Что такое электрическая дуга | Температура сварочной дуги, вольт-амперная характеристика
Метод сварки используется людьми для герметичного соединения металлов уже больше века. Изучал его еще физик Вольт. Его работы были использованы в процессе создания первого сварочного аппарата. Генерируется электрический разряд в момент, когда между электродом и рабочей поверхностью образуется короткое замыкание. Подаваемая на сварочный аппарат электрическая энергия преобразуется в тепловую, в результате чего появляется ванна расплава. В таких условиях формируется на месте стыка образуется однородный металлический шов.
Со временем, детально проанализировав вольтамперные характеристики, ученые сделали сварку более совершенной. Были созданы современные устройства, которые отлично поддерживали стабильность сварочной дуги.
Что такое сварочная дуга
Генерируемая сварочным аппаратом электрическая дуга представляет собой ни что иное, как состоящий из ионизированных частиц проводник. Он существует в определенном временном промежутке благодаря тому, что поддерживается электрическим полем. Такой разряд образуется в способной к ионизации газовой среде, характеризуется непрерывной формой и высокой температурой.
В учебных пособиях по сварочному делу данное явление определяется как электрический разряд в плазме длительного характера. Плазма является смесью защитных, ионизированных атмосферных газов в сочетании с испарениями от металлов, которые образуются под воздействием высокой температуры.
Строение и температура сварочной дуги
Разогреть металл до температуры плавления за очень короткое время можно, но для этого потребуется мощная электрическая дуга. Основные ее характеристики – вольтаж, ампераж и плотность потока заряженных частиц. Как электротехническое явление дуговой столб представляет собой проводник между полярными полюсами, состоящий из газовой среды. При этом он обладает большим сопротивлением и способен светиться.
Детальный анализ построения дуги помогает разобраться с течением температурного воздействия на металл. Сравнительно небольшая длина электрической дуг – 5 см, которые состоят из трех зон:
- собственно, столб – это видимая светящаяся часть;
- катодная – 1 микрон;
- анодная – 10 микрон.
Поток свободных электронов определяет температуру сварочной дуги. Они формируются на катоде, который нагревается до 38% от температуры плазмы. В газовой среде отрицательные частички – электроны двигаются по направлению к аноду, в то время как положительные элементы направляются к катоду. Столб лишен какого-либо заряда и все время остается нейтральным.
Температура частиц внутри достигает 10 000 градусов Цельсия. Воздействуя на металл, они разогревают его до 2350 градусов. Точка входа электронов среди специалистов называется анодным пятном. По сравнению с катодным оно имеет температуру на 6% выше. Поскольку плазма генерирует ультрафиолетовые, световые и инфракрасные волны, то она находится в видимом для человека спектре. Но важно учесть, что данные волны вредны для человека: и для кожи, и для глаз. Поэтому для сварщиков были разработаны специальные средства защиты.
Виды сварочной дуги
Классифицируется сварочная дуга по нескольким параметрам. В зависимости от пространственного положения электрода и типу тока она бывает:
- прямого действия. Разряд располагается перпендикулярно по отношению к рабочей поверхности и параллельно относительно электрода;
- косвенного действия. Разряд образуется между электродом, который располагается относительно рабочей поверхности под углом 40-60 градусов и самим металлом.
По составу плазменный столб делится на:
- открытый. Образуется в атмосферных газах. Питающей средой являются компоненты, испаряемые из обмазки и заготовки;
- закрытый. Генерируется под флюсом при условии присутствия газообразной фазы, которая получается из частиц, испаряемых от металла, электрода и компонентов флюса;
- с подачей инертного газа или другой защитной смеси.
Сварочная дуга отличается и в зависимости от применяемого расходного материала. В работах используются электроды:
- тугоплавкие из вольфрама;
- графитовые или угольные;
- стальные с обмазкой, содержащей ионизирующие включения.
В зависимости от времени воздействия принято различать дугу постоянную и импульсную.
Читайте также: Маркировка электродов для ручной дуговой сварки
Условия горения
Сварочный процесс основан на преобразовании электрической энергии в тепловую. Сварочный столб может удерживаться как угодно долго при условии быстрой ионизации газа. Свариваемые заготовки прогреваются, воздух вокруг них теплый и насыщен испаряемыми компонентами. Альтернативный метод – в рабочую зону специально подается газ, который может ионизироваться. Лучше всего ионизации поддаются частицы щелочноземельных и щелочных металлов. Они становятся активными сразу, как только начинает проходить ток.
Другое обязательное условие для поддержания сварочного столба – постоянная высокая температура на катоде. Ее значение зависит от химического состава и площади катода. Для этого требуется источник электричества. В условиях производства показатель температуры катодной области может доходить до 7 000 градусов.
Как образуется электрическая дуга
Сварочная дуга является ничем иным, как электрическим разрядом. Возникает она в случае замыкания цепи. В тот момент, когда электрод прикасается к поверхности свариваемого металла, начинает вырабатываться тепловая энергия в большом количестве. В точке соприкосновения металл начинает плавиться. Расплав притягивается к окончанию расходника, образуя тонкую шейку. Она почти что мгновенно распыляется под влиянием сильного электрического поля. В это время молекулы газа ионизируются, образуется защитное облако и обеспечивается свободное перемещение электродов.
Вид тока определяет направленность потока. Поджечь дугу можно на токе прямой и обратной полярности, переменном или постоянном. Частота, с какой дуга гаснет и разжигается напрямую зависит от выбранных сварщиком параметров тока.
Чем определяется мощность сварочной дуги
Основные факторы, оказывающие влияние на параметры мощности:
- напряжение. Увеличение мощности сварки достигается за счет увеличения питающего напряжения. Но в сравнительно небольшом диапазоне значений. Есть определенные ограничения и по размеру расходных материалов;
- сила тока. Прямая зависимость: чем больше показатель – тем стабильнее горит дуга;
- величина напряжения плазмы находится в прямой зависимости от мощности.
Длиной дуги принято называть расстояние от электрода доя рабочей поверхности в момент выполнения сварочных работ. От данного показателя зависит величина продуцированного тепла.
Мощность дуги определяет скорость плавления металла. Данная характеристика имеет большое значение, поскольку от нее зависит скорость выполнения операций по соединению металлов. Силой тока меняется рабочая температура в зоне плавления. Даже длинная электрическая дуга не будет затухать при большой силе тока. Во время сварочных работ изменение настроек ампеража требуется очень редко.
Вольт-амперная характеристика сварочной дуги
Выражают параметры питания. Данные позволяют определить:
- время горения;
- условия гашения.
Динамика вольтамперных показателей показывает изменение длины электрической дуги в период ее нестабильности. Статическая вольт-амперная характеристика дуги, наоборот, указывают на зависимость между напряжением и силой тока в период стабильности длины электродуги. Ее свойства выражены графиком, разделенным на три сектора:
- падающий. В случае увеличения силы тока резко уменьшается напряжение. Связано это с образованием столба: возрастает площадь потока плазмы и изменяется показатель ее электропроводимости;
- жесткий. Характерные особенности сектора – понижение напряжения при неизменной плотности тока. Наблюдается рост показателей силы тока в диапазоне значений 100-1000А. Прямо пропорционально увеличивается дуговой столб в диаметре. Помимо этого, изменяются анодное и катодное пятна;
- растущий. Размер катодного пятна стабилен и зависит от диаметра электрода. При увеличении силы тока в большую сторону меняются показатели дугового столба.
Вольтамперные характеристики (ВАХ) ручной дуговой сварки с неплавящимися или плавящимися электродами не доходят до третьего сектора графика, а варьируются только в первых двух. Механизированная сварка, подразумевающая использование флюсов, описывается показателями графика второго и третьего сектора. Третий сегмент в полной степени соответствует сварке плавящимся электродом в защитной среде.
В случае использования сварочного аппарата в режиме переменного тока. В каждом полупериоде на пике розжига случается возбуждение сварочной дуги. При переходах через нулевую отметку электрическая дуга затухает. Прекращается нагрев активных пятен. Ионизация газов удерживается стабильной за счет испарений активных щелочных металлов, которые присутствуют в покрытии электродов. При работе на переменном токе труднее разжечь дугу в защитной среде, нежели в случае постоянного тока.
При выборе оборудования для выполнения конкретного вида работ важно учесть, что ВАХ электрической дуги напрямую зависят от внешних вольтамперных показателей. К примеру, для ручной дуговой сварки требуется питание с падающими характеристиками вольт-ампер (повышенное напряжение на холостом ходу). При этом специалист будет иметь возможность с помощью регулятора ампеража менять длину дуги.
Сила тока при коротком замыкании во время плавления электрода на 20-50% выше показателя силы тока дуги. Выполнение работ плавящимися электродами оптимально в случае использования дуги размыкания. Для того, чтобы разжечь электродугу угольным или вольфрамовым электродом, не помешает вспомогательный разряд.
Высокие показатели силы тока при коротком замыкании могут спровоцировать прожиг заготовки. Короткое замыкание имеет место в момент, когда падает капля расплава электрода. После этого показатели резко возвращаются к исходным значениям. Возрастает ампераж до уровня тока короткого замыкания, мостик, образовавшийся между металлом и электродом быстро перегорает, и электрическая дуга снова возбуждается. Все эти изменения в столбе происходят моментально. Установка должна успеть за этот период отреагировать на изменения с тем, чтобы стабилизировать рабочие показатели.
Особенности электрической дуги
Благодаря широкому диапазону значений, электродуга совместима как с тугоплавкими, так и с привычными плавящимися электродами. Под ее воздействием металл быстро разогревается, после чего образуется ванна расплава. Преобразование электроэнергии в тепловую происходит с минимальными потерями.
По своей природе электрическая дуга сопоставима с другими видами зарядов. Ее отличительные особенности:
- созданная плотным током высокая температура;
- небольшое снижение катодного и анодного напряжения, которое в малой степени зависит от изначально заданного вольтажа;
- электрическое поле между полюсами распределяется неравномерно;
- устойчивость электрической дуги в пространстве;
- мощность и вольтамперные характеристики саморегулируются;
- границы электродуги четко очерчены.
Зажечь дугу можно одним из двух способом: чирканьем или коротким прикасанием.
теория и классификация, источники питания, температура, способы гашения и возбуждения, вольт-амперная характеристика – Дуговая сварка на Svarka.guru

Эксплуатация электрической цепи сопровождается процессами замыкания и размыкания — что это такое? Электрическая дуга – это физическое явление, которое наблюдается при размыкании цепи.
Данное физическое явление характерно как полезным технологическим применением, так и вредом, который выражается в виде перегрева и оплавления контактов.
Образование, строение и свойства
Сварочная дуга — наиболее яркий представитель электрической дуги. Она представляет собой длительный электрический разряд в плазменной области, которая состоит из смеси элементов защитной среды, а также соединяемого и электродного материалов.
Исходя из этого, электрическая дуга – это разряд между двумя проводниками. Характерный дуговой или арочный изгиб является следствием воздействия газов, которые при повышении температурных параметров имеют вертикальную интеграцию движения.

Благодаря действию нагретого газа, следствием которого является криволинейное искажение параметров разряда, данное физическое явление получило название – дуга.
Управление процессом осуществляется путем изменения электрических характеристик.
Видимый электрический разряд отличается высоким выделением тепловой энергии.
На расположенных ниже рисунках показаны параметры температурного воздействия дуги при аргонодуговой сварке, а также схематическое строение и вольт-амперной характеристики дуги.
 Картинка 1.Распределние напряжения и напряженности электрического поля в дуге.
Картинка 1.Распределние напряжения и напряженности электрического поля в дуге.
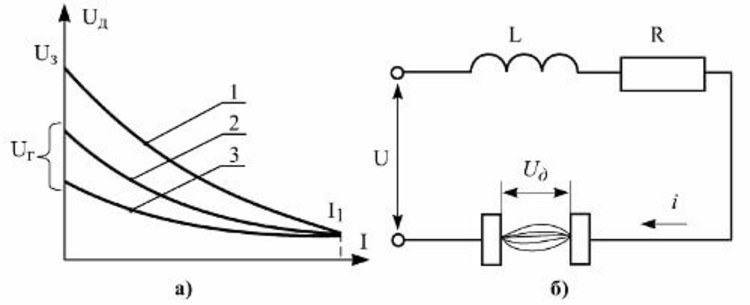 Картинка 2. а) Вольт-амперная характеристика, б) схематическое строение.
Картинка 2. а) Вольт-амперная характеристика, б) схематическое строение.
 Картинка 3. Распределение температуры дуги.
Картинка 3. Распределение температуры дуги.
Почему возникает?
По теории в нормальных условиях газы являются диэлектриками. При возникновении подходящих условий они могут поддаваться ионизации, наделяя свои элементы положительными или отрицательными зарядами.
Внешнее электрическое поле, обладающее заданными параметрами, и высокая температура влияют на газ, преобразуя его в плазму, которая обладает всем свойствами проводника электричества.
Данное свойство получило широкое распространение в промышленности, используя дугу в качестве газового проводника.
Алгоритм образования электрической сварочной дуги следующий:
- Контакт. Он соединяет электрод и металл.
- Разрыв контакта. Под влиянием тока поверхность электрода и металла начинает плавиться, образуя прослойку жидкого металла. В течение некоторого времени, с увеличением слоя расплава происходит разрыв контакта.
- Возбуждение дуги. Пространство между анодом и катодом заполняют ионы и электроны испарений расплавленного металла, которые под действием напряжения притягиваются противоположным полюсам, возбуждая дугу.
- Стабилизация дуги. С ростом концентрации заряженных частиц дуговое соединение подвергается интенсивной ионизации, в этой точке достигается полная стабилизация горения.
- Образование сварочной ванны. Под действием дуги металлы электрода и поверхности переходят в жидкое агрегатное состояние, образуя смесь.
- Кристаллизация. После отключения источника питания для сварки поверхность остывает, образуя сварное соединение.
Явления ионизации и деионизации
Внутренними процессами, которые способствуют возникновению и гашению дуги, являются ионизация и деионизация. Изучение данных явлений позволяет разобраться с факторами, влияющими на внешние процессы. Преобладание процессов ионизации характерно для причин возникновения дуги. При ее стабилизации явления происходят с равной периодичностью. С превалированием явлений деионизации дуга потухнет.
Виды ионизации:
- Термическая. Наиболее распространенный процесс, который способствует сохранению дуги после ее образования. Благодаря значительному температурному воздействию возрастает количество и скорость элементов, что благотворно сказывается на ионизации.
- Ударная. При перемещении на высокой скорости электрон неизбежно сталкивается с нейтральной частицей. После взаимодействия образуется новая заряженная частица – ион.
- Полевая электронная эмиссия. Под действием внешнего электрического поля с высокой напряженностью электроны покидают поверхность без предварительного возбуждения.
- Эффект Эдисона или термоэлектронная эмиссия. Под воздействием высокой температуры уровень энергии электронов увеличивается. При достижении определенного показателя они способные преодолеть потенциальный барьер на границе с металлом.
К явлениям деионизации относятся:
- Рекомбинация. Процесс взаимодействия частиц с противоположными зарядами сопровождается образованием нейтрально заряженных элементов.
- Диффузия. Процесс переноса заряженных частиц в окружающую среду, сопровождающийся выводом тепловой энергии.
При постоянном токе
Для лучшего восприятия информации рассмотрим свойства дуги на примере сварочных процессов. Источники питания сварочной дуги могут различаться по типу тока. При постоянном токе выделяют три основные зоны:
- анодная область;
- катодная область;
- столб дуги.
Зоны анода и катода, которые поддаются наиболее интенсивному температурному воздействию, называют активными пятнами. Через них проходит весь разряд дуги. При сварочном токе в 300 А размер катодного пятна в два раза меньше анодного. Распределение выделения тепловой энергии выглядит следующим образом:
- анодная область – 43 %;
- катодная область – 36 %;
- столб дуги – 21 %.
При этом наибольшей температурой отличается столб дуги. При сварке неплавящимися электродом температура столба может быть в диапазоне 5000-6000 Сº.
При переменном токе
Переменный источник энергии отличается меньшей стабильностью дуги. Это связано с изменением полярности напряжения – при переходе через нуль дуговой разряд угасает. Таким образом, за один полупериод дуга горит около 70 % времени. На производственных предприятиях частота переменного тока составляет 50 Гц. Это значит, что за одну секунду происходит 100 перерывов в горении. Они сопровождаются потерями тепла, что негативно влияет на степень ионизации.
Для стабилизации разряды применяют устройства, с повышенным уровнем напряжения холостого хода.
Вред и борьба с ней
Физические параметры разряда могут нести угрозу как здоровью человека, так и оборудованию. Особенно высокий риск возникновения несут высоковольтные сети – длина такого разряда может достигать полутора метров.

Важно! Горение дуги сопровождается выделением огромного количества тепла. Средняя температура может достигать значения 2500-3000 Сº.
Но даже в быту, выдернув шнур питания мощного электрообогревателя, можно увидеть небольшую вспышку, которая образовалась в момент прерывания контакта.
В качестве средств защиты контактов применяют специальные дугогасительные камеры – корпус из диэлектрического материала с набором из нескольких проводящих перегородок. Они принимают на себя разряд, разделяя его на несколько частей, что способствует его охлаждению.
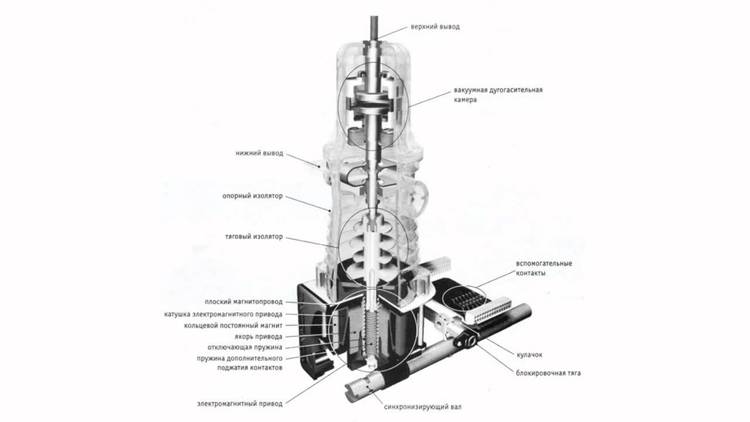
Строение вакуумного выключателя.
Эксплуатация высоковольтных сетей предусматривает использование различных типов выключателей:
- масляный;
- вакуумный;
- газовый;
Гашение в коммутационной аппаратуре
Развитие коммутационной аппаратуры и разнообразие методов ее исполнения послужило толчком к изучению способов гашения дуги. Рассмотрим их подробнее.
Увеличением ее сопротивления
Метод заключается в последовательном увеличении сопротивлении, что способствует уменьшению силы тока. По достижению определенного предела ток будет не способен поддерживать разряд, после чего он погаснет.
Основной недостаток – длительное время гашения, который сопровождается тепло- и энергопотерями.
Методом нулевого тока
Выключатели современнго оборудования, работающие на переменном токе, сконструированы для применения данного метода. Согласно законам физики, ток проходит через ноль в конце каждого полупериода. При переходе происходит кратковременное тушение дуги. Вместе с тем, площадь между контактами насыщена заряженным элементами, которые понижают диэлектрические свойства газа.
Суть метода заключается в резком увеличении диэлектрических свойств газа, путем деионизации среды.
Способы деионизации среды между контактами
Деионизация – одна из основных причин прекращения разряда. Существует несколько способов активации данного процесса:
- Увеличение зазора между контактами.
- Повышение давления частиц в контактной среде.
- Охлаждение контактной среды.
- Эффект взрывной волны.

В выключателях последнего типа в качестве средства тушения используют шестифтористую серу, которая под большим давлением воздействует на пространство между контактами. В результате образуются малоподвижные ионы, которые не способные поддерживать горение дуги.
Полезное применение

Не следует думать, что рассматриваемое явление является лишь источником вреда. В различных областях промышленности электрическая дуга помогает людям:- Электродуговая резка и сварка металла. Высокая температура используется для соединения и резки металлов. Электрическую сварочную дугу классифицируют по источнику питания, видам электродов, свободе и длине дуги, а также типу тока. Разработано множество способов соединения – от технологии с использованием специальных электродов для электродуговой сварки в среде защитного газа до сварки трехфазной дугой.
- Изготовление осветительных приборов. Все газоразрядные лампы, которые используют разряд в качестве источника света.
- Металлургическая промышленность. Яркий пример – дуговая сталеплавильная печь, в которой металлы плавятся под воздействием высокой температуры дуги.
Заключение
Электрическая дуга – любопытное физическое явление, которое способно облегчить жизнь человечеству, однако требует пользоваться ею с осторожностью.
Каждый уважающий себя сварщик обязан знать характер ее появления и способы защиты.
Электромонтер 6-го разряда Анохин Юрий Николаевич, опыт работы – 12 лет: «Наш инструктаж по ОТ и ТБ содержит информацию о защите от электрической дуги, к которой, к сожалению не все прислушиваются. Неделю назад мой коллега получил наряд на проведение освещения в гараже для грузового транспорта. В распределительной коробке он проверял соединения и подтягивал пакетные автоматы и получил повреждения коротким замыканием – один контакт на пакетнике был под напряжением, и при сокращении расстояния до отвертки возникла электрическая дуга. Итог – 4 недели в больнице. Правда сначала врачи подозревали удар токам, но потом изменили диагноз на повреждение разрядом».
Сварочная дуга — что это такое, классификация
Наличие мощного источника тока позволяет получить электрический разряд между двумя электрическими выходами вторичной обмотки трансформатора. Небольшой зазор позволяет сделать этот разряд управляемым и во время его действия возникает мощное световое излучение и выделение огромного количества тепловой энергии. Эта энергия позволяет расплавить металл, а управляемый процесс называется сварочной дугой, напряжение и сила тока которой даёт возможность достигать температуры, доходящей до 6000оС. Определение параметров этого явления и возможностей использования его на практике, открывает широкие перспективы для соединения различных металлов и сплавов. Об этом мы и расскажем.
Электрическая дуга и области её применения
Когда был обнаружен эффект короткого замыкания источника тока и его возможность расплавлять металлы, это открыло огромные перспективы для использования в области сваривания самых разных материалов. С помощью плавящихся электродов, покрытых флюсом и присадками, управляемая сварочная дуга позволяет оперативно получить монолитное соединение самых разнообразных деталей. Высокая температура сварки дугой короткого замыкания даёт возможность варить любые материалы от броневых листов и строительных конструкций до тонкого металлопроката, алюминия и титана.

Чтобы понять значение электрической дуги и области её применения при сварке, необходимо знать, что она представляет собой разряд большой мощности в среде газов. Этот процесс сопровождается выделением тепловой и световой энергии с ультрафиолетовой и инфракрасной составляющей, которая требует защиты кожного покрова и органов зрения. Тепловая энергия сварочных дуг ведёт к расплаву материала заготовок и покрытого электрода, что вызывает их частичное испарение. В зависимости от среды, где он действует, разряд может быть следующих видов:
- в состоянии открытой дуги в воздушной, кислородной среде;
- закрытый разряд, действие которого происходит под флюсом с парами металла;
- в виде дуги, работающей в среде активных или инертных газов.
Кроме того, процесс может происходить с применением плавящихся электродов и проволоки или тугоплавкими вольфрамовыми электродами с ручной подачей присадочных материалов.
Важно понимать, что момент возникновения электрического разряда сопровождается яркой световой вспышкой, возникновением брызг расплавленного металла и вредных излучений, поэтому необходимо принять меры по защите зрения и открытых участков кожи.
Виды электрической дуги
Для наилучшего понимания процесса необходима классификация сварочной дуги по различным признакам, поскольку параметры видов разряда и способы его запуска несколько отличаются в зависимости от ряда факторов. Например, тугоплавкий оксидный слой на поверхности металла или сплава вынуждает повышать значение тока во время возбуждения электрической дуги и соответственно увеличивать температуру в сварочной ванночке. При соприкосновении электрода с заготовкой возникает резкое падение напряжения и возрастание величины тока, поскольку сопротивление между катодом и анодом близко к нулю. Это ведёт к моментальному разогреву металла и его испарению.
В момент отрыва электрода от детали возникает сварочная дуга в газообразной воздушной или инертной среде, в которой присутствуют пары металла и флюса. В условиях стабилизации появляется зона горения, состоящая из катодной области, столба разряда и анодной области. Классификация сварочных процессов происходит по следующим признакам:
- материал электрода может быть неплавящимся вольфрамовым или плавящимся покрытым;
- по форме ток может быть импульсным, переменным и постоянным с прямой или обратной полярностью;
- среда может быть открытой воздушной, закрытой под флюсом и инертной;
- по принципу подключения электродов и воздействию на металл процесс может быть комбинированным, косвенным и прямым.
Примером комбинированного воздействия может служить сварка трёхфазной дугой, при которой две фазы подключены к электродам, а третья к соединяемым деталям. Косвенное воздействие производится между двумя близкорасположенными электродами и заготовкой, а прямое между деталями и одним электродом.
Важно знать, что поверхность соединяемых заготовок должна быть очищена от загрязнений и окисного слоя, иначе шов получится пористым и непрочным при любом способе работы.
Источники питания для электродугового метода
С целью получения энергии для соединения металлов используется разнообразная профессиональная аппаратура, поскольку любая отрасль промышленности немыслима без этого оборудования. Такие источники питания сварочной дуги широко используются и в быту, при дачном строительстве и ремонте всевозможных изделий из сплавов и металлов. Характеристики современного оборудования дают неограниченные возможности для выполнения огромного спектра задач.
Мы рассмотрим основные виды используемых агрегатов, которые позволяют работать сварочной дугой с разными видами металлов и с применением электродов широкого назначения, а именно:
- понижающие трансформаторы переменного тока, а также понижающие выпрямители, работающие с применением покрытых электродов;
- инверторные аппараты ММА;
- инверторы MMA+TIG, которые могут варить как плавящимися электродами, так и тугоплавкими в среде защитных газов;
- полуавтоматическая аппаратура MIG/MAG, в которой вместо электродов используется специальная проволока, а работа производится в защитной среде;
- оборудование для точечной сварки как бытовое, так и промышленное.

Создаваемая этими приборами сварочная дуга, возникает благодаря переменному, постоянному или импульсному току с различными вольт-амперными характеристиками. Кроме того, современная аппаратура обладает возможностью регулировки параметров тока и напряжения в очень широких пределах, а также имеет режимы горячего старта и форсажа дуги. Имеется возможность использовать прямую и обратную полярность, а также импульсный ток, щадящий заготовки малой толщины. Общим для этих методов является то, что длина сварочной дуги не должна превышать 5−6 мм, иначе её действие приобретает нестабильный характер.
Нужно отметить, что правильный выбор оборудования даёт возможность изменять параметры дуги при сварке в довольно широких пределах, а это обстоятельство существенно расширяет ваши возможности и позволяет обеспечить хорошее качество работ.
Заключение
Мы рассмотрели процесс возникновения сварочной дуги, её виды и использование при соединении металлов. Широкий ассортимент источников питания позволяет выбрать необходимый для работы аппарат с нужными характеристиками по управлению дугой короткого замыкания. Приобретение необходимых навыков сварки зависит от опыта и обучения, успешной работы.
что это такое? Источники питания и температура, строение и классификация, ее свойства и амперная характеристика в сварке
В современной промышленности сварка – это довольно популярный процесс. В основе данной процедуры находится электрическая дуга, она способствует надежности, быстроте и простоте процесса сваривания поверхностей. В ее разработке принимали активное участие такие светила науки, как Бернадос, Славянов, Меритен.
Что это такое?
Сварочной дугой называют энергетический электрозаряд между электродами, который имеет длительную продолжительность и большое количество выделяемой энергии, ему характерна разница потенциалов, что возникает в среде газов. Определение данного понятия также свидетельствует о том, что металл с высокой плотностью электрического напряжения нагревается с высокой скоростью, изначально становясь пластичным, а в последующем готовым к плавке.
Максимальным показателем температуры, которую может достичь электрическая дуга, принято считать не более 7000 градусов по Цельсию. На практике в сварке известно, что таким образом обрабатываются металлы, которым присуще свойство плавки при температурном показателе более 3000 градусов. Согласно теоретическим данным о свойствах и строении данного электрического заряда он имеет вид проводника, в основе которого ионизированный газ. Он состоит из частей, зон, которые выделяют большой объем тепловой энергии во время протекания по ним тока.
Во время поджига дуги происходит создание гальванической цепи. В этом процессе принимает участие пара электродов, что представляют собой совокупность анода, катода, а также ионизированного газа. При протекании ток способствует нагреванию, свечению. Последнее обусловлено фотонным излучением.
При построении сварочных цепей не обойтись без участия таких областей:
- анодной;
- катодной;
- столба дуги, который имеет длину от 4 до 6 миллиметров.
На первых участках происходит возникновение активных пятен, также осуществляется максимальный спад напряжения и нагревание. Во время действия электрической дуги наблюдается не только повышенная температура, но и ультрафиолетовое излучение.
Ультрафиолет негативно воздействует на глаза и наружные покровы человека. По этой причине сварщики во время процедуры обязаны пользоваться защитными средствами, например: масками, рукавицами, одеждой из плотной ткани, обувью из негорючего материала.
Благодаря вольт-амперной характеристике определяют мощность напряжения дуги, которая напрямую связана с источником питания. От того, какой будет мощность сварочной дуги, зависит множество иных факторов, например ее длина. Характеризуясь одинаковыми параметрами источников электричества, у дуги с большей длиной будет выше мощность.
Сварочную дугу используют при стандартном процессе сваривания, при этом она характеризуется простотой проведения процедуры. Помимо этого, данный энергетический электрозаряд нашел свое применение в газовой сварке полуавтоматического типа. В этом случае на дугу подают сварочную проволоку, что способствует расплавлению материала.
Также дуги используются в автоматах, которые считаются довольно простыми в создании, и поэтому распространены в промышленном производстве. В данном случае могут использоваться как плавкие, так и неплавкие электроды. Ручная дуговая сварка работает с обычной конструкционной сталью, при этом она обеспечивает стабильность горения и надежность швов.
Мощность сварочных дуг имеет прямую зависимость от следующих факторов:
- длины сварочной электрической дуги – она также способна определять объем тепла, что выделяется во время горения;
- силы тока – большая сила тока препятствует угасанию длинной дуги;
- напряжения – при повышении напряжения в небольшом диапазоне мощность возрастает.
Вольт-амперная характеристика энергетического электрозаряда – это график, который выражает зависимость напряжения от смены тока. Данный показатель может иметь такие виды:
- нисходящий, который снижается при росте напряжения;
- стабильный, который не меняется при смене силы тока;
- восходящий, растущий при повышении силы тока, он обычно используется в сварках-автоматах.
По сравнению с другими электрическими зарядами дуге характерны такие особенности:
- высокая плотность тока;
- неравномерное падение напряжения вдоль по разрядному столбу;
- обратная пропорциональность температуры относительно ее толщины;
- большое число вариантов рабочего режима.
Электросварку можно назвать самым быстрым и при этом надежным вариантом неразъемного соединения деталей металлической конструкции. Ее можно применять в самых разнообразных сферах человеческой жизни, начиная от строительства и заканчивая транспортом.
Требования
Каждый сварщик должен знать об амперной характеристике, длине и напряжении сварочной дуги. К основным требованиям для источника питания дуги можно отнести следующие:
- разжигание электрода должно происходить во время его взаимодействия с заготовкой из металла, когда происходит замыкание контактов электроцепи;
- во время плавки присадки может произойти короткое замыкание – если такое случилось, то стоит следить, чтобы аппарат не вышел из строя, а дуга стабильно поддерживалась;
- до того как возникнет вспышка дуги на границе детали и электрода, может наблюдаться кратковременное замыкание – от того, насколько быстро произойдет восстановление напряжения, напрямую зависит динамика источника питания;
- переход с холостого в рабочий ход должен происходить со спадом напряжения от 60–80 до 18–20 В.
Ко всем источникам питания сварочной дуги предъявляются аналогичные требования. Поэтому можно сделать вывод, что на эффективность функционирования оборудования для сварки оказывает прямое воздействие возможность поддерживать процесс горения дуги от момента ее разжигания.
В сварочных аппаратах должны присутствовать только такие регуляторы, на которых установка параметров будет максимально удобной.
Классификация
За счет широкого распространения сварочного процесса дуга может быть нескольких видов. Особенности энергетического электрозаряда позволяют выделить следующие его разновидности согласно конструкции и назначению:
- плавкая изготавливается из стального сплава – при работе происходит расплавка металлического электродного стержня;
- неплавкая актуальна при работе с графитом и вольфрамом – электроды данного вида во время сварки не расходуются, а формирование шва происходит из расплавленных металлических заготовок.
По схеме подвода тока и среде
Согласно схеме электросоединения дуги для сварки делят на две разновидности.
- Прямого действия. В качестве одного электрода выступает конструкция сварки, а второго – плавящийся элемент. В месте зазора происходит образование дуги.
- Косвенного действия. Розжиг происходит между парой неплавких параллельных электродов, после чего он подносится к свариваемой заготовке.
По атмосфере
По принципу атмосферы сварочные дуги бывают трех типов.
- Открытая сфера. В данном случае горение дуги возможно в открытом пространстве, при этом образуется газовая сфера с содержанием металлического пара, а также электродного и поверхностного.
- Закрытая. Дуга закрытого типа наблюдается при горении под флюсом. В фазе газа около дуги находится пар от материала, электрода и слоя флюса.
- С подачей смеси газа. В этом электрозаряде может располагаться газ в сжатом виде, а также его примеси. Использование водорода, углекислого газа и аргона необходимо для предотвращения окисления обрабатываемой поверхности. Благодаря подаче вышеперечисленных веществ наблюдается восстановление среды или ее нейтральное отношение по отношению к факторам последней.
По длительности действия
Согласно длительности работы электрическую сварочную дугу можно поделить на такие типы:
- постоянная, которая считается актуальной для длительной работы;
- импульсная, что представлена однократным мощным импульсом, обычно такая дуга используется для контактного вида сварки.
Условия горения
Стандартные температурные условия в столбике сварочной дуги максимально составляют 7000 градусов тепла по Цельсию. Благодаря использованию катода можно добиться постоянства температуры, при которой произойдет возникновение и горение дуги. В данной ситуации также обязательно должны быть учтены такие параметры, как габариты, диаметр и температура в окружающей среде.
Для того чтобы получилось сварить материал любого качества, потребуется наблюдать за постоянством температуры. При исправном источнике питания температурный показатель будет постоянным, а работа элемента – качественной.
Основы областей сварочных дуг сосредоточены на работе ионизированных газов, использовании щелочных, щелочно-земельных групп по типу калия, кальция. Такие особенности способствуют высокому качеству горения сварочных дуг. Последние могут гореть не во всех средах, поэтому не стоит обходить вниманием физические, химические факторы.
Существует несколько типов электрозаряда, благодаря которым осуществляется горение.
- Тлеющий. Он возникает за счет низкого давления. Обычно его используют для освещения с помощью люминесцентной лампы или экрана плазмы.
- Искровой. Возникает такой электрический заряд после доведения показателя давления до атмосферного. Искровому типу дуги характерна прерывистость, при этом наблюдается механизм действия, сходный с молниевым. Он нашел свое применение при розжиге двигателя внутреннего сгорания.
- Дуговой используют при работе сваркой или для простого освещения. У такого заряда прерывистая форма, которая возникает из-за особенностей давления в атмосфере.
- Коронный электрозаряд может возникнуть в результате структурной шероховатости, неоднородности. В ходе данного воздействия происходит образование струйки.
Источники питания
При сварочных работах должны использоваться только те способы зажигания, стабилизаторы, которые способны удовлетворить такие требования:
- с легкостью зажигать дугу;
- стабильно поддерживать процесс горения;
- осуществлять контроль за верхним порогом тока коротких замыканий;
- иметь хорошую динамику;
- характеризоваться электрической безопасностью.
Источники питания сварочных дуг имеют следующую классификацию:
- предназначение – делятся источники на те, что подходят ручной сварке, флюсовой либо в защитной от газа среде;
- количество сварочных постов, что могут быть подключены в одно время;
- возможность передвижения, а именно: мобильный и стационарный;
- производство энергии: производитель и преобразователь;
- тип выходящего тока;
- вольт-амперная характеристика.
Источники тока:
- трансформатор представляет собой простой сварочный агрегат с реактивной катушкой индуктивности в основе;
- выпрямитель имеет вид устройства, которое выпрямляет электрический ток;
- преобразователь – устройство с помощью механического воздействия делает из переменного вида тока постоянный;
- инвертор – этот сварочный аппарат считается наиболее подходящим для выполнения бытовых нужд, эти мобильные устройства характеризуются компактностью, удобством в применении.
Для изготовления качественного и надежного сварочного шва потребуется создание электрической дуги. Чтобы воспользоваться данным видом энергетического электрозаряда, не нужно особых навыков. Однако сварщик должен знать особенности возникновения, использования и образования сварочной дуги.
О сварке короткой дугой смотрите в следующем видео.
Электрическая сварочная дуга – Осварке.Нет
Сварочная дуга — длительный разряд электрического тока, горящий между сварочным электродом и сварочной конструкцией в ионизированной среде газов и паров металлов.
Виды сварочной дуги
Различают следующие виды дуги:
- прямого действия — дуга горящая между металлическим сварочным электродом и сварной конструкцией;
- непрямого действия — горение дуги происходит между двумя электродами, а основной металл не включается в электрическую цепь;
- трехфазная дуга — подведено по одной фазе на два сварочных электрода, а третья к сварочной конструкции;
- плазменная дуга — дуга сжатая газами.
Обязательным условием горения дуги является наличие заряженных частичек (электронов и ионов) в промежутке газов между электродом и металлом. При обычной среде газы не проводят электрический ток. Для того чтобы зажечь дугу необходимо замкнуть электрод касанием об изделие, после чего выделяется значительный потенциал тепла, который ускоряет движение свободных электронов в цепи. Когда конец электрода отрывается, находясь под воздействием электрического поля вылетают в межэлектродное пространство. Самостоятельный выход электронов с катода в газовое пространство называется электронной эмиссией. Источник питания сварной дуги постоянно поставляет новые электроны и дуга горит постоянно. Техника зажигания дуги при ручной дуговой сварке описана здесь.
Современное сварочное оборудование позволяет выполнять зажигание дуги бесконтактным методом — не касаясь электродом об изделие. Выполняется это при помощи использования генератора высокочастотных колебаний — осциллятора.
Строение сварочной дуги: катодное пятно, столб дуги, анодное пятно
Катодное пятно является источником и местом выхода электронов. Этот участок электрической дуги разогревается до температуры 2400-2600°C при использовании покрытых электродов, а количество тепла выделенного тепла на этом участке равняется 38% от общего. На этом участке дуги теряется 12-17 В напряжения сосредоточенных на разгон электродов и их эмиссию.
Столб дуги в отличии от катодного и анодного пятна является нейтральным участком дуги, где одновременно находится одинаковое количество позитивно и негативного заряженных частиц. Столб дуги выделяет приблизительно 20% об общего количества тепла. Потеря напряжения на этом участке сварочной дуги зависит от ее длины и становит 2-12 В. Температура столба дуги самая высокая 6000-8000°C.
Анодное пятно — место входа электродов в сварочную цепь с дуги. Температура 2400-2600°C, а количество выделяемого тепла 42% от общего. Спад напряжения 2-11 В. Анодное пятно под воздействием постоянной бомбардировки имеет вогнутую форму, которую называют кратером.
При сварке на постоянном токе различают прямую и обратную полярность. Меняют полярность в зависимости от вида свариваемого материала. Если требуется больший нагрев металла и глубина проплавления необходимо установить анод на изделие, где будет выделяться больше тепла — прямая полярность. При сварке на обратной полярности анод и катод меняются местами, поэтому на изделии выделяется меньше тепла.
Для сварки дугой переменного тока характерно менять полярность с частотой 50 Гц, поэтому на электроде и изделии выделяется одинаковое количество тепла. При сварке на переменном токе дуга горит менее стойко и усиливается разбрызгивание электродного металла.
ЭЛЕКТРИЧЕСКАЯ ДУГА И ЕЕ ПРИМЕНЕНИЕ ДЛЯ СВАРКИ
2.1. ПРИРОДА СВАРОЧНОЙ ДУГИ
Электрическая дуга представляет собой один из видов электрических разрядов в газах, при котором наблюдается прохождение электрического тока через газовый промежуток под воздействием электрического поля. Электрическую дугу, используемую для сварки металлов, называют сварочной дугой. Дуга является частью электрической сварочной цепи, и на ней происходит падение напряжения. При сварке на постоянном токе электрод, подсоединенный к положительному полюсу источника питания дуги, называют анодом, а к отрицательному — катодом. Если сварка ведется на переменном токе, каждый из электродов является попеременно то анодом, то катодом.
Промежуток между электродами называют областью дугового разряда или дуговым промежутком. Длину дугового промежутка называют длиной дуги. В обычных условиях при низких температурах газы состоят из нейтральных атомов и молекул и не обладают электрической проводимостью. Прохождение электрического тока через газ возможно только при наличии в нем заряженных частиц — электронов и ионов. Процесс образования заряженных частиц газа называют ионизацией, а сам газ — ионизованным. Возникновение заряженных частиц в дуговом промежутке обусловливается эмиссией (испусканием) электронов с поверхности отрицательного электрода (катода) и ионизацией находящихся в промежутке газов и паров. Дуга, горящая между электродом и объектом сварки, является дугой прямого действия. Такую дугу принято называть свободной дугой в отличие от сжатой, поперечное сечение которой принудительно уменьшено за счет сопла горелки, потока газа, электромагнитного поля. Возбуждение дуги происходит следующим образом. При коротком замыкании электрода и детали в местах касания их поверхности разогреваются. При размыкании электродов с нагретой поверхности катода происходит испускание электронов — электронная эмиссия. Выход электронов в первую очередь связывают с термическим эффектом (термоэлектронная эмиссия) и наличием у катода электрического поля высокой напряженности (автоэлектронная эмиссия). Наличие электронной эмиссии с поверхности катода является непременным условием существования дугового разряда.
По длине дугового промежутка дуга разделяется на три области (рис. 2.1): катодную, анодную и находящийся между ними столб дуги.
© Рис. 2.1. Строение электрической дуги и распределение напряжения в ней: 1 — катодная область; 2 — столб дуги; 3 — анодная область |
Катодная область включает в себя нагретую поверхность катода, называемую катодным пятном, и часть дугового промежутка, примыкающую к ней. Протяженность катодной области мала, но она характеризуется повышенной напряженностью и протекающими в ней процессами получения электронов, являющимися необходимым условием для существования дугового разряда. Температура катодного пятна для стальных электродов достигает 2400-2700 °С. На нем выделяется до 38 % общей теплоты дуги. Основным физическим процессом в этой области является электронная эмиссия и разгон электронов. Падение напряжения в катодной области ик составляет порядка 12-17 В.
Анодная область состоит из анодного пятна на поверхности анода и части дугового промежутка, примыкающего к нему. Ток в анодной области определяется потоком электронов, идущих из столба дуги. Анодное пятно является местом входа и нейтрализации свободных электронов в материале анода. Оно имеет примерно такую же температуру, как и катодное пятно, но в результате бомбардировки электронами на нем выделяется больше теплоты, чем на катоде. Анодная область также характеризуется повышенной напряженностью. Падение напряжения в ней Ua составляет порядка 2-11 В. Протяженность этой области также мала.
Столб дуги занимает наибольшую протяженность дугового промежутка, расположенную между катодной и анодной областями. Основным процессом образования заряженных частиц здесь является ионизация газа. Этот процесс происходит в результате соударения заряженных (в первую очередь электронов) и нейтральных частиц газа. При достаточной энергии соударения из частиц газа происходит выбивание электронов и образование положительных ионов. Такую ионизацию называют ионизацией соударением. Соударение может произойти и без ионизации, тогда энергия соударения выделяется в виде теплоты и идет на повышение температуры дугового столба. Образующиеся в столбе дуги заряженные частицы движутся к электродам: электроны — к аноду, ионы — к катоду. Часть положительных ионов достигает катодного пятна, другая же часть не достигает и, присоединяя к себе отрицательно заряженные электроны, ионы становятся нейтральными атомами.
Такой процесс нейтрализации частиц называют рекомбинацией. В столбе дуги при всех условиях горения ее наблюдается устойчивое равновесие между процессами ионизации и рекомбинации. В целом столб дуги не имеет заряда. Он нейтрален, так как в каждом сечении его одновременно находятся равные количества противоположно заряженных частиц. Температура столба дуги достигает 6000-8000 °С и более. Падение напряжения в нем (Uc) изменяется практически линейно по длине, увеличиваясь с увеличением длины столба. Падение напряжения зависит от состава газовой среды и уменьшается с введением в нее легко ионизующихся компонентов. Такими компонентами являются щелочные и щелочно-земельные элементы (Са, Na, К и др.). Общее падение напряжения в дуге Uд=Uк+Ua+Uc. Принимая падение напряжения в столбе дуги в виде линейной зависимости, его можно представить формулой Uc=Elc, где Е — напряженность по длине, lc — длина столба. Значения ик, Ua, E практически зависят лишь от материала электродов и состава среды дугового промежутка и при их неизменности остаются постоянными при разных условиях сварки. В связи с малой протяженностью катодной и анодной областей можно считать практически 1с=1д. Тогда получается выражение
II}{ = а + Ы}{, (2.1)
показывающее, что напряжение дуги прямым образом зависит от ее длины, где а=ик+иа; b=E. Непременным условием получения качественного сварного соединения является устойчивое горение дуги (ее стабильность). Под этим понимают такой режим ее существования, при котором дуга длительное время горит при заданных значениях силы тока и напряжения, не прерываясь и не переходя в другие виды разрядов. При устойчивом горении сварочной дуги основные ее параметры — сила тока и напряжение — находятся в определенной взаимозависимости. Поэтому одной из основных характеристик дугового разряда является зависимость ее напряжения от силы тока при постоянной длине дуги. Графическое изображение этой зависимости при работе в статическом режиме (в состоянии устойчивого горения дуги) называют статической вольтамперной характеристикой дуги (рис. 2.2).
Рис. 2.2. Статическая вольтамперная характеристика дуги |
С увеличением длины дуги ее напряжение возрастает и кривая статической вольтамперной характеристики поднимается, выше с уменьшением длины дуги опускается ниже, качественно сохраняя при этом свою форму. Кривую статической характеристики можно разделить на три области: падающую, жесткую и возрастающую. В первой области увеличение тока приводит к резкому падению напряжения дуги. Это обусловлено тем, что с увеличением силы тока увеличивается площадь сечения столба дуги и его электропроводность. Горение дуги на режимах в этой области отличается малой устойчивостью. Во второй области увеличение силы тока не связано с изменением напряжения дуги. Это объясняется тем, что площадь сечения столба дуги и активных пятен изменяется пропорционально силе тока, в связи с чем плотность тока и падение напряжения в дуге сохраняются постоянными. Сварка дугой с жесткой статической характеристикой находит широкое применение в сварочной технологии, особенно при ручной сварке. В третьей области с увеличением силы тока напряжение возрастает. Это связано с тем, что диаметр катодного пятна становится равным диаметру электрода и увеличиваться далее не может, при этом в дуге возрастает плотность тока и падает напряжение. Дуга с возрастающей статической характеристикой широко используется при автоматической и механизированной сварке под флюсом и в защитных газах с применением тонкой сварочной проволоки.
Щ. в
Рис. 2.3. Статистическая вольтамперная характеристика дуги при разных скоростях подачи электродной проволоки: а — малая скорость; б — средняя скорость, в — большая скорость
При механизированной сварке плавящимся электродом иногда применяют статическую вольтамперную характеристику дуги, снятую не при постоянной ее длине, а при постоянной скорости подачи электродной проволоки (рис. 2.3).
Как видно из рисунка, каждой скорости подачи электродной проволоки соответствует узкий диапазон токов с устойчивым горением дуги. Слишком малый сварочный ток может привести к короткому замыканию электрода с изделием, а слишком большой — к резкому возрастанию напряжения и ее обрыву.
Сварочная дуга. Характеристика сварочной дуги
Сварочной дугой называют мощный, длительно существующий электрический разряд между находящимися под напряжением электродами в смеси газов и паров. Дуга характеризуется высокой температурой и большой плотностью тока. Сварочная дуга как потребитель энергии и источник питания дуги (сварочный трансформатор, генератор или выпрямитель) образует взаимно связанную энергетическую систему.Различают два режима работы этой системы: 1) статический, когда величины напряжения и тока в системе в течение достаточно длительного времени не изменяются; 2) переходной (динамический), когда величины напряжения и тока в системе непрерывно изменяются. Однако во всех случаях режим горения сварочной дуги определяется током (IД), напряжением (UД), величиной промежутка между электродами (так называемым дуговым промежутком) и связью между ними.
В дуговом промежутке IД (рис. 1, а) различают три области: анодную 1, катодную 2 и столб дуги 3. Падение напряжения в анодной и катодной областях постоянно для данных условий сварки. Падение напряжения в единице длины столба дуги — также величина постоянная. Поэтому зависимость напряжения дуги от ее длины имеет линейный характер (рис. 1, б).
Устойчивость сварочной дуги определяется соотношением между током и напряжением. Графическое изображение этой зависимости (рис. 2) при постоянной длине дуги называется статической вольт-амперной характеристикой дуги. На графике отчетливо видны три основных участка: увеличение тока на участке I сопровождается понижением напряжения на дуге; на участке II напряжение на дуге изменяется мало; на участке III напряжение возрастает. Режимы горения сварочной дуги, соответствующие первому участку, неустойчивы при напряжениях существующих источников питания. Практически сварочная дуга будет устойчивой на втором и третьем участках вольт-амперной характеристики. С увеличением или уменьшением длины дуги характеристики сместятся соответственно в положение 2 и 3 (см. рис. 2). Для электродов меньшего диаметра характеристики смещаются влево, большего диаметра — вправо.
Рис. 1. Сварочная дуга, горящая между неплавящимися электродами:а — схема дуги, б — зависимость напряжения дуги (Уд) от величины дугового промежутка (/д): 1 — анодная область, 2 — катодная область, 3 — столб дуги
Рис.2 Вольт-амперная характеристика дуги (ВАХ)
Показанная на рис. 2 вольт-амперная характеристика дуги снята при постоянной длине сварочной дуги. При сварке плавящимся электродом непрерывно меняется длина дугового промежутка. В этих случаях следует пользоваться характеристиками, определяющими зависимость между напряжением и током дуги при постоянной скорости подачи электродной проволоки (рис. 3, кривые 1 и 2). Каждой скорости подачи соответствует определенный диапазон токов, при котором устойчиво горит сварочная дуга и плавится электрод. В этом случае при малых изменениях тока напряжение изменяется в больших пределах. Эту зависимость принято называть характеристикой устойчивой работы. Она так же, как и вольт-амперная характеристика, зависит от длины вылета электрода и скорости подачи.
Эти закономерности справедливы для постоянного и переменного тока, так как род тока не влияет на форму вольт-амперных характеристик электрической дуги. На форму характеристики влияют геометрия и материал электродов, условия охлаждения столба дуги и характер среды, в которой происходит разряд.
Устойчивость сварочной дуги и режима сварки зависят от условий существования дугового разряда и свойств, параметров источников питания и электрической цепи. Внешней характеристикой источника питания (кривая 3 на рис. 3) называется зависимость напряжения на его зажимах от тока нагрузки. Различаются следующие внешние характеристики источников питания (рис. 4): падающая 1, полого-падающая 6, жесткая 5, возрастающая 3 и вертикальная 2. Источник питания с той или иной внешней характеристикой выбирается в зависимости от способа сварки. Регулировочное устройство каждого источника дает ряд внешних характеристик («семейство характеристик»). Установившийся режим работы системы: «сварочная дуга — источник питания» определяется точкой пересечения А внешней характеристики источника питания (1, 2, 3, 5 или 6) и вольт-амперной характеристики 7 сварочной дуги.
Рис.3 Вольт-амперная характеристика сварочной дуги (ВАХ) 1,2 при постоянной скорости подачи проволоки (характеристика устойчивой работы) и внешние характеристики источников питания 3, 4 и 5
Рис.4 Внешние характеристики источников питания 1, 2, 3, 5, 6 и вольт-амперные характеристики сварочной дуги 4, 7
Процесс сварки будет устойчив, если в течение длительного времени дуговой разряд существует непрерывно при заданных значениях напряжения и тока. Как видно из рис. 4, в точках А и В пересечения внешних характеристик дуги 7 и источника питания будет иметь место равновесие по току и напряжению. Если по какой-либо причине ток в сварочной дуге, соответствующий точке А, уменьшится, напряжение ее окажется меньше установившейся величины напряжения источника питания; это приведет к увеличению тока, т. е. к возврату в точку А. Наоборот, при случайном увеличении тока установившиеся напряжения источника питания оказываются меньше напряжения дуги; это приведет к уменьшению тока и, следовательно, к восстановлению режима горения сварочной дуги. Из аналогичных рассуждений ясно, что в точке Б сварочная дуга горит неустойчиво. Всякие случайные изменения тока развиваются до тех пор, пока он не достигнет величины, соответствующей точке устойчивого равновесия А или до обрыва дуги. При пологопадающей внешней характеристике (кривая 6) устойчивое горение дуги будет также происходить в точке А.
При работе на падающем участке вольт-амперной характеристики дуги внешняя характеристика источника в рабочей точке должна быть более крутопадающей, чем статическая характеристика сварочной дуги. При возрастающих характеристиках дуги внешние характеристики источника могут быть жесткими 5 или даже возрастающими 3.
При ручной сварке, когда возможны изменения длины дуги, она должна обладать достаточным запасом устойчивости.
При прочих равных условиях запас устойчивости возрастает с ростом крутизны внешней характеристики источника питания. Поэтому для ручной сварки применяют источники с крутопадающими характеристиками: сварщик может удлинить дугу, не опасаясь, что она оборвется, или укоротить ее, не боясь чрезмерного увеличения тока.
Саморегулирование сварочной дуги. При автоматической или полуавтоматической сварке плавящимся электродом скорость подачи его (va) равна скорости плавления. При случайном уменьшении дугового промежутка (кривая 4 на рис. 4) ток увеличивается и проволока начнет плавиться быстрее. В итоге дуговой промежуток постепенно увеличится и сварочная дуга достигнет первоначальной длины. То же произойдет при случайном удлинении дуги. Это явление называется саморегулированием сварочной дуги, так как восстановление исходного режима происходит без воздействия какого-либо регулятора. Саморегулирование происходит тем активнее, чем положе внешняя характеристика источника питания и больше скорость подачи электрода. Поэтому для механизированной сварки плавящимся электродом следует выбирать источники питания с пологопадающими внешними характеристиками. При сварке на постоянном токе в защитных газах, когда статическая характеристика сварочной дуги приобретает возрастающую форму, для систем саморегулирования рационально применять источники с жесткой характеристикой. Однако их напряжение холостого хода невелико и может быть даже меньше рабочего напряжения дуги, что затрудняет ее первоначальное возбуждение. В этих случаях желательно применение источников питания, у которых внешняя характеристика в рабочей части жесткая или пологовозрастающая вольт-амперная характеристика, а напряжение холостого хода несколько повышенное, как это показано пунктиром на рис. 4.
Сварочная дуга переменного тока требует от источников питания надежного повторного возбуждения сварочной дуги. Это достигается правильным выбором соотношений между напряжениями холостого хода, зажигания и горения дуги и параметрами сварочной цепи. Наиболее простой способ получения устойчивой сварочной дуги — включение в сварочную цепь реактивного сопротивления. Благодаря этому, в момент повторного возбуждения дуги напряжение на дуге может резко увеличиться (рис. 5) до значения напряжения зажигания (U3). Пунктирная кривая t/xx изображает напряжение источника питания при холостом ходе. При нагрузке, в связи с наличием реактивного сопротивления, сварочный ток отстает по времени от напряжения.
При обрыве дуги напряжение на дуговом промежутке должно подняться до величины, соответствующей мгновенному значению напряжения холостого хода источника питания. Благодаря отставанию тока от напряжения, такое напряжение оказывается достаточным для повторного возбуждения сварочной дуги (Un).
Перенос металла в сварочной дуге и требования к динамическим свойствам источников питания. Различают следующие виды переноса металла электрода в сварочную ванну: крупнокапельный, характерный для малых плотностей тока; мелкокапельный, струйный, когда металл стекает с электрода очень мелкими каплями. Капли расплавленного металла периодически замыкают дуговой промежуток, либо если не происходят короткие замыкания, периодически изменяют длину дуги. При большой плотности тока в электроде наблюдается мелкокапельный перенос металла, без заметных колебаний длины и напряжения сварочной дуги.
Напряжение, ток и длина дуги претерпевают периодические изменения от холостого хода к короткому замыканию; в рабочем режиме происходит горение дуги, образование и рост капли. В дальнейшем при коротком замыкании между каплей и ванной ток резко увеличивается. Это приводит к сжатию капли и к разрушению мостика между каплей и электродом. Напряжение почти мгновенно возрастает и сварочная дуга снова возбуждается, т. е. процесс периодически повторяется. Смена режимов происходит в течение долей секунды. Поэтому источник питания должен обладать высокими динамическими свойствами, т. е. большой скоростью повышения напряжения при разрыве цепи и нужной скоростью нарастания тока.
Рис. 5 Осциллограмма тока и напряжения дуги при сварке переменным током.
При малой скорости нарастания тока в ванну поступает нерасплавленная проволока. Она сравнительно медленно разогревается па большом участке, которым затем разрушается. Если ток возрастает слишком быстро, мостик между ванной и каплей электродного металла быстро перегревается и разрушается со взрывом. Часть расплавленного металла разбрызгивается и не попадает в шов.
Чтобы избежать разбрызгивания, необходимо повысить электромагнитную инерцию источника питания путем увеличения индуктивности сварочной цепи.
Основы дуговой сварки
Дуговая сварка — это один из нескольких способов соединения металлов плавлением. Под воздействием сильного тепла металл на стыке между двумя частями расплавляется и смешивается — непосредственно или чаще с промежуточным расплавленным присадочным металлом. После охлаждения и затвердевания образуется металлургическая связь. Поскольку соединение представляет собой смесь металлов, окончательная сварка потенциально имеет те же прочностные характеристики, что и металл деталей. Это резко контрастирует с процессами соединения без слияния (т.е. пайка, пайка и т. д.), в которых механические и физические свойства основных материалов не могут быть воспроизведены в месте соединения.| Рис.1 Базовая схема дуговой сварки |
При дуговой сварке интенсивное тепло, необходимое для плавления металла, создается электрической дугой. Дуга образуется между реальной работой и электродом (стержнем или проволокой), который вручную или механически направляют вдоль соединения.Электродом может быть стержень, который просто пропускает ток между наконечником и изделием. Или это может быть специально подготовленный пруток или проволока, которая не только проводит ток, но также плавит и подает присадочный металл к стыку. В большинстве сварочных работ при производстве стальных изделий используется электрод второго типа.
Базовая сварочная цепь
Базовая схема дуговой сварки проиллюстрирована на рис. 1. Источник питания переменного или постоянного тока, оснащенный любыми элементами управления, которые могут потребоваться, подключается рабочим кабелем к заготовке и » «горячий» кабель к электрододержателю какого-либо типа, который обеспечивает электрический контакт со сварочным электродом.
Дуга создается в зазоре, когда цепь под напряжением и наконечник электрода касаются заготовки и извлекаются, но все еще находятся в тесном контакте.
Дуга создает температуру около 6500 ° F на конце. Это тепло плавит и основной металл, и электрод, образуя лужу расплавленного металла, которую иногда называют «кратером». Кратер затвердевает за электродом по мере его перемещения по стыку. Результат — сплавление.
Дуговое экранирование
Однако для соединения металлов требуется нечто большее, чем просто перемещение электрода по стыку.Металлы при высоких температурах склонны вступать в химическую реакцию с элементами воздуха — кислородом и азотом. Когда металл в ванне расплава контактирует с воздухом, образуются оксиды и нитриды, которые снижают прочность и ударную вязкость сварного соединения. Таким образом, многие процессы дуговой сварки обеспечивают некоторые средства для покрытия дуги и ванны расплава защитным экраном из газа, пара или шлака. Это называется дуговой защитой. Эта защита предотвращает или сводит к минимуму контакт расплавленного металла с воздухом. Экранирование также может улучшить сварной шов.Примером может служить гранулированный флюс, который фактически добавляет к сварному шву раскислители.
| Рис. 2 Это показывает, как покрытие на покрытом (стержневом) электроде обеспечивает газовый экран вокруг дуги и шлаковое покрытие на горячем сварном шве. |
На рисунке 2 показано экранирование сварочной дуги и ванны расплава стержневым электродом. Экструдированное покрытие стержня присадочного металла обеспечивает защитный газ в точке контакта, а шлак защищает свежий сварной шов от воздуха.
Сама дуга — очень сложное явление. Глубокое понимание физики дуги не имеет большого значения для сварщика, но некоторые знания ее общих характеристик могут быть полезны.
Природа дуги
Дуга — это электрический ток, протекающий между двумя электродами через ионизированный столб газа. Отрицательно заряженный катод и положительно заряженный анод создают сильный нагрев сварочной дуги. Отрицательные и положительные ионы отскакивают друг от друга в плазменном столбе с ускоренной скоростью.
При сварке дуга не только обеспечивает тепло, необходимое для плавления электрода и основного металла, но при определенных условиях также должна обеспечивать средства для транспортировки расплавленного металла от кончика электрода к изделию. Существует несколько механизмов переноса металла. Два (из многих) примеров включают:
- Surface Tension Transfer® — капля расплавленного металла касается ванны расплавленного металла и втягивается в нее за счет поверхностного натяжения
- Spray Arc — капля выбрасывается из расплавленного металла на электрод наконечник с помощью электрического пинцета толкает его в ванну расплава (отлично подходит для сварки над головой)
Если электрод является расходным материалом, наконечник плавится под действием тепла дуги, и расплавленные капли отделяются и переносятся на работу через столб дуги.Любая система дуговой сварки, в которой электрод расплавляется, чтобы стать частью сварного шва, описывается как металлическая дуга. При сварке углеродом или вольфрамом (TIG) капли расплава не попадают в зазор и не попадают на изделие. Присадочный металл вплавляется в стык из отдельного прутка или проволоки.
Большая часть тепла, выделяемого дугой, передается в сварочную ванну с плавящимися электродами. Это обеспечивает более высокую термическую эффективность и более узкие зоны термического влияния.
Так как должен быть ионизированный путь для проведения электричества через зазор, простое включение сварочного тока с электрически холодным электродом, наложенным на него, не вызовет зажигания дуги.Дуга должна быть зажжена. Это вызвано либо подачей начального напряжения, достаточно высокого, чтобы вызвать разряд, либо прикосновением электрода к изделию, а затем его извлечением по мере того, как область контакта нагревается.
Дуговая сварка может выполняться постоянным током (DC) с электродом либо положительным, либо отрицательным, либо переменным током (AC). Выбор тока и полярности зависит от процесса, типа электрода, атмосферы дуги и свариваемого металла.
Посмотреть больше статей о процессах и теории дуговой сварки
Посмотреть статьи с инструкциями по дуговой сварке
Посмотреть статьи о решениях для дуговой сварки
.Урок 2 — Общие процессы электродуговой сварки
Урок 2 — Общие процессы электродуговой сварки © АВТОРСКИЕ ПРАВА 1998 УРОК ГРУППЫ ЭСАБ, ИНК. II ОБЩИЙ ЭЛЕКТРИЧЕСКАЯ ДУГА ПРОЦЕССЫ СВАРКИ 2.1 ВВЕДЕНИЕ После долгого экспериментирование других в начале 1800-х годов, англичанин по имени Уайлд получена первая электросварка патент 1865 г.Он успешно соединил два маленьких кусочка утюг, пропуская электрический ток через обе детали, образуя сварной шов. Примерно двадцать лет спустя Бернадо, русский, получил патент на процесс электродуговой сварки в котором он поддерживал дугу между угольным электродом и деталями, которые соединились, сплавив металлы вместе поскольку дуга вручную пропускалась над свариваемым стыком. 2.1.0.1 Во время 1890-е годы дуговая сварка выполнялась неизолированными металлическими электродами, которые были сожжены в расплавленной луже и стал частью наплавленного металла.Сварные швы были из низкое качество из-за азота и кислород в атмосфере с образованием вредных оксидов и нитридов в металле шва. В начале двадцатого века важность защиты дуга от атмосфера была реализована. Покрытие электрода разложившимся материалом в пылу дуга для образования газового экрана оказалась лучшим методом это конец. В результате различные методы покрытия электродов, такие как обертывание и окунание, были опробованы.Эти усилия завершились в электроде с экструдированным покрытием в середине 1920-х гг. улучшение качества металла шва и обеспечение того, что многие считают наиболее значительный прогресс в области электрической дуги сварка. 2.1.0.2 Поскольку сварка покрытыми электродами это довольно медленная процедура, более быстрая сварка были разработаны процессы. В этом уроке будут рассмотрены наиболее часто используемые электродуговая сварка процессы, используемые сегодня. 2.2 ЗАЩИТНЫЙ ДУГОВАЯ СВАРКА МЕТАЛЛА Экранированный Дуговая сварка металла *, также известная как ручная металлическая дуговая сварка, ручная сварка или электрическая Дуговая сварка — это наиболее широко используемый из различных процессов дуговой сварки.Сварка выполняется с тепло электрической дуги, которое сохраняется между концом металла с покрытием электрод и деталь (см. рис. 1). Тепло, производимое дугой, плавит основной металл, стержень сердечника электрода и покрытие. Поскольку капли расплавленного металла передан через дуги и в расплавленную сварочную ванну, они защищены от атмосферы производимыми газами от разложения флюсового покрытия. Расплавленный шлак всплывает в вершина сварного шва лужа, где он защищает металл шва от атмосферы во время затвердевания..220V 7700W 20 250A Сварщик TIG / ARC Электросварочный аппарат MMA IGBT STICK Инвертор для сварочных работ Сварочный аппарат Электроинструменты | |
{infomodule}
Технические характеристики:
Название: Аппарат для дуговой сварки TIG
Цвет: красный + черный
Входное напряжение: 220 В
Напряжение без нагрузки: 56 В
Максимальная мощность: 7700 Вт
Выходной ток: 20-250 А
Энергоэффективность: 85%
Цикл : 60%
Класс защиты: IP21
Класс изоляции: F
Подача газа: чистый, сухой, безмасляный аргон
Время продувки: 1 — 5 с
Толщина сварки TIG: 0.3-4 мм
Толщина сварки MMA / ARC: 2-10 мм
Диаметр электрода: ≤4,0 мм
Сварочный материал: нержавеющая сталь, легированная сталь, углеродистая сталь, чугун
Характеристики:
— 2 в 1 TIG / Сварочный аппарат STICK, позволяет быстро и легко переключаться между сваркой TIG и сваркой STICK
— Усовершенствованная инверторная технология IGBT, отличная стабильность дуги, обеспечивает длительную сварку
— Горячий старт, автоматически увеличивает силу тока, чтобы исключить прилипание электрода при запуске дуги
— Цифровой управление дисплеем, позволяет быстро регулировать выходной ток в диапазоне от 10 до 250 А
— Время продувки газа 1-5 секунд, поддерживает регулировку в соответствии с фактическими потребностями в сварке
— Подходит для сварки нержавеющей стали, легированной стали, углеродистой стали или других цветных металлов металл
Примечание:
1.Допускается небольшая ошибка из-за ручного измерения. Пожалуйста, убедитесь, что вы не возражаете, прежде чем делать ставки.
2. Цвет может отличаться от цвета на дисплее, пожалуйста, поймите.
В пакет включено:
1 аппарат для дуговой сварки
3 разъема
1 гаечный ключ