Как нарезать резьбу метчиком или плашкой
В настоящее время трудно представить проведение слесарных работ без специального резьбонарезного инструмента.
Этим инструментом можно нарезать резьбу на изделиях из цветных металлов и стали.
Метчики
Внутреннюю резьбу на детали нарезают при помощи метчиков.
Метчики для нарезания дюймовой и метрической резьбы обычно изготавливаются комплектами, состоящими из двух штук.
Метчики для дюймовой резьбы (менее 2 дюймов) и для метрической резьбы от 32 до 54 мм с шагом более 3 мм изготавливаются комплектами, состоящими из трех штук. В такие комплекты входят первый (черновой), второй (средний) и третий (чистовой).
На хвостовой части первого метчика имеется одна круговая риска, на хвостовой части второго – две, а на хвостовой части третьего – три.
Размер резьбы указывается также на хвостовой части метчика.
При нарезании резьбы вручную для метчика используется специальный вороток.
Подробнее про метчики видео в конце статьи.
Как нарезать резьбу метчиком
Нарезание резьбы метчиком на первый взгляд выглядит просто, но это не значит что получится легко и с первого раза. Особое внимание уделите выбору качественного инструмента. Тупой метчик есть все шансы заломать. Добывать обломок из отверстия та ещё морока.
При нарезании резьбы придерживайтесь правила: 1 — 2 оборота вперед (режем резьбу) — 0.5 — 1 оборота назад.
При нарезании резьбы в глухих отверстиях неизбежно скопится стружка, необходимо выкручивать метчик и удалять металлические отходы из отверстия и с метчика.
Если метчик извлекался полностью, то будьте внимательны при очередном его вкручивании или при проходе следующим номером. Необходимо попасть уже нарезанную резьбу и не срезать её.
Диаметр просверленного отверстия должен соответствовать диаметру резьбы (таблица 1):
| Диаметр резьбы | Диаметр отверстия | Диаметр резьбы | Диаметр отверстия |
| 1 | 0,75 | 2,6 | 2,15 |
| 1,2 | 0,95 | 3 | 2,5 |
| 1,4 | 1,15 | 3,5 | 3 |
| 1,7 | 1,35 | 4 | 3,3 |
| 2 | 1,6 | 5 | 4,1 |
| 2,3 | 1,9 | 6 | 4,9 |
| 2,5 | 2 | 8 | 6,7 |
Отклонения от указанных значений приведут к некачественной резьбе.
И конечно, не забываем про смазку (масло, керосин, солидол и т.д.).
Плашки
Наружная резьба нарезается с использованием плашек.
Плашки производятся раздвижные (призматические), накатные и круглые. Круглые лерки подразделяются на разрезанные и цельные.
Цельные круглые лерки используют для нарезания на деталях метрической резьбы диаметром от одного до 76 миллиметров. Для нарезки на деталях дюймовой резьбы используются плашки, имеющие диаметр от 1/4 до 2 дюймов.
При ручной нарезки резьбы плашки зажимаются в вороток специальной конструкции –леркодержатель.
Необходимо обязательное использование смазывающих жидкостей и соответствия размеров таблице 2:
| Диаметр резьбы | Диаметр стержня | Диаметр резьбы | Диаметр стержня |
| 1 | 0,98 | 2,6 | 2,54 |
| 1,17 | 3 | 2,94 | |
| 1,4 | 1,37 | 3,3 | 3,23 |
| 1,7 | 1,66 | 4 | 3,92 |
| 2 | 1,96 | 5 | 4,89 |
| 2,3 | 2,25 | 6 | 5,86 |
| 2,5 | 2,45 | 8 | 7,83 |
Процесс нарезания наружной резьбы наглядно представлен на видео:
Обратите внимание на обратные вращения (противоположные основному рабочему ходу инструмента).
Специальные плашки и метчики
Специальные плашки и метчики являются инструментом, который изготовлен с разными отклонениями от стандартов DIN, ISO, ANSI и других. Изменения могут затрагивать степень точности, длину и форму хвостовика, количества ниток на один дюйм, шаг резьбы, диаметр нарезаемой резьбы и другие параметры.
Стандартные лерки и метчики изготавливаются из быстрорежущей стали марки HSS, а также из улучшенной быстрорежущей стали с добавлением ванадия и кобальта марки HSS-E. На специальные метчики также наносятся различные износостойкие покрытия.
Резьбомер
Для контроля формы профиля, диаметра и шага резьбы используются специальные и универсальные инструменты.
Для проверки профиля резьбы применяется резьбомер.
Для точного контроля иногда используются специальные микроскопы. Диаметр резьбы можно замерить также и штангенциркулем.
Инструмент для нарезания резьбы в гайках. Метчики для резьбонакатных станков.
ИНСТРУМЕНТ ДЛЯ НАРЕЗАНИЯ ВНУТРЕННЕЙ РЕЗЬБЫ. МЕТЧИКИ
Нарезание резьбы метчиками является простым, широко известным и высокоэффективным методом получения внутренней резьбы. Данный метод предлагает производительное и экономичное нарезание резьбы, особенно небольшого диаметра, благодаря небольшому времени простоя оборудования, высокой скорости резания и продолжительному периоду стойкости инструмента. Обычные метчики и метчик-раскатники имеют различную конструкцию. Важными характеристиками каждого типа метчика являются его материал, покрытие и геометрия. Метчик, предназначенный для определенной области применения и работающий с высокой эффективностью только при нарезании резьбы в одном материале или при одних условиях, не сможет обеспечить тот же уровень эффективности при обработке другого материала или при других условиях резания. Метчиками можно получить большинство профилей резьб, они подходят для всех типов станков как с вращающимися, так и с невращающимися заготовками.
Тайвань Метиз Альянс предлагает полный ассортимент метчиков для нарезания резьб любого профиля в различных материалах. Ассортимент делится на две линейки: метчики, оптимизированные для обработки определенной группы материалов по ISO, и метчики, оптимизированные для обработки нескольких групп материалов.
Ассортимент делится на две линейки: метчики, оптимизированные для обработки определенной группы материалов по ISO, и метчики, оптимизированные для обработки нескольких групп материалов.
Метчики, оптимизированные для обработки определенной группы материалов по ISO
Предназначены для крупносерийного производства, когда резьба нарезается в одних и тех же деталях из одного и того же материала, или когда предъявляются специфические требования.
- Высокая производительность и стойкость инструмента.
- Сокращённое время простоев станка.
- Высокоэффективный процесс обработки.
- Повышенная производительность благодаря высоким скоростям резания.
- Оптимальная работоспособность благодаря специализированным для каждого материала конструкциям и покрытиям.
Метчики, оптимизированные для обработки нескольких групп материалов
Предназначены для мелко- или среднесерийного производства, когда резьба нарезается в различных деталях из разнообразных материалов.
- Подходит для широкого диапазона материалов.
- Обеспечивает высокую стабильную стойкость инструмента.
- Обеспечивает стабильный процесс обработки благодаря уникальной режущей геометрии.
В зависимости от ваших специфических требований к отверстию и к резьбе доступен выбор из пяти различных групп.
Метчики с прямыми стружечными канавками
- В основном используются для обработки короткостружечных материалов, таких как чугун.
- Предназначены для нарезания резьбы как в сквозных, так и глухих отверстий.
- Стружечные канавки используются для подвода СОЖ, но при внутреннем подводе СОЖ возможно также удаление стружки.


Метчики со спиральной подточкой
- Выталкивают стружку вперед.
- Предназначены для нарезания резьбы в сквозных отверстиях.
- Самая прочная конструкция благодаря неглубоким стружечным канавкам.
- Стружечные канавки предназначены только для подвода СОЖ, а не для эвакуации стружки.
Метчики со спиральными стружечными канавками
- Спиральные стружечные канавки выводят стружку из отверстия.
- Различный угол подъема стружечных канавок для разных областей применения.
- Стружечные канавки предназначены и для подвода СОЖ, и для эвакуации стружки.
- Различная глубина резьбонарезания в зависимости от области применения и геометрии.
Метчики-раскатники
которые формируют резьбу за счет пластической деформации, а не резания
- Бесстружечное решение.
- Предназначены для материалов с высокой пластичностью. Рекомендуемый предел прочности обрабатываемого материала не более 1200 Н/мм2.
- Для накатки резьбы в сквозных и глухих отверстиях.
- Доступны исполнения с масляными каналами и без них.
Цельные сварные и сборные гаечные метчики.
Составные метчики выполнены их трёх частей: метчика, соединительной муфты, хвостовика.
Метчики-раскатники
Метчики-накатники (бесстружечные метчики, метчики раскатники) рекомендуют применять при получении резьбы методом пластической деформации (накатыванием) в деталях из цветных и черных металлов, обладающих высокой пластичностью. К таким материалам относятся: алюминий и его сплавы, медь, латунь, бронза с повышенным содержанием меди, цинк и его сплавы, низкоуглеродистые и высокопластичные нержавеющие и жаропрочные стали.
При использовании обычных метчиков происходит резание материала с образованием стружки. Профиль накатываемой резьбы образуется за счет вдавливания инструмента в материал заготовки и выдавливания части материала во впадины инструмента.
Их основным отличием от режущих метчиков является отсутствие продольных канавок, образующих режущие кромки. Кроме того, приемный конус на этих метчиках значительно короче. На конце резьбовой части бесканавочных метчиков имеются небольшие симметрично расположенные канавки для подачи СОЖ.
- Метчики-раскатники более производительны, чем обычные метчики.
- Возможность обработки резьб в отверстиях глубиной от 3,5 × D без возникновения проблем с отводом стружки.
- Метчики-раскатники имеют более высокую стойкость.
- Один тип метчика можно использовать для обработки различных материалов, а также глухих и сквозных отверстий.
- Метчики-раскатники обладают прочной конструкцией, что снижает риск поломки.
- Гарантированное обеспечение требуемой точности резьбы.
- Отсутствие образования стружки.
- До 100% более прочная резьба (более высокая прочность на смятие).
- Более высокое качество поверхности резьбы.
Материал и виды покрытия метчиков
- Метчики из быстрорежущей стали с добавлением кобальта для повышения износостойкости.
- Метчики из порошковой быстрорежущей стали для повышения прочности, износостойкости и стойкости инструмента.
- Цельные твердосплавные метчики для обеспечения превосходной стойкости инструмента и максимально высокой производительности.
- Доступны три различных покрытия:
- TiCN – наносится на цельные твердосплавные метчики-раскатники. Сочетает в себе низкое трение с высокой твёрдостью.
- TiN – универсальное покрытие с низким коэффициентом трения.
- CrN – отличный выбор для обработки материалов группы ISO N и низколегированной стали.
 Сочетает в себе низкое трение с высокой твёрдостью.
Сочетает в себе низкое трение с высокой твёрдостью.Стойкость резьбонакатного/ резьбонарезного инструмента
| Размер резьбы | Материал метчика | Покрытие метчика | Примерная стойкость инструмента, шт/изделий |
|---|---|---|---|
| M6 X 1.0 | HSS | TiN | 100,000-120,000 |
| M8 X 1.25 | HSS | TiN | 100,000-120,000 |
| M10 X 1.5 | HSS | TiN | 100,000-120,000 |
| M12 X 1.75 | HSS | TiN | 80,000-100,000 |
| M16 X 2.0 | HSS | TiN | 80,000-100,000 |
Видео нарезки внутренней резьбы в гайках с помощью метчика
Нарезание внутренней резьбы при помощи метчиков
Метчик — это простой и недорогой инструмент, а также технология нарезания резьбы доступная каждому! Поняв, что такое метчик и узнав о правильном использовании метчика, вы сможете нарезать внутреннюю резьбу на любых деталях со стопроцентным успехом даже без использования тяжелого оборудования. Готовы к такому? Не сомневаемся!
Готовы к такому? Не сомневаемся!
Кому и зачем нужны метчики?
В ходе ремонта автомобилей и различного оборудования сплошь и рядом возникают ситуации, когда найти новый крепежный элемент или деталь на замену старым оказывается невыполнимой задачей. Знакомый многим пример из жизни: есть старая пила отечественного производства, есть гайка с левосторонней резьбой, которую требуется заменить по тем или иным причинам, но вот незадача – выпуск данной техники давно прекращен, а значит на то, что найдется оригинальная деталь, надеяться не приходится. Конечно, кто ищет, тот всегда найдет, но есть и решение проблемы гораздо более изящное. Для этого берется гайка с меньшим диаметром отверстия, гайка с правой резьбой или другая похожая заготовка, которую легко можно достать в продаже, после чего с помощью ручного метчика наносится резьба, соответствующая требуемым параметрам.По своей сути метчик является металлическим стержнем, на конце которого насечены режущие кромки. В качестве материала для создания метчиков выбирают быстрорежущую сталь или твердые металлические сплавы, прошедшие термообработку, что, в конечном счете, определяет прочность готового изделия, которое должно беспрепятственно вырезать канавки при вкручивании в металлическую основу. Метчик является надежным и удобным инструментом для быстрого нанесения резьбы без использования дополнительных средств. Что особенно удобно – часто пропадает необходимость отделять деталь от целостной конструкции, чтобы создать очередную резьбу. Таким образом, в самом применении метчиков нет ничего сложного, однако нужно отчетливо понимать, где какой метчик правильно использовать. Только разобравшись во всех типах метчиков и связанных с ними нюансах, можно будет получать на практике именно те резьбы, которые вы задумываете.
Классификация метчиков
- По типу резьбы:
Левые метчики. Используются для создания левосторонней резьбы, то есть режут резьбовую канавку в направлении против часовой стрелки. Крепеж с такой резьбой, как правило, используется на деталях, подверженных систематическому вращению, дабы соединение не раскручивалось.
Правые метчики. Результатом использования правых метчиков является правосторонняя резьба (канавка идет по часовой стрелке) – самый популярный тип резьбы для крепежных элементов. - По форме резьбы:
Трапециевидные метчики. Эта разновидность метчиков предназначена для создания ходовой резьбы, часто встречающейся в деталях механизмов, преобразующих вращательное движение в поступательное.
Конические метчики. С помощью таких устройств реализуются резьбы в местах установки крепежных изделий, там, где важна герметичность соединения, в частности это относится к деталям, находящимся под воздействием давления сжатого газа или жидкости. - В зависимости от единицы измерения, отвечающей за обозначения шага и диаметра резьбы, различают соответственно дюймовые метчики и метрические метчики.
- В общем случае метчики подходят для создания резьбы на любых деталях, но вместе с универсальными инструментами существуют и специализированные модели метчиков, предназначенные для определенного типа деталей. Среди прочих, по целевому назначению выделяют: трубные, свечные и гаечные метчики.
 Крепеж с такой резьбой, как правило, используется на деталях, подверженных систематическому вращению, дабы соединение не раскручивалось.
Крепеж с такой резьбой, как правило, используется на деталях, подверженных систематическому вращению, дабы соединение не раскручивалось.Держа в голове приведенную выше классификацию, вы всегда будете в состоянии самостоятельно выбрать правильный инструмент под конкретную техническую задачу. С другой стороны, иногда бывает полезным приобретать метчики в наборах. Так, например, имея в хозяйстве набор ручных метчиков Exact MA-5 из быстрорежущей стали, включающий 21 предмет, можно надолго забыть о проблеме поиска подходящих приспособлений для нарезания резьбы от 3 до 12 мм.
Кроме того, существует ряд определений, которые выходят за рамки традиционной спецификации. Например, в профессиональной деятельности зачастую сталкиваются с таким понятием, как машинные метчики.
 В противоположность ручным метчикам, эти инструменты адаптированы под использование на станках. Их также гораздо чаще, чем другие разновидности метчиков рекомендуют использовать для нарезания резьбы при помощи ручной дрели и электрошуруповерта.
В противоположность ручным метчикам, эти инструменты адаптированы под использование на станках. Их также гораздо чаще, чем другие разновидности метчиков рекомендуют использовать для нарезания резьбы при помощи ручной дрели и электрошуруповерта.Однопроходные метчики – это ещё одно название машинно-ручных метчиков, которые подходят для любого типа использования, то есть, по сути, являются универсальными инструментами.
Несмотря на возможность фиксации всех метчиков в электроинструменте, большинство производителей не рекомендуют работать некоторыми своими инструментами никак иначе, кроме как вручную с помощью специального держателя.
Ещё одно важное свойство, которым обладают далеко не все метчики – это возможность нарезать резьбу в глухих отверстиях. Стоит с особым вниманием отнестись к данному параметру при выборе инструмента.
Комбинированные метчики – это особый вид резьбонарезных приспособлений, которые за один проход выполняют сразу несколько операций. В частности, рабочая операция с применением комбинированных метчиков Exact SGE-Bit состоит из сверления, нарезания резьбы и зенкерования заодно с удалением заусенцев на краях отверстия. Таким образом, для того, чтобы нарезать резьбу в данном случае, даже не требуется наличие начального отверстия.
Инструкция по работе с метчиком
Для наилучшего усвоения информации о метчиках, предлагаемой в данной статье, приведем последовательность действий в случае, если требуется нарезать резьбу в сквозном отверстии.
1) Подбираем соответствующие нашему запланированному отверстию метчики и сверла. Предположим, что у нас задача получить 8-миллиметровое резьбовое отверстие. Тогда получается надо взять метчик M8. Сверло при этом должно быть меньше по диаметру.
2) Чтобы четко определиться с размером сверла, то есть диаметром рассверливаемого отверстия, используют специальные таблицы (табл. 1).
Таблица 1
Диаметр резьбы, мм | Диаметр рассверливаемого отверстия, мм | |
В деталях из мягких металлов (латуни, стали) | В деталях из твердых металлов (чугуна, бронзы) | |
3 | 2,5 | 2,5 |
4 | 3,3 | 3,3 |
5 | 4,2 | 4,1 |
6 | 4,9 | 5 |
7 | 6 | 5,9 |
8 | 6,7 | 6,6 |
9 | 7,7 | 7,7 |
10 | 8,4 | 8,3 |
3) На третьем этапе в просверленное отверстие помещается сначала черновой метчик, за ним следует чистовой. На черновом метчике резцы крупнее, чем на чистовом, что позволяет ему снимать при вкручивании большую часть (до 75%) материала, подготавливая основной профиль резьбы. Чистовой же метчик производит финишную обработку, делая резьбу более ровной и выразительной. На практике это выглядит так: хвостовик метчика фиксируется в посадочном отверстии держателя для метчиков (метчикодержателе), который позволяет вкручивать устройство аналогично штопору. Создание вращательного движения облегчается Т-образной формой рукоятки, которая способствует продвижению инструмента в тело детали. В характеристиках метчикодержателей обычно указано, для метчиков какого диаметра они подходят.
На черновом метчике резцы крупнее, чем на чистовом, что позволяет ему снимать при вкручивании большую часть (до 75%) материала, подготавливая основной профиль резьбы. Чистовой же метчик производит финишную обработку, делая резьбу более ровной и выразительной. На практике это выглядит так: хвостовик метчика фиксируется в посадочном отверстии держателя для метчиков (метчикодержателе), который позволяет вкручивать устройство аналогично штопору. Создание вращательного движения облегчается Т-образной формой рукоятки, которая способствует продвижению инструмента в тело детали. В характеристиках метчикодержателей обычно указано, для метчиков какого диаметра они подходят.
Важно соблюдать плавность движений при вращении рукоятки держателя для метчиков. Чтобы ничто не препятствовало плавному ходу инструмента, в отверстие и на сам инструмент предварительно наносится смазочное вещество. Это может быть как специальное резьбонарезное масло, так и обычный керосин. В таком случае, приятным бонусом к качественно выполненной резьбе будет дополнительная защита от коррозии рабочей части инструмента.
Обязательным условием получения аккуратной внутренней резьбы является удаление остатков металлической стружки из отверстия. Кроме того, если вы будете следовать данному правилу, срок службы вашего инструмента гарантированно увеличится.
Вероятно, вы уже заметили, что нет ничего сложного в том, чтобы самостоятельно выбирать метчики и пользоваться ими. Если даже в первый раз что-то пойдет не так, не отчаивайтесь – навык приходит со временем. А чтобы заранее подстраховать себя от возникновения неприятностей при работе метчиком, предлагаем дочитать статью до конца.
Проблемы, связанные с поломкой метчика и пути их решения
Повреждение или поломка метчика во время вкручивания – это самая распространенная проблема, с которой сталкиваются начинающие пользователи. Конечно, если вы впервые столкнулись с данной неприятностью, то наверняка ещё не успели задаться вопросом: что же делать, если стержень метчика обломился, а рабочая часть осталась в заготовке? Путей решения, как обычно, бывает несколько, но по сложности они мало отличаются. Повезло, если стержень переломился выше отверстия – так есть шанс ухватиться за выступающий из отверстия край метчика пассатижами, а затем вращательным движением высвободить застрявшую его часть. Стержень обломился внутри отверстия – значит не обойтись без экстрактора. Экстрактор является специальным приспособлением, которое вкручивается в застрявший в материале элемент, что позволяет затем легко удалить его оттуда. Однако порой нужный экстрактор найти не так-то просто. Когда ни один из этих двух способов не помогает, на помощь приходит азотная кислота, которая попросту разъедает режущие кромки рабочей части метчика, благодаря чему последний сам легко выпадает из отверстия. И это не помогло? Остается только один выход – устранять неприятность на токарном станке. Всегда найдутся мастерские или заводы, обладающие необходимым оборудованием, которые пойдут навстречу и окажут вам помощь.
Повезло, если стержень переломился выше отверстия – так есть шанс ухватиться за выступающий из отверстия край метчика пассатижами, а затем вращательным движением высвободить застрявшую его часть. Стержень обломился внутри отверстия – значит не обойтись без экстрактора. Экстрактор является специальным приспособлением, которое вкручивается в застрявший в материале элемент, что позволяет затем легко удалить его оттуда. Однако порой нужный экстрактор найти не так-то просто. Когда ни один из этих двух способов не помогает, на помощь приходит азотная кислота, которая попросту разъедает режущие кромки рабочей части метчика, благодаря чему последний сам легко выпадает из отверстия. И это не помогло? Остается только один выход – устранять неприятность на токарном станке. Всегда найдутся мастерские или заводы, обладающие необходимым оборудованием, которые пойдут навстречу и окажут вам помощь.
Инструмент для нарезки резьбы на трубах своими руками
Монтаж металлических труб может осуществляться различными способами. В одних случаях применяется сварка, в других – резьбовые соединения. Так как установка трубопровода связана с креплением большого количества запорной арматуры, требуется обязательно нарезать резьбу. Для выполнения такой технологической операции необходимо знать, как и с помощью какого инструмента это сделать. Обо всех нюансах такой работы читайте далее в статье.
Разновидности метчиков
Прибор для нарезки резьбы на трубах называется метчиком. Существует несколько типов подобного инструмента:
Существует несколько типов подобного инструмента:
- Универсальный. Операция выполняется одним проходом. На рабочей части приспособления размещены зубья, которые необходимы для проведения разметки и выполнения финальной нарезки. Такой инструмент подходит для мягкого металла. Когда нужно обработать материал с высокими прочностными характеристиками, требуется приложить значительные усилия.
- Комплектный. Этот тип прибора предполагает применение всевозможных насадок одинаковой резьбы. При работе с твердым материалом используется разное их количество. Чтобы получить необходимый результат, выполняется несколько шагов. Сначала применяется разметочный метчик. На втором этапе проводится глубокая нарезка, затем осуществляется финальная операция, которая полностью формирует грани. Чтобы создать резьбу подобным образом, требуется намного больше времени. Однако в результате удается получить более высокое качество. Поломка инструмента в ходе работы полностью исключается.
Типы метчиков в зависимости от способа использования
- Машинные. Прибор имеет более длинный хвостовик. Применяется он в патроне электрических инструментов.
- Машинно-ручные. Укороченный хвостовик оборудован квадратными лысками. Можно пользоваться таким приспособлением вручную или вставить его в электродрель. При работе ручным способом применяется специальный вороток, так называемый держатель метчика.
Классификация инструмента по виду отверстия
- Сквозной. Подобные насадки отличаются удлиненным заходом. Их рабочая зона оборудована острым кончиком, который плавно изменяется до получения необходимого диаметра. Использование такого инструмента не вызывает никаких трудностей: нарезать резьбу можно с помощью любого электропривода. На завершающем этапе прибор проходит через отверстие и появляется с другой стороны детали.
- Глухой. Рабочая зона на конце срезается аналогично конструкции фрезы, что позволяет осуществить нарезку резьбы на полную глубину отверстия. Операцию необходимо проводить с осторожностью, так как после касания дна метчик может застопориться, вследствие чего произойдет его поломка. Нарезку в таких отверстиях лучше выполнять ручным способом.
 Операцию необходимо проводить с осторожностью, так как после касания дна метчик может застопориться, вследствие чего произойдет его поломка. Нарезку в таких отверстиях лучше выполнять ручным способом.
Операцию необходимо проводить с осторожностью, так как после касания дна метчик может застопориться, вследствие чего произойдет его поломка. Нарезку в таких отверстиях лучше выполнять ручным способом.Типы метчиков в зависимости от рабочей зоны
Рабочая зона инструмента подразделяется на несколько разновидностей:
- прямая;
- винтовая;
- оборудованная укороченными канавками.
Зубья могут быть расположены однолинейно или в шахматном порядке. Следует подчеркнуть, что универсальные метчики не подходят для работы с очень твердыми или мягкими материалами.
Чтобы грамотно нарезать резьбу, нужно пользоваться только тем инструментом, который соответствует виду отверстия и его материалу.
Работая метчиком, необходимо точно выбрать его размер, чтобы потом можно было свободно пользоваться крепежными болтами.
Нарезка наружной резьбы с применением клуппа
Нарезание резьбы клуппом не составляет особого труда. Работа выполняется в следующие несколько этапов:
- Сначала с помощью штангенциркуля подбирается требуемый диаметр инструмента.
- Машинным маслом смазываются обрабатываемый участок трубы, а также внутренняя часть клуппа.
- Чтобы было легче вращать инструмент, его вставляют в дополнительную металлическую трубу.
- При первичной сборке цилиндрическое изделие зажимается в тисках. При необходимости нарезания резьбы во время ремонта водопровода можно выполнить это прямо на закрепленной трубе.
- Клупп необходимо зафиксировать на цилиндрическом изделии, плавно вращая приспособление. Выполнив несколько оборотов, инструмент нужно отвести назад, поворачивая его в противоположном направлении. Это необходимо для извлечения стружки, попавшей на поверхность.
- По завершении работы масло удаляется.
Нарезка плашкой
Инструмент для нарезания резьбы на трубах подразделяется на следующие несколько видов:
- Круглый. Можно работать с разными диаметрами цилиндрических конструкций. В зависимости от размера трубы подбирается соответствующий габарит плашки.
- Раздвижной. Чтобы нарезать резьбу разного диаметра, используется специальный держатель.
 Можно работать с разными диаметрами цилиндрических конструкций. В зависимости от размера трубы подбирается соответствующий габарит плашки.
Можно работать с разными диаметрами цилиндрических конструкций. В зависимости от размера трубы подбирается соответствующий габарит плашки.Необходимо отметить, что цена плашек намного ниже стоимости другого типа нарезного инструмента, поэтому они применяются чаще.
Процесс нарезания проводится в определенной последовательности:
- С помощью штангенциркуля подбирается требуемый диаметр плашки.
- Смазываются поверхности трубы и металлорежущего инструмента. Разрешается использовать любую смазку.
- Приспособление фиксируется в держателе. Если этого не сделать, колея будет неровной, соединение получится негерметичным, появятся протечки. Вращение плашкодержателя должно проводиться по часовой стрелке.
- Чтобы извлечь скопившуюся стружку, инструмент необходимо повернуть в противоположном направлении.
- В конце работы удаляется вся смазка.
Сначала используются черновые плашки. Они хорошо разделяют трубу, но при этом работа получается неточной. Окончательная нарезка осуществляется чистовым инструментом.
Как сделать внутреннюю резьбу
Для этого необходимо выполнить следующие шаги:
- Проводится подготовка отверстия для работы: удаляются скопившиеся отложения и всевозможные покрытия, поверхность тщательно очищается.
- Выполняется смазка отверстия.
- В зависимости от диаметра подбирается нужный метчик.
- Инструмент вставляется в проем.
- Вращение прибора осуществляется по часовой стрелке.
Для получения внутренней резьбы операция выполняется двумя метчиками:
- черновым;
- чистовым.
Первый позволяет удалить 70% стружки, второй – оставшиеся 30%.
Как извлечь сломанный инструмент
При выполнении внутренней нарезки резьбы на трубах вручную метчики часто ломаются, оставаясь в отверстии. Возникает вопрос о том, как извлечь обломок изделия и освободить проем для дальнейших действий.
Возникает вопрос о том, как извлечь обломок изделия и освободить проем для дальнейших действий.
Если обломанный кусочек возвышается над поверхностью, его можно зацепить пассатижами и попробовать вывернуть, вращая против часовой стрелки. Такое удаление становится успешным в 95% случаев. Когда обломок остается в отверстии, обычные пассатижи не помогут. Для этого необходимо воспользоваться другим способом. Например, взять сверло и включить левое вращение. Дрель устанавливается на минимальные обороты, тем самым можно попробовать вывернуть метчик. Если этого сделать не удалось, обломок необходимо просто высверлить твердосплавным сверлом или алмазным наконечником.
Сложности при нарезке резьбы
Подобный процесс всегда связан с появлением следующих дефектов:
- Рваная нарезка. Это случается при отсутствии смазки и перекоса инструмента.
- Резьба имеет неполный профиль. Такая ситуация наблюдается при большем диаметре отверстия или меньшем сечении инструмента.
- Перекошенная резьба. Диаметры проема и специального приспособления были подобраны неправильно.
Когда нарезка выполняется в мягком или вязком сплаве, нужно постоянно очищать отверстие от стружки. Для этого инструмент вращается на несколько оборотов в обратную сторону.
Нарезка должна выполняться последовательными шагами с использованием всего набора метчиков. Важно не допускать перекоса инструмента. Особой осторожности нужно придерживаться при работе с глухими отверстиями. Деталь необходимо постоянно смазывать маслом. Следует отметить, что порой проще приварить трубу, чем нарезать резьбу на ней.
Заключение
Мы разобрали основные принципы нарезания резьбы на трубе с внешней и внутренней сторон. В процессе работы особых сложностей возникнуть не должно. Главное – помните: резьба на металлопрокатном изделии не терпит резких движений, потому важно, чтобы все происходило плавно.
Похожие статьи:
| Режущий инструмент, инструментальная оснастка и приспособления / Cutting tools, tooling system and workholding | |||||
| Подборка ссылок из каталогов инструмента для словаря по машиностроению | |||||
| 1610 Для международной унификации резьбы была создана резьба ISO Метрическая резьба ISO является сегодня самым распространенным видом резьбы Этот факт отра | 1611 Резьбовые посадки при различном зазоре профиля Диаметр D внутренней резьбы гайки Диаметр d наружней резьбы болта Диаметр d наружней резьбы болта Диаме | 1612 Проблемы и их решения при нарезании внутренней резьбы в отверстиях новыми метчиками Резьба слишком большая Режущая геометрия резьбонарезного инструмен | 1613 Проблемы и их решения при нарезки резьбы в отверстиях стальных заготовок новыми метчиками Продолжение Поверхность резьбы рваная Геометрия метчика для | 1614 Типовые проблемы и их решение при нарезании внутренней резьбы переточенными метчиками Проблема Причина Решение Резьба слишком большая Имеется заусенец | |
| 190 Технологии нарезания резьбы метчиком на станке При обработке глухих отверстий стружка должна измельчаться в точке переключения направления вращен | 778 Основные элементы и параметры стандартной резьбы Угол профиля Шаг Наружный внутренний и средний диаметры Подъем резьбы Определение допусков | 782 Нарезание внутренней резьбы метчиком на станке Основные факторы влияющие при определении скорости станочного резьбонарезания Материал заготовки | 784 Технология нарезания резьбы метчиком Рекомендации производителя инструмента по выявлению и устранению проблем при обработке резьбы на станках | ||
См.также / See also : | |||||
Устройство метчика / Thread taps for metal | Диаметр под резьбу / Tap drill sizes | ||||
Метчики раскатники / Cold forming roll taps | Резьбонарезные патроны для метчиков / Tapping chucks | ||||
Перевод дюймов в мм Таблица / Inches to mm Conversion table | Типы резьб / Thread types and applications | ||||
Резьбовые фрезы / Thread milling | Нарезание резьбы на токарном станке / Thread turning | ||||
| Примеры страниц из каталогов инструмента для металлообработки | |||||
782 Каталог KENNAMETAL 2018 Инструмент для обработки отверстий Метчики Фрезы Стр. | |||||
Нарезание внутренней резьбы метчиком на станке Основные факторы влияющие при определении скорости станочного резьбонарезания Материал заготовки Нарезание внутренней резьбы метчиком на станке Основные факторы влияющие при определении скорости станочного резьбонарезания Материал заготовки _ Факторы, которые следует учесть при выборе оптимальных скоростей для резьбонарезания: Обрабатываемый материал Длина заходной части метчика Доля обрабатываемого профиля резьбы Глубина отверстия (длина резьбы) Шаг резьбы Смазочно-охлаждающие жидкости Станок Горизонтальное или вертикальное нарезание резьбы Определение эффективных рабочих скоростей для метчиков с такой же точностью, как для многих других металлорежущих инструментов, невозможно. В случае с другими токарными инструментами подача на оборот может быть установлена произвольно, а в процессе обработки меняться по мере необходимости. Метчики, напротив, всегда должны перемещаться с подачей, равной одному шагу за оборот. Режимы резания зависят от типа метчика. Например, при использовании чистового метчика первая нитка заходной части формирует резьбу на полную высоту, в то время как при использовании метчика с конической заходной частью или чернового метчика полная высота резьбы нарезается несколькими нитками. Глубина профиля резьбы также меняется в зависимости от шага. Чем крупнее резьба, тем большее перемещение совершает метчик за один оборот, и большее количество материала он снимает. Метод подачи метчика и тип оборудования также оказывают влияние на допустимые скорости резания. При синхронизированном нарезании резьбы метчики могут работать на более высоких скоростях по сравнению с нарезанием резьбы с самозатягиванием метчика в процессе обработки. Скорости резания варьируются в зависимости от следующих факторов: По мере увеличения длины резьбы скорости резания необходимо снижать, поскольку в глубоких резьбовых отверстиях скопившаяся стружка увеличивает трение и препятствует смазке. | |||||
1612 Каталог GUHRING 2012 Режущий инструмент и инструментальная оснастка Стр.1641 | |||||
Проблемы и их решения при нарезании внутренней резьбы в отверстиях новыми метчиками Резьба слишком большая Режущая геометрия резьбонарезного инструмен Проблемы и их решения при нарезании внутренней резьбы в отверстиях новыми метчиками Резьба слишком большая Режущая геометрия резьбонарезного инструмента для данного применения не пригодна Предварительно просверленное отверстие мало Позиционная или угловая ошибка отверстия под резьбу Использовать метчик рекомендуемый для данного обрабатываемого материала Изготовить отверстие под резьбу с необходимым диаметром см. | |||||
6 Руководство DORMER 2008 Обработка металлов резанием на металлорежущих станках Стр. | |||||
Расчет режимов резания при нарезании резьбы метчиком на металлорежущем станке Формулы для расчета крутящего момента и мощности Скорость и обороты на шпинделе Расчет режимов резания при нарезании резьбы метчиком на металлорежущем станке Формулы для расчета крутящего момента и мощности Скорость и обороты на шпинделе _ p2 D kc Md = 8000 Мощность % n P = 60 M d = крутящий момент Нм p = шаг резьбы мм D = номинальный диаметр резьбы мм kC = удельное усилие резания H/мм2 n = об/мин P = мощность (КВт) 6 Общая информация Резьбонарезание Об/мин Vc 1000 П = п D | |||||
| Подборка ссылок иллюстрированных из промышленных каталогов | |||||
| 361 Образование резьбы производится следующими основными способами Нарезание резьбы метчиками Формирование резьбы Резьбофрезерование Нарезание | 362 Форма метчика должна в первую очередь соответствовать виду стружки (мелкая или длинная стружка) и направлению её отвода (вперёд или назад) | 363 Срезание припуска и формирование профиля резьбы Форма поперечного сечения стружки A задается распределением резов, которое представлено на | 364 Усилия и потребляемая мощность при нарезании резьбы метчиками Расчёт силы резания Fc производится следующим образом z Количество режущих к | 365 Расчетные режимы нарезания резьбы твердосплавными машинными цельными метчиками Garant Hoffmann для обработки закалённых сталей 132080 1328 | 366 Сравнение процессов по нарезанию резьбы и формированию резьбы Стружечные канавки Заборная часть Материал обработан Формирование резьбы Наж |
| 787 Производственные испытания режущего инструмента Форма протокола для метчиков по металлу Режимы резания Информация об обрабатываемой детали и станке | 262 Нарезание резьбы метчиком на станке Типовые технологические проблемы при нарезке резьбы и пути их решения Слишком свободное резьбовое соединение | 263 Типовые технологические проблемы при нарезании резьбы метчиком и пути их решения Повреждение режущей кромки Рваная и грубая резьба Размер отверстия | |||
| 65 Общие указания по нарезанию резьбы метчиками Выберите правильную конструкцию резьбового инструмента для данного обрабатываемого материала и типа отверстия | 83 Нарезание внутренней резьбы метчиками в отверстиях заготовок из металлов и сплавов Возможные трудности и способы их устранения Выкрашивание инструмента | 84 Возможные трудности при нарезке резьбы метчиками и способы их устранения Поломка Быстрое изнашивание резьбонарезного инструмента Наростообразование | |||
| 6 Расчет режимов резания при нарезании резьбы метчиком на металлорежущем станке Формулы для расчета крутящего момента и мощности Скорость и обороты на шпинделе | 192 Мощность и крутящий момент при нарезании резьбы метчиком на станке Расчетные формулы для расчета режимов резания при механической обработке | 448 Инструментальные материалы для изготовления метчиков HM Твёрдый сплав HSS-E-PM Порошковая быстрорежущая сталь с кобальтом Изностойкие покрытия TiCN | 449 Нарезание резьбы метчиком на станке Общие рекомендации по резьбонарезной технологической операции Заготовка детали должно быть надежна закреплена | ||
| Пример иллюстрации инструмента из промышленного каталога (из подборки фото инструментов для металлообработки / Metal cutting tools images) | |||||
392 Каталог WALTER 2013 Дополнение к общему Стр. | |||||
Фото спирального метчика с винтовыми стружечными канавками Иллюстрация процесса нарезания внутренней метрической резьбы в глухом отверстии заготовки детали на станке Фото спирального метчика с винтовыми стружечными канавками Иллюстрация процесса нарезания внутренней метрической резьбы в глухом отверстии заготовки детали на станке _ метчиком Walter Prototyp Красочная иллюстрация из дополнительного каталога продукции немецкого производителя за 2013 год на русском языке Общий вид обработки на вертикально-фрезерном станке | |||||
Каталоги металлорежущего инструмента, оснастки и приспособлений для станков / | |||||
 M126
M126 Скорости резания метчиков для глухих отверстий должны быть меньше скоростей резания метчиков для сквозных отверстий. Нарезание резьбы по всей высоте требует более медленной скорости по сравнению с нарезанием резьбы на 75% высоты профиля. Скорости резания метчиков для нарезания резьбы с крупным шагом больших диаметров должны быть меньше скоростей метчиков с мелким шагом таких же диаметров. Количество и качество смазочно-охлаждающей жидкости могут изменять допустимые скорости на величину до 100%. Скорость резания метчиков для нарезания конической резьбы, например, трубных метчиков, должна составлять 1/2 3/4 скорости метчика для нарезания прямой резьбы аналогичного наружного диаметра. Формулы для расчета частоты вращения SFM = окружная скорость, фут/мин RPM = частота вращения, об/мин IPM = дюйм/мин TPI = число ниток резьбы на дюйм S м/мин = окружная скорость в метрах в минуту = 3.1416 мм/мин = миллиметров в минуту P = шаг (1/число ниток резьбы на дюйм) Дюймовая система SFM RPM IPM Метрическая система S м/мин RPM мм/мин RPM x диаметр инструмента 3,82 3.8 x SFM диаметр инструмента RPM TPI x диаметр инструмента x RPM 1000 мм/мин x 1000 x диаметр инструмента мм P x RPM 0,26 x RPM x диаметр инструмента P x RPM или или M126 Kennametal Техническая информация Скорость нарезания резьбы метчиком Kennametal
Скорости резания метчиков для глухих отверстий должны быть меньше скоростей резания метчиков для сквозных отверстий. Нарезание резьбы по всей высоте требует более медленной скорости по сравнению с нарезанием резьбы на 75% высоты профиля. Скорости резания метчиков для нарезания резьбы с крупным шагом больших диаметров должны быть меньше скоростей метчиков с мелким шагом таких же диаметров. Количество и качество смазочно-охлаждающей жидкости могут изменять допустимые скорости на величину до 100%. Скорость резания метчиков для нарезания конической резьбы, например, трубных метчиков, должна составлять 1/2 3/4 скорости метчика для нарезания прямой резьбы аналогичного наружного диаметра. Формулы для расчета частоты вращения SFM = окружная скорость, фут/мин RPM = частота вращения, об/мин IPM = дюйм/мин TPI = число ниток резьбы на дюйм S м/мин = окружная скорость в метрах в минуту = 3.1416 мм/мин = миллиметров в минуту P = шаг (1/число ниток резьбы на дюйм) Дюймовая система SFM RPM IPM Метрическая система S м/мин RPM мм/мин RPM x диаметр инструмента 3,82 3.8 x SFM диаметр инструмента RPM TPI x диаметр инструмента x RPM 1000 мм/мин x 1000 x диаметр инструмента мм P x RPM 0,26 x RPM x диаметр инструмента P x RPM или или M126 Kennametal Техническая информация Скорость нарезания резьбы метчиком Kennametal табл. Диаметры отверстий под резьбу» в общей технической части — Проверить крепление инструмента — Использовать резьбонарезной патрон с компенсацией несоосности — Проверить сверло для отверстия под резьбу Ошибка хода шпинделя станка — Использовать машинную подачу — использовать резьбонарезные патроны с компенсацией длины Метчик с наростом на режущей кромке — Использовать новый метчик или метчик с улучшенной поверхностью — Оптимизировать СОЖ Плохое направление метчика из-за недостаточ- — Резать с при нудит подачей ной глубины резьбы — Использовать метчик с улучшенными свойствами направляющей Слишком высокая скорость резания — Согласовать скорость резания — Оптимизировать СОЖ Неправильный выбор СОЖ или недостаточный Обеспечить подходящую СОЖ подвод СОЖ в достаточном количестве Допуск метчика не соответствует данным черте- Использовать метчик жа и или резьбового калибра с соответствующим допуском Резьба осевая подточка 1 Метчики спиральными канавками используются слишком сильным усилием врезания 1 Метчики при врезании только слегка прижать. Метчик должен сразу переходить в зону компенсации хода резьбонарезного патрона Метчики с подточкой типа В имеют слишком малое усилие врезания Для обработки метчиками с подточкой или левой спиральной канавкой требуется усиленное осевое нажатие при врезании. Удерживать метчик в зоне компенсации Н Резьба слишком узкая Допуск метчика не соответствует данным черте- Использовать метчик жа и или резьбового калибра с соответствующим допуском Не верно подобран тип метчика Метчик обрабатывает с ошибкой допуска (проходной калибр-пробка) Ошибка хрда шпинделя станка Использовать метчик рекомендуемый для данного обрабатываемого материала Предотвращение сильных осевых усилий во время процесса резания Использовать резьбонарезные патроны с компенсацией длины GUHRING 1641 Резьбонарезной инструмент Выявление и устранение неисправностей Проблема Причина Решение
табл. Диаметры отверстий под резьбу» в общей технической части — Проверить крепление инструмента — Использовать резьбонарезной патрон с компенсацией несоосности — Проверить сверло для отверстия под резьбу Ошибка хода шпинделя станка — Использовать машинную подачу — использовать резьбонарезные патроны с компенсацией длины Метчик с наростом на режущей кромке — Использовать новый метчик или метчик с улучшенной поверхностью — Оптимизировать СОЖ Плохое направление метчика из-за недостаточ- — Резать с при нудит подачей ной глубины резьбы — Использовать метчик с улучшенными свойствами направляющей Слишком высокая скорость резания — Согласовать скорость резания — Оптимизировать СОЖ Неправильный выбор СОЖ или недостаточный Обеспечить подходящую СОЖ подвод СОЖ в достаточном количестве Допуск метчика не соответствует данным черте- Использовать метчик жа и или резьбового калибра с соответствующим допуском Резьба осевая подточка 1 Метчики спиральными канавками используются слишком сильным усилием врезания 1 Метчики при врезании только слегка прижать. Метчик должен сразу переходить в зону компенсации хода резьбонарезного патрона Метчики с подточкой типа В имеют слишком малое усилие врезания Для обработки метчиками с подточкой или левой спиральной канавкой требуется усиленное осевое нажатие при врезании. Удерживать метчик в зоне компенсации Н Резьба слишком узкая Допуск метчика не соответствует данным черте- Использовать метчик жа и или резьбового калибра с соответствующим допуском Не верно подобран тип метчика Метчик обрабатывает с ошибкой допуска (проходной калибр-пробка) Ошибка хрда шпинделя станка Использовать метчик рекомендуемый для данного обрабатываемого материала Предотвращение сильных осевых усилий во время процесса резания Использовать резьбонарезные патроны с компенсацией длины GUHRING 1641 Резьбонарезной инструмент Выявление и устранение неисправностей Проблема Причина Решение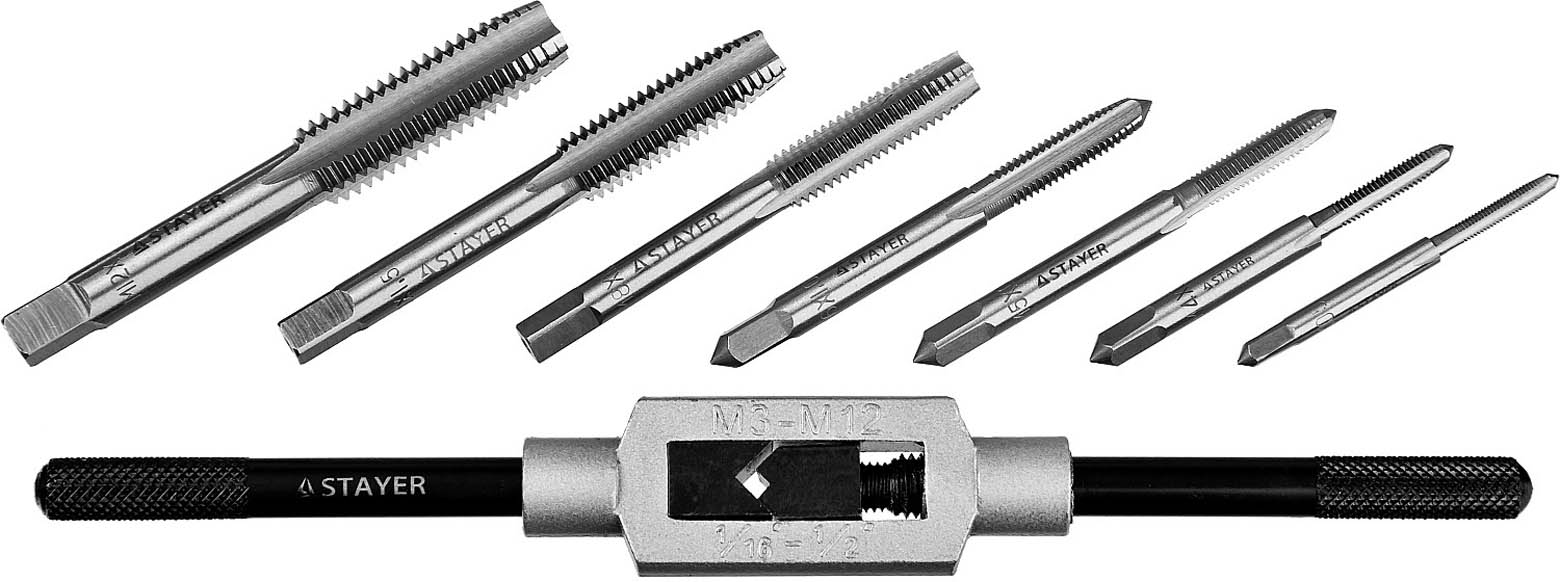 6
6
таблица наиболее часто используемых метчиков, разновидности и конструкция
Любая конструкция не может обойтись без резьбового соединения. Чтобы получить внутреннюю резьбу, был создан специальный инструмент, получивший название – метчик.Было разработано очень много видов этого инструмента. Каждый выполняет определенную функцию. Одни из них предназначены только для работы на металлорежущих станках, другие можно использовать в бытовых условиях. Были созданы специальные таблицы, где можно подобрать нужный инструмент, в зависимости от размеров, конструкции и стоимости.
Конструкция резьбового инструмента
Метчик для нарезания состоит из нескольких частей:- Хвостовика;
- Рабочей части;
- Заборного элемента;
- Калибровки.
При помощи хвостовика осуществляется крепление в шпинделе станка или патроне, когда появляется необходимость нарезать внутреннюю резьбу.
Нарезание выполняет рабочая часть. Ее внешний вид напоминает винт, оборудованный несколько винтовыми, а также продольными канавками.
У инструмента, имеющего винтовые канавки, есть одно важное преимущество. Операция нарезания выполняется в более благоприятных условиях, чем выполнять такую же операцию, метчиком для нарезания резьбы, у которого имеются продольные канавки.
Операция нарезания выполняется в более благоприятных условиях, чем выполнять такую же операцию, метчиком для нарезания резьбы, у которого имеются продольные канавки.
Практически каждый инструмент имеет переднюю часть, которой дали название «заборная». Она имеет конусный вид. Заборная часть инструмента, первая начинает нарезание резьбы. Ее продолжает калибрующая часть. В ее функции входит калибровка и зачистка отверстия.
Зубья, которыми выполняется нарезание резьбы, получили название режущих перьев. Они своей формой напоминают резцы, расположенные по всему диаметру инструмента. Каждый зуб заточен согласно технологическим требованиям к режущим деталям.
Углубления, отделяющие режущие перья между собой, называются канавками. Они образуют режущие кромки, и по ним осуществляется удаление стружки из зоны нарезки. Размеры канавок можно увидеть в соответствующих стандартизованных таблицах.
Небольшие детали, диаметр которых менее 20 мм, снабжен тремя канавками. Инструмент с максимальным диаметром 40 мм, изготавливается с четырьмя канавками.
Метрические метчики
Их измеряют миллиметрами, они относятся к метрической системе. Инструмент маркируется буквой «М», обозначающей метрическое измерение. Например, маркировка М8 обозначает, что таким инструментом можно получить резьбу 8 мм.Размерный ряд метрических метчиков имеет большой диапазон. Начиная с 2 мм и кончая 60 мм. То есть, нарезать можно абсолютно любую резьбу. Все данные о таком инструменте сведены в специальные таблицы.
В зависимости от назначения, выбирается конструкция метчика. Они подразделяются на несколько групп:
- Машинные;
- Ручные.
Для слесарных работ используется только ручной инструмент. Он, в свою очередь, подразделяется на несколько типов:
- Гаечный;
- Плашечный;
- Маточный;
- Специальный.
Слесарные
Комплект таких ручных метчиков, обычно состоит из трех инструментов:
- Чернового;
- Среднего;
- Чистового.

Сначала нарезается «черная» резьба, для чего используют черновой метчик. Для получения точности резьбы применяют средний метчик. Чистовым метчиком выполняется окончательное нарезание резьбы, проводится ее калибровка.
На хвостовике каждом метчике делается специальная отметка, по которой определяется вид метчика. Она может быть в цифровом виде или в виде нанесенных круговых колец. Количество рисок определяет назначение метчика:
- Черновой – одно кольцо;
- Чистовой – три кольца.
Кроме того, на хвосте маркируют размер резьбы, которую можно нарезать этим метчиком.
Слесарные метчики комплектуются двумя инструментами. У них несколько удлиненный заборный конус, а также увеличенный размер первого метчика.
Когда выполняется нарезание метрической резьбы в диапазоне 8 – 18 миллиметров, применяются одинарные метчики.
Для резьбы 6 — 24 мм, используют два метчика, один и черновой, другой чистовой.
Тремя метчиками нарезается резьба в диапазоне 2 — 52 мм. Дюймовая резьба также нарезается несколькими инструментами в зависимости от размеров. Более подробно, какие необходимы метчики, можно увидеть в гостированной таблице. В ней указаны диаметры, вид метчика и необходимый комплект.
В зависимости от направления канавок, метчики подразделяются на группы:
- Прямые;
- Винтовые.
Причем направление канавок также имеет разное исполнение:
- Правые;
- Левые.
Инструмент имеющие винтовые канавки, в большинстве случаев используется для нарезки очень точных резьбовых отверстий.
Режущая часть инструмента подразделяется на два типа:
- Коническая;
- Цилиндрическая
Конические
Отличаются конструкцией заборной части, изготовленной немного удлиненной, и имеющей неполную резьбу, которая постепенно становится калибрующей частью. Такими метчиками нарезается резьба в отверстиях, имеющих сквозной характер.
Цилиндрические
Этим инструментом нарезается резьба в деталях, где не требуется сквозного отверстия.Когда проводится нарезка гаек, без использования станочного оборудования пользуются гаечными приспособлениями. Благодаря удлиненному хвостовику, нарезанные гайки остаются на инструменте.
У плашечных деталей имеется заборный конус большого размера. Таким инструментом в плашках проводится предварительная нарезка резьбы. Операция выполняется в один проход. Очистка резьбы осуществляется маточными деталями, имеющими канавки в виде правой спирали.
Кроме обыкновенных машинных приспособлений, применяются и бесканавочные инструменты. У них отсутствуют продольные канавки. Причем их приемный конус делается намного короче. Эти инструменты имеют повышенную прочность, они ломаются очень редко, поэтому количество бракованных деталей из-за такой поломки сводится к минимуму. Резьбовая часть большой длины, дает возможность перетачивать такие инструменты несколько раз.
Основным преимуществом бесканавочных деталей является их высокая производительность. Ими можно провести нарезку резьбы в любых отверстиях. Для такого инструмента не имеет значения сквозное или глухое отверстие.
Универсальные детали изготавливаются сборными. Каждая часть отделена специальной шейкой. Черновая операция выполняется первой частью, проходит предварительная нарезка, а уже второй частью, делается чистовая нарезка резьбы.
Работа таким оборудованием позволяет сэкономить время. Ведь для нарезки резьбы нужен только один инструмент. Отпадает необходимость в целом комплекте, монтаж которых, требует много дополнительного времени.
Трубные метчики
Для измерения берутся дюймы, так как в трубах применяется другая система изменения.
Все трубные детали маркируются буквой G, которая говорит о трубной резьбе. Вот несколько примеров:
- G 1/2 – полдюймовая резьба;
- G 3/4″ – трехчетвертная;
- G1 – дюймовая.

Больше всего используется полдюймовая трубная резьба. Это особенной касается проводки водопровода в жилых домах, где трубы имеют такие размеры.
В комплект трубных метчиков входит две детали. Одна имеет острый заход, другая тупой.
Как уже было сказано выше, разновидностей такого инструмента, очень много. Поэтому делая выбор, стоит обратиться к специальным таблицам. Они подскажут, какой нужно взять инструмент, какого диаметра и какого вида.
Оцените статью: Поделитесь с друзьями!Метчик для нарезки резьбы — принцип работы : tvin270584 — LiveJournal
Резьбовые соединения являются самыми надежными из разъемных соединений. Впервые были применены в античности, и с тех пор заметно усовершенствовались. До изобретения токарно-винторезного станка в 17 веке каждая пара «болт-гайка» изготавливалась индивидуально, они не были взаимозаменяемыми. В 19 веке, во время развития железных дорог в Англии, изобретатель сэр Джозефа Уитворта предложил и внедрил стандарт нарезки резьбы, носящий с тех пор его имя. Для нарезки внутренней резьбы применяют метчики – разновидность фрез. В этой статье мастер сантехник расскажет как нарезать резьбу метчиком и сделать это правильно.
Назначение инструмента
Для начала разберемся с тем, что же собой представляет нарезка резьбы. Ведь этот процесс только кажется очень простым и легким. На самом деле необходимо приложить определенные усилия, чтобы в итоге получить качественный результат.
Особенно трудоемким считается вариант, когда резьбу выполняют вручную, так как от человека тут требуется не только точность в измерениях, но и приложение реальных физических усилий.
Итак, процесс создания резьбы на трубе или любом другом подходящем предмете, по сути, являет собой обработку металла вращательными движениями с помощью специальных инструментов
Металл, каким бы прочным он ни являлся, все же поддается даже ручной обработке. В особенности если на него воздействуют инструментами из более крепких сплавов.
В особенности если на него воздействуют инструментами из более крепких сплавов.
Таким инструментом и является метчик. Метчик способен нарезать исключительно внутреннюю резьбу. Он имеет продолговатую, иногда конусообразную или срезанную форму. На его краях находятся фигурные резцы с проемами. Их количество, форма и угол наклона зависит от типа инструмента.
Например, если рассматривается метчик для трубной резьбы по цветным металлам, то он будет иметь более широкий профиль и небольшой наклон. Хотя и тут все зависит от конкретной модели.
Принцип работы
Резцы метчик имеет только на одной из сторон. Это его рабочая сторона. На другой же располагается так называемый фиксатор. Часть, что отвечает за установку инструмента.
Например, простейший инструмент для трубной резьбы может иметь обычные квадратные грани на тыльной стороне. Подобная форма упрощает фиксацию насадки любыми инструментами, вплоть до обычного ключа.
Более продвинутые модели продаются в комплекте с вращательными ручками. Здесь уже метчик является своего рода насадкой для специального ключа с большим плечом приложения усилий. Таким образом, работа сильно упрощается, человеку приходится прикладывать меньше сил, а процесс нарезки резьбы становится эффективнее.
Если в качестве рабочего инструмента применяется станок, то обратная часть метчика будет выполнена в форме, что подходит для крепления в патрон конкретного промышленного оборудования.
Метчик вставляется внутрь необработанного отверстия рабочей стороной и проворачивается определенное количество раз. Количество оборотов четко нормируется.
Например, если используется обычные модели для трубной резьбы, то хватает порядка 2-3 минут вращения в интенсивном темпе, чтобы подготовить качественную и надежную резьбу. Однако более дорогие инструменты помогут вам завершить работу быстрее.
Во время вращения метчик постепенно срезает металлическую стружку и удаляет ее из отверстия. Каждый оборот понемногу продвигает его внутрь, пока вы не определите нужные размеры на трубе или гайке.
С одного прохода метчиком создать качественную резьбу вам вряд ли удастся. Для нормального результата понадобится сделать несколько проходов. И правильно будет применять для этого специализированные разновидности метчиков.
Типы и размеры
Метчиков на современном рынке хватает с лихвой. В работе можно применить огромное количество самых разнообразных вариаций.
Однако правильно будет в первую очередь обратить внимание на их деление по рабочему признаку.
Так метчики бывают:
- Черновые;
- Чистовые.
Черновой метчик – это инструмент, что применяется при первичной обработке трубы. То есть выполняет проход по полностью гладкой поверхности. Он грубее и прочнее чистового варианта, стоит немного дороже и работать с ним сложнее.
Черновой инструмент просто прорезает канавки определенных размеров, которые потом необходимо будет доработать. Если нарезку предполагают вести вручную, то без него просто не обойтись.
Второй представленный вид – насадки для выполнения чистовой резьбы. Они предназначаются для прохода по уже нарезанной черновой резьбе.
Старайтесь всегда пользоваться и черновым и чистовым инструментом. Экономить на метчиках, применяя что-то одно – дурная практика. Черновой метчик не даст вам возможности выполнить работу достаточно качественно, так как готовая резьба будет нуждаться в основательной доработке.
Использование же исключительно чистового метчика приведет к его скорейшему выходу из строя. Резцы просто затупятся из-за чрезмерных нагрузок.
Это касается практически всех инструментов такого типа. Не имеет значения, подразумеваете вы метчик для трубной резьбы, или промышленный гаечный образец. Редкие исключения составляют только модели, что выполняют функции насадки на станок. Но в быту они практически не встречаются.
По типу резьбы метчики делят на:
- Левосторонние;
- Правосторонние.
Большинство метчиков нарезают правостороннюю резьбу. Это своеобразный стандарт. Вот почему если вы выбираете модель для трубной резьбы, то рекомендуется покупать именно правосторонний метчик.
Однако случаются ситуации, когда необходимо выполнить левую резьбу. Ярким примером является станок. Гайки для фиксации патрона на нем имеют левую резьбу. Такое конструктивное решение является необходимостью.
Дело в том, что патрон на станке тоже вращается в правую сторону, и при длительной эксплуатации крепежные гайки или болты, будь они зафиксированы с помощью правосторонней резьбы, могли бы ослабиться.
Если же на них оборудована левая резьба, то крепеж с такими проблемами не сталкивается. А это, как вы сами понимаете, положительно сказывается на безопасности во время эксплуатации агрегата.
Что же до конкретных размеров, то тут у вас есть масса вариантов. Один только агрегат для трубной резьбы представлен десятками различных моделей.
Учитывается тип резьбы, ее размер, ширина, глубина, шаг резьбы и т.д. Причем марки насадок тоже имеют определенные различия. Так, размеры резьбы могут изменяться в зависимости от выбранной величины измерения: дюймов, миллиметров и т.д.
Известные разновидности
Также обратим внимание на виды метчиков в зависимости от рабочего направления. Встречается метчик:
- Для трубной резьбы;
- Гаечный;
- Метрический;
- Машинный.
Первый образец – самый распространенный. И неудивительно, ведь именно его применяют, когда необходимо выполнение трубной резьбы, в том числе и для бытовых целей.
Любое резьбовое соединение в сантехнике выполняется метчиками для трубной обработки. Конечно, если вас интересует именно внутренняя резьба, в противном случае задействуют инструменты для формирования наружной резьбы – плашки.
Такой метчик формирует резьбу с увеличенным шагом и представлен в самом большом количестве разновидностей. На рынке встречаются решения в любом ценовом диапазоне.
Гаечный образец, как уже понятно из названия, нарезает резьбу на гайках, рабочих шайбах, зажимах и других подобных деталях.
Метрический применяется для нарезки резьбы с уплощенным срезом. Этот вид встречается преимущественно в промышленности или капитальном строительстве.
Машинный метчик подразумевает использование в качестве насадки для станка. У него улучшенная уникальная геометрия, более надежный сплав и множество других уникальных особенностей. Равно как и цена.
Процесс нарезки
Так как нарезать резьбу метчиком? Да очень просто. Вам необходимо выполнить всего несколько стандартных действий.
В первую очередь подбирают рабочий инструмент. Здесь ошибки быть не может. Четко определитесь с размерами, шагом резьбы, ее направлением. Затем приступайте к работе.
Этапы работы:
- Готовим инструмент к работе.
- Смазываем грани метчика.
- Нарезаем черновую резьбу.
- Меняем метчик на чистовой и выполняем чистовой проход.
- Проверяем качество резьбы.
- При необходимости повторяем четвертый шаг.
Сам процесс нарезки заключается во вращении метчика в определенном направлении. Если резьба правосторонняя, то вращаем вправо. После каждых 3-4 оборотов необходимо повернуть метчик в обратную сторону примерно на половину оборота, это улучшит качество резьбы.
Видео
В сюжете — Ручная нарезка резьбы в сквозном отверстии
В продолжение темы посмотрите также наш обзор Как сделать резьбу на трубе
Источник
https://santekhnik-moskva.blogspot.com/2019/06/Metchik-dlya-narezki-rezby.html
Нарезание резьбы — производственные процессы 4-5
После завершения этого раздела вы сможете:
• Опишите процедуру нарезания резьбы.
• Определите число оборотов в минуту для нарезания резьбы.
• Опишите наполнение и полировку.
• Опишите продвинутый рабочий холдинг.
Нарезание резьбы
Нарезание резьбы — это процесс нарезания резьбы внутри отверстия, чтобы в отверстие можно было ввинтить винт или болт. Также он используется для нарезания резьбы на гайках.
Нарезание резьбы может выполняться на токарном станке механической подачей или вручную. Независимо от метода, отверстие необходимо просверлить метчиком подходящего размера и снять фаску на конце.
Передовой опыт
Использование направляющих для метчика
Направляющие для метчиков являются неотъемлемой частью удобного и прямого метчика. При использовании токарного станка или фрезы метчик уже ровный и отцентрованный. При выравнивании метчика вручную будьте осторожны, так как направление метчика на 90 ° намного точнее, чем человеческий глаз.
Использование масла
При сверлении и нарезании резьбы критически важно использовать масло. Он предохраняет сверла от визга, делает рез более гладким, удаляет стружку и предохраняет сверло и инструмент от перегрева.
Клевка
Pecking предотвращает перегрев и поломку сверл при использовании их для сверления или нарезания резьбы. Клевое сверление включает в себя просверливание части детали с последующим ее втягиванием для удаления стружки и одновременного охлаждения детали.Поворот ручки на полный оборот, а затем на пол-оборота назад — обычная практика. Каждый раз, когда сверло или метчик откручивается, удалите как можно больше стружки и добавьте масло на поверхность между сверлом или метчиком и заготовкой. Процедура ручного постукивания 1. Выберите размер сверла из таблицы. При выборе размера крана в первую очередь обращайте внимание на эту таблицу
1. Выберите размер сверла из таблицы.
При выборе размера крана в первую очередь следует обратить внимание на эту таблицу.
2.При необходимости добавьте фаску к отверстию перед нарезанием резьбы. Фаски и зенковки — это дополнительные функции, которые иногда требуются для винтов. Для достижения наилучших результатов скорость шпинделя должна быть от 150 до 250 об / мин.
3. Получите направляющую для крана. Отверстие теперь готово к нарезанию резьбы. Для этого используйте метчики и направляющие блоки возле ручных фрез. В направляющих блоках будет несколько отверстий для метчиков разного размера. Выберите тот, который ближе всего к размеру используемого метчика, и поместите его над просверленным отверстием.
4. Нажмите на блок. Подбейте метчик с помощью гаечных ключей. Слегка надавите, поворачивая ключ до упора, а затем на пол-оборота. Клевать метчик на нужную глубину.
5. Завершите кран. Если кран не идет дальше или желаемая глубина достигнута, ослабьте давление на кран; он, вероятно, достиг дна. Снимите кран с отверстия.
Если приложить дополнительное давление, кран может сломаться. Чем меньше размер крана, тем больше вероятность его поломки.
Рисунок 1. Нажмите
Процедура:
1. Установите заготовку в патрон.
2. Торцевое и центровочное сверло.
3. Выберите подходящее сверло для метчика.
4. Пример: ¼ — 20 шт использовалось сверло №7.
5. Установите токарный станок на нужную скорость и просверлите метчиком нужную глубину. Обильно используйте смазочно-охлаждающую жидкость.
6. Примечание: заготовка будет вращаться при нарезании резьбы токарным станком. Используйте очень низкую скорость шпинделя.(От 40 до 60 об / мин) и большое количество смазочно-охлаждающей жидкости.
7. Снимите фаску с края отверстия.
Заготовку следует заливать на токарном станке только для снятия небольшого количества припуска, удаления пригорков или скругления острых углов. Заготовку всегда следует поворачивать на размер от 0,002 до 0,003 дюйма, если поверхность должна быть обработана. Держите рукоятку напильника в левой руке, чтобы избежать травм при опиливании на токарном станке, чтобы руки и руки не касались вращающегося патрона.
Процедура:
1.Установите скорость шпинделя примерно вдвое больше, чем при токарной обработке.
2. Установите заготовку в патрон, смажьте и отрегулируйте мертвую точку на заготовке.
3. Переместите каретку как можно дальше вправо и снимите резцедержатель (при необходимости)
4. Отсоедините ходовой винт и подающий стержень.
5. Выберите нужный файл для использования.
6. Запустите токарный станок.
7. Возьмитесь за рукоятку напильника левой рукой и поддержите острие напильника пальцем правой руки.
8. Слегка надавите и вытолкните напильник на всю длину. Ослабьте давление на возвратную ставку.
9. Перемещайте файл примерно на половину ширины файла для каждого удара и продолжайте опиливание, используя от 30 до 40 движений в минуту, пока поверхность не будет обработана.
Рисунок 2. Подача
При заточке токарного станка необходимо соблюдать следующие меры безопасности.
• Закатанные рукава.
• Не используйте напильник без правильно подогнанной ручки.
• Снимите часы и кольца.
• Не давите на файл слишком сильно.
• Часто чистите файл щеткой для файлов. Втирайте немного мела в зубья пилки, чтобы предотвратить засорение и облегчить чистку.
После того, как заготовка напильником, полировка может быть улучшена полировкой абразивной тканью.
Процедура:
1. Выберите тип сбора и марку абразивной ткани, для желаемой отделки используйте кусок длиной от 6 до 8 дюймов и шириной 1 дюйм.
2. Установите токарный станок на высокую скорость (около 800-1000 об / мин).
3. Отсоедините подающий стержень и ходовой винт.
4. Смажьте и отрегулируйте мертвую точку.
5. Запустить токарный станок.
6. Прижмите абразивную ткань к заготовке.
7. Правой рукой плотно прижмите ткань к изделию, удерживая другой конец абразивной ткани левой рукой.
8. Медленно перемещайте ткань вперед и назад по заготовке.
Рисунок 3.Полировка
При полировке на токарном станке необходимо соблюдать следующие правила техники безопасности:
1. Закатать рукава.
2. Заправляйте свободную одежду
Для обычной отделки используйте абразивную ткань с зернистостью от 80 до 100. Для получения лучшего результата используйте абразивную ткань с более мелким зерном.
Некоторые детали могут иметь неправильную форму, поэтому для их правильной обработки перед обработкой требуются специальные инструменты.
1. Деталь не может быть помещена в цангу или патрон при резке по всему внешнему диаметру заготовки.
2. Детали со сквозными отверстиями следует запрессовать на оправку токарного станка (конический вал) и затем зажать на оправке, а не на самой детали.
3. Если отверстие слишком велико, использование оправки токарного станка не будет достаточно поддерживать деталь. Вместо этого используйте внешние губки, чтобы захватить внутренний диаметр детали.
4. Детали со сложной геометрией, возможно, потребуется прикрепить к лицевой панели, которая в дальнейшем будет установлена на шпиндель.
ТОКАРНЫЙ СТАНОК:
В следующей таблице представлено быстрое сравнение сильных и слабых сторон различных средств удержания заготовки на токарном станке:
Быстрая, высокая точность, высокая повторяемость, хороший захват, маловероятно повредить заготовку, захват распространяется на большой площади.Дорогие патроны и цанги. Обрабатывает ограниченную длину. Заготовка должна быть круглой и почти точно соответствовать размеру цанги. | ||||
3-кулачковый патрон с мягкими кулачками | Для больших заготовок 3-х кулачковые патроны с мягкими кулачками являются нормой в мире ЧПУ. | |||
Самоцентрирующийся патрон с 3 кулачками и твердыми кулачками | Обычный, дешевый, простой.Низкая точность, низкая повторяемость, если вы снимаете заготовку и возвращаете ее обратно. | |||
Индивидуальная регулировка губок может занять много времени, но в результате будет достигнута высокая точность. Может удерживать детали со смещением для поворота кулачков или эксцентриков. Вмещает ложу нестандартной формы, квадратную или прямоугольную форму. | ||||
Самоцентрирующийся патрон с 6 кулачками | Лучше всего подходит для тонкостенных работ или захвата обработанных краев заготовок.Очевидно, хорошо для шестигранного приклада. | |||
Отлично подходит для нестандартных форм. Включает зажимы, как установка для фрезерования. Могут потребоваться противовесы, чтобы держать вещи в равновесии. | ||||
Высокая точность, позволяет возвращать деталь между центрами с очень высокой повторяемостью. | ||||
Современная альтернатива токарной обработке между центрами.Вместо использования собачьих упоров токарного станка, которые неудобно настраивать, система постоянного торца использует гидравлическую или другую силу для захвата и приведения в движение конца шпинделя. | ||||
Они работают изнутри наружу, а не снаружи внутрь, но в остальном очень похожи на цанги. |
Метод описывает конкретную технику или инструменты, которые будут использоваться.
Precision описывает, насколько точно будет удерживаться заготовка или насколько близко к концентрическому она будет двигаться со шпинделем перед выполнением каких-либо резов.
Повторяемость описывает, как легко вынуть заготовку, а затем снова вернуть ее обратно.
1. Какой размер сверла использовать для метчика ½ -20?
2. Для чего нужна фаска?
3. Какая самая лучшая частота вращения для нарезания резьбы?
4. Какую скорость шпинделя выставляем для опиловки?
5. Для чего нужна полировка?
6. Какая абразивная ткань лучше всего подходит для обычной отделки?
7. Какой вид работы лучше всего подходит для трехкулачковых патронов?
8.Каковы особенности трехкулачкового патрона?
9. Объясните разницу между трехкулачковым патроном и четырехкулачковым патроном.
10. Каковы преимущества и недостатки коллекционного патрона?
Трудности прослушивания | Производство режущего инструмента
Моя карьера механика началась в нашей семейной механической мастерской. Когда я начинал, у нас были только обычные или ручные станки. Бриджпорты 1960-х годов, токарный станок Monarch 10EE, построенный в 1946 году, и токарный станок Lodge & Shipley с табличкой, на которой говорилось, что он соответствует спецификациям Совета по военному производству времен Второй мировой войны, были одними из машин, которые я использовал, изучая ремесло.
Я научился нарезать отверстия вручную с помощью гаечного ключа и метчика. Иногда я использовал бриджпорт или заднюю бабку токарного станка. В других случаях я использовал методы, которые могли бы усомниться даже в самых серьезных механиках, например, использование сверлильного двигателя с диаметром ½ дюйма для нарезания резьбы в крупных отливках.
Редко возникали какие-либо проблемы, справедливости ради надо сказать, что я был знатоком резьбовых отверстий. Однако, когда в 1995 году появился наш первый станок с ЧПУ, нарезание резьбы метчиком стало для меня отравой.Сломанные метчики, плохая обработка поверхности, большие отверстия и быстро сломанные детали стали нормой. Как будто я разучился нарезать резьбу.
Mitsubishi Hitachi Power Systems Americas имеет опцию жесткого нарезания резьбы на элементах управления, но использует держатели сжатия растяжения, подобные этому, чтобы обеспечить еще один уровень защиты от ошибок при программировании или настройке. Изображение предоставлено К. Тейт
После исследования и консультаций с экспертами, а также практики на машине я понял, что должен изменить свой подход.Методы нарезания резьбы, используемые на обычных станках, не подходили для обрабатывающего центра.
Сенсорный фокус
При нарезании резьбы на обычном станке машинист постоянно настраивается на образы и звуки, и эта способность тесно взаимодействовать с операцией постукивания обеспечивает большую свободу действий при выборе метчика. В обычных машинах для нас было обычным применять недорогие ручные метчики для всего, в том числе для отбора мощности. Нарезание резьбы на обрабатывающем центре препятствует активному участию машиниста в процессе и лишает его возможности использовать свои чувства в качестве руководства, пока метчик находится в отверстии.
С обрабатывающим центром машинист не может остановиться в процессе нарезания резьбы, когда что-то звучит или кажется неправильным. Вы узнаете, что что-то не так, только после того, как кран сломан или потоки плохи. Правильная геометрия метчика имеет решающее значение при нарезании резьбы на обрабатывающем центре. Нет времени реагировать на плохую ситуацию, вызванную использованием неправильного инструмента. Я быстро понял, что краны имеют функции, предназначенные для определенных приложений. Использование крана в приложении, для которого он не предназначен, дало ужасные результаты и разочарование.
Удерживание и забивание метчиков на обычных станках осуществлялось с помощью цанг, сверлильных патронов, гаечных ключей (удерживаемых вручную) и, в самых грубых установках, разводных ключей.
Когда я купил обрабатывающий центр, я купил опцию жесткого нарезания резьбы, которая устраняет необходимость в специальных держателях. Поэтому я пытался удерживать инструменты на обрабатывающем центре, как на обычных станках. Результаты меня разочаровали. Моя первая попытка использовала сверлильный патрон с 3 кулачками.После того, как мне не удалось проделать отверстие метчиком
3⁄8-16 при трех попытках подряд, я понял, что нужны другие методы.
Фрезерование резьбы — лучший выбор для нарезания резьбы в Mitsubishi Hitachi Power Systems Americas. Нарезать резьбу с большим отношением глубины к диаметру намного проще с помощью резьбовой фрезы, чем с помощью метчика. Изображение предоставлено К. Тейт
Вторая установка включала стандартную двухугловую цангу, которая работала намного лучше, пока метчик не начал изнашиваться, увеличивая силу резания до такой степени, что метчик начинал проскальзывать в цанге.Результатом было низкое качество резьбы и гримаса, когда я подумал, сколько метчика собирается выйти из отверстия. Я попробовал несколько других методов и, наконец, почувствовал облегчение, когда мой продавец кранов предложил мне использовать компрессионный держатель.
Натяжные компрессионные держатели подпружинены и допускают осевое перемещение метчика, что снижает нежелательные эффекты, связанные с перемещением метчика. Эти держатели также разработаны специально для удерживания метчиков, поэтому у них нет проблем с перемещением в цанговом патроне.Технически для жесткого нарезания резьбы нарезание резьбы на растяжение не требуется. Однако держатель действительно защищает от мелких неточностей в системе. Поскольку держатели просты в использовании, а один размер подходит для кранов разных размеров, я начал использовать их постоянно.
Смазочная резьба
Для нарезания резьбы на любом станке требуется смазка или смазочно-охлаждающая жидкость определенного типа. На обычных станках я использовал различные воски, смазочно-охлаждающие жидкости и масла, специально предназначенные для нарезания резьбы.Я мог бы использовать ту же методику для обрабатывающего центра, но нецелесообразно останавливать работу станка в середине цикла и наносить масло на метчик или отверстие. Кроме того, продукты на нефтяной основе, плавающие в охлаждающей жидкости, вызывали другие проблемы, и в любом случае использование водорастворимых охлаждающих жидкостей является нормальной практикой.
Не заставило себя долго понимать, что операции по нарезке резьбы чувствительны к охлаждающей жидкости. Я работал на станке в течение нескольких месяцев, используя охлаждающую жидкость, которая хорошо справлялась с обычным фрезерованием и сверлением, но когда я попытался нарезать резьбу 6-32 в алюминии, я получил спорадические результаты.Качество резьбы было плохим, и я не мог определить причину проблемы с метчиком, держателем метчика или машиной. После нескольких десятков заеданий старомодным маслом, я понял, что охлаждающая жидкость не обеспечивает необходимой смазывающей способности. В итоге я сменил торговую марку и каждый день внимательно следил за концентрацией, что устранило проблему. Получение качественной резьбы требует не только подачи СОЖ в отверстие, но и правильного состава и концентрации.
Я получил много уроков о нарезании резьбы, но самым ценным уроком было нарезание резьбы.Фрезерование резьбы может быть гораздо лучшим способом нарезания отверстий, чем нарезание резьбы. Я познакомился с резьбофрезерованием на выставке. Я пробовал нарезать резьбу на своих станках, а теперь достаю резьбовую фрезу перед метчиком. При резьбонарезании мне не нужно переворачивать шпиндель. Как правило, проблем с охлаждающей жидкостью или державкой нет. И фрезы с сломанной резьбой обычно не застревают в отверстиях, как сломанные метчики.
Нарезание резьбы нарезанием резьбы — одна из самых сложных для освоения операций обработки. Многие переменные, такие как геометрия метчика, покрытие метчика, смазочно-охлаждающая жидкость, скорость резания и державки, играют важную роль в достижении успеха.Работа с разработчиком приложений у хорошего производителя кранов — лучший способ правильно установить все ключевые переменные.
Прямое, быстрое и точное нарезание резьбы в домашних условиях — механические элементы
Набор для нарезания резьбы практически незаменим в мастерской DIY. Хотя функции создания потоков довольно легко визуализировать, иногда добиться того, чтобы протектор начинался прямо и выполнялся правильно, — другое дело. Функции нарезания резьбы самые простые, так что давайте сначала поговорим об этом.Штампы встречаются реже, и их труднее начать прямо прямо. Поскольку это действительно другая тема, если вам интересно, есть статья об успешных потоках с кубиком. А пока вернемся к нарезанию внутренней резьбы.
Резьба для болтов
Изобретение резьбы должно быть одним из величайших достижений. По сути, это просто пандус, обернутый вокруг стержня, который позволяет вам сдвинуть другой пандус (равный и противоположный), завернутый в отверстие, до тех пор, пока что-то не заставит их остановиться, а именно, затянет болт.Находясь друг в друге, непрерывные пандусы соприкасаются с углами, которые не позволяют им соскользнуть назад. То есть под нагрузкой трение преодолевает силы скольжения. (Конечно, до тех пор, пока не появятся другие силы — например, вибрация или вы поворачиваете его гаечным ключом.) две части, мужская и женская. Значит, нажми и умри. Метчик вставляет внутреннюю резьбу в отверстие (как гайка). Плашка насаживает на вал внешнюю резьбу (как на болт).
В этой статье мы остановимся на метчике для нарезания внутренней резьбы. Они гораздо более распространены для DIY просто потому, что мы можем легко купить внешнюю резьбу в виде болта. Да, мы также можем купить гайки (внутренняя резьба), но иногда нам нужна внутренняя резьба в детали, а не добавление гайки. Вот где пригодится метчик.
На производственных предприятиях имеется сложное оборудование, позволяющее с легкостью нарезать резьбу на детали. У них есть вещи, установленные перпендикулярно для идеальной работы — обычно со специальным оборудованием.Для DIY у нас нет такого удобства. Нам нужно больше полагаться на наши собственные настройки и навыки.
Прямая работа
В принципе, нарезать отверстие резьбой очень просто. Просто просверлите отверстие подходящего размера, затем вставьте конец метчика в отверстие и начинайте скручивать. Но что делать, если кран не входит прямо в отверстие? Что делать, если вам нужно пробить отверстие прямо до дна? Что делать, если кран застревает в отверстии?
Много написано и много видео о нарезании резьбы, поэтому я опущу детали.Тем не менее, я рассмотрю всего пару вещей, которые помогут разобраться в этом вопросе.
- Просверлите отверстие нужного размера. Выберите нужный болт, который определяет метчик, а затем выберите сверло для соответствия. Стоит купить сверло, подходящее для нужного вам метчика. (Я нашел классное приложение для своего телефона «Калькулятор диаграммы простукивания и сверления»)
- Используйте какую-то смазку при нарезании резьбы. Tap Magic или любое другое масло для механической обработки. Я даже использовал моторное масло в крайнем случае.
- Начинайте осторожно. Убедитесь, что все в порядке, а затем сделайте все возможное, чтобы все оставалось таким же.
- Разбейте стружку. Это может быть предметом обсуждения, но пока метчик непрерывно движется, не обязательно останавливаться, чтобы разбить фишки, но если вы остановите движение, тогда вам придется время от времени ломать фишки. Вы увидите это на видео ниже.
- В частности, при нарезании резьбы в глухих отверстиях рекомендуется частично отвинтить метчик, чтобы удалить стружку. НЕ вынимайте кран полностью, потому что сложно найти правильную резьбу, чтобы точно вставить его обратно. Выключите это в основном и сдуйте фишки, которые вы можете.
Инструменты для нарезания резьбы
Доступны несколько версий метчиков. Просто беглый просмотр в Интернете покажет прямые метчики, спиральные метчики, нижние метчики и метчики для очистки стружки (и это лишь некоторые из них). Есть много специальных инструментов и специальных опций, так что не беспокойтесь обо всех деталях.
Концы метчика могут отличаться в зависимости от того, что вы пытаетесь сделать. Вот несколько ниже. Чем больше резьбы находится в фаске, тем легче начать прямое начало метчика, но тем глубже вы должны постучать, чтобы получить такое же количество полных резьб.«Фаска заглушки» является наиболее распространенной. (Изображения с сайта McMaster.com — лучший веб-сайт на свете.)
Если вы когда-либо затягивали гайку с перекрестной резьбой, то вы знаете, какие проблемы могут возникнуть, если не начинать резьбу прямо. Это можно преувеличить с помощью постукивания (и тем более с помощью кубика). Если вы не направите инструмент прямо в отверстие, чтобы начать работу, это может немного запутать. Тем не менее, метчики могут быть довольно щадящими, и если вы будете осторожны, просто проследите за отверстием.Пример видео с простым нарезанием резьбы
Вот процедура, которую я люблю использовать, которая в значительной степени гарантирует хорошее совмещение отверстия и метчика.
На видео показан простой способ выровнять детали при нарезании резьбы. Используя ту же настройку, что и при сверлении отверстия, используйте расположение и вертикальное положение сверлильного станка, чтобы удерживать метчик прямо.
Проблемы с нарезанием резьбы
Одна из вещей, которые мне больше всего не нравятся в нарезании резьбы, — это ее повторяющийся и трудоемкий характер. Скрутите вниз, затем немного назад, чтобы сломать стружку, затем снова поверните вниз.Снова и снова на столько потоков, сколько вам нужно. Если вам нужно глубоко залезть в глухую яму, вам, вероятно, следует вытащить ее (в основном), сдуть стружку, а затем снова повернуть ее вниз. Болты с мелкой резьбой могут скручиваться снова и снова. Если мне приходится делать несколько, это просто раздражает.
Иногда, делая все вручную (без сверлильного станка), метчик входит под небольшим углом, и это портит начало отверстия. Это более верно при использовании донных кранов.Очень важно проявлять осторожность в начале.
Наконец, что, если метчик заедает в отверстии? Это может произойти, если стружка слишком запуталась или если метчик смещен под углом. 5 вещей, которых следует избегать, из списка в разделе «Как это сделать прямо» выше.
Использование машин для оказания помощи
Итак, как насчет использования оборудования для оказания помощи? Конечно, это тоже можно сделать. Но делайте это очень осторожно. Вот короткое видео нарезания резьбы на концах некоторых алюминиевых профилей.Деталь, не показанная на видео, — это тиски, прикрепленные к столу пресса, свисающие над краем стола, чтобы можно было просверлить конец длинной заготовки. (Извините, я должен был это показать.)
Экструзия алюминия не является важной частью, для нарезания резьбы используется сверлильный пресс. Обратите внимание, что пока шпиндель вращается непрерывно, стружкодробление отсутствует. После остановки шпинделя нам нужно сделать стружколом, чтобы метчик не застрял в заготовке.
Важно отметить, что с алюминием это менее рискованно, но со сталью, в зависимости от сплава, внутренние силы для метчика могут стать очень высокими. Другие материалы, особенно если врезка глубокая или сквозная, требуют особого внимания. Будьте очень осторожны с этой техникой, потому что выкопать сломанный кран — большая проблема.
Завершение нарезания резьбы
Вот и все. Существует масса дополнительной информации об инструментах для нарезания резьбы и о нарезании резьбы по разным металлам.Просто выполните поиск в Интернете, и вы найдете столько деталей, сколько захотите. Мне интересно смотреть на различную геометрию резания для различных металлов и на множество различных доступных смазочно-охлаждающих жидкостей. Это, вероятно, важно для производственной среды, но для нас, работающих в домашних условиях, хороший смеситель общего назначения с каким-то маслом, кажется, работает достаточно хорошо практически для всего.
Поделиться артикулом:
Рекомендации по отводам для определенных материалов
Производители кранов предлагают свои собственные уникальные геометрические формы для конкретных материалов и областей применения.Эта диаграмма предназначена для предоставления общей информации. Чтобы получить рекомендации по конкретным смесителям для вашего приложения, обратитесь к поставщику смесителей.
Стандартный метчик с прямой канавкой Эти метчики не выводят стружку из отверстия. По этой причине их не следует использовать для нарезания резьбы в глубоких отверстиях. Лучше всего они работают со сквозными отверстиями малой глубины и с материалами, образующими короткую стружку. |
| |||||||
|
Отводы с прямым рифлением и спиральной точкой Эти метчики выталкивают стружку вперед. Стружка скручена, чтобы предотвратить попадание в канавки. Они используются для сквозных отверстий. |
| |||||||
|
Метчик со спиральными канавками, левый Эти метчики в основном используются в тонкостенных деталях или для отверстий, прерываемых поперечными отверстиями или продольными пазами. |
| |||||||
|
Метчик со спиральными канавками, правый Спиральные канавки транспортируют стружку обратно из отверстия. Эти метчики используются в глухих отверстиях глубиной менее 1,5 диаметра метчика из материалов, образующих короткую стружку. |
| |||||||
|
Метчик со спиральными канавками, правый Большой угол наклона спирали обеспечивает хороший отвод стружки обратно из отверстия. Эти метчики используются только в глухих отверстиях в материалах, из которых образуется длинная стружка. Их также можно использовать в более глубоких отверстиях, диаметр которых в 3 раза превышает диаметр метчика. |
| |||||||
|
| Передний угол Наилучший передний угол для метчика зависит от материала.Для материалов, которые производят длинную стружку, обычно требуется метчик с большим передним углом. Для материалов с короткой стружкой требуется меньший передний угол. Сложные материалы, такие как титан или инконнелл, требуют компромисса между большим передним углом для более длинной стружки и меньшим передним углом для большей прочности. |
Угол сброса в подаче метчика Спусковой угол меньше на метчиках для глухих отверстий, чем на метчиках для сквозных отверстий, так что корень стружки может быть срезан при реверсировании метчика без разрушения режущей кромки метчика. |
Длина фаски (шаг) Фактическая нарезка резьбы выполняется метчиком.Когда на длине фаски или шаге резьбы больше резьбы, крутящий момент уменьшается, изготовление резьбы становится намного проще, а срок службы метчика увеличивается. В глухих отверстиях, где недостаточно места для просверливания достаточно глубокого метчика с более длинным шагом, используются метчики с коротким шагом. В некоторых случаях шаг метчика сокращается до 1,5 витков. Это значительно увеличивает крутящий момент и сокращает срок службы метчика. Даже при использовании метчиков с укороченным ходом важно просверлить достаточно глубоко для обеспечения необходимого зазора.Рекомендуется оставлять одну длину резьбы плюс один мм за шагом метчика в качестве зазора для сверления. Угол снятия напряжения в профиле резьбы (снятия снятия диаметра шага) |
| Метчики рулонной формы |
|
Эти метчики формируют резьбу, а не нарезают ее.Поскольку стружки не производятся, их можно использовать в глухих или сквозных отверстиях. Холодная штамповка возможна для всех пластичных материалов. Преимущества включают отсутствие отходов в виде стружки, отсутствие неправильного нарезания резьбы, отсутствие отклонения шага, более высокую прочность, более длительный срок службы инструмента и более высокую скорость. Обратите внимание, что диаметр отверстия должен быть больше, чем у метчика. Важна хорошая смазка, требуется больший крутящий момент, а меньший диаметр резьбы будет казаться шероховатой из-за процесса формовки.
Что такое нарезание и как я могу его использовать?
На видео ниже, первоначально снятом для нашего саммита Tapping World Summit 2013 года, Ник и Джессика обсуждают, что такое таппинг и как можно немедленно начать использовать этот инструмент.Нажмите кнопку воспроизведения ниже, чтобы посмотреть это интервью прямо сейчас!
Что такое постукивание?
Миллионы людей живут с плохим здоровьем и эмоциональным багажом. Не зная, как достичь желаемой радостной и приносящей удовлетворения жизни, они застряли, принимая образ жизни, состоящий из эмоциональных травм, хронической физической боли, компульсий и зависимостей или, возможно, просто внутреннего чувства пустоты. Наряду с этими проблемами появляются таблетки, снимающие боль, сон по ночам и подавляющие беспокойство — но это вряд ли лучше, чем болезнь.
Если вы похожи на многих людей, вы чувствуете себя пойманным в ловушку этого цикла. Вы устали чувствовать грусть, депрессию, тревогу, недовольство и недомогание. Вы устали от дорогих и неэффективных методов лечения. Вам надоело отдавать власть над своим здоровьем и счастьем психологам и врачам. Вы хотите расти, процветать и процветать, оставляя прошлое в прошлом. Вы хотите быть лучшими, жить жизнью, наполненной умиротворением, радостью и удовлетворением, день за днем и момент за моментом.
Вы можете сделать это с помощью Tapping. Вы можете открыть жизненно важный секрет эмоциональной целостности и физического облегчения. Вы можете взять свое физическое и эмоциональное благополучие в свои руки. Освоить его легко для всех, и это бесплатно.
Постукивание помогает избавиться от хронической боли, эмоциональных проблем, расстройств, зависимостей, фобий, посттравматического стрессового расстройства и физических заболеваний. В то время как Таппинг был недавно настроен на революцию в области здоровья и благополучия, концепции исцеления, на которых он основан, применялись на практике в восточной медицине уже более 5000 лет.Как и акупунктура и точечный массаж, постукивание — это набор техник, в которых используются точки энергетических меридианов тела. Вы можете стимулировать эти точки меридиана, нажав на них кончиками пальцев — буквально подключившись к собственной энергии и целительной силе своего тела.
Ваше тело сильнее, чем вы можете себе представить… оно наполнено жизнью, энергией и непреодолимой способностью к самоисцелению. С помощью касания вы можете взять эту силу под свой контроль.
Итак, как все это работает?
Все отрицательные эмоции ощущаются через нарушение энергии тела.А физическая боль и болезнь неразрывно связаны с отрицательными эмоциями. Проблемы со здоровьем создают обратную связь: физические симптомы вызывают эмоциональный стресс, а нерешенные эмоциональные проблемы проявляются через физические симптомы. Итак, к здоровью организма нужно подходить в целом. Вы не можете лечить симптомы, не устранив причину, и наоборот.
Тело, как и все во вселенной, состоит из энергии. Восстановите баланс энергии тела, и вы излечите негативные эмоции и физические симптомы, возникающие из-за нарушения энергии.Постукивание восстанавливает энергетический баланс тела и побеждает негативные эмоции.
Базовая техника требует, чтобы вы сосредоточились на имеющейся отрицательной эмоции: страхе или тревоге, плохой памяти, нерешенной проблеме или чем-то еще, что вас беспокоит. Удерживая мысленную сосредоточенность на этой проблеме, кончиками пальцев постучите по 5-7 раз по 12 меридианным точкам тела. Нажатие на эти точки меридиана — при одновременном сосредоточении на принятии и разрешении отрицательной эмоции — откроет доступ к энергии вашего тела, вернув ее в сбалансированное состояние.
Возможно, вам интересно узнать об этих меридианах. Проще говоря, энергия циркулирует по вашему телу по определенной сети каналов. Вы можете использовать эту энергию в любой точке системы.
Эта концепция исходит из доктрин традиционной китайской медицины, в которых энергия тела упоминается как «ци». В древности китайцы открыли 100 точек меридиана. Они также обнаружили, что, стимулируя эти точки меридианов, они могут лечить. Назовите это энергией, назовите это Источником, назовите это жизненной силой, назовите это ци… Как бы вы это ни называли, это работает.
В некотором смысле таппинг похож на иглоукалывание. Как и тэппинг, акупунктура исцеляет за счет стимуляции меридианов тела и потока энергии. Однако, в отличие от Таппинга, в иглоукалывании используются иглы! «Без игл», безусловно, одно из преимуществ постукивания.
Акупунктура также требует многих лет, чтобы овладеть ею. Практикующие иглоукалывание должны запомнить сотни точек меридианов на теле; на приобретение знаний и обучения уходят годы.
Постукивание простое и безболезненное.Этому может научиться кто угодно. И вы можете применить его к себе, когда захотите, где бы вы ни находились. Это дешевле и требует меньше времени. Его можно использовать с определенным эмоциональным намерением по отношению к вашим собственным уникальным жизненным вызовам и опыту. Что наиболее важно, это дает вам возможность исцелить себя, возвращая контроль над своей судьбой в ваши руки.
Наука, лежащая в основе успеха
Как и многие другие искусства исцеления, основанные на древней мудрости, Таппинг был встречен с долей скептицизма.Многие врачи и психологи поспешили отвергнуть это как «у-у-у», несмотря на массу анекдотических свидетельств от практикующих и людей, которые использовали EFT самостоятельно.
Однако в последние годы растет число неоспоримых исследований, которые доказывают то, что миллионы людей во всем мире знали уже некоторое время: что ТЭС дает настоящие, длительные прорывы и значительно улучшает или даже устраняет состояния, при которых лечение в больнице, лекарства и т. Д. годы психотерапии часто не справляются должным образом.
Исследования, проведенные не менее чем в Гарвардской медицинской школе, подтверждают эти утверждения. Исследования, проведенные в престижном университете в течение последнего десятилетия, показали, что реакция мозга на стресс и страх, которая контролируется миндалевидной частью вашего мозга, называемой миндалевидным телом, может быть уменьшена путем стимуляции точек меридиана, используемых в акупунктуре, акупрессуре и т. Д. конечно, постукивание.
Хотя эти исследования были сосредоточены на акупунктуре и использовании игл, последующее двойное слепое исследование показало, что стимуляция точек посредством давления, как мы это делаем при постукивании, вызывает аналогичную реакцию!
Еще одно интересное исследование было предпринято доктором Дж.Доусонская церковь. Его команда провела рандомизированное контролируемое исследование, чтобы изучить, как часовой сеанс постукивания повлияет на уровень стресса у 83 субъектов. Для этого доктор Черч и его команда измерили у них уровень кортизола, гормона, выделяемого организмом при стрессе. Их выводы? Средний уровень снижения кортизола составлял 24%, с колоссальным снижением почти на 50% у некоторых испытуемых! Для сравнения, не было значительного снижения уровня кортизола у тех, кто прошел час традиционной разговорной терапии.
Доктор Черч также создал проект «Стресс», который обучает ветеранов войны, страдающих посттравматическим стрессовым расстройством, прослушиванию. Результаты были ошеломляющими: в среднем на 63% уменьшились симптомы посттравматического стрессового расстройства после шести раундов постукивания. Это умопомрачительное и захватывающее исследование, за время которого обратило на себя внимание многих неверующих в научном сообществе. Все признаки указывают на то, что эта тенденция к раскрытию исследований и склонных скептиков сохранится, поскольку миллионы людей во всем мире продолжают открывать для себя силу прослушивания.
История постукивания: случайное открытие ведет к революции в лечении
Все началось в 1980 году с психолога по имени Роджер Каллахан и пациента с крайней боязнью воды. Страх Мэри перед водой контролировал ее жизнь и не позволял ей заниматься повседневными делами. Она не могла водить детей на пляж и не могла водить машину возле океана; она испугалась, когда шел дождь, и даже не могла противостоять виду воды по телевизору. Ей снились яркие кошмары, связанные с водой.
Доктор Каллахан и Мэри вместе работали над этой проблемой больше года. Наконец, Мэри набралась храбрости и села в пределах видимости бассейна в доме доктора Каллахана. Даже это вызвало у Мэри крайнее страдание, и, хотя она нашла способы справиться с сильным страхом и эмоциональной болью, ей не удалось преодолеть свою фобию. Они обсуждали ее проблему и способы ее преодоления, но безуспешно.
Ее страх оказаться рядом с водой вызвал у Мэри боли в животе — обычную «внутреннюю реакцию».«Доктор Каллахан недавно изучал традиционные китайские лекарства и изучал меридианы. Вдруг у него появилось вдохновение. Вспомнив, что на скуле есть акупунктурная точка для меридиана живота, он попросил ее постучать там, думая, что это может вылечить ее боли в животе.
Мэри постучала по скуле в соответствии с указаниями, и это небольшое действие изменило историю болезни! Ответ казался чудесным и Мэри, и доктору Каллахану. Боли в животе исчезли. Но что еще более удивительно, исчезла и ее боязнь воды! Она сбежала к бассейну и начала брызгаться водой, радуясь обретенной свободе от страха.
Основываясь на этом открытии, доктор Каллахан начал серию исследований по развитию и усовершенствованию этой техники, которую он назвал терапией поля мыслей. Гэри Крейг обучался под руководством доктора Каллахана в 1990-х годах, изучая процедуры TFT. Со временем Крейг начал замечать некоторые проблемы с TFT, аспекты, которые он видел, были ненужными сложностями.
TFT требовал, чтобы практикующие использовали определенную последовательность меридианов (называемую алгоритмом) для каждой отдельной проблемы.Для диагностики проблемы требовался метод, называемый мышечным тестированием, при котором практикующий измерял относительную силу мышцы, в то время как пациент исследовал различные мысли или утверждения.
Крейг наблюдал повторяющиеся сценарии, в которых проблема была неправильно диагностирована или практикующий выбрал точки меридиана в неправильном порядке, но пациенту все же помогли. На основании этих наблюдений он пришел к выводу, что не имеет значения, в каком порядке меридиан точки были задействованы.
Крейг разработал EFT как упрощенную, улучшенную версию концепций, лежащих в основе TFT Каллахана. EFT имеет одну базовую простую последовательность точек, которые нужно нажимать, независимо от ситуации.
Из-за этого тысячи людей использовали постукивание для лечения болезней и решения эмоциональных проблем. Специалисты по прослушиванию изучали методы и обучены работать с более сложными и трудными случаями, и эти преданные своему делу специалисты ежедневно сообщают о более успешных применениях. Все больше и больше людей открывают для себя и исследуют Таппинг.Многие открывают для себя, как тэппинг может изменить их жизнь.
Введение в точки касания
Базовая последовательность постукивания при тревоге
Как уже говорилось, Tapping можно использовать для всего — попробуйте на всем! В этом примере мы сосредоточимся на общей тревоге.
Попробуйте сейчас с этой начальной последовательностью. Вот как работает базовая последовательность постукивания:
- Определите проблему, на которой вы хотите сосредоточиться. Это может быть общее беспокойство или конкретная ситуация или проблема, которая вызывает у вас беспокойство.
- Обдумайте проблему или ситуацию. Что вы думаете об этом прямо сейчас? Оцените уровень интенсивности вашего беспокойства, где ноль означает самый низкий уровень беспокойства, а десять — самый высокий.
- Составьте заявление о настройке. Ваше установочное заявление должно признать проблему, с которой вы хотите иметь дело, а затем следовать за ней безусловным подтверждением себя как личности.
«Хотя я чувствую это беспокойство, я глубоко и полностью принимаю себя».
«Несмотря на то, что я беспокоюсь о своем собеседовании, я глубоко и полностью принимаю себя.
«Несмотря на то, что я чувствую это беспокойство по поводу своего финансового положения, я глубоко и полностью принимаю себя».
«Даже если я паникую, когда думаю о ______, я глубоко и полностью принимаю себя.
«Хотя я беспокоюсь о том, как подойти к своему боссу, я глубоко и полностью принимаю себя».
«Несмотря на то, что у меня проблемы с дыханием, я глубоко и полностью принимаю себя».
Постучите четырьмя пальцами на одной руке по точке Karate Chop на другой руке. Точка Karate Chop находится на внешнем крае руки, на противоположной стороне от большого пальца.
Повторите установку три раза вслух, одновременно нажимая на точку Karate Chop. А теперь сделай глубокий вдох!
Будьте готовы начать прослушивание! Вот несколько советов, которые помогут вам достичь правильной техники.
- Надавливайте с усилием, но осторожно, как будто вы барабаните по стенке стола или проверяете дыню на спелость.
- Можно использовать все четыре пальца или только первые два (указательный и средний пальцы). Четыре пальца обычно используются на макушке, на ключице, под мышкой… на более широких участках.На чувствительных участках, например вокруг глаз, можно использовать всего два.
- Постучите кончиками пальцев, а не ногтями. Звук будет округлым и мягким.
- Порядок нарезки начинается сверху и идет вниз. Вы можете закончить, вернувшись к макушке, чтобы завершить петлю.
Теперь нажмите по 5-7 раз на оставшиеся восемь точек в следующей последовательности:
Головка (TH)
Макушка, середина и макушка головы. Постучите четырьмя пальцами обеих рук.
Бровь (EB)
Внутренний край бровей, ближайший к переносице. Используйте два пальца.
Сторона проушины (SE)
Твердый участок между глазом и виском. Используйте два пальца. Осторожно ощупайте эту область, чтобы не ткнуть себя в глаз!
Под глазом (UE)
Твердый участок под глазом, переходящий в скуловую кость. Используйте два пальца на одной линии под зрачком.
Под носом (ООН)
Точка в центре между нижней частью носа и верхней губой.Используйте два пальца.
Подбородок (КП)
Эта точка находится прямо под предыдущей, по центру между нижней частью нижней губы и подбородком.
Ключица (CB)
Постучите четырьмя пальцами чуть ниже твердого гребня ключицы.
Подмышки (UA)
На твоей стороне, примерно в четырех дюймах под подмышкой. Используйте четыре пальца.
Головка (TH)
И вернемся к тому месту, где вы начали, чтобы завершить последовательность.
При нажатии на каждую точку повторяйте простую фразу-напоминание, например «мое беспокойство», «мое интервью» или «мое финансовое положение».
А теперь сделайте еще один глубокий вдох!
- Теперь, когда вы закончили последовательность, снова сосредоточьтесь на своей проблеме. Насколько сильна тревога сейчас по сравнению с тем, что было несколько минут назад? Дайте ему оценку по той же числовой шкале.
- Если ваше беспокойство все еще выше, чем «2», вы можете сделать еще один раунд постукивания. Продолжайте нажимать, пока беспокойство не исчезнет.Вы можете изменить свои настройки, чтобы учесть ваши усилия по устранению проблемы и ваше стремление к дальнейшему прогрессу. «Несмотря на то, что у меня остается некоторое беспокойство, я глубоко и полностью принимаю себя». «Несмотря на то, что я все еще немного беспокоюсь об этом интервью, я полностью и полностью принимаю себя». И так далее.
- Теперь, когда вы сосредоточились на том, чтобы рассеять сиюминутную тревогу, вы можете вместо этого поработать над установкой положительных чувств.
Примечание: этот подход отличается от традиционного «позитивного мышления».«Вы не ведете себя нечестно по отношению к себе. Вы не пытаетесь скрыть стресс и тревогу внутри себя внешностью неискренних утверждений. Скорее, вы столкнулись с тревогой и негативными чувствами и справились с ними, предлагая глубокое и полное принятие как своих чувств, так и самого себя. Теперь вы обращаете свои мысли и вибрации к сильным и позитивным. Это то, что делает таппинг намного более эффективным, чем методы «позитивного мышления», которые многие из вас уже испробовали.Это не просто ментальный трюк; вместо этого вы используете эти позитивные фразы и нажимаете, чтобы настроиться на очень реальную энергию позитива, утверждения и радости, которая скрыта внутри вас. На самом деле вы меняете энергию своего тела на более положительный поток, на более положительную вибрацию.
Вот несколько примеров фраз, которые помогут вам:
«Я верю в свою способность меняться».
«Я рад этим позитивным изменениям».
«Я так многого добиваюсь».
«Я наслаждаюсь спокойствием и миром, которые у меня есть.
«Я люблю того, кем являюсь».
«Я становлюсь более расслабленным и радостным человеком».
Вы можете использовать эти положительные фразы в тех же точках и последовательностях, которые описаны выше.
Поздравляем! Вы выполнили свою первую последовательность постукивания.
Чтобы получить дополнительную информацию о Нажатие , обязательно заполните форму вверху или внизу этой страницы, чтобы получить первые 2 главы новой книги Ника Ортнера «Решение для постукивания: революционная система для жизни без стресса».”
Преимущества формования
Нарезание резьбы по форме , также известное как нарезание резьбы Roll Form , обычно используется там, где традиционное нарезание резьбы не подходит. Нарезание резьбы по профилю валка имеет ряд преимуществ по сравнению с нарезанием резьбы нарезанием резьбы, например, более высокая скорость резания, более прочная резьба, отсутствие стружки, более прочный метчик и увеличенный срок службы инструмента.
Применение нарезания резьбы метчикомСледует иметь в виду, что для нарезания резьбы по форме требуется сверло большего размера, чем типичный размер сверла для метчика.Это отверстие большего размера создается, чтобы позволить материалу течь для создания меньшего диаметра резьбы.
Формовочное нарезание резьбы обычно используется в сталях, нержавеющих сталях, сплавах легких и цветных металлов. Нарезание резьбы через опалубку подходит для материалов с пределом прочности на разрыв менее 1200 Н / мм2 и деформацией разрушения 5 процентов или менее.
Как показывает опыт, если при сверлении образуется сплошная стружка, то материал, вероятно, достаточно пластичен и является хорошим кандидатом для нарезания резьбы по форме.Однако подходящие материалы по-разному реагируют на отливку формы.
- Нарезание резьбы без стружки: , поскольку резьба формируется, а не нарезается, отсутствуют стружки, которые мешали бы процессу нарезания резьбы или вызывали проблемы с удалением стружки в глухих отверстиях. Изготовление резьбы без стружки обеспечивает превосходное качество поверхности резьбы, устраняет риск плохой резьбы из-за осевого «неправильного нарезания», увеличивает статическую и динамическую прочность резьбы и позволяет увеличить скорость нарезания резьбы.
- Более прочная резьба: Поток зерна сформированной резьбы повторяет контур резьбы, что приводит к большей прочности резьбы. Это особенно актуально для материалов, подвергающихся механическому упрочнению, таких как сталь и нержавеющая сталь.
- Улучшенная калибровка резьбы: метчики переставляют металл в отверстии для создания резьбы. Поскольку металл не срезается, возможность получения резьбы большего размера значительно снижается.
- Более прочные метчики: Отсутствие стружки устраняет необходимость в канавках, что приводит к получению надежного и более прочного метчика.Поскольку структура металла подвергается холодной обработке по профилю резьбы, получаемая резьба обычно более прочная и имеет гладкую полированную поверхность.
- Увеличенный срок службы метчика: метчики могут служить от 3 до 20 раз дольше, чем метчики для резки, потому что у них нет режущей кромки, которая могла бы затупиться.
- Более эффективное производство: более длительный срок службы метчиков, меньшее количество поломок метчиков и более высокая скорость нарезания резьбы сокращают время цикла и время простоя станка. Метчики для формования могут работать с более высокими скоростями и подачей, чем обычные метчики.
- Идеально для резьбонарезных станков без ходовых винтов: способность формировать собственный шаг делает метчики Form особенно подходящими для машин без ходовых винтов.
Технология холодной штамповки используется для изготовления резьбы более 100 лет. Конструкции кранов за это время значительно изменились. В сочетании с новейшими покрытиями это гарантирует очень долгий срок службы инструмента в большинстве случаев.
Наши поставщики метчиковНаши предпочтительные партнеры-поставщики, предлагающие широкий ассортимент метчиков Form, включают Balax, Dormer, Emuge, North American Tool и Sandvik Coromant.
Чтобы получить дополнительную информацию о преимуществах нажатия форм или узнать о его покупке для вашего магазина, свяжитесь с нами.
Общие проблемы, причины и способы устранения для ответвителей и наборов ответвителей
Безусловно, наиболее очевидным признаком проблемы является поломка ответвителей. Если ваш инструмент ломается, трескается или раскалывается, вам нужно быстро провести немного TLC. Во-первых, просто дважды проверьте, что вы используете машину с правильной выходной мощностью и инструментом. Если у вашего инструмента неправильная геометрия или жесткость метчика не соответствует конкретному варианту использования, вы проигрываете битву.Также убедитесь, что кран острый. Если вы работаете с тупым метчиком, возможно, у вас есть одна или две точилки, прежде чем вам понадобится замена. Кроме того, не позволяйте метчику слишком затупиться перед переточкой. Поскольку затупившиеся инструменты также могут стать причиной нагартовки (что также является причиной поломки), у вас есть дополнительный стимул не отставать от технического обслуживания инструмента. Точно так же вы можете уменьшить количество проблем, убедившись, что у вас есть правильный помол. Правильный угол резки и угол фаски обеспечивают хорошую работу.
Также при нарезании резьбы часто упускается из виду качество самого отверстия. Если просверленное отверстие слишком мелкое или неглубокое, вы испортите инструмент или заготовку из-за некачественной работы. Имейте в виду, что размер сверла не всегда равен размеру отверстия. Очень важно проверить надежность всего процесса, а не только инструмента. Если просверленное отверстие слишком мелкое для метчика, который вы используете, это тоже вызовет проблемы. Отрегулируйте просверленное отверстие или длину фаски.
Точно так же, если просверленное отверстие и метчик смещены — даже из-за лягушачьей шерсти — метчик может быть поврежден. Честно говоря, это причина номер один поломки крана. Несоосность даже на небольшую долю будет увеличиваться по мере того, как процесс будет продолжаться, и вдвойне приведет к ошибкам (видите, что я там сделал?), Когда ваш метчик отключается от отверстия. Поломка из-за несоосности также вызвана использованием неправильных удерживающих устройств. Убедитесь, что удерживающее устройство, которое вы используете, совмещено с отверстием.
Наконец, возможно, вы применяете неправильную смазку — и я не имею в виду деньги для взятки или бурбон (хотя мы лично тоже не откажемся) *. Если вы столкнулись с поломкой, сколами или трещинами, возможно, вам потребуется уменьшить трение на метчике, увеличив количество смазки во время обработки. Возможно, вам придется сменить тип используемой смазки — лучше всего использовать специальную смазку для резьбовых соединений. Лучшая смазка также улучшает удаление стружки. Это определенно та область, где больше значит больше.