Принцип работы сварочного инвертора. Правила эксплуатации
Время чтения: 8 минут
Инверторная сварка в 21 веке смогла стать самой распространенной среди всех сварочных технологий, поскольку кардинально изменила представление о сварочном оборудовании. Если раньше при словосочетании «сварочный аппарат» мастера представляли большой и громоздкий трансформатор, которым трудно варить новичку. То теперь на ум приходят компактные и легкие инверторы, которые просты в эксплуатации и стоят недорого.
Эта статья — первая ступень в изучении азов сварки с применением инвертора. Вы узнаете, как работает инверторный сварочный аппарат, каков принцип действия инверторного аппарата, какие правила нужно соблюдать, чтобы ваш сварочник прослужил долгие годы и был для вас настоящим помощников в быту или на работе.
Содержание статьи
Общая информация
Как мы уже упомянули выше, ранее у домашнего сварщика практически не было выбора при покупке сварочного аппарата. Он мог приобрести трансформатор или выпрямитель, а затем наступало время долгого обучения. Трансформаторы нельзя просто подключить к розетке и начать сварку. Необходимо знать множество нюансов: начиная от регулировки силы тока заканчивая ведением шва.
Трансформаторы нельзя просто подключить к розетке и начать сварку. Необходимо знать множество нюансов: начиная от регулировки силы тока заканчивая ведением шва.
Но, времена изменились. Прогресс не стоял на месте, и в начале 21 века на массовом рынке появились инверторы. Они существенно отличались от привычных трансформаторов не только своими габаритами, но и функционалом.
У сварщиков появилась возможность без труда перевозить сварочный аппарат из точки А в точку Б, поскольку инверторы весили в среднем 10 кг. В дополнение ко всему производители предлагали расширенный функционал, упрощающий и ускоряющий сварку. Появились функции, препятствующие прилипаю электрода к металлу, упрощающие поджиг дуги и т.д. Сварщики по достоинству оценили аппараты нового поколения.
На сегодняшний день инверторы — это самый популярный тип сварочного оборудования. Инвертор можно найти как на даче у домашнего умельца, так и в мастерской или на производстве. Сердце такого аппарата — инверторный источник сварочного тока. Отсюда и название «инвертор».
Отсюда и название «инвертор».
Из-за такой путаницы в названии многим новичкам трудно понять, чем отличается инвертор от сварочного аппарата инверторного типа. Все просто. Инвертор — это зачастую компактный аппарат, предназначенный для ручной дуговой сварки. На этом его функционал заканчивается. А вот сварочный аппарат инверторного типа может быть предназначен для различной сварки: от сварки в среде газа до сварки порошковой проволокой. Например, к аппаратам инверторного типа часто относится полуавтомат, поскольку в его основе так же лежит инверторный источник тока.
Появление инверторного сварочного аппарата дало возможность многим домашним мастерам быстро и просто обучиться сварочному делу. Поскольку все инверторы понятны в эксплуатации, и достаточно прочесть инструкцию к купленному вами аппарату, чтобы приступить к работе.
Принцип работы
У инверторной сварки очень простой принцип работы. Вы подключаете аппарат в обычную бытовую розетку, откуда подается переменный ток. Встроенный в инвертор выпрямитель сглаживает получаемый ток с помощью фильтра. После чего уже постоянный ток с помощью современных транзисторов преобразовывается в переменный ток высокой частоты. Частота сварочного тока на данном этапе составляет от 20 до 50 кГц.
Встроенный в инвертор выпрямитель сглаживает получаемый ток с помощью фильтра. После чего уже постоянный ток с помощью современных транзисторов преобразовывается в переменный ток высокой частоты. Частота сварочного тока на данном этапе составляет от 20 до 50 кГц.
Но это еще не все. Далее переменный ток высокой частоты понижается, и у нас есть возможность использовать сварочный ток с силой от 100 до 200 Ампер (в среднем). Вот и весь принцип действия сварочного инверторного аппарата. Ну а поскольку преобразованием тока занимается блок электросхем, у инженеров получилось создать максимально компактные сварочные аппараты. Сейчас инвертор весом 5 кг — это не редкость.
Поскольку принцип работы сварочного инверторапрост, многие умельцы самостоятельно собирают сварочный аппарат в домашних условиях из подручных материалов.
Правила эксплуатации инвертора
Инвертор — это технически сложный электроприбор, который нуждается в правильном применении, обслуживании и хранении. Мы собрали основные правила, которые следует соблюдать, чтобы ваш аппарат прослужил долго.
Мы собрали основные правила, которые следует соблюдать, чтобы ваш аппарат прослужил долго.
Прежде всего, узнайте, насколько ваш аппарат защищен от пыли и влаги. Большинство бюджетных инверторов справляются только с брызгами воды, и нуждаются в бережном хранении (о нем мы расскажем чуть позже). Если ваш инвертор будет защищен от осадков и грязи, вы сможете использовать его даже в полевых условиях.
Обращайте внимание на световые индикаторы, расположенные на корпусе инвертора. Все аппараты оснащены индикатором, сигнализирующем об опасном перегреве. Если на вашем инверторе во время сварки загорелась лампочка перегрева, то прекратите работу и дайте аппарату остыть.
Чтобы добиться хорошего качества швов металл необходимо обезжирить и зачистить перед сваркой. На поверхности не должно быть следов от краски, масла, грязи и прочих загрязнений. Для обезжиривания подойдет уайт спирит, а для зачистки можно использовать наждачную бумагу или болгарку.
Читайте также: Особенности подготовки металла под сварку
Всегда отключайте сварочный инвертор из сети, если приостанавливаете работу более чем на 10 минут или вовсе закончили сварку. Не подпускайте посторонних людей и домашних животных к месту выполнения сварки. Это основы техники безопасности.
Не подпускайте посторонних людей и домашних животных к месту выполнения сварки. Это основы техники безопасности.
Техника безопасности
Продолжая тему техники безопасности, дополним, что не стоит пренебрегать средствами индивидуальной защиты. Обязательно используйте сварочную робу, защитную маску (идеальный вариант — это маска типа «Хамелеон»), сварочные краги, специальная обувь, не проводящая ток. Самый простой вариант — это встать на резиновый коврик. И ни в коем случае не храните в вашей рабочей одежде предметы, которые могут легко воспламениться.
Перед сваркой осматривайте все сварочные кабели, они должны быть целыми. Не лишним станет проверка всех разъемов и внешний осмотр самого аппарата. Если при сварке вы чувствуете неприятный запах, исходящий от инвертора, немедленно отключите его.
Все эти правила созданы не на пустом месте. Игнорируя их, вы можете нанести серьезный вред себе и своему здоровью. К сожалению, сварщики часто страдают от попадания окалины в глаза, от ожогов и даже от потери зрения. А все из-за несоблюдения техники безопасности.
А все из-за несоблюдения техники безопасности.
Базовое техническое обслуживание
Устройство и принцип работы инвертора просты, но в их основе лежит применение электросхем. И вы должны понимать, что электросхемы нуждаются в грамотном техническом обслуживании. Мне не рекомендуем новичку проводить все обслуживание своими руками. Но вы можете выполнять базовые действия, которые продлят жизнь инвертору. А более сложные работы можно доверить специалисту в сервисном центре.
Итак, самое главное, что вам нужно делать регулярно — это очищать аппарат от пыли и грязи. В идеале на поверхности корпуса вообще не должна скапливаться пыль. Она легко проникает внутрь корпуса через вентиляционные отверстия и может вывести аппарат из строя. Протирайте инвертор тряпкой и не допускайте его запыливания. Можете отнести аппарат в сервисный центр, где вам его прочистят с помощью струи сжатого воздуха.
Помимо корпуса нужно протирать все сварочные кабели. Ни в коем случае не используйте мокрую тряпку для чистки. И не забывайте выключать аппарат из розетки перед обслуживанием. Старайтесь выполнять очистку аккуратно, не заламывая провода.
И не забывайте выключать аппарат из розетки перед обслуживанием. Старайтесь выполнять очистку аккуратно, не заламывая провода.
Остается вопрос: как часто проводить обслуживание, чтобы инвертор сварочный служил долго? Здесь все зависит от частоты применения инвертора. Мы рекомендуем в любом случае проводить обслуживание в сервисном центре перед его отправкой на зимнее хранение. Также раз в месяц протирайте аппарат и осматривайте его.
Правила хранения инвертора
Как мы уже упомянули выше, устройство сварочного инвертора компактно благодаря тем самым электросхемам, которые так чувствительны к пыли и перепадам температур. Именно по этой причине важно уделить особое внимание хранению инвертора. Едино разовое повышение влажности и одна пылинка не убьют инвертор, но постоянное пренебрежение хранением выведет его из строя.
Самый простой вариант хранения — это использовать коробку, в которой вы его купили. Зачастую она изготовлена из довольно плотного картона, что неплохо для хранения в квартире, например. Конечно, пластиковая упаковка предпочтительнее, но вы можете использовать то, что уже имеете. Для подстраховки заверните аппарат в целлофан, проделав в нем отверстия для вентиляции.
Конечно, пластиковая упаковка предпочтительнее, но вы можете использовать то, что уже имеете. Для подстраховки заверните аппарат в целлофан, проделав в нем отверстия для вентиляции.
Подойдите серьезно к выбору места хранения. Неотапливаемая дача, или гараж точно не подойдут. Инвертору нужна постоянная комнатная температура и отсутствие перепадов влажности. Производители заявляют, что их аппараты отлично хранятся и при жаре, и при минусовой температуре. Но на деле это не правда. Так что не экспериментируйте.
Вместо заключения
Теперь вы знаете, каков принцип работы сварочного аппарата инверторного типа, и какие правила нужно соблюдать, чтобы продлить срок его службы. Мы затронули лишь основы. Следующее, что вам нужно изучить — это подбор режима сварки и электродов. Настройка сварочного инвертора — это очень важная часть подготовки к сварке. От настроек во многом зависит конечное качество сварных швов. На нашем сайте вы можете найти материалы, посвященные подбору режима сварки, выбора первого инвертора и прочие полезные статьи.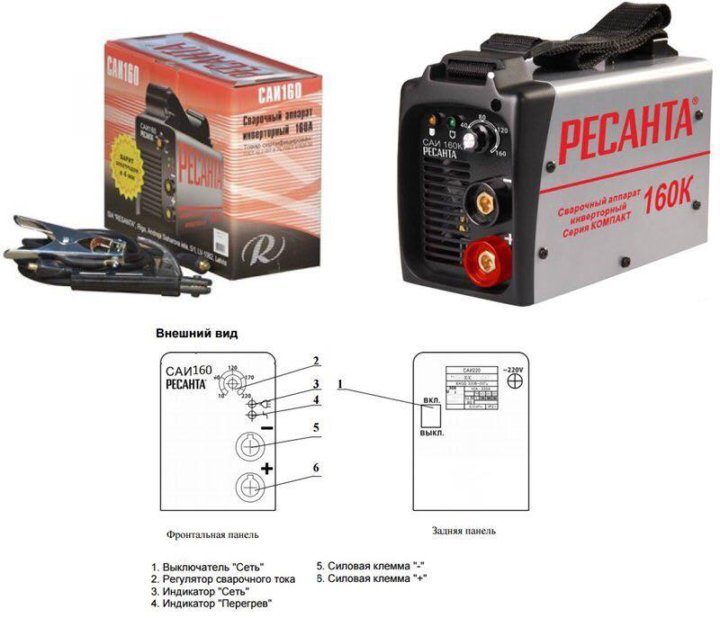 Оставляйте свои комментарии с советами и вопросами. Желаем удачи в работе!
Оставляйте свои комментарии с советами и вопросами. Желаем удачи в работе!
особенности, техобслуживание, эксплуатация и хранение
Разработанный еще в прошлом веке инверторный источник сварочного тока на сегодняшний день стал самым востребованным в сварочном деле. Причина этому очевидна.
Если раньше сварщикам приходилось работать с крупногабаритными и тяжелыми трансформаторами, то с появлением легковесных инверторов процесс сварки теперь более удобен.
К тому же, требуется меньше времени на обучение новичков, поскольку инверторный сварочный аппарат прост в настройках и эксплуатации.
Наш материал, по сути, — введение в основы сварочных работ инвертором. Мы поможем разобраться в основах функционирования аппарата, правилах ухода, чтобы он прослужил вам как можно дольше.
Содержание статьиПоказать
Общие сведения
 Часть 1.» data-lazy-type=»iframe» data-src=»https://www.youtube.com/embed/f78SVlwbuhI?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Часть 1.» data-lazy-type=»iframe» data-src=»https://www.youtube.com/embed/f78SVlwbuhI?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Совсем недавно, покупка сварочного аппарата для бытовых нужд было затруднительно. Фактическое отсутствие выбора на ранке сварочного оборудования ограничивало возможности сварщиков.
Можно было обзавестись трансформатором или выпрямителем, но потом предстояло долго обучаться, прежде чем приступить к работе. Эти виды аппаратов сложны в применении и для начала следует вникнуть в азы: как регулируется сила тока, как вести шов и т.п.
Настоящим прорывом с наступлением XXI века стало появление в широком доступе инверторов. Их отличие от громоздких и сложных в пользовании трансформаторов сразу привлекло массовое внимание со стороны сварщиков разных категорий.
Их отличие от громоздких и сложных в пользовании трансформаторов сразу привлекло массовое внимание со стороны сварщиков разных категорий.
Среди плюсов инвертора можно выделить малый вес и небольшие размеры (в среднем около 10 кг). Это решило проблемы с транспортировкой: сварщики без труда могли перевозить его с одного объекта на другой.
Расширился функционал: появился механизм защиты от прилипания электрода к свариваемой поверхности, простое поджигание дуги и т.п. Неудивительно, что инвертор стал пользоваться большим спросом среди потребителей.
Этот вид сварочного оборудования можно встретить дома, в гаражах, частных мастерских, крупных предприятиях. Свое название инвертор получил из-за скрывающегося под корпусом инверторного источника сварочного тока.
Это, в свою очередь, сбивает новичков с толку, так как им сложно различить сварочный аппарат инверторного типа от, непосредственно, инвертора. Разъясняем, небольших, как правило, размеров аппарат, которым выполняется ручная дуговая сварка, — это инвертор.
Собственно, это его единственное предназначение. Существенно от него отличается аппараты инверторного типа, сферы применения которых значительно шире.
Их используют при сварке в углекислом газе или сварочных работах порошковой проволокой. В качестве примера, приведем полуавтомат, работающий на базе инверторного источника тока.
С появлением инвертора, изучение сварочного дела значительно упростилась для рядового бытового сварщика. Доступность понимания принципов функционирования аппарата, сводит знакомство с ним до банального прочтения инструкции.
И можно смело приступать к варке металлических конструкций.
Особенности функционирования
Простота эксплуатации отличает инверторную сварку от трансформаторной. Чтобы начать сварочные работы нужно лишь запитать инвертор от обычной розетки домашней электросети.
Для сглаживания поступающего переменного тока в аппарат встроен фильтр выпрямителя. За преобразование постоянного тока в переменный высокой частоты — отвечают транзисторы.
Теперь частота равняется 20-50 кГц.
 Теперь частота равняется 20-50 кГц.
Теперь частота равняется 20-50 кГц.Это лишь первый этап. Следующая фаза состоит в понижении высокочастотного переменного тока. Показатель величины силы сварочного тока будет составлять порядка 100-200 Ампер.
В это и заключается весь алгоритм работы инвертора. Так как, инвертор снабжен электросхемами для преобразования тока, объемы корпуса были значительно уменьшены. Уже никого не удивишь инвертором, вес которого не будет превышать пяти килограмм.
Простота устройства инверторного сварочного аппарата дает возможность воссоздать его у себя дома, используя подручные запчасти и материалы.
Руководство пользователя
Не стоит забывать, что инверторный аппарат относится к электрической технике, поэтому должен правильно эксплуатироваться, обслуживаться и храниться.
Ниже приведены основные постулаты, которых нужно придерживаться. Тогда ваш инвертор прослужит длительное время.
Для начала проверьте в инструкции степень защиты от влажности и грязи.
Недорогие модели, как правило, устойчивы лишь к брызгам воды, что влечет некоторые особенности в содержании (далее в статье мы их изложим).
Если же защита от пыли и воды будет высокая, то вы сможете применять его даже в поле.
Корпусы, всех без исключения, аппаратов оснащены сигнализирующими лампочками — световыми индикаторами. Следите за ними во время сварочных работ.
Если лампа загорается, то нужно прекратить работу до полного остывания сварочного устройства. Эта система предохраняет ваш сварочный аппарат от перегревания.
Перед началом наложения шва, металлические детали осмотрите на присутствие ржавчины, окалины, загрязненности, остатков лакокрасочных веществ. Обязательно зачистите металлические поверхности и обезжирьте их.
Зачистить металл можно при помощи наждачки или болгарки. Для удаления жировых отложений воспользуйтесь Уайт спиритом. Эти нехитрые манипуляции позволят выполнить качественный шов.
По завершении сварки (даже если вы прерываетесь минут на десять) отсоединяйте прибор от сети питания. Правилами безопасности запрещено проводить сварочные работы в присутствии людей или домашних животных.
Правилами безопасности запрещено проводить сварочные работы в присутствии людей или домашних животных.
О безопасности эксплуатации
В продолжение темы безопасной эксплуатации, хотим отметить индивидуальную защиту. Для работы со сваркой вы должны надеть спецодежду из брезента или плотного сукна. Защитить глаза от ультрафиолета щитками или масками со светофильтрами.
Работать стоит только в рукавицах (крагах) и не проводящей электричество обуви. Спецобувь можно заменить резиновым ковриком. В робе не должно быть легковоспламеняющихся предметов.
Проверяйте все кабели на целостность перед включением в сеть. Осмотрите разъемы и корпус на отсутствие дефектов и повреждений. В случае возникновения неприятного запаха (типа гари) от сварочного аппарата сразу же выключите его.
Халатное отношение к правилам безопасности зачастую оборачивается для сварщиков печально. Они получают повреждения глазного яблока отлетевшей окалиной, ожоги разной степени, теряют зрение из ультрафиолетового излучения.
Поэтому, проявляйте благоразумие и не игнорируйте технику безопасности.
Основы техобслуживания
По своему устройству и принципам работы инвертор достаточно прост. Но примененные в нем электросхемы должны грамотно и вовремя обслужены.
Новичкам не стоит самостоятельно обслуживать аппарат, но элементарные приемы они могут выполнить сами. Для тщательной проверки все же лучше обратиться в сервисный центр.
Очищение аппарата от пылевой грязи должно войти у вас в привычку. Желательно, чтобы корпус регулярно протирался. Инвертор может поломаться, если пыль попадет через вентиляционные отверстия внутрь.
В сервисном центре сжатой воздушной струей могут полностью почистить аппарат от пыли.
Обязательно протирайте кабеля сварочного инструмента. Перед манипуляцией отключите его от сети энергоснабжения. Кабеля не стоит протирать влажной тканью. Избегайте заламывания проводов.
Эти не сложные меры ухода за инвертором стоит выполнять по интенсивности применения. Перед зимним хранением, все-таки имеет смысл отнести его в сервисный центр, а потом очищать от пыли один-два раза в месяц.
Перед зимним хранением, все-таки имеет смысл отнести его в сервисный центр, а потом очищать от пыли один-два раза в месяц.
Хранение
Ранее мы отмечали, что малые габариты инвертора – это заслуга электросхем, которые подвержены отрицательному воздействию температуры и пылевым загрязнениям.
Значит, к вопросам хранения тоже нужно подойти со всей ответственностью. Постоянные перепады температуры, влажности и большие скопления пыли могут испортить инвертор.
После распаковки прибора, не выбрасывайте упаковочную коробку. Из доступных вариантов хранения, она подходит лучше всего, так как изготавливается из плотно прессованного картона.
Хоть она и уступает качеству пластиковый упаковкам, но это тоже неплохой способ для хранения. Для дополнительной защиты от пыли, устройство можно обернуть целлофаном, а затем проделать в нем (целлофане) вентиляционные дырки.
Для нормальной сохранности, сварочный аппарат лучше хранить в помещении с постоянной комнатной температурой и невысокой влажностью.

Заявления производителей, что их аппараты устойчивы к резким погодным изменениям — преувеличены, поэтому уличное и гаражное хранение не подходят.
Заключение
Сегодня мы рассмотрели принципы функционирования инверторного сварочного аппарата и какими способами можно увеличить срок его эксплуатации. Далее, вы можете ознакомиться с выбором сварочного режима и как подобрать электроды.
Умение настраивать инвертор – это залог успешно выполненного сварочного шва. Как установить нужный режим сварки, выбрать первый инвертор и много других полезных материалов вы можете найти на нашем сайте.
Как установить нужный режим сварки, выбрать первый инвертор и много других полезных материалов вы можете найти на нашем сайте.
Если возникают вопросы или вы хотите поделиться советами – пишите нам в комментариях. Успехов!
Ремонт сварочного инвертора своими руками и профилактика
Неисправности сварочного аппарата, делаем ремонт сами
Сварочные инверторы все чаще используются мастерами в домашних условиях в гараже, на даче, в загородном доме. Научиться пользоваться сварочным аппаратом несложно – гораздо сложнее сделать ремонт инверторных сварочных аппаратов своими руками.
Поломки и неисправности в инверторе чаще всего возникают именно в процессе самостоятельного обучения сварочному делу как следствие неправильных настроек и установки режимов работы аппарата.
Схема инверторного аппарата для сварки металлов намного сложнее устройства обычной, трансформаторной сварки, поэтому и число поломок может возрасти при неправильной его эксплуатации.
Не все ремонтные работы требуют вмешательства профессионала – многие настройки и мелкий ремонт инвертора можно сделать и своими руками.
Несоответствие ваших ожиданий и реальной работы инвертора кроется в неправильной настройке сварочного режима, в несоответствии тока, полярности напряжения диаметру или типу электрода, присадки или сварочного материала деталей.
Но многие доморощенные мастера действуют по принципу: инструкция изучается только после поломки оборудования или тогда, когда больше нечего читать.
Чтобы с вашим дорогостоящим инвертором не случались неприятности, следует знать хотя бы основные причины поломок и плохой работы аппарата:
- Неверно установленная сила тока – это слабый импульс на дуге, залипание сварочного электрода, перегрев инвертора, разбрызгивание металла присадки или электрода.
- Электрод часто залипает – скорее всего, виновато уменьшенное напряжение в сети. Бытовой инвертор начинает работать нестабильно, если напряжение в сети падает на 10-15%. Но залипать электрод может и при плохом контакте в держателе или соединительном штекере. Это может быть вызвано окислением контактов, большим сопротивлением удлинительного силового кабеля или небольшим его сечением.
- Нет сварочной дуги – это плохой контакт на зажиме со свариваемой деталью или банальный обрыв кабеля.
- Инвертор отключился во время работы при сохранении напряжения в сети – скорее всего, сгорел предохранитель, так как был выбран с несоответствующим значением силы тока.
- Защитная автоматика может сработать при перегреве инвертора – значит, превышено время непрерывной сварки. Нужно дать аппарату остыть в течение 20-30 минут.
- Сгорел диодный мост – длительная сварка при максимальном токе.
- Сам источник питания инвертора может выйти из строя при попадании воды и пыли на детали, повышенная влажность воздуха или механическое повреждение.
- Сгорел транзисторный модуль – причины две: механическое повреждение или длительная работа при максимальном сварочном токе.
- Неисправность обнаружена в системе управления: причина – повышенная влажность или прямое попадание воды.
 Но залипать электрод может и при плохом контакте в держателе или соединительном штекере. Это может быть вызвано окислением контактов, большим сопротивлением удлинительного силового кабеля или небольшим его сечением.
Но залипать электрод может и при плохом контакте в держателе или соединительном штекере. Это может быть вызвано окислением контактов, большим сопротивлением удлинительного силового кабеля или небольшим его сечением.
Самостоятельная диагностика и ремонт
Эти неисправности вполне можно устранить своими руками и без знания основ электроники. Если поломка сложная, то лучше вызвать мастера, а не пытаться разобраться в электронной начинке своими, не всегда большими, возможностями.
Но каждый, даже самый просто ремонт инвертора своими руками следует начинать так: вскройте корпус, если срок гарантии уже закончился, и попытайтесь визуально определить поломку.
Сам выпрямитель сварочного инвертора с мощным диодным мостом в составе почти никогда не ломается, но прозвонить его авометром (омметром, тестером) все же следует.
Чаще всего выходит из строя инверторный модуль на полевых транзисторах и биполярных тиристорах. Происходит это при частом перегреве сварочного аппарата или при неправильно выставленных настройках рабочего режима.
Внешне сгоревший транзистор выглядит лопнувшим или вздутым. Также могут быть обгоревшими выводы транзистора или тиристора. Вздутыми или лопнувшими будут и сгоревшие конденсаторы.
В этом случае ремонт заключается в замене своими силами вышедших из строя деталей на исправные запчасти. Для этого вам понадобится только паяльник.
Но это в идеальном случае. Правильный ремонт своими руками состоит в предварительной проверке всех подозрительных элементов схемы, а для этого нужны специальные знания в электронике и радиотехнике. Если внешний осмотр не дал никаких результатов, то остается отнести сварочный инвертор в сервисный центр. Так вы сэкономите и деньги, и время.
Профилактика поломок инвертора
Интенсивная эксплуатация сварочного агрегата, частая замена оператора и несоблюдение приведенных ниже рекомендаций обязательно приведут к ускоренному износу аппаратуры и частым поломкам электроники. Уменьшить количество поломок или практически избежать их на долгое время помогут своевременные профилактические меры.
Что нужно, чтобы продлить работу сварочного аппарата:
- Сварочные работы рекомендуется проводить в закрытых помещениях со стабильной температурой и постоянной влажностью.
- Работая на открытой площадке, не допускайте попадания на инвертор влаги и пыли, особенно одновременно, чтобы не пришлось делать ремонт.
- Если напряжение в сети нестабильно, а также при большом расстоянии от места сварки до инвертора не слишком увеличивайте мощность сварочной дуги – устанавливайте не более 10-15% от номинального значения для работающего электрода.
- Берегите инвертор от ударов, вибрации, влияния агрессивной среды.
- Минимальное время работы при максимальном сварочном токе – это первое правило сварщика. Несоблюдение этого простого правила быстро приведет к поломке аппарат, его перегреву и выходу из строя деталей электросхемы.
- При резкой смене наружной температуры (помещение-улица) дать агрегату прогреться или остыть до той температуры, при которой он будет эксплуатироваться.
- Инверторный плазморез должен эксплуатироваться только в стационарных условиях, при постоянной температуре и влажности в помещении.
- Раз в неделю вскрывать корпус и продувать инвертор от пыли.
Вышеперечисленные неисправности сварочных инверторов – далеко не все, но они приходятся на 60% всех мелких ремонтов. При серьезной неисправности можно дать только одну рекомендацию — не ремонтировать аппарат своими руками, а отправить его на ремонт в сервисный центр. Так вы сэкономите на ремонте и не навредите своему помощнику.
Источник: http://GoodSvarka.ru/electro/neispravnosti/
Неисправности и методика ремонта инверторных сварочных аппаратов своими руками
Все большую популярность среди мастеров сварщиков завоевывают инверторные сварочные аппараты благодаря своим компактным размерам, небольшой массе и приемлемым ценам.
Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок.
В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре.
Устройство сварочного инвертора
Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули.
- Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
- Конденсаторный фильтр. Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
- Фильтр для подавления помех. Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
- Инвертор. Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр.
- Высокочастотный трансформатор. Устанавливается после инвертора и понижает высокочастотное напряжение до 60-70 В. Благодаря включению в конструкцию данного модуля ферритового магнитопровода, появилась возможность снизить вес и уменьшить габариты трансформатора, а также уменьшить потери мощности и повысить КПД оборудования в целом. К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
- Вторичный выходной выпрямитель. Состоит из моста, в составе которого находятся специальные диоды, с большой скоростью реагирующие на высокочастотный ток (открытие, закрытие и восстановление занимает около 50 наносекунд), на что не способны обычные диоды. Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
- Плата управления. Управлением всеми операциями инвертора занимается микропроцессор, который получает информацию и контролирует работу аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.
- Реле плавного пуска. Чтобы во время пуска инвертора не перегорели диоды выпрямителя от высокого тока заряженных конденсаторов, применяется реле плавного пуска.
Как работает инвертор
Ниже приведена схема, которая наглядно показывает принцип работы сварочного инвертора.
Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных.
Входящий ток является переменным, но, проходя через диодный блок, становится постоянным. Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным.
Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата.
Все преобразования тока контролируются микропроцессорным блоком управления.
Причины поломок инверторов
Современные инверторы, особенно сделанные на основе IGBT-модуля, достаточно требовательны к правилам эксплуатации. Объясняется это тем, что при работе агрегата его внутренние модули выделяют много тепла.
Хотя для отвода тепла от силовых узлов и электронных плат используются и радиаторы, и вентилятор, этих мер порой бывает недостаточно, особенно в недорогих агрегатах.
Поэтому нужно четко следовать правилам, которые указаны в инструкции к аппарату, подразумевающие периодическое выключение установки для остывания.
Также, если инверторный сварочный аппарат работает в запыленных помещениях, на его радиаторах оседает пыль и мешает нормальной теплоотдаче, что неизбежно приводит к перегреву и поломке электрических узлов. Если от присутствия пыли в воздухе избавиться нельзя, требуется почаще открывать корпус инвертора и очищать все узлы аппарата от накопившихся загрязнений.
Но чаще всего инверторы выходят из строя, когда они работают при низких температурах. Поломки случаются по причине появления конденсата на разогретой плате управления, в результате чего происходит замыкание между деталями данного электронного модуля.
Особенности ремонта
Отличительной особенностью инверторов является наличие электронной платы управления, поэтому диагностировать и устранить неисправность в данном блоке может только квалифицированный специалист.
К тому же, из строя могут выходить диодные мосты, транзисторные блоки, трансформаторы и другие детали электрической схемы аппарата.
Чтобы провести диагностику своими руками, требуется иметь определенные знания и навыки работы с такими измерительными приборами, как осциллограф и мультиметр.
Из вышесказанного становится понятно, что, не имея необходимых навыков и знаний, приступать к ремонту аппарата, особенно электроники, не рекомендуется. В противном случае ее можно полностью вывести из строя, и ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.
Основные неисправности агрегата и их диагностика
Как уже говорилось, инверторы выходят из строя из-за воздействия на “жизненно” важные блоки аппарата внешних факторов. Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Аппарат не включается
Очень часто данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером.
Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата.
Методика ремонта “дежурки” на примере инвертора марки Ресанта показана в этом видео.
Нестабильность сварочной дуги или разбрызгивание металла
Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода.
Совет! Если на упаковке к электродам нет рекомендованных значений силы тока, то ее можно рассчитать по такой формуле: на каждый миллиметр оснастки должно приходиться сварочного тока в пределах 20-40 А.
Также следует учитывать и скорость сварки. Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.
Сварочный ток не регулируется
Если не регулируется сварочный ток, причиной может стать поломка регулятора либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром.
Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Большое энергопотребление
Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
Электрод прикипает к металлу
Такое происходит, если в сети понижается напряжение. Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм2).
Горит перегрев
Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата. Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты.
Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ).
Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
На самом деле, различных поломок и причин, вызывающих их, может быть достаточно много, и перечислить их все сложно. Поэтому лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей. Как проводится диагностика аппарата, можно узнать, посмотрев следующее обучающее видео.
Источник: http://Tehnika.expert/dlya-remonta/svarochnyj-apparat/remont-invertora.html
Основные поломки сварочных аппаратов и способы их устранения
Общеизвестно, что ремонт сварочных аппаратов в подавляющем большинстве случаев может быть организован и проведён самостоятельно. Исключением является лишь восстановление работоспособности электронного инвертора, сложность схемы которого не позволяет провести полноценный ремонт в домашних условиях.
Одна только попытка отключить защиту инвертора может поставить в тупик даже специалиста по электротехнике. Так что в этом случае лучше всего обратиться за помощью в специализированную мастерскую.
Частые неисправности
Основными проявлениями неполадок аппаратов электродуговой сварки являются:
- прибор не включается при подсоединении к электросети и запуске;
- залипание электрода с одновременным гулом в районе преобразователя;
- самопроизвольное отключение сварочного аппарата в случае его перегрева.
Ремонт всегда начинается с осмотра сварочного аппарата, проверки питающего напряжения. Провести ремонт трансформаторных сварочных аппаратов несложно, к тому же они непривередливы в обслуживании. У инверторных аппаратов определить поломку сложнее, а ремонт в домашних условиях зачастую невозможен.
Однако при правильном обращении инверторы служат долго, и не ломаются. Необходимо защищать от пыли, высокой влажности, мороза, хранить в сухом месте. Есть наиболее характерные неисправности сварочных аппаратов, устранить которые можно своими руками.
Устройство не запускается
В этом случае, прежде всего, необходимо убедиться в наличии напряжения в сети и целостности предохранителей, установленных в обмотках трансформатора. При их исправности следует прозвонить с помощью тестера токовые обмотки и каждый из выпрямительных диодов, проверив тем самым их работоспособность.
При обрыве одной из токовых обмоток потребуется её перемотка, а в случае неисправности обеих проще заменить трансформатор целиком. Повреждённый или «подозрительный» диод заменяют новым. После ремонта сварочный аппарат снова включают и проверяют на исправность.
Иногда из строя выходит фильтрующий конденсатор. В этом случае ремонт будет заключаться в его проверке и замене новой деталью.
В случае исправности всех элементов схемы необходимо разобраться с сетевым напряжением, которое может быть сильно занижено и его просто не хватает для нормального функционирования сварочного аппарата.
Залипание электрода (прерывание дуги)
Причиной залипания электрода и прерывания дуги может быть снижение напряжения из-за короткого замыкания в обмотках трансформатора, неисправности диодов или ослабления соединительных контактов. Также возможен пробой конденсаторного фильтра или замыкания отдельных деталей на корпус сварочного аппарата.
К причинам организационного характера, вследствие которых аппарат не варит как надо, можно отнести чрезмерную длину сварочных проводов (более 30 метров).
Если залипание сопровождается сильным гудением трансформатора – это также свидетельствует о перегрузке в нагрузочных цепях прибора или замыкании в сварочных проводах.
Одним из вариантов ремонта с устранением этих эффектов может стать восстановление изоляции соединительных кабелей, а также подтяжка ослабевших контактов и клеммников.
Самопроизвольное отключение
В некоторых случаях ремонт можно провести самостоятельно, если аппарат начал самопроизвольно отключаться. Большинство моделей сварочных аппаратов оснащено защитной схемой (автоматом), срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы. Один из вариантов такой защиты предполагает блокировку работы устройства при отключении вентиляционного модуля.
После самопроизвольного отключения сварочного аппарата, прежде всего, следует проверить состояние защиты и попытаться возвратить этот элемент в рабочее состояние.
При повторном срабатывании защитного узла необходимо перейти к поиску неисправности по одной из описанных выше методик, связанных с замыканиями или неисправностью отдельных деталей.
В этой ситуации в первую очередь следует убедиться в том, что узел охлаждения агрегата работает нормально, и что перегрев внутренних пространств исключён.
Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
При отсутствии внутренней защиты предохранительный автомат может быть установлен в электрическом щитке. Для поддержания нормального функционирования сварочного агрегата его настройки должны соответствовать выбранным режимам.
Так, некоторые модели таких аппаратов (сварочный инвертор, в частности) в соответствии с инструкцией должны работать по графику, предполагающему перерыв на 3-4 минуты после 7-8-ми минут непрерывной сварки.
Неисправности инверторных устройств
Перед ремонтом инверторного сварочного аппарата своими руками желательно ознакомиться с принципом действия, а также с его электронной схемой. Их знание позволит быстрее выявить причины поломок и постараться своевременно устранить их.
Электрическая схема
В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
Использование промежуточного сигнала высокой частоты позволяет получить компактное импульсное устройство, располагающее возможностью эффективной регулировки величины выходного тока.
Поломки всех сварочных инверторов условно можно разделить на следующие виды:
- неисправности, связанные с ошибками в выборе режима сварки;
- отказы в работе, обусловленные выходом из строя электронного (преобразовательного) модуля или других деталей устройства.
Метод выявления неисправностей инвертора, связанных с нарушениями в работе схемы, предполагает последовательное выполнение операций, производимых по принципу «от простого повреждения – к более сложной поломке». С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице.
Там же приводятся данные по основным параметрам сварки, обеспечивающие режим безаварийной (без отключения инвертора) работы устройства.
Особенности эксплуатации
Обслуживание и ремонт сварочных аппаратов инверторного типа отличается рядом особенностей, связанных со сложностью схемы этих электронных агрегатов. Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им.
В процессе ремонта электронной схемы сначала производится визуальный осмотр плат с целью выявления обгоревших или «подозрительных» элементов в составе отдельных функциональных модулей.
Если в ходе осмотра никаких нарушений обнаружить не удаётся – поиск неисправности продолжается путём выявления нарушений в работе электронной схемы (проверки уровней напряжения и наличия сигнала в её контрольных точках).
Для этого потребуется осциллограф и мультиметр, приступать к работе с которыми следует лишь при наличии полной уверенности в своих силах. Если возникли какие-либо сомнения по поводу своей квалификации – единственно верным решением будет отвезти (отнести) прибор в специализированную мастерскую.
Специалисты по ремонту сложных импульсных устройств оперативно найдут и устранят возникшую неисправность, а заодно и проведут техобслуживание данного агрегата.
Порядок самостоятельного ремонта
В случае принятия решения о самостоятельном ремонте платы – рекомендуем воспользоваться следующими советами опытных специалистов.
При обнаружении в ходе визуального осмотра сгоревших проводов и деталей следует заменить их новыми, а заодно и переткнуть все разъёмы, что позволит исключить вариант пропадания контакта в них.
Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
Для этого необходимо найти источники, в которых приводятся эпюры напряжений и токов, предназначенные для более полного понимания работы этого агрегата.
Ориентируясь на эти эпюры с помощью осциллографа можно последовательно проверить все электронные цепочки и выявить узел, в котором нарушается нормальная картинка преобразования сигнала.
При сомнениях в работоспособности этой платы можно попробовать заменить её исправной (от другого, работающего инвертора) и попытаться вновь запустить сварочный аппарат.
В случае благоприятного исхода останется только отдать свою плату в ремонт или заменить её купленной новой. Таким же образом следует поступать и при появлении подозрений в исправности всех других модулей или блоков сварочного аппарата.
В заключении напомним, что ремонт любых сварочных агрегатов (и инверторов, в частности) считается достаточно сложной процедурой, требующей определённых навыков и умения обращаться со сложной измерительной техникой.
При наличии малейших сомнений в своём профессионализме следует воспользоваться помощью специалистов и предоставить им возможность вернуть неисправный аппарат в работу.
Источник: https://svaring.com/welding/apparaty/remont-svarochnyh-apparatov
Ремонт сварочных аппаратов
Разница между старым сварочным трансформатором и новым инверторным сварочником примерно такая же, как между первыми автомобилями «Даймлер Бенц» и современным «Мерседесом».
Инвертор значительно легче своего неподъемного предшественника, имеет встроенные функции, о которых ранее можно было только мечтать, например, возможность контроля величины сварочного тока или функция предотвращения залипания электрода.
Но у великолепно задуманной идеи есть существенный недостаток – электронная начинка выходит из строя значительно чаще, чем у «старичков», а ремонт инверторных сварочных аппаратов требует немалых знаний и навыков. Любая попытка отремонтировать оборудование вслепую, без подготовки, чревата пожаром или даже травмой.
Как правильно организовать ремонт сварочного инвертора
Разумеется, ситуации, когда электронный сварочный аппарат сгорает, как свечка, и не подлежит дальнейшему ремонту, случаются крайне редко.
На практике ремонт сварочного аппарата может оказаться намного проще, чем казалось в первый момент. В 90% случаев из строя выходят силовые цепи, в 50% — чувствительные управляющие элементы схемы.
Но чтобы выполнять ремонт инверторных сварочных аппаратов своими руками, мало одного желания, как минимум, потребуется следующее оборудование:
- Цифровой тестер или мультиметр, все равно какой, можно с функцией проверки транзисторов;
- Паяльная станция, можно самодельная, но обязательно с регулируемым по температуре феном и исправным низковольтным паяльником;
- Нагрузочный реостат.
Кроме перечисленного, для работы может потребоваться шприц для откачки припоя, кисточка, спирт, лупа, сильный фонарик, лампа накаливания с проводами, ну и, конечно, справочники для заказа запасных частей.
Совет! У большинства профессиональных ремонтников имеется в распоряжении осциллограф. Для ремонта электроники, по сути, незаменимая вещь, если дело касается проверки работы системы управления аппарата.
Не факт, что осциллограф потребуется для ремонта сварочного аппарата своими руками, но в особо сложных случаях без него просто не обойтись.
Восстанавливаем сварочный инвертор, полный курс выживания
Перед тем как раскрывать аппарат и вникать в детали поломки, необходимо выяснить у сварщика две основные подробности. Во-первых, необходимо выяснить, как и в каких условиях произошла поломка сварочного инвертора, и во-вторых, были ли попытки выполнить ремонт другими специалистами.
Проблема заключается в том, что «любители» нередко заменяют заводские детали первыми попавшимися под руку компонентами. Без схемы восстановить номинал и марку детали, что крайне важно для качественного ремонта сварочного аппарата, очень сложно.
Процесс восстановления сварочного аппарата выполняется в три этапа:
- Разборка устройства и осмотр внутренних повреждений;
- Последовательная диагностика и устранение выявленных проблем;
- Испытание и проверка работоспособности сварочного аппарата не на искру, как делает большинство любителей, а на балластный реостат большой мощности.
Нередко любительский ремонт сварочных аппаратов заканчивается проверкой, зажигается дуга или нет. Использование реостата позволяет проверить один из основных параметров работоспособности сварочного инвертора – способность к регулировке и подстройке сварочного тока под нагрузкой.
Перед тем как приступать к ремонту, нужно разобраться и выяснить для себя, как устроен аппарат, и в чем особенности его работы. Например, посмотреть типовую схему или блок схему, тогда станет понятно, что и где находится на плате.
Этап первый, определяем проблемы внешним осмотром платы
Чтобы получить доступ к внутренней начинке сварочного агрегата, необходимо освободить электронную плату от корпуса и сетевого шнура.
Совет! Если перед ремонтом аппарат включался в сеть для проверки, перед разборкой сварочного инвертора осторожно замкните выходные муфты под сварочные шланги с помощью пары проводов и обычной лампы накаливания 100-150 Вт. Это поможет избежать ударов током.
Для разборки нужно снять два-четыре винтовых или саморезных крепления корпуса и вытащить из и соединительных фишек провода. Для ремонта остается голая плата, утыканная электронными деталями.
Первым делом осматриваем ее, стараемся выявлять критические для ремонта сгоревшие или поврежденные элементы, подгоревшие дорожки платы, черные резисторы и раздувшиеся конденсаторы.
В подавляющем большинстве случаев выходят из строя и подлежат ремонту следующие элементы платы сварочного аппарата:
- Балластное мощное сопротивление, разряжающее конденсаторы в силовом блоке схемы. Если питающий блок исправен, то при попытке включить сварочный аппарат конденсаторы моментально наберут немаленькую емкость и напряжение под 300В. Если в ходе ремонта, при отсутствии резистора, включить аппарат сварочный и случайно коснуться руками клемм, получите крайне болезненный удар током, почти как электрошоком;
- Полевые транзисторы-ключи. Их легко найти, они всегда установлены на массивных алюминиевых радиаторах. Если сгорело сопротивление, почти всегда требуется ремонт и замена как минимум одного из транзисторов;
- Если не регулируется сварочный ток, то, скорее всего, потребуется ремонт драйвера, одного из его каналов или операционного усилителя, входящего в схему управления.
Разумеется, приведенный перечень для ремонта является наиболее распространенным, но не исчерпывающим. Например, может сгореть термодатчик, следящий за перегревом сварочного аппарата, токовый трансформатор, работающий в паре с операционником, элементы входного диодного моста и многое другое. Поэтому ремонт сварочного аппарата необходимо начинать с прозвонки элементов по цепи.
Второй этап ремонта, проверяем цепи прозвонкой
В ходе ремонта нужно проверить самые нагруженные элементы платы. Переворачиваем ее тыльной стороной кверху и острыми щупами тестера, продираясь сквозь слой защитного лака, проверяем наличие короткого замыкания.
Первоначально проверим, не пробит ли выпрямительный диодный мост на выходе. Ремонт диодов — довольно редкая вещь, если внутрь сварочного аппарата не попала вода или не произошло КЗ на шнуре.
Аналогично меряем мост на входе.
После блока питания переходим к самым ответственным местам силовой части схемы. Это пара мощных конденсаторов и ключи на полевых транзисторах.
Для ремонта необходимо установить наличие сопротивления между коллектором и эмиттером, или правильнее – переходы сток-сток, сток-затвор.
В 99% случаев полевые транзисторы выходят из строя первыми, как результат — короткое замыкание между коллектором и стоком.
Кроме них, вторым кандидатом на ремонт и замену является драйвер платы сварочного аппарата. Но для его ремонта потребуются очень серьезные навыки и знания. Поэтому, если после замены транзисторов будут определены неисправности в каналах драйвера, лучше поручить его ремонт более квалифицированному специалисту.
Как проверить целостность драйвера
Забегая вперед, можно сказать, что после демонтажа ключей или полевых транзисторов потребность в ремонте драйвера первоначально определяют по состоянию опорных резисторов, соединяющих канал драйвера с затвором полевого транзистора — ключа.
Для этого просто пальцем по плате проследим дорожку от места затвора до первого резистора.
Проверяем его на обрыв, если сопротивления резисторов в каждом канале примерно совпадают, то на 99% можно считать, что устройство управления в рабочем состоянии.
В противном случае для ремонта сварочного аппарата придется обращаться к специалисту.
Простейший ремонт сварочного аппарата
Для ремонта агрегата потребуется снять старые транзисторы и заменить их новыми деталями. Каждый ключ крепится к массивному алюминиевому радиатору болтиком. После снятия болтов выворачивают саморезы крепления радиаторов.
Для ремонта потребуется аккуратно выпаять полевой транзистор с помощью фена паяльной станции, делается это с максимальной осторожностью, чтобы не повредить дорожки и навесной монтаж.
При выпаивании транзистор должен выйти без усилия, в противном случае поднимутся дорожки, и стоимость ремонта сварочного аппарата может подскочить в несколько раз. Место выпайки нужно освободить от припоя с помощью груши или шприца и очистить от пригорелого лака.
Перед установкой новых полевых транзисторов – ключей нужно выполнить ремонт балластного сопротивления. Вместо старого резистора, впаиваем новую деталь на 47 Ом, 10 Вт. Кроме того, прозваниваем конденсаторы и супрессоры, установленные по схеме на дорожках полевиков.
Чтобы продолжить ремонт, необходимо проверить форму и размер сигнала, приходящего по каждому каналу драйвера на затворы своего ключа — полевого транзистора.
Перед тем как подключить осциллограф, между стоком и затвором рекомендуется выполнить навеску в виде конденсатора в несколько сот пикофарад, тем самым имитируется емкость затвора транзистора.
Такой способ позволяет в ходе восстановления платы сварочного аппарата оптимальным образом нагрузить каждый канал драйвера, поэтому сигнал приходит в том виде, в котором он существует в реальных условиях при проведении сварочных работ.
После напайки конденсаторов подключаются щупы осциллографа, и включается питание платы сварочного аппарата.
Форма сигнала подтверждает, что ремонт выполнен правильно, на затворы транзисторов приходит сигнал от драйвера нужной формы и величины.
Осталось только закрепить новые полевые транзисторы с нанесенной теплоотводящей пастой на алюминиевых радиаторах. Радиаторы устанавливаются на плату, а ножки транзисторов поочередно запаиваются. Восстановление сварочного аппарата практически закончено, осталось только испытать устройство.
Заключение
Для этого подключаем к выводным контактам платы сварочного аппарата лампу на 40 Вт и включаем ее, если лампа загорелась вполнакала, значит, восстановление выходных цепей выполнено успешно.
Чтобы удостовериться в полной работоспособности аппарата, к муфтам сварочных шлангов подключают реостат и тестером измеряют напряжение на выходных клеммах.
Если поворотом ручки напряжение на клеммах муфты плавно меняется от 60 В до 10 В, значит, аппарат полностью исправен, в противном случае нужно менять операционный усилитель в цепи регулировки.
Источник: http://bouw.ru/article/remont-invertornih-svarochnih-apparatov-svoimi-rukami
Ремонт сварочных инверторов и поиск неполадок своими руками: виды неисправностей, их возникновения, ремонт
Довольно часто домашние мастера сталкиваются с необходимостью выполнения сварочных работ. Для этого им необходимо специальное сварочное оборудование.
Сегодня сварочные инверторы являются довольно распространенным видом подобных аппаратов, которые все чаще можно встретить у многих владельцев. Однако в определённый момент это оборудование может выходить из строя, что заставляет задумываться о ремонте.
Причем в этом случае необязательно обращаться к специалистам, в некоторых случаях можно вернуть сварочный аппарат в рабочее состояние своими силами. Главное — знать, что именно привело к неисправности и каким образом можно ликвидировать ее самостоятельно, не неся необязательных расходов на сервисное обслуживание.
Ремонт сварочных инверторов своими руками
Одним из главных качеств, которые обеспечили популярность сварочных инверторных аппаратов, является высокое качество сварки, которое может обеспечить любой человек, не обладающий достаточными навыками в обращении с ним. При этом сами условия по эксплуатации этого агрегата отличаются высоким уровнем удобства.
Нужно упомянуть о наличии у этого оборудования более сложной конструкции, если сравнивать его со сварочными выпрямителями и трансформаторами. Это, в свою очередь, негативно отражается на их надежности.
Также нужно сказать о том, что перечисленные выше предшественники представляют с собой электротехнические устройства.
В отличие от них инверторные аппараты — это одна из разновидностей сложных электронных приборов.
По этой причине, если владелец столкнулся с неполадками в работе сварочного инвертора, для обнаружения причины неисправности и выполнения непосредственно ремонта необходимо убедиться в работоспособности составных его элементов: диодов, транзисторов, стабилитронов, резисторов, а также иных элементов электронной схемы инвертора. Следует также быть готовым к тому, что пользователь столкнется с необходимостью использования таких устройств, как вольтметр, цифровой мультиметр, а также иной рядовой измерительной техники, включая и осциллограф.
Схема ремонта сварочного инвертора своими руками
Приступая к ремонту инверторных сварочных аппаратов, необходимо помнить о следующем моменте: довольно часто сложно понять, ориентируясь лишь на характер возникшей неполадки, что же именно привело к прекращению работы аппарата.
В подобной ситуации владельцу не остается ничего другого, как по очереди проверять каждый элемент схемы. Поэтому, чтобы ремонт оправдал затрачиваемые на него усилия и время и обеспечить необходимый результат, владелец подобного аппарата должен обладать определенными познаниями в электронике, а также хотя бы минимальными навыками работы с электросхемами.
Если он в этом плане не разбирается, то, решившись на самостоятельный ремонт инверторного сварочного аппарата, он рискует лишь понапрасну потерять силы, время, не добившись своей цели. Не исключено, что его инициатива может ухудшить работу устройства, а выполненные им действия станут причиной возникновения новых неполадок.
Основные неисправности сварочных инверторов
Если рассмотреть все неполадки, которые диагностируют при эксплуатации сварочных инверторов любого типа, то они могут быть классифицированы на несколько групп:
- неполадки, возникшие в результате неграмотного выбора рабочего режима сварки;
- неполадки, причиной появления которых является неисправность или же неправильная работа электронных составляющих оборудования.
Вне зависимости от характера неисправности подобная ситуация не позволит владельцу продолжить в привычном режиме сварку. К появлению неисправности в работе сварочного инвертора могут приводить различные факторы.
Для определения точной причины необходимо проверять по очереди каждый из них, причем вначале начинают с простых операций и постепенно продвигаются к более сложным. После проведения всех рекомендуемых диагностических процедур может случиться так, что сварочный аппарат по-прежнему находится в нерабочем режиме.
В этом случае можно предположить, что неполадки связаны с нерабочей электросхемой инверторного модуля. Чаще всего выход из строя электронной схемы происходит по следующим причинам:
- Проникновение влаги внутрь устройства. В большинстве случаев этому способствуют осадки.
- В случае скопления под корпусом пыли возникают благоприятные условия для нарушения правильного охлаждения составляющих узлов электронной схемы. Чаще всего наибольшему риску загрязнения подвержено оборудование, которое используется на строительных площадках. Для предотвращения выхода из строя инвертора под влиянием подобных условий работы следует регулярно выполнять его чистку.
- Пренебрежение рекомендациями изготовителя относительно подходящего режима использования инвертора, работающего без перерывов. Это также может стать одной из причин возникновения неполадок в работе электроники оборудования, возникающих на фоне его перегрева.
Распространенные неисправности инверторов
Обычно инверторные аппараты выходят из строя по причине воздействия внешних факторов, а также неправильной настройки и пренебрежения рекомендациями по использованию аппарата. Среди подобных ситуаций чаще всего можно наблюдать следующие:
- Процесс горения сварочной дуги имеет неустойчивый характер или же отмечается слишком сильное разбрызгивание материала электрода. Столкнуться с подобным можно в том случае, если был неправильно подобран ток. Во избежание проблем нужно ориентироваться на диаметр и тип электрода, а также скорость сварки. Эту задачу производитель решает за потребителя, приводя соответствующие рекомендации по определению силы тока на упаковке. Если же подобные сведения отсутствуют, то можно воспользоваться следующей формулой: ток определяется из расчета 20-40 А на каждый миллиметр диаметр электрода. При достаточно медленной скорости сварки необходимо выбрать меньшую величину тока.
- Сварочный электрод с усилием отводится от металла. Подобная ситуация может возникать из-за нескольких различных факторов. В большинстве случаев этому способствует чересчур низкое питающее напряжение сети, к которой подключено оборудование. Если же сварочные работы выполняются с применением инвертора, рассчитанного на эксплуатацию при пониженном напряжении, то причиной его выхода из строя может стать снижение величины напряжения в случае подключения нагрузки, не превышающий уровня, который соответствует минимальному. Наряду с этим неисправности могут быть связаны с плохим контактом модулей прибора в панельных гнездах. Для решения этой проблемы необходимо подтянуть крепления или же гораздо плотнее зафиксировать вставки. Если на входе аппарата наблюдается падение напряжения, в качестве причины этого может служить использование сетевого удлинителя, где применяется кабель с сечением менее 2,5 мм2. В таких условиях также можно наблюдать уменьшение питающего напряжения сварочного аппарата во время выполнения работ. Неполадки в работе оборудования могут возникнуть и из-за слишком длинного удлинителя. Не следует использовать провод, который в длину достигает более 40 метров, поскольку в этом случае нельзя обеспечить эффективную работу устройства. В противном случае в питающей цепи будут наблюдаться слишком большие потери. Причиной возникновения прилипания может выступать подгорание или окисление контактов в цепи питания. На фоне такого явления напряжение также может в значительной степени просто «просаживаться». Столкнуться с такой проблемой можно и тогда, когда была проведена посредственная подготовка свариваемых элементов.
- При включенном инверторе индикаторы показывают рабочее состояние, при этом невозможно осуществлять сварку. Обычно причиной подобной неполадки является перегрев оборудования, при этом довольно сложно увидеть свечение контрольного индикатора или лампы, а звуковой сигнал в используемой модели не предусмотрен. Другой причиной подобной неисправности может быть самостоятельное отсоединение сварочных проводов или их повреждение.
- Во время сварки можно столкнуться с постоянным отключением сетевого напряжения. Чаще всего это связано с ошибками относительно выбора для электрощитка автоматического выключателя. Для правильной работы нужно, чтобы этот прибор был предназначен для использования с током до 25 А.
- Невозможно включить инвертор. Столкнулся с подобной неполадкой можно, если в сети наблюдается низкое напряжение, которого не хватает для создания нормальных условий для выполнения сварочных работ.
- Отключение инвертора при длительном выполнении сварочных работ. Наиболее вероятной причиной прекращения работы аппарата следует назвать срабатывание защиты по температуре, однако это не следует считать неполадкой. Достаточно сделать перерыв в 20-30 минут, после чего можно продолжать работу.
Ремонт инверторных сварочных аппаратов
Признаком возникновения серьезных неполадок в работе инверторного модуля может выступать возникновение запаха гари из корпуса аппарата. В подобной ситуации наилучшим решением будет вызов специалистов сервисной службы. Чтобы устранить подобную неисправность своими руками, владелец должен обладать определенными навыками и знаниями.
Технология работ
Процедура ремонта своими руками заключается в получении доступа к корпусу аппарата, дальнейшем обследовании его начинки. В некоторых случаях причиной неисправности может быть некачественная пайка элементов, кабелей, иных контактов на платах схемы.
Поэтому в подобной ситуации вернуть прибор в рабочее состояние можно путем перепайки. На начальном этапе нужно попытаться выяснить, какие элементы вышли из строя. На это могут указывать трещины, темные пятна на корпусе или признаки прогорания на плате выводов, а также вздутие верхней части электролитических конденсаторов.
После того, как удалось установить неисправные узлы, их необходимо выпаять, далее установить вместо них идентичные или схожие с ними по характеристикам детали.
При выборе заменяемых деталей необходимо обращать внимание на маркировку, присутствующую на корпусе, либо использовать таблицы. Во время извлечения поврежденных элементов рекомендуется применять паяльник с отсосом.
Это позволит с минимальными затратами времени выполнить работу и избежать серьезных проблем.
В некоторых случаях обследование может не дать результатов. В подобной ситуации имеет смысл начать прозванивать элементы, используя для этого омметр или мультиметр. Наименьший уровень защиты имеют транзисторы. По этой причине во время ремонта прибора необходимо в первую очередь обследовать их и проверить работоспособность.
В большинстве своем силовые транзисторы отличаются высокой надежностью. И если все же они оказались неисправны, то чаще всего благоприятствующим этому фактором становится отказ элементов «раскачивающего» их контура. Элементы последнего и нужно проверить в самом начале.
После выполнения проверки необходимо подвергнуть прозванию и прочие элементы платы.
При обследовании платы следует уделить внимание состоянию каждого печатного проводника, где нужно убедиться, что они не имеют обрывов и подгаров. Если были обнаружены подгоревшие участки, их нужно убрать и напаять перемычки.
Эту операцию выполняют своими руками по той же схеме, как и при повреждении кабеля ПЭЛ. Если потребуется, то проверке следует подвергнуть и контакты каждого из присутствующих в устройстве разъемов. В некоторых случаях их придется зачистить.
Заключение
Инверторные сварочные аппараты способны намного упростить процедуру сварки различных изделий. Выход из строя этого оборудования может огорчить любого владельца. Однако не стоит раньше времени обращаться к специалистам сервисного центра.
В ряде случаев вернуть в работоспособное состояние аппарат можно и своими руками. Часто это оборудование имеет довольно простые неисправности, которые можно легко устранить.
Главное — четко понимать, что именно привело к выходу из строя аппарата и как правильно выполнить ремонт.
Источник: https://stanok.guru/oborudovanie/svarochnyy-apparat/remont-svarochnyh-invertorov-i-poisk-nepoladok-svoimi-rukami.html
принципы и правила, как сделать своими руками
Сварочные аппараты инверторного типа в наши дни являются надёжными помощниками в выполнении работ квалифицированными специалистами. Их поломка и последующий ремонт у мастера может затянуться, а время простоя — сказаться на оперативности выполнения работ и потере денег. Некоторые прибегают к самостоятельной починке аппарата.
Ремонт инверторных сварочных аппаратов своими руками довольно прост, если знать типовые неисправности и иметь нужное оборудование и запчасти. Здесь помогут как измерительная техника вроде мультиметров и осциллографов, так и обычный мощный паяльник, качественный флюс и припой для замены повреждённых элементов. Это ведёт к значительной экономии средств на обслуживание, так как обращаться в специализированные сервисные центры придётся только в случае крупных или фатальных неисправностей.
Как работает сварочный инвертор
Инверторный аппарат — источник постоянного тока, обеспечивающий во время сварки конструкций и изделий из металла зажигание и непрерывность работы электрической дуги. Это достигается высокочастотной трансформацией тока большой силы, что приводит к уменьшению размера трансформатора и делает выходящий ток стабильнее. Нужные параметры тока достигаются в несколько этапов:
- первичное выпрямление тока, поступившего из сети;
- трансформация выпрямленного тока в высокочастотный;
- увеличение силы тока высокочастотным трансформатором, что ведёт к уменьшению его напряжения;
- вторичное выпрямление до заданной величины.
Выпрямление тока происходит с помощью диодных мостов нужной мощности, частоту регулируют высокомощные трансформаторы, которые, имея высокую частоту, обеспечивают необходимую силу тока на выходе.
Конструкция инверторных аппаратов
Большинство сварочных инверторов имеет блочное строение, где каждый из блоков можно, в свою очередь, разделить на собственные составляющие. Основных блоков три:
- блок питания;
- управляющий блок;
- силовой блок.
Блок питания стабилизирует входной ток. От других элементов его обычно отделяет металлическая перегородка. Он состоит из конденсаторов, накапливающих заряд, дроссельной системы управления, собранной на диодах, и управляемого транзисторами многообмоточного дросселя.
В свою очередь, силовой блок, контролирующий процессы преобразования тока, состоит из таких частей, как:
- первичный и вторичный выпрямители — собраны на основе диодных мостов, в случае первичного способных выдерживать ток силой до 40 ампер, напряжением до 250 вольт и частотой 50 Гц, а в случае вторичного — мощных диодов, способных поддерживать ток в 250 ампер с напряжением около 100 вольт;
- инверторный преобразователь — силовой транзистор с пороговыми значениями силы, напряжения и мощности тока, соответственно, 32 ампера, 400 вольт и 8 киловатт;
- высокочастотный трансформатор, состоящий из обмоток медной ленты, делающих возможным повышение силы тока до 250 ампер с напряжением во вторичной обмотке трансформатора не выше 40 вольт.
Тепловая и силовая защита силового блока осуществляется термовыключателями и специальными платами, построенными на основе логических микросхем типа 561ЛА7 или её аналогов (CD4011 или К176ЛА7, например). Конденсаторы и резисторы входят в состав фильтров высокой частоты, защищающих преобразователи и выпрямители тока. Для охлаждения всех частей инвертора используются вентиляторы малого диаметра (до 60 мм) и радиаторы, отводящие тепло от самых горячих радиоэлектронных элементов плат.
Управляющий блок, как правило, собирают на основе либо задающего генератора, либо широкоимпульсного модулятора. В его состав входят и резонансные дроссели и конденсаторы.
Типовые неисправности инверторов
Ремонт сварочного инвертора своими руками следует начинать с установления причин выхода аппарата из строя. Таких причин может быть две: неправильно выбранный режим работы аппарата (например, когда его мощности не хватает для разрезания металла большой толщины) или неисправности в силовой и электронной части.
Признаки неправильной работы аппарата помогают понять к какой причине относится неисправность. Так, если в процессе сварки в горении дуги наблюдается неустойчивость или разбрызгивается металл, следует проверить правильность выставленной величины силы тока. Её для каждого электрода нужно подбирать в зависимости от его длины, толщины и типа. От силы тока также зависит и скорость сварки.
Если сварочный электрод прилипает к поверхности детали, но при этом величина силы тока установлена в соответствии с его характеристиками, следует проверить длину и толщину провода используемого удлинителя, так как для сварки должны использоваться электрические кабеля небольшой длины, не больше 40 метров, и сечением более 4 квадратных миллиметров. Ещё несколькими причинами этого могут быть упавшее напряжение в сети, плохо подготовленная поверхность сварки, окисление ключевых элементов схемы питания инвертора и плохой контакт блоков инвертора в панельных гнёздах.
Если аппарат отключается при продолжительном выполнении сварки деталей, ему, скорее всего, нужно дать остыть, так как срабатывает защита от перегрева. Получаса достаточно для продолжения работ.
Невозможность включить аппарат может говорить о многих проблемах. В первую очередь следует проверить стабильность напряжения в сети, так как если оно опускается ниже 190 вольт, инвертор работать не будет.
Как отремонтировать сварочный инвертор своими руками
Приступая к ремонту, в первую очередь необходимо снять корпус инвертора, осмотреть на предмет запылённости и проверить основные силовые элементы. Признаки окисления и потемнения вследствие перегрева на платах основных блоков, вспухшие конденсаторы, выгоревшие детали, канавки на ножках электронных элементов и отсутствие контактов ножек с платой в результате некачественной пайки, всё это может привести к потере работоспособности. Если есть возможность визуально определить такие элементы, они выпаиваются с плат.
Кроме мощного паяльника здесь пригодятся отсос для припоя, легкоплавкие сплавы для упрощения съёма некоторых деталей, в пайке которых применялся, например, бессвинцовый припой, оплётки из медных нитей, позволяющие убрать крупные скопления припоя возле ножек элементов и, конечно же, качественный флюс, улучшающий теплопередачу и позволяющий припою на плате расплавляться легче.
Замена производится на детали с такой же маркировкой или аналогичные, подбираемые с помощью сравнения основных характеристик — конденсаторы могут быть чуть более высокой ёмкости, например. Оборванные провода нужно соединять аналогичными по толщине сечения и использовать термоусадочные трубки в местах спайки двух проводом между собой.
Если замена самых визуально заметных повреждений плат не помогла, следует приступить к прозвонке электронных схем. Самое уязвимое место, с которого следует начать прозвонку — это силовой блок с транзисторами. Если транзисторы не прозваниваются в соответствии с нормой, неисправность могла затронуть и драйвер, который их раскачивает.
Самый сложный ремонт, с которым можно столкнуться, обслуживая инвертор — это ремонт платы управления ключами, подающей управляющие сигналы на шины затворов блока ключей. Здесь необходимо использовать осциллограф, так как только при его помощи можно увидеть наличие этих сигналов и стабильность их прохода на блок управления.
Отремонтировать аппарат своими руками, имея определённые навыки и детали под рукой, не составляет проблем. Но если опыта работы с паяльником или понимания принципа работы радиоэлектронных деталей у вас нет, лучше всё же доверить такой ремонт профессионалам. Инвертор работает с токами большой силы и при неправильном ремонте может выйти из строя окончательно и грозить покупкой нового аппарата.
Полное руководство »MidSouthSupply
Сварочные аппараты могут показаться сложными, но их достаточно легко понять, как только вы начнете с ними работать.
Как работают сварочные аппараты?
Короткий ответ прост. Приложив немного науки и немного практики, любой может осуществить отличный сварочный проект. Длинный ответ заключается в том, что существует несколько типов сварочных и сварочных аппаратов, и вы должны быть знакомы со многими из них.
Если вы готовы приступить к своему сварочному проекту и начать создавать свои собственные практические или художественные творения, возьмите ручку и сделайте несколько заметок.
К концу этой статьи вы будете знать все, что вам нужно знать о сварке.
Основы сварочного аппарата
Прежде чем мы углубимся в технические детали, вы должны знать несколько основ, например, два типа сварки.
Двумя основными типами сварки являются дуговая сварка и сварка горелкой.
Сегодня мы познакомимся с основами обоих типов сварки: как они работают, какое оборудование для каждого из них требуется и многое другое.
Дуговая сварка
Дуговая сварка — это процесс использования электрической дуги для плавления материалов, с которыми вы работаете, а также присадочных материалов.
Этот пруток иногда называют сварочным прутком, и этот процесс используется для сваривания соединений.
Хотя это описание звучит довольно просто, дуговая сварка — сложный процесс. Для дуговой сварки необходимо прикрепить к сварочному материалу заземляющий провод.
Обратите внимание, что сварочный материал — это не тот материал, который вы будете сваривать.
Другая проволока, называемая электродным выводом, помещается в материал, который вы планируете сваривать. Когда вы оттягиваете вывод электрода от материала, вы создаете электричество.
Электричество, создаваемое вытягиванием вывода электрода, создает электрическую дугу, в честь которой назван весь процесс.
При возникновении дуги материал, который вы свариваете, плавится, и — если вы их использовали — присадочные материалы помогут деталям сплавиться в одну цельную деталь.
Типы дуговой сварки
Итак, какие бывают виды дуговой сварки?
Мы обсудим три различных типа дуговой сварки, которые перечислены ниже:
- Экранированная металлическая дуга Сварка
- Газовая дуговая сварка металлическим электродом
- Газовая вольфрамовая дуга сварка
Дуговая сварка защищенным металлом (SMAW)
Дуговая сварка защищенным металлом, также известная как SMAW, относится к типу дуговой сварки, при которой вывод электрода покрыт флюсом.
Флюс — моющее или очищающее средство. Обычно, когда возникает электрическая дуга и образуется соединение, флюс разрушается.
Когда флюс распадается, он дает от паров, которые будут защищать место сварки от всего в воздухе, что может заразить его.
Поскольку этот вид сварки относительно прост и может использоваться для множества различных сварочных работ, это один из наиболее популярных методов сварки, используемых в различных отраслях промышленности.
Обратите внимание, что SMAW можно также называть ручной дуговой сваркой металла (MMAW) или дуговой сваркой в среде защитного флюса.
Хотя все эти названия звучат по-разному, все они относятся к типу дуговой сварки, в которой используется защитный флюс.
Газовая дуговая сварка металлическим электродом (GMAW)
Газовая дуговая сварка металлическим электродом, или GMAW, также имеет несколько разных названий .
Это также называется сваркой в среде инертного газа (MIG) или сваркой в среде активного газа (MAG).
Обратите внимание, что сварка MIG и MAG относится к категории дуговой сварки металлическим электродом в газе.
GMAW работает, когда электрическая дуга возникает между металлической проволокой в инертном газе и свариваемыми материалами.
В ходе процесса материалы нагреваются, плавятся и, в конечном итоге, сплавляются.
Основное различие между SMAW и GMAW — это электрод — GMAW использует металлический инертный газ, а SMAW — свинцовый электрод.
Вспомните, как SMAW использовал флюс для защиты площадь? GMAW также имеет защитное средство, хотя его называют защитным газом.
Газовая вольфрамовая дуговая сварка (GTAW)
Последняя подкатегория дуговой сварки, которая мы будем говорить о газовой вольфрамовой дуговой сварке или GTAW.
Этот тип сварки также известен как сварка вольфрамовым электродом в среде инертного газа (TIG). В процессе GTAW используется вольфрамовый электрод.
Это тот же процесс, что и раньше, но с другим материалом электрода. То же самое, но немного измененное, используемое защитное средство.
GTAW использует инертный защитный газ для защиты зоны сварки от загрязнений.
Обратите внимание, что в GTAW также используется присадочный материал, хотя он не требуется для всех сварочных процессов с использованием этого метода.
Сварка горелкой
Сварка горелкой немного проще понять, хотя бы потому, что в ней нет подкатегорий, за которыми следовало бы следить.
При сварке горелкой вы используете горелку для плавления рабочего материала и сварочного стержня.
Сварщик получает много контроля в этом процессе, потому что ему приходится одновременно обращаться со стержнем и горелкой.
Этот вид сварки широко распространен, хотя его популярность постепенно снижается из-за практического применения. Однако он до сих пор используется во многих отраслях промышленности.
Другие виды сварки
Существуют и другие виды сварки, кроме дуговой и факельной.
Однако вы должны пытаться выполнять эти виды сварки на свой страх и риск.
Другие виды сварки включают электродуговую сварку, сварку взрывом, сварку лазерным лучом и ультразвуковую сварку.
Эти виды сварки намного сложнее. Если вы новичок, продолжайте дуговую сварку и сварку горелкой, пока не получите некоторую практику.
Для чего используются сварочные аппараты?
Сварка — это многовековая практика, которая, как говорят, берет свое начало с сэра Хамфри Дэви около 1836 года.
Примерно в это же время Дэви сгенерировал первую электрическую дугу с двумя электродами. Однако сварка не была усовершенствована до нескольких десятилетий спустя, в 1881 году.
Именно тогда Август де Меритен использовал электрическую дугу для сплавления двух свинцовых пластин вместе. Позже его ученик Николай Бернадос запатентовал вид электродуговой сварки.
Благодаря этим изменениям были созданы и в конечном итоге усовершенствованы различные виды сварки. Хотя сама эта практика довольно старая, современная сварка по-прежнему похожа на своих старых предшественников.
Сегодня сварка стала быстрее, эффективнее и точнее, чем раньше. Однако конечная цель осталась прежней.
Проще говоря, сварочные аппараты используются чтобы соединить вещи вместе.
Вот несколько важных терминов сварки:
- Сварочный материал: материалы, которые вы свариваются
- Наполнитель: пластик или металл, который вы используете как своего рода клей, чтобы скрепить сварочные материалы. Иногда сварщики используют наполнитель, чтобы скрепить сварочные материалы, чтобы такое слияние материалов может иметь место.
- Энергия: источник, который вы используете для сварки материалов. вместе (газ, электричество, лазер и т. д.)
По определению, сварка — это процесс соединения двух материалов, таких как алюминий, латунь, пластик или полимер, путем их сплавления посредством какой-то реакции.
Эта реакция обычно возникает через сильное тепло от любого источника энергии, который вы решите использовать.
Сварка часто используется в производстве, включая все виды от архитектурной и горнодобывающей до сельскохозяйственной и строительной.
Основы SMAW — что вы знаете?
Примечание редактора: в этой статье рассматриваются основные вопросы и ответы по SMAW. Разделу SMAW предшествует мнение автора о важности сохранения федерального финансирования профессиональных программ. Если вы хотите высказать свое мнение по этой теме, пожалуйста, сделайте это.
Что они думают?
Пока я пишу эту статью, слухи летят из одного конца страны в другой.Я слышал, что президент Буш рассматривал сокращение федерального финансирования программ профессионального обучения (Закон Перкинса). Многие школы полагаются на гранты для субсидирования своих сварочных программ. Я также слышал, что президент Буш отрицал, что хочет сократить эти программы. Я надеюсь, что это правда.
Некоторые в политическом мире считают, что наши студенты должны работать в компьютерных классах, а не в профессиональных мастерских. Я также считаю, что студенты должны стать компьютерными грамотными, но не за счет профессионального образования.Многие школьные округа закрыли программы профессионального обучения, чтобы превратить их в компьютерные классы. Некоторые из моих сверстников в этих районах сказали мне, что это было достойным сожалением поступком. потому что процент отсева увеличился почти сразу.
Мое профессиональное мнение состоит в том, что сокращение программ профессионального обучения — это чушь, как мы говорим в Техасе. Закройте профессиональное образование и наблюдайте, как растет процент отсева и нехватка квалифицированной рабочей силы! Недавно верфи пришлось отправиться в Ирландию и Индию в поисках сварщиков.Прогнозируется уменьшение количества мастеров и женщин на всех строительных профессий. Кто, черт возьми, построит здания, самолеты, поезда и автомобили?
Сварка — это часть нашей жизни с момента подъема до ночи. Сварные трубы приносят нам воду для чистки зубов и удаления сточных вод. Наши дома и квартиры оснащены сварной техникой. Наши автомобили, грузовики и другие транспортные средства — сварные. Наши дороги проходят по сварным мостам, а светофоры изготовлены и сварены.Здания, в которых мы работаем, защита оборудование, автомобили, и этот список можно продолжать и продолжать.
Итак, один гений придумал отличную идею: больше не тренировать сварщиков. Эта идея придает слову хромой мозг новое значение.
В наших профессиональных классах изучают больше, чем просто ремесло. Развивается трудовая этика и приобретаются социальные навыки. Я обучал нескольких студенток за последние несколько лет, и было здорово видеть, как они вошли в профессию, в которой преобладают мужчины, и обнаружили, что они действительно могут преуспеть.(Я уже писал о женщинах, которые построили самолеты, танки и корабли, которые поддерживали нашу страну во время Вторая мировая война.) Это было фантастикой, как мужчины приняли женщин и относились к ним с уважением. Студенты учатся работать вместе и заводят дружеские отношения, получая при этом базовое представление о некоторых доступных рабочих местах.
Кто-то может обвинить меня в предвзятости (и я обвиняю) в том, что, если программы профессионального обучения сокращаются, то же самое и моя работа.Да, эта идея меня не особо волнует, но я, черт возьми, тоже не волнуюсь по этому поводу. Раньше я был в ужасном положении, но если воля Бога и ручей не поднимется, я немедленно буду работать где-нибудь в поле.
Наши профессиональные классы, то, что от них осталось, готовят учащихся к продуктивной жизни, даже если они никогда не занимаются этим специальным ремеслом. Я знаю это, потому что видел это, и если мы их отключим, мы облажаемся!
Основы SMAW — Вопросы
Теперь, когда у меня это сработало, я подумал, что отвечу на несколько основных вопросов о дуговой сварке экранированным металлом (SMAW или сварка палкой).
Дайте лучший короткий ответ на следующий вопрос:
- В каком направлении течет ток в электричестве постоянного тока?
- В каком направлении течет ток в электричестве переменного тока?
- Что означают DCEP и DCEN?
- Каковы три основных дефекта сварных швов при SMAW?
- Почему нельзя сваривать оголенные участки кожи?
- Как узнать, правильно ли настроен незнакомый аппарат при сварке?
- В чем разница между заземляющим зажимом и рабочим зажимом ?
- При сварке всегда нужно расслаблять руку и чем заняться?
- Что такое брызги?
- Назовите три причины, по которым вы никогда не должны резать или сваривать использованный контейнер.
Основы SMAW — ответы
1. В постоянном токе электричество всегда перетекает с отрицательного на положительный. Точно так же, как когда вы включаете садовый шланг и вода начинает течь, при сварке постоянным током ток течет из отрицательного полюса и возвращается обратно в положительный. Это обеспечивает плавный сварочный ток.
2. При переменном токе электричество течет назад и вперед от отрицательного к положительному и от положительного к отрицательному по синусоиде.Это создает беспорядочный поток для SMAW, вызывая больше брызг и более нестабильный ток. Пару лет я использовал переменный ток для сварки 6011. Сварные швы были в порядке, но в любое время дайте мне постоянный ток.
3. Положительный электрод постоянного тока (DCEP) — это то, что мы привыкли называть обратной полярностью . Отрицательный электрод постоянного тока (DCEN) — это то, что мы привыкли называть прямой полярностью . Я подозреваю, что тот же человек, который изменил слово библиотека на центр учебных ресурсов , овладел этими терминами.
В DCEP электричество проходит через наконечник сварочного стержня и концентрирует около двух третей тепла, что обеспечивает хорошее проникновение. DCEP обычно используется для более толстых сталей.
В DCEN электричество выходит из стержня, концентрируя около одной трети тепла на стержне. Меньшее проникновение делает его очень хорошим выбором для более тонких сталей.
Прямо сейчас некоторые из вас тянутся к своей электронной почте, чтобы сказать мне, что я ошибаюсь насчет проникновения. Некоторые журналы говорят, что DCEN обеспечивает лучшее проникновение.Мне пришлось просмотреть три разных журнала, прежде чем я нашел тот, который со мной согласился. Все согласны с тем, что DCEP обладает лучшими сварочными характеристиками. Он также имеет очищающее действие, которого нет у DCEN.
Это называется сварка теория , и моя теория состоит в том, что я использовал DCEP на всех опасностях, начиная с высотных зданий, ядерных объектов, плотин и плотинных электростанций! Я ни разу не использовал DCEN. Как и в журнале, который поддерживает мою теорию, я говорю, что лучшие характеристики сварного шва и тепло на две трети на конце стержня создают силу, и «существует действие струи и / или расширение газы в дуге на кончике электрода.Это расширение заставляет расплавленный металл перемещаться по дуге с большой скоростью. Расплавленный металл ударяет по основному металлу с большей силой. Такое сильное воздействие на основной металл помогает производить глубокие сварные швы с проникающим действием. «Modern Welding 1997 Althouse, Turnquist, Bowditch, and Bowditch». Вот именно так я бы сказал … ну, больше или Меньше.
Руководство по сварке Школы сварки Хобарта также поддерживает мою теорию: «Отрицательный электрод (прямая полярность) часто используется, когда требуется более мелкое проплавление.Положительный электрод (обратная полярность) обычно используется, когда требуется глубокое проникновение ».
Мы также провели эксперимент, перетащив 1/8-дюйм. шток на регулировочной шайбе 11-го калибра. DCEP прожигал через полтора дюйма. DCEN не прожигал до трех с половиной дюймов. Теперь, когда я подтвердил свою теорию этим в высшей степени научным экспериментом, я еще больше убежден!
Я легко могу согласиться с тем, что DCEN лучше проникает при дуговой сварке газом вольфрамом (GTAW).Это совсем другая игра с мячом из-за вольфрамового электрода. Вы не можете нагреть вольфрамовые стержни меньшего диаметра с помощью DCEP, потому что он расплавляет вольфрам. Вы можете выводить больше тепла с помощью DCEN, обеспечивая большее проникновение.
На некоторых машинах доступен переключатель для переключения с AC на DCEP или DCEN; на других отведениях нужно менять.
4. Пористость, шлаковые включения и поднутрения, главный грех сварки, являются дефектами, поскольку они ослабляют сварное соединение и могут вызвать его разрушение.
Пористость — это червоточины в сварном шве. Это может быть вызвано влажностью флюса, которая превращается в крошечные паровые взрывы, или даже незначительными следами газа, оставшимися в стали при ее образовании.
Включение шлака происходит, когда шлак не измельчается и не очищается должным образом, а затем заваривается. Хороший сварщик прожигает любой оголенный шлак, но иногда шлак можно пропустить, оставив его застрявшим под валиком.
Подрез — это главный грех, потому что он возникает, когда в основной металл проникают или врезаются, не оставляя присадочного металла.Обычно это происходит, когда сварщики используют неправильный угол стержня, работают слишком быстро или используют слишком горячий ток.
5. Сварка излучает ультрафиолетовое излучение. Это похоже на маленькое солнышко на конце вашей удочки. Эти лучи могут обжечь кожу и глаза и даже вызвать волдыри на роговице. Постоянная сварка обнаженной кожи может привести к раку кожи, одному из самых быстрорастущих видов рака в нашей стране. Когда кожа повреждается снова и снова, возможно одно из исцеляющие клетки быть плохими.Когда он начинает размножаться, может появиться рак.
Часто сварщики не хотят носить тяжелую горячую кожу или длинные рукава в жаркие дни. Сделай это все равно! Меланома может быть смертельной, и даже если это не так, вам все равно придется вырезать раны на коже.
6. Обычно я не обращаю внимания на цифры на автомате. У меня в магазине восемь машин одной марки, и все восемь работают по-разному. Я обычно устанавливаю циферблат примерно на полпути, а затем работаю оттуда.Дайте машине поработать, пока не получите жидкую устойчивую лужу, а затем отрегулируйте управление.
7. В полевых условиях мы всегда называем рабочий зажим заземлением, но на самом деле заземление — это то, что дает электричеству выход к земле от машины в случае неисправности. Рабочий зажим — это часть цепи, которая зажимает свариваемую деталь для замыкания цепи.
8. Как я уже говорил и повторю миллион раз, расслабьте руку и смотрите на лужу.Я все еще слышу крик Фила Ньюэлла мне в ухо, когда он стоял позади меня, держась за руки, и учил меня сварке. Я, черт возьми, не мог расслабиться тогда, но он, черт возьми, точно понял свою точку зрения! Вы должны расслабить руку, чтобы хорошо управлять сварочной лужей. Даже малейший движение повлияет на это. Если вы напряжены, ваши движения будут прерывистыми, а сварочная ванна будет неустойчивой.
Всегда следите за лужей, чтобы убедиться, что вы врезаетесь в сталь равномерно и равномерно.Вы должны увидеть, как лужа смывается со сталью, что предотвратит подрезку. Через некоторое время вы даже сможете почувствовать очень тонкую податливость стали, когда стержень сливается с основным металлом.
Можно оторвать взгляд от лужи, чтобы увидеть, где вы находитесь, если вы быстро вернетесь к наблюдению за ней. Иногда вы даже можете слегка приподнять удочку и осветлить область вокруг лужи, чтобы увидеть, куда вы собираетесь.
Расслабляя руку и наблюдая за лужей, следите за углом наклона удочки, скоростью движения и температурой.
9. Что такое брызги? Брызги — это маленькие капельки расплава, которые прилипают к стали вокруг сварного шва. С 7018 вы не получите столько же брызг, сколько с 6010 или 6011. Если брызги легко удаляются, все в порядке. Если он не откололся, сварка слишком горячая.
10. Почему я бросаю это? Потому что каждый год я слышу о сварщике, который получил травму или погиб в результате сварки использованной емкости. Я никогда не свариваю использованные контейнеры и никогда не буду. Вы можете получить ожог (легковоспламеняющийся), взорваться (взрывчатое вещество) или задохнуться (токсичность) сваркой не того контейнера.Сварка использованных контейнеров становится причиной множества несчастных случаев. Возьмите за правило держаться подальше от их. Использование новой стали не так уж дорого.
Как вы забиваете?
- Все правильно — вы в зоне! Попросите прибавку.
- 7 — 9 правильно — неплохо, вы в значительной степени знаете свое дело.
- 4 — 6 правильно — учись up!
- Менее 4 правильных — стань плотником. (Шучу, продолжай пытаться!)
Этот 4-осевой TIG с ЧПУ сварочный аппарат использует станину с ЧПУ CENTROID M400 в сочетании со сварочным аппаратом Miller Tig Welder для точной сварки Выхлопные патрубки из нержавеющей стали для гоночных автомобилей. Видение Компания Troutman NC разработала эту машину для профессионального использования. Гоночные выхлопные системы, расположенные в Конкорде, Северная Каролина.Pro Fab предоставляет Гоночные команды Nascar с высокоточные детали выхлопной системы, гарантирующие взаимозаменяемость и превосходное качество благодаря сварке с ЧПУ. Автоматический регулятор высоты резака удерживает фонарь на идеальной высоте, путь к фонарику, автоматическое управление усилителем с ручным дублированием, а подача проволоки контролируется через M400. Эта машина также оснащена 4-м осевой поворотный стол для использования на деталях, которые необходимо повернуть для сварки. Программирование движений сварщика, скорости подачи, усилитель подачи проволоки и сварочный усилитель осуществляется с помощью встроенных в CENTROID Программное обеспечение для диалогового программирования Intercon. | ||||||
| Нажмите на любое фото для увеличения вид | ||||||
Тиг Горелка на этом аппарате оборудована автоматической подачей проволоки.В подачу проволоки можно запрограммировать на включение и выключение при необходимости в любом месте вдоль сварочного пути. ЧПУ CENTROID волоконно оптически изолирован, что позволяет надежно управлять сварочным аппаратом TIG. Эту передовую технологию ЧПУ можно найти только в системе управления CENTROID. Сварочный аппарат Miller Tig напрямую управляется ЧПУ CENTROID. Эта машина выполняет другие на рынок стоит вдвое дороже. С другой головкой машина может также использовать сварочный аппарат MIG для различных типов деталей, которые используйте более толстый материал. | ||||||
| Изготовлено приспособление чтобы точно определить местонахождение кольцевой клеммы (удерживается на фото) внутри отрезка трубки для сварки.Конец кольца приходит через отверстие в верхней части трубки и сварочные швы по кругу вокруг верхней части кольца, сплавив его с стенка трубки идеально каждый раз. | ||||||
| Эта часть склеивается вручную, а затем обрабатывается на сварочном аппарате с ЧПУ.Шов между двумя частями трубок сварен вместе с ЧПУ. Эта зона высокого напряжения делает критически важным, чтобы сварной шов был как можно ближе довести до совершенства. | ||||||
Готовый сварной шов на коллекторе. С полным контролем сварочного тока, подача проволоки, скорость подачи при сварке и высота горелки, однородность сварных швов можно изготавливать по частям.Как только вы подтвердите деталь, сделав необходимую регулировку при первом запуске, машина будет последовательно сваривайте один и тот же шов одинаково, изо дня в день. Поскольку система управления может хранить тысячи программ сварочных деталей за месяцы с теперь, когда вы вернетесь, чтобы сделать еще один прогон той же детали, вы получить такие же результаты производительности. Управление запоминает все настройки для этой конкретной работы. | ||||||
| Оператор обучение занимает всего около дня.CENTROID упрощает сварку программирование частей с помощью встроенного программного обеспечения для диалогового программирования. Вы можете программировать детали прямо на пульте управления и видеть цветную графику на сварочном пути наконечника горелки до и во время процесса сварки. Легко вносить изменения и корректировки, а также «настраивать в «первой части для идеальной сварки каждый раз. | ||||||
А закончено Выхлопная система Pro Fabrication Racing. Эволюционная техника комбинирования Pro-Fabrication сварка вручную и с ЧПУ дала возможность возьмите трубку длиной 20 футов и превратите ее в образец готовой гоночный продукт. | ||||||