Особенности автоматической сварки
В наше время, когда на первое место выходит скорость технологического процесса, сварка автоматическая становится остро необходимым способом соединения металлов. Современные аппараты для такой сварки позволяют не только автоматизировать и ускорить процесс, но и обеспечить качество сварного шва и постоянный контроль его формирования.
Автоматическая сварка в основном выполняется электродуговым способом, под постоянным напором и с обновлением электродов.
Сущность автоматической сварки
Автоматическая сварка в основном представляет собой дуговую сварку под слоем флюса. Такой способ позволяет соединять практически любые металлы и их сплавы толщиной от 1,5 до 150 мм, а также заготовки из разнородных металлов.
Основная сущность процесса заключается в том, что между сварочным электродом и соединяемыми деталями автоматически поддерживается электрическая дуга, обеспечивающая расплавление металла в сварочной ванне. Дуга большой мощности находится в газовой среде, образованной при испарении флюса.
С учетом такой особенности процесса дуга вся располагается внутри расплава флюса. За счет этого расплав флюса обеспечивает давление на расплавленный металл до 9 г/см², что достаточно для его удержания от разбрызгивания. Газовое облако предотвращает окисление металла. В целом такая технология позволяет увеличить силу сварочного тока до 4 кА при обеспечении надлежащего качества шва.
Автоматизация сварки строится на следующих принципах: непрерывное обновление сгоревшего (расплавленного) электрода, поддержание объема флюса в сварочной ванне и отсос нерасплавившегося флюса, равномерное передвижение электрода вдоль шва. Соответственно, для обеспечения качества необходим контроль длины дуги, силы сварочного тока и скорости перемещения электрода. Непрерывная подача электрода обеспечивается применением в качестве него сварочной проволоки.
Вернуться к оглавлению
Принцип конструкции аппарата
Устройство сварочного генератора.
Для осуществления процесса используется специальное оборудование для автоматической сварки. Основными элементами сварочного автомата являются: сварочный генератор (источник сварочного тока), сварочная головка, устройство подачи проволоки, устройство подачи и удаления флюса, схема управления и контроля, устройство перемещения.
Сварочная головка является основополагающим звеном всего оборудования. Именно с ее помощью подается электрический ток, направляется проволока и флюс, снимаются и подаются сигналы для корректировки процесса. В ее конструкцию включены следующие основные элементы: токоподводящее приспособление, механизм вытяжки и направления сварной проволоки, дозатор выдачи флюса, устройство, корректирующее положение сопла относительно шва.
Формирование сварного шва возможно при перемещении дуги вдоль соединяемых металлов. Это можно достичь двумя способами: перемещением головки с электродом относительно неподвижной заготовки или перемещением самой сварочной ванны относительно неподвижной головки. Исходя из этого, аппараты подразделяются на 3 основных типа: подвесные неподвижные головки, передвижные устройства (сварочный трактор) и установки орбитального (кругового) перемещения для сварки труб большого диаметра.
Это можно достичь двумя способами: перемещением головки с электродом относительно неподвижной заготовки или перемещением самой сварочной ванны относительно неподвижной головки. Исходя из этого, аппараты подразделяются на 3 основных типа: подвесные неподвижные головки, передвижные устройства (сварочный трактор) и установки орбитального (кругового) перемещения для сварки труб большого диаметра.
Вернуться к оглавлению
Поддержание параметров сварки
Схема полуавтоматической сварки труб под флюсом с помощью полуавтомата: 1 — дроссель, 2— сварочный трансформатор, 3 — щиток, 4 — аппаратный шкаф, 5 — подающий механизм полуавтомата, 6 — крюк для подвешивания подающего механизма. 7 — кассеты для электродной проволоки, 8 — гибкий шланг, 9 —держатель.
Выпускаются 2 основных типа аппаратов: установки автоматической сварки с постоянной равномерной подачей проволоки и автоматы с изменением скорости подачи электрода в зависимости от напряжения дуги. В первом случае осуществляется саморегулирование параметров дуги. Применяются такие установки для соединения металлов толщиной до 3 мм. Во втором случае можно сваривать детали значительно большего размера.
Применяются такие установки для соединения металлов толщиной до 3 мм. Во втором случае можно сваривать детали значительно большего размера.
Саморегулирование дуги происходит в результате увеличения длины дуги, что уменьшает сварочный ток, и наоборот. В таких аппаратах применяется источник электроэнергии с жесткими вольт-амперными параметрами. В другом типе устройств изменение длины дуги, вызывающее изменение напряжения на ней, преобразуется в сигнал, направляемый на устройство подачи электродной проволоки для корректировки скорости подачи. Источники питания в этом случае имеют падающую вольт-амперную характеристику.
Устройства этих типов различаются и по регулированию основных режимов: силы тока и напряжения на дуге. В автоматах с постоянной подачей проволоки сварочный ток устанавливается путем подбора скорости подачи, а напряжение на дуге корректируется путем изменения напряжения холостого хода внешней характеристики генератора. Величина напряжения устанавливается на пульте управления и автоматически удерживается постоянной в процессе сварки.
Вернуться к оглавлению
Электродная проволока
Виды электродов.
Качество автоматической сварки во многом определяется правильным выбором электродной проволоки. Ее химический состав формирует структуру сварного шва, то есть подбирается исходя из типа свариваемого металла. Обычно стремятся, чтобы составы проволоки и заготовок были близки. Всего стандартом предусмотрено производство более 70 различных марок электродной проволоки.
Исходя из состава, проволока подразделяется на низкоуглеродистую (легирующие компоненты – не более 2%), легированную (2 – 6%) и высоколегированную (более 6%). Выделяется также проволока с медным покрытием (отмечается буквой О в конце марки). Особая чистота состава отмечается индексом А в обозначении. В целом в составе может присутствовать ванадий (отмечается буквой Ф), молибден (М), никель (Н), титан (Т), хром (Х) и ряд других элементов.
Перед использованием в автоматах электродную проволоку рекомендуется очистить от масел и других загрязнений путем протирки керосином, уайт-спиритом, бензином и другими растворителями. Для ликвидации увлажнения поверхности применяется термическая обработка при температуре 100 – 140ºС.
Эффективна подготовка путем обработки поверхности в 20%-ном растворе серной кислоты с последующим нагревом до температуры 230 – 250ºС в течение 2 – 2,3 ч.
Флюс.
От выбора флюса качество автоматической сварки зависит в значительной степени: формируется состав сварочного шва, что определяет механическую прочность и стойкость к растрескиванию, а также обеспечивается стабильность дуги и возникают газовые поры в металле. Флюсы, введенные в сварочную зону, выполняют важные задачи: изоляция сварочной ванны от атмосферной среды, обеспечение параметров дуги, химическое взаимодействие с металлическим расплавом, легирование шва, формирование шовной поверхности.
Чаще всего в качестве флюсов используются искусственные силикаты слабо кислого типа. Основа состава обеспечивается двойным или тройным силикатом закиси марганца, окиси кальция, окиси магния, алюминия. Для понижения температуры плавления вводится присадка – плавиковый шпат. Наиболее распространен флюс ОСЦ-45, основанный на силикате марганца с добавлением фтористого кальция.
Основа состава обеспечивается двойным или тройным силикатом закиси марганца, окиси кальция, окиси магния, алюминия. Для понижения температуры плавления вводится присадка – плавиковый шпат. Наиболее распространен флюс ОСЦ-45, основанный на силикате марганца с добавлением фтористого кальция.
Вернуться к оглавлению
Оборудование для сварки
Для автоматической сварки выпускается множество различных типов аппаратов. Ниже приведены некоторые характеристики достаточно востребованных устройств:
| Тип | Сварочный ток, кА | Диаметр сварочной проволоки, мм | Скорость подачи проволоки, м/ч | Габариты, мм | Масса, кг |
| АДГ-63 | 0,6 | 1,6-3 | 120-725 | 680х385х630 | 32 |
| АДФ-630 | 0,63 | 1,6-3 | 120-725 | 680х385х630 | 32 |
| АСУ-5 | 0,63 | 2-3 | 120-725 | – | 28 |
| ТС-16 | 1 | 2-5 | 50-405 | 716х346х540 | 45 |
| АДФ-1000 | 1 | 2-5 | 25-350 | 720×500х650 | 80 |
| АДФ-1250 | 1,25 | 2-5 | 12-350 | 1320х630х980 | 145 |
В качестве источников питания предлагаются универсальные сварочные выпрямители с системой контроля и регулирования выходных параметров. Так, хорошо себя зарекомендовали устройства следующих марок:
Так, хорошо себя зарекомендовали устройства следующих марок:
- Idealarc DC: на входе – 380 В, сварочный ток – 0 – 1 кА при напряжении на дуге в 44 В.
- Idealarc DC: 380 В, сварочный ток – 0 – 1,5 кА при напряжении на дуге в 60 В.
- Idealarc AC: 380 В, сварочный ток – 0 – 1,2 кА при напряжении на дуге в 44 В.
Универсальным признается источник питания Power Wave AC/DC с функцией контроля формы сварочного тока, возможностью изменять частоту и силу переменного сварочного тока.
Сварочные аппараты автоматические в Санкт-Петербурге
35 600 руб
Купить
Great wolf споттер GW 65L +7 (967) 59 показатьпо г. Санкт-Петербург
116 432 руб
Купить
Аппарат сварочный 380В WDK-990438 +7 (958) 76 показатьпо г. Санкт-Петербург
-15%
4 004 руб 4 711 руб
Купить
Встроенная ручная точечная сварка Ручка Автоматический триггер Встроенный выключатель Сварочный аппарат +7 (495) 03 показатьпо г. Санкт-Петербург
29 599 руб
Купить
Аппарат для выпрямления стальных поверхностей с набором аксессуаров. Автоматический выбор параметров сварки. LCD диспл +7 (921) 89 показать
Автоматический выбор параметров сварки. LCD диспл +7 (921) 89 показатьпо г. Санкт-Петербург
53 716 руб
Купить
Аппарат для контактной точечной сварки и выпрямления стальных поверхностей с набором аксессуаров. Автоматический выбор п +7 (921) 42 показатьпо г. Санкт-Петербург
35 604 руб
Купить
Great wolf споттер GW 65L 380 +7 (967) 59 показатьпо г. Санкт-Петербург
70 417 руб
Купить
Споттер 380в WDK-9000 +7 (958) 76 показатьпо г. Санкт-Петербург
32 836 руб
Купить
Аппарат для контактной точечной сварки и выпрямления стальных поверхностей с набором аксессуаров. Автоматический выбор +7 (921) 89 показатьпо г. Санкт-Петербург
33 000 руб
Купить
Great Wolf Споттер GW 60L Многофункциональный аппарат для контактной точечной сварки +7 (967) 59 показатьпо г. Санкт-Петербург
59 496 руб
Купить
Споттер 220в WDK-7000 +7 (958) 76 показатьпо г. Санкт-Петербург
33 374 руб
Купить
Atis S52L аппарат для контактной точечной сварки +7 (967) 59 показатьпо г. Санкт-Петербург
Санкт-Петербург
41 143 руб
Купить
Atis S54L аппарат для контактной точечной сварки +7 (967) 59 показатьпо г. Санкт-Петербург
244 000 руб
Купить
Автоматическая сварочная машина горячего воздуха FORSTHOFF-D +7 (495) 26 показатьиз Москвы в Санкт-Петербург
438 900 руб
Купить
Аппараты автоматической сварки под слоем флюса серии FUBAG SW / TW 1000 +7 (351) 20 показатьиз Челябинска в Санкт-Петербург
930 руб
Купить
Сварочная маска «Ресанта» МС-6, хамелеон, 11 Din, экран 90х35 мм, автоматический светофильтр 42378 8 (800) 23 показатьиз Екатеринбурга в Санкт-Петербург
112 000 руб
Купить
Электромуфтовый сварочный аппарат ТРАССА М 8 (800) 55 показатьиз Москвы в Санкт-Петербург
159 300 руб
Купить
Балансировочный станок СТОРМ Plaza 4S автоматический +7 (3952) 5 показатьиз Иркутска в Санкт-Петербург
428 268 руб
Купить
Автоматический сварочный аппарат Leister Hemtek ST 230, ширина насадки 20 мм +7 (495) 22 показатьпо г.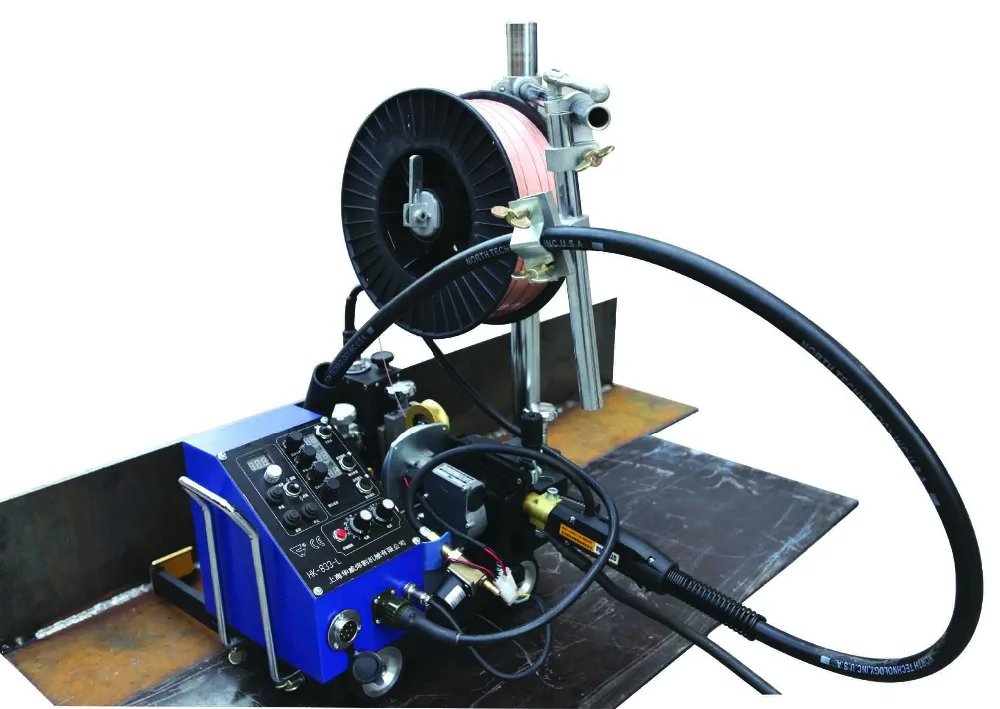 Санкт-Петербург
Санкт-Петербург
477 000 руб
Купить
Аппарат автоматической сварки MZ 1000 (M308) +7 (343) 34 показатьиз Екатеринбурга в Санкт-Петербург
7 000 руб
Купить
Раструбный сварочный аппарат для полипропиленовых труб HD 110 +7 (495) 26 показатьиз Москвы в Санкт-Петербург
5 520 000 руб
Купить
Сварочная машина для стыковой сварки ПЭ труб Kell MC-1200 8 (800) 55 показатьиз Москвы в Санкт-Петербург
435 841 руб
Купить
Автоматический сварочный аппарат Leister Uniplan 300, сопло 20 мм +7 (495) 22 показатьпо г. Санкт-Петербург
1 700 руб
Купить
Раструбный сварочный аппарат для полипропиленовых труб HD 32 +7 (495) 26 показатьиз Москвы в Санкт-Петербург
6 160 000 руб
Купить
Сварочная машина для стыковой сварки ПЭ труб Kell MC-1200SA 8 (800) 55 показатьиз Москвы в Санкт-Петербург
569 945 руб
Купить
Автоматический сварочный аппарат Leister Uniplan 500, сопло 20 мм +7 (495) 22 показатьпо г.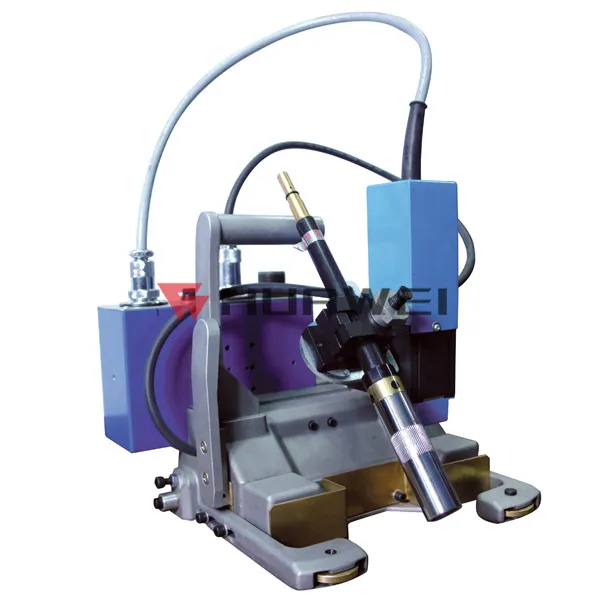 Санкт-Петербург
Санкт-Петербург
199 000 руб
Купить
Автоматический аппарат сварки горячего воздуха UNIPLAN S +7 (495) 26 показатьиз Москвы в Санкт-Петербург
Цену уточняйте
Написать
Сварочный аппарат ПИЛОТФЮЗ-160 (63-160) автомат 8 (800) 55 показатьиз Москвы в Санкт-Петербург
428 268 руб
Купить
Автоматический сварочный аппарат Leister Hemtek ST 230, ширина насадки 30 мм +7 (495) 22 показатьпо г. Санкт-Петербург
369 000 руб
Купить
Автоматический аппарат сварки горячего воздуха UNIPLAN WEDGE +7 (495) 26 показатьиз Москвы в Санкт-Петербург
Цену уточняйте
Написать
Сварочный аппарат ПИЛОТФЮЗ-250 (63-250) автомат 8 (800) 55 показатьиз Москвы в Санкт-Петербург
435 841 руб
Купить
Автоматический сварочный аппарат Leister Uniplan 300, сопло 30 мм +7 (495) 22 показатьпо г. Санкт-Петербург
345 000 руб
Купить
Автоматический аппарат сварки горячего воздуха VARIANT T1 +7 (495) 26 показатьиз Москвы в Санкт-Петербург
Цену уточняйте
Написать
Сварочный аппарат ПИЛОТФЮЗ-315 (90-315) автомат 8 (800) 55 показатьиз Москвы в Санкт-Петербург
569 945 руб
Купить
Автоматический сварочный аппарат Leister Uniplan 500, сопло 40 мм +7 (495) 22 показатьпо г. Санкт-Петербург
Санкт-Петербург
395 000 руб
Купить
Автоматический аппарат сварки горячего воздуха VARIANT T1 TAPE +7 (495) 26 показатьиз Москвы в Санкт-Петербург
Оборудование для автоматической сварки. Сварка
Оборудование для автоматической сварки
В процессе сварки применяются два вида автоматического оборудования: подвесные (неподвижные и самоходные) головки и сварочные тракторы (таб. 23). Они производят следующие операции: возбуждение дуги, непрерывную подачу в зону дуги электродной проволоки флюса в процессе сварки, перемещение сварочной дуги вдоль свариваемого шва, гашение дуги в конце сварки.
Важным условием, обеспечивающим нормальный устойчивый процесс автоматической сварки, является равенство скорости подачи электродной проволоки и скорости ее плавления. Это условие в процессе сварки может нарушаться различными факторами: изменениями напряжения в сети, нечеткой работой подающего механизма, неровностями поверхностей свариваемых кромок, при которых изменяется дуговой промежуток, и др. Чтобы процесс сварки протекал устойчиво, а длина дуги сохранялась постоянной, применяют автоматы, сконструированные по двум основным принципам: автоматы с переменной скоростью подачи электронной проволоки, зависящей от изменения дугового промежутка, и автоматы с постоянной скоростью подачи электронной проволоки. Автоматы с переменной скоростью подачи электродной проволоки имеют относительно сложную электрическую схему и поэтому получили ограниченное применение (при низких напряжениях и малых сварочных токах). Более широкое применение получили автоматы с постоянной скоростью подачи электродной проволоки.
Чтобы процесс сварки протекал устойчиво, а длина дуги сохранялась постоянной, применяют автоматы, сконструированные по двум основным принципам: автоматы с переменной скоростью подачи электронной проволоки, зависящей от изменения дугового промежутка, и автоматы с постоянной скоростью подачи электронной проволоки. Автоматы с переменной скоростью подачи электродной проволоки имеют относительно сложную электрическую схему и поэтому получили ограниченное применение (при низких напряжениях и малых сварочных токах). Более широкое применение получили автоматы с постоянной скоростью подачи электродной проволоки.
Электродвигатель, обеспечивающий через редуктор и подающие ролики подачу электродной проволоки, питается непосредственно от сети. Поэтому скорость вращения электродвигателя будет постоянна, независимо от длины (следовательно, и напряжения) дуги. Саморегулирование осуществляется так.
Если в процессе сварки длина дуги уменьшится (например, из-за неровностей на поверхности свариваемых кромок), то напряжение на дуге понизится. Так как внешняя характеристика источника питания дуги падающая, то уменьшение напряжения приведет к возрастанию сварочного тока и тем самым к увеличению скорости плавления электродной проволоки (скорость плавления проволоки почти пропорциональна сварочному току). Повышение скорости плавления проволоки при постоянной скорости ее подачи приведет к удлинению дуги, то есть к восстановлению установленного режима сварки. Если же длина дуги увеличится, то напряжение возрастет, и в соответствии с внешней характеристикой источника тока сварочный ток понизится. Следовательно, скорость плавления электродной проволоки уменьшится, что при постоянной скорости ее подачи приведет к сокращению дугового промежутка.
Так как внешняя характеристика источника питания дуги падающая, то уменьшение напряжения приведет к возрастанию сварочного тока и тем самым к увеличению скорости плавления электродной проволоки (скорость плавления проволоки почти пропорциональна сварочному току). Повышение скорости плавления проволоки при постоянной скорости ее подачи приведет к удлинению дуги, то есть к восстановлению установленного режима сварки. Если же длина дуги увеличится, то напряжение возрастет, и в соответствии с внешней характеристикой источника тока сварочный ток понизится. Следовательно, скорость плавления электродной проволоки уменьшится, что при постоянной скорости ее подачи приведет к сокращению дугового промежутка.
Таблица 23
Технические характеристики сварочных тракторов
Процесс саморегулирования осуществляется нормально при питании дуги постоянным током. При переменном токе для устойчивой работы автомата колебания напряжения в сети не должны превышать 6–8 %.
Автоматические головки АБС состоят из трех узлов (рис. 83). Первый узел – сварочная головка – включает электродвигатель, механизм подачи проволоки с правильным механизмом, токоподводящий мундштук, корректировочный механизм для направления головки по шву и трехкнопочный пульт управления. Набор сменных шестерен механизма подачи позволяет изменять скорость подачи электродной проволоки в пределах от 28,5 до 225 м/ч.
Рис. 83. Сварочный аппарат типа АБС:
I узел: 1 – мундштук; 2 – правильное устройство; 3 – подающий механизм; 4 – пульт управления; II узел: 5 – катушка; 6 – флюсоаппарат; III узел – самоходная тележка
Второй узел – подвесной механизм – состоит из подъемного механизма для подвески и вертикального подъема сварочной головки, флюсоаппарата для подачи флюса в зону дуги и отсасывания неиспользованного флюса обратно в бункер и кассеты с электродной проволокой.
Третий узел представляет собой самоходную тележку, состоящую из электродвигателя, от которого движение через фрикционное устройство, червячные передачи и одну сменную пару шестерен передается ведущим бегунам тележки. Сменные шестерни позволяют изменять скорость перемещения тележки, то есть скорость сварки, в пределах 13,5–112 м/ч.
Сменные шестерни позволяют изменять скорость перемещения тележки, то есть скорость сварки, в пределах 13,5–112 м/ч.
Головка АБС предназначена для сварки стыковых, угловых и нахлесточных швов. При этом узлы, входящие в головку АБС, позволяют использовать ее как подвесную неподвижную и как самоходную.
Сварочный трактор является более эффективным и маневренным сварочным аппаратом. Он представляет собой автоматическую головку, установленную на самоходной тележке, которая перемещается с помощью электродвигателя по свариваемому изделию или по направляющему рельсовому пути вдоль свариваемого шва. Трактор ТС–17М (рис. 84) применяется при изготовлении и монтаже различных строительных конструкций (ферм, мачт, балок), при сварке под флюсом наружных и внутренних кольцевых швов, при сварке труб и резервуаров диаметром более 800 мм (тракторы других марок незначительно отличаются от ТС–17М – рис. 85). Им можно производить сварку всех видов швов в нижнем положении.
Рис. 84. Сварочный трактор ТС–17М:
84. Сварочный трактор ТС–17М:
1 – направляющие колеса; 2 – электродвигатель для подачи электродной проволоки и передвижения трактора; 3 – ведущие колеса; 4 – пульт с кнопками управления; 5 – кассета с электродной проволокой; 6 – электроизмерительные приборы; 7 – электродная проволока; 8 – бункер для флюса; 9 – механизм подачи проволоки; 10 – мундштук
Рис. 85. Сварочный трактор АДС–100–2:
1 – самоходная каретка; 2 – электродвигатель; 3 – пульт управления с кассетой для проволоки; 4 – электродная проволока; 5 – электродвигатель механизма подачи проволоки; 6 – бункер для флюса; 7 – механизм подачи проволоки
Трактор имеет один электродвигатель трехфазного тока, который приводит в движение механизм подачи электродной проволки и механизм передвижения трактора вдоль свариваемого шва. Подающий механизм состоит из понижающего редуктора и двух роликов (ведущего и прижимного), между которыми протаскивается электродная проволока. Механизм передвижения трактора состоит из редуктора и двух ведущих бегунов, вал которых соединен с редуктором фрикционной муфтой. Наличие сменных шестерен позволяет в широких пределах изменять скорость подачи электродной проволоки и скорость передвижения трактора в соответствии с режимом сварки. В комплекте трактора имеется два токопроводящих мундштука. Для электродной проволоки диаметром 1,6–2,0 мм применяют трубчатый мундштук с бронзовым наконечником, смещенным к оси трубки, который обеспечивает хороший электрический контакт с электродной проволокой. Для электродной проволоки большего диаметра применяют мундштук с двумя бронзовыми контактами, между которыми перемещается проволока. Правка электродной проволоки осуществляется специальным правильным механизмом.
Механизм передвижения трактора состоит из редуктора и двух ведущих бегунов, вал которых соединен с редуктором фрикционной муфтой. Наличие сменных шестерен позволяет в широких пределах изменять скорость подачи электродной проволоки и скорость передвижения трактора в соответствии с режимом сварки. В комплекте трактора имеется два токопроводящих мундштука. Для электродной проволоки диаметром 1,6–2,0 мм применяют трубчатый мундштук с бронзовым наконечником, смещенным к оси трубки, который обеспечивает хороший электрический контакт с электродной проволокой. Для электродной проволоки большего диаметра применяют мундштук с двумя бронзовыми контактами, между которыми перемещается проволока. Правка электродной проволоки осуществляется специальным правильным механизмом.
Трактор снабжен двумя бункерами для флюса: один бункер применяют при сварке вертикальным электродом, а второй – при сварке наклонным электродом. Толщина насыпаемого слоя флюса устанавливается вертикальным перемещением патрубка, по которому подается флюс в разделку кромок. Если сваривают стыковой шов без разделки кромок, то трактор направляется вручную.
Если сваривают стыковой шов без разделки кромок, то трактор направляется вручную.
Если сваривают шов с разделкой кромок, то на одну из штанг подвески устанавливают копир, состоящий из двух последовательно расположенных роликов, которые при сварке катятся по разделке кромок и тем самым направляют трактор вдоль свариваемого шва.
При сварке угловых швов «в лодочку» копировальным элементом служит ролик, закрепленный на специальной штанге и катящийся по углу свариваемого шва.
Трактор имеет трехкнопочный пульт управления. Кроме того, есть дополнительный пульт управления, используемый при сварке кольцевых швов на цилиндрических изделиях (котлы, цистерны, резервуары), для управления электродвигателем стенда. На стенде вращается свариваемое изделие (рис. 86).
Рис. 86. Стенд сварки швов (а) и флюсоременная подушка (б)
Рассмотрим и шланговый полуавтомат (рис. 87).
Рис. 87. Схема поста полуавтоматической сварки под флюсом:
1 – кассета подающего механизма; 2 – гибкий шланг для подачи электродной проволоки и электрического тока; 3 – ролики подающего механизма; 4 – держатель; 5 – подающий механизм; 6 – аппаратный ящик с электрооборудованием полуавтомата; 7 – сварочный трансформатор
Он сочетает универсальность и маневренность ручной сварки с преимуществами автоматической сварки под флюсом. Полуавтоматическая установка производит только подачу электродной проволоки в зону дуги, а перемещение дуги вдоль свариваемого шва осуществляет сварщик с помощью специального электрододержателя. Сварка производится при повышенных плотностях тока до 200 А/мм2, что позволяет применять электродную проволоку диаметром 1,2–2,5 мм. Высокие плотности тока повышают температурный режим сварки, коэффициент плавления и глубину провара шва. Вследствие этого допускается некоторое уменьшение разделки кромок, уменьшается необходимый расход электродной проволоки на единицу длины разделки кромок. При этом не только повышается производительность процесса сварки, но и значительно сокращается расход электроэнергии.
Полуавтоматическая установка производит только подачу электродной проволоки в зону дуги, а перемещение дуги вдоль свариваемого шва осуществляет сварщик с помощью специального электрододержателя. Сварка производится при повышенных плотностях тока до 200 А/мм2, что позволяет применять электродную проволоку диаметром 1,2–2,5 мм. Высокие плотности тока повышают температурный режим сварки, коэффициент плавления и глубину провара шва. Вследствие этого допускается некоторое уменьшение разделки кромок, уменьшается необходимый расход электродной проволоки на единицу длины разделки кромок. При этом не только повышается производительность процесса сварки, но и значительно сокращается расход электроэнергии.
В сварочном производстве получили большое распространение шланговые полуавтоматы типов ПШ–5, ПШ–54.
Шланговый полуавтомат типа ПШ–54 состоит из источника тока, шкафа управления, кассеты с электродной проволокой, механизма подачи проволоки, гибкого шланга, который заканчивается держателем. Бухта электродной проволоки заправляется в кассету после тщательной очистки от грязи, масла и ржавчины. Подача электродной проволоки осуществляется с помощью электродвигателя трехфазного тока мощностью 100 Вт, который через редуктор вращает ведущий ролик механизма подачи. Между ведущим и поджимным роликами протаскивается электродная проволока. Переключением шестерен коробки скоростей можно изменять скорость подачи электродной проволоки в пределах 78–600 м/ч. Шланговый провод длиной 3,5 м и диаметром 27 мм служит для подачи электродной проволоки по центральному каналу в зону дуги. В шланг вмонтированы провод для подвода сварочного тока и провода управления пуском и выключением электродвигателя механизма подачи, включением и выключением сварочного тока. Держатель представляет собой трубчатый мундштук с ручкой и специальной воронкой для флюса. Воронка вмещает 1,5 кг флюса и снабжена пластинчатой заслонкой. Шкаф управления содержит контрольные приборы (амперметр и вольтметр) и устройства для включения и выключения системы управления.
Бухта электродной проволоки заправляется в кассету после тщательной очистки от грязи, масла и ржавчины. Подача электродной проволоки осуществляется с помощью электродвигателя трехфазного тока мощностью 100 Вт, который через редуктор вращает ведущий ролик механизма подачи. Между ведущим и поджимным роликами протаскивается электродная проволока. Переключением шестерен коробки скоростей можно изменять скорость подачи электродной проволоки в пределах 78–600 м/ч. Шланговый провод длиной 3,5 м и диаметром 27 мм служит для подачи электродной проволоки по центральному каналу в зону дуги. В шланг вмонтированы провод для подвода сварочного тока и провода управления пуском и выключением электродвигателя механизма подачи, включением и выключением сварочного тока. Держатель представляет собой трубчатый мундштук с ручкой и специальной воронкой для флюса. Воронка вмещает 1,5 кг флюса и снабжена пластинчатой заслонкой. Шкаф управления содержит контрольные приборы (амперметр и вольтметр) и устройства для включения и выключения системы управления.
Включение электродвигателя для подачи электродной проволоки и тока сварочной цепи у полуавтомата типа ПШ–54 производится замыканием сварочной проволоки на изделие, а прекращение процесса сварки достигается удалением держателя от поверхности свариваемого изделия, т. е. обрывом сварочной дуги. В полуавтоматах типа ПШ–5 включение и выключение электродвигателя механизма подачи электродной проволоки и тока сварочной цепи производят пусковой кнопкой на рукоятке.
Шланговый полуавтомат типа ПДШ–500 имеет по сравнению с полуавтоматами ПШ–5 две существенные особенности. Полуавтомат работает по принципу зависимости скорости подачи электродной проволоки от напряжения дуги, и поэтому электрическая схема саморегулирования режима сварки сходна со схемой автоматической головки АДС–1000.
Второй особенностью является принудительная подача флюса сжатым воздухом по шлангу через держатель в зону сварки. Подающий механизм, смонтированный на подвижной тележке, работает от электродвигателя постоянного тока через понижающий редуктор. Ведущий и нажимной ролики подают электродную проволоку из кассеты по шлангу в зону сварки.
Ведущий и нажимной ролики подают электродную проволоку из кассеты по шлангу в зону сварки.
Скорость подачи электродной проволоки устанавливают реостатом, включенным в цепь обмотки электродвигателя. На тележке укреплен бункер с устройством для пневматической подачи флюса в зону сварки. Воздух используется от заводской воздушной сети или от компрессора. На специальной панели тележки установлены измерительные приборы и устройства управления.
Полуавтомат типа А–1197 служит для сварки под флюсом и в среде углекислого газа как сплошной, так и порошковой проволокой. Полуавтомат имеет модификации: А–1197С – подающий механизм с асинхронным электродвигателем, а регулирование скорости подачи осуществляется сменными зубчатыми шестернями; А–1197П – подающий механизм с электродвигателем постоянного тока, обеспечивающий плавное регулирование скорости подачи электродной проволоки. Номинальный сварочный ток – 500 А. Диаметр электродной проволоки 1,6–3,5 мм. Скорость подачи электродной проволоки 90–900 м/ч. Шланговые автоматы отличаются от полуавтоматов тем, что вместо держателя для ручного перемещения сварочной дуги применяется самоходная сварочная головка легкого типа с электродвигателем и устройством для перемещения ее по свариваемому изделию вдоль шва.
Шланговые автоматы отличаются от полуавтоматов тем, что вместо держателя для ручного перемещения сварочной дуги применяется самоходная сварочная головка легкого типа с электродвигателем и устройством для перемещения ее по свариваемому изделию вдоль шва.
Таблица 24
Техническая характеристика шланговых полуавтоматов
Шланговый автомат типа АДШ–500 имеет два типа самоходных головок: ГСА–1–2 и ГСА–2–2. Головка типа ГСА–1–2 предназначена для приварки к горизонтальной плоскости различных полос, ребер или других профильных элементов высотой 50–160 мм. Головку типа ГСА–2–2 применяют для тех же работ, но при высоте привариваемых элементов более 160 мм. Она прижимается к свариваемому изделию электромагнитами, полюсами которых служат катки тележки. Сварочный ток устанавливается в пределах 150–600 А. Для включения и выключения сварочного тока автомат оборудован дистанционным кнопочным устройством.
Автомат позволяет производить сварку со скоростью 10–65 м/ч. Флюс подается в зону сварки пневматически. Контрольные приборы – амперметр и вольтметр, а также маховичок потенциометра для плавного регулирования скорости сварки – смонтированы на корпусе механизма подачи электродной проволоки. Вес самоходной головки составляет 10–12 кг.
Флюс подается в зону сварки пневматически. Контрольные приборы – амперметр и вольтметр, а также маховичок потенциометра для плавного регулирования скорости сварки – смонтированы на корпусе механизма подачи электродной проволоки. Вес самоходной головки составляет 10–12 кг.
Разработан способ шланговой многоэлектродной сварки. Он предусматривает подачу в зону дуги с одинаковой скоростью одновременно трех электродных проволок диаметром 1,6–2,0 мм. Это позволяет применять сварочные токи до 800–1000 А и тем самым значительно повышать производительность сварки. Важным преимуществом этого способа является также возможность легирования металла свариваемого шва. Для этой цели применяется легированная сварочная проволока.
Установки и приспособления, служащие для механизации вспомогательных работ, могут быть разбиты на две основные группы: универсальные и специализированные.
Универсальные установки и приспособления применяют при разнообразных сварочных работах. К ним относятся устройства и приспособления общего назначения: стенды и кантователи различной конструкции, струбцины, винтовые стяжки, правильные скобы, хомуты, домкраты и др. Специализированные установки и приспособления разрабатывают и применяют при серийном и массовом производствах. Они представляют собой стенды и установки с неподвижными и подвижными фиксаторами, имеющими зажимные устройства с механическим, пневматическим, гидравлическим или электрическим приводами. Такие устройства позволяют быстро и с достаточной точностью фиксировать взаимное расположение элементов свариваемой конструкции, значительно сокращая объем работ по разметке и проверке сборки свариваемого изделия.
Специализированные установки и приспособления разрабатывают и применяют при серийном и массовом производствах. Они представляют собой стенды и установки с неподвижными и подвижными фиксаторами, имеющими зажимные устройства с механическим, пневматическим, гидравлическим или электрическим приводами. Такие устройства позволяют быстро и с достаточной точностью фиксировать взаимное расположение элементов свариваемой конструкции, значительно сокращая объем работ по разметке и проверке сборки свариваемого изделия.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРесОсобенности сварочного автомата: устройство, виды аппаратов, преимущества
Сварочная проволока с флюсом, по ГОСТу 8713 1979 года, предназначена для неразъемного соединения деталей из стали и сплавов с включением железоникелевой основы. При помощи этого вида сварочных работ можно выполнять любые по сложности стыки.
При помощи этого вида сварочных работ можно выполнять любые по сложности стыки.
Подготовка специалиста для полуавтоматической сварки под флюсом не требует больших затрат времени и средств. Сам флюс – это порошок из гранул, который при горении создает защитный слой из газа и шлака.
Действие защитного покрытия
Электродуговая сварка под слоем защитного порошка – это несложное в исполнении, но качественное и надежное соединение различных металлоконструкций и деталей.
Особенность сварки под флюсом заключена в соединении расплавленного металла двух деталей под слоем специального гранулированного порошка. При большой температуре электрической дуги металл и флюс расплавляются.
Пленка, образовавшаяся при расплаве гранул, защищает сварочную ванночку от воздействия кислорода и окружающей среды, не дает разбрызгиваться металлу.
На шве появляется тонкий слой шлака, который позволяет равномерно остывать сварному соединению. Корка легко удаляется с поверхности шва. Выполнять удаление надо обязательно для визуального контроля качества сварки.
Выполнять удаление надо обязательно для визуального контроля качества сварки.
Чтобы снять шлак, достаточно несильно ударить молотком по нему, и он осыплется. Перед этим необходимо убрать с деталей остатки флюса, его можно использовать на следующем стыке.
Способы работы
Для выполнения соединения с помощью сварки под флюсом наиболее распространены два метода.
Соединение с помощью сварки полуавтоматом. Чтобы обеспечить оптимальную скорость подачи проволоки с флюсом, сварщик подбирает соответствующий режим работы на аппарате, учитывая толщину металла и вид соединения.
Дуга направляется вручную. При этом скорость подачи проволоки, сила тока и угол наклона держателя – это основные факторы, влияющие на качество выполненной работы.
Схема автоматической (роботизированной) сварки предназначена для соединений стыковых и угловых деталей. В этом случае, автомат задает направление движения дуги, скорость подачи проволоки и хода каретки. Такой аппарат при высокой скорости сварки дает качественный шов.
Одна из разновидностей автоматического способа позволяет вести сварку сразу двумя электродами – это тандемный метод. При этом электроды идут параллельно друг другу и находятся в одной плоскости, что позволяет увеличить сварочную ванночку при мгновенном возбуждении электрической дуги. Флюс выполняет защиту шва от кислорода и обеспечивает равномерное остывание.
Виды флюсов
Каждое вещество, водящее в состав флюса, предназначено для сварки определенных металлов и сплавов. Выбирая марку флюса, учитывают, высоколегированная сталь будет свариваться или высокоуглеродистая, или же предстоит сварить цветные металлы, сплавы и так далее.
По методу производства флюсы разделяют на два вида:
- неплавленые (испеченные и керамические) – гранулы с легирующими добавками, обеспечивающими высокое качество сварного соединения;
- плавленые – с включениями стекла или пемзы.
Испеченные и керамические флюсы изготавливают, измельчая основной материал и соединяя раствор с жидким стеклом. Применяются для добавления легирующих присадок в тело шва. Плавленые флюсы изготавливаются при спекании основных материалов.
Применяются для добавления легирующих присадок в тело шва. Плавленые флюсы изготавливаются при спекании основных материалов.
Флюсы для защиты шва выпускаются отдельно для электро и газосварки. Они отличаются по химическому составу. Гранулы, в которых содержится определенное количество фторидов, хлоридов, предназначены для электродуговой сварки с переплавом шлаков с активными металлами. Это солевые гранулы.
Комбинация солевого и оксидного растворов позволяют использовать смешанные флюсы для провара легированной стали. Оксидный флюс предназначен для соединения конструкционных сталей с большим содержанием фтора.
Классификация сварочной проволоки
Сварка полуавтоматом выполняется флюсовой проволокой без газа для повышения качества соединения деталей. От типа стержней и химического состава зависят механические показатели сварочного соединения.
Важно. Стальная проволока для сварки под флюсом должна соответствовать ГОСТу 2246 1970 года и применяться в зависимости от материала деталей.
Проволоку делают из трех видов сталей:
- легированных;
- высоколегированных;
- конструкционных, низкоуглеродистых.
Сечение сердечников, в зависимости от толщины металла, изготавливается диаметром не более 12 мм. Поставляется в бухтах не более 80-ти м длины. По желанию заказчиков возможна намотка на кассеты или катушки.
Хранить стальную проволоку нужно в сухих помещениях. При образовании ржавчины бухты обрабатывают с помощью бензина или керосина.
Для сварки алюминиевых деталей проволоку изготавливают по ГОСТам 7871 и 16130. Для этого производятся и наиболее часто применяются омедненные проволоки, не требующие обрабатывания при сварке.
Особенности и преимущества
Преимущества полуавтоматической и автоматической сварки под защитным слоем флюса позволяют занимать этому типу неразъемного соединения одно из лидирующих мест.
Высокий уровень производительности
По этой характеристике преимущество перед ручной сваркой минимум в 6 раз, некоторые специалисты считают, что намного больше. Но это не предел, повышая коэффициент работы сварочного автомата, увеличивается величина производительности труда. Еще одна причина, позволяющая достигнуть таких результатов – это применение высоких значений силы тока при сварке.
Но это не предел, повышая коэффициент работы сварочного автомата, увеличивается величина производительности труда. Еще одна причина, позволяющая достигнуть таких результатов – это применение высоких значений силы тока при сварке.
Плотный слой материала флюса не позволяет металлу растекаться, при этом происходит хорошее формирование шва. При повышенных значениях тока, этим оборудованием можно надежно обеспечить провар даже толстого металла без большой разделки кромок. Поэтому производительность еще больше вырастает. Снижается время на зачистку брызг и сильного растекания металла.
Повышается качество шва
Качество соединения растет благодаря тому, что расплавленный металл не подвергается воздействию кислорода и других веществ атмосферы.
Существует возможность широкого выбора материала сварочной проволоки. Применяя ту марку, которая лучше всего подходит для сварки, можно получить однородный по составу шов.
Появляется возможность придания шву отличной формы, с требуемым катетом шва. Благодаря защитной пленке, которая образуется при сгорании флюса, в швах нет подрезов, непроваров, пор и трещин. Наконец, нет необходимости в замене электродов, поэтому шов получается ровным, без разрывов.
Благодаря защитной пленке, которая образуется при сгорании флюса, в швах нет подрезов, непроваров, пор и трещин. Наконец, нет необходимости в замене электродов, поэтому шов получается ровным, без разрывов.
Экономный расход материалов и улучшения условий работы сварщика
При сварке под флюсом понижается расход проволоки до 35%, при сравнении со сваркой электродами. Не расходуется материал на отходы, в виде огарков и разбрызгивания металла.
При этом способе угарный газ выделяется в меньших количествах, глаза и лицо специалиста не подвергается сильному ультрафиолетовому излучению, как при электросварке.
Оборудование
Производится оборудование 2 видов для сварки деталей под флюсом. В первом виде используют сварочную проволоку толщиной не более 3 мм.
Принцип устройства такого сварочного аппарата предполагает самостоятельную регулировку дуги (напряжения на ней), в то время как проволока подается с постоянной скоростью.
Второй вид – это оборудование, в котором автоматически регулируется сила тока, в зависимости от скорости подачи сварочных проволок. Диаметр электродной проволоки для такого оборудования начинается от 3 мм.
Диаметр электродной проволоки для такого оборудования начинается от 3 мм.
Производятся сварочные полуавтоматы и устройства для автоматической сварки. Выпускают универсальные аппараты, на которых можно проводить сварку порошковой проволокой, под флюсом, MIG, а также электродуговую строжку. Ток достигает значений 300…1500 A.
Современные автоматические модели оснащают механизмом, который позволяет собрать нерасплавившийся флюс и отправить его назад в емкость для загрузки. Существует функция контроля пропорциональности шва.
В промышленности распространены самоходные аппараты (трактора, подвесные головки), позволяющие автоматически варить объемные и протяженные конструкции. Если сварочный аппарат оснащен лазером, то это дает возможность отслеживать положение электрода. Причем экран можно устанавливать на расстоянии порядка 20 метров.
Область применения
Необходимо разобрать, где применяется сварку под флюсом, которая по праву считается одним из основных методов получения неразъемного соединения. Сварка выполняется в нижнем положении, для соединения деталей встык, внахлест, для угловых способов соединения.
Сварка выполняется в нижнем положении, для соединения деталей встык, внахлест, для угловых способов соединения.
Ранее способ использовали только при сварке металлоконструкций из конструкционных сталей. При разработке новых технологий появилась возможность проводить сварку всех видов стали и никелевых сплавов. Для этого используется проволока, подходящая по своему составу.
Титан и его сплавы, медь и сплавы на ее основе, алюминиевые сплавы и чистый металл – эти материалы успешно и надежно соединяют с помощью сварки под флюсом.
С применением метода под флюсом варят сложные строительные конструкции, мосты, трубы, резервуары, морские и речные суда. Экономически выгодно использовать данный метод для листов толщиной от 6 мм.
Важно правильно подобрать режим работы, материал проволоки и вид флюса. Шов сможет выдержать большие перепады температуры, воздействия агрессивных сред. Стык, выполненный профессионалом, выдержит очень высокое давление и будет надежен в условиях полного вакуума.
Источник: https://svaring.com/welding/vidy/osobennosti-svarki-pod-flyusom
Сварка автомат и полуавтомат чем отличаются и как работают: что нужно для полуавтоматической сварки
Сварка с помощью автомата и полуавтомата позволяет создавать высококачественные надежные соединения деталей из разнообразных металлов совершенно любой толщины.
По этой причине она широко применяется на крупных производственных предприятиях разных отраслей промышленности. Но работа с полуавтоматическим оборудованием отличается от сварки полностью автоматизированным агрегатом.
Полуавтоматическая сварка: принцип работы, видовое разнообразие
Сварочный аппарат состоит из следующих компонентов:
- горелка;
- шланг для подачи проволоки;
- механизм подачи проволоки;
- панель управления рабочими процессами;
- проволока в мотке;
- электропровод;
- система полуавтоматического управления;
- шланг для подачи газа;
- редуктор для снижения газового давления;
- нагреватель;
- баллон с газом высокого давления;
- выпрямитель.


На отечественном рынке присутствует большое разнообразие подобного оборудования. Дабы упорядочить его виды, обратимся к одной из наиболее распространенных классификаций. По мере автоматизации сварных процессов сварочные аппараты могут быть ручными, полуавтоматическими и автоматическими.
- Первый тип подобного оборудования более подходит для бытового использования, а второй и третий – для применения на крупных предприятиях, так как сварочные автоматы, полуавтоматы отличаются более высокой производительностью за единицу времени, а также позволяют получить более качественные соединения металлов, нежели при работе ручным сварным агрегатом.
- Но стоит заметить, что автоматические сварки стоят значительно дороже ручных агрегатов, поскольку характеризуются более высоким комфортом для пользователя, имеют широкие функциональные возможности, работают дольше.
- Чтобы понять иные достоинства полуавтоматов, нужно уяснить, как работает полуавтоматическая сварка:
- внутри аппарата находится катушка с проволокой, выполняющей функцию плавящегося электрода и автоматический механизм подачи такой проволоки;
- подвижная проволока пропускается через газовое сопло под напряжением, что приводит к ее расплавлению;
- стабильная длина дуги обеспечивается автоматическим механизмом подачи сварки;
- оператор выбирает на свое усмотрение направление тока и скорость подачи проволоки для сварки, учитывая вид металла и скорость перемещения газовой горелки.

Зависимость угла наклона горелки от толщины заготовки.
Понимание принципа работы полуавтоматической сварки позволяет уяснить, чем отличается автомат от полуавтомата. В автомате абсолютно все процессы автоматизированы, то есть, выполняются системой управления. В полуавтоматических сварочных аппаратах, как было сказано выше, некоторые из операций остаются за сварщиком.
Полуавтоматическая сварка делится на разные виды, исходя из наличия определенных характеристик.
По способу защиты материала в процессе выполнения сварных работ различают полуавтоматы для сварки:
- под флюсом;
- в инертных и активных газах.
Также полуавтоматы могут быть:
- Однофазными.
Функционируют от сети с напряжением в 220В, но если оно скачет, электрическая дуга не будет постоянной. Такое положение дел опасно появлению дефектов на сварных соединениях. - Трехфазными.
Функционируют не от каждой розетки, однако гарантируют высокое качество работы при любых нагрузках.

Чтобы стать высококвалифицированным сварщиком, важно уяснить, что нужно для сварки полуавтоматом: каких правил придерживаться, какие расходные материалы использовать.
Правильная техника сварки с помощью полуавтомата
Техника варения сварочным полуавтоматом крайне важна для получения качественных соединений, которые не утратят первоначальных эксплуатационных параметров со временем. Она отличается от технологии выполнения электродуговой ручной сварки.
Существенно и различие автоматически функционирующих приборов от полуавтоматических агрегатов. Рассмотрим основные техники сварных работ полуавтоматом.
Особенности сварных работ в среде защитного газа
При выполнении сварочных работ с использованием полуавтоматического оборудования может применяться газ. Это позволяет снизить процесс окисления металлической детали, подвергаемой сварке, и повысить прочностные характеристики созданного соединения.
Газ для сварочного полуавтомата можно применить разный, но чаще остальных используют: углекислый газ, гелий. Объяснить такую тенденцию можно их доступностью и низким расходованием при выполнении сварных работ.
Объяснить такую тенденцию можно их доступностью и низким расходованием при выполнении сварных работ.
Технология сваривания позволит понять, как пользоваться сварочным аппаратом при работе с газами.
Сварка в среде защитного газа.
Их существует несколько видов:
- Непрерывное сваривание подразумевает ведение горелкой или электродом от начала и до конца шва.
Такая техника требует большого мастерства. - Точечная сварка предполагает соединение металлических деталей путем организации множества сварных точек, а не при помощи сплошной дорожки.
- Сварное соединение коротким замыканием осуществляется, в большинстве ситуаций, для тонколистового металла путем его расплавления за счет подачи импульсов от короткого замыкания, образуемого в аппарате.
После замыкания расплавленный металл образует каплю, которая и соединяет две детали.
Многие мастера выбирают режим переменного тока при выполнении сварки полуавтоматом с углекислым газом. В начале работы оборудование следует настроить, исходя из типа рабочего металла и его толщины. Режим сварки определит расход газа, а вот проволока расходуется, в среднем, по 4 см за секунду.
Режим сварки определит расход газа, а вот проволока расходуется, в среднем, по 4 см за секунду.
После настройки оборудования и подготовки деталей можно начать соединение поверхностей с помощью полуавтомата. Включите подачу газа, возбудите электрическую дугу, коснувшись проволокой рабочей детали. Нажатие на кнопку Пуск на корпусе агрегата запускает механическую подачу электрода.
Качество швов определит соблюдение важных нюансов при работе:
- держите и ведите проволоку строго прямо, но не вплотную к заготовке, чтобы сохранить хороший обзор сварной ванны;
- соблюдайте нужный интервал между кромками свариваемых деталей при работе;
- согласно данной технологии толщина изделия до 1 см требует зазора не более 1 мм, а толщина изделия более 1 см требует зазора в размере 10% от данной величины.
Технология работы с алюминием
Сварка полуавтомат позволяет варить разного рода металлы, и в том числе алюминий.
Схема сварки металла горелкой.
Но при работе с таким металлом важно соблюдать особые правила, поскольку процесс характеризуется особенными свойствами:
- Поверхность алюминия покрыта тонким слоем амальгамы с температурой плавления намного выше, нежели у самого металла.
Поэтому потребуется применить инертный газ – аргон. - Алюминий быстро поддается плавлению, поэтому течет.
Чтобы избежать негативных последствий при работе сварочным полуавтоматом, примените подложка. - Сама сварка осуществляется плавящимися электродами при постоянном токе обратной полярности.
То есть, на деталь фиксируется отрицательный заряд, а на горелке – положительный.
Описанные приемы выполнения сварки алюминия позволят добиться качественного плавления заготовки и быстрого разрушение верхнего слоя, что в итоге обеспечит сварщику возможность создать надежные сварные швы.
Сварка с проволокой
Сварочный аппарат полуавтоматического типа позволяет работать в газовой среде или без применения углекислоты, гелия, аргона. Соединения металлических деталей можно выполнить под флюсом, но такую технологию чаще используют в промышленных условиях, чем в быту из-за высокой стоимости флюса.
Для понимания специфики работы таким методом, стоит выяснить основные характеристики флюса. Это порошок, который помещен в середину сварного электрода.
Он плавится при воздействии высокой температуры и выделяет облако газа, надежно защищающее сварную ванну от риска окислиться. При этом инертный газ из баллона не расходуется.
Специалисты не рекомендуют использовать полуавтомат вместе с самозащитными электродами, если работать приходится со слишком тонкими листами или среднеуглеродистой сталью. Иначе могут появиться дефекты в виде горячих трещин.
А чтобы повысить температуру сварной электрической дуги для максимально оперативного расплавления порошка внутри сварного электрода, стоит применить обратную полярность.
Основные правила при проведении сварочных работ
Принцип полуавтоматической сварки проволокой.
При выполнении сварочных работ на промышленных объектах используется сварка автомат или полуавтомат: в чем разница между этими видами сварных приборов максимально быстро поймет опытный мастер:
- автоматическая сварка сопровождается механизированным движением дуги и подачей электродов;
- полуавтоматическая сварка подразумевает механизированную подачу проволоки и ручное перемещение дуги.
Новичку в подобных вопросах важно овладеть основными правилами высококачественной сварки. Стать профессионалом и мастерски справляться с полуавтоматом можно только при изучении всех тонкостей сварки таким типом сварного оборудования.
Немаловажно при этом соблюдать технику безопасности: надевайте форму и маску для защиты от ультрафиолетового ожога. Внимательно изучите и всегда придерживайтесь норм и стандартов по ГОСТу. Не пренебрегайте правилами, которые помогут уберечься от травм.
Использовать преимущества полуавтоматической сварки в полной мере можно только, если понимать специфику работы с таким оборудованием.
Специалисты рекомендуют выполнить пробный шов на черновой детали или в том участке детали, где он будет практически не заметен. Это позволит убедиться в правильности установленных настроек на полуавтомате для сварки.
Обязательно прочтите инструкцию к прибору перед его включением, а в последствие соблюдайте ее беспрекословно.
Заключение
Полуавтоматом для сварки пользуются как на промышленных объектах, так и для выполнения бытовых операций. Чтобы работать сваркой полуавтоматического типа мастерски, важно понимать, для чего нужен такой прибор: он позволяет выполнять надежные и долговечные сварные соединения металлических деталей.
При этом некоторые процессы в работе автоматизированы и не требуют внимания со стороны сварщика, но есть и такие, которые потребуется выполнить вручную.
Источник: https://tutsvarka.ru/vidy/svarka-avtomat-i-poluavtomat
Полуавтомат сварочный — устройство, виды, настройка
Полуавтомат сварочный — это оборудование, относящееся к усовершенствованному виду электрической сварки, значительно ускоряющему рабочий процесс. Стоимость аппаратов, которая ниже аргоновых устройств, позволяет применять их на многих заводах и мелких мастерских. Каков принцип работы сварочного полуавтомата? Из чего состоит оборудование? Как его настраивать и что им можно варить?
Сварочный полуавтомат — принцип работы
Что такое сварочный полуавтомат? Исходя из названия, данное оборудование автоматизирует некоторые элементы в процессе сваривания. Суть метода состоит в электродуговой сварке, выполняемой вручную специалистом, но подача металла электрода осуществляется автоматическим способом.
Рабочий ток выдается инверторным аппаратом, преобразующим переменное напряжение из обычной сети в постоянное. При этом значение V понижается, а А увеличивается. От оборудования исходит два контакта (+ и -), один из которых подсоединяется к свариваемому металлу. Подключенный на массу всегда должен быть «минус».
«Плюс» — это весь кабель-рукав горелки. Через нее подается проволока, на которую переносится напряжение специальным контактором. Соприкасаясь концом с изделием возбуждается дуга. Проволока плавится, как и, обычный электрод, создавая сварочную ванну. Одновременно оплавляются кромки металла и, смешиваясь с присадочным, образуется шов.
Регулируя диаметр проволоки, возможно сваривать металл разной толщины. В сопле имеются отверстия для подачи защитного газа, который вместо обмазки электрода, создает воздушное облако, препятствующее взаимодействию жидкого металла и внешней среды.
Мундштук на конце горелки направляет поток газа в нужную сторону, не давая ему рассеиваться хаотично.
Инверторный полуавтомат имеет в составе специальный механический блок с электронной регулировкой, отвечающий за подачу проволоки. Это значительно облегчает работу, и позволяет создавать беспрерывные швы любой длины.
Полуавтоматическая сварка широко используется на огромных заводах, небольших производствах и автомастерских. Благодаря возможности замены материала присадочной проволоки, этот метод позволяет сваривать:
- «черные» металлы;
- алюминий;
- нержавеющую сталь.
Сварка полуавтомат способна соединять изделия под высокую коррозионную нагрузку. Это используется в химической промышленности для создания емкостей под жидкости с агрессивной средой.
Сварка полуавтоматом задействована в изготовлении дверей, козырьков, беседок и гаражей. Она активно применяется для сварки труб на территории предприятий.
Благодаря возможности отрегулировать напряжение на низкий уровень, сварочный аппарат задействуют в машиностроении и ремонте корпусов автомобилей.
Преимущества полуавтоматического вида сварки
Повсеместное применение эти устройства получили ввиду ряда выгодных особенностей оборудования и метода сварки. Вот основные:
- сваривание как толстых, так и тонких листов стали;
- отсутствие необходимости в зачистке кромок до блеска;
- доступная цена аппаратов и расходных материалов;
- легкая настройка полуавтомата на разные режимы;
- быстрое обучение для начинающих;
- широкий спектр свариваемых металлов;
- малое количество брызг и незначительная последующая обработка шва;
- высокая скорость;
- способность заплавлять широкие зазоры;
- хорошая видимость ванны без шлаковых масс;
- герметичные швы под жидкости и газы.
Устройство полуавтомата
Существует много фото, где хорошо видно ключевые элементы, входящие в сварочный полуавтомат инверторного типа. Их можно разделить на несколько важных узлов, каждый из которых выполняет свою роль. Вот их описание и предназначение.
Инверторный аппарат
Представляет из себя корпус с несколькими блоками внутри, работающий от сети в 220/380 V. В рабочем процессе участвуют:
- Вал для крепления сварочной проволоки. Он снабжен фиксатором, исключающим непроизвольное соскакивание катушки в процессе вращения.
- Реле и клапана, запускающие подачу защитного газа.
- Электронная схема, распределяющая напряжение.
- Преобразовывающий блок.
- Прижимной механизм для подачи проволоки.
- Измерительные приборы.
- Переключатели, которыми выполняется регулировка.
Подобные аппараты могут быть небольшого размера, одеваемые на плече, или более крупные модели, перемещаемые на платформе с роликами.
Горелки и каналы
На фото можно увидеть составляющие ключевого элемента для создания шва — горелки. Она состоит из:
- рукоятки;
- кнопки запуска;
- контактного наконечника, из которого выходит проволока;
- газового сопла;
- мундштука.
Для обеспечения работы горелки используется кабель-канал, в котором помещены раздельно: сварочный кабель, шланг с защитным газом, направляющий канал для предотвращения заворачивания проволоки.
Принципиальная истина относительно этого канала состоит в том, что чем он длиннее, тем более маневренный сварщик. Но параллельно с этим возрастает риск заедания в подаче присадочного материала.
Электрическая цепь замыкается благодаря присоединению второго кабеля на изделие.
Газовое оборудование
Неотъемлемой составляющей устройства, как видно на многих фото, является газовый баллон. Он устанавливается отдельно или возится вместе с аппаратом на тележке. К баллону крепится редуктор и измерительные манометры, для показания количества газа и давления в рабочем рукаве. Шланг от редуктора фиксируется на специальный штуцер в сварочном устройстве.
Характеристики сварочного полуавтомата
Этот тип оборудования классифицируется по нескольким параметрам, от которых исходят его характеристики. Вот основные элементы:
- Материал присадки. Может быть обычной (углеродистая сталь), либо нержавеющая проволока. В специализированной промышленности используется алюминиевая. В химическом производстве применяется трубчатая проволока с порошком внутри, который образует дополнительный защитный слой. После застывания порошок отбивается как обычный шлак.
- Диаметр присадки. Применяются различные величины, в зависимости от толщины изделия. Рабочие значения от 0,8 мм до 1,6 мм.
- Механизм подачи. Существует толкающий вид, тянущий и смешанный, соединяющий в себе оба способа.
- Защитный газ. Для сварки углеродистой стали используется углекислота. Если требуются мощные соединения, то подключают смесь, вмещающую аргон и углекислоту. Аналогично применяется гелий. В особых условиях засыпают в отдельную воронку флюс, высыпающийся в сварочную ванну.
- Питание от сети в 220 или 380V.
- Временная занятость оборудования — полный рабочий день или два три часа.
- Размеры установки. Компактные аппараты можно переносить с собой по цеху. В этом случае должна быть подходящая длина газового шланга. Более крупные устройства катают на тележке вместе с баллоном, что позволяет варить полуавтоматом в любом месте, где есть розетка с соответствующим напряжением. Стационарные аппараты стоят на крупных предприятиях и ими сваривают большие изделия на крутящейся основе.
Благодаря комбинированию этих элементов можно правильно подобрать оборудование и настроить его работу для конкретного вида материала. Для более тонкой регулировки задействуют дополнительные функции.
Для того, чтобы варить полуавтоматом, нужно правильно запитать его током и грамотно настроить. Как подключить полуавтомат на производстве или в гараже? Если в розетке нет заземления, следует позаботиться о создании этого элемента самостоятельно. Забитый в землю кол и проложенную шину прикрепляют к корпусу аппарата через клемму и болт. После этого можно безопасно приступать к работе.
Как настроить сварочный полуавтомат в зависимости от толщины изделия и вида проволоки? Для этого существуют несколько ключевых элементов, которые раскрывает таблица ниже:
| 1 — 1,5 | 0,8 | 20 | 70-80 | 150 |
| 2 | 1 | 20 | 150-170 | 150 — 180 |
| 3 | 1,2 | 21 | 180-230 | 180 — 240 |
| 4 — 5 | 1,2 | 25 | 200-300 | 350 — 450 |
| 8 | 1,6 | 30 | 300 | 550 — 650 |
Кроме этого важно подобрать ролики, соответствующие диаметру проволоки. Слишком широкая канавка приведет к задержке присадки, а мелкая к заклиниванию роликов.
Как правильно выполнена настройка поможет определить «поведение» присадки: если она расплавляется не доходя до ванны, следует уменьшить силу тока. Если проволока «прокалывает» сварочную ванну, необходимо увеличить Амперы, и понизить скорость подачи. Расход газа должен быть в пределах 6-11 литров в минуту.
Но показания манометра не всегда точны, поэтому ориентироваться следует на негромкое шипение и отсутствие пор в шве после окончания работы.
Особенности шва в пространственном положении
Полуавтоматом накладывают швы по принципу обычной дуговой сваркой. Разница заключается только в том, как работает сварщик с вертикальными стыками. Для того, чтобы выполнить вертикальный шов полуавтоматом, необходимо вести сварку сверху вниз. На видео в интернете видна важность поперечно колебательных движений по сторонам.
Если держать горелку долго на одном месте, расплавленный металл начнет стекать вниз. При наличии широкого зазора, сперва, делается «мостик» между частями изделия в верхней точке. После чего производится заполнение соединения металлом. Для герметичности, при окончании сварки следует вывести ванну за пределы стыка на цельный материал.
Начинающие сварщики быстро учится выполнять качественные швы на таких аппаратах, поскольку в них нет шлака, и лучше видно сварочную ванну. Зная устройство и принципы настройки полуавтомата, можно выполнять различные работы в производственных и домашних условиях.
- Поделись с друзьями
- 1
- 0
- 0
- 0
Источник: https://svarkalegko.com/oborudovanie/poluatomat.html
Чем отличается сварочный автомат от сварочного полуавтомата?
Время чтения: 6 минут
Сейчас для сварки металла может использоваться самое разнообразное сварочное оборудование. В магазинах представлены различные агрегаты: сварочные инверторы, трансформаторы, выпрямители, полуавтоматы и, конечно, автоматы.
Все они существенно отличаются друг от друга. И если рядовой домашний сварщик знает, что инвертор и трансформатор — это две абсолютно разные вещи.
То разница между полуавтоматом и автоматом не так очевидна, если не знать особенностей этих аппаратов.
В этой статье мы подробно расскажем, что такое сварка автомат и полуавтомат чем отличаются два этих сварочных аппарата и какими преимуществами обладает автомат.
Общая информация
Сварочный автомат — это разновидность сварочного оборудования. Автомат применяется при автоматической сварке. Автоматическая сварка не требует от сварщика даже навыков сварки. Все, что необходимо — это правильно настроить аппарат. Всю остальную работу он выполнит без посторонней помощи.
Сварочный автомат для сварки— это сложный агрегат, который, тем не менее, способен стабильно работать даже при существенных нагрузках. При этом качество швов во многом зависит от правильно подобранных настроек. Ну а поскольку при такой технологии сварщик не участвует в самом процессе сварки, то он называется оператором.
Сварочный автомат выполняет сразу целый комплекс задач. Он не только поджигает дугу и ведет шов, но и защищает зону сварки от кислорода (этим занимаются автоматы для сварки под флюсом), а также подает сварочную проволоку в сварочную ванну.
Технология автоматической сварки под флюсом
Достоинства сварочного автомата
У сварочного автомата множество достоинств. И связаны они именно с отсутствием человеческого фактора. Автомат способен беспрерывно работать на протяжении суток, выдавая один и тот же стабильный результат. Ни один человек не может похвастаться такой же работоспособностью и качеством.
При этом автомату все равно, какую именно сварку производить. Это могут быть маленькие детали с тонкими швами, или конструкции больших размеров. Автомат никогда не устает и не требует отпуска, перерыва или больничного.
Даже если оператор случайно выставит не те настройки, эту проблему можно легко и быстро исправить. А если сварщик из-за своего физического или психологического состояния выполнит работу некачественно, заготовка отправится в брак.
Также автомат может выполнять сварку в труднодоступном для человека положении. И даже больше: регулировать все настройки в автоматическом режиме, если это необходимо. Например, многие автоматы способны без проблем восстановить заданные настройки и продолжить работу после внезапного отключения электричества. И для этого не потребуется помощь оператора.
Автоматы равномерно используют расходные материалы, поэтому на производстве никогда не будет перерасхода или «внезапного» исчезновения газа из баллона, бухт с проволокой и т.п. Поэтому автоматические сварочные аппараты считаются одними из самых экономичных, хоть и требуют большого количества электроэнергии для стабильной работы.
Учтите, что во время автоматической сварки сам оператор не участвует в сварочном процессе, поэтому исключена угроза его здоровью и жизни. Это достоинство особенно важно на опасных производствах.
Отличие автомата от полуавтомата
Различия между автоматом и полуавтоматом очевидны, не смотря на похожие названия и технологию сварки. Но, обо всем по порядку.
Теперь вы знаете, что автоматическая сварка проводится непосредственно под руководством оператора. Оператор настраивает автомат, а тот затем выполняет весь сварочный процесс. В этой цепочке человек играет роль настройщика. Он не поджигает дугу, не ведет шов и не следит за сваркой. Его задача — подобрать режим сварки и дать «команду» автомату.
Полуавтоматическая сварка — это совершенно иная технология. Она так же использует присадочную проволоку, газ, флюс и прочие расходные материалы. Но при этом всю работу выполняет сварщик.
При полуавтоматической сварке человек не только настраивает аппарат, но еще и сам выполняет всю работу. Проще говоря, ведет горелку и формирует шов. Единственное, что выполняется в автоматическом режиме — это подача сварочной проволоки.
Отсюда и название «полуавтоматическая сварка».
Зачем нужна полуавтоматическая сварка, если есть автомат?
Многие новички, прочитав эту статью, могут задаться подобным вопросом. Ведь с первого взгляда автоматическая сварка выигрывает во всем. Она экономична, производительна и исключает человеческий фактор. Но, не все так просто.
В большинстве случаев применяется именно полуавтоматическая сварка. Автоматы оправданы только на крупномасштабном серийном производстве, где работы производятся практически без перерыва.
Но такие производства составляют очень небольшой процент среди сфер, где применяется сварка. В большинстве случаев у предприятий и мастерских нет необходимости закупать такое дорогое оборудование.
Им проще нанять сварщика и применять полуавтоматическую сварку, поскольку она оказывается более целесообразной при сварке в небольших объемах.
Именно поэтому не существует ответа на вопрос: «Что лучше —сварочный аппарат автомат или полуавтомат?». Все зависит от конкретной ситуации. Где-то полуавтомат будет недостаточно эффективен, а где-то автомат съест весь бюджет предприятия и не оправдает себя.
Также учтите, что для автоматической сварки необходимо создать оптимальные условия. Настройка автомата — это дело непростое. Им должен заниматься специалист, понимающий все тонкости и сложности процесса.
Машина не обладает интеллектом и порой не способна избежать критичных ситуаций. К тому же, сварочный полуавтомат гораздо дешевле и компактнее автомата. В большинстве случаев его даже можно перевозить вместе с баллоном на специальной тележке.
Автомат не может этим похвастаться.
В остальном же, автоматический и полуавтоматический сварочный процесс ничем не отличаются, кроме присутствия человека. И там, и там применяется защитный газ, порошковая проволока или флюс. И там, и там используется присадочный материал и горелка.
Вместо заключения
Сварочные автоматы и полуавтоматы во многом схожи. Единственное отличие заключается в полной автоматизации сварочного процесса. В полуавтоматической сварке мастер должен сам поджигать дугу и формировать шов.
Без его участия подается лишь проволока в зону сварки. А при использовании автомата сварка выполняется в автоматическом режиме, сварщику необходимо лишь задать нужные параметры.
С остальными процессами аппарат справится самостоятельно.
Теперь вы знаете, что такое полуавтоматическая и автоматическая сварка, чем отличается одна технология от другой и в каких случаях применение автоматической сварки невозможно. Не смотря на то, что все работы проводятся практически без участия сварщика.
Источник: https://svarkaed.ru/oborudovanie-dlya-svarki/apparaty/po-tipu-raboty/chem-otlichaetsya-svarochnyj-avtomat-ot-svarochnogo-poluavtomata.html
Изучаем устройство сварочного автомата
Сварочный аппарат-автомат представляет собой устройство, где сварочная головка объединена со специальным механизмом, который обеспечивает подачу присадочной проволоки вдоль формируемого сварного соединения.
Кроме того, здесь предусмотрены конструкции, позволяющие подавать флюс, несколько выносных пультов управления, которые позволяют быстро отрегулировать скорость подачи присадки, силу тока и много других немаловажных параметров, обеспечивающих качественный шов.
Мощность аппаратов может серьезно отличаться.
Разновидности автоматических аппаратов
Стоит отметить, что автоматические аппараты могут быть специализированными или универсальными. Отличаются эти устройства по ряду признаков, которые, так или иначе, характеризуют их полезные эксплуатационные свойства:
- Сварочные автоматические конструкции бывают самоходными и несамоходными, причем последние получили название «подвесные»;
- Очень важна разновидность используемых электродов. Универсальное оборудование рассчитано почти на все типы, в том числе на неплавящиеся, производимые из вольфрама. Специализированные аппараты при проведении сварки пользуются только одним из разновидностей данного расходного материала;
- Тип плавки электрода – проводной, штучный либо ленточный;
- Способ защиты участка, где производится сварочная деятельность – флюс, защитная газовая среда (углекислый газ, аргон, гелий и другие вещества), комбинированная технология, где флюс сочетается с газовой средой;
- Разновидность используемого тока: оборудование может быть рассчитано на постоянный или переменный ток. В продаже сегодня имеются установки, которые способны работать при обоих разновидностях напряжения;
- Технология подачи присадочной проволоки: регулируемая в ручном режиме, регулировка осуществляется в зависимости от того, какое напряжение подается электрическую дугу;
- Методика формирования сварного соединения – свободная или принудительная технология;
- Способ регулирования сварочного тока – плавный, ступенчатый или комбинированный.
Технология проведения работ
Если планируется использовать сварочный аппарат-автомат, то в большинстве случаев вместо электродов будет применяться специальная присадочная проволока, которая наматывается на особую катушку. Она закрепляется в подающем механизме и подается в район формирующегося шва при помощи системы роликов. Автоматическая подача производится во многом за счет электрического двигателя.
Перемещение и выпрямление производится внутри данного механизма, после чего проволока попадает в мундштук, через который и выходит к сварной дуге.
Рабочее пространство отличается незначительными размерами, особенно у аппаратов марки Leister, поэтому даже очень высокую плотность электрического тока можно направлять на расплавление металла и при этом не опасаться, что проволока или оборудование начнет перегреваться.
Главным качеством автоматических аппаратов Ляйстер, как и у большинства других марок, является равномерная подача проволоки за счет надежного механизма, поэтому не придется делать поправку на дугу, изменяющую свою длину.
Стоит отметить, что в продаже имеется оборудование фирмы Твинни Т, которое может зажигать дугу самостоятельно, без контакта с соединяемыми заготовками.
Основные задачи, которые позволяет решить сварочный автомат при соблюдении технологии выполнения работ, представляют собой набор следующих моментов:
- Скорость подачи присадочной проволоки находится в прямой зависимости от напряжения, под которым работает электрическая дуга, а также от ее плотности. Чем меньшей будет дуга, тем медленнее будет производиться подача расходного материала. Благодаря такому технологическому решению напряжение на дуге остается постоянным в течение всего времени проведения работ. Соответственно, расход проволоки будет оптимальным – не слишком маленьким, но и не слишком большим, что позволяет формировать наиболее качественное сварное соединение;
- Строительные и монтажные работы, осуществляемые при помощи данного оборудования, будут производиться в нормальном режиме даже в случае, если в сети возникнет короткое замыкание. Когда напряжение пропадает присадочный материал резко отводится от соединяемых заготовок. При восстановлении тока, проволока выдвигается и быстро замыкает дугу, делая ее стабильной.
Положительные и отрицательные качества автоматической сварки
Главной эксплуатационной характеристикой автоматического оборудования марок Твинни Т, Telmig 170 и других является максимально высокая производительность, которая в несколько раз выше по сравнению с ручной дуговой или полуавтоматической сваркой.
Кроме того, здесь к минимуму сведена вероятность влияния человеческого фактора. За счет этой особенности сварное соединение получается максимально ровным как в ширину, так и по толщине. Такую сварку очень удобно применять для работы в труднодоступных местах. Не приходится производить регулировку подаваемого на электрод напряжения и скорости его подачи к свариваемым элементам.
Человеку в процессе выполнения сварочных работ не приходится находиться в непосредственном контакте с отравляющими веществами, которые выделяются в процессе сварки, поэтому состояние его здоровья находится вне опасности.
Главным отрицательным моментом при использовании такой технологии являются довольно большие затраты времени, направленные на организацию процесса. Кроме того, шов при его формировании подкорректировать не представляется возможным, так как все основные его качества определяются устройством еще перед началом проведения работ.
Источник: https://electrod.biz/oborudovanie/izuchaem-ustroystvo-svarochnogo-avtomata.html
Отличие сварочного автомата от сварочного полуавтомата: сравнение характеристик, плюсы и минусы
В наше время сварка металла выполняется разной техникой. Магазины переполнены аппаратами: трансформаторами, инверторами, выпрямителями, полуавтоматами и, естественно, автоматами.
У них есть серьезные отличия. Если любой мастер может различить трансформатор и инвертор, то, без знаний тонкостей этих аппаратов, разница полуавтомата и автомата не на столько отчетлива.
Наша публикация детально покажет отличие сварки автомата от полуавтомата, и объяснит превосходство первого над вторым.
Сварочный автомат — это вариация прибора для сваривания, он нужен для автоматической сварки. Здесь не требуется никакого особого умения. Достаточно правильно настроить технику, а всё остальное она сделает сама.
Сварочный автомат — сложная техника, но, как бы там ни было, она сохраняет стабильность во время значительных нагрузок. Точная регулировка влияет на качество швов.
Так как этот способ не требует непосредственного участия в процедуре сварки, сварщика называют оператором.
Сварочным автоматом выполняется сразу несколько задач одновременно. Им поджигается дуга, ведется шов, пространство сваривания защищается от воздействия кислорода (с этой целью используют флюс), кроме того, в ванну для сваривания подается проволока.
Преимущества сварочного автомата
Сварочный автомат имеет много преимуществ. Одно из них — отсутствие человеческого фактора. Он может работать сутки с одинаково стабильным результатом. Вряд ли какой-то человек похвастается такой производительностью.
Для автомата нет разницы, какое сваривание имеет место. Он в равной степени справляется как с небольшими элементами с тонкими швами, так и с конструкциями значительных габаритов. Автомат не устанет, ему не нужен больничный, перерыв или выходной.
Если мастер ошибется с параметрами, эта ситуация без проблем исправляется. А ежели мастер по причине, например, физического или ментального самочувствия выполнит работу некачественно, заготовка будет забракована.
Кроме того, рабочий может сваривать автоматом в малодоступном положении. При необходимости, регулированье всех настроек может выполняется автоматически.
Скажем, автомат легко восстанавливает установленные параметры и продолжает поставленную задачу после неожиданного обесточивания. Оператору, при этом, не нужно совершать никаких действий.
Вы не столкнетесь с перерасходованием, «неожиданным» пропаданием газа из баллона, бухт с проволокой и т.д., автомат использует расходное сырье равномерно.
И, хотя для стабильной работы и требуется много электричества, автоматические сварочные автоматы наиболее экономны.
Следует также учесть, что опасности для здоровья или жизни сварщика нет, т.к. мастер не принимает участие в самой процедуре сваривания непосредственно. Это преимущество важно на небезопасных производствах.
Разница между автоматом и полуавтоматом
Различия между автоматом и полуавтоматом не вызывают сомнений, хотя и называются они похоже, и способ сваривания подобен.
Мы уже говорили о том, что специалист сам руководит автоматической сваркой. Им настраивается автомат, а тот выполняет всю сварочную процедуру.
В этом процессе человек выполняет функцию настройщика. Ему не нужно поджигать дугу, вести шов или следить за процессом сваривания. Ему достаточно выбрать сварочный режим и «приказать» автомату его выполнить.
Абсолютно другим способом является полуавтоматическое сваривание. Хоть при нем так же используется присадочная проволока, газ, флюс другое сырье, тем не менее, сварщиком выполняется вся работа, а не только настройка аппарата.
То есть, он и горелку ведет, и шов формирует. Автоматически подается только сварочная проволока, оттуда и название «полуавтоматической сварки».
Почему тогда используют полуавтоматическую сварку?
Некоторые начинающие специалисты после прочтения этой статьи могут задать такой вопрос. Может показаться, что преимущества автоматической сварки не поддаются сомнению.
Она менее затратна и производительнее. А также минимизируется возможность ошибки мастера. Тем не менее, поговорим о деталях.
Чаще пользуются как раз полуавтоматической сваркой. Применение автоматов необходимо на крупном предприятии. Однако производство в таких масштабах — редкая область для сваривания.
Как правило, предприятия и мастерские не нуждаются в покупке настолько дорогой техники. Легче пригласить специалиста и использовать полуавтоматическую сварку, так как в малых объёмах её использовать разумнее.
Поэтому вопрос «Какое устройство лучше, автомат или полуавтомат» — бессмыслен, тут дело в каждой ситуации отдельно. В каких-то ситуациях полуавтомата не достаточно, а когда-то использование автомата будет финансово неоправданным.
Для автоматического сваривания нужны оптимальные условия. Настроить автомат — задача нелегкая. Этим должен заниматься специалист, который в курсе всех тонкостей процедуры.
У машины нет интеллекта и время от времени критическую ситуацию невозможно обойти стороной. Сварочный автомат намного дороже и абсолютно не компактный на фоне полуавтомата.
Полуавтомат возможно даже перевезти с баллоном на предназначенной для этого тачке. С автоматом это невозможно.
В целом, в автоматическом и полуавтоматическом сваривании разницы нет. В обоих случаях применяют защитный газ, порошковую проволоку или флюс, используют присадочный материал и горелку.
Выводы
У сварочных автоматов и полуавтоматов есть много общего. Различным является автоматизация сварочной процедуры. Во время полуавтоматической сварки специалист самостоятельно поджигает дугу и формирует шов.
Вмешательство мастера не требуется лишь при подаче проволоки в область для сварки. А при автомате процедура сваривания выполняется сама собой, мастеру достаточно ввести необходимую конфигурацию. Прочие процедуры устройство выполнит само.
Сейчас вам известны нюансы автоматической и полуавтоматической сварки, различия между этими двумя способами и ситуации, когда автоматическую сварку применить нельзя.
Источник: https://prosvarku.info/apparaty/chem-otlichaetsya-svarochnyj-avtomat-ot-svarochnogo-poluavtomata
для ремонта и для кузовных работ, с дополнительными опциями; как выбрать, лучше инвертор или полуавтомат; модели и бренды
На данной странице вы найдете сведения по теме “для автомобиля”, а также ссылки на другие страницы нашего сайта, которые связаны с данной темой. Читайте подробную информацию ниже, чтобы узнать больше, переходите, пожалуйста, по интересующим вас ссылкам, в конце страницы дан список страниц с этой меткой.
При осуществлении сборки или ремонта автомобилей может использоваться газовое и электрическое сварочное оборудование. Здесь мы рассмотрим электрические сварочные аппараты для автомобилей.
При создании новых или ремонте (текущем, аварийном и т. п.) автомобилей электрическое сварочное оборудование применяется для работ с металлическими деталями. В процессе сварки обработке подлежат детали из металла разной толщины и с разной доступностью к месту монтажа. Поэтому, сварочные аппараты для автомобилей делятся на две большие группы:
- оборудование для заводской сборки новых автомобилей;
- оборудование для ремонта и модернизации бывшей в употреблении автотехники.
Функции, операции выполняемые сварочником для авто
Ремонт с использованием сварочника включает в себя не только сварочные (сборочные и демонтажные) работы, но и другие операции, например, рихтовку.
Во-первых, в процессе этой операции деформированные части кузова автомобиля вытягиваются при помощи специальной оснастки. Для её крепления к поверхности к ключевым точкам вмятины привариваются шайбы. За них, впоследствии, будут зацепляться крюк тали или наконечник обратного молотка.
Сварочник AIRLINE AJS-W-03 с ПЗУ и кабелями. Фото 220Вольт
Во-вторых, сварочник, часто, используется для нагрева толстых деталей (например, узлов кузова у грузовых автомашин, лонжеронов – у легковых) для дальнейшей их деформации.
Кроме того, ремонтные сварочники часто имеют дополнительные опции. Очень распространены, например, конструкции, предусматривающие оснащение сварочника зарядно-пусковым устройством. Это устройство предназначено для:
- обслуживания стартёрных аккумуляторных батарей автомобиля;
- пуска двигателя автомашины при разряженном аккумуляторе.
Малогабаритные аккумуляторные сварочные инверторы позволяют произвести срочный ремонт автомобиля прямо на месте (на удалённом шоссе). Запаса электрической ёмкости одного комплекта источника электропитания хватит на несложный сварочный ремонт, и большегрузный автомобиль сможет продолжить движение, не меняя маршрут. При необходимости ремонтная бригада может взять с собой запасные аккумуляторные батареи.
Для кузова, для выполнения кузовных работ
Сварочные аппараты для кузовных работ выполняют операции по специальной технологии. Она предусматривает целый ряд процессов, которые направлены не только на сохранение структурных свойств металла, но и его защиту.
Контактная точечная сварка
Сборка, в большинстве случаев, выполняется методом контактной сварки. Операция осуществляется посредством разогрева соединяемых деталей в отдельных точках. Повышение температуры происходит за счёт пропускания большого тока через малое поперечное сечение этих точек контакта.
Они разогреваются до необходимой температуры и соединяются. Основная масса металла соединяемых деталей, при этом, не нагревается и его структурные свойства не меняются. После монтажа места сварки проходят антикоррозионную химическую обработку и изолируются герметиком для автомобильного кузова.
Аппарат контактной сварки
Не опасна сварка только для алюминия. Связано это с тем, что этот металл не подвержен коррозии. Поэтому, многие новые модели автомобилей комплектуются деталями из алюминия (например: капот, крылья и т. п.). Сварка деталей, изготовленных из алюминия, производится специальными электродами в среде аргона.
Аппарат для аргонодуговой сварки Lorch HandyTIG 180 DC. Фото Сварочные Технологии
Сварочные аппараты для кузовных автомобильных работ методом точечной сварки подразделяются на одноточечные и многоточечные автоматы. Среди одноточечных очень популярен МТНЧ-250. При необходимости использования многоточечного, применяется МТИП-600. Скорость сварки 8000…19200 точек в час. Она зависит от толщины металла и конфигурации обрабатываемых поверхностей: например, днище – быстрее, а лонжероны – медленнее.
Для ремонта
Если ремонт связан с кузовными работами (замена крыльев, крыши, фрагментов дверей и т. п.), то применяются одноточечные сварочные автоматы. Такое оборудование описано выше.
Для проведения других видов сварочных работ (сборка, рихтовка и т. п.) применяются полуавтоматические сварочные аппараты. Сварка производится подающейся автоматически проволокой. При этом применяется защитный (от воздуха атмосферы) газ. Существуют два вида сварки:
- в атмосфере активного газа (углекислого). Сварка имеет обозначение МАГ;
- в атмосфере инертного газа (аргона). Обозначается МИГ.
Сварочный инверторный аппарат Ресанта САИПА 200. Фото
Сварка в атмосфере инертного газа имеет значительно более высокие характеристики, но стоимость аргона существенно выше стоимости углекислого газа. Поэтому, сварку МИГ применяют для работ с цветными металлами, алюминием и нержавеющей сталью, а МАГ – для сварки черных металлов.
При выполнении ремонтных сварочных работ автомобиля часто применяют сварочный инверторный аппарат «Ресанта САИПА-200». В сварочнике используются технологии IGBT, что позволяет производить сварку MIG/MAG с применением проволоки в газовой среде: углекислой или аргоне и их смеси. Кроме того, он имеет дополнительные опции:
- защита от перегрева, что значительно увеличивает его надёжность;
- имеются синхронизированные регулировки величины сварочного тока и скорости подачи проволоки, что повышает производительность труда.
Сварочные аппараты для автомобилей с дополнительными опциями
Многие модели сварочников, которые используются для ремонта автомобилей, имеют дополнительные опции:
- Обслуживание (зарядка, снятие сульфатации с пластин и т. п.) стартёрных аккумуляторных батарей транспортного средства. Это позволяет использовать сварочник в перерыве между сеансами сварки для дополнительных работ по обслуживанию автомобиля и способствует повышению рентабельности мастерской;
- Пуск двигателя автомашины в холодную погоду при разряженной аккумуляторной батарее. Опция расширяет возможности сварочника. Особенно это ценно в районах с суровым климатом.
Сварочный аппарат + Пуско-зарядное устройство (3в1) AIRLINE AJS-W-03. Фото 220Вольт
Большой популярностью пользуется инверторный сварочник «AIRLINE AJS-W-03». Он осуществляет электродную электросварку. Кроме того, является пуско-зарядным устройством, осуществляющим зарядку аккумуляторных батарей с напряжением 12 В и 24 В и пуск двигателя автомобиля в неблагоприятных климатических условиях.
Аккумуляторные сварочные аппараты
Сварочные аппараты, как правило, «привязаны» к источнику электропитания: стационарная электросеть или мобильный электрогенератор. Аккумуляторные сварочные аппараты значительно повышают мобильность сварщика.
Источником питания сварочного аппарата «MicroStick 160» является аккумуляторный блок «Mobilepower 1». При помощи этого аккумулятора возможно без подзарядки использовать:
- 21 электрод диаметром 2,5 мм.;
- 9 электродов диаметром 3,2 мм.
Его небольшая масса 4,9 кг. (масса аккумуляторной батареи 6 кг.) и приспособление для переноски позволяют сварщику самостоятельно перенести его на рабочий объект. Мобильные авторемонтные бригады зачастую оснащаются подобными малогабаритными сварочными аппаратами. Это позволяет им выезжать на легковой машине для выполнения любых неотложных сварочных работ прямо где-нибудь на трассе.
Как выбрать аппарат (инвертор), какие лучше
При выборе сварочного аппарата, важно определиться, какие работы будут проводиться с автомобилем. Основную долю проблем приходится решать с кузовом, который несет на себе защитные функции. Кроме всего прочего он отвечает за внешний вид транспортного средства. В абсолютном большинстве материалом кузова является тонколистовая хорошо штампуемая сталь.
В меньшей степени ремонтируются с применением сварочной технологии другие узлы и детали автомобиля. Они могут быть разнообразной формы и изготовлены из легированной стали, чугуна, алюминиевых сплавов и других материалов.
Сварочный инвертор Minarc Evo 180.Фото 220Вольт
Характер выполняемых работ зависит от рабочего пространства в котором они выполняются. Размеры сварочного оборудования будут изменяться, где – в условиях гаража или СТО производится ремонт.
При проведении ремонта самим хозяином автомобиля важно учитывать, что большинство из них являются начинающими сварщиками. Здесь лучшим вариантом будет применение инверторных источников питания. Начинающие без проблем могут запустить дугу и поддерживать ее стабильное состояние.
Для кузовных работ
Как отмечалось, к сварочному шву при кузовных работах предъявляются повышенные требования. Особенно если он находится на видном месте. Эти работы выполняются как инверторами, так и полуавтоматами.
Полуавтомат
Наиболее приемлемым в достижении положительного результата будет применение сварочных полуавтоматов. На протяжении всей длины сварочного шва сохраняется одинаковое расстояние между ним и соплом подачи проволоки. Шов получается ровный и не выделяющийся на поверхности кузова.
Сварочный полуавтомат Fubag TSMIG 150. Фото 220Вольт
Применение инертного газа не дает образовываться шлаку и позволяет сразу приступать к покрытию. Тонкая сварочная проволока и минимальный сварочный ток дают возможность эффективно работать с самыми малыми толщинами кузовного материала.
При выполнении длинных кузовных швов с очень тонкой толщиной металла, применяется опция импульсной сварки. Программа подает ток и проволоку через промежутки времени, тем самым не допуская перегрева свариваемых листов. Получается ровная, без короблений поверхность.
Инвертор
Сварка инвертором производится с помощью специальных электродов, достаточно большого для листового металла диаметра. Шов получается более толстым, тем самым становится более заметным на поверхности кузова.
Инвертор Сварог ARC 165.
Металл в зоне сварки может сильно нагреваться и вызывать термическую деформацию. Поэтому сварку кузова с помощью инвертора лучше выполнять в местах скрытых от человеческого глаза.
Для ремонта
Ремонт автомобиля включает в себя огромное количество вариантов применяемых технологий. В некоторых из них наилучшим образом проявляет себя использование, как полуавтоматов, так и инверторов.
Полуавтомат
Полуавтомат должен обладать универсальными возможностями. Возможность применения разной по диаметру проволоки, большой диапазон силы тока, водяное охлаждение газовой горелки позволяют сваривать различный по толщине металл.
Сварочный полуавтомат Blue Weld MEGAMIG 500S. Фото ВсеИнструменты.ру
Применение защитного инертного газа сделает доступным ремонт деталей из жаропрочных и коррозионностойких сталей, сплавов алюминия и других. Для расширения функциональности предусматривается организация отдельного разъема выполнения ручной дуговой сварки.
Инвертор
Работа аппарата на высоких частотах тока, делает конструкцию устройства относительно небольших габаритов. А если он снабжен аккумуляторной батареей, то создаются все условия для его мобильного применения. Ремонт автомобиля с помощью инвертора может быть доступен даже в полевых условиях, там где нет электричества.
Сварочный инвертор QUATTRO ELEMENTI Ergus B 201. Фото 220Вольт
Большим недостатком в эксплуатации инверторов является отсутствие в России системы ремонта. Диагностировать неполадку, а тем более заменить вышедшую из строя деталь, если и удастся, то через очень длительное время.
С функцией зарядного устройства
Любой автомобилист сталкивался с проблемой севшего аккумулятора. Многие решали этот вопрос с помощью специально предназначенного для этой цели зарядного устройства. Однако его принцип действия схож с работой сварочного аппарата. Следует лишь обеспечить необходимые для зарядки выходные параметры – силу тока и напряжение.
ПЗУ. Кабели.
Возможность плавного регулирования этих характеристик с помощью электронных схем на инверторных сварочных аппаратах, позволило создать устройство, выполняющее обе функции. Если сварочный инвертор имеет на выходе напряжение около 50 Вольт, то его нужно дополнить понижающим трансформатором напряжения до 12 Вольт. Регулировка тока присутствует в конструкции всех инверторов. Такие сварочные аппараты предлагаются рынком.
Автоматический сварочный аппарат для металла
Автоматическая сварка
Исходя из степени механизации сварочных процедур, выделяют электродуговую сварку автоматическую и полуавтоматическую. К первому типу следует относить сварку либо наплавку с автоматизированным зажиганием дуги и поддержкой процесса ее работы, механизацией подачи электродных сварочных материалов в область расплавления и передвижения дуги по оси соединения. В полуавтоматической сварке и наплавке механизации подвергается лишь подача электродного материала, а продвижение дуги осуществляется вручную.
Устройство установки для автоматической сварки
Специализированное оборудование, составляемое из сварочного аппарата либо машины, источника электропитания дуги и автоматизированного дополнительного оснащения называется установкой для автоматической сварки в углекислом газе. Сварочный аппарат, представляющий собой соединение конструкций, включает сварочную головку с устройством для ее передвижения по линии шва, приспособления для подачи газовой защиты или флюса, кассеты либо катушки для сварочной проволоки и управляющий пульт. Аппарат, перемещаемый в ходе проведения работ по сварке автоматизированным способом по отношению к соединяемым деталям, называют сварочным автоматом.
Важнейшим элементом оборудования аппарата для автоматической сварки служит сварочная головка. Данное электромеханическое приспособление призвано производить подачу электродного материала в область действия дуги, подводить сварочный электроток, поддерживать устойчивость дугового горения и своевременно прекращать процесс сварки.
Передвижение сварочной головки осуществляется по особому пути (проложенным по изделию направляющим рельсам) либо непосредственно по обрабатываемой заготовке. Считается самоходной та сварочная головка, в устройстве которой присутствует приспособление для ее передвижения над обрабатываемой заготовкой. Когда сварочную головку закрепляют на стенде выше свариваемой конструкции в неподвижном положении, она называется подвесной. Такие головки обычно не имеют устройства для собственного передвижения, поэтому по отношению к дуге посредством специального механизма либо стенда с закрепленной головкой движется заготовка.
Используемый в технологии автоматической сварки в защитных газах переносимый сварочный агрегат называют сварочным трактором. Он оснащен самодвижущейся тележкой, перемещающей его на плоскости детали вдоль соединяемых кромок либо по особому переносному пути, проложенному по заготовке. Применяемые в промышленном производстве сварочные аппараты (автоматы) отличаются большим разнообразием, исходя из назначения, и бывают как универсальными, так и специализированными.
В комплектацию сварочных (наплавочных) аппаратов (автоматов), кроме сварочного инструментария (горелки либо мундштука), входит еще целый ряд приспособлений. В первую очередь, это механизмы автоматизированной подачи присадочного и электродного материалов в область действия дуги, а также устройство передвижения аппаратуры по линии шва. Помимо этого, необходимы еще приспособления для дополнительного передвижения (корректировочного, настроечного, вспомогательного).
Особое место занимают газовая аппаратура, приспособления, размещающие электродный и присадочный материалы, а также флюсы для автоматической дуговой сварки. Практически все оборудование соединяется с источником электротока, управляющими системами, средствами обеспечения безопасности. Причем сущность автоматической сварки под флюсом предполагает использование в автоматах подвесных головок, снабженных особым электрическим приводом для подачи сварочных материалов.
Принцип работы автоматического сварочного оборудования
При автоматизированном способе ведения сварочного процесса наиболее целесообразно использование источников питания с пологопадающими и жесткими характеристиками. Первые оптимальны для сварочных работ под флюсом, а вторые при сварке в защитных газовых средах. В автоматической сварке кольцевых швов трубопроводов нередки случаи колебания длины дуги, а в ходе проведении работ в труднодоступном месте соединения сварщику это приходится делать искусственно самому. Поэтому наиболее предпочтительны источники электропитания крутопадающих характеристик. С их использованием изменения силы электротока при определенных режимах автоматической аргонодуговой сварки неплавящимся электродом будут несущественными. А это значит, что и основные размеры шва не будут сильно изменяться.
В автоматах применяется принцип саморегулирования электродуги. Поэтому отличается постоянством скорость подачи электродного материала и проволоки для орбитальной автоматической сварки труб, не имеющая зависимости от дугового напряжения. Данные аппараты снабжены асинхронным двигателем, который с неизменяемой частотой вращает посредством редуктора подающий ролик, что обеспечивает постоянство скорости подачи сварочной проволоки в область горения дуги. Также к преимуществам сварочных автоматов относят надежность функционирования и простоту их электрической схемы.
Для сборочно-сварочных операций в массовом и серийном производстве используются автоматические линии сварки, представляющие собой комплексы оборудования, взаимосвязанного и согласованно работающего по единому технологическому циклу. Такие поточные линии включают механизмы, приспособления и устройства для производства процессов подготовки металла с его раскроем, сборки, сварки и контрольных операций в отношении готовой продукции. Автоматизация линий позволяет выполнять полный цикл операций изготовления изделия в заданной технологией последовательности.
Для всех процедур и оборудования линии предусмотрены единый механизм управления и общие транспортные приспособления, с помощью которых осуществляется передвижение свариваемых заготовок от одной операционной аппаратуры к другой. Благодаря автоматизации оборудования и применению специальной оснастки поточные линии способны осуществлять под наблюдением нескольких операторов все сборочно-сварочные работы по производству серийной продукции.
Похожие статьи
Рабочий процесс осуществляется как плавящимся электродом, так и высокопрочными электродами, что не поддаются плавке (вольфрамовый электрод). Аргоновый газ, при работе сварочного аппарата, не вызывает химических реакций при соприкосновении с расплавленными металлами. Сварочный аргоновый аппаратработает с полностью изолированной от соприкосновения с атмосферным воздухом сварочной рабочей зоной. Данный результат достигается тем, что аргон тяжелее обычног… |
Как известно, такой материал, как чугун обладает плохой способностью к свариваемости, однако ремонт чугунных изделий и конструкций требует использования именно этого способа обработки. Среди наиболее популярных способов сварки чугуна можно выделить газовую, дуговую… |
Непосредственно процессу сварки предшествует подготовка соединяемых деталей — их собирают при помощи специального приспособления и нагревают в вакуумной сред |
Лучшая цена автоматический сварочный аппарат с чпу — Выгодные предложения на автоматический сварочный аппарат с чпу от глобальных продавцов автоматов с чпу
Отличные новости !!! Вы попали в нужное место для сварочного автомата с ЧПУ. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене.Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот лучший автоматический сварочный аппарат с ЧПУ вскоре станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели сварочный автомат с ЧПУ на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете сэкономить еще больше.
Если вы все еще не уверены в сварочном автомате с чпу и думаете о выборе аналогичного продукта, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. , а также ожидаемую экономию.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз.Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет. Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress.Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести сварочный автомат с чпу по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы. На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Лучшие цены на сварочные аппараты — Выгодные цены на сварочные аппараты от мировых продавцов. Цены на сварочные аппараты.
Отличные новости !!! По ценам на сварочные аппараты вы обратились по адресу. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress.У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, так как этот высококлассный сварочный аппарат в кратчайшие сроки станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что купили на AliExpress цены на сварочный аппарат.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете сэкономить еще больше.
Если вы все еще не уверены в ценах на сварочные аппараты и думаете о выборе аналогичного продукта, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы согласитесь, что вы получите цены на автоматический сварочный аппарат по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Лучший автоматический сварочный аппарат для пластика — Выгодные предложения на автоматический сварочный аппарат для пластика от глобальных продавцов автоматов для сварки пластика
Отличные новости !!! Вы попали в нужное место для приобретения автоматического аппарата для сварки пластмасс.К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, так как этот лучший автоматический аппарат для сварки пластмасс вскоре станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели автомат для сварки пластмасс на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете сэкономить еще больше.
Если вы все еще не уверены в автомате для сварки пластмасс и думаете о выборе аналогичного продукта, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести автоматический сварочный аппарат для пластика по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Автоматический сварочный аппарат для заборов из проволочной сетки от китайского производителя, завода, завода и поставщика на ECVV.com
| Экспортные рынки: | Северная Америка, Южная Америка, Восточная Европа, Юго-Восточная Азия, Африка, Океания, Средний Восток, Восточная Азия, Западная Европа |
|---|---|
| Место происхождения: | Хэбэй в Китае |
| Детали упаковки: | Экспортная упаковка: полиэтиленовая пленка. |
Краткие сведения
- Состояние: Новый
- Имя бренда: YUANDONG
- Номер модели: YDK-06
- Применение: для проволоки dia1.Рулоны сварной сетки 8-2,5 мм
- Напряжение: 380 В или по требованию
- Номинальная мощность: 75-100 ударов в минуту
- Габаритные размеры: 3050x1800x1400 мм
- Вес: 3000 кг
- Сертификация: ISO9001
- Послепродажное обслуживание: Инженеры, обслуживающие технику за рубежом
- Название: Автоматический сварочный аппарат для проволочной сетки
- Диаметр проволоки: 1.6-2,5 мм
- Диафрагма: 50 мм-300 мм
- Ширина: 1,8 метра может по желанию заказчика
- Сила: 4кВт
Технические характеристики
Автоматический сварочный аппарат для проволочной сетки
Преимущества машины
1.Автоматическая подача проволоки, использование разделительной своевременной сварки, чтобы уменьшить мощность нагрузки для достижения энергоэффективности.
Техническое описание
A. Диаметр сварочной проволоки: 1,8-2,5 мм
б. Размер сварочной сетки: 50 мм x 50 мм-300 мм x 30 мм
в. Ширина сварки: 914-1800 мм (мы можем настроить ширину в соответствии с вашими требованиями требования)
г. Скорость сварки: 75-100 раз / мин.
е. Номинальное напряжение: 380 В, 3 фазы, электрическое 50 Гц (мы можем изготовить машину в соответствии с вашими требованиями к напряжению)
е.Номинальная мощность: 4 кВт
г. Внешний размер: 3100 мм x 1700 мм x 1400 мм
ч. Вес машины: 3000 кг
Гарантия
1. Один год гарантии и хорошее послепродажное обслуживание. Мы можем направить нашего работника в вашу страну для установки или записать весь процесс установки для вашей справки.
2. В соответствии с вашими особыми требованиями, которые также можно обсудить.
Условия оплаты
1.30% T / T заранее, 70% оплачивается по копии коносамента
2.L / C также приемлем
3. В соответствии с вашими особыми требованиями, которые также можно обсудить.
Информация о компании
Преимущества нашей компании
1. Более 100 рабочих, которые могут гарантировать прогресс в производстве машины.
2. Более чем 20-летний опыт работы, который позволяет нам быть более профессиональными в этой области.
3. Конкурентоспособная цена, высокое качество и хорошее послепродажное обслуживание.
4. Рядом с портом Тяньцзинь Xingang.
Подходящая машина для ваших нужд
- ЭТО / EN / DE / FR / ES / RU
- +39 0323 837205
- Компания
- Деревообрабатывающие станки
- Орбитальные шлифовальные машины
- Копировально-фрезерные станки
- Вращающиеся фрезерные станки
- Фрезерные станки с ЧПУ
- Фрезерные станки
- Фрезерные станки с круглым стержнем
- Резьбонарезные сверлильные станки
- Заточные станки
- Специальные машины
- Автоматические линии
- Металлические машины
- Шлифовка труб и сатинировка
- Шлифовка проволоки и сатинирование
- Полировка труб
- Шлифовка плоских поверхностей и сатинирование
- Полировка плоской поверхности
- Сделанный на заказ
- Приложения
- Деревообрабатывающие станки
- Игрушки
- Ложки
- Рукоятки лопаты
- Ручки для пил
- Палочки круглые
- Кисть круглая
- Рукоятки отмычки
- Овальные кисти
- Рукоятки для ножей
- Рукоятки для молотков
- Кисть плоская
- Метлы и щетки
- Круглые щетки
- Специальные машины
- Металлические машины
- Деревообрабатывающие станки
Станок для волоконной лазерной резки на продажу_Hans Yueming Laser Group
- Дом
- Продукты
- Станок для волоконной лазерной резки
Станок для волоконной лазерной резки
Металлические материалы, такие как углеродистая сталь, алюминиевый сплав, латунь и т. Д.
- Станок для лазерной резки волокна серии Mach M
1. Система прямого привода с серводвигателем с высоким крутящим моментом 2. Система ЧПУ Beckhoff
Запрос
- Волоконный лазер для резки металла серии Wind
Литой под давлением авиационный алюминиевый портал, автоматическая замена гидравлической подъемной системы
Запрос
- Волоконный лазерный резак CMh2530C-G-E
Система двойного привода портальной стойки, усиленный сварной корпус.
Запрос
- Волоконный лазер для резки труб серии HyTube M
Система камеры CCD с автоматическим распознаванием трубчатого типа, автоматическая загрузка из всей упаковки
Запрос
- Волоконный лазерный резак CMA1325C-G-G
Портальная стойка и шестерня с двойным приводом, импортный волоконный лазерный генератор IPG
Запрос
- Робот HyRobot C20 3D для лазерной резки волокна M
защитный кожух, гибкая обработка, сильное расширение, высокая точность обработки
Запрос
- Станок для высокоточной лазерной резки
Машина с общей литейной структурой, высокой точностью и стабильностью эффективно устраняет
Запрос
- Станок для волоконной лазерной резки CMA1310C-G-A
1.Рабочая зона 3 * 1,0 м, портальная стойка и шестерня, двойная сервосистема с высоким крутящим моментом
Запрос
- Волоконный лазерный резак для листов и труб CMA1530C-G
Подходит для резки всех видов стальных труб, металлических пластин, труб из нержавеющей стали, титановых труб и т. Д.
Запрос
- Станок для волоконной лазерной резки серии FLY FLY
Внешний защитный дизайн, стандартное защитное окно CE.
Запрос
- Станок для волоконной лазерной резки серии FLY Pro
Труба для резки закрывается защитным кожухом машины, что повышает безопасность оператора.
Запрос
- Волоконный лазерный резак
Профессиональное программное обеспечение для раскроя, совместимое с системой раскроя
Запрос
- Волоконный лазерный резак с челночным столом
Легкость, высокая жесткость, высокие динамические характеристики
Запрос
- Станок для лазерной резки листов и труб
значительно экономит электроэнергию и достигает максимальной эффективности
Запрос
- Устройство для резки труб с волоконным лазером
easy для резки квадратных, круглых, плоских, треугольных и профильных труб.
Запрос
- Устройство для резки закрытого волоконного лазера
Интегрированная структура, общая компоновка компактная, разумная и занимает меньше места
Запрос
- Комбинированный станок для волоконной лазерной резки
Германия лазерный генератор IPG имеет высокий КПД от розетки более 30%
Запрос