как сделать своими руками, особенности применения
Сварочный генератор – полезный в быту агрегат, поскольку к нему можно подключать не только оборудование для сварки, но и прочие инструменты, работающие от электричества.
При отсутствии электросети он будет надежным решением точки питания для любой электрической аппаратуры. К примеру, на дачном участке или за городом, где бывают перебои с электроснабжением либо оно вообще отсутствует.
Однако как поступить, если нет ни электросети, ни сварного генератора?
Тогда в сварном деле может пригодиться генератор, встроенный в автомобиль. Этой деталью оснащены все современные и некоторые более старые модели. И автогенератор действительно можно использовать вместо сварочного.
Эта статья расскажет, как провести процесс сваривания при питании от автогенератора, и можно ли пересобрать автомобильную версию аппарата в сварочную.
Содержание статьиПоказать
Общая информация

Генератор как встроенная в любую модель автомобиля деталь – это достаточно простой механизм, преобразовывающий энергию в электричество. В автомобилях этот элемент выполняет функцию запитывания электрооборудования во время работы.
При использовании автомобильной версии для сваривания металлов важно помнить, что автомобильные модели функционируют на переменном типе тока.
Сварка же, в большинстве случаев выполняется при постоянном типе тока, что необходимо учитывать при работе.
Для того чтобы найти в автомобиле генератор нужно знать как он выглядит и где расположен. Искать его нужно в передней части двигателя. Не важно, работает ли этот двигатель на бензине или дизеле.
Искать его нужно в передней части двигателя. Не важно, работает ли этот двигатель на бензине или дизеле.
В случае, если автомобиль гибридного типа, в нем встроен стартер. В таких автомобилях он выполняет именно эту роль. Генераторные модификации версии «стартер» встроены и в модели, зажигание которых проводится кнопкой «start/stop».
Возможна ли пересборка автогенератора в сварочный агрегат
Самодельный сварочный аппарат из автомобильного генератора
Пересобрать автомобильный генератор в сварочный агрегат возможно. Однако не стоит. Более разумным его применением будет питание инвертора в случае недоступности стабильной электросети либо отсутствия сварочного генератора.
Такой способ запитывания сварной аппаратуры, конечно, тоже не лучшее решение. Однако в случае, когда сварную работу провести нужно, а альтернатив точек питания нет, автогенератор становится палочкой-выручалочкой.
В новых моделях автомобилей они способны питать инвертор для выдачи до 100А. Показатель достаточно низкий, однако сваривание металлов при такой мощности вполне возможно.
Показатель достаточно низкий, однако сваривание металлов при такой мощности вполне возможно.
Особенно это подходит тем типам аппаратов, которые маломощны сами по себе. Инверторы с большими мощностями конечно лучше запитывать от аппаратов, предназначенных для сварки. Такие агрегаты работают на бензине или дизеле.
Этапы подключения к инвертору
Поскольку перестроить автомобильную модель в сварное оборудование не лучшая затея, стоит разобраться, как в случае необходимости подсоединить к нему настоящий агрегат для сварки.
Для начала производится снятие реле-регулятора с автогенератора. Разрывается цепь между реле-регулятором и щетками. После этого на щетки нужно подать питание.
Для этого используется напряжение 12В, которое проводится от АКБ. Теперь прибор в рабочем состоянии, а значит можно отключить провод, соединяющий его с АКБ.
После этого заводится двигатель. Он должен работать на коленвале в 3000 оборотов. В автогенераторе это число возрастет до девяти тысяч, и он сможет сгенерировать мощность напряжения до 80В.
Это происходит благодаря снятию реле-регулятора, который в механизме отвечает за ограничение силы тока.
Восьмидесяти вольт хватает для запитывания маломощного инвертора до мощности в 100 А. Это позволит проводить сварочные работы. Однако продолжительность процесса работы при таком питании нужно ограничивать.
Подобный режим работы сильно изнашивает как инвертор, так и запитывающий его аппарат.
Заключение
В итоге можно сказать, что автомобильная модель генератора применима как источник питания для сварочной аппаратуры.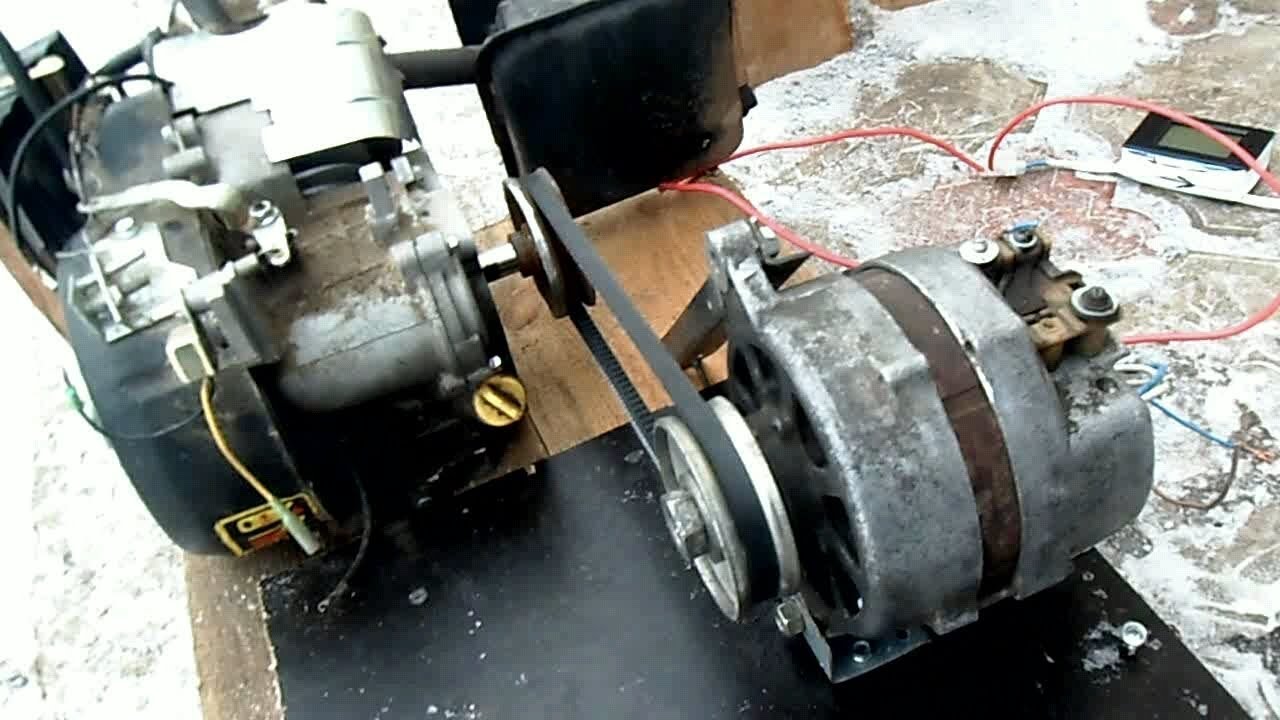
Для применения автогенератора как точки запитывания инверторного сварного оборудования нужно провести цепочку простых действий по подключению его к аппарату.
Однако такой способ питания лучше применять только в экстренных случаях. Частое подключение такого типа вредит и источнику питания, и сварочному оборудованию.
Самодельный сварочный генератор
Форум переехал на свежий движок, о всех проблемах функционала и ошибках в переводе просьба сообщать в теме
Авторизация
Подписчики
Автор фнунович, в Самодельное сварочное и вспомогательное оборудование
Блок: 1/5 | Кол-во символов: 601
Источник: https://www.chipmaker.ru/topic/73801/
Общая информация
Генератор как встроенная в любую модель автомобиля деталь – это достаточно простой механизм, преобразовывающий энергию в электричество. В автомобилях этот элемент выполняет функцию запитывания электрооборудования во время работы.
При использовании автомобильной версии для сваривания металлов важно помнить, что автомобильные модели функционируют на переменном типе тока.
Сварка же, в большинстве случаев выполняется при постоянном типе тока, что необходимо учитывать при работе.
Для того чтобы найти в автомобиле генератор нужно знать как он выглядит и где расположен. Искать его нужно в передней части двигателя. Не важно, работает ли этот двигатель на бензине или дизеле.
В случае, если автомобиль гибридного типа, в нем встроен стартер. В таких автомобилях он выполняет именно эту роль. Генераторные модификации версии «стартер» встроены и в модели, зажигание которых проводится кнопкой «start/stop».
Блок: 2/5 | Кол-во символов: 923
Источник: https://prosvarku.info/apparaty/svarochnyj-apparat-iz-avtomobilnogo-generatora
Принцип работы сварочного аппарата
Сваривание железа происходит за счет высокой температуры электрической дуги, которая плавит электрод и кромки соединяемого металла.
Рисунок 1. Принцип работы сварочного аппарата.
Затем расплавленная масса смешивается, и по мере ее охлаждения происходит соединение деталей. Принципиальная схема сварочного генератора имеет следующий вид: Рисунок 1, где:
Я — якорь генератора; ОЯ — обмотка якоря; ОВН — обмотка возбуждения намагничивания; R — реостат; ОВП — обмотка возбуждения последовательная; Д — дуга электрическая.
После того как дуга загорается, в якорной цепи рабочей схемы начинает протекать сварочный ток. Он проходит через последовательную обмотку возбуждения, создавая при этом магнитный поток. В это время в намагничивающей обмотке возбуждения создается электромагнитная сила, которая направлена в обратном направлении.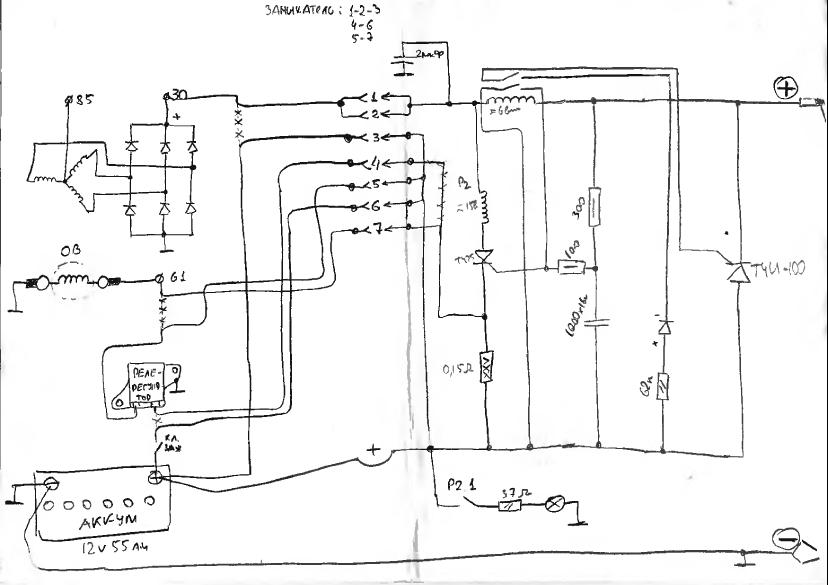
Использовать сварочный генератор можно не только как аппарат для сварки, но и как источник резервного освещения. Для этого нужно сделать дополнительный вывод и установить розетку. Основная схема соединения при этом не изменяется. Розетка крепится на корпусе аппарата. Такое использование сварочного генератора является оправданной в тех фермерских хозяйствах, где отключение основной электросети может принести убытки. Например, в инкубаторах, где выращивают цыплят.
Блок: 2/4 | Кол-во символов: 1441
Источник: https://moyakovka.ru/instrumenty/svarochnyi-generator-svoimi-rukami.html
Возможна ли пересборка автогенератора в сварочный агрегат
Самодельный сварочный аппарат из автомобильного генератора
Пересобрать автомобильный генератор в сварочный агрегат возможно. Однако не стоит. Более разумным его применением будет питание инвертора в случае недоступности стабильной электросети либо отсутствия сварочного генератора.
Такой способ запитывания сварной аппаратуры, конечно, тоже не лучшее решение. Однако в случае, когда сварную работу провести нужно, а альтернатив точек питания нет, автогенератор становится палочкой-выручалочкой.
В новых моделях автомобилей они способны питать инвертор для выдачи до 100А. Показатель достаточно низкий, однако сваривание металлов при такой мощности вполне возможно.
Особенно это подходит тем типам аппаратов, которые маломощны сами по себе. Инверторы с большими мощностями конечно лучше запитывать от аппаратов, предназначенных для сварки. Такие агрегаты работают на бензине или дизеле.
Блок: 3/5 | Кол-во символов: 944
Источник: https://prosvarku.info/apparaty/svarochnyj-apparat-iz-avtomobilnogo-generatora
Для публикации сообщений создайте учётную запись или авторизуйтесь
Вы должны быть пользователем, чтобы
Блок: 3/5 | Кол-во символов: 135
Источник: https://www.chipmaker.ru/topic/73801/
Этапы подключения к инвертору
Поскольку перестроить автомобильную модель в сварное оборудование не лучшая затея, стоит разобраться, как в случае необходимости подсоединить к нему настоящий агрегат для сварки.
Для начала производится снятие реле-регулятора с автогенератора. Разрывается цепь между реле-регулятором и щетками. После этого на щетки нужно подать питание.
Для этого используется напряжение 12В, которое проводится от АКБ. Теперь прибор в рабочем состоянии, а значит можно отключить провод, соединяющий его с АКБ.
После этого заводится двигатель. Он должен работать на коленвале в 3000 оборотов. В автогенераторе это число возрастет до девяти тысяч, и он сможет сгенерировать мощность напряжения до 80В.
Это происходит благодаря снятию реле-регулятора, который в механизме отвечает за ограничение силы тока.
Восьмидесяти вольт хватает для запитывания маломощного инвертора до мощности в 100 А. Это позволит проводить сварочные работы. Однако продолжительность процесса работы при таком питании нужно ограничивать.
Подобный режим работы сильно изнашивает как инвертор, так и запитывающий его аппарат.
Блок: 4/5 | Кол-во символов: 1112
Источник: https://prosvarku. info/apparaty/svarochnyj-apparat-iz-avtomobilnogo-generatora
info/apparaty/svarochnyj-apparat-iz-avtomobilnogo-generatora
Создать учетную запись
Зарегистрируйте новую учётную запись в нашем сообществе. Это очень просто!
Регистрация нового пользователя
Блок: 4/5 | Кол-во символов: 182
Источник: https://www.chipmaker.ru/topic/73801/
Заключение
В итоге можно сказать, что автомобильная модель генератора применима как источник питания для сварочной аппаратуры. Но модифицировать его как аппарат для сваривания металлов не стоит.
Для применения автогенератора как точки запитывания инверторного сварного оборудования нужно провести цепочку простых действий по подключению его к аппарату.
Однако такой способ питания лучше применять только в экстренных случаях. Частое подключение такого типа вредит и источнику питания, и сварочному оборудованию.
Частое подключение такого типа вредит и источнику питания, и сварочному оборудованию.
Блок: 5/5 | Кол-во символов: 512
Источник: https://prosvarku.info/apparaty/svarochnyj-apparat-iz-avtomobilnogo-generatora
Войти
Уже есть аккаунт? Войти в систему.
Войти
Авторизация
Подписчики
Перейти к списку тем
Блок: 5/5 | Кол-во символов: 367
Источник: https://www.chipmaker.ru/topic/73801/
Количество использованных доноров: 3
Информация по каждому донору:
- https://prosvarku.info/apparaty/svarochnyj-apparat-iz-avtomobilnogo-generatora: использовано 4 блоков из 5, кол-во символов 3491 (39%)
- https://moyakovka.ru/instrumenty/svarochnyi-generator-svoimi-rukami.html: использовано 3 блоков из 4, кол-во символов 4170 (47%)
- https://www.chipmaker.ru/topic/73801/: использовано 4 блоков из 5, кол-во символов 1285 (14%)
Аппарат сварочный генератор
Оригинальной конструкции аппарат сварочный генератор представляет собой автономную систему для сварки электродуговым способом плавящимся электродом.
Компактный аппарат сварочный генератор в состоянии не только производить сварку деталей, но и обеспечить аварийное освещение места работы и подключить нужный электроинструмент для подготовки сварочных кромок и зачистки швов. Автономность сварочного устройства требуется не только в экстремальных случаях, но и на строительных площадках малого домостроение, когда линии электропередач просто отсутствуют. И не только. Часто требуется срочно произвести сварочные работы, а оформление обязательного разрешения может занять много времени для согласования. Автономное устройство окажется единственным выходом в сложившейся ситуации.
Автономное устройство окажется единственным выходом в сложившейся ситуации.
Как правило, привод генератора представляет бензиновый или дизельный двигатель внутреннего сгорания, который через упругую (или компенсационную) муфту приводит в действие сварочный генератор постоянного тока или переменного, дооборудованного сварочным генератором, преобразователем или инвертором. В необходимых случаях сварочный генератор со встроенным блоком сварки может использоваться как обычный генератор для аварийного электроснабжения объекта. Но подобное использование не эффективно, поскольку нерационально расходуется моторесурс двигателя и генератора.
Сварочные генераторы выпускаются в однофазном и трехфазном исполнении, на 220 и 380в. Трехфазные сварочные генераторы позволяют производить сварку одновременно тремя постами. По сути дела трехфазный генератор представляет собой три однофазных устройства на едином «Ш»- образном магнитопроводе стержневого типа.
Минимальная мощность генераторов сварки составляет 4кВт. Это позволяет производить сварочные работы электродами диаметром до 4мм. Подобные устройства ориентированы на мелкие, эпизодические работы или для сварки тонких листовых деталей, например кузова автомобилей электродами малого диаметра. В других случаях нужно подбирать устройство мощнее. Все генераторы фабричного производства обеспечены необходимыми в работе защитами.
Это позволяет производить сварочные работы электродами диаметром до 4мм. Подобные устройства ориентированы на мелкие, эпизодические работы или для сварки тонких листовых деталей, например кузова автомобилей электродами малого диаметра. В других случаях нужно подбирать устройство мощнее. Все генераторы фабричного производства обеспечены необходимыми в работе защитами.
Читайте также
Инверторный сварочный аппарат из старого телевизора
Многим в хозяйстве пригодился бы аппарат для электросварки деталей из черных металлов. Поскольку серийно выпускаемые сварочные аппараты довольно дороги, многие радиолюбители пытаются сделать сварочный инвертор своими руками.
У нас уже была статья о том, как изготовить сварочный полуавтомат, однако на этот раз я предлагаю еще более простой вариант самодельного сварочного инвертора из доступных деталей своими руками.
Из двух основных вариантов конструкции аппарата — со сварочным трансформатором или на основе конвертора — был выбран второй.
Действительно, сварочный трансформатор — это значительный по сечению и тяжелый магнитопровод и много медного провода для обмоток, что для многих малодоступно. Электронные же компоненты для конвертора при их правильном выборе не дефицитны и относительно дешевы.
Как я делал сварочный аппарат своими руками
С самого начала работы я поставил себе задачу создания максимально простого и дешевого сварочного аппарата с использованием в нем широко распространенных деталей и узлов.
В результате довольно длительных экспериментов с различными видами конвертора на транзисторах и тринисторах была составлена схема, показанная на рис. 1.
Простые транзисторные конверторы оказались чрезвычайно капризными и ненадежными, а тринисторные без повреждения выдерживают замыкание выхода до момента срабатывания предохранителя. Кроме того, тринисторы нагреваются значительно меньше транзисторов.
Как легко видеть, схемное решение не отличается оригинальностью — это обычный однотактный конвертор, его достоинство — в простоте конструкции и отсутствии дефицитных комплектующих, в аппарате использовано много радиодеталей от старых телевизоров.
И, наконец, он практически не требует налаживания.
Схема инверторного сварочного аппарата представлена ниже:
| Сварочный аппарат обладает следующими основными характеристиками: | |
|---|---|
| Пределы регулирования сварочного тока, А | 40…130 |
| Максимальное напряжение на электроде на холостом ходу, В | 90 |
| Максимальный потребляемый от сети ток, А | 20 |
| Напряжение в питающей сети переменного тока частотой 50 Гц, В | 220 |
| Максимальный диаметр сварочного электрода, мм | 3 |
Продолжительность нагрузки (ПН), %, при температуре воздуха 25°С и выходном токе 100A 130A | 60 |
| Габариты аппарата, мм | 350х180х105 |
| Масса аппарата без подводящих кабелей и электрододержателя, кг | 5,5 |
Род сварочного тока — постоянный, регулирование — плавное. На мой взгляд, это наиболее простой сварочный инвертор, который можно собрать своими руками.
На мой взгляд, это наиболее простой сварочный инвертор, который можно собрать своими руками.
При сварке встык стальных листов толщиной 3 мм электродом диаметром 3 мм установившийся ток, потребляемый аппаратом от сети, не превышает 10 А. Сварочное напряжение включают кнопкой, расположенной на электрододержателе, что позволяет, с одной стороны, использовать повышенное напряжение зажигания дуги и повысить электробезопасность, с другой, поскольку при отпускании электрододержателя напряжение на электроде автоматически отключается. Повышенное напряжение облегчает зажигание дуги и обеспечивает устойчивость ее горения.
Маленькая хитрость: собранная своими руками схема сварочного инвертора позволяет соединять детали из тонкой жести. Для этого нужно поменять полярность сварочного тока.
Сетевое напряжение выпрямляет диодный мост VD1-VD4. Выпрямленный ток, протекая через лампу HL1, начинает заряжать конденсатор С5. Лампа служит ограничителем зарядного тока и индикатором этого процесса.
Сварку следует начинать только после того, как лампа HL1 погаснет. Одновременно через дроссель L1 заряжаются конденсаторы батареи С6-С17. Свечение светодиода HL2 показывает, что аппарат включен в сеть. Тринистор VS1 пока закрыт.
При нажатии на кнопку SB1 запускается импульсный генератор на частоту 25 кГц, собранный на однопереходном транзисторе VT1. Импульсы генератора открывают тринистор VS2, который, в свою очередь, открывает соединенные параллельно тринисторы VS3-VS7. Конденсаторы С6-С17 разряжаются через дроссель L2 и первичную обмотку трансформатора Т1. Цепь дроссель L2 — первичная обмотка трансформатора Т1 — конденсаторы С6-С17 представляет собой колебательный контур.
Когда направление тока в контуре меняется на противоположное, ток начинает протекать через диоды VD8, VD9, а тринисторы VS3-VS7 закрываются до следующего импульса генератора на транзисторе VT1.
Далее процесс повторяется.
Импульсы, возникающие на обмотке III трансформатора Т1, открывают тринистор VS1. который напрямую соединяет сетевой выпрямитель на диодах VD1 — VD4 с тринисторным преобразователем.
который напрямую соединяет сетевой выпрямитель на диодах VD1 — VD4 с тринисторным преобразователем.
Светодиод HL3 служит для индикации процесса генерации импульсного напряжения. Диоды VD11-VD34 выпрямляют сварочное напряжение, а конденсаторы С19 — С24 — его сглаживают, облегчая тем самым зажигание сварочной дуги.
Выключателем SA1 служит пакетный или иной переключатель на ток не менее 16 А. Секция SA1.3 замыкает конденсатор С5 на резистор R6 при выключении и быстро разряжает этот конденсатор, что позволяет, не опасаясь поражения током, проводить осмотр и ремонт аппарата.
Вентилятор ВН-2 (с электродвигателем М1 по схеме) обеспечивает принудительное охлаждение узлов устройства. Менее мощные вентиляторы использовать не рекомендуется, или их придется устанавливать несколько. Конденсатор С1 — любой, предназначенный для работы при переменном напряжении 220 В.
Выпрямительные диоды VD1-VD4 должны быть рассчитаны на ток не менее 16 А и обратное напряжение не менее 400 В.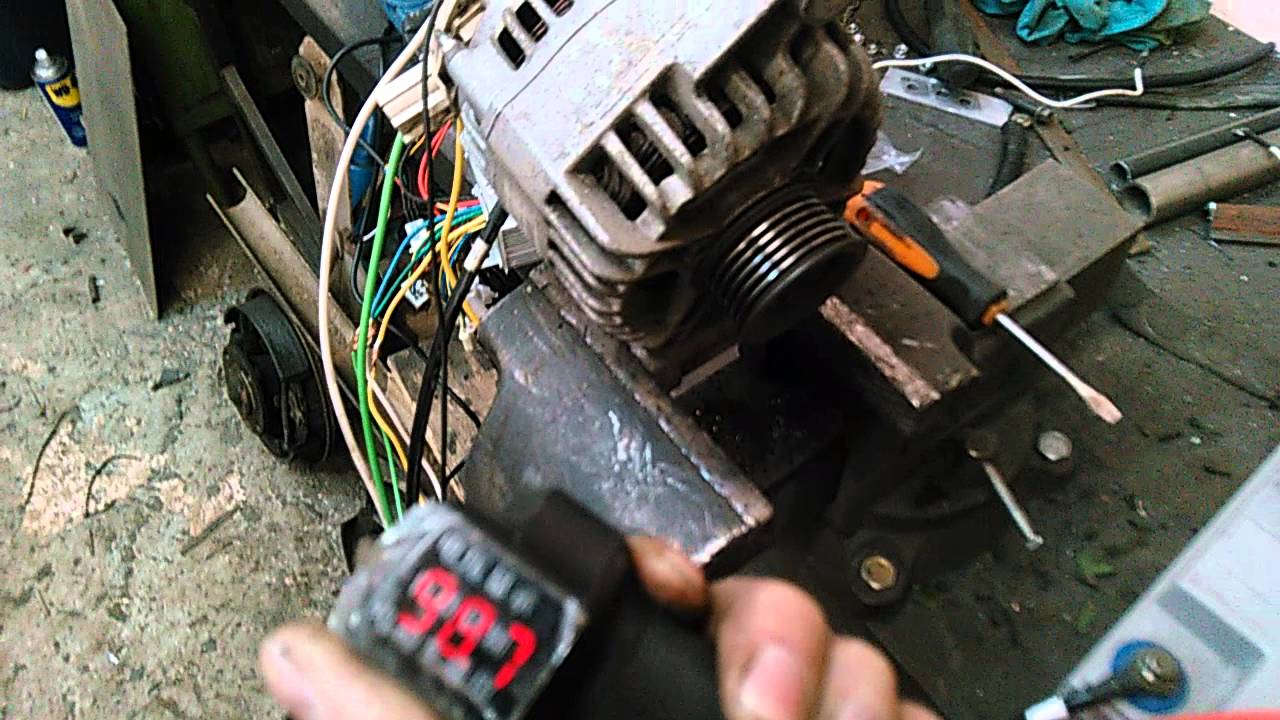 Их необходимо установить на пластинчатые уголковые теплоотводы размерами 60×15 мм толщиной 2 мм из алюминиевого сплава.
Их необходимо установить на пластинчатые уголковые теплоотводы размерами 60×15 мм толщиной 2 мм из алюминиевого сплава.
Вместо одиночного конденсатора С5 можно использовать батарею из нескольких параллельно включенных на напряжение не менее 400 В каждый, при этом емкость батареи может быть больше указанной на схеме.
Дроссель L1 выполнен на стальном магнитопроводе ПЛ 12,5×25-50. Подойдет и любой другой магнитопровод такого же или большего сечения при выполнении условия размещаемости обмотки в его окне. Обмотка состоит из 175 витков провода ПЭВ-2 1,32 (провод меньшего диаметра использовать нельзя!). Магнитопровод должен иметь немагнитный зазор 0,3…0,5 мм. Индуктивность дросселя — 40±10 мкГн.
Конденсаторы С6-С24 должны обладать малым тангенсом угла диэлектрических потерь, а С6-С17 — еще и рабочим напряжением не менее 1000 В. Наилучшие из испытанных мною конденсаторов — К78-2, применявшиеся в телевизорах. Можно использовать и более широко распространенные конденсаторы этого типа другой емкости, доведя суммарную емкость до указанной в схеме, а также пленочные импортные.
Попытки использовать бумажные или другие конденсаторы, рассчитанные на работу в низкочастотных цепях, приводят, как правило, к выходу их из строя через некоторое время.
Тринисторы КУ221 (VS2-VS7) желательно использовать с буквенным индексом А или в крайнем случае Б или Г. Как показала практика, во время работы аппарата заметно разогреваются катодные выводы тринисторов, из-за чего не исключено разрушение паек на плате и даже выход из строя тринисторов.
Надежность будет выше, если на вывод катода тринисторов надеть либо трубки-пистоны, изготовленные из луженой медной фольги толщиной 0,1…0,15 мм, либо бандажи в виде плотно свернутой спирали из медной луженой проволоки диаметром 0,2 мм и пропаять по всей длине. Пистон (бандаж) должен покрывать вывод на всю длину почти до основания. Паять надо быстро, чтобы не перегреть тринистор.
У Вас наверняка возникнет вопрос: а нельзя ли вместо нескольких сравнительно маломощных тринисторов установить один мощный? Да, это возможно при использовании прибора, превосходящего (или хотя бы сравнимого) по своим частотным характеристикам тринисторы КУ221А. Но среди доступных, например, из серий ТЧ или ТЛ, таких нет.
Но среди доступных, например, из серий ТЧ или ТЛ, таких нет.
Переход же на низкочастотные приборы заставит понизить рабочую частоту с 25 до 4…6 кГц, а это приведет к ухудшению многих важнейших характеристик аппарата и громкому пронзительному писку при сварке.
При монтаже диодов и тринисторов применение теплопроводящей пасты является обязательным.
Кроме этого, установлено, что один мощный тринистор менее надежен, чем несколько включенных параллельно, поскольку им легче обеспечить лучшие условия отведения тепла. Достаточно группу тринисторов установить на одну теплоотводящую пластину толщиной не менее 3 мм.
Поскольку токоуравнивающие резисторы R14-R18(C5-16 В) при сварке могут сильно разогреваться, их перед монтажом необходимо освободить от пластмассовой оболочки путем обжига или нагревания током, значение которого необходимо подобрать экспериментально.
Диоды VD8 и VD9 установлены на общем теплоотводе с тринисторами, причем диод VD9 изолирован от теплоотвода слюдяной прокладкой. Вместо КД213А подойдут КД213Б и КД213В, а также КД2999Б, КД2997А, КД2997Б.
Вместо КД213А подойдут КД213Б и КД213В, а также КД2999Б, КД2997А, КД2997Б.
Дроссель L2 представляет собой бескаркасную спираль из 11 витков провода сечением не менее 4 мм2 в термостойкой изоляции, намотанную на оправке диаметром 12…14 мм.
Дроссель во время сварки сильно разогревается, поэтому при намотке спирали следует обеспечить между витками зазор 1…1.5 мм, а располагать дроссель необходимо так, чтобы он находился в потоке воздуха от вентилятора. Рис. 2 Магнитопровод трансформатора
Т1 составлен из трех сложенных вместе магнитопроводов ПК30х16 из феррита 3000НМС-1 (на них выполняли строчные трансформаторы старых телевизоров).
Первичная и вторичная обмотки разделены на две секции каждая (см. рис. 2), намотанные проводом ПСД1,68х10,4 в стеклотканевой изоляции и соединенные последовательно согласно. Первичная обмотка содержит 2×4 витка, вторичная — 2×2 витка.
Секции наматывают на специально изготовленную деревянную оправку. От разматывания витков секции предохраняют по два бандажа из луженой медной проволоки диаметром 0,8. ..1 мм. Ширина бандажа — 10…11 мм. Под каждый бандаж подкладывают полосу из электрокартона или наматывают несколько витков ленты из стеклоткани.
..1 мм. Ширина бандажа — 10…11 мм. Под каждый бандаж подкладывают полосу из электрокартона или наматывают несколько витков ленты из стеклоткани.
После намотки бандажи пропаивают.
Один из бандажей каждой секции служит выводом ее начала. Для этого изоляцию под бандажом выполняют так, чтобы с внутренней стороны он непосредственно соприкасался с началом обмотки секции. После намотки бандаж припаивают к началу секции, для чего с этого участка витка заранее удаляют изоляцию и облуживают его.
Следует иметь в виду, что в наиболее тяжелом тепловом режиме работает обмотка I. По этой причине при наматывании ее секций и при сборке следует между наружными частями витков предусмотреть воздушные зазоры, вкладывая между витками короткие, смазанные теплостойким клеем, вставки из стеклотекстолита.
Вообще, при изготовлении трансформаторов для инверторной сварки своими руками всегда оставляйте воздушные зазоры в обмотке. Чем их больше, тем эффективнее отведение тепла от трансформатора и ниже вероятность спалить аппарат.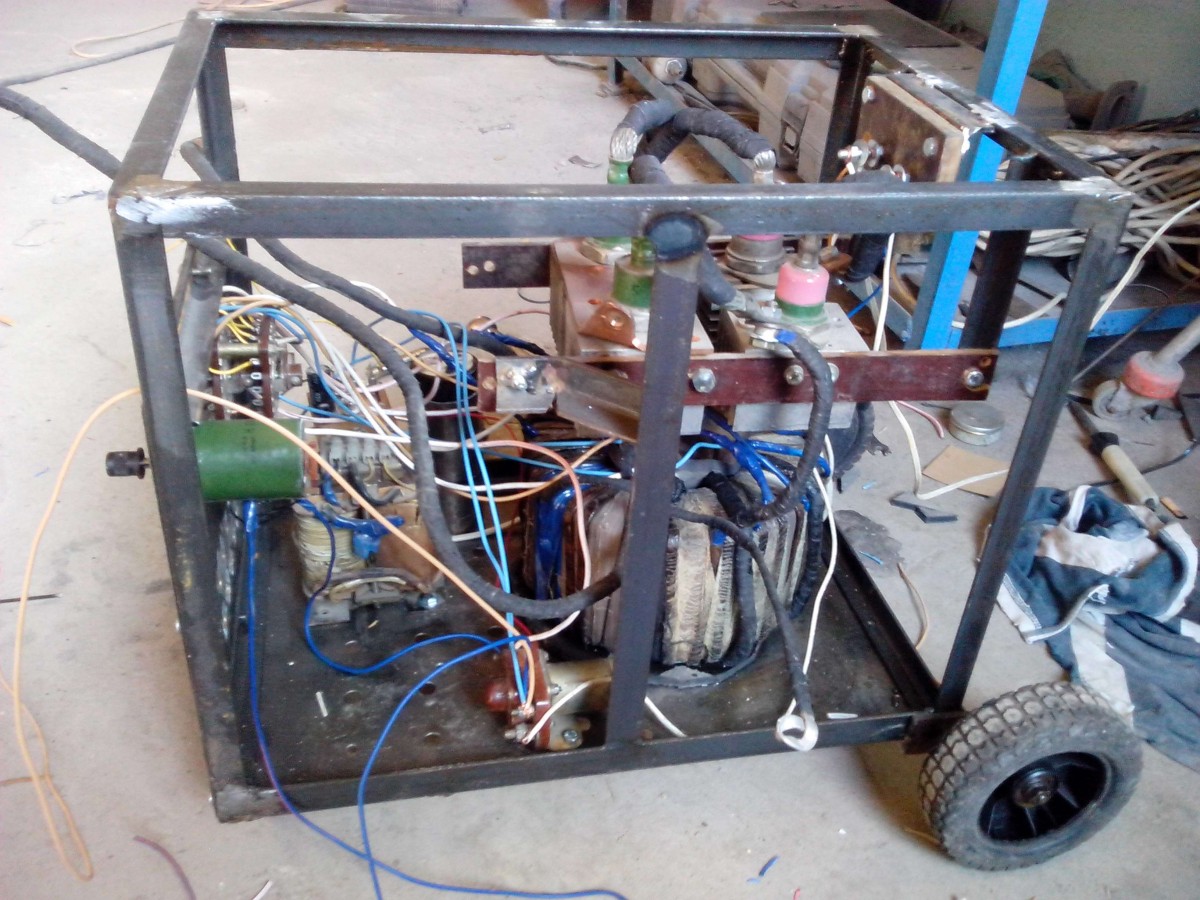
Здесь уместно отметить также, что секции обмоток, изготовленные с упомянутыми вставками и прокладками проводом того же сечения 1,68×10,4 мм2 без изоляции, будут в тех же условиях охлаждаться лучше.
Далее обе секции первичной обмотки складывают вместе одну на другую так, чтобы направления их намотки (отсчитываемые от их концов) были противоположными, а концы находились с одной стороны (см. рис. 2).
Соприкасающиеся бандажи соединяют пайкой, причем к передним, служащим выводами секций, целесообразно припаять медную накладку в виде короткого отрезка провода, из которого выполнена секция.
В результате получается жесткая неразъемная первичная обмотка трансформатора.
Вторичную изготовляют аналогично. Разница только в числе витков в секциях и в том, что необходимо предусмотреть вывод от средней точки. Обмотки устанавливают на магнитопровод строго определенным образом — это необходимо для правильной работы выпрямителя VD11 — VD32.
Направление намотки верхней секции обмотки I (если смотреть на трансформатор сверху) должно быть против часовой стрелки, начиная от верхнего вывода, который необходимо подключить к дросселю L2.
Направление намотки верхней секции обмотки II, наоборот, — по часовой стрелке, начиная от верхнего вывода, его подключают к блоку диодов VD21-VD32.
Обмотка III представляет собой виток любого провода диаметром 0,35…0,5 мм в теплостойкой изоляции, выдерживающей напряжение не менее 500 В. Его можно разместить в последнюю очередь в любом месте магнитопровода со стороны первичной обмотки.
Для обеспечения электробезопасности сварочного аппарата и эффективного охлаждения потоком воздуха всех элементов трансформатора очень важно выдержать необходимые зазоры между обмотками и магнитопроводом. При сборке инвертора сварочного своими руками большинство самодельщиков совершают одну и ту же ошибку: недооценивают важность охлаждения транса. Этого делать нельзя.
Эту задачу выполняют четыре фиксирующие пластины, закладываемые в обмотки при окончательной сборке узла. Пластины изготовляют из стеклотекстолита толщиной 1,5 мм в соответствии с чертежом на рисунке.
После окончательной регулировки пластины целесообразно закрепить термостойким клеем. Трансформатор крепят к основанию аппарата тремя скобами, согнутыми из латунной или медной проволоки диаметром 3 мм. Эти же скобы фиксируют взаимное положение всех элементов магнитопровода.
Трансформатор крепят к основанию аппарата тремя скобами, согнутыми из латунной или медной проволоки диаметром 3 мм. Эти же скобы фиксируют взаимное положение всех элементов магнитопровода.
Перед монтажом трансформатора на основание между половинами каждого из трех комплектов магнитопровода необходимо вложить немагнитные прокладки из электрокартона, гетинакса или текстолита толщиной 0,2…0,3 мм.
Для изготовления трансформатора можно использовать магнитопроводы и других типоразмеров сечением не менее 5,6 см2. Подойдут, например, Ш20х28 или два комплекта Ш 16×20 из феррита 2000НМ1.
Обмотку I для броневого магнитопровода изготовляют в виде единой секции из восьми витков, обмотку II — аналогично описанному выше, из двух секций по два витка. Сварочный выпрямитель на диодах VD11-VD34 конструктивно представляет собой отдельный блок, выполненный в виде этажерки:
Она собрана так, что каждая пара диодов оказывается помещенной между двумя теплоотводящими пластинами размерами 44×42 мм и толщиной 1 мм, изготовленными из листового алюминиевого сплава.
Весь пакет стянут четырьмя стальными резьбовыми шпильками диаметром 3 мм между двух фланцев толщиной 2 мм (из такого же материала, что и пластины), к которым винтами прикреплены с двух сторон две платы, образующие выводы выпрямителя.
Все диоды в блоке ориентированы одинаково — выводами катода вправо по рисунку — и впаяны выводами в отверстия платы, которая служит общим плюсовым выводом выпрямителя и аппарата в целом. Анодные выводы диодов впаяны в отверстия второй платы. На ней сформированы две группы выводов, подключаемые к крайним выводам обмотки II трансформатора согласно схеме.
Учитывая большой общий ток, протекающий через выпрямитель, каждый из трех его выводов выполнен из нескольких отрезков провода длиной 50 мм, впаянных каждый в свое отверстие и соединенных пайкой на противоположном конце. Группа из десяти диодов подключена пятью отрезками, из четырнадцати — шестью, вторая плата с общей точкой всех диодов — шестью.
Провод лучше использовать гибкий, сечением не менее 4 мм.
Таким же образом выполнены сильноточные групповые выводы от основной печатной платы аппарата.
Платы выпрямителя изготовлены из фольгированного стеклотекстолита толщиной 0,5 мм и облужены. Четыре узкие прорези в каждой плате способствуют уменьшению нагрузок на выводы диодов при температурных деформациях. Для этой же цели выводы диодов необходимо отформовать, как показано на рисунке выше.
В сварочном выпрямителе можно также использовать более мощные диоды КД2999Б, 2Д2999Б, КД2997А, КД2997Б, 2Д2997А, 2Д2997Б. Их число может быть меньшим. Так, в одном из вариантов аппарата успешно работал выпрямитель из девяти диодов 2Д2997А (пять — в одном плече, четыре — в другом).
Площадь пластин теплоотвода осталась прежней, толщину их оказалось возможным увеличить до 2 мм. Диоды были размещены не попарно, а по одному в каждом отсеке.
Все резисторы (кроме R1 и R6), конденсаторы С2-С4, С6-С18, транзистор VT1, тринисторы VS2 — VS7, стабилитроны VD5-VD7, диоды VD8-VD10 смонтированы на основной печатной плате, причем тринисторы и диоды VD8, VD9 установлены на теплоотводе, привинченном к плате, изготовленной из фольгированного текстолита толщиной 1. 5 мм:Рис. 5. Чертеж платы
5 мм:Рис. 5. Чертеж платы
Масштаб чертежа платы — 1:2, однако плату несложно разметить, даже не пользуясь средствами фотоувеличения, поскольку центры почти всех отверстий и границы почти всех фольговых площадок расположены по сетке с шагом 2,5 мм.
Большой точности разметки и сверления отверстий плата не требует, однако следует помнить что отверстия в ней должны совпадать с соответствующими отверстиями в теплоотводящей пластине.
Перемычку в цепи диодов VD8, VD9 изготовляют из медного провода диаметром 0,8…1 мм. Припаивать ее лучше со стороны печати. Вторую перемычку из провода ПЭВ-2 0,3 можно расположить и на стороне деталей.
Групповой вывод платы, обозначенный на рис. 5 буквами Б, соединяют с дросселем L2. В отверстия группы В впаивают проводники от анодов тринисторов. Выводы Г соединяют с нижним по схеме выводом трансформатора Т1, а Д — с дросселем L1.
Отрезки провода в каждой группе должны быть одинаковой длины и одинакового сечения (не менее 2,5 мм2). Рис. 6 Теплоотвод
Рис. 6 Теплоотвод
Теплоотвод представляет собой пластину толщиной 3 мм с отогнутым краем (см. рис. 6).
Лучший материал для теплоотвода — медь (или латунь). В крайнем случае, при отсутствии меди, можно использовать пластину из алюминиевого сплава.
Поверхность со стороны установки деталей должна быть ровной, без зазубрин и вмятин. В пластине просверлены отверстия с резьбой для сборки ее с печатной платой и крепления элементов. Через отверстия без резьбы пропущены выводы деталей и соединительные провода. Через отверстия в отогнутом крае пропущены анодные выводы тринисторов. Три отверстия М4 в теплоотводе предназначены для его электрического соединения с печатной платой. Для этого использованы три латунных винта с латунными гайками.
После окончательной регулировки аппарата соединения пропаивают. Рис. 7 Чертеж теплоотвода в сборе с платой
Теплоотвод привинчивают к печатной плате со стороны деталей с зазором 3,2 мм (это высота стандартной гайки М4). После этого монтируют резисторы R7-R11, R14-R19, тринисторы VS2-VS7 и диоды VD8, VD9.
После этого монтируют резисторы R7-R11, R14-R19, тринисторы VS2-VS7 и диоды VD8, VD9.
Указанную на схеме емкость батареи конденсаторов С19-С24 следует считать минимально необходимой. При большей емкости зажигание дуги облегчается.
Резисторы крепят на длинных выводах с целью их наилучшего охлаждения. Рис. 8. Размещение узлов
Однопереходный транзистор VT1 обычно проблем не вызывает, однако некоторые экземпляры при наличии генерации не обеспечивают, необходимую для устойчивого открывания тринистора VS2, амплитуду импульсов.
Все узлы и детали сварочного аппарата установлены на пластину-основание из гетинакса толщиной 4 мм (подойдет также текстолит толщиной 4…5 мм) на одной его стороне. В центре основания прорезано круглое окно для крепления вентилятора; он установлен с той же его стороны.
Диоды VD1-VD4, тринистор VS1 и лампа HL1 смонтированы на уголковых кронштейнах. При установке трансформатора Т1 между соседними магнитопроводами следует обеспечить воздушный зазор 2 мм Каждый из зажимов для подключения сварочных кабелей представляет собой медный болт М10 с медными гайками и шайбами.
Головкой болта изнутри прижат к основанию медный угольник, дополнительно зафиксированный от проворачивания винтом М4 с гайкой. Толщина полки угольника — 3 мм. Ко второй полке болтом или пайкой подключен внутренний соединительный провод.
Сборку печатная плата-теплоотвод устанавливают деталями к основанию на шести стальных стойках, согнутых из полосы шириной 12 и толщиной 2 мм.
На лицевую сторону основания выведены ручка тумблера SA1, крышка держателя предохранителя, светодиоды HL2, HL3, ручка переменного резистора R1, зажимы для сварочных кабелей и кабеля к кнопке SB1.
Кроме этого, к лицевой стороне прикреплены четыре стойки-втулки диаметром 12 мм с внутренней резьбой М5, выточенные из текстолита. К стойкам прикреплена фальшпанель с отверстиями для органов управления аппаратом и защитной решеткой вентилятора.
Фальшпанель можно изготовить из листового металла или диэлектрика толщиной 1… 1,5 мм. Я вырезал ее из стеклотекстолита. Снаружи к фальшпанели привинчены шесть стоек диаметром 10мм, на которые наматывают сетевой и сварочные кабели по окончании сварки.
На свободных участках фальшпанели просверлены отверстия диаметром 10 мм для облегчения циркуляции охлаждающего воздуха. Рис. 9. Внешний вид инверторного сварочного аппарата с уложенными кабелями.
Собранное основание помещено в кожух с крышкой, изготовленный из листового текстолита (можно использовать гетинакс, стеклотекстолит, винипласт) толщиной 3…4 мм. Отверстия для выхода охлаждающего воздуха расположены на боковых стенках.
Форма отверстий значения не имеет, но для безопасности лучше, если они будут узкими и длинными.
Общая площадь выходных отверстий не должна быть менее площади входного. Кожух снабжен ручкой и плечевым ремнем для переноски.
Электрододержатель конструктивно может быть любым, лишь бы он обеспечивал удобство работы и легкую замену электрода.
На ручке электрододержателя нужно смонтировать кнопку (SB1 по схеме) в таком месте, чтобы сварщик мог легко удерживать ее нажатой даже рукой в рукавице. Поскольку кнопка находится под напряжением сети, необходимо обеспечить надежную изоляцию как самой кнопки, так и подключенного к ней кабеля.
P.S. Описание процесса сборки заняло много места, но на самом деле все гораздо проще, чем кажется. Любой, кто хоть раз держал в руках паяльник и мультиметр, без проблем сможет собрать этот сварочный инвертор своими руками.
Принципы работы сварочного генератора
Сварочные генераторы — это комбинированные электроагрегаты, которые используют как автономный источник питания для ручной дуговой сварки, а также в качестве источника электроснабжения. Они могут быть оснащены как бензиновыми, так и дизельными ДВС. В зависимости от назначения сварочные генераторы делятся на портативные и стационарные.
Типы сварочных агрегатов
- Сварочные трансформаторы: подходят для сварки деталей из низколегированных сталей на переменном токе.
- Сварочные выпрямители: подходят для сварки низколегированных и нержавеющих сталей на постоянном токе.
У обоих типов агрегатов «падающая» вольтамперная характеристика: выходное напряжение уменьшается с увеличением тока. Разница между двумя типами заключается в том, что выпрямителям характерно более стабильное горение дуги, что позволяет производить более качественный сварочный шов.
Разница между двумя типами заключается в том, что выпрямителям характерно более стабильное горение дуги, что позволяет производить более качественный сварочный шов.
Во время сварки
Допустимая нагрузка на генератор во время сварки не должна превышать 10% от номинальной мощности. То есть вы можете при необходимости осветить рабочее место, подключив лампы накаливания. Причина ограничений — нестабильное напряжение розеток. При таком напряжении качество вырабатываемой электроэнергии значительно ниже нормы.
Принцип работы сварочных генераторов электродуговой сварки
Принцип работы сварочного аппарата строится на преобразовании электроэнергии в тепло. Сварочный электрод (металлическая проволока, которая покрыта флюсом) вырабатывает ток, который течет к обрабатываемому объекту (детали). И в процессе сварки между ними образуется дуга. После этого при их касании в шве возникает дуга, температура которой превышает 3000° С. При этом оба края сварочных деталей начинают плавиться, в том числе и электрод.![]()
Флюсовое покрытие служит для защиты шва: в процессе его испарения образуется газовая оболочка, препятствующая попаданию пыли и примесей из воздуха. Когда флюс застывает, на шве остается налёт, который называют также шлак. Его можно удалить обрубочным молотком, не повреждая при этом шов.
Схема сварочного генератора
Конструкция сварочного генератора опирается на раму, на которой болтами закреплены двигатель и альтернатор (в один блок) через амортизаторы. Ротор альтернатора осуществляет передачу крутящего момента валу двигателя посредством сопряжения. Это образует самоцентрирующуюся трехопорную схему на основе двух шарикоподшипниках (первый подшипник — на конце ротора, второй — на конце коленчатого вала). Третья опора — промежуточный подшипник. Он находится на выходе вала отбора мощности двигателя.
Аппаратура сварочного генератора размещена на корпусе прибора. На корпусе также обычно установлены:
- индикатор отображения силы тока;
- розетки;
- переключатели режимов;
- прерывать цепи;
- разъемы сварочных кабелей;
- регуляторы (силы тока, форсажа дуги).


Если у вас остались вопросы
Асинхронный генератор своими руками: устройство, принцип работы, схемы
Для питания бытовых устройств и промышленного оборудования необходим источник электроэнергии. Выработать электрический ток возможно несколькими способами. Но наиболее перспективным и экономически выгодным, на сегодняшний день, является генерация тока электрическими машинами. Самым простым в изготовлении, дешёвым и надёжным в эксплуатации оказался асинхронный генератор, вырабатывающий львиную долю потребляемой нами электроэнергии.
Применение электрических машин этого типа продиктовано их преимуществами. Асинхронные электрогенераторы, в отличие от синхронных генераторов, обеспечивают:
- более высокую степень надёжности;
- длительный срок эксплуатации;
- экономичность;
- минимальные затраты на обслуживание.
Эти и другие свойства асинхронных генераторов заложены в их конструкции.
Устройство и принцип работы
Главными рабочими частями асинхронного генератора является ротор (подвижная деталь) и статор (неподвижный). На рисунке 1 ротор расположен справа, а статор слева. Обратите внимание на устройство ротора. На нём не видно обмоток из медной проволоки. На самом деле обмотки существуют, но они состоят из алюминиевых стержней короткозамкнутых на кольца, расположенные с двух сторон. На фото стержни видны в виде косых линий.
На рисунке 1 ротор расположен справа, а статор слева. Обратите внимание на устройство ротора. На нём не видно обмоток из медной проволоки. На самом деле обмотки существуют, но они состоят из алюминиевых стержней короткозамкнутых на кольца, расположенные с двух сторон. На фото стержни видны в виде косых линий.
Конструкция короткозамкнутых обмоток образует, так называемую, «беличью клетку». Пространство внутри этой клетки заполнено стальными пластинами. Если быть точным, то алюминиевые стержни впрессовываются в пазы, проделанные в сердечнике ротора.
Рис. 1. Ротор и статор асинхронного генератораАсинхронная машина, устройство которой описано выше, называется генератором с короткозамкнутым ротором. Тот, кто знаком с конструкцией асинхронного электродвигателя наверняка заметил схожесть в строении этих двух машин. По сути дела они ничем не отличаются, так как асинхронный генератор и короткозамкнутый электродвигатель практически идентичны, за исключением дополнительных конденсаторов возбуждения, используемых в генераторном режиме.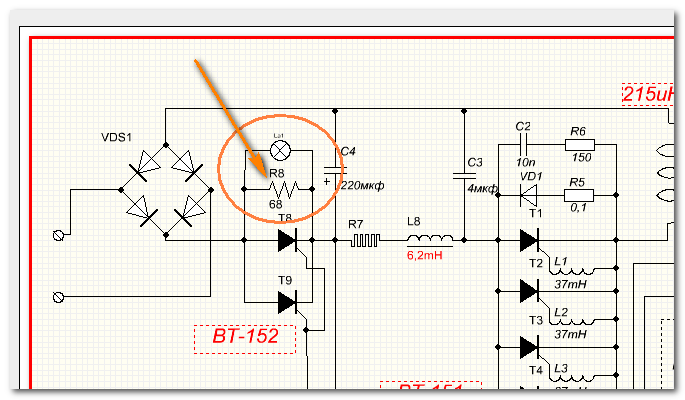
Ротор расположен на валу, который сидит на подшипниках, зажимаемых с двух сторон крышками. Вся конструкция защищена металлическим корпусом. Генераторы средней и большой мощности требуют охлаждения, поэтому на валу дополнительно устанавливается вентилятор, а сам корпус делают ребристым (см. рис. 2).
Рис. 2. Асинхронный генератор в сбореПринцип действия
По определению, генератором является устройство, преобразующее механическую энергию в электрический ток. При этом не имеет значения, какая энергия используется для вращения ротора: ветровая, потенциальная энергия воды или же внутренняя энергия, преобразуемая турбиной либо ДВС в механическую.
В результате вращения ротора магнитные силовые линии, образованные остаточной намагниченностью стальных пластин, пересекают обмотки статора. В катушках образуется ЭДС, которая, при подсоединении активных нагрузок, приводит к образованию тока в их цепях.
При этом важно, чтобы синхронная скорость вращения вала немного (примерно на 2 – 10%) превышала синхронную частоту переменного тока (задаётся количеством полюсов статора).
Следует заметить, что полученный таким образом ток будет небольшим. Чтобы повысить выходную мощность необходимо увеличить магнитную индукцию. Добиваются повышения КПД устройства путём подключения конденсаторов к выводам катушек статора.
На рисунке 3 изображена схема сварочного асинхронного альтернатора с конденсаторным возбуждением (левая часть схемы). Обратите внимание на то, что конденсаторы возбуждения подключены по схеме треугольника. Правая часть рисунка – собственно схема самого инверторного сварочного аппарата.
Рис. 3. Схема сварочного асинхронного генератораСуществуют и другие, более сложные схемы возбуждения, например, с применением катушек индуктивности и батареи конденсаторов. Пример такой схемы показан на рисунке 4.
Рисунок 4. Схема устройства с индуктивностямиОтличие от синхронного генератора
Главное отличие синхронного альтернатора от асинхронного генератора в конструкции ротора. В синхронной машине ротор состоит из проволочных обмоток. Для создания магнитной индукции используется автономный источник питания (часто дополнительный маломощный генератор постоянного тока, расположенный на одной оси с ротором).
Преимущество синхронного генератора в том, что он генерирует более качественный ток и легко синхронизируется с другими альтернаторами подобного типа. Однако синхронные альтернаторы более чувствительны к перегрузкам и КЗ. Они дороже от своих асинхронных собратьев и требовательнее в обслуживании – необходимо следить за состоянием щёток.
Коэффициент гармоник или клирфактор асинхронных генераторов ниже, чем у синхронных альтернаторов. То есть они вырабатывают практически чистую электроэнергию. На таких токах устойчивее работают:
- ИБП;
- регулируемые зарядные устройства;
- современные телевизионные приёмники.
Асинхронные генераторы обеспечивают уверенный запуск электромоторов, требующих больших пусковых токов. По этому показателю они, фактически, не уступают синхронным машинам. У них меньше реактивных нагрузок, что положительно сказывается на тепловом режиме, так как меньше энергии расходуется на реактивную мощность. У асинхронного альтернатора лучшая стабильность выходной частоты на разных скоростях вращения ротора.
По этому показателю они, фактически, не уступают синхронным машинам. У них меньше реактивных нагрузок, что положительно сказывается на тепловом режиме, так как меньше энергии расходуется на реактивную мощность. У асинхронного альтернатора лучшая стабильность выходной частоты на разных скоростях вращения ротора.
Классификация
Генераторы короткозамкнутого типа получили наибольшее распространение, ввиду простоты их конструкции. Однако существуют и другие типы асинхронных машин: альтернаторы с фазным ротором и устройства, с применением постоянных магнитов, образующих цепь возбуждения.
На рисунке 5 для сравнения показаны два типа генераторов: слева на базе асинхронного двигателя с короткозамкнутым ротором, а справа – асинхронная машина на базе АД с фазным ротором. Даже при беглом взгляде на схематические изображения видно усложнённую конструкцию фазного ротора. Привлекает внимание наличие контактных колец (4) и механизма щёткодержателей (5). Цифрой 3 обозначены пазы для проволочной обмотки, на которую необходимо подать ток для её возбуждения.
Наличие обмоток возбуждения в роторе асинхронного генератора повышает качество генерируемого электрического тока, однако при этом теряются такие достоинства как простота и надёжность. Поэтому такие устройства используются в качестве источника автономного питания только в тех сферах, где без них трудно обойтись. Постоянные магниты в роторах применяют в основном для производства маломощных генераторов.
Область применения
Наиболее часто встречается применение генераторных установок с короткозамкнутым ротором. Они недорогие, практически не нуждаются в обслуживании. Устройства, оборудованные пусковыми конденсаторами, обладают приличными показателями КПД.
Асинхронные альтернаторы часто используют в качестве автономного или резервного источника питания. С ними работают переносные бензиновые генераторы, их используют для мощных мобильных и стационарных дизельных генераторов.
Альтернаторы с трёхфазной обмоткой уверенно запускают трехфазный электродвигатель, поэтому часто используются в промышленных энергоустановках. Они также могут питать оборудование в однофазных сетях. Двухфазный режим позволяет экономить топливо ДВС, так как незадействованные обмотки находятся в режиме холостого хода.
Они также могут питать оборудование в однофазных сетях. Двухфазный режим позволяет экономить топливо ДВС, так как незадействованные обмотки находятся в режиме холостого хода.
Сфера применения довольно обширная:
- транспортная промышленность;
- сельское хозяйство;
- бытовая сфера;
- медицинские учреждения;
Асинхронные альтернаторы удобны для сооружения локальных ветровых и гидравлических электростанций.
Асинхронный генератор своими руками
Оговоримся сразу: речь пойдёт не об изготовлении генератора с нуля, а о переделывании асинхронного двигателя в альтернатор. Некоторые умельцы используют готовый статор от мотора и экспериментируют с ротором. Идея состоит в том, чтобы с помощью неодимовых магнитов сделать полюса ротора. Примерно так может выглядеть заготовка с наклеенными магнитиками (см. рис. 6):
Рис. 6. Заготовка с наклеенными магнитамиВы наклеиваете магниты на специально выточенную заготовку, посаженную на валу электродвигателя, соблюдая их полярность и угол сдвига. Для этого потребуется не менее 128 магнитиков.
Для этого потребуется не менее 128 магнитиков.
Готовую конструкцию необходимо подогнать к статору и при этом обеспечить минимальный зазор между зубцами и магнитными полюсами изготовленного ротора. Поскольку магнитики плоские, придётся их шлифовать или обтачивать, при этом постоянно охлаждая конструкцию, так как неодим теряет свои магнитные свойства при высокой температуре. Если вы сделаете всё правильно – генератор заработает.
Проблема состоит в том, что в кустарных условиях очень сложно изготовить идеальный ротор. Но если у вас есть токарный станок и вы готовы потратить несколько недель на подгонку и доработки – можете поэкспериментировать.
Я предлагаю более практичный вариант – превращение асинхронного двигателя в генератор (смотрите видео ниже). Для этого вам понадобится электромотор с подходящей мощностью и приемлемой частотой вращения ротора. Мощность двигателя должна быть минимум на 50% выше от требуемой мощности альтернатора. Если такой электромотор есть в вашем распоряжении – приступайте к переработке. В противном случае лучше купить готовый генератор.
В противном случае лучше купить готовый генератор.
Для переработки вам потребуется 3 конденсатора марки КБГ-МН, МБГО, МБГТ (можно брать другие марки, но не электролитические). Конденсаторы подбирайте на напряжение не менее 600 В (для трёхфазного двигателя). Реактивная мощность генератора Q связанная с емкостью конденсатора следующей зависимостью: Q = 0,314·U2·C·10-6.
При увеличении нагрузки возрастает реактивная мощность, а значит, для поддержания стабильного напряжения U необходимо увеличивать ёмкость конденсаторов, добавляя новые ёмкости путём коммутации.
Видео: делаем асинхронный генератор из однофазного двигателя – Часть 1
https://www.youtube.com/watch?v=ZQO5S9F72CQ
Часть 2
https://www.youtube.com/watch?v=nDCdADUZghs
Часть 3
https://www.youtube.com/watch?v=6M_w1b2xyM8
Часть 4
https://www.youtube.com/watch?v=CONHg7p-IYE
Часть 5
https://www. youtube.com/watch?v=z2YSqVh2vM8
youtube.com/watch?v=z2YSqVh2vM8
Часть 6
https://www.youtube.com/watch?v=FNU83kOeSbA
Для упрощения подбора конденсаторов воспользуйтесь таблицей:
Таблица 1
| Мощность альтернатора (кВт-А) | Ёмкость конденсатора (мкФ) на холостом ходу | Ёмкость конденсатора (мкФ) при средней нагрузке | Ёмкость конденсатора (мкФ) при полной нагрузке |
| 2 | 28 | 36 | 60 |
| 3,5 | 45 | 56 | 100 |
| 5 | 60 | 75 | 138 |
На практике, обычно выбирают среднее значение, предполагая, что нагрузка не будет максимальной.
Подобрав параметры конденсаторов, подключите их к выводам обмоток статора так, как показано на схеме (рис. 7). Генератор готов.
Рис. 7. Схема подключения конденсаторовСоветы по эксплуатации
Асинхронный генератор не требует особого ухода. Его обслуживание заключается в контроле состояния подшипников. На номинальных режимах устройство способно работать годами без вмешательства оператора.
Его обслуживание заключается в контроле состояния подшипников. На номинальных режимах устройство способно работать годами без вмешательства оператора.
Слабое звено – конденсаторы. Они могут выходить из строя, особенно тогда, когда их номиналы неправильно подобраны.
При работе генератор нагревается. Если вы часто подключаете повышенные нагрузки – следите за температурой устройства или позаботьтесь о дополнительном охлаждении.
Список использованной литературы
- Кацман М.М. «Электрические машины» 2013
- А.А. Усольцев «Электрические машины» 2013
- Бартош А.И. «Электрика для любознательных» 2019
Сварочный аппарат постоянного тока своими руками: моя схема
20 лет назад по просьбе товарища собирал ему надежный сварочник для работы от сети 220 вольт. До этого у него были проблемы с соседями из-за просадки напряжения: требовался экономный режим с регулировкой тока.
После изучения темы в справочниках и обсуждения вопроса с коллегами подготовил электрическую схему управления на тиристорах, смонтировал ее.
В этой статье на основе личного опыта рассказываю, как собрал и настроил сварочный аппарат постоянного тока своими руками на базе самодельного тороидального трансформатора. Она получилась в виде небольшой инструкции.
Схема и рабочие эскизы у меня остались, но фотографии привести не могу: цифровых аппаратов тогда не было, а товарищ переехал.
Содержание статьи
Универсальные возможности и выполняемые задачи
Товарищу требовался аппарат для сварки и резки труб, уголков, листов разной толщины с возможностью работы электродами 3÷5 мм. О сварочных инверторах в то время не знали.
Остановились на конструкции постоянного тока, как более универсальной, обеспечивающей качественные швы.
Тиристорами убрали отрицательную полуволну, создав пульсирующий ток, но сглаживанием пиков до идеального состояния заниматься не стали.
Схема управления выходным током сварки позволяет регулировать его величину от небольших значений для сварки вплоть до 160-200 ампер, необходимых при резке электродами. Она:
Она:
- изготовлена на плате из толстого гетинакса;
- закрыта диэлектрическим кожухом;
- смонтирована на корпусе с выводом рукоятки регулировочного потенциометра.
Вес и габариты сварочного аппарата по сравнению с заводской моделью получились меньшими. Разместили его на небольшой тележке с колесиками. Для смены места работы один человек свободно перекатывал его без особых усилий.
Провод питания через удлинитель подключали к разъему вводного электрического щитка, а шланги для сварки просто наматывали на корпус.
Простая конструкция сварочного аппарата постоянного тока
По принципу монтажа можно выделить следующие части:
- самодельный трансформатор для сварки;
- цепь его питания от сети 220;
- выходные сварочные шланги;
- силовой блок тиристорного регулятора тока с электронной схемой управления от импульсной обмотки.
Импульсная обмотка III расположена в зоне силовой II и подключается через конденсатор С. Амплитуда и длительность импульсов зависят от соотношения числа витков в емкости.
Амплитуда и длительность импульсов зависят от соотношения числа витков в емкости.
Как сделать самый удобный трансформатор для сварки: практические советы
Теоретически можно использовать любую модель трансформатора для питания сварочного аппарата. Главные требования к нему:
- обеспечивать напряжение зажигания дуги на холостом ходу;
- надежно выдерживать ток нагрузки во время сварки без перегрева изоляции от длительной работы;
- отвечать требованиям электрической безопасности.
На практике мне встречались разные конструкции самодельных или заводских трансформаторов. Однако все они требуют проведения электротехнического расчета.
Я уже давно пользуюсь упрощенной методикой, которая позволяет создавать довольно надежные конструкции трансформатора среднего класса точности. Этого вполне достаточно для бытовых целей и блоков питания радиолюбительских устройств.
Она описана у меня на сайте в статье об изготовлении трансформаторного паяльника Момент своими руками. Это усредненная технология. Она не требует уточнения сортов и характеристик электротехнической стали. Мы их обычно не знаем и учесть не можем.
Это усредненная технология. Она не требует уточнения сортов и характеристик электротехнической стали. Мы их обычно не знаем и учесть не можем.
Особенности изготовления сердечника
Умельцы делают магнитопровды из электротехнической стали всевозможных профилей: прямоугольного, тороидального, сдвоенного прямоугольного. Даже мотают витки провода вокруг статоров сгоревших мощных асинхронных электродвигателей.
У нас была возможность пользоваться списанным высоковольтным оборудованием с демонтированными трансформаторами тока и напряжения. Взяли от них полосы электротехнической стали, сделали из них два кольца — бублика. Площадь поперечного сечения каждого по расчетам составила 47,3 см2.
Их изолировали лакотканью, скрепили хлопчатобумажной лентой, образовав фигуру лежащей восьмерки.
Сверху усиленного изоляционного слоя стали мотать провод.
Секреты устройства обмотки питания
Провод для любой цепи должен быть с хорошей, прочной изоляцией, рассчитанной на длительную работу при нагреве. Иначе во время сварки она просто сгорит. Мы исходили из того, что было под рукой.
Иначе во время сварки она просто сгорит. Мы исходили из того, что было под рукой.
Нам достался провод с изоляцией лаком, закрытой сверху тканевой оболочкой. Его диаметр — 1,71 мм маловат, но металл — медь.
Поскольку другого провода просто не было, то стали обмотку питания делать из него двумя параллельными магистралями: W1 и W’1 с одинаковым числом витков — 210.
Бублики сердечника монтировали плотно: так они имеют меньшие габариты и вес. Однако, проходное сечение для провода обмоток тоже ограничено. Монтаж затруднен. Поэтому каждую полуобмотку питания разнесли на свои кольца магнитопровода.
Таким способом мы:
- вдвое увеличили поперечное сечение провода обмотки питания;
- сэкономили место внутри бубликов для размещения силовой обмотки.
Выравнивание провода
Получить плотную намотку можно только из хорошо выровненной жилы. Когда мы снимали проволоку со старого трансформатора, то она получилась искривленной.
Прикинули в уме необходимую длину. Конечно же ее не хватило. Каждую обмотку пришлось делать из двух частей и сращивать винтовым зажимом прямо на бублике.
Конечно же ее не хватило. Каждую обмотку пришлось делать из двух частей и сращивать винтовым зажимом прямо на бублике.
Провод растянули на улице по всей длине. Взяли в руки пассатижи. Зажали ими противоположные концы и потянули с силой в разные стороны. Жила получилась хорошо выровненной. Скрутили ее кольцом с диаметром около метра.
Технология намотки провода на тор
Для обмотки питания мы использовали метод намотки ободом или колесом, когда из провода делается кольцо большого диаметра и заводится внутрь тора вращением по одному витку.
Этот же принцип используется при надевании заводного кольца, например, на ключ или брелок. После того, как колесо заведено внутрь бублика его начинают постепенно раскручивать, укладывая и фиксируя провод.
Этот процесс хорошо показал Дмитрий Волжский в своем видеоролике «Намотка первичной обмотки тороидальных трансформаторов».
Эта работа трудная, кропотливая, требует усидчивости и внимания. Провод надо плотно укладывать, считать, контролировать процесс заполнения внутренней полости, вести запись намотанного количества витков.
Провод надо плотно укладывать, считать, контролировать процесс заполнения внутренней полости, вести запись намотанного количества витков.
Как мотать силовую обмотку
Для нее мы нашли медный провод подходящего сечения — 21 мм2. Прикинули длину. Она влияет на число витков, а от них зависит напряжение холостого хода, необходимое для хорошего зажигания электрической дуги.
Обычно справочники рекомендуют 60-70 вольт. Нам один опытный сварщик сказал, что в нашем случае будет достаточно 50. Решили проверить, а если не хватит, то дополнительно увеличить обмотку.
Сделали 48 витков со средним выводом. Итого получилось на бублике три конца:
- средний — для прямого подключения «плюса» к сварочному электроду;
- крайние — на тиристоры и после них на массу.
Поскольку бублики скреплены и на них уже по краям колец смонтированы обмотки питания, то намотку силовой цепи выполняли методом «челнока». Выровненный провод сложили змейкой и просовывали для каждого витка через отверстия бубликов.
Отпайку средней точки выполнили винтовым соединением с его изоляцией лакотканью.
Надежная схема управления сварочным током
В работе участвуют три блока:
- стабилизированного напряжения;
- формирования высокочастотных импульсов;
- разделения импульсов на цепи управляющих электродов тиристоров.
Стабилизация напряжения
От обмотки питания трансформатора 220 вольт подключен дополнительный трансформатор с напряжением на выходе порядка 30 В. Оно выпрямляется диодным мостом на основе Д226Д и стабилизируется двумя стабилитронами Д814В.
В принципе здесь может работать любой блок питания с аналогичными электрическим характеристиками тока и напряжения на выходе.
Импульсный блок
Стабилизированное напряжение сглаживается конденсатором С1 и подается на импульсный трансформатор через два биполярных транзистора прямой и обратной полярности КТ315 и КТ203А.
Транзисторы генерируют импульсы на первичную обмотку Тр2. Это импульсный трансформатор тороидального типа. Он выполнен на пермаллое, хотя можно использовать и ферритовое кольцо.
Намотка трех обмоток проводилась одновременно тремя отрезками провода диаметром 0,2 мм. Сделано по 50 витков. Полярность их включения имеет значение. Она показана точками на схеме. Напряжение на каждой выходной цепи порядка 4 вольт.
Обмотки II и III включены в цепь управления силовыми тиристорами VS1, VS2. Их ток ограничивается резисторами R7 и R8, а часть гармоники обрезается диодами VD7, VD8. Внешний вид импульсов мы проверили осциллографом.
В этой цепочке резисторы надо подбирать под напряжение импульсного генератора так, чтобы его ток надежно управлял работой каждого тиристора.
Ток отпирания 200 мА, а отпирающее напряжение — 3,5 вольта.
Регулирование тока сварки
Переменный резистор R2 своим сопротивлением определяет положение каждого импульса, пропускаемого через управляющий электрод тиристора. От него зависит форма пульсирующего тока на выходе силовой схемы сварочного аппарата.![]()
Пульсации полусинусоид могут проходить полностью, когда ток сварки выставляется максимальным или обрезаться практически до нуля.
Личные впечатления от эксплуатации
Когда был изготовлен сварочный аппарат постоянного тока своими руками, то мы приступили к изучению его возможностей. Первым делом поэкспериментировали с полярностью подключения электрода и выявили закономерность.
На электрод можно подавать «плюс» — прямая полярность или «минус» — обратная. В этом случае меняется глубина провара шва. При обратной полярности она возрастает примерно на 40-50%.
Наш сварочный аппарат позволяет варить электродами 3 мм, обеспечивая ток сварки 80 ампер довольно длительное время. Нагрев конструкции не превышает рабочих режимов. При этом нагрузка в сети бытовой проводки поддерживается на уровне до 20 А.
Если возникает необходимость пользоваться электродами 4 мм или увеличивать сварной ток, то приходится организовывать перерывы в работе для охлаждения аппарата. Оно у нас естественное: за счет щелей и отверстий.
Систему охлаждения можно усилить принудительной вентиляцией, выполнив обдув. Но мы этим вопросом не занимались.
Показываю отсканированный рукописный текст сохранившегося документа. Он может пригодиться для повторения.
А сейчас рекомендую посмотреть видеоролик владельца zxDTCxz «Сварочный аппарат на основе тороидального магнитопровода». В нем есть много полезных рекомендация.
Если же у вас все-таки остались вопросы по теме, то задавайте их в комментариях, я отвечу.
Полезные товары Полезные сервисы и программыПостроить портативный аппарат для дуговой сварки на постоянном токе за $ 20
Имея возможность выбора между дуговой или газовой сваркой в мастерской, большинство мастеров считают, что небольшая дуговая установка переменного тока представляет собой недорогой и , впечатляюще универсальный элемент оборудования. Тем не менее, для тех случайных удаленных работ на открытом воздухе, которые возникают на большинстве усадеб, газ — едва ли не единственный практический выбор. (Конечно, имеется портативных электросварочных аппаратов , и один может использовать цехов и тащить с собой генератор… но любой подход представляет собой значительные вложения, особенно если устройства будут использоваться только для выполнения нечастых ремонтов в полевых условиях.)
Тем не менее, для тех случайных удаленных работ на открытом воздухе, которые возникают на большинстве усадеб, газ — едва ли не единственный практический выбор. (Конечно, имеется портативных электросварочных аппаратов , и один может использовать цехов и тащить с собой генератор… но любой подход представляет собой значительные вложения, особенно если устройства будут использоваться только для выполнения нечастых ремонтов в полевых условиях.)
Как это часто бывает, исследователи MOTHER EARTH NEWS сталкиваются с изрядным количеством удаленных сварочных работ на территории нашей эко-деревни — от скрепления рамы ветряной установки до герметизации трубы гидросистемы, — которые просто недоступны для автоматического устройства подачи Lincoln что они предпочитают. Таким образом, одному члену нашей команды не потребовалось много времени, чтобы так надоело загружать генератор и аппарат для дуговой сварки в пикап, что он начал комбинировать некоторые разногласия по цеху, чтобы сделать свой . собственный портативный дуговой сварочный аппарат постоянного тока.
собственный портативный дуговой сварочный аппарат постоянного тока.
Деннис Буркхолдер решил, что после того, как он купил старую газонокосилку, отложенный автомобильный генератор переменного тока Delco-Remy и утомленную, но исправную 12-вольтовую батарею глубокого цикла, у него было почти все, что ему нужно для создания портативной машины, прерывистый, низковольтный, сварочный. Конечно же, попробовав пару различных комбинаций лома компонентов, он придумал, должно быть, самый дешевый (и самый странный на вид) аппарат для дуговой сварки из когда-либо собранных.
По сути, сварочный аппарат питается примерно от 50 ампер, которые может выдавать генератор переменного тока Delco-Remy.. . и регулируется изменением частоты вращения двигателя газонокосилки. Но 12-вольтовая батарея необходима для компенсации скачков напряжения, возникающих при зажигании или обрыве дуги. Кроме того, Деннис обнаружил, что установка работает намного более плавно с двумя резисторами на 1 1/2 Ом, 8 А, включенными последовательно с полем генератора, чтобы снизить напряжение возбуждения примерно до 6 вольт.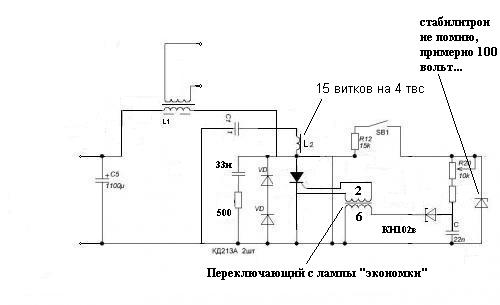 (Фактически, без двух резисторов, зажигание дуги чуть не заглохло бы двигатель Briggs & Stratton мощностью 3 л.с.!)
(Фактически, без двух резисторов, зажигание дуги чуть не заглохло бы двигатель Briggs & Stratton мощностью 3 л.с.!)
Принимая во внимание, что все детали для этого проекта почти полностью очищены, сварщик удивительно универсален.Во-первых, постоянный ток часто предпочтительнее для гладкой обработки листового металла, а в нашей газонокосилке можно изменить полярность для изменения проникающей способности и качества разбрызгивания дуги! Однако есть несколько ограничений возможностей инструмента. Во-первых, максимальный нагрев дуги составляет около 50 ампер, поэтому устройство не проникает в сталь более чем на 1/4 дюйма. Кроме того, лучше не использовать сварочный аппарат более 20 минут за раз, чтобы избегайте перегрева генератора (тепловой выключатель сообщает вам, когда достаточно).
И, наконец, низковольтный постоянный ток устройства имеет как преимущество, так и недостаток по сравнению с обычным источником переменного тока. Поскольку напряжение в цепи определяет расстояние, на которое будет прыгать искра, стержень, используемый с нашим портативным сварочным аппаратом, должен постоянно держаться близко к поверхности изделия, чтобы поддерживать дугу. Но поскольку это — это сварочный аппарат на постоянном токе, у стержня есть небольшая тенденция к застреванию.
Но поскольку это — это сварочный аппарат на постоянном токе, у стержня есть небольшая тенденция к застреванию.
Конечно, самое поразительное в сварочном аппарате Денниса — это то, как мало он стоил.Единственными компонентами, которые наш исследователь был вынужден купить, были резисторы, которые он нашел в ближайшем магазине автозапчастей. И — даже если ваш склад ценных отходов не равен нашему — вы все равно сможете приобрести резисторы, провода, переключатели, шкивы и клиновой ремень менее чем за 20 долларов. Когда вы думаете об этом, дуговой сварочный аппарат за 20 долларов, со встроенной тележкой , может быть сделкой года для мастерских!
Первоначально опубликовано: ноябрь / декабрь 1980 г.
Создайте свой собственный сварщик?
Создайте свой собственный сварщик?| DIY-Welder — Создайте свой собственный аппарат для дуговой, MIG- и TIG-сварки | Хиты страницы: |
Что нужно, чтобы построить собственного сварщика?
Вы должны быть механически наклонены. Электрические знания
помогает, но не критично.
Электрические знания
помогает, но не критично.
Основными компонентами для сварки штангой являются:
- Газовый или электродвигатель. 12 л.с. или лучше для газа, 10 л.с. для электрический.
- Генератор на 120 А или больше, который можно легко модифицировать для внешнего регулятора. Или генераторы параллельно.
- Плата управления для установки напряжения и тока.
- Активная зона реактора
- Резистор считывания тока
- Рама для крепления двигателя, генератора переменного тока и органов управления.
- Конденсатор фильтра
- Подходящие соединители, проволока и держатель сварочного электрода и зажим
Начните с косилки для большого двигателя.
Я поражен, насколько они доступны. Я взял 4 больше
прошлый год. Многие фигурируют в списке Крейга; хозяева пусть сидят,
они не заводятся, и они просто покупают новый и отдают старый
прочь. Максимум, что я заплатил за 4, было 150 долларов, потому что
он был идентичен тому, что я ремонтировал.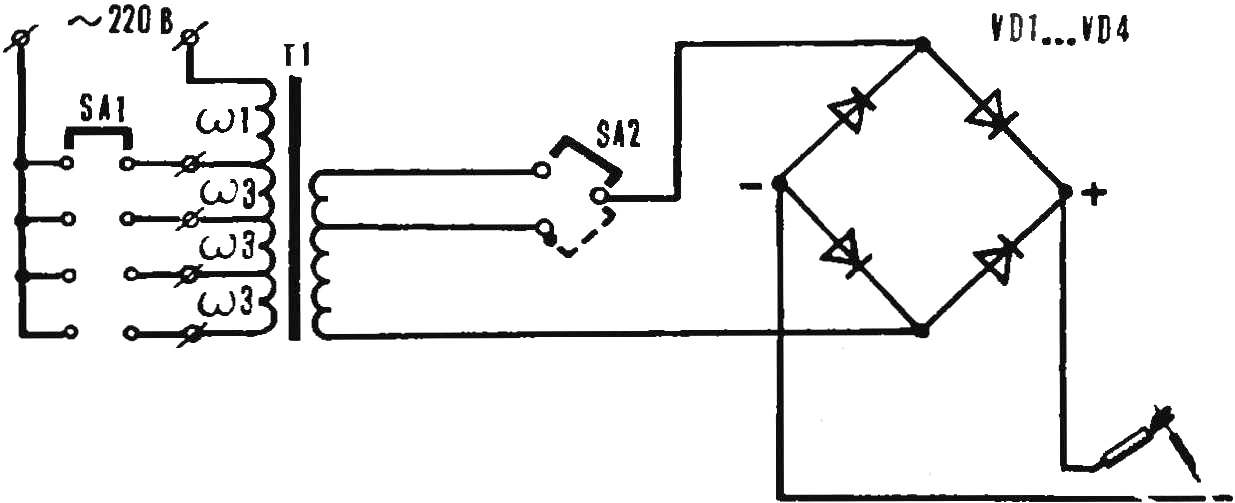 Их много по 100 долларов
или менее. Один получил бесплатно с неработающим двигателем. Я купил еще 2
для двигателей по 80 долларов за штуку.
Их много по 100 долларов
или менее. Один получил бесплатно с неработающим двигателем. Я купил еще 2
для двигателей по 80 долларов за штуку.
Примечание: используйте то, что вам нужно, от райдера; остальное стоит денег. Я продал КПП по 50 долларов, колеса по 20 долларов за штуку. Мертвый двигатель будет карбюратор, катушка, стартер и глушитель, за которые люди будут платить за. Каждая купленная мною косилка в итоге ничего мне не стоила так как я продал запчасти, которые мне не понадобились. Более мелкие вещи будут продаваться на Ebay, детали большего размера легче продавать в списке Крейгса, поскольку у вас нет заниматься доставкой.Если колода еще хороша, стоит много, поскольку они гниют, а замена шпинделей обходится дорого.
Когда вы закончите, весь оставшийся металл можно отправить на переработку. На то, что осталось, я получил около 20 долларов. Удалите все неметаллические детали. и вы обычно получаете более высокую ставку за «чистую» сталь.
Craftsman, MTD или Murray 38 «будет иметь 10–14,5
Двигатель HP. Он будет включать в себя всю проводку, шкивы и предварительно вырезанную раму.
для мотора.Вы даже можете снять колоду и установить генератор
на том же шкиве. Это даст вам «Верхового сварщика».
как и первый прототип. Второй прототип был передней половиной
рамы косилки Craftsman 38 дюймов и углового железа.
ведущий шкив и натяжные ролики упрощают установку генератора.
Он будет включать в себя всю проводку, шкивы и предварительно вырезанную раму.
для мотора.Вы даже можете снять колоду и установить генератор
на том же шкиве. Это даст вам «Верхового сварщика».
как и первый прототип. Второй прототип был передней половиной
рамы косилки Craftsman 38 дюймов и углового железа.
ведущий шкив и натяжные ролики упрощают установку генератора.
Я считаю, что косилку Craftsman проще всего модифицировать и гораздо лучшего качества. Другие, которых я видел, обычно гниют к тому времени, когда владелец отдаст его.
Если двигатель не дымит и не стучит, все в порядке. Проверять масло для воды и убедитесь в отсутствии стука. Двигатели OHV лучше и, вероятно, новее. Им часто нужен регулировка клапана для плавной работы. Я нахожу вертикальные двигатели B&S имеют тенденцию выделять небольшой дымок при запуске, а затем работать чисто.
Чаще всего забивается карбюратор. Общие проблемы запуска
разряженные батареи, ослабленные контакты или неисправный соленоид стартера. Комплекты для восстановления карбюратора легко найти на Ebay. Если поплавок грязный,
двигатель заправится газом. Должно быть хорошо, пока
так долго не бегали. Изношенный двигатель обычно не стоит
ремонт. Первый райдер, который я купил (на самом деле он был бесплатным), был
работать весь день с небольшим количеством масла или без него. Он все еще работал, но был
куча деталей в поддоне картера; все виды вещей были пережеваны
вверх. Что-либо, кроме новой прокладки, очистка карбюратора обычно не выполняется.
стоит исправить.
Комплекты для восстановления карбюратора легко найти на Ebay. Если поплавок грязный,
двигатель заправится газом. Должно быть хорошо, пока
так долго не бегали. Изношенный двигатель обычно не стоит
ремонт. Первый райдер, который я купил (на самом деле он был бесплатным), был
работать весь день с небольшим количеством масла или без него. Он все еще работал, но был
куча деталей в поддоне картера; все виды вещей были пережеваны
вверх. Что-либо, кроме новой прокладки, очистка карбюратора обычно не выполняется.
стоит исправить.
Подойдет двигатель с горизонтальным или вертикальным валом.
Подойдет и электродвигатель. 8HP будет минимум. Эти может стать дорогим, но если он у вас есть, используйте его. Двигатель / генератор настройку проще собрать и контролировать, чем наматывать собственные трансформаторы.
Генератор
Их немного сложнее найти. Большинство автомобилей в наши дни имеют 60
генераторы amp. Просто никому не годится. Идеальный генератор
это избыточный военный или авиационный генератор 24V 200A. Это
трудно найти и обычно получают премию.
Это
трудно найти и обычно получают премию.
Увлечение автомобилями «бумбокс» заставляет людей вкладывать огромные стереосистемы в своих машинах. Для этого требуются мощные генераторы. Итак, у продавцов на Ebay есть много генераторов на 150 А и выше. Многие из них восстановлены, но все еще имеют гарантию. Я бы предложил 160 ампер или выше. Для сварки MIG с тонким металлом подойдет ток 120 А. Ты не будет достигнута номинальная мощность для сварки. Автомобильные генераторы бег в 13.8В. Поскольку мы будем сваривать в диапазоне 18-30 В, выход можно ожидать меньше. Плата управления эффективна и поможет. Я ожидаю, что 200A превысят примерно 150A
. Я выбрал генератор переменного тока Motorcraft 200A, предназначенный для
поздняя модель Мустанг. Я выбрал его, так как регулятор устанавливается на
задняя часть генератора. Снять регулятор и
к щеткам для проекта прикрепить провода. Тоже было проще
установить так как болты были параллельны валу.Если вы используете
горизонтальный двигатель, может быть проще использовать тот, у которого есть болты
перпендикулярно, чтобы двигатель и генератор можно было закрепить болтами
к раме или пластине.
Другой вариант — параллельное соединение двух генераторов переменного тока. Подключите поля вместе и выходы вместе. Это хорошо работает и можно использовать более распространенные генераторы. Преимущество бега два ремня; уменьшение проблемы перегорания ремней.
Плата управления.
Плата отображается в меню.Он обеспечивает постоянное напряжение (CV) и контроль постоянного тока (CC), необходимые для сварки. Это будут выставлены на продажу по максимально низкой цене. Цифровой версия — дорогая плата прямо сейчас. Я работаю над упрощением Это.
Еще есть упрощенная плата без смартов и возможность загрузки / сохранения. Всего две ручки для настройки напряжения и тока и переключатели для контактора, питания и дистанционного управления. Сделаю Сварка MIG и электродом; TIG также будет работать, но не будет иметь автоматического контролирует.
Больше информации по мере того, как доски готовы.
Прочие компоненты:
Реактор: Это необходимо для стабилизации дуги, а также
для обеспечения сглаживания тока, необходимого для сварки MIG. Они могут
быть сделанным из тяжелой проволоки и стального сердечника. Авто-питание
У дуговой сварки есть планы сделать реактор (называемый
стабилизатор дуги в статье).
Они могут
быть сделанным из тяжелой проволоки и стального сердечника. Авто-питание
У дуговой сварки есть планы сделать реактор (называемый
стабилизатор дуги в статье).
Конденсаторы: По крайней мере, один для защиты генератора от скачки.Подойдет пусковой конденсатор двигателя переменного тока. Для сварки MIG, большая батарея конденсаторов компьютерного уровня действительно поможет Генератор переменного тока справляется с импульсными токами, возникающими при сварке MIG с короткой дугой. Это также поможет зажечь дугу при сварке штангой, но повредит стабильность без добавления значительного реактора .. 20 000 мкФ / 75 В или более будет помощь. В первом прототипе использовался пусковой конденсатор двигателя 160 мкФ. Он отлично подходит для дуговой сварки. Второй использовал два 23000 мкФ / 75 В шапки параллельно. В этом помогла сварка МИГ.У меня есть еще 3 большие конденсаторы, которые нужно добавить, но не так много места.
Токовый резистор: Есть два способа измерения
электрический ток. Лучше всего резистор на рабочем проводе.
Однако для этого потребуется полный ток. Во-первых
Для прототипа я использовал около 4 футов провода №6. Это сработало нормально. Там
доступны ли шунты (резисторы) на 200 А 0,020 Ом, но обычно
предназначены для точных лабораторных испытаний и дороги.Я использовал
сопротивление катушки реактора как смысл. Плата отфильтровывает
высокочастотные всплески, генерируемые реактором.
Лучше всего резистор на рабочем проводе.
Однако для этого потребуется полный ток. Во-первых
Для прототипа я использовал около 4 футов провода №6. Это сработало нормально. Там
доступны ли шунты (резисторы) на 200 А 0,020 Ом, но обычно
предназначены для точных лабораторных испытаний и дороги.Я использовал
сопротивление катушки реактора как смысл. Плата отфильтровывает
высокочастотные всплески, генерируемые реактором.
Второй способ измерения силы тока — поставить резистор последовательно с полем генератора. Это будет измерять поле ток, который пропорционален выходному току. Это проще хотя есть небольшой «минимальный ток». Второй прототип использует резистор 0,1 Ом последовательно с питанием к поле.
Сварочные провода и соединители: Сварочная проволока дорогая
как много меди. Для 200А на короткие расстояния подойдет провод №2.
Я использовал провод №1, предназначенный для автомобильной стереосистемы. Хорошо работает и
гибкий. Не удивляйтесь, если вам понадобится 100 футов сварочной проволоки.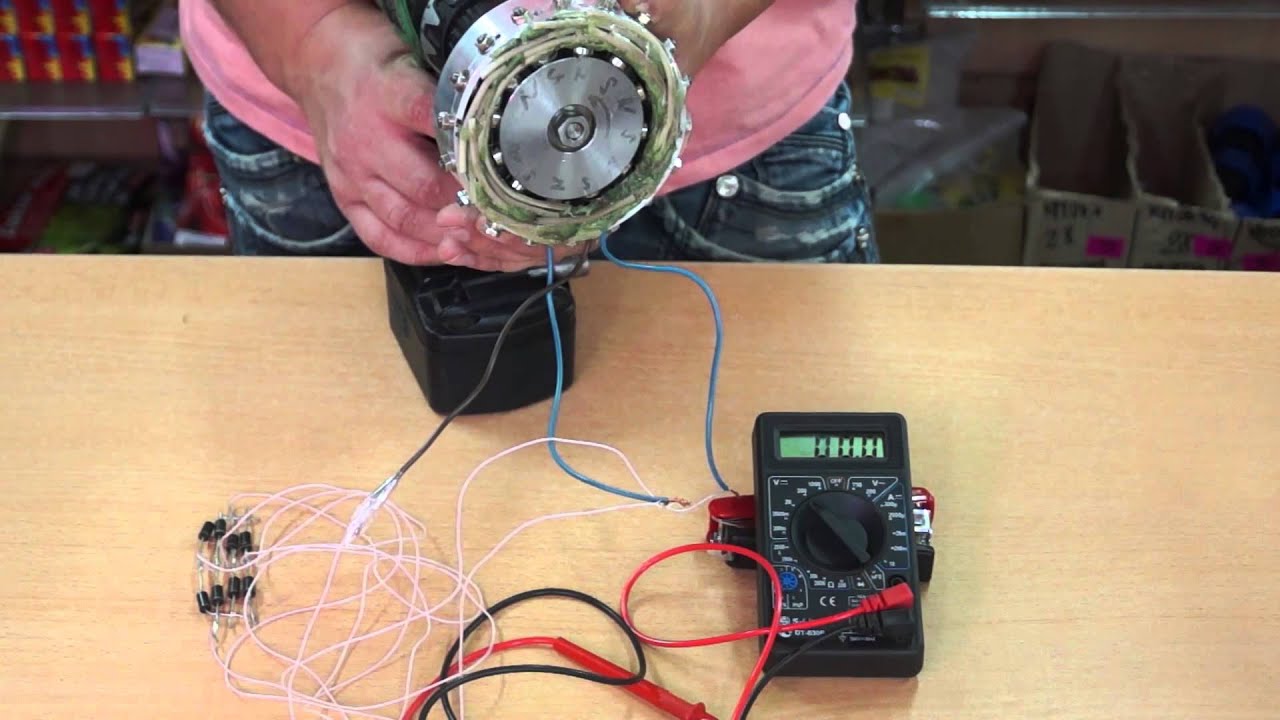 самый большой расход. Бросок на 50 футов позволит провести заземление на 20 футов и
30 мин.
самый большой расход. Бросок на 50 футов позволит провести заземление на 20 футов и
30 мин.
Вам понадобится зажим заземления и электрододержатель. Легко найти на Ebay; обычно около 20 долларов.
Добавление сварки MIG
Сварку MIGможно выполнять, если плата управления поддерживает постоянный контроль напряжения. Требуется механизм подачи проволоки. Сгоревший дешевый MIG мог бы сделать, чтобы использовать фидер вне.
На Ebay есть отдельные механизмы подачи проволоки. Я взял одну пока вернулся. Фидер на 120 В легче подключить, поскольку его можно подключить в розетку (или отключите небольшой ИБП или инвертор, если он удален). Это более старые устройства, которым требуется питание от переменного тока и есть только реле. вывод для управления сварщиком.Старые фидеры на 120 В тоже дешевле.
Новые механизмы подачи проволоки работают от 24 В или 42 В переменного тока. Их можно использовать,
но вам нужно найти способ привести их в действие. Многие требуют значительных
ток (7 А при 24 В), поэтому трансформатор становится дорогим.
Многие требуют значительных
ток (7 А при 24 В), поэтому трансформатор становится дорогим.
Или вы можете построить свой на механизме подачи проволоки. Не так уж и сложно, если вы можете найти мотор-редуктор, газовый соленоид и инструменты для механической обработки (токарный станок — большое подспорье.) Схема регулирования скорости будет размещена скоро.
ПистолетыMIG не такие уж и дорогие.Многие находятся на Ebay или покупают Parweld один новый примерно за 100 долларов.
Контактор повысит безопасность и улучшит запуск. Когда спусковой крючок тянут, генератор должен создавать поле и выводить Текущий. Это требует времени, особенно если у вас большое сглаживание. конденсаторы на выходе. Это заставляет проволоку заикаться при запуске сварной шов. Добавление контактора позволит генератору предварительно заряжать конденсаторы, а также добавляет безопасность меньшего шанса «живого» горелка », когда не выполняется сварка.
Вам понадобится запас газа MIG (аргон / CO2 или просто CO2) и
регулятор и какой-то регулятор потока .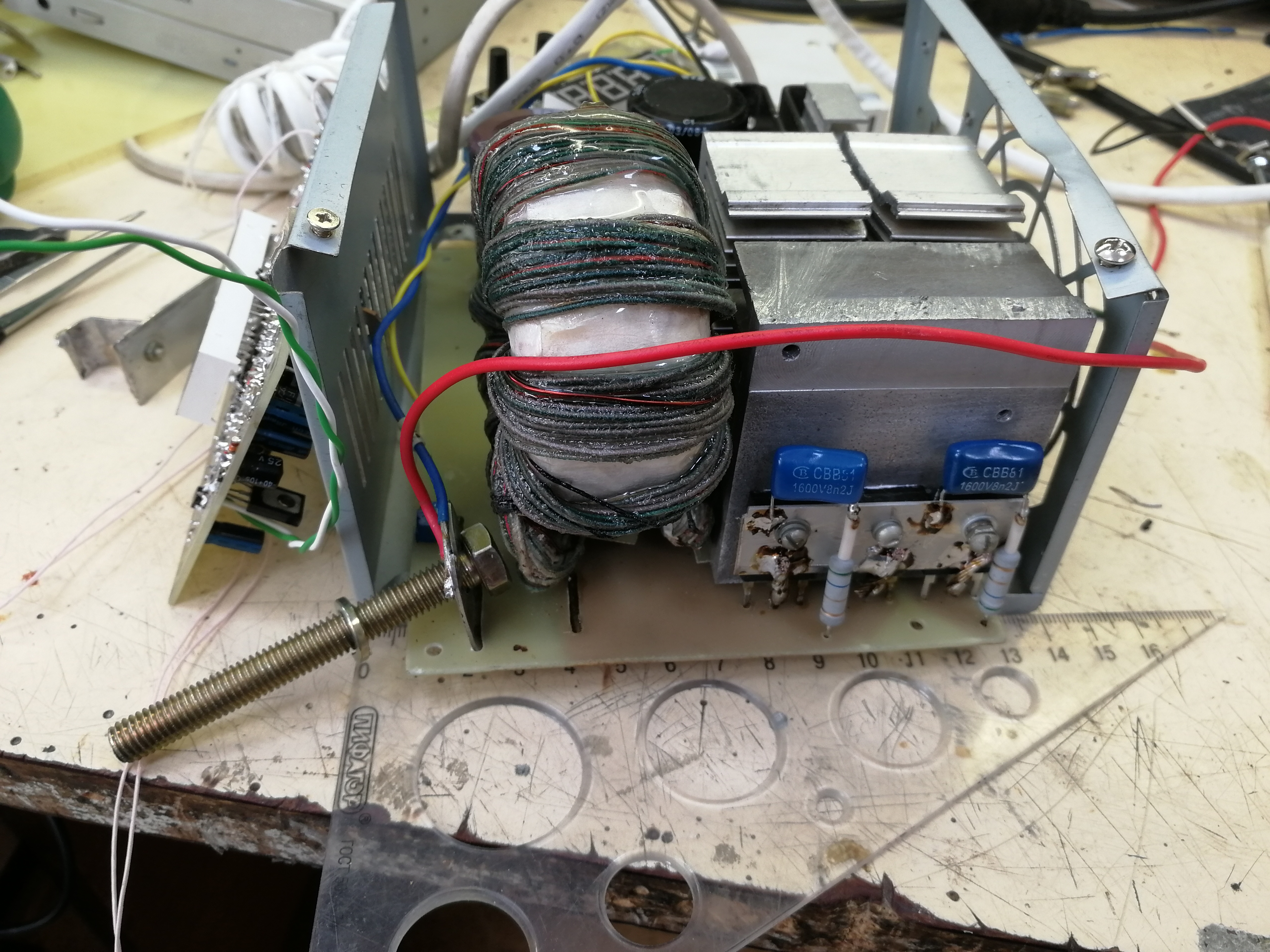 .
.
Сварка TIG
Для сварки TIG с нуля потребуется горелка, газовый соленоид, запас чистого аргона и регулятор. Педаль удобна и может быть легко построен.
Педаль помогает при старте с нуля. Вы можете начать с ток как минимум, чтобы начать царапать, затем увеличить ток.
Упрощенная плата управления будет работать. Он не поддержит долгий постпоток на газе; это можно сделать, потянув за факел прочь и все еще держа курок. Это позволит вольфрам охлаждаться и не загрязняться. По умолчанию это несколько секунд. постпотока; этого должно быть достаточно для слаботочной сварки.
Не отключать питание в чрезвычайных ситуациях
Выбор сварщика / генератора на ЧС
Ураганы, ледяные бури, лесные пожары и стихийные бедствия всех видов ежегодно оставляют без электричества бесчисленное количество людей.
Зимний сезон приносит рекордные температуры и обилие снега и льда по всей стране. Лето приносит с собой набор проблем; сильные грозы, тропические штормы, торнадо и ураганы могут опустошить целые регионы.
Когда вам отчаянно нужны свет, инструменты и приспособления, генератор становится на вес золота.
Включение
Выбор генератора, который вам подходит, в первую очередь зависит от того, сколько энергии вам нужно. Для содержания предметов первой необходимости, таких как освещение, печь, холодильник, колодезный насос, морозильная камера, микроволновая печь, телевизор и кондиционер, требуется от 5000 до 8000 ватт.
График общего потребления ватт бытовой техники:
Подключение
Вы можете подключать инструменты и приборы непосредственно к розеткам генератора на 120/240 В переменного тока. Обычно старайтесь ограничивать нагрузку до 90 процентов выходной мощности генератора. Всегда запускайте нерезистивные (моторные) нагрузки в порядке от наибольшего к наименьшему и добавляйте резистивные нагрузки в последнюю очередь. Если двигатель не запускается в течение пяти секунд, отключите питание, чтобы предотвратить повреждение двигателя. Двигателю требуется больше мощности, чем может дать генератор.
Двигателю требуется больше мощности, чем может дать генератор.
Вы можете подключить генератор к электросети вашего дома, гаража, сарая или рабочего сарая. Из соображений безопасности эту задачу должны выполнять только квалифицированные специалисты. Обязательно соблюдайте код и лицензионные требования. Например, Национальный электротехнический кодекс (NEC) рекомендует, чтобы единственный законный и безопасный способ подключения резервного генератора к вашему дому — это трехпозиционный переключатель. Кроме того, из соображений безопасности никогда не храните работающий генератор в гараже или закрытых помещениях, где пары могут нанести вред людям или животным.
Полные инструкции по безопасности и мощности генератора см. На этикетках безопасности генератора и в Руководстве пользователя.
Два по цене одного
Хотя вам, возможно, не нужно проводить сварку или использовать электроэнергию каждую неделю, вложение в машину, которая работает и то, и другое, может иметь более экономический смысл. Возможность самостоятельно выполнять ремонт сварочных работ и генерировать электроэнергию с помощью одного аппарата может сэкономить ваше время и деньги.
Возможность самостоятельно выполнять ремонт сварочных работ и генерировать электроэнергию с помощью одного аппарата может сэкономить ваше время и деньги.
По сравнению с автономными генераторами сварочный аппарат / генераторы Miller® даст вам:
- Более длительный срок службы: Сварочные аппараты / генераторы имеют больший топливный бак, поэтому они могут работать днем или ночью без дозаправки.Например, сварочные аппараты / генераторы Miller Bobcat ™ 260 вмещают 12 галлонов газа и могут работать в течение 14 часов при непрерывной нагрузке 4 000 Вт.
- Общая выходная мощность : Газосварочные аппараты / генераторы обеспечивают выходную мощность в диапазоне от 4500 до 12000 Вт, что может быть достаточно для работы в доме среднего размера.
- Характеристики при высоких температурах окружающей среды: Из-за естественной природы электричества выходная мощность генератора снижается при повышении температуры. Миллер оценивает производительность всех своих сварочных аппаратов / генераторов в 104 градуса по Фаренгейту (40 градусов по Цельсию). Даже в условиях жаркого лета они обеспечивают всю обещанную мощность.
- Мощные пусковые возможности двигателя: Некоторым электрическим нагрузкам для запуска требуется в три-семь раз больше мощности, чем для работы. Часто генераторы могут иметь высокую пусковую (или пиковую) мощность, но их пиковая мощность настолько мала, что не может запустить двигатель. Для создания стандарта Миллер разработал систему Accu-Rated ™, которая гарантирует, что его генераторы будут обеспечивать полезную пиковую мощность в течение как минимум 30 секунд.Эта мощность идеальна для максимальных нагрузок генератора, таких как запуск двигателя центрального кондиционера или водоотливного насоса.
- Жесткое выходное напряжение: Поскольку они предназначены для работы с промышленными инструментами и двигателями, сварочные аппараты / генераторы Miller с номинальной мощностью обеспечивают жесткое выходное напряжение, которое не падает при номинальных нагрузках. Для сравнения, напряжение большинства генераторов и конкурирующих сварщиков / генераторов падает при средних и тяжелых нагрузках. Вместо выхода 120 вольт они могут выдавать только 105 или 110 вольт.К сожалению, бытовая техника потребляет полную мощность, которая равна напряжению, умноженному на силу тока. Если напряжение падает, сила тока увеличивается, что, в свою очередь, выделяет больше тепла. Тепло сокращает срок службы приборов и обычно снижает производительность.
- Плавная выходная мощность: Сварочные аппараты / генераторы Miller выдают плавную мощность, а не пиковую мощность некоторых других устройств. Это означает, что машины Миллера могут работать с электроникой, чувствительной к колебаниям напряжения, которая может включать в себя элементы управления печью и кондиционером.
- Круглосуточная работа: Сконструированные с использованием прочных компонентов для тяжелых условий эксплуатации, сварочные аппараты / генераторы Miller непрерывно работают при номинальных нагрузках, останавливаясь только для дозаправки и планового технического обслуживания. В ситуациях, когда другие генераторы перегреваются и сгорают, машины Miller продолжают работать.
- Стоимость при перепродаже : Газовые сварочные аппараты / генераторы Miller сохраняют свою ценность лучше, чем другие газовые генераторы или сварочные аппараты / генераторы. Если вы приобретете машину Миллера на случай чрезвычайной ситуации и решите продать ее позже, вы можете получить обратно больше денег.
 Миллер оценивает производительность всех своих сварочных аппаратов / генераторов в 104 градуса по Фаренгейту (40 градусов по Цельсию). Даже в условиях жаркого лета они обеспечивают всю обещанную мощность.
Миллер оценивает производительность всех своих сварочных аппаратов / генераторов в 104 градуса по Фаренгейту (40 градусов по Цельсию). Даже в условиях жаркого лета они обеспечивают всю обещанную мощность. Для сравнения, напряжение большинства генераторов и конкурирующих сварщиков / генераторов падает при средних и тяжелых нагрузках. Вместо выхода 120 вольт они могут выдавать только 105 или 110 вольт.К сожалению, бытовая техника потребляет полную мощность, которая равна напряжению, умноженному на силу тока. Если напряжение падает, сила тока увеличивается, что, в свою очередь, выделяет больше тепла. Тепло сокращает срок службы приборов и обычно снижает производительность.
Для сравнения, напряжение большинства генераторов и конкурирующих сварщиков / генераторов падает при средних и тяжелых нагрузках. Вместо выхода 120 вольт они могут выдавать только 105 или 110 вольт.К сожалению, бытовая техника потребляет полную мощность, которая равна напряжению, умноженному на силу тока. Если напряжение падает, сила тока увеличивается, что, в свою очередь, выделяет больше тепла. Тепло сокращает срок службы приборов и обычно снижает производительность.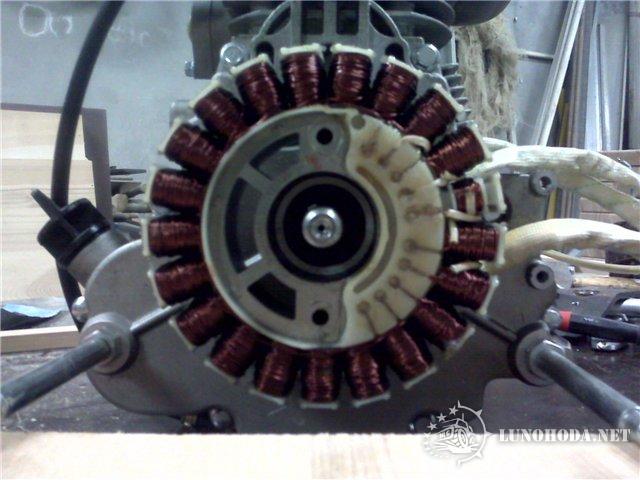 В ситуациях, когда другие генераторы перегреваются и сгорают, машины Miller продолжают работать.
В ситуациях, когда другие генераторы перегреваются и сгорают, машины Miller продолжают работать.Для получения дополнительной информации о линейке сварочных аппаратов / генераторов Miller с приводом от двигателя посетите MillerWelds.com/equipment/welders/engine-driven.
Старинный самодельный сварочный аппарат Второй мировой войны
Я нашел этого сварщика на Craigslist за сотню долларов. Он сделан из излишка авиационного генератора времен Второй мировой войны и двигателя от Остина Дорсета 1946 года. Это сварочный аппарат постоянного тока на 200 А с четырехцилиндровым двигателем с толкателем.Это первый взгляд на него, и по мере того, как я запустю его и вычищу этот кусок истории DIY, будет больше видео. Будьте на связи.
Будьте на связи.
По моим оценкам, сварщик весит около 700 фунтов. В нем установлен авиационный генератор Delco Remy P1 на 200 ампер, приводимый в действие четырехцилиндровым двигателем Austin Dorset 1946 года выпуска. Кроме того, он имеет генератор 12 В для системы зарядки, регулятор напряжения и электростартер.
Элементы управления минимальные.Имеется реостат для управления током возбуждения, идущим к генератору, для установки сварочного тока. В измерителе напряжения то же самое.
Есть выключатель зажигания, выключатель стартера и заслонка для управления двигателем.
Генератор приводится в движение цепью ГРМ, а не клиновым ремнем. Это означает отсутствие скольжения под большой нагрузкой!
Это самолет Delco Remy с генератором. Как я уже говорил ранее, это 24 В 200 и постоянный ток.
Как я уже говорил ранее, это 24 В 200 и постоянный ток.
Катушка в верхней правой части изображения — стабилизатор дуги.Это индуктор, который сглаживает сварочную дугу. В конце стабилизатора дуги есть пара контактов, когда вы начинаете сварку, контакты замыкаются и подаются питание на соленоид, который открывает дроссель и доводит аппарат до скорости сварки.
В задней части генератора установлен вентилятор на 12 В, насколько я понимаю, эти генераторы, если они имеют охлаждение, подобное этому вентилятору, являются машинами непрерывного действия.
Сварщик еще не начал, я сварил комплект колес, чтобы мне было легче перемещать его по цеху.Первоначальные исследования показывают, что искры нет, и я подозреваю, что это электричество Лукаса. Я планирую запустить его очень скоро, и я вернусь с фотографиями и видео работы машины и сварки.
Планы для самостоятельного изготовления педальных генераторов без сварки — инновации в области возобновляемых источников энергии
Вот полные конструктивные схемы педального генератора своими руками, включая подставку для велосипеда. Это сделано таким образом, чтобы не было необходимости в сварке (поскольку у меня нет сварочного оборудования). Я построил две таких стойки, и они оказались довольно надежными и прочными.
Это сделано таким образом, чтобы не было необходимости в сварке (поскольку у меня нет сварочного оборудования). Я построил две таких стойки, и они оказались довольно надежными и прочными.
Буклет в формате pdf с этими планами доступен здесь.
Инструкции по этому поводу доступны здесь.
КомпанияRenewable Energy Innovation построила ряд педальных генераторов для взрослых и детей. Сила педали помогает интересным образом продемонстрировать концепции мощности и энергии, а также способствует популяризации велоспорта и всего, что связано с педалями.Доступны несколько моделей генераторов с педальным приводом:
В этом руководстве «Сделай сам» объясняется конструкция педального генератора, основанная на дизайне «Великолепная революция» и использующая генератор на постоянных магнитах. Основная идея заключалась в том, чтобы найти относительно дешевую конструкцию, которая не требует сварки и может быть изготовлена с использованием общедоступных деталей и инструментов. Он в основном изготовлен из алюминия с относительно толстым угловым профилем, скрепленного болтами. Это руководство разделено на две части: подставка для велосипеда, генератор и электрическое оборудование.Подставку для велосипеда можно использовать для других конструкций, например, для приготовления смузи с педальным приводом…. Подставка может не подходить ко всем велосипедным рамам, но она работает на всех типичных горных велосипедах и велосипедах гоночного стиля, которые я использовал до сих пор.
Он в основном изготовлен из алюминия с относительно толстым угловым профилем, скрепленного болтами. Это руководство разделено на две части: подставка для велосипеда, генератор и электрическое оборудование.Подставку для велосипеда можно использовать для других конструкций, например, для приготовления смузи с педальным приводом…. Подставка может не подходить ко всем велосипедным рамам, но она работает на всех типичных горных велосипедах и велосипедах гоночного стиля, которые я использовал до сих пор.
ОТКАЗ ОТ ОТВЕТСТВЕННОСТИ: Эти инструкции даны в качестве руководства для компетентных энтузиастов педали. Авторы не несут ответственности за поврежденные инструменты или возможные травмы. Будьте осторожны при использовании электроинструментов и не экспериментируйте с электричеством, если вы не уверены, что знаете, что делаете.Если вы не уверены на каком-либо этапе, обратитесь к квалифицированному специалисту. .
Вам понадобится:
- 30 мм x 30 мм x 3 мм (толщина), угловой алюминиевый профиль (1¼ ”x 1¼” x 1/8 ”) — Используйте более толстый сплав (3 мм или лучше). Также можно использовать сталь (и ее обычно легче найти бесплатно), но у нас был в наличии алюминий, и он легок для переноски на мероприятия. (Попробуйте www.aluminiumwarehouse.co.uk).
- Сталь коробчатого сечения 25 мм x 25 мм (1 дюйм x 1 дюйм) — Обычно используется в качестве каркаса столов старой школы.Требуется только небольшая длина (50 мм).
- Гайки, болты и пружинные шайбы 6, 8 и 10 мм — Основная конструкция удерживается вместе с ними. Гайки и болты из нержавеющей стали вместе с контргайками должны гарантировать, что они останутся без коррозии, а болты останутся затянутыми даже при длительной вибрации.
- 34 x 6 мм длинные болты 20 мм с контргайками
- 4 х 8 мм длинные болты 25 мм с пружинными шайбами и гайками
- 1 х 10 мм длинный болт 80 мм с 3 гайками и пружинной шайбой
- 1 x 6 мм длинный болт 100 мм с гайкой-барашком
- Велосипедные тормозные тросы — Это должен быть толстый трос типа «тормоза» (или используйте несколько тросов для переключения передач для распределения нагрузки), так как он будет испытывать большие нагрузки. Они не обязательно должны быть полной длины, поэтому можно использовать старые сломанные, если у них есть около 1 м пригодного кабеля.
- Фанера — примерно 150 x 150 мм и толщиной около 10 мм.
- Петля — Подойдет старая дверная петля
- Ролик — Может быть изготовлен из алюминия или из разных материалов, например. колесо для роликовых коньков.
- Толстая резинка — Подойдут эластичные шнуры или резинка для обручей палатки
- Генератор на постоянных магнитах — Тип MY1016 можно приобрести на eBay.Это двигатель 24 В, предназначенный для использования в электросамокате. Мы будем вращать его, чтобы он работал как генератор. Их можно приобрести на eBay по цене около 30-40 фунтов стерлингов с доставкой.
- Диод — он должен быть рассчитан на ток более 20 А и 50 В постоянного тока или выше.
- Электрический кабель — Могут протекать довольно высокие токи, поэтому в качестве основных силовых кабелей используйте приличный толстый (2,5 мм2 как минимум) многожильный (гибкий) медный кабель.
- Соединители лопатки или термоусадочные и припаянные — для подключения к диоду
- Состав радиатора — для подключения диода к металлической рамке
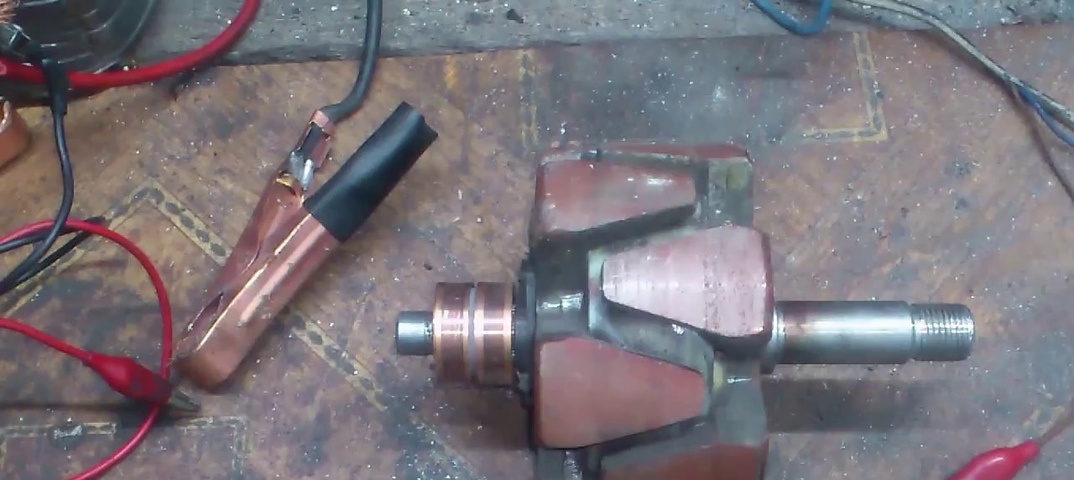 Также можно использовать сталь (и ее обычно легче найти бесплатно), но у нас был в наличии алюминий, и он легок для переноски на мероприятия. (Попробуйте www.aluminiumwarehouse.co.uk).
Также можно использовать сталь (и ее обычно легче найти бесплатно), но у нас был в наличии алюминий, и он легок для переноски на мероприятия. (Попробуйте www.aluminiumwarehouse.co.uk). Они не обязательно должны быть полной длины, поэтому можно использовать старые сломанные, если у них есть около 1 м пригодного кабеля.
Они не обязательно должны быть полной длины, поэтому можно использовать старые сломанные, если у них есть около 1 м пригодного кабеля.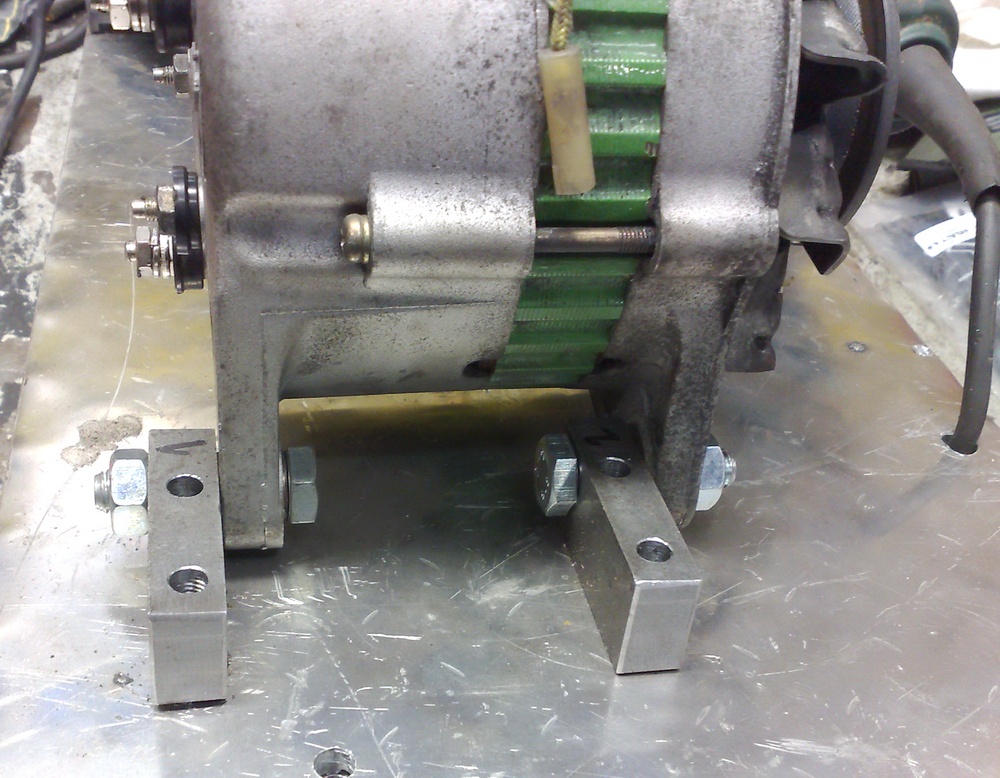
И на последок:
- Велосипед — Подойдет любой тип.Лучше всего, если на нем будут гладкие шины, так как выступы усиливают шум и тепло. Я использую горный велосипед с низкой поперечной балкой (женский) с покрышкой, скользящей по дороге. Это позволяет людям легко садиться на генератор и выходить из него.
Общая стоимость
Множество необходимых деталей можно найти или обычные детали, которые будут в большинстве гаражей и сараев. Моя предполагаемая стоимость деталей, если они были куплены новыми, составляет:
Предмет Количество Стоимость
Угол алюминиевый 3.5 м £ 15
Гайки, болты и шайбы Около 50 шт. 5 £
Тормозные тросы 2 £ 4
Дерево Маленькая деталь £ 0,50
Эластичные 2 эластичных обруча для палаток £ 1,00
Генератор 1 £ 35
Петля 1 £ 1,00
Диод 1 £ 4,00
Провод 5 миллионов фунтов стерлингов. 00
00
ОБЩАЯ СТОИМОСТЬ: £ 70,50
Необходимые инструменты:
- Ножовка по металлу — с мелкозубчатым полотном
- Сверла и сверла
- Металлический напильник
- Гаечные ключи — для гаек и болтов (10мм, 13мм, 15мм, 17мм и др.)
- Шестигранный ключ
- Доступ к токарному станку по металлу (поспрашивай и найди друга) — для изготовления ролика.
- Инструмент для зачистки проводов
- Кусачки
- Паяльник и припой
Длительность:
Когда у вас есть все детали и инструменты, на сборку этого генератора уйдет около 1 дня. Но это не гонка.
Построим…
Стенд для велосипеда:
Первая деталь, которую нужно построить, — это подставка, на которую устанавливается байк. Это должно удерживать заднее колесо от земли и быть прочным и прочным. Помните, что люди садятся на генератор и выходят из него, поэтому он должен быть достаточно широким, чтобы байк не перевернулся, и он должен выдерживать насилие со стороны многих людей, пытающихся выкрутить педали друг у друга. Я относительно доволен алюминиевым дизайном, но думаю, что стальная версия была бы более прочной.
Помните, что люди садятся на генератор и выходят из него, поэтому он должен быть достаточно широким, чтобы байк не перевернулся, и он должен выдерживать насилие со стороны многих людей, пытающихся выкрутить педали друг у друга. Я относительно доволен алюминиевым дизайном, но думаю, что стальная версия была бы более прочной.
Основная концепция — А-образная рама, в которой используется угловой алюминий на двух основных стойках (при сжатии) и трос, чтобы рама не раздвигалась (при растяжении).
Затем используются две из этих А-образных рам (по одной для каждой стороны велосипеда).Они соединены у основания, чтобы расширить подставку и обеспечить устойчивость.
Сначала измерьте и отрежьте угловые профили из алюминия (или другого металла).
Детали для резки:
Наименование Количество Длина (мм)
Основная сторона стойки «A» A 1 600
Основная стойка стойки «A» B 1 500
Стойка «A» 2450
Базовая стойка 2 650
Усиливающая стойка * 4300
Зажим стойки 1 30
Зажим рамы 1 50
* Примечание. Усиливающая стойка также может быть изготовлена из L-образного сечения меньшего размера для снижения стоимости и веса.Я использовал 20 х 20 мм. Также укрепляющие распорки следует обрезать под углом 45 градусов на каждом конце, так как они будут вставлены под углом 45 градусов.
Усиливающая стойка также может быть изготовлена из L-образного сечения меньшего размера для снижения стоимости и веса.Я использовал 20 х 20 мм. Также укрепляющие распорки следует обрезать под углом 45 градусов на каждом конце, так как они будут вставлены под углом 45 градусов.
Обрежьте стороны с одного конца двух частей распорки 450 мм ‘A’. Они прикреплены болтами к основным стойкам «А» (одна к стороне A, а другая — к стороне B). Вырезанная часть должна быть той же ширины, что и размер используемого алюминиевого уголка (в данном случае 30 мм). Это позволяет двум частям рамы «А» вставляться вместе под углом около 90 градусов.
Отрежьте секции с противоположных сторон каждой детали стойки «А».
В конце 500-миллиметровой «основной стойки A» со стороны B просверлите 10-миллиметровое отверстие в середине стойки, примерно на 30 мм ниже одного конца.
Вырежьте ножовкой от верха стойки до края отверстия с каждой стороны, чтобы сделать прорезь, а затем подпилите все острые края. Это необходимо для того, чтобы задняя ось велосипеда села. Гайка на задней оси будет ослаблена в этом месте, чтобы войти в паз, а затем затянута, чтобы удерживаться в этом пазу.
Это необходимо для того, чтобы задняя ось велосипеда села. Гайка на задней оси будет ослаблена в этом месте, чтобы войти в паз, а затем затянута, чтобы удерживаться в этом пазу.
Также просверлите 10-миллиметровое отверстие в том же месте на 650-миллиметровой «главной стойке A», стороне A ».Он будет использоваться для удержания держателя гайки коробчатой секции с другой стороны задней оси велосипеда.
Обрежьте конец распорки 500 мм под углом примерно 30 градусов. Это связано с тем, что рама велосипеда (если она прикреплена) ударится об этот кусок металла, если его не снять.
Отрежьте небольшой кусок стали коробчатого сечения (50 мм). Это сделает держатель для велосипедной гайки на противоположном конце задней оси велосипеда. В середине отрежьте две стороны коробчатой секции, чтобы сделать отверстие шириной около 20 мм.Следуйте диаграмме, чтобы увидеть точные размеры отверстия. Это можно сделать, выпилив ножовкой под углом.
Коробчатая секция крепится к велосипедной стойке с помощью болта 10 мм. Это должно быть около 40 мм в длину. Просверлите отверстие диаметром 10 мм в задней части коробчатого сечения (см. Фото). Как можно видеть, две гайки используются для разнесения коробчатой секции, чтобы можно было разместить шестерни и рычаг переключения передач на заднем колесе.
Это должно быть около 40 мм в длину. Просверлите отверстие диаметром 10 мм в задней части коробчатого сечения (см. Фото). Как можно видеть, две гайки используются для разнесения коробчатой секции, чтобы можно было разместить шестерни и рычаг переключения передач на заднем колесе.
Теперь можно построить две рамы «А». Возьмите 600-миллиметровую главную стойку A со стороны A и одну из 450-миллиметровых стоек A.Правильно ли они подходят друг другу? Две угловые секции сложатся вместе, так что одна секция войдет в другую. Если нет, то возьмите другую стойку «A» 450 мм, которая должна работать (вы срезали противоположные стороны на двух стойках «A» 450 мм).
Соедините две секции вместе, убедившись, что основания находятся на одном уровне. Зажмите, чтобы удерживать их. Просверлите отверстие диаметром 8 мм в верхней части стойки 450 мм через обе части. Это должно быть около 20 мм от верха и посередине уголка.Повторите это для другой рамки «A» (сторона B). Убедитесь, что 8-миллиметровые отверстия находятся в том же положении, что и другая «А» рамка (иначе она не будет открываться и закрываться очень легко).
Прикрепите болтом стороны A 600-миллиметровой основной стойки «A» к соответствующей 450-миллиметровой стойке «A» с помощью болта 8 мм. Используйте пружинные шайбы, чтобы они не расшатались. Проделайте то же самое с 500-миллиметровой главной стойкой «A» со стороны B с соответствующей 450-миллиметровой стойкой «A».
Две А-образные рамы затем прикручиваются к основанию.Ширина будет зависеть от используемого велосипеда. Я измерил несколько байков, и ширина задней рамы обычно составляет от 120 до 140 мм. Я использовал ширину велосипеда 140 мм. Зажим велосипедной рамы обеспечивает возможность адаптации к разной ширине велосипедной рамы.
Расстояние от коробчатого сечения на одной раме до паза на другой раме должно быть 140 мм. Измерьте это плюс ширину двух гаек на болте, удерживающем коробчатую секцию. Это будет ширина у основания для двух рамок «А».По моему дизайну это 185 мм.
Убедитесь, что рамы прямые и закреплены. Просверлите два отверстия диаметром 6 мм и закрепите их стопорными гайками, чтобы убедиться, что они не ослабнут из-за вибрации.
Сделайте это с обеих сторон обеих рамок «A».
Примечание: опорная стойка не обязательно должна быть алюминиевой — это может быть дерево для конструкции с меньшим энергопотреблением или сталь для более дешевой конструкции. Попробуйте и посмотрите…
Теперь добавьте усиливающие стойки. Они подходят между базовой стойкой и стойками рамы «А» с внешней стороны.Установите усиливающую распорку под углом 45 градусов. Зажмите его и просверлите отверстие диаметром 6 мм. Используйте 6-миллиметровые болты с контргайками.
Два тормозных троса используются для предотвращения разрушения рамы «А» при нагрузке на велосипед и наездника. Они подходят для сквозных отверстий в опорных стойках. Кабели пропущены через опорные стойки и зажимаются для удержания кабеля.
Я использовал 4-миллиметровое отверстие в каждой базовой стойке, примерно на расстоянии 50 мм от каждого конца базовой стойки. Возможно, лучше было бы больше кабелей (возможно, если использовать более тонкие кабели для переключения передач).
Для зажима кабелей я использовал самодельные кабельные зажимы. Используйте болт 8 мм (длина должна быть не более 15 мм. Просверлите отверстие в основании стержня болта (я использовал отверстие 3,5 мм, но начните с отверстия меньшего размера и расширьте его). Просверливание сквозного отверстия 8-миллиметровый болт трудно завести, так как это круглая поверхность, и сверло соскальзывает. Чтобы остановить это, вы можете припилить одну сторону болта с помощью металлического напильника, чтобы получить плоскую поверхность, а затем просверлите. Вы также можете использовать пробойник, чтобы сверло оставалось вогнутым.Наденьте шайбу на болт. Затем кабель пропускается через это отверстие, через опорную стойку и обратно через отверстие. На болт надевается шайба, затем пружинная шайба, затем гайка. Затяните гайку, чтобы зажать кабель. Будьте осторожны с этим, так как я защелкнул кабель, зажимая его.
Дополнительный зажим стойки также используется для обеспечения жесткости рамы. Вероятно, это необязательно, но при добавлении рама казалась более надежной.
Вероятно, это необязательно, но при добавлении рама казалась более надежной.
Зажим стойки представляет собой небольшую угловую секцию (длиной 30 мм), которая прикручивается болтами к 600-миллиметровой стороне A основной стойки стойки «A».Он прикрепляет эту стойку к другой стойке А-образной рамы, когда стойка разложена. Чтобы сложить подставку, ее необходимо расстегнуть.
Почти готово…
Теперь о зажиме рамы: это кусок углового алюминия, который надевается вокруг рамы велосипеда и болтами к стойке велосипеда, чтобы удерживать раму на стойке и гарантировать, что гайка задней оси велосипеда не выскочит. из держателя гайки.
Это может потребовать некоторой регулировки в зависимости от используемых велосипедов.
Длинный (100 мм) кровельный болт 6 мм используется для крепления зажима рамы к стойке.Следовательно, необходимо просверлить 6-миллиметровое отверстие в зажиме рамы и в верхней части 600-миллиметровой стороны A основной стойки «A» рамы.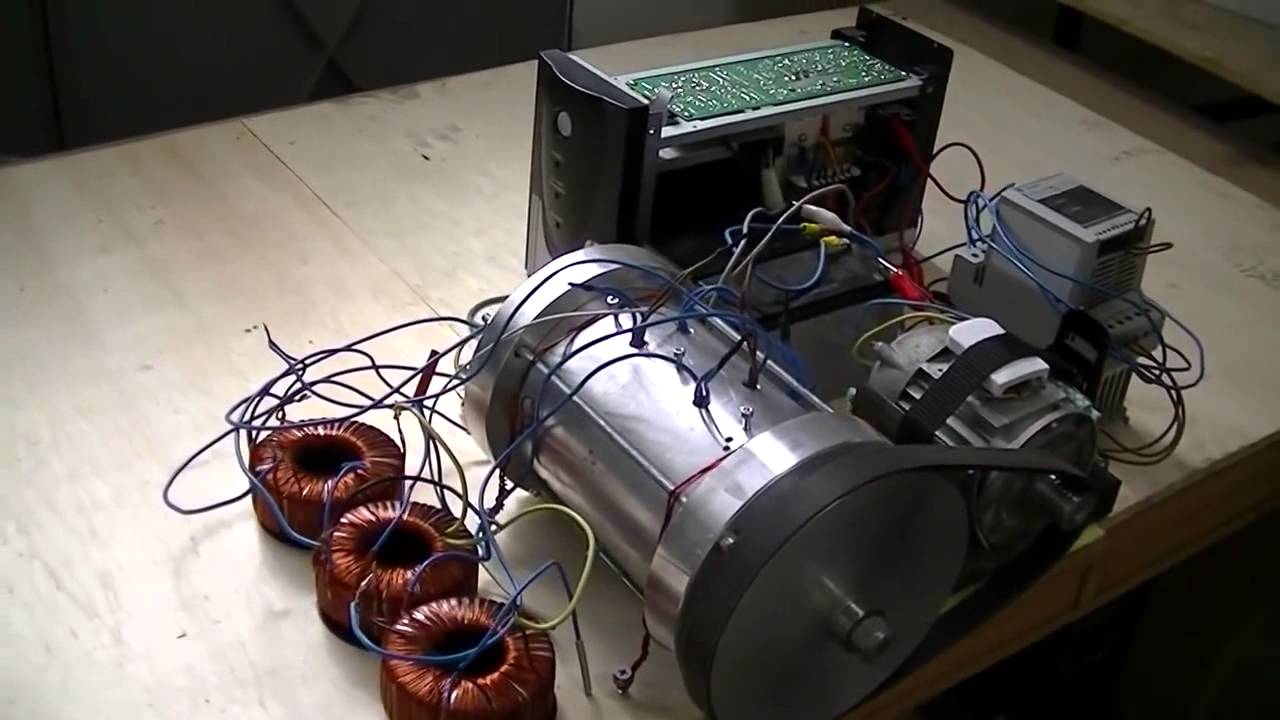 Кровельный болт удерживает их вместе. Используется гайка-бабочка, чтобы ее можно было затянуть «в поле».
Кровельный болт удерживает их вместе. Используется гайка-бабочка, чтобы ее можно было затянуть «в поле».
Велосипедная стойка готова. Выпейте чашку чая и, возможно, бисквита из бурбона…
Установка велосипеда на подставку:
Чтобы установить велосипед на подставку, вам понадобится гаечный ключ на 15 мм и два гаечных ключа на 10 мм. Сначала откройте подставку для велосипеда (1).Вставьте 6-миллиметровый болт и гайку, которые удерживают зажим стойки (2). Затяните это, чтобы сделать стойку жесткой.
Ослабьте гайку 15 мм задней оси велосипеда со стороны без шестерен (3). Опустите велосипед на подставку так, чтобы гайка со стороны шестерни вошла в секцию коробки держателя гаек (4). Лучше всего это делать под небольшим углом, а затем крутить байк, но найдите свою собственную технику. Другая сторона задней оси должна войти в прорезь, которую вы сделали.
Гайка должна находиться снаружи этого паза (5).Когда велосипед вставлен в стойку, выпрямите его и затяните гайку (6). При первом использовании стойки вам может потребоваться подпилить прорезь, чтобы велосипед стоял ровно и ровно.
При первом использовании стойки вам может потребоваться подпилить прорезь, чтобы велосипед стоял ровно и ровно.
Убедитесь, что гайка полностью затянута, чтобы велосипед был твердым и твердым.
Затем установите зажим рамы (7) на заднюю раму велосипеда. Затяните гайку-барашек, чтобы удерживать велосипед в раме. Убедитесь, что гайка не выпадет из держателя гайки.
Убедитесь, что велосипед прочный, положив на него вес.
ВНИМАНИЕ: Снимая велосипед со стенда, всегда не забывайте повторно затягивать гайку задней оси — вы не хотите, чтобы заднее колесо упало, когда вы едете домой на велосипеде с педали.
Генератор и электрика:
Теперь у нас есть прочная подставка, чтобы удерживать велосипед и позволять колесу велосипеда вращаться. Затем мы хотим получить немного энергии от прялки.
Основная идея состоит в том, чтобы задняя шина вращала ролик, подключенный к генератору.Мы пытаемся иметь относительно высокую скорость вращения (чтобы дать нам разумно высокое напряжение (от 12 до 24 В постоянного тока), следовательно, у нас есть большое колесо, вращающее маленький ролик.
Создание катка: это, вероятно, самая сложная часть работы без специального оборудования. Лучше иметь доступ к токарному станку по металлу и кого-нибудь, кто умеет им пользоваться. Спросите у друзей и семьи. Свяжитесь с нами, если вам нужен ролик, и, может быть, я смогу накрасить его.
Обточите кусок алюминия и превратите его в ролик диаметром 25 мм и длиной 70 мм.
Просверлите отверстие в конце ролика (диаметром 8,2 мм и глубиной 20 мм).
Просверлите отверстие диаметром 5 мм, чтобы закрепить ролик на генераторе, и выбейте его.
Также ознакомьтесь с планами «Великолепная революция», так как в них есть технические чертежи конструкции роликов.
Отрежьте кусок фанеры до нужного размера, чтобы он мог войти в зазор в раме. В случае, это было около 150 мм х 150 мм. Просверлите отверстия под петлю и под генератор. В генераторе есть резьбовые отверстия под болты 6мм.Для петли также использовались болты диаметром 6 мм.
Ролик нужно надевать на заднее колесо велосипеда с достаточной хваткой, чтобы генератор вращался. Для этого используется какая-то резинка, чтобы удерживать генератор на колесе. В этом случае использовалась резинка для палаточного обруча, но также можно было использовать эластичные шнуры, которые могли бы быть более прочными.
Для этого используется какая-то резинка, чтобы удерживать генератор на колесе. В этом случае использовалась резинка для палаточного обруча, но также можно было использовать эластичные шнуры, которые могли бы быть более прочными.
Резинка должна что-то цепляться. В этой конструкции добавлены дополнительные болты, на которых закрепляется резинка. Для этого потребовалось два болта на подставке и два болта на дереве.Сделайте это с обеих сторон генератора.
Теперь посмотрим на электрику:
Диод останавливает работу генератора как двигателя, если он подключен к батарее. Диод должен быть рассчитан на максимальный ток и напряжение от генератора. Это примерно 20 А при максимальном напряжении 40 В постоянного тока. Мы пытаемся генерировать 12 В. 20 А при 12 В соответствует примерно 240 Вт, типичный разумный велосипедист может поддерживать скорость от 50 до 100 Вт, так что это должно охватывать большинство ситуаций.
Многие диоды подойдут.Проверьте технические данные, чтобы убедиться, что он рассчитан на постоянный ток 20 А или более. Я использовал мостовой выпрямитель номиналом 25А, так как он у меня был в наличии. В этом случае подключите выход + ve генератора к соединению переменного тока на выпрямителе, а провод выхода + ve к соединению + ve на выпрямительном мосту.
Я использовал мостовой выпрямитель номиналом 25А, так как он у меня был в наличии. В этом случае подключите выход + ve генератора к соединению переменного тока на выпрямителе, а провод выхода + ve к соединению + ve на выпрямительном мосту.
Некоторые подходящие диоды и их номера для заказа RS:
Номер детали Номинальный ток Код RS
GBPC2510A 25A 395-4297
BYV32E 20A 485-4312
На диоде будет небольшое падение напряжения, поэтому при протекании тока в этом компоненте будут потери мощности (мощность = вольт x ампер).Его необходимо удалить, иначе диод станет слишком горячим. Требуется какая-то форма радиатора. Поскольку рама металлическая, я использовал ее как большой радиатор с диодом, прикрученным к раме, вместе с некоторым теплоносителем. Это должно предотвратить перегрев диода даже при длительном протекании больших токов.
В выходной провод также может быть включен предохранитель А, особенно если используется батарея.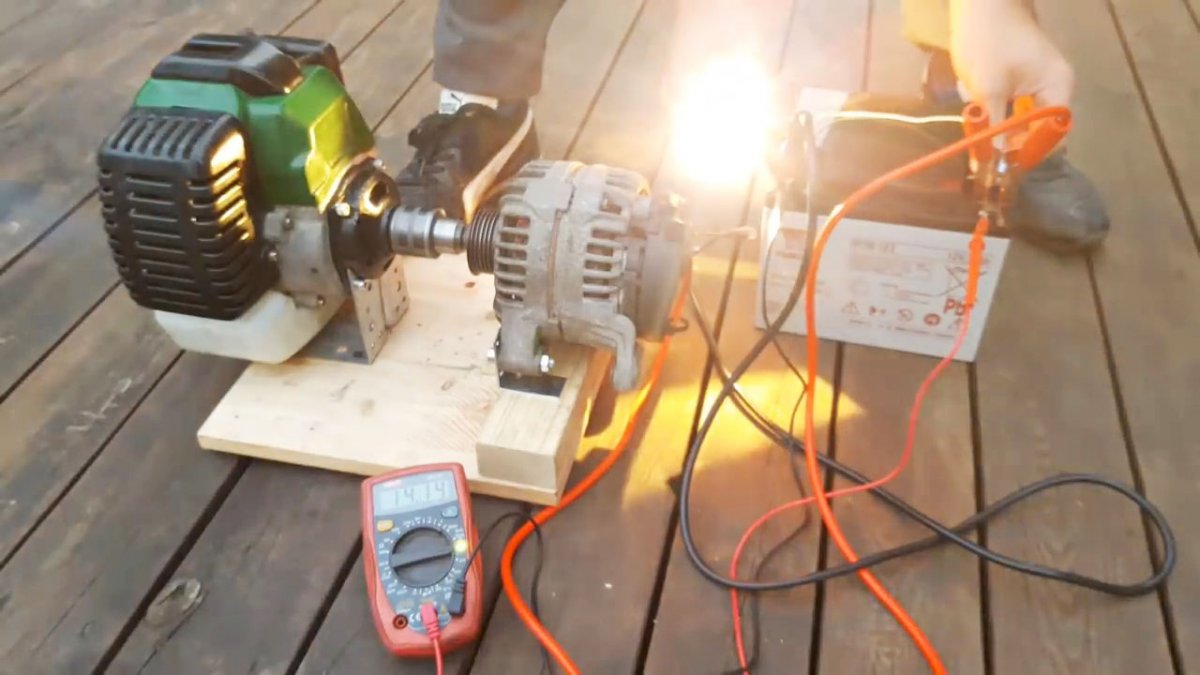 Предохранитель на 20 А (автомобильный) подойдет.
Предохранитель на 20 А (автомобильный) подойдет.
Либо используйте лопатки для подключения кабелей к диоду (если это форма соединения), либо припаяйте кабели к ножкам диода и используйте термоусадку поверх соединения (как это было сделано на показанном здесь генераторе велосипеда).Ножки диода очень хрупкие, поэтому убедитесь, что они хорошо защищены.
Мощность на этом этапе не регулируется и будет варьироваться в зависимости от скорости вращения генератора (т. Е. В зависимости от велосипедиста, вращающего педали, передачи велосипеда и размера ролика). Требуется какая-то схема регулирования, чтобы напряжение не поднималось настолько высоко, что это может привести к повреждению любого подключенного оборудования.
Схемы регулирования напряжения будут рассмотрены в другом руководстве.Следите за обновлениями на сайте www.re-innovation.co.uk.
Получайте удовольствие и придумывайте новые и лучшие способы решения задач. Пожалуйста, поделитесь своими идеями и проектами, чтобы это руководство можно было обновить.
Продолжайте крутить педали ……
Генераторы, построенные по этим планам
Вот несколько изображений и идей от других людей, которые использовали эти планы (или части и идеи из планов) для создания своих собственных. Есть несколько отличных идей для улучшений.
Этот дизайн от Робина Лавлейса.В этой подставке используется дерево (2 ″ x 2 ″?) Для основных стоек (меньшая энергия тела), а затем угловой алюминий для основания. У него, кажется, интересная регулируемая ручка для гайки, сделанная из гнутого стержня с резьбой.
10 Лучшие комплекты воздушных компрессоров для сварочных генераторов [Газовые и электрические]
Комбинации воздушных компрессоров для сварочных генераторов — это все в одном устройстве, которое объединяет в себе множество полезных инструментов. Комбинации воздушного компрессора генератора сварщика в основном используются техниками по ремонту мобильных грузовиков, мобильными сварщиками и другими автомастерскими.
Лучшая комбинация воздушного компрессора для сварочного генератора будет иметь высокоэффективную гидравлическую систему, 100% медные обмотки и THD (полное гармоническое искажение) менее 6%.
В этой статье мы проанализируем лучшие комбинации воздушных компрессоров сварочного генератора. Мы будем ранжировать их на основе PSI, THD, CFM, HP, Design и Watts . Эти комбо-блоки довольно дороги. Поэтому мы рекомендуем прямую покупку только для DIY и крупных компаний.
Для небольших магазинов мы рекомендуем заполнить форму ниже, чтобы изучить удобные варианты финансирования.Вдобавок, получив БЕСПЛАТНОЕ ценовое предложение без обязательств, вы узнаете больше о гарантии и планах обслуживания.
Лучшая комбинация генераторов воздушного компрессора 1. Mi-TM AGW-Sh32-20M — лидер отрасли В целом комбинация компрессора / генератора / сварочного аппарата улучшает логистику оборудования и эффективность работы, особенно для предприятий, работа требует точной сварки в отдаленных районах.
Одним из продуктов премиум-класса в этом классе является модель AGW-Sh32-20M от Ми-Т-М.Он обеспечивает надежность и долговечность в экстремальных погодных условиях.
Это универсальное комплексное решение также сэкономит вам много места на служебном грузовике. Генератор работает только от сети переменного тока. Энергоблок также оборудован селекторным переключателем, который имеет два положения: холостой ход и полный газ.
Деталь генератораГенератор оснащен двухполюсным генератором переменного тока 120/240 В щеточного типа, а его общий коэффициент гармонических искажений (THD) составляет менее 6%.Наконец, он может похвастаться 100% медными обмотками.
Сварщик также работает только от постоянного тока. Пока вы его используете, двигатель генератора должен работать на полном газе, а это означает, что селекторный переключатель всегда находится в положении полного открытия дроссельной заслонки. Переключатель силы тока сварщика позволяет выбирать силу тока от 170 до 220 А.
Насос компрессора смазывается разбрызгиванием, а его напорный шланг имеет оплетку из нержавеющей стали. Этот агрегат также оснащен большим впускным фильтром канистры и смотровым индикатором уровня масла.Рама оснащена покрытыми порошковой краской ресиверами с кодом ASME и кожухом ремня с порошковым покрытием 14 калибра.
Также имеется регулятор и два манометра для давления в баке и на выходе, а ручные сливные клапаны обеспечивают надлежащее обслуживание. Компрессор также получил маховик диаметром 16,5 дюйма.
Технические характеристики- THD менее 6%
- 100% медные обмотки
- 170A — переключатель силы тока 220A
2. Мега 3-в-1 воздушный компрессор / генератор / сварочный аппарат
Если вы ищете в качестве альтернативы компрессору / сварочному аппарату / генератору John Deere лучшим выбором будет Mega 3-in-1.У него надежный двигатель производства Honda, поэтому вы знаете, что он рассчитан на длительный срок службы. Он предназначен для сервисных грузовиков, сельскохозяйственных и строительных площадок. Вот некоторые из характеристик:
Он предназначен для сервисных грузовиков, сельскохозяйственных и строительных площадок. Вот некоторые из характеристик:
Воздушный компрессор машины приводится в движение двигателем Honda GX390 мощностью 13 л.с. Известно, что двигатели Honda служат в автомобилях до нескольких сотен тысяч миль, поэтому вы можете только представить, сколько часов они продержались бы в компрессоре.
Компрессор оснащен баком ASME на 30 галлонов и может выдавать 18 кубических футов в минуту при 175 фунтах на квадратный дюйм, 35 кубических футов в минуту при 40 фунтах на квадратный дюйм и 30 кубических футов в минуту при 90 фунтах на квадратный дюйм.CFM — это количество кубических футов в минуту воздуха, поступающего из компрессора. Этого достаточно для запуска пневматических инструментов, взрыва шин и многого другого.
Сварщик и генератор Сварщик работает от 170 А, максимум 200 А и поставляется с 15-футовым сварочным кабелем. Его генераторная часть имеет выходную мощность 5,5 кВт и высокую производительность при низких оборотах.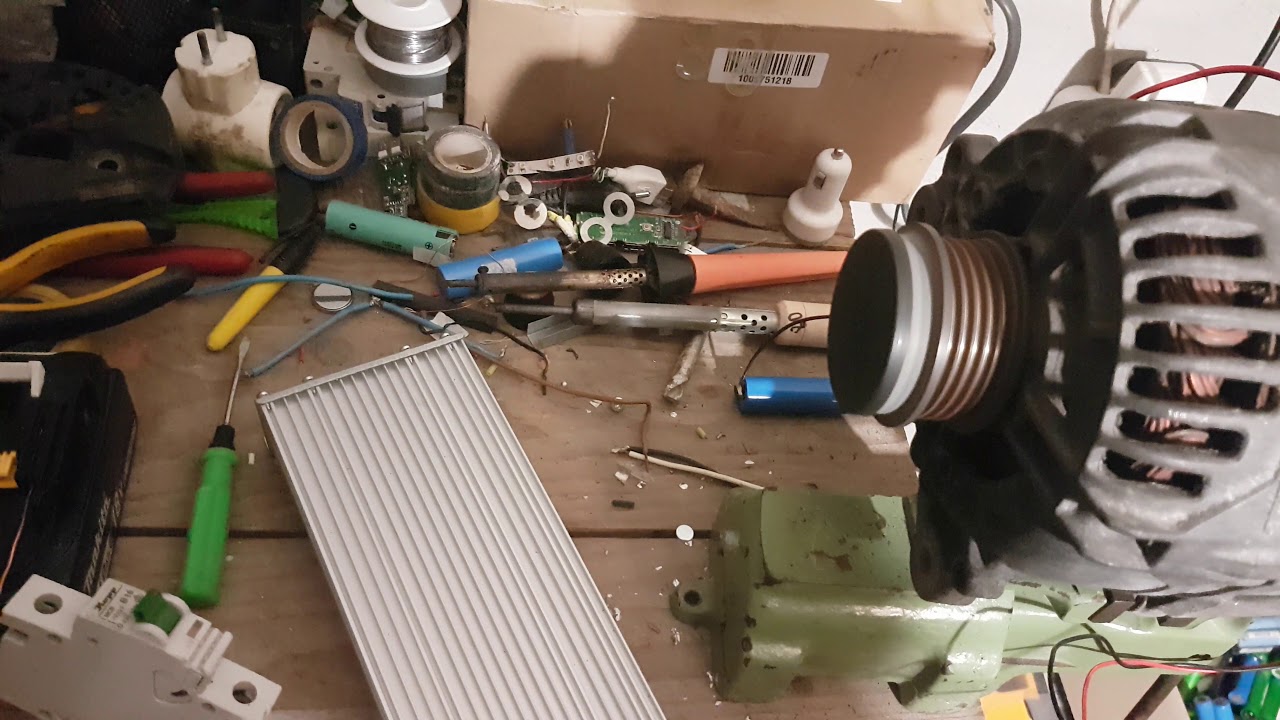 Двигатель, который работает со всем, имеет емкость 61 унцию масла со смазкой разбрызгиванием.
Двигатель, который работает со всем, имеет емкость 61 унцию масла со смазкой разбрызгиванием.
Он имеет двухступенчатый чугунный воздушный компрессор, который заполняет два резервуара для воздуха объемом 5 галлонов, обеспечивая общую производительность по воздуху 10 галлонов и 14 кубических футов в минуту при 90 фунтах на квадратный дюйм и 175 максимальных фунтах на квадратный дюйм для питания самых разнообразных пневматических инструментов.
Мощный генератор обеспечивает постоянную мощность 5000 Вт при напряжении 120 и 240 В переменного тока для работы с большинством электрических инструментов и осветительных приборов.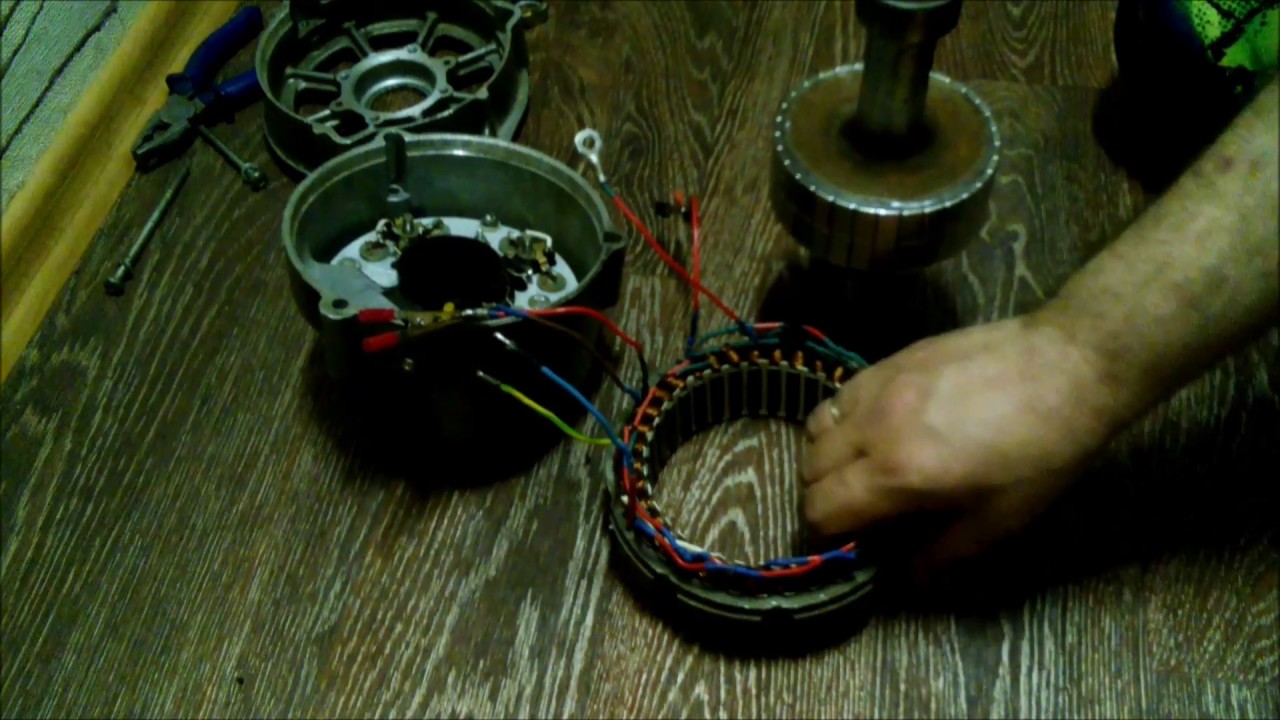 Сварочный аппарат постоянного тока выдает мощность 180 ампер для сварки стали толщиной до 1/2 дюйма.
Сварочный аппарат постоянного тока выдает мощность 180 ампер для сварки стали толщиной до 1/2 дюйма.
Сердцем агрегата является двигатель Honda GX390, который обеспечивает долгий срок службы, экономичность и надежность. Созданный с учетом требований безопасности, это устройство имеет панель управления, сертифицированную OSHA, а электрические розетки защищены GFCI.
Прочная стальная лента 14-го калибра устройства может быть быстро снята, чтобы обеспечить доступ к текущим техническим осмотрам.
Технические характеристики:- Компрессор с 14 CFM и 175 MAX PSI
- Двухступенчатый чугунный насос с ременным приводом
- 3-летняя гарантия
- Подходит для сварки штангой
Сердце CI13GEh40-GENWD — воздушный компрессор / генератор / сварочный аппарат — это бензиновый двигатель Honda мощностью 13 л.с. Во время работы вам не стоит беспокоиться об отрицательных эффектах вибрации, поскольку эта универсальная машина оснащена качественными антивибрационными подушками.
Во время работы в тяжелых условиях защита ремня промежуточного охладителя и воздушный фильтр премиум-класса помогают защитить двигатель агрегата. Функция автоматического слива бака обеспечивает простоту обслуживания.
В то же время установленная и смонтированная бортовая аккумуляторная батарея освобождает вас от необходимости прокладывать проводку в передней части грузовика. Для дополнительной безопасности во время использования, все критические элементы управления защищены опорами компрессора.
Приводной двигатель установлен с левой стороны для облегчения запуска, а также оснащен генератором переменного тока. Его клапаны изготовлены из шведской стали и имеют игольчатые подшипники NSK.
Технические характеристики:- Компрессор с горизонтальным резервуаром на 30 галлонов
- 19 CFM
- Двухступенчатый чугунный насос
- Подшипники на обоих концах коленчатого вала
- Центробежный разгрузчик
5.
 Сварочный аппарат / компрессор / генератор Thunder Creek
Сварочный аппарат / компрессор / генератор Thunder CreekСварочный компрессорный генератор Thunder Creek, ранее Air N Arc 150, обеспечивает большую мощность, чем предыдущий. Это позволяет аппарату сваривать сталь толщиной ⅜ дюйма. Это удобный сварочный аппарат / компрессор / генератор 3-в-1, который поможет вам в работе. Вот некоторые другие функции, которые предлагает Thunder Creek:
Надежный двигательПоскольку это машина 3-в-1, которая может одновременно выполнять все три функции, для нее необходим мощный двигатель.Он оснащен двигателем Kohler мощностью 14 л.с. Имеет электростартер и дросселирование. Управление дроссельной заслонкой позволяет машине получать нужное количество мощности для каждой функции, независимо от того, используется ли только одна или все три.
Генератор Это конденсаторный генератор мощностью 5000 Вт. Он предлагает вам гораздо более длительный срок службы машины, чем у традиционного генератора кистей. Он питается от двух розеток 110 В и розетки 230 В. Генераторная система True 2 позволяет выполнять сварку и одновременно использовать источник энергии.
Он питается от двух розеток 110 В и розетки 230 В. Генераторная система True 2 позволяет выполнять сварку и одновременно использовать источник энергии.
Это означает, что вы можете подключить шлифовальный станок для удаления ржавчины во время сварки. Это позволяет быстро выполнить работу и сразу перейти к следующей задаче.
СварщикСварщик имеет ток 150 А с 20-футовыми выводами. Большинство их конкурентов не включают потенциальных клиентов в свои продукты. На проводе есть множество функций, включая регулировку силы тока, кнопку усиления и кнопку удара.
КомпрессорКомпрессор представляет собой поршневой воздушный компрессор производительностью 20 куб.Он самый большой в своем классе более чем на 25% и охлаждается намного быстрее и эффективнее, чем у конкурентов. Есть двойные 5-галлонные баки, что дает вам 10-галлонный объем хранения. Компрессор выдает максимальное рабочее давление 125 фунтов на квадратный дюйм.
6. Компрессор / сварочный аппарат / генератор Case BCAC1330HGW
Компрессор / генератор / сварочный аппарат Case bcac1330hgw — это мощное устройство, способное выдержать даже самые тяжелые работы на ферме, дома или в служебном грузовике. В нем много функций, которые могут пригодиться.
МоторCase bcac1330hgw поставляется с двигателем Honda OHV GX390 объемом около 389 куб. Двигатели Honda — одни из самых надежных и долговечных в отрасли. Этот компрессор / сварочный аппарат / генератор может работать тысячи часов при правильном обслуживании.
Компрессор и сварочный аппаратКомпрессор работает от двигателя Honda и может выдавать 22 кубических футов в минуту при 100 фунтах на квадратный дюйм и 19 кубических футов в минуту при 175 фунтах на квадратный дюйм. Это должно дать вам достаточное давление воздуха для одновременного выполнения всех ваших задач.Сбоку на машине есть элементы управления, так что вы можете регулировать давление по мере необходимости.
Что касается сварочного аппарата, он имеет максимальную мощность 5500 AX и постоянную мощность 5000 переменного тока. Для рабочего цикла будет 250 ампер при 70%. Кроме того, диапазон усилителя составляет 180–250 А.
7. Многофункциональная система питания Air N Arc 150
Многофункциональная система питания Air N Arc 150 обладает множеством функций, которые делают это устройство мощным. Он представляет собой воздушный компрессор, генератор, сварщик, имеет аккумулятор и заряд аккумулятора.Устройство изготовлено из оцинкованного стального металла для максимальной прочности. Вот что еще он может предложить:
КомпрессорКомпрессор построен с чугунным воздушным насосом с трехцилиндровой головкой. Это позволяет устройству охлаждаться более эффективно, что продлевает срок службы и требует минимального обслуживания. Он развивает 20 кубических футов в минуту при 150 фунтах на квадратный дюйм благодаря 14-сильному двигателю Kohler. Он имеет резервуар для хранения воздуха на 10 галлонов для более длительного рабочего времени.
СварщикСварщик — его самая примечательная особенность.Он имеет запатентованные регуляторы силы тока и мощности, встроенные прямо в головку для простоты использования для машин мощностью 14 и 19 л.с. Предустановленных настроек нет, что для кого-то может быть неудобно, но есть 100% управляемая переменная. Он предлагает автоматическое управление дроссельной заслонкой и безопасное многофункциональное использование. Аппарат может обеспечить мощность сварки 40-190 ампер.
ГенераторГенераторная часть машины имеет пиковую мощность 5 кВт, является однофазной и представляет собой настоящую двухсистему, которая позволяет использовать несколько функций сварочного аппарата и электрических инструментов.Это бесщеточный дизайн с плавной волной для минимального искажения. Сбоку на машине есть две розетки на 120 В и розетка на 240 В.
8. Сварочный аппарат Air Pak CC / CV с генератором 750A и воздушный компрессор
Аппарат Air Pak CC / CV представляет собой комплексное устройство. Он состоит из генератора, сварочного аппарата и компрессора. Он может справиться с любым процессом сварки и может быть установлен на грузовик. Вот некоторые другие преимущества, которые поставляются с машиной:
Мощный двигательAir Pak приводится в движение дизельным двигателем Deutz мощностью 64 л.с.Этот четырехцилиндровый двигатель с турбонаддувом обеспечивает машину всей необходимой мощностью на больших высотах. Его продолжительность жизни составляет около 30 000 рабочих часов.
КомпрессорВоздушный компрессор приводится в действие мощными и надежными компонентами компании Ingersoll-Rand. Он имеет ременной привод и автоматический натяжитель ремня. Существуют независимые органы управления компрессором, включая удобный переключатель включения / выключения для приложений, в которых не требуется использование сжатого воздуха.
На холостом ходу компрессор выдает 60 кубических футов в минуту при 100 фунтах на квадратный дюйм, 40 кубических футов в минуту при 90 фунтах на квадратный дюйм и только 70 децибел звука.Это меньше, чем у газонокосилки, поэтому беруши не нужны. На максимальной мощности звук будет 79 децибел. Кроме того, бак вмещает 21 галлон сжатого воздуха.
Сварщик / генераторСварщик — это аппарат для ручной сварки с функцией горячего старта. Эта функция предоставляет положительные электроды, чтобы упростить запуск электродов различных типов. Также имеется дуговый привод, который делает сварку еще проще.
Кроме того, он автоматически улучшает сварку электродом, особенно при работе с трубами.При сварке вы получите 3 кВА / кВт вспомогательной энергии. Что касается генератора, то он приводится в действие переменным током.
9.Campbell Hausfeld 120 / 250V
Последним в списке идет Campbell Hausfeld 120 / 250V генератор / компрессор / сварочный аппарат. Это идеальный продукт для рабочих площадок и рабочих грузовиков. Он очень надежен и разработан для высокопроизводительных процессов. Он оснащен резервуаром для воздуха на 30 галлонов и двухступенчатым чугунным компрессором. Вот что еще он может предложить:
ДвигательДвигатель — Honda GX-390 мощностью 13 л.с.Эти двигатели специально спроектированы с учетом требований к производительности и надежности. Они обеспечивают длительный срок службы и невероятно экономичны. Всегда было известно, что двигатели Honda служат дольше, чем большинство других двигателей на рынке.
Компрессор / генераторВоздушный компрессор и генератор мощностью 5000 Вт в блоке имеют панель управления, которая соответствует требованиям OSHA и сертифицирована UL. На устройстве есть две электрические розетки, защищенные GFCI.Кроме того, имеется усиленная стальная защита ремня 14-го калибра, которую можно быстро снять для выполнения необходимого обслуживания.
Воздушный компрессор имеет производительность 15,2 куб. Футов в минуту при 40 фунтах на квадратный дюйм и 14 кубических футов в минуту при 90 фунтах на квадратный дюйм. Максимальный PSI составляет 175, а максимальный CFM составляет 13,7 @ 175 PSI. Этот компрессор громкий, достигает 92 децибел на расстоянии 3 фута.
СварщикЭто аппарат для ручной сварки. Он имеет максимальный выходной ток 200 ампер и рабочий цикл 100% при 150 А и 65% при 180 А. Он может сваривать сталь максимальной толщиной от 19 Ga до дюйма.Диаметр сварочного электрода составляет от 0,06 до 0,25 дюйма.
Комбинированные агрегаты с воздушными компрессорами на грузовикахКак следует из названия, эти комбинированные агрегаты работают на ремонтной машине и, таким образом, являются сверхмобильными. Сварщики / генераторы могут работать с грузовиками разными способами, а их функция дистанционного управления добавляет дополнительную гибкость.
Большинство машин этого класса теперь предлагают варианты зарядного устройства / пускового устройства от внешнего источника, что важно для профессионалов в строительных отраслях.Некоторые модели имеют 12-вольтовую зарядку и / или усиление 12/24-вольт. Это позволяет водителю запустить двигатель грузовика от внешнего источника.
В то же время вспомогательная система питания может поддерживать аккумулятор грузовика. Он может обеспечить достаточную мощность для ремонтных работ и аварийного освещения автомобиля, в то время как двигатель грузовика не работает, что позволяет сэкономить топливо и эксплуатационные расходы.
10. EnPak A60HGEФункции гидравлического управления относительно новы, когда мы говорим о комбо-агрегатах, устанавливаемых на грузовике.Miller вышел на рынок со своим EnPak® A60HGE.
Несмотря на то, что в нем нет встроенного сварочного аппарата, он включает в себя гидравлические функции для привода автокранов и систему управления гидравлическим инструментом (HTC) для управления независимыми гидравлическими инструментами.
Технические характеристики- До 30% более экономичный по сравнению с аналогичными продуктами
- Воздушный компрессор с 60 куб. Фут / мин
- MIG, TIG и Stick Welds
- Генератор 6000 Вт
Vanair I-300 имеет встроенный сварочный аппарат с гидравлическим поршневым насосом переменной производительности. Он совместим как с системами с открытым, так и с закрытым центром.
Выбор подходящей машины сводится к практическому пониманию конкретных требований к работе, которую необходимо выполнить.
Характеристики- Роторно-винтовой компрессор 40 куб. Футов в минуту
- Генератор переменного тока 7 кВт
- Сварочный аппарат 300 AMP
- Гидравлический насос 13 галлонов в минуту
Комбинированный блок воздушного компрессора / генератора это две единицы оборудования в одной удобной машине.Клиенты могут использовать эту машину для питания освещения и вентиляторов, а также для работы пневматических и электрических инструментов на одной и той же рабочей площадке.
Эти агрегаты созданы для удовлетворения любых потребностей клиентов. Доступен с объемом воздуха 8 и 30 галлонов, с газовым и дизельным двигателем, с одноступенчатыми и двухступенчатыми компрессорами. Эти агрегаты также поставляются с опцией электрического запуска.
Кто использует комбинированный сварочный агрегат с воздушным компрессором?Они незаменимы для специалистов по ремонту и обслуживанию дорог , а также для тех, кто работает в секторах дорожной помощи и ремонта и обслуживания тяжелой техники.
Эти портативные электростанции обеспечивают более быстрое реагирование на пусковые устройства и более быстрые зарядные устройства.
Эти комбинированные агрегаты значительно повышают эффективность сервисных и ремонтных бригад, значительно снижая их общие затраты и расход топлива.
Ниже я собираюсь обсудить некоторые из наиболее популярных типов комбинированных агрегатов с воздушным компрессором и генератором, уделяя особое внимание лучшему продукту в каждом классе.
Когда необходима система компрессор-генератор-сварочный аппарат?- Мобильная механика и ремонт для тяжелых условий эксплуатации
- Сварочные машины
- Массовый ремонт оборудования в отдаленных районах
- Удаленный доступ к работам в горнодобывающей, лесозаготовительной и нефтегазовой отраслях
Как ручные, так и самозащитные порошковые порошки обеспечивают защиту сварных швов (проволочные процессы, требующие защиты от газа, требуют дополнительного оборудования и подвержены воздействию ветра, сдувающего защиту).
В то время как все сварочные аппараты / генераторы могут справляться со сваркой штучной сваркой, процессы с проволокой могут работать только с постоянным выходным напряжением (CV) для оптимальной работы с механизмами подачи проволоки или катушечными горелками.
Воздушные компрессоры-генераторы «2 в 1»Это уникальное оборудование, которое может быть бесценным инструментом для любого подрядчика, поскольку оно сочетает в себе две жизненно важные части оборудования — переносную электрическую и промышленную компрессию воздуха. Возможности использования безграничны для подрядчиков, профессиональных реконструкторов и домашних мастеров.
Если вам нужно подвести электричество на рабочую площадку или из-за неблагоприятных погодных условий в вашем доме отключено электричество, воздушный компрессор / генератор 2-в-1 Campbell Hausfeld с двигателем Honda обеспечит достаточное количество сжатого воздуха и электроэнергии для удовлетворения всех ваших потребностей. потребности.
Для базовых инструментов на стройплощадке вам потребуется 2400 Вт или чистый генератор мощностью 120 В и 60 Гц, полностью отделенный от стандартного генератора машины, и это позволит вам работать с инструментами с меньшей мощностью, при этом машина никогда не будет простаивать.
Наиболее распространенные применения воздушного компрессора / генератора 2-в-1 Campbell HausfeldОн идеально подходит для коммерческих и промышленных применений на стройплощадках и в мобильных службах. Сердце этого агрегата — надежный бензиновый двигатель Honda GX390. Двухступенчатый воздушный компрессор из чугуна, обеспечивающий высокую производительность и надежность, с двумя воздушными баками емкостью 5 галлонов и прочной стальной защитой ремня безопасности.
Технические характеристики- Генератор мощностью 5000 Вт с панелью управления, соответствующей UL / OSHA
- Три розетки с защитой GFCI.
- Размеры: 49,8 дюйма x 26 дюймов x 34,5 дюйма в высоту.
Это устройство может включать широкий спектр электроинструментов на удаленных рабочих площадках, а также более важные инструменты и оборудование, которые обычно требуют более высокой производительности. Вот почему так важно знать разницу между пиковой и продолжительной мощностью и ее отношение к вашим инструментам.
Например, пиковая мощность коррелирует с пусковой мощностью — энергией, необходимой для запуска инструмента. Под постоянной мощностью понимается сила, необходимая для работы инструмента.
Буксируемые компрессорные агрегаты-генераторыБуксируемые компрессорные агрегаты-генераторы представляют собой подразделение компрессорных генераторных агрегатов 2 в 1, описанных выше. в общем, и они делятся на две основные категории — стационарные и буксируемые.
Последний буксируется тяжелым грузовиком или другими подобными транспортными средствами и незаменим для профессионалов, чья работа связана с ремонтом тяжелой техники и дорогостоящего оборудования в отдаленных районах.
Простой запуск, безопасность и надежность — основные характеристики этих машин, которые также очень помогают на строительных и рабочих площадках по всему миру.Всегда появляются лучшие модели с системой защиты стартера и воздушной блокировки.
Дизельные воздушные компрессоры-генераторыДизельные воздушные компрессоры / генераторы дешевы в эксплуатации, но не очень экологичны. Кроме того, при эксплуатации в зимних условиях их запуск может стать проблемой.
Руководство покупателя : на что обращать внимание при покупке ЭнергоэффективностьВспомогательное питание — одна из важнейших характеристик сварщика / владельца генератора.Это дает подрядчикам возможность работать с большим количеством ручных инструментов.
Топливная эффективность должна быть основным фактором при покупке оборудования с приводом от двигателя. Любой генератор с приводом от двигателя будет использовать один из трех типов топлива, а именно бензин, дизельное топливо или жидкий пропан (СНГ).
Газовые двигателиБольшинство небольших и портативных агрегатов работают на бензине. Газовые двигатели обычно имеют относительно низкий расход топлива, и их легче запускать в холодную погоду.
Кроме того, бензин является наиболее популярным видом топлива по сравнению с дизельным топливом или пропаном.Двигатели этих моделей обычно небольшие, мощностью от 7 до 9 л.с., поэтому они не подходят для питания более крупных пневматических инструментов.
Дизельные двигателиДизель — более доступный вид топлива, обеспечивающий самый продолжительный срок службы. Если топливо есть на объекте, велика вероятность, что вам понадобится дизельный двигатель.
Эти двигатели отличаются прочностью и мощностью более 13 л.с. Следовательно, они могут приводить в действие огромные пневматические дрели и другие массивные инструменты.
Двигатели, работающие на пропанеЭто самые чистые из всех комбо-агрегатов компрессорно-сварочного агрегата, доступных в настоящее время на рынке, но они также и самые дорогие. I
В целом, инвесторы недовольны перспективой вложить так много средств в систему, выходная мощность которой не намного больше, чем у большинства комбинированных комплектов с бензиновым двигателем.
Вес и конструкцияВ целом, чем мощнее устройство, тем больше и тяжелее оно будет.Потому что мощность сварки увеличивается с добавлением различных деталей, которые ни в коем случае не являются легкими.
Конструкция вашей трехкомпонентной комбинированной системы также может влиять на ее общий вес. Установки компрессора / генератора / сварочного аппарата бывают двух самых популярных конструкций. Первый тип — это открытая или трубчатая рама, а второй — закрытый кожух.
Сварочные аппараты для трубных рам обычно весят меньше, чем закрытые, а также они более компактны. Однако закрытые кожухи обеспечивают лучшую защиту компонентов двигателя, и их уровень шума также обычно ниже.
Возможности сваркиПри покупке комбинированного устройства 3-в-1 вам следует попросить такой, который может выполнять сварку TIG или MIG при токе 150 А или ниже. Источник питания должен обеспечивать не менее 300 А мощности для многопроцессорной сварки при 100-процентном рабочем цикле и не менее 10 000 Вт мощности генератора.
Для максимальной эффективности сварки TIG вам, вероятно, придется приобрести горелку TIG в комплекте с цангами, соплами и вольфрамовыми электродами различных размеров.Педаль ножного блока управления током горелки также доступна отдельно.
Для оптимальной сварки штангой вам понадобится набор кабелей для сварки штангой, который включает кабель электрода с держателем и рабочий кабель с зажимом. Удлинительный кабель должен быть не менее 30 футов в длину.
Часто задаваемые вопросыНиже приведены некоторые из наиболее часто задаваемых вопросов о воздушных компрессорах / сварочных установках / генераторах и их наиболее важные ответы.
Все ли агрегаты имеют одинаковую сварочную / электрическую мощность?№Некоторые агрегаты обеспечивают более высокую выходную электрическую мощность за счет функций компрессора или сварки. Другие лучше справляются со сваркой, но их компрессоры не очень мощные.
Какая стандартная гарантия на самые популярные компрессоры / генераторы / сварочные агрегаты?Наше исследование показало, что на большинство таких устройств стандартная гарантия составляет не менее двух лет. На некоторые компоненты, такие как, например, насос компрессора, может быть продлена гарантия.
Где я могу купить компрессор / генератор / сварочный агрегат?Судя по анализу или экспертизе, эти многоцелевые машины в основном приобретаются у соответствующих производителей и официальных дилеров. Трехходовые компрессоры / сварочные аппараты / генераторы все еще можно найти на Amazon (см. Верхний раздел).
Сварочные генераторы, такие как Miller’s Bobcat 250, Lincoln Electric’s Ranger 225 Welder / Generator, можно приобрести на Amazon, но в них отсутствует функция компрессора.Для промышленного использования мы рекомендуем связаться с производителем для получения лучших предложений.
Заключительные словаВ целом эти машины отличаются универсальностью, энергоэффективностью и прочностью. Обычно они действуют во враждебных условиях, где и люди, и оборудование являются окончательным испытанием на выносливость.
Также возможны комбинации воздушного компрессора и генератора и генератора и сварочного аппарата. Однако агрегата с компрессором и сварочным аппаратом нет, так как последнему нужен генератор для питания.Из этих комбинаций существуют стационарные, буксируемые и переносные версии, последняя из которых также является самой редкой.
В целом эти устройства тяжелые и не предназначены для переноски в одиночку. Они предназначены исключительно для профессионального использования, а не для самостоятельного использования.
Campbell Hausfeld 3-в-1 для установки на грузовике 30-галлонный воздушный компрессор / генератор / сварочный аппарат GR3200
нет в наличии
по состоянию на 28 февраля 2021 г. 12:56
Характеристики
| Переплет | Разное. | |||
| Марка | Campbell Hausfeld | |||
| Этикетка | Campbell Hausfeld | |||
| Производитель | Campbell Hausfeld | |||
| MPN | GR3200 | |||
| Номер продукта | GR3200 | Группа | GR3200 900 | Товары для дома |
| Тип продукта Название | ИНСТРУМЕНТЫ | |||
| Издатель | Campbell Hausfeld | |||
| Studio | Campbell Hausfeld | |||
| Название | Campbell Hausfeld 3-in-1 Truck Mount 30 Gallon Воздушный компрессор / генератор / сварочный аппарат GR3200 |
$ 5 504.52
$ 5,926,77
нет в наличии
Ebay.comПоследнее обновление 2021-02-28 / Партнерские ссылки / Изображения из Amazon Product Advertising API
% PDF-1.3 % 1774 0 объект > endobj xref 1774 97 0000000016 00000 н. 0000002314 00000 п. 0000002393 00000 п. 0000003079 00000 п. 0000003316 00000 н. 0000003877 00000 н. 0000003983 00000 н. 0000004254 00000 н. 0000005360 00000 п. 0000005383 00000 п. 0000005726 00000 н. 0000005749 00000 н. 0000006567 00000 н. 0000006591 00000 н. 0000007735 00000 н. 0000007758 00000 н. 0000008793 00000 н. 0000008817 00000 н. 0000009951 00000 н. 0000009974 00000 н. 0000011004 00000 п. 0000011027 00000 п. 0000012088 00000 н. 0000012111 00000 п. 0000013083 00000 п. 0000013106 00000 п. 0000014167 00000 п. 0000014189 00000 п. 0000014475 00000 п. 0000014499 00000 п. 0000016168 00000 п. 0000016191 00000 п. 0000016687 00000 п. 0000016710 00000 п. 0000017820 00000 н. 0000017844 00000 п. 0000019559 00000 п. 0000019583 00000 п. 0000022713 00000 п. 0000022736 00000 п. 0000023964 00000 п. 0000023987 00000 п. 0000025173 00000 п. 0000025197 00000 п. 0000029494 00000 п. 0000029517 00000 п. 0000030671 00000 п. 0000030695 00000 п. 0000034377 00000 п. 0000034401 00000 п. 0000037502 00000 п. 0000037526 00000 п. 0000040090 00000 н. 0000040114 00000 п. 0000044128 00000 п. 0000044152 00000 п. 0000046548 00000 п. 0000046572 00000 п. 0000049373 00000 п. 0000049397 00000 п. 0000050784 00000 п. 0000050808 00000 п. 0000054709 00000 п. 0000054733 00000 п. 0000058388 00000 п. 0000058412 00000 п. 0000060786 00000 п. 0000060810 00000 п. 0000063466 00000 п. 0000063489 00000 п. 0000064479 00000 п. 0000064503 00000 п. 0000068706 00000 п. 0000068730 00000 п. 0000073177 00000 п. 0000073201 00000 п. 0000077657 00000 п. 0000077681 00000 п. 0000080738 00000 п. 0000080762 00000 п. 0000082288 00000 п.