Что такое электрическая дуга | Температура сварочной дуги, вольт-амперная характеристика
Метод сварки используется людьми для герметичного соединения металлов уже больше века. Изучал его еще физик Вольт. Его работы были использованы в процессе создания первого сварочного аппарата. Генерируется электрический разряд в момент, когда между электродом и рабочей поверхностью образуется короткое замыкание. Подаваемая на сварочный аппарат электрическая энергия преобразуется в тепловую, в результате чего появляется ванна расплава. В таких условиях формируется на месте стыка образуется однородный металлический шов.
Со временем, детально проанализировав вольтамперные характеристики, ученые сделали сварку более совершенной. Были созданы современные устройства, которые отлично поддерживали стабильность сварочной дуги.
Что такое сварочная дуга
Генерируемая сварочным аппаратом электрическая дуга представляет собой ни что иное, как состоящий из ионизированных частиц проводник.
В учебных пособиях по сварочному делу данное явление определяется как электрический разряд в плазме длительного характера. Плазма является смесью защитных, ионизированных атмосферных газов в сочетании с испарениями от металлов, которые образуются под воздействием высокой температуры.
Строение и температура сварочной дуги
Разогреть металл до температуры плавления за очень короткое время можно, но для этого потребуется мощная электрическая дуга. Основные ее характеристики – вольтаж, ампераж и плотность потока заряженных частиц. Как электротехническое явление дуговой столб представляет собой проводник между полярными полюсами, состоящий из газовой среды. При этом он обладает большим сопротивлением и способен светиться.
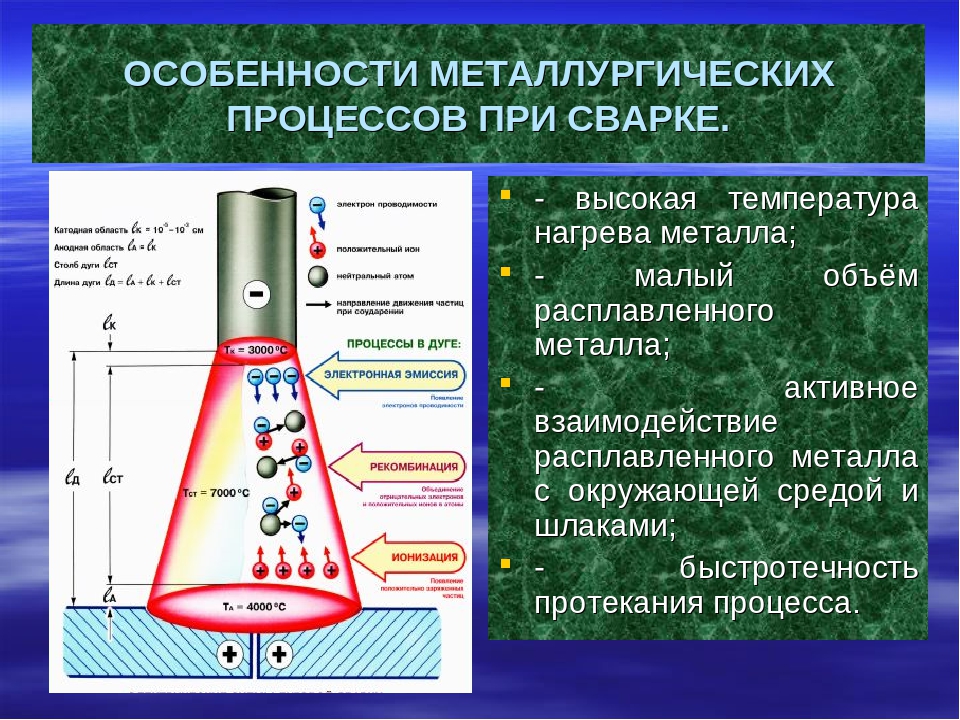
Детальный анализ построения дуги помогает разобраться с течением температурного воздействия на металл. Сравнительно небольшая длина электрической дуг – 5 см, которые состоят из трех зон:
Сравнительно небольшая длина электрической дуг – 5 см, которые состоят из трех зон:
- собственно, столб – это видимая светящаяся часть;
- катодная – 1 микрон;
- анодная – 10 микрон.
Поток свободных электронов определяет температуру сварочной дуги. Они формируются на катоде, который нагревается до 38% от температуры плазмы. В газовой среде отрицательные частички – электроны двигаются по направлению к аноду, в то время как положительные элементы направляются к катоду. Столб лишен какого-либо заряда и все время остается нейтральным.
Температура частиц внутри достигает 10 000 градусов Цельсия. Воздействуя на металл, они разогревают его до 2350 градусов. Точка входа электронов среди специалистов называется анодным пятном. По сравнению с катодным оно имеет температуру на 6% выше. Поскольку плазма генерирует ультрафиолетовые, световые и инфракрасные волны, то она находится в видимом для человека спектре. Но важно учесть, что данные волны вредны для человека: и для кожи, и для глаз.
Виды сварочной дуги
Классифицируется сварочная дуга по нескольким параметрам. В зависимости от пространственного положения электрода и типу тока она бывает:
- прямого действия. Разряд располагается перпендикулярно по отношению к рабочей поверхности и параллельно относительно электрода;
- косвенного действия. Разряд образуется между электродом, который располагается относительно рабочей поверхности под углом 40-60 градусов и самим металлом.
По составу плазменный столб делится на:
- открытый. Образуется в атмосферных газах. Питающей средой являются компоненты, испаряемые из обмазки и заготовки;
- закрытый. Генерируется под флюсом при условии присутствия газообразной фазы, которая получается из частиц, испаряемых от металла, электрода и компонентов флюса;
- с подачей инертного газа или другой защитной смеси.
Сварочная дуга отличается и в зависимости от применяемого расходного материала. В работах используются электроды:
В работах используются электроды:
- тугоплавкие из вольфрама;
- графитовые или угольные;
- стальные с обмазкой, содержащей ионизирующие включения.
В зависимости от времени воздействия принято различать дугу постоянную и импульсную.
Читайте также: Маркировка электродов для ручной дуговой сварки
Условия горения
Сварочный процесс основан на преобразовании электрической энергии в тепловую. Сварочный столб может удерживаться как угодно долго при условии быстрой ионизации газа. Свариваемые заготовки прогреваются, воздух вокруг них теплый и насыщен испаряемыми компонентами. Альтернативный метод – в рабочую зону специально подается газ, который может ионизироваться. Лучше всего ионизации поддаются частицы щелочноземельных и щелочных металлов. Они становятся активными сразу, как только начинает проходить ток.
Другое обязательное условие для поддержания сварочного столба – постоянная высокая температура на катоде. Ее значение зависит от химического состава и площади катода. Для этого требуется источник электричества. В условиях производства показатель температуры катодной области может доходить до 7 000 градусов.
Ее значение зависит от химического состава и площади катода. Для этого требуется источник электричества. В условиях производства показатель температуры катодной области может доходить до 7 000 градусов.
Как образуется электрическая дуга
Сварочная дуга является ничем иным, как электрическим разрядом. Возникает она в случае замыкания цепи. В тот момент, когда электрод прикасается к поверхности свариваемого металла, начинает вырабатываться тепловая энергия в большом количестве. В точке соприкосновения металл начинает плавиться. Расплав притягивается к окончанию расходника, образуя тонкую шейку. Она почти что мгновенно распыляется под влиянием сильного электрического поля. В это время молекулы газа ионизируются, образуется защитное облако и обеспечивается свободное перемещение электродов.
Вид тока определяет направленность потока.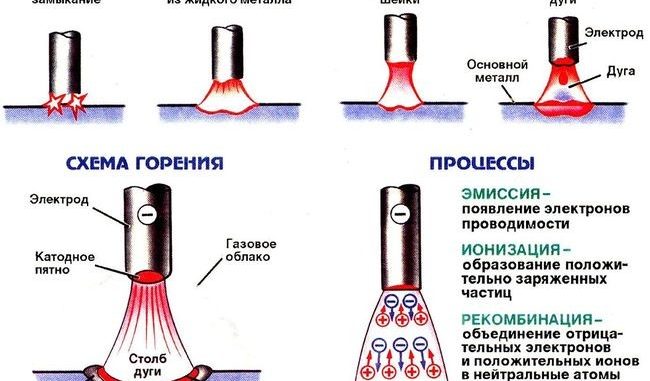
Чем определяется мощность сварочной дуги
Основные факторы, оказывающие влияние на параметры мощности:
- напряжение. Увеличение мощности сварки достигается за счет увеличения питающего напряжения. Но в сравнительно небольшом диапазоне значений. Есть определенные ограничения и по размеру расходных материалов;
- сила тока. Прямая зависимость: чем больше показатель – тем стабильнее горит дуга;
- величина напряжения плазмы находится в прямой зависимости от мощности.
Длиной дуги принято называть расстояние от электрода доя рабочей поверхности в момент выполнения сварочных работ. От данного показателя зависит величина продуцированного тепла.
Мощность дуги определяет скорость плавления металла. Данная характеристика имеет большое значение, поскольку от нее зависит скорость выполнения операций по соединению металлов. Силой тока меняется рабочая температура в зоне плавления. Даже длинная электрическая дуга не будет затухать при большой силе тока. Во время сварочных работ изменение настроек ампеража требуется очень редко.
Силой тока меняется рабочая температура в зоне плавления. Даже длинная электрическая дуга не будет затухать при большой силе тока. Во время сварочных работ изменение настроек ампеража требуется очень редко.
Вольт-амперная характеристика сварочной дуги
Выражают параметры питания. Данные позволяют определить:
- время горения;
- мощность дуги;
- условия гашения.
Динамика вольтамперных показателей показывает изменение длины электрической дуги в период ее нестабильности. Статическая вольт-амперная характеристика дуги, наоборот, указывают на зависимость между напряжением и силой тока в период стабильности длины электродуги. Ее свойства выражены графиком, разделенным на три сектора:
- падающий. В случае увеличения силы тока резко уменьшается напряжение. Связано это с образованием столба: возрастает площадь потока плазмы и изменяется показатель ее электропроводимости;
- жесткий.

- растущий. Размер катодного пятна стабилен и зависит от диаметра электрода. При увеличении силы тока в большую сторону меняются показатели дугового столба.
Вольтамперные характеристики (ВАХ) ручной дуговой сварки с неплавящимися или плавящимися электродами не доходят до третьего сектора графика, а варьируются только в первых двух. Механизированная сварка, подразумевающая использование флюсов, описывается показателями графика второго и третьего сектора. Третий сегмент в полной степени соответствует сварке плавящимся электродом в защитной среде.
В случае использования сварочного аппарата в режиме переменного тока. В каждом полупериоде на пике розжига случается возбуждение сварочной дуги. При переходах через нулевую отметку электрическая дуга затухает. Прекращается нагрев активных пятен. Ионизация газов удерживается стабильной за счет испарений активных щелочных металлов, которые присутствуют в покрытии электродов. При работе на переменном токе труднее разжечь дугу в защитной среде, нежели в случае постоянного тока.
При переходах через нулевую отметку электрическая дуга затухает. Прекращается нагрев активных пятен. Ионизация газов удерживается стабильной за счет испарений активных щелочных металлов, которые присутствуют в покрытии электродов. При работе на переменном токе труднее разжечь дугу в защитной среде, нежели в случае постоянного тока.
При выборе оборудования для выполнения конкретного вида работ важно учесть, что ВАХ электрической дуги напрямую зависят от внешних вольтамперных показателей. К примеру, для ручной дуговой сварки требуется питание с падающими характеристиками вольт-ампер (повышенное напряжение на холостом ходу). При этом специалист будет иметь возможность с помощью регулятора ампеража менять длину дуги.
Сила тока при коротком замыкании во время плавления электрода на 20-50% выше показателя силы тока дуги. Выполнение работ плавящимися электродами оптимально в случае использования дуги размыкания. Для того, чтобы разжечь электродугу угольным или вольфрамовым электродом, не помешает вспомогательный разряд.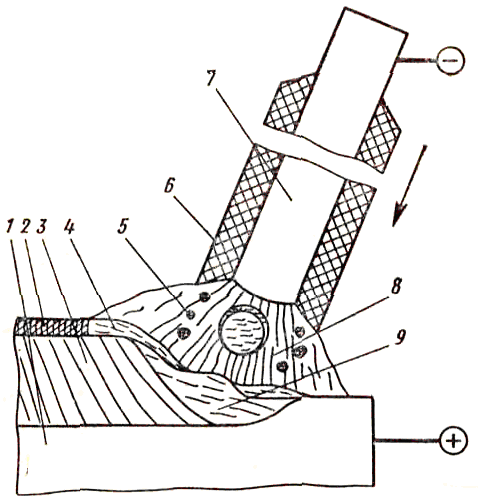
Высокие показатели силы тока при коротком замыкании могут спровоцировать прожиг заготовки. Короткое замыкание имеет место в момент, когда падает капля расплава электрода. После этого показатели резко возвращаются к исходным значениям. Возрастает ампераж до уровня тока короткого замыкания, мостик, образовавшийся между металлом и электродом быстро перегорает, и электрическая дуга снова возбуждается. Все эти изменения в столбе происходят моментально. Установка должна успеть за этот период отреагировать на изменения с тем, чтобы стабилизировать рабочие показатели.
Особенности электрической дуги
Благодаря широкому диапазону значений, электродуга совместима как с тугоплавкими, так и с привычными плавящимися электродами. Под ее воздействием металл быстро разогревается, после чего образуется ванна расплава. Преобразование электроэнергии в тепловую происходит с минимальными потерями.
По своей природе электрическая дуга сопоставима с другими видами зарядов. Ее отличительные особенности:
- созданная плотным током высокая температура;
- небольшое снижение катодного и анодного напряжения, которое в малой степени зависит от изначально заданного вольтажа;
- электрическое поле между полюсами распределяется неравномерно;
- устойчивость электрической дуги в пространстве;
- мощность и вольтамперные характеристики саморегулируются;
- границы электродуги четко очерчены.
Зажечь дугу можно одним из двух способом: чирканьем или коротким прикасанием.
Что такое электрическая дуга | Температура сварочной дуги, вольт-амперная характеристика
Метод сварки используется людьми для герметичного соединения металлов уже больше века. Изучал его еще физик Вольт. Его работы были использованы в процессе создания первого сварочного аппарата. Генерируется электрический разряд в момент, когда между электродом и рабочей поверхностью образуется короткое замыкание. Подаваемая на сварочный аппарат электрическая энергия преобразуется в тепловую, в результате чего появляется ванна расплава. В таких условиях формируется на месте стыка образуется однородный металлический шов.
Со временем, детально проанализировав вольтамперные характеристики, ученые сделали сварку более совершенной. Были созданы современные устройства, которые отлично поддерживали стабильность сварочной дуги.
Что такое сварочная дуга
Генерируемая сварочным аппаратом электрическая дуга представляет собой ни что иное, как состоящий из ионизированных частиц проводник.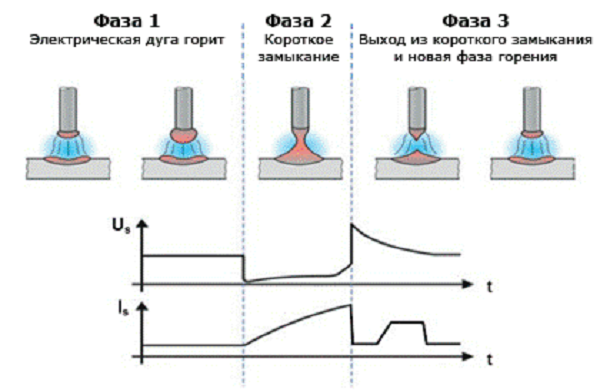 Он существует в определенном временном промежутке благодаря тому, что поддерживается электрическим полем. Такой разряд образуется в способной к ионизации газовой среде, характеризуется непрерывной формой и высокой температурой.
Он существует в определенном временном промежутке благодаря тому, что поддерживается электрическим полем. Такой разряд образуется в способной к ионизации газовой среде, характеризуется непрерывной формой и высокой температурой.
В учебных пособиях по сварочному делу данное явление определяется как электрический разряд в плазме длительного характера. Плазма является смесью защитных, ионизированных атмосферных газов в сочетании с испарениями от металлов, которые образуются под воздействием высокой температуры.
Строение и температура сварочной дуги
Разогреть металл до температуры плавления за очень короткое время можно, но для этого потребуется мощная электрическая дуга. Основные ее характеристики – вольтаж, ампераж и плотность потока заряженных частиц. Как электротехническое явление дуговой столб представляет собой проводник между полярными полюсами, состоящий из газовой среды. При этом он обладает большим сопротивлением и способен светиться.
Детальный анализ построения дуги помогает разобраться с течением температурного воздействия на металл.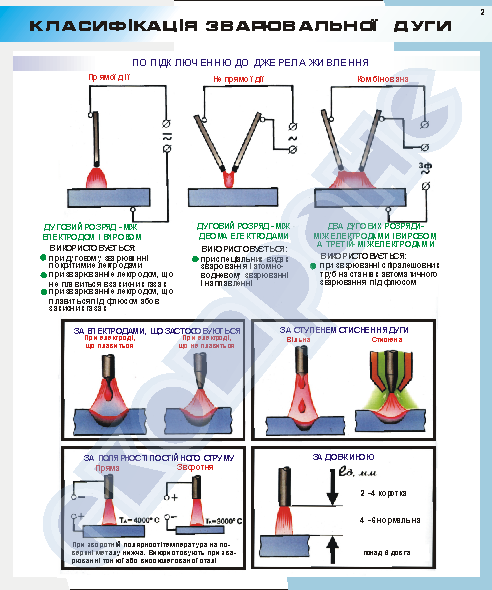 Сравнительно небольшая длина электрической дуг – 5 см, которые состоят из трех зон:
Сравнительно небольшая длина электрической дуг – 5 см, которые состоят из трех зон:
- собственно, столб – это видимая светящаяся часть;
- катодная – 1 микрон;
- анодная – 10 микрон.
Поток свободных электронов определяет температуру сварочной дуги. Они формируются на катоде, который нагревается до 38% от температуры плазмы. В газовой среде отрицательные частички – электроны двигаются по направлению к аноду, в то время как положительные элементы направляются к катоду. Столб лишен какого-либо заряда и все время остается нейтральным.
Температура частиц внутри достигает 10 000 градусов Цельсия. Воздействуя на металл, они разогревают его до 2350 градусов. Точка входа электронов среди специалистов называется анодным пятном. По сравнению с катодным оно имеет температуру на 6% выше. Поскольку плазма генерирует ультрафиолетовые, световые и инфракрасные волны, то она находится в видимом для человека спектре. Но важно учесть, что данные волны вредны для человека: и для кожи, и для глаз.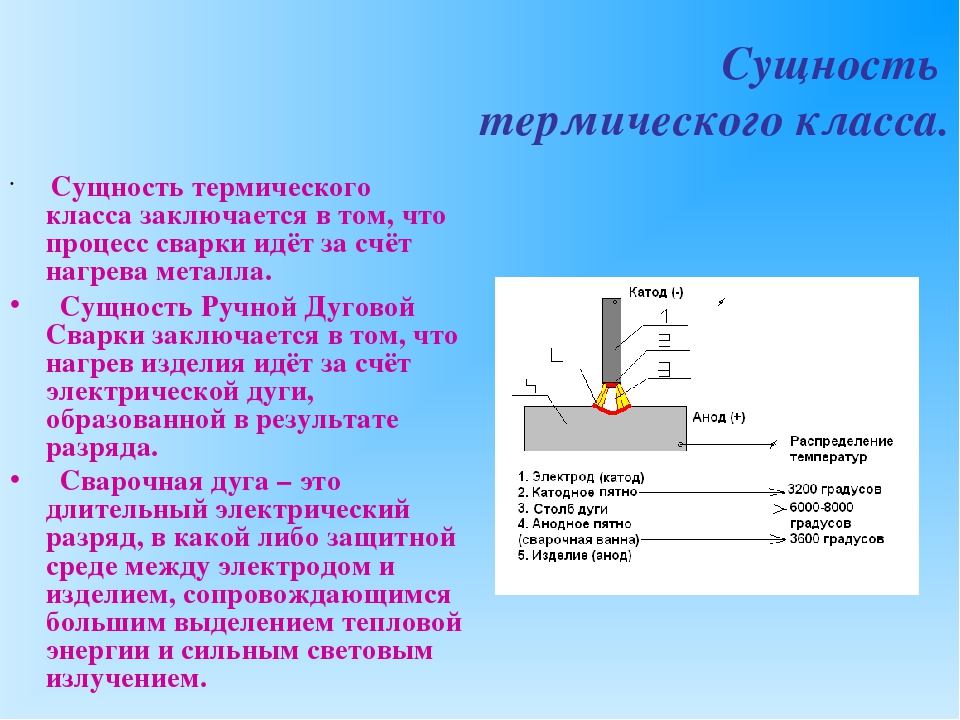 Поэтому для сварщиков были разработаны специальные средства защиты.
Поэтому для сварщиков были разработаны специальные средства защиты.
Виды сварочной дуги
Классифицируется сварочная дуга по нескольким параметрам. В зависимости от пространственного положения электрода и типу тока она бывает:
- прямого действия. Разряд располагается перпендикулярно по отношению к рабочей поверхности и параллельно относительно электрода;
- косвенного действия. Разряд образуется между электродом, который располагается относительно рабочей поверхности под углом 40-60 градусов и самим металлом.
По составу плазменный столб делится на:
- открытый. Образуется в атмосферных газах. Питающей средой являются компоненты, испаряемые из обмазки и заготовки;
- закрытый. Генерируется под флюсом при условии присутствия газообразной фазы, которая получается из частиц, испаряемых от металла, электрода и компонентов флюса;
- с подачей инертного газа или другой защитной смеси.
Сварочная дуга отличается и в зависимости от применяемого расходного материала. В работах используются электроды:
В работах используются электроды:
- тугоплавкие из вольфрама;
- графитовые или угольные;
- стальные с обмазкой, содержащей ионизирующие включения.
В зависимости от времени воздействия принято различать дугу постоянную и импульсную.
Читайте также: Маркировка электродов для ручной дуговой сварки
Условия горения
Сварочный процесс основан на преобразовании электрической энергии в тепловую. Сварочный столб может удерживаться как угодно долго при условии быстрой ионизации газа. Свариваемые заготовки прогреваются, воздух вокруг них теплый и насыщен испаряемыми компонентами. Альтернативный метод – в рабочую зону специально подается газ, который может ионизироваться. Лучше всего ионизации поддаются частицы щелочноземельных и щелочных металлов. Они становятся активными сразу, как только начинает проходить ток.
Другое обязательное условие для поддержания сварочного столба – постоянная высокая температура на катоде.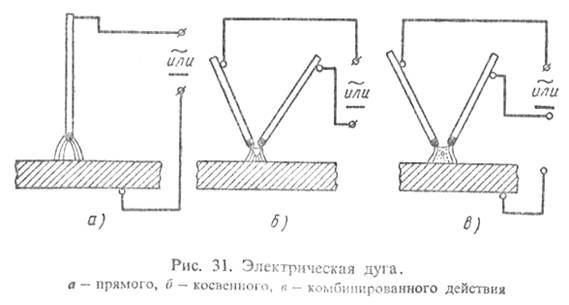 Ее значение зависит от химического состава и площади катода. Для этого требуется источник электричества. В условиях производства показатель температуры катодной области может доходить до 7 000 градусов.
Ее значение зависит от химического состава и площади катода. Для этого требуется источник электричества. В условиях производства показатель температуры катодной области может доходить до 7 000 градусов.
Как образуется электрическая дуга
Сварочная дуга является ничем иным, как электрическим разрядом. Возникает она в случае замыкания цепи. В тот момент, когда электрод прикасается к поверхности свариваемого металла, начинает вырабатываться тепловая энергия в большом количестве. В точке соприкосновения металл начинает плавиться. Расплав притягивается к окончанию расходника, образуя тонкую шейку. Она почти что мгновенно распыляется под влиянием сильного электрического поля. В это время молекулы газа ионизируются, образуется защитное облако и обеспечивается свободное перемещение электродов.
Вид тока определяет направленность потока. Поджечь дугу можно на токе прямой и обратной полярности, переменном или постоянном. Частота, с какой дуга гаснет и разжигается напрямую зависит от выбранных сварщиком параметров тока.
Поджечь дугу можно на токе прямой и обратной полярности, переменном или постоянном. Частота, с какой дуга гаснет и разжигается напрямую зависит от выбранных сварщиком параметров тока.
Чем определяется мощность сварочной дуги
Основные факторы, оказывающие влияние на параметры мощности:
- напряжение. Увеличение мощности сварки достигается за счет увеличения питающего напряжения. Но в сравнительно небольшом диапазоне значений. Есть определенные ограничения и по размеру расходных материалов;
- сила тока. Прямая зависимость: чем больше показатель – тем стабильнее горит дуга;
- величина напряжения плазмы находится в прямой зависимости от мощности.
Длиной дуги принято называть расстояние от электрода доя рабочей поверхности в момент выполнения сварочных работ. От данного показателя зависит величина продуцированного тепла.
Мощность дуги определяет скорость плавления металла. Данная характеристика имеет большое значение, поскольку от нее зависит скорость выполнения операций по соединению металлов.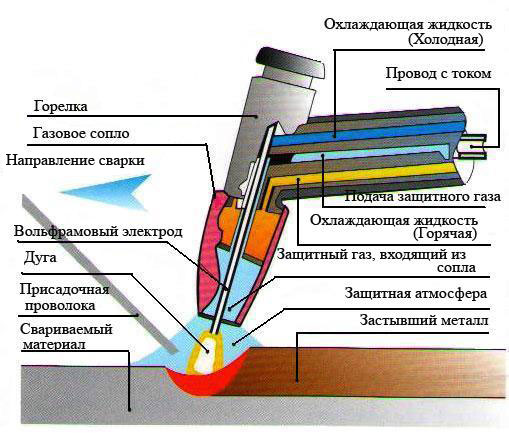 Силой тока меняется рабочая температура в зоне плавления. Даже длинная электрическая дуга не будет затухать при большой силе тока. Во время сварочных работ изменение настроек ампеража требуется очень редко.
Силой тока меняется рабочая температура в зоне плавления. Даже длинная электрическая дуга не будет затухать при большой силе тока. Во время сварочных работ изменение настроек ампеража требуется очень редко.
Вольт-амперная характеристика сварочной дуги
Выражают параметры питания. Данные позволяют определить:
- время горения;
- мощность дуги;
- условия гашения.
Динамика вольтамперных показателей показывает изменение длины электрической дуги в период ее нестабильности. Статическая вольт-амперная характеристика дуги, наоборот, указывают на зависимость между напряжением и силой тока в период стабильности длины электродуги. Ее свойства выражены графиком, разделенным на три сектора:
- падающий. В случае увеличения силы тока резко уменьшается напряжение. Связано это с образованием столба: возрастает площадь потока плазмы и изменяется показатель ее электропроводимости;
- жесткий. Характерные особенности сектора – понижение напряжения при неизменной плотности тока. Наблюдается рост показателей силы тока в диапазоне значений 100-1000А. Прямо пропорционально увеличивается дуговой столб в диаметре. Помимо этого, изменяются анодное и катодное пятна;
- растущий. Размер катодного пятна стабилен и зависит от диаметра электрода. При увеличении силы тока в большую сторону меняются показатели дугового столба.
 Характерные особенности сектора – понижение напряжения при неизменной плотности тока. Наблюдается рост показателей силы тока в диапазоне значений 100-1000А. Прямо пропорционально увеличивается дуговой столб в диаметре. Помимо этого, изменяются анодное и катодное пятна;
Характерные особенности сектора – понижение напряжения при неизменной плотности тока. Наблюдается рост показателей силы тока в диапазоне значений 100-1000А. Прямо пропорционально увеличивается дуговой столб в диаметре. Помимо этого, изменяются анодное и катодное пятна;Вольтамперные характеристики (ВАХ) ручной дуговой сварки с неплавящимися или плавящимися электродами не доходят до третьего сектора графика, а варьируются только в первых двух. Механизированная сварка, подразумевающая использование флюсов, описывается показателями графика второго и третьего сектора. Третий сегмент в полной степени соответствует сварке плавящимся электродом в защитной среде.
В случае использования сварочного аппарата в режиме переменного тока. В каждом полупериоде на пике розжига случается возбуждение сварочной дуги. При переходах через нулевую отметку электрическая дуга затухает. Прекращается нагрев активных пятен. Ионизация газов удерживается стабильной за счет испарений активных щелочных металлов, которые присутствуют в покрытии электродов. При работе на переменном токе труднее разжечь дугу в защитной среде, нежели в случае постоянного тока.
При переходах через нулевую отметку электрическая дуга затухает. Прекращается нагрев активных пятен. Ионизация газов удерживается стабильной за счет испарений активных щелочных металлов, которые присутствуют в покрытии электродов. При работе на переменном токе труднее разжечь дугу в защитной среде, нежели в случае постоянного тока.
При выборе оборудования для выполнения конкретного вида работ важно учесть, что ВАХ электрической дуги напрямую зависят от внешних вольтамперных показателей. К примеру, для ручной дуговой сварки требуется питание с падающими характеристиками вольт-ампер (повышенное напряжение на холостом ходу). При этом специалист будет иметь возможность с помощью регулятора ампеража менять длину дуги.
Сила тока при коротком замыкании во время плавления электрода на 20-50% выше показателя силы тока дуги. Выполнение работ плавящимися электродами оптимально в случае использования дуги размыкания. Для того, чтобы разжечь электродугу угольным или вольфрамовым электродом, не помешает вспомогательный разряд.
Высокие показатели силы тока при коротком замыкании могут спровоцировать прожиг заготовки. Короткое замыкание имеет место в момент, когда падает капля расплава электрода. После этого показатели резко возвращаются к исходным значениям. Возрастает ампераж до уровня тока короткого замыкания, мостик, образовавшийся между металлом и электродом быстро перегорает, и электрическая дуга снова возбуждается. Все эти изменения в столбе происходят моментально. Установка должна успеть за этот период отреагировать на изменения с тем, чтобы стабилизировать рабочие показатели.
Особенности электрической дуги
Благодаря широкому диапазону значений, электродуга совместима как с тугоплавкими, так и с привычными плавящимися электродами. Под ее воздействием металл быстро разогревается, после чего образуется ванна расплава. Преобразование электроэнергии в тепловую происходит с минимальными потерями.
По своей природе электрическая дуга сопоставима с другими видами зарядов. Ее отличительные особенности:
- созданная плотным током высокая температура;
- небольшое снижение катодного и анодного напряжения, которое в малой степени зависит от изначально заданного вольтажа;
- электрическое поле между полюсами распределяется неравномерно;
- устойчивость электрической дуги в пространстве;
- мощность и вольтамперные характеристики саморегулируются;
- границы электродуги четко очерчены.
Зажечь дугу можно одним из двух способом: чирканьем или коротким прикасанием.
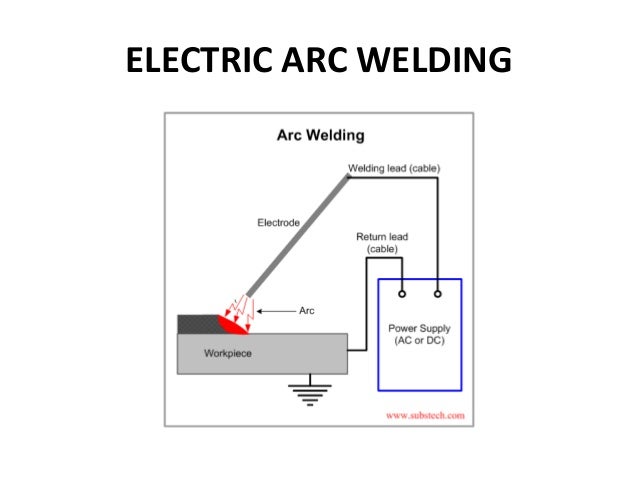
Дуга электрическая сварочная — Энциклопедия по машиностроению XXL
Сварочная дуга. Электрическая сварочная дуга как источник нагрева при сварке характеризуется эффективной тепловой мощностью, т. е. той частью электрического эквивалента тепла в кал/сек, которая воспринимается нагреваемым при сварке металлом в единицу времени [c.142]Дуга электрическая сварочная 374, [c.489]
Напряжение на дуге. Электрическая сварочная дуга представляет собой неоднородный проводник, последовательно включенный в электрическую цепь (рис.10). Общее падение напряжения на дуге равно сумме падений напряжения в катодной и анодной областях и столбе дуге [c.56]
Строение сварочной дуги. Электрическая сварочная дуга постоянного тока имеет три основные четко выраженные зоны катодную область, анодную область и столб дуги (рис.
 35).
[c.73]
35).
[c.73]При сварке плавлением наиболее распространенный источник нагрева — электрическая сварочная дуга. [c.124]
Источник тока и электрическая сварочная дуга представляют собой энергетическую систему, которая в процессе сварки должна обладать достаточной устойчивостью. Под устойчивостью системы понимается такое состояние, когда параметры режима сварки /д и 11ц пе изменяют своей величины в течение достаточно длительного времени. Причем, если в результате каких-то внешних причин (изменение длины дуги, сопротивления ее, изменение степени ионизации) произойдет изменение этих параметров, что приведет к отклонению от устойчивого равновесия, система должна снова вернуться в состояние равновесия. [c.124]
Рассмотрим влияние постоянного тока различных магнитных полей и ферромагнитных масс на сварочную дугу. Электрическая дуга при воздействии собственного [c.12]
Дуговой разряд имеет три области катодную (КО), являющуюся источником термоэлектронов, которые ускоряются электрическим полем КО и, попадая в столб дуги, ионизируют находящиеся в нем газы анодную (АО) и столб дуги. Напряжение сварочной дуги представляет собой сумму падений напряжений в этих областях — и+ и1- б с. или а f 6/д, где а — t/,, + U , b -
[c.52]
Напряжение сварочной дуги представляет собой сумму падений напряжений в этих областях — и+ и1- б с. или а f 6/д, где а — t/,, + U , b -
[c.52]
В послевоенный период на кафедре сварочного производства развивались исследования по теории сварочных процессов (в том числе по изучению электрической сварочной дуги, разработке и изучению керамических флюсов, по свариваемости металлов и изучению природы и механизма образования трещин и хрупкого разрушения сварных соединений), технологии сварки и наплавки, газопламенной обработки, деформаций и напряжений при сварке, изучению влияния электромагнитного перемешивания расплава сварочной ванны на процесс кристаллизации и свойства металла шва, разработке и совершенствованию сварочного оборудования. [c.22]
Время восстановления напряжения до 25 в должно быть меньше 0,05 сек. оно зависит от магнитной инерции источника, т. е. от скорости изменения магнитного потока при колебаниях электрического режима. Если время восстановления велико, то для устойчивого горения дуги в сварочную цепь последовательно
[c.276]
Если время восстановления велико, то для устойчивого горения дуги в сварочную цепь последовательно
[c.276]
Наиболее распространена дуговая сварка, при которой нагрев производят электрической сварочной дугой. В зависимости от способа защиты металла в зоне нагрева различают несколько способов дуговой сварки. [c.8]
У некоторых автоматов, например АДС-1000-4, АДФ-1003, скорость подачи проволоки автоматически устанавливается и регулируется при сварке в зависимости от длины сварочной дуги. Сварщик задает на пульте управления величину напряжения дуги, электрическая схема сравнивает фактическое напряжение в данный момент с заданным и, меняя скорость подачи проволоки, поддерживает длину дуги постоянной. [c.141]
Электрическая сварочная дуга, представляет собой электрический дуговой разряд в ионизированной смеси газов, паров металла и компонентов, входящих состав электродных покрытий, флюсов и т. д.
[c.29]
д.
[c.29]
Сварочная дуга представляет собой электрический дуговой разряд в ионизированной смеси тазов, а также паров металлов и компонентов, входящих в состав электродных покрытий, флюсов и т.д. Дуга является частью электрической сварочной цепи. При сварке на постоянном токе электрод, подсоединенный к положительному полюсу источника питания дуги, называют анодом, а к отрицательному — катодом. Если сварку ведут на переменном токе, каждый электрод попеременно служит то анодом, то катодом. Пространство между электродами называют областью дугового разряда или дуговым промежутком, а длину этого промежутка — длиной дуги. Дуга, горящая между электродом и объектом сварки, является дугой прямого действия. [c.15]
Схема ручной дуговой сварки металлическим покрытым электродом показана на рис. 7.1. Возбуждение дуги происходит при кратковременном замыкании электрической сварочной цепи касанием свариваемого металла концом электрода.
[c. 191]
191]
Сущность процесса дуговой сварки под флюсом заключается в применении непокрытой электродной проволоки и флюса для защиты дуги и сварочной ванны от воздуха (рис. 18.16). Электрическая дуга 1 горит между свариваемым изделием 9 и электродной проволокой 3 под слоем гранулированного сыпучего флюса 2, насыпаемого впереди дуги. В результате горения дуги расплавляются кромки основного металла, электродная проволока и часть флюса, примыкающая к зоне сварки. В зоне сварки образуется газовый пузырь 8, заполненный парами металла и газами. Сверху пузырь ограничен пленкой расплав- [c.391]
Мокрая сварка штучным электродом. Пост ручной сварки штучным электродом состоит из источника питания, электрододержателя, рубильника и сварочных кабелей. В качестве источника питания дуги используются сварочные преобразователи и выпрямители с повышенным напряжением холостого хода (70…90 В). При отсутствии электрической сети наиболее распространены автономные однопостовые сварочные агрегаты ПАС-400-VI и ПАС-400-Vni, которые обеспечивают повышенное напряжение холостого хода (до 100 В).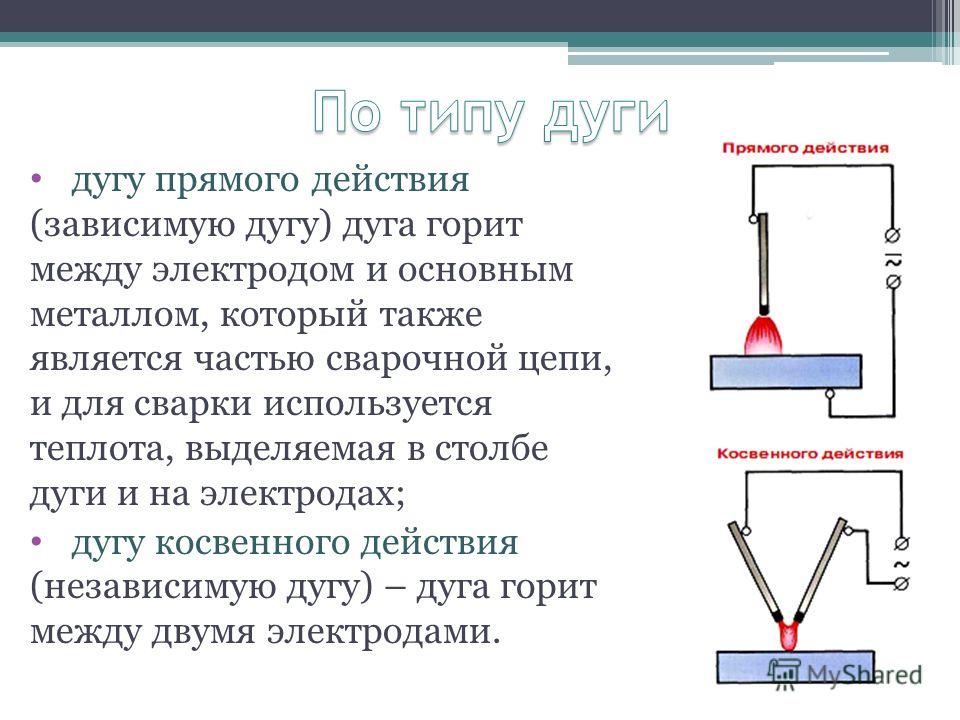 Пределы регулирования силы сварочного тока
[c.389]
Пределы регулирования силы сварочного тока
[c.389]Оборудование для дуговой пайки. Нагрев теплотой электрической дуги нашел применение при пайке проводов, узлов приборов и двигателей. Дуга может возбуждаться между фольгой припоя, заложенной в зазор между соединяемыми деталями и угольным или графитовым электродом между паяемым изделием и электродом из припоя между двумя угольными электродами, закрепленными в приспособлении [5]. Источниками питания дуги служат сварочные машины, понижающие трансформаторы или блоки аккумуляторных батарей. Угольные (диаметром 10… 12 мм) или графитовые (диаметром 6…8 мм) электроды, применяемые при пайке, должны быть изготовлены из чистого угля или графита. Электроды имеют конусную форму (длина конусной части равна двум диаметрам электрода). [c.454]
Снизить трудоемкость сварочных работ позволяет внедрение в ремонтную технологию механизированного способа сварки.
 Сварка в защитном газе является одним из видов дуговой сварки. В зону дуги подают защитный газ, струя которого, обтекая электрическую дугу и сварочную ванночку, предохраняет расплавленный металл от воздействия атмосферного воздуха, окисления и азотирования. Схема сварочного процесса показана на рис. 3.2Г
[c.221]
Сварка в защитном газе является одним из видов дуговой сварки. В зону дуги подают защитный газ, струя которого, обтекая электрическую дугу и сварочную ванночку, предохраняет расплавленный металл от воздействия атмосферного воздуха, окисления и азотирования. Схема сварочного процесса показана на рис. 3.2Г
[c.221]ЭЛЕКТРИЧЕСКАЯ СВАРОЧНАЯ ДУГА И ЕЕ СВОЙСТВА [c.344]
Электродуговая сварка в среде защитных газов. Особенностью сварки в среде защитных газов является то, что электрическая сварочная дуга горит в струе газа, защищающей металл от вредного воздействия окрул[c.474]
Сварочные трансформаторы ТСП, ТСК, ТС, СТШ, ТД, ТДП и др. состоят из трансформатора тока и регулятора для плавного изменения силы тока. Каждому трансформатору соответствует определенный регулятор. При сварке постоянным током электрическая сварочная дуга питается от сварочного агрегата, состоящего из генератора постоянного тока и электродвигателя переменного тока члш двигателя внутреннего сгорания. Сварочный генератор питает дугу электрическим током, двигатель приводит в движение генератор.
[c.103]
Сварочный генератор питает дугу электрическим током, двигатель приводит в движение генератор.
[c.103]Защита зрения и открытой поверхности кожи. Электрическая сварочная дуга создает три вида излучения световое, ультрафиоле товое, инфракрасное. [c.155]
Скорость подачи электродной проволоки плавно регулируется путём изменения числа оборотов мотора. Для этой цели мотор привода УМ-22 подключён по специальной схеме (предложенной Л. М. Рониным). Преимуществами этой схемы являются достаточно жёсткая механическая характеристика мотора и возможность плавного регулирования числа оборотов мотора и его реверсирования при возбуждении сварочной дуги. Электрическая схема сварочной головки приведена ниже при описании сварочного трактора УТ-1200. Основные данные сварочной головки типа Б приведены в табл. 4. [c.244]
Электрические сварочные дуги могут быть непрерывные и прерывистые, импульсные. Импульсная дуга по сравнению с обычной имеет следующие преимущества более совершенное управление процессом плавления проволоки сокращение ве,йичины зоны термического влияния и размеров кристаллов в щве сниж ие нижнего предела рабочих токов и повышение устойчивости горение дуги улучшение условий для сварки в вертикальном и потолочном положениях. [c.452]
[c.452]
Воздушно-дуговая резка. Б процессе воздушно-дуговой резки металл в месте реза расплавляется теплом электрической дуги, горящей между угольным илп угольнр-графитированиьгм электродом и металлом, при непрерывном удалении жидкого металла струей сжатого воздуха. Установка дшя воздушно-дуговой резки сос-то(ит из резака, источникО В питания дуги электрическим токо м и сжатого воздуха, шлангов для подачи. сжатого воздуха и сварочных проводов. [c.82]
Электродуговая сварка в среде защитных газов. Особенность этого вида сварки в том, что электрическа%сварочная дуга горит в струе газа, защищающей металл от вредного воздействия окружающего воздуха. В качестве защитных применяют инертные и активные газы (водород, окись углерода или их смесь с азотом). Наибольшее распространение получили аргоно-дуговая сварка и сварка в среде углекислого газа. [c.318]
Электрическая дуговая сварка (рис. 113) производится под действием электрического тока, который подводится от генератора 3 (сварочной машины) и пропускается через свариваемые детали 4 и 7 и электрод 1, представляющий собой стержень из мягкой стали, покрытый специальной обмазкой. Электрод укрепляется в электродо-держателе 2. При пропускании электрического тока между электродом и свариваемым металлом возникает электрическая сварочная дуга 5.
[c.169]
Электрод укрепляется в электродо-держателе 2. При пропускании электрического тока между электродом и свариваемым металлом возникает электрическая сварочная дуга 5.
[c.169]
Сварочная электрическая дуга | Дуговая сварка
Явление электрического дугового разряда и возможность использования тепла дуги для расплавления металлов были открыты и исследованы в 1802 г. академиком Василием Владимировичем Петровым.
В 1882 г. русский инженер Николай Николаевич Бенардос предложил использовать
электрическую дугу для сварки металлов. Сущность этого метода
(рис. 188, а) заключается в следующем: электрическая дуга 7 возбуждается
и горит между угольным электродом 3 и изделием 1. Угольный электрод укрепляется
в держателе 4, а дуга питается током от генератора 5. Под действием тепла дуги
металл плавится; угольный электрод при этом почти не расходуется. При остывании
и кристаллизации сварочной ванны образуется сварной шов, соединяющий обе детали
1. Иногда, особенно при сварке толстого металла, в ванну добавляют так
называемый присадочный металл, для чего в дугу непрерывно подается металлический
пруток или проволока 2.
Иногда, особенно при сварке толстого металла, в ванну добавляют так
называемый присадочный металл, для чего в дугу непрерывно подается металлический
пруток или проволока 2.
Рис. 188. Схемы сварки: а — по способу Бенардоса; б — по способу Славянова
В 1886 г. русский инженер Николай Гаврилович Славянов разработал новый способ — сварку металлическим электродом (рис. 188, б). Сущность этого способа состоит в том, что дуга горит между металлическим электродом 2 и изделием 1. В этом случае плавящийся металлический электрод является одновременно и присадочным металлом.
Электрическая сварочная дуга представляет собой мощный
электрический разряд в сильно ионизированной среде, состоящей из положительных и
отрицательных ионов и свободных электронов. Дуговой разряд
характеризуется выделением большого количества теплоты и света. Температура
сварочной дуги достигает 6000°С. Дуга состоит из трех областей — катодной,
анодной и столбадуги.
Для упорядочения движения свободных электронов в металле и электронов, которые освобождаются на нагретой поверхности катода, создается электрическое поле путем подведения к дуговому промежутку соответствующей разности потенциалов.
Движущиеся в дуговом промежутке электроны взаимодействуют с нейтральными молекулами паров и газов и разделяют их на ионы и электроны. Схема движения электронов представлена на рис. 189. Сорвавшийся с конца нагретого катода 1 (электрода — металлического или угольного) электрон 2 проходит через катодное пространство с высокой напряженностью поля по направлению к аноду 3. На пути следования электрона может встретиться атом (молекула) газа или атом какого-либо другого вещества (например, паров металла) и вступить с ним во взаимодействие. В результате нейтральная частица ионизируется.
Рис.189. Схема процесса ионизаци дугового промежутка.
Тепловая мощность дуги может быть рассчитана по формуле:
q = 0,24 Uд ּ Iд кал/сек,
где Uд — падение напряжения на дуге, в вольтах; Iд —
ток, в амперах; 0,24 — тепловой эквивалент электрической мощности.
На нагрев изделия расходуется около 50% тепловой мощно дуги, на нагрев электрода около 30% и в окружающую теряется примерно 20%. Таким образом, 75—85% всей мощности дуги расходуются на полезный нагрев и расплавление металл. При этом на катоде выделяется 30 ÷ 38%, на аноде — 42 — 43% от общего количества теплоты. Выделение тепловой энергии на электродах неодинаково, в связи с этим температура анода выше температуры катода.
Высокая температура электрической дуги и большая концентрация теплоты,
выделяемой ею, позволяют почти мгновенно расплавлять небольшие объемы металлов
изделия и электрода.В настоящее время в промышленности распространены следующие
способы электродуговой сварки: ручная металлическими электродами со специальными
покрытиями, автоматическая под плавленными и керамическими флюсами и сварка в
среде защитных газов. Нанесенные покрытия на электроды, а также использование
флюсов и защитных газов предотвращает контакт и взаимодействие расплавленного
металла с окружающей атмосферой.
Электрическая дуга и ее свойства
Электрическая дуга и ее свойства
Категория:
Сборка металлоконструкций
Электрическая дуга и ее свойства
Электрическая дуга представляет собой длительный электрический разряд, происходящий в газовом промежутке между двумя проводниками — электродом и свариваемым металлом при значительной силе тока. Непрерывно возникающая под действием стремительного потока положительных и отрицательных ионов и электронов в дуге ионизация воздушной прослойки создает необходимые условия для продолжительного устойчивого горения сварочной дуги.
Рис. 1. Электрическая дуга между металлическим электродом и свариваемым металлом: а — схема дуги, б — график напряжений дуги длиной 4 мм; 1 — электрод, 2 — ореол пламени, 3 — столб дуги, 4 — свариваемый металл, 5 — анодное пятно, 6 — расплавленная ванна, 7 — кратер, 8 — катодное пятно; h — глубина проплавления в дуге, А — момент зажигания дуги, Б — момент устойчивого горения
Дуга состоит из столба, основание которого находится в углублении (кратере), образующемся на поверхности расплавленной ванны. Дуга окружена ореолом пламени, образуемым парами и газами, поступающими из столба дуги. Столб имеет форму конуса и является основной частью дуги, так как в нем сосредоточивается основное количество энергии, соответствующее наибольшей плотности проходящего через дугу электрического тока. Верхняя часть столба, расположенная на электроде 1 (катоде), имеет небольшой диаметр и образует катодное пятно 8. Через катодное пятно излучается наибольшее количество электродов. Основание конуса столба дуги расположено на свариваемом металле (аноде) и образует анодное пятно. Диаметр анодного пятна при средних значениях сварочного тока больше диаметра катодного пятна примерно в 1,5 … 2 раза.
Дуга окружена ореолом пламени, образуемым парами и газами, поступающими из столба дуги. Столб имеет форму конуса и является основной частью дуги, так как в нем сосредоточивается основное количество энергии, соответствующее наибольшей плотности проходящего через дугу электрического тока. Верхняя часть столба, расположенная на электроде 1 (катоде), имеет небольшой диаметр и образует катодное пятно 8. Через катодное пятно излучается наибольшее количество электродов. Основание конуса столба дуги расположено на свариваемом металле (аноде) и образует анодное пятно. Диаметр анодного пятна при средних значениях сварочного тока больше диаметра катодного пятна примерно в 1,5 … 2 раза.
Для сварки применяют постоянный и переменный ток. При использовании постоянного тока минус источника тока подключают к электроду (прямая полярность) или к свариваемому изделию “”{обратная полярность). Обратную полярность применяют в тех случаях, когда нужно уменьшить выделение теплоты на свариваемом изделии: при сварке тонкого или легкоплавкого металла, чувствительных к перегреву легированных, нержавеющих и высокоуглеродистых сталей, а также при пользовании некоторыми видами электродов.
Выделяя большое количество теплоты и имея высокую темпе-оатуру. электрическая дуга вместе с тем дает очень сосредоточенный нагрев металла. Поэтому металл во время сварки остается сравнительно мало нагретым уже на расстоянии нескольких сантиметров от сварочной дуги.
Действием дуги металл расплавляется на некоторую глубину h называемую глубиной проплавления или проваром.
Возбуждение дуги происходит при приближении электрода к свариваемому металлу и замыкании им сварочной цепи накоротко. Благодаря высокому сопротивлению в точке соприкосновения электрода с металлом конец электрода быстро нагревается и начинает излучать поток электронов. Когда конец электрода быстро отводят от металла на расстояние 2…4 мм, возникает электрическая дуга.
Напряжение в дуге, т. е. напряжение между электродом и основным металлом, зависит в основном от ее длины. При одном и том же токе напряжение в короткой дуге ниже, чем в длинной. Это обусловлено тем, что при длинной дуге сопротивление ее газового промежутка больше. Возрастание же сопротивления в электрической цепи при постоянной силе тока требует увеличения напряжения в цепи. Чем выше сопротивление, тем выше должно быть и напряжение для того, чтобы обеспечить прохождение в цепи того же тока.
Возрастание же сопротивления в электрической цепи при постоянной силе тока требует увеличения напряжения в цепи. Чем выше сопротивление, тем выше должно быть и напряжение для того, чтобы обеспечить прохождение в цепи того же тока.
Дуга между металлическим электродом и металлом горит при напряжении 18… 28 В. Для возбуждения дуги требуется более высокое напряжение, чем то, которое необходимо для поддержания ее нормального горения. Это объясняется тем, что в начальный момент воздушный промежуток еще недостаточно нагрет и необходимо придать электронам большую скорость для расцепления молекул и атомов воздуха. Этого можно достичь только при более высоком напряжении в момент зажигания дуги.
График изменения тока I в дуге при ее зажигании и устойчивом горении (рис. 1, б) называется статической характеристикой дуги и соответствует установившемуся горению дуги. Точка А характеризует момент зажигания дуги. Напряжение дуги V быстро падает по кривой АБ до нормальной величины, соответствующей в точке Б устойчивому горению дуги.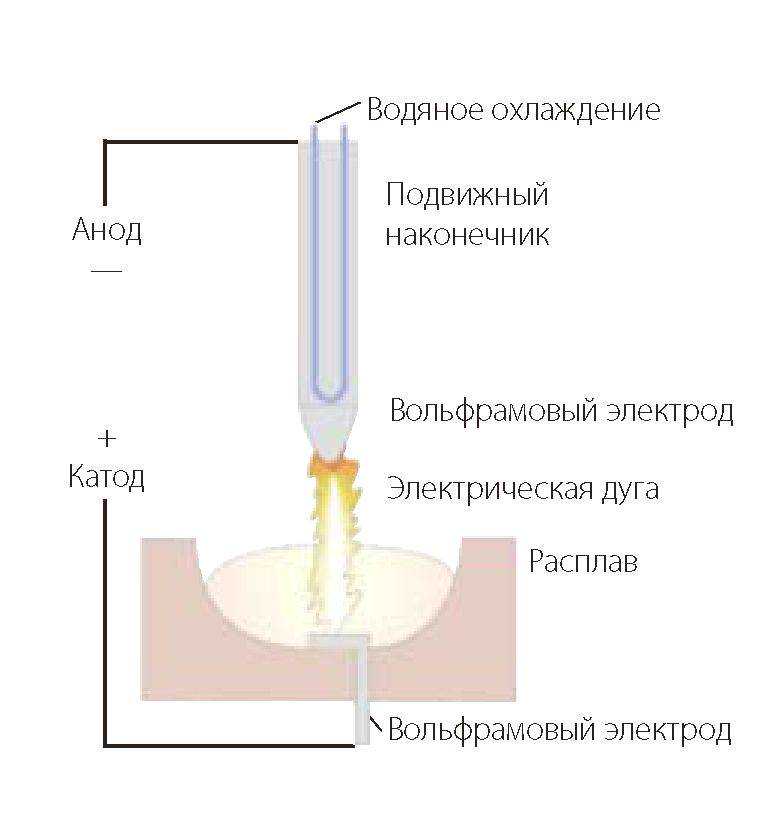 Дальнейшее увеличение тока (вправо от точки Б) увеличивает нагрев электрода и скорость его плавления, но не оказывает влияния на устойчивость горения дуги.
Дальнейшее увеличение тока (вправо от точки Б) увеличивает нагрев электрода и скорость его плавления, но не оказывает влияния на устойчивость горения дуги.
Устойчивой называется дуга, горящая равномерно, без произвольных обрывов, требующих повторного зажигания. Если дуга горит неравномерно, часто обрывается и гаснет, то такая дуга называется неустойчивой. Устойчивость дуги зависит от многих причин, основными из которых являются род тока, состав покрытия электрода, вид электрода, полярность и длина дуги.
При переменном токе дуга горит менее устойчиво, чем при постоянном. Это объясняется тем, что в тот момент, когда ток п, дает до нуля, ионизация дугового промежутка уменьшается и дуга может гаснуть. Чтобы повысить устойчивость дуги переменного тока, приходится наносить на металлический электрод ио-крытия. Пары элементов, входящих в покрытие, повышают ионизацию дугового промежутка и тем способствуют устойчивому горению дуги при переменном токе.
Длину дуги определяют расстоянием между торцом электрода и поверхностью расплавленного металла свариваемого изделия.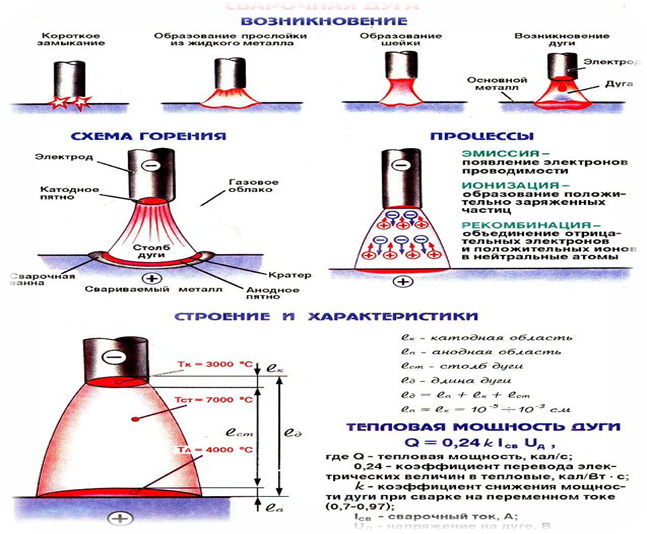 Обычно нормальная длина дуги не должна превышать 3…4 мм для стального электрода. Такая дуга называется короткой. Короткая дуга горит устойчиво и при ней обеспечивается нормальное протекание процесса сварки. Дуга длиной больше 6 мм называется длинной. При ней процесс плавления металла электрода идет неравномерно. Стекающие с конца электрода капли металла в этом случае в большей степени могут окисляться кислородом и обогащаться азотом воздуха. Наплавленный металл получается пористым, шов имеет неровную поверхность, а дуга горит неустойчиво. При длинной дуге понижается производительность сварки, увеличивается разбрызгивание металла и количество мест непровара или неполного сплавления наплавленного металла с основным.
Обычно нормальная длина дуги не должна превышать 3…4 мм для стального электрода. Такая дуга называется короткой. Короткая дуга горит устойчиво и при ней обеспечивается нормальное протекание процесса сварки. Дуга длиной больше 6 мм называется длинной. При ней процесс плавления металла электрода идет неравномерно. Стекающие с конца электрода капли металла в этом случае в большей степени могут окисляться кислородом и обогащаться азотом воздуха. Наплавленный металл получается пористым, шов имеет неровную поверхность, а дуга горит неустойчиво. При длинной дуге понижается производительность сварки, увеличивается разбрызгивание металла и количество мест непровара или неполного сплавления наплавленного металла с основным.
Перенос электродного металла на изделие при дуговой сварке плавящимся электродом является сложным процессом. После зажигания дуги (положение /) на поверхности торца электрода образуется слой расплавленного металла, который под действием сил тяжести и поверхностного натяжения собирается в каплю (положение //). Капли могут достигать больших размеров и перекрывать столб дуги (положение III), создавая на непродолжительное время короткое замыкание сварочной цепи, после чего образовавшийся мостик из жидкого металла разрывается, дуга возникает вновь, и процесс каплеобразования повторяется.
Размеры и количество капель, проходящих через дугу в единицу времени, зависят от полярности и силы тока, химического состава и физического состояния металла электрода, состава покрытия и ряда других условий. Крупные капли, достигающие 3…4 мм, обычно образуются при сварке непокрытыми электро-дами, мелкие капли (до 0,1 мм)—при сварке покрытыми электл родами и большой силе тока. Мелкокапельный процесс обеспечивает стабильность горения дуги и благоприятствует условиям переноса в дуге расплавленного металла электрода.
Рис. 2. Схема переноса металла с электрода на свариваемый металл
Рис. 3. Отклонение электрической дуги магнитными полями (а—ж)
Сила тяжести может способствовать или препятствовать переносу капель в дуге. При потолочной и частично при вертикальной сварке сила тяжести капли противодействует переносу ее на изделие. Но благодаря силе поверхностного натяжения жидкая ванна металла удерживается от вытекания при сварке в потолочном и вертикальном положениях.
Прохождение электрического тока по элементам сварочной цепи, в том числе по свариваемому изделию, создает магнитное поле, напряженность которого зависит от силы сварочного тока. Газовый столб электрической дуги является гибким проводником электрического тока, поэтому он подвержен действию результирующего магнитного поля, которое образуется в сварочном контуре. В нормальных условиях газовый столб дуги, открыто горящей в атмосфере, расположен симметрично оси электрода. Под действием электромагнитных сил происходит отклонение дуги от оси электрода в поперечном или продольном направлении, что по внешним признакам подобно смещению факела открытого пламени при сильных воздушных потоках. Это явление называют магнитным дутьем.
Присоединение сварочного провода в непосредственной близости к дуге резко снижает ее отклонение, так как собственное круговое магнитное поле тока оказывает равномерное воздействие на столб дуги. Подвод тока к изделию в отдалении от Дуги приведет к отклонению ее вследствие сгущения силовых линий кругового магнитного поля со стороны токопровода.
Реклама:
Читать далее:
Процесс сварки металла
Статьи по теме:
Тест по профессии «Сварщик»
Тестовые задания по профессии
Сварщик (электросварочные и газосварочные работы)
1 вариант
1. Выбор силы сварочного тока зависит от:
а) марки стали и положения сварки в пространстве
б) толщины металла, диаметра электрода, марки стали
в) диаметра электрода, марки стали детали и положения сварки в пространстве
2. Существуют способы уменьшения, предупреждения деформаций при сварке. Один из них — обратный выгиб детали — это:
а) когда деформированное соединение обрабатывают на прессе или кувалдой
б) перед сваркой детали предварительно изгибают на определенную величину в обратную сторону по сравнению с изгибом, вызываемым сваркой
в) перед сваркой детали очень жестко закрепляют и оставляют в таком виде до полного охлаждения после сварки
3. Обратноступенчатый шов выполняется следующим образом:
а) от центра (середины) детали к краям
б) участками (ступенями), длина которых равна длине при полном использовании одного электрода
в) длину шва разбивают на ступени и сварка каждой ступени производится в направлении, обратном общему направлению сварки
4. К каким дефектам относятся трещины, поры?
а) к наружным
б) к внутренним
в) к наружным и внутренним
5. При сварке вертикальных и горизонтальных швов сила сварочного тока по сравнении со сваркой в нижнем положении должна быть
а) увеличена на 10-15%
б) уменьшена на 10-15%
в) не изменяться
6. Что не входит в дополнительные показатели режима сварки?
а) угол наклона электрода
б) тип и марка электрода
в) напряжение
7. Как влияет увеличение напряжения на размеры и форму шва?
а) увеличивает глубину проплавления
б) увеличивает ширину шва
в) уменьшает ширину шва
8. Сварочная электрическая дуга представляет собой:
а) столб газа, находящего в состоянии плазмы
б) струю расплавленного металла
в) столб паров материала электродной проволоки
9. Причина возникновения деформаций при сварке — это:
а) неравномерный нагрев и охлаждение свариваемой детали
б) нерациональная сборка детали под сварку
в) неправильно проведенная термообработка детали после сварки
10.Для чего в разделке заготовок делают притупление кромок?
а) для лучшего провара корня шва
б) исключить прожог
в) для получения качественного сварного изделия
2 вариант
1. Сварочные деформации при сварке плавлением возникают:
а) всегда
6) очень редко
в) никогда
2. Как изменяется величина сварочного тока при увеличении длины дуги?
а) увеличивается
б) уменьшается
в) не изменяется
3. В дополнительные показатели режима сварки не входит:
а) угол наклона электрода
б) тип и марка электрода
в) скорость сварки
4. Если свариваемые детали лежат под углом друг к другу и соприкасаются торцами, то соединение называется
а) угловым
б) стыковым
в) тавровым
г) нахлесточным
5. Статическая вольтамперная характеристика сварочной дуги это:
а) зависимость силы тока сварочной дуги от ее сопротивления
б) зависимость сопротивления сварочной дуги от силы тока источника питания
в) зависимость напряжения сварочной дуги от силы сварочного тока
6. Ионизация столба сварочной дуги необходима для:
а) усиления переноса металла через дугу
б) стабилизации горения дуги
в) возникновения капельного переноса металла
7. К сварочным швам средней длины относятся швы длиной:
а) 250-500мм
б) 250-1000мм
в) 100-300мм
8. Зона термического влияния – это:
а) участок основного металла, подвергшийся расплавлению
б) участок основного металла, не подвергшийся расплавлению, структура которого изменяется
в) участок основного металла, не подвергшийся расплавлению, структура которого не меняется
9. Выбрать основные параметры режима сварки:
а) сила тока
б) катет шва
в) диаметр электрода
г) притупление кромок
д) скорость сварки
е) положение в пространстве
ж) напряжение на дуге
10. Какой способ сварки труб применяется при неповоротном, недоступном положении
а) способ «в лодочку»
б) способ «с козырьком»
в) с глубоким проваром
г) погруженной дугой
Ключ к тестовым заданиям
2 вариант1.в
2.б
3.в
4.в
5.б
6.в
7.б
8.а
9.а
10.б
1.а
2.б
3.в
4.а
5.в
6.б
7.б
8.б
9.а,в,д,ж
10.б
До 4 баллов – «2»
5 – 6 баллов – «3»
7 – 8 баллов – «4»
9 – 10 баллов – «5»
Электрическая сварочная дуга | Soedenimetall.ru
Основные понятия
Электрическая сварочная дуга представляет собой устойчивый длительный электрический разряд в газовой среде между твердыми или жидкими электродами при высокой плотности тока, сопровождающийся выделением большого количества теплоты. Электрический разряд в газе есть электрический ток, проходящий через газовую среду благодаря наличию в ней свободных электронов, а также отрицательных и положительных ионов, способных перемещаться между электродами под действием приложенного электрического поля (разности потенциалов между электродами).
Электрон — это частица весьма малой массы, несущая элементарный ( наименьший, неделимый) электрический заряд отрицательного знака. Масса электрона равна 9,1 • 10-28г; элементарный электрический заряд равен 1,6 • 10-19 Кл. Ионом называется атом или молекула вещества, имеющая один или несколько элементарных зарядов. Положительные ионы имеют избыточный положительный заряд; они образуются при потере нейтральным атомом или молекулой одного или нескольких электронов из своей наружной (валентной) оболочки (электроны, вращающиеся в валентной оболочке атома, связаны слабее, чем электроны внутренних оболочек, и поэтому легко отрываются от атома при столкновениях или под действием облучения). Отрицательные ионы имеют избыточный отрицательный заряд; они образуются, если атом или молекула присоединяет к своей валентной оболочке лишние электроны.
- Процесс, при котором из нейтральных атомов и молекул образуются положительные и отрицательные ионы, называется ионизацией. Ионизация, вызванная в некотором объеме газовой среды, называется объемной ионизацией. Объемная ионизация, полученная благодаря нагреванию газа до очень высоких температур, называется термической ионизацией.
При высоких температурах значительная часть молекул газа обладает достаточной энергией для того, чтобы при столкновениях могло произойти разбиение нейтральных молекул на ионы; кроме того, с повышением температуры увеличивается общее число столкновений между молекулами газа. При очень высоких температурах на процесс ионизации начинает влиять также и излучение газа и раскаленных электронов. При обычных температурах ионизацию можно вызвать, если уже имеющимся в газе электронам и ионам сообщить с помощью электрического поля большие скорости. Обладая большой энергией, эти частицы могут разбивать нейтральные атомы и молекулы на ионы. Кроме того, ионизацию можно вызвать световыми, ультрафиолетовыми, рентгеновскими лучами, а также излучением радиоактивных веществ.
В обычных условиях воздух, как и все газы, обладает весьма слабой электропроводностью. Это объясняется малой концентрацией свободных электронов и ионов. Поэтому, для того чтобы вызвать в воздухе или в газе мощный электрический ток, т. е. электрическую дугу, необходимо ионизировать воздушный промежуток (или другую газообразную среду) между электродами. Ионизацию можно произвести, если приложить к электрдам достаточно высокое напряжение; тогда имеющиеся в газе (в малом количестве) свободные электроны и ионы будут разгоняться электрическим полем и, получив большие энергии, смогут разбить нейтральные атомы и молекулы на ионы.
При сварке из соображений техники безопасности нельзя пользоваться высокими напряжениями. Поэтому используют явления термоэлектронной и автоэлектронной эмиссий. При этом имеющиеся в металле в большом количестве свободные электроны, обладая достаточной кинетической энергией, переходят в газовую среду межэлектродного пространства и способствуют ее ионизации.
При термоэлектронной эмиссии благодаря высокой температуре свободные электроны «испаряются» с поверхности металла. Чем выше температура, тем большее число свободных электронов приобретает энергию, достаточную для преодоления потенциального барьера в поверхностном слое и выхода из металла. При автоэлектронной (холодной) эмиссии создается внешнее электрическое поле, которое изменяет потенциональный барьер у поверхности металла и облегчает выход тех электронов, которые имеют достаточную энергию для преодоления этого барьера.
- Ионизация газовой среды характеризуется степенью ионизации, т. е. отношением числа заряженных частиц в данном объеме к первоначальному числу частиц (до начала ионизации).
Степень ионизации
При полной ионизации степень ионизации равна единице. На рисунке выше представлен график зависимости степени ионизации от температуры нагрева некоторых веществ. Из графика видно, что при температуре 6000…8000 К такие вещества, как калий, натрий, кальций, обладают достаточно высокой степенью ионизации. Пары этих элементов, находясь в дуговом промежутке, обеспечивают легкость возбуждения и устойчивое горение дуги. Это свойство щелочных металлов объясняется тем, что атомы этих металлов обладают малым потенциалом ионизации.
- Потенциалом ионизации называется отношение работы выхода электрона из атома вещества к заряду этого электрона:
V = W / е,
где V—потенциал ионизации, В; W — работа выхода электрона, Дж; е — заряд электрона, Кл.
Сложные атомы, содержащие в своем составе много электронов, имеют несколько потенциалов ионизации. Первый потенциал ионизации соответствует выходу электрона, находящегося в наружной оболочке атома и слабее других связанного с ним. Выход следующих электронов, расположенных ближе к ядру и сильнее связанных с ним, требует большей работы. Поэтому вторые и последующие потенциалы ионизации, соответствующие выходам второго и последующих электронов, будут больше. Первые потенциалы VI ионизации некоторых элементов:
| Элементы | K | Na | Ba | Li | Al | Ca | Cr | Mn | C | H | O | N |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| VI | 4,32 | 5,12 | 5,19 | 5,37 | 5,96 | 6,08 | 6,74 | 7,40 | 11,22 | 13,53 | 13,56 | 14,50 |
Как видно, наименьшим потенциалом ионизации обладают калий, натрий, барий, литий, алюминий, кальций и др. Поэтому для повышения устойчивости горения электрической дуги эти вещества вводят в зону дуги в виде электродных покрытий или флюсов.
Таким образом, электропроводность воздушного промежутка между электродами, а отсюда и устойчивое горение дуги обеспечивается эмиссией катода и объемной ионизацией газов в зоне дуги, благодаря которым в дуге перемещаются мощные потоки заряженных частиц.
Электрическая дуга постоянного тока возбуждается при соприкосновении торца электрода и кромок свариваемых деталей. Контакт в начальный момент возникает между микровыступами поверхностей электрода и свариваемой детали (рис. 1,а). Высокая плотность тока способствует мгновенному расплавлению этих выступов и образованию пленки жидкого металла (рис. 1, б), которая замыкает электрическую цепь на
Рис.1
участке «электрод — свариваемая деталь». При последующем отводе электрода от поверхности детали на 2…4 мм (рис. 1, в) пленка жидкого металла растягивается, а сечение ее уменьшается, вследствие чего возрастает плотность тока и повышается температура металла. Эти явления приводят к разрыву пленки и испарению вскипевшего металла. При этом интенсивные термо- и автоэлектронная эмиссии обеспечивают ионизацию паров металла и газов межэлектродного промежутка. В образовавшейся ионизированной среде возникает электрическая сварочная дyгa (рис. 1, г). Процесс возбуждения дуги кратковременен и осуществляется сварщиком в течение долей секунды.
В установившейся сварочной дуге (Рис. 7, г) различают три зоны: катодную 1, анодную 3 и столба дуги 2. Катодная зона глубиной около 10-5 см, так называемое катодное пятно, расположена на торце катода (на рис. 1 электрод является катодом,а деталь—анодом). Отсюда вылетает поток свободных электронов, ионизирующих дуговой промежуток. Плотность тока на катодном пятне достигает 60…70 А/мм2. К катоду устремляются потоки положительных ионов, которые бомбардируют его и отдают свою энергию, нагревая его до температуры 2500…3000°С.
Анодная зона, называемая анодным пятном, расположена на торце анода. К анодному пятну устремляются и отдают свою энергию потоки электронов, накаляя его до температуры 2500…4000°С. Столб дуги, расположенный между катодной и анодной зонами, состоит из раскаленных и ионизированных частиц. Температура в этой зоне достигает 6000…7000° С в зависимости от плотности сварочного тока.
В начальный момент для возбуждения дуги необходимо несколько большее напряжение, чем при ее последующем горении. Это объясняется тем, что при возбуждении дуги воздушный зазор недостаточно нагрет, степень ионизации невысокая и необходимо напряжение, способное сообщить свободным электронам такую энергию, чтобы при их столкновении с атомами газового промежутка могла произойти ионизация. Увеличение концентрации свободных электронов в объеме дуги приводит к интенсивной ионизации дугового промежутка, а отсюда к повышению его электропроводности. Вследствие этого напряжение падает до значения, необходимого для устойчивого горения дуги.
- Зависимость напряжения дуги от тока и сварочной цепи называют статической вольт-амперной характеристикой дуги.
Рис.2
Вольт-амперная характеристика дуги (рис. 2, а) имеет три области: падающую 1, жесткую 2 и возрастающую 3. В области 1 (до 100 А) с увеличением тока напряжение значительно уменьшается. Это происходит в связи с тем, что при повышении тока увеличивается поперечное сечение, а следовательно, и проводимость столба дуги. В области 2 (100…1000 А) при увеличении тока напряжение сохраняется постоянным, так как сечение столба дуги и площади анодного и катодного пятен увеличиваются пропорционально току. Область характеризуется постоянством плотности тока. В области 3 напряжение возрастает вследствие того, что увеличение плотности тока выше определенного значения не сопровождается увеличением катодного пятна ввиду ограниченности сечения электрода. Дуга области 1 горит неустойчиво и поэтому имеет ограниченное применение. Дуга области 2 горит устойчиво и обеспечивает нормальный процесс сварки.
Вольт-амперная характеристика дуги при ручной дуговой сварке низкоуглеродистой стали (рис. 2, б) представлена в виде кривых а (длина дуги 2 мм) и б (длина дуги 4 мм). Кривые в (длина дуги 2 мм) и г (длина дуги 4 мм) относятся к автоматической сварке под флюсом при высоких плотностях тока.
Напряжение, необходимое для возбуждения дуги, зависит: от рода тока (постоянный или переменный), длины дугового промежутка, материала электрода и свариваемых кромок, покрытия электродов и ряда других факторов. Значения напряжений, обеспечивающих возникновение дуги в дуговых промежутках, равных 2…4 мм, находятся в пределах 40…70 В. Напряжение (В) для установившейся сварочной дуги может быть определено по формуле
U д = a + b lд
где а — коэффициент, по своей физической сущности представляющий сумму падений напряжений в катодной и анодной зонах, В; b — коэффициент, выражающий среднее падение напряжения на единицу длины дуги, В/мм; lд — длина дуги, мм.
- Длиной дуги называется расстояние между торцом электрода и поверхностью сварочной ванны. «Короткой» называют дугу длиной 2…4 мм. Длина «нормальной» дуги — 4…6 мм. Дугу длиной более 6 мм называют «длинной».
Оптимальный режим сварки обеспечивается при короткой дуге. При длинной дуге процесс протекает неравномерно, дуга горит неустойчиво, металл, проходя через дуговой промежуток, больше окисляется и азотируется, увеличиваются угар и разбрызгивание металла.
Электрическая сварочная дуга может отклоняться от своего нормального положения при действии магнитных полей, неравномерно и несимметрично расположенных вокруг дуги и в свариваемой детали. Эти поля действуют на движущиеся заряженные частицы и тем самым оказывают воздействие на всю дугу. Такое явление называется магнитным дутьем. Воздействие магнитных полей на дугу прямо пропорционально квадрату силы тока и становится заметным при сварочных токах более 300 А.
Рис.3
На отклонение дуги влияют места подвода тока к свариваемой детали (рис. 3, а, б, в) и наклон электрода (рис. 3, г). Наличие вблизи сварочной дуги значительных ферромагнитных масс также нарушает симметричность магнитного поля дуги и вызывает отклонение дуги в сторону эти масс.
Магнитное дутье в некоторых случаях затрудняет процесс сварки, и поэтому принимаются меры по снижению его действия на дугу. К таким мерам относятся: сварка короткой дугой, подвод сварочного тока в точке, максимально близкой к дуге, наклон электрода в сторону действия магнитного дутья, размещение у места сварки ферромагнитных масс.
При использовании переменного тока анодное и катодное пятна меняются местами с частотой, равной частоте тока. С течением времени напряжение Uд и ток I периодически изменяются от нулевого значения до наибольшего, как показано на рис. 4 (Ux•x — напряжение зажигания дуги).
Рис.4
При переходе значения тока через нуль и перемене полярности в начале и в конце каждого полупериода дуга гаснет, температура активных пятен и дугового промежутка снижается. Вследствие этого происходит деионизация газов и уменьшение электропроводности столба дуги. Интенсивнее падает температура активного пятна, расположенного на поверхности сварочной ванны в связи с отводом теплоты в массу основного металла. Повторное зажигание дуги в начале малого полупериода возможно только при повышенном напряжении, называемом пиком зажигания. При этом установлено, что пик зажигания несколько выше, когда катодное пятно находится на основном металле. Для снижения пика зажигания, облегчения повторного зажигания дуги и повышения устойчивости ее горения применяют меры, снижающие эффективный потенциал ионизации газов в дуге. При этом электропроводность дуги после ее угасания сохраняется дольше, пик зажигания снижается, дуга легче возбуждается и горит устойчивее.
К этим мерам относится применение различных стабилизирующих элементов (калий, натрий, кальций и др.), вводимых в зону дуги в виде электродных покрытий или в виде флюсов.
Важное значение имеет сдвиг фаз между напряжением и током: необходимo, чтобы при переходе тока через нулевое значение напряжение было достаточным для возбуждения дуги.
Тепловые свойства сварочной дуги
Рис.5
Энергия мощных потоков заряженных частиц, бомбардирующих катод и анод, превращается в тепловую энергию электрической дуги. Суммарное количество теплоты Q (Дж), выделяемое дугой на катоде QK, аноде Qa и а столбе дуги Q0, определяется по формуле:
Q = I Uдt ,
где I — сварочный ток, A; Uд — напряжение дуги, В; t — время горения дуги, с.
При питании дуги постоянным током (рис. 11) наибольшее количество теплоты выделяется в зоне анода. Это объясняется тем, что анод подвергается более мощной бомбардировке заряженными частицами, чем катод, а при столкновении частиц в столбе дуги выделяется меньшая доля общего количества теплоты.
При сварке угольным электродом температура в катодной зоне достигает 3200° С, в анодной — 3900°С, а в столбе дуги среднее значение температуры составляет 6000° С. При сварке металлическим электродом температура катодной зоны составляет около 2400° С, а анодной зоны — 2600° С.
Разная температура катодной и анодной зон и разное количество теплоты, выделяющейся в этих зонах, используются при решении технологических задач. При сварке деталей, требующих большого подвода теплоты для прогрева кромок, применяют прямую полярность, при которой анод (плюсовая клемма источника тока) подсоединяют к детали, а катод (минусовая клемма источника тока) — к электроду. При сварке тонкостенных изделий,тонколистовых конструкций, а также сталей, не допускающих перегрева (нержавеющие, жаропрочные, высокоуглеродистые и др.), применяют сварку постоянным током обратной полярности. В этом случае катод подсоединяют к свариваемой детали, а анод — к электроду. При этом не только обеспечивается меньший нагрев свариваемой детали, но и ускоряется процесс расплавления электродного материала за счет более высокой температуры анодной зоны и большего подвода теплоты. Полярность клемм источника постоянного тока определяют с помощью раствора поваренной соли (половина чайной ложки соли на стакан воды). Если в такой раствор опустить провода от клемм источника тока, то у отрицательного провода будет происходить бурное выделение пузырьков водорода.
При питании дуги переменным током различие температур катодной и анодной зон и распределение теплоты сглаживаются вследствие периодической смены катодного и анодного пятна с частотой, равной частоте тока.
Практика показывает, что в среднем при ручной сварке только 60…70% теплоты дуги используется на нагревание и плавление металла. Остальная часть теплоты рассеивается в окружающую среду через излучение и конвекцию.
Количество теплоты, используемое на нагрев и плавку свариваемого металла в единицу времени, называется эффективной тепловой мощностью дуги Qэ(Дж). Она равна полной тепловой мощности дуги, умноженной на эффективный коэффициент полезного действия η нагрева металла дугой:
Qэ = I Uдη.
Величина η зависит от способа сварки, материала электрода, состава электродного покрытия и других факторов. При ручной дуговой сварке электродом с тонким покрытием или угольным электродом η составляет 0,5…0,6, а при качественных электродах — 0,7…0,85. При аргонодуговой сварке потери теплоты значительны (η = 0,5…0,6). Наиболее полно используется теплота при сварке под флюсом (η = 0,85…0,93).
Для характеристики теплового режима процесса сварки принято определять погонную энергию дуги, т. е. количество теплоты, вводимое в металл на единицу длины однопроходного шва, измеряемое в Дж/м. Погонная энергия Qп равна отношению эффективной тепловой мощности Qэ к скорости сварки v:
Qп = Qэ/v = I Uдη/v.
Потери теплоты при ручной дуговой сварке составляют примерно 25%, из которых 20% уходят в окружающую среду через излучение и конвекцию паров и газов, а 5% — на угар и разбрызгивание свариваемого металла. При автоматической сварке под флюсом потери составляют только 17%, из которых 16% расходуются на плавление флюса и 1 % на угар и разбрызгивание..
Плавление и перенос металла в дуге
Металл плавящегося электрода переходит (в виде капель различного размера) в сварочную ванну. Схематично перенос металла электрода можно представить в следующем виде. В начальный момент металл на конце электрода подплавляется и образуется слой расплавленного металла (рис. 6, а). Затем под действием сил поверхностного натяжения и силы тяжести этот слой металла принимает форму капли (рис. 6, б) с образованием у основания тонкой шейки, которая с течением времени уменьшается. Это приводит к значительному увеличению плотности тока в шейке капли. Удлинение шейки продолжается до момента касания капли поверхности сварочной ванны (рис. 6, в). В этот момент происходит короткое замыкание сварочной цепи. Резкое возрастание тока приводит к разрыву шейки и в следующее мгновение вновь возникает дуга (рис. 6, г), но уже между торцом электрода и каплей. Под давлением паров и газов зоны дуги капля с ускорением внедряется в жидкий металл сварочной ванны. При этом часть металла разбрызгивается. Затем процесс каплеобразования повторяется.
Рис. 6
Установлено, что время горения дуги короткого замыкания составляет примерно 0,02…0,05 с. Частота и продолжительность короткого замыкания в значительной степени зависит от длины сварочной дуги. Чем меньше длина дуги, тем больше коротких замыканий и тем они продолжительнее.
Форма и размеры капель металла определяется силой тяжести и силами поверхностного натяжения. При сварке в нижнем положении сила тяжести способствует отрыву капли, а при потолочной сварке препятствует переносу металла электрода в шов. На размеры капель большое влияние оказывают состав и толщина электродного покрытия, а также сварочный ток. Электродное покрытие, как правило, снижает поверхностное натяжение металла почти на 25…30%. Кроме того, газообразующие компоненты покрытия выделяют большое количество газов и создают в зоне дуги повышенное давление, которое способствует размельчению капель жидкого металла. При повышении сварочного тока размер капель уменьшается. Перенос электродного металла крупными каплями имеет место при сварке на малых токах электродами с тонким покрытием. При больших плотностях сварочного тока и при использовании электродов с толстым покрытием перенос металла осуществляется в виде потока маленьких капель (струйный перенос металла).
Рис. 7
На скорость переноса капель металла в дуге действует газовое дутье, представляющее собой поток газов, направленный вдоль дуги в сторону сварочной ванны. При сварке электродом с толстым покрытием стержень 1 электрода (рис. 7) плавится быстрее и торец его оказывается несколько прикрытым «чехольчиком» 3 покрытия 2. Интенсивное газообразование в небольшом объеме «чехольчика» приводит к явлению газового дутья, ускоряющего переход капель металла в сварочную ванну.
Основным фактором, влияющим на скорость переноса металла в дуге, является электромагнитное поле. Магнитное поле оказывает сжимающее действие и ускоряет образование и сужение шейки капли, а следовательно, и отрыв ее от торца электрода. Электрическое поле, напряженность которого направлена вдоль дуги в сторону сварочной ванны, также ускоряет процесс отрыва капель. При потолочной сварке перенос капель электродного металла в сварной шов обеспечивается в основном действием магнитного и электрического полей, а также явлением газового дутья в дуге.
Капли металла, проходящие черёз дугу, имеют шлаковую оболочку, которая образуется от плавления веществ, входящих в покрытие электрода. Эта оболочка защищает металл капли от окисления и азотирования, обеспечивая хорошее качество металла шва.
Доля электродного металла в составе металла шва различна и зависит от способа и режима сварки, а также от вида сварного шва. При ручной сварке доля электродного металла колеблется в широких пределах (30…80%), а при автоматической сварке она составляет 30…40%.
Производительность сварки в значительной степени зависит от скорости расплавления электродного металла, которая оценивается коэффициентом расплавления αρ.
- Коэффициент расплавления численно равен массе электродного металла в граммах, расплавленной в течение одного часа, отнесенной к одному амперу сварочного тока.
Коэффициент расплавления зависит от ряда факторов. При обратной полярности коэффициент расплавления больше, чем при прямой полярности, так как температура анода выше, чем катода. Состав покрытия электрода и его толщина также влияют на коэффициент расплавления. Это объясняется, вопервых, значением эффективного потенциала ионизации газов, а во-вторых, изменением теплового баланса дугового промежутка. Коэффициент расплавления при ручной дуговой сварке составляет 6,5… 14,5 г/(А • ч). Меньшие значения имеют электроды с тонким покрытием, а большие — электроды с толстым покрытием.
- Для оценки скорости сварки пользуются коэффициентом наплавки αн. Этот коэффициент оценивает массу электродного металла, введенного в сварной шов.
Коэффициент наплавки меньше коэффициента расплавления на величину потерь электродного металла из-за угара и разбрызгивания. Эти потери при ручной сварке достигают 25…30%, а при автоматической сварке под флюсом составляют только 2…5% от количества расплавленного электродного металла. Знание этих коэффициентов позволяет произвести расчет потребного количества электродного металла для сварки шва установленного сечения и определить скорость сварки шва.
Количество металла (кг), необходимое для получения сварного шва, gн = LFρ, где L — длина свариваемого шва, м; F — площадь поперечного сечения шва, м2; ρ — плотность электродного металла, кг / м3.
Выражая это же количество металла (кг) через коэффициент наплавки, получим gн = 10-3 анIt, где ан — коэффициент наплавки, г/(А • ч); I — сварочный ток, A; t — время горения дуги, ч. Отсюда: время горения дуги (ч) t = 10-3 gн/(αнI); скорость сварки (м/ч) v = L/t.
Зная gн, можно определить необходимое количество электродного металла: gэ=gн(1+Ψ), где Ψ — коэффициент потерь металла на угар и разбрызгивание.
Кроме того, потребное количество электродного металла (кг) можно определить, зная коэффициент расплавления αρ:gэ=10-3αρIt.
Задавшись диаметром и длиной электрода, по gэ вычисляют потребное количество электродов. Диаметр стержня электрода должен соответствовать значению сварочного тока, длина стандартизована.
Основы дуговой сварки
Дуговая сварка — это один из нескольких способов соединения металлов плавлением. Под воздействием сильного тепла металл на стыке между двумя частями расплавляется и смешивается — непосредственно или чаще с промежуточным расплавленным присадочным металлом. После охлаждения и затвердевания образуется металлургическая связь. Поскольку соединение представляет собой смесь металлов, окончательная сварная деталь потенциально имеет те же прочностные характеристики, что и металл деталей. Это резко контрастирует с процессами соединения без слияния (т.е. пайка, пайка и т. д.), в которых механические и физические свойства основных материалов не могут быть воспроизведены в месте соединения.| Рис.1 Базовая схема дуговой сварки |
При дуговой сварке интенсивное тепло, необходимое для плавления металла, создается электрической дугой. Дуга образуется между реальной работой и электродом (стержнем или проволокой), который вручную или механически направляют вдоль стыка.Электродом может быть стержень, который просто пропускает ток между наконечником и изделием. Или это может быть специально подготовленный пруток или проволока, которая не только проводит ток, но также плавит и подает присадочный металл к стыку. В большинстве сварочных работ при производстве стальных изделий используется электрод второго типа.
Базовая сварочная цепь
Базовая схема дуговой сварки проиллюстрирована на рис. 1. Источник питания переменного или постоянного тока, оснащенный любыми элементами управления, которые могут потребоваться, подключается рабочим кабелем к заготовке и » «горячий» кабель к электрододержателю какого-либо типа, который обеспечивает электрический контакт со сварочным электродом.
Дуга создается в зазоре, когда цепь под напряжением и кончик электрода касаются заготовки и извлекаются, но все еще находятся в тесном контакте.
Дуга создает температуру около 6500 ° F на конце. Это тепло плавит и основной металл, и электрод, образуя лужу расплавленного металла, которую иногда называют «кратером». Кратер затвердевает за электродом по мере его перемещения по стыку. Результат — сплавление.
Дуговое экранирование
Однако для соединения металлов требуется нечто большее, чем просто перемещение электрода по стыку.Металлы при высоких температурах склонны химически реагировать с элементами воздуха — кислородом и азотом. Когда металл в ванне расплава вступает в контакт с воздухом, образуются оксиды и нитриды, которые снижают прочность и ударную вязкость сварного соединения. Поэтому многие процессы дуговой сварки обеспечивают некоторые средства для покрытия дуги и ванны расплава защитным экраном из газа, пара или шлака. Это называется дуговой защитой. Эта защита предотвращает или сводит к минимуму контакт расплавленного металла с воздухом. Экранирование также может улучшить сварной шов.Примером может служить гранулированный флюс, который фактически добавляет в сварной шов раскислители.
| Рис. 2 Это показывает, как покрытие на покрытом (стержневом) электроде обеспечивает газовый экран вокруг дуги и шлаковое покрытие на горячем сварном шве. |
На рисунке 2 показано экранирование сварочной дуги и ванны расплава стержневым электродом. Экструдированное покрытие стержня присадочного металла обеспечивает защитный газ в точке контакта, а шлак защищает свежий сварной шов от воздуха.
Сама по себе дуга — очень сложное явление. Глубокое понимание физики дуги не имеет большого значения для сварщика, но некоторые знания ее общих характеристик могут быть полезны.
Природа дуги
Дуга — это электрический ток, протекающий между двумя электродами через ионизированный столб газа. Отрицательно заряженный катод и положительно заряженный анод создают интенсивный нагрев сварочной дуги. Отрицательные и положительные ионы отскакивают друг от друга в плазменном столбе с ускоренной скоростью.
При сварке дуга не только обеспечивает тепло, необходимое для плавления электрода и основного металла, но при определенных условиях также должна обеспечивать средства для транспортировки расплавленного металла от кончика электрода к изделию. Существует несколько механизмов переноса металла. Два (из многих) примеров включают:
- Surface Tension Transfer® — капля расплавленного металла касается ванны расплавленного металла и втягивается в нее поверхностным натяжением
- Spray Arc — капля выбрасывается из расплавленного металла на электрод наконечник с помощью электрического пинцета перемещает его в ванну расплава (отлично подходит для сварки над головой)
Если электрод является расходным материалом, наконечник плавится под действием тепла дуги, и расплавленные капли отделяются и транспортируются на работу через столб дуги.Любая система дуговой сварки, в которой электрод расплавляется, чтобы стать частью сварного шва, описывается как металлическая дуга. При сварке углеродом или вольфрамом (TIG) капли расплава не попадают в зазор и не попадают на изделие. Присадочный металл вплавляется в стык из отдельного прутка или проволоки.
Большая часть тепла, выделяемого дугой, передается в сварочную ванну с плавящимися электродами. Это обеспечивает более высокую термическую эффективность и более узкие зоны термического влияния.
Поскольку должен быть ионизированный путь для проведения электричества через зазор, простое включение сварочного тока с электрически холодным электродом, расположенным над ним, не вызовет зажигания дуги.Дуга должна быть зажжена. Это вызвано либо подачей начального напряжения, достаточно высокого, чтобы вызвать разряд, либо прикосновением электрода к изделию, а затем его извлечением по мере того, как область контакта нагревается.
Дуговая сварка может выполняться постоянным током (DC) с электродом либо положительным, либо отрицательным, либо переменным током (AC). Выбор тока и полярности зависит от процесса, типа электрода, атмосферы дуги и свариваемого металла.
Посмотреть больше статей о процессах и теории дуговой сварки
Посмотреть статьи с инструкциями по дуговой сварке
Посмотреть статьи о решениях для дуговой сварки
Способ дуговой электросварки и аппаратура для нее
Мое изобретение относится к способу электродуговой сварки и устройству для него, а также имеет конкретную ссылку на способ и устройство для предотвращения образования кратера при завершении любой одной сварочной операции.
В области электродуговой сварки две свариваемые детали соединяются друг с другом путем сплавления одного и того же материала с каждой из деталей, при этом тепло, необходимое для плавления металлов, получается от электрической дуги, которая возникает между детали из основного металла и электрод, который образует одну клемму разрушаемого источника электрического тока, а основной металл — другую клемму. Дуга, которая возникает между электродом и основным металлом, вызывает локальный нагрев основного металла до температуры выше его точки плавления и в то же время аналогичным образом повышает температуру крайнего дугового конца электрода выше температуры плавления электрод.Это приводит к осаждению металла от электрода к основному металлу, и поскольку электродный металл осаждается на основном металле, когда оба металла находятся в расплавленном состоянии, происходит значительное смешивание, так что соединение, которое постепенно образуется. металла, осажденного с электрода, соединяется с основным металлом промежуточной зоной, состоящей из раствора этих двух металлов.
Было обнаружено, что всякий раз, когда такая операция сварки прекращается, например, при удалении электрода от основного металла, чтобы увеличить расстояние дуги, достаточное для разрушения дуги, на конце сварного валика будет образовываться впадина или «кратер».«Опыт показал, что этот кратер является источником значительной слабости сварного шва, и исчерпывающие исследования показали, что эта слабость вызвана пористостью в металлической структуре, которая вызвана атмосферным воздействием на расплавленный металл, а также включениями различных посторонние вещества, такие как окалина и т. д. Кроме того, во время операции сварки температура расплавленного металла повышается до такого высокого значения, что по крайней мере часть его имеет тенденцию к образованию пузырей, и флюс, который используется в связи с сварочная операция для предотвращения чрезмерного окисления расплавленного металла также кипит при этой температуре.
Когда дуга внезапно гаснет, как это принято сегодня, расплавленный металл охлаждается и замерзает так быстро, что пузырьки, образующиеся в результате такого кипения, не имеют возможности вырваться, в результате чего в конце дуги остаются карманы и пустоты. сварной шов в непосредственной близости от кратера. Дальнейшие исследования привели некоторых исследователей к мнению, что кратер может быть вызван либо поверхностным натяжением расплавленного металла, либо диспергирующим эффектом удара металла, который осаждается с электрода, либо комбинацией обоих этих эффектов. .
В прошлом было предпринято множество попыток предотвратить образование этой кратера на конце сварного валика, чтобы устранить вызванные этим слабые места в сварной конструкции.
Среди этих попыток может быть добавление определенных реагентов или металлов к сварочному флюсу и к сварочному электроду в попытке снизить поверхностное натяжение расплавленного металла до точки, достаточно низкой для предотвращения образования кратера. Однако было обнаружено, что любое вещество, которое может быть добавлено либо к флюсу, либо к электроду, серьезно ухудшает сварочную операцию и серьезно ослабляет наносимые металлы, так что, предотвращая образование кратера, попытка приводит к ослаблению сварочного шва. вся сварная конструкция.
Другие пытались предотвратить образование кратера, проводя сварочные операции в атмосфере инертного газа. Исследования в этом направлении показали, что этот метод не только неудовлетворителен, но и ведет к чрезвычайно высокой стоимости операции формирования сварных конструкций по той причине, что практически невозможно проводить сварочные операции в атмосфере, состоящей исключительно из такого инертного газа. Другие попытки, например, короткое замыкание дуги.также были либо безуспешны в предотвращении образования кратера, либо из-за того, что сварной шов настолько ослаблен методами, используемыми для устранения кратера, что все преимущества устранения кратера более чем перевешиваются недостатками, возникающими в результате использования процесс.
Соответственно, целью моего изобретения является создание аппарата для дуговой сварки, который работает, чтобы предотвратить образование кратера в конце операции сварки, и который работает, чтобы предотвратить такое образование, никоим образом не влияя на характер сварного шва. до момента прекращения.
Еще одна цель моего изобретения состоит в том, чтобы предоставить устройство описанного характера, которое может быть недорого сконструировано в качестве приспособления для существующих аппаратов для дуговой сварки.
Дополнительной целью моего изобретения является создание устройства описанного характера, которое включает в себя средство для постепенного снижения тепла сварочной дуги до достаточно низкого значения, чтобы позволить разрыв этой дуги без образования кратера в исходной металл.
Целью моего изобретения также является создание устройства с характером, изложенным в предыдущем абзаце, в котором уменьшение дугового разряда достигается за счет уменьшения величины тока, протекающего в дуге.
Дополнительной целью моего изобретения является создание устройства с характером, изложенным в предыдущем абзаце, которое включает в себя также средства для поддержания напряжения дуги на практически постоянном значении в течение времени, когда ток дуги уменьшается.
Целью моего изобретения также является создание устройства, характерного для предыдущих параграфов, в котором предусмотрены средства для разрешения ручного управления устройством, чтобы сварщик мог завершить сварочную операцию без образования кратера при в любое время, когда он пожелает.
Еще одна цель моего изобретения состоит в том, чтобы предложить способ предотвращения образования кратера в конце операции сварки, который заключается в равномерном снижении теплоты дуги от обычного тепла сварки до пренебрежимо малого значения.
Еще одна цель моего изобретения состоит в том, чтобы предоставить способ, описанный в предыдущем абзаце, в котором напряжение дуги поддерживается по существу постоянным в течение времени, когда уменьшается тепло сварочной дуги.
Другие объекты и преимущества моего изобретения станут очевидными из изучения следующих спецификаций, прочитанных вместе с прилагаемыми чертежами, на которых: Fg. 1 представляет собой вид в перспективе одной хорошо известной формы устройства для электродуговой сварки и иллюстрирует вариант, в котором устройство для удаления кратеров по моему изобретению может быть использовано в качестве приспособления к нему; Фиг. 2 — вид в перспективе устройства для удаления воронок, показанного на фиг. 1, со снятой крышкой; Инжир.3 — электрическая схема, иллюстрирующая электрические схемы, используемые в устройстве по моему изобретению; Фиг.4 — схематический вид, представляющий продольный разрез сварного валика около его конца и иллюстрирующий внешний вид образовавшейся в нем кратера, характер сварного соединения и источник слабых мест в сварном шве; и фиг. 5 — вид, аналогичный фиг. 4, но иллюстрирующий внешний вид сварного шва, произведенного сварщиком, использующим устройство для удаления кратера по моему изобретению.
Я обнаружил, что кратер, который обычно образуется при обрыве сварочной дуги, можно устранить путем постепенного снижения теплоты дуги до очень низкого значения до того, как дуга разорвется. Для этого необходимо, чтобы нагрев дуги уменьшался очень плавно и без колебаний, в противном случае дуга могла бы стать нестабильной и перегореть. Я также обнаружил, что необходимо поддерживать напряжение на дуге практически постоянным независимо от изменений тока, чтобы предотвратить автоматическое гашение дуги.Ток, потребляемый дугой, и, следовательно, тепло самой дуги можно уменьшить, используя для этой цели подходящие средства регулирования тока.
Такое средство управления током может снижать возбуждение сварочного генератора.
Устройство, которое я проиллюстрировал здесь, включает реостат с приводом от двигателя, который находится под управлением оператора, использующего сварочный генератор для медленного и плавного уменьшения возбуждения шунтирующего поля генератора таким образом, чтобы плавно уменьшить сварочный ток. практически до нуля при поддержании напряжения дуги на практически постоянном значении.
Ссылаясь на чертежи, я проиллюстрировал на фиг. 1 общий вид аппарата для электродуговой сварки, который может включать в себя ручную тележку I, на которой установлен двигатель-генератор 2. Мотор-генераторная установка 2 включает в себя секцию 3 электродвигателя, которая соединяется приводным образом с секцией сварочного генератора 4. Устройство обычно оснащено панелью 5 управления, позволяющей выполнять операции. запуск и остановка приводного двигателя 3, изменение полярности сварочного генератора 4 и такие другие операции, которые являются обычными и обычными при электродуговой сварке.Сварочный генератор 4 обычно снабжен регулировочной ручкой 6, с помощью которой нормальный ток дуги, подаваемый генератором 4, может быть установлен на любое желаемое значение.
Один вывод сварочного генератора 4 соединен сварочным кабелем 7 и зажимом 8 с заготовкой или основным металлом I S0, на котором должна выполняться сварочная операция. Другой вывод генератора 4 соединен с помощью сварочного кабеля 10 с электрододержателем 11, при этом электрододержатель I I снабжен электрически проводящим зажимным устройством стоимостью 5 долларов США, в котором сварочный электрод 13 может быть зажат.
На рис. 1 я проиллюстрировал внешний вид устройства для удаления кратеров одного из видов, разработанного мной. Это устройство может включать в себя корпус 14, внутри которого заключены различные инструменты, которые будут описаны ниже, корпус 14 прикреплен к мотор-генераторной установке 2, чтобы обеспечить электрическое соединение между инструментами, расположенными внутри корпуса 4S, и различными схемами сварки. генератор, которые им управляют. Управляющее соединение, содержащее управляющий провод IS, продолжается от механизма, заключенного в корпусе 14, до механизма 16 дистанционного управления, который предпочтительно установлен на ручке электрододержателя II, чтобы сварщик мог легко управлять им вручную в любой момент. время, которое он желает, но которое может содержать ножной механизм или такую другую форму 56 устройства управления, которая удобна для работы сварщиком.
Инструменты, которые заключены в корпусе 14, и способ их соединения со сварочным генератором 4, возможно, лучше всего проиллюстрированы на электрической схеме Pig. 3, на котором приводной электродвигатель 3 показан как трехфазный, индукционного типа с короткозамкнутым ротором, получающий энергию для своей работы от подходящих проводов питания 20, 21 и 22.
На этом рисунке я также проиллюстрировал обычную форму сварочного генератора 4, который включает в себя якорь, соединенный для вращения с электродвигателем 3.Различные обмотки якоря соответствующим образом соединены с коммутатором 23, на котором установлены основные щетки 24 и 25. Одна из основных щеток, например щетка 24, соединена с помощью вышеупомянутого сварочного проводника I7 I1 со сварочным электродом 13, а другая основная щетка щетка 25 соединена посредством проводников 26 и 27 через последовательные катушки возбуждения 28 и 29 с вышеупомянутым сварочным проводом 7, который, в свою очередь, соединен с основным металлом 8. Последовательные катушки возбуждения 28 и 20 и связанные с ними полюсные наконечники таковы. расположен относительно основного поля генератора, чтобы заставить генератор подавать по существу постоянный ток независимо от сопротивления дуги.
Основное возбуждение для генератора достигается с помощью основных шунтирующих катушек возбуждения 38, 31 и вспомогательных шунтирующих катушек возбуждения 32, 33. Возбуждение для основных катушек возбуждения обычно достигается путем последовательного соединения этих катушек и последовательного соединения катушек непосредственно через основные сварочные провода 7 и I1. Катушки дополнительного возбуждения 32, 33 соединены последовательно последовательно, но возбуждаются парой вспомогательных щеток 34 и 35. Эти щетки установлены с возможностью механического перемещения относительно основных щеток 24 и 25, причем вышеупомянутая регулировочная ручка 6 предназначена для изменение положения этих щеток.Как хорошо известно, положение щеток 34-35 относительно основного потока, создаваемого катушками основного возбуждения 30-1, и величина перекрестной намагниченности, создаваемая последовательными катушками 21 и 29 возбуждения, определяет значение постоянной ток, который будет генерироваться генератором 4.
Один подходящий вид средств управления током для предотвращения образования кратеров при завершении операции сварки mav содержит пару переменных сопротивлений 36 и 3I. Кроме того, я обнаружил, что если эти сопротивления соединить последовательно с катушками основного возбуждения 3-31l и вспомогательными катушками возбуждения 32-33, соответственно, одновременное изменение сопротивлений Ахезе вызовет ток, который протекает сварочной дугой. между электродом 13 и основным металлом I должны быть соответственно изменены, но напряжение, которое поддерживается при этой сварке, не будет зависеть от таких изменений тока.
Подключение реостата 36 к цепи основного поля 32-I1 может быть выполнено путем размыкания цепи для этого поля, как показано позицией X на фиг. 3 и продлевая каждый из проводников за счет удлинений I3 и 39 до переменного сопротивления 36, удлинительный провод 21 подсоединен к участку полоски сопротивления, а проводник 39 подсоединен к подвижному плечу реостата 38. Аналогичным образом реостат 37 могут быть подключены последовательно с питанием для вспомогательного поля col.12 — 3, как путем размыкания цепи для этих катушек в точке Y на фиг. 3 и удлинения этих проводников с помощью удлинителей 41 и 41, проводника 40 b, подключенного к резистивному элементу реостата 37 и провод 41 соединен с его подвижным рычагом.
Одновременное изменение сопротивления в этих схемах может быть получено путем соединения каждого из подвижных рычагов реостатов 31 и 3I с приводным валом 42, который, в свою очередь, соединен с якорем 43 электрического приводного двигателя 44.
Мощность для приведения в действие двигателя 44 может быть получена от того же источника электрического потенциала, который используется для питания асинхронного двигателя 3. Тем не менее, желательно, чтобы для приведения в действие управляющего двигателя 44 использовался потенциал -S постоянного тока. которые будут подробно объяснены ниже.
Соответственно, я предпочитаю продлевать проводники переменного тока 21 и 22 с помощью ответвлений 45 и 41 до соединения с первичной обмоткой трансформатора 47. Трансформатор 41 может быть защищен с помощью предохранителей 41, вставленных в удлинители 45 и 46.Вторичная обмотка трансформатора 41 предпочтительно подключена к выпрямительному устройству 41 так, чтобы обеспечить потенциал постоянного тока низкого напряжения на паре выходных клемм I5 и S1. Выходные клеммы I1 и lI предпочтительно подключены к предохранителям 12, а один из предохранителей подключен посредством проводника 13 к вышеупомянутому управляющему двигателю 44. Двигатель 44 предпочтительно является реверсивным двигателем с регулируемой скоростью, а полевой двигатель с разделенным последовательным подключением является показано на фиг. 3. Когда используется двигатель с разделенным последовательным возбуждением, провод 65 подключается к одному из выводов щетки или якоря двигателя.Другая щетка внутри двигателя подключена к одному выводу каждого из двух последовательных полей.
Для того, чтобы приведение в действие устройства IM дистанционного управления могло привести к включению двигателя 44, чтобы он работал в таком направлении, чтобы добавить сопротивление в цепи возбуждения для генератора 4, 23, я предпочитаю использовать нормально разомкнутую кнопку переключателя мгновенного действия, как это устройство управления и подключите один его вывод к проводнику 53, как с помощью проводника 54. Другой вывод управляющего переключателя IS может быть подключен, как с помощью проводника 5I, к катушке 1le реле 56, другой вывод этой катушки подключается посредством провода IT к другому из двух предохранителей 52.Можно заметить, что замыкание цепи между проводниками 54 и 5l при нажатии кнопки II будет подавать ток для возбуждения катушки lc реле.
Проводники 54 и II содержат вышеупомянутый кабель управления II, и поскольку этот кабель в большинстве случаев будет лежать в непосредственной близости от сварочного кабеля IS, предпочтительно использовать вышеупомянутые трансформатор 47 и выпрямитель 49 с целью обеспечения низкого напряжения. напряжение постоянного тока, который будет протекать через этот кабель управления.Это происходит по той причине, что ожидается, что переменное магнитное поле, которое будет окружать этот кабель управления, если через него протекает переменный ток, будет влиять и может серьезно ухудшить нормальное функционирование сварочной дуги.
Подача напряжения на катушку реле 56c приводит к замыканию передних или нормально разомкнутых контактов 6 / ее. Эти контакты предпочтительно включены между вышеупомянутым проводником 5I as и проводником I1, который через нормально замкнутый концевой выключатель 9I соединен с другим проводом SI, который подключен к одному выводу реостата II управления скоростью.Другой вывод реостата управления скоростью соединен с помощью G6 посредством проводника 12 с доступным выводом того одного из последовательных полей двигателя 44, который заставит этот двигатель при подаче напряжения вращаться в таком направлении, чтобы добавить сопротивление в цепи возбуждения для генератора 4, C3 такое направление вращения указано стрелкой $ I на фиг. 3.
Таким образом, можно видеть, что действие кнопки 16 приведет к включению реле 5 и, таким образом, к возбуждению двигателя 44.приведите реостаты 36 и I3 в такое направление, чтобы добавить сопротивление в цепи возбуждения сварочного генератора 4. Как было указано выше, это приводит к постепенному снижению сварочного тока без изменения напряжения, приложенного к сварочной дуге. .
Реостаты 36 и 37 предпочтительно имеют сопротивление, достаточное для снижения сварочного тока практически до нуля, и будет наблюдаться, что вращение подвижных рычагов реостатов будет продолжаться, пока нажата кнопка II. Чтобы вращение могло быть остановлено, когда рычаги реостата были перемещены на полный предел их доступного хода, я использую вышеупомянутый нормально замкнутый концевой выключатель 59.Этот переключатель расположен так, чтобы входить в зацепление с помощью рычага 64 переключения переключателя, прикрепленного к приводному валу 42 реостата и расположенного в таком положении, чтобы размыкать контакты 59 концевого переключателя, когда рычаги реостата были перемещены до своих пределов. Можно заметить, что размыкание концевого выключателя 59 прервет цепь к двигателю 44 и, таким образом, остановит вращение реостатов.
Продолжительность времени, которое должно быть затрачено на снижение тока дуги от нормального сварочного значения, используемого для доведения сварного шва до практически нуля, зависит от природы и характера выполняемого сварного шва и варьируется от нескольких секунд до полуминуты.Чтобы это время можно было отрегулировать в соответствии с различными встречающимися рабочими условиями, я использую вышеупомянутый реостат Ii управления скоростью, который может быть отрегулирован для включения большего или меньшего сопротивления, если требуется, в схему для двигателя 44, чтобы разрешить регулировку скорость, с которой работает этот двигатель.
Поскольку реостаты 36 и 31 должны снова быть перемещены в положения с нулевым сопротивлением во время выполнения следующей сварочной операции оператором, использующим систему 85 моего изобретения, я предпочитаю предоставить средства для автоматического возврата реостатов в это положение. состояние, как только будет отпущено нажатие на кнопку IS.Это средство может включать в себя нормально замкнутый или задний контакт 56b реле t5, причем этот контакт подключается последовательно между вышеупомянутым проводом 51 и проводником IS, который, в свою очередь, соединен с нормально замкнутым концевым выключателем 66. Другой контакт предельного значения Переключатель IS может быть подключен посредством проводника 6S к другому доступному последовательному полевому выводу приводного двигателя 44.
Можно заметить, что как только давление сбрасывается с кнопки 11, обмотка реле 56c будет обесточена, и цепь будет замкнута через задние контакты 56b и концевой выключатель S1 для подачи питания на приводной двигатель 44, чтобы поверните его в таком направлении, чтобы снять сопротивление в цепях возбуждения сварочного генератора 4.Эта операция продолжается до тех пор, пока все сопротивление не будет снято, при этом электродвигатель 44 будет обесточен за счет столкновения приводного рычага 64 концевого выключателя с концевым выключателем (S, чтобы размыкать цепь привода для двигателя 44. Я не Включено в эту схему для двигателя 44 любое устройство регулировки скорости по той причине, что считается, что как только сварка будет прекращена и кнопка 18 отпущена, реостаты должны быть восстановлены в нормальное состояние сварки в как можно более короткое время. , но понятно, что можно также использовать устройство регулировки скорости, такое как реостат 61 регулировки скорости.
На рис. 2 я проиллюстрировал способ, которым вышеупомянутые инструменты могут быть установлены и соединены друг с другом. Используется основание 81, на котором установлен приводной двигатель 44. Приводной двигатель 44 предпочтительно представляет собой автономный зубчатый редуктор типа Т5, который снабжен приводным валом 69 с относительно низкой скоростью, скорость около 15 об / мин считается подходящей. для этого. Вал 69 может быть соединен посредством гибкой муфты 70 с промежуточным валом II, который имеет соответствующие цапфы для вращения и который имеет на своем внешнем конце коническую шестерню 72.Коническое зубчатое колесо 12 выполнено с возможностью зацепления с взаимодействующим коническим зубчатым колесом 13, установленным на конце приводного вала 42 реостата, к которому прикреплены подвижные рычаги реостатов 36 и 37, конические зубчатые колеса 12 и 71 имеют равные диаметры или различных диаметров, если требуется дополнительное снижение скорости.
Каждый реостат 36 и 37 может быть установлен на своей собственной опорной пластине 14 или 71, причем эти пластины могут быть прикреплены к базовому элементу 68 и соединены с помощью соединительной скобы 16 для придания конструкции дополнительной жесткости.Конические шестерни 12 и 71 могут быть заключены в подходящую крышку 17 по желанию. Оставшееся пространство, предусмотренное на основании 88, можно использовать для установки трансформатора 47 и связанного с ним выпрямителя 49, а также для установки реле 56.
Во время работы рычаг 6 управления током установлен на ток, соответствующий желаемой теплоте сварки, которую желательно использовать в операции сварки. Затем дуговая сварка выполняется обычным образом до тех пор, пока не будет достигнут конец проходящего валика.В это время вместо того, чтобы внезапно гасить дугу, как при снятии электрода 13 с заготовки 9, оператор нажимает кнопку IS, продвигая электрод дальше в направлении длины сварного валика и не вынимая электрод из заготовки. По мере того как в цепи возбуждения сварочного генератора вводится сопротивление в результате приведения в действие устройства 16 управления, ток, протекающий через сварку, постепенно становится все меньше и меньше, и выделяемое в результате тепло соответственно уменьшается.Следовательно, скорость осаждения металла электрода 12 постепенно снижается, и основному металлу, непосредственно прилегающему к сварному шву, дают возможность постепенно остыть. Уменьшение продолжается до тех пор, пока оно не станет настолько низким, чтобы позволить дуге погаснуть, это условие обычно достигается, когда ток снижается примерно до десяти процентов рабочего сварочного тока. Такая слаботочная сварочная дуга легко поддерживается между электродом и основным металлом благодаря тому факту, что напряжение дуги поддерживается на своем обычном нормальном значении примерно от 20 до 30 вольт.
Как только дуга гаснет сама по себе, электрод 13 удаляется из области вокруг обрабатываемой детали 9, и давление на кнопку 16 снимается, чтобы позволить каплеуловителю автоматически удалиться из цепей возбуждения сварки. генератор 4 сопротивление, которое было вставлено в него, тем самым переводя сварочный генератор в состояние для возобновления сварки всякий раз, когда такое возобновление требуется.
Я проиллюстрировал свиньями. 4 и 5 схематическое изображение природы и характеристик сварного валика, полученного с помощью традиционной системы дуговой сварки, на фиг.4, указывающий на характер прекращения путем простого снятия электрода с работы, а на фиг. 5, указывающий на характер борта, когда дуга гаснет с использованием устройства по моему изобретению.
Что касается свиньи. 4 видно, что сварной валик, обозначенный позицией 78 на фиг. 4, надежно прикреплен по длине cl к основному металлу S. Я указал (обозначенную на фиг. 4 зону (см. 19 ), в котором достигается перемешивание материала 78 сварочного электрода и основного металла 19 для обеспечения прочного j I и однородной связи между материалом электрода и основным металлом.На фиг. 4 представлен продольный разрез d через сварной валик, а tA ясно показывает на окончании сварного валика кратер 10, который образуется в результате резкого прекращения дуги. Основной металл i вблизи кратера S0 является пористым и s пропитан различными включениями, обозначенными на s фиг.4 ссылочной позицией 81, и материал электрода d, который осаждается в этой области, примыкающей к кратеру 80, также оказывается пористый и наполненный различными включениями 82.. a Ссылка на рис. 5 ясно продемонстрирует различие в характере сварных швов в точке N окончания. Как ясно показано на рис. 5 за 20 с, постепенное уменьшение тепла арматуры в момент окончания валика приводит к более медленному охлаждению расплавленного металла, чтобы допустить любые газы или пузырьки, содержащиеся в нем. расплавленный металл должен улетучиваться до того, как ниталь замерзнет, а также защищает расплавленный металл от окисления, предотвращая образование накипи и подобных примесей.
Было обнаружено, что при сварке швов на легком материале, например, используемом в авиационной промышленности, трещины и разрушения возникают из-за дефектов, возникающих на конце сварного валика. В таких тонких металлах кратер очень часто полностью проникает сквозь тонкий материал, образуя отверстие 3 в металле в этой точке. Это отверстие или, если отверстие не образуется, пористый и некачественный материал в месте кратера служит отправной точкой, из которой постепенно развиваются усталость и трещины.Этот перелом приводит к общему ослаблению соединения, так что вскоре происходит постепенное разрушение детали. Было указано, что устранение этой кратера и устранение некачественного материала в области кратера путем использования устройства для удаления кратера из моего изобретения предотвращает такие прогрессирующие разрушения и приводит к получению сварного соединения, которое на самом деле прочнее, чем сварное соединение. две части, которые прикреплены друг к другу. Из вышеизложенного можно заметить, что я предоставил способ и устройство для предотвращения образования кратера на окончании электросварного валика путем постепенного и равномерного снижения теплоты сварки до такого низкого значения, чтобы предотвратить образование кратера в то время, когда они окончательно прерываются.
Из вышеизложенного также следует, что это уменьшение тепла дуги достигается за счет уменьшения электрического тока, и что изобретение обеспечивает быстрое обслуживание устройства в условиях пониженного тока путем поддержания постоянного и достаточно высокого напряжения на дуге.
Следует понимать, что кратеры упомянутого выше характера образуются по завершении операции сварки, которая выполняется обычным способом, независимо от того, выполняется ли фактическая сварка вручную или с помощью автоматического сварочного аппарата.7 Хотя я показал и описал свое изобретение в связи с управляемым вручную сварочным аппаратом, специалистам в данной области техники будет легко понять, что принципы, раскрытые выше, в равной степени применимы к такому автоматическому сварочному аппарату. Это может быть легко выполнено путем соединения нажимной кнопки или эквивалентного устройства управления с механизмом автоматического сварочного аппарата таким образом, чтобы устройство для устранения кратера было приведено в действие непосредственно перед завершением операции автоматической сварки.
Пока я показал и описал предпочтительный вариант своего изобретения. Я не желаю ограничиваться какими-либо деталями конструкции, показанными или описанными здесь, за исключением случаев, указанных в прилагаемой формуле изобретения.
I пункт формулы изобретения: 1. Способ предотвращения образования скратера по завершении операции электродуговой сварки с использованием металлического электрода, который включает поддержание практически постоянной длины дуги и напряжения дуги при постепенном и равномерном снижении тока дуги от нормального значения. до тех пор, пока плавление электрода не прекратится, и дуга не разорвется на собственной икорде.
2. Способ предотвращения образования кратера по завершении операции электродуговой сварки с использованием металлического электрода, который включает поддержание практически постоянной длины дуги при постепенном и равномерном снижении тока дуги от нормального значения сварки до существенно более низкого такое значение, при котором плавление электрода по существу прекращается и дуга гаснет сама по себе, и поддержание напряжения на дуге на практически постоянном значении во время уменьшения электрического тока.
3. Способ предотвращения образования кратера в конце операции электродуговой сварки с использованием металлического электрода, который включает поддержание практически постоянной длины дуги при постепенном и равномерном снижении тока дуги до тех пор, пока плавление связующего электрода по существу не прекратится, продолжая нормальное поступательное движение сварочной дуги во время указанного снижения тока и предотвращает снижение напряжения на повторном токе. : -с раз, когда ток снижается, указанное сокращение продолжается до тех пор, пока не произойдет прерывание самопроизвольно.
4. Способ предотвращения образования кратера в конце операции электродуговой сварки с использованием металлического электрода, в котором ток дуги подается от генератора постоянного тока, который включает поддержание практически постоянной длины дуги при постепенном и равномерном уменьшении возбуждение упомянутого генератора от нормального сварочного возбуждения до существенно более низкого значения, так что плавление электрода по существу прекращается и возникают разрывы сами по себе и таким образом, чтобы напряжение дуги оставалось по существу неизменным во время упомянутого восстановления .
5. Способ предотвращения образования кратера при завершении электрического тока представляет собой сварочную операцию с использованием металлического электрода, при этом ток дуги подается от генератора постоянного тока, использующего шунтирующие и последовательные поля, который заключается в поддержании по существу постоянной дуги. длины при постепенном и равномерном уменьшении возбуждения шунтирующего поля упомянутого генератора таким образом, чтобы напряжение дуги оставалось по существу неизменным во время упомянутого уменьшения, упомянутое уменьшение продолжается до тех пор, пока ток дуги не уменьшится до более низкого значения, так что плавление Электрод по существу останавливается, и дуга по существу гаснет самостоятельно.
6. В аппарате для электродуговой сварки, который будет использоваться с металлическим электродом, включающим в себя источник тока дуговой сварки, устройство для устранения кратера, содержащее: средство управления током, приводимое в действие для постепенного и равномерного уменьшения тока дуги и способное уменьшать упомянутый ток дуги. от нормального сварочного значения к более низкому значению, так что плавление электрода по существу прекращается, а дуга по существу гаснет самостоятельно; средство управления, доступное оператору сварки и работающее без прерывания операции сварки, для приведения в действие указанного средства управления током; и средство схемы, соединяющее указанное средство управления током с указанным источником и взаимодействующее с указанным средством регулирования тока для поддержания напряжения на дуге постоянной длины на практически постоянном значении во время уменьшения указанного тока посредством приведения в действие указанного средства управления током.
7. В аппарате для электродуговой сварки, который должен использоваться с металлическим электродом, включая генератор, имеющий шунтирующие и последовательные поля для подачи постоянного тока на сварочную дугу, устройство для устранения кратера, содержащее: средство контроля тока, подключенное в цепь с упомянутым шунтирующим полем. приводимый в действие для постепенного и равномерного уменьшения возбуждения шунтирующего поля упомянутого генератора, чтобы тем самым постепенно и равномерно уменьшить ток дуги; средство управления, доступное оператору сварки и работающее без прерывания операции сварки, для приведения в действие указанного средства управления током; и средство схемы, включающее указанное средство управления током и указанное шунтирующее поле и взаимодействующее с указанным средством управления током r для поддержания напряжения на дуге постоянной длины на практически постоянном значении, указанное средство управления током имеет диапазон регулирования, достаточный для уменьшения электрического тока. от нормального значения сварки до более низкого значения, так что плавление электрода по существу прекращается, и по существу невозможно поддерживать указанную дугу при поддержании указанной постоянной длины дуги.
8. В аппарате для электродуговой сварки, который будет использоваться с металлическим электродом, источником тока дуговой сварки, средством управления током, приводимым в действие для постепенного и равномерного уменьшения тока дуги и способным снижать указанный ток дуги с нормального сварочного значения до более низкое значение, при котором плавление электрода по существу прекращается, а дуга по существу самозатухает; средство управления, доступное оператору сварки и работающее без прерывания операции сварки, для приведения в действие указанного средства управления током; и средство, связанное с указанным средством управления током и указанным источником для поддержания напряжения на дуге постоянной длины на практически постоянном значении во время уменьшения указанного тока посредством приведения в действие указанного средства управления током, посредством чего дуга гаснет без образования кратеров в сварной шов.
KARL STROBEL.
Шпильки, сваренные дуговой сваркой | Конструкция машины
Бесконтактная лазерная сварка дает несколько преимуществ при соединении одной пластмассовой детали с другой. Он работает по принципу частичного пропускания, что позволяет свету лазера проходить через одну из пластмассовых деталей, выделяя тепло и плавить или приваривать его ко второй пластмассовой детали. Готовый сварной шов находится между деталями. Также отсутствует контакт между оплавленным участком и источником тепла или атмосферой, поэтому готовое соединение остается чистым.С другой стороны, традиционные методы сварки пластмасс, такие как ультразвуковая и горячая штамповка, требуют контакта с внешними поверхностями соединяемых деталей, и это может загрязнить соединение и поверхности деталей или механически повредить сборку.
Если команда инженеров собирается использовать бесконтактную лазерную сварку, лучше всего спланировать это на ранней стадии разработки продукта. Решение использовать лазерную сварку уже разработанного пластикового изделия может сработать… иногда.Однако детали и изделия, предназначенные для лазерной сварки, будут иметь меньше проблем при изготовлении и сборке.
Чтобы получить высококачественные пластиковые сварные швы, проектные группы должны сначала ответить на четыре основных вопроса:
1. Совместимы ли соединяемые пластмассы с точки зрения температуры плавления и химического состава?
Пластмассы плавятся при гораздо более низких температурах, чем металлы. Например, инженерные пластмассы плавятся при температуре около 480 ° F (250 ° C). Некоторые пластмассы имеют гораздо более высокие температуры плавления, например, полиэфирэфиркетон (PEEK), который плавится при температуре от 660 до 750 ° F (от 350 до 400 ° C).
Два соединяемых пластика должны иметь одинаковую температуру плавления, так как это помогает обеспечить хорошее перемешивание расплавленного пластика в сварочной ванне. Это также увеличивает механическую прочность соединения, когда оно затвердевает.
Химический состав пластмасс также имеет значение. Например, некоторые пластмассы трудно или невозможно сварить. Сюда входят полиэтилен высокой плотности (HD-PE) и полипропилен (PP). Но можно сваривать полиэтилен низкой плотности (LD-PE) с полипропиленом, даже если полиэтилены принадлежат к одному семейству.
2. Может ли лазерный луч эффективно проходить через верхний материал к стыку стыка? И может ли нижний слой поглощать лазерный луч, создавая тепло там, где это необходимо?
Идеальное светопропускание и поглощение при сварке пластмасс.
Лазерные лучи для сварки пластмасс обычно создаются мощными диодными лазерами и находятся в ближней инфракрасной и инфракрасной областях (длины волн от 800 до 2000 нм). Свариваемые пластмассы должны обладать некоторой степенью пропускания и поглощения в этом диапазоне.
Пластмассы одновременно имеют аморфную и кристаллическую фазы. Различия в показателях преломления пластика в этих фазах вызывают рассеивание и отражение света, а также пропускают и поглощают его. Это может помочь или затруднить лазерную сварку, в зависимости от уровня этих эффектов. Дизайнеры могут адаптировать эти свойства к пластику, чтобы получить нужную степень пропускания лазерного луча через верхнюю часть и поглощения в нижней части.
Например, команда разработчиков может добавлять в пластмассы добавки, чтобы они лучше поглощали лазерный свет.А регулировка концентрации стекловолокна в пластмассах, таких как полиамид (PA-66, он же нейлон), изменяет количество света, проходящего через них.
3. Можно ли правильно удерживать детали вместе во время сварки и можно ли контролировать прилагаемое усилие? Обеспечивает ли геометрия деталей хорошее прилегание без зазоров между деталями?
Детали, которые будут свариваться друг с другом с помощью лазера, должны иметь такую форму, чтобы они плотно прилегали друг к другу без зазоров в местах соединения.Лазерная сварка плохо передает тепло через воздушные зазоры; части должны соприкасаться. Это легко сделать с помощью сварных швов внахлест, но для качественной лазерной стыковой сварки требуются детали с жесткими допусками и зависят от того, как лазерный луч нацеливается на сварной шов.
Некоторые детали, особенно большие или геометрически сложные, необходимо прижать друг к другу во время сварки, чтобы получить хорошее соединение. Эта сила может создаваться сервоприводами или пневматическими зажимами. Но команда разработчиков должна знать о силах разрушения пластика.Они определяют, какое усилие выдержит горячий и плавящийся пластик, прежде чем он значительно деформируется. Он также определяет, какое усилие необходимо, чтобы сдвинуть детали вместе в расплавленном состоянии. Датчики силы-смещения часто добавляются к инструментам для лазерной сварки, чтобы отслеживать и контролировать силы, прикладываемые к пластиковым компонентам во время цикла сварки.
Есть несколько проблем, которые инженеры должны решить, чтобы сварка пластмасс работала в их области применения.
4. Могут ли детали эффективно распределять и контролировать выделяемое лазером тепло с учетом геометрии?
Есть несколько способов направить лазерный луч на заготовки для сварки.Например, неподвижная лазерная головка может сваривать деталь, установленную на столе, который перемещается в трех измерениях, чтобы адаптировать путь сварки. Такой подход может не нагревать большие детали равномерно из-за ускорений, необходимых в точках пуска и останова, а также при изменении направления траектории. Однако команда разработчиков может создавать сложные траектории, используя данные САПР в этих системах.
В другом подходе используются высокоскоростные сканирующие головки, которые могут перемещать лазерный луч по пути сварки со скоростью до 33 футов / сек. Сканирование лазером достаточной мощности вокруг сварочного шва на этих скоростях почти мгновенно нагревает весь сварной шов.Это снижает эффекты одновременного нагрева и охлаждения, которые могут создавать подвижные столы.
Менее гибкий подход состоит в том, чтобы создать маску или трафарет сварочного шва, разместить его над деталью, а затем нанести лазерный луч на всю деталь. Это нагревает весь путь одновременно. При изменении пути необходимо создавать новую маску. Иногда специальные лазерные линзы с линейной фокусировкой создают сварной шов определенной длины. (Сварные швы используются, когда сварной шов имеет простую форму, например прямую линию или круг.) Во время этого процесса может потребоваться управление оптической мощностью, что может выполняться пирометрами, измеряющими температуру заготовки во время сварки и отправляющими эту информацию обратно в контроллер мощности лазера.
Важно, чтобы продукт и производственные процессы были разработаны с учетом лазерной сварки. Таким образом, команда разработчиков должна работать с поставщиками и клиентами, чтобы обеспечить это. Например, пресс-формы для сложных пластмассовых деталей дороги, и производители инструментов должны знать о проблемах сварки пластмасс, прежде чем доработать свои конструкции.
Джонатан Маги — управляющий директор ACSYS Lasertechnik UK Ltd, Ковентри, Великобритания (acsyslaser.co.uk).
ЭЛЕКТРИЧЕСКАЯ ДУГА
Электрическая дуга — это форма самоподдерживающегося газового разряда, т. Е. Разряда, который не требует внешнего источника ионизации газа для непрерывного горения. Электрическая дуга горит между двумя электродами: положительным (анод) и отрицательным (катод). Если электрическая дуга подается от источника питания переменного тока с заданной частотой, то катод и анод заменяют друг друга с той же частотой.Термин «дуга» связан с тем, что достаточно длинный разряд между горизонтальными электродами имеет форму дуги, вызванную свободноконвективным вертикальным движением газа. Длинную электрическую дугу можно разделить на три области: проводящий столб, свойства которого на некотором расстоянии от электродов не зависят от физических явлений около электродов; и две области около электродов, а именно прианодная и прикатодная области. В приэлектродных областях обычно происходит заметное увеличение напряженности электрического поля по сравнению со столбом электрической дуги.Падения напряжения в этих областях называются катодными и анодными падениями напряжения. Их значения обычно не превышают 10 вольт.
В столбе электрической дуги газ нагревается до высокой температуры, и его электропроводность связана в основном с процессами термической ионизации. При давлениях выше атмосферного газ в столбе электрической дуги обычно находится в состоянии локального термодинамического равновесия.
Электрическая дуга, которая горит в большом объеме газа и не подвержена влиянию внешних факторов (например,(например, потоком газа или приложенным магнитным полем) называется дугой свободного горения. Такая дуга обычно быстро и беспорядочно перемещается и меняет свою форму. В специальных устройствах, в частности в плазмотронах, можно иметь стационарную электрическую дугу (например, дугу, горящую в узком цилиндрическом изолирующем канале) или организовать ее движение упорядоченным образом. Такие электрические дуги называются стабилизированными дугами.
Зависимость напряжения электрической дуги от ее тока называется вольт-амперной характеристикой (ВАХ).ВАХ классифицируются на статические ВАХ, которые основаны на постоянных значениях тока и напряжения, и на динамические ВАХ, которые связывают соответствующие мгновенные значения.
ВАХ большинства электрических дуг постоянного тока (DC) такова, что повышение тока приводит к снижению напряжения (характеристика спада, см. Рисунок 1, кривая 1) или к постоянному напряжению (независимая характеристика). Таким образом, электрическая дуга не подчиняется закону Ома и представляет собой нелинейный элемент электрической цепи.Чтобы поддерживать стабильное горение электрической дуги, дополнительный резистор подключается последовательно с дугой для увеличения наклона собственной ВАХ источника питания (см. Рисунок 1: кривая 2 — ВАХ источника питания без резистора; кривая 3 — ВАХ источника питания. источник питания с резистором). Точка A соответствует нестабильному горению электрической дуги, поскольку при случайном увеличении тока I a на величину ΔI возникает положительная разность потенциалов ΔV, которая вызывает дальнейшее увеличение тока до достижения точки B.Это соответствует стабильному горению дуги при токе I b . Дополнительный резистор существенно снижает энергоэффективность электродугового устройства. Чтобы избежать этого недостатка, иногда используются специальные источники питания. Некоторые стабилизированные электрические дуги имеют повышающуюся ВАХ; в этом случае можно существенно уменьшить величину резистора или полностью исключить его из цепи питания.
Рисунок 1. Вольт-амперные характеристики электрической дуги (1 — «падающая» характеристика, 2 — ВАХ для источника питания без резистора, 3 — ВАХ с резистором).
Для электрических дуг переменного тока (AC) зависимость тока от времени в течение каждого полупериода близка к синусоидальной; Зависимость напряжение-время обычно имеет форму, близкую к прямоугольной, с характерным резким пиком напряжения в точке возникновения (так называемый пик зажигания). Динамическая ВАХ переменного тока имеет форму петли, которая указывает на явление гистерезиса, вызванное тепловой инерцией столба электрической дуги. ВАХ, построенная по действующим значениям тока и напряжения, имеет ту же форму, что и дуга постоянного тока при тех же условиях.Поэтому для стабильного горения дуги переменного тока в цепь последовательно с дугой подключают индукционную катушку (реже используется резистор). Преимущество индукционной катушки перед резистором состоит в том, что катушка имеет низкое сопротивление и, следовательно, не влияет на эффективность электродугового устройства. С другой стороны, это приводит к значительному снижению коэффициента мощности.
Электрическая дуга — это мощный высококонцентрированный источник тепла и света. Эти свойства электрической дуги определяют основные области ее применения.Электрические дуги широко используются в различных сварочных аппаратах, в дуговых сталеплавильных печах и плазмотронах. Источники дугового света используются в различных осветительных приборах (например, в прожекторах). В кинопроекционном оборудовании используются ксеноновые дуговые лампы высокого давления . Спектр света ксеноновой электрической дуги близок к солнечному, поэтому такие лампы обеспечивают «белый» свет и правильную цветопередачу.
Количество просмотров: 27366 Статья добавлена: 2 февраля 2011 г. Последнее изменение статьи: 10 февраля 2011 г. © Авторские права 2010-2021 К началуэлектрических дуг | Энциклопедия.com
Электропроводность в газах
Свойства дуги
Использование электрической дуги
Электрическая дуга — это электрический разряд между электродами в присутствии газов. В электрической дуге электроны испускаются нагретым катодом. Дуги могут образовываться при высоком, атмосферном или низком давлении и в различных газах. Они используются для ярких ламп, печей, резки и сварки, а также в качестве инструментов для спектрохимического анализа.
Газы состоят из нейтральных молекул и поэтому являются хорошими изоляторами; они не поставляют свободные электроны, которые могут двигаться и, таким образом, образовывать электрический ток.Однако при определенных условиях это изолирующее свойство нарушается, и ток может проходить через газ. С электрическим разрядом в газах связано несколько явлений; Среди них искра, темный (таунсендский) разряд, свечение, корона и дуга. В воздухе при обычных условиях электрическое поле напряженностью около 30 000 вольт на сантиметр отделяет электроны от молекул воздуха и позволяет протекать току — искре или дуге.
Для того, чтобы провести электричество, необходимы два условия.Во-первых, обычно нейтральный газ должен создавать заряды или принимать их из внешних источников, или и то, и другое. Во-вторых, должно существовать электрическое поле, вызывающее направленное движение зарядов. Заряженный атом или молекула, или ион может быть положительным или отрицательным; электроны — отрицательные заряды. В электрических устройствах электрическое поле создается между двумя электродами, называемыми анодом и катодом, сделанными из проводящих материалов. Процесс превращения нейтрального атома или молекулы в ион называется ионизацией.Ионизированный газ называется плазмой. Проводимость газов отличается от проводимости твердых тел и жидкостей тем, что газы играют активную роль в этом процессе. Однако газ не только позволяет проходить бесплатную зарядку, но и сам по себе может производить заряды. Кумулятивная ионизация происходит, когда исходный электрон и его потомок набирают достаточно энергии, чтобы каждый мог произвести еще один электрон. Когда процесс повторяется снова и снова, получающийся процесс называется лавиной.
Для любого газа при заданном давлении и температуре существует определенное значение напряжения, называемое потенциалом пробоя , которое вызывает ионизацию.Приложение напряжения выше критического значения сначала вызовет увеличение тока из-за кумулятивной ионизации, а затем напряжение снизится. Если давление не слишком низкое, проводимость концентрируется в узком освещенном «искровом» канале. Получая энергию от тока, канал нагревается и может образовывать ударные волны. Природные явления — это молния и связанный с ней гром, которые состоят из высоких напряжений и токов, которые не могут быть достигнуты искусственно.
Дуга может возникнуть при высоком давлении после искры. Это происходит, когда достигаются установившиеся условия и напряжение низкое, но достаточное для поддержания требуемого тока. При низких давлениях переходная стадия искры приводит к тлеющему разряду, и дуга может позже образоваться при дальнейшем увеличении тока. В дугах термоэлектронный эффект отвечает за образование свободных электронов, которые испускаются горячим катодом. Сильное электрическое поле на металлической поверхности снижает барьер для электронной эмиссии и обеспечивает автоэмиссию .Однако из-за высокой температуры и большого тока некоторые механизмы возникновения дуги не могут быть легко изучены.
Электрическая дуга была впервые обнаружена в 1808 году британским химиком Хамфри Дэви. Он увидел яркое светящееся пламя, когда два углеродных стержня, проводящих ток, были разделены, и конвекционный поток горячего газа отклонил его в форме дуги. Типичные характеристики дуги включают относительно низкий градиент потенциала между электродами (менее нескольких десятков вольт) и высокую плотность тока (от 0 до 10 В).От 1 ампера до тысячи ампер или выше). В проводящем канале существуют высокие температуры газа (несколько тысяч или десятков тысяч градусов Кельвина), особенно при высоких давлениях газа. Испарение электродов также является обычным явлением, и газ содержит молекулы материала электродов. В некоторых случаях может быть слышен шипящий звук, заставляющий дугу «петь». Градиент потенциала между электродами неоднороден. В большинстве случаев можно различить три различных участка: область, близкую к положительному электроду, называемая катодным падением ; область, близкая к отрицательному электроду, или подъем анода ; и тело основной дуги.Внутри корпуса дуги существует равномерный градиент напряжения. Эта область электрически нейтральна, где кумулятивная ионизация приводит к тому, что количество положительных ионов равно количеству электронов или отрицательных ионов. Ионизация происходит в основном за счет возбуждения молекул и повышения температуры.
Область катодного падения составляет примерно 0,01 мм с разностью потенциалов менее примерно 10 вольт. Часто на катоде достигается термоэлектронная эмиссия. Электроды в этом случае изготовлены из преломляющих материалов, таких как вольфрам и углерод, а область содержит избыток положительных ионов и большой электрический ток.На катоде происходит переход от металлического проводника, в котором ток переносится электронами, к газу, в котором проводимость осуществляется как электронами, так и отрицательными ионами и положительными ионами. Газообразные положительные ионы могут свободно достигать катода и образовывать потенциальный барьер. Электроны, вылетающие из катода, должны преодолеть этот барьер, чтобы войти в газ.
На аноде происходит переход из газа, в котором и электроны, и положительные ионы проводят ток, в металлический проводник, в котором ток переносится только электронами.За некоторыми исключениями, положительные ионы не попадают в газ из металла. Электроны ускоряются по направлению к аноду и обеспечивают за счет ионизации запас ионов для колонки. Электронный ток может разогреть анод до высокой температуры, что сделает его термоэлектронным эмиттером, но испускаемые электроны возвращаются к аноду, внося свой вклад в большой отрицательный объемный заряд вокруг него. Оплавление электродов и введение их паров в газ увеличивает давление в их окрестностях.
Есть много типов дуговых устройств. Некоторые работают при атмосферном давлении и могут быть открытыми, а другие работают при низком давлении и поэтому закрыты в контейнере, как стекло. Свойство большого тока в дуге используется в ртутных дуговых выпрямителях, таких как
Ключевые термины
Искусственная (горячая) дуга — Электрическая дуга, катод которой нагревается внешним источником для обеспечения термоэлектронной эмиссии, а не самим разрядом.
Дуга с холодным катодом — Электрическая дуга, работающая на материалах с низкой температурой кипения.
Термоэлектронная дуга — Электрическая дуга, в которой электронный ток от катода создается преимущественно за счет термоэлектронной эмиссии.
тиратрон. Применяется переменная разность потенциалов, и дуга передает ток только в одном направлении. Катод нагревается нитью накала.
Высокая температура, создаваемая электрической дугой в газе, используется в печах. Аппараты для дуговой сварки используются для сварки, при которой металл плавится и добавляется в соединение.Дуга может подавать только тепло, или один из ее электродов может служить расходуемым основным металлом. Плазменные горелки используются для резки, напыления и газового нагрева. Резку можно производить с помощью дуги, образованной между металлом и электродом.
Дуговые лампы обеспечивают высокую светоотдачу и большую яркость. Свет исходит от сильно раскаленных (около 7000 ° F [3871 ° C]) электродов, как в угольных дугах , или от нагретых ионизированных газов, окружающих дугу, как в дугах пламени .Угольная дуга, в которой два угольных стержня служат в качестве электродов, была первым практическим коммерческим электрическим осветительным устройством и до сих пор остается одним из самых ярких источников света. Он используется в кинопроекторах для театров, в больших прожекторах и маяках. Дуги пламени используются в цветной фотографии и в фотохимических процессах, потому что они очень близки к естественному солнечному свету. Уголь пропитан летучими химическими веществами, которые при испарении загораются и попадают в дугу. Цвет дуги зависит от материала; материалом может быть кальций, барий, титан или стронций.В некоторых случаях длина волны излучения находится за пределами видимого спектра. Дуги ртути производят ультрафиолетовое излучение под высоким давлением. Они также могут излучать видимый свет в трубке низкого давления, если внутренние стенки покрыты флуоресцентным материалом, например люминофором; люминофор излучает свет при освещении ультрафиолетовым излучением ртути.
Другое использование дуг — клапаны (использовавшиеся на заре радио), а также в качестве источника ионов в ядерных ускорителях и термоядерных устройствах.Возбуждение электронов в дуге, в частности прямая электронная бомбардировка, приводит к узким спектральным линиям. Следовательно, дуга может предоставить информацию о составе электродов. Спектры металлических сплавов широко изучаются с помощью дуг; металлы соединяются с материалом электродов и при испарении дают отчетливые спектры.
См. Также Электроника.
Илана Штайнхорн
Электродуговая сварка — Сварочная цепь
Это вторая часть серии статей, состоящей из двух частей.Для начала прочтите «Электродуговая сварка — полезный метод для прочных сварных швов» (часть 1).
Сварочная цепь
Слово «цепь» должно быть вам знакомо, даже если вы не электрик, но и из других источников, например, из мотоспорта. Термин относится к полному пути или маршруту, на котором происходит любое мероприятие, например гоночное мероприятие. Теперь, если вы знаете об электронике, ток состоит из потока электронов, которые устремляются от одной полярности к другой {Конечно, не путайте переменный и постоянный ток — просто обратитесь к некоторым учебным материалам для этого разъяснения, если я начну объясните это здесь, я буду сильно сбиваться с пути}, и трек, по которому они следуют, известен как электрическая цепь, которая может варьироваться в зависимости от типа устройства и применения, так же, как гоночная трасса будет зависеть от факторов, будь то гонка на велосипеде , автогонки, ралли и так далее.
Базовая сварочная схема состоит из трансформатора, который питается от источника электроэнергии и преобразует типичное электричество высокого напряжения — низкого тока в электричество высокого напряжения — низкого напряжения, как объяснялось ранее. Две клеммы выхода трансформатора подключены к заготовке и сварочному электроду соответственно. Это было наглядно изображено на изображении, сопровождающем эту страницу.
Трансформатор имеет элементы управления, с помощью которых вы можете увеличивать или уменьшать ток в зависимости от типа сварного шва и соединяемого материала, о чем на данном этапе вам не нужно беспокоиться.
Заготовка подключается к одной из клемм трансформатора, который «заземлен». Заготовка на рисунке показана в виде двух металлических частей, которые должны быть соединены по своей длине, которая изображена в виде небольшого зазора между двумя частями
Электрод подсоединяется к другому концу трансформатор через электрододержатель, который изготовлен из изоляционного материала, чтобы избежать любой возможности поражения электрическим током человека, выполняющего сварку.
Как следует из названия, в электродуговой сварке используется электрическая энергия для зажигания и поддержания дуги, которая является источником интенсивного тепла, достаточного для расплавления соединяемых материалов и их сплавления. Но как возникает эта дуга и каковы в ней основополагающие принципы?
Если бы мы просто прикоснулись электродом к заготовке, электрическая цепь замкнулась бы сама собой, что означало бы, что ток начал бы течь по пути, как показано проводами.Но тогда просто спросите себя, достигнет ли это какой-либо цели, и ответом на это будет большое НЕТ! Итак, как мы на самом деле выполняем этот процесс? Что мы делаем, так это то, что мы просто ударяем электродом по заготовке и быстро оттягиваем его на очень короткое расстояние порядка миллиметров. Это воссоздает то, что происходит, когда вы выключаете тяжелый электроприбор в своем доме — генерируется искра, которая прыгает через две стороны, замыкая цепь. Эта искра или дуга генерирует интенсивное тепло, которого достаточно для расплавления вовлеченных металлов при осаждении дополнительного материала с электрода, который затвердевает для завершения сварки.
Как выполнить электродуговую сварку стальных конструкций? [PDF]
🕑 Время чтения: 1 минута
В процессе электродуговой сварки используется электрическая дуга для генерирования тепла для плавления основного материала и присадочного материала (электрода) для образования расплавленной сварочной ванны в соединении. Метод электродуговой сварки предпочтительнее других методов из-за его доступности.
Наиболее часто используемые методы крепления для соединения стальных элементов стальной конструкции — это сварка, клепка и болтовое соединение.В то время как для заклепок и болтов используются заклепки и болты для соединения деталей, сварка основана на плавлении деталей для их соединения.
В этой статье мы обсудим процедуру укладки, изготовления, сварки, сборки и монтажа металлоконструкций методом электродуговой сварки.
1. Разметка стальных элементов
- Фигура стальной конструкции, которая должна быть изготовлена, должна быть нарисована на ровной платформе в полном масштабе.
- Это может быть выполнено полностью или по частям, как показано на чертежах или в зависимости от условий на объекте.
- Стальная лента должна использоваться для измерения стальных элементов.
2. Изготовление стальных элементов
- На всех сталелитейных заводах рабочие чертежи должны содержать полную информацию о производстве стального компонента, включая расположение, тип, длину, размер и детали сварных швов. Кроме того, компонент должен быть подготовлен до фактического изготовления.
- Стальные элементы должны быть промаркированы или окрашены идентификационными знаками, указанными на рабочих чертежах.
- Работа по изготовлению должна выполняться с большой точностью, чтобы их можно было собрать без чрезмерной упаковки, принуждения или напряжения.
- В собранном виде элементы должны быть правильными и не иметь перекручивания, перегибов, изгибов или открытых стыков.
- Затем на стальных элементах маркируются шаблоны и на них указываются места сварки.
- Концы стальных элементов должны быть помечены для резки в соответствии с требуемыми размерами.
- Стальной профиль должен быть прямым или выпрямляться или сплющиваться под давлением и не иметь скручиваний.
- Ни одна из двух частей не должна быть сварена или соединена для обеспечения необходимой длины элемента.
3. Электродуговая сварка
- Вся сварка стальных элементов должна выполняться электродуговым способом.
- В местах, где нет электричества, следует применять метод газовой сварки с использованием кислородно-ацетиленового пламени.
- Сварку должны выполнять только обученные и опытные сварщики.
- Процесс сварки должен выполняться, как показано на заводских чертежах, на которых должны быть указаны все детали сварных соединений, заводских и строительных швов, типа сварных швов и типов используемых электродов.
- Насколько это возможно, должны быть приложены усилия для ограничения сварки после монтажа, чтобы избежать неправильной или неисправной сварки, которая может произойти из-за высоты и трудного положения на строительных лесах и т. Д., кроме аспекта экономики.
- Максимальный диаметр электродов для любых сварочных работ должен соответствовать IS: 814 и приложению «B» IS: 823.
- Соединяемые поверхности не должны содержать рыхлой прокатной окалины, ржавчины, краски, смазки или других посторонних веществ, которые могут отрицательно повлиять на качество сварки и качество изготовления.
- Если сварка выполняется на открытом воздухе, необходимо принять меры для защиты мест сварки от ветра или дождя.
- Сварной шов должен соответствовать проектным формам и размерам.
- Сварной шов не должен иметь дефектов, таких как трещины, непровар, подрезы от оплавления, шероховатости поверхности, ожоги, раковины, пористость и т. Д. За пределами допустимых пределов.
- Испытания и осмотр должны проводиться во время сварочных работ, а готовые элементы одобрены, как показано в Таблице 1 ниже —
Таблица 1: Контроль и испытания сварки
| Sl. No. | Инспекция теста | Покрытие | Процедура | Оценка и устранение дефектов |
| 1 | Контроль внешнего вида сварного шва | Все сварные швы | Невооруженный глаз или линза | Все дефектные сварные швы должны быть устранены. |
| 2 | Проверка размеров | Не менее одного на каждый сварной шов | Обычные средства измерений (шаблон правил) | При обнаружении дефектного сварного шва необходимо проверить все сварные швы и устранить все дефекты. |
4.
Сборка стальных стержней- Перед тем, как начать сварку, свариваемые элементы должны быть сначала собраны вместе и прочно зажаты или приварены прихваточными швами, чтобы удерживать их на месте.
- Временное соединение должно быть достаточно прочным, чтобы детали точно удерживались на месте без каких-либо нарушений.
- Прихваточные швы, расположенные в местах, где позже будут выполнены окончательные сварные швы, должны соответствовать качеству окончательного шва и должны быть зачищены перед выполнением окончательного шва.
5. Монтаж сварных стальных стержней
- Во время возведения сварной конструкции должны использоваться соответствующие средства для временного скрепления элементов между собой и фиксации каркаса до тех пор, пока соединения не будут сварены.
- Временное крепление состоит из монтажных болтов, прихваток или других положительных устройств, придающих достаточную прочность и жесткость, чтобы противостоять всем временным нагрузкам и боковым силам, включая ветер.
- Все различные элементы, которые должны свариваться угловым швом, должны находиться в тесном контакте.
- Зазоры из-за дефектов изготовления или неправильной подгонки, если таковые имеются, не должны превышать 1,5 мм. Если зазор превышает 1,5 мм или более, размер углового шва в этом месте должен быть увеличен на величину, равную ширине зазора.
Часто задаваемые вопросы по дуговой сварке
Что такое электродуговая сварка?В процессе электродуговой сварки используется электрическая дуга для генерирования тепла для плавления основного материала и присадочного материала (электрода) для образования расплавленной сварочной ванны в соединении.
Какие испытания и проверки проводятся на сварном стальном элементе?Сварной шов не должен иметь дефектов, таких как трещины, непровар, подрезы от оплавления, шероховатости поверхности, прожоги, раковины, пористость и т.