Как читать обозначение сварных швов на чертежах
Современные виды сварки открывают множество возможностей перед мастером, позволяя профессионалам и любителям воплотить свои задумки. С помощью аргонодуговой сварки можно соединить разнородные металлы, а с помощью бюджетного инвертора — сварить забор на даче. Но порой сварочного оборудования и комплектующих к ним недостаточно для полноценной работы, важно научиться делать и понимать сварочные чертежи. В них вы сможете узнать всю исчерпывающую информацию о металле, который нужно сварить, его толщине, характеристиках и местах будущих стыков.

Чертеж — это полноценный документ, выдаваемый на одну конкретную деталь или целую металлоконструкцию. Он содержит всю информацию, которая может понадобиться сварщику. Профессиональное чтение сварочных чертежей — обязательный навык для любого сварщика, желающего построить карьеру в этой профессии. В нашей статье вы узнаете, что необходимо для расшифровки швов в чертежах и какие знаки используются для этого, также мы приведем несколько примеров.
Содержание статьи
Типы швов и их расшифровка
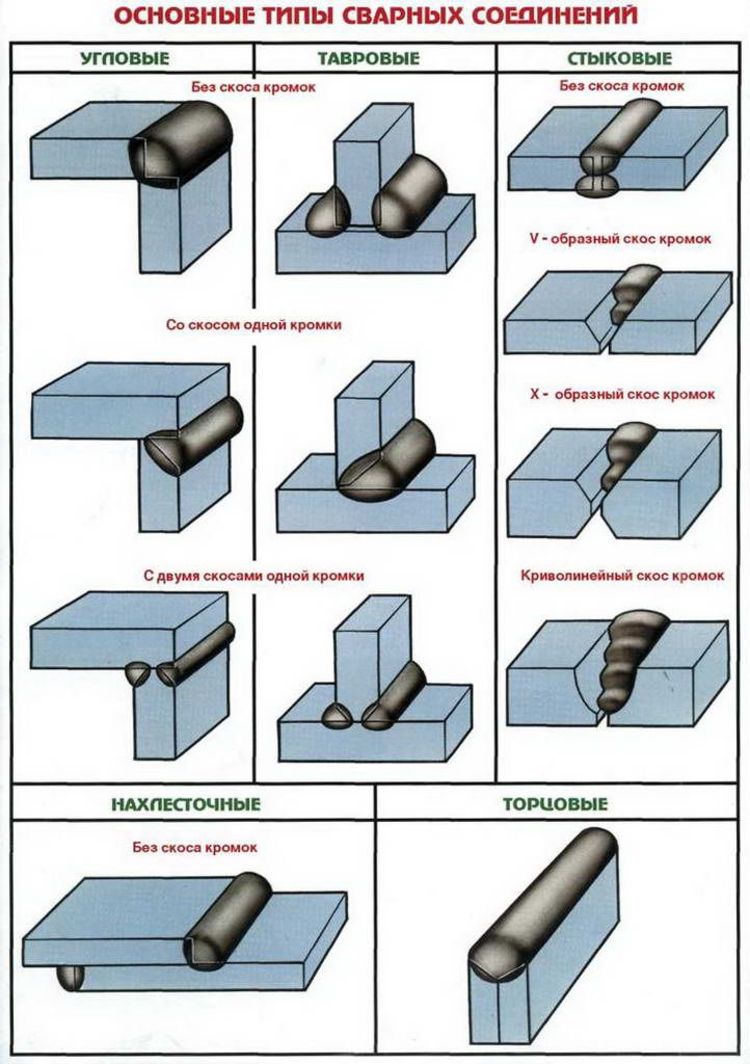
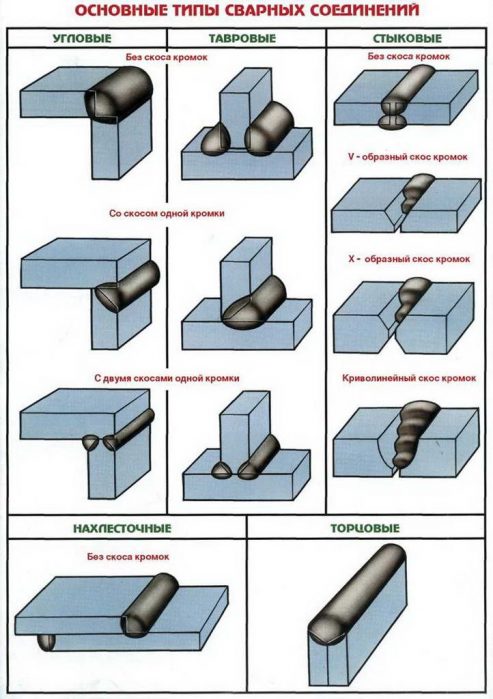
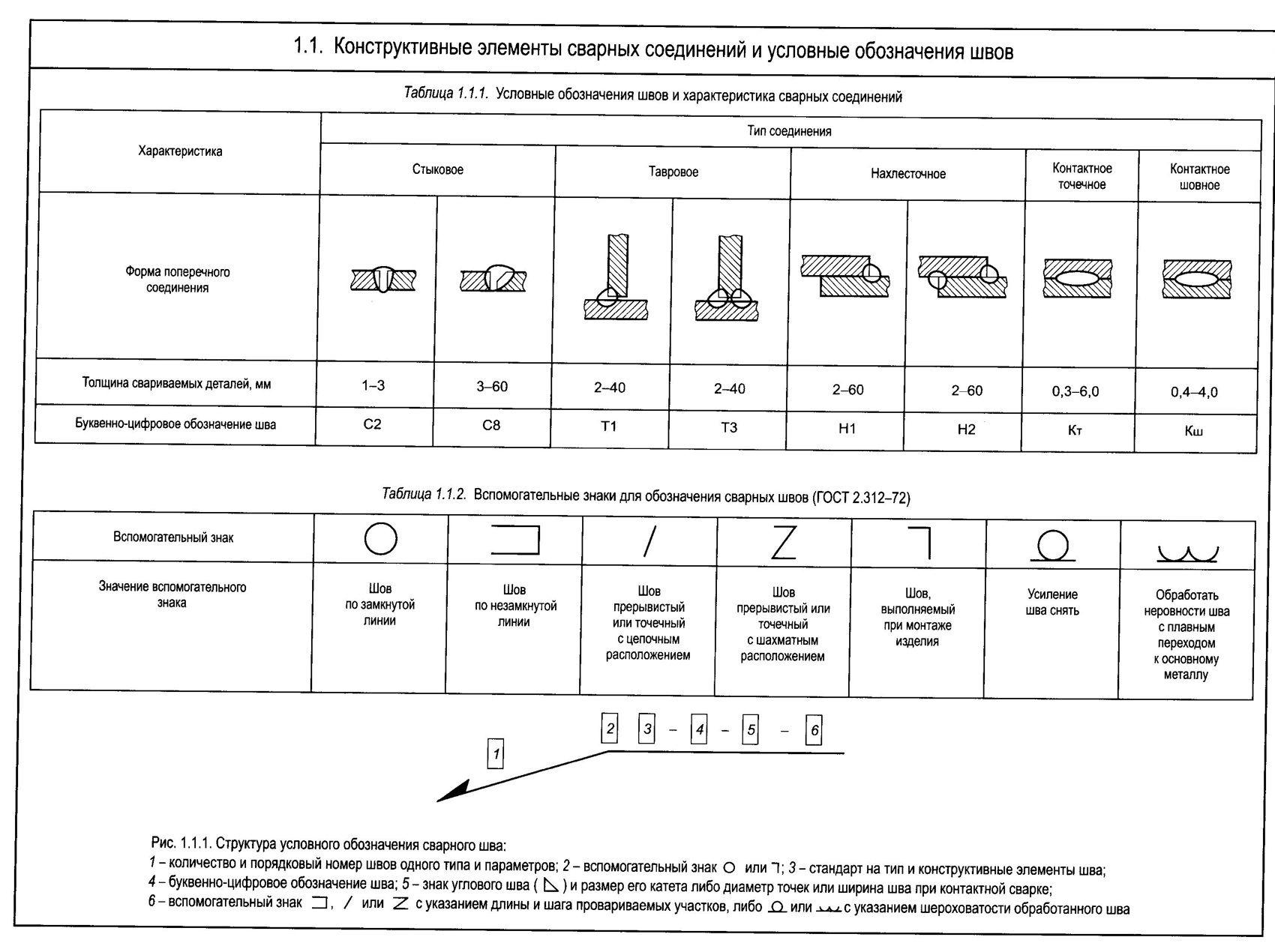
ГОСТы по ручной дуговой сварке и сварке в среде газа выделяют различные типы сварных швов и их расшифровки. Виды сварных соединений обозначаются буквами для более удобной записи и экономии места. Есть стыковой шов (обозначается буквой «С»), торцевой (тоже буква «С»), нахлесточный («Н»), тавровый («Т») и угловое («У»). Давайте подробнее остановимся на каждом типе соединения.
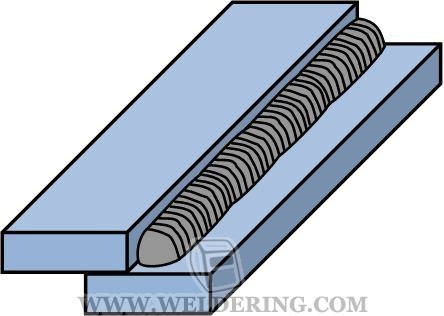
Стыковое сварное соединение выполняется по смежным торцам, а свариваемые детали находятся в одной плоскости. Такой тип шва наиболее прочный и долговечный, он широко применяется при сварке особо ответственных металлических конструкций. Перед сваркой необходимо тщательно подготовить поверхность металла и убедиться, что все детали будут сварены в соответствии с чертежом.

Торцевой шов, исходя из названия, формируется по торцам деталей. Боковые поверхности деталей надежно соединяются друг с другом. Торцевой шов зачастую используется при сварке тонких металлов.

Нахлесточный шов менее требовательный к качеству работы, чем предыдущие. Но при этом он не обладает такими хорошими прочностными характеристиками и хуже переносит нагрузки. Чтобы сделать нахлесточный шов расположите детали параллельно, но с небольшим смещением в сторону и частичным перекрыванием друг друга.
Тавровое сварное соединение — одно из самых жестких и долговечных, но плохо переносящих нагрузки на изгиб. Чтобы сделать тавровый шов расположите одну деталь горизонтально, а вторую вертикально и сварите с первой торцом к поверхности.

Угловой шов используется не так часто, как другие типы соединений. Такой шов относительно надежный и долговечный. Одна деталь относительно другой может быть повернуть торцом и располагаться под разным углом, в зависимости от чертежа.

Любые сварные соединения, вне зависимости от их типа, могут быть односторонними (или как их еще называют «SS»; эта аббревиатура используется в чертежах по всему миру) или двусторонними (аббревиатура «BS»). Односторонние швы получаются при сварке с одной стороны детали, а двусторонние — при сварке с обеих сторон.
Если вам нужно сварить детали методом плавления, то необходимо разделать кромки. Существует множество форм раздела кромок, они характеризуются разными показателями угла, величины зазора и так далее. Выбор формы разделки зависит от толщины металла и метода сварки. Мы привели некоторые примеры раздела кромок на изображении. Вы можете использовать любой, как на картинке ниже.

Изображение сварных швов на чертеже
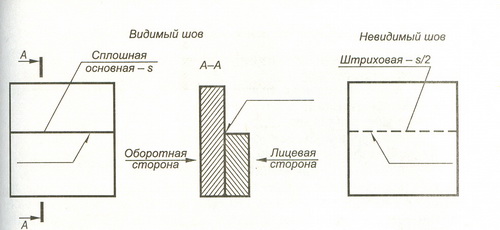
Теперь перейдем к условным изображениям и знакам, которые характеризуют швы на чертежах. Сварные соединения могут быть видимыми и невидимыми. Если шов невидимый, то он показывается штриховой линией. Если видимый — сплошной линией. Невидимым называют шов, который расположен с обратной стороны детали, а видимым — шов на лицевой поверхности. Если шов односторонний и сварка производится швом наверх, то такое соединение тоже называется лицевым. Если шов двусторонний, то лицевым считается то соединение, которое было сделано первым. Если кромки симметричны, то любая из сторон может быть названа лицевой.

Односторонняя стрелка показывает, где линия шва. На самой стрелке может быть специальная «полка», где указывается вспомогательный знак или буква обозначения шва. Где располагать обозначения — под «полкой» или над ней? Это так же зависит от типа шва. Если шов невидим, то под полкой, и соответственно над ней, если видим.
Вспомогательные знаки

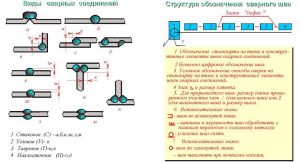
Помимо стрелок и букв могут использоваться вспомогательные знаки для обозначения сварных швов. Ниже вы можете видеть стандартную структуру условного обозначения, его «скелет», на котором затем должны появиться «мышцы» в виде букв или иных знаков.

К вспомогательным знакам относятся буквенно-числовые комбинации, которые содержат в себе информацию о типе шва и виде соединения. Звучит довольно запутанно, но вот небольшой пример: у нас есть обозначение С1 и оно обозначает «стыковой шов односторонний». С — буква, обозначающая тип шва, а 1 — цифра, указывающая на строну сварки. Двусторонняя сварка обозначается цифрой 2.
Ниже вы можете видеть условные обозначения швов и соединений для некоторых способов сварки.

Также свое условное обозначение есть и у способов сварки. Они тоже маркируются буквой, это указывается в нормативных документах. Опираясь на нормативы как раз и выполняется указанный на сборочном чертеже процесс сварки.
Ниже вы можете видеть основные способы сварки и их обозначение:
- Автоматическая сварка под флюсом, без использования флюсовых подушек и подкладок во время работы (обозначается буквой «А»).
- Автоматическая сварка под флюсом с применением флюсовой подушки («Аф»).
- Сварка в среде защитного газа с использованием вольфрамовых стержней и без проволоки («ИН»).
- Сварка в среде защитного газа с использованием вольфрамовых стержней и с использованием проволоки (ИНп).
- Сварка в среде защитного газа с использованием плавящихся стержней («ИП»).
- Сварка плавящимися стержнями в среде углекислого газа («УП»).
Примеры условных обозначений
Чтобы вам было понятнее, и вы смогли быстрее разобраться во всех обозначениях, мы приведем несколько простых и наглядных примеров. Итак, начнем.
Пример №1

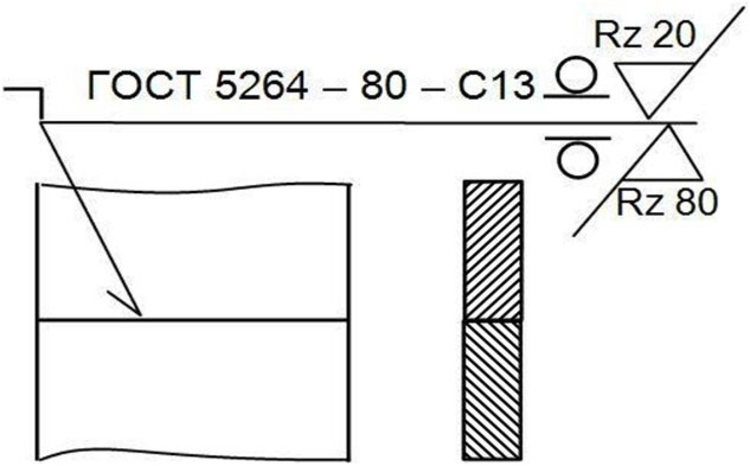
На картинке выше вы видите стыковой шов, у которого одна кромка имеет криволинейный скос. Само соединение двустороннее, сделано методом ручной дуговой сварки. С обеих сторон нет усиления. С лицевой стороны шероховатость шва равна Rz 20 мкм, а с оборотной —Rz 80 мкм.
Пример №2

Здесь вы можете видеть, что шов угловой и двусторонний, у него нет ни скосов, ни кромок. Это соединение выполнено автоматической сваркой и с использованием флюса.
Пример №3

Тут у нас снова стыковой шов, но уже без скосов или кромок. Соединение одностороннее, с подкладкой. Выполнен шов с использованием нагретого газа и сварочной проволоки.
Пример №4


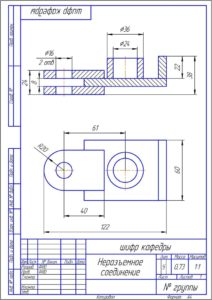
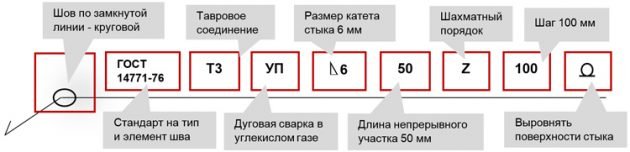
В четвертом примере шов тавровый, не имеет скосы или кромки. Он прерывистый и выполнен двусторонним методом. Шов как бы в шахматном порядке. Работа выполнена с помощь РДС в среде газа и с использованием неплавящегося металлического стержня. Катет шва равен 6 миллиметров, а длина шва составляет 50 миллиметров, с шагом в 100 миллиметров (обозначается буквой «Z»). t ш — это протяженность шва, а t пр — протяженность шага прерывистого соединения.
Пример №5

В нашем последнем примере шов выполнен нахлестом, не имеет скосов и кромок. Он также односторонний и выполняется ручной дуговой сваркой в среде защитного газа и с применением плавящегося стержня. Сварное соединение выполнено по незамкнутой линии. Катет шва равен 5 миллиметрам.
Вместо заключения
Вот и все, что мы хотели рассказать вам про условные обозначения сварочных швов. Надеемся, что теперь вы знаете, как читать обозначения на чертежах. Сначала новичкам трудно запомнить все знаки и буквы, используемые как условные обозначения швов для сварки. Поэтому не бойтесь использовать в работе тетрадь с выписанными тезисами из этой статьи.
С опытом вы научитесь расшифровывать все знаки и сможете довольно быстро прочесть даже самые замысловатые чертежи. А на крупном производстве папка с чертежами может быть весьма объемной, поэтому важно уметь быстро и качественно читать все документы на металлоконструкцию. Опытные мастера могут поделиться своим опытом чтения чертежей в комментариях, чтобы начинающим сварщикам было проще понять все нюансы и особенности. Желаем удачи в работе!
[Всего: 8 Средний: 3/5]условные, ескд – Сертификация и обучение на Svarka.guru
Сварка является наиболее популярным способом соединения металлов различного типа. Если к домашним работам не предъявляются строгие требования к типу и правильности соединений, то промышленные работы выполняются под контролем на всех стадиях – от проверки проектной документации до неразрушающих методов контроля готового соединения.Еще 20 лет назад читать сварочные чертежи могли лишь технологи и руководители работ, однако стремительное развитие технологий привело к тому, что круг лиц с данным навыком существенно расширился.
Грамотное обозначение сварных швов на чертежах – залог качественного выполнения работ. Квалифицированный сварщик обязан уметь читать проектную документацию и обладать знаниями об условных обозначениях в них.
Что такое сварной стык?
Типы швов и их расшифровка
Обозначение сварочного шва на чертеже и их расшифровка зависит от типа соединения. К основным способам соединения относят:
- Стыковой шов. Характеризуется торцевой стыковкой деталей. В случае необходимости, можно произвести предварительную подготовку кромок. На чертежах обозначается буквой «С».
- Тавровый шов. В этом случае к плоскости одной детали под определенным углом приваривают торцевую часть второй заготовки. В технической документации маркируется как «Т».

Подавляющая часть деталей соединяется под углом 90º — это обеспечивает необходимую крепость.
- Угловой. Следуя из названия, детали сваривают под углом в 90º, с предварительной подготовкой кромок или без нее. Обозначается буквой «У».
- Торцовой. Данный метод соединяет элементы с соосным расположением. При этом торцевая часть является зоной наплавки присадочного материала.
Наплавку могут осуществлять только с одной стороны. В этом случае шов называют односторонним. Двустороннее соединение подразумевает сварку с двух сторон.
Необходимость обозначения
Все современные строительные и промышленные конструкции состоят из множества элементов. От качества монтажа зависит надежность и срок эксплуатации объекта.
После изучения чертежа опытный специалист получит следующую информацию:
- Используемые материалы.
- Предварительная подготовка и необходимые допуски.
- Способ стыковки и его геометрические параметры.
- Прочность шва и его качественные характеристики.
- Форма и размер наплавочной смеси.
- Герметичность соединения.
- Очередность выполнения монтажа.
- Характер финишной обработки плоскости.
Изображение сварных швов на чертеже
Для стандартизации сварки разработана система ЕСКД – единая система конструкторской документации
Согласно требованиям данного стандарта, все сварочные соединения изображают следующим образом:
- Наружный шов. Обознается сплошной линией основного типа. Обязательно наличие выносной линии со стрелкой, которая указывает на шов.
- Многопроходное соединение. В этом случае на изображении должны быть контуры зоны контакта со специальными обозначениями.
- Нестандартные швы. В документ вносят всю информацию, необходимую для качественного выполнения работ.
Выносная линия показывает не только место будущего соединения. При помощи вспомогательных знаков уточняется следующая информация:
- характер шва;
- тип обработки;
- требования к монтажу;
При этом отсутствуют требования к применяемому сварочному оборудованию – это может быть как аппарат для ручной дуговой сварки, так и автоматическая контактная линия система.
Очередность расположения информации на выноске имеет следующий вид:
- Информация по замкнутой линии.
- Номер межгосударственного стандарта.
- Порядковый номер соединения.
- Технология выполнения работ.
- Катет шва.
- Величина точечных швов.
- Дополнительные обозначения.
После второй позиции информацию разделяют с помощью дефиса.
Катет шва – количественная характеристика углового соединения. Она обозначает расстояние между поверхностями заготовок. Максимально допустимую нагрузку на узел рассчитывают с учетом данного параметра.
Вспомогательные знаки
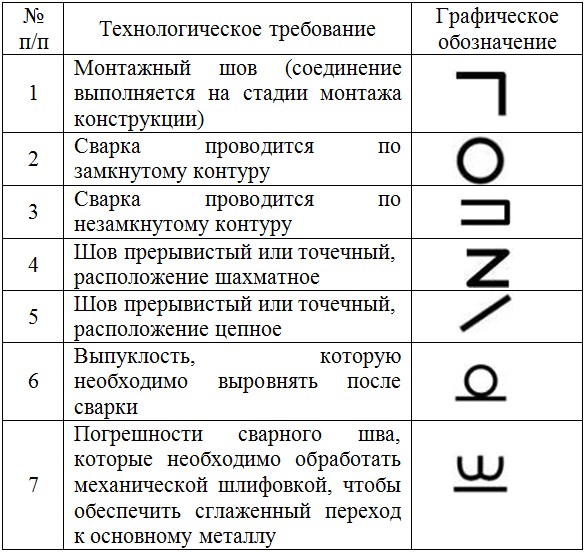
С помощью вспомогательных знаков указывают следующую информацию:
- Требование ликвидировать выпуклость шва после проведения работ.
- Необходимо обеспечить плавный переход на базовую плоскость, путем ручной или механической обработки всех неровностей.
- Сварку выполняют по незамкнутой линии.
- Стык должен иметь замкнутый контур.
- Сварочные работы выполняются после проведения монтажа заготовки.
- Тип шва – прерывистый или точечный, с цепным расположением.
- Соединение выполняют в шахматном порядке.
Варианты обозначения сварного шва и требования к выполнению работ имеют следующую маркировку:
- «А». Работы выполняются с помощью автоматической установки под слоем флюса, без предварительной проварки стыка. Подкладка или подушка должны отсутствовать.
- «Аф». Автоматическая сварка под флюсом с использованием специальной подкладки на его основе.
- «ИН». Работы выполняются с применением тугоплавкого электрода в среде защитного газа. Здесь идет речь о материалах из вольфрама. При этом дополнительный присадочный материал не используется.
- «ИНп». Сварка в среде защитного газа с использованием присадочных материалов.
- «ИП». Сварка электродной проволокой в среде защитного газа.
- «УП». Работы в среде защитного газа, в качестве которого выступает углекислый газ.
- «Г» Газосварочная технология.
- «Э» Электродуговая сварка.
- «З» Работы следует выполнять в среде защитного газа.
Техническая аббревиатура
Изучение обозначений видов соединения на чертежах по ГОСТам – обязанность каждого сварщика, который желает достичь уровня профессионала. Для получения столь необходимого навыка существует два рабочих метода:
- Изучать все межгосударственные стандарты, которые имеют отношение к проектно-технической документации. Помимо ГОСТа 2.312-72, который был рассмотрен выше, имеется еще два стандарта: 5264-80 и 14771-76.

Информация в данных стандартах плохо структурирована, поскольку их основное предназначение – определить требования к тем, либо иным работам. Специалисты рекомендуют обратить внимание на второй вариант.
- Рассматривать подачу информации на примере готовых чертежей. Это поможет постепенно углублять свои знания, с необходимой скоростью и интенсивностью. Дополнительное преимущество данного метода в том, что документация будет содержать только ту информацию, которая нужна сварщику.
Условные обозначения соединений. Примеры
В качестве примера используем следующий чертеж:
Расшифровка:
- Первый символ говорит о том, что сварочные работы следуют производить после монтажа заготовок.
- Номер межгосударственного стандарта указывает, что в данном случае применяется ручная дуговая сварка.
- C 13. Стыковой тип соединения с односторонним изгибом фаски.
- Следующий символ требует ликвидировать выпуклость шва после проведения работ. Знак, расположенный под выносной линией говорит о том, что обработку следует провести с двух сторон.
- Rz20. Требуемая шероховатость наружной части. Данный параметр соответствует 3 классу чистоты поверхности, согласно ГОСТу 2789-59.
- Rz80. Требуемая шероховатость обратной стороны. Данный параметр соответствует 1 классу чистоты поверхности, согласно ГОСТу 2789-59.
Структура обозначения
Сварку на чертеже обозначают следующим образом:
Расположение уточняющей надписи указывает на тип соединения:
- Сверху. Указывает на лицевое расположение шва.
- Снизу. Сварка выполняется с обратной стороны.
- С двух сторон. В данном случае применена двухсторонняя сварка.
Рассмотрим структуру расположения маркировочных знаков:
- В первой колонке указывается контур замкнутости шва, а также монтажные условия, предъявляемые к соединению.
- Номер межгосударственного стандарта, согласно которого выполняют работы.
- Порядковый номер по проектно-технической документации. Содержит как буквы, так и цифры.
- Дефис, которым необходимо разделять все последующие позиции.
- Здесь указывается технология выполнения соединения (с помощью электродуговой или газовой сварки, в среде защитного газа и под слоем флюса). Данная позиция не является обязательной к заполнению.
- Величина углового катета. Указывается в миллиметрах.
- Размер прерывистого шва.
- Место расположения вспомогательных обозначений.
- Класс чистоты поверхности, в случае необходимости ее обработки.
Упрощения
На изготовление даже самой простой конструкции необходимо подготовить соответствующую документацию. Если на чертеже все швы выполнены по одному стандарту, информацию вносят в пояснительную записку.
Кроме того, допускаются и другие упрощения, согласно рекомендациям ГОСТа 2.312-72:
- Если все швы на чертеже не отличаются по типу и расположены на одной стороне, им не присваивается порядковый номер. Они обозначаются линиями-выносками без полок.
- При изготовлении симметричной детали разрешено обозначать швы лишь на одной из ее сторон.
При условии, что на чертеже имеется ось симметрии, разделяющая деталь.
- Некоторые чертежи содержат несколько одинаковых элементов, которые приваривают с помощью одного и того же способа. В этом случае линией выноской разрешено отмечать лишь одну из составных частей. Важно, чтобы обозначенный элемент имел порядковый номер.
- В отдельных случаях разрешено заменить выносную линию указанием в пояснительной записке к чертежу. Это допускается при условии точного определения расположения шва, а также указания его технических и качественных характеристик.
Использование САПР
В настоящее время все чертежи выполняют с помощью специального программного обеспечения. Разработчики предлагают множество продуктов, среди которых наибольшую популярность приобрели следующие программные комплексы:
- AutoCAD;
- Kompas;
- SolidWorks;
Все студенты высших учебных заведений технической направленности умеют выполнять чертежи вручную. Это является данью традициям, ведь настоящий инженер должен не только читать чертеж, но и сделать его своими руками.
Использование программ позволяет существенно повысить производительность работ, ведь время на создание любого чертежа сокращается в несколько раз.
На Горьковском автомобильном заводе, при расчетах затрат времени на разработку первых моделей ГАЗелей, на составление проектно-технической документации, закладывалось 8 лет. Использование САПР сократило эту цифру более чем в 2 раза. Для полной подготовки и проверки технической документации понадобилось всего 3 года.
Программное обеспечение помогает не только разрабатывать узлы и агрегаты. Некоторые продукты позволяют производить расчет максимальной нагрузки, с помощью реализации программы моделирования рабочих условий. Это позволяет применять верные решения еще на стадии разработки, практически полностью исключая этап изготовления и проверки опытных образцов.
Источником информации в программах являются базы данных. Они позволяют оперативно получить нужную информацию, например, выбрать нужный тип сварочного соединения и указать его на чертеже.
Все программы отечественного производства разработаны с учетом всех требований нормативно-правовых документов, которые регламентируют порядок составления технической и проектной документации.
Заключение
Сегодня каждый работник, имеющий отношение к сварке, обязан уметь читать все чертежи. Без этого навыка невозможно правильно определить тип соединения и технические характеристики шва, что в условиях повышенных требований к качеству работ, является недопустимым. Для изучения условных обозначений рекомендуем работать с готовыми чертежами – они позволят гораздо быстрее воспринимать всю необходимую информацию.
Инженер-технолог высшей категории Поротиков Сергей Викторович, опыт работы – 25 лет: «Когда я оканчивал институт, свою дипломную работу я выполнял самостоятельно, по причине отсутствия нужных программ. После приема на работу в проектное бюро при небольшом заводе я узнал, что кроме технологов, грамотно разобраться в чертеже мог только старший мастер, который осуществлял производственный контроль над выполнением работ. Он ценился на вес золота. Сейчас все чертежи выполняются в АвтоКаде – это очень удобно. А самое главное, что их могут читать все опытные сварщики. А вот бывшие студенты в них практически не разбираются. В современных учебных заведениях этому, к сожалению, не уделяют должного внимания».
ГОСТы обозначения сварных швов на чертежах
В современном строительстве и производстве невозможно обойтись без сварочных работ, отличающихся большим разнообразием. Для их качественного выполнения необходимо подробное описание сварочного соединения. Для этого используются универсальные условные обозначения сварных швов на чертежах по ГОСТам, входящим в состав Единой системы конструкторской документации (ЕСКД), содержат все сведения, которые могут потребоваться для корректного оформления чертежей.
Сварной шов
Сварка соединяет металлические детали за счет нагревания до деформирования и расплавления металла. При этом после затвердевания металла создается монолитное соединение на межмолекулярном уровне. Место сплавления элементов называют сварным швом (стыком).
Типы сварных стыков
Вид определяется взаиморасположением соединяемых деталей. Согласно ГОСТ 5264-80 и ГОСТ 14771-76, различают пять видов сварных стыков:
| № п/п | Наименование | Описание | Маркировка |
| 1 | Стыковой | Соединяемые элементы помещаются в одной плоскости, свариваются по прилегающим торцам, возможна обработка кромок. Требует точной подгонки стыкуемых деталей, отличается высокой прочностью. | С |
| 2 | Нахлесточный | Параллельные плоскости деталей накладываются друг на друга. Уступают стыковым в надежности при нагрузке, не так требовательны к точности подгонки. | Н |
| 3 | Тавровый | Торец детали приваривается к поверхности другой части конструкции вертикально или под углом. Не рекомендуются при изгибающих нагрузках. | Т |
| 4 | Угловой | Поверхности соединяемых узлов наклонены по отношению друг к другу (угол соприкосновения кромок — более 300), сварку проводят по торцам изделий. | У |
| 5 | Торцевой | Соединяются торцы узлов, чьи боковые поверхности соприкасаются. Для этого на торцы наплавляется слой металла. Применяется при соединении тонких элементов, чтобы избежать прожигания. | С |
| 6 | Особые виды швов, не предусмотренные ГОСТ | О |
По ГОСТ сварные стыки могут иметь одностороннюю (SS) или двустороннюю обработку (BS), в зависимости от наплавления металла с одной или двух сторон. Различают также однослойную и многослойную сварку.
Выбор сварочного шва определяется конструктивными требованиями к соединению.
Типы сварных соединений
Необходимость применения условных обозначений
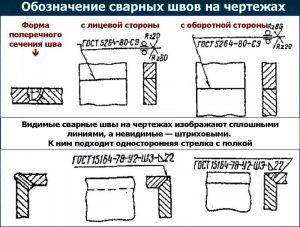
Схема обозначения сварных швов на чертежах по ГОСТ
Грамотно составленная конструкторская документация обеспечит качественную работу всей цепочки специалистов – от разработчика до сотрудника отдела контроля. Условные обозначения сварных соединений дают полный перечень характеристик: способ стыковки, тип и форма стыка, геометрические параметры, условия сварки, ее очередность в процессе, герметичность стыка, прочность и прочее.
Обозначения сварных швов на чертежах используются не только в процессе изготовления, но и при проверке готового изделия. Сотрудник отдела контроля сверяет параметры готового изделия с требованиями конструкторской документации: он может сверить геометрические параметры сварочного шва, качество работ и т.д.
Правила нанесения и расшифровки обозначений
На чертежах видимый сварной стык обозначается сплошной линией, невидимый – штрихами. Для описания шва применяют стрелку с полкой, указывающую на черту стыка. Условные обозначения для видимого соединения располагаются над полкой, при описании невидимого – под полкой. Надпись с обоих боков стрелки обозначает двустороннюю обработку.
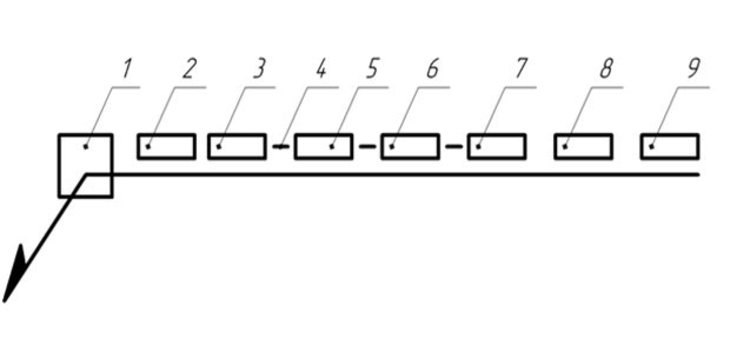
Обозначение сварки на чертеже делится на 9 блоков:
Структура обозначения сварного шва
- Блок 1 – Вспомогательный знак (при выполнении замкнутого или монтажного шва).
- Блок 2 – Стандарт на метод сварочных работ.
- Блок 3 – Маркировка вида шва.
- Блок 4 – Дефис (разделение на подкатегории).
- Блок 5 – Буквенное обозначение типа сварки (автоматическая – А, электрошлаковая – Ш, расплавляющимся электродом в газовом облаке – ИП и т.д.). Может не указываться.
- Блок 6 – Значок длина катета шва в мм.
- Блок 7 – Дополнительные параметры (шахматное или цепное расположение, интервал шага и т.п.).
- Блок 8 – Вспомогательные условные значки для обозначения обработки.
- Блок 9 – Значение чистоты поверхности стыка (при необходимости механической обработки).
Пример расшифровки
Двусторонний монтажный шов, дуговая ручная сварка, стыковой, зачищен с двух сторон с указанной шероховатостью (20 и 80 мкм).
Пример расшифровки обозначения сварных швов
Использование вспомогательных знаков
Дополнительные уточнения по выполнению сварных стыков по ГОСТу указываются на чертежах при помощи вспомогательных знаков:
Современные системы автоматизированного проектирования (САПР) являются сложными программными продуктами, разработанными в помощь инженерам. Из наиболее известных можно назвать AutoCad (на ее основе разработана Autodesk Building Systems для внутренних инженерных сетей), строительная Allplan, для фасадных и металлических конструкций ATHENA. Из российских САПР хорошо себя зарекомендовали Компас и Мономах.

Вспомагательные знаки для обозначения сварных швов
Использование САПР
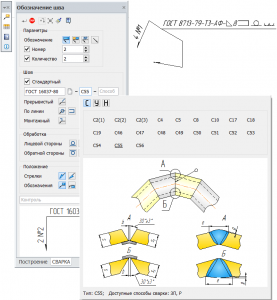
САПР для обозначения сварных швов
Автоматизируя рутинные процессы, САПР позволяют конструктору значительно сократить время разработки проектов. Они дают возможность моделировать различные ситуации, моментально проводить сложные расчеты, подбирать во встроенных библиотеках готовые инженерные решения.
Большим преимуществом САПР является автоматизация разработки документации согласно условиям ЕСКД. Например, в Компасе поиск и размещение обозначения сварных швов на чертежах занимает считанные секунды.
Умение использовать условную маркировку необходимо квалифицированному специалисту в области строительства или на производстве. Корректно составленная конструкторская документация – необходимое условие для успешного выполнения всей технологической цепочки изготовления изделий с применением сварочных работ.
Видео по теме: Обозначение швов на чертеже
Обозначение сварных швов на чертежах: структура, ГОСТы, примеры
Железо повсеместно используется при строительстве и производствах. Для соединения используется сварочный стык, к сегодняшнему дню возможно производить до 150 видов работ. Для грамотного выполнения конструкции, перед началом работ, используют чертежи, включенные в состав системы конструкторской документации. Регламентом определены основные требования к конструкциям сварочных соединений.
 Обозначение сварных швов на чертежах
Обозначение сварных швов на чертежахЧто такое сварной стык
Процесс сварки изделия подразумевает замыкание деталей за счёт температурного воздействия. Расплавление металла на определенном участке, а затем место его застывания именуется сварным швом.

Сварной стык
Существует разнообразие сварных швов, маркируемое ГОСТом при соответствии со стандартом чертежей по сварке.
- Стыковое соединение маркируется буквой «С», образовывается объединение торцевых поверхностей изделия, обрабатываются кромки.
- Нахлёстанный способ применяется при возможном наложении деталей друг на друга, маркируется как «Н».
- Стыкуемые детали располагаются плоскостями по отношению друг к другу под углом, обозначается «У» в технической документации.
- Торцовые швы используются путем нахлеста слоя металла к торцам изделий.
Выполнение работ происходит как при одностороннем порядке, так и двухстороннем, когда деталь обрабатывается с обеих сторон. Качество стыковки путем сварки влияет на срок службы используемой детали. Условные обозначения сварных соединений содержат подробную информацию о параметрах ширины, выпуклости и т.д.
Протяженность указывается как сплошное, прерывистое соединение. Сварной шов, изготовленный прерывистым способом не дает полной герметичности конструкции, однако выполняется при труднодоступных соединениях. Шов по незамкнутой линии обозначается как дополнительное условие в чертежах, используется при ясном расположении на схеме.
Необходимость определения сварки
Геометрические параметры, форма шва отмечается для определения типа конструкции в чертежах. Способ сварных работ влияет на характеристики изделия, его герметичность и прочность. Перед производством стыковых объединений необходимо изучить все необходимые параметры согласно проекту.
Обозначение сварки происходит по основным параметрам:
- Размеры и форма металла, наплавленного сварным способом.
- Тип стыковки обозначается прерывистым либо сплошным, термические напряжения, образуемые в зоне стыка.
- Герметичность сварного сращивания определяется при назначении, типе конструкции.
Выполнение изделие контролируется отделом качества, при соответствии с параметрами. Замеры готовой продукции происходят при соответствии с техническими условиями и обозначениями сварных швов на чертежах.
Полное обозначение шва на чертежах
Полное указание согласно ГОСТу включает в себя полную информацию. Схематично отображаются дополнительные знаки, прописывается метод соединения, наименование и артикул шва. Чертеж включает в себя стрелку, которая указывает на линию шва. Отображение может использоваться с применением полки для дополнительной информации. Над полкой отображается информация или условное обозначение в случаях видимого шва, когда сварочный стык невидим, позиционирование устанавливается под полкой.

Виды сварных соединений и структура их обозначения
Лицевой стороной изделия принимается часть, с которой необходимо производить сварку. Штриховой линией описывается невидимый стык при лицевом отображении детали. Информация чертежа должна включать буквенные и цифровые сочетания, указывающие принадлежность к виду, форме сварного стыка. Способы креплений выражаются буквами:
- А – автоматический способ, применяемый с флюсом без проставок, под варочных работ;
- Аф – Использование флюсовой подушки при автоматической сварке;
- ИН – Метод сварки электродом в инертных газах, без применения вспомогательного материала;
- ИП – происходит стыкование плавящимся электродом в среде инертных газов;
- УП – Плавящийся электрод используется совместно с углекислым газом.
Чертежи включают в себя обозначение процесса, наименование типа стяжки и другие параметры.
ГОСТы
Стандартами ГОСТов называется тип и параметры сварного соединения на чертеже. Используется во всех видах промышленности, строительства как единый стандарт к обозначению. ГОСТ 2.312-72 указывает тип производимых стыковым способом изделий вне зависимости от сферы применения. Для корректного процесса требуется запомнить основные выражения инструкций.

Схема обозначения сварных швов на чертежах по ГОСТ
Возможные упрощения или сокращения запрещены, однако имеют место при некоторых случаях:
- Проект, содержащий конструкцию параметров по одному стандарту может содержать таблицу и наименованиями точке соединений.
- Обозначение линиями без выноски или полок возможно при случаях одинакового отображения положения детали чертежом (лицевой или обратной стороны).
- В условиях симметричности отображенного изделия допускается обозначить швы только одной части.
- В технических требованиях возможно указать запись по определению мест и способов сварки, а также выноску одинаковых требований.
Скачать ГОСТ 2.312-72
Вспомогательные знаки
Отображение вспомогательных знаков для обозначения сварных швов производится для более точной информации, предназначения работ. Примеры знаков:
 — Сварной шов, выполнение которого происходит при монтаже изделия;
— Сварной шов, выполнение которого происходит при монтаже изделия;- — Исполнение производится по замкнутой линии;
- — Стык по незамкнутой линии сварки;
- — Шахматное расположение прерывистого шва;
- — Требование к выпуклости, которую необходимо снять после выполнения работ;
- — Неровности обрабатываются переходом к металлу.






Структура обозначения
Наименование происходит в последовательности стандартов, по которым выполняются сварные процессы.
Структура обозначения
Применяется как выноска к образцу изделия, состоит из следующих параметров:
- Вспомогательные знаки, обозначают дополнительные действия со стяжками при сварке.
- Стандарт, обозначаемый по ГОСТу.
- Обозначение по стандарту, в зависимости от типа конструктивных элементов или соединений.
- Разделение на подкатегории по стандарту происходит знаком «дефис».
- Способ сварки, подразделяющийся на автоматическую, механизированную под флюсом или электродом, а также электрошлаковую.
- Размеры катета и его выражения при соответствии с элементами конструкции.
- Дополнительные параметры.
- Вспомогательные знаки, состояние шероховатости готового изделия.
Примеры и расшифровка швов на чертеже
Для полного представления, как происходи работа со стыками по чертежу, необходимо рассмотреть несколько примеров.

Соединение таврового типа
Соединение таврового типа, располагающиеся в шахматном порядке по ГОСТ 14806-80. Способ сварки – дуговая, ручная в защитных газах металлическим электродом. Длина проваренного участка должна составлять 50 см, шаг 100 мм, катет шва применяется 6 мм.

Односторонний стык внахлест
Односторонний стык внахлест, без скашивания рамок по ГОСТ 14806-80 выполняется полуавтоматической дуговой сваркой с применением защитных газов, плавящегося электрода. Обозначена работа по замкнутой линии, катет 5 мм. При тех случаях, когда проектом указываются одинаковые наименования, описывать каждую сторону необязательно, достаточно использовать информацию с одной стороны.
Односторонняя стяжка стыкового соединения без применения скоса кромок, прокладке. По ГОСТ 16310-80 выполняется нагретым газом с присадками. Лицевая сторона имеет указание стыка с лицевой части непрерывной линией, для более понятного режима работы.
В работе конструктора на сегодняшний день имеется масса программных продуктов, инструментов. Использование программ для чертежей сварных стяжек позволяет сократить время на разработку, за счет автоматизации процесс.
основные и дополнительные знаки, значения, иллюстрации
Согласно ЕСКД, разделу об общих правилах выполнения чертежей и ГОСТу 2.312-72 условные обозначения швов сварных соединений выполняются по четко установленным международным стандартам для всей конструкторской документации. Обозначения являются универсальными для всех областей промышленности и строительства.
Табличные данные с иллюстрациями соединений, со знаками их условных обозначений облегчают восприятия характеристик швов и рекомендаций к их обработке.
Структура обозначения сварного шва
Условное обозначение видимых и невидимых швов
- над полкой – видимый;
- под покой – невидимый.

Обозначения видов сварок:
- электродуговая – Э,
- газовая – Г,
- контактная – Кт,
- в среде защитных газов – 3.
Условное обозначение сварного шва:

Согласно изображению:
- №1 – Обозначение стандарта на типы и конструктивные элементы швов сварных соединений.
- №2 – Буквенно-цифровое обозначение, ГОСТ.
- №3 – Стандарт или тип, условный графический знак.
- №4 – Размер швов в сечении, длина катета.
- №5 – Знак углового шва с указанием длины участка.
Таблица 1
| Знак | Значение знака | Расположение знака |
 | Прерывистый шов,шахматный шов |  |
 | прерывистый или точечный с цепным расположением |  |
- №6 – Вспомогательный знак для обозначения обработки.
Таблица 2
- №7 – Обозначение для вспомогательного шва.
Таблица 3
| Знак | Значение знака | Расположение знака |
 | по замкнутой линии |  |
 | исполняется при монтаже изделия |  |
Ко всем видам знаков в условном обозначении сварного шва выдвигаются требования:
- основные и вспомогательные знаки указываются сплошными тонкими линиями;
- знаки должны быть одинаковой высоты с цифрами, которые входят в обозначения.
Сварные соединения и их обозначения
Взаимное расположение свариваемых деталей. Классификация соединений
Таблица 4
Форма наружной поверхности сварочных швов
Форма сварочного шва влияет на:
- физико-механические свойства соединения;
- расход электродного металла.
Выпуклые швы практически всегда нуждаются в дополнительной обработке – снятие выпуклости механическим способом (фреза, абразивные круги).
По форме наружной поверхности различаются сварочные швы, а также дефекты сварных соединений.
Таблица 5
Различные виды снятия кромки
В зависимости от толщины металла кромки могут быть выполнены под разными углами и с разных сторон. Различают следующие виды:
- Под прямым углом:
- для стальных листов толщиной от 4 до 8 мм;
- при односторонней сварке для металлов толщиной до 3 мм;
- при двусторонней сварке для металлов толщиной до 8 мм.
- V-образно (с односторонним скосом), если толщина металла от 4 до 26 мм.
- X-образно (с двусторонним скосом), если листы имеют толщину от 12 до 40 мм.
- Под острым углом, уменьшенным с 60° до 45°, если листы толщиной более 20 мм.
Для хорошего сваривания между кромками оставляют зазор в 4 мм.
Графические знаки типов швов для различных соединений
По способу выполнения сварного соединения различают:
- Одностороннюю сварку. Эту сварку для стыкового соединения выполняют с проплавлением кромок на подкладке, либо на весу.
- Двустороннюю сварку. Сварка второй стороны выполняется только после тщательной зачистки (удаление корня) механическим способом наплавки первой свариваемой стороны. Чаще всего выполняется потолочная сварка таким способом.
- Однослойную сварку.
- Многослойную сварку. Для уменьшения зоны термического влияния или при сваривании металлов большой толщины сварку выполняют подобным способом.
Швы стыковых соединений (форма, обозначение, пример)
Таблица 6
Швы угловых соединений (форма, обозначение, пример)
Таблица 7
| Характер шва | Без скоса |
| Односторонний |  |
| Двусторонний |  |
| Односторонний впритык |  |
| Двусторонний впритык |  |
Швы тавровых соединений (форма, обозначение, пример)
Таблица 8
| Характер шва | Без скоса |
| Двусторонний |  |
| Двусторонний шахматные |  |
Швы соединений внахлестку (форма, обозначение, пример)
Таблица 9
| Характер шва | Без скоса |
| Двусторонний |  |
| Односторонний прерывистый |  |
По международным стандартам (ЕСКД) сварные швы плоских листов металла и труб классифицируются по пространственному положению на:
- горизонтальные;
- вертикальные;
- потолочные;
- сваренные в нижнем положении.
В зависимости от этого расположение целесообразно использовать различные виды снятия кромок. При условиях тщательной подготовки, а именно зачистки, правильной подгонки кромок (притупление кромок – предотвращает прожог и протекание металла, параллельность кромок – гарантирует равномерный шов) можно добиться следующих достоинств сварного шва:
- Экономичность. Минимальный расход металла для наплавления.
- Эффективность скорости сваривания. Подобные кромки дают наименьший промежуток времени для сваривания за один подход.
- Прочность. Можно добиться прочности сварного соединения, не уступающего прочности основного металла.
Поэтому в технической документации обязательно должны быть указаны: тип шва и вид снимаемой кромки, который даст лучший результат при сваривании шва.
Условные обозначения швов с разной ориентацией двух свариваемых деталей и различным скосом кромок
Таблица 10
Правильное обозначение указанное в конструкторской документации это залог качественной работы инженеров технологов и специалистов – сварщиков, ведь только благодаря корректному отображению условных обозначений, они смогут воплотить выполненную на чертеже задумку конструктора в металле.
Обозначение сварочного шва на чертеже по ГОСТ
 Существуют законодательно установленные ГОСТы, в которых прописаны все обозначения для сварочных швов. Знание всех особенностей, записи обозначений позволят быстро и качественно выполнить всю работу по сварке деталей. Чертежи имеют массу особенностей, например, одинаковое обозначение разных швов, или же нумерация сварных элементов. Только знание всех «подводных камней» проекта позволит быстро понять его суть.
Существуют законодательно установленные ГОСТы, в которых прописаны все обозначения для сварочных швов. Знание всех особенностей, записи обозначений позволят быстро и качественно выполнить всю работу по сварке деталей. Чертежи имеют массу особенностей, например, одинаковое обозначение разных швов, или же нумерация сварных элементов. Только знание всех «подводных камней» проекта позволит быстро понять его суть.
Основные обозначения
В сварных конструкциях используются материалы разной толщины, размеров и форм, кроме того, детали могут иметь различное расположение по отношению друг к другу. Обозначение сварочного шва на чертеже напрямую зависит от взаимного расположения сварных элементов конструкции. Установлено всего 5 типов соединений (согласно ГОСТ 5264 и ГОСТ 14771):
— «С» стыковочное;
— «С» торцевое;
— «У» угловое;
— «Н» нахлестное;
— «Т» тавровое.
Стыковой сварочный шов на чертеже представляет собой соединение элементов, которые располагаются на одной поверхности или плоскости. Процесс сварки деталей происходит по смежным торцевым сторонам.

Торцевое соединение «С» представляет собой сваривание элементов по торцевым сторонам деталей, у которых боковые поверхности находятся вместе. Данный метод используется при сварке деталей из тонкого металла, для того, чтобы исключить возможность прожога. Обозначение сварочных швов на чертежах одинаковыми буквами, например, стыковочное и торцевое, должно иметь пояснение, касающееся конкретного типа используемого сварочного шва.
Обозначение сварочных швов на чертежах большой буквой Н при сварке нахлестным методом. При сварке детали расположены на параллельных линиях таким образом, что один элемент частично перекрывает другой.
Т – это обозначение на чертежах таврового сварного шва. Торцевая часть одной детали соединяется с торцевой частью другой детали под определенным углом (может быть и 90 градусов).
Последний тип «У» — угловой, представляет собой шов, который получается в результате расположения свариваемых элементов под прямым, острым или тупым углом по отношению друг к другу.
Сварочный шов на чертеже, вне зависимости от того, какой именно тип сварки использовался, может быть обозначен, как видимый или невидимый.
Видимый тип шва обозначается сплошной линией, невидимый шов обозначают пунктирной линией. Одиночная сварная точка, которая является видимой, на чертежах обозначается знаком «+», невидимая не имеет никаких обозначений.
Особенности указания швов на чертеже
 Особенности указания швов на чертеже
Особенности указания швов на чертежеЕсли чертеж имеет швы, которые были выполнены по одним и тем же стандартам, то сварочные чертежи, обозначения будут иметь одни и те же, но это следует указать в технических требованиях данного чертежа.
На чертежах одинаковые швы могут быть пронумерованы, но только в том случае, если все швы идентичны друг другу и имеют одностороннее изображение, например, только с лицевой или с обратной стороны. Если шов не имеет никакого обозначения, на чертеже он должен быть отмечен как линия – выноска, не имеющая полок.
Обозначение сварочного шва на чертеже симметричного изделия должно представлять собой линии – выноски, а сами швы должны быть изображены только на какой-то одной из симметричных частей изделия. Но это возможно только в случае, если присутствует ось симметрии.
Чертежи: требования ГОСТ
Сварка, обозначение на чертеже ГОСТ, где есть одинаковые составные элементы одной детали, которые были сварены швами одинакового типа, могут быть обозначены в качестве линий-выносок. Обозначение швов может быть только у какой-то одной части детали, наиболее оптимальным вариантом является изображение, рядом с которым находится линия – выноска.
Некоторые сварочные швы могут на чертеже не отмечаться линиями – выносками, а указываться в качестве сварочных пояснений в технических требованиях и записках к чертежу. Обозначение сварочного шва на чертеже – обязательное условие, это находится в техническом требовании, оно должно содержать информацию о типе сварочного шва, размерах деталей и их конструктивных особенностях, расположениях сварочных швов в поперечном сечении.
Ко всем швам или группе швов на чертеже приводится одинаковый ряд требований, который должен располагаться либо в таблице, либо в техническом описании.
Сварка (обозначение на чертеже ГОСТ) должна полностью соответствовать всем установленным требованиям. Грамотно составленный чертеж – это залог быстрой и эффективной работы сварщиков. Чертеж, который выполнен не в соответствии с требованиями ГОСТ, не будет принят органами.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Обозначения швов сварных соединений на чертежах
В соответствии с ГОСТ 2.312—72 швы сварных соединений на чертежах обозначают сплошной (видимые) и штриховой (невидимые) линиями. Видимую одиночную сварную точку (независимо от способа сварки) условно изображают знаком « + » (см. рис. 1), невидимые одиночные точки не изображают. От изображения шва или одиночной точки проводят линию-выноску с односторонней стрелкой и горизонтальной линией-полкой. Условное изображение шва наносят на полке линии-выноски, проведенной от изображения шва с лицевой стороны (рис. 1,б), и под полкой линии-выноски, проведенной от изображения шва с оборотной стороны (рис.1, в).
Рис. 1.
Условные изображения видимых и невидимых швов сварных соединений:
а — видимый электрозаклепочный, б — видимый стыковой односторонний, в — невидимый стыковой односторонний; 1— условное обозначение шва по ГОСТу
Таблица № 1.
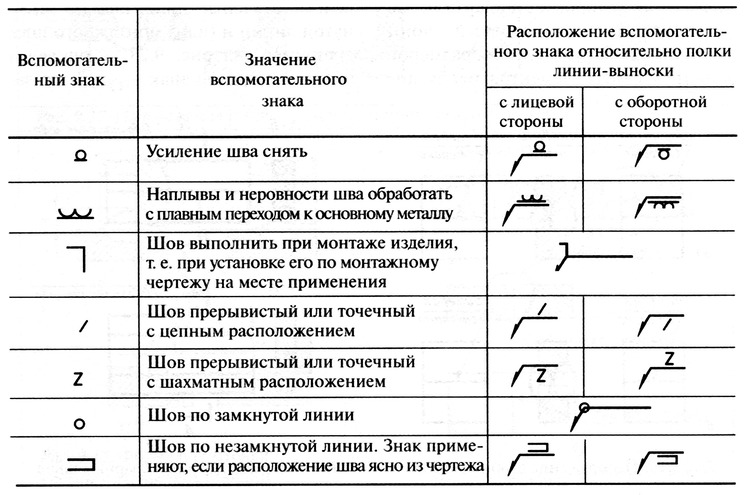
Вспомогательные знаки для обозначения сварных швов
№ п/п | Вспомогательный знак | Значение вспомогательного знака | Расположение вспомогательного знака относительно полки линии выноски | |
С лицевой стороны | С оборотной стороны | |||
1 | Усиление шва снять | |||
2 | Наплывы и неровности шва обработать с плавным переходом к основному металлу | |||
3 | Шов выполнить при монтаже изделия, т. е. при установке его по монтажному чертежу на месте применения | |||
4 | Шов прерывистый или точечный с цепным расположением. Угол наклона линии равен 60° | |||
5 | Шов прерывистый или точечный с шахматным расположением | |||
6 | Шов по замкнутой линии. Диаметр знака — 3…5 мм | |||
7 | Шов по незамкнутой линии. Знак применяют, если расположение шва ясно из чертежа | |||
Примечания:
1. 3а лицевую сторону одностороннего шва сварного соединения принимают ту, с которой выполняют сварку.
2. За лицевую сторону двустороннего шва сварного соединения с несимметрично подготовленными кромками принимают ту, с которой выполняют сварку основного шва.
3. За лицевую сторону двустороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
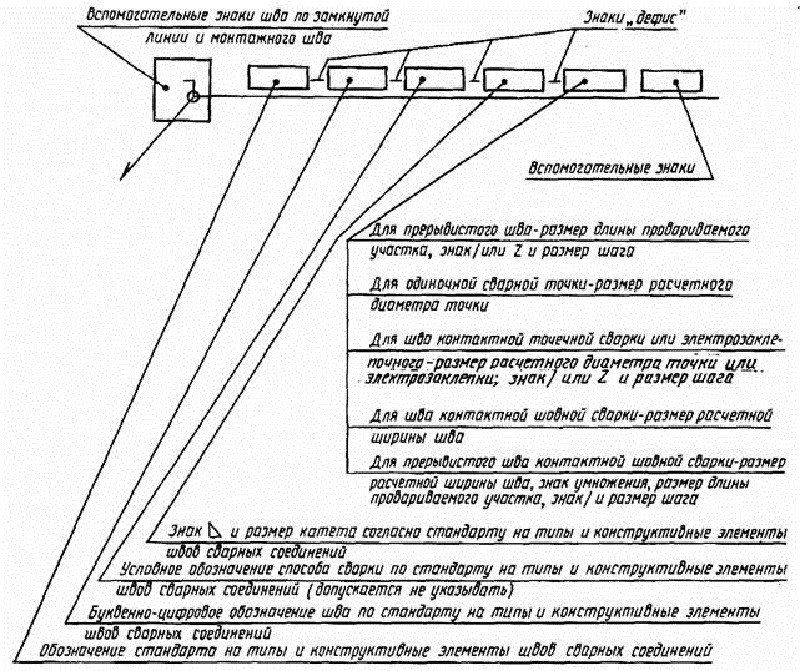
На рис. 2 показана структура условного обозначения шва. Вспомогательные знаки для обозначения сварных швов приведены в табл. 1, а ГОСТы на основные типы и конструктивные элементы швов сварных соединений — в табл. 2. В структуре условного изображения шва могут применяться только вспомогательные знаки 3 и 6, Обозначение стандарта можно выносить в технические условия на чертеже. Ручная дуговая сварка буквенного обозначения не имеет. Способ сварки можно не указывать. Примеры условных обозначений швов сварных соединений взяты из ГОСТ 2.312—72 (приложение 1) и представлены в табл. 3.
При наличии на чертеже одинаковых швов у одного из изображений наносят обозначение и порядковый номер шва (на выносной линии), а от изображений остальных одинаковых швов проводят линии-выноски с полками, над (под) которыми ставят порядковый номер шва, например № 1 (рис. 3). На линии-выноске, имеющей полку с нанесенным обозначением, допускается указывать количество одинаковых швов.
Рис. 2.
Структура условного обозначения стандартного шва
2 — обозначение стандарта,1 — вспомогательные знаки,
3 — буквенно-цифровое обозначение шва согласно стандарту на типы и конструктивные элементы швов сварных соединений,
4—знак «дефис»,
5 — условное обозначение способа сварки (А — автоматическая, П — механизированная под флюсом, П-3 — механизированная плавящимся электродом в защитных газах; Ш — электрошлаковая и др.),
6 — знак и размер катета согласно стандарту на типы и конструктивные элементы швов сварных соединений,
7 — другие характеристики шва (длина привариваемого участка, размер шага, размеры отдельных точек и др.),
8 — вспомогательные знаки (см. табл. 1, порядковые номера 1, 2, 4, 5 и 7), 9 — шероховатость поверхности шва.
Рис.3.
Обозначение на чертеже одинаковых швов (цифрой 12 указано количество одинаковых швов)
Таблица № 2.
ГОСТы на основные типы и конструктивные элементы швов сварных соединений
гост | Способ сварки | Тип соединения | Условное обозначение шва | |
5264—80 | Ручная дуговая | Стыковое | С … С27; С39; С40 | |
Угловое | У1 … У10 | |||
Тавровое | Т1 … T9 | |||
Нахлесточное | HI; Н2 | |||
11534—75 | То же (под острыми и тупыми углами) | Угловое | У1 … У8 | |
Тавровое | Т1 … Т8 | |||
14771—76 | Дуговая в защитных газах | Стыковое | C1 … С28 | |
Угловое | У1 … У10 | |||
Тавровое | Т1 … T9 | |||
Нахлесточное | Н1 … Н2 | |||
23518—79 | То же (под острыми и тупыми углами) | Угловое | У1 … У10 | |
Тавровое | Т1 … Т9 | |||
8713—79 | Автоматическая под флюсом | Стыковое | Cl … С34 | |
Угловое | У1 … У4 | |||
Тавровое | Tl … Т13 | |||
Нахлесточное | |Н1 … Н6 | |||
11533—75 | То же (под острыми и тупыми углами) | Угловое | У1 … У6 | |
Тавровое | Tl … T9 | |||
14806—80 | Дуговая алюминия и алюминиевых сплавов (толщина элементов — 0,8… …60 мм) | Стыковое | C1…С27 | |
Угловое | У1…У 14 | |||
Тавровое | Т1…Т12 | |||
Нахлесточное | Н1, Н5 | |||
16098-80 | Дуговая и электрошлаковая двуслойной коррозионно-стойкой стали | Стыковое | Cl…С22 | |
Угловое | У1…У11 | |||
Тавровое | Т1…Т6 | |||
15164-78 | Электрошлаковая | Стыковое | С1…СЗ | |
Угловое | У1…У4 | |||
Тавровое | Т1…ТЗ | |||
14776-79 | Дуговая электрозаклепками под флюсом, в углекислом газе и аргоне | Нахлесточное | Н1…Н6 | |
Тблица № 3
Примеры условных обозначений стандартных швов
Форма поперечного сечения | Условное обозначение шва, изображенного на чертеже | |
с лицевой стороны | с обратной стороны | |
Шов стыкового соединения с криволинейным скосом одной кромки, двусторонний, выполняемый дуговой ручной сваркой при монтаже изделия. Усиление снято с обеих сторон. Шероховатость поверхностей шва с лицевой стороны 5, с обратной 20. | ||
Шов угловой, соединение без скоса кромок, двусторонний, выполняемый автоматической сваркой под флюсом с ручной подваркой по замкнутой линии | ||
Шов нахлесточного соединения без скоса кромок, односторонний, выполняемый дуговой механизированной сваркой в защитных газах плавящимся электродом. Шов — по незамкнутой линии; катет шва — 5 мм | ||
Сварные швы на чертежах | Tekla User Assistance
Tekla Structures отображает сварные швы, добавленные в модель, как сварные швы и сварные метки на чертежах. Вы также можете вручную добавлять метки сварных швов на открытый чертеж.
Сварочные концепции
Сварные швы модели отображаются как сварных швов и сварных швов или сварных швов на чертежах. Сварные швы и следы сварных швов можно контролировать отдельно. Например, вы можете захотеть показать сварные швы на одном виде чертежа, который включает выбранные объекты модели или область в модели, которая представлена на чертеже.
Вид чертежа — это контейнер для модели и объектов чертежа.
Чертеж может включать в себя несколько видов чертежа, которые обычно являются двумерными видами, видами в плоскости для модели.
Примеры видов чертежа в Tekla Structures включают основные виды, виды сечений, виды отдельных деталей и 3D-виды.
и следы сварных швов в другом.
3D-модель сварных швов — это представление сварных швов в реальном мире. Сварные швы на чертежах представляют собой изображения сварных швов в моделях. Сварной шов — это часть сварочного шва, по которой вытягивается сварное тело. Сварочный тракт может состоять из нескольких сварных швов.
Твердые частицы сварного шва показаны на чертежах для следующих сварных швов:
Сварные тела показаны на чертежах для тех типов сварных швов, которые имеют реальную твердую основу. Сварные швы, не имеющие реальной твердой опоры, показаны в модели с шестиугольным заполнителем, а на чертежах твердые тела сварного шва не показаны.
Также поддерживаются сварные швы нестандартного поперечного сечения.
Сварные тела могут отображаться как контуры или траектории со скрытыми линиями или без них.
В первом примере сварные швы справа и посередине нарисованы контурами и собственными скрытыми линиями. Сварной шов слева показывает путь сварного шва и скрытые линии:
Второй пример — это поперечный разрез конструкции. Сварные швы слева и посередине нарисованы контурами, а сварной шов справа показывает путь. Размеры сварного шва добавлены вручную.
Символы сварного шва внутри меток сварного шва указывают свойства сварного шва, определенные для сварного шва модели в модели или для отметки сварного шва на чертеже, которая включает в себя набор выбранных элементов свойств, связанных со сварным швом
на чертеже.Ниже приведен пример сварного шва модели (красный) и отметка сварного шва модели (зеленый) на чертеже.
Помимо обозначений сварного шва, метка сварного шва содержит контрольную линию между двумя контрольными точками.
Например, если пользователь выбирает две точки для позиционирования балки, эти точки образуют контрольную линию, а на концах линии появляются ручки.
Контрольные линии могут использоваться для привязки в переключателе привязки.
и стрелка. Стрелка соединяет контрольную линию со стороной стрелки соединения.Сварные швы на стрелке и других сторонах детали могут иметь разные сварочные свойства.
Свойства сварного шва модели
Чтобы изменить свойства сварного шва модели, необходимо изменить сварной шов в модели. При обновлении модели объекты сварных швов и метки сварных швов обновляются на чертеже в соответствии с изменениями модели. На чертежах можно изменять содержание и внешний вид меток сварных швов модели, а также видимость, представление, способ визуального представления информации, включенной в модель
, и внешний вид объектов сварных швов модели.
Твердые тела сварного шва могут отображаться на чертежах отдельных деталей, сборочных единиц и чертежей общего вида. На чертежах общего вида можно изменять представление сварных швов только на уровне вида и объекта, но не на уровне чертежа.
.Сварочные символы — Знакомство с чертежами
Предупреждение о безопасности: Радиационная опасность ЭМП при сварке> Сварочные символы — основы <
ОТ ROSEMARY REGELLOПримечание. Если вы ищете диаграмму, представленную в Картинках Google, прокрутите вниз под объявлением школы сварщиков с правой стороны.
Как и другие аспекты черчения, существует набор символов для сварки, упрощающих общение между проектировщиком и строителем (т.е. сварщик). Поначалу этот язык может показаться немного странным, поэтому лучше изучать его по одному символу за раз. Например, посмотрите на горизонтальные фигурки ниже:
— —
Эти цифры представляют собой основную структуру каждого чертежа спецификации для выполняемого сварного шва. Обозначение сварки имеет стрелку , которая указывает на место на чертеже, где требуется сварка. Стрела прикреплена к линии выноски , которая пересекается с горизонтальной опорной линией .Наконец, есть хвост на противоположном конце линии отсчета, которая разветвляется прочь в двух направлениях. Хвост не обязателен и нужен только для особых инструкций.
Получите 5-страничную версию журнала, готовую к печати, и копию, отправленную по электронной почте на ваш почтовый ящик. Ваша безопасная покупка помогает поддерживать этот сайт на коммерческом веб-сервере. Выплаты через редактор TheCityEdition.com. (Примечание. Учетная запись Paypal не требуется.)
— — — — — — — — — — — — — — — — — — — — — — — — —
В середине контрольной линии вы увидите геометрическую форму или две параллельные линии, указывающие, какой тип сварного шва следует выполнять на металле.Это обозначение сварного шва (не путать с общим обозначением сварки). Три обозначения сварных швов, которые вы видите на рисунках выше, представляют квадратный, угловой и V-образный шов соответственно.
Обозначение сварного шва также можно разместить над контрольной линией, а не под ней. Это размещение важно. Когда символ сварного шва находится ниже контрольной линии, это означает, что сварка должна выполняться на «стороне стрелки» соединения.Например, на следующем чертеже со стороны стрелки указан угловой сварной шов. На втором изображении вы можете увидеть фактический сварной шов.
Теперь, если символ сварного шва появляется над контрольной линией, то сварной шов следует выполнять на противоположной стороне соединения, на которую указывает стрелка. Вот как это будет выглядеть:
Если символ сварного шва появляется по обе стороны от контрольной линии, как показано ниже, это означает, что сварка должна выполняться с обеих сторон соединения.
Многочисленные символы сварных швов были разработаны для обозначения всех различных типов сварных швов, используемых в торговле, а также любых соединений, которые необходимо разрезать или скосить во время подгонки. Вот наиболее распространенные из них:
Если вы не знакомы ни со сварными швами, ни со стыками, обязательно ознакомьтесь с этими темами в зеленом поле меню, расположенном в верхней правой части этой страницы. Даже если вы знакомы, все равно нужно время, чтобы запомнить все эти символы и тип сварных швов, которые они представляют.Поэтому рекомендуется распечатать или ксерокопировать таблицу, содержащую как символы, так и рисунки выполненных сварных швов. Щелкните здесь, чтобы загрузить образец диаграммы, или посмотрите внизу справа от этого столбца.
Размеры и углы
Само собой разумеется, что числа также являются важной частью спецификации сварки. Ширина, глубина, отверстие в корне и длина сварного шва, а также угол любого скоса фаски, необходимого на основном металле перед сваркой, могут быть кратко указаны выше или ниже контрольной линии.
В большинстве случаев ширина (или диаметр) сварного шва указывается слева от символа сварного шва (здесь выражается в дюймах), а его длина указывается справа. (Как объяснено в разделе «Анатомия сварного шва», ширина сварного шва — это расстояние от одного участка сварного шва до другого.) Часто длина не указывается, что означает, что сварной шов следует проложить от начала до конца соединения. или там, где есть резкое изменение соединения на основном металле.
Размеры, указанные под контрольной линией, конечно же, относятся к стыку со стороны стрелки, а размеры, указанные выше, относятся к стыку с другой стороны.На изображении выше сварные швы обозначены с обеих сторон соединения.
Иногда указывается серия отдельных сварных швов, а не один длинный шов. Это обычное явление, когда свариваются тонкие или термочувствительные металлы или когда стык очень длинный. В следующем обозначении и на чертеже указаны 3-дюймовые прерывистые угловые швы:
–
Обратите внимание, что символы сварных швов по обе стороны от контрольной линии выше смещены, а не отражают друг друга.Это означает, что сварные швы должны быть расположены в шахматных точках по обе стороны от стыка, как показано на рисунке справа.
Обозначение сварного шва может также указывать угол, отверстие в корне или размер торцевой поверхности. Это обычное явление, когда свариваемый основной металл толще 1/4 дюйма. В следующем примере показано обозначение и чертеж, требующие соединения с V-образной канавкой:
— — — — — —
Здесь размер сварного шва с разделкой кромок указан внутри символа.Первый — 1/8, который соответствует корневому отверстию 1/8 дюйма. Большее число под ним означает 45 градусов, что соответствует углу , включенному между пластинами. «Включено» означает сумму углов, скошенных с каждой стороны. Итак, в этом примере скос, сделанный на каждой пластине, составляет 22 1/2, что составляет 45 градусов.
Прочие символы и множественные справочные линии
При переходе к другой части общего обозначения сварки на пересечении контрольной линии и линии выноски можно вставить два других символа, как показано ниже:
— — — — — — — —
Флагшток обозначает сварной шов , поле , который просто указывает сварщику выполнять работу на месте, а не в мастерской.Круг для сварки по всему периметру , расположенный в том же стыке, означает именно это. Хотя этот символ часто используется на трубах и трубах, некруглый структурный элемент (как показано справа вверху) может также нуждаться в сварке со всех сторон.
Вот еще несколько типов инструкций, которые вы можете увидеть на чертеже:
— — — — — —
Кривая, расположенная над лицевой стороной символа сварного шва, указывает, что готовый сварной шов должен быть плоским, выпуклым или вогнутым.(Если вы видите прямую линию, значит, это плоский сварной шов, т. Е. Заподлицо.) Как показано вверху справа, символ сварного шва с V-образной канавкой с рамкой над ним указывает на то, что для этого соединения требуется подкладная полоса или стержень. Полоса или пруток должны быть приварены к обратной стороне стыка перед выполнением шва с разделкой кромок.
Несущую полосу или стержень иногда путают с «обратным сварным швом» или «поддерживающим швом». Это не то же самое, что использовать подкладочную ленту. Задний сварной шов — это второй сварной шов, созданный на задней стороне стыка после завершения первичного шва с разделкой кромок.И наоборот, сварной шов на основе — это сварной шов, который сварщик выполняет первым (поэтому он выполняет ту же функцию, что и подкладочная лента). Несущая полоса — это кусок металла, приваренный к нижней части пластин для обеспечения гладкого и ровного шва. Каждый из этих трех вариантов проиллюстрирован ниже с использованием символа хвоста и сварного шва, чтобы сообщить, что должно произойти.
Как видите, единственная разница между обратным и подкладочным швами заключается в том, когда они выполняются.Символы выглядят одинаково, поэтому оба должны быть указаны по имени. В третьем символе указаны размеры и тип стали (А-38) для подкладной ленты.
Когда сварка состоит из множества этапов, вы иногда можете видеть несколько контрольных линий на символе сварки, как показано ниже:
Чтобы инструкции были понятны, несколько контрольных линий могут отходить от линии выноски по параллельной траектории. Каждая строка представляет собой отдельную операцию и выполняется по порядку, начиная со строки, ближайшей к стрелке.
Дополнительный хвост = специальные инструкции
Как вы только что видели в случае несущей полосы, раздвоенный конец символа сварки используется для передачи деталей, которые не являются частью нормальных параметров, заявленных на контрольной линии. Например, инженер или дизайнер может захотеть, чтобы сварщик использовал сварку штучной сваркой (например, SMAW) или другой сварочный процесс. Или может быть другая информация:
Конечно, когда не требуются специальные инструкции, хвостик в символе сварки опускается, оставляя только контрольную линию, стрелку и линию выноски.
Более сложные спецификации сварки
Освоив основы, вы будете готовы усвоить множество других деталей, представленных на рабочих чертежах и чертежах. Среди самых распространенных:
- • Инструкции по чистовой обработке и контурной обработке
- • Характеристики зенковки и фаски
- • Шлифовальная или другая механическая обработка
- • Инструкции по точечной или электрозащитной сварке
Ниже вы найдете стандартную таблицу, которая используется для передачи информации с помощью символа сварки.Вам может потребоваться обратиться к нему, когда в списке много размеров или нетипичных спецификаций, которые нужно разобрать.
Для дальнейшего изучения символов сварки следуйте ссылкам в поле ресурсов в правом верхнем углу этой страницы. Фонд Линкольна также издает книгу «Как читать рисунки в магазине», которая стоит 10 долларов, если вы купите ее на их веб-сайте. (См. Ссылку справа вверху.)
— — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — —
Далее: Дефекты сварного шва
— — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — —
Если у вас есть предложения или проблемы с веб-сайтом, напишите сварщику [at] thecityedition [dot] com.
Вернуться в главное меню
Авторские права © 2012-2018 TheCityEdition.com
— — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — —
Новое в The City Edition: EMFradiation.net
Также обязательно оформить заказ:
ChemtrailSafety.com
TheSolarPlanner.com
Планировщик мега-катастроф
Бюджетный справочник по Европе (слайд-шоу)
.Примеры: Модельные сварные швы на чертежах
Эта страница была написана для другой версии программного обеспечения, чем вы выбрали в настоящее время.
Воспользуйтесь поиском, чтобы найти похожий контент в выбранной вами версии.
Последнее обновление 12 марта 2019 г. от Tekla User Assistance [email protected]
Сварные швы модели — это сварные швы, которые вы добавили в модель. На чертежах они представлены сварными швами и отметками сварных швов.
Пример 1
В этом примере первое изображение ниже показывает пример свойств сварного шва в модели. Вы можете добавить сварные швы в модель, выбрав одну из команд сварки на вкладке Сталь на ленте. Некоторые свойства сварного шва пронумерованы на изображении, а второе изображение показывает, как эти свойства отображаются в метке сварного шва, которая включает в себя набор выбранных элементов свойств, связанных со сварным швом
на чертеже.Те же числа используются в метке сварного шва, чтобы указать положение и внешний вид информации о свойствах в сварном шве.
(1) Кромка / вокруг, используется символ сварного шва
(2) Мастерская / площадка, используется символ сварного шва
(3) Префикс сварки
(4) Тип сварного шва
(5) Размер сварного шва
(6) Угол приварки
(7) Обозначение контура сварного шва
(8) Обозначение отделки шва
(9) Эффективное горло
(10) Корневое отверстие
Пример 2
В приведенном ниже примере показан прерывистый сварной шов в шахматном порядке.Длина установлена на 50, а шаг на 100.
(1) Ступенчатый, прерывистый сварной шов
(2) Длина сварного сегмента
(3) Шаг (расстояние между центрами) сварных сегментов
Пример 3
В приведенном ниже примере показан прерывистый сварной шов без ступенек. Длина установлена на 50, а шаг на 100. Шаг отображается в метке сварного шва, когда значение шага больше 0,0.
Пример 4
Ниже приведен пример непрерывной сварки.
Пример 5
В этом примере выбран вариант поэтапной прерывистой сварки, а расширенный параметр XS_AISC_WELD_MARK установлен на FALSE для создания метки сварного шва в соответствии с ISO.
Пример 6
В этом примере параметр ступенчатого прерывистого шва выбран, как и в предыдущем примере, но расширенный параметр XS_AISC_WELD_MARK установлен на ИСТИНА для создания метки сварного шва, соответствующей стандарту AISC.
.Мы не можем найти эту страницу
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}} *
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}} {{addToCollection.description.length}} / 500 {{l10n_strings.TAGS}} {{$ item}} {{l10n_strings.PRODUCTS}} {{l10n_strings.DRAG_TEXT}}{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings.LANGUAGE}} {{$ select.selected.display}}{{article.content_lang.display}}
{{l10n_strings.AUTHOR}}{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$ select.selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}} {{l10n_strings.CREATE_A_COLLECTION_ERROR}} .