Общая характеристика токарно-винторезного станка 16К20
Общая характеристика токарно-винторезного станка 16К20
Категория:
Токарное дело
Общая характеристика токарно-винторезного станка 16К20
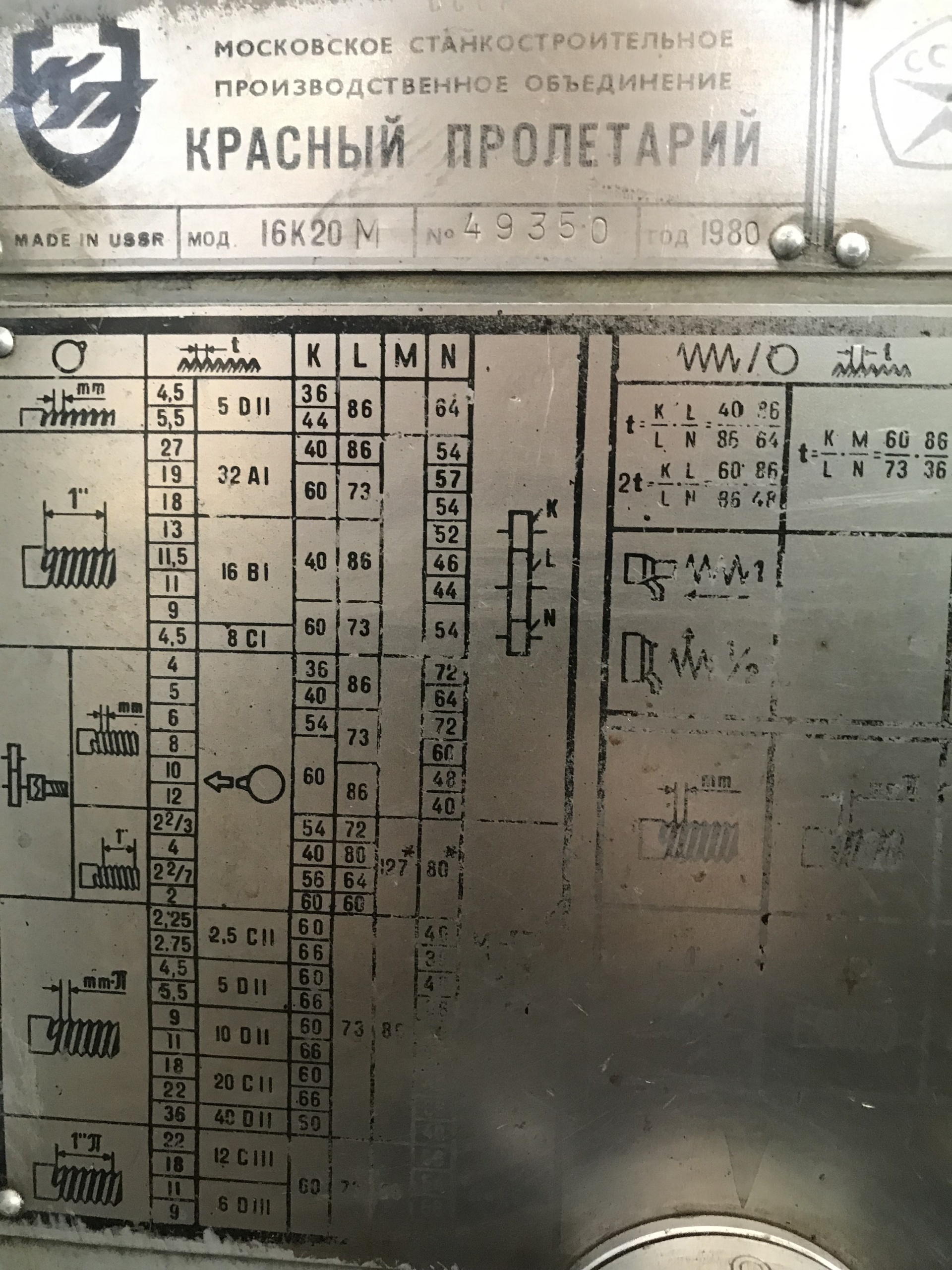
Токарно-винторезный станок 16К20, выпускаемый московским заводом «Красный пролетарий» им. Ефремова, предназначен для выполнения различных токарных и резьбонарезных работ, скоростного резания «сырых», закаленных, а также труднообрабатываемых материалов (нержавеющих и жаропрочных сталей) в условиях единичного и серийного производства.
Техническая характеристика токарно-винто-резного станка 16К20
Наибольший диаметр обрабатываемой заготовки мм;
над станиной…….400
над поперечными салазками суппорта……..220
Расстояние между центрами (РМЦ) 710,1000 1400, 2000
Число частот вращения шпинделя 24-(22 различные значения)
Пределы частот вращения шпинделя, об/мин…….12,5-1600
Пределы подач, мм / об:
продольных…….
поперечных…………..0,025—1,4
Шаги нарезаемых резьб:
метрической, мм……0,5—112
дюймовой, число ниток на 1” 56—0,5
Мощность электродвигателя главного привода, кВт……7,5; 10
Габаритные размеры станка, мм: 2470, 2760
длина………………..3160,3760
высота………1470
ширина…..1195
Масса станка (РМЦ 1000 мм), кг…3000
Станок обеспечивает наиболее полное использование стойкостных возможностей инструментов, оснащенных твердым сплавом, минеральной керамикой, алмазом или эльбором. Общий вид станка показан на рис. 1. Жесткая (жесткость в 1,5 раза более, чем у станка 1К62) коробчатой формы станина с закаленными шлифованными направляющими установлена на монолитном основании, одновременно служащем стружкосборником и резервуаром для охлаждающей жидкости. Направляющие станины, а также ходовой винт и ходовой вал защищены от попадания мелкой стружки и пыли щитками. Фартук оснащен механизмом отключения подачи, который позволяет вести обработку по упорам при продольном и поперечном точении.
Новое конструктивное исполнение механизма индексации четырехпозиционного резцедержателя обеспечивает высокую точность фиксации и виброустойчивость.
Задняя бабка станка установлена на аэростатической опоре (воздушной подушке), что значительно снизило удельное давление при ее перемещении и износ направляющих станины. Для перемещения задней бабки при включенном аэростатическом устройстве требуется небольшое усилие.
На основе станка 16К20, как базовой модели, выпускается ряд модификаций: станок 16К20Г с выемкой в станине для обтачивания заготовок диаметром до 600 мм на длине 295 мм от торца фланца шпинделя; 16К25 — облегченного типа для обработки заготовок диаметром до 500 мм над направляющими станины; 16К20П — повышенного класса точности для инструментального производства, оснащенный механизмом автоматической подачи верхних салазок суппорта; 16К20ФЗ—с числовым программным управлением.

1. ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК 16К20
Реклама:
Читать далее:
Механизмы станка
Статьи по теме:
Токарный станок 16К20: технические характеристики, схемы, работа
Предшественниками токарного станка 16к20, выпускаемого советскими машиностроителями, был ряд токарно-винторезных станков, оснащенных шестеренчатой коробкой перемены передач. Эти металлорежущие машины носили наименования от ДИП-200 до ДИП-500. Аббревиатура названий говорила о стремлении руководства, поддерживая лозунг 1-й пятилетки догнать и перегнать лидеров капитализма.
Число, следующие за буквенной частью названия соответствовало высоте центров станка относительно станины в мм. Станки с такими наименованиями выпускались с 32 по 37 год прошлого века. Смена названий произошла вследствие разработки и утверждения «Единой системы условных обозначений станков» (ЕСУОС). Согласно принятому документу родоначальник поколения изменил название ДИП-200 на 1Д62. Однако устаревшее наименование до сих пор используется как обобщенное название токарных станков с высотой центров около 200 мм.
Однако устаревшее наименование до сих пор используется как обобщенное название токарных станков с высотой центров около 200 мм.
Назначение станка
В начале 70-х советский маш после нескольких модификаций моделей ДИП запустил в серию выпуск токарно-винторезного 16к20. Который в 1972 г. получил золотую медаль на международной ярмарке в Лейпциге.
Предназначаясь для проведения разнообразных токарных работ, он позволял выполнять точение различных простых и сложных поверхностей в патроне, на планшайбе и в центрах. А кроме того, растачивание, торцевание, отрезку, и нарезку всевозможной резьбы. Его конструкция получилась столь удачной, что в СССР он долго считался лучшим оборудованием своего типа. От прочих представителей токарной группы винторезные отличаются большей универсальностью.
Поэтому их применение рациональнее в мелкосерийном или штучном производстве.
Задняя бабка
Задняя бабка движется по тем же направляющим, что и фартук. Перемещение осуществляется вручную, в нужном положении бабка фиксируется поворотом рукоятки.
Перемещение осуществляется вручную, в нужном положении бабка фиксируется поворотом рукоятки.
В задней бабке устанавливается пиноль с коническим отверстием. В него устанавливается центр для поддержки заднего конца заготовок деталей. По конструкции центры делятся на два типа – вращающиеся и неподвижные. Движение пиноли осуществляется маховиком, расположенным с тыльной стороны. Фиксация пиноли осуществляется отдельной рукояткой.
Кроме центров в задней бабке может располагаться инструмент для выполнения и обработки внутренних отверстий в заготовках. Задняя бабка может быть соединена с суппортом и использоваться для сверления отверстий с механической подачей.
Дополнительно имеются продольные направляющие, которые позволяют получать на станке поверхности в форме пологого конуса. Такая конструкция бабки улучшает технические характеристики токарного станка 1К62.
Заводская маркировка и обозначения
В соответствии с ЕСУОС обозначение станка или его индекс состоит из нескольких цифр и букв. Первый символ – это номер группы. Токарному оборудованию присвоен №1. Второй обозначает разновидность или тип устройства в группе, например, 6 соответствует универсальному токарно-винторезному оборудованию. Далее размещается число, характеризующее важнейший размерный параметр. У токарных им является высота центров над плоскостью основания.
Первый символ – это номер группы. Токарному оборудованию присвоен №1. Второй обозначает разновидность или тип устройства в группе, например, 6 соответствует универсальному токарно-винторезному оборудованию. Далее размещается число, характеризующее важнейший размерный параметр. У токарных им является высота центров над плоскостью основания.
Буква, расположенная между первой и второй цифрой индекса, говорит о том, что модель получена путем усовершенствования ее предшественника. Расположение буквы в конце обозначения указывает на то, что эта модель является результатом модификации базовой. Литера, расположенная посередине – признак того, что это модель базовая и служит именем поколения. Таким образом, индекс 16к20 имеет базовая модель токарно-винторезного станка нового поколения «К» с высотой центров 200 мм.
Обозначение точности
По допускам работы токарное оборудование принято делить на такие категории:
- Н – нормальная точность;
- П – повышенная;
- В – высокая;
- А – особо высокая.

- С – особо точные (мастер).

Особенности конструкции
Технические характеристики 1К62 обеспечивали станку возможность высококачественного выполнения всех существующих токарных операций, делая его поистине универсальным. Режимы работы станка настраивались по интуитивно понятной схеме. Высокие параметры жесткости узлов станка и специальные подшипники шпинделя, коробок скоростей и подачи позволяли обрабатывать детали после закалки.
Параметры подачи и оборотов шпинделя могут регулироваться в широких пределах. Благодаря этому при помощи твердосплавных или керамических резцов можно осуществлять резание заготовок на высоких скоростях. Станина станка, рассчитанная под применение мощного электродвигателя, успешно противостоит вибрационным нагрузкам, неизбежным при обработке на высокой скорости.
Технические характеристики
- Группа точности – Н.
- Высота центров (мм) – 215.
- Ø штатного патрона – 200 либо 250 мм.
- Диапазон скоростей вращения шпиндельного вала прямого направления (об/мин) – 12,5–1,6*103. Регулировка дискретная число передач 24.
 Регулировка дискретная число передач 24.
Регулировка дискретная число передач 24.Причем как в прямом, так и в обратном направлении имеется по 2 передачи с частотой 500 и 630 об/мин. Поэтому некоторые источники говорят о 22 передачах прямого и 11 обратного направления.
- Диапазон скоростей вращения шпиндельного вала обратного направления (об/мин) – 19–1,9*103. Регулировка дискретная количество передач 12.
- Интервал значений подач (мм/об): вдоль оси – 0,05–2,8; поперек 0,025–1,4.
- Диапазон шагов метрической резьбы – 0,5–112 мм.
- Диапазон шагов модульной резьбы – 0,5–112 модулей.
- Диапазон шагов дюймовой резьбы – 56–0,5 ниток/дюйм.
- Диапазон шагов питчевой резьбы – 56–0,5 питчей.
Предельные параметры
- Максимально-допустимый диаметр заготовки вида «диск», обтачиваемой над станиной – 400 мм.
- Максимальный диаметр заготовки вида «вал», обтачиваемой над суппортом – 220 мм.
- Предельная длина обтачиваемой заготовки (мм) – 710, 1000, 1400, 2000.
- Предельная длина обтачивания (мм) – 645,935, 1335, 1935.
- Ø заготовки типа «пруток» не более – 50 мм.
- Вес заготовки, фиксируемой для обработки в центрах (не более) – 460, 650, 900, 1300 кг.
- Вес болванки, фиксируемой для обработки в патроне (не более) – 200 кг.
- Сила, развиваемая узлом подачи в упоре (не более) – вдоль оси 800 кгс, поперек 460 кгс.
- Сила, развиваемая узлом подачи на резце (не более) – вдоль оси 600 кгс, поперек 360 кгс.

Модификация 1Н983
Трубонарезные станки, характеристики которых приведены ниже, используются для обтачивания концов труб и нарезания резьбы в условиях единичного производства. Параметры оборудования:
- Диаметр обрабатываемой конструкции – от 73 до 299 мм.
- Максимальная длина значения – до 800 мм.
- Оборотистость – 355 вращений в минуту при наличии 12 скоростей шпинделя.
- Максимальная масса приспособления составляет 9100 килограмм.
Остальные характеристики оборудования практически идентичны рассмотренному выше станку типа 1А983.
Схема электрическая принципиальная
В электрическом оборудовании действует 3 рабочих напряжения:
- Питание двигателей –380В.
- Автоматика – 110В.
- Освещение рабочего места – 24В.
Перечень компонентов электрооборудования станка:
- Р – Индикатор нагрузки Э38022 (амперметр ~20А).
- F1 – Автомат защиты по току АЕ-20-43-12.
- F2 – Автомат АЕ-20-33-10.
- F3, F4 – Е2782—6/380 – плавкая вставка в предохранитель.
- F5 – ТРН-40 – электротепловая защита.
- F6, F7 – ТРН-10 – электротепловая защита.
- Н1 – устройство предохранительное светосигнальное УПС-3.
- Н2 – НКСО1Х100/П00-09 – электросветильник с лампой С24-25.
- Н3 – КМ24-90 – коммутационная лампа.
- К1 – ПАЕ-312 – дистанционный магнитный пускатель.
- К2 – ПМЕ-012 – дистанционный пускатель.
- КЗ – РВП72-3121-00У4 – реле выдержки времени (Лимит работы электромотора главного движения без нагрузки).
- К4 – РПК-1—111 – пускатель двигателя.
- М1 – Электродвигатель главного движения 4А132 М4, номинальной мощностью 11 кВт.
- М2 – 4А71В4 – электродвигатель (ускоренное смещение суппорта).
- М3 – Помпа электрическая ПА-22 (подача эмульсии).
- М4 – 4А80А4УЗ – асинхронный электродвигатель.
- S1 – ВПК-4240 – концевой выключатель (Дверца распределительного устройства).
- S2 – ПЕ-041 – поворотный переключатель управления (деблокирующий S1).
- S3 и S4 – ПКЕ-622-2 – блок управления кнопочный.
- S5 – МП-1203 – микровыключатель.
- S6 – ВПК-2111 – концевой выключатель нажимной.
- S7 – ПЕ-011 – поворотный переключатель управления.
- S8 – ВПК-2010 концевой выключатель нажимной.
- Т – ТБСЗ-0,16 – трансформатор понижающий.

Схема органов управления токарным станком
Принцип действия
Станки трубонарезные работают по простой схеме: обрабатываемая деталь пропускается по шпинделю и зажимается парой патронов. Затем труба начинает вращаться, ее второй конец вставляется в люнет, где и происходит необходимая обработка изделия.
Питается агрегат от электрической энергии, может иметь как автоматическое, так и механическое управление. Поскольку диаметр шпинделя имеет значительный разбег по размерам, устройство способно обрабатывать трубы различного диаметра, включая водяные и нефтегазовые трубопроводы.
Некоторые станки данной категории оснащены системой ЧПУ (числовым программным управлением), которая позволяет выполнять большинство токарных манипуляций в автоматическом режиме. В комплектацию приспособления может входить дополнительная система гребенок для нарезания резьбы, а также головки и мобильные подставки. Такой широкий спектр приспособлений позволяет проводить несколько операций с минимальными затратами рабочего ресурса и времени.
Эксплуатация
Небольшое увеличение зазоров между сопряженными деталями, приводящее к снижению точности обработки, устраняется регулировкой. А значительный износ требует ремонта или замены деталей. Для сокращения изнашивания и предупреждения механических поломок при работе необходимо выполнять правила ухода за оборудованием.
Главное движение
Так как процесс резания происходит за счет энергии вращения болванки его принято называть главным движением оборудования токарной группы. Привод главного движения состоит из односкоростного асинхронного электродвигателя трехфазного тока, укомплектованного механической коробкой передач.
Движение подачи
Поступательное перемещение инструмента, обеспечивающее контакт резца с поверхностью заготовки в нужной точке, называют движением подачи. Его привод переключается в зависимости от выполняемой задачи и может быть ручной или механический за счет мощности главного привода.
Подачи и главное движение являются основными движениями оборудования токарной группы.
Продольная и поперечная подачи суппорта
Для перемещения суппорта вдоль и поперек оси вращения болванки служат соответственно продольные и поперечные салазки. Каждые из них оснащены своим направляющими и винтовым приводом. Поперечная подача позволяет менять глубину резания и в комбинации с продольной формировать необходимую поверхность детали.
Нарезание многозаходной резьбы
Подбор сменных шестерен делается также как для нарезки однозаходной резьбы. С той разницей, что для определения хода резьбы ее шаг нужно умножить на число заходов. Если привод верхних салазок суппорта не слишком изношен, деление на заходы можно сделать, установив последние параллельно оси вращения детали. После нарезки канавки первого захода резец, отведенный от металла, возвращают к ее началу. Затем отводят резец на расстояние равное шагу резьбы от первого захода. После чего начинают резать второй.
Обработка фасонных поверхностей
производство изделий со сложными поверхностями возможно несколькими способами:
- Обычными резцами при помощи чередования продольной и поперечной ручной подачи. Способ имеет низкую точность и производительность. Требует отработанной техники исполнения.
- Специальными фасонными резцами. Метод высокопроизводительный, но требует наличия нестандартных резцов.
- Обычными резцами с помощью копиров или приспособлений для круговой подачи. Метод высокопроизводительный, но требует изготовления или наличия приспособлений.
 Метод высокопроизводительный, но требует изготовления или наличия приспособлений.
Метод высокопроизводительный, но требует изготовления или наличия приспособлений.Методика проведения работ
Из профилей сваривается еще одна рама, которая станет основанием для электрического двигателя и режущего диска. С другой стороны этого узла фиксируется двигатель, мощность которого может изменяться в пределах от 1,5 до 2 кВт. Самыми надежными и долговечными считаются асинхронные моторы. Запитать двигатель необходимо от трехфазной сети. Если использовать движок более внушительной мощности, то вы сможете получить хорошую скорость работы и ровный рез.
Не столь принципиально, как вы будете фиксировать вал и подсоединять его к конструкции. Отрезной станок при правильной подаче оборотов электродвигателя будет работать исправно. Это поможет обеспечить клиновой ремень. Ряд работ можно заказать токарю, например шкив под ремень, вал с опорами и дисковые фланцы. Выступ фланца должен иметь диаметр в 32 мм. На следующем этапе опорные подшипники можно установить в гнездах плит верхней рамы. Болтом с гайкой фиксируется и двигатель. Втулка позволит соединить вал со стойками, первый из которых будет иметь диаметр в 12 мм. Для того чтобы исключить соскальзывание, вал и втулку укрепляют с минимальным зазором. На втулку можно укрепить коромысло, а соотношение его плеч будет выглядеть следующим образом: 1 к 3.
Болтом с гайкой фиксируется и двигатель. Втулка позволит соединить вал со стойками, первый из которых будет иметь диаметр в 12 мм. Для того чтобы исключить соскальзывание, вал и втулку укрепляют с минимальным зазором. На втулку можно укрепить коромысло, а соотношение его плеч будет выглядеть следующим образом: 1 к 3.
Профилактика и ремонт
Мероприятия ежедневного ухода
Перед началом работы:
- Осмотр станка.
- Смазка ходового винта и валика.
- Контроль количества масла.
- Включение с проверкой узлов без нагрузки.
Во время работы:
- Переключать подачи и передачи только после окончательной остановки движущихся узлов.
- Работая с чугуном или абразивными материалами накрывать направляющие плотной тканью.
После окончания рабочего времени: отключить электропитание, убрать стружку, протереть ветошью, смоченной в керосине, и смазать маслом открытые направляющие.
Неисправности и их устранение
| Симптомы | Причина | Метод исправления |
Овальность детали или растачиваемого отверстия. | Биение болванки в патроне. | Расточка кулачков. |
| Люфт пиноли или непрочность крепления упорной бабки. | Регулировка или ремонт пиноли. | |
| Смещение оси отверстия. | Несоосность шпиндельного вала и задней бабки. | Регулировка. Либо ремонт с регулировкой. |
| Значительный конус цилиндрических деталей. | Несовпадение центров шпиндельного вала и упорной бабки. | Регулировка. |
| Износ направляющих суппорта или станины | Регулировка или ремонт. | |
| Нестабильность размера при торцевании. | Осевой люфт шпиндельного вала. | Замена опор вращения. |
Незначительное увеличение зазоров суппорта устраняется регулировкой клиньями в направляющих поперечных или верхних салазках, и юстировочными винтами задней направляющей продольных салазок. Затем отводя салазки на максимальное расстояние, убеждаются в плавности их перемещения. Неплотность винтового привода поперечных салазок устраняют регулировкой винтами, находящимися за площадкой резцедержателя.
Немного об автоматических комплексах
При функционировании автоматических комплексов участие со стороны человека минимально. Необходимо будет лишь установить заготовку и задействовать программу обработки. Для того чтобы станок работал правильно, нужно подобрать абразивный отрезной диск.
Всё зависит от того, какими параметрами должна обладать заготовка, сюда следует отнести форму реза, конфигурацию и материал изготовления. Важно взять во внимание еще и характеристики станка.
Итог
Большинство самоцентрирующихся труборезных станков оборудовано надежными рамами из прочной стали, специальной рукояткой для подачи шпинделя, а также режущим диском, который рассчитан на длительный период эксплуатации. Кроме того, подобные устройства позволяют производить нарезку различной резьбы без особых затрат. При выборе устройства обращайте внимание на его производительность. Также стоит учесть мощность и универсальность агрегата и непосредственно его основное предназначение. Если станок требуется для промышленного использования, лучше обратить внимание на мощные и многофункциональные модели, а для эксплуатации в частном хозяйстве отлично подойдет легкая мобильная модификация.
Если станок требуется для промышленного использования, лучше обратить внимание на мощные и многофункциональные модели, а для эксплуатации в частном хозяйстве отлично подойдет легкая мобильная модификация.
Неисправности
Основными часто встречающимися неисправностями являются:
- вибрация,
- отсутствие заявленной точности,
- пониженный крутящий момент на шпинделе,
- пониженное усилие подачи суппорта,
- произвольное отключение электродвигателя;
- электродвигатель не запускается.
Более подробно о ремонте читайте в статье «Ремонт токарно-винторезного станка 16К20«.
Способы устранения этих неисправностей можно посмотреть в руководстве по эксплуатации станком, а также там вы найдете полный перечень всех неисправностей.
Руководство по ремонту
Чертежи основных узлов
[Показать слайдшоу]
1
REMS Tornado 2010
Эти специальные станки имеют неподвижный остов и вращающийся механизм для заготовки. Прочная конструкция инструмента оптимально подходит для эксплуатации на различных строительных площадках. Компактность и небольшой вес (50 кг) обеспечивают хорошую транспортабельность и упрощают обслуживание приспособления. В комплектацию входит вместительный поддон для стружки, а также регулируемая подставка по высоте.
Прочная конструкция инструмента оптимально подходит для эксплуатации на различных строительных площадках. Компактность и небольшой вес (50 кг) обеспечивают хорошую транспортабельность и упрощают обслуживание приспособления. В комплектацию входит вместительный поддон для стружки, а также регулируемая подставка по высоте.
Производитель предусмотрел две модификации рассматриваемого промышленного оборудования:
- Мобильная вариация оснащена тремя ножками, имеет большую масляную ванну и резервуар для отработанного материала.
- Модель с встроенным поддоном для масла и стружки. Она ориентирована для эксплуатации на верстаке.
Мощный и скоростной привод рассматриваемого агрегата позволяет нарезать резьбу на 2 дюйма за 15 секунд.
винторезный 16К20 РМЦ 750, Новокузнецк, Кемеровская Область : Мойтендер.рф
1143 0 17.10.2016 были внесены изменения
Статус: Процедура закрыта
Общие сведения
Вид процедурыАукцион
Наименование
Токарно — винторезный 16К20 РМЦ 750
Рубрика
Токарные станки
Регион
Кемеровская Область
Город
Новокузнецк
Информация о товаре, работе, услуге
Реализуем Токарно — винторезный 16К20 РМЦ 750 после капитального ремонтаТехнические характеристики станка 16К20
Технические характеристики станка 16К20 это основной показатель пригодности станка к выполнению определенных работ.
Ниже приводится таблица с техническими характеристиками токарно-винторезного станка 16К20. Более подробно технические характеристики токарно-винторезного станка можно посмотреть в паспорте станка 16К20
Наименование параметров | Ед.изм. | Величины |
Класс точности | Н | |
Наибольший диаметр обрабатываемой заготовки над станиной | мм | 400 |
Наибольший диаметр точения над поперечным суппортом | мм | 220 |
Наибольший диаметр обрабатываемого прутка | мм | 53 |
Наибольшая длинна обрабатываемого изделия | мм | 710 |
Предел числа оборотов шпинделя | об/мин | 12,5-1600 |
Пределы подач |
| |
— продольных | мм/об | 0,05-2,8 |
— поперечных | мм/об | 0,025-1,4 |
Наибольшее усилие допускаемое механизмом подач на упоре |
| |
— продольное | кгс | 800 |
— поперечное | кгс | 460 |
Наибольшее усилие допускаемое механизмом подач на резце |
| |
— продольное | кгс | 600 |
— поперечное | кгс | 360 |
Мощность электродвигателя главного движения | кВт | 11 |
Габариты станка (Длинна) |
| |
— длинна | мм | 2505, 2795, 3195, 3795 |
— ширина | мм | 1190 |
— высота | мм | 1500 |
Масса станка | кг | 2835, 3005, 3225, 3685 |
Способ поставки
Параметры цены
Начальная цена
250 000 российский рубль
Признак НДС
без НДС
Минимальный размер шага
2 500 российский рубль
Способ оплаты:
Предоплата 0%,
По готовности 0%,
После поставки 0%
Сроки проведения
Дата публикации извещения
17. 10.2016
10.2016
Дата окончания приема заявок
16.11.2016 / 12:00 (МСК)
Дата и время начала Аукциона
17.11.2016 / 12:00 (МСК)
Прогнозируемое время окончания аукциона
17.11.2016 / 13:00 (МСК)
Дата подведения итогов
19.11.2016 / 12:00 (МСК)
Срок заключения договора
17.11.2016 — 30.11.2016
Контактное лицо
ФИО
Любимов Иван Николаевич
Должность
Генеральный директор
Номер контактного телефона
+7(903)946-33-74
Адрес электронной почты
Требования к участникам процедуры
+ Другие требования
Наличие финансовых материальных, кадровых ресурсов, оборудования, иных ресурсов, необходимых для выполнения условий договора, заключаемого по итогам закупки;
Вид процедурыАукцион
Рубрика
Токарные станки
Регион
Кемеровская Область
Город
Новокузнецк
Предмет договора
Реализуем Токарно — винторезный 16К20 РМЦ 750 после капитального ремонтаТехнические характеристики станка 16К20
Технические характеристики станка 16К20 это основной показатель пригодности станка к выполнению определенных работ.
Ниже приводится таблица с техническими характеристиками токарно-винторезного станка 16К20. Более подробно технические характеристики токарно-винторезного станка можно посмотреть в паспорте станка 16К20
Наименование параметров | Ед.изм. | Величины |
Класс точности | Н | |
Наибольший диаметр обрабатываемой заготовки над станиной | мм | 400 |
Наибольший диаметр точения над поперечным суппортом | мм | 220 |
Наибольший диаметр обрабатываемого прутка | мм | 53 |
Наибольшая длинна обрабатываемого изделия | мм | 710 |
Предел числа оборотов шпинделя | об/мин | 12,5-1600 |
Пределы подач |
| |
— продольных | мм/об | 0,05-2,8 |
— поперечных | мм/об | 0,025-1,4 |
Наибольшее усилие допускаемое механизмом подач на упоре |
| |
— продольное | кгс | 800 |
— поперечное | кгс | 460 |
Наибольшее усилие допускаемое механизмом подач на резце |
| |
— продольное | кгс | 600 |
— поперечное | кгс | 360 |
Мощность электродвигателя главного движения | кВт | 11 |
Габариты станка (Длинна) |
| |
— длинна | мм | 2505, 2795, 3195, 3795 |
— ширина | мм | 1190 |
— высота | мм | 1500 |
Масса станка | кг | 2835, 3005, 3225, 3685 |
Цена лота
250 000 российский рубль
Дата начала приема заявок
17. 10.2016
10.2016
Срок заключения договора
17.11.2016 — 30.11.2016
Дата окончания приема заявок
16.11.2016 / 12:00 (МСК)
Дата подведения итогов
19.11.2016 / 12:00 (МСК)
Дата начала аукциона
17.11.2016 / 12:00 (МСК)
Прогнозируемая дата окончания аукциона
17.11.2016 / 13:00 (МСК)
Шаг аукциона
2 500 российский рубль
Требования к участникам:
+ Другие требования
1
Наличие финансовых материальных, кадровых ресурсов, оборудования, иных ресурсов, необходимых для выполнения условий договора, заключаемого по итогам закупки;
Токарно-винторезный станок 16к20 | Zapchasti-k-stankam.ru
Технические характеристики токарного станка 16К20
| Наименование параметра | 16К20 | 16К20П |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | Н | П |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 400 | 400 |
| Высота оси центров над плоскими направляющими станины, мм | 215 | 215 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 220 | 220 |
| Наибольшая длина заготовки, устанавливаемой в центрах (РМЦ), мм | 710, 1000, 1400, 2000 |
710, 1000 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 225 | 225 |
| Наибольший диаметр сверла при сверлении стальных деталей, мм | 25 | 25 |
| Наибольшая масса заготовки, обрабатываемой в центрах, кг | 460. .1300 .1300 |
460..1300 |
| Наибольшая масса заготовки, обрабатываемой в патроне, кг | 200 | 200 |
| Шпиндель | ||
| Диаметр отверстия в шпинделе, мм | 52 | 52 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 50 | 50 |
| Частота вращения шпинделя в прямом направлении, об/мин | 12,5..1600 | 12,5..1600 |
| Частота вращения шпинделя в обратном направлении, об/мин | 19..1900 | 19..1900 |
| Количество прямых скоростей шпинделя | 22 | 22 |
| Количество обратных скоростей шпинделя | 11 | 11 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К |
| Коническое отверстие шпинделя по ГОСТ 2847-67 | Морзе 6 | |
| Диаметр фланца шпинделя, мм | 170 | 170 |
| Наибольший крутящий момент на шпинделе, Нм | 1000 | 1000 |
Суппорт. Подачи Подачи |
||
| Наибольшая длина продольного перемещения, мм | 645, 935, 1335, 1935 | 645, 935 |
| Наибольшая длина поперечного перемещения, мм | 300 | 300 |
| Скорость быстрых продольных перемещений, мм/мин | 3800 | 3800 |
| Скорость быстрых поперечных перемещений, мм/мин | 1900 | 1900 |
| Максимально допустимая скорость перемещений при работе по упорам, мм/мин | 250 | 250 |
| Минимально допустимая скорость перемещения каретки (суппорта), мм/мин | 10 | 10 |
| Цена деления лимба продольного перемещения, мм | 1 | 1 |
| Цена деления лимба поперечного перемещения, мм | 0,05 | 0,05 |
| Диапазон продольных подач, мм/об | 0,05. |
0,05..2,8 |
| Диапазон поперечных подач, мм/об | 0,025..1,4 | 0,025..1,4 |
| Количество подач продольных | 42 | 42 |
| Количество подач поперечных | 42 | 42 |
| Количество нарезаемых резьб — метрических | ||
| Количество нарезаемых резьб — модульных | ||
| Количество нарезаемых резьб — дюймовых | ||
| Количество нарезаемых резьб — питчевых | ||
| Пределы шагов метрических резьб, мм | 0,5..112 | 0,5..112 |
| Пределы шагов дюймовых резьб, ниток/дюйм | 56..0,5 | 56..0,5 |
| Пределы шагов модульных резьб, модуль | 0,5..112 | 0,5.. 112 112 |
| Пределы шагов питчевых резьб, питч диаметральный | 56..0,5 | 56..0,5 |
| Наибольшее усилие, допускаемое механизмом подач на резце — продольное, Н | 5884 | |
| Наибольшее усилие, допускаемое механизмом подач на резце — поперечное, Н | 3530 | 3530 |
| Резцовые салазки | ||
| Наибольшее перемещение резцовых салазок, мм | 150 | 150 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 |
| Наибольший угол поворота резцовых салазок, град | ±90° | ±90° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° |
| Наибольшее сечение державки резца, мм | 25 х 25 | 25 х 25 |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 25 | 25 |
| Число резцов в резцовой головке | 4 | 4 |
| Задняя бабка | ||
| Диаметр пиноли задней бабки, мм | ||
| Конус отверстия в пиноли задней бабки по ГОСТ 2847-67 | Морзе 5 | Морзе 5 |
| Наибольшее перемещение пиноли, мм | 150 | 150 |
| Перемещение пиноли на одно деление лимба, мм | 0,1 | 0,1 |
| Величина поперечного смещения корпуса бабки, мм | ±15 | ±15 |
| Электрооборудование | ||
| Электродвигатель главного привода, кВт | 11 | 11 |
| Электродвигатель привода быстрых перемещений, кВт | 0,12 | 0,12 |
| Электродвигатель насоса СОЖ, кВт | 0,125 | 0,125 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота) РМЦ=1000, мм | 2795 х 1190 х 1500 | 2795 х 1190 х 1500 |
| Масса станка, кг | 3010 | 3010 |
Станок токарно-винторезный 16К20 универсальный предназначен для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб.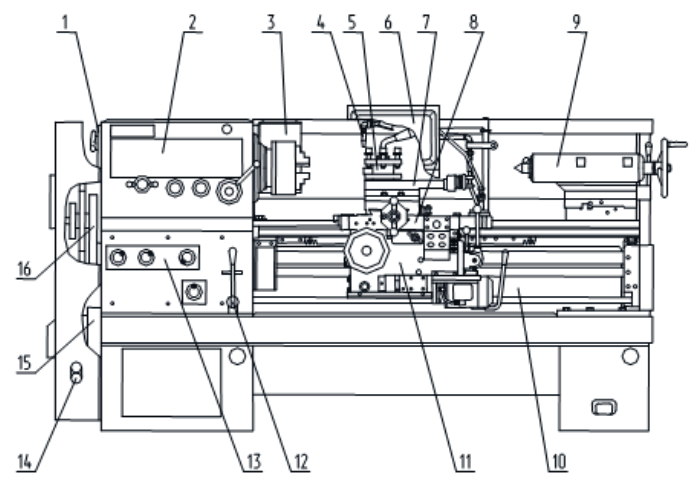 Обрабатываемые детали устанавливаются в центрах или патроне.
Обрабатываемые детали устанавливаются в центрах или патроне.
Станок заменяет модель 1К62. По всем качественным показателям (производительности, точности, долговечности, надежности, удобству обслуживания, безопасности работы и т. д.) превосходит станок модели 1К62. Жесткая коробчатой формы станина с калеными шлифованными направляющими установлена на монолитном основании.
Жесткая коробчатой формы станина с калеными шлифованными направляющими установлена на монолитном основании, одновременно служащим стружкосборником и резервуаром для охлаждающей жидкости.
Механизм шпиндельной бабки станка позволяет получить 4 ряда чисел оборотов шпинделя: два ряда с пределами 12 40 и 50 160 об/мин, при включенных переборах 1:32 и 1:8 и два ряда с пределами 200 630 и 500 1600, при включенных переборах 1:2 и 1,25:1. В этом случае переборы 1:32 и 1:8 выключаются.
Шпиндель с фланцевым передним концом смонтирован в прецизионных подшипниках качения, не требующих регулировки в процессе эксплуатации.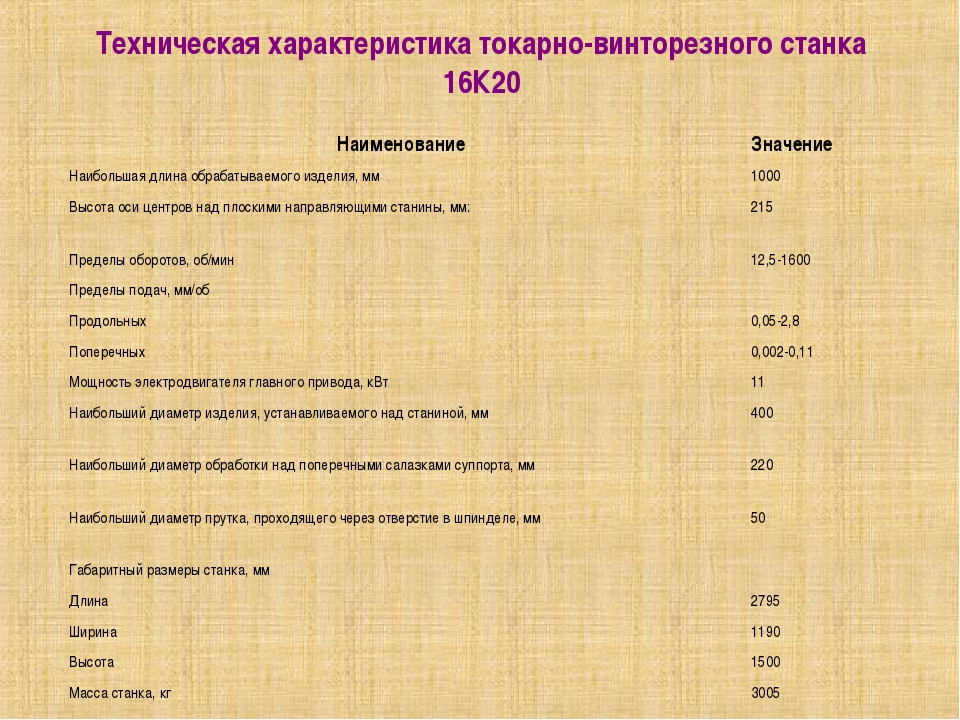
Выходной вал шпиндельной бабки через сменные зубчатые колеса соединен с коробкой подач, обеспечивающей перемещение суппорта в широком диапазоне подач от ходового вала при точении и от ходового винта при нарезании резьб. Для нарезания резьб предусмотрено непосредственное соединение ходового винта с входным валом коробки подач.
На суппорте имеются масштабные линейки с визирами для удобства определения величины перемещения резцовых и поперечных салазок в процессе работы. Новая конструкция резцедержателя улучшает стабильность фиксации.
Фартук станка снабжен оригинальным механизмом выключения подачи суппорта, обеспечивающим высокую точность останова на жестком упоре. Комплекс ограждающих и блокировочных устройств гарантирует безопасность работы на станке.
Наиболее целесообразно использовать станок в инструментальных и ремонтных службах в условиях мелкосерийного и единичного производства на чистовых и получистовых работах.
Класс точности станка Н. При чистовой обработке деталей из конструкционных сталей шероховатость обработанной поверхности V6б.
Отклонение от цилиндричности 7 мкм, конусности 20 мкм на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм — 16 мкм.
Обозначение универсального токарно-винторезного станка 16К20
1 — токарный станок (номер группы по классификации ЭНИМС)
6 – токарно-винторезный станок (номер подгруппы по классификации ЭНИМС)
К – поколение станка или обозначение завода — производителя:
- А, К — Станкостроительный завод Красный Пролетарий
- Б — Средневолжский станкостроительный завод
- В — Астраханский станкостроительный завод
- ВТ — Витебский станкостроительный завод
- Д — Алма-Атинский станкостроительный завод им. 20-летия Октября
- Е, Л- Ереванское станкостроительное ПО
20 – высота центров над станиной (220 мм)
Буквы в конце обозначения модели:
Г – исполнение станка с выемкой в станине
К – исполнение станка с гидрокопировальным устройством
М – исполнение станка для серийного производства с гидрокопировальным устройством
П – исполнение станка с повышенной точностью по ГОСТ 8-82
В – исполнение станка с высокой точностью по ГОСТ 8-82
Ф1 – исполнение станка с устройством цифровой индикации УЦИ
Ф3 – исполнение станка с системой ЧПУ
Модификации токарного винторезного станка 16К20
1Д62М – первая модель серии станков с высотой центров 200 мм ДИП200
1А62 – следующая модель серии, станок выпускался на поточной линии с 1949 по 1956 год.
1А625 — станок с увеличенным диаметром обработки (500 мм), выпускался Фрунзенским машиностроительным заводом В.И. Ленина, г. Фрунзе (в настоящее время г.Бишкек)
1Б62 — следующая модель серии, станок выпускался в 60-е годы
1К62 — станок заменил модель 1А62 и выпускался с 1956 года по 1971 год. Выпускался, также, Челябинским станкостроительным заводом им. Орджоникидзе
1К625 — станок с увеличенным диаметром обработки (500 мм)
16К20, 16К25 — следующее поколение серии, станок заменил модели 1К62 и 1К625, выпуск станков начался в 1971 году. В связи с выпуском новой модели в 1972—73 проводилась реконструкция завода. Производство станков модели 16к20 прекращено в середине 80-х.
16Л20, 16Л20П, 16Л20К — станок выпускался Ереванским станкостроительным заводом им. Дзержинского
16К20М — станок токарный механизированный продукционный
Начал выпускаться с 1975 года. Станок предназначен для обработки при помощи гидрокопировального устройства наружных, внутренних и торцовых поверхностей ступенчатого и криволинейного профиля в центрах или патроне, а также для нарезания резьб.
Станок применяется в серийном и крупносерийном производстве на предприятиях машиностроения, точного машиностроения, приборостроения, централизованного ремонта техники и выпуска запчастей, специализированных инструментальных производств.
Станок обладает возможностями высокопроизводительной пооперационной и окончательной обработки в полуавтоматическом цикле широкой номенклатуры деталей нормальной точности.
Станок создан на базе серийно выпускаемого станка модели 16К20 с высокой степенью унификации функциональных узлов и деталей и обладает жесткостью, устойчивостью, точностью, безопасностью работы и долговечностью.
Наличие гидрокопировального устройства заднего расположения и нормального переднего суппорта расширяет технологические возможности станка. Первую деталь можно изготовить как на обычном универсальном станке и использовать ее в качестве образца или плоского шаблона.
В зависимости от наладки на станке устанавливается поводковый патрон с плавающим центром или с электромеханическим зажимом.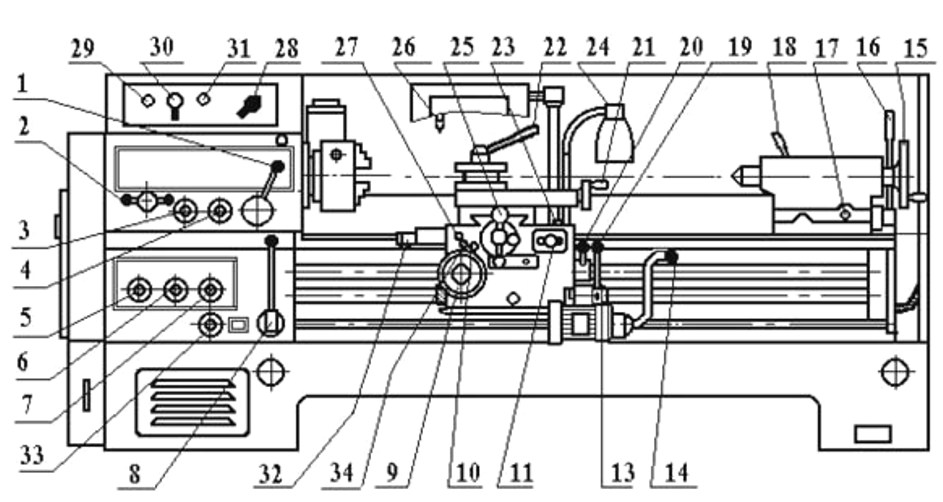
Задняя бабка с зажимом пиноли при помощи электромеханического привода и патроны с электромеханическим зажимом позволяют повысить производительность труда в 1,6 раза по сравнению с базовой моделью за счет сокращения вспомогательного времени.
16К20Г — станок нормальной точности с выемкой в станине
Станок предназначен для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб. Обрабатываемые детали устанавливаются в центрах или патроне.
Класс точности станка Н. При чистовой обработке деталей из конструкционных сталей шероховатость обработанной поверхности V6б.
16К20ВФ1 — станок высокой точности с цифровой индикацией
Станок предназначен для выполнения разнообразных чистовых токарных работ с обеспечением высокой точности геометрической формы и шероховатости обработанной поверхности детали, а также нарезания метрической, дюймовой, модульной и питчевой резьб.
Область применения станка — единичное, мелкосерийное и серийное производство с мелкими повторяющимися партиями деталей.
Класс точности станка — В, достигаемая шероховатость поверхности Ra 0,32 мкм.
Гидростатические опоры шпинделя обеспечивают стабильность точностных параметров обработанного изделия и длительную стойкость режущего инструмента. Плавность перемещения каретки при минимальной подаче обеспечивается с помощью поддува сжатого воздуха под направляющие каретки.
Механизированное перемещение верхней части суппорта повышает производительность труда, точность и чистоту обработки. На станке с использованием устройства цифровой индикации улучшены условия настройки на диаметральный размер.
Устройство цифровой индикации контролирует перемещение поперечного суппорта и на цифровом табло показывает его положение относительно произвольно выбранного станочником начала координат.
Основные преимущества устройства цифровой индикации:
- отсчет показаний с круговых лимбов и линейных шкал заменяется фиксированием размеров на одной цифровой шкале;
- устраняется необходимость в проведении рабочим арифметических расчетов, которые обычно выполняются в уме, либо на бумаге при выборе начального положения;
- устраняется необходимость в проведении интерполяции.
- Средний уровень звука А не превышает 80 дБА.
- Корректированный уровень звуковой мощности рА не превышает 96 дБА.
Российские и зарубежные аналоги токарного станка 16К20
- МК6056, МК6057, МК6058 — Ø 500 — производитель Красный пролетарий г. Москва
- 16Б16, 16Б16П, 16Б16В, 16Б16А — Ø 360 — производитель Средневолжский станкостроительный завод СВЗС, г. Самара
- Samat 400L, Samat 400M, Samat 400S — Ø 400 — производитель Средневолжский станкостроительный завод СВЗС, г. Самара
- 16В20, 16В20П — Ø 445 — производитель Астраханский станкостроительный завод
- МСТ1620М — Ø 400 — производитель Минский станкостроительный завод им. Октябрьской революции МЗОР
- 16ВТ20, 16ВТ20П — Ø 500 — производитель Витебский станкостроительный завод Вистан
- КА-280 — Ø 400 — производитель Киевский станкостроительный завод Веркон
- ЖА-805 — Ø 400 — производитель Житомирский завод станков автоматов ВерстатУниверсалМаш
- CA6140A, CA6140B, CA6240A, CA6240B, — Ø 400 — производитель Shenyang Machine Tool (Group) Co. , Ltd. SMTCL Китай
- CD6140A, CD6240A — Ø 400 — производитель Dalian Machine Tool Group DMTG Китай
- CS6140, CS6140A, CS6240, CS6240A, BJ1630G, BJ1630GD — Ø 400 — производитель Bochi Machine Tool Group Co.,ltd. Китай
- C6240 — Ø 400 — производитель Anhui Chizhou Household Machine Tool Китай
- GH-1840 ZX — Ø 460 — производитель Jet ( Walter Meier AG WMH ) Швейцария, Китай
- CU400, CU400M, C400TM — Ø 440 — производитель Zmm-Bulgaria Holding Ltd., ЗММ Болгария Холдинг
- C11MS — Ø 510 — производитель Zmm-Bulgaria Holding Ltd., ЗММ Болгария Холдинг
- CU402 — Ø 400 — производитель ZMM Vratsa, ЗММ Враца, Болгария
 , Ltd. SMTCL Китай
, Ltd. SMTCL КитайСтанки токарно-винторезные с РМЦ 1000мм-16ВТ20П-21 и 1500мм-16ВТ20П-22
Станки токарно-винторезные с РМЦ 1000мм-16ВТ20П-21 и 1500мм-16ВТ20П-22
Станки повышенной точности универсальные токарно-винторезные предназначены для выполнения широкого спектра токарных работ: операций наружного точения и растачивания внутренних цилиндрических и конических поверхностей, сверления, зенкерования и развётывания, а также нарезания наружных и внутрен-них метрических, дюймовых, модульных и питчивыхрезьб.
Станки выпускаются с МЦР 1000мм-16ВТ20П-21 и 1500мм-16ВТ20П-22.
Особенности конструкции:
Конструкция станков и их технические характеристики обеспечивают высококачественную обработку деталей из различных материалов современным режущим инструментом на оптимальных режимах ре-зания.
Высокоточный шпиндель с отверстием 57 мм.
Жесткий резцедержатель на 4 позиции.
Термообработанные шлифованные направляющие станины, обеспечивающие длительный срок службы и повышенную точность обработки.
Механический фрикцион.
Пневмозагрузка задней бабки.
Фартук имеет собственный привод ускоренного перемещения каретки и суппорта, позволяет осущест-влять работу по упорам с автоматическим отключением подачи при контакте с упором в момент увеличения нагрузки на реечной шестерне.
Коробка подач обладает высокой жесткостью кинематической цепи и позволяет производить нарезку резьб 11 и 19 ниток на дюйм без смены шестерен гитары.
Ограждения зоны резания и патрона, электрические и механические блокировки гарантируют безо-пасную работу на станке.
Наибольший диаметр обрабатываемой заготовки, мм
— над станиной 500
— над суппортом 275
Наибольшая длина устанавливаемой заготовки 1000, 1500*
Диаметр отверстия шпинделя, мм 57
Наибольшая высота резца, устанавливаемого на станке, мм 25
Наибольшая длина перемещения резцовых салазок суппорта, мм 150
Наибольшая длина перемещения каретки: продольного (поперечного), мм 935, 1435*, (285)
Наибольшее перемещение пиноли задней бабки, мм 150
Пределы частот вращения шпинделя, мин-1 12,5-1600
Количество скоростей шпинделя прямого (обратного) вращения 24 (12)
Пределы рабочих подач суппорта, мм/об.
— продольных 0,05…2,8
— поперечных 0,025…1,4
Количество подач суппорта продольных (поперечных) 24 (24)
Пределы шагов нарезаемых резьб:
— метрических, мм 0,5…112
— дюймовых, число ниток на 1 дюйм 56. ..0,5
..0,5
— модульных, модуль 0,5…112
— питчевых, питч 56…0,5
Скорость быстрых перемещений суппорта, м/мин
— продольных 3,8
— поперечных 1,9
Наибольший крутящий момент на шпинделе, кНм 1,0
Мощность привода главного движения, кВт 11,0
Габаритные размеры станка, мм: 2800, 3300*x1265x1505
Масса станка, кг 3000, 3250*
* — для станков 16ВТ20П-22.
В комплекте со станками поставляются:
Патрон 3-х кулачковый.
Центр вращающийся.
Центр с конусом Морзе 6.
Комплект принадлежностей.
Документация.
Дополнительно за отдельную плату по требованию заказчика:
Патрон поводковый.
Люнет подвижный.
Резцедержатель задний.
Державка для центрового инструмента.
Люнет втулочный.
Люнет неподвижный.
Гарантийный срок.
Качество товара определяется техническими условиями Завода-изготовителя.
Гарантийный срок на товар составляет 12 месяцев со дня изготовления.
Наличие руководства по эксплуатации, а также паспорта на оборудование гарантируем при поставке оборудования.
Завод-изготовитель обязуется осуществлять гарантийное обслуживание и устранять дефекты непосредственно по месту использования товара при условии выполнения всех требований, изложенных в «Руководстве по эксплуатации» (РЭ).
Дополнительные услуги.
Поставщик имеет возможности проведения монтажа и пуско-наладочных работ. Обучение персонала, по договоренности с Заводом-изготовителем, может быть проведено на Заводе-изготовителе.
Сертификация оборудования.
Данное оборудование не подлежит обязательной сертификации. Декларация о соответствии техническим регламентам Таможенного Союза имеется.
Безопасность и охрана окружающей среды.
Станок соответствуют требованиям ГОСТ 12.2.003, ГОСТ 12.2.009, ГОСТ 12.2.049, ГОСТ 12.2.062, ГОСТ 12.2.064, ГОСТ 12.4.026, ГОСТ 12.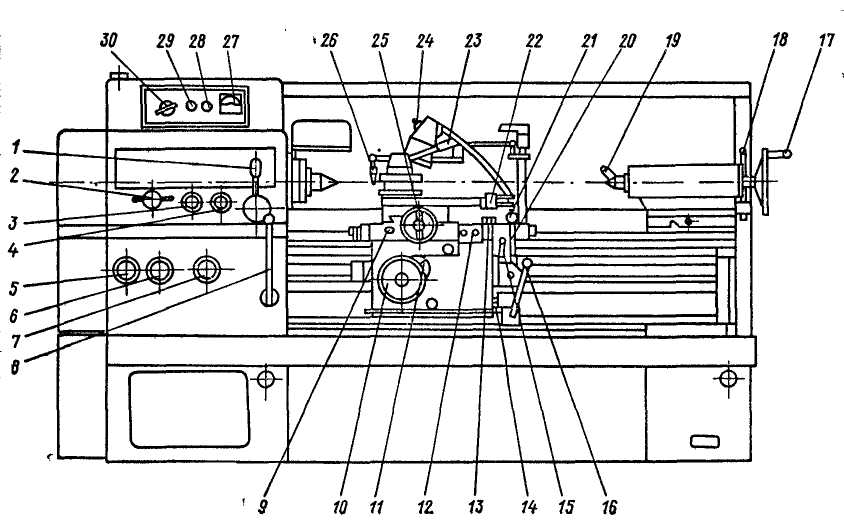 4.040, ГОСТ 14254, ГОСТ 7599 согласно ПОТ Р М-006-97 «Межотраслевые правила по охране труду при холодной обработке металлов».
4.040, ГОСТ 14254, ГОСТ 7599 согласно ПОТ Р М-006-97 «Межотраслевые правила по охране труду при холодной обработке металлов».
Содержание
Введение ……………………………………………………………………………3
1. Назначение и техническая характеристика станка 16К20……………………4
1.1 Назначение станка …………………………………………………………….4
1.2 Технические характеристики токарно-винторезного станка 16К20……….5
2. Схема станка, устройство и органы управления……………………………..6
2.1 Устройство токарно-винторезного станка 16к20……………………………6
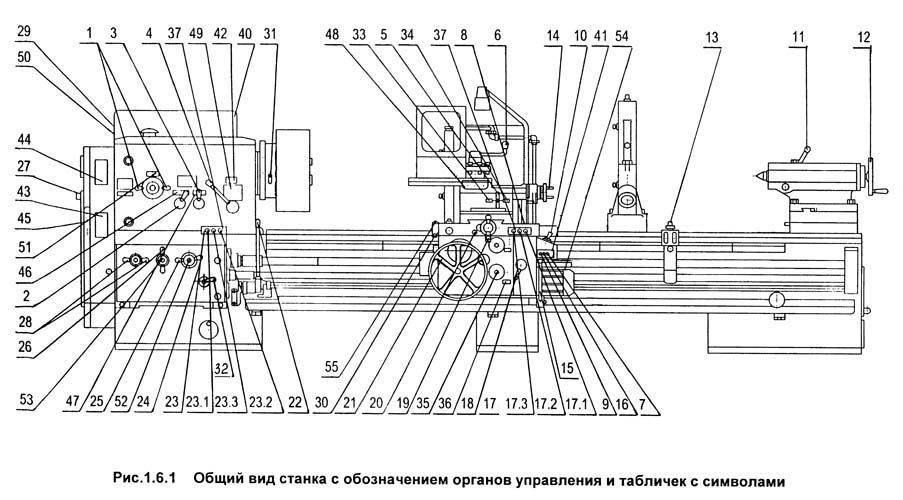
2.2 Общий вид и размещение органов управления токарно-винторезного станка 16К20………………………………………………………………………6
3. Кинематическая схема станка, устройство и органы управления…………..8
3.1 Кинематическая схема станка 16К20………………………………………..8
3.2 Расчёт кинематической схемы станка 16К20……………………………….8
3. 3
Наладка станка на различные
операции……………………………………13
3
Наладка станка на различные
операции……………………………………13
4. Эксплуатация и обслуживание оборудования………………………………18
4.1 Эксплуатация оборудования………………………………………………..18
4.2 Обслуживание станка 16к20…………………………………………………20
5. Используемая литература…………………………………………………….23
Введение
Металлорежущие станки являются основным видом заводского оборудования, предназначенным для производства современных машин, приборов, инструментов и других изделий, поэтому количество и качество металлорежущих станков, и их техническая оснащенность в значительной степени характеризуют производственную мощь страны.
Металлорежущие
станки в зависимости от обработки
делятся на несколько групп. Обозначение
модели станка состоит из сочетания трёх
или четырёх цифр или букв. Первая цифра
означает номер группы, вторая — номер
подгруппы, а последние одна или две
цифры — наиболее характерные параметры
станка. Для каждого станка разрабатывается
руководство по его эксплуатации, в
котором указываются общие сведения по
станку, основные технические данные,
меры безопасности, состав станка и т. д.
\
д.
\
Надежность работы станка в значительной степени зависит от систематической и своевременной смазки всех трущихся поверхностей, качества смазочных материалов, состояния рабочих элементов системы смазки, в особенности фильтров.
Во время эксплуатации станка необходимо тщательно и регулярно следить за наличием масла в резервуарах станины, ваннах редукторов и коробок подач. Не допускается падение уровня масла ниже той величины, при которой возможно засасывание воздуха через фильтры в систему смазки. Масло обязательно должно касаться поверхностей разбрызгивающих элементов передач.
Необходимо соблюдать общие правила техники безопасности при работе на металлорежущих станках.
К
работе на станке допускаются лица,
знакомые с общими положениями условий
техники безопасности при фрезерных
работах, а также изучившие особенности
станка и меры предосторожности,
приведенные в данном руководстве и
руководстве по эксплуатации
электрооборудования станка.Периодически
проверять правильность работы
блокировочных устройств. При установке
станок должен быть надежно заземлен и
подключен к общей системе заземления.
При установке
станок должен быть надежно заземлен и
подключен к общей системе заземления.
1. Назначение и техническая характеристика станка 16к20
1.1 Назначение станка
Токарно-винторезный станок 16К20 предназначен для выполнения разнообразных токарных работ: обтачивания и растачивания цилиндрических и конических поверхностей, нарезания наружных и внутренних метрических, дюймовых, модульных и питчевых резьб, а также сверления, зенкерования, развертывания, и т.п. Отклонение от цилиндричности 7 мкм, конусности 20 мкм на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм — 16 мкм. Однако бывают станки 16К20 без ходового винта. На таких станках можно выполнять все виды токарных работ, кроме нарезания резьбы резцом.
Станки оснащены механическим фрикционом, приводом быстрых перемещений суппорта, задняя бабка имеет аэростатическую разгрузку, направляющие станины закалены HRCэ 49…57.
Техническими
параметрами, по которым классифицируют
токарно-винторезные станки, являются
наибольший диаметр D обрабатываемой
заготовки (детали) или высота Центров
над станиной (равная 0,5 D), наибольшая
длина L обрабатываемой заготовки (детали)
и масса станка.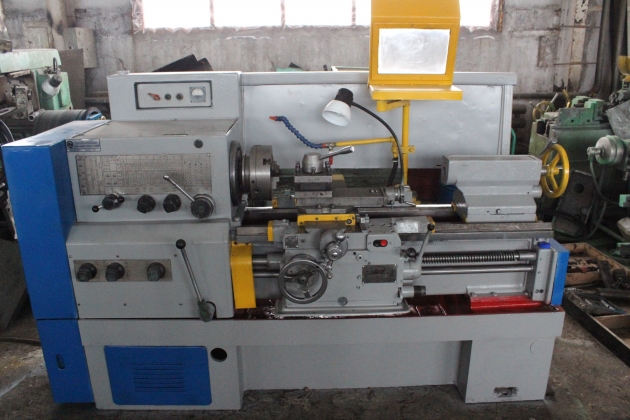 Ряд наибольших диаметров
обработки для токарно-винторезных
станков имеет вид: D = 100, 125, 160, 200, 250, 320,
400, 500, 630, 800, 1000, 1250,
1600, 2000 и далее до 4000 мм.
Ряд наибольших диаметров
обработки для токарно-винторезных
станков имеет вид: D = 100, 125, 160, 200, 250, 320,
400, 500, 630, 800, 1000, 1250,
1600, 2000 и далее до 4000 мм.
Наибольшая длина L обрабатываемой детали определяется расстоянием между центрами станка. Выпускаемые станки при одном и том же значении D могут иметь различные значения L. По массе токарные станки делятся на легкие — до 500 кг (D = 100 — 200 мм), средние — до 4 т (D = 250 — 500 мм), крупные — до 15 т (D = 630 — 1250 мм) и тяжелые — до 400 т (D = 1600 — 4000 мм). Легкие токарные станки применяются в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах предприятий. Эти станки выпускаются как с механической подачей, так и без нее.
| Технические характеристики (согласно паспорту) | Модель 16К20 |
|---|---|
| Класс точности станка (по ГОСТ 8-82) | Н |
| Наибольший диаметр устанавливаемого изделия над станиной, мм | 400 |
| Наибольший диаметр устанавливаемого изделия над суппортом, мм | 220 |
| Длина устанавливаемого изделия, мм | 710 1000 1400 2000 |
| Размер внутреннего конуса в шпинделе, М | Морзе 6 М80* |
| Конец шпинделя | 6К, 6М* |
| Диаметр сквозного отверстия в шпинделе, мм | 55, 62* |
Наибольшая масса устанавливаемой заготовки, кг
|
300 1300 |
| Число ступеней частот вращения шпинделяпрямогообратного | 23 12 |
Пределы частот вращения шпинделя, мин
|
12,5 – 2000 19 – 2420 |
Число ступеней рабочих подач:
|
42, 56* 42, 56* |
Пределы рабочих подач, мм/об
|
0,07 — 4,16 0,035 — 2,08 |
| Наибольшее перемещение пиноли, мм | 200 |
| Поперечное смещение корпуса, мм | ±15 |
| Наибольшее сечение резца, мм | 25 |
| Наибольший крутящий момент, кНм | 2 |
Количество нарезаемых резьб, единиц:
|
45, 53* 28, 57* 5 37 38 |
Пределы шагов нарезаемых резьб:
|
0,5 -192 24 — 1,625 8, 10, 12 3/8”, 7/16” 96 – 1 0,5 — 48 |
| Мощность электродвигателя главного движения, кВт | 11 |
Габаритные размеры станка, мм (не более):
|
2505, 2795, 3195, 3795 1190 1500 |
| Масса станка, кг | 2835 3005 3225 3685 |
Технические характеристики, схемы, описание и отзывы
Станок токарный отечественный 16К20 относится к категории винторезных устройств. Его выпуск наладили на заводе «Красный пролетарий» в 1973 году. Часть деталей поставил Гомельский комбинат комплектующих. Современный аналог рассматриваемой машины — агрегат GS526U. Основная сфера применения устройства — промышленное производство, в частном хозяйстве не актуально из-за дороговизны и довольно внушительных габаритов.
Его выпуск наладили на заводе «Красный пролетарий» в 1973 году. Часть деталей поставил Гомельский комбинат комплектующих. Современный аналог рассматриваемой машины — агрегат GS526U. Основная сфера применения устройства — промышленное производство, в частном хозяйстве не актуально из-за дороговизны и довольно внушительных габаритов.
Характеристики токарного станка 16К20
Рассматриваемое оборудование используется для проточной резки (метрическая, модульная, шаговая, дюймовая) и некоторых других токарных операций. Этот агрегат широко применялся в промышленности постсоветских стран. С производства модель сняли в 1989 году, но на современном рынке можно встретить идентичный китайский экземпляр с таким же шильдиком.
Основные параметры токарного станка 16К20:
- Класс точности H.
- Максимальный диаметр заготовки 50 мм.
- Аналогичный показатель поворота 220 мм.
- Длина обслуживаемого изделия максимальная — 2 метра.
- Пределы поперечной / продольной подачи — 1,4 / 2,8 мм / об.
- Номинальная мощность главного электродвигателя 11 кВт.
- Длина / ширина / высота машины 2,5 (3,79) / 1,19 / 1,5 м. Длина зависит от модификации.
- Вес оборудования в комплекте 3,6 тонны.

Управление и оборудование
Токарный станок 16К20 относится к дорогостоящему оборудованию и требует соответствующего ухода.Для начала познакомимся с его управлением. Маховики и переключатели управляются в ручном режиме. Агрегат дополнительно оснащен центральным держателем инструмента, с помощью которого обрабатываются прорези механической и ручной подачи. В этом случае задняя бабка не задействуется.
При перемещении регулируемых салазок ось режущего инструмента и шпиндель соединяются между собой. Перед тем, как начать обработку, необходимо до упора вдвинуть козырек в кронштейн. Ручка поперечного суппорта служит для регулировки положения оси горелки.
Станки по металлу 16К20 оснащены жестким упором микрометрического типа, отвечающим за продольное перемещение. По запросу предлагаем устройство с верхними салазками и механическим ходом. Кроме того, устройство предназначено для многопроходной нарезки резьбы и чистовой обработки многогранных деталей. Это устройство включает опору для гидрокопии, коническую линейку и держатель инструмента.
По запросу предлагаем устройство с верхними салазками и механическим ходом. Кроме того, устройство предназначено для многопроходной нарезки резьбы и чистовой обработки многогранных деталей. Это устройство включает опору для гидрокопии, коническую линейку и держатель инструмента.
Монолитное основание оборудования имеет коробчатую форму с подогреваемыми шлифовальными направляющими. Ящик дополнительно служит для сборки фишек, а также является емкостью, отвечающей за охлаждение рабочего тела.
Неисправности
В отдельных случаях ремонт или замена отдельных деталей токарного станка 16К20. Чаще всего ремонт проводится в части шлифовки рамы, замены подшипников или коробки передач фрикционного сцепления. В аналогичном блоке управления передачами чаще всего меняются шестерни и подшипники.
Фиксация фартука заключается в замене маточных гаек, подшипников, полировки направляющих планок. При устранении неисправностей суппортов меняют винты, гайки, клинья с последующей шлифовкой направляющих элементов. Если необходимо восстановить работоспособность задней бабки, обычно заменяют пиноль, растачивая рабочие отверстия, проводят зачистку направляющих деталей. Капитальный ремонт также предполагает замену электрозаполнения, проверку точности и геометрии агрегата, установку системы охлаждения.
Если необходимо восстановить работоспособность задней бабки, обычно заменяют пиноль, растачивая рабочие отверстия, проводят зачистку направляющих деталей. Капитальный ремонт также предполагает замену электрозаполнения, проверку точности и геометрии агрегата, установку системы охлаждения.
Ремонт токарных станков 16К20
Подготовительный процесс включает в себя осмотр оборудования на холостом ходу. Это позволяет определять моменты шума и вибрации в разных положениях шпинделя. На этом этапе можно обработать прототип для определения состояния опор.Такая манипуляция обязательна, так как позволяет обнаружить дефекты, которые практически не заметны при эксплуатации.
Шлифование — это очистка всех выступающих кромок и лунок на поверхности сердечника станка. Каркас устанавливается на стол, фиксируясь по внутренним углам. На этом этапе необходимо точно проверить параллельность расположения сборки относительно поверхности верстака. Сделать это можно с помощью строительного уровня. Каркас фиксируется при помощи накладок и шурупов с прогибом 0.05 мм.
Каркас фиксируется при помощи накладок и шурупов с прогибом 0.05 мм.
Восстановление направляющих элементов
На некоторых заводах проводится испытательное упрочнение машины прокаткой. В некоторых случаях дополнительно применяется закалка, повышающая стойкость комплектующих к износу. Метод ремонта выбирается исходя из степени твердости деталей направляющих и имеющейся ремонтной базы.
Самыми популярными способами восстановления направляющих являются следующие варианты:
- Строгание.
- Пугать.
- Шлифовка.
Царапание относится к наиболее трудоемкому процессу ремонта даже при минимальном износе.В большинстве случаев эта манипуляция проводится механическим способом, что дает определенный экономический эффект.
Шлифование обеспечивает высокую чистоту и точность отделки. Этот способ оптимален при работе с закаленными поверхностями. Измельчение позволяет в несколько раз увеличить производительность по сравнению с операцией зачистки. При работе с упрочненными направляющими элементами потребуется дополнительная финишная обработка.
При работе с упрочненными направляющими элементами потребуется дополнительная финишная обработка.
Отзывы и цена
Токарный станок по металлу 16К20, цена которого от 850 тысяч рублей пришел на замену устаревшей версии 1К62.Новое оборудование имеет лучшие характеристики. Пользователи среди качественных параметров оборудования выделяют следующие параметры:
- Длительный срок службы.
- Надежность.
- Точность обработки.
- Высокая производительность.
- Безопасность труда.
- Простота и удобство обслуживания.
Маркировка
Рассматриваемый станок обрабатывает ориентированные конические, цилиндрические и нестандартные поверхности. Пользователи отмечают универсальность оборудования, так как основания могут быть внешнего и внутреннего типа.Кроме того, агрегат служит для нарезания различных типов ниток. Также владельцы указывают на возможность использования станка для обработки торцевых поверхностей фрезами, сверлами, зенковками, метчиками и плашками.
При покупке описываемого оборудования обращайтесь, обращая внимание на буквенно-цифровой код в названии модели. В индексе единица указывает на то, что токарный станок — это станок, цифра 6 — возможность выполнять винторезные операции. Буква «К» в названии агрегата — это поколение станков, последняя цифра указывает максимальную высоту центров (220 мм).Наличие в названии буквы «П» говорит о повышенной точности прибора.
Наконец
Токарный станок 16К20, отзывы о котором даны выше, относится к высокоточному оборудованию. Тем не менее, время от времени, как и любая техника, требует ремонта. Чаще всего самостоятельный ремонт заключается в замене изношенных деталей или шлифовке выбоин и острых краев. Капитальный ремонт и более серьезные ремонтные работы следует доверить мастеру. После ремонта необходимо проверить каретку, фартук и направляющие по уровню.В противном случае точность обработки может быть существенно снижена.
TC1625F3 Токарный станок с ЧПУ (плоская станина)
Токарный станок с ЧПУ TC1625F3
Легендарный российский токарный станок 16К20 и его производные, такие как 16К25, на протяжении десятилетий привлекали внимание международных клиентов. Но после упадка завода «Красный пролетарий» в конце советской эпохи эти красивые ручные токарные станки были доступны только в бывшем в употреблении или восстановленном виде.Однако всего несколько лет назад команда преданных своему делу инженеров взяла на себя задачу возродить былую славу российского машиностроения. И им удалось разработать ряд новых станков с ЧПУ, характеристики которых превосходят оригинальные 16K20 и 16K25 как по механической конструкции, так и по удобству использования, эффективности и эргономике. На этой странице СтанкоФорвард представляет одну модель: TC1625F3 .
Но после упадка завода «Красный пролетарий» в конце советской эпохи эти красивые ручные токарные станки были доступны только в бывшем в употреблении или восстановленном виде.Однако всего несколько лет назад команда преданных своему делу инженеров взяла на себя задачу возродить былую славу российского машиностроения. И им удалось разработать ряд новых станков с ЧПУ, характеристики которых превосходят оригинальные 16K20 и 16K25 как по механической конструкции, так и по удобству использования, эффективности и эргономике. На этой странице СтанкоФорвард представляет одну модель: TC1625F3 .
TC1625F3 с высотой центра 280 мм отличается более широкой станиной (680 мм) и твердостью направляющих не менее 70 HRc.Эти особенности позволили установить на станке более высокую мощность — 10 кВт на шпинделе — и достичь нормальной рабочей глубины резания до 8 мм для легированных сталей. Панель оператора подвешена на подвесе для большего комфорта токаря. Перемещение задней бабки облегчается и может выполняться одним пальцем. Все токарные агрегаты разработаны с учетом удобства доступа, что позволяет быстро поддерживать токарный станок в рабочем состоянии. TC1625F3 , вероятно, самый эргономичный и мощный, компактный и производительный токарный станок с ЧПУ среднего размера на сегодняшний день. Станок в основном выпускается на склад, поэтому срок поставки очень короткий — 2-3 месяца. Кроме того, в упаковке дается гарантия 2 года.
Все токарные агрегаты разработаны с учетом удобства доступа, что позволяет быстро поддерживать токарный станок в рабочем состоянии. TC1625F3 , вероятно, самый эргономичный и мощный, компактный и производительный токарный станок с ЧПУ среднего размера на сегодняшний день. Станок в основном выпускается на склад, поэтому срок поставки очень короткий — 2-3 месяца. Кроме того, в упаковке дается гарантия 2 года.
Доступны другие модели горизонтальных токарных станков: TC1620F3 (поворотный 450 мм, DBC 750 мм), TC1640F3 (поворотный 800 мм, диапазон DBC 1,5 м, 2 м, 3 м, 4 м, 5 м).
| Технические характеристики | Шт. | Параметры |
| Качели над кроватью | мм | 580 |
| Поворотный суппорт | мм | 280 |
| Расстояние между центрами | мм | 1. 000 / 1.500 000 / 1.500 |
| Максимальный вес заготовки | кг | 500 |
| Ширина основания | мм | 680 |
| Ширина кровати | мм | 440 |
| Твердость направляющих | HRc | 70 |
| Эффективная глубина закалки | мм | 1,5 |
| X перемещение | мм | 290 |
| Перемещение по оси Z | мм | 1.000 / 1.500 |
| Быстрый ход X / Z | м / мин | 12.08 |
| Рабочие подачи | мм / мин | 0,01 — 6.000 |
| X диаметр / шаг шарико-винтовой передачи | мм | 24/5 |
| Диаметр / шаг ШВП Z | мм | 40/6 |
| Мощность сервопривода X | кВт | 1,9 |
| Мощность сервопривода Z | кВт | 1,9 |
| Х-образные пути типа | – | Направляющие V |
| Z направляющие типа | – | коробчатая |
| Точность позиционирования | мкм | 5 |
| Повторяемость | мкм | 3 |
| Кончик шпинделя | – | Д8 ГОСТ 26651-85 |
| Диаметр патрона | мм | 250 |
| Отверстие шпинделя | мм | 77 |
| Конус шпинделя | – | М 90 (1:20) |
| Диаметр переднего подшипника шпинделя | мм | 120 |
| Скорость шпинделя | об / мин | 10–214 64–672 160 — 1. |
| Мощность главного привода: случайная / постоянная | кВт | 25/10 |
| Максимальный крутящий момент шпинделя | Нм | 2,288 |
| Тип револьверной головки | – | TC80 × 8 горизонтальный, с приводом от двигателя |
| Инструментальные станции № | – | 12.08 |
| Хвостовик инструмента | мм | VDI40 (VDI30) |
| Время смены инструмента | с | 0,8 — 1,6 |
| Диаметр пиноли задней бабки | мм | 75 |
| Quill travel | мм | 150 |
| Пиновый конус | – | Морзе 5 |
| Потребляемая мощность | кВА | 35,5 |
| ЧПУ | – | Sinumerik 828D |
| Объем бака охлаждающей жидкости | л | 45 |
| Мощность гидроагрегата | л | 80 |
| Размеры машины Д × Ш × В | мм | 2. 775 / 3,475 × 1,585 × 1,670 775 / 3,475 × 1,585 × 1,670 |
| Вес станка | кг | 3.200 / 3.500 |
 650
650| Стандартное оборудование | Дополнительное оборудование |
| Sinumerik 828D | Диаметр отверстия шпинделя 81 мм |
| Автоматическая смазка для направляющих и ШВП | Квадратная вертикальная револьверная головка |
| Система охлаждения | TC80 × 12 VDI30 вертикальная револьверная головка |
| Фара рабочего света | Живые инструменты |
| Baruffaldi VDI40 TC80 | Подвижная опора 35-165 мм |
| 3-кулачковый патрон ⌀ 250 мм | Люнет 35-165 мм |
| Ключи токарные | 3-кулачковый гидравлический патрон |
| Ключ патронный | Гидравлическая установка |
Закрепительные втулки 90 мм Morse 5 (2 шт. ) ) | Гидравлическое перо |
| Мертвые точки Морзе 5 (2 шт.) | Моторизованное перо |
| Вкладыши клиновые (6 шт.) | Устройство подачи прутка ⌀ 25-55 мм, L200-1,500 мм |
| Анкерные болты (6 комплектов) | Планчатый транспортер стружки для DBC 1.000 мм |
| Цветная световая мачта | Насос охлаждающей жидкости 50 л / мин |
| Руководство пользователя, сервис мануалы (на английском языке) | Насос охлаждающей жидкости 200 л / мин |
| ShopTurn и другие опции Siemens |
Паспортные значения и характеристики рассеяния скорости подачи…
Context 1
… обработка статистических рядов подачи резания, их паспортные значения и характеристики рассеивания занесены в Таблицу 1. Используется режущий инструмент 17 с постоянными геометрическими и конструктивными параметрами. …
…Context 2
… обработки статистических рядов режущих подач, их паспортные значения и характеристики рассеивания заносятся в таблицу 1. На третьем этапе на каждой из десяти дорожек (i = I, II , III….Контекст 3
… срезы испытуемых образцов, кроме образца из стали 30ХГСА, обрабатывались со скоростью подачи, соответствующей средним значениям соответствующих паспортных скоростей подачи, приведенным в таблице 1, а сечения образца из стали 30ХГСА обрабатывали при следующих скоростях подачи (мкм / об): 20; 30; 50; 60; 70; 80; 88; 100; 125; 150. …Context 4
… обработка статистических рядов подачи резания, их паспортные значения и характеристики рассеивания занесены в таблицу 1.Используется режущий инструмент 17 с постоянными геометрическими и конструктивными параметрами. …Context 5
… обработки статистических рядов подачи резания, их паспортные значения и характеристики рассеивания заносятся в таблицу 1. На третьем этапе на каждой из десяти дорожек (i = I, II , III… …
На третьем этапе на каждой из десяти дорожек (i = I, II , III… …Context 6
… срезы испытуемых образцов, кроме образца из стали 30ХГСА, обрабатывались со скоростью подачи, соответствующей средним значениям соответствующих паспортных скоростей подачи, приведенным в таблице. 1, а шлифы образца из стали 30ХГСА обрабатывались при следующих скоростях подачи (мкм / об): 20; 30; 50; 60; 70; 80; 88; 100; 125; 150….Контекст 7
… обработка статистических рядов режущих подач, их паспортные значения и характеристики рассеивания заносятся в таблицу 1. Используется режущий инструмент 17 с постоянными геометрическими и конструктивными параметрами. …Context 8
… обработки статистических рядов режущих подач, их паспортные значения и характеристики рассеивания заносятся в таблицу 1. На третьем этапе на каждой из десяти дорожек (i = I, II , III… …Контекст 9
… срезы образцов для испытаний, кроме образца из стали 30ХГСА, обрабатывались со скоростью подачи, соответствующей средним значениям соответствующих паспортных скоростей подачи, приведенным в таблице 1, а сечения образца из стали 30ХГСА обрабатывали при следующих скоростях подачи (мкм / об): 20; 30; 50; 60; 70; 80; 88; 100; 125; 150. …
…Станок 16К20Ф3: технические характеристики и описание
Станок токарно-винторезный 16К20Ф3, технические характеристики которого будут рассмотрены ниже, создан на базе агрегата 16К20, применяется в основном в мелкосерийном производстве.Обе машины имеют единую конструктивную часть и общий принцип работы. Установка позволяет обрабатывать внешнюю и внутреннюю поверхности заготовок длиной до 1000 миллиметров. Цифровое программное обеспечение предоставляет дополнительные функции и облегчает обслуживание устройства.
Из чего он состоит?
Технические характеристики 16К20Ф3 обусловлены конструкцией и кинематической схемой станка. Агрегат выполнен в традиционной компоновке, что соответствует универсальным стандартам, а также позволяет производить широкий спектр операций.
Комплектующие:
- Рама (рама).
- Рама.
- Каретка опорная.
- Держатель инструмента поворотный.
- Задняя и шпиндельная головка.
- Коробка автоматическая.
- Элементы направляющие.
- Муфты электромагнитные.
- Приводы поперечные и продольные.
- Гидравлический усилитель мощности.

Принцип действия
Станок 16К20Ф3, технические характеристики которого позволяют выбрать до 9 скоростей вращения вала, работает следующим образом:
- Металлическая часть установлена в шпиндель, приводимый в движение клиноременной передачей от электрический двигатель.
- Скорость обработки корректируется с помощью автоматической коробки и шпиндельного узла.
- Коробка автомат оснащена шестью электромагнитными муфтами, комбинированное включение которых позволяет выбирать необходимую скорость.
- Для увеличения или уменьшения пульсации используются шестерни шпиндельной головки. Управляются вручную, регулируются до 12 позиций.
- Каретка агрегата приспособлена к продольному перемещению с помощью электромагнитного привода.
- Поперечное скольжение суппорта и резцедержателя осуществляется через привод, зубчатое колесо и ходовой винт.
- Поворотный держатель долота может быть установлен в шести положениях с изменением углов обработки и горизонтальной оси вращения плоскости. Кроме того, в этих манипуляциях крепится поперечная опора.
- Держатель инструмента устанавливается на державке, рассчитан на использование не более шести резцов, обрабатывая заготовку в соответствии с указанной программой.

Гидравлический привод
Данный узел токарного станка 16К20Ф3, технические характеристики это подтверждают, обеспечивает все основные процессы, связанные с функционированием рабочих органов.Гидравлический привод состоит из следующих частей:
- Пары гидроусилителя.
- Управляющий насос.
- Проезд.
- Бак с маслом.
- Аппаратура управления.
Маркировка
Обозначен агрегат токарный 16К20Ф3, технические характеристики которого будут рассмотрены далее. Его расшифровка следующая:
- Индекс «1» — токарный.
- 6 — винторезный.
- К — производство.
- 20 — указатель высоты по центрам в сантиметрах.
- F3 — Оборудование с ЧПУ.
Оборудование данной категории имеет стандартную мощность в пределах 10-11 кВт, класс точности соответствует ГОСТ 8-82-П.
Станки с ЧПУ 16К20Ф3: технические характеристики
Параметры рассматриваемого оборудования:
- Габаритные размеры — 3,7 / 2,2 / 1,65 м.
- Масса — 400 кг.
- Количество скоростей -22.
- Диаметр отверстия 53 мм.
- Центр пера — Морзе 5.
- Рабочий диапазон от 12.От 5 до 2000 об / мин, в зависимости от выбранной скорости.
- Размер шага 0,01-40 мм.
- Высота инструмента 25 мм.
- Ход продольный / поперечный — 5000/7500 мм / мин.
Описание
Станок токарный 16К20ФЗ, технические характеристики которого указаны выше, оборудован чугунной станиной, которая подвергается шлифованию, что обеспечивает длительный срок эксплуатации. Главный привод — электродвигатель мощностью 11 кВт. Гарантирует крутящий момент до 800 Нм.Это позволяет с максимальной точностью подогнать обработку детали под требуемые размеры.
Главный привод — электродвигатель мощностью 11 кВт. Гарантирует крутящий момент до 800 Нм.Это позволяет с максимальной точностью подогнать обработку детали под требуемые размеры.
Шпиндель агрегата имеет отверстие диаметром 55 мм с возможностью крепления штифтов различного диаметра. Специальные револьверные головки используются для специальных операций, что значительно расширяет возможности токарного оборудования. Этот агрегат наиболее подвержен износу, так как планетарный редуктор деформируется по мере выбивания зубьев или разрушения эксцентрика. Избежать таких последствий поможет регулярный контроль за состоянием механизмов и своевременные профилактические работы.Смазка деталей осуществляется при включении оборудования на разные элементы. Программное управление в автоматическом режиме определяет цикл подачи смазки к узлам оборудования. Эту операцию можно запустить вручную. Запрограммированный цикл не нарушен.
Универсальность
Технические характеристики токарно-винторезного станка 16К20Ф3 позволяют использовать его для следующих операций:
- Сверление отверстий различного диаметра.
- Обработка заготовок с торцевых частей.
- Зенковка.
- Нарезание резьбы.
- Растачивание и чистовая обработка поверхностей конического и фасонного типа.

В качестве защиты для резьбовых пар действуют специальные ограничители, предотвращающие преждевременный выход из строя механизмов. Модернизация рассматриваемых агрегатов заключается в оснащении станков с ЧПУ отечественного и зарубежного производства сменным электрооборудованием. Переоборудование дает возможность увеличить мощность в 2-3 раза в зависимости от состояния агрегатов.Все эти решения повышают производительность оборудования, сокращают режим трансформации заготовок. Желательно проводить модернизацию одновременно с капремонтом.
Какое улучшение?
Станок токарно-винторезный 16К20Ф3, технические характеристики которого могут быть улучшены путем модернизации тремя способами:
- Путем полной модернизации.
- Улучшенные узлы и рабочие инструменты.
- Реорганизация тягового оборудования.

Модернизация дает возможность увеличить количество диапазонов обработки деталей, а также точность манипуляции.
Для максимального увеличения срока службы оборудования используйте адаптивную систему управления. Это позволяет отключать агрегат при критических нагрузках, а также способствует следующим показателям:
- Уменьшение периода доводки деталей.
- Увеличить срок службы комплектующих.
- Снижение выхода из строя оснастки.
- Повышение эффективности работы оборудования.
Характеристики токарного станка 16K20F3 с ЧПУ позволяют изменять нагрузку на шпиндель.В этом случае можно отрегулировать подачу используемого инструмента с учетом типа материала обрабатываемой детали. Это способствует увеличению срока службы всех частей агрегата.
ЧПУ
При использовании числового программного обеспечения Обработка заготовок осуществляется с помощью предустановленных программ. Они позволяют корректировать информацию, поступающую с пульта оператора, а также использовать внешние кассеты памяти. Конечные данные выводятся на специальный дисплей, проанализировав который, можно принять решение о корректировке последующего процесса.
Они позволяют корректировать информацию, поступающую с пульта оператора, а также использовать внешние кассеты памяти. Конечные данные выводятся на специальный дисплей, проанализировав который, можно принять решение о корректировке последующего процесса.
Автоматизация процесса сопровождается 6, 8 или 12 позициями, позволяющими изменять диаметр обработки или ось вращения по горизонтали. Рабочая головка оснащена диском, на котором могут быть установлены три осевых и шесть радиальных элементов. Кроме того, он может работать с 8-12 единицами для различных инструментов.
Повышение КПД станка 16К20Ф3, технические характеристики и описание которого приведены выше, можно дополнительно модернизировать, изменив кинематическую схему или установив современную энергосберегающую конструкцию.Комплекс ЧПУ значительно расширяет функционал рассматриваемого агрегата. Благодаря этому повышаются точность и скорость обработки деталей, а также режим чистовой обработки. Станки с ЧПУ имеют диапазон продольных и поперечных перемещений — 0,005 и 0,01 миллиметра соответственно.
Stanko — Скачать PDF бесплатно
Настройка контроллера DeskCNC.
1) Определите шаги к отношениям линейного перемещения для каждой оси. 2 2) Определите максимальную скорость (скорость). 3 3) Настройка программного обеспечения Вкладка Machine 4 4) Настройка программного обеспечения Вкладка настройки DeskCNC 5 5) Настройка
Дополнительная информацияФРЕЗЕРНЫЙ ЦЕНТР ТА-А КРОВАТЬ
ФРЕЗЕРНЫЙ ЦЕНТР TA-A НА СТЕЛЬНИЦЕ TA-A ФРЕЗЕРНЫЙ ЦЕНТР НА СТЕЛЬНИКЕ ВЫСОКАЯ ПРОИЗВОДИТЕЛЬНОСТЬ КОМПАКТНОГО СТАНКА Высокая производительность съема материала TA-A СТАНДАРТНЫЙ ЦЕНТР 2 TA-A Фрезерный центр TA-A
Дополнительная информацияСТАНОК ТИП ZFWZ 8000×40
Инвентарный номер 416/635 Год выпуска 1973 Заводской номер 7160 СТАНОК ТИП ZFWZ 8000×40 Применение Станок предназначен для фрезерования цилиндрических, спиральных и спиральных зубчатых колес. Зуб
Зуб
Точная резка в тяжелых условиях
PR 130 / PR 150 / PR 160 / PR 180 / PR 200 / PR 260 Точная резка в тяжелых условиях СЕРИЯ P СЕРИЯ K СЕРИЯ T MILLFORCE 02 / Области применения 03 / Концепция станка 04 / Технология станка 05 / Опции
Дополнительная информациясайт: www.fathaco.com
КРАТКАЯ ИСТОРИЯ FAT-HACO FAT Haco предлагает вам воспользоваться нашим обширным опытом с 1945 года более 5.станки продаются во многих странах мира! Отлично оборудованная машина
Дополнительная информацияСтанкостроение
TECHNOLOGY 1721 LARKIN-WILLIAMS ROAD FENTON, MO 63026 IN C. 636 / 349-7680 ФАКС: 636 / 349-6608 Станки с ЧПУ ШВЕЙЦАРСКИЕ СТАНКИ (1) Citizen C-16 Контурная обработка, нарезание резьбы, фрезерование, долбление, поперечная работа
Дополнительная информацияСОСТАВ SAMSUNG Machine Tools
SAMSUNG Machine Tools LINE-UP SMEC Co.![]() , Ltd. http://www.esmec.com SMEC 2014.04-NO.1 КРАТКАЯ ИСТОРИЯ 1989 Начало работы в качестве подразделения станков компании Samsung Heavy Industries, Ltd. Горизонтальная и вертикальная обработка
, Ltd. http://www.esmec.com SMEC 2014.04-NO.1 КРАТКАЯ ИСТОРИЯ 1989 Начало работы в качестве подразделения станков компании Samsung Heavy Industries, Ltd. Горизонтальная и вертикальная обработка
ФРЕЗЕРНЫЙ ЦЕНТР КРОВЕЛЬНОГО ТИПА
ФРЕЗЕРНЫЙ ЦЕНТР TR BED TYPE ФРЕЗЕРНЫЙ ЦЕНТР BED ФРЕЗЕРНЫЙ ЦЕНТР ВЫСОКАЯ ПРОИЗВОДИТЕЛЬНОСТЬ КОМПАКТНОГО СТАНКА ОБЕСПЕЧЕНИЕ ТОЧНОЙ СЛОЖНОЙ ФРЕЗЕРОВКИ ФРЕЗЕРНЫЙ ЦЕНТР TR BED Фрезерный центр TR
Дополнительная информацияПАРТНЕРЫ и ОБЯЗАННОСТИ
Местоположение Основные факты Основная деятельность Разработка и управление производством тяжелых металлоконструкций и компонентов для сталелитейной промышленности.Продажи до 40 млн. Человек. Персонал 190 человек. Площадь магазинов 35.000 м²
. Дополнительная информацияФрезерование двухслойных печатных плат USB с ЧПУ
Двухслойное фрезерование печатных плат USB с ЧПУ от tim23x Недавно я построил станок с ЧПУ из различных высококачественных отходов. На деньги, сэкономленные на постройке системы, купил контроллер
На деньги, сэкономленные на постройке системы, купил контроллер
SAMSUNG станки
SAMSUNG Machine Tools LCV 55/65/8 ВЕРТИКАЛЬНЫЕ ОБРАБАТЫВАЮЩИЕ ЦЕНТРЫ SMEC Co., Ltd. 6671, Gasulri, Daesanmyeon, Changwonsi Gyeongsangnamdo, Korea 641921 Тел. +82 55 25 4832 (48) Факс +82 55 25 491 (492) http://www.esmec.com
Дополнительная информацияРуководство по продукту SaraDrill
Руководство по продукции SaraDrill SARADRILL / КРАТКОЕ РУКОВОДСТВО Сверление твердого тела — проверенная технология для сверления отверстий большого диаметра на машинах с малой мощностью. Сверление отверстий диаметром от 49 до 270 мм из массива
Дополнительная информацияNewland Machine Tool Group Inc.
Newland Machine Tool Group Inc. ОБЗОР ТЯЖЕЛОГО СТАНКОВОГО ИНСТРУМЕНТА Горизонтально-расточные станки серии KB HBM T-типа с выдвижным шпинделем 130 или 165 мм (ось W), колонна, перемещаемая в направлении шпинделя (ось Z),
Дополнительная информацияСТАНКИ С ЧПУ.
 Страница 1 из 6
Страница 1 из 62 Deckel Maho — DMU 50 evo Linear Deckel Maho — DMU 50 evo Линейный 5-осевой обрабатывающий центр Полный 5-осевой обрабатывающий центр> Ось X 500 мм — 9.6 «> ось X 500 мм — 9,6″> ось Y 450 мм — 7,7 «> ось Y 450 мм
Дополнительная информацияИнструмент и шлифовальный станок Bonelle
Инструмент Bonelle и шлифовальный станок для фрез. Шлифовальный станок был сконструирован примерно в 1987 году и выставлен на 89-й выставке модельного машиностроения, где был награжден бронзовой медалью (см. ME Vol164 № 3868 стр. 273). Впоследствии
Дополнительная информацияМАНИТОВОК ИНСТРУМЕНТ И ОБРАБОТКА, ООО.
МАНИТОВОК ИНСТРУМЕНТ И ОБРАБОТКА, ООО. Производительность мирового класса, которая имеет огромное значение. СПИСОК ОБЪЕКТОВ, зарегистрированных в соответствии с ISO 9001 Привод для машинки 4211 Manitowoc, WI 54220 Телефон: (920) 682-8825 Факс: (920) 682-4299
Дополнительная информацияОБОРУДОВАНИЕ ДЛЯ ЧПУ И ОСНОВНЫЕ ИНСТРУМЕНТЫ
Компьютерное производство (CAM) АППАРАТНОЕ ОБЕСПЕЧЕНИЕ И ОСНОВЫ ИНСТРУМЕНТА с ЧПУ доц. Проф. Д-р Тамер С. Махмуд 1.Детали станков с ЧПУ Любой станок с ЧПУ по существу состоит из следующих частей: Программа обработки деталей,
Проф. Д-р Тамер С. Махмуд 1.Детали станков с ЧПУ Любой станок с ЧПУ по существу состоит из следующих частей: Программа обработки деталей,
AWS ACHSLAGERWERK Staßfurt GmbH
AWS ACHSLAGERWERK Staßfurt GmbH Содержание Компания 2 Продукты 5 Наши собственные продукты 6 Стационарное оборудование 11 Сертификаты 12 Обеспечение качества 15 Услуги 16 История 19 Рекомендации 20 КОМПАНИЯ AWS Achslagerwerk
Дополнительная информацияИНДИКАТОРЫ ТЕСТА БЫСТРОГО НАБОРА
ИНДИКАТОРЫ ИСПЫТАНИЯ БЫСТРОГО НАБОРА В Verdict Rapid циферблат наклонен к поверхности заготовки, что обеспечивает хорошую визуальную доступность и устраняет ошибку параллакса.Rapids включает задний поворотный патрубок
Дополнительная информацияроторная транспортная машина
OMNI-TURN-TRANSFER TRANSFER MACHINTS, ИНТЕГРАЦИЯ ТОКАРНЫХ ЦЕНТРОВ BUFFOLI NORTH AMERICA (Стенд № 5630) с гордостью представляет совершенно новый OMNI-TURN-TRANSFER, запатентованный токарно-фрезерный станок
Дополнительная информацияиндексируемое центральное сверло
Наша инновационная конструкция инструментов повышает производительность и конкурентоспособность, снижая при этом производственные требования в целом ряде отраслей. Инструментальная система предназначена для пользователей станка
Инструментальная система предназначена для пользователей станка
SAMSUNG станки
SAMSUNG Machine Tools ЦЕНТР ВЕРТИКАЛЬНОЙ ОБРАБОТКИ SMEC Co., Ltd. 666, Gasul-ri, Daesan-myeon, Changwon-si Gyeongsangnam-do, Korea 641-921 Tel +82 55 250 4800 Факс +82 55 253 5355 http: // www .esmec.com www.esmec.com
Дополнительная информация10. Основы оборудования ЧПУ
Принципы и приложения CAD / CAM 10 Основы аппаратного обеспечения ЧПУ 10-1 / 10-20 П.N.Rao 10. Основы оборудования с ЧПУ 10.1 Структура станков с ЧПУ Таблица 10.1 Некоторые критерии проектирования станков с ЧПУ
Дополнительная информацияМоноблок DMU 75/95
www.dmgmori.com Универсальные пятикоординатные фрезерные станки DMU 75/95 monoblock Высокотехнологичные стандартные решения Одновременная обработка по пяти осям по лучшей цене. Моноблок DMU 75/95 Основные характеристики для одновременной работы по пяти осям
Моноблок DMU 75/95 Основные характеристики для одновременной работы по пяти осям
Руководство — Schlatter E-Shop
Руководство — Электронный магазин Schlatter Содержание 1 Предварительно…3 2 Войти в Shatter E-Shop … 3 3 Приветственная страница … 4 4 Создать новую корзину … 5 5 Каталог … 6 6 Создание заказов в электронном магазине … 9 7 Создание предложений в Интернет-магазине … 9
Дополнительная информацияТокарный фрезерный станок
Токарно-фрезерная насадка L C. MASON Путем умелого штабелирования холоднокатаной плоской заготовки вместе, Т-образные пазы и салазки для этой токарной фрезерной насадки изготавливаются без дорогостоящего оборудования. Фактически всего два инструмента,
Дополнительная информацияTYDEX Facility
Производственные мощности Tydex занимают 1500 квадратных метров и состоят из следующих отделов: производство оптических компонентов, оптическое покрытие, производство устройств и R&D.
Исследования и разработки сосредоточены в двух ключевых областях: производство и исследование оптических компонентов, разработка и производство терагерцовых инструментов, устройств и компонентов.
Оптическое производство — это основной отдел, разделенный на несколько отделов.
Участок металлообработки состоит из двух участков. Первый отвечает за изготовление специальной оснастки для изготовления оптических компонентов (рис. 1, 2). Второй производит различные детали и узлы для приборостроения с использованием различных металлов (титан, нержавеющая и инструментальная сталь, латунь, дюралюминий, неметаллические материалы).В парк оборудования входят токарные и фрезерные станки производства JET, ИЖ350 и 16К20 российского производства, обеспечивающие возможность резки металла (до 200 мм), токарной обработки (до 350 мм), сферической токарной обработки (до 250 мм), фрезерования. (до 250 мм) и сверление. Этот участок соответствует следующим требованиям к точности: допуск по линейным размерам ± 10 мкм, допуск по угловым размерам ± 20 ‘, шероховатость поверхности Ra 0,8.
Рис.1
Рис.2
Секция подготовки оптической заготовки выполняет резку (рис.3, 4) шлифовка (рис.5), округление и галтовка оптических материалов, решение большинства задач подготовки к последующему изготовлению призм, линз, клиньев, зеркал размером от 2 до 220 мм, а также шаровых линз с минимальным диаметром ниже 1,5 мм. Кристаллические материалы режут на кольцево-отрезном станке Алмаз-6М, а стекло — на станках с периферийным ножом. Заготовки шлифуют на плоскошлифовальных станках с использованием рассыпного абразива (карбид кремния или бора) или алмазного инструмента. Сферическое шлифование выполняется на шлифовальных станках АШС-35 и АШС-70.Округление производится на круглошлифовальных станках: бесцентровом БШС10 и центрированном 3А-110. Степень точности округления до 20 мкм. Сферические заготовки изготавливаются на собственном оборудовании.
Фиг. 3
Фиг.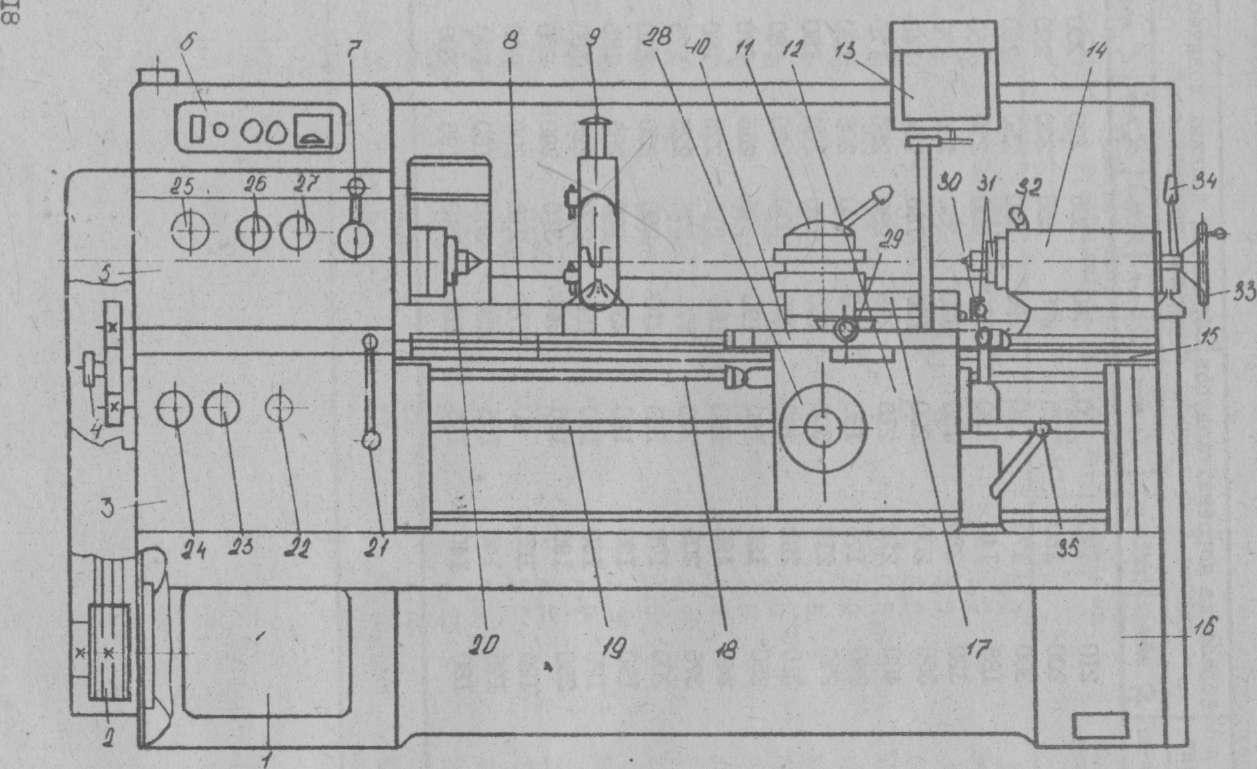 4
4
Фиг. 5
Полировальный участок оснащен различными полировально-чистовыми станками и инструментами, способными обрабатывать сферические детали до 200 мм и плоские детали до 250 мм (рис.6-9). Обработка оптических компонентов может быть достигнута со следующей точностью длины волны при 633 нм: отклонение от плоскости L / 10, локальная ошибка L / 20 для плоских поверхностей и L / 5 для сферических поверхностей, качество поверхности 10 / 5scr / dig MIL. (2 класс по ГОСТ 11141-84). Подробное описание наших возможностей в отношении материалов, форм, точности и качества поверхности см. В нашем каталоге продукции. Детали размером более 250 мм производятся в сотрудничестве с нашими субподрядчиками. Разработаны процессы химико-механической обработки различных кристаллических материалов (Ge, Si, ZnSe, ZnS, CaF 2 , BaF 2 и др.)) и массовое производство глобулярных линз из этих материалов — наши ключевые конкурентные преимущества, как по качеству, так и по срокам изготовления.
Фиг. 6
Фиг. 7
Фиг. 8
Фиг. 9
Секция контроля качества оптики оснащена множеством инструментов, необходимых для проверки соответствия всех характеристик производимых компонентов с соответствующей точностью (рис.10-13).
Фиг. 10
Фиг. 11
Фиг. 12
Например, угловые размеры оптических деталей могут быть проверены в течение 3-5 угловых секунд после спецификации (с использованием G5M), линейные размеры до 0,2 мкм (с использованием IZV-5), качество поверхности до 1/10 длины волны при 633 нм (с использованием интерферометр). Интерферометрические измерения плоских поверхностей до 200 мм производятся двумя модифицированными интерферометрами ИТ-200 (рис.15-17), а также IT-70 и наш фирменный IFL-200 (рис.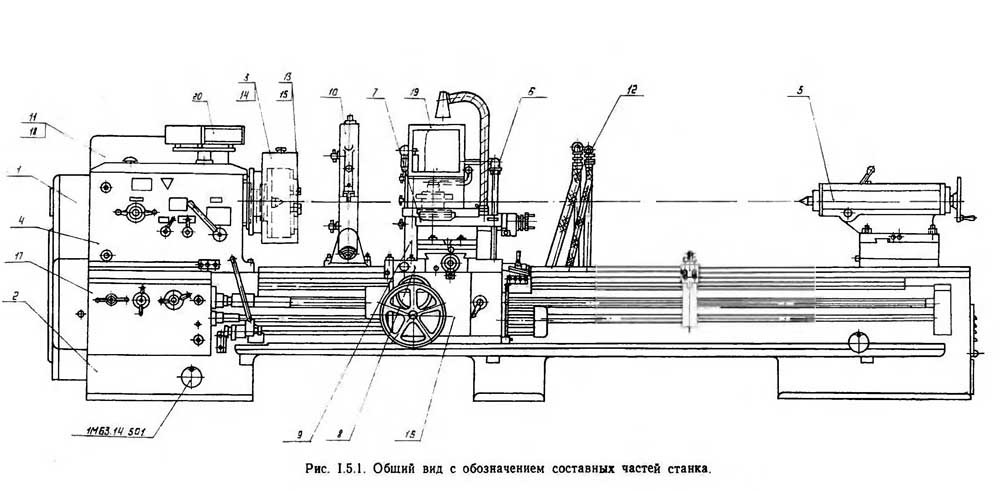 13). Все приборы проходят метрологическую аттестацию в Ростесте и имеют необходимые сертификаты. Сферические поверхности проверяются на месте с использованием 2500 плоскостей. Окончательный контроль проводится на интерферометре FTI-100 (производства ЗАО «Дифракция») с использованием стандартных линз объектива MPF (Германия).
13). Все приборы проходят метрологическую аттестацию в Ростесте и имеют необходимые сертификаты. Сферические поверхности проверяются на месте с использованием 2500 плоскостей. Окончательный контроль проводится на интерферометре FTI-100 (производства ЗАО «Дифракция») с использованием стандартных линз объектива MPF (Германия).
Также на производственной базе находится участок изготовления оптических деталей из кристаллов солей. Линзы, призмы, клинья и окна могут изготавливаться из KBr, NaCl и KCl со следующими характеристиками:
— чистовая точность — 2L @ 633,
— класс качества поверхности 5 по ГОСТ 11141-84,
— допуск по контуру и линейному размеру ± 0.1 мм,
— допуск углового размера 5 ‘.
Фиг. 14
Фиг. 15
Фиг. 16
Покрытие Фиг. 17
Вакуумные установки ВУ-1АИ и ВУ-2МИ (рис. 18-21), БАК-750 (Швейцария) и УВП-3 (запатентованная), которые могут использоваться для нанесения диэлектрических и металлических покрытий для длин волн от 190 нм до 3000 мкм. В устройствах используется очистка поверхности ионным распылением и осаждение с помощью ионного луча. Спектральные параметры покрытий проверены на спектрофотометре Photon RT (EssentOptics (Беларусь)) в диапазоне длин волн 0,19-1,1 мкм и на фурье-спектрометре Vertex 70 (Bruker) в диапазоне 0,9-700 мкм (рис. 15). Измерения проводятся в геометрии пропускания и отражения, включая поляризованный свет, но не ограничиваясь им. Эти же инструменты используются для входного спектрального контроля оптических материалов и готовых изделий без покрытия.Отдел также проводит экологические испытания покрытий, испытания на износостойкость, адгезию и т. Д.
В устройствах используется очистка поверхности ионным распылением и осаждение с помощью ионного луча. Спектральные параметры покрытий проверены на спектрофотометре Photon RT (EssentOptics (Беларусь)) в диапазоне длин волн 0,19-1,1 мкм и на фурье-спектрометре Vertex 70 (Bruker) в диапазоне 0,9-700 мкм (рис. 15). Измерения проводятся в геометрии пропускания и отражения, включая поляризованный свет, но не ограничиваясь им. Эти же инструменты используются для входного спектрального контроля оптических материалов и готовых изделий без покрытия.Отдел также проводит экологические испытания покрытий, испытания на износостойкость, адгезию и т. Д.
Фиг. 18
Фиг. 19
Фиг. 20
Фиг. 21
Фиг. 22
Фиг. 23
Второе ключевое направление нашей компании — это отделы исследований и разработок и устройств.
Отдел исследований и разработок разрабатывает новые компоненты, блоки и инструменты для приложений терагерцовой фотоники. Он оснащен различными исследовательскими приборами, такими как индивидуальный ТГц спектрометр TDS К-15 фирмы Menlo Systems (Германия), ИК-Фурье спектрометр Bruker Vertex 70 (Германия), фемтосекундный импульсный лазер ИК-излучения фирмы Avesta (Россия) и спектрофотометр Photon RT фирмы EssentOptics (Беларусь). Вышеупомянутые инструменты обеспечивают возможность спектроскопических исследований в широком диапазоне длин волн (от 190 нм до 3000 мкм) в поляризованном и неполяризованном свете, под разными углами и геометрией (пропускание, отражение).При разработке прототипов сектор использует почти все производственные мощности TYDEX. За подробностями обращайтесь в отдел исследований и разработок.
Он оснащен различными исследовательскими приборами, такими как индивидуальный ТГц спектрометр TDS К-15 фирмы Menlo Systems (Германия), ИК-Фурье спектрометр Bruker Vertex 70 (Германия), фемтосекундный импульсный лазер ИК-излучения фирмы Avesta (Россия) и спектрофотометр Photon RT фирмы EssentOptics (Беларусь). Вышеупомянутые инструменты обеспечивают возможность спектроскопических исследований в широком диапазоне длин волн (от 190 нм до 3000 мкм) в поляризованном и неполяризованном свете, под разными углами и геометрией (пропускание, отражение).При разработке прототипов сектор использует почти все производственные мощности TYDEX. За подробностями обращайтесь в отдел исследований и разработок.
Фиг. 24
Результаты деятельности научно-исследовательского отдела переданы в приборный отдел для мелкосерийного производства. Участок производит оптоакустические детекторы (ячейки Голея), электрооптические детекторы терагерцовых импульсов, сканирующие ТГц интерферометры Фабри-Перо для измерений длины волны и интенсивности узкополосного терагерцового излучения, терагерцовых аттенюаторов и других приборов и устройств, работающих в терагерцовом диапазоне длин волн. Для более детального обзора наших ТГц продуктов, пожалуйста, обратитесь к ТГц устройствам и ТГц оптике.
Для более детального обзора наших ТГц продуктов, пожалуйста, обратитесь к ТГц устройствам и ТГц оптике.
Наши производственные процессы включают, помимо прочего, синтез органической пленки с последующим вакуумным напылением покрытия, сборку деталей в вакууме (рис. 25), настройку и регулировку компонентов (рис. 26), сборку и калибровку инструментов (рис. 27) и многие другие мероприятия.
В производственных процессах используется электронное оборудование фирм НР / Agilent, Thorlabs, Ircon, Velleman, специализированное вакуумное оборудование на базе компонентов BOC Edwards, система виброзащиты Standa, а также высокоочищенные расходные материалы (газы, полимеры и растворители).
Рис. 25
Рис. 26
Рис. 27
Вертикальный токарно-карусельный станок, вертикальный токарно-карусельный станок Поставщики и производители на Alibaba.com
Невероятное. Вертикальный токарно-карусельный станок , доступный на Alibaba. com в привлекательных предложениях, является отличным выбором для улучшения разнообразных процессов растачивания. Файл. Вертикальный токарно-карусельный станок поставляется в разнообразном наборе, который включает в себя различные модели и размеры, подходящие для коммерческого и бытового применения.Если вы собираетесь проделать новые отверстия или хотите увеличить уже существующие, вы найдете идеальный вариант. Вертикальный токарно-карусельный станок вам разберутся.
com в привлекательных предложениях, является отличным выбором для улучшения разнообразных процессов растачивания. Файл. Вертикальный токарно-карусельный станок поставляется в разнообразном наборе, который включает в себя различные модели и размеры, подходящие для коммерческого и бытового применения.Если вы собираетесь проделать новые отверстия или хотите увеличить уже существующие, вы найдете идеальный вариант. Вертикальный токарно-карусельный станок вам разберутся.
Эти. Вертикальный токарно-карусельный станок изготовлен из невероятно прочных материалов, которые обеспечивают проникновение в любые поверхности и материалы без разрушения. Они очень долговечны, чтобы обеспечить максимально длительный срок службы, безупречно оправдывая все ваши ожидания. Эти. Вертикальный токарно-карусельный станок прост в использовании, потому что он разработан с использованием новейших технологий, направленных на снижение энергии, необходимой для их работы.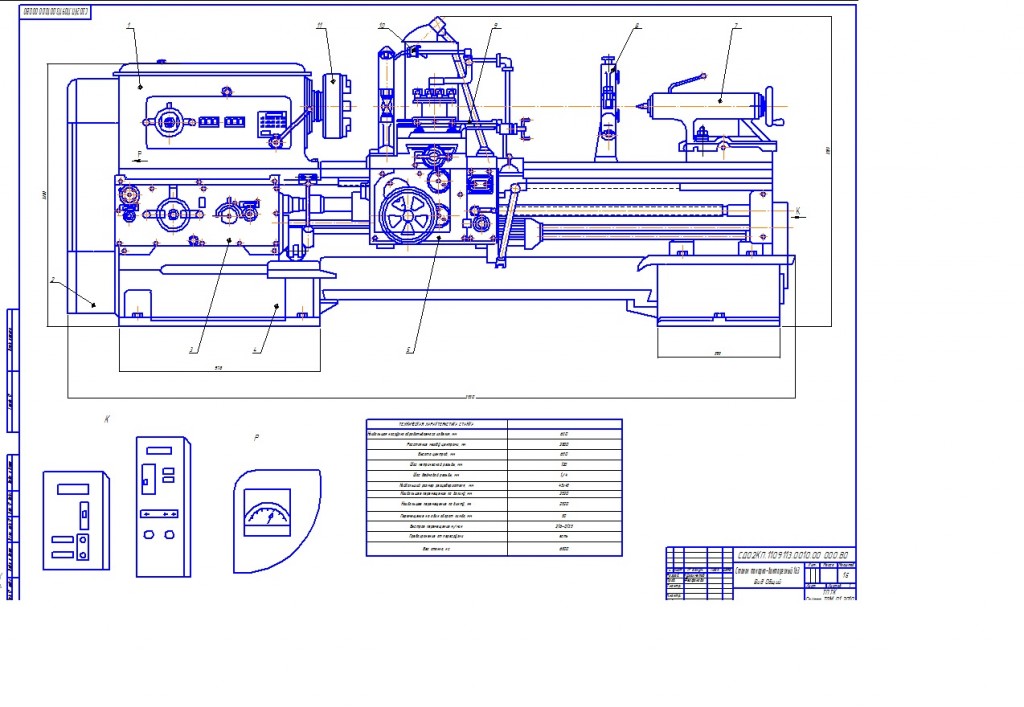 Например, эти. Вертикальный токарно-карусельный станок потребляет незначительное количество энергии, поэтому требует минимального количества электроэнергии или топлива.
Например, эти. Вертикальный токарно-карусельный станок потребляет незначительное количество энергии, поэтому требует минимального количества электроэнергии или топлива.
Все. Вертикальный токарно-карусельный станок на Alibaba.com поставляется с руководствами пользователя и инструкциями, которые гарантируют, что они не причинят травм операторам и другим людям. Элегантный дизайн делает их. Вертикальный токарно-карусельный станок привлекательный внешний вид, добавляющий чувство удовлетворения при работе. В то же время эти.Вертикальный токарно-карусельный станок Сверхбыстрый токарно-карусельный станок позволит вам быстрее достигать поставленных целей и повысить эффективность и продуктивность в бизнесе или дома.
Получите максимальную отдачу от своих денег с непревзойденным. Вертикальный токарно-карусельный станок на Alibaba.com. Более высокой производительности и эффективности, которые вы приобретете, будет достаточно, чтобы понять, почему они стоят каждого пенни.