на падение напряжения вторичная обмотка ниже заданного значения, чтобы замкнуть упомянутую шунтирующую цепь, 7. В аппарате для электродуговой сварки на переменном токе трансформатор, первичная обмотка которого соединена с линиями подачи тока, а вторичная обмотка соединена противоположными выводами с рабочим электродом и с рабочим электродом, соответственно, с высоким сопротивлением последовательно с первичной обмоткой трансформатора, шунтом. цепь для упомянутого сопротивления означает, что возбуждается вторичной обмоткой трансформатора и реагирует на повышение напряжения вторичной обмотки выше заданного значения, чтобы размыкать упомянутую шунтирующую цепь, означает, что возбуждается вторичной обмоткой трансформатора и реагирует на падение напряжения вторичной обмотки ниже заданного значения. значение, чтобы замкнуть упомянутую шунтирующую цепь, и блокирующую схему для удержания упомянутой шунтирующей цепи замкнутой во время зажигания и поддержания сварочной дуги.
В аппарате для электродуговой сварки на переменном токе трансформатор, первичная обмотка которого соединена с линиями подачи тока, а вторичная обмотка соединена противоположными выводами с рабочим электродом и с рабочим электродом, соответственно, с высоким сопротивлением последовательно с первичной обмоткой трансформатора, шунтом. цепь для упомянутого сопротивления означает, что возбуждается вторичной обмоткой трансформатора и реагирует на повышение напряжения вторичной обмотки выше заданного значения, чтобы размыкать упомянутую шунтирующую цепь, означает, что возбуждается вторичной обмоткой трансформатора и реагирует на падение напряжения вторичной обмотки ниже заданного значения. значение, чтобы замкнуть упомянутую шунтирующую цепь, и блокирующую схему для удержания упомянутой шунтирующей цепи замкнутой во время зажигания и поддержания сварочной дуги.
8. В сочетании с трансформатором с высоковольтными характеристиками холостого хода, регулятор напряжения, содержащий средства, подключенные последовательно с первичной обмоткой трансформатора для существенного снижения приложенного к нему напряжения, шунтирующую цепь для упомянутых средств для подачи практически полного линейного напряжения на первичная обмотка и релейная система, подключенная к выводам вторичной обмотки трансформатора, чтобы реагировать на его напряжение для размыкания упомянутой шунтирующей цепи при установлении практически нулевых условий нагрузки для вторичной обмотки, для замыкания упомянутой шунтирующей цепи только при вторичном напряжении, близком к короткому замыканию и ниже нормальных рабочих напряжений, и для удержания упомянутой шунтирующей цепи замкнутой после этого во время поддержания рабочих напряжений при нормальных условиях нагрузки.
9. В сочетании с трансформатором с высоковольтными характеристиками холостого хода, регулятор напряжения, содержащий средства, подключенные последовательно с первичной обмоткой трансформатора для существенного снижения приложенного к нему напряжения, шунтирующая цепь для указанных средств для подачи практически полного линейного напряжения на первичный, реле для замыкания и размыкания упомянутой шунтирующей цепи, второе реле, подключенное к вторичным выводам, чтобы замкнуть цепь для упомянутого первого названного реле, только когда падение напряжения упомянутых вторичных проводов существенно ниже нормального рабочего напряжения, удерживающая цепь работает с помощью упомянутого первого названного реле, чтобы поддерживать то же самое в положении включения шунта после замыкания его цепи упомянутым вторым реле и во время нормальных рабочих нагрузок для вторичной обмотки, и реле, работающего для размыкания упомянутой удерживающей цепи при существенном снятии нагрузки с вторичной чтобы тем самым открыть упомянутый шунт и снизить напряжение холостого хода трансформатора.
АЛЛЕН К. МАЛДЕР.
ЦИФРОВЫЕ ИСТОЧНИКИ Следующие ссылки зарегистрированы в файле 25 этого патента: ПАТЕНТЫ СОЕДИНЕННЫХ ШТАТОВ Номер 1,321,342 2,140,386 2,315,625 Имя Дата Van Swaay & Keus — 11 ноября 1919 г. Jones ———— 13 декабря 1938 г. Кинг -_———. _ 6 апреля 1943 г.
(PDF) ПРОЕКТИРОВАНИЕ И КОНСТРУКЦИЯ СВАРОЧНОЙ МАШИНЫ С ПЕРЕМЕННЫМ СЕЛЕКТОРОМ ТОКА
International Journal of Pure & Applied Sciences Vol.6No.2.
Опубликовано Oxford Research and Publications, январь 2016 г.
62
ПРОЕКТИРОВАНИЕ И КОНСТРУКЦИЯ СВАРОЧНОЙ МАШИНЫ С ПЕРЕМЕННОЙ
СЕЛЕКТОР ТОКА
1 * I. И. Ибрагим и 2Б. I. Adamu
1 и 2 Кафедра физики, Федеральный университет, Дутсе, штат Джигава
Электронная почта для корреспондента автора: [email protected],
+2348036826053
Abstract
Двухполюсный тип a.c разработан и изготовлен сварочный аппарат переменного тока. Первый полюс
,является первичной цепью и был спроектирован так, чтобы иметь четырехступенчатую катушку SA, AB, BC и CE с
трехконтурными A, B, C для переменного выбора токовой нагрузки. Первичные цепи были
намотаны медным проводом калибра 13 и получили витки на 80, 20, 20 и 20 витков для
ступеней SA, AB, BC и CD соответственно. Второй полюс — это сторона вторичной цепи, конструкция которой была разработана таким образом, чтобы первичная цепь и вторичная цепь перекрывали друг друга.Первичная цепь
на вторичном полюсе была намотана медным проводом калибра 13 и имела длину
с учетом одного витка ступенчатой обмотки в 114 витков, в то время как вторичная цепь с перекрытием имела один этап
витков на 40 витков с помощью клещевого медного провода. размерного калибра 8. Стиль соединения «начало-начало» был
,использовался для первичных цепей, в то время как пусковые и конечные стрелки вторичной цепи были подключены к
заземлению и клещу сварочного аппарата соответственно.
Ключевые слова: Вторичный контур, первичный контур, катушка, сварка
1.0 ВВЕДЕНИЕ
Сварка — это производственный процесс, который соединяет материалы, обычно металлы или термопласты, посредством
, вызывая коалесценцию. Как правило, для большинства свариваемых обычных сталей предпочтительнее соединение
,методом сварки. [1] Самый популярный из сварочных аппаратов использует методы дуговой сварки
, которые включают (i) SMAW — сварку штучной сваркой или дуговую сварку в среде защитного металла.
сварка (ii) GMAM — сварка вольфрамовым электродом в газовой среде, дуговая сварка металлическим электродом (iii) GTAM — Сварка tig
или дуговая сварка вольфрамовым электродом в газовой среде [2].Остальные — пайка, пайка и сварка ацетиленом
. В автомобильной промышленности контактная точечная сварка (RSM) является одним из наиболее эффективных процессов соединения материалов
, в нем используются токи в диапазоне 1 — 200 кА с продолжительностью
от нескольких циклов до одной секунды для генерирования джоулева нагрева. . Трансформаторы RSM
работают в диапазоне средних частот около 1 кГц [3].
В этом исследовании построенная сварочная система использует низкочастотный трансформатор, который
работает при частоте электросети 50 или 60 Гц с регулируемыми переключателями тока до
, чтобы избежать проблем с качеством электроэнергии.Проблема качества электроэнергии связана с отклонением тока напряжения и частоты
от номинального значения в системе распределения и использования электроэнергии.
Принцип работы сварочного аппарата. Принцип работы сварочного инвертора.
Преобразователи напряжения инверторные скрытого монтажа для широкого диапазона мощностей от нескольких ватт до десятков киловатт. Принцип работы позволяет разобраться в его устройстве и других важных моментах, поэтому мы считаем необходимым провести подробный обзор этого устройства.
Ближе к точке
Особенностью сварочного инвертора является его способность работать при статической нагрузке. За последние несколько десятилетий инверторные преобразователи тока стали применяться в конструкции электросварочных аппаратов, конструкция которых имеет нагрузку в виде электрической дуги. Но обо всем по порядку.
Принцип действия (Рисунок 1)
Принцип работы любого сварочного аппарата основан на преобразовании переменного тока напряжением 220В или 380В частотой 50 Гц в постоянный рабочий параметр с соответствующими характеристиками напряжения холостого хода, рабочего параметра и питания. вольт-амперная характеристика.
Однако принцип работы рассматриваемого сварочного инвертора отличается от сварочных выпрямителей, в основе которых лежат диодные мостовые схемы сварочных выпрямителей. Если обычные выпрямители выполняют однократное выпрямление переменного рабочего параметра после понижающего трансформатора, то в случае использования сварочного инвертора выполняется многократное преобразование для напряжения, частоты и выпрямления. Конечно, качественные технические параметры выпрямленного тока выше.
Принцип работы рассматриваемого сварочного аппарата разобран исходя из работы последовательного инвертора. На рисунке представлена структурная схема. Глядя на схему схемы, можно понять, что резисторы нагрузки, а также переключающие элементы (емкостный, индуктивный) соединены последовательно. Модуль управления основан на работе 2-х тиристоров.
Первичный выпрямитель используется для преобразования тока, после чего постоянный ток проходит на фильтр, при этом показатель напряжения остается неизменным.Постоянный рабочий параметр сглаживается сетевым фильтром, после чего подается на преобразователь частоты для последующего преобразования в переменный высокочастотный параметр.
Частота сварочного тока может достигать 50-100 кГц. Высокочастотный параметр подается на импульсный трансформатор, после чего сварочный трансформатор понижает высокочастотный рабочий параметр до предела напряжения сварочного тока холостого хода. Правка высокочастотного рабочего параметра сварки производится на выходе рассматриваемого устройства в блоке вторичного выпрямления.
Блок силового выпрямителя имеет сглаживающие емкостные фильтры для последующего улучшения качественных характеристик выпрямителей. В свою очередь, модуль управления осуществляет управление, а также изменение характеристик работы рассматриваемого инверторного аппарата.
Принцип работы практически любого сварочного инвертора, в том числе и преобразователя, заключается в наложении импульсного резонанса. Это направление является новым в области электротехники, с появлением которого появилась возможность уменьшить габариты громоздких сварочных аппаратов, функционирование которых основано на классической электротехнике.
Следует отметить, что любое оборудование, основанное на фундаментальных инверторных преобразованиях рабочего параметра, остается на порядок дороже выпрямителей, а также силовых трансформаторов. Сложные концепции управления и преобразования позволяют снизить их надежность, и все другие выгодные стороны могут поспорить с объединением во многих секторах.
Структурная схема
Чертеж состоит из трех основных блоков:
- На входе схемы стоит выпрямитель с емкостью, включенной параллельно.Что касается роли конденсаторов схемы, то они служат запоминающими устройствами, с помощью которых становится возможным поднять напряжение постоянного тока до 300 В;
- Модуль рассматриваемого аппарата, с помощью которого постоянный ток преобразуется в высокочастотную переменную;
- Блок выходного выпрямителя, который преобразует переменный ток после устройства в постоянный рабочий параметр.
Различные решения модульного блока, в которых есть принципиальные схемы инвертора, становятся доступными для понимания благодаря тщательному изучению предоставленных схем.
Двухконтактный модуль (мостовая схема — рисунок 2)
Биполярные импульсы в мостовом типе образуются за счет парной работы ключевых транзисторов (VT1-VT3, VT2-VT4), через которые проходит половина тока от моста. Конечно, индикатор напряжения будет вдвое меньше емкости «С».
Двухконтактный модуль (полумостовая схема — рисунок 3)
В данном случае полумостовой модуль снабжен емкостным делителем на транзисторах, а также в первичной обмотке будет 0.5 значения на входе устройства. В результате при питании от выпрямителя на входе установки напряжение составит 150В. Рисунок этой схемы со значительными рабочими токами использует мощные транзисторы. Потребление рабочего параметра сети увеличивается при сравнении с полным мостом.
Инверторный модуль (полумост наклонный — 4 шт.)
На изображении этой схемы ключевые транзисторы VT1-VT2 работают одновременно при отпирании и запирании.Индикаторное напряжение в транзисторах не достигает 0,5 напряжения на входе. Когда транзисторы закрыты, энергия поглощается конденсатором «С», расположенным на входе через диоды VD1-VD2. Однако из недостатков «косого полумоста» стоит особо выделить смещение стержня трансформатора за счет использования на выходе составляющей рабочего параметра. Принципиальные схемы устройства и работы аппарата инверторного типа позволяют максимально качественно понять, как работают эти полезные настройки.
- Преимущества и недостатки сварочных инверторов
Для удачной покупки инверторной продукции необходимо знать устройство сварочного инвертора и принципы его работы, чтобы в случае поломки его можно было отремонтировать, так как инверторы очень востребованы и доступны по стоимости сегодня. Вы можете купить их в магазине или сделать самостоятельно.
Принцип работы сварочного инвертора
Сварочный инвертор сам по себе является своего рода силовым агрегатом с большой мощностью. Принцип действия аналогичен импульсным блокам питания. Сходство в особенностях преобразования энергии, а именно в следующих шагах.
Этапы преобразования энергии в сварочном аппарате:
- выпрямление переменного тока сети 220 вольт;
- преобразование постоянного тока в высокочастотную переменную;
- понижение высокочастотного напряжения;
- выходной выпрямитель слабого тока.
Раньше в основе сварочного аппарата лежал силовой трансформатор большой мощности.За счет уменьшения переменного тока в сети это позволило получить большие токи, необходимые для сварки за счет вторичной обмотки. Трансформаторы, работающие от обычной частоты переменного тока 50 Гц, имеют очень большие размеры и большой вес.
Поэтому, чтобы избавиться от этого недостатка, был изобретен сварочный инвертор. Его габариты уменьшены за счет увеличения частоты его работы до 80 и более кГц. Чем выше рабочая частота, тем меньше габариты устройства.Вес соответственно тоже меньше. А это экономия на материалах для его изготовления.
Где взять в сети эти частоты при 50 Гц? Для этих целей разработана схема инвертора, состоящая из мощных транзисторов, переключаемых с частотой от 60 до 80 кГц. Но для того, чтобы они функционировали, к ним необходимо подавать постоянный ток. Его можно получить с выпрямителем, состоящим из диодного моста, а также фильтров для сглаживания. Конечный результат — постоянный ток 220 вольт.Транзисторы инвертора подключены к понижающему трансформатору.
Так как переключение транзисторов происходит на высокой частоте, то и трансформатор работает на такой же. Для работы от высокочастотных токов необходимы трансформаторы меньшего объема. Оказывается, габариты инвертора небольшие, а рабочая мощность не меньше, чем у его громоздкого предшественника, работающего на частоте 50 Гц.
В связи с необходимостью переделки устройства появился ряд дополнительных деталей, обеспечивающих его бесперебойную работу.Познакомимся с ними поближе.
Вернуться к содержанию
Особенности сварочного инвертора
Для уменьшения габаритов и веса сварочное оборудование собрано по инверторной схеме.
Базовая монтажная схема:
- выпрямитель низкочастотный; Инвертор
- ; Трансформатор
- ; Выпрямитель высокочастотный
- ;
- рабочий шунт;
- электронный блок управления.
Каждая модель инвертора имеет свои особенности, но все они основаны на использовании высокочастотных импульсных преобразователей.Как писалось ранее, переменный ток 220В с помощью мощного диодного моста выпрямляется и сглаживается конденсаторами.
На конденсаторах фильтра сила тока будет в 1,41 раза больше, чем на выходе диодов для выпрямления. То есть при напряжении 220 вольт на диодном мосту на конденсаторах получаем 310 вольт постоянного тока. В сети сила тока может варьироваться, поэтому конденсаторы рассчитаны на рабочую зону с запасом (400 вольт).Обычно используются диоды Д161 или В200. Диодная сборка GBPC3508 работает при постоянном токе 35 А. Высокое напряжение проходит через диоды, и они нагреваются. Поэтому их устанавливают на радиатор для охлаждения. В качестве защитного элемента к радиатору прикреплен термопредохранитель. Открывается при повышении температуры до + 90 ° С.
Конденсаторы устанавливаются на разную громкость в зависимости от модификации устройства. Их емкость может достигать размера 680 муф.
Постоянный ток от выпрямителя и фильтра подается на инвертор.Он собран по схеме «косого моста» и состоит из двух ключевых транзисторов большой мощности. В сварочном аппарате основными транзисторами могут быть IGBT или высоковольтные полевые МОП-транзисторы. Эти компоненты прикреплены к радиатору для отвода лишнего тепла.
В сварочном аппарате еще должен быть качественный высокочастотный трансформатор, который является источником понижения напряжения. В инверторе он весит в несколько раз меньше, чем силовой трансформатор в сварочном аппарате. Первичная обмотка состоит из 100 витков ПЭВ толщиной 0.3 мм. Вторичные обмотки: 15 витков медного провода 1 мм, 2 обмотки по 20 витков сечением 0,35 мм. Обмотки первичной и вторичной обмоток должны совпадать. Все обмотки должны быть изолированы плетением или лентой из ПТФЭ для улучшения проводимости. Выходы всех обмоток в месте соединения защищены и опломбированы.
Кроме основных компонентов инвертора есть еще режим антизалипания электрода, плавная регулировка сварочного тока, система защиты от перегрузок.
Специалист легко отрегулирует требуемый сварочный ток и отрегулирует его во время сварочных работ. Диапазон тока достаточно широк — 30-200 А.
Выходной выпрямитель состоит из мощных двойных диодов и одного общего катода. Их особенность в высокой скорости действия. Поскольку их задача — выпрямлять высокочастотный переменный ток, простые диоды с этим не справятся. У них слишком малая скорость закрывания и открывания, а это повлечет за собой перегрев и быструю поломку.При выходе из строя выходных диодов их необходимо заменить на быстродействующие. Они, как и обычные, крепятся на радиатор.
При включении сварочного инвертора происходит зарядка электролитических конденсаторов. Сила этого тока поначалу очень велика и может вызвать перегрев и выход из строя диодов выпрямителя. Чтобы этого избежать, используется схема «плавного пуска». Его основной компонент — резистор мощностью 8 Вт. Как раз это ограничитель тока при запуске устройства.
После окончания зарядов конденсаторов и начала штатной работы прибора контакты электромагнитного поля замыкаются. Тогда резистор в работе не участвует, ток проходит через реле.
Трудно недооценить потребность в сварочных аппаратах в домашнем или дачном хозяйстве. Простота конструкции устройства позволяет собирать их самостоятельно.
Однако качество выполненных работ зависит не только от навыков, но и от внутреннего дизайна продукта.Эта статья посвящена устройству и принципам работы этих устройств.
Назначение
Сварочный аппарат относится к классу электрических устройств, предназначенных для формирования напряжения сварочной дуги. Принцип работы сварочного аппарата основан на преобразовании сетевого напряжения в сварочную дугу. Поскольку в дуге есть большие токи (до 250 А), то нужно использовать подход понижения напряжения питания дуги. Основная задача конструкции — обеспечить стабильную дугу, температура горения которой может достигать нескольких тысяч градусов.
Типы сварочных аппаратов
Существует большое количество классификационных признаков, но конструктивно электросварочные аппараты делятся на:
Трансформатор- ;
- выпрямительный; Инвертор
- .
Устройство и принцип работы инверторной сварки
Конструкция и принцип работы трансформаторного сварочного аппарата предполагают, что поддержание стабильности дуги во время сварки происходит за счет изменения индуктивного сопротивления вторичной (нагрузочной) обмотки.Это достигается введением реактивной катушки, а в мощных версиях — специальными магнитными шунтами.
Популярное решение — расширение катушек, что приводит к изменению магнитного потока, в свою очередь, к регулированию тока. Схема выпрямителя самая простая. Регулировка выходного тока организована с помощью тиристоров. Наилучшими нагрузочными характеристиками обладает трехфазная схема выпрямления.
Эта операция выполняется инвертором.С помощью широтно-импульсной модуляции (ШИМ) выходной ток регулируется. Этот принцип регулирования основан на изменении длительности выходных импульсов.
- Работа платы управления
- Особенности инверторов
Традиционный сварочный аппарат, включающий в себя обязательный громоздкий трансформатор, в последнее время активно заменяется инверторами. Чтобы понять, как работает сварочный инвертор, необходимо разбираться в его конструкции, принципе работы, эксплуатационных характеристиках, что определяет достоинства и раскрывает недостатки этого устройства.
Инверторный сварочный аппарат предназначен для сварки различных металлических деталей.
Общие принципы работы инвертора
В отличие от более обычных сварочных трансформаторов, в этом устройстве преобразование электрического напряжения в сварочный ток происходит в несколько этапов: с помощью маломощного трансформатора, который почти сопоставим с пачкой сигарет, и электронной схемы. Также в инверторном блоке есть система управления (блок управления), которая значительно облегчает процесс сварки и позволяет формировать качественный шов.Как работает инверторный сварочный аппарат?
Сначала входной ток 220 В частотой 50 А проходит через выпрямитель сварочного аппарата, преобразуется в постоянный и одновременно сглаживается фильтрами (обычно в виде электролитических конденсаторов). Результирующее постоянное напряжение снова преобразуется в переменное с помощью модулятора, собранного на полупроводниках, но с более высокой частотой (до 100 кГц). Далее выпрямляем и понижаем напряжение до значения, необходимого для сварки металла.
Применение высокочастотного преобразователя позволило использовать трансформатор относительно небольших габаритов, в результате чего значительно уменьшились габариты и масса инверторного аппарата. Например, чтобы получить в инверторе сварочный ток 160 ампер, потребуется трансформатор весом примерно 0,25 кг: для достижения аналогичного результата на обычном сварочном аппарате трансформатор весом не менее 18 кг будет иметь использоваться. При работе инверторного сварочного аппарата важную роль играет электроника: она осуществляет обратную связь с электрической дугой, что позволяет жестко регулировать и поддерживать ее параметры на нужном уровне.Малейшее их отклонение немедленно «подавляется» микропроцессорами. Все эти «дополнения» гарантируют стабильную дугу, что гарантирует высокое качество работы при использовании сварочного аппарата инверторного типа.
Вернуться к содержанию
Как работает основная электронная схема?
В сетевом выпрямителе электрический ток (220 В) выпрямляется с помощью сильного диодного моста (обычно диодной сборки), сглаживание пульсаций переменного тока осуществляется электролитическими конденсаторами.Поскольку диодный мост при работе сильно нагревается, его устанавливают на радиаторы охлаждения. Плюс есть термопредохранитель, срабатывающий от нагрева диодов более + 90 ° C и защищающий дешевую диодную сборку. Рядом с выпрямительным мостом своими размерами отличаются электролитические конденсаторы (круглые «бочонки») емкостью 140-800 мкФ. Кроме того, в сварочный аппарат помещен фильтр, предотвращающий возникновение радиопомех.
Схема самого инвертора включает 2 мощных транзистора (часто MOSFET или IGBT), также установленных на радиаторах.Эти полупроводники коммутируют ток, проходящий через импульсный трансформатор: частота переключения достигает десятков кГц. В результате образуется переменный ток высокой частоты. Для защиты дорогостоящих транзисторов от скачков напряжения используются схемы защиты, в том числе резисторы и конденсаторы небольшой емкости. После того, как транзисторы «поработали», с вторичной обмотки понижающего трансформатора снимается более низкое напряжение (до 70 В), но ток может составлять 130-140 и более ампер.
Для получения постоянного напряжения на выходе используется надежный выходной выпрямитель. Обычно это устройство собирается на основе сдвоенных диодов с общим катодом. Эти устройства характеризуются максимальной скоростью, т.е. быстро открываются и закрываются, при этом время восстановления не превышает 50 наносекунд. Последнее качество очень важно, потому что эти диоды выпрямляют ток очень высокой частоты: обычные полупроводники с подобной задачей не справились бы, они не могли бы переключиться.Поэтому при ремонте важно заменить эти диоды на такие же высокочастотные (наиболее распространены устройства VS 60CPH03, STTH6003CW, FFh40US30DN), которые должны быть рассчитаны на обратное напряжение 300 В и ток 30 А.
Вернуться к содержанию
Работа платы управления
Для питания элементов платы используется регулятор напряжения на 15 В, установленный на радиаторе радиатора. Напряжение питания поступает от главного выпрямителя. Одна из функций регулятора мощности — подача напряжения на реле, обеспечивающее «плавный запуск» устройства.При подаче напряжения конденсаторы начинают заряжаться: напряжение увеличивается и применяется схема ограничения для защиты диодной сборки, в состав которой входит мощный (8 Вт) резистор. Как только конденсаторы будут заряжены, инвертор заработает, реле замкнет свои контакты, а резистор не будет участвовать в дальнейшей работе.
Помимо регулятора напряжения, в электронной схеме инвертора имеется множество других систем, обеспечивающих высокую производительность устройства.Основной из этих электронных блоков:
- Система управления и драйверы: здесь основным элементом является микросхема ШИМ-контроллера, которая «занимается» работой мощных транзисторов;
- Цепи регулирования и управления: основным элементом является трансформатор тока, задачей которого является регулирование силы тока выходного трансформатора;
- Система контроля напряжения питания и выходного тока: состоит из ОУ (операционного усилителя), собранного на микросхеме (например, LM324).Назначение системы — при необходимости включать аварийную защиту, следить за работой и исправностью основных элементов электронного блока.
Оборудование постоянно развивается и оборудование для сварки не исключение. В последнее время на рынке появляется все больше устройств инверторного типа, которые уже практически заменили сварочные трансформаторы во всех сегментах. Конкуренция все еще может сохраняться только на простейшем уровне, необходимом для использования ручной дуговой сварки, поскольку более сложные технические процедуры, для которых требуются особые функции, теперь выполняются в основном инверторами.Многие специалисты уже смогли на практике оценить все преимущества этих продуктов, не говоря уже о том, что в частной сфере они стали практически незаменимыми. Это простые в использовании и многофункциональные устройства. Устройство и принцип работы сварочного инвертора обеспечивает надежное горение дуги, а также формирование качественных и надежных швов.
В последние годы появляется все больше и больше различных моделей, от миниатюрных устройств, которые можно использовать для переносной сварки и подачи питания от автономных источников, до крупных многофункциональных устройств, используемых в частной сфере.Этому увеличению количества моделей способствует также широкий спектр производителей. Компоновка сварочного полуавтомата, простого аппарата и других разновидностей может варьироваться в зависимости от конкретной модели, но основные принципы изменений остаются сильно влияющими на дополнительные функции, поскольку для них создаются отдельные блоки. Все это в целом предоставляет прекрасные возможности для удобного выполнения сложных операций, благодаря чему оборудование и заслужило высокую популярность среди современных специалистов.Но здесь есть не только солидные плюсы, но и минусы.
Преимущества сварочного инвертора
- Устройство сварочного полуавтомата инверторного типа, а также обыкновенного аппарата позволяет уменьшить габариты корпуса оборудования, так как все компоненты получаются более компактными;
- За счет уменьшения габаритных размеров корпуса снижается общий вес, который в современных моделях может достигать всего 3-4 кг;
- Оборудование не очень чувствительно к колебаниям напряжения, так как встроенная электроника помогает поддерживать стабильность горения дуги и подстраиваться под электрические скачки в сети;
- Устойчивое горение дуги предотвращает разбрызгивание металла;
- Устройство сварочного инвертора позволяет дополнить технику дополнительными функциями, которых не было и которые позволяют улучшить качество сварного шва;
- Оборудование может работать от обычной бытовой сети, поэтому подключение к трехфазной сети не требуется;
- Потребляемая мощность при работе инвертора намного меньше, чем при работе с трансформатором.
Недостатки сварочного инвертора
- Стоимость техники заметно выше, чем у предыдущего поколения, особенно с увеличением мощности и количества функций;
- Устройство инверторного сварочного аппарата очень чувствительно к перегреву, поэтому не рекомендуется использовать его при длительной и непрерывной работе;
- Устройство может создавать вокруг себя высокий уровень электромагнитных помех, которые могут влиять на другое оборудование, находящееся поблизости;
- Здесь тоже большая чувствительность к вибрациям, ударам и так далее, потому что внутри находится электроника, которая может выйти из строя.
Принцип работы сварочного инвертора
Основная функция этого метода — преобразование тока сети в параметры, необходимые для сварки металла. Для этого ток проходит через сложную систему преобразований. Эта схема выглядит следующим образом:
- В первую очередь все идет на выпрямитель инвертора. Переменный ток из обычной розетки поступает в выпрямитель и становится постоянным на выходе.
- Затем напряжение падает. В сети он поставляется с параметрами 220 В, а специальный инверторный блок понижает его до нужного значения, заданного настройками. Здесь постоянный ток снова превращается в переменный, но на этот раз специальный блок увеличивает его частоту.
- После этого все идет к трансформатору. Здесь напряжение снова снижается до нужного значения. Из-за уменьшения силы высокочастотного напряжения высокочастотный ток начинает увеличиваться.
- На последнем этапе преобразованный высокочастотный ток поступает на вторичный выпрямитель, где снова становится постоянным. Здесь происходит окончательная настройка его параметров, которые будут соответствовать заявленным на датчиках характеристикам.
Таким образом, принцип работы сварочного инвертора позволяет четко контролировать его параметры и увеличивать частоту тока и напряжения. Это улучшает возможность работы с тугоплавкими и трудносвариваемыми металлами.Сюда входят алюминий и другие разновидности.
Схема инвертора
Устройство
Устройство каждой модели может иметь ряд особенностей, но в целом многие технические узлы повторяются. В основном технологическая плата состоит из следующих частей:
- Радиатор выходного выпрямителя — одна из самых объемных деталей, служащая для вторичного выпрямителя сварочного тока;
- Радиаторы транзисторов — несколько радиаторов, которые в совокупности занимают около четверти платы;
- Охладитель — это охлаждающее устройство, необходимое для инверторов, так как там большая чувствительность к перегреву;
- Сетевой выпрямитель — это основное устройство для выпрямления тока, протекающего из сети, перед его преобразованием;
- Датчик тока — датчик, показывающий параметры принимаемого тока;
- Реле плавного пуска — это устройство, которое помогает обеспечить легкий пуск во время процесса сварки;
- Интегральный стабилизатор — дополнительный блок, помогающий стабилизировать параметры электричества даже при скачках в сети;
- Фильтр шума;
- Конденсаторы интерференционного фильтра.
Режимы
Принцип работы инверторного сварочного аппарата позволяет ввести несколько дополнительных функций, которые помогут упростить работу.
- Горячий старт. Эта функция помогает увеличить сварочный ток в момент, когда электрод касается заготовки. После этого ток возвращается к параметрам, указанным на датчике. Количество добавляемых ампер зависит от исходного тока, так как оно отображается в относительном соотношении от 5 до 100%.Некоторые модели имеют только фиксированное значение добавки. С помощью этой функции легче обжечь плохие электроды.
- Форсаж. Эта функция становится незаменимой при сварке тонких листов металла во время формирования и продвижения сварочной ванны, она защищает электрод от прилипания и от горения. Здесь количество тока постоянно добавляется и уменьшается, так что дуга горит стабильно. Принцип работы очень похож на «Горячий старт», но настройка идет постоянно.Также может быть фиксированное значение или регулируемое значение.
- Anti-tack. Эта функция не обеспечивает постоянного горения дуги, как это было в предыдущих случаях. Это одна из самых ранних и простых инноваций, реализованных в инверторах. В то время, когда электрод прилипает, образуется короткое замыкание, нагревая устройство и воздействуя на него другими отрицательными свойствами. Чтобы этого избежать, при включенной функции защиты от прилипания технический специалист просто отключает питание.Таким образом, он не причинит никакого вреда и можно смело продолжать сварку. При желании его можно отключить или отрегулировать.
Устройство и принцип работы трансформатора
Назначение и виды трансформатора.
Трансформатор представляет собой статическое электромагнитное оборудование, в котором происходит преобразование переменного тока с преобразованием напряжения. Те. это устройство позволяет его опускать или увеличивать. Установленные в электростанциях трансформаторы обеспечивают передачу электроэнергии на большие расстояния до 1150кВ.И уже непосредственно в местах потребления происходит падение напряжения, в пределах 127-660В. На таких значениях обычно работают различные потребители электроэнергии, которые устанавливаются на заводах, фабриках и в многоквартирных домах. Электроприборы, электросварка и другие элементы в цепи высокого напряжения также требуют применения трансформатора. Они бывают одно- и трехфазные, двух- и многообмоточные.
Существует несколько типов трансформаторов, каждый из которых определяется своими функциями и назначением.Силовой трансформатор преобразует электрическую энергию в сети, которые предназначены для использования и приема этой энергии. Трансформатор тока служит для измерения больших токов в устройствах электрических систем. Трансформатор напряжения преобразует высокое напряжение в низкое. Автотрансформатор имеет электрическую и электромагнитную связь за счет прямого соединения первичной и вторичной обмоток. Импульсный трансформатор преобразует импульсные сигналы. Разделительный трансформатор отличается тем, что первичная и вторичная обмотки электрически не связаны друг с другом.Одним словом, во всех формах принцип работы трансформатора в чем-то схож. Еще можно выделить гидротрансформатор, принцип работы которого заключается в передаче крутящего момента на коробку передач от двигателя автомобиля. Это устройство позволяет плавно изменять скорость и крутящий момент.
Устройство и принцип действия трансформатора.
Принцип работы трансформатора — проявление электромагнитной индукции. Это устройство состоит из магнитопровода и двух расположенных на нем обмоток.К одному подведено электричество, а ко второму подключены потребители. Как уже было сказано выше, эти обмотки называются первичной и вторичной соответственно. Магнитопровод изготовлен из листовой электротехнической стали, элементы которой изолированы лаком. Его часть, на которой расположены обмотки, называется сердечником. И именно такая конструкция получила более широкое распространение, поскольку имеет ряд преимуществ — простая изоляция обмоток, простота ремонта, хорошие условия охлаждения.Судя по всему, принцип работы трансформатора не так уж и сложен.
Существуют также бронированные трансформаторы конструкции, что значительно снижает их габаритные размеры. Чаще всего это однофазные трансформаторы. В таком оборудовании боковые ярма выполняют защитную роль обмотки от механических повреждений. Это очень важный фактор, поскольку небольшие трансформаторы не имеют корпуса и размещаются вместе с остальным оборудованием в одном месте. Трехфазные трансформаторы чаще всего выполняются с тремя стержнями.Армированная стержневая конструкция также используется в трансформаторах большой мощности. Хотя это увеличивает стоимость электроэнергии, но позволяет уменьшить высоту магнитопровода.
Трансформаторы бывают методом соединительных стержней: стыковые и ламинированные. Стержни и коромысла собираются отдельно и соединяются крепежными деталями. А в ламинате листы собираются внахлест. Плавленые трансформаторы получили большее применение, т.к. у них гораздо более высокая механическая прочность.
Принцип работы трансформатора также зависит от обмоток, которые бывают цилиндрическими, дисковыми и концентрическими.Оборудование большой и средней мощности имеет газовое реле.
Базовая конфигурация сварочного аппарата сопротивлением и роль каждой детали | Микросварочное оборудование
Сварщик сопротивлением зажимает свариваемый объект сварочными электродами,
и подает электрический ток, прикладывая давление.
- Сварочный источник питания: контролирует величину, время и форму волны электрического тока
- Сварочный трансформатор: преобразует электрический ток от источника питания в ток большей силы
- Сварочная головка: контролирует прилагаемое давление
- Сварочный электрод: он соприкасается с свариваемым объектом для приложения давления и электрического тока
- В дополнение к вышесказанному у нас есть различные мониторы, которые измеряют электрический ток или приложенное давление.
Модель контактной сварки, Распределение температуры при сварке
Источник питания для сварки : Метод управления
Подходящий источник питания для сварки должен выбираться в зависимости от материала или формы свариваемого объекта и требуемое качество сварки. В наших источниках питания есть три различных типа в зависимости от типа управления сварочный ток, и каждый тип выбирается таким образом, чтобы наилучшим образом продемонстрировать его характеристики при сварке.