сварочная модернизация (обзор сварочных аппаратов ММА)
Российская компания «ИНТЕРСКОЛ» расширила модельный ряд сварочных инверторных аппаратов для ручной электродуговой сварки штучными электродами с покрытием (по технологии ММА) за счет новой модели бюджетной ценовой категории. Таким образом, в настоящее время под торговой маркой «ИНТЕРСКОЛ» выпускаются пять сварочных инверторов ММА наиболее востребованных разновидностей с различными показателями по максимальному сварочному току – от 160 до 225 А.
ПРОФЕССИОНАЛЬНАЯ СЕРИЯ
В профессиональную серию сварочных инверторных аппаратов «ИНТЕРСКОЛ» для ручной электродуговой сварки штучными электродами с покрытием входят четыре популярные среди пользователей модели:
• ИСА-160/7,1 с максимальным сварочным током 160 А и наибольшей потребляемой мощностью 7,1 кВА;
• ИСА-180/8,2 с максимальным сварочным током 180 А и наибольшей потребляемой мощностью 8,2 кВА;
• ИСА-200/9,4 с максимальным сварочным током 200 А и наибольшей потребляемой мощностью 9,4 кВА;
• ИСА-250/10,6 с максимальным сварочным током 225 А и наибольшей потребляемой мощностью 10,6 кВА.
Недавно все они подверглись модернизации, коснувшейся внутреннего устройства и позволившей дополнительно повысить надежность, увеличить продолжительность включения (ПВ) и улучшить показатели вышеперечисленных аппаратов при работе в условиях пониженного напряжения в сети питания. Доработка проводилась специалистами собственного инженерного центра компании «ИНТЕРСКОЛ»
Модернизированные сварочные инверторные аппараты «ИНТЕРСКОЛ» профессиональной серии собраны на основе четырех современных силовых IGBT-транзисторов производства немецкой фирмы Infineon Technologies AG (подразделение концерна Siemens) и легендарной американской компании Fairchild Semiconductor International, Inc.
Внутри профессиональных инверторных сварочных аппаратов  Электронный блок управления вынесен на отдельную плату на шине, дополнительная изоляция эффективно защищает основную плату от возникновения пробоев на корпус аппарата. Компактный и легкий, но в то же время высокоэффективный трансформатор последнего поколения на ферритовом кольце
Электронный блок управления вынесен на отдельную плату на шине, дополнительная изоляция эффективно защищает основную плату от возникновения пробоев на корпус аппарата. Компактный и легкий, но в то же время высокоэффективный трансформатор последнего поколения на ферритовом кольце
Согласно спецификациям, профессиональные инверторные сварочные аппараты «ИНТЕРСКОЛ» ИСА-160/7,1; ИСА-180/8,2; ИСА-200/9,4 и ИСА-250/10,6 уверенно работают при напряжении питания от 170 до 240 В, однако целый ряд практических испытаний, проведенных различными изданиями, интернет-блогерами и обычными пользователями, показали способность перечисленных моделей эффективно функционировать даже при напряжении 140 В на входе, обеспечивая стабильное горение сварочной дуги при использовании электродов сечением 2,5–3,0 мм.
ДЛЯ ДОМАШНИХ МАСТЕРОВ
Новинка в ассортименте сварочных инверторных аппаратов «ИНТЕРСКОЛ» для ручной электродуговой сварки штучными электродами с покрытием – модель ИСА-170 из серии «Домашний мастер», созданная специально для решения всего списка типовых задач в бытовых условиях. Компактное и легкое, надежное и недорогое, это устройство обладает широкими возможностями, которые будут по достоинству оценены домашними мастерами.
Сварочный инверторный аппарат «ИНТЕРСКОЛ» ИСА-170 собран на двух силовых IGBT-транзисторах FGH60N60 американской фирмы Fairchild Semiconductor International, Inc., имеет двухплатную компоновку с высококачественным поверхностным монтажом радиодеталей (SMD) и стабильно работает в диапазоне напряжений от 170 до 240 В (проведенные испытания показали, что фактическая нижняя граница находится на уровне 140 В) в сети электропитания.
Величина сварочного тока у модели ИСА-170 регулируется в диапазоне 20–160 А, позволяя уверенно работать электродами сечением 1,6–4,0 мм. Продолжительность включения на максимальном сварочном токе составляет 60% при температуре до +25 °C и 40 % при 40 °C.
ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ
Все инверторные сварочные аппараты «ИНТЕРСКОЛ» для ручной электродуговой сварки штучными электродами с покрытием обладают полным набором современных вспомогательных функций, которые ценятся не только начинающими сварщиками, но и опытными профессионалами, существенно упрощая выполнение ряда сварочных операций.
Функция Hot Start (англ. «горячий старт») облегчает зажигание электрической дуги в начале сварки за счет автоматического увеличения сварочного напряжения на холостом ходу, что приводит к повышению силы сварочного тока, начиная непосредственно с момента касания электродом поверхности свариваемых деталей.
Функция Arc Force (англ. «форсирование (или усиление) дуги») при необходимости увеличивает сварочное напряжение, позволяя сваривать материалы без зачистки поверхностей от ржавчины и старого покрытия и стабилизируя горение дуги для равномерного плавления металла заготовки и электрода. По сути, эту функцию можно назвать аналогичной функции Hot Start с той лишь разницей, что она активируется во время проведения сварки, а не при зажигании электрической дуги на самом старте сварочного процесса.
Функция AntiStick (англ. «препятствование прилипанию») прекращает подачу сварочного напряжения, если электрод прилипнет к свариваемой поверхности, предотвращая его приваривание к детали, а также перегрев сварочного аппарата и его выход из строя.
СВАРОЧНЫЕ МАСКИ
Для выполнения прочного и красивого шва сварщику нужен не только хороший сварочный аппарат и качественные электроды. Ему обязательно понадобится удобная эффективная сварочная маска, позволяющая визуально контролировать процесс и обеспечивающая надежную защиту лица человека от искр и брызг расплавленного металла, а глаза – от ярких вспышек, вредных ультрафиолетовых (УФ) и инфракрасных (ИК) излучений, возникающих в процессе электродуговой сварки.
Ассортимент продукции «ИНТЕРСКОЛ» насчитывает три сварочные маски типа «хамелеон»: широко известные потребителям модели МС-350 и МС-400, а также новинку – модель МС-300 со светофильтром размером 110х90 мм (зона обзора 90х35 мм), продажи которой начались летом 2017 года в самый разгар строительно-ремонтного сезона. Все они имеют регулируемое оголовье, особая конструкция которого позволяет изменять центр тяжести маски, приближая или удаляя экран, и обеспечивает возможность точной настройки положения маски на голове сварщика для комфортной работы. Светофильтр автоматически затемняется при зажигании сварочной дуги (данная функция реализована на основе двух независимых сенсоров), а по окончании процесса сварки или резки так же самостоятельно восстанавливает исходную светопроницаемость. Время срабатывания при затемнении составляет не более 0,00006 секунд, задержка перед переключением от темного к светлому – от 0,1 до 1,0 секунды..jpg)
Модель МС-400 обладает самой широкой возможностью регулировок: чувствительности, задержки и степени затемнения. В качестве источника питания у всех моделей используются фотоэлемент и батареи (у МС-300 и МС-400 – типа CR2032, у МС-350 – типа ААА).
Сварочные маски «ИНТЕРСКОЛ» могут эксплуатироваться в диапазоне температур от –5 до +55 °C, их снаряженная масса составляет 0,45 кг (у МС-300 и МС-350) и 0,46 кг (у МС-400). В комплект поставки входят сменные защитные линзы, которые служат для защиты светофильтра от раскаленных брызг при сварке и являются расходным материалом. Оптический класс защиты – первый: светофильтр не дает искажений и не имеет ограничений по длительности ношения.
Тест-драйв сварочных инверторов для ММА-сварки. Тест сварочных аппаратов инверторного типа
Обзор недорогих сварочных аппаратов. Тест сварочных инверторов.

MMAшки на пробах.
Известно, что аппараты для ручной электродуговой сварки штучными электродами являются наиболее популярными среди потребителей сварочной техники.
Причинами тому – сравнительная простота технологии при наиболее низкой стоимости оборудования и расходных материалов. Есть и недостатки, в частности, низкая производительность и образование шлака на поверхности сварного шва, но все они меркнут на фоне вышеперечисленных достоинств. Короче говоря, именно эти аппараты стали объектом нашего тестирования.
Вежливо постучавшись в двери хорошо знакомой нам испытательной лаборатории компании «СВАРГАРАНТ» и получив щедрое приглашение войти, представители журнала «ДДД» стали свидетелями очень занимательного тестирования пяти аппаратов инверторного типа для ручной электродуговой сварки штучными электродами. Были представлены четыре «сварочника» на 200 А и один – на 220 А, т. к. в ассортименте «Ресанты» попросту нет инверторов ММА на 200 ампер, однако, по нашим сведениям, модель САИ 220 является одной из самых покупаемых, поэтому мы решили остановить свой выбор именно на ней. Испытания проводили генеральный директор сервисного центра «СВАГА Сервис» Сергей Борисович Панкратов и специалист СЦ, инженер по сварке Александр Фулин. С моделями, техническими характеристиками и особенностями представленного оборудования можно ознакомиться в таблице 1 , а мы тем временем немного отвлечемся и обратимся к теории.
Испытания проводили генеральный директор сервисного центра «СВАГА Сервис» Сергей Борисович Панкратов и специалист СЦ, инженер по сварке Александр Фулин. С моделями, техническими характеристиками и особенностями представленного оборудования можно ознакомиться в таблице 1 , а мы тем временем немного отвлечемся и обратимся к теории.
Небольшой ликбез
Ручная электродуговая сварка штучными электродами (Manual Metal Arc, сокращенно MMA) применяется в основном при работе с обычной и нержавеющей сталью. Электрическая дуга, возникающая между плавящимся электродом и соединяемыми деталями, нагревает края последних до температуры плавления материала, из которого они сделаны, при этом здесь образуется лужица расплавленного металла (сварочная ванна).
После остывания он кристаллизуется, образуя прочный сварной шов. Материал электрода попадает в сварочную ванну, где выступает в качестве присадки, т. е. становится одной из составляющих сварного шва.
По способу формирования тока для зажигания электрической дуги сварочные аппараты бывают трансформаторными и инверторными. Инверторы дороже трансформаторов, зато они намного легче, компактнее и проще в использовании. Однако самым главным преимуществом инвертора являются его стабильные сварочные характеристики, что позитивно отражается на эффективности сварочного процесса.
Инверторы дороже трансформаторов, зато они намного легче, компактнее и проще в использовании. Однако самым главным преимуществом инвертора являются его стабильные сварочные характеристики, что позитивно отражается на эффективности сварочного процесса.
Осталось лишь разобраться с дополнительными функциями. Итак:
• TIG Lift – возможность выполнять аргоннодуговую сварку (TIG) неплавящимся вольфрамовым электродом в среде защитного газа с контактным поджигом дуги;
• Arc Force (форсаж дуги) – не позволяет дуге потухнуть и стабилизирует горение для равномерного плавления металла и электрода;
• Hot Start (горячий старт) – облегчает поджиг электрической дуги;
• Anti-Stick (антизалипание электрода) – прекращает подачу сварочного напряжения на электрод, если тот прилипнет к свариваемой поверхности, например, из-за неправильных действий пользователя.
С теорией покончено, переходим к практике.
Продолжительность включения
Первым испытанием стал тест на продолжительность включения (ПВ) при статической нагрузке на балластном реостате РБ-315. Результаты опытов занесены в таблицу 2 : никаких неожиданностей, реальные значения оказались даже выше заявленных. Аппараты Foxweld Master 202 и Top Machine Inverter 5000 показали ПВ на уровне 68,6% и 72,7% соответственно, остальные три представленные модели спокойно проработали 30 минут без перегрева и отключений при максимальном сварочном токе. Так, а вот с этого места поподробнее.
Результаты опытов занесены в таблицу 2 : никаких неожиданностей, реальные значения оказались даже выше заявленных. Аппараты Foxweld Master 202 и Top Machine Inverter 5000 показали ПВ на уровне 68,6% и 72,7% соответственно, остальные три представленные модели спокойно проработали 30 минут без перегрева и отключений при максимальном сварочном токе. Так, а вот с этого места поподробнее.
Есть ли двести?
Зачем люди покупают инверторные аппараты с максимальным сварочным током 200 А, если в подавляющем большинстве случаев они используют электроды диаметром 3 мм и лишь изредка берут 4-миллиметровые? Для таких работ вполне хватит «сварочника» на 160–170 А (см. таблицу 3). Впрочем, разница по цене между подобными моделями и их более мощными 200-амперными аналогами настолько незначительна, что мастера предпочитают брать, что называется, с запасом.
Кстати, надо бы проверить, а есть ли у двухсотамперников эти обещанные 200 А
ruscos.ru
Тест-драйв сварочных инверторов для ММА-сварки
Вводная часть.

При выборе сварочного аппарата, в первую очередь, нужно понимать, под какие цели выбирается модель. Одно дело – профессиональная работа, например, с мостовыми конструкциями, а другое дело – бытовые нужды. Это же касается и расходных материалов, например, электродов. Для бытового использования подойдут электроды практически любой марки, а для ответственных конструкций лучше брать более дорогие, у которых качество намного выше.
Есть несколько базовых правил при работе со сварочными инверторами:
- Длинные провода выгодны и необходимы только когда сварочный аппарат неподъемный и очень большой.
- Чтобы не держать аппарат на плече, можно повесить его на крюк – всегда повыше от земли, чтобы не забивалась грязь и не затруднялся обдув.
- Любой аппарат не рекомендуется держать далеко от себя, чтобы была возможность экстренно его выключить.
- Лучшая защита от грязи и пыли – это лаковое покрытие электронных плат (лак выступает в качестве изолятора).

- Напряжение холостого хода влияет на качество зажигания, чем выше, тем лучше.

У каждого инвертора есть свои плюсы и минусы. На практике, к сожалению, не все выглядит, как заявлено в характеристиках. Мы протестировали пять портативных моделей для MMA-сварки до 200 А, обращая внимание на соответствие заявленных производителем показателей. А так же вскрыли корпусы и оценили внутренности и качество сборки.
Тестируемые аппараты до 200А:
|
Инвертор NEON ВД-161 собран из качественных компонентов. Но при характеристике ПН 60% максимально аппарат должен выключаться через 6 минут, а по факту через 2,5 минуты очень сильно нагревается корпус и приходится выключать. Есть опасение спалить аппарат. В рабочих условиях, лучше использовать его не более 3,5 минут. При вскрытии ВД-161 можно обратить внимание на маркировку даты изготовления, как самого аппарата, так и его плат. |
| |
|
Инвертор РЕСАНТА САИ-160 является весьма массовой моделью. Но впечатления от нее остались двойственные. Главная проблема: при поломке аппарат практически не подлежит восстановлению, ремонт сопоставим с ценой покупки нового! Например, плату управления починить невозможно, только заменить полностью. Часто выходят из строя транзисторы. По основным техническим показателям тоже имеются проблемы. Заявленный рабочий ток – 160А, а по факту только – 130А! Если вы собираетесь производить аппаратом САИ-160 резку, то он, скорее всего, не выдержит нагрузки и сгорит. Но если учесть, что из линейки конкурентов он имеет самую низкую цену, то здесь Ресанта – лидер! Для сварочных работ эту модель можно использовать с электродами диаметром до ф 3,0 мм. |
| |
|
Инвертор Сварог REAL ARC 160 от заявленной технической характеристики 160А может показать только 125-130А. Собран на одной плате, очень простой, но за счет большого размера вентилятор делает хороший обдув внутренних компонентов. Реальная жизнь любого сварочного аппарата составляет около двух лет. Тут Сварог занимает лидирующие позиции, так как дает гарантию пять лет на свою продукцию (при условии соблюдения сроков технического обслуживания). Продув туннельный, что хорошо для электронных элементов аппарата, которые не подвергаются воздействию загрязнения и влаги извне. Как и его конкуренты, аппарат уверено работает с электродами диаметром до 3,0 мм. |
| |
|
Инвертор Форсаж-180 самый надежный и соответствующий заявленным характеристикам. |
| |
|
Инвертор БАРС Mini ARC-180 D по стоимости аналогичен Форсажу и находится в среднем сегменте. Он качественно собран, свои ПН 60% отрабатывает без обмана. У модели не одна плата, как у многих, а три: плата управления, на которой находятся транзисторы, сетевая плата и силовая, на которой стоят диоды. Такая конструктивная особенность более надежна в эксплуатации. Модель отлично подходит как для бытового использования, так и для профессионального. |
|
 Силовые элементы стоят все китайского производства. Аппарат совместим для работы с электродами диаметром до 3,0 мм. В целом, аппарат не мощный и, в большей степени, пригодится для бытового использования.
Силовые элементы стоят все китайского производства. Аппарат совместим для работы с электродами диаметром до 3,0 мм. В целом, аппарат не мощный и, в большей степени, пригодится для бытового использования. Корпус опечатан заводской наклейкой: «вскрытие пломбы лишает гарантии». Модель является массовой и очень распространенной, скорее всего из-за своей цены.
Корпус опечатан заводской наклейкой: «вскрытие пломбы лишает гарантии». Модель является массовой и очень распространенной, скорее всего из-за своей цены.
 При указанных ПН 35% он автоматически отключается ровно через 3,5 минуты. Точный и качественно собранный. Имеет стальной корпус, что немаловажно для защиты от падений. Форсаж-180 соответствует своему техническому показателю 180А. При силе тока ниже 100В модель автоматически выключается, предотвращая сгорание. Цена существенно выше, но характеристики именно те, за которые вы платите. Из минусов: сложно найти запасные детали.
При указанных ПН 35% он автоматически отключается ровно через 3,5 минуты. Точный и качественно собранный. Имеет стальной корпус, что немаловажно для защиты от падений. Форсаж-180 соответствует своему техническому показателю 180А. При силе тока ниже 100В модель автоматически выключается, предотвращая сгорание. Цена существенно выше, но характеристики именно те, за которые вы платите. Из минусов: сложно найти запасные детали. БАРС Mini ARC-180 D находится в средней ценовой категории и, помимо прочих своих плюсов, поставляется с богатой комплектацией в алюминиевом корпусе, включающей в себя все необходимое для сварки.
БАРС Mini ARC-180 D находится в средней ценовой категории и, помимо прочих своих плюсов, поставляется с богатой комплектацией в алюминиевом корпусе, включающей в себя все необходимое для сварки.Итоги тест-драйва по инверторам для ММА-сварки:
Выбирая себе модель сварочного аппарата, не следует надеяться на заявленные показатели от производителей. На практике они могут значительно отличаться. Помните, что и цена для сложного технического устройства не может быть очень низкой. Современные инверторные технологии не стоят на месте, развивая сварочную отрасль. Аппараты, собранные по передовым разработкам могут похвастаться стабильной сварочной дугой и высоким качеством проводимых работ.
Обращайте внимание на класс защиты инвертора – это во многом определит область применения модели. Ударопрочность — так же немаловажный фактор. На качественных инверторах стоит защита-прокладка между платами и стенками корпуса, чтобы при падении не произошло контакта токонесущего транзистора с металлом. Это может привезти к короткому замыканию и выходу из строя электронной составляющей аппарата. А самое главное, как говорилось выше, определитесь еще до покупки, под какие цели вам нужен сварочный инвертор. Тогда выбор будет более прост.
На качественных инверторах стоит защита-прокладка между платами и стенками корпуса, чтобы при падении не произошло контакта токонесущего транзистора с металлом. Это может привезти к короткому замыканию и выходу из строя электронной составляющей аппарата. А самое главное, как говорилось выше, определитесь еще до покупки, под какие цели вам нужен сварочный инвертор. Тогда выбор будет более прост.
Подробный фото отчет Вы может посмотреть в галерее «СВАРБИ».
www.svarbi.ru
Сравниваем инверторы для работы в бытовых условиях
Специализированные издания систематически проводят тестирование новинок и инструментов, уже зарекомендовавших себя на отечественном рынке. В результате у потребителя появляется возможность разносторонней оценки сварочных инверторов, чтобы выбрать из них тот, который более всего подходит для конкретных условий труда.
В данном случае для сравнения подобраны аппараты из числа однофазных сварочных инверторов. Их чаще всего используют для работы на дому – в формате дачи или в сельской местности. Здесь сетевое напряжение в большинстве случаев не соответствует идеальным 220 В, имеются существенные понижения его.
Здесь сетевое напряжение в большинстве случаев не соответствует идеальным 220 В, имеются существенные понижения его.
Поэтому одним из условий сравнения было выяснение, как ведут себя в сети с пониженным давлением различные сварочные инверторы. Для того, чтобы максимально приблизить формат сравнения к естественным условиям, специалистами проведения тестовых заданий используются мощности лабораторного автотрансформатора.
Вначале на нем выставляются стандартные 220 В, а затем напряжение постепенно снижается – вплоть до того предела, при котором сварочный аппарат продолжает нормально работать. То есть – способен обеспечивать зажигание дуги и сваривание нормального шва.
Затем, в процессе дальнейшего сравнения, берется набор различных по диаметру электродов, которыми производится сварка. Вначале – при стандартном напряжении в 220 В, а затем – понижая показатель сварочного тока. Цель ставится та же самая: какое напряжение является для того или иного инвертора минимальным для сварки данным диаметром электрода.
И чем ниже оказывалось минимальное рабочее напряжение, тем больше оказывался запас для осуществления сварки при максимальном диапазоне возможностей инвертора. Диаметр использовавшихся электродов – в пределах 1,6-4 миллиметра одного и того же производителя.
BestWeldGlobus 180
Инвертор показал себя на испытаниях, как инструмент, предназначенный для настоящих профессионалов сварочного дела. Представители модельного ряда Best хорошо зарекомендовали себя при работе в условиях пониженного давления. Причем среди них можно выбрать и те образцы, которые имеют цену значительно ниже описываемой модели.
Тестирование показало отличные возможности 180-го Глобуса. Для удобной переноски имеется чемодан, примерно такой же, какой используют создатели компании Telwin. Инвертор имеет складывающуюся ручку, ремешок для удобства транспортировки, комплектность обеспечивается также добротным зажимом массы, толстыми, приятными на ощупь проводами, большой разборной маской, которую специалисты советуют поменять на аналог меньших размеров.
Инвертор Globus 180 имеет два вентилятора и находящийся между ними радиатор, работающий, как охладитель. Все элементы вертикальной платы находятся на одной стороне. Монтаж отличается плотностью и аккуратностью, а также удобными крупными деталями.
С помощью добротного цифрового индикатора можно быстро и удобно выставлять требуемые параметры сварочного тока. При испытаниях он выдавал, вместо заявленных параметров в границах 5-180, диапазон в 9-178, однако такая погрешность несущественна. 180-я модель Глобуса отлично показывает себя на стенде. Аппарат отличается уверенной работой вплоть до момента срабатывания защитной системы, в этот момент показатели напряжения находились около 160 В.
Зажигание дуги и ее удерживание – лучшее, чем у всех остальных протестированных моделей. Электрод диаметром 4 миллиметра зажигается при 40 А!
Специалисты, оценивая все эти преимущества инвертора, дружно выводят его в число наиболее неприхотливых и уверенно работающих. А невысокие параметры минимума сварочного тока дают все основания для использования этого инструмента при кузовном ремонте и других видах сварки, требующих определенной тонкости.
ElitechАИС 160САР
Испытания инвертора также показали хорошие качества инструмента. Производитель учитывает каждую мелочь. В комплектность, помимо металлического кейса, включены плечевой ремень на карабине, толстые 3-метровые кабели и крупный, легко и надежно цепляющийся к конструкциям любой толщины, зажим массы.
Монтаж платы отличается плотностью и несомненным удобством для последующего ремонта. По своему размеру и весу этот инвертор можно считать идеальным.
К нему прилагается простая и понятная инструкция с подробным перечислением всех технических решений, которые отличают данный инвертор от инструментов других компаний. В генераторе использованы технологии IGBT, две имеющиеся платы расположены горизонтально. Вентилятор какое-то время после выключения продолжает функционировать, за счет этого идет дополнительное охлаждение силовых элементов.
Имеются функции антизалипа и упрощения поджига дуги, а также возможности понижать напряжение на холостом ходу в автоматическом режиме.
Испытания показали наличие возможностей для сварки со всеми видами электродов, в процессе тестирования применялись электроды для сваривания чугунных изделий, рутиоловые, основные и для сварки нержавейки. Есть на панели и тумблер, позволяющий переключать аппарат в TIG-режим (аргонно-дуговая сварка). Специальное оборудование для нее следует покупать дополнительно.
FoxWeldMaster 202
Следующий инвертор, проходивший испытание – он экономичен в работе, компактен и легок. Его сфера деятельности – ручная дуговая сварка изделий из нержавейки и конструкционной стали при помощи штучного электрода в условиях постоянного тока. Эту «Лису» хорошо знают профессиональные сварщики, поскольку данный агрегат входит в число инверторов-долгожителей.
Демонстрирует стабильно надежную работу, отличается той же компоновкой, что и другие модели, входящие в первое поколение инверторов.
Вместе с тем, на испытательном стенде именно этот «Мастер 202» показывает наилучшие результаты, что дает основание выгодно выделять его из общей массы инструментов. Это относится, как и минимальному значению сварочного тока, так и к минимуму сетевого напряжения, да и дуга разжигается здесь легче и быстрее. Казалось бы, мелочи, но в реальном формате работы они очень важны.
Это относится, как и минимальному значению сварочного тока, так и к минимуму сетевого напряжения, да и дуга разжигается здесь легче и быстрее. Казалось бы, мелочи, но в реальном формате работы они очень важны.
Специалисты полагают, что такое удачное сочетание небольших, но приятных плюсов вызвано длительностью нахождения данной модели на рынке: технология отработана, комплектующие неизменно хорошего качества, да и монтаж отличается аккуратностью. Приятные мелочи начинаются с удобной ручки для транспортировки, рама прочная, соединена болтами.
Общее мнение специалистов: конструктивно прост, отличается надежностью, идеально подходит новичкам, которые трудятся в формате личного хозяйства, да и для профессионалов эта модель представляется безупречной.Здесь имеется возможность выбора инструмента этой же компании и более дорогого, и более современного – то есть, на любой кошелек и возможности работы.
GYSInverter 4000
В число испытываемых инверторов вошел также представитель из линейки GYSInverter 4000-й модели. Это французское изделие для определенной торговой сети, все остальные инструменты, реализуемые на отечественном рынке, имеют желто-синий цвет.
Это французское изделие для определенной торговой сети, все остальные инструменты, реализуемые на отечественном рынке, имеют желто-синий цвет.
Эта модель называется также Gysmi 161 и представляет собой легкий и комфортный агрегат, качественно сваривающий конструкционные стали и нержавейку. Имеет однофазный формат и микропроцессорное управление. Способен функционировать подключенным к генератору. Этот желто-синий помощник отличается некоторыми капризами.
И, поскольку этот инвертор довольно широко представлен на нашем рынке, о них следует рассказать подробнее. Про тесноватый кейс уже хорошо знают работавшие с ним профессионалы. На зажиме массы имеется стальной шарик. Но только с одной стороны. Со второго конца провода мы имеем латунную шайбу. И если шарик не обеспечивает контакта (ржавая или крашеная поверхность), то судьба шайбы недолговечна. Это следует иметь в виду, контролируя соединение шарика с поверхностью и, возможно, зачищая это место.
Второй «каприз» — в том, платы расположены на близко стоящих по отношению друг к другу ножках. Поэтому надо следить, чтобы между ними не попадала токопроводящая пыль. В остальном же производит вполне достойное впечатление.
Поэтому надо следить, чтобы между ними не попадала токопроводящая пыль. В остальном же производит вполне достойное впечатление.
invertor.ksio.ru
Стиральные машины, электрические плиты, газовые варочные панели, хорошие холодильники и увлажнители, пылесосы 2018
21 пылесос, 7 грилей, 8 блендеров, 3 увлажнителя, 3 фена; хорошие холодильники и стиральные машины, СВЧ-печи и вытяжки — выбирайте бытовую технику с журналом «Потребитель».
Тесты
Сравнительные тесты
Помогут:
- Выбрать хороший гриль.
Мы протестировали 7 моделей: REDMOND SteakMaster RGM-M805, Polaris PGP 0702, Ariete 1916, Sinbo SSM 2534, BBK BEG2001, Scarlett EG 350M02, Oursson EG1510S/OR.
- Приготовить майонез в блендере.
Выбирайте: Midea MC-BL1002, REDMOND RSB-CBM3400, Ariete 568, Scarlett SC-HB42M40, VES M-170, Galaxy GL2150, BBK KBS0505, Russell Hobbs Aura Mix and Go Pro.
- Купить увлажнитель воздуха.
Что предпочесть, мойку воздуха или климатический комплекс: LG HW306LGEO Mini On, REDMOND RAW-3501, HISENSE ECOLife AE-33R4BS.
Читайте, выбирайте лучшее.
Соло-тесты
В журнале опубликованы:
- Тест пылесоса Thomas DryBOX + AquaBOX Cat&Dog. Он специально создан для домов, в которых живут кошки и собаки.
- Тест морозильника — ларя Frostor F250S. Он может сохранить свежесть всего дачного урожая.
- Тест робота — поломойки Scarlett SC-MR83B99. Всю грязную работу он берет на себя.
- Тест телевизора Harper 49U750TS. Отдохните, пока работает бытовая техника.
- Тест СВЧ-печи Сandy CMXG22DW. Простое управление, гриль и приложение для смартфона — вы сможете не только подогревать готовую еду, но и готовить вкусные блюда средиземноморской кухни.
- Тест накопительного водонагревателя Electrolux EWH 30 Centurio IQ 2.0. Удаленное управление и экономичность.
- Тест робота — пылесоса BBK BV3521. Еще один удар по пыли.
Обзоры
Как выбрать хороший двухметровый холодильник, что умеют делать недорогие стиральные машины с паром, какие вытяжки лучше покупать для установки над индукционными панелями — ответы в наших обзорах.
Кроме того: вертикальные пылесосы 2018, новые стиральные машины, газовые варочные панели, электрические духовки, газовые и стеклокерамические плиты российского производства, самые интересные новинки для ухода за собой.
Скачайте мобильную версию журнала «Потребитель. Бытовая техника»
Оригинальная статья на btest.ru4 лучших сварщика с механизмом подачи проволоки
Томас Прайор
Я могу разделить свою жизнь на два отдельных сегмента: время до того, как у меня появился сварщик, и каждый последующий день. Когда я купил свой первый грузовик, 20-летний Tacoma с ржавой рамой, мой сварщик сделал его пригодным для эксплуатации. Когда я начал свое кузнечное дело в гараже бабушки и дедушки, я использовал своего сварщика, чтобы построить кузницу из металлолома. А когда соседу нужно починить перила, он хочет, чтобы я использовал моего сварщика, чтобы починить его — обычно бесплатно.
Когда я купил свой первый грузовик, 20-летний Tacoma с ржавой рамой, мой сварщик сделал его пригодным для эксплуатации. Когда я начал свое кузнечное дело в гараже бабушки и дедушки, я использовал своего сварщика, чтобы построить кузницу из металлолома. А когда соседу нужно починить перила, он хочет, чтобы я использовал моего сварщика, чтобы починить его — обычно бесплатно.
Мой прадед был первым сварщиком в моей семье. Вначале он руководил сварочным цехом, а позже, во время Второй мировой войны, школой Wicks Welding в Квинсе, Нью-Йорк. В то время сварка требовала сложной настройки машин и газовых баллонов, которые выглядели так, как будто они принадлежали на съемочной площадке плохого научно-фантастического фильма. Хотя польза от сварщиков с тех пор не сильно изменилась, технология изменилась. Теперь сварщики доступны для всех, независимо от навыков, и вам не нужно ломать себе голову или тратить деньги на их использование.
Мы протестировали восемь лучших новых сварщиков начального уровня. Их можно подключить к обычной электрической розетке и использовать без газовых баллонов с помощью процесса, называемого дуговой сваркой порошковой проволокой (см. Напротив). А когда вы будете готовы купить резервуары, их также можно будет использовать в качестве сварщиков MIG. Эти четыре были нашими фаворитами
Их можно подключить к обычной электрической розетке и использовать без газовых баллонов с помощью процесса, называемого дуговой сваркой порошковой проволокой (см. Напротив). А когда вы будете готовы купить резервуары, их также можно будет использовать в качестве сварщиков MIG. Эти четыре были нашими фаворитами
Реклама — продолжить чтение ниже
1 Vulcan MigMax 140
Купить
НРАВИТСЯ : новая линия Harbor Freight не уступает лучшим сварщикам.Прочная конструкция, простые в использовании автоматические настройки и широкий спектр приложений.
НЕ НРАВИТСЯ : Как новый продукт, нет истории производительности.
$ 500
2 Millermatic 141
Купить сейчас
НРАВИТСЯ : Великолепная сила и заслуженная репутация в области высоких результатов делают Миллера беспроигрышным вариантом. Сверхмощный и способный справиться с широким спектром проектов.
НЕ НРАВИТСЯ : Дорогое и больше для сварки MIG, чем для флюса.
$ 79
3 Хобарт Хэндлер 130
Купить сейчас
КАК : Отличная сварочная дуга, особенно для толстой стали, в сочетании с полезным EZ-режимом с автоматическими настройками, означает неизменно отсутствие напряжений. Компактнее, чем у конкурентов, и по хорошей цене.
НЕ НУЖДАЕТСЯ : Ограниченное количество аксессуаров, таких как дополнительная сварочная проволока или датчики газа (для тех, кто хочет также использовать MIG) по сравнению с конкурентами.
400 долл. США
4 Линкольн Электрик 140
Купить сейчас
НРАВИТСЯ : Использование этой машины было похоже на сварку кистью. Он плавный, мощный, простой в использовании и по разумной цене. У вас может возникнуть соблазн приобрести Lincoln 125HD и сэкономить 100 долларов, но не делайте этого. 140 позволяет работать с более толстыми материалами, а также может использоваться для сварки MIG.
140 позволяет работать с более толстыми материалами, а также может использоваться для сварки MIG.
НЕ НРАВИТСЯ на : Не такой тяжелый, как Miller или Vulcan, поэтому лучше оставить в магазине, чем доставлять на место работы.
524
5 Более продвинутый выбор: Vulcan OmniPro 220
Купить
Для более опытных сварщиков Vulcan OmniPro 220 (800 долл. США) выполняет порошковую сварку и сварку MIG, а также стержневой электрод, вольфрамовый электрод и присадочный пруток (TIG). Он универсальный и мощный, работает от 120 и 240 вольт. Чтобы протестировать его, мы отнесли его в JJ Cunningham & Sons в Бристоле, штат Пенсильвания. Майк Каннингем использовал OmniPro с порошковой проволокой и различными стержневыми электродами.Его мнение: «С этой штукой сваривать может любой». Вы используете ЖК-экран и диски для установки режима сварки. Я задавался вопросом, не преувеличивал ли Майк часть «кто-нибудь», поэтому я попробовал свои силы с электродом-стержнем, первым для меня, и вытащил аккуратную бусинку. Думаю, он был прав.
Думаю, он был прав.
6 Что такое дуговая сварка порошковой проволокой?
Любая сварка состоит из плавления основных металлов с последующим добавлением присадочного материала для их соединения. Думайте об этом как о клеевом пистолете, но на тысячи градусов горячее.В большинстве случаев металл плавится с помощью электрической дуги, как в свечах зажигания. Эта дуга создается путем передачи электричества от наконечника или электрода сварочного аппарата к металлу, с которым вы работаете, чтобы расплавить материал и создать сварной шов. Однако, когда сталь и другие металлы находятся в жидком состоянии, они становятся очень реактивными с воздухом и могут стать хрупкими и бесполезными. Для предотвращения такого смешения обычно требуются специальные защитные газы. Однако при дуговой сварке порошковой проволокой защитный «флюс» в сердечнике проволоки испаряется во время сварки, автоматически защищая сварной шов
Этот контент создается и поддерживается третьей стороной и импортируется на эту страницу, чтобы помочь пользователям указать свои адреса электронной почты. Вы можете найти дополнительную информацию об этом и подобном контенте на сайте piano.io.
Вы можете найти дополнительную информацию об этом и подобном контенте на сайте piano.io.
Реклама — продолжить чтение ниже
9 Общие проблемы при сварке и способы их устранения
Сварка — важная часть процесса изготовления металла. Однако сварка может вызвать множество различных проблем. Без надлежащей техники может возникнуть множество различных проблем. Вот некоторые из наиболее распространенных проблем, возникающих при сварке, и способы их устранения.
1. Брызги
Брызги возникают при образовании капель расплавленного материала вблизи сварочной дуги. Эта проблема обычно возникает во время газовой дуговой сварки (GMAW). Эта проблема обычно возникает из-за слишком высоких токов, неправильной полярности или недостаточной газовой защиты. Сварщики могут сделать несколько разных вещей, чтобы избежать разбрызгивания. Уменьшение сварочного тока и длины дуги может помочь избежать разбрызгивания, а также увеличить угол между горелкой и пластиной. Вам также следует дважды проверить правильность полярности, типа защитного газа и расхода. Очистка газового сопла также может помочь избежать разбрызгивания.
Вам также следует дважды проверить правильность полярности, типа защитного газа и расхода. Очистка газового сопла также может помочь избежать разбрызгивания.
2. Пористость
Пористость возникает из-за поглощения азота, кислорода и водорода в расплавленной сварочной ванне, который затем выделяется при затвердевании и остается в металле сварного шва. Пористость сварного шва может быть вызвана наличием влаги, ржавчины, жира или краски на краях пластины. Это также может быть вызвано недостаточной защитой газа и сваркой небольших зазоров с воздухом между ними.Существует несколько способов избежать образования пористости в сварном шве, например, повторный обжиг, использование свежих сварочных материалов и наличие сухих и чистых кромок листа. Вы также должны проверить сварочную горелку на герметичность и убедиться, что угол между горелкой и пластиной имеет правильный размер. Очистка газового сопла сварочного аппарата также поможет избежать этой проблемы.
3. Выточка
Поднутрение может возникнуть, если напряжение дуги слишком высокое или дуга слишком длинная. Это также может произойти при неправильном использовании электрода или неправильном угле, а также при использовании электрода, слишком большого для толщины пластины.Использование слишком высокой скорости движения также может привести к поднутрению. Чтобы избежать этой проблемы, следите за скоростью сварки, следите за количеством переплетений и не держите электрод рядом с вертикальной пластиной при выполнении горизонтального углового шва. Вам также следует избегать использования электрода большего размера, чем необходимо, поскольку при слишком большом количестве расплавленного металла может возникнуть подрез.
Это также может произойти при неправильном использовании электрода или неправильном угле, а также при использовании электрода, слишком большого для толщины пластины.Использование слишком высокой скорости движения также может привести к поднутрению. Чтобы избежать этой проблемы, следите за скоростью сварки, следите за количеством переплетений и не держите электрод рядом с вертикальной пластиной при выполнении горизонтального углового шва. Вам также следует избегать использования электрода большего размера, чем необходимо, поскольку при слишком большом количестве расплавленного металла может возникнуть подрез.
4. Деформация
Деформация может возникать при сжатии свариваемых металлов при охлаждении и закалке.Это может произойти, когда последовательность сварки не подходит для предполагаемого сварного шва, слишком много тонких валиков или недостаточный зажим перед сваркой. Чтобы избежать деформации, приваривайте с обеих сторон стыка и обязательно сваривайте от центра к краям в противоположных направлениях. Используйте большой электрод и надежно зажмите. Измените последовательность сварных швов и расположение стыка, если начинает происходить деформация. Меньшее количество проходов во время сварки также может помочь избежать деформации.
Используйте большой электрод и надежно зажмите. Измените последовательность сварных швов и расположение стыка, если начинает происходить деформация. Меньшее количество проходов во время сварки также может помочь избежать деформации.
5. Трещины
Трещины возникают при сварке, так как со временем они могут увеличиваться.Устранить трещину не так просто, как заполнить щель материалом. Необходимо зашлифовать трещины и выполнить новую сварку, чтобы исправить ошибку. По этой причине предотвратить трещины легче, чем исправить их. Чтобы предотвратить появление трещин, вы должны потратить необходимое количество времени на шлифовку, очистку, опиливание и удаление заусенцев с краев пластин, чтобы они легко стыковались. Вы должны повторно нагреть обе стороны шва, убедившись, что температура правильная. Вы также должны убедиться, что у вас есть необходимое количество тепла перед сваркой, проверив настройки вашего аппарата.
6. Неполное проникновение и слияние
Неполное оплавление корня происходит, когда сварной шов не расплавляется на одной стороне стыка в корне. Неполное проникновение корней происходит, когда стыки с обеих сторон кровли не соединены. Эти проблемы, как правило, возникают во время процессов с использованием расходуемых электродов, когда сварной шов осаждается автоматически по мере того, как дуга поглощает электродную проволоку или стержень. Эти процессы обычно включают сварку MIG, MAG, FCAW, MMA и SAW. Решения этих проблем включают использование более широкого корневого зазора и использование электродов, диаметр которых примерно равен ширине зазора между корнем.При сварке следует использовать меньшую скорость хода и переплетение кромок пластин.
Неполное проникновение корней происходит, когда стыки с обеих сторон кровли не соединены. Эти проблемы, как правило, возникают во время процессов с использованием расходуемых электродов, когда сварной шов осаждается автоматически по мере того, как дуга поглощает электродную проволоку или стержень. Эти процессы обычно включают сварку MIG, MAG, FCAW, MMA и SAW. Решения этих проблем включают использование более широкого корневого зазора и использование электродов, диаметр которых примерно равен ширине зазора между корнем.При сварке следует использовать меньшую скорость хода и переплетение кромок пластин.
7. Включения шлака
Включения шлака возникают, когда мелкие частицы флюса застревают внутри металла шва, что препятствует полному проплавлению шва. Лучший способ предотвратить эту проблему — иметь в хорошем состоянии расходные детали с флюсовым покрытием. Также важно убедиться, что ток, напряжение и дуга правильные.
8. Неправильная доставка телеграммы
Эта проблема обычно приводит к дребезжанию кабеля пистолета.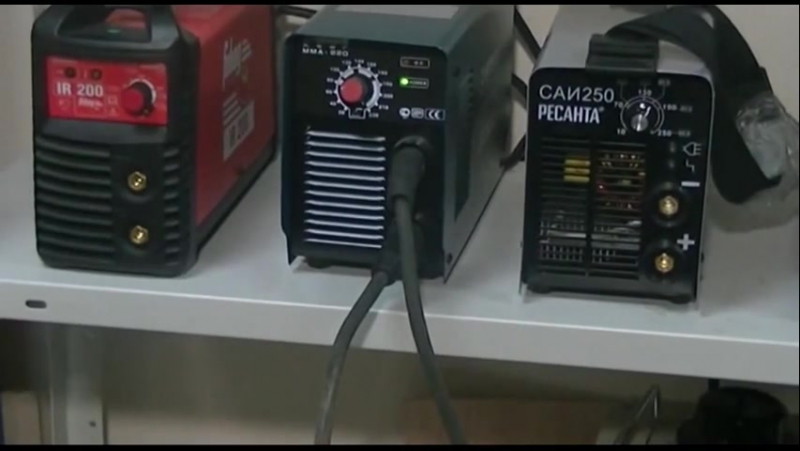 Это часто происходит из-за неправильной настройки оборудования, неправильного обслуживания или использования сварщиками наконечников, слишком больших для применения. Чтобы предотвратить неправильную подачу проволоки, проверьте размер наконечников перед сваркой, убедитесь, что наконечники не изношены и не требуют замены, а также убедитесь, что ведущие ролики и направляющие трубки находятся в непосредственной близости друг от друга.
Это часто происходит из-за неправильной настройки оборудования, неправильного обслуживания или использования сварщиками наконечников, слишком больших для применения. Чтобы предотвратить неправильную подачу проволоки, проверьте размер наконечников перед сваркой, убедитесь, что наконечники не изношены и не требуют замены, а также убедитесь, что ведущие ролики и направляющие трубки находятся в непосредственной близости друг от друга.
9. Хрупкие сварные швы
Другой распространенной проблемой при сварке является создание хрупких сварных швов, которые не выдерживают нагрузки. Оголенные электроды или электроды неправильного размера могут привести к хрупкости сварных швов.Для получения пластичных сварных швов обязательно используйте экранированные дуговые электроды, избегайте использования чрезмерного тока и проходите через сварной шов несколько раз.
CAMM Metals | CT Сварочные услуги
Для обеспечения минимальных искажений при сварке обращайтесь к профессионалам! Как подрядчик по КТ-сварке, мы специализируемся на сварке MIG и TIG стали, нержавеющей стали и алюминия и используем аппараты для импульсной сварки, чтобы контролировать нагрев детали, минимизировать деформацию и повышать качество производимых нами деталей.
После завершения сварки мы предлагаем множество собственных услуг. Эти услуги включают в себя проверку сварных швов с применением красителя, кислотную очистку и полировку сварных швов из нержавеющей стали. Кроме того, мы также можем сваривать и тестировать водонепроницаемые корпуса. Для тех клиентов, которым требуются сертифицированные сварные швы, мы можем сертифицировать наши сварные швы по AWS D1.1 и AWS D1.6.
Сильноточные сварочные диоды для сложных промышленных приложений
Особые требования к контактной сварке, даже несмотря на то, что она не является высококлассным приложением для силовой электроники, привели к постоянному развитию семейства устройств для конкретных приложений.В этой статье мы более подробно рассмотрим само приложение, требования, которым силовые полупроводники должны соответствовать при испытаниях на цикл нагрузки, а также компоненты, которые были разработаны для удовлетворения этих требований. Наконец, обсуждаются тенденции выпуска новых продуктов в ближайшем будущем.
Сварка сопротивлением
Контактная сварка — это метод, используемый в основном для соединения листов металла. Он включает в себя выделение тепла за счет пропускания тока через контактное сопротивление между металлическими поверхностями.Небольшие лужи расплавленного металла образуются в зоне сварного шва, когда пропускается большой ток.
После охлаждения участка образуется прочный стык. На Рисунке 1 показаны основные действительные и паразитные сопротивления вторичного контура сварочного трансформатора. Это демонстрирует важность отличных прямых характеристик диода. Сварочный диод должен иметь низкое сопротивление в цепи, чтобы быть успешным с точки зрения эффективности и срока службы. Любые дополнительные потери приводят к более высокому напряжению диодов в приложении.
Рисунок 1: Сопротивление сварочной цепи. Цвета представляют различные части и их соответствующие сопротивления По сравнению с другими методами сварки, контактная сварка очень эффективна, так как вызывает небольшое загрязнение и ограниченную деформацию заготовки. Он отличается высокой производительностью, легко поддается автоматизации и не требует присадочных материалов. Поэтому он широко используется в автомобильной промышленности, так как на большинстве автомобилей промышленными роботами выполнено несколько тысяч точечных сварных швов.
Он отличается высокой производительностью, легко поддается автоматизации и не требует присадочных материалов. Поэтому он широко используется в автомобильной промышленности, так как на большинстве автомобилей промышленными роботами выполнено несколько тысяч точечных сварных швов.
Принцип сварочного контура
Электрическая схема системы контактной сварки состоит из 4 частей, как показано на рисунке 2:
- Преобразователь частоты, который генерирует однофазное квазипрямоугольное напряжение и ток требуемой частоты из трехфазной синусоидальной волны. Обычно сварочные агрегаты собираются вместе с инвертором IGBT. Выход инвертора подключен к первичной обмотке трансформатора. Форма волны представляет собой прямоугольную последовательность импульсов ШИМ с типичной частотой 1 кГц и амплитудой 560 В.
- Трансформатор с вторичным напряжением в диапазоне 6-20 В, с 10 В является наиболее распространенным. Вторичный ток часто находится в диапазоне 10–20 кА, но может быть даже выше при сварке алюминия.
- Диодный выпрямитель для преобразования квазипрямоугольного тока в постоянный ток. Это сделано потому, что качество сварки намного лучше при использовании постоянного тока вместо переменного тока. Для уменьшения количества диодов, требуемых для выпрямления, рекомендуется выбрать соединение типа M2. Когда требуются более высокие токи, возможности увеличиваются за счет параллельного включения двух или более диодов.
- Сварочный пистолет с водоохлаждаемыми электродами, между которыми прижимаются соединяемые металлические листы.

Требуемые характеристики диодов для сварки
Для каждой модели автомобиля разработана индивидуальная сварочная система. В автомобильной промышленности трансформатор, выпрямитель и сварочный пистолет часто размещаются на руке робота. Таким образом, размер и вес имеют большое значение.Поскольку увеличение частоты уменьшает размер трансформатора при одинаковой мощности, тенденция заключается в увеличении частоты с 1 кГц, используемой сегодня, до примерно 10 кГц или, возможно, даже 20 кГц.
Определенные материалы также требуют определенной последовательности и требований сварки. Каждый материал имеет так называемый температурный диапазон пластичности, в котором он может легко деформироваться, плавиться и соединяться под действием приложенной силы. Стальные материалы и сплавы обладают широким диапазоном пластических температур и, следовательно, легко поддаются сварке плавлением.
С другой стороны, чистые металлы, такие как медь и алюминий, которые обладают высокой проводимостью (термически и электрически), имеют узкий диапазон пластических температур.Они требуют более точного времени, короткого времени сварки и более высоких уровней тока (см. Рисунок 3). Поэтому были разработаны новые сварочные системы с частотой 10 кГц. Все представленные аспекты применения отражены в характеристиках сварочных диодов АББ.
Рисунок 3: Параметры сварного шва, особые требования к материаламЦиклическая нагрузка
Успех применения в оборудовании для контактной сварки во многом зависит от правильного выбора сварочного диода и его правильной работы. Каждый цикл сварки представляет собой цикл нагрузки для диодов, а ожидаемый срок службы обычно составляет 10 миллионов циклов или даже больше. Это означает, что возможность переключения нагрузки диода имеет решающее значение для выбора компонента, и эта способность определяется колебаниями температуры, которым диод подвергается во время цикла.
Каждый цикл сварки представляет собой цикл нагрузки для диодов, а ожидаемый срок службы обычно составляет 10 миллионов циклов или даже больше. Это означает, что возможность переключения нагрузки диода имеет решающее значение для выбора компонента, и эта способность определяется колебаниями температуры, которым диод подвергается во время цикла.
Чтобы поддерживать минимальные колебания температуры во время цикла сварки, диоды должны быть спроектированы с учетом минимальных возможных потерь и термического сопротивления.Во время одной точки сварки на диод воздействуют быстрые импульсы тока (диапазон 1 кГц) от 10 до 50 кА и продолжительностью в сотни миллисекунд.
Температура перехода
Температура перехода в это время быстро повышается, обычно до Tjmax (180 ° C). Таким образом, работа сварочного диода — это сочетание импульсного тока, быстрой коммутации и частотной нагрузки.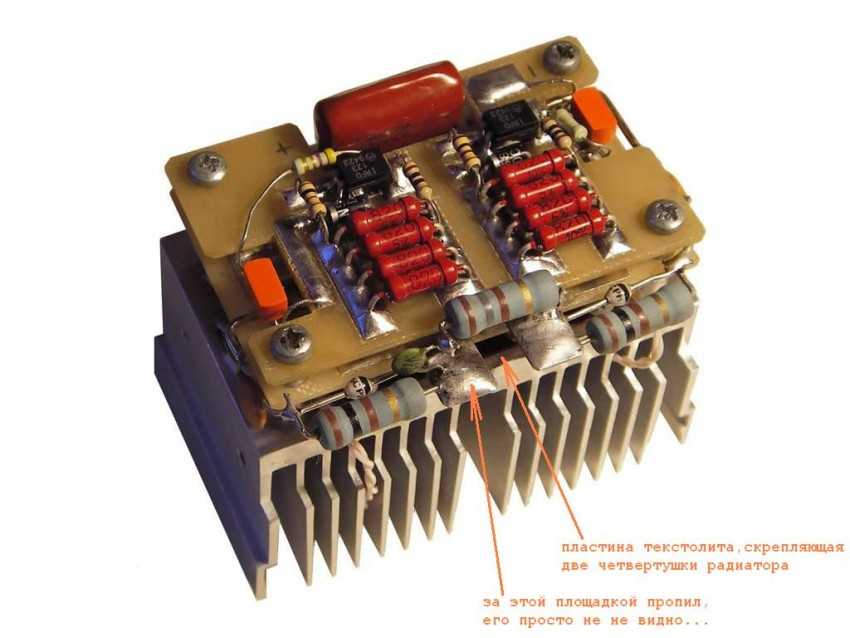 Срок службы диода также сильно зависит от конструкции диода, используемых материалов и качества его изготовления.
Срок службы диода также сильно зависит от конструкции диода, используемых материалов и качества его изготовления.
ABB сочетают в себе все функции, необходимые для таких экстремальных нагрузок, и устанавливают новые рекорды циклического переключения мощности для всех силовых полупроводниковых устройств в целом.
Рисунок 5: Сварочные диоды от ABB| Стандартные диски WD (до 2 кГц) | I FAVM (А) | Упаковка * (мм) |
| 5SDD 71X0400 | 7110 | 61/44 |
| 5SDD 71B0400 | 7110 | 63/44 |
| 5SDD 0120C0400 | 11350 | 75/57 |
| 5SDD 92Z0401 | 9250 | 53/47 |
| 5SDD 0105Z0401 | 10502 | 56/50 |
| 5SDD 0135Z0401 | 13500 | 64/57 |
| Высокочастотные WD (до 10 кГц) | I FAVM (А) | Упаковка * (мм) |
| 5SDF 63X0400 | 6266 | 61/44 |
| 5SDF 63B0400 | 6266 | 63/44 |
| 5SDF 0102C0400 | 10159 | 75/57 |
| 5SDF 90Z0401 | 9041 | 53/47 |
| 5SDF 0103Z0401 | 10266 | 56/50 |
| 5SDF 0131Z0401 | 13058 | 64/57 |
VRRM = 400 В
* Примечание: максимальный диаметр / диаметр полюсного наконечника
Таблица 1: Ассортимент сварочных диодов АББ
Сварочные диоды ABB
Компания ABB разработала обширный ассортимент сварочных диодов, который показан ниже на Рисунке 5 и в Таблице 1. Мы предлагаем стандартные сварочные диоды в герметичной упаковке или даже более тонкие версии, называемые безкорпусными диодами. В этой конфигурации кремниевый чип сварочного диода склеен в один прочный тонкий сэндвич вместе с двусторонними дисками из молибдена и верхним медным электродом. Этот тонкий корпус имеет преимущество еще более низкого теплового сопротивления. Дополнительным преимуществом является малый размер и малый вес диодов, что приветствуется для оборудования, установленного на руке робота.
Мы предлагаем стандартные сварочные диоды в герметичной упаковке или даже более тонкие версии, называемые безкорпусными диодами. В этой конфигурации кремниевый чип сварочного диода склеен в один прочный тонкий сэндвич вместе с двусторонними дисками из молибдена и верхним медным электродом. Этот тонкий корпус имеет преимущество еще более низкого теплового сопротивления. Дополнительным преимуществом является малый размер и малый вес диодов, что приветствуется для оборудования, установленного на руке робота.
Диодная многослойная структура
Многослойная диодная структура подтверждена многочисленными испытаниями с включением и включением питания, проведенными испытательной лабораторией ABB R&D, а также международным сотрудничеством с основными игроками в области контактной сварки.Успешные испытания диодов достигли значительно более 10 миллионов циклов без выхода из строя диодов или ухудшения параметров сварки.
Для удовлетворения требований к более высоким частотам была разработана новая группа высокочастотных сварочных диодов с высокой токовой нагрузкой в сочетании с превосходными характеристиками обратного восстановления. Эти новые функции позволят работать с высокой эффективностью на частотах около 10 кГц.
Эти новые функции позволят работать с высокой эффективностью на частотах около 10 кГц.
Сварочный диод представляет собой компонент, подверженный наибольшим нагрузкам.Надежность диодов и срок их службы являются ключевыми факторами успеха приложения. Сварочные диоды ABB считаются мировым эталоном.
Об авторе
Ладислав Радван — изобретатель, который также работает в ABB s.r.o. Полупроводники, в которой ABB является технологическим лидером, стимулирующим цифровую трансформацию отраслей. Имея более чем 130-летнюю историю инноваций, ABB имеет четыре ведущих мировых бизнеса, ориентированных на клиентов: электрификация, промышленная автоматизация, движение, робототехника и дискретная автоматизация, поддерживаемые цифровой платформой ABB Ability ™.В 2020 году подразделение ABB Power Grids будет передано Hitachi. Компания ABB работает более чем в 100 странах и насчитывает около 147 000 сотрудников.
Эта статья изначально была опубликована в журнале Bodo’s Power Systems.
Сварочные аппараты и машины для электродов E6010
Успех сварки зависит от наличия правильных инструментов и умения ими пользоваться. Для сварки труб, сварки в нестандартном положении и в полевых условиях с участием грязного или ржавого металла это означает использование электродов E6010 SMAW (стержневых) и источников сварочного тока, специально предназначенных для работы с этим электродом.
Наконечники электродов имеют разные характеристики, поскольку состав покрытия зависит от типа электрода. Согласно ASME, Раздел II, часть D (пар. A7.1), «Покрытия [на электроде E6010] содержат много целлюлозы, обычно превышающее 30% по весу. Другие материалы, обычно используемые в покрытии, включают диоксид титана, металлические раскислители, такие как ферромарганец, различные типы силикатов магния или алюминия и жидкий силикат натрия в качестве связующего ».
Из-за состава покрытия электроды E6010 обычно описываются как «целлюлозные» или «натриевые с высоким содержанием целлюлозы». Эти электроды обладают следующими характеристиками:
Эти электроды обладают следующими характеристиками:
- Глубоко проникающая, мощная дуга распылительного типа, которая помогает оператору добиться хорошей врезки на обеих сторонах шва при выполнении корневого прохода.
- Эти характеристики «копания» также делают электроды E6010 хорошим выбором для ремонтных работ в полевых условиях, поскольку копающая дуга может прожечь ржавчину, грязь и краску (тем не менее, ничто не заменит хорошую подготовку шва).
- Сварочная лужа, которая хорошо смачивается, но быстро остывает.Этот атрибут «быстрого замораживания» делает электроды E6010 особенно подходящими для сварки над головой. Операторам нравятся электроды E6010, потому что расплавленный металл остается в стыке и не так сильно падает на них, как на другие электроды, устанавливаемые во всех положениях.
- Тонкий слой шлака, который легко удаляется, упрощая очистку и подготовку к следующему сварочному проходу.
- Плоская поверхность сварного шва с крупной неравномерной рябью.

В совокупности эти характеристики позволяют использовать электроды E6010 для сварки труб, а также для таких применений, как полевое строительство, судостроительные верфи, водонапорные башни, сосуды высокого давления, напорные трубы, стальные отливки и стальные резервуары для хранения.
Подготовка шва
Для многих областей применения электродов E6010 требуется 100-процентное проникновение. В случае критических сварных швов 100% соединений будут подвергаться ультразвуковому контролю и другим проверкам. Обеспечение полного сплавления начинается с хорошей подготовки сварного шва, и для типичного стыкового шва с открытым корнем E6010 это означает:
- Снятие фаски с кромок трубы или листа; типичный скос составляет 37,5 градусов для трубы и 22,5 градуса для листа.
- Оставляем небольшую площадку «никель шириной» (примерно от 3/32 до 1/8 дюйма).Земля — это скошенная часть металла на краю стыка. Здесь металл должен быть толще, чтобы выдерживать тепло сварного шва; в противном случае сила дуги «пробьет» соединение.
- Создание зазора от 3/32 до 1/8 дюйма (или согласно спецификации). Чтобы обеспечить равномерный зазор, уловка старого сварщика труб состоит в том, чтобы согнуть кусок наполнителя TIG на 3/32 или 1/8 дюйма в U-образную форму и вставить его между секциями при прихватке.

И, говоря о прихватках, сделайте прихваточные швы примерно на 1 дюйм.длинный, затем используйте шлифовальный станок, чтобы сузить или «растушевать» каждый конец закрепки. Задача состоит в том, чтобы прихватка была достаточно толстой, чтобы дуга образовалась без прожига, но достаточно тонкой, чтобы тепло дуги поглотило прихватку. После установления дуги многие операторы кратковременно создают «длинную дугу» на электроде, чтобы нагреть середину прихватки, а затем уменьшают длину дуги («затягивают дугу»), когда они переходят от пера в зазор.
Взбивание и пауза
Электроды E6010 требуют трех особых методов манипуляции.Для начала помните, что напряжение пропорционально расстоянию. Длинная дуга увеличивает напряжение (и текучесть лужи), а короткая («плотная») дуга снижает напряжение и обеспечивает больший контроль над лужей. Электроды E6010 из-за характеристик возбуждающей дуги требуют плотной дуги. Инструкторы иногда советуют студентам просто протолкнуть электрод до упора в зазор («У вас длинная дуга. Зажмите ее!»).
Длинная дуга увеличивает напряжение (и текучесть лужи), а короткая («плотная») дуга снижает напряжение и обеспечивает больший контроль над лужей. Электроды E6010 из-за характеристик возбуждающей дуги требуют плотной дуги. Инструкторы иногда советуют студентам просто протолкнуть электрод до упора в зазор («У вас длинная дуга. Зажмите ее!»).
Второй и третий техники, известные как «взбить и сделать паузу» и «прочитать замочную скважину», должны работать в гармонии.Вместо того, чтобы перетаскивать электрод с постоянной скоростью и углом или раскачивать его из стороны в сторону, операторы «толкают» электрод вперед на долю дюйма (возможно, от 3/32 до 1/4 дюйма) и немедленно возвращают его примерно на 1/8 дюйма. дюйм и «сделайте паузу» на долю секунды, чтобы образовалась сварочная лужа.
Некоторые эксперты описывают движение хлыста и паузы как два шага вперед и один шаг назад; расстояние каждой ступеньки примерно равно диаметру электрода. Обратите внимание, что некоторые операторы фактически не приостанавливают работу. Скорее они медленно продвигаются вперед примерно на диаметр электрода, прежде чем снова взбить.
Скорее они медленно продвигаются вперед примерно на диаметр электрода, прежде чем снова взбить.
Взбивание электрода позволяет достичь нескольких целей. Во-первых, это дает луже возможность остыть, а также дает операторам возможность манипулировать лужей с большой степенью контроля. Во-вторых, он вытягивает расплавленный металл вперед, когда оператор перемещает электрод вперед. В-третьих, когда дуга контактирует с новым металлом, она врезается в боковые стороны стыка и открывает замочную скважину.
Чтение замочной скважины
При сварке открытого корневого шва с использованием техники взбивания и паузы операторы заметят «замочную скважину», открывающуюся, когда они проталкивают стержень вперед (это называется замочной скважиной, потому что она выглядит как отверстие на старинный замок).Хорошие сварщики могут прочитать замочную скважину и использовать ее, чтобы оценить подвод тепла. Кроме того, они регулируют технику хлыста и паузы, а также скорость движения, чтобы контролировать размер замочной скважины..jpg)
Если замочная скважина становится слишком большой, существует опасность пробоя дуги через соединение. Чтобы «спасти» сварной шов без разрыва дуги, решения включают увеличение скорости движения, поддержание максимально узкой дуги и создание небольшого овала, чтобы нагреться до фаски. Если это не удается, прекратите сварку и уменьшите силу тока.
The Right Welder
Электроды E6010 требуют большего напряжения, чем другие электроды. Кроме того, когда операторы взмахивают электродом, длина дуги изменяется, и источник сварочного тока должен поддерживать дугу.
Из-за этих двух проблем источники питания, подходящие для работы с электродами E6010, обладают двумя характеристиками. Во-первых, они имеют высокое напряжение разомкнутой цепи (OCV), которое представляет собой напряжение на электроде до возникновения дуги (например, отсутствие тока).Частая аналогия заключается в том, что OCV — и помните, что напряжение обеспечивает электрическое давление — похож на садовый шланг с включенной водой и до открытия форсунки. Источник питания, обеспечивающий хорошее электрическое давление, обеспечивает лучшее зажигание дуги.
Источник питания, обеспечивающий хорошее электрическое давление, обеспечивает лучшее зажигание дуги.
Во-вторых, хорошие сварочные аппараты E6010 имеют большой индуктор. Индуктор сопротивляется изменению электрического тока, проходящего через него. Говорят, что они «удерживают мощность» или действуют как «резерв мощности», чтобы поддерживать дугу, когда оператор манипулирует электродом.В обычных источниках питания и сварочных генераторах используются большие магнитные поля, такие как медная проволока, намотанная на ферритовый сердечник. В инверторных источниках питания используются электроника и магниты гораздо меньшего размера, чтобы минимизировать общий вес.
Обратите внимание, что инверторы должны быть специально разработаны для сварки электродом E6010. Добавление необходимых электронных компонентов и написание алгоритмов, обеспечивающих хорошие характеристики дуги, увеличивает стоимость устройства. Большинство небольших многопроцессорных инверторов, предназначенных для домашних сварщиков, просто не имеют этих компонентов (а у целевой аудитории нет навыков работы с электродами E6010, даже если бы они были).
В других случаях, как в случае с ESAB Rebel, производитель специально разработал его для работы с E6010. При подключении к 230 В переменного тока он обеспечивает 92,8 В постоянного тока OCV. Подключенный к 120 В переменного тока, он обеспечивает 77,6 В постоянного тока OCV. При сварке его номинальные выходы на ручку составляют 110 А / 24,5 В при рабочем цикле 20 процентов при 120 В переменного тока и 160 А / 26,5 В при рабочем цикле 20 процентов при 230 В переменного тока.
Благодаря хорошему OCV и схемам, разработанным для электродов E6010, Rebel предоставляет подрядчикам, сварщикам труб и другим профессионалам тип управления дугой, который они обычно ассоциируют с полноценной промышленной установкой — весом 40 фунтов.упаковка. Учитывая, что большинство сварщиков используют электрод E6010 диаметром 1/8 дюйма при силе тока от 70 до 100 ампер (DC EN или EP), Rebel представляет собой действительно портативное решение для сварки E6010.
Помимо традиционных применений в трубах и котлах, способность дуги E6010 проходить сквозь ржавчину и краску делает этот электрод подходящим выбором для ремонта в полевых условиях.
Большинство инверторов профессионального уровня также обеспечивают регулировку горячего пуска и регулировку силы дуги для настройки характеристик дуги для конкретных электродов.Горячий старт увеличивает ток сверх установленного значения на несколько миллисекунд, чтобы помочь установить дугу. Поскольку электроды E6010 «легко зажигаются» (особенно по сравнению с электродами E7018), они не нуждаются в большой помощи при горячем запуске; поэкспериментируйте со значениями от 0 до 15 процентов. Контроль силы дуги увеличивает силу тока, когда напряжение падает ниже определенного порога, что позволяет операторам проталкивать электрод в соединение без прилипания электрода. Электроды E6010 не нуждаются в дополнительном контроле Arc Force из-за их движущей дуги; поэкспериментируйте со значениями от 10 до 30 процентов.
Любой, кто начинает читать о сварке электродом, скоро узнает, что профессионалы в области сварки, выполняющие сварку труб, сосудов под давлением и других критически важных компонентов, не имеют себе равных, когда дело касается сварочных навыков. Одно из их отличительных качеств — способность многократно выполнять сварные швы «рентгеновского качества» с помощью электрода E6010. Чтобы перейти из ученика в подмастерье, сварщики затрачивают тысячи часов практики на промышленном оборудовании. Благодаря достижениям в области легких инверторов у этих профессионалов появился еще один инструмент, упрощающий работу, когда важна портативность.Кроме того, эти инверторы удовлетворяют потребности профессионалов, которым нужен домашний сварщик, работающий как их рабочая система. И хотя средний Джо дома на практике не справится с тысячами стрингеров, по крайней мере, есть устройство, которое позволяет ему пользоваться преимуществами электродов E6010.
Одно из их отличительных качеств — способность многократно выполнять сварные швы «рентгеновского качества» с помощью электрода E6010. Чтобы перейти из ученика в подмастерье, сварщики затрачивают тысячи часов практики на промышленном оборудовании. Благодаря достижениям в области легких инверторов у этих профессионалов появился еще один инструмент, упрощающий работу, когда важна портативность.Кроме того, эти инверторы удовлетворяют потребности профессионалов, которым нужен домашний сварщик, работающий как их рабочая система. И хотя средний Джо дома на практике не справится с тысячами стрингеров, по крайней мере, есть устройство, которое позволяет ему пользоваться преимуществами электродов E6010.
ESAB
Сварка лазером
Лазерная сварка продолжает развиваться, и производители обращают на это внимание
Лазерная система Amada сваривает нагревательную трубку сосуда высокого давления из нержавеющей стали толщиной 0,250 дюйма.По мере того, как все больше производителей оригинального оборудования (OEM) и мастерских «подогревают» идею лазерной сварки, многие обратили свое внимание на четыре конкретных технологии:
- Сварка кольцевых балок,
- Сварка под ключ,
- Библиотеки рецептов сварки и
- Импульсная сварка.

Все больше мастерских делают решительный шаг и приобретают системы лазерной сварки — как правило, когда подходящие приложения приходят через их двери или когда требуется заменить сварку MIG и TIG.
«В наши дни люди действительно начинают увлекаться лазером, — сказал Уэс Уиллер, менеджер по продажам Alpha Laser, Мидвилл, Пенсильвания. — Лазерная сварка традиционно связана с процессами ремонта, такими как ремонт инструментов и дорогостоящий ремонт. Поскольку лазеры становятся более эффективными, люди начинают использовать их для производственной сварки ».
Но со всем выбором на рынке, это потенциально может быть «более запутанным сейчас, чем это было три года назад», — сказала Трейси Рыба, старший менеджер по продукции мощных OEM-лазеров для Trumpf Inc., Фармингтон, Коннектикут. Вместе с тем он отметил, что множество OEM-проектов находятся в стадии разработки и готовятся к запуску — свидетельство того, что технологии лазерной сварки достигают успехов. «Я думаю, что мы только начинаем раскрывать потенциал».
Основным преимуществом лазерной сварки является возможность устранения таких этапов последующей обработки, как шлифовка и чистовая обработка.
По словам Дэна Белца, менеджера по продукции FLW Amada America Inc., в конечном итоге, проявление терпения в изучении вариантов и изучении того, что они могут делать, окупается., Буэна-Парк, Калифорния. «Если вы потратите время, чтобы понять, что он делает и что может, это просто феноменально. Есть некоторые детали, на которые можно посмотреть и не убедиться, были ли они сформированы или сварены ».
Несколько аппаратов для лазерной сварки ALFLak используются для соединения вставленных труб в отверстия.Несколько рецептов на разлив
Адаптировав библиотеку предварительно запрограммированных программ из своих систем лазерной резки ENSIS, Amada America теперь использует эту технологию для сварки.
За последние шесть лет группа из трех технических специалистов, включая Belz, совершенствовала систему сварки листового металла, идеально подходящую для соединения листов толщиной до «(6. 35 мм). Платформа доступна в двух вариантах мощностью 3 кВт: M3, со столом 15 футов (4,57 м), и M5, с двумя столами челнока 18 футов (5,49 м).
35 мм). Платформа доступна в двух вариантах мощностью 3 кВт: M3, со столом 15 футов (4,57 м), и M5, с двумя столами челнока 18 футов (5,49 м).
В этих системах технология ENSIS от Amada предлагает пользователям пять основных условий сварки, которые регулируют луч от ультратонкой формы для более толстой стали и глубокого проплавления до более плоской формы пончика для перекрытия более широких зазоров. Использование более плоской формы также облегчает сварку с волнообразной сваркой.
«У нас довольно много клиентов, которые сваривают сталь толщиной до дюйма», — отметил Белз.«Это прямо в рулевой рубке агрегата, а с нашей технологией 3000 Вт мощности более чем достаточно. Мы ориентированы на работу с листовым металлом даже толщиной 0,020 дюйма [0,51 мм], а также при необходимости можем применить присадочную проволоку ».
Платформа Amada также отлично подходит для соединения разнородных материалов: меди с нержавеющей, меди с мягкой сталью, меди с инконелем и инконелем с нержавеющей сталью. Белз и его команда также усовершенствовали соединения с подачей титановой проволоки для специального проекта.
Белз и его команда также усовершенствовали соединения с подачей титановой проволоки для специального проекта.
«Мы все еще экспериментируем, хотя у нас не всегда есть такой шанс поэкспериментировать, как раньше, потому что у нас много проектов — клиенты присылают нам детали и просят нас сварить их и научить их, как для лазерной сварки.«Такая загруженность, — добавил он, — означает, что компании Amada пришлось временно отложить попытки сваривать алюминий с нержавеющей сталью.
Для предотвращения пористости Amada предлагает два типа сопел, как с первичным, так и с вторичным потоком, поэтому защитный газ всегда находится близко к лазерному лучу. «Когда материал охлаждается, он все еще покрывается газом, поэтому вы устраняете пористость», — пояснил Белз.
Кроме того, «из-за длины волны, которую мы используем, а также из-за скорости, зона термического влияния практически отсутствует», — добавил он.«С большинством наших деталей можно работать без перчаток сразу после их сварки».
Между тем, Trumpf предоставляет своим OEM-клиентам около 40 рецептов для своей технологии «луч в луче» через программное обеспечение BrightLine Professional. «Это дает им отправную точку для наиболее распространенных материалов», — отметила Рыба.«Оттуда клиенты могут создать библиотеку и поэкспериментировать, какие варианты работают лучше». Программное обеспечение включает в себя настройки для различных материалов, толщин и стилей сварки.
Бонус луча в луче
Относительно новая концепция, которая продолжает набирать обороты, — это линейка систем лазерной обработки луча в луче. Компания Trumpf, пионер этой технологии, предлагает два таких решения: BrightLine Weld от подразделения лазерных технологий и FusionLine от подразделения станков. Кольцевая технология и одиночное волокно доступны для использования в TruLaser Weld 5000, представленном около трех лет назад.
Рыба отметил, что одновременное использование балок внутреннего сердечника и внешнего кольца значительно снижает разбрызгивание. Это увеличивает срок службы инструментов и приспособлений и снижает потребность в чистке защитных покровных стекол, что означает увеличение времени безотказной работы. Что еще более важно, повышаются скорость и качество сварки, особенно для алюминия и меди.
На меди внешнее кольцо действует как эффект предварительного нагрева, обеспечивая лучшую связь сердечника. Это обеспечивает стабильный процесс сварки, особенно на более низких скоростях, позволяя производить сварные швы с глубоким проплавлением и уменьшать разбрызгивание на 70–85 процентов.По его словам, благодаря предварительному нагреву меди перед сваркой BrightLine примерно в 10 раз быстрее, чем одноточечный луч. С помощью алюминия можно значительно уменьшить разбрызгивание и увеличить скорость. «Я могу увеличить мощность до 5 кВт и увеличить сварку почти в 7 раз, примерно до 35 метров в минуту», в зависимости от марки алюминия, — сказал Рыба. «Посадки с прессовой посадкой и стыковые швы работают хорошо, а сталь можно сваривать в три раза быстрее при той же мощности. При соединении алюминия с медью получается гораздо более качественный сварной шов ».
«Посадки с прессовой посадкой и стыковые швы работают хорошо, а сталь можно сваривать в три раза быстрее при той же мощности. При соединении алюминия с медью получается гораздо более качественный сварной шов ».
BrightLine можно регулировать с шагом в один процент мощности, пояснил Рыба, максимум до 90 процентов для одного луча и 10 процентов для другого.Операторы также могут переключаться с ядра на ядро на 100%. Все настройки распределения мощности выполняются в окне программного обеспечения TruControl.
Для волоконных лазеров Trumpf доступные диаметры внутренней и внешней сердцевины составляют 50-200 мкм, 100-400 мкм и 200-700 мкм.
В версии TruDisk Brightline оптический клин регулирует распределение мощности между двумя ядрами с помощью шагового двигателя. «Мы обнаружили, что 30–70 или 60–40, как правило, являются лучшим распределением мощности», — сказал Рыба.
Разница в качестве между одиночным и двойным лучом очевидна, добавил он.
«При традиционной одножильной лазерной сварке вы используете луч с плоским верхом или закругленную форму пули, что обычно используется при сварке внахлест с большим участком», — пояснил Рыба. «По мере того, как вы пытаетесь сваривать быстрее, замочная скважина становится нестабильной, и выходящие пары металла блокируются, поэтому приходится проталкиваться через ванну расплава и вытеснять часть этого расплава в виде брызг. BrightLine обеспечивает полугауссов центр и кольцо по внешнему краю. Это кольцо держит замочную скважину открытой и устойчивой. Профиль балки с двойным сердечником и поперечное сечение сварного шва напоминают форму шурупа для дерева, где передняя сторона внешнего кольца действует как предварительный нагрев или предварительный расплав, чтобы улучшить эффективность соединения сердечника, а задняя сторона стабилизирует замочную скважину, чтобы держать ее открытой.Стабилизация замочной скважины позволяет парам металла выходить без блокировки, уменьшая разбрызгивание на 70–97 процентов. Этот процесс также помогает предотвратить образование горячих трещин за счет замедления процесса охлаждения и немного сглаживает сварной шов ».
«По мере того, как вы пытаетесь сваривать быстрее, замочная скважина становится нестабильной, и выходящие пары металла блокируются, поэтому приходится проталкиваться через ванну расплава и вытеснять часть этого расплава в виде брызг. BrightLine обеспечивает полугауссов центр и кольцо по внешнему краю. Это кольцо держит замочную скважину открытой и устойчивой. Профиль балки с двойным сердечником и поперечное сечение сварного шва напоминают форму шурупа для дерева, где передняя сторона внешнего кольца действует как предварительный нагрев или предварительный расплав, чтобы улучшить эффективность соединения сердечника, а задняя сторона стабилизирует замочную скважину, чтобы держать ее открытой.Стабилизация замочной скважины позволяет парам металла выходить без блокировки, уменьшая разбрызгивание на 70–97 процентов. Этот процесс также помогает предотвратить образование горячих трещин за счет замедления процесса охлаждения и немного сглаживает сварной шов ».
Когда эта технология используется в пакете Trumpf FusionLine, магазины могут использовать этот узор в форме пончика для сохранения оригинального дизайна деталей, — добавил Масуд Харуни, менеджер по продукции для лазерной сварки.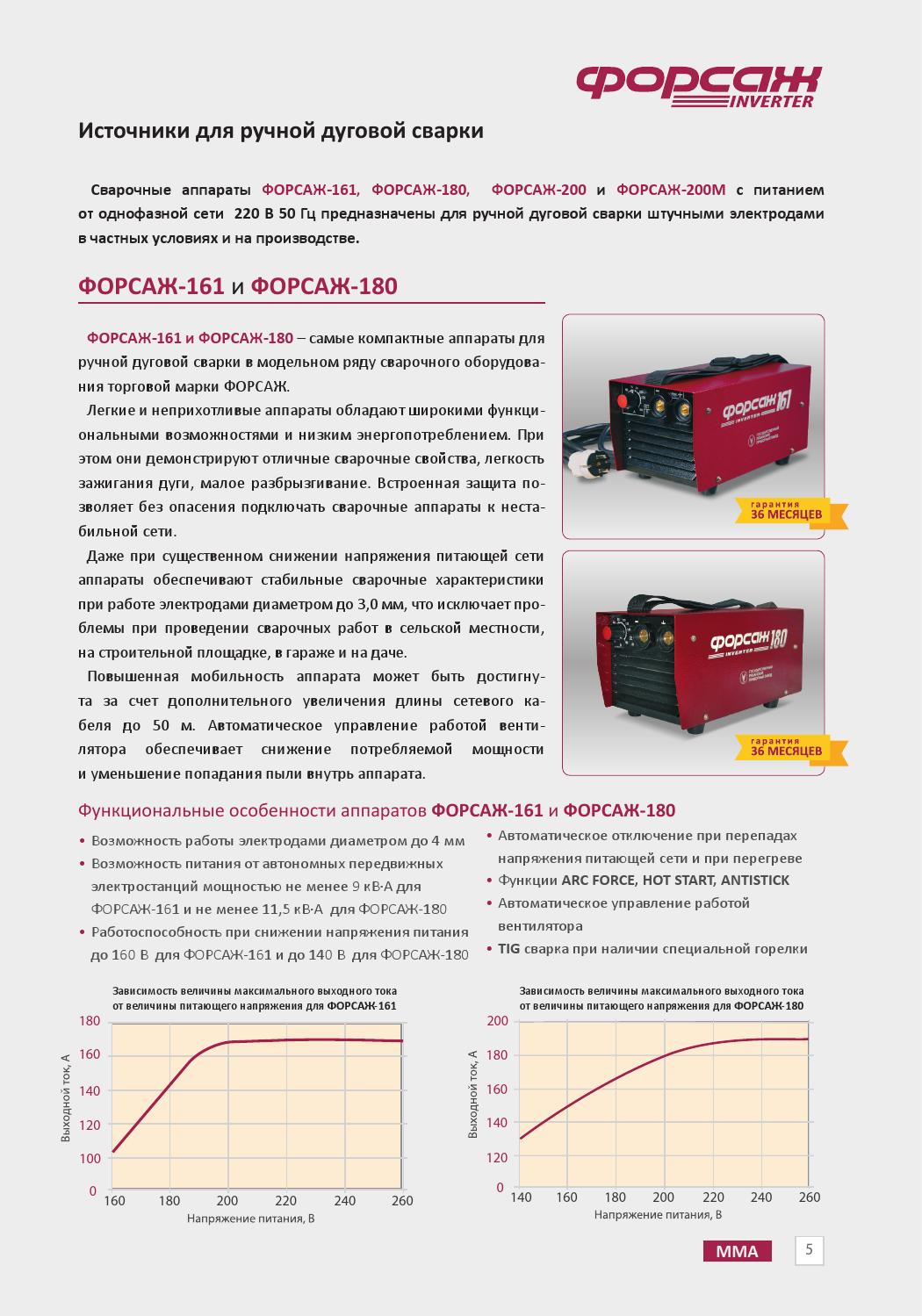 В таких случаях пользователи концентрируют больше энергии на внешнем сердечнике, а не на сварном зазоре.
В таких случаях пользователи концентрируют больше энергии на внешнем сердечнике, а не на сварном зазоре.
Готовые решения
Trumpf продолжает оказывать помощь магазинам с помощью TruLaser Weld 5000 под ключ, продолжил Харуни. Эти клиенты «рассчитывают, что мы поможем им и предоставим параметры процесса для увеличения производства».
Система лазерной сварки Amada выполняет 8 футов (2,44 м) сварного шва на крышке машины из холоднокатаной стали 22 калибра.Система предлагается в нескольких конфигурациях в зависимости от размера и количества деталей, в первую очередь для обработки листового металла. С помощью поворотного сменного стола операторы могут загружать и выгружать материал, пока сваривается другая заготовка.
«Особенно в пищевой промышленности есть много преимуществ, потому что объем последующей обработки, необходимой для того, чтобы детали были видны, огромен», — сказал Харуни. «Большинство наших потенциальных или нынешних клиентов используют сварку MIG и хотят перейти на лазер. Они сваривают 20 минут MIG, затем проводят шлифовку от 35 до 40 минут. С помощью лазерной сварки все, что они извлекают из нашей камеры, можно отправить на нанесение покрытия или в другой процесс, не касаясь этого ».
Они сваривают 20 минут MIG, затем проводят шлифовку от 35 до 40 минут. С помощью лазерной сварки все, что они извлекают из нашей камеры, можно отправить на нанесение покрытия или в другой процесс, не касаясь этого ».
В зависимости от мощности и области применения, добавил он, система может достигать скорости от 250 до 300 изображений в минуту.С более толстыми конструктивными деталями преимущества заключаются в предварительной обработке — например, в устранении краев толстого листа для подготовки деталей к сварке MIG.
Пределы тепловой нагрузки при импульсной сварке
Для мастерских, выполняющих ремонтные и производственные работы, импульсная сварка была удобна в применении благодаря ее способности ограничивать тепловложение. Импульсная сварка «щадящий процесс», — пояснил Уиллер из Alpha Laser. «Традиционно лазер непрерывного действия хочет получить проникновение; импульсный лазер все еще может проникать, но его можно использовать и для почти полного отсутствия проникновения. Системы Alpha Laser, включая серию ALFlak, имеют диапазон длительности импульса от 1 до 20 мс, при нормальном диапазоне от 5 до 7 мс.
Системы Alpha Laser, включая серию ALFlak, имеют диапазон длительности импульса от 1 до 20 мс, при нормальном диапазоне от 5 до 7 мс.
Alpha Lasers заявляет, что ее импульсные волоконные лазеры и лазеры на YAG превосходны в обеспечении низких уровней проникновения и низких скоростей разбавления — смеси между основным материалом и добавленным наполнителем. В одном примере, сравнивая импульсный лазер с процессом TIG, Уиллер отметил, что лазер выполнил наплавленный сварной шов размером 0,055 дюйма (1,40 мм) с зоной термического влияния всего на 0,008 дюйма (0,20 мм) ниже сварного шва и зоной разбавления сварного шва размером около 0.006 «(0,15 мм).« Это был тест для клиента, который не понял, когда я объяснил, что лазер имеет меньшее тепловложение », — вспоминает он.« Они спросили, что не так с сваркой TIG, и я сказал: «Давайте я объясню, что вы делаете со своим основным металлом ».
Что касается понимания производителями преимуществ импульсной сварки, Уиллер подчеркивает гибкость материалов. «Мы сделали все, от соединения меди до нержавеющей стали», — пояснил он. Благодаря бериллиево-медной основе «мы постоянно наносим на нее нержавеющую сталь.Мы работали со всеми высокотехнологичными металлами, суперсплавами, такими как инконель и стеллит, и чугуном. Обычный мир для нас — это традиционно инструментальная сталь. Одно из самых больших приложений, которое мы видим, — это работа с любыми видами нержавеющей стали, особенно с нержавеющей сталью серии 300, которые легко деформируются и отлично работают с лазером ».
«Мы сделали все, от соединения меди до нержавеющей стали», — пояснил он. Благодаря бериллиево-медной основе «мы постоянно наносим на нее нержавеющую сталь.Мы работали со всеми высокотехнологичными металлами, суперсплавами, такими как инконель и стеллит, и чугуном. Обычный мир для нас — это традиционно инструментальная сталь. Одно из самых больших приложений, которое мы видим, — это работа с любыми видами нержавеющей стали, особенно с нержавеющей сталью серии 300, которые легко деформируются и отлично работают с лазером ».
Что касается замены сварочных установок TIG, недавняя лазерная система Alpha Laser, которая была продана подразделению переключателей и управления крупной компании, резко снизила процент брака с 15 до 3 процентов, добавил Уилер.Эта ставка «должна быть еще ниже, если мы сможем добиться совершенства. Это принесет огромную пользу, уменьшив объем работы до и после — без предварительного нагрева или постобработки — и значительно сократит общее время цикла ». Еще одно применение в бумажной промышленности — сварка детали длиной 30 футов (9,14 м) с 6000 труб внутри. Есть даже некоторые разговоры о том, что одна импульсная лазерная система может заменить пару линий пайки.
Перспектива магазина
Когда резина попадает в дорогу, а точнее, когда луч попадает в металл, некоторые магазины создают впечатляющий репертуар для лазерной сварки.
Около 10 лет назад Phoenix Laser, Мидвилль, Пенсильвания, решила использовать немецкие Alpha Lasers и создала Alpha Laser U.S., чтобы служить дилером компании в Северной Америке. С тех пор Phoenix расширила свой ассортимент инструментов и штампов до лазерной наплавки и закалки. Когда-то Мидвилль был мировой столицей орудий труда, отмечает Уилер, с примерно 300 магазинами в радиусе 50 миль от штаб-квартиры Феникса. Сейчас у Феникса четыре места, в том числе в Канзас-Сити, Кайахога-Фолс, Огайо, и Бруквилле, Индиана., среди которых распространено более 20 систем лазерной сварки.
Ремонт инструмента и штампас помощью лазера является «сверхточным, со сверхнизким тепловложением благодаря отсутствию предварительного или последующего нагрева», — сказал Уиллер. «Мы можем сделать часть за 10 минут».
Phoenix недавно провела пробный запуск некоторых больших контейнеров, используя импульсную сварку швов. Поскольку стенки были особенно тонкими, возникли опасения, что от сварки TIG или CW лазером будет слишком много тепла.
Одним из наиболее преданных пользователей Alpha Laser является компания Chicago Welding and Fabrication, которая недавно приобрела установку мощностью 300 Вт.Компания Chicago Welding начала заниматься лазерной сваркой около 15 лет назад, вспоминает главный операционный директор Гэри Уэлтер, но современные аппараты были ненадежными. Начиная с ремонта пресс-форм и штампов, компания добавила в свой репертуар медицинскую и производственную сварку.
Первоначально лазерная сварка привлекала ограниченная зона термического влияния и отсутствие «побочного ущерба», — отметил он, — в конечном счете, «способность делать то, что иначе вы не смогли бы сделать». При этом он отметил, что для некоторых проектов вначале требуется комбинация TIG и лазерной сварки для деликатных участков.
Уилтер вспоминал, что после того, как сначала он испытал крутой курс обучения на старых системах, он отдает предпочтение таким компаниям, как Alpha Laser, которые «помогают вам делать все». Благодаря прецизионным деталям, которые используются в процессах Chicago Welding, «мы свариваем под микроскопом» и даже располагаем цехом для микрообработки. Благодаря универсальности и точности импульсных YAG-лазеров его компания может обрабатывать такие вещи, как сложные медицинские детали из специализированных нержавеющих сталей, которые деформируются при сварке TIG.
И хотя лазерная сварка идет медленнее, он добавил, «вы не получаете ни искажений, ни тепла.«По мере того, как появляются вакансии, очень важно правильно подобрать лазер, соответствующий возможностям лазера, чтобы предложить клиентам самое быстрое, экономичное и лучшее решение. И когда работа сделана правильно, его 300-ваттный Alpha Laser сделает свою работу. «Нам очень нравится эта машина, — сказал он.
Немного мудрости в сварке
Проведя интенсивный период доработки и расширения возможностей систем сварки листов Amada, Belz стремится посоветовать небольшим цехам, как заставить процесс работать на них. «С самого начала мы рассчитывали, что 99 процентов наших клиентов будут OEM-производителями», — напомнил он.Однако оказывается, что «большинство наших клиентов — это мастерские, которые много занимаются сваркой», хотя следующие несколько установок в его списке предназначались для OEM-производителей. «OEM-производителям потребовалось немного больше времени, чтобы адаптироваться к нему, но [теперь] они видят выгоду».
Среди производителей он отмечает два типа: сварочные и сварочные.
Первые «вероятно, сваривают 90 процентов своей продукции. У них есть сварщики, они разбираются в сварке, с ними легко работать, потому что они увидят, что мы делаем, они поймут это.Мы заходим, устанавливаем, обучаем их, а потом они нас вышвыривают и говорят: «Мы позвоним вам, когда вы нам понадобитесь».
Но для сварочных цехов «это проблема для них, потому что они не могут найти сварщиков или тратят слишком много времени на постобработку». Чтобы эти клиенты чувствовали себя комфортно со сваркой, «мы смотрим на их детали, смотрим на их CAD-ы и вносим некоторые изменения, чтобы сделать их более плотными и точными».
Этот этап модернизации имеет решающее значение для успеха, продолжил Белз. «У нас много клиентов, которые хотят научиться проектировать, чтобы оптимизировать лазерную сварку.У других есть существующие продуктовые линейки, и мы смотрим, какая часть или части вызывают наибольшую боль. Обычно их довольно много ».
После того, как процесс сварки был разработан, протестирован, испытан и установлен, практически вся постобработка исключается. Детали могут идти «прямо в окрасочную камеру: больше не нужно шлифовать сварные швы». В конце концов, «одни клиенты хотят использовать его для определенных деталей и ничего другого, в то время как другие хотят использовать его для всего. Вы должны отсортировать это ».
Стоит отметить, что в прошлом году Национальный институт стандартов и технологий представил свой трехлетний проект по сбору данных по наиболее фундаментальным аспектам лазерной сварки.Эти данные используются разработчиками компьютерных моделей для моделирования лазерной сварки, чтобы дать производителям больше контроля над процессом.
Проект иллюстрирует ключевой момент: лазерная сварка — особенно в отношении контроля брызг, трещин и пористости при максимальном увеличении производительности — находится в стадии разработки, несмотря на большие успехи во многих отраслях промышленности.
Мировой рынок аппаратов для лазерной сварки по типу, применению, сегментации, по регионам и странам Прогноз на 2018-2023 гг. — SoccerNurds
Аппараты для лазерной сварки Мировой рынок — Обзор
Мировой рынок аппаратов для лазерной сварки растет быстрыми темпами.Согласно недавнему отчету об исследовании, опубликованному Market Research Future, мировой рынок аппаратов для лазерной сварки будет расти быстрыми темпами в течение прогнозируемого периода. Прогнозируется, что к 2027 году на рынке будет наблюдаться медленный, но устойчивый рост, который будет положительным при умеренном CAGR в течение прогнозируемого периода (2016-2027).
Получите бесплатный образец отчета: https://www.marketresearchfuture.com/sample_request/4240
Под лазерной сваркой понимается использование лазерного луча в качестве концентрированного источника тепла для соединения нескольких частей из разных материалов.Лазер — это сфокусированный источник тепла, который помогает создать прочный шов на относительно высокой скорости. Тепло, необходимое для сварки, передается сильно сфокусированным световым лучом диаметром всего две тысячных дюйма. Сварка проводится серией коротких импульсов, которые плавят металл для создания высококачественного шва. В зависимости от конкретной сварочной задачи может потребоваться присадочный материал, как при сварке TIG. Поскольку лазерный луч сильно сфокусирован, тепловложение сводится к минимуму, и детали можно обрабатывать практически сразу.
ТАКЖЕ ПРОЧИТАЙТЕ: https://wekomal18.tumblr.com/post/640377757032939520/laser-welding-machine-market-2021-covid-19
Ожидается, что рынок аппаратов для лазерной сварки значительно вырастет в течение прогнозируемого периода благодаря термостабильности, обеспечиваемой аппаратом для лазерной сварки, что помогает сократить отходы от свариваемых материалов. Использование лазерной сварки также помогает избежать использования клея и химических добавок при сварочных операциях.Растущее использование лазерных сварочных аппаратов в различных приложениях конечных пользователей, таких как медицина, ювелирная промышленность, автомобилестроение и электроника, среди прочего, также способствует росту рынка. Спрос на сварочные аппараты также будет расти с появлением инновационных продуктов, достижений в производственном процессе и технологических усовершенствований.
Среди всех технологий, которые используются на мировом рынке машин для лазерной сварки, ожидается, что в течение прогнозируемого периода будет значительно расти количество машин для лазерной сварки волокон.Волоконные лазеры облегчают эффективную доставку света в желаемое место свариваемого металла, поскольку не требуют дорогих оптических зеркал и других движущихся частей, таких как дисковый лазер среди прочего. В этой технологии свет волоконного лазера усиливается и направляется через оптоволоконный кабель.
Ключевые игроки
ТАКЖЕ ПРОЧИТАЙТЕ: https://marketresearchandgrowthforecast.blogspot.com/2021/02/fleet-management-market-next-big.html
Emerson Electric Company (США), IPG Photonics (США), O.R. Lasertechnologie (Германия), TRUMPF Group (Германия), Amada Miyachi Co., Ltd, (США), FANUC Robotics (Япония), Golden Laser (Китай), GSI Group, Inc. (США), JENOPTIK AG. (Германия), LaserStar Technologies Corporation (США) и другие являются одними из видных игроков, представленных в MRFR Analysis, и находятся в авангарде конкуренции на мировом рынке аппаратов для лазерной сварки.
Промышленность / инновации / Новости по теме:
, июнь, 2016 — Новые аппараты для лазерной сварки GLX-3 от Branson Ultrasonics, подразделения Emerson, обеспечивают чистую и высокоскоростную лазерную сварку широкоформатных пластиковых деталей более сложной формы для удовлетворения растущих потребностей автомобильной, бытовой, медицинской и других отраслей промышленности. фильтрация и другие приложения, требующие сварки без твердых частиц с превосходным эстетическим качеством.Новый лазерный сварочный аппарат GLX-3 включает в себя расширенные функции, в том числе запатентованный Брэнсоном процесс одновременной сквозной инфракрасной передачи (STTIr), который нагревает, плавит и соединяет всю линию сварки двух или более деталей одновременно. По сравнению со сканированием или отслеживанием процессов лазерной сварки, которые должны проходить по всей длине линии сварного шва для достижения нагрева, STTIr Брэнсона приводит к значительно более быстрому циклу сварки на больших деталях и более точному плавлению линии сварки.
ТАКЖЕ ЧИТАЙТЕ: http: // www.indymedia.org.nz/articles/32223
Май, 2017 — Корпорация IPG Photonics объявила о приобретении OptiGrate Corporation, пионера и ведущего производителя высококачественных технологий брэгговских решеток с объемным чирпом (VBG). Компоненты на основе OptiGrate VBG позволяют значительно улучшить производительность, миниатюризацию и снижение стоимости сверхбыстрых импульсных лазеров для обработки микроматериалов, медицинских и других приложений. OptiGrate является поставщиком IPG, и по мере углубления этих отношений компании определили, что объединение является сильной взаимной выгодой.«Как технологический лидер в области решеток Брэгга и термопреломляющего стекла, OptiGrate поможет IPG разрабатывать новые передовые решения и улучшать наши текущие продукты и компоненты», — сказал Феликс Стукалин, старший вице-президент IPG по операциям в Северной Америке. «IPG уделяет большое внимание продвижению использования лазеров во всем мире и используемых в них технологий. Таким образом, это приобретение завершает внутренний набор основных компонентов IPG для наших революционных линий сверхбыстрых импульсных лазеров, которые мы представляем на рынке.».
Март 2013 г. — Miyachi Unitek Corporation, ведущий производитель сварочного оборудования и систем лазерной обработки, объявила, что Amada Co., Ltd завершила поглощение Miyachi Corporation 21 марта 2013 г. Miyachi теперь является консолидированной дочерней компанией Amada. Объединенные компании сформировали прочный глобальный альянс, и ожидается, что они распространят существующие технологии в новых областях, будут сотрудничать в области бизнес-систем и лучше адаптироваться к колебаниям рынка.
Amada Co., Ltd. — ведущая японская компания со штаб-квартирой в Исехара, Канагава, которая разрабатывает, производит, продает и обслуживает продукты и системы для обработки листового металла, резки металла, прессования и механической обработки. Компания была основана в 1946 году и котируется на Токийской фондовой бирже. По состоянию на март 2012 года у нее 60 дочерних компаний (17 в Японии и 43 за рубежом) и 6 467 сотрудников. Консолидированный чистый объем продаж за финансовый год, закончившийся в марте 2012 года, составил 186 миллиардов японских иен.
ТАКЖЕ ЧИТАЙТЕ: https: // wekomal18.tumblr.com/post/642008808970993664/renewable-energy-inverters-market-analysis-2021
Рынок аппаратов для лазерной сварки — сегментация
Мировой рынок аппаратов для лазерной сварки разделен на 3 основных показателя для удобства составления отчета и лучшего понимания;
Сегментация по технологиям: включает аппарат для волоконной лазерной сварки, сварочный аппарат для угольного лазера и аппарат для твердотельной лазерной сварки.
Сегментация по областям применения: включает медицину, электронику, ювелирную промышленность, автомобилестроение, изготовление инструментов и пресс-форм и прочее
Сегментация по регионам: включает географические регионы — Северная Америка, Европа, Азиатско-Тихоокеанский регион и остальные страны.
Рынок аппаратов для лазерной сварки: региональный анализ
Ожидается, что европейский регион значительно вырастет в прогнозируемом периоде среди всех регионов благодаря таким факторам, как растущая тенденция автоматизации, постоянный прогресс в сварочных технологиях и быстрое увеличение проектов развития инфраструктуры. Рост рынка в регионе будет и далее поддерживаться быстрой урбанизацией, увеличением располагаемых доходов населения и увеличением государственного финансирования.
Об исследовании рынка Будущее:
Market Research Future (MRFR) — это глобальная исследовательская компания, которая получает огромное удовольствие от своих услуг, предоставляя подробное и надежное исследование различных отраслей и потребителей по всему миру. Методология MRFR объединяет конфиденциальную информацию с различными источниками данных, чтобы предоставить клиенту всестороннее понимание текущих ключевых тенденций, предстоящих событий и шагов, которые необходимо предпринять на основе этих аспектов.
Нашей быстро развивающейся компании по исследованию рынка помогает компетентная команда аналитиков-исследователей, которые предоставляют полезные аналитические данные и данные о технологических и экономических разработках. Наши предполагаемые аналитики посещают предприятия и собирают ценную информацию от влиятельных игроков рынка. Наша основная цель — информировать наших клиентов о новых возможностях и проблемах на различных рынках. Мы предлагаем пошаговую помощь нашим уважаемым клиентам в виде стратегических и консалтинговых услуг для принятия управленческих и действенных решений.
Свяжитесь с нами:
Исследование рынка Будущее
Офис № 524/528, Аманора Палаты
Magarpatta Road, Хадапсар
Пуна — 411028
Махараштра, Индия
+1 646 845 9312
Электронная почта:
[адрес электронной почты защищен]
https://soccernurds.com/Kenmore elite parts
Внутренний поручень для автофургона
Целевые стеклянные контейнеры для хранения
Надежные детали — ваш официальный дистрибьютор запчастей для посудомоечных машин, сушилок, духовок, холодильников, стиральных машин, микроволновых печей и барбекю Грили для всех основных брендов бытовой техники.10141734 Модель плиты / духовки Kenmore 101.41734 (10141734, 101 41734) Детали 10141735 Модель плиты / печи Kenmore 101.41735 (10141735, 101 41735) Детали 10141736 Модель плиты / печи Kenmore 101.41736 (10141736, 101 41736) Детали июн 26 , 2017 · Схема запчастей элитной посудомоечной машины Kenmore. Вот фотогалерея, где представлена схема деталей посудомоечной машины Kenmore Elite 665 вместе с описанием изображения. Найдите нужное изображение. Мы пытаемся обсудить это изображение схемы частей элитной посудомоечной машины Kenmore на этой странице, потому что, согласно фактам, полученным из поисковой системы Google, это один…
Ib Economics paper 1 вопросы и ответы
Запчасти для бытовой техники Frigidaire канада
Покупайте наш обширный выбор швейных машин, деталей, аксессуаров, понятий и тканей! Быстрая доставка. Бесплатная доставка от 49 долларов. Легкий 90-дневный возврат. 3 ОГРАНИЧЕННАЯ ГАРАНТИЯ KENMORE ELITE® Если это устройство установлено, эксплуатируется и обслуживается в соответствии со всеми прилагаемыми инструкциями, действует следующая гарантия. Чтобы организовать гарантийное обслуживание, позвоните по телефону 18004MYHOME ® (18004694663).В течение двух лет с даты покупки любая деталь посудомоечной машины, выходящая из строя из-за … Ремонт посудомоечной машины Kenmore Запасная часть с отсечкой по температуре. На диаграмме деталей посудомоечной машины Kenmore Elite 665 есть другой график. Схема деталей посудомоечной машины Kenmore Elite 665 Кроме того, на ней будет изображение, которое можно увидеть в галерее схемы деталей посудомоечной машины Kenmore Elite 665. Коллекция, состоящая из …
Койловеры Raceland primo mk4
Медсестра ухаживает за клиентом с антисоциальным расстройством личности и получает
Найдите много новых и подержанных опций и получите лучшие предложения на бывшие в употреблении детали, полки и т. Д. Бункеры, электроника, для Kenmore Elite / LG 795.74053.411 по лучшим онлайн ценам на eBay! Бесплатная доставка для многих товаров!
Руководство по ручке Nectarbee
Лучшая книга 2 по физике
Качественные запасные части Kenmore из ремонтной клиники От кухонной техники, такой как холодильники, посудомоечные машины и плиты, до стиральных машин и т. Д., У Kenmore есть инновации, которые поражают. Чтобы поддерживать все свои продукты Kenmore в отличном состоянии, вы можете положиться на Repair Clinic. Популярные запчасти для посудомоечной машины Kenmore. Ваша цена $ 5,30 Под заказ Добавить в корзину Стойка Track Stop ★★★★★ ★★★★★ (35) Номер PartSelect PS11746591.Номер детали производителя … Посудомоечная машина Kenmore Elite — это высококачественный продукт со встроенной функцией настройки температуры воды, различными настройками воды и циклами стирки в зависимости от количества или типа загруженной посуды. Внутри нее имеется мощный распылитель, чтобы вытащить самые жесткие морилки.