Головка для сварки плавящимся электродом
Автоматическую сварку неплавящимся электродом выполняют сварочными тракторами или специальными сварочными головками, подвешивая их на консолях или встраивая в конструкции специализированных сварочных установок. Основные узлы этих головок и тракторов такие же, как у тракторов для сварки плавящимся электродом, различны лишь сварочные горелки. [c.169]Резку скользящей дугой с применением плавящегося электрода можно выполнять вручную и с использованием средств механизации. Комплект аппаратуры для резки состоит из режущей головки, механизма подачп проволоки, обеспечивающего постоянство и возможность регулирования скорости подачи, и источников тока и газов. Режущая головка может быть выполнена в виде ручного инструмента или в виде устройства, монтируемого на механизме передвижения. Для резки пригодна обычная аппаратура, применяемая для сварки плавящимся электродом в среде защитного газа, если она позволяет регулировать скорость резки и скорость
 53]
53]
Оборудование для сварки плавящимся электродом. Установки для аргоно-дуговой сварки плавящимся электродом состоят из источника сварочного тока, сварочной головки, устройства для перемещения сварочной головки или изделия, баллона с газом и газовой аппаратуры. [c.311]
Оборудование для сварки плавящимся электродом. Установки для сварки в углекислом газе плавящимся электродом состоят из источника тока, сварочной головки, обеспечивающей подачу в зону дуги электродной проволоки и газа, устройства, обеспечивающего перемещение сварочной головки или изделия, баллона с газом и газовой аппаратуры.
В зависимости от способа сварки на сварочную головку крепится горелка для сварки плавящимся электродом или горелка для сварки неплавящимся электродом. [c.119]
Комплект оборудования для сварки плавящимся электродом включает источник сварочного тока, сварочную головку, механизм для перемеш. ения головки вдоль шва (или для перемещения изделия при неподвижной головке), баллон с защитным газом и газовую аппаратуру Аргоно-дуговая сварка плавящимся электродом производится на постоянном токе обратной полярности В качестве источников сварочного тока применяют низковольтные генераторы постоянного тока типов ПСГ-350, ПСГ-500, АЗД 7,5/30, ЗП 7,5/30, ГСР-9000 и др., а также сварочные полупроводниковые выпрямители, имеющие пологопадающую или возрастающую
ения головки вдоль шва (или для перемещения изделия при неподвижной головке), баллон с защитным газом и газовую аппаратуру Аргоно-дуговая сварка плавящимся электродом производится на постоянном токе обратной полярности В качестве источников сварочного тока применяют низковольтные генераторы постоянного тока типов ПСГ-350, ПСГ-500, АЗД 7,5/30, ЗП 7,5/30, ГСР-9000 и др., а также сварочные полупроводниковые выпрямители, имеющие пологопадающую или возрастающую
При автоматической сварке плавящимся электродом в среде защитных газов, когда применяются источники питания с жесткими характеристиками (область ///, см. рис. 1.37), типичными являются возмущения по вылету электрода, приводящие к статическим ошибкам по силе тока дуги. Для стабилизации вылета (расстояния между токоподводом и изделием) могут использоваться механические системы копирования с «плавающей» сварочной головкой или мундштуком либо электромеханические программные устройства, обеспечивающие подъем головки на заранее установленную величину по мере заполнения разделки при многопроходной сварке.
Установка для механизированной сварки плавящимся электродом в защитных газах (рис. 58, а) состоит из источника питания I, контактора 2, балластного реостата 3, подающего механизма 4, расходомера (ротаметра) 5, баллона с редуктором 6 и сварочной горелки (или самоходной головки) 7. На рис. 58,6 показана схема ротаметра.
Подвесная головка типа ГДФ-1001 служит для дуговой сварки плавящимся электродом под флюсом поворотных стыков труб диаметром 500… 1420 мм из низколегированных сталей для нефтегазопроводов и входит в состав оборудования полевой автосварочной установки. [c.192]
Установка для наплавки или сварки плавящимся электродом в углекислом газе (фиг.
Сварочный автомат АД-111 предназначен для дуговой сварки плавящимся электродом в среде защитного газа криволинейных стыковых швов, а также изделий, имеющих переменное сечение разделки свариваемых кромок. Автомат АД-111 (рис. 130) состоит из унифицированных узлов сварочной головки /, системы подвески 2, подающего механизма 5 с кассетой для электродной проволоки. Корректировку сварочной головки относительно посадочного отверстия выполняют вручную в режиме наладки с помощью специального устройства. Корректировка считается законченной, если сварочная головка совпадает с началом шва
 154]
154]
Сварочная головка — это электромеханическое устройство, осуществляющее подачу в зону дуги плавящегося электрода, подвод к нему сварочного тока, поддержание устойчивого дугового процесса, а также прекращение процесса сварки. Сварочная головка может перемещаться по специальному пути, обычно по направляющим рельсам, или непосредственно по изделию. Если в конструкции сварочной головки предусмотрен механизм для ее перемещения над свариваемым изделием, головка называется самоходной. Сварочная головка, неподвижно закрепленная на стенде над свариваемым изделием называется подвесной. В подвесных головках отсутствует механизм перемещения самой головки, обычно относительно дуги перемещается изделие с помощью вспомогательного механизма, или стенда, на котором неподвижно закреплена головка.
Автоматы тракторного типа для дуговой сварки (наплавки) плавящимся электродом классифицируются по следующим признакам (ГОСТ 8213-7.5) а) способу защиты зоны дуги (Ф — для сварки под флюсом, Г — для сварки в защитных газах, ФГ — для сварки как в защитных газах, так и под флюсом) б) роду применяемого сварочного тока (для сварки постоянным, переменным, переменным и постоянным током) в) способу охлаждения (с естественным охлаждением токопроводящей части сварочной головки и сопла, с принудительным охлаждением — водяным или газовым) г) способу регулирования скорости подачи электродной проволоки (с плавным регулированием, плавно-ступенчатым и ступенчатым) д) способу регулирования скорости сварки (с плавным регулированием, плавно-ступенчатым и ступенчатым) е) способу подачи электродной проволоки (с независимой от напряжения на дуге подачей и зависимой от напряжения на дуге подачей) ж) расположению автомата относительно свариваемого шва (для сварки внутри колеи, для сварки внутри и вне колеи).
Сварочная головка типа ТСГ-7 предназначена для сварки в защитных газах плавящимся колеблющимся электродом поворотных стыков труб из низкоуглеродистых и нержавеющих сталей без подкладных колец. [c.230]
Для автоматической сварки неплавящимся и плавящимся электродом в среде защитных газов применяются специальные универсальные автоматы (АРК-1 и др-). Головка автомата укреплена на вращающейся консоли, что дает возможность производить сварку на нескольких рабочих местах, расположенных вокруг колонны.
Привод каретки сварочной головки и подачи проволоки — от электродвигателей постоянного тока. Электрической схемой автомата обеспечивается плавное регулирование скорости перемещения сварочной головки (скорости сварки) и подачи проволоки. Со шкафом электроаппаратуры и источниками тока автомат соединен гибкими кабелями. Автомат имеет сменные горелки для сварки вольфрамовым и плавящимся электродом.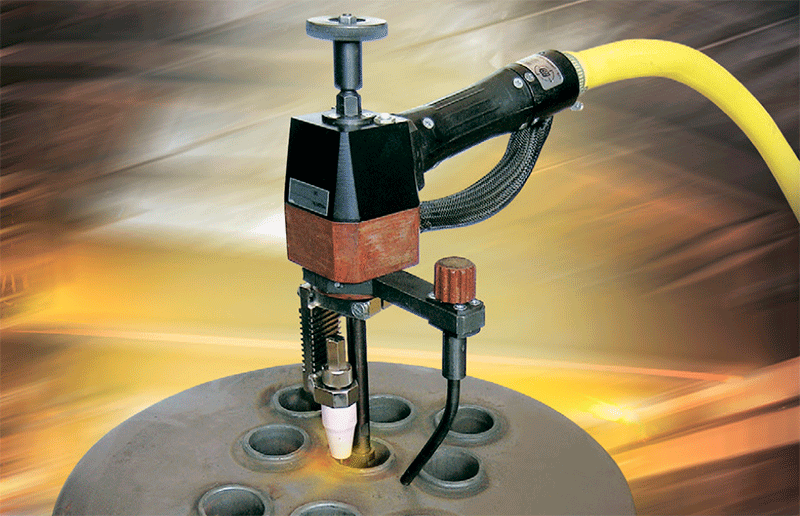
Сварочная головка предназначена для автоматической дуговой сварки в среде защитных газов постоянным током плавящимся электродом деталей из углеродистых, нержавеющих и жаропрочных сталей толщиной от 0,8 мм, из алюминиевых сплавов и других металлов толщиной от 1,5. чм. [c.89]
Форма разделки стыка предполагает ее заполнение с использованием различных приемов сварки. Для обеспечения симметрии сварочных деформаций корневые швы выполняют одновременно двумя диаметрально расположенными сварочными головками вольфрамовым электродом в аргоне за счет оплавления кромок без присадки при вращении вала относительно вертикальной осн. Затем в этом же положении ряд слоев укладывают плавящимся электродом в среде СО . После заполнения таким способом нижней
СВАРОЧНАЯ ГОЛОВКА (для сварки плавящимся электродом)— электромеханическое устройство, осуществляющее подачу в зону дуги плавящегося электрода, подвод к нему сварочного тока и поддержание устойчивого дугового процесса.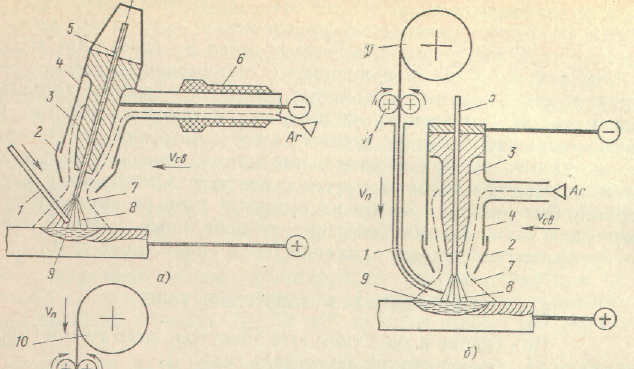 При сварке головка обычно закрепляется на подвижной или неподвижной несущей конструкции сварочной установки,и в этом случае она называется подвесной головкой. Особым видом С. г. являются самоходные головки. Кроме этих головок, щ)именяются специальные головки для работы неплавящимся электродом.
[c.142]
При сварке головка обычно закрепляется на подвижной или неподвижной несущей конструкции сварочной установки,и в этом случае она называется подвесной головкой. Особым видом С. г. являются самоходные головки. Кроме этих головок, щ)именяются специальные головки для работы неплавящимся электродом.
[c.142]
Двухконсольная поворотная колонна с головками для разных способов сварки входит в состав разработанного в НИКИМТ цехового трубосварочного комплекса ЦТК, предназначенного для сварки поворотных кольцевых стыков труб диаметром 57…630 мм. При этом на одной консоли монтируется головка для сварки неплавящимся электродом с присадочной проволокой, а на другой — головка для сварки плавящимся электродом в защитном газе или головка ддя сварки под флюсом. Последние предназначены в основном для заполнения разделки. В составе ЦТК имеется дополнительная консольная колонна с головкой для сварки неплавящимся электродом с присадочной проволокой внутренних швов труб диаметром >295 мм. Вылет консоли позволяет выполнять сварку на расстоянии до 6 м от торца трубы. Как наружная, так и внутренняя головки содержат механизмы колебания горелки и системы АРНД. Внутренняя головка дополнительно оснащена телевизионной системой. Сочетание в одном комплексе двухконсольной колонны со сменными головками и колонны с консолью и внутренней головкой позволяет вьшолнять двустороннюю сварку, что повышает производительность и снижает затраты на сварку.
[c.174]
Вылет консоли позволяет выполнять сварку на расстоянии до 6 м от торца трубы. Как наружная, так и внутренняя головки содержат механизмы колебания горелки и системы АРНД. Внутренняя головка дополнительно оснащена телевизионной системой. Сочетание в одном комплексе двухконсольной колонны со сменными головками и колонны с консолью и внутренней головкой позволяет вьшолнять двустороннюю сварку, что повышает производительность и снижает затраты на сварку.
[c.174]
Для механизированной сварки и наплавки применяют автоматы тракторного типа (табл. 6.8), самоходные и подвесные головки (табл, 6.9), полуавтоматы для сварки плавящимся электродом (табл. 6.10) и специальное наплавочное оборудование для наплавки под слоем флюса и внбродуговой (табл. 6.11, 6.12). [c.341]
ДЕРЖАТЕЛЬ-ГОРЕЛКА ПОЛУАВТОМАТА, газоэлектрическая горелка полуавтомата — часть полуавтомата для сварки в защитных газах, перемещаемая в процессе сварки вручную. Имеет устройство для крепления электрода и подвода к нему тока, канал для подачи в зону сварки защитного газа, а часто и устройство для подачи присадочной проволоки (в полуавтоматах для сварки пе-плавящимся электродом) или канал для подачи плавящегося проволочного электрода и газа (в полуавтоматах для сварки плавящимся электродом).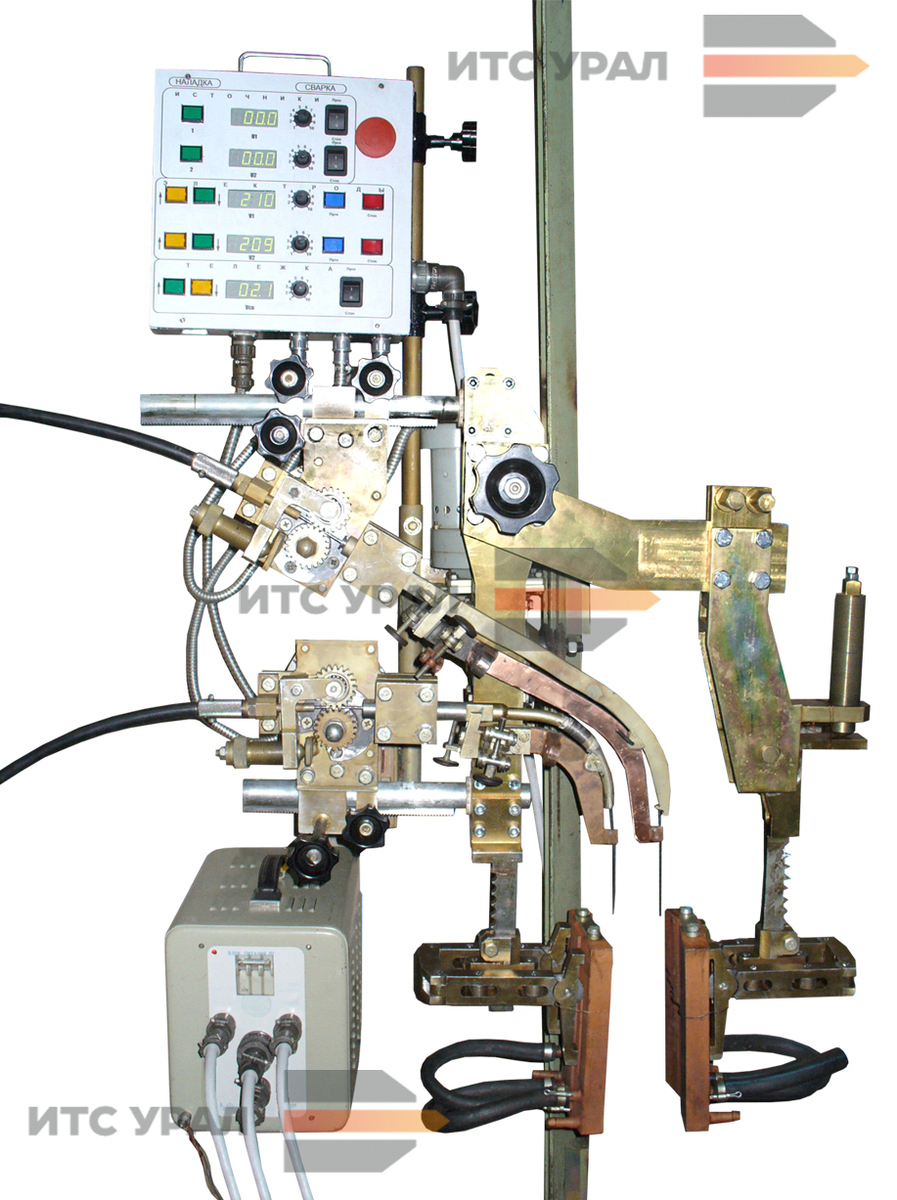 На рис. 1 показан держатель-горелка по-. луавтомата для сварки вольфрамовым электродом с присадочной про- волокой. Вольфрамовый электрод 2 крепится в головке держателя 1, а по втулке 4 и гибкому шлангу 3 поступает присадочная проволока 3, подаваемая механизмом подачи (непоказан). На рис. 2 дана схема держателя-горелки полуавтомата для сварки плавящимся элект-
[c.39]
На рис. 1 показан держатель-горелка по-. луавтомата для сварки вольфрамовым электродом с присадочной про- волокой. Вольфрамовый электрод 2 крепится в головке держателя 1, а по втулке 4 и гибкому шлангу 3 поступает присадочная проволока 3, подаваемая механизмом подачи (непоказан). На рис. 2 дана схема держателя-горелки полуавтомата для сварки плавящимся элект-
[c.39]
Головка ГДФ-1001 УЗ предназначена для дуговой автоматической сварки плавящимся электродом под слоем флюса стыков труб (диаметром 529… 1420 мм) из углеродистой и низколегированной сталей для нефтегазопроводов и входит в состав оборудования полевой автоматической установки ПАУ-1001. Головка состоит из механизмов подъема и подачи проволоки, правильно-прижимно-го устройства, системы слежения за линией стыка, суппортов продольного и поперечного перемещений, флюсоаппарата с бункером, катушек для проволоки с тормозным устройством, пульта управления, опорных роликов, горелок и светоуказателя. Электрооборудование головки позволяет работать в полуавтоматическом и наладочном режимах. [c.174]
[c.174]
Для непосредственного контроля вылета в системах его автоматического регулирования (АРБ) применяют фотоэлектрический датчик, корпус которого жестко связан с токоподводящим мундштуком, а оптическая ось ориентирована на переходную область между концом плавящегося электрода и столбом дуги. При изменении расстояния между токоподводом и свариваемой поверхностью изменяются длина нерасплавившейся части электрода и, соответственно, световой поток, воспринимаемый датчиком. Рассогласование, выделенное в результате сравнения сигналов датчика и эталонного, используется для управления приводом вертикального перемещения то ко под водящего мундштука сварочной головки с целью стабилизации вылета электрода [I]. В таких системах точность стабилизации вылета при сварке плавящимся электродом в среде аргона достигает 0,25 мм. [c.104]
Электрододержатель состоит из сварочной головки и изолирующей рукоятки, через внутреннее отверстие которой подведен щланг для подачи газа (рис.
 2.12). Внутри щланга проложен также гибкий медный провод П1 и трубки водяного охлаждения. Неплавящийся электрод 2 закрепляется внутри сварочной головки с помощью цангового зажима 3. При сварке используются электроды диаметром 3…10 мм. Водяное охлаждение необходимо при непрерывной работе и большой силе тока сварки. Сварка плавящимся электродом производится с помощью малогабаритного ручного полуавтомата пистолетного типа. Полуавтомат состоит из механизма подачи электродной проволоки, узла токопровода и системы газовой защиты.
[c.385]
2.12). Внутри щланга проложен также гибкий медный провод П1 и трубки водяного охлаждения. Неплавящийся электрод 2 закрепляется внутри сварочной головки с помощью цангового зажима 3. При сварке используются электроды диаметром 3…10 мм. Водяное охлаждение необходимо при непрерывной работе и большой силе тока сварки. Сварка плавящимся электродом производится с помощью малогабаритного ручного полуавтомата пистолетного типа. Полуавтомат состоит из механизма подачи электродной проволоки, узла токопровода и системы газовой защиты.
[c.385]Для сварки тптана может быть использовано стандартное сварочное оборудование, снабженное дополнительными устройствами для защиты зоны сварки, а также специализированные сварочные горелкп и головки. В качестве инертных газов применяют аргон чистый марок А и Б ио ГОСТу 10157—62 и гелий высокой чистоты по ВЧ МРТУ 51-04-65. Для защиты зоны дуги и расплавленной ванны необходимо пспользовать аргон состава А. Для защиты остывающей части шва и обратной стороны шва неответственных изделий допускается применять аргон состава Б. Гелий и его смеси с аргоном целесообразно использовать при дуговой сварке плавящимся электродом лпстов большой толщины (8—10 мм). При сварке в гелии необходимый для защиты сварочной ванны расход газа в 2—3 раза, напряжение на дуге в 1,4—1,6 раза и ширина зоны расплавления в 1,4 больше, чем при сварке в аргоне.
[c.355]
Гелий и его смеси с аргоном целесообразно использовать при дуговой сварке плавящимся электродом лпстов большой толщины (8—10 мм). При сварке в гелии необходимый для защиты сварочной ванны расход газа в 2—3 раза, напряжение на дуге в 1,4—1,6 раза и ширина зоны расплавления в 1,4 больше, чем при сварке в аргоне.
[c.355]
Установка ВУАС-1 (фиг. 76) предназначена для автоматической сварки в камере с контролируемой атмосферой изделий из активных металлов плавящимся или вольфрамовым электродом. Установка позволяет сваривать прямолинейные и кольцевые швы. Сварка производится сварочной головкой, находящейся внутри камеры. Установка состоит из герметической камеры, вакуумной системы и электрической части. В комплект установки входят головки для сварки вольфрамовым и нлавящи.мся электродом. [c.416]
Основным элементом авто.мата является сварочная головка, осуществляющая подачу электродной проволоки и поддержание заданного режима сварки. По ГОСТ 8213—75Е (табл. 44) автоматы для дуговой сварки плавящимся электродом классифицируются по следующим признакам способу защиты зоны дуги (Ф — для сварки под флюсом, Г — для сварки в защитных газах, ФГ — для сварки в защитных газах и под флюсом) роду применяемого сварочного тока (для сварки постоянным током, переменным, переменным и постоянным) способу охлаждения (с естественным охлаждением токопроводящей части сварочной головки и сопла, с принудительным охлаждением — водяным или газпаым) способу рсгулирпваиия скорости подач электродной проволоки (с плавным регулированием, с плавно ступенча-
[c.55]
44) автоматы для дуговой сварки плавящимся электродом классифицируются по следующим признакам способу защиты зоны дуги (Ф — для сварки под флюсом, Г — для сварки в защитных газах, ФГ — для сварки в защитных газах и под флюсом) роду применяемого сварочного тока (для сварки постоянным током, переменным, переменным и постоянным) способу охлаждения (с естественным охлаждением токопроводящей части сварочной головки и сопла, с принудительным охлаждением — водяным или газпаым) способу рсгулирпваиия скорости подач электродной проволоки (с плавным регулированием, с плавно ступенча-
[c.55]
ХЮ мм/(с-В) и 2-10 — 5-10 мм/(с-А). Саморегулирование выполняется тем лучше, чем более пологопадаюшая внешняя характеристика источника питания. Преимуществом рассмотренного регулятора является простота схемы сварочной головки и ее высокая надежность в работе. Этот регулятор характерен для автоматов, применяемых при сварке плавящимся электродом с постоянной скоростью подачи электродной проволоки. Принцип сохранения заданной скорости подачи электродной проволоки обеспечивается асинхронным эдектро-дччгателем с жесткой характеристикой.
[c.137]
Принцип сохранения заданной скорости подачи электродной проволоки обеспечивается асинхронным эдектро-дччгателем с жесткой характеристикой.
[c.137]
Автомат типа АРК-1 предназначен для сварки прямолинейных швов. При сварке плавящимся электродом сварочная головка имеет постоянную, ие зависящую от напряжения дуги, скорость подачи электродной проволоки. Сварка может производиться электродной проволокой диаметром 1,0—2,5 мм на токах до 500а. Автомат отличается высокой производительностью, может обслуживать несколько рабочих мест, удобен в работе, однако громоздок. [c.32]
Автоматическая дуговая сварка меди под флюсом. может осуществляться неплавящимся угольным или плавящимся металлическим электродами. Для автоматической сварки меди применяются флюсы ОСЦ-45, АН-20 и АН-348А. Оварка уголмым или графитовым электродом производится с помощью автоматической сварочной головки, которая передвигается вдоль шва с посгояняой скоростью Угольный или графитовый электрод закрепляется в автоматической головке. Для сваркн металла толщиной 4—8 мм уголь-
[c.519]
Для сваркн металла толщиной 4—8 мм уголь-
[c.519]
Стационарный аппарат АРК-2 радиально-консольного типа предназначен для сварки прямолинейных и кольцевых швов в среде защитных газов плавящимся или неплавящимся электродо.м. Свуроч-иая головка при сварке прямолинейных швов перемещается по консоли длиной до 2500 мм. а прп сварке кольцевых швов при диаметре [c.189]
Полуавто.маты ПДПГ-ЗОО, А-547Р и другие полуавтоматы аналогичных конструкций непригодны для сварки изделий из алю.миния или алюминиевых сплавов плавящимся алюминиевым электродом в связи с мягкостью алюминиевой проволоки и трудностью ее проталкивания через спираль гибкого шланга от. механизма подачи к сварочной головке. Подача алюминиевой электродной проволоки становится особенно затрудненной при сварке в труднодоступных местах и крутых изгибах гибкого шланга. Для полуавтоматической газоэлектрической сварки плавящимся алю.миниевым электродом нашей промышленностью выпускаются различные типы специализированных полуавтоматов, в то-М числе полуавтомат ПДА-300, на конструкции которого мы остановимся. [c.101]
[c.101]
Установка УДПГ-300 (ВНИИЭСО) предназначена для сварки сталей плавящимся электродом. В установку (фиг. 55) входят сварочный трактор, шкаф электроаппаратуры и источник тока. Трактор состоит пз каретки (тележки), головки и механизма подачи электродной проволоки перемещается на четырех обрезиненных колесах по направляющим. Оба ходовых вала тележки являются [c.397]
При сварке головка, кроме вращательного движения, должна соверщать перемещения по вертикали и сохранять заданный угол наклона относительно нормали к линии шва в данной точке. Для этих целей в конструкции сварочной головки имеются соответствующие копирные устройства. Сварка производится плавящимся или вольфрамовым электродом. Установка может быть использована для сварки кольцевых швов. В этом случае одна из бабок должна иметь привод. При изменении размеров обечайки производится переналадка установки. Левая и правая бабки могут переставляться вдоль станины с шагом 150 мм.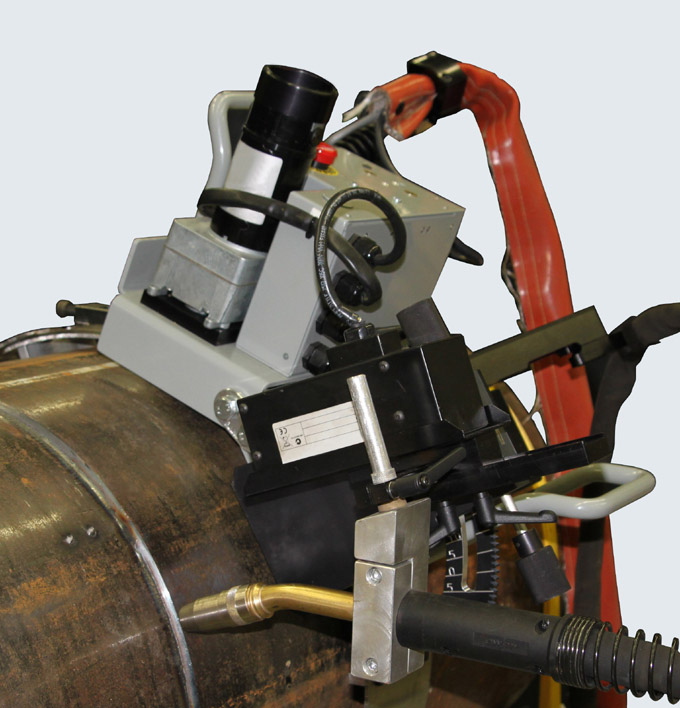 [c.416]
[c.416]
Порядок ведения процесса следующий свариваемые листы укладываются на медную подкладку, имеющую продольную ка- навку шириной 20 мм и глубиной 5 мм. Электроды устанавливаются вертикально на одной линии в средней части зазора. Место сварки засыпается флюсом ОСЦ-45 или АН-348. Процесс сварки начинается зажиганием дуги у неллавящегося электрода. Дуговой процесс быстро переходит в ванно-шлаковый с образованием у торца электрода ванны расплавленного флкха длиной по оси стыка 60—70 мм. После этого включают подачу плавящихся одного или двух электродов. После заполнения зазора в районе плавящихся электродов жидким металлом включается каретка сварочной головки и производится ванно-шлаковая свар- ка листов. В конце шва для заварки кратера, образовавшегося в зоне идущего впереди неплавящегося электрода, вначале размы- кается цепь этого электрода и производится заполнение кратера -металлом плавящихся электродов, после чего прекращается их 106 [c.106]
МУНДШТУК 1.
 В сварочной головке — то к оподв одящий мундштук — устройство для подвода тока к плавящемуся электроду и направления электрода в зону сварки. Подвод тока осуществляется через скользящий контакт. По конструкции контакта различают роликовые, колодочные и трубчатые М. 2. В сварочнойгорелке — сменная концевая часть наконечника горелки, служащая для формирования газокислородной струи.
[c.84]
В сварочной головке — то к оподв одящий мундштук — устройство для подвода тока к плавящемуся электроду и направления электрода в зону сварки. Подвод тока осуществляется через скользящий контакт. По конструкции контакта различают роликовые, колодочные и трубчатые М. 2. В сварочнойгорелке — сменная концевая часть наконечника горелки, служащая для формирования газокислородной струи.
[c.84]Так, флюсо-дуговая резка плавящимся электродом успешно применяется на промышленных станах при изготовлении труб со спиральным швом. При этом используется естественное вращение трубы, необходи.мое для сварки по спирали неподвижной сварочной головкой. Поскольку наряду с вращением относительно продольной оси сваренная труба находится в непрерывном поступательном движении, стан комплектуется специальным легуче-от-резным станком со сварочной головкой, подающим механизмом, катушкой для электродной проволоки и бункеро.м для флюса. [c.166]
Автоматическая сварка может производиться как неплавящимся, так и плавящимся электродом. На рис. 74 представлен автомат УДПГ-300 для сварки в защитном газе. На рисунке / — сварочная головка, 2 — механизм подачи проволоки, 3 — электродная проволока, 4 — кассета с электродной проволокой, 5 — кнопки управления, 6 — электродвигатель механизма подачи. Применяются специализированные сварочные тракторы АДСП-2 для сварки черных и цветных металлов толщиной 0,8 мм и более. Автоматы типа АТВ предназначены для сварки труб различного диаметра неплавящимся вольфрамовым электродом и присадочной проволокой диаметром 1,6…2,0 мм.
[c.83]
На рис. 74 представлен автомат УДПГ-300 для сварки в защитном газе. На рисунке / — сварочная головка, 2 — механизм подачи проволоки, 3 — электродная проволока, 4 — кассета с электродной проволокой, 5 — кнопки управления, 6 — электродвигатель механизма подачи. Применяются специализированные сварочные тракторы АДСП-2 для сварки черных и цветных металлов толщиной 0,8 мм и более. Автоматы типа АТВ предназначены для сварки труб различного диаметра неплавящимся вольфрамовым электродом и присадочной проволокой диаметром 1,6…2,0 мм.
[c.83]
Автоматическая и полуавтоматическая сварка в защитных газах
Автоматическая и полуавтоматическая сварка в защитных газах
Сущность способа сварки в защитных газах заключается в том, что дуга горит в струе защитного газа, оттесняющего воздух из зоны сварки и защищающего расплавленный металл от вредного воздействия газов, содержащихся в атмосфере.
Основными преимуществами сварки в среде защитного газа перед другими способами являются: надежная защита расплавленного металла от окисления кислородом окружающего воздуха; отсутствие обмазок и флюсов при сварке, усложняющих и удорожающих этот процесс; высокая производительность; простота процесса и возможность его механизации при сварке в различных пространственных положениях с помощью простых приспособлений; возможность сварки цветных металлов, сплавов и разнородных металлов; хороший внешний вид сварного шва и высокие механические свойства соединения; возможность качественной сварки труб без внутренних подкладных колец или ручной подварки.
К недостаткам сварки в защитных газах следует отнести осложнения при проведении сварки на открытом воздухе, особенно в ветреную погоду из-за возможности отдува защитного газа струей воздуха, а также большие выделения вредного газа на рабочем месте сварщика.
В качестве защитного газа используют инертные газы: аргон и азот, не взаимодействующие с расплавленными металлами, а также активные газы и смеси газов: водород, смесь водорода и азота, углекислый газ, смесь аргона и углекислого газа, смесь аргона и кислорода, взаимодействующие в большей или меньшей степени с расплавленным металлом. Защитный газ выбирают в зависимости от свариваемых материалов.
Сваривать в защитных газах можно плавящимся или неплавящимся электродом. При сварке плавящимся электродом электрическая дуга горит между электродной проволокой, подаваемой в зону сварки, и изделием. Дуга расплавляет электродную проволоку и основной металл. При сварке неплавящимся электродом электрическая дуга горит между неплавящимся угольным или вольфрамовым электродом и изделием. Передвигаясь вдоль кромок соединения, дуга оплавляет их. Для сварки неплавящимся электродом используют вольфрамовые стержни диаметром от 0,8 до 10 мм. Диаметр прутка выбирают с учетом требуемой величины сварочного тока.
Передвигаясь вдоль кромок соединения, дуга оплавляет их. Для сварки неплавящимся электродом используют вольфрамовые стержни диаметром от 0,8 до 10 мм. Диаметр прутка выбирают с учетом требуемой величины сварочного тока.
Способ сварки в струе, аргона плавящимися и неплавящимися электродами нашел применение при изготовлении трубопроводов из нержавеющих и жаропрочных сталей, цветных металлов (алюминий, медь, титан) и их сплавов.
Промышленность выпускает аргон технический, чистый первого и второго сорта. Хранят и транспортируют аргон в стандартных стальных баллонах емкостью 40 л при давлении 150 кгс/см2в газообразном состоянии. Баллоны для хранения технического аргона окрашивают в черный цвет, на верхнюю часть баллона наносят белую поперечную полосу. Баллон имеет надпись «Аргон технический». Баллоны для хранения чистого аргона окрашивают в нижней части в черный, а в верхней части— в белый цвет, на верхней части черными буквами пишут «Аргон чистый».
Источником постоянного тока служат стандартные сварочные генераторы с падающей внешней характеристикой—ПС-300, ПС-500. Величину сварочного тока регулируют балластными реостатами РБ-200 от 10 до 200 а и РБ-300 от 20 до 300 а.
Источником тока при сварке на переменном токе являются стандартные сварочные трансформаторы с дросселями.
Для ручной аргонодуговой сварки неплавящимся электродом используют установку УРСА-600, предназначенную для сварки на переменном токе от 50 до 600 а. В комплект установки входят сварочные горелки, источник питания и аппаратура управления. Кроме того, промышленность выпускает установки УДАР-300 и УДАР-500. Установка УДАР-300 предназначена для сварки вольфрамовым электродом диаметром от 1,5 до 7 мм при силе тока до 300 а, а УДАР-500 — при силе тока до 500 а. В комплект установки входят две горелки, источник питания (трансформатор и дроссель насыщения) и аппаратный ящик.
В последние годы разработано значительное количество различных горелок: ГРАД-1, ГРАД-2, ГРАД-3, ЭЗР-1-54, ЭЗР-2-54. Хорошим качеством отличаются горелки АР-9 и РГС-1.
Хорошим качеством отличаются горелки АР-9 и РГС-1.
Автоматическую аргонодуговую сварку применяют для соединения поворотных и неповоротных стыков труб диаметром до 219 мм. Автоматическую сварку неповоротных стыков труб выполняют с помощью специализированных автоматов АТВ (рис. 83), AT и АГН с неплавящимся вольфрамовым электродом. Для сварки поворотных стыков труб применяют полуавтоматы с плавящимся электродом: ПШП-9, ПША-10, ПДА-300 и автоматы АДСП, АДПГ, АДСВ. Кроме указанной аппаратуры в промышленности работает большое количество специализированных установок.
В среде инертного газа — азота сваривают в основном медь и ее сплавы.
Азотно-дуговую сварку меди осуществляют только неплавящимся электродом с подачей в зону дуги присадочного материала. В качестве неплавящегося электрода можно применять угольные или торированные вольфрамовые стержни. Неторированные вольфрамовые стержни частично плавятся при сварке в азоте и загрязняют металл шва вольфрамом.
В среде углекислого газа можно сваривать трубы диаметром от 10 до 1000 мм с толщиной стенки от 0,5 до 30 мм.
Применение углекислого газа позволяет механизировать сварку швов, расположенных в любом пространственном положении, в том числе и в потолочном. Преимуществом сварки в защитных газах является небольшая стоимость углекислого газа. Углекислый газ в 12 раз дешевле аргона.
Жидкую углекислоту, предназначенную для сварки, транспортируют в стальных баллонах при давлении 50—60 кгс/см2. Баллоны должны быть окрашены в черный цвет и иметь надпись «Углекислота». В обычный стандартный баллон емкостью 40 л заливают 25 кг углекислоты. При испарении 25 кг жидкой углекислоты образуется 12 600 л газа.
Рис. 83. Автомат АТВ для аргонодуговой сварки неповоротных стыков труб
Рис. 84. Головка ТСГ-7 для автоматической сварки поперечноколеблющимся электродом поворотных стыков труб
Для сварки можно использовать жидкую «пищевую» углекислоту.
Для сварки труб в среде углекислого газа плавящимся электродом применяют малоуглеродистую проволоку с повышенным содержанием марганца и кремния марок СВ-08ГС и СВ-08Г2С. Сварку в среде углекислого газа ведут на постоянном токе обратной полярности. Устойчивость процесса возможна только при использовании специальных сварочных генераторов с жесткой или возрастающей внешней характеристикой, а также выпрямителей. В качестве источников питания используют сварочные преобразователи ПСГ-350 или ПСГ-500 или универсальные преобразователи ПСУ-500.
Сварку неповоротных стыков труб, приварку фланцев и штуцеров выполняют с помощью полуавтоматов А-547 и А-607. Для сварки поворотных стыков труб могут быть также использованы автоматы АСП-60, А-537, АДСП-2, головка ТСГ-7, ранцевый полуавтомат А-765. Для полуавтоматической сварки в углекислом газе применяют полуавтомат ПДПГ-500 и подающие механизмы полуавтоматов ПШ-5, ПШ-54, ПДШП-500, используемых при сварке под флюсом. Полуавтоматическую сварку труб применяют для выполнения первого слоя шва (с учетом сварки последующих слоев под флюсом) или для полной заварки стыка в два-три слоя.
Головка ТСГ-7 (рис. 84) предназначена для сварки поворотных стыков труб с условным проходом 50—1000 мм при толщине стенки 2 мм и более одной поперечно колеблющейся электродной проволокой. Поперечно колеблющаяся электродная проволока позволяет сваривать стыки труб и деталей с повышенными зазорами и смещением кромок.
1. В чем преимущества и недостатки сварки труб в среде защитных газов по сравнению со сваркой под флюсом?
2. Что такое неплавящиеся электроды, из какого металла их изготовляют?
3. Для каких сталей применяют аргонодуговую сварку?
4. Какое оборудование и какие приспособления используют для ручной аргонодуговой сварки?
5. Укажите область применения сварки в среде углекислого газа.
6. Какое оборудование применяют для сварки в среде углекислого газа?
Все материалы раздела «Сварка труб» :
● Способы сварки трубопроводов и виды сварных соединений
● Подготовка труб под сварку
● Технология газовой сварки и резки
● Кислородно-флюсовая и дуговая резка
● Технология ручной электродуговой сварки, электроды
● Источники питания сварочной дуги
● Автоматическая и полуавтоматическая сварка под флюсом
● Автоматическая и полуавтоматическая сварка в защитных газах
● Сварка трубопроводов из легированной стали
● Сварка трубопроводов высокого давления, термообработка сварных соединений
● Сварка трубопроводов из алюминия и его сплавов, из меди и ее сплавов
● Пайка трубопроводов, дефекты сварных швов
● Контроль качества сварных швов
● Виды сварки и применяемое оборудование
● Сварка и склеивание винипластовых труб
● Сварка полиэтиленовых трубопроводов
● Правила техники безопасности при резке и сварке трубопроводов
Автоматическая сварка
Исходя из степени механизации сварочных процедур, выделяют электродуговую сварку автоматическую и полуавтоматическую. К первому типу следует относить сварку либо наплавку с автоматизированным зажиганием дуги и поддержкой процесса ее работы, механизацией подачи электродных сварочных материалов в область расплавления и передвижения дуги по оси соединения. В полуавтоматической сварке и наплавке механизации подвергается лишь подача электродного материала, а продвижение дуги осуществляется вручную.
Устройство установки для автоматической сварки
Специализированное оборудование, составляемое из сварочного аппарата либо машины, источника электропитания дуги и автоматизированного дополнительного оснащения называется установкой для автоматической сварки в углекислом газе. Сварочный аппарат, представляющий собой соединение конструкций, включает сварочную головку с устройством для ее передвижения по линии шва, приспособления для подачи газовой защиты или флюса, кассеты либо катушки для сварочной проволоки и управляющий пульт. Аппарат, перемещаемый в ходе проведения работ по сварке автоматизированным способом по отношению к соединяемым деталям, называют сварочным автоматом.
Важнейшим элементом оборудования аппарата для автоматической сварки служит сварочная головка. Данное электромеханическое приспособление призвано производить подачу электродного материала в область действия дуги, подводить сварочный электроток, поддерживать устойчивость дугового горения и своевременно прекращать процесс сварки.
Передвижение сварочной головки осуществляется по особому пути (проложенным по изделию направляющим рельсам) либо непосредственно по обрабатываемой заготовке. Считается самоходной та сварочная головка, в устройстве которой присутствует приспособление для ее передвижения над обрабатываемой заготовкой. Когда сварочную головку закрепляют на стенде выше свариваемой конструкции в неподвижном положении, она называется подвесной. Такие головки обычно не имеют устройства для собственного передвижения, поэтому по отношению к дуге посредством специального механизма либо стенда с закрепленной головкой движется заготовка.
Используемый в технологии автоматической сварки в защитных газах переносимый сварочный агрегат называют сварочным трактором. Он оснащен самодвижущейся тележкой, перемещающей его на плоскости детали вдоль соединяемых кромок либо по особому переносному пути, проложенному по заготовке. Применяемые в промышленном производстве сварочные аппараты (автоматы) отличаются большим разнообразием, исходя из назначения, и бывают как универсальными, так и специализированными.
В комплектацию сварочных (наплавочных) аппаратов (автоматов), кроме сварочного инструментария (горелки либо мундштука), входит еще целый ряд приспособлений. В первую очередь, это механизмы автоматизированной подачи присадочного и электродного материалов в область действия дуги, а также устройство передвижения аппаратуры по линии шва. Помимо этого, необходимы еще приспособления для дополнительного передвижения (корректировочного, настроечного, вспомогательного).
Особое место занимают газовая аппаратура, приспособления, размещающие электродный и присадочный материалы, а также флюсы для автоматической дуговой сварки. Практически все оборудование соединяется с источником электротока, управляющими системами, средствами обеспечения безопасности. Причем сущность автоматической сварки под флюсом предполагает использование в автоматах подвесных головок, снабженных особым электрическим приводом для подачи сварочных материалов.
Принцип работы автоматического сварочного оборудования
При автоматизированном способе ведения сварочного процесса наиболее целесообразно использование источников питания с пологопадающими и жесткими характеристиками. Первые оптимальны для сварочных работ под флюсом, а вторые при сварке в защитных газовых средах. В автоматической сварке кольцевых швов трубопроводов нередки случаи колебания длины дуги, а в ходе проведении работ в труднодоступном месте соединения сварщику это приходится делать искусственно самому. Поэтому наиболее предпочтительны источники электропитания крутопадающих характеристик. С их использованием изменения силы электротока при определенных режимах автоматической аргонодуговой сварки неплавящимся электродом будут несущественными. А это значит, что и основные размеры шва не будут сильно изменяться.
В автоматах применяется принцип саморегулирования электродуги. Поэтому отличается постоянством скорость подачи электродного материала и проволоки для орбитальной автоматической сварки труб, не имеющая зависимости от дугового напряжения. Данные аппараты снабжены асинхронным двигателем, который с неизменяемой частотой вращает посредством редуктора подающий ролик, что обеспечивает постоянство скорости подачи сварочной проволоки в область горения дуги. Также к преимуществам сварочных автоматов относят надежность функционирования и простоту их электрической схемы.
Для сборочно-сварочных операций в массовом и серийном производстве используются автоматические линии сварки, представляющие собой комплексы оборудования, взаимосвязанного и согласованно работающего по единому технологическому циклу. Такие поточные линии включают механизмы, приспособления и устройства для производства процессов подготовки металла с его раскроем, сборки, сварки и контрольных операций в отношении готовой продукции. Автоматизация линий позволяет выполнять полный цикл операций изготовления изделия в заданной технологией последовательности.
Для всех процедур и оборудования линии предусмотрены единый механизм управления и общие транспортные приспособления, с помощью которых осуществляется передвижение свариваемых заготовок от одной операционной аппаратуры к другой. Благодаря автоматизации оборудования и применению специальной оснастки поточные линии способны осуществлять под наблюдением нескольких операторов все сборочно-сварочные работы по производству серийной продукции.
Автомат сварочный для сварки в защитных газах ИТС АДГ-630 с БУ
Наличие: на складе
Сварочный автомат АДГ-630 предназначен для автоматической однослойной, многослойной сварки и наплавки электродной проволокой в среде защитных газов изделий из малоуглеродистых и низколегированных сталей на постоянном токе.
Варианты доставки:
- самовывоз со склада
- автотранспортом
- поездом
Варианты оплаты:
- безналичный расчет
- наличный расчет
- оплата по картам
Ваш технический специалист:
Ф.И.О.: Богданов Александр ВладимировичТелефон: 8 (925) 020-21-01
Эл. почта: [email protected]
Купить Автомат сварочный для сварки в защитных газах ИТС АДГ-630 с БУ в Москве
Полное описание
Автомат АДГ-630 используется при сварке стыковых соединений (с разделкой и без разделки кромок), нахлесточных и угловых соединений, внутри и вне колеи автомата, а так же при сварке угловых соединений «в лодочку».Швы могут быть прямолинейными и кольцевыми.Автомат в процессе сварки может перемещается непосредственно по свариваемому изделию или рядом с изделием, а так же может передвигаться по уложенной направляющей профильной линейке.
Преимущества сварочного автомата АДГ-630:
- Плавная регулировка скорости подачи электродной проволоки
- Плавная регулировка скорости перемещения тележки
- Штатно комплектуется водоохлаждаемой горелкой
- Возможность предустановки сварочного тока и скорости сварки
- Цифровая индикация параметров сварки
- Надежность и простота конструкции
- Малый вес и габаритные размеры.
Технические характеристики
|
Напряжение питающей сети, при частоте 50 Гц, В |
3 х 380 |
|
Номинальный сварочный ток, при ПВ=60%, А |
630 |
|
Диаметр электродной проволоки, мм |
Стальная 1,6-2,4 |
|
Пределы регулирования скорости подачи электродной проволоки, м\ч |
120 — 720 |
|
Пределы регулирования скорости сварки, м\ч |
12 — 120 |
|
Пределы регулирования времени растяжки дуги, с |
0,5 – 1,2 |
|
Угол поворота сварочной головки относительно вертикальной оси, град. |
±90 град. |
|
Угол поворота сварочной головки вокруг горизонтальной оси, град. |
±45 |
|
Угол наклона токоподвода относительно вертикальной оси, град. |
+45? (углом вперед) |
|
Ход вертикального суппорта, мм |
100 |
|
Ход горизонтального суппорта, мм |
100 |
|
Межосевое расстояние колес, мм |
240 |
|
Колесная колея, мм |
206 |
|
Вместимость кассеты для сварочной проволоки, кг |
15 |
|
Масса трактора, без проволоки, кг |
32 |
|
Габаритные размеры, мм (длина х ширина х высота) |
680х385х630 |
Комплект поставки
- Автомат для дуговой сварки и наплавки в среде защитных газов АДГ-630
Просмотров: 316
ПА | НПП Технотрон, ООО
Установка ОСА-ПА предназначена для автоматической сварки труб в трубные доски проволокой сплошного сечения в среде активных и защитных газов.
Традиционные установки для сварки трубных решеток, производят сварку вольфрамовым электродом в среде аргона (аргонодуговая сварка — TIG) с подачей присадочной проволоки. Это технология предполагает идеальную подготовку кромок и сборку детали, что не всегда достижимо или нерационально в реальных условиях производства.
Установка ОСА-ПА использует сварку плавящимся электродом(MIG/MAG) с диаметром проволоки 0,8-1мм в CO2 или в смеси Ar+CО2. Это позволяет смягчить требования к сборке детали и получить высокую производительность сварки.
Установка ОСА-ПА имеет заводскую гарантию 2 года.
Функциональные возможности
- Сварка может производиться как с разделкой стыка, так и без его разделки.
- Установка используется для вварки труб из низколегированных конструкционных сталей, легированных коррозионностойких сталей.
- Высокая скорость сварки (в 4 раза выше, чем аргонодуговая сварка).
- Невысокие требования к допускам при сборке заготовок.
- Позволяет вести сварку в горизонтальной и вертикальной плоскостях.
- Высокое качество сварочного шва.
Сварочная головка
- Крепление сварочной головки за внутреннюю поверхность трубы осуществляется при помощи цангового зажима.
- Переналадка на различные диаметры труб осуществляется сменными цангами.
- Имеет катушку и механизм подачи сварочной проволоки.
- Оснащена приводом вращения и механизмом позиционирования горелки относительно сварочного стыка.
Блок управления с пультом дистанционного управления предназначен для выставления режимов работы сварочной головки.
- Плавная регулировка скорости вращения сварочной головки.
- Плавная регулировка скорости подачи сварочной проволоки.
- Плавная регулировка величины перекрытия сварочного шва.
- Плавная регулировка времени гашения дуги.
- Пульт дистанционного управления служит для управления процессом сварки
Комплекс может иметь различные исполнения, например, для приварки к трубам «сгонов» и «бобышек».Комплект оборудования для ручной плазменной резки.
С аппаратом ДС 400.33УКП и ПМ-4.33 поставляется комплект кабелей различной длины.:
Плазмотрон Т150 | |
«Земляной кабель» | |
| |
| |
|
С аппаратом ДС 120П.33 поставляется:
Труборез ТР-2.3 или ТР-2.4 | |
Резак Т150А (дина шлангопакета 15м или 25м) | |
Блок управления БУТ-2.3 | |
Пульт ДУ УПР-2.3 | |
Cоединительные кабели | |
ЗИП для резака Т150 |
АППАРАТЫ ДЛЯ ДУГОВОЙ АВТОМАТИЧЕСКОЙ СВАРКИ
Основные требования к конструкции. Аппараты для дуговой автоматической сварки в защитных газах обеспечивают выполнение следующих операций:
— зажигание дуги в начале сварки;
— подачу электрода (или присадочного материала) в зону дуги по мере его оплавления;
— регулирование параметров дуги;
— передвижение дуги вдоль свариваемых кромок;
— защиту зоны дуги и сварочной ванны от воздействия воздуха;
— направление электрода по шву;
— прекращение процесса сварки с совмещением операций заварки кратера и прекращения подачи защитного газа через определенный интервал времени.
Конструкция аппаратов для автоматической сварки должна обеспечивать стабильность процесса сварки, быструю переналадку режима сварки, надежность, удобство обслуживания, безопасность работы. Аппараты должны быть малогабаритными небольшой массы и отвечать требованиям промышленной эстетики.
Классификация. На рис. 15 представлена классификация аппаратов для дуговой автоматической сварки в защитных газах.
Переносные аппараты могут быть выполнены в виде сварочных головок, например переносная сварочная головка для приварки труб к трубным решеткам. Сварочную головку типа АГ6-32М применяют для приварки труб к трубным решеткам. Установка предназначена для дуговой автоматической приварки труб диаметром от 6 до 32 мм к трубным решеткам неплавящимся электродом в среде аргона и комплектуется тремя переносными сварочными головками АГ6-12М, АГ10-18М и АГ19-32М (цифрами указан диапазон диаметров привариваемых труб).
Модификации установки АГ6-32М предусматривают возможность приварки труб к трубным решеткам по криволинейной поверхности, а также электродуго — вую приварку неплавящимся электродом с подачей присадочного материала. Производительность сварочных головок до 120 швов в час. Масса малой, средней и большой головок без присоединительных проводов и шлангов составляет 1,0; 1,8 и 2,5 кг соответственно. В ЦНИИТмаше разработаны переносные сварочные головки АГ12-16 и АГ16-28 пистолетного типа для приварки труб к трубным решеткам.
Фиксация переносной горелки осуществляется непосредственно по внутренней поверхности привариваемой трубы с помощью цангового устройства. Этот принцип фиксации обеспечивает при небольших габаритах головки быстрый съем и надежную установку автомата на привариваемой трубке. Внутренний диаметр привариваемых трубок 10—24 мм; толщина стенки 0,3—2,0 мм. Весь цикл сварки одного шва осуществляется автоматически с момента нажатия на кнопку «пуск». Сварочный ток постоянный, до 120 А. Установка обеспечивает хорошее качество сварных соединений с производительностью до 120 швов в час. Длина шлангов от сварочной головки до аппаратного ящика 3,5 м. Габариты головки-пистолета 270 X 160 X ПО мм, масса (без шлангов) 2,7 кг.
Переносными выполняются автоматы для дуговой сварки неповоротных стыков труб в монтажных условиях. Автомат ACT-I применяют для аргонодуговой сварки неповоротных стыков труб вольфрамовым электродом без присадки. Аппарат комплектуется набором сменных головок, обеспечивающих сварку
Рис. 15. Классификация аппаратов для дуговой автоматической сварки в защитных газах |
труб следующих диаметров 8—25; 25—40; 40—60; 60—85; 85—110; 110—150 и 150—220 мм.
Автоматы типа АСТ-1 имеют разъемный корпус для установки и снятия о трубопровода. Привод вращения сварочной головки смонтирован непосредственно на корпусе. Автоматы типа АСТ-1 выпускаются трех модификаций (ACT-IA, ACT-IC и ACT-IT) для сварки груб из алюминиевых сплавов, коррозионно-стойких сталей и титановых сплавов соответственно. Автоматы комплектуются источниками питания в зависимости от материала трубопроводов (алюминий, сталь, титан). На неповоротных стыках труб из титановых сплавов применяют горелку для сварки сжатой дугой. Для сварки в монтажных условиях неповоротных стыков труб неплавящимся электродом с присадочной проволокой применяют автоматы АСТ-11. Разъемный корпус сменных головок автомата АСТ-11 содержит два привода для перемещения горелки и присадочной проволоки. Оба привода обеспечивают независимое плавное изменение скорости. Автоматы ACT-II выпускаются для сварки труб из алюминиевых сплавов, коррозионно-стойких сталей и титановых сплавов.
Для аргонодуговой сварки вольфрамовым электродом неповоротных стыков труб находят широкое применение переносные автоматы типа ОДА. Автоматы ОДА можно использовать как в условиях предварительной сборки, так и непосредственно при монтаже трубопроводов. Трубы из коррозионно стойких сталей диаметром 8—76 мм с толщиной стенок до 3 мм свариваются за один проход или способом автоопрессовки. Расположение механизма поперечной корректировки электрода на невращающейся части автомата облегчает работу оператора. «Легкая переносная аппаратура управления, большая длина соединительных кабелей и наличие ручного пульта позволяет выполнять сварку на высоте, в колодцах, люках и других труднодоступных местах. Аппаратура управления обеспечивает изменение скорости сварки по заданной программе; цикл сварки автоматический. Автоматы ОДА обеспечивают высокую производительность монтажных работ. Оми могут быть использованы в различных отраслях народного хозяйства.
Для автоматической аргонодуговой сварки неповоротных стыков трубопроводов из коррозионно-стойкой и жаропрочной. стали в монтажных условиях успешно применяют переносные головки типа ГТМ. Головки этого типа осуществляют сварку дугой, вращающейся в магнитном поле без присадочного материала. В тех случаях, когда это возможно, используют остающуюся подкладку или применяют отбортовку. Отсутствие необходимости настроек по длине дуги, по стыку, а также простота закрепления перекосных головок на трубе позволяет значительно сократить время установки головок на свариваемый стык и увеличить производительность сварки. Благодаря компактности и простоте устройства (отсутствие вращающихся частей и приводов) головки могут быть использованы для сварки трубопроводов в труднодоступных местах. Головки ГТМ-1 изготовляют двух типоразмеров для труб диаметром 10—65 мм, головки ГТМ-2 — трех типоразмеров для труб диаметром 6—50 мм. Техническая характеристика переносных автоматов для сБарки неповорогпых стыков труб в монтажных условиях типа ACT, ОДА и ГТМ приведена в табл. 8.
Большую группу аппаратов для дуговой автоматической сварки в защитных газах составляют подвесные сварочные головки. Их применяют главным образом в установках, когда в процессе сварки передвигается изделие или когда головка закреплена на перемещающейся части установки. Часто в качестве подвесных сварочных головок применяют отдельные узлы самоходных аппаратов. Однако в некоторых случаях подвесные сварочные головки выпускаются заводами — изготовителями в виде автономных агрегатов, оснащенных пультом управления и шкафом электроаппаратуры.
Подвесные головки, как правило, состоят из сварочной горелки, механизма подачи присадочной проволоки, механизмов для установочных перемещений горелки, катушки для электродной проволоки и устройства для закрепления головки на консоли или траверсе.
Пульт управления конструируют таким, чтобы его можно было разместить на головке или в любом удобном для работы месте. На рис. 16 показана конструктивная схема сварочной головки АГВ-5. Она отличается от известной сварочной головки АГВ-2 тем, что позволяет осуществлять поперечные колебания горелки в процессе сварки. При сварке вольфрамовым электродом с помощью блока БРДД-1 (входит в комплект головки) осуществляется автоматическое поддержание заданной длины дуги. Сварка ведется как с подачей присадочной проволоки, так и без нее.
Подвесная сварочная головка типа ГСВ-1А предназначена для аргонодуговой автоматической сварки неплавящимся электродом как с присадкой, так и без нее. Отличительной особенностью головки ГСВ-1А (скомпанованной из узлов головок типа АГВ) является возможность обзора оператором зоны сварки с помощью специального оптического устройства, принимающего изображение через гибкий световод.
Рассмотренные подвесные аппараты для автоматической сварки предусматривают их жесткое крепление на консолях или траверсах. Имеется группа сварсч — ных автоматов, которая из-за специфики условий работы подвешивается с во-
8. lt-хиическая характеристика переносных автоматов для сварки неповоротных стыков труб в монтажных условиях
Автомат | Диаметр свариваемых труб, мм | Радиус вращаю щихся частей головки, мм | Установочная длина ** головки, мм | Максимальный сварочный ток, А | Габаритные размеры головки, мм | Масса головки без шлангов, кг |
ЛСТ-1-25-А | 8—25 | 55 | 65 | 200 | 200Х 80Х 185 | 2,3 |
ACT-I-40-A | 25—40 | 80 | 65 | 200 | 200х 80X 207 | 3,1 |
ACT-I-60-A | 40—60 | 90 | 65 | 220 | 218Х 80X 228 | 3,5 |
ACT-I-85-A | 60—85 | 105 | 65 | 200 | 230Х 85X 264 | 4,2 |
АСТ-1-110-А | 85—110 | 120 | 65 | 200 | 242Х 85X 296 | 4,6 |
ACT-I-150-A | 110—150 | 140 | 65 | 200 | 257X 85X 345 | 5,4 |
ACT-I-220-A | 150—220 | 170 | 65 | 200 | 310Х 85Х 420 | 6,1 |
ACT-I-25-C | 8—25 | 55 | 65 | 250 | 200Х 80Х 185 | 2,3 |
ACT-I -40-С | 25 — 40 | 80 | 65 | 250 | 200Х 80Х 207 | 3,1 |
ACT-I-60-C | 40—60 | 90 | 65 | 250 | 2І8Х 80Х 228 | 3,5 |
ACT-I-85-С | 60—85 | 105 | 65 | 250 | 230Х 85 X 264 | 4,2 |
ACT’1-і 10-С | 85—110 | 120 | 65 | 250 | 242 X 85 X 296 | 4,6 |
АСТ-І-150-С | 110—150 | 140 | 65 | 250 | 257X 85X 34 5 | 5,4 |
ACT I-200-С | 150—220 | 170 | 65 | 250 | 310Х 85Х 420 | 6,1 |
ACT-I -25-Т | 8—25 | 55 | 65 | 300 | 200Х 80Х 185 | 2,3 |
ACT-і-4 0-Т | 25-40 | 80 | 65 | 300 | 2С0Х 80Х 207 | 3,1 |
ACT-I -60-Т | 40—60 | 90 | 65 | 300 | 21 8X 85Х 228 | 3,5 |
ACT-1 -85-Т | 60—85 | 105 | 65 | 300 | 230Х 85X 264 | 4,2 |
ACT — І-110-Т | 85—110 | 120 | 65 | 300 | 242 X 85 X 296 | 4,6 |
ACT-1 150-Т | 110—150 | 140 | 65 | 300 | 257Х 85X 345 | 5,4 |
ACT-1-220-Т | 150—220 | 170 | 65 | 300 | 310Х 85X 420 | 6,1 |
ACT И — 2-5-Л | 8—25 | 55 | 75 | 200 | 110Х 115X 305 | 5,3 |
ACT — і! -4 0-A | 25—40 | 80 | 75 | 200 | 13G X 115X305 | 6,1 |
ACT 1 і — GO — Л | 40—60 | 90 | 75 | 200 | 155Х 115X320 | 6,6 |
ACT-I 1-85-Л | 60—85 | 105 | 75 | 200 | І70Х 115Х 346 | 6,8 |
ACT-11 і Ю-A | 85—110 | 120 | 75 | 200 | 210Х 115Х 388 | 8,6 |
ACT-11-150-А | 110—150 | 140 | 75 | 200 | 246 X П 5Х 412 | 9,0 |
ACT — і 1 -220-А | 150—220 | 170 | 75 | 200 | 335X 11 5X 490 | 9,2 |
АСТ-1І-25-С | 8 — 25 | 55 | 75 | 250 | ПОХ 11 5X 305 | 5,3 |
ACT-11-4 0-С | 25-40 | 80 | 75 | 250 | 136Х 11 5X 305 | 6,1 |
ACT-11-60-С | 40—60 | 90 | 75 | 250 | 155Х 115X 320 | 6,6 |
ACT-11-85-С | 60—85 | 105 | 75 | 250 | 170Х 115X 346 | 6,8 |
ACT-II-110-C | 85—110 | 120 | 75 | 250 | 210Х 11 5X 388 | 8,6 |
ACT-1I-150C | 110—150 | 140 | 75 | 250 | 246Х 115X412 | 9,0 |
ACT-11-220-C | 150—220 | 170 | 75 | 250 | 335Х 115Х 490 | 9,2 |
ACT-1I-25-T | 8—25 | 55 | 75 | 300 | 110X115X305 | 5,3 |
ACT-I 1-4 0-T | 25—40 | 80 | 75 | 300 | 136Х 115Х 305 | 6,1 |
ACT-I 1-60-T | 40—60 | 90 | 75 | 300 | 155Х 115X320 | 6,6 |
ACT-I I-85-T | 60—85 | 105 | 75 | 300 | 170Х 11 5X 346 | 6,8 |
ACT-II-110-T | 85—110 | 120 | 75 | 300 | 21 OX 115Х 388 | 8,6 |
ACT-1I-150-T | 110-150 | 140 | 75 | 300 | 246 X 115X 412 | 9,0 |
ACT-I I-220-T | 150-220 | 170 | 75 | 300 | 335 X 1 15X 490 | 9,2 |
ОДА-1С | 8—26 | 40 | 63 | 100 | 138 X 194X 60 | 4,1 |
ОДА-2С | 20—42 | 55 | 90 | 160 | 180Х 250Х 80 | 5,7 |
ОДА-ЗС | 42—76 | 90 | 100 | 200 | 190X355X90 | 11,8 |
ГТМ-Ї-25 | 10—25 | 45 | 40 | 250 | 265X90X90 | 3,4 |
ГТМ-1-65 | 25-65 | 45 | 40 | 250 | 302 X 90Х 124 | 4,1 |
ГТМ-2-20 | 6—20 | 50 | 40 | 250 | 265 X 101X 90 | 3,4 |
ГТМ-2-35 | 20—35 | 50 | 40 | 250 | 285 X 102 X 107 | 3,7 |
ГТМ-2-50 | 35—50 | 50 | 40 | 250 | 295Х 102 X 120 | 4,0 |
1,1 Установоч ходимая для креї | ная длина — тления сваї | — минималт (ОЧНОЙ голо | >ная длина вки. | ПрИМОГ< | > участка трубы, г | геоб- |
мощью гибкой связи, например аппарат А-1208С, разработанный в ИЭС им. Е. О. Патона. Аппарат подвешивается с помощью троса и предназначен для сварки в среде углекислого газа сплошной или порошковой проволокой обсадных труб над устьем скважины при температуре окружающего воздуха от —30 до +40° С.
Отличительной особенностью подобных подвесных аппаратов являются устройства для установки и фиксации на свариваемой трубе, а также наличие механизмов, обеспечивающих настройку горелки на стык по вертикали.
Вращатель аппарата А-1208С снабжен установочными призмами и пневмоза — жимом, а настройка на стык осуществляется пневмоподъемником с гидравлическим регулятором скорости.
В комплект А-1208С входят вращатель, сварочная головка, переносной пульт и пункт питания, состоящий из шкафа управления и двух сварочных преобразователей ПСГ-500. Техническая характеристика подвесных аппаратов для автоматической сварки в защитных газах приведена в табл. 9.
Большое промышленное применение получили самоходные аппараты для дуговой сварки в защитных газах.
Эта группа аппаратов отличается наличием устройства, обеспечивающего передвижение сварочной головки вдоль свариваемых кромок с заданной скоростью сварки. В зависимости от конструкции перемещающего устройства автоматы бывают следующих типов: такторного, кареточного (рис. 17), консольного и портального.
Автомат типа АДГ-502 для дуговой сварки в углекислом газе плавящимся электродом самоходный тракторного типа; состоит из унифицированных узлов для сварки низкоуглеродистых сталей толщиной 1 мм и более. Сварочный трактор представляет собой самоходную каретку со смонтированными на ней сварочной головкой, пультом управления и барабаном для электродной проволоки. Промежуточный шкаф управления отсутствует. Механизмы трактора обеспечивают: а) установочное перемещение горелки поперек шва; б) поворот сварочной головки вместе е пультом и барабаном вокруг вертикальной оси на угол ^90°; в) поворот сварочной головки от вертикали на угол 45° в каждую сторону поперек шва и вдоль шва. Каретка трактора приводится в движение электродвигателем постоянного тока; все четыре колеса ведущие. С помощью рукоятки и зубчатых полумуфт колеса можно выводить из зацепления с приводом. Механизм подачи присадочной проволоки двухступенчатый с плавным регулированием внутри каждой ступени.
Автомат А-1417 для дуговой сварки плавящимся электродом в среде углекислого газа — самоходный, кареточного типа. Автомат А-1417 является базовой моделью самоходных автоматов тяжелого типа. Он имеет подвесную самоходную тележку с независимым механическим приводом. Механизм подачи электродной проволоки размещен в непосредственной близости от сварочной горелки. Сварочную горелку можно наклонять от вертикали на =s=45Q, поднимать и опу-
9. Техническая характеристика подвесных аппаратов для дуговой автоматической сварки в защитных газах
Тип | I со в О «к Я iS т * | <0 СО Р п.0-0 А А ч и о ЬЙ т <У | Диаметр проволоки, мм | Скорость подачи проволоки, м/с і о-8 | Установочные перемещения горелки, ММ | |||
аппарата | Номиналы рочный тс | ® ч О. л S о 2 ш s О 2 rts 2 | электродной | приса дочной | элек тродной | приса дочной | поперек шва | по вертикали |
АГВ-2 | 300 | до 6 | зяе | 1 — 2,5 | 2,8-22 | 160 | 100 | |
АГВ-5 *-5 | 300 | * 5 | 1 — 2 | 1-2 | 3,3 — 26 | 3,3—250 | 50 | 120 |
АГП-2 | 400 | в» | 1-2,5 | — | 28—210 | — | 160 | 100 |
АГГТ-4 | 315 | — | 0,6 —2,5 | — | 16 — 420 | — | 100 | 100 |
АСГВ-4 | 315 | 1 — 5 | — | 0,8—2 | — | 2,1—33 | ±50 | +50 |
АСГВ-4Р *3 | 315 | 1-5 | — | 0,8—2 | — | 2,1-33 | 100 | 100 |
АГТФ-1 | 600 | До 10 | — | 1,6-3 | — | 2,8-70 | 45 | 150 |
А-І208С | 200 | Сплошной 1,6; порошковой 2 — 2,5 | 29—55 | 50 | ||||
А-1505 | До 1500 | 3 — 5 | 22—140 | 30 | ±50 |
скать в пределах 250 мм с помощью. механического привода со скоростью 0,43 м/мин, а также перемещать поперек до ±75 мм; он имеет плавную регулировку скорости сварки и подачи электрода. Автомат типа УПС-501 для дуговой сварки неплавящимся электродом с присадкой в среде аргона самоходный кареточного типа; предназначен для дуговой сварки на постоянном токе прямой и обратной полярности цветных металлов (меди, алюминия и их сплавов). Автомат
I — механизм подачи электродной проволоки; 2 — суппорт поперечной настройки; 3 — механизм подъема; 4 — штанга; 5 — самоходная тележка; 6 -*- катушка с тормозом
Оснащен подвесной тележкой кареточного типа, перемещающейся от механического привода по направляющей балке. Пульт управления размещен на корпусе сварочной головки Сварочная головка может поворачиваться относительно вертикальной оси, что необходимо для обеспечения сварки кольцевых швов с горизонтальной осью вращения Автомат АРК-3 для дуговой сварки в среде аргона плавящимся и неплавящимся электродом радиально-консольного типа; выпускается двенадцати модификаций, которые служат для сварки изделий из жаропрочных, коррозионно-стойких сталей, алюминиевых и титановых сплавов. В зависимости от типа сварочной головки и соответствующего источника питания автоматы обеспечивают сварку постоянно горящей дугой постоянного тока и переменного гока, а также импульсной дугой постоянного тока. Колонна автомата крепится на основании и может поворачиваться от механического привода на 360°. На колонне имеются направляющие для перемещения (вверх и вниз) специальной самоходной каретки, в которой смонтирована консоль автомата. Консоль может выдвигаться от специального привода с плавным изменением скорости выдвижения На конце консоли имеется фланец для крепления сварочной го-
10. Техническая характеристика автоматов тракторного и кареточного типа для дуговой
|
Оснащен системами слежения за стыком и автоматического поддержания дугово *2 Без систем слежения (ручная регулировка-.
11. Техническая характеристика автоматов консольного типа для дуговой сварки в защитных газах
|
сварки в защитных газах
го промежутка |
ловки. Техническая характеристика автоматов тракторного и кареточного типа, выпускаемых серийно в СССР, приведена в табл. 10, автоматов консольного типа — в табл. 11. Автоматы портального типа изготовляют по отдельным заказам.
Горелка для сварки в защитных газах
Изобретение относится к горелкам для сварки в защитных газах и может найти применение в машиностроении при изготовлении сварных конструкций, а также при ремонтно-восстановительных работах и исправлении дефектов в металле.
Известны горелки, включающие охлаждаемый корпус, неплавящийся электрод, цангу для его крепления, системы газоподвода, охлаждения и керамическое сопло:
1. Патент на изобретение RU 1760701 С, МПК В23К 9/167. Горелка для сварки в среде защитных газов / Агеев А.А., Корнеев Ю.Н., Серьезнов В.А. — 20.01.1995.
2. Патент на изобретение RU 2069612 С1, МПК В23К 9/167. Горелка для дуговой сварки неплавящимся электродом в среде защитных газов / Карпов В.И. — 27.11.1996.
3. Патент на изобретение RU 2047440 С1, МПК В23К 9/167. Горелка для электродуговой сварки неплавящимся электродом в среде защитных газов / Домрин А.Ф., Рогожников В.В. — 10.11.1995.
4. Патент на изобретение RU 2304496 С1, МПК В23К 9/167. Головка горелки для дуговой сварки в среде защитных газов / Евпятьев О.П., Гилилов И.С. — 20.08.2007.
5. Патент на изобретение RU 1760702 С, МПК В23К 9/167. Способ аргонодуговой сварки неплавящимся электродом / Букаров В.А., Ищенко Ю.С., Корнеев Ю.Н. — 30.03.1994.
6. Патент на изобретение RU 2280545 С2, МПК В23К 9/167. Горелка для дуговой сварки неплавящимся электродом в защитных газах / Орехов В.Е. — 27.07.2006.
7. Патент на изобретение RU 1633626 С, МПК В23К 9/167. Горелка для дуговой сварки в защитных газах / Афанасьев В.П., Славин Г.А., Волобуев СВ., Воронин Ф.В., Антонов А.П., Четвергов Н.П. — 15.07.1994.
8. Патент на изобретение RU 2358847 С1, МПК В23К 9/167. Горелка для дуговой сварки неплавящимся электродом в среде защитных газов / Астафьев А.Г. — 20.06.2009.
Широкое применение указанных горелок выявило ряд недостатков, одним из которых является нестабильная защита сопла горелки от перегрева и ограниченный диапазон применения при дуговой сварке неплавящимся электродом в среде защитных газов. Например, невозможен подогрев свариваемых материалов до сварки или отпуск после сварки, если это требуется по техпроцессу, без перенастройки оборудования и замены горелки.
Известно изобретение:
— горелка по а.с. [15. SU 1318359 Al, В23К 9/16. Горелка для защиты сварочной ванны / Тывончук П.А., Науменко В.Н., Василенко М.А., Бовсуновский А.Н. — 23.06.1987.] применяется для наплавки в среде природного газа и кислорода и не может быть использована как горелка для дуговой сварки неплавящимся электродом в среде защитного газа. Очевидно, что горелку для защиты сварочной ванны возможно применять только в стационарных условиях ремонтных мастерских, учитывая чрезвычайную сложность и насыщенность необходимого для ее работы комплектующего оборудования для воды на слив, кислорода, природного газа, отсекателей, ротаметров и пр.
Известно изобретение:
— горелка по патенту [16. RU 2023555 C1, В23К 9/173. Горелка для дуговой сварки в среде защитного газа / Елагин В.П., Снисарь В.В., Липодаев В.Н., Елагин П.П., Артюшенко Б.Н., Киричков СВ. -30.11.1994.] используется только для сварки плавящимся электродом в смеси защитного газа с воздухом, поэтому имеет узкий диапазон применения, сложна конструктивно и особенно тяжело обеспечивать регулировочные значения и образование смеси.
Ближайшим техническим устройством, выбранным в качестве прототипа, является патент на изобретение [9. RU 2145273 С1 МПК В23К 9/167. Горелка для сварки в защитных газах / Киселев О.С., Жонин В.В. — 10.02.2000], в котором горелка для сварки в защитных газах содержит электрододержатель, сопло, газопроницаемый пористый конический вкладыш, диаметр верхней части которого равен диаметру сопла, нижняя часть выполнена в виде опорной части для цанги электрододержателя, а газоподвод совмещен с токоподводом. Прототип так же, как и аналоги, имеет ограниченное применение — сварка в среде защитного газа. А применение указанного устройства с другими газами, кроме нейтрального, не предусматривается, так как это приведет к значительному перегреву сопла, нестабильности дуги (процесса сварки), снижению качества и надежности сварного шва.
Целью изобретения является создание простой надежной горелки для сварки в защитных газах с широким диапазоном применения и для авторегулирования предварительно настроенного процесса горения защитного газа и обеспечения стабильных оптимальных температурных условий в зоне сопла и для дуги.
Предлагаемая горелка для сварки в защитных газах содержит электрод, закрепленный в электрододержателе, сопло, пористый вкладыш, зажатый между цангой электрододержателя и газоподводом, соединенным с соплом, токоподвод и гибкий шланг, закрепленные на газоподводе. Осуществление поставленной цели достигается применением в качестве защитного газа продуктов сгорания природного газа (пропана) при атмосферном давлении в сварочной горелке с неплавящимся электродом, для чего горелка снабжена регулируемым коллектором с заслонкой для подачи атмосферного воздуха в пристеночную зону сопла. Пористый вкладыш выполнен оживальной формы, обеспечивающей ламинарный поток, как одно из условий надежной защиты дуги. В газоподводе выполнены каналы для подачи горючего газа и каналы для подачи атмосферного воздуха, а коллектор имеет каналы, соединенные с каналами для подачи атмосферного воздуха, при этом заслонка выполнена с окнами и с возможностью поворота относительно коллектора с обеспечением смещения окон относительно каналов коллектора.
Изобретение поясняется чертежами, где на фиг. 1, 2, 3 представлена горелка для сварки в защитных газах, содержащая электрод 1, закрепленный в электрододержателе 2, сопло 3, пористый вкладыш-втулку 4, зажатый между цангой электрододержателя и газоподводом 5, соединенным с соплом. Газоподвод 5 содержит коллектор 6 с заслонкой 7; через каналы 8 в газоподводе 5 из коллектора 6 в полость горелки подводится атмосферный воздух, а через каналы 9 — защитный газ; токоподвод 10 и гибкий шланг 11 закреплены на газоподводе 5; заслонка 7 содержит окна 12, а коллектор 6 — каналы 13, соединенные с каналами 8.
Предлагаемая горелка, исключая недостатки существующих устройств, сохраняя лучшее от аналогов и прототипа, обеспечивает без переналадки широкий диапазон применения, например, для прогрева свариваемой зоны или отпуска после сварки. Горелка обеспечивает стабильность защиты сопла от перегрева за счет подачи воздуха в пристеночную зону сопла. Горелка может быть выполнена с использованием стандартного оборудования и материалов отечественного производства. Таким образом, заявленное устройство соответствует критерию «промышленная применимость».
В режиме использования в качестве защитного газа продуктов диффузионного горения газа при атмосферном давлении сварочная горелка с неплавящимся электродом работает следующим образом. Отрегулированный по длине вылета электрод 1 и пористый вкладыш 4 зажимаются электрододержателем 2, после чего на газоподвод 5 наворачивают сопло 3. Заслонку 7, содержащую окна 12, устанавливают на коллектор 6, совмещая окна 12 с каналами 13. Токоподвод 10 и гибкий шланг 11 закреплены на газоподводе 5.
Горючий газ (пропан) подают в полость горелки через каналы 9 при задействовании сварочной дуги; воздух через окна 12, каналы 13 и 8 за счет эжекции и температурного перепада давления поступает в пристеночную зону сопла 3, смешиваясь с горючим газом, поступает в виде продуктов сгорания как защитный газ. Смесь горючего газа и воздуха регулируется до стехиометрического соотношения (определяется визуально по зелено-голубому цвету пламени продуктов горения) заслонкой 7, которую поворачивают для смещения окон 12 относительно каналов 13. Далее стехиометрическое соотношение поддерживается в авторегулируемом режиме атмосферной диффузионной горелки. При отключении дуги одновременно прекращается и подача горючего газа (универсальными средствами: на фиг. 1, 2, 3 не показано).
Если по техпроцессу требуется прогрев зоны сварного шва или отпуск после сварки, горелка используется в режиме диффузионного горения при атмосферном давлении с отключением сварочной дуги.
Возможно использование горелки с горючим газом и организацией подачи воздуха в сопло 3 через коллектор 6 от источника низкого давления, а также при сварке с нейтральным защитным газом (аргоном) по известной технологии [8. Патент на изобретение RU 2358847 С1, МПК В23К 9/167. Горелка для дуговой сварки неплавящимся электродом в среде защитных газов / Астафьев А.Г. — 20.06.2009.], при этом каналы 13 должны быть перекрыты заслонкой 7 смещением окон 12, а в полость горелки вместо горючего газа подается нейтральный газ.
В предлагаемой простой горелке сочетаются свойства газовой атмосферной диффузионной горелки и горелки сварочной с неплавящимся электродом и обеспечивается авторегулирование смеси по газодинамическим законам атмосферной диффузионной горелки.
Заявленная горелка отличается тем, что нужен только мобильный сварочный пост (трансформатор) и баллон пропана или аргона, в зависимости от требуемых работ, что особенно востребовано в полевых условиях при сварке различных металлов, сплавов и пайке.
Таким образом, горелка для сварки в защитных газах приобретает расширенный диапазон применения без переналадки оборудования и обеспечивает оптимальный температурный режим прогрева сопла при пристеночном потоке эжектируемого воздуха из атмосферы, а также качество и надежность сварного шва.
Источники информации
1. Патент на изобретение RU 1760701 С, МПК В23К 9/167. Горелка для сварки в среде защитных газов / Агеев А.А., Корнеев Ю.Н., Серьезнов В.А. — 20.01.1995.
2. Патент на изобретение RU 2069612 С1, МПК В23К 9/167. Горелка для дуговой сварки неплавящимся электродом в среде защитных газов / Карпов В.И. — 27.11.1996.
3. Патент на изобретение RU 2047440 С1, МПК В23К 9/167. Горелка для электродуговой сварки неплавящимся электродом в среде защитных газов / Домрин А.Ф., Рогожников В.В. — 10.11.1995.
4. Патент на изобретение RU 2304496 С1, МПК В23К 9/167. Головка горелки для дуговой сварки в среде защитных газов / Евпятьев О.П., Гилилов И.С. — 20.08.2007.
5. Патент на изобретение RU 1760702 С, МПК В23К 9/167. Способ аргонодуговой сварки неплавящимся электродом / Букаров В.А., Ищенко Ю.С., Корнеев Ю.Н. — 30.03.1994.
6. Патент на изобретение RU 2280545 С2, МПК В23К 9/167. Горелка для дуговой сварки неплавящимся электродом в защитных газах / Орехов В.Е. — 27.07.2006.
7. Патент на изобретение RU 1633626 С, МПК В23К 9/167. Горелка для дуговой сварки в защитных газах / Афанасьев В.П., Славин Г.А., Волобуев СВ., Воронин Ф.В., Антонов А.П., Четвергов Н.П. — 15.07.1994.
8. Патент на изобретение RU 2358847 С1, МПК В23К 9/167. Горелка для дуговой сварки неплавящимся электродом в среде защитных газов / Астафьев А.Г. — 20.06.2009.
9. Патент на изобретение RU 2145273 С1 МПК В23К 9/167. Горелка для сварки в защитных газах / Киселев О.С., Жонин В.В. — 10.02.2000.
10. Патент на полезную модель RU 132369 U1 МПК В23К 9/167. Устройство для сварки в среде защитных газов / Зинченко А.В., Едков С.Н. -20.09.2013. — Бюл. №26.
11. Патент на изобретение RU 2393945 С2, МПК В23К 9/16. Сварочный инструмент / Кост Э., Флеш Т. — 10.07.2010.
12. Патент на изобретение RU 2194598 С2, МПК В23К 9/04. Сварочная головка для сварки и наплавки изделий в среде защитного газа / Башкатов В.В. — 20.12.2002.
13. Патент на изобретение RU 94027019 А1, МПК В23К 9/167. Головка горелки для дуговой сварки неплавящимся электродом в среде защитных газов / Карпов В.И., Губиев А.К., Федоренко Г.А., Грищенко Л.В. — 10.05.1996.
14. Справочник сварщика. 3-е изд. перераб. и доп. / Под ред. В.В. Степанова. — М.: Машиностроение, 1975. — 520 с.
15. А.с. на изобретение SU 1318359 Al, В23К 9/16. Горелка для защиты сварочной ванны / Тывончук П.А., Науменко В.Н., Василенко М.А., Бовсуновский А.Н. — 23.06.1987.
16. Патент на изобретение RU 2023555 CI, В23К 9/173. Горелка для дуговой сварки в среде защитного газа / Елагин В.П., Снисарь В.В., Липодаев В.Н., Елагин П.П., Артюшенко Б.Н., Киричков СВ. — 30.11.1994.
Горелка для сварки в защитных газах, содержащая электрод, закрепленный в электрододержателе, сопло, пористый вкладыш, зажатый между цангой электрододержателя и газоподводом, соединенным с соплом, токоподвод и гибкий шланг, закрепленные на газоподводе, отличающаяся тем, что она снабжена коллектором с заслонкой, при этом пористый вкладыш выполнен оживальной формы, в газоподводе выполнены каналы для подачи горючего газа и каналы для подачи атмосферного воздуха, а коллектор имеет каналы, соединенные с каналами для подачи атмосферного воздуха, при этом заслонка выполнена с окнами и с возможностью поворота относительно коллектора с обеспечением смещения окон относительно каналов коллектора.открытая или закрытая сварочная головка? Какой выбрать?
Производственные линии для орбитальной сварки — очень эффективное решение для сборки труб. Использование открытых или закрытых сварочных головок поможет вам выбрать правильное решение для различных областей применения вашего производства. Узнайте, как выбирать между этими двумя важными компонентами.
Закрытые сварочные головки гарантируют сварку с высокой степенью защиты защитным газом
Закрытые сварочные головки имеют компактную конструкцию и идеально подходят для сварки на месте небольших правых участков.
Защита закрытых сварочных головок защитным газом позволяет производить сварку в идеальной инертной атмосфере вокруг трубы. Сварные швы идеально чистые на трубах из нержавеющей стали с толщиной стенки до 2,3 мм и диаметром от 6 до 114,3 мм.
Этот тип оборудования в основном используется в промышленных зонах, где необходимы гигиенические условия, например, в пищевой и фармацевтической промышленности, производстве полупроводников или в аэрокосмической промышленности. Закрытые сварочные головки также рекомендуются для нержавеющей стали или титана.
Открытые сварочные головки для уменьшения рабочего места
Открытым сварочным головкам требуется лишь ограниченное пространство для поворота трубы. Это оборудование имеет встроенную моторизацию (прямое или угловое положение). Идеальное решение для сварки на объекте с ограниченным пространством для точения и сварки под разными углами. вращаться вокруг мало места.
Используйте открытые сварочные головки для сварки углов или если конфигурация труб установки расположена близко друг к другу.
Поскольку эта сварочная головка открыта, вы можете управлять процессом сварки. Но будьте осторожны: вам понадобятся средства защиты — особенно для глаз — чтобы вы могли наблюдать за сваркой без физических повреждений.
Доступно различное охлаждающее оборудование. Те, у которых есть воздушное охлаждение, идеально подходят, если вам нужно легкое оборудование или если вы свариваете только время от времени. Цена у них довольно привлекательная
Если вы выполняете регулярную сварку, мы рекомендуем сварочные головки с водяным охлаждением с гораздо более высоким рабочим циклом.
Открытые или закрытые сварочные головки: все преимущества орбитальной сварки для ваших сварщиков
Независимо от того, работаете ли вы с открытыми или закрытыми сварочными головками — в зависимости от выполняемой работы — вы получите высокую производительность и добавочную стоимость орбитальной сварки. Этот процесс гарантирует оптимальное качество ваших сварных швов, соответствующее высочайшим стандартам требуемой квалификации, независимо от количества выполняемых вами сварных швов. Этот продвинутый процесс с токарной горелкой поможет вам без труда сваривать трубы с ограниченным доступом.Эти сварочные головки, простые в обращении и эксплуатации, дополнят стандартное оборудование вашего сварщика.
Различные типы сварочных головок и множество доступных опций помогут вам в полной мере использовать преимущества орбитальной сварки
Головки для орбитальной сварки— Critical Systems Inc
14 января FCAW и сварочные головки
Отправлено в 12:57 в орбитальной сварке Тони Норелла (стар.)Если вы слышали о дуговой сварке порошковой проволокой, то вы знаете о ее важности и популярности в сварочной промышленности.Дуговая сварка порошковой проволокой — самый популярный метод сварки на сегодняшний день. Если вы заинтересованы во внедрении этого процесса в своей компании, обязательно свяжитесь с кем-нибудь и спросите, понадобятся ли вам сварочные головки или какое-либо другое оборудование. Сварочные головки чрезвычайно важны для большинства сварочных процессов, поэтому есть большая вероятность, что они понадобятся. В Интернете есть веб-сайты, на которых есть эта информация, или вы можете связаться с другими специалистами и спросить их о том, какие продукты и оборудование вам понадобятся.
Если вы когда-либо изучали дуговую сварку порошковой проволокой, то, возможно, знаете, что существует два типа дуговой сварки порошковой проволокой. Один тип не требует защитного газа. Это стало возможным благодаря флюсовому сердечнику в трубчатом расходуемом электроде. Это ядро содержит гораздо больше, чем просто флюс. Он также содержит множество ингредиентов, которые подвергают воздействию защитного газа всякий раз, когда они подвергаются воздействию высоких температур во время процесса сварки. Этот тип дуговой сварки порошковой проволокой привлекателен для компаний и сварщиков, поскольку он портативен и, как правило, имеет хорошее проплавление основного металла.
Кроме того, ветреные погодные условия не влияют на этот процесс, так что это большое преимущество. Некоторые из недостатков этого процесса заключаются в том, что он может производить чрезмерный ядовитый дым. Это затрудняет просмотр сварочной ванны и значительно затрудняет работу. В некоторых условиях он может производить сварные швы с худшими механическими свойствами. Удаление шлака также требует больших затрат времени и времени, поэтому это может снизить эффективность. Оператор также должен обладать высоким уровнем квалификации, а этого может быть трудно достичь с учетом нынешнего положения в отрасли.
Другой тип несколько более эффективен, поэтому оператор и владелец бизнеса сами решают, какой метод будет использоваться. Некоторые ключевые параметры процесса, связанные с дуговой сваркой порошковой проволокой, включают: скорость и ток подачи проволоки, удлинение электрода, углы электродов, скорость и угол перемещения, тип электродной проволоки, напряжение дуги и состав защитного газа. Это лишь некоторые из переменных, используемых в процессе дуговой сварки порошковой проволокой.
Если вы заинтересованы в добавлении этого типа процесса дуговой сварки порошковой проволокой в свою компанию, обратитесь к поставщику, чтобы узнать, нужно ли вам приобретать сварочные головки или какое-либо другое оборудование для начала работы.
История GMAW и сварочной головки
22 янв История GMAW и сварочной головки
Отправлено в 12:53 в орбитальной сварке Тони Норелла (стар.)Те из вас, кто работает в области сварки или в отрасли, где требуется сварка, наверняка слышали о различных типах методов сварки. К ним относятся дуговая сварка защитным металлическим электродом порошковой проволокой и дуговая сварка металлическим электродом в газовой среде.Здесь будет обсуждаться метод дуговой сварки металлическим газом, который используется во многих отраслях промышленности. Для начала давайте проанализируем основную технику процесса дуговой сварки металлическим электродом в газе. В зависимости от того, какие продукты вы используете, вам может потребоваться соответствующая сварочная головка. Для этого может потребоваться покупка большого запаса сварных швов на случай, если вам когда-нибудь понадобится заменить головку в любой момент.
Основная техника процесса дуговой сварки металлическим газом чрезвычайно проста.Оператор должен осторожно направлять сварочный пистолет и сориентировать его по области, которую необходимо сваривать. Важно, чтобы оператор придерживался постоянного расстояния от наконечника до рабочего расстояния. Если электрод когда-либо перегревается или происходит потеря защитного газа, это может снизить эффективность процесса. Правильный угол наклона сварочного пистолета также чрезвычайно важен. Сварочный пистолет должен располагаться под углом 45 градусов при угловой сварке и под углом 90 градусов при сварке плоской поверхности.
Процесс газовой дуговой сварки металлическим электродом может быть очень опасным, если не будут приняты надлежащие меры предосторожности. Это касается любого сварочного процесса, поэтому обязательно соблюдайте строгие стандарты безопасности. Сварщики должны носить защитную одежду при сварке. Сюда входят куртки с длинными рукавами, способные противостоять жаре и огню. Сюда также входят кожаные перчатки, которые следует всегда носить при работе со сварочным пистолетом. Яркость электрической дуги также может привести к ожогу сетчатки, поэтому важно носить шлемы с защитными лицевыми пластинами, чтобы предотвратить воздействие и повреждение глаз.Никогда не используйте процесс газовой дуговой сварки без соблюдения надлежащих мер безопасности.
Как видите, процесс дуговой сварки металлическим электродом в газовой среде имеет множество преимуществ и рисков. Если вам или вашему бизнесу нужна новая сварочная головка или поставщик этих продуктов, поищите в Интернете компанию, которая может вам помочь.
Урок 2 — Общие процессы электродуговой сварки
Урок 2 — Общие процессы электродуговой сварки © АВТОРСКИЕ ПРАВА 1998 ГРУППА ЭСАБ, ИНК.УРОК II дюйма или 7 дюймов длины. Факелы может иметь воздушное или водяное охлаждение. Типы с воздушным охлаждением акту- союзники охлаждаются до некоторой степени за счет защитный газ, который подается в головку горелки через композитный кабель.Газ фактически окружает медный сварочный кабель, обеспечивающий некоторое охлаждение. Горелки с водяным охлаждением обычно используются для сварочных работ. ток превышает 200 ампер. Шланг подачи воды подсоединяется к головке резака. Циркулирующий вокруг головы факела вода уходит горелку через шланг подачи тока и кабельную сборку. Охлаждение сварочный кабель таким образом позволяет использовать кабель меньшего диаметра, который более гибкий и легче по весу.2.3.3.1 Газовые форсунки изготовлены из керамики. материалы и доступны в различных размерах и формы. В некоторых сверхмощных, сильноточных приложениях металлический с водяным охлаждением насадки используются. 2.3.3.2 А включение горелки служит для подачи на электрод сварочного тока и начать экранирование поток газа. Этим также инициируются ток высокой частоты и поток воды. переключиться, если источник питания так оборудован. Во многих установках эти функции инициирован педалью управления который также может управлять сварочным током.Этот метод дает оператор полный контроль дуги. Обычный метод сварки — зажигание дуги при слабом токе. ток, постепенно увеличивать ток до тех пор, пока не будет достигнута ванна расплава, и начнется сварка. На конец сварного шва, ток медленно уменьшается, и дуга гаснет, предотвращая образование кратера. формы в конце сварного шва при резком обрыве дуги. 2.3.4 Экранирование Газы — Аргон и гелий — основные защитные газы, используемые в газе. вольфрамовая дуговая сварка.В некоторых Применения, смеси двух газов оказываются предпочтительными. В меньшей степени водород смешанный с аргоном или гелием для специальных применений. 2.3.4.1 Аргон и гелий бесцветны, без запаха, безвкусные и нетоксичные газы. Оба инертны газы, что означает, что они не легко соединяются с другими элементами. Они не будет гореть не поддерживают горение. Промышленные марки, используемые для сварки, имеют чистоту 99,99%. Аргон 0,38% тяжелее воздуха и примерно в 10 раз тяжелее гелия.Оба газа ионизировать, когда присутствует в электрической дуге. Это означает, что атомы газа теряют часть своих электронов. у которых есть отрицательный заряжать. Эти несбалансированные атомы газа, правильно называемые положительными ионами, теперь имеют положительный заряд и привлекают к отрицательному полюсу дуги. Когда дуга положительная и работа отрицательная, эти положительные ионы сталкиваются с работой и удаляют поверхностные оксиды или окалина в сварном шве область. 2.3.4.2 Аргон чаще всего используется из защитные газы.Отличное зажигание дуги и простота использования делают его наиболее желательным для ручной сварки. Аргон дает лучший очищающее действие при сварке алюминия и магния переменным током. Произведенная дуга являетсяНаконечники для сварки MIG
Наконечники для сварки MIG
Всегда читайте и соблюдайте меры предосторожности и инструкции по эксплуатации, приведенные в руководстве пользователя.
1. Сохраняйте вылет от 1/4 до 3/8 дюйма (электрод выступает из конца контактной трубки).
| Слишком коротко | Нормальный | Слишком длинный |
3. Используйте правильный тип проволоки для свариваемого основного металла.Используйте проволоку из нержавеющей стали для нержавеющей стали, алюминиевую проволоку для алюминия и стальную проволоку для стали.
4. Используйте соответствующий защитный газ. CO2 хорош для проплавления сварных швов на стали, но может быть слишком горячим для тонкого металла. Для более тонких сталей используйте 75% аргона / 25% CO2. Для алюминия используйте только аргон. Вы можете использовать тройную смесь для нержавеющих сталей (гелий + аргон + CO2).
5. Для стальной проволоки существует два распространенных типа проволоки. Используйте классификацию AWS ER70S-3 для универсальной и экономичной сварки.Используйте проволоку ER70S-6, когда требуется больше раскислителей для сварки грязной или ржавой стали. (См. Схему 6. Сварочная проволока).
| Твердая углеродистая сталь ER70S-6 |
|
| Порошковая / углеродистая сталь E71TGX |
|
| Алюминий ER5356 |
|
| Нержавеющая сталь ER308L |
|
6.Для наилучшего контроля сварного шва держите проволоку направленной к передней кромке сварочной ванны.
7. При сварке в нестандартном положении (вертикальная, горизонтальная или потолочная сварка) держите сварочную ванну небольшого размера для лучшего контроля сварного шва и используйте проволоку наименьшего диаметра, насколько это возможно.
8. Убедитесь, что контактная трубка, футеровка пистолета и приводные ролики соответствуют размеру используемой проволоки.
9. Время от времени очищайте футеровку пистолета и приводные ролики и держите сопло пистолета чистым от брызг. Замените контактный наконечник, если он заблокирован или подается плохо.
10. Держите горелку прямо во время сварки, чтобы избежать плохой подачи проволоки.
11. Обеими руками удерживайте пистолет во время сварки. По возможности делайте это. (Это также относится к сварке палкой и TIG, а также плазменной резке).
12. Сохраняйте натяжение ступицы механизма подачи проволоки и приводного ролика достаточно сильным, чтобы подавать проволоку, но не перетягивайте.
13. Храните проволоку в чистом, сухом месте, когда она не сварка, чтобы избежать накопления загрязнений, которые приводят к плохому сварному шву.
14.Используйте DCEP (обратную полярность) на источнике питания.
15. Техника перетаскивания или вытягивания даст вам немного больше проникновения и более узкий борт. Техника толкающего пистолета даст вам немного меньшее проникновение и более широкий валик. Влияние расположения электродов и техники сварки
16. При сварке углового шва сторона сварного шва должна быть равна толщине свариваемых деталей.
17. Сравните ваш сварной шов с нашими фотографиями, чтобы определить правильную регулировку.
Головка для орбитальной сварки HELIX® C450
«
Головка для орбитальной сварки TIG с зажимом
Модель C450, одна из четырех приварных головок для орбитальной сварки TIG HELIX C, специально разработана для труб и трубок с наружным диаметром 1.315-4,5 дюйма (33,4-114,3 мм). Эти зажимные головки прочны, компактны и просты в установке и размещении на трубах и трубах. Сварочные головки серии C разработаны для выполнения стабильных и повторяемых сварных швов.
- Промышленное строительство
- В стандартной комплектации поставляется с программируемым контролем напряжения дуги (AVC) и колебаниями.
- Управляйте точным размещением проволоки в стыке с помощью трехосевого механизма подачи проволоки.
- Корпус двигателя с водяным охлаждением и горелка предохраняют сварочную головку от перегрева.
- Муфта хода легко включается и выключается для быстрого перемещения резака.
- Регулировка наклона и опережения / запаздывания резака необязательна.
- В стандартной комплектации поставляется с программируемым контролем напряжения дуги (AVC) и колебаниями.
- Универсальный зажимной механизм
- Система быстроразъемных зажимных башмаков позволяет быстро и просто настроить трубы различного диаметра.
- Нестандартные зажимные башмаки могут быть изготовлены для любых нестандартных конфигураций труб и фитингов.
- Освободите зажимную систему и переместите ее на место одним легким движением.
- Система быстроразъемных зажимных башмаков позволяет быстро и просто настроить трубы различного диаметра.
- Несколько вариантов подачи проволоки
- Компактное и легкое переносное устройство подачи для катушек 2–10 фунтов (0,91–4,5 кг).
- Настольный питатель для катушек 10-44 фунтов (4,5-20,0 кг).
- Каждый из них обеспечивает легкую загрузку проволоки и плавную, стабильную подачу проволоки, что исключает возможность гнездования птиц.
- Компактное и легкое переносное устройство подачи для катушек 2–10 фунтов (0,91–4,5 кг).
Характеристики
- Стандартно поставляется с программируемым регулятором напряжения дуги (AVC) и колебаниями.
- Управляйте точным размещением проволоки в стыке с помощью трехосевого механизма подачи проволоки.
- Корпус двигателя с водяным охлаждением и горелка предотвращают перегрев сварочной головки.
- Универсальный зажимной механизм — система быстроразъемных зажимных башмаков позволяет быстро и просто настроить трубы различного диаметра.
- Несколько вариантов подачи проволоки
Защитный газ — обзор
6.03.3.12 Защитные газы
Основными защитными газами, используемыми в процессе GMAW, являются кислород, аргон, диоксид углерода и гелий или комбинация этих четырех газов. Газы, которые используются в системах защитного газа, можно классифицировать как инертные газы, то есть те газы, внешние электронные оболочки которых полностью заполнены и являются стабильными; и химически активные газы, такие как диоксид углерода; и кислород, внешние электронные оболочки которых не заполнены, что позволяет голым электронам объединяться с другими элементами в зоне сварки, создавая примеси.
Два инертных газа, которые обычно используются в качестве защитных газов, — это аргон и гелий. Гелий — менее плотный газ, чем аргон, что означает, что при использовании гелия требуется больше кубических футов в час, чем с аргоном. С аргоном можно использовать более низкие напряжения, чем с гелием, потому что он имеет меньшее электрическое сопротивление. Более низкие напряжения, необходимые в процессе короткой дуги, хорошо подходят для электрических характеристик аргона. Поскольку аргон позволяет работать при более низких напряжениях при любой настройке силы тока, он лучше подходит для сварки тонких металлов.Кроме того, аргон не оказывает значительного воздействия на тепло во время ручной операции, при которой длина дуги изменяется, поскольку оператор сварки манипулирует дуговой горелкой с инертным газом.
Гелий может работать при гораздо более высоких напряжениях. Он часто используется в процессах газовой дуговой сварки плавящимся электродом и часто используется в автоматическом процессе сварки GMAW. Поскольку для гелия требуется больший поток кубических футов в час, возможны более высокие скорости сварки. С гелием можно сваривать примерно на 35-40% быстрее, чем при использовании аргона в качестве защитного газа.
Различия в проникновении вызваны перемешиванием молекул инертного газа в ионизационном столбе дугового потока, создавая ионизированный газ, который обеспечивает большее сопротивление столбу дуги в определенных местах сварного шва (рис. 16).
Рис. 16. Сравнение проплавления швов в поперечных сечениях сварных швов с использованием нескольких защитных газов.
Воспроизведено из Bohnart, Edward R. Сварка — Принципы и практика , 4-е изд .; McGraw Hill, 2012.Скорость сварки увеличивается, и необходимая структура проплавления поддерживается многократно за счет смешивания аргона и гелия с учетом характеристик каждого из инертных газов.Таким образом, скорость, разрешенная гелием, может быть использована со схемами проникновения, возникающими в результате использования аргона.
Комбинация, которая используется многократно, представляет собой смесь 25% аргона и 75% гелия или 20% аргона и 80% смеси гелия для сварки алюминия. Большинство цветных металлов можно сваривать либо аргоном, либо гелием, либо смесью аргона и гелия. С помощью этих газов можно сваривать все черные металлы.
Двуокись углерода (CO 2) — это газ, который используется только для сварки черных металлов, поскольку он дешевле, чем многие инертные газы.Двуокись углерода стоит примерно в десять раз меньше, чем аргон или гелий, и при использовании в качестве защитного газа позволяет получить высококачественный сварной шов. Характеристики проникновения диоксида углерода аналогичны характеристикам проникновения гелия из-за сходства масс газов. В диоксиде углерода, который используется для сварки, не должно быть никакой влаги, поскольку влага выделяет водород, который, в свою очередь, вызывает пористость в металле сварного шва. Поскольку углекислый газ обладает более высокими характеристиками электрического сопротивления, уставка тока должна быть на 20–30% выше, чем у аргона или гелия.Одна небольшая отрицательная характеристика использования диоксида углерода в качестве защитного газа в процессе сварки — это образование небольшого количества кислорода в металле в результате нагрева столба дуги.
Это небольшое количество кислорода может снизить номинальную прочность металла при испытании. Когда молекула кислорода высвобождается из CO 2 , газ, образующийся во внешней части защитного газа, представляет собой токсичный газ — окись углерода. Еще одним серьезным недостатком CO 2 является его чрезвычайная устойчивость к току.Из-за этого сопротивления длина дуги чувствительна. Когда длина дуги слишком велика, она гаснет быстрее, чем при использовании инертного газа, такого как аргон или гелий.
Другими инертными газами, используемыми для защиты от газов, являются азот, кислород и водород. Азот используется для смешивания или газа-носителя с очень небольшим процентным содержанием азота. Можно использовать до 10% кислорода. Кислород, использованный выше этого значения, приведет к пористости сварного шва. Смеси (кислорода и CO 2 ) или смеси (кислорода, CO 2 и аргона) обычно используются для сварки низкоуглеродистой стали.Смеси азота и аргона или водорода и аргона используются для сварки нержавеющих сталей. Содержание азота в смеси азота и аргона может достигать 20%, а содержание водорода в смеси водорода и аргона может достигать 15%. Часто смеси, содержащие азот или водород, используются в качестве резервных газов для дальней стороны сварного шва, которые защищают основание сварного шва.
Инертный газ, аргон, обладает многими характеристиками, необходимыми для GMAW большинства металлов; может быть принята степень специализации, при которой другие чистые газы или смеси могут быть более подходящими для специализированных приложений.При сварке толстых профилей из стали, алюминия и меди дополнительные тепловыделения и улучшенное проплавление достигаются за счет использования CO 2 , гелия и азота соответственно. Однако наблюдается увеличение разбрызгивания, и параметры процесса должны быть отрегулированы более критически, чтобы избежать разбрызгивания, и поэтому предпочтение отдается смесям на основе аргона.
За прошедшие годы было разработано множество различных комбинаций (смесей) защитных газов. Они состоят из смесей аргона плюс от 1% до 5% O 2 , аргона плюс от 8% до 50% CO 2 , чистого CO 2 и гелия, аргона с гелием и трехкомпонентной смеси (90% гелия + 7.5% аргона + 2,5% CO 2 ).
На режим переноса металла обычно влияет химическая активность защитного газа. При более высоком содержании CO 2 , особенно с чистым CO 2 , капля на кончике электрода становится большой и неправильной по форме и отталкивается дугой. В конце концов, он отделяется вверх или вбок. Чтобы получить эффективный переход в сварочную ванну с экранированием CO 2 при малых токах, необходимо использовать передачу с коротким замыканием, которая обсуждается позже.
Для сварки конструкционных сталей широко применяется СО 2 , обычно в режиме короткого замыкания. Ряд других газовых смесей на основе Ar / CO 2 или Ar / O 2 используется для легированных сталей и нержавеющих сталей, и они находят все более широкое применение в работах, где полезно малое разбрызгивание.