Сварочная дуга — это… Что такое Сварочная дуга?
- Сварочная дуга
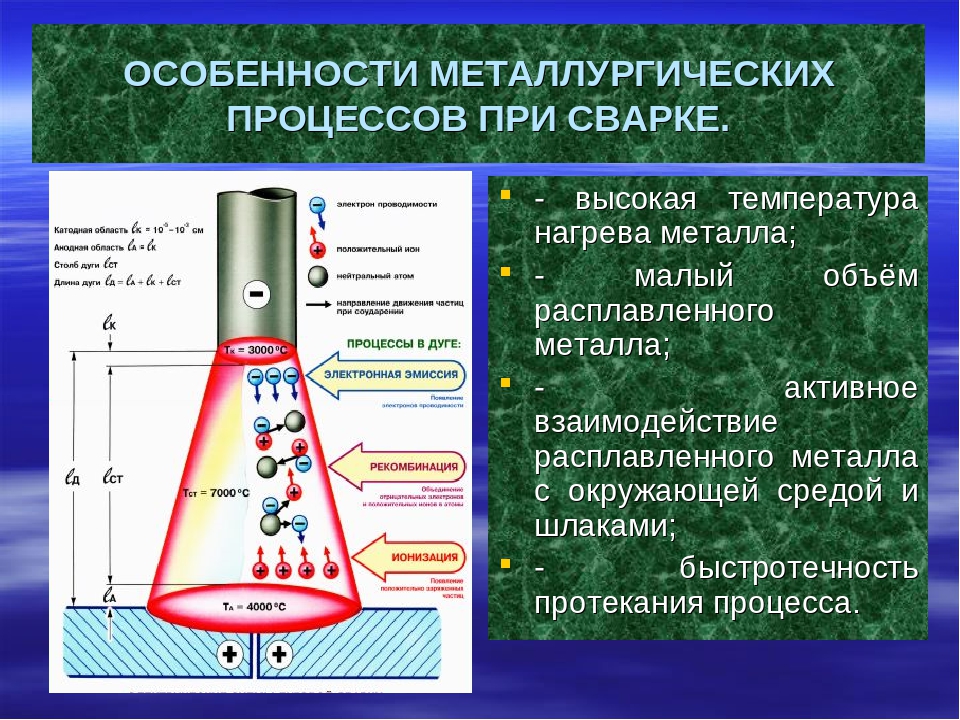
- электрическая дуга, образующаяся в зоне сварки (См. Сварка) (или резки) при прохождении электрического тока через газ между электродами. С. д. — наиболее развитая форма разряда в газах (см. Дуговой разряд), характеризующаяся малым напряжением, большим током, наличием ионизации газов в дуговом промежутке. Ионизируемый газ столба дугового разряда ярко светится и имеет температуру 6000—10000 °С в осевой части столба разряда. Основной фактор ионизации — высокая температура, поддерживаемая притоком энергии из питающей цепи. Напряжение С. д., т. е. напряжение между концами электродов, существенно зависит от длины дуги, силы тока, материала и размера сварочных электродов, состава и давления газа и других факторов. Для управления свойствами С. д. изменяют длину дуги от 0,01 до 1 см, силу тока от 0,5 до 3000 а, давление газа от 10
 д.
д.Тепловая мощность С. д. лежит в пределах от 10 до 105вт при концентрации от 102 до 105 вт/см2. Широкий диапазон мощностей позволяет применять С. д. для сварки и резки различных материалов толщиной от 0,05 до 100 мм за один или несколько проходов.
Г. И. Лесков.
Схема дугового разряда при сварке: 1 — катод; 2 — столб дугового разряда; 3 — анод; 4 — пламя сварочной дуги.
 д.
д.Большая советская энциклопедия. — М.: Советская энциклопедия. 1969—1978.
- Сварочная горелка
- Сварочное железо
Смотреть что такое «Сварочная дуга» в других словарях:
сварочная дуга — Стабильный разряд электричества в ионизированной атмосфере газов и паров металла, возникающий между основным металлом и электродом.
[http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчикасварочная дуга — suvirinimo lankas statusas T sritis automatika atitikmenys: angl. welding arc vok. Schweißlichtbogen, m rus. сварочная дуга, f pranc. arc de soudage, m … Automatikos terminų žodynas
сварочная дуга косвенного действия — Сварочная дуга, при которой объект сварки не включён в цепь сварочного тока. [http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика
сварочная дуга прямого действия — Сварочная дуга, при которой объект сварки включен в цепь сварочного тока. [http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика
сварочная дуга с возрастающей характеристикой — Сварочная дуга с зависимостью тока дуги от напряжения. [http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика
сварочная дуга с жёсткой характеристикой — Сварочная дуга без зависимости тока дуги от напряжения.
[http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчикакороткая сварочная дуга — Сварочная дуга небольшой длины. [http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика
сварочная цепь — 3.11 сварочная цепь: Цепь, которая включает в себя все проводящие элементы, через которые будет протекать сварочный ток. Примечания 1 При дуговой сварке дуга является частью сварочной цепи. 2 В некоторых процессах дуговой сварки дуга может быть… … Словарь-справочник терминов нормативно-технической документации
Сварка — технологический процесс соединения твёрдых материалов в результате действия межатомных сил, которое происходит при местном сплавлении или совместном пластическом деформировании свариваемых частей. С. получают изделия из металла и… … Большая советская энциклопедия
Сварка — Сварщик за работой Сварка это технологический процесс получения неразъёмного соединения посредством установления межатомных и межмолекулярных связей между свариваемыми частями изделия при их нагреве (местном или общем), и/или … Википедия
 [http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика
[http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика [http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчика
[http://sl3d.ru/o slovare.html] Тематики машиностроение в целом … Справочник технического переводчикаТеоретические сведения
Лабораторная работа № 7
Тема: «Электрическая дуга и ее применение в сварочных работах»
Цель
работы —
изучить основные определения сварочной
дуги, виды, строение и свойства сварочной
дуги.
Вопрос 1. Определение сварочной дуги. Виды, строение и свойства сварочной дуги.
Сварочной
дугой называют мощный, длительно существующий
электрический разряд между находящимися
под напряжением электродами в смеси
газов и паров. Дуга характеризуется
высокой
температурой и большой плотностью тока.
Сварочная дуга как потребитель энергии
и источник
питания дуги (сварочный трансформатор,
генератор или выпрямитель) образует
взаимно связанную
энергетическую систему. Различают два
режима работы этой системы: 1) статический,
когда
величины напряжения и тока в системе в
течение достаточно длительного времени
не изменяются;
2) переходной (динамический), когда
величины напряжения и тока в системе
непрерывно
изменяются. Однако во всех случаях режим
горения сварочной дуги определяется
током
(),
напряжением (),
величиной промежутка между электродами
(так называемым дуговым
промежутком) и связью между ними.
В дуговом промежутке (рис. 1, а) различают три области: анодную 1, катодную 2 и столб дуги 3. Падение напряжения в анодной и катодной областях постоянно для данных условий сварки. Падение напряжения в единице длины столба дуги — также величина постоянная. Поэтому зависимость напряжения дуги от ее длины имеет линейный характер (рис. 1, б).
Устойчивость
сварочной дуги определяется соотношением
между током и напряжением. Графическое
изображение этой зависимости (рис. 2)
при постоянной длине дуги называется
статической вольт-амперной
характеристикой дуги.
На графике отчетливо видны три основных
участка: увеличение тока на участке I сопровождается понижением напряжения
на дуге; на участке II напряжение на дуге изменяется мало; на
участке III напряжение возрастает. Режимы горения
сварочной
дуги, соответствующие первому участку,
неустойчивы при напряжениях существующих
источников
питания. Практически сварочная дуга
будет устойчивой на втором и третьем
участках вольт-амперной характеристики.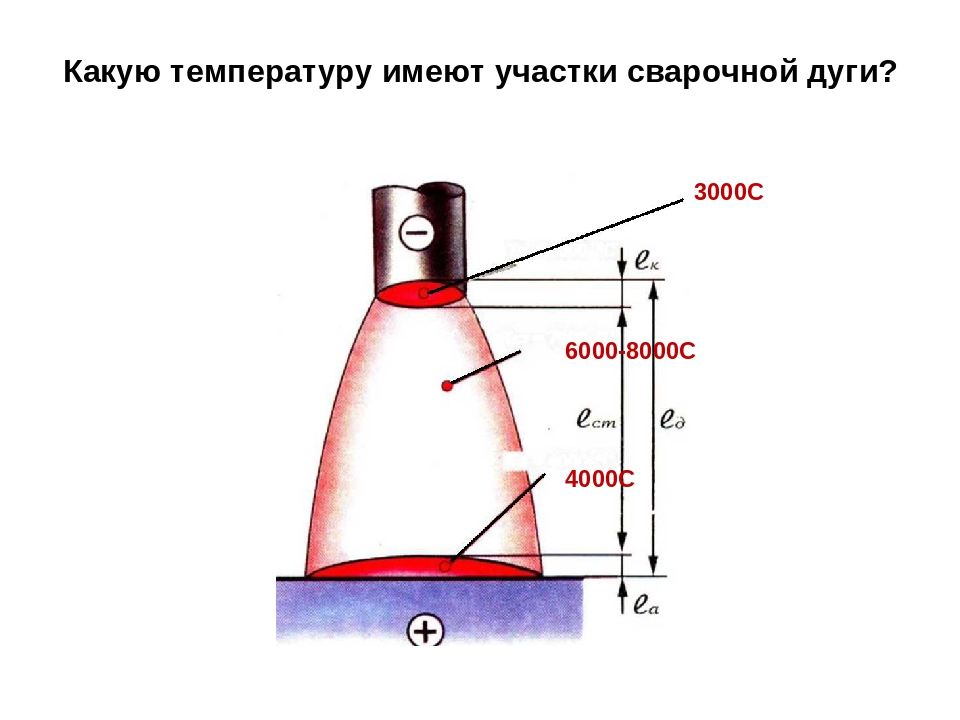
Рисунок 1. Сварочная дуга, горящая между неплавящимися электродами:
а — схема дуги, б — зависимость напряжения дуги (Уд) от величины дугового промежутка (): 1 анодная область, 2 — катодная область, 3 — столб дуги
Рисунок 2. Вольт-амперная характеристика дуги
Свет дуги ослепительно яркий и используется в различных осветительных устройствах. Дуга излучает большое количество видимых и невидимых тепловых (инфракрасных) и химических (ультрафиолетовых) лучей. Невидимые лучи вызывают воспаление глаз и обжигают кожу человека, поэтому для защиты от них сварщики применяют специальные щитки и спецодежду.
В зависимости от среды, в которой происходит дуговой разряд, различают следующие сварочные дуги:
Открытая дуга.
Горит в воздухе. Состав газовой
среды зоны дуги— воздух с примесью
паров свариваемого металла,
материала электродов и электродных
покрытий.Закрытая дуга. Горит под слоем флюса. Состав газовой среды зоны дуги — пары основного металла, материала электрода и защитного флюса.
Дуга с подачей защитных газов. В дугу подаются под давлением различные газы — гелий, аргон, углекислый газ, водород, светильный газ и различные смеси газов. Состав газовой среды в зоне дуги — атмосфера защитного газа, пары материала электрода и основного металла.
 Горит в воздухе. Состав газовой
среды зоны дуги— воздух с примесью
паров свариваемого металла,
материала электродов и электродных
покрытий.
Горит в воздухе. Состав газовой
среды зоны дуги— воздух с примесью
паров свариваемого металла,
материала электродов и электродных
покрытий. Питание
дуги может осуществляться от источников
постоянного или переменного тока. В
случае питания постоянным током различают
дугу прямой полярности (минус источника
питания на электроде, плюс — на основном
металле) и обратной полярности (минус
на основном металле, плюс на электроде).
В зависимости от материала электродов
дуги различают с плавким (металлическим)
и неплавким (угольным, вольфрамовым,
керамическим и др.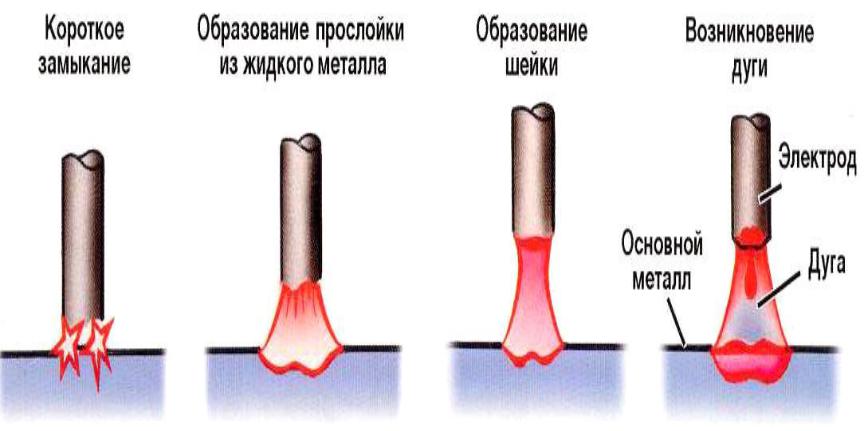
При сварке дуга может быть прямого действия (основной металл участвует в электрической цепи дуги) и косвенного действия (основной металл не участвует в электрической цепи дуги). Дуга косвенного действия применяется сравнительно мало.
Плотность тока в сварочной дуге может быть различна. Применяются дуги с нормальной плотностью тока — 10— 20 а/мм² (обычная ручная сварка, сварка в некоторых защитных газах) и с большой плотностью тока — 80—120 а/мм² и больше (автоматическая, полуавтоматическая сварка под флюсом, в среде защитных газов).
Возникновение
дугового разряда возможно только в
случае, когда газовый столб между
электродом и основным металлом будет
ионизирован, т. е. будет содержать ионы
и электроны. Это достигается тем, что
газовой молекуле или атому сообщается
соответствующая энергия, называемая
энергией ионизации, в результате чего
из атомов и молекул выделяются электроны.
Среду дугового разряда можно представить
газовым проводником электрического
тока,
имеющим круглоцилиндрическую форму. Состоит дуга из трех областей — катодная
область, столб дуги, анодная
область.
Состоит дуга из трех областей — катодная
область, столб дуги, анодная
область.
Во время горения дуги на электроде и основном металле наблюдаются активные пятна, которые представляют собой нагретые участки на поверхности электрода и основного металла; через эти пятна проходит весь ток дуги. На катоде пятно именуется катодным, на аноде — анодным. Сечение средней части столба дуги несколько больше размеров катодного и анодного пятен. Его размер соответственно зависит от размеров активных пятен.
Напряжение
дуги изменяется в зависимости от
плотности тока. Эта зависимость,
изображенная графически, называется
статической характеристикой дуги. При
малых значениях плотности тока статическая
характеристика имеет падающий характер,
т. е. напряжение дуги уменьшается по
мере увеличения тока. Это обусловлено
тем, что с увеличением
тока площадь сечения столба дуги и
электропроводность увеличиваются, а
плотность тока и градиент потенциала
в столбе дуги уменьшаются.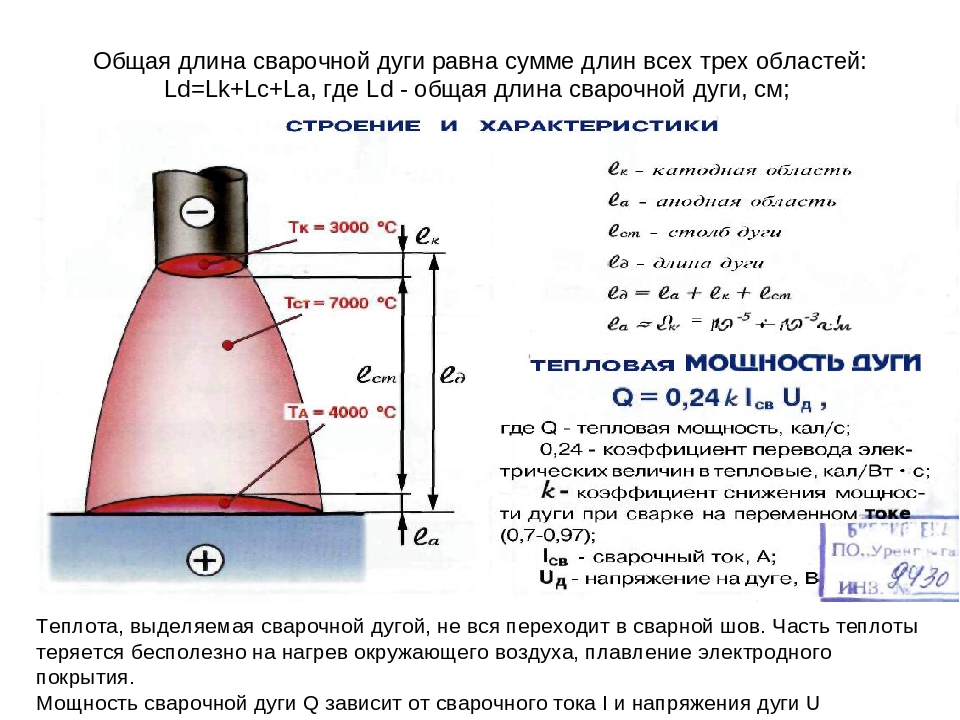 Величина
катодного и анодного падений напряжений
дуги не изменяется от величины тока и
зависит только от материала электрода,
основного металла, газовой среды и
давления газа в зоне дуги.
Величина
катодного и анодного падений напряжений
дуги не изменяется от величины тока и
зависит только от материала электрода,
основного металла, газовой среды и
давления газа в зоне дуги.
При плотностях тока сварочной дуги обычных режимов, применяемых при ручной сварке, напряжение дуги не зависит от величины тока, так как площадь сечения столба дуги увеличивается пропорционально току, а электропроводность изменяется весьма мало, и плотность тока в столбе дуги практически остается постоянной. При этом величина катодного и анодного падений напряжений остается неизменной. В дуге большой плотности тока при увеличении силы тока катодное пятно и сечение столба дуги не могут увеличиваться, хотя плотность тока возрастает пропорционально силе тока. При этом температура и электропроводность столба дуги несколько повышаются.
Напряжение
электрического поля и градиент потенциала
столба дуги будут возрастать с увеличением
силы тока. Катодное
падение напряжения увеличивается,
вследствие чего статическая характеристика
будет носить возрастающий
характер, т. е. напряжение дуги с
увеличением тока дуги будет возрастать.
Возрастающая статическая характеристика
является особенностью дуги высокой
плотности тока в различных газовых
средах. Статические характеристики
относятся к установившемуся стационарному
состоянию дуги при неизменной ее длине.
е. напряжение дуги с
увеличением тока дуги будет возрастать.
Возрастающая статическая характеристика
является особенностью дуги высокой
плотности тока в различных газовых
средах. Статические характеристики
относятся к установившемуся стационарному
состоянию дуги при неизменной ее длине.
Устойчивый процесс горения дуги при сварке может происходить при соблюдении определенных условий. На устойчивость процесса горения дуги влияет ряд факторов; напряжение холостого хода источника питания дуги, род тока, величина тока, полярность, наличие индуктивности в цепи дуги, наличие емкости, частота тока и др.
Способствуют
улучшению устойчивости дуги увеличение
тока, напряжения холостого хода источника
питания дуги,
включение индуктивности в цепь дуги,
увеличение частоты тока (при питании
переменным током) и ряд других
условий. Устойчивость может быть также
существенно улучшена за счет применения
специальных электродных
обмазок, флюсов, защитных газов и ряда
других технологических факторов.
Виды сварочных дуг
По наиболее важным техническим признакам различают следующие основные группы сварочных дуг:
1 | 2 | 3 | 4 | 5 | 6 | 7 |
дуги прямого действия | с плавящимися электродами | Дуги в парах металлов | свободные дуги | установившиеся | открытые дуги | дуги постоянного тока |
дуги косвенного действия | с неплавящимися электродами | дуги в газах | сжатые дуги | неустановившиеся дуги | закрытые дуги | дуги переменного тока |
Входящие
в группы виды сварочных дуг характеризуются
следующими основными особенностями.
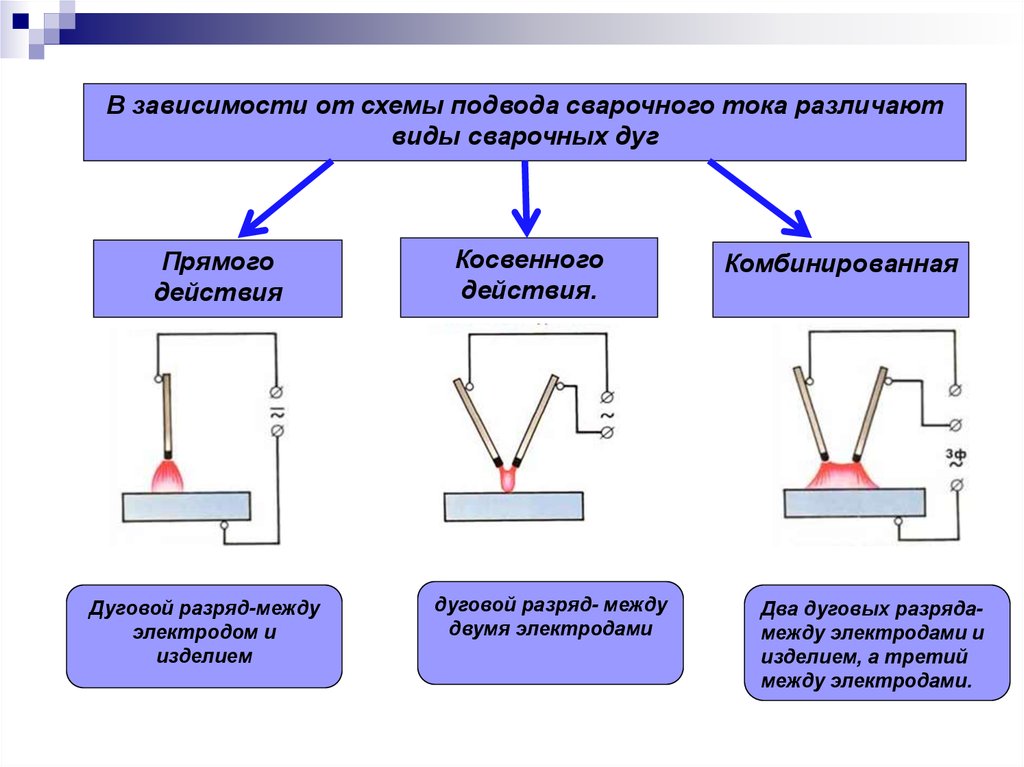
1. В дугах прямого действия подлежащие нагреву или плавлению металлы являются электродами разряда и им передается кинетическая и потенциальная энергия заряженных частиц. Поэтому электроды весьма интенсивно нагреваются и плавятся.
Дуги косвенного действия располагаются у поверхностей подлежащих нагреву или плавлению изделий. Электродами таких дуг служат стержни из графита или вольфрама, не соединенные электрически с изделиями. Нагрев и плавление изделий происходит лишь за счет кинетической энергии сталкивающихся с ними частиц газа. Обычно такой нагрев мало эффективен, поэтому дуги косвенного действия применяются в тех случаях, когда требуется сравнительно небольшая теплопередача от дуги к изделиям.
2. В
дугах с плавящимися электродами оба
электрода в процессе осуществления
сварочного процесса расплавляются,
поставляя металл в общую ванну. Если
один из электродов, будучи тугоплавким
— вольфрамовым или графитовым, не
поставляет металл в общую ванну, то дуга
называется дугой с неплавящимся
электродом. При увеличении
тока дуги тугоплавкий электрод также
может расплавиться, поэтому разновидности
дуг этой группы определяются не только
материалом электродов, но и режимом их
горения.
При увеличении
тока дуги тугоплавкий электрод также
может расплавиться, поэтому разновидности
дуг этой группы определяются не только
материалом электродов, но и режимом их
горения.
3.
Большинство плавящихся электродов дуги
интенсивно испаряется. Пары, двигаясь
от электродов в виде струи, почти
полностью оттесняют из области разряда
другие газы. Поэтому пары электродов
определяют основные
свойства таких дуг, что и обусловило их
название. Когда же используются слабо
испаряющиеся вольфрамовые,
графитовые или искусственно охлаждаемые
водой медные электроды, состав газа
разрядной области с достаточной точностью
определяется ее атмосферой. Последнюю
образуют л ибо защитные газы — аргон,
гелий, водород, С02
и др., подаваемые в зону дуги для ограждения
металла от воздействия воздуха, либо
воздух при отсутствии такой защиты.
Однако по мере увеличения тока слабо
испаряющиеся электроды могут испаряться
интенсивно, а «дуга в газах» может стать
«дугой в парах», поэтому и в этой группе
разновидности дуг также
определяются их режимом.
Дуга считается свободной, если ее развитие в пространстве не ограничено до пределов, определяемых естественными свойствами дуги. При наличии таких ограничений дуга называется сжатой. Дугу сжимают, помещая ее в узких каналах и щелях, ограничивая размеры электродов, обдувая дугу струями газов или жидкостей и т. д.
Дуга считается установившейся, если длительность ее существования при заданных условиях заметно превышает время протекания в ней переходных процессов и параметры дуги уже не меняются во времени. Изменения силы тока, состава атмосферы, расстояния между электродами, положения в пространстве и т. д. характеризуют неустановившиеся дуги. Однако при сравнительно медленном изменении перечисленных факторов, когда каждому их мгновенному значению соответствуют параметры дуги, близкие к установившимся при этих мгновенных значениях, такими изменениями можно пренебречь и дуги считать установившимися.
Таким образом
разделение дуг анализируемой группы
на два вида требует их тщательного
изучения.Дуга считается открытой, если вокруг нее отсутствуют преграды, кроме самих электродов, исключающие или затрудняющие циркуляцию газа в околодуговом пространстве, или задерживающие излучение дуги. В случае полного ограждения дуги от окружающего пространства она становится закрытой. Примером такой дуги является дуга под флюсом. Ее атмосфера состоит только из паров электродов и ограждения — флюса. Циркуляция газовых потоков в такой дуге ограничена, излучение дуги в пространство не проникает. Возможны полузакрытые дуги и т. д.
Для дуг постоянного тока характерны неизменность направления тока и, как правило, небольшие колебания его силы, обусловливаемые процессами в дуге.
 Таким образом
разделение дуг анализируемой группы
на два вида требует их тщательного
изучения.
Таким образом
разделение дуг анализируемой группы
на два вида требует их тщательного
изучения. В
дугах переменного тока происходят
непрерывные изменения направления и
силы тока в соответствии с изменениями
э. д. с. источника и процессами в дуге.
Такие дуги угасают каждый раз при
переходе тока через нуль и возобновляются
снова в начале каждого полупериода
питающего их переменного тока.
д. с. источника и процессами в дуге.
Такие дуги угасают каждый раз при
переходе тока через нуль и возобновляются
снова в начале каждого полупериода
питающего их переменного тока.
Реальные сварочные дуги характеризуются одновременно несколькими перечисленными особенностями.
Для примера на сравним дуги с плавящимися электродами в аргоне и углекислом газе и их типичную осциллограмму. На концах электродов при фотграфировании видны капли, меняющиеся, как показывают наблюдения, в объеме и по положению в пространстве. Периодически они перекрывают весь разрядный промежуток, вызывая короткое замыкание электродов и устранение разряда. При этом напряжение падает почти до нуля, а ток растет по законам, определяемым свойствами электрической цепи. Частота коротких замыканий и их длительность не постоянны после замыканий снова возбуждается дуга и т. д.
Получается,
что сварочная дуга с плавящимися
электродами является неустановившейся
дугой как по длине разрядного
промежутка, так по режиму питания и
положению в пространстве.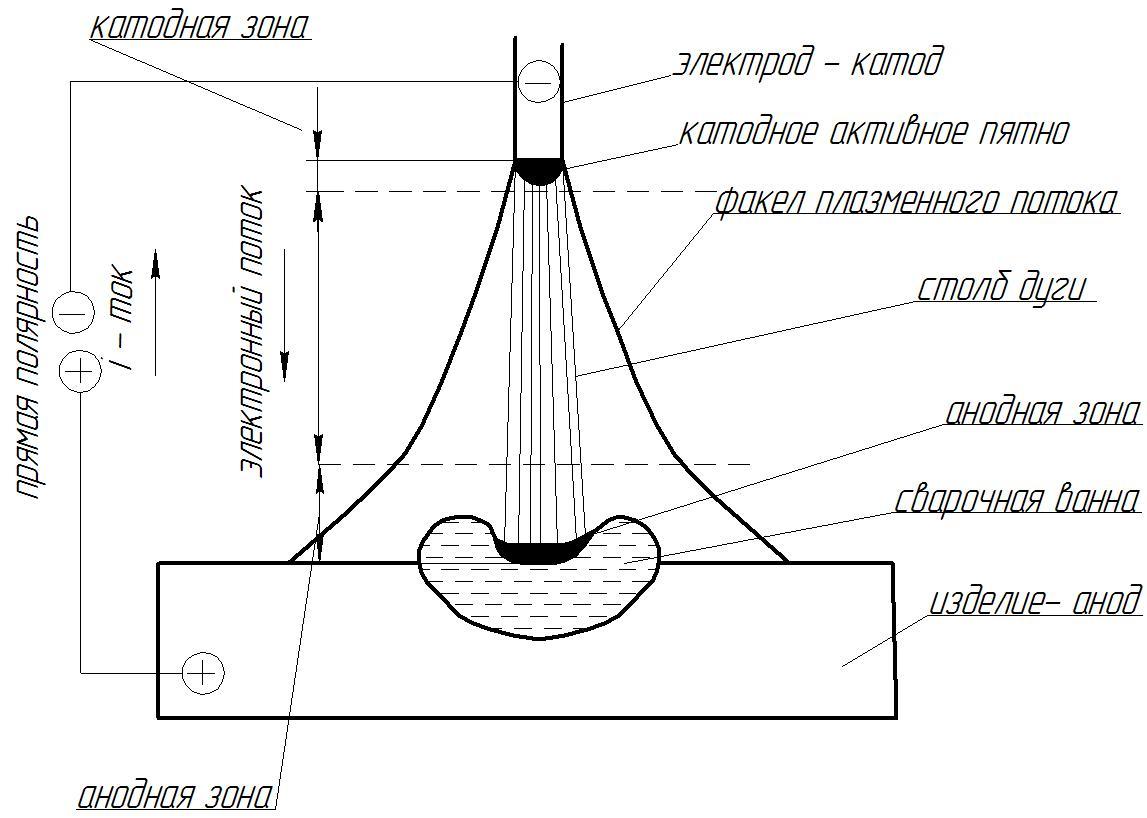 В рассматриваемом
случае она, возможно, несколько сжата
струями защитных газов и содержит в
своем составе некоторую часть паров
электродов и т. д. Естественно, что
изучение таких дуг весьма затруднительно.
При их описании и, тем более, изложении
теории неизбежна некоторая схематизация
и идеализация процессов и условий
существования разряда.
В рассматриваемом
случае она, возможно, несколько сжата
струями защитных газов и содержит в
своем составе некоторую часть паров
электродов и т. д. Естественно, что
изучение таких дуг весьма затруднительно.
При их описании и, тем более, изложении
теории неизбежна некоторая схематизация
и идеализация процессов и условий
существования разряда.
Определение и строение дуги.
Сварочной дугой называется мощный устойчивый электрический разряд в газовой среде, образованной между электродами, либо между электродом и изделием.
В сварочной дуге дуговой промежуток разделяется на три основные области: анодную, катодную и столб дуги.
Рисунок 8. Схема сварочной дуги.
Температура в столбе сварочной дуги колеблются от 5000 до 12000° К и зависят от состава газовой среды дуги, материала, Ø электрода и плотности тока.
Сварочная дуга классифицируется по роду применяемого тока (постоянный, переменный трех фазный).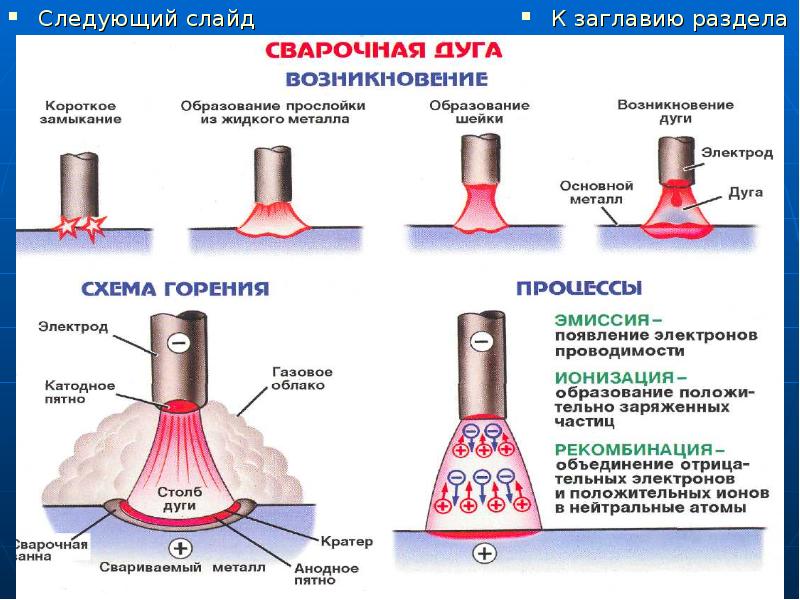 И по длительности горения (стационарная, импульсная). При применении постоянного тока различают дугу прямой и обратной полярности.
И по длительности горения (стационарная, импульсная). При применении постоянного тока различают дугу прямой и обратной полярности.
При прямой полярности – (катод) находится на электроде, а положительный (+) – анод) на изделии.
При обратной (+) – на электроде, а (–) – на изделии.
По принципу работы различают дугу прямого, косвенного и комбинированного действия.
Рисунок 9. Электрическая сварочная дуга: а) прямого; б) косвенного; в) комбинированного действия.
Статическая ВАХ сварочной дуги
Рисунок 10. Статистическая х-ка дуги при постоянной длине дуги.
Сварочная дуга в области имеющую падающую вольтамперную характеристику имеет малую устойчивость.
В области 2 – (80÷800А) напряжение дуги почти не изменяется, что объясняется увеличением сечения столба дуги и активных пятен.
При увеличении сварочного тока более 800А (область 3) напряжение дуги снова возрастает. Это объясняется увеличением плотности тока без роста катодного пятна. Дуга с возрастающей характеристикой широко применяется при сварке под флюсом и в защитных газах.
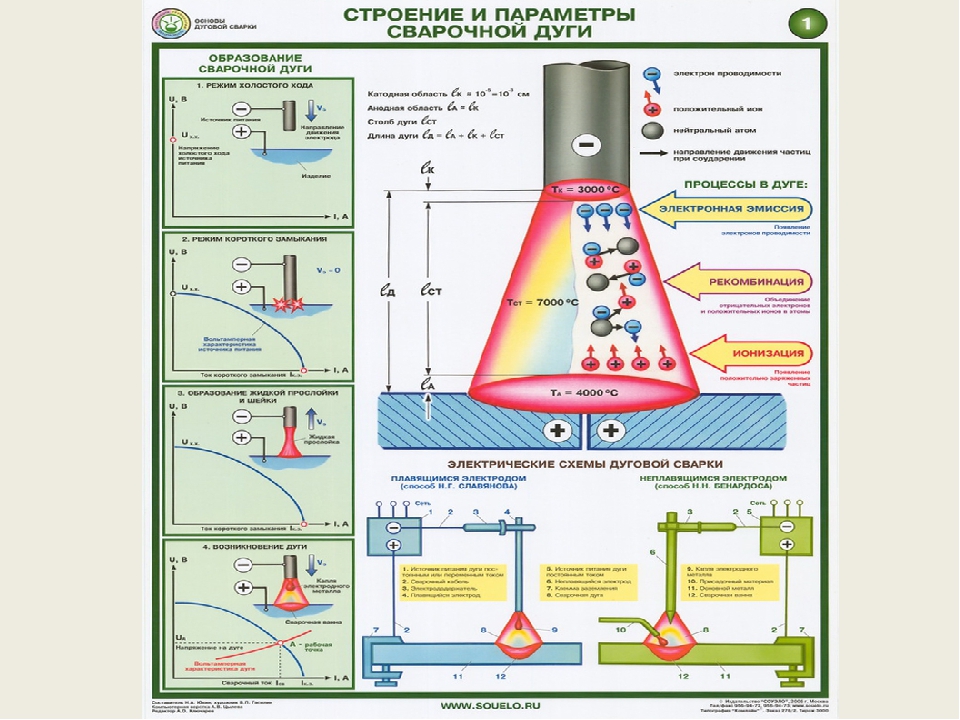
Процесс образования электронов и ионов называется ионизацией, а газ, содержащий электроны и ионы, ионизированными.
При прохождении электрического тока через газовый промежуток положительные ионы стремятся к отрицательному полюсу (катоду), а отрицательные к положительному (аноду).
Процесс образования нейтральных атомов и молекул называется рекомбинацией. При рекомбинации выделяется энергия в форме электромагнитного излучения.
Излучение с поверхности отрицательного полюса электронов во внешнюю среду называется электронной эмиссией.
Энергия, израсходованная на отрыв электрона, называется работой ионизации. Работа ионизации, выраженная в электрон-вольтах, называется потенциалом ионизации. Количество энергии, выраженная в электрон-вольтах, которое необходимо затратить для возбуждения атома или молекулы газа, называется потенциалом возбуждения.
Работа ионизации, выраженная в электрон-вольтах, называется потенциалом ионизации. Количество энергии, выраженная в электрон-вольтах, которое необходимо затратить для возбуждения атома или молекулы газа, называется потенциалом возбуждения.
Наименьший потенциал ионизации (3,9эВ) имеют пары, а наибольший (24,5эВ) наблюдается у газа гелия.
Узнать еще:
Что такое сварочная дуга: определение, строение, свойства, длина, температура и мощность, какие зоны называются анодным и катодным пятнами, кто ее изобрел?
Без сварочных работ невозможно представить себе возведение мостовых сооружений, решение производственных задач во многих отраслях промышленности. Чтобы ответить на вопрос, что такое сварочная дуга надо углубиться в описание физических процессов, происходящих в газовой среде между разноименно заряженными полюсами.
Электрическая дуга преобразует энергию вырабатываемого тока в тепло, мгновенно создается температурный режим, при котором плавятся все известные науки металлы.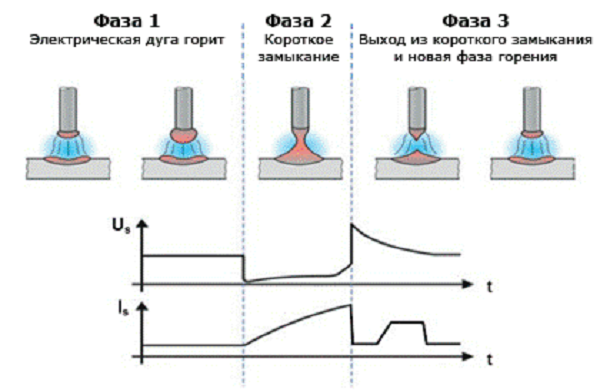
Краткое описание и история изобретения
Какая дуга называется сварочной? Это субстанция, несущая в себе мощь электрического разряда, протекающего среди паров плавящегося металла и присадок. Она обладает индивидуальными особенностями:
- образование характеризуется большими выделениями тепла — температура достигает 6 тыс. градусов,
- при этом выделяется мощный световой поток, поэтому сварщику необходимо специальное снаряжение для защиты лица и органов зрения, плотная одежда и рукавицы,
- это отличный проводник тока высокой силы, поэтому представляет опасность для человека,
- лучший способ надежного соединения металлических конструкций разной сложности.
О первенстве в том кто ее изобрел и в первичном описании физического явления до сих пор идут споры среди ученых мужей — официально первооткрывателем считается британский химик, физик и геолог сэр Гемфри Дэви, описавший в 1808 году дугу электрического разряда. Русский ученый-изобретатель, профессор физики из медико-хирургической академии Санкт-Петербурга В.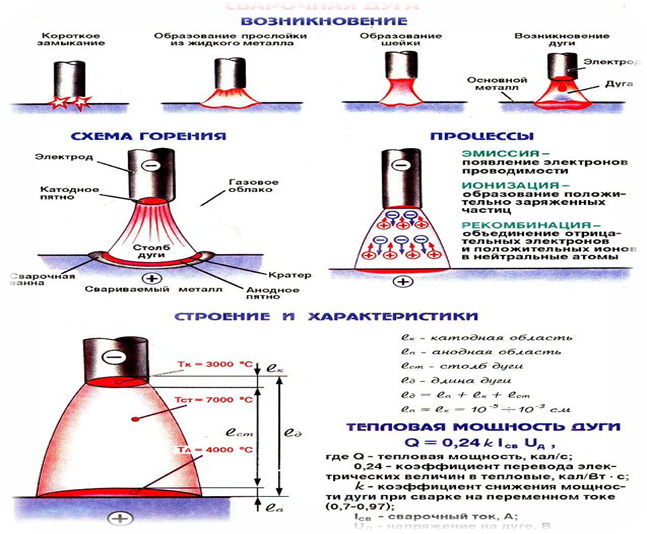 В. Петров открыл аналогичное явление и подробно его описал на 6 лет раньше англичанина.
В. Петров открыл аналогичное явление и подробно его описал на 6 лет раньше англичанина.
Типы разрядов
Существуют несколько видов аналогичных разрядов:
- Тлеющий. Образуется при низком давлении, используется в люминесцентных источниках света.
- Искрового типа. Характеризуется прерывистой формой, возникает при нормальном давлении: например, разряды молнии или искрение свечи зажигания в двигателях.
- Не прерывистой формы электрическая дуга, возникающая при атмосферном давлении. Применяется для освещения или электродуговой сварки металлов.
- Коронный — самый интересный из всех видов, появляется в неоднородном поле, когда один из электродов во много раз больше другого. Применяется в промышленности для очистки используемых газов от посторонних вкраплений пыли.
Все разряды крайне опасны для живых организмов — при работе с ними надо строго выполнять правила безопасности.
Природа явления
Сварочной дугой называют электрический разряд, имеющий большую мощность и время воздействия, он возникает между разноименными полюсами, расположенными в смеси газов, при подаче на них напряжения.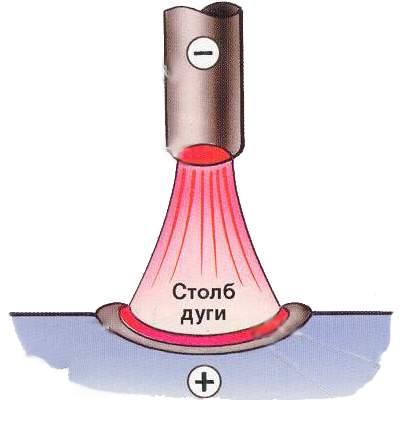 Она характеризуется ярким световым потоком, большой температурой, способной расплавлять металлы для их надежного соединения.
Она характеризуется ярким световым потоком, большой температурой, способной расплавлять металлы для их надежного соединения.
Важно! Электрод играет роль катода, а металлические заготовки — имеют противоположный заряд, поэтому между ними возникает электрический разряд.
Чтобы световой поток не обжигал кожу и сетчатку глаз, применяется спецснаряжение для защиты исполнителя.
Строение
Какие зоны называются катодным и анодным пятнами? Катодное пятно — это источник электронов, разогревающийся до высокой температуры, чем обеспечивается плавление металлов. Здесь сосредоточено до 38% общей тепловой энергии, а также теряется 12—18 V напряжения.
Анодное пятно — характеризуется температурой до 26000C и выделением до 42% тепловой энергии. Потери напряжения до 11 V, из-за постоянной атаки электронов оно имеет форму кратера.
Столб дуги — это нейтральный участок, в нем содержится около 20% от общего тепла и максимальная температура, потери напряжения не более 12 V.
Благоприятная длина столба до 6 мм, при этом размере температура дуги устойчивая, что благотворно сказывается на прочности шва.
При ручной сварке или в механизированной среде плавящимися электродами в защитном газе и использовании источника постоянного тока, пользуются методом обратной и прямой полярности, например, при соединении толстостенных деталей, анод подключают к ним, чтобы обеспечить максимум тепла, а также достаточную глубину проварки.
Виды
- прямого воздействия, устойчиво горит между соединяемыми деталями и электродом,
- непрямого действия — ее создают два электрода, а конструкция, предназначенная к соединению воедино, не задействована в общей цепи,
- трехфазный вариант — к каждому участнику процесса подключается одна фаза,
- плазменная — столб сжимается защитными газами.
Для создания дуги при использовании трансформатора, надо прикоснуться электродом к соединяемым заготовкам, но современное оборудование для сварочных работ позволяет активировать дугу бесконтактным методом, для этого применяется осциллятор.
Классификация
Электрическая дуга имеет различные виды, что напрямую зависит от типа производимой сварки и среды, где она выполняется.
- Открытого типа. Сварка выполняется на открытом пространстве без применения газа, участвуют только пары плавящегося металла, обмазки электрода, а также молекулы воздуха.
- Закрытый вид. Для этого используется флюс, который защищает место сварки от воздействия окружающей среды.
- Дуговая сварка плавящимся электродом в защитном газе. Сварочные работы производятся при использовании инертного газа, подающегося под большим давлением.
Кроме этого, используется классификация по параметрам:
- ток,
- длительность горения,
- какие используются электроды,
- принцип работы.
Момент возникновения
Образование электрической дуги при сварке — это результат короткого замыкания между разноименными полюсами: от большой температуры металл начинает плавиться, появляется его полоска между соединяемыми деталями.
Затем вытягивается шейка длиною около 5 мм, нагрев поднимается до максимума, происходит ионизация молекул столба воздуха, которая необходима для стабилизации горения дуги, а сварная дуга прочно соединяет конструкции. Опытные сварщики постоянно удерживают электрод на одном расстоянии от поверхности заготовок. поэтому в результате шов получается ровный, без наплывов.
Условия горения
Газообразные субстанции отличаются одной особенностью — при обычных условиях они не могут проводить ток, потому что их молекулы в этот момент нейтральны. Требуется ионизация, чтобы в зоне соединения появился электрический импульс.Второе условие — нужно постоянно поддерживать температуру катода на одном уровне, важную роль играет и аналогичное состояние окружающего воздуха.
Возникшая дуга должна устойчиво гореть, на это влияет сила тока — чем она мощнее, тем выше температура создается в зоне сварки, вплоть до максимума. Когда исполнитель соблюдает оговоренные условия, то с помощью сварки можно расплавить любой металл. Немаловажное значение имеет источник питания, ведь от устойчивой работы аппарата зависит качество сварного соединения.
Немаловажное значение имеет источник питания, ведь от устойчивой работы аппарата зависит качество сварного соединения.
В. А. Савченко, образование: Институт профессионального обучения промышленной безопасности, электрогазосварщик 5 разряда, опыт работы с 1999 года: «Опытный сварщик чувствует малейшее увеличение столба дуги, но это возможно только после многолетней профессиональной деятельности».
Особенности
Это физическое явление имеет индивидуальные отличия:
- В столбе плотность достигает 10—20 А/мм2.
- Электрическое поле распределено неравномерно — малые величины в середине столба и огромные ближе к периферии.
- Из-за ее свойств в виде большой плотности газов в дуге концентрируется высокая температура, чем меньше длина столба, тем быстрее она достигает максимума.
- С помощью регулировки длины дуги получают и различия вольт-амперных характеристик.
Сварка заслуженно признается надежным способом соединения различных конструкций, не имеющей альтернативы. Она используется во всех сферах промышленности, но для получения высокого качества соединений нужно учитывать все параметры, влияющие на прочность и пластичность шва.
Она используется во всех сферах промышленности, но для получения высокого качества соединений нужно учитывать все параметры, влияющие на прочность и пластичность шва.
Чем определяется мощность?
Этот параметр зависит от множества причин: основа — длина столба, затем идет мощность и высокой силы ток, подающийся на электрод. При удлинении дуга не затухает, на мощность влияет только толщина столба, а также его плотность.
Продолжительность
На практике чаще всего используется непрерывный режим, а импульсный — во время выполнения контактной сварки, когда соединение происходит не сплошным швом, а только в специально рассчитанных точках. Герметичность в таком режиме не обеспечивается, но соединение тонкостенных корпусов выполняется прочно.
Чтобы получить герметическое соединение, электродом становится ролик, передвигающийся по кромке свариваемого изделия. Импульс подается с малым промежутком, поэтому зоны оплавления металла частично перекрываются — в результате получается сплошной шов. Такая методика выполняется при автоматическом соединении трубопроводов.
Такая методика выполняется при автоматическом соединении трубопроводов.
Температурные зоны
Центральная часть столба дуги при любом варианте сварки имеет высокие температурные значения, а рядом с катодом или анодом она составляет только 60—70% от всей тепловой энергии. При подключении переменного тока полярность отсутствует, потому что расположение полюсов меняется с интервалом 50—60 колебаний за секунду.
Сварочная дуга при таком режиме обладает намного меньшей устойчивостью, а температура её постоянно изменяется. Из преимуществ такого процесса соединения металлов отмечается простое и недорогое оборудование, а также полное отсутствие области негативного явления, называемого магнитное дутье.
Вольт-амперная характеристика
Известны три таких аналога внешних источников питания:
- падающая, когда напряжение снижается, а сила и плотность тока растет,
- жесткая — величина напряжения не зависит от силы тока,
- возрастающая, напряжение возрастает вместе с силой тока.
На графике хорошо видны красного цвета диаграмма, отображающая падение напряжения при образовании дуги, а далее во время устойчивого горения. Начинаются кривые от точки, которая указывает холостой ход трансформатора (около 50 V). В момент образования сварочной дуги напряжение довольно резко падает, но потом стабилизируется и становится постоянной величиной.
Инвертор для сварочных работ
Коротко отметим, что отличие инвертора от других аппаратов для сварки заключается в следующем:
- Потребляет в два раза меньше электроэнергии.
- Параметры тока позволяют быстрое образование дуги.
- Стабильность горения во время проведения сварки.
- Это сложная конструкция, способная изменять силу тока для максимальной стабильности дуги.
- Он преобразует переменный ток в постоянный, но уже с большей частотой и наоборот.
- У изделия имеется встроенный понижающий трансформатор.
Последняя фаза заключается в направлении постоянного тока высокой частоты к выпрямителю и далее на электрод.
Выводы
Мы выяснили природу возникновения электрической дуги, ее технические характеристики, классификацию, а также основные параметры. Для начинающего сварщика всё вышеописанное — это аксиома, чем больше теоретических знаний, тем быстрее молодой исполнитель научится правильно соединять различные металлы, приобретет необходимый опыт.
Загрузка…Роль тока и напряжения в полуавтоматической сварке. Динамические характеристики сварочной дуги. — Вопросы новичков о сварке
1. Вольт-Амперная-Характеристика базовое понятие, угол печки от которой идет вся пляска. Очень простая вещь — показывает как ведет себя система из двух составляющих — источника и подключеной к нему нагрузки (например сопротивления вроде баластника с «лопатами» или дуги) при изменении ее (нагрузки) параметров, а конкретно — сопротивления. Некоторым больше нравится оперировать понятием проводимость — велечине обратной сопротивлению, Но это одна фигня под двумя терминами-антогонистами суть которой для сварки одна, а именно — электрод прилип сопротивление цепи минимально (проводимость максимальна) коротыш одним словом — это одна крайность. Источник включен — сварщик курит, это другая крайность — холостой ход, сопротивление нагрузки максимально (проводимость минимальна). Замерив напряжение и ток цепи в крайних случаях (точках), а также в нескольких промежуточных, например подключив к источнику баластник и подергав на нем «лопатами», можно построить график зависимости напряжения и тока в цепи при изменении нагрузки т.е как-бы вольт-амперную характеристику (ВАХ). Путаница в мозгу не привыкшего к этим делам индивидуума происходит от буквального понимания терминов (опять они). Если не понимать физической сути происходящего, и принимать все за чистую монету, можно всерьез думать и затем упорствовать в своих последующих заблуждениях и суждениях, что ВАХ это зависимост напряжения от тока. Нет — это просто термин произошедший от вида графика описывающего поведение системы источник- нагрузка при ее изменении. Ну вот, самое длинное и нудное позади! Дальше будет повеселее, но это уже в следующий раз. По крайней мере сегодня одно полезное дело сделали -подергали лопатами баластника и постоили статическую вольт-амперную характеристику (СВАХ) системы источник-нагрузка, которую для краткости называют ВАХ источника.
Источник включен — сварщик курит, это другая крайность — холостой ход, сопротивление нагрузки максимально (проводимость минимальна). Замерив напряжение и ток цепи в крайних случаях (точках), а также в нескольких промежуточных, например подключив к источнику баластник и подергав на нем «лопатами», можно построить график зависимости напряжения и тока в цепи при изменении нагрузки т.е как-бы вольт-амперную характеристику (ВАХ). Путаница в мозгу не привыкшего к этим делам индивидуума происходит от буквального понимания терминов (опять они). Если не понимать физической сути происходящего, и принимать все за чистую монету, можно всерьез думать и затем упорствовать в своих последующих заблуждениях и суждениях, что ВАХ это зависимост напряжения от тока. Нет — это просто термин произошедший от вида графика описывающего поведение системы источник- нагрузка при ее изменении. Ну вот, самое длинное и нудное позади! Дальше будет повеселее, но это уже в следующий раз. По крайней мере сегодня одно полезное дело сделали -подергали лопатами баластника и постоили статическую вольт-амперную характеристику (СВАХ) системы источник-нагрузка, которую для краткости называют ВАХ источника.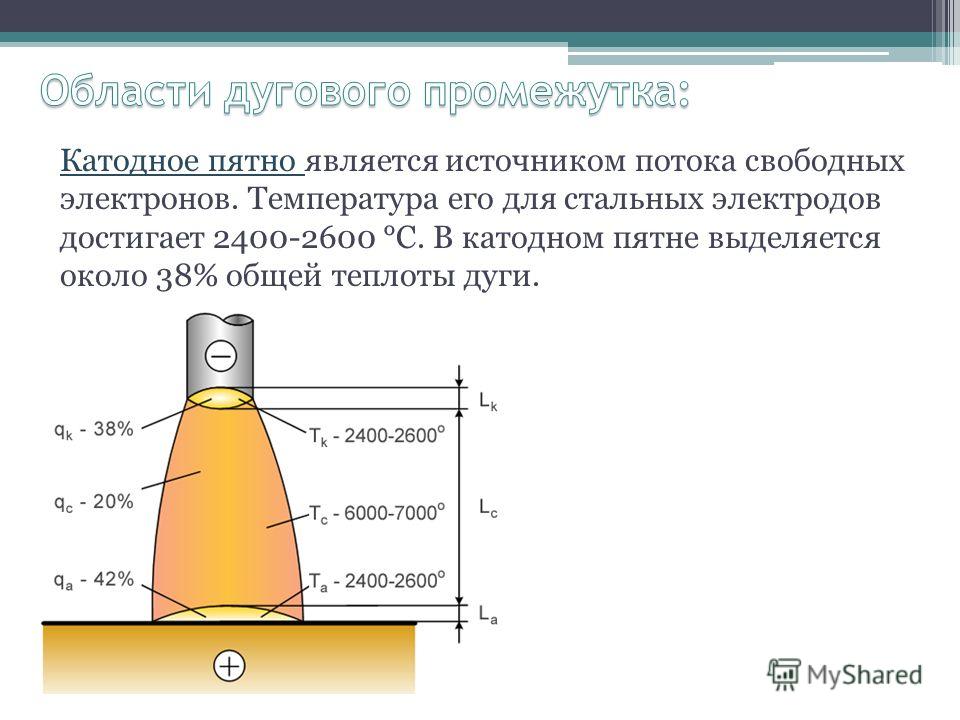 из разряда «веселые картинки» СВАХ «источника» может быть для ряда специальных случаев весьма замысловатой, например как эта снятая на реальной дуге ММА — сварки.
из разряда «веселые картинки» СВАХ «источника» может быть для ряда специальных случаев весьма замысловатой, например как эта снятая на реальной дуге ММА — сварки. Классификационные признаки источники питания. Распределение потенциала в дуге. Свойства сварочной дуги (Часть 1)
Источники питания дуги классифицируют по следующим признакам:
- По роду тока: а) переменного: трансформаторы, генераторы повышенной частоты; б) постоянного тока: генераторы, выпрямители.
- По конструктивным особенностям:
Трансформаторы делятся на 3 группы:
- С нормальным магнитным рассеянием:
а) с отдельным дросселем;
б) с совмещенным дросселем.
- С увеличенным магнитным рассеянием:
а) с подвижными катушками;
б) с подвижным магнитным шунтом;
в) с подмагничивающим магнитным шунтом.
3) Специальные сварочные трансформаторы:
а) для электрошлаковой сварки; б) трёхфазные.
- Сварочные генераторы бывают:
а) с независимой намагничивающей и последовательной размагничивающей обмотками;
б) с параллельной намагничивающей и последовательной размагничивающей обмотками;
в) универсальные и др.
- Сварочные выпрямители бывают:
а) по роду применяемого материала в вентилях: селеновые, кремниевые
б) по количеству внешних характеристик: универсальные (2 характеристики)
- По количеству одновременного подключаемых постов: однопостовые, многопостовые.
- По виду внешней характеристики: с жесткой (пологопадающей), с падающей внешней характеристикой.
- По способу установки: передвижные и стационарные.
Сварочная дуга – это мощный электрический разряд в ионизированной смеси газов, паров электродных металлов и веществ, защищающих сварочную дугу.
Дуговой промежуток имеет 3 области: анодную, катодную и столб дуги. Распределение потенциала (рис. 1) в дуге скачкообразное (рис. 2).
О том, что дуга состоит из трёх областей (участков), данные получены после проведения эксперимента (опыта), схема проведения которого представлена на рис.1. Между электродом (вольфрамовым, поз. 1 на рис. 1, чтобы дуговой промежуток не нарушали электродные капли, если бы электрод был бы плавящимся) и изделием (2) зажигалась дуга, длина которой в процессе опыта не изменилась (lд = const). В столб дуги (3) вводился кратковременный зонд (5), а падение напряжения между электродом 1 и зондом 5 измеряли вольтметром 4. Зонд 5 выполнен из тонкой вольфрамовой (тугоплавкой) проволоки (диаметром 0,1…0,2 мм).
1, чтобы дуговой промежуток не нарушали электродные капли, если бы электрод был бы плавящимся) и изделием (2) зажигалась дуга, длина которой в процессе опыта не изменилась (lд = const). В столб дуги (3) вводился кратковременный зонд (5), а падение напряжения между электродом 1 и зондом 5 измеряли вольтметром 4. Зонд 5 выполнен из тонкой вольфрамовой (тугоплавкой) проволоки (диаметром 0,1…0,2 мм).
В опыте изменяли расстояние между торцом электрода (1) и зондом (5) – расстояние Z. Потом по экспериментальным данным падения напряжения между электродом (1) и зондом (5) строили график. Типичный график, полученный в экспериментах, приведен на рис.2. Характерно было, что при минимальном расстоянии Z от торца электрода (1) зонд (5) фиксировал «скачок» напряжения (Uк). Область этого скачка напряжения имела протяженность lк – катодная область. Аналогичный «скачок» напряжения наблюдался, когда зонд (5) касался изделия (2). Этот скачок напряжения – Ua на длине la (рис. 2). Это – анодная область дуги. Между этими областями расположен столб дуги (lс,Uc), в котором практически линейно изменилось напряжение вдоль оси OZ.
2). Это – анодная область дуги. Между этими областями расположен столб дуги (lс,Uc), в котором практически линейно изменилось напряжение вдоль оси OZ.
© ГБПОУ КК ПАТИС
ГБПОУ КК ПАТИС
Государственное бюджетное профессиональное образовательное учреждение Краснодарского края
Приморско-Ахтарский техникум индустрии и сервиса
Адрес: 353860 г. Приморско-Ахтарск, ул. Тамаровского, 85
тел: 8 (861-43) 2-35-94, 8 (861-43) 2-18-98
Адрес сайта: http://патис.рф
Социальные сети: VK и OK
Электронная почта: [email protected]
Режим работы:
ПН — СБ: с 8.00 до 16.00
Выходные дни: ВС
Учредители
Наименование:
Министерство образования, науки и молодежной политики Краснодарского края
Адрес: 350063 г.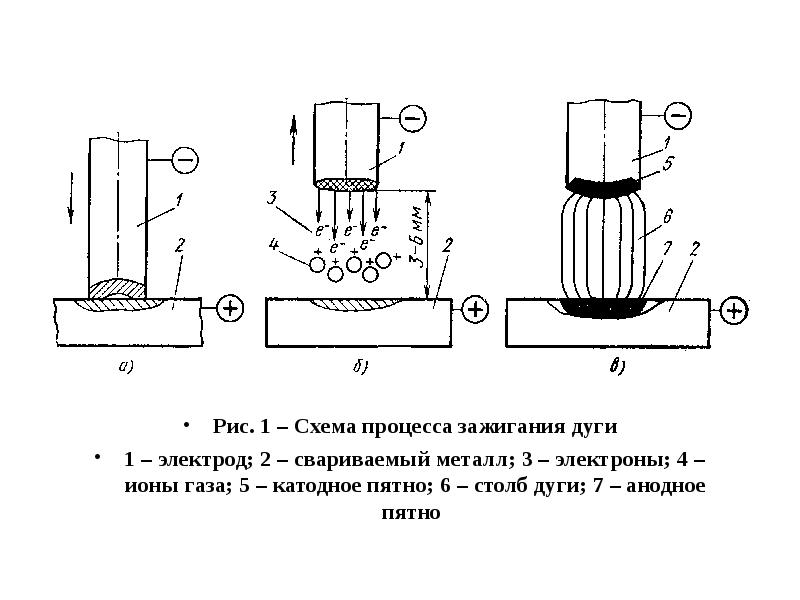 Краснодар, ул. Рашпилевская, 23
Краснодар, ул. Рашпилевская, 23
тел: 8 (861) 298-25-73
Адрес сайта: minobr.krasnodar.ru
Электронная почта: [email protected]
Режим работы:
ПН.ВТ.СР.ЧТ. – с 09.00 до 18.00
ПТ. – с 09.00 до 17.00
Перерыв на обед: с 13.00 до 13.50
Выходные дни: СБ.ВС.
Наименование:
Департамент имущественных отношений Краснодарского края
Адрес: 350000 г. Краснодар, ул. Гимназическая, 36
Канцелярия: 8 (861) 268-24-08
Факс: 8 (861) 267-11-75
Специалист по работе с обращениями граждан — консультации, запись на прием — телефон 267-11-78
Телефон горячей линии по вопросам земельных отношений: 8 (861) 992-33-35
Адрес сайта: diok. krasnodar.ru
krasnodar.ru
Электронная почта: [email protected]
Режим работы:
ПН.ВТ.СР.ЧТ. – с 09.00 до 18.00
ПТ. – с 09.00 до 17.00
Перерыв на обед ПН.ВТ.СР.ЧТ.: с 13.00 до 13.50
Перерыв на обед ПТ.: с 13.00 до 13.40
Выходные дни: СБ.ВС.
Процесс дуговой сварки: определение, тип и описание
Сам процесс дуговой сварки включает группу сварочных процессов, в которых коалесценция достигается за счет нагрева изделия электрической дугой между источником и рабочим пространством. Как правило, в этом процессе нет необходимости в приложении давления.
История
Использование дуги было невозможно до 1802 года. Хотя открытие электричества было начато Бенджамином Франклином в 1752 году, открытие Алессандро Вольта в 1800 году нашей эры даже прояснило этот путь, когда он доказал, что электричество также может быть произведено с помощью химических реакций.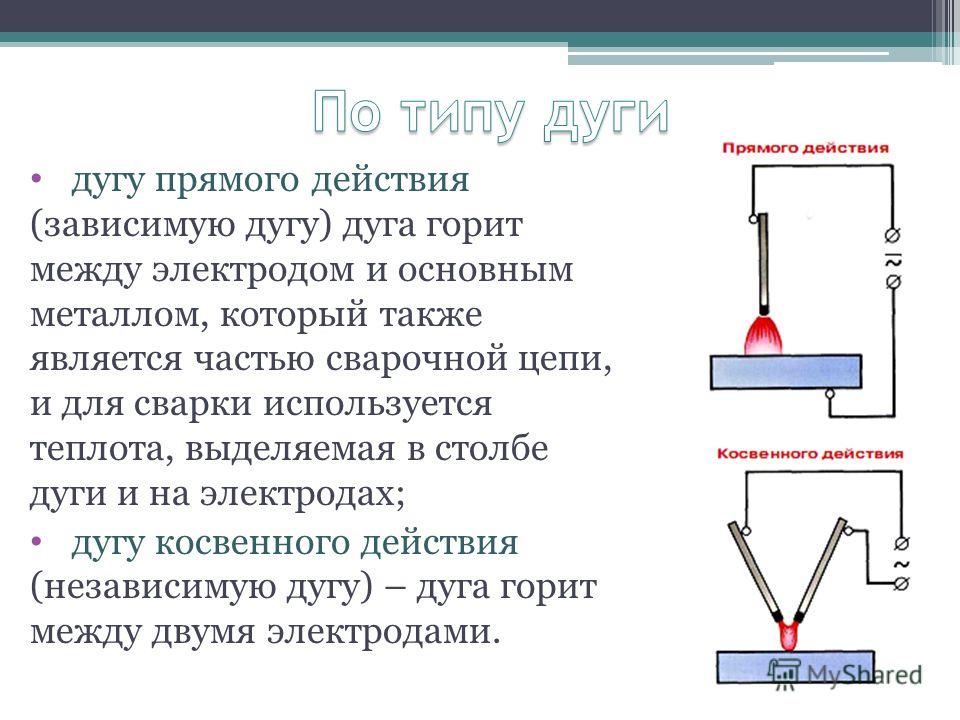 .
.
Но дуговая сварка стала возможной, когда в период с 1870 по 1880 год улучшились электрические динамо-машины или генераторы.
Определение Arc
Сварочная дуга при дуговой сварке определяется как устойчивый электрический разряд в ионизированном газе, при котором дуга инициируется путем создания проводящего пути между электродом и заготовкой.
Определение дуговой сварки
В процессе дуговой сварки тепло получается за счет электрической дуги между электродом и заготовкой.
Тип дуговой сварки
Во многих сварочных процессах используются сварочные дуги для получения тепла, необходимого для плавления. Вот наиболее распространенные процедуры дуговой сварки:
Углеродная сварка
CAW — это дуговая сварка, при которой плавление производится путем нагревания электрической дугой между угольным электродом и рабочим пространством. Узнать больше
FCAW
FCAW, представленный в 1950 году.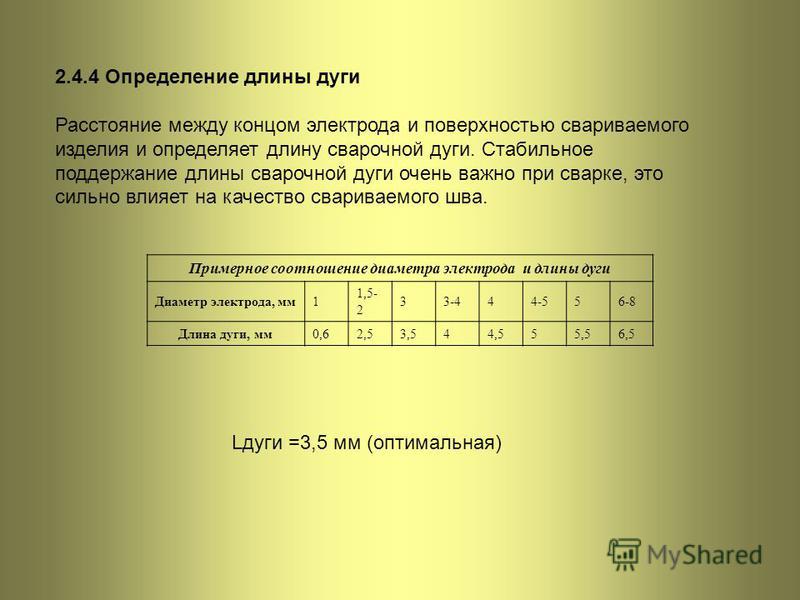 Это модифицированная версия процесса сварки MIG.В котором сплошная проволока заменена порошковой (трубчатой) проволокой, внутри с добавками флюса и сплава. Подробнее
Это модифицированная версия процесса сварки MIG.В котором сплошная проволока заменена порошковой (трубчатой) проволокой, внутри с добавками флюса и сплава. Подробнее
GTAW
GTAW — это процесс дуговой сварки, в котором желаемое тепло получается с помощью электрической дуги между заготовкой и вольфрамовым электродом. Узнать больше
PAW
PAW — это процесс дуговой сварки, в котором коалесценция достигается за счет нагрева сжатой дугой, зажженной между электродом из вольфрама / сплава и изделием.Узнать больше
Электрошлаковая и электрогазовая сварка
Процесс электрошлаковой сварки запускается путем подачи дуги между присадочным металлом / электродом и изделием. Эта дуга нагревает флюс и плавит его с образованием шлака. Подробнее
SMAW
SMAW — это процесс дуговой сварки, при котором плавление осуществляется с помощью электрической дуги, возникающей между заготовкой и покрытым флюсом электродом.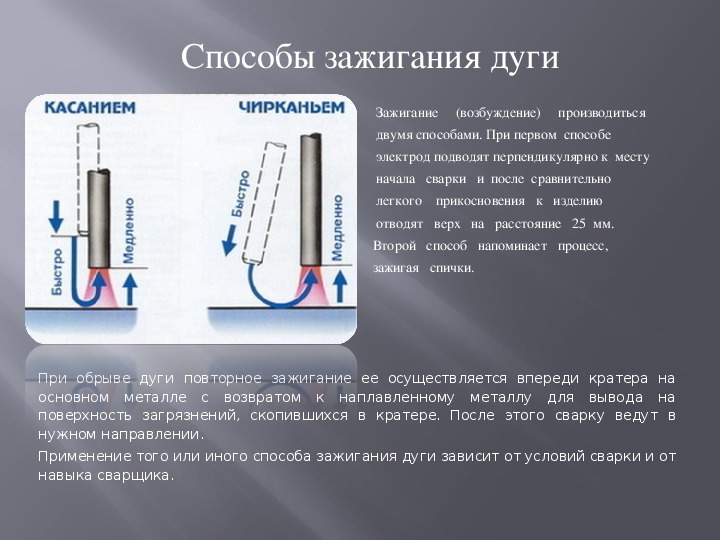 Узнать больше
Узнать больше
GMAW
Это процесс дуговой сварки, в котором плавление производится путем нагрева изделия вместе с электрической дугой между электродом из сплошного присадочного металла и сварочной ванной.Узнать больше
Прочие процессы дуговой сварки
- SAW (сварка под флюсом)
- ASW (дуговая точечная сварка)
- SW (дуговая сварка шпилек)
Терминология сварки, определения и сокращения
А — С
А
АЦЕТОН:
Легковоспламеняющаяся летучая жидкость, используемая в ацетиленовых баллонах для растворения и стабилизации ацетилена под высоким давлением.
АЦЕТИЛЕН:
Легковоспламеняющийся газ, состоящий из углерода и водорода.Используется в качестве топливного газа в процессе кислородно-ацетиленовой сварки.
ФАКТИЧЕСКАЯ ГОРЛО:
См. ГОРЛО ФИЛЕЙНОЙ СВАРКИ.
AIR-ACETYLENE:
Низкотемпературный факел, получаемый путем сжигания ацетилена с воздухом вместо кислорода.
ДУГОВАЯ РЕЗКА:
Процесс дуговой резки, при котором металлы, подлежащие резке, плавятся под действием тепла угольной дуги.
СПЛАВ:
Смесь с металлическими свойствами, состоящая из двух или более элементов, из которых по крайней мере один является металлом.
ПЕРЕМЕННЫЙ ТОК:
Электрический ток, меняющий направление на противоположное через регулярные интервалы времени.
АММЕТР:
Прибор для измерения электрического тока в амперах с помощью индикатора, активируемого движением катушки в магнитном поле или продольным расширением провода, по которому проходит ток.
ОТЖИГ:
Обширный термин, используемый для описания цикла нагрева и охлаждения стали в твердом состоянии. Термин отжиг обычно подразумевает относительно медленное охлаждение.При отжиге температура операции, скорость нагрева и охлаждения, а также время выдержки металла при нагревании зависят от состава, формы и размера обрабатываемого стального изделия, а также от цели обработки. Наиболее важными целями отжига стали являются следующие: снятие напряжений; вызвать мягкость; для изменения пластичности, ударной вязкости, электрических, магнитных или других физических и механических свойств; изменить кристаллическую структуру; для удаления газов; и получить определенную микроструктуру.
Наиболее важными целями отжига стали являются следующие: снятие напряжений; вызвать мягкость; для изменения пластичности, ударной вязкости, электрических, магнитных или других физических и механических свойств; изменить кристаллическую структуру; для удаления газов; и получить определенную микроструктуру.
ARC BLOW:
Отклонение электрической дуги от нормального пути из-за магнитных сил.
ARC BRAZING:
Процесс пайки, при котором тепло получается от электрической дуги, образованной между основным металлом и электродом или между двумя электродами.
ДУГОВАЯ РЕЗКА:
Группа процессов резки, в которых резка металлов осуществляется плавлением с теплотой дуги между электродом и основным металлом. См. УГЛЕРОДНАЯ РЕЗКА, ДУГОВАЯ РЕЗКА, ДУГОВАЯ РЕЗКА И ДУГОВАЯ РЕЗКА.
ДЛИНА ДУГИ:
Расстояние между концом электрода и сварочной ванной.
ДУГОВАЯ КИСЛОРОДНАЯ РЕЗКА:
Процесс кислородной резки, используемый для резки металлов путем химической реакции кислорода с основным металлом при повышенных температурах.
НАПРЯЖЕНИЕ ДУГИ:
Напряжение на сварочной дуге.
ДУГОВАЯ СВАРКА:
Группа сварочных процессов, в которых плавление достигается путем нагрева электрической дугой или дугой с использованием или без использования присадочного металла.
AS WELDED:
Состояние сварочного металла, сварных соединений и сварных соединений после сварки и до любых последующих термических, механических или химических обработок.
СВАРКА В АТОМНОМ ВОДОРОДЕ:
Процесс дуговой сварки, при котором плавление достигается за счет нагрева с дугой, поддерживаемой между двумя металлическими электродами в атмосфере водорода. Можно использовать или не использовать напорный металл и / или присадочный металл.
АУСТЕНИТ:
Немагнитная форма железа, характеризующаяся кристаллической структурой гранецентрированной кубической решетки.Он производится путем нагрева стали выше верхней критической температуры и имеет высокую растворимость в твердых веществах для углерода и легирующих элементов.
ОСЬ ШВА:
Линия, проходящая по длине сварного шва, перпендикулярная поперечному сечению в его центре тяжести.
Б
BACK FIRE:
Кратковременное поджигание кончика пламени, за которым следует щелчок или хлопок, а затем немедленное повторное появление или выгорание пламени.
BACK PASS:
Шаг для нанесения обратного шва.
BACK UP:
При сварке оплавлением и осадкой локатор, используемый для передачи всей или части силы осадки на заготовки.
BACK WELD:
Сварной шов, нанесенный на заднюю часть сварного шва с одной кромкой.
ЗАДНЯЯ СВАРКА:
Метод сварки, при котором пламя направлено на готовый шов.
ОПОРНАЯ ПОЛОСА:
Кусок материала, используемый для удержания расплавленного металла в основании сварного шва и / или увеличения теплоемкости соединения, чтобы предотвратить чрезмерное коробление основного металла.
BACKING WELD:
Сварной валик, наносимый на основание соединения с одной канавкой, чтобы обеспечить полное проплавление корня.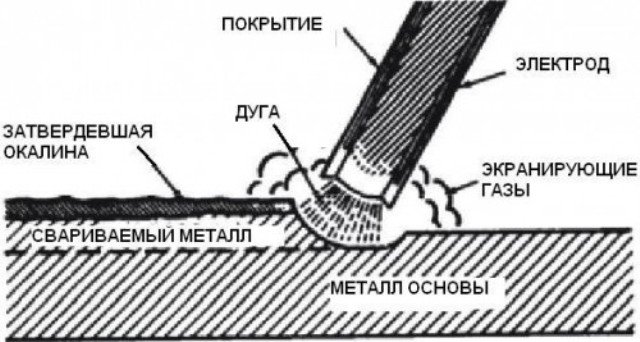
BACKSTEP:
Последовательность, в которой приращения сварного шва наносятся в направлении, противоположном направлению продвижения.
ГОЛЫЙ ЭЛЕКТРОД:
Электрод для дуговой сварки, не имеющий другого покрытия, кроме покрытия, нанесенного при волочении проволоки.
ДУГОВАЯ СВАРКА ГОЛЫМ МЕТАЛЛОМ:
Процесс дуговой сварки, при котором плавление достигается путем нагрева неэкранированной дугой между неизолированным или слегка покрытым электродом и изделием.Давление не используется, а присадочный металл получается из электрода.
ОСНОВНОЙ МЕТАЛЛ:
Металл, подлежащий сварке или резке. В сплавах это металл, присутствующий в наибольшей степени.
СВАРНЫЙ ШОВ:
Тип сварного шва, состоящий из одной или нескольких ниток или переплетений, нанесенных на непрерывную поверхность.
ШИРОК:
См. СВАРКА СТРУЖНЫМ ШИРОМ и ПЛЕТЕНИЕ БУСИНОМ.
УГОЛ СКУСА:
Угол, образованный между подготовленным краем элемента и плоскостью, перпендикулярной его поверхности.
КУЗОВАЯ СВАРКА:
См. КУЗОВНУЮ СВАРКУ.
BLOCK BRAZING:
Процесс пайки, в котором соединение осуществляется за счет тепла, полученного от нагретых блоков, приложенных к соединяемым деталям, и цветного присадочного металла, имеющего точку плавления выше 800 ºF (427 ºC), но ниже температуры плавления основной металл. Наполнитель распределяется в стыке за счет капиллярного притяжения.
ПОСЛЕДОВАТЕЛЬНОСТЬ БЛОКОВ:
Построение последовательности непрерывных многопроходных сварных швов, в которых отдельные отрезки сварного шва полностью или частично наращиваются перед наплавкой промежуточных отрезков.См. ПОСЛЕДОВАТЕЛЬНОСТЬ НАСТРОЙКИ.
ПРОДУВНОЕ ОТВЕРСТИЕ:
см. ГАЗОВЫЙ КАРМАН.
BOND:
Место соединения сварочного металла и основного металла.
БОКС:
Операция продолжения углового сварного шва вокруг угла элемента в качестве продолжения основного сварного шва.
ТОПКА:
Группа сварочных процессов, при которых соединение канавок, углов, внахлест или фланцевое соединение выполняется с использованием цветного присадочного металла с температурой плавления выше 800 ºF (427 ºC), но ниже, чем у основных металлов.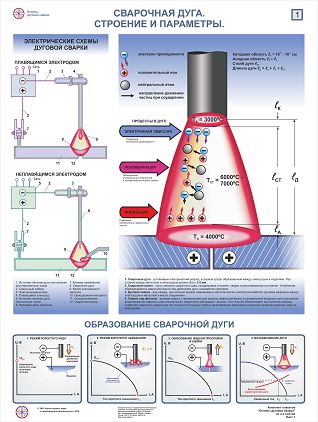 Присадочный металл распределяется в шве за счет капиллярного притяжения.
Присадочный металл распределяется в шве за счет капиллярного притяжения.
ПАРНАЯ СВАРКА:
Метод сварки с использованием присадочного металла, который разжижается при температуре выше 450 ºC (842 ºF) и ниже твердого состояния основных металлов. В отличие от пайки, при сварке пайкой присадочный металл не распределяется в соединении за счет капиллярного действия.
МОСТ:
Дефект сварки из-за плохого проплавления. Пустота в основании сварного шва перекрывается металлом сварного шва.
ИЗГОТОВЛЕНИЕ:
Деформация, вызванная нагревом в процессе сварки.
ПОСЛЕДОВАТЕЛЬНОСТЬ НАСТРОЙКИ:
Порядок, в котором наплавленные валики многопроходного сварного шва накладываются по отношению к поперечному сечению стыка. См. ПОСЛЕДОВАТЕЛЬНОСТЬ БЛОКА.
СОЕДИНИТЕЛЬНОЕ СОЕДИНЕНИЕ:
Соединение между двумя деталями таким образом, что сварной шов, соединяющий детали, находится между плоскостями поверхности обеих соединяемых деталей.
BUTT WELD:
Сварка стыкового соединения.
BUTTER WELD:
Сварной шов, образованный одной или несколькими нитями или валиками, уложенными на непрерывную поверхность для получения желаемых свойств или размеров.
К
КАПИЛЛЯРНОЕ ПРИТЯЖЕНИЕ:
Явление, при котором адгезия между расплавленным присадочным металлом и основными металлами вместе с поверхностным натяжением расплавленного присадочного металла вызывает распределение присадочного металла между правильно подогнанными поверхностями паяемого соединения.
ОСАЖДЕНИЕ КАРБИДА:
Состояние, возникающее в аустенитной нержавеющей стали, содержащей углерод в перенасыщенном твердом растворе. Это состояние нестабильно.Перемешивание стали во время сварки вызывает выпадение в осадок излишков углерода в растворе. Этот эффект также называется распадом сварного шва.
УГЛЕРОДНАЯ РЕЗКА:
Процесс резки металлов теплом дуги между углеродным электродом и деталью.
УГЛЕРОДНАЯ СВАРКА:
Процесс сварки, при котором плавление осуществляется дугой между углеродным электродом и изделием. Можно использовать или не использовать напорный и / или присадочный металл и / или экранирование.
Можно использовать или не использовать напорный и / или присадочный металл и / или экранирование.
ПЛАМЯ НАГРЕЖДЕНИЯ:
Пламя оксиацетилена, в котором присутствует избыток ацетилена.Также называется избытком ацетилена или уменьшением пламени.
КАСКАДНАЯ ПОСЛЕДОВАТЕЛЬНОСТЬ: Последующие шарики останавливаются на коротком расстоянии от предыдущей, создавая каскадный эффект.
УПЛОТНЕНИЕ КОРПУСА:
Процесс поверхностного упрочнения, включающий изменение состава внешнего слоя сплава на основе железа за счет диффузии внутрь из газа или жидкости с последующей соответствующей термической обработкой. Типичными процессами упрочнения являются науглероживание, цианирование, нитроцементация и азотирование.
ЦЕПНЫЕ ПРЕРЫВНЫЕ ФИЛЕВЫЕ ШВЫ:
Две линии прерывистых угловых сварных швов в Т-образном соединении или внахлестку, в которых сварные швы в одной линии приблизительно противоположны швам в другой линии.
ФАСКА:
Подготовка сварного контура, кроме сварного шва с квадратной канавкой, на краю соединительного элемента.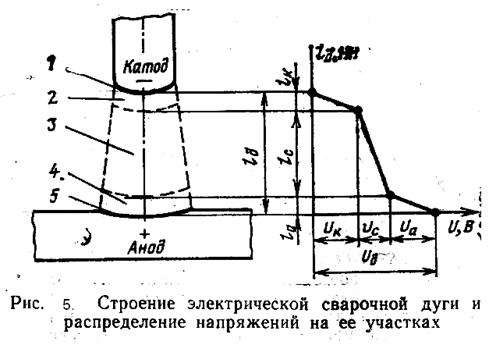
COALESCENCE:
Соединение или сплавление металлов при нагревании.
ЭЛЕКТРОД С ПОКРЫТИЕМ:
Электрод, на который снаружи нанесен флюс путем погружения, распыления, окраски или других аналогичных методов. При горении покрытие выделяет газ, охватывающий дугу.
СВАРКА С ОБЩИМ УПРАВЛЕНИЕМ:
Выполнение ряда точечных или выступающих сварных швов, при которых несколько электродов, одновременно контактирующих с изделием, постепенно функционируют под управлением электрического коммутационного устройства.
КОМПОЗИТНЫЙ ЭЛЕКТРОД:
Присадочный металлический электрод, используемый при дуговой сварке, состоящий из более чем одного металлического компонента, соединенного механически. Он может включать или не включать материалы, улучшающие свойства сварного шва или стабилизирующие дугу.
КОМПОЗИТНОЕ СОЕДИНЕНИЕ:
Соединение, в котором для соединения основных металлических частей используются термические и механические процессы.
Вогнутость:
Максимальное перпендикулярное расстояние от поверхности вогнутого сварного шва до линии, соединяющей пальцы.
ПОСТОЯННЫЙ НАГРЕВ:
Дополнительное тепло, прикладываемое к конструкции во время сварки.
КОНУС:
Коническая часть газового пламени рядом с отверстием наконечника.
РАСХОДНАЯ ВСТАВКА:
Предварительно нанесенный присадочный металл, который полностью вплавлен в основание соединения и становится частью сварного шва.
ВЫПУСКНОСТЬ:
Максимальное перпендикулярное расстояние от поверхности выпуклого углового шва до линии, соединяющей пальцы.
УГЛОВОЕ СОЕДИНЕНИЕ:
Соединение между двумя элементами, расположенными примерно под прямым углом друг к другу в форме L.
ПОКРЫТИЕ СТЕКЛА:
Прозрачное стекло, используемое в защитных очках, щитках для рук и шлемах для защиты стекла фильтра от разбрызгивания материала.
ЭЛЕКТРОД С ПОКРЫТИЕМ:
Металлический электрод с покрытием, стабилизирующим дугу и улучшающим свойства сварочного металла. Материал может представлять собой внешнюю обертку из бумаги, асбеста и других материалов или покрытие из флюса.
CRACK:
Разрыв типа трещины, характеризующийся острой вершиной и большим отношением длины и ширины к смещению раскрытия.
КРАТЕР:
Углубление в конце дугового шва.
КРИТИЧЕСКАЯ ТЕМПЕРАТУРА:
Температура перехода вещества из одной кристаллической формы в другую.
ПЛОТНОСТЬ ТОКА:
Ампер на квадратный дюйм площади поперечного сечения электрода.
НАКОНЕЧНИК ДЛЯ РЕЗКИ:
Наконечник газовой горелки, специально приспособленный для резки.
РЕЗКА:
Устройство, используемое при газовой резке для контроля газов, используемых для предварительного нагрева, и кислорода, используемого для резки металла
ЦИЛИНДР:
Переносной цилиндрический контейнер, используемый для хранения сжатого газа.
D — F
Д
ДЕФЕКТ:
Непрерывность или неоднородность, которые по своей природе или накопленному эффекту (например, общей длине трещины) делают деталь или продукт неспособными соответствовать минимальным применимым стандартам или спецификациям приемки. Этот термин обозначает отклоняемость.
Этот термин обозначает отклоняемость.
РАЗМЕЩЕННЫЙ МЕТАЛЛ:
Присадочный металл, добавленный во время операции сварки.
ЭФФЕКТИВНОСТЬ НАПЛАВЛЕНИЯ:
Отношение веса наплавленного металла к весу нетто израсходованных электродов без учета шлейфов.
ГЛУБИНА СПЛАВЛЕНИЯ:
Расстояние от исходной поверхности основного металла до точки, в которой плавление прекращается во время операции сварки.
УМЕР:
а. Сварка сопротивлением. Элемент, обычно имеющий форму рабочего контура, используемый для зажима свариваемых деталей и проведения сварочного тока.
г. Кузнечная сварка. Устройство, используемое при кузнечной сварке, в первую очередь, для формирования изделия в горячем состоянии и приложения необходимого давления.
ПЛАСТИНЧАТАЯ СВАРКА:
Процесс кузнечной сварки, при котором плавление осуществляется путем нагревания в печи и приложения давления с помощью штампов.
DIP BRAZING:
Процесс пайки, в котором соединение осуществляется путем нагрева в ванне расплавленного химического вещества или металла и с использованием цветного присадочного металла, имеющего температуру плавления выше 800 ºF (427 ºC), но ниже, чем у основных металлов. Наполнитель распределяется в стыке за счет капиллярного притяжения. Когда используется металлическая ванна, она обеспечивает присадочный металл.
ОТРИЦАТЕЛЬНЫЙ ЭЛЕКТРОД ПРЯМОГО ТОКА (DCEN):
Расположение выводов для дуговой сварки на постоянном токе, при котором работа является положительным полюсом, а электрод — отрицательным полюсом сварочной дуги.
ПОЛОЖИТЕЛЬНЫЙ ЭЛЕКТРОД ПРЯМОГО ТОКА (DCEP):
Расположение выводов для дуговой сварки на постоянном токе, при котором работа является отрицательным полюсом, а электрод — положительным полюсом сварочной дуги.
DISCONTINUITY:
Нарушение типичной структуры сварного изделия, например отсутствие однородности механических, металлургических или физических характеристик материала или сварного изделия. Нарушение непрерывности не обязательно является дефектом.
DRAG:
Расстояние по горизонтали между точкой входа и точкой выхода режущего потока кислорода.
ЭЛЕКТРОПРОВОДИМОСТЬ:
Свойство металла, которое позволяет ему постоянно деформироваться при растяжении до окончательного разрушения. Пластичность обычно оценивается испытанием на растяжение, при котором измеряется и рассчитывается величина удлинения и уменьшение площади разрушенного образца по сравнению с исходным образцом для испытаний.
DUTY CYCLE:
Процент времени в течение произвольного периода тестирования, обычно 10 минут, в течение которого источник питания может работать с номинальной мощностью без перегрузки.
E
КРАЕВОЕ СОЕДИНЕНИЕ:
Соединение между краями двух или более параллельных или почти параллельных элементов.
ПОДГОТОВКА КРАЯ:
Контур, подготовленный на кромке соединительного элемента для сварки
ЭФФЕКТИВНАЯ ДЛИНА ШВА:
Длина сварного шва, на которой выходит правильно подобранное поперечное сечение.
ELECTRIC ARC:
Существует несколько процессов, в которых используется электрическая дуга. К ним относятся:
- сварка под флюсом
- шпилька под приварку
- плазменно-дуговая сварка
- электрогазовая сварка
- Сварка атомарно-водородным
- Дуговая точечная сварка
- подводная дуговая сварка
ЭЛЕКТРОД:
а.Металл-дуга. Присадочный металл в виде проволоки или прутка, голый или покрытый, через который проходит ток между электрододержателем и дугой.
г. Углерод-дуга. Углеродный или графитовый стержень, по которому ток проходит между электрододержателем и дугой.
c. Атомный Hydroqen. Один из двух вольфрамовых стержней, между точками которого поддерживается дуга.
г. Электролитическое производство кислорода и водорода. Проводники, по которым ток входит и выходит из воды, которая разлагается при прохождении тока.
e. Сварка сопротивлением. Деталь или части аппарата для контактной сварки, через которые сварочный ток и давление прикладываются непосредственно к изделию.
СИЛА ЭЛЕКТРОДА:
а. Динамический. При точечной, шовной и выступающей сварке — сила (фунты) между электродами во время фактического цикла сварки.
г. Теоретический. При точечной, шовной и выступающей сварке сила, не считая трения и инерции, прилагаемая к электродам машины для контактной сварки благодаря начальному приложению силы и теоретическому механическому преимуществу системы.
г. Статический. При точечной, шовной и выступающей сварке — сила между электродами в условиях сварки, но при отсутствии тока и движения в сварочном аппарате.
ДЕРЖАТЕЛЬ ЭЛЕКТРОДА:
Устройство, используемое для механического удержания электрода и подачи к нему тока.
ELECTRODE SKID:
Скольжение электрода по поверхности изделия при точечной, шовной или выступающей сварке.
ВЫТИСНЕНИЕ:
Подъем или выступ на поверхности металла.
ТРАВЛЕНИЕ:
Процесс подготовки металлических образцов и сварных швов для макрографического или микрографического исследования.
Ф
ЛИЦЕВОЕ УКРЕПЛЕНИЕ:
Усиление сварного шва на той стороне стыка, с которой производилась сварка.
ЛИЦЕВАЯ СВАРКА:
Открытая поверхность сварного шва, выполненного дуговой или газовой сваркой, на стороне, с которой выполнялась сварка.
FAYING SURFACE:
Та поверхность элемента, которая контактирует с другим элементом, к которому он присоединен.
FERRITE:
Практически чистая форма железа, существующая ниже более низкой критической температуры и характеризующаяся кристаллической структурой объемно-центрированной кубической решетки. Он магнитный и имеет очень небольшую твердую растворимость углерода.
НАПОЛНИТЕЛЬНЫЙ МЕТАЛЛ:
Металл, добавляемый при сварке.
FILLET WELD:
Сварной шов приблизительно треугольного поперечного сечения, используемый при соединении внахлест, соединяющий две поверхности примерно под прямым углом друг к другу.
ФИЛЬТР СТЕКЛО:
Цветное стекло, используемое в защитных очках, шлемах и щитах для защиты от вредных световых лучей.
ПЛАМЕННАЯ РЕЗКА:
см. КИСЛОРОДНАЯ РЕЗКА.
ЗАЖАЖКА ПЛАМЕНЕМ:
См. ЗАЖАЖКА КИСЛОРОМ.
ПЛАМЕННАЯ ЗАКАЛКА:
Метод упрочнения стальной поверхности путем нагрева газовым пламенем с последующей быстрой закалкой.
МЯГЧЕНИЕ ПЛАМЕНИ:
Способ размягчения стали путем нагрева газовым пламенем с последующим медленным охлаждением.
FLASH:
Металл и оксид вытеснены из стыка, выполненного методом контактной сварки.
ВСПЫШНАЯ СВАРКА:
Процесс контактной сварки, при котором плавление осуществляется одновременно по всей площади соприкасающихся поверхностей за счет тепла, полученного в результате сопротивления току между двумя поверхностями и приложения давления после нагрева, по существу завершен.Прошивка сопровождается вытеснением металла из стыка.
ВОСПРОИЗВЕДЕНИЕ:
Горение газов внутри резака или за его пределами в шланге, обычно с пронзительным шипящим звуком.
ПЛОСКОЕ ПОЛОЖЕНИЕ:
Положение, в котором сварка выполняется с верхней стороны соединения и лицевой стороны сварного шва, приблизительно горизонтально.
ПЛЕНКА:
Процесс, в котором соединение осуществляется путем нагрева расплавленным цветным присадочным металлом, наливаемым на соединение, до тех пор, пока не будет достигнута температура пайки.Наполнитель распределяется в стыке за счет капиллярного притяжения. Смотрите BRAZING.
РАСХОДОМЕР:
Используется для регулирования газов, используемых при сварке, таких как гелий и аргон.
СВАРКА ПО ПОТОКУ:
Процесс, в котором плавление осуществляется путем нагрева расплавленным присадочным металлом, наливаемым на свариваемые поверхности, до тех пор, пока не будет достигнута температура сварки и не будет добавлен требуемый присадочный металл. Присадочный металл не распределяется в шве за счет капиллярного притяжения.
FLUX:
Чистящее средство, используемое для растворения оксидов, выделения захваченных газов и шлака, а также для очистки металлов при сварке, пайке и пайке.
ПЕРЕДНЯЯ СВАРКА:
Метод газовой сварки, при котором факел направляется на основной металл перед завершенным сварным швом.
КУЗОВАЯ СВАРКА:
Группа сварочных процессов, в которых плавление осуществляется путем нагрева в кузнице или печи и приложения давления или ударов.
ИСПЫТАНИЕ НА БЕСПЛАТНЫЙ изгиб:
Метод испытания образцов сварных швов без использования направляющей.
FULL FILLET WELD:
Угловой сварной шов, размер которого равен толщине соединенного более тонкого элемента.
ТОПКА ПЕЧИ:
Процесс, в котором соединение осуществляется нагревом печи и цветным присадочным металлом, имеющим температуру плавления выше 800 ºF (427 ºC), но ниже, чем у основных металлов. Наполнитель распределяется в стыке за счет капиллярного притяжения.
FUSION:
Тщательное и полное перемешивание между двумя кромками основного металла, подлежащего соединению, или между основным металлом и присадочным металлом, добавленным во время сварки.
ЗОНА ПЛАВЛЕНИЯ (ПРОНИКНОВЕНИЕ НАПОЛНИТЕЛЯ):
Площадь плавления основного металла, определяемая по поперечному сечению сварного шва.
г — я
г
ГАЗОВАЯ УГЛЕРОДНАЯ СВАРКА:
Процесс дуговой сварки, при котором плавление осуществляется путем нагрева с помощью электрической дуги между угольным электродом и изделием. Экранирование обеспечивается инертным газом, таким как гелий или аргон. Можно использовать или не использовать напорный металл и / или присадочный металл.
ГАЗОВАЯ СВАРКА МЕТАЛЛА (МИГ) (GMAW):
Процесс дуговой сварки, при котором плавление осуществляется путем нагрева электрической дугой между металлическим электродом и изделием.Экранирование обеспечивается инертным газом, таким как гелий или аргон. Можно использовать или не использовать напорный металл и / или присадочный металл.
ГАЗОВЫЙ КАРМАН:
Сварочная полость, образованная улавливанием газов, выделяемых металлом при охлаждении.
ГАЗОВАЯ СВАРКА Вольфрамовым электродом вольфрамовым электродом (TIG) (GTAW):
Процесс дуговой сварки, при котором плавление осуществляется путем нагревания электрической дугой между вольфрамовым электродом и изделием, в то время как инертный газ образуется вокруг области сварки для предотвращения окисления. Флюс не используется.
ГАЗОВАЯ СВАРКА:
Процесс, при котором тепло при сварке получается из газового пламени.
МИРОВОЙ ПЕРЕНОС (ДУГОВАЯ СВАРКА):
Тип переноса металла, при котором расплавленный присадочный металл переносится по дуге большими каплями.
GMAW:
Газовая дуговая сварка металлическим электродом (также известная как MIG, дуговая сварка порошковой проволокой, дуговая сварка с распылением и сварка коротким замыканием) используется для 70% сварочных работ сегодня. Обеспечивает высокую скорость сварки, узкий валик и глубокое проплавление. В этом процессе используется электродная проволока с непрерывной подачей и защитный газ.
ОЧКИ:
Устройство с цветными линзами, защищающими глаза от вредного излучения при сварке и резке.
КАНАВКА:
Отверстие между двумя элементами, которое должно быть соединено сваркой с разделкой кромок.
УГОЛ КАНАВКИ:
Общий угол наклона канавки между деталями, соединяемыми сваркой с разделкой кромок.
ПЕРЕДНЯЯ ЧАСТЬ:
Эта поверхность элемента, входящая в канавку.
РАДИУС КАНАВКИ:
Радиус J- или U-образной канавки.
СВАРОЧНЫЙ ШОВ:
Сварной шов, выполненный путем наплавки присадочного металла в канавку между двумя соединяемыми элементами.
ЗАЗЕМЛЕНИЕ:
Подключение рабочего кабеля к работе.
GTAW:
Сварка электрической дугой и неплавящимся вольфрамовым электродом в горелке с водяным охлаждением. Также называется сваркой TIG или HELLIARC.
ИСПЫТАНИЕ НА НАПРАВЛЯЕМЫЙ ИЗГИБ:
Испытание на изгиб, при котором испытуемый образец изгибается до определенной формы с помощью зажимного приспособления.
H
МОЛОТНАЯ СВАРКА:
Процесс кузнечной сварки.
РУЧНОЙ ЩИТ:
Устройство, используемое при дуговой сварке для защиты лица и шеи. Он оснащен линзой со стеклянным фильтром и предназначен для того, чтобы его можно было держать в руке.
ЖЕСТКАЯ ОБЛИЦОВКА:
Особая форма наплавки, при которой покрытие или оболочка наносится на поверхность с основной целью уменьшения износа или потерь материала в результате истирания, ударов, эрозии, истирания и кавитации.
ЖЕСТКАЯ ПОВЕРХНОСТЬ:
Нанесение твердого износостойкого сплава на поверхность более мягкого металла.
ЗАКАЛКА:
а. Нагревание и закалка некоторых сплавов на основе железа от температуры выше критического диапазона температур с целью получения твердости, превышающей твердость, полученную при отсутствии закалки сплава. Этот термин обычно ограничивается образованием мартенсита.
г. Любой процесс повышения твердости металла подходящей обработкой, обычно включающий нагрев и охлаждение.
ТЕПЛОЗАЩИТНАЯ ЗОНА:
Та часть основного металла, структура или свойства которой были изменены теплом сварки или резки.
ВРЕМЯ НАГРЕВА:
Продолжительность каждого импульса тока при импульсной сварке.
ТЕПЛОВАЯ ОБРАБОТКА:
Операция или комбинация операций, включающая нагрев и охлаждение металла или сплава в твердом состоянии с целью получения определенных желаемых условий или свойств. Отопление и охлаждение с единственной целью механической обработки исключаются из значения определения.
НАГРЕВАТЕЛЬНЫЕ ВОРОТА:
Отверстие в термитной форме, через которое свариваемые детали предварительно нагреваются.
ШЛЕМ:
Устройство, используемое при дуговой сварке для защиты лица и шеи. Он оснащен фильтрующим стеклом и предназначен для ношения на голове.
ВРЕМЯ УДЕРЖАНИЯ:
Время, в течение которого давление поддерживается на электродах после прекращения подачи сварочного тока.
ГОРИЗОНТАЛЬНАЯ СВАРКА:
Процесс сварки валиком или встык, при котором его линейное направление горизонтально или наклонено под углом менее 45 градусов к горизонтали, а свариваемые части расположены вертикально или приблизительно вертикально.
HORN:
Держатель электрода аппарата для точечной контактной сварки.
РАСПОЛОЖЕНИЕ РОГОВ:
В аппарате контактной сварки — свободный рабочий зазор между выступами или плитами под прямым углом к глубине горловины. Это расстояние измеряется с параллельными и горизонтальными рогами в конце хода вниз.
HOT SHORT:
Состояние, которое возникает, когда металл нагревается до этой точки перед плавлением, когда вся прочность теряется, но форма все еще сохраняется.
ВОДОРОДНАЯ Пайка:
Метод пайки в печи в атмосфере водорода.
ГИДРОМАТИЧЕСКАЯ СВАРКА:
См. СВАРКА С КОНТРОЛЬНЫМ ДАВЛЕНИЕМ.
HYGROSCOPIC:
Легко впитывает и удерживает влагу.
I
ИСПЫТАНИЕ НА УДАР:
Испытание, при котором по образцу внезапно наносятся один или несколько ударов. Результаты обычно выражаются в единицах поглощенной энергии или количества ударов заданной интенсивности, необходимых для разрушения образца.
ДУГОВАЯ СВАРКА МЕТАЛЛА НА ПРОПИТАННОЙ ЛЕНТЕ
Процесс дуговой сварки, при котором плавление осуществляется путем нагрева электрической дугой между металлическим электродом и изделием. Экранирование достигается за счет разложения пропитанной ленты, намотанной вокруг электрода, когда она подается на дугу. Давление не используется, а присадочный металл получают из электрода.
ИНДУКЦИОННАЯ ПРЕПЯТКА:
Процесс, в котором соединение осуществляется за счет тепла, полученного в результате сопротивления изделия потоку индуцированного электрического тока, и с использованием цветного присадочного металла, температура плавления которого выше 800 ºF (427 ºC), но ниже что из неблагородных металлов.Наполнитель распределяется в стыке за счет капиллярного притяжения.
ИНДУКЦИОННАЯ СВАРКА:
Процесс, в котором плавление осуществляется за счет тепла, полученного в результате сопротивления работы потоку индуцированного электрического тока, с приложением давления или без него.
ИНЕРТНЫЙ ГАЗ:
Газ, который обычно химически не соединяется с основным металлом или присадочным металлом.
МЕЖПРОХОДНАЯ ТЕМПЕРАТУРА:
В многопроходном сварном шве самая низкая температура наплавленного металла шва перед началом следующего прохода.
Дж — М
Дж
СОЕДИНЕНИЕ:
Часть конструкции, в которой соединяются отдельные детали из основного металла.
ПРОНИКНОВЕНИЕ СОЕДИНЕНИЯ:
Максимальная глубина, на которую сварной шов проходит от лицевой поверхности до стыка, без учета армирования.
К
KERF:
Пространство, из которого был удален металл в процессе резки.
л
LAP JOINT:
Соединение между двумя перекрывающимися элементами.
СЛОЙ:
Слой металла шва, состоящий из одного или нескольких валиков сварного шва.
НОЖКА ФИЛЕЙНОГО ШВА:
Расстояние от основания стыка до носка углового сварного шва.
LIQUIDUS:
Самая низкая температура, при которой металл или сплав становятся полностью жидкими.
МЕСТНЫЙ ПРЕДВАРИТЕЛЬНЫЙ ОБОГРЕВ:
Предварительный нагрев определенной части конструкции.
МЕСТНОЕ СНИЖЕНИЕ НАПРЯЖЕНИЙ:
Термическая обработка для снятия напряжений определенной части конструкции.
м
КОЛЛЕКТОР:
Множественный коллектор для подключения нескольких цилиндров к одной или нескольким линиям подачи резака.
МАРТЕНСИТ:
Мартенсит — это микрокомпонент или структура в закаленной стали, характеризующаяся игольчатым или игольчатым рисунком на поверхности полировки. Он имеет максимальную твердость по сравнению с любой структурой, образованной продуктами разложения аустенита.
ЗАМЯСНАЯ СВАРКА:
Шовный сварной шов, выполненный внахлестку, при которой толщина внахлестку уменьшается приблизительно до толщины одного из нахлестанных соединений за счет приложения давления, когда металл находится в пластичном состоянии.
ТОЧКА ПЛАВЛЕНИЯ:
Температура, при которой металл начинает плавиться.
ДИАПАЗОН ПЛАВЛЕНИЯ:
Диапазон температур между солидусом и ликвидусом.
СКОРОСТЬ ПЛАВЛЕНИЯ:
Вес или длина электрода, плавящегося за единицу времени.
ДУГОВАЯ РЕЗКА МЕТАЛЛА:
Процесс резки металлов плавлением с использованием тепла металлической дуги.
ДУГОВАЯ СВАРКА МЕТАЛЛА:
Процесс дуговой сварки, при котором металлический электрод удерживается таким образом, что тепло дуги плавит электрод и изделие, образуя сварной шов.
МЕТАЛЛИЗАЦИЯ:
Метод наплавки или склеивания металла для ремонта изношенных деталей.
MIG:
Газовая дуговая сварка металла. Также называется MIG для инертного газа металла. Пистолет держит электрод, который совпадает с присадочным стержнем. Заполняющий стержень подается с катушки, что избавляет от необходимости останавливаться и запускаться. Используется в основном для сварки алюминия и стали.
СМЕСИТЕЛЬНАЯ КАМЕРА:
Часть сварочной горелки или резака, в которой смешиваются газы для сгорания.
МУЛЬТИИМПУЛЬСНАЯ СВАРКА:
Выполнение точечной, выпуклой и высаженной сварки более чем одним импульсом тока.При использовании переменного тока каждый импульс может состоять из части цикла или числа циклов.
MULTIPASS WELDS:
Когда несколько сварных швов применяются в одном проекте.
N — P
N
НЕЙТРАЛЬНОЕ ПЛАМЯ:
Газовое пламя, в котором уравновешиваются объемы кислорода и ацетилена и оба газа полностью сгорают.
NICK BREAK TEST:
Метод проверки прочности сварных швов путем надрезания каждого конца сварного шва с последующим резким ударом молотка по образцу для разрыва сварного шва от зазубрины до зазубрины.Визуальный осмотр покажет любые дефекты сварного шва.
ЦВЕТНЫЕ:
Металлы, не содержащие железа. Алюминий, латунь, бронза, медь, свинец, никель и титан — цветные металлы.
НОРМАЛИЗАЦИЯ:
Нагрев сплавов на основе железа примерно до 100 ºF (38 ºC) выше критического диапазона температур с последующим охлаждением ниже этого диапазона в неподвижном воздухе при обычной температуре.
NUGGET:
Зона плавленого металла контактной сварки.
O
OFW: Сокращенное обозначение газокислородной сварки.В оксигруппу входят три процесса, включая ацетилен, кислородно-кислородную сварку и газовую сварку под давлением.
НАПРЯЖЕНИЕ ОТКРЫТОЙ ЦЕПИ:
Напряжение между клеммами сварочного источника, когда в сварочной цепи отсутствует ток.
ПОЛОЖЕНИЕ НАЗАД:
Положение, в котором сварка выполняется с нижней стороны стыка и лицевой стороны сварного шва, приблизительно горизонтально.
НАКЛАДКА:
Выступ металла сварного шва за пределы соединения на носке сварного шва.
ОКИСЛЯЮЩЕЕ ПЛАМЯ:
Оксиацетиленовое пламя с избытком кислорода. Несгоревший избыток имеет тенденцию окислять металл шва.
ОКСИАЦЕТИЛЕНОВАЯ РЕЗКА:
Процесс кислородной резки, при котором необходимая температура резки поддерживается пламенем, полученным при сгорании ацетилена с кислородом.
СВАРКА ОКСИАЦЕТИЛЕНА:
Процесс сварки, при котором требуемая температура достигается за счет пламени, образующегося при сгорании ацетилена с кислородом.
КИСЛОРОДНАЯ РЕЗКА:
Процесс кислородной резки, при котором необходимая температура резки поддерживается с помощью дуги между электродом и основным металлом.
OXY-CITY GAS CUTTING:
Процесс кислородной резки, в котором необходимая температура резки поддерживается пламенем, полученным при сжигании городского газа с кислородом.
КИСЛОРОДНАЯ РЕЗКА:
Процесс резки черных металлов путем химического воздействия кислорода на элементы основного металла при повышенных температурах.
КИСЛОРОДНАЯ СТРОЖКА:
Применение кислородной резки, при котором образуется фаска или канавка.
КИСЛОРОДНО-ВОДОРОДНАЯ РЕЗКА:
Процесс кислородной резки, при котором необходимая температура резки поддерживается пламенем, полученным при сжигании городского газа с кислородом.
КИСЛОРОДНО-ВОДОРОДНАЯ СВАРКА:
Процесс газовой сварки, при котором требуемая температура сварки достигается за счет пламени, образующегося при сгорании водорода с кислородом.
КИСЛОРОДНАЯ ГАЗОВАЯ РЕЗКА:
Процесс кислородной резки, при котором необходимая температура резки поддерживается пламенем, получаемым при сжигании природного газа с кислородом.
КИСЛОРОПРОПАНОВАЯ РЕЗКА:
Процесс кислородной резки, при котором необходимая температура резки поддерживается пламенем, полученным при сгорании пропана с кислородом.
п.
PASS:
Наплавленный металл наплавлен за одну общую последовательность вдоль оси сварного шва.
ОБРАБОТКА:
Механическая обработка металлов ударами молотка. Упрочнение имеет тенденцию растягивать поверхность холодного металла, тем самым снимая напряжения сжатия.
ВНИМАТЕЛЬНАЯ ИНСПЕКЦИЯ:
a. Флуоресцентный. Смываемый водой пенетрант с высокой флуоресценцией и низким поверхностным натяжением. Он втягивается в небольшие отверстия на поверхности за счет капиллярного действия. Под воздействием черного света краситель флуоресцирует.
г. Краситель. Процесс, включающий использование трех некоррозионных жидкостей. Сначала используется раствор для очистки поверхности. Затем наносится пенетрант и дается постоять не менее 5 минут. После выдержки пенетрант удаляется более бедным раствором и наносится проявитель.Пенетрант красителя, который остался в неоднородности поверхности, будет вытягиваться проявителем на поверхность, что приведет к появлению ярко-красных индикаторов.
УПОРНАЯ СВАРКА:
Процесс контактной сварки, при котором разряд электрической энергии и приложение высокого давления происходят одновременно или с электрическим разрядом, возникающим незадолго до приложения давления.
ПЕРЛИТ:
Перлит — это пластинчатый агрегат феррита и карбида железа, образующийся в результате прямого превращения аустенита в нижней критической точке.
ШАГ:
Расстояние между центрами сварных швов.
ПРИВАРНАЯ ЗАГЛУШКА:
Сварной шов выполняется в отверстии в одном элементе соединения внахлест, соединяя этот элемент с той частью поверхности другого элемента, которая выходит через отверстие. Стенки отверстия могут быть или не быть параллельными, и отверстие может быть частично или полностью заполнено металлом сварного шва.
ТОЧЕЧНАЯ СВАРКА:
Процесс точечной сварки, при котором давление вручную прикладывается к одному электроду. Другой электрод прижимается к любой части металла почти так же, как заземление при дуговой сварке.
ПОРИСТОСТЬ:
Наличие газовых карманов или включений при сварке.
ПОЛОЖЕНИЯ СВАРКИ:
Вся сварка выполняется в одном из четырех положений: плоском, горизонтальном, потолочном и вертикальном. Предельные углы различных положений в некоторой степени зависят от того, является ли сварной шов угловым или канавочным.
POSTHEATING:
Нагревание узла после сварки, пайки, пайки, термического напыления или резки.
ИНТЕРВАЛ ПОСЛЕ СВАРКИ:
При контактной сварке время нагрева между окончанием времени сварки или интервалом сварки и началом времени выдержки.В течение этого интервала сварной шов подвергают механической и термической обработке.
ПРЕДВАРИТЕЛЬНЫЙ НАГРЕВ:
Нагревание основного металла перед операцией сварки или резки.
СВАРКА С КОНТРОЛЬНЫМ ДАВЛЕНИЕМ:
Выполнение ряда точечных или выступающих сварных швов, в которых несколько электродов работают постепенно под контролем устройства контроля давления.
СВАРКА ПОД ДАВЛЕНИЕМ:
Любой процесс или метод сварки, в которых давление используется для завершения сварки.
ИНТЕРВАЛ ПРЕДВАРИТЕЛЬНОЙ СВАРКИ:
При точечной, выступающей сварке и сварке с осадкой — время между окончанием времени сжатия и началом времени сварки или интервала сварки, в течение которого материал предварительно нагревается. При сварке оплавлением это время, в течение которого материал предварительно нагревается.
КВАЛИФИКАЦИЯ ПРОЦЕДУРЫ:
Демонстрация того, что сварные швы, выполненные с помощью определенной процедуры, могут соответствовать установленным стандартам.
ПРОЕКЦИОННАЯ СВАРКА:
Процесс контактной сварки между двумя или более поверхностями или между концами одного элемента и поверхностью другого.Сварные швы локализуются в заранее определенных точках или выступах.
ПУЛЬСАЦИОННАЯ СВАРКА:
Процесс точечной, выступающей или шовной сварки, при котором сварочный ток прерывается один или несколько раз без сброса давления или изменения положения электродов.
ТОЛЧНАЯ СВАРКА:
Выполнение точечной или выступающей сварки, в которой сила равна силе тока, прерывается один или несколько раз без сброса давления или изменения положения электродов.
PUSH WELDING:
Выполнение точечной или выступающей сварки, при которой усилие прикладывается вручную к одному электроду, а деталь или опорный стержень заменяет другой электрод.
Q — S
Q
QUENCHING:
Внезапное охлаждение нагретого металла маслом, водой или сжатым воздухом.
R
РЕАКЦИОННОЕ НАПРЯЖЕНИЕ:
Остаточное напряжение, которое иначе не могло бы существовать, если бы свариваемые элементы или детали были изолированы как свободные тела без соединения с другими частями конструкции.
ПОНИЖЕНИЕ ПЛАМЕНИ:
См. ПЛАМЯ КАРБЮРИРОВАНИЯ.
РЕГУЛЯТОР:
Устройство, используемое для понижения давления в баллоне до подходящего рабочего давления горелки.
УСИЛЕННЫЙ СВАР:
Металл сварного шва, образовавшийся над поверхностью двух прилегающих листов или пластин, сверх того, что требуется для указанного размера сварного шва.
ОСТАТОЧНОЕ НАПРЯЖЕНИЕ:
Напряжение, остающееся в конструкции или элементе в результате термической и / или механической обработки.
СОПРОТИВЛЕНИЕ ПЕЧИ:
Процесс пайки, в котором соединение осуществляется за счет тепла, полученного в результате сопротивления прохождению электрического тока в цепи, частью которой является обрабатываемая деталь, и с использованием цветного присадочного металла, температура плавления которого превышает 800 ºF. (427 ºC), но ниже, чем у неблагородных металлов.Наполнитель распределяется в стыке за счет капиллярного притяжения.
РЕЗИСТЕНТНАЯ СВАРКА:
Группа процессов контактной сварки, при которой сварка выполняется одновременно по всей площади контакта соединяемых деталей.
ТОЧЕЧНАЯ СВАРКА СОПРОТИВЛЕНИЯ (RSW):
Использует электрический ток, который проходит через металл. Не требует присадочного стержня. Процесс легко автоматизировать и требует небольшого тепловложения.
СОПРОТИВЛЕНИЕ СВАРКИ:
Группа сварочных процессов, в которых плавление осуществляется за счет тепла, полученного в результате сопротивления прохождению электрического тока в цепи, частью которой является обрабатываемая деталь, и за счет приложения давления.
ОБРАТНАЯ ПОЛЯРНОСТЬ:
Расположение выводов для дуговой сварки постоянным током, при котором работа является отрицательным полюсом, а электрод — положительным полюсом сварочной дуги.
ИСПЫТАНИЕ НА ТВЕРДОСТЬ по Роквеллу:
В этом испытании прибор измеряет твердость, определяя глубину проникновения пенетратора в образец при определенных произвольных фиксированных условиях испытания. Пенетратором может быть стальной шарик или алмазный сферокон.
КОРЕНЬ:
См. КОРЕНЬ СОЕДИНЕНИЯ и КОРЕНЬ СВАРЯ.
КОРЕНЕВАЯ ТРЕЩИНА:
Трещина в сварном шве или основном металле, возникающая в основании сварного шва.
КОРНЕВАЯ КРАЯ:
Кромка свариваемой детали, примыкающая к основанию.
КОРНЕВАЯ ЛИЦО:
Часть подготовленной кромки элемента, которая должна быть соединена сварным швом с разделкой кромок, без фаски или бороздки.
КОРЕНЬ СОЕДИНЕНИЯ:
Та часть свариваемого соединения, где элементы подходят ближе всего друг к другу. В поперечном сечении основание соединения может быть точкой, линией или областью.
КОРЕНЬ ШВА:
Точки, как показано в поперечном сечении, в которых основание сварного шва пересекает поверхности основного металла.
ОТКРЫТИЕ КОРНЯ:
Разделение между соединяемыми элементами в корне стыка.
ПРОНИКНОВЕНИЕ КОРНЯ:
Глубина, на которую сварной шов с канавкой доходит до основания стыка, измеряется по средней линии поперечного сечения корня.
S
ШАРФ:
Скошенная поверхность стыка.
SCARFING:
Процесс удаления дефектов и проверок, возникающих при прокатке стальных заготовок, с использованием низкоскоростной кислородной горелки для снятия шва.
SEAL WELD:
Сварной шов, используемый в основном для обеспечения герметичности и предотвращения утечки.
СВАРКА ШВА:
Сварка продольного шва листового металла путем стыковки или перекрытия стыков.
SELECTIVE BLOCK SEQUENCE:
Последовательность блоков, в которой следующие друг за другом блоки завершаются в определенном порядке, выбранном для создания заданного образца напряжения.
:
Процесс контактной сварки, при котором два или более сварных шва выполняются одновременно с помощью одного сварочного трансформатора с полным током, проходящим через каждый сварной шов.
РАЗДЕЛЕНИЕ ЛИСТА:
При точечной, шовной и выступающей сварке — зазор вокруг сварного шва между стыковочными поверхностями после сварки.
ЗАЩИТНАЯ СВАРКА:
Процесс дуговой сварки, при котором защита от атмосферы обеспечивается за счет использования флюса, разложения покрытия электрода или инертного газа.
ПЛЕЧО:
См. КОРЕННЕЕ ЛИЦО.
НАПРЯЖЕНИЕ НА УСАДКУ:
См. ОСТАТОЧНОЕ НАПРЯЖЕНИЕ.
СВАРКА ОДНИМ ИМПУЛЬСОМ:
Выполнение точечной, выпуклой и высаженной сварки одиночным импульсом тока.Когда используется переменный ток, импульс может состоять из части цикла или количества циклов.
РАЗМЕР ШВА:
а. Пазовый сварной шов. Проникновение в шов (глубина снятия фаски плюс врезание корня, если указано).
г. Угловые швы равнополочные. Длина участка наибольшего равнобедренного прямоугольного треугольника, который можно вписать в поперечное сечение углового шва.
г. Угловые швы с неравными полками. Длина участка наибольшего прямоугольного треугольника, который может быть вписан в поперечное сечение углового сварного шва.
г. Фланец под приварку. Толщина металла шва, измеренная в основании сварного шва.
ПРОПУСТИТЬ ПОСЛЕДОВАТЕЛЬНОСТЬ:
См. ПОСЛЕДОВАТЕЛЬНОСТЬ ПЕРЕДАЧИ.
ВКЛЮЧЕНИЕ ШЛАКА:
Неметаллический твердый материал, застрявший в металле сварного шва или между металлом сварного шва и основным металлом.
СВАРКА СО СЛОТОМ:
Сварной шов, выполненный в удлиненном отверстии в одном элементе соединения внахлест или тройник, соединяющий этот элемент с той частью поверхности другого элемента, которая выходит через отверстие. Отверстие может быть открытым с одного конца и может быть частично или полностью заполнено металлом сварного шва.(Паз, сваренный угловым сварным швом, не следует рассматривать как соответствующий этому определению.)
ЗАПИСАНИЕ:
Добавление отдельного элемента или частей материала в соединение до или во время сварки с получением сварного соединения, которое не соответствует проектным чертежам или требованиям спецификации.
SMAW: При дуговой сварке защищенным металлом (стержнем) используется плавящийся электрод, в сердечнике которого находится твердый металлический стержень. Стержень и электрод плавятся и становятся частью сварного шва. Электрод покрыт флюсом для защиты сварного шва от загрязнения.
ПАЙКА:
Группа сварочных процессов, при которых происходит слияние материалов путем их нагрева до подходящей температуры и использования присадочного металла, температура ликвидуса которого не превышает 450 ºC (842 ºF) и ниже солидуса основных материалов. Наполнитель распределяется между плотно прилегающими поверхностями стыка за счет капиллярного действия.
SOLIDUS:
Самая высокая температура, при которой металл или сплав становится полностью твердым.
РАСПОРНАЯ ПОЛОСА:
Металлическая полоса или стержень, вставленные в основание соединения, подготовленные для сварного шва с разделкой кромок, чтобы служить в качестве основы и поддерживать отверстие в корне во время сварки.
SPALL:
Небольшие сколы или фрагменты, которые иногда выделяются электродами во время сварочных работ. Эта проблема особенно характерна для электродов с толстым покрытием.
БРЫЗГИ:
Частицы металла, выбрасываемые во время дуговой и газовой сварки, не являющиеся частью сварного шва.
ТОЧЕЧНАЯ СВАРКА:
Процесс контактной сварки, при котором плавление осуществляется за счет тепла, полученного в результате сопротивления прохождению электрического тока через детали, удерживаемые вместе под давлением электродами.Размер и форма индивидуально сформированных сварных швов ограничены размером и контуром электродов.
РАСПЫЛЕНИЕ:
Тип переноса металла, при котором расплавленный присадочный металл перемещается в осевом направлении через дугу небольшими каплями.
СВАРКА РАСПЫЛЕНИЕМ: другой термин для дуговой сварки распылением или GMAW.
ШАГОВАЯ ПЕРЕДАЧА ФИЛЕЙНОЙ СВАРКИ:
Две линии прерывистой сварки на стыке, таком как тройник, при этом шаг углового шва в одной линии смещен по сравнению с другой.
СВАРКА НА СОХРАНЕННОЙ ЭНЕРГИИ:
Выполнение сварного шва с использованием электрической энергии, аккумулируемой электростатическим, электронно-магнитным или электрохимическим способом с относительно низкой скоростью и доступной при требуемой скорости сварки.
ПРЯМАЯ ПОЛЯРНОСТЬ:
Расположение выводов для дуговой сварки постоянным током, при котором работа является положительным полюсом, а электрод — отрицательным полюсом сварочной дуги.
СНИЖЕНИЕ НАПРЯЖЕНИЙ:
Процесс уменьшения внутренних остаточных напряжений в металлическом объекте путем нагрева до подходящей температуры и выдержки в течение определенного времени при этой температуре.Эта обработка может применяться для снятия напряжений, вызванных литьем, закалкой, нормализацией, механической обработкой, холодной обработкой или сваркой.
СТРУННАЯ СВАРКА:
Метод металлической дуговой сварки деталей толщиной 3/4 дюйма (19 мм) или более, при котором наплавленный металл наплавляется слоями, состоящими из цепочек валиков, наносимых непосредственно на поверхность фаски.
СТАНДАРТНАЯ СВАРКА:
Процесс дуговой сварки, при котором плавление осуществляется путем нагревания электрической дугой между металлической шпилькой или аналогичной деталью и другой заготовкой до тех пор, пока соединяемые поверхности не нагреются должным образом.Их объединяют под давлением.
ДУГОВАЯ СВАРКА ПОД ФУНКЦИЕЙ:
Процесс дуговой сварки, при котором плавление осуществляется путем нагревания электрической дугой или дугой между неизолированным металлическим электродом или электродами и изделием. Сварка защищена слоем гранулированного легкоплавкого материала на рабочем месте. Давление не используется. Присадочный металл получают из электрода, а иногда и из дополнительной сварочной проволоки.
ПОВЕРХНОСТЬ:
Нанесение присадочного металла на металлическую поверхность для получения желаемых свойств или размеров.
Т — Я
т
ПРИЕМНИК:
Сварной шов, предназначенный для удержания частей сварной конструкции в правильном выравнивании до тех пор, пока не будут выполнены окончательные сварные швы.
ТРОЙНИК:
Соединение между двумя элементами, расположенными примерно под прямым углом друг к другу в форме T.
ТЕМПЕР ЦВЕТА:
Цвета, которые появляются на поверхности стали, нагретой при низкой температуре в окислительной атмосфере.
ВРЕМЯ ТЕМПЕРАТУРЫ:
При контактной сварке — та часть периода после сварки, в течение которой протекает ток, пригодный для отпуска или термообработки.Ток может быть одно- или многоимпульсным, с различными интервалами нагрева и охлаждения.
ЗАПУСК:
Повторный нагрев закаленной стали до некоторой температуры ниже нижней критической температуры с последующим охлаждением с желаемой скоростью. Целью отпуска стали, закаленной закалкой, является снятие возникающих напряжений, восстановление части ее пластичности и повышение ударной вязкости путем регулирования или корректировки охрупченных структурных компонентов металла. Температурные условия отпуска могут быть выбраны для данного состава стали, чтобы получить практически любую желаемую комбинацию свойств.
ПРОЧНОСТЬ НА РАЗРЫВ:
Максимальная нагрузка на единицу исходной площади поперечного сечения, которую выдерживает материал во время испытания на растяжение.
ИСПЫТАНИЕ НА РАСТЯЖЕНИЕ:
Испытание, при котором образец ломается путем приложения возрастающей нагрузки к двум концам. В ходе испытания определяются упругие свойства и предел прочности материала. После разрыва сломанный образец можно измерить на удлинение и уменьшение площади.
THERMIT CRUCIBLE:
Сосуд, в котором происходит реакция термита.
THERMIT MIXTURE:
Смесь оксида металла и мелкодисперсного алюминия с добавлением легирующих металлов по мере необходимости.
THERMIT MOLD:
Форма, формируемая вокруг свариваемых деталей для приема расплавленного металла.
ТЕРМИЧЕСКАЯ РЕАКЦИЯ:
Химическая реакция между оксидом металла и алюминием, в результате которой образуется перегретый расплавленный металл и шлак оксида алюминия.
ТЕРМИТНАЯ СВАРКА:
Группа сварочных процессов, в которых плавление осуществляется путем нагрева перегретым жидким металлом и шлаком в результате химической реакции между оксидом металла и алюминием с приложением давления или без него.Присадочный металл получают из жидкого металла.
ГЛУБИНА:
В аппарате для контактной сварки — расстояние от центральной линии электродов или валиков до ближайшей точки столкновения для плоских поверхностей или листов. В машине для шовной сварки с универсальной головкой глубина горловины измеряется на машине, предназначенной для поперечной сварки.
ГОРЛО ФИЛЕЙНОЙ СВАРКИ:
а. Теоретический. Расстояние от начала корня соединения, перпендикулярного гипотенузе наибольшего прямоугольного треугольника, которое может быть вписано в поперечное сечение углового шва.
г. Действительный. Расстояние от корня углового шва до центра его грани.
TIG:
TIG — это еще одно название GTAW (газовая дуговая сварка вольфрамом). В этом процессе используются неплавящийся вольфрамовый электрод и горелка с воздушным или водяным охлаждением. В процессе используется электрическая дуга для выработки тепла, он стоит дороже, чем другие процессы, но значительно чище.
ТРЕЩИНА НОСКА:
Трещина в основном металле, возникающая у носка сварного шва.
НОС ШВА:
Место соединения лицевой поверхности сварного шва и основного металла.
ФАКЕЛ:
См. РЕЗАК ДЛЯ РЕЗКИ или СВАРОЧНЫЙ ФАКЕЛ.
РЕЗЕРВНАЯ Пайка:
Процесс пайки, при котором склеивание осуществляется путем нагрева газовым пламенем и с использованием цветного присадочного металла, имеющего температуру плавления выше 800 ºF (427 ºC), но ниже, чем у основного металла. Присадочный металл распределяется в стыке капиллярного притяжения.
ПОПЕРЕЧНАЯ СВАРКА:
Выполнение шва в направлении, по существу перпендикулярном глубине горловины аппарата для шовной сварки.
Вольфрамовый электрод:
Неполный металлический электрод, используемый при дуговой сварке или резке, в основном из вольфрама.
U
ТРЕЩИНА ВНИЗ:
Трещина в зоне термического влияния, не доходящая до поверхности основного металла.
UNDERCUT:
Канавка, вплавленная в основной металл, прилегающая к носку или основанию сварного шва и оставленная незаполненной металлом сварного шва.
ОБРЕЗАНИЕ:
Нежелательная кратер на краю сварного шва, вызванный неправильной техникой плетения или чрезмерной скоростью сварки.
UPSET:
Локальное увеличение объема в области сварного шва в результате приложения давления.
СВАРКА НА ПЕРЕБОРОКЕ:
Процесс контактной сварки, при котором плавление осуществляется одновременно по всей площади соприкасающихся поверхностей или постепенно вдоль стыка за счет тепла, полученного в результате сопротивления прохождению электрического тока через область контакта этих поверхностей. Давление прикладывается до начала нагрева и поддерживается в течение всего периода нагрева.
УСИЛИЕ ВЫКЛЮЧЕНИЯ:
Сила, действующая на свариваемые поверхности при сварке оплавлением или сваркой с осаждением.
В
ВЕРТИКАЛЬНОЕ ПОЛОЖЕНИЕ:
Положение сварки, при котором ось шва приблизительно вертикальна. При сварке труб труба находится в вертикальном положении, а сварка выполняется в горизонтальном положении.
Вт
ПОСЛЕДОВАТЕЛЬНОСТЬ БЛОКА ПЕРЕДАЧИ:
Последовательность сварки блоков, в которой последовательные блоки сварки завершаются случайным образом после завершения нескольких блоков запуска.
WANDERING SEQUENCE:
Продольная последовательность, в которой приращения сварного шва наносятся случайным образом.
ВОСКОВЫЙ ИЗОБРАЖЕНИЕ:
Восковое формование вокруг свариваемых деталей методом термитной сварки до формы, необходимой для готового шва.
WEAVE BEAD:
Тип сварного шва с поперечным колебанием.
WEAVING:
Метод наплавки металла шва, при котором электрод колеблется. Обычно это достигается полукруглым движением дуги вправо и влево от направления сварки.Плетение служит для увеличения ширины отложения, уменьшения нахлеста и способствует образованию шлака.
WELD:
Локальное сплавление металлов путем нагрева до подходящей температуры. Можно использовать или не использовать напорный металл и / или присадочный металл. Наплавочный металл имеет температуру плавления примерно такую же или ниже температуры плавления основных металлов, но всегда выше 800 ºF (427 ºC).
WELD BEAD:
Наплавленный шов в результате прохода.
МАНОМЕТР:
Устройство, предназначенное для проверки формы и размера сварных швов.
СВАРНЫЙ МЕТАЛЛ:
Та часть сварного шва, которая была расплавлена во время сварки.
СИМВОЛ СВАРЯ:
Рисунок, используемый для обозначения желаемого типа сварного шва.
СВАРОЧНОСТЬ:
Способность материала образовывать прочное сцепление под давлением или при затвердевании из жидкости.
СЕРТИФИКАЦИЯ СВАРОЧНИКА:
Письменное свидетельство о том, что сварщик произвел сварные швы, соответствующие установленным стандартам.
КВАЛИФИКАЦИЯ СВОЕЙ ПРОИЗВОДИТЕЛЬНОСТИ:
Демонстрация способности сварщика выполнять сварные швы, соответствующие установленным стандартам.
СВАРКИ:
а. Электродный вывод. Электрический проводник между источником тока дуговой сварки и электрододержателем.
г. Ведущий к работе. Электрический проводник между источником тока дуговой сварки и заготовкой.
ПОЛОЖЕНИЯ ДЛЯ СВАРКИ:
Имеется четыре положения сварки: плоское, горизонтальное, потолочное и вертикальное.
ДАВЛЕНИЕ СВАРКИ:
Давление, оказываемое во время операции сварки на свариваемые детали.
ПРОЦЕДУРА СВАРКИ:
Подробные методы и приемы, включая все процедуры сварки стыков, используемые при производстве сварного изделия.
СВАРОЧНЫЙ ПРУТ:
Присадочный металл в виде проволоки или прутка, используемый в процессах газовой сварки и пайки, а также в тех процессах дуговой сварки, в которых электрод не обеспечивает присадочный металл.
СИМВОЛ СВАРКИ:
Собранный символ состоит из следующих восьми элементов или таких из них, которые необходимы: контрольная линия, стрелка, основные символы сварного шва, размеры и другие данные, дополнительные символы, символы отделки, хвостовая часть, спецификация, процесс или другие ссылки.
ТЕХНИКА СВАРКИ:
Подробные сведения о ручной, машинной или полуавтоматической сварке, которые в пределах ограничений предписанной процедуры сварки стыков контролируются сварщиком или оператором сварки.
НАКОНЕЧНИК ПО СВАРКЕ:
Наконечник газовой горелки, специально приспособленный для сварки.
СВАРОЧНЫЙ ГОРЕЛ:
Устройство, используемое при газовой сварке и пайке горелкой для смешивания и регулирования потока газов.
ТРАНСФОРМАТОР СВАРОЧНЫЙ:
Устройство для подачи тока заданного напряжения.
СВАРКА:
Узел, составные части которого сформированы сваркой.
СКОРОСТЬ ПОДАЧИ ПРОВОЛОКИ:
Скорость в мин / сек или дюйм / мин, при которой присадочный металл расходуется при дуговой сварке или термическом напылении.
РАБОЧИЙ ПРОВОД:
Электрический провод (кабель) между источником тока дуговой сварки и деталью.
х
РЕНТГЕНОВСКИЙ:
Метод радиографического контроля, используемый для обнаружения внутренних дефектов сварного шва
Y
Предел текучести:
Предел текучести — это нагрузка на единицу площади, при которой происходит заметное увеличение деформации образца с небольшим увеличением нагрузки или без нее; Другими словами, предел текучести — это напряжение, при котором происходит заметное увеличение деформации с незначительным увеличением напряжения или без него.
Определение дуговой сварки: Maine Welding Company
Определение дуговой сварки . В процессе дуговой сварки сварной шов создается за счет сильного нагрева электрической дуги, протянутой между электродом и заготовкой, или, в некоторых случаях, между двумя электродами. Сварные швы выполняются с приложением давления или без него, а также с присадочным металлом или без него. Процессы дуговой сварки можно разделить на два класса в зависимости от типа используемого электрода: металлические электроды и угольные электроды.
Электроды металлические. Процессы дуговой сварки, которые попадают в эту категорию, включают дуговую сварку голым металлом, приварку шпилек, приварку шпилек в защитном газе, дуговую сварку под флюсом, дуговую сварку вольфрамовым электродом в среде газа, дуговую сварку металлом в среде защитного газа, дуговую сварку металлом в защитных оболочках, сварку с использованием атомарного водорода, точечную дуговую сварка, сварка швом и дугой.
Электроды угольные. Процессы дуговой сварки, которые попадают в эту категорию, включают сварку угольной дугой, сварку двойной угольной дугой, газовую сварку угольной дугой и дуговую сварку в среде защитного угля.
Наплавка металла шва.
(1) При дуговой сварке металлом ряд отдельных сил ответственен за перенос расплавленного присадочного металла и расплавленного шлака на основной металл. Эти силы описаны ниже в пунктах (2) — (7).
(2) Испарение и конденсация. Небольшая часть металла, проходящего через дугу, особенно металл, сильно нагретый на конце электрода, испаряется. Часть этого испаренного металла улетучивается в виде брызг, но большая его часть конденсируется в кратере сварного шва, температура которого намного ниже.Это происходит со всеми типами электродов и во всех положениях сварки.
(3) Гравитация. Гравитация влияет на перенос металла при сварке в плоском положении. В других положениях необходимо использовать небольшие электроды, чтобы избежать чрезмерной потери металла шва, поскольку поверхностное натяжение не может удерживать большое количество расплавленного металла в кратере сварного шва.
(4) Пинч-эффект. Сильный ток, проходящий через расплавленный металл на кончике электрода, создает радиальную сжимающую магнитную силу, которая стремится сжимать расплавленную глобулу и отделять ее от электрода.
(5) Поверхностное натяжение. Эта сила удерживает присадочный металл и шарики шлака в контакте с расплавленной основой или металлом сварного шва в кратере. Это мало связано с переносом металла по дуге, но является важным фактором удержания расплавленного металла сварного шва на месте и формирования контуров сварного шва.
(6) Газовый поток от электродных покрытий. Газы образуются в результате горения и улетучивания покрытия электрода и расширяются за счет тепла кипящего конца электрода.Скорость и движение этого газового потока заставляет мелкие частицы в дуге двигаться от наконечника электрода в расплавленный кратер на изделии.
(7) Выделение окиси углерода из электрода. Согласно этой теории движения металла в сварочной дуге, окись углерода выделяется в расплавленном металле на кончике электрода, вызывая миниатюрные взрывы, которые выталкивают расплавленный металл от электрода к изделию. Эта теория подтверждается тем фактом, что электроды из неизолированной проволоки, сделанные из железа высокой чистоты или «убитой стали» (т.е.например, сталь, которая была почти полностью раскислена при литье) не может успешно использоваться в верхнем положении. Перенос металла от электрода к изделию, разбрызгивание и образование кратеров в этой теории вызваны деуглероживающим действием в расплавленной стали.
Дуговый кратер. Кратеры от дуги образуются под давлением расширяющихся газов от наконечника электрода (дуговая дуга), заставляющих жидкий металл приближаться к краям кратера. Более высокая температура центра по сравнению с температурой сторон кратера заставляет сначала остывать края.Таким образом, металл протягивается от центра к краям, образуя низкое пятно.
ДУГОВАЯ СВАРКА | Определение ARC WELDING в Оксфордском словаре на Lexico.com также означает ARC WELDING
arc сварка
Произношение / ärk ˈˌweldiNG / / ˈˌɑrk ˈˌwɛldɪŋ /
Перевести дуговую сварку на испанский язык
существительное
Металлы свариваются за счет тепла, выделяемого электрической дугой.
«Для дуговой сварки в среде защитного металла существует два основных типа электродных покрытий.’
Другие примеры предложений
- ‘ Это же предостережение относится к автоматической дуговой сварке порошковой проволокой или газовой дуговой сварке. ‘
- ‘ Дуговая сварка защищенным металлом может использоваться для сварки в широком диапазоне толщин медные сплавы. ‘
- ‘ Корпус собирается с использованием различных технологий, включая дуговую сварку, точечную сварку и самопробивные заклепки. ‘
- ‘ В настоящее время наиболее часто применяемые процессы сварки включают газовую сварку, дуговую сварку сварка и контактная сварка.»
- » Дуговая сварка вольфрамом с использованием инертных защитных газов вряд ли является новым процессом. «
- » Этот эффект сводится к минимуму при газовой дуговой сварке из-за более высокой скорости сварки. «
- » Требования к предварительному нагреву аналогичны требованиям дуговой сварки металлическим электродом в газовой среде. ‘
- «Традиционная дуговая сварка металлическим электродом в газовой среде была очень трудоемким процессом, требующим значительного ремонта и брака».
- «Покрытые электроды — это самый популярный вид присадочного металла, применяемый при дуговой сварке.«
- » Требуемое оборудование идентично тому, которое требуется для дуговой сварки в экранированном металле. »
- « Все сварщики выполняли ручную дуговую сварку в экранированном металле. Для быстрой и качественной дуговой сварки необходимо согласованное управление скоростью подачи проволоки, формой импульса и движением робота.
- «Например, Триведи указывает, что высокая металлическая скульптура, спроектированная Пабло Пикассо было бы невозможно без дуговой сварки.’
- ‘ В некоторых случаях используется процесс газовой вольфрамовой дуговой сварки или плазменной горячей проволоки. ‘
- ‘ Дуговая сварка под флюсом обычно не используется для свободно обрабатываемых сталей. ‘
- ‘ Газовая сварка Металлическая дуговая сварка используется для соединения титана и титановых сплавов толщиной более 3 мм. ‘
- ‘ Традиционная дуговая сварка имеет преимущество в том, что она недорогая, но ее сложно контролировать. ‘
- ‘ Это по сравнению с плотность тока всего 104 Вт на квадратный сантиметр для дуговой сварки.’
- «Например, сварка под флюсом широко используется для наращивания поверхности изношенных деталей».
Использование различных типов дуги при промышленной сварке | Международный журнал машиностроения и материаловедения
Введение
Дуговая сварка — ключевой процесс в промышленном производстве (Найду и др., 2003), а газовая дуговая сварка металлическим электродом (GMAW) широко используется во многих обрабатывающих отраслях из-за ее фундаментальных преимуществ. , например, регулируемые профили проплавления, гладкий валик, малое разбрызгивание и высокая скорость сварки (Kah et al.2009 г.). За последние два десятилетия GMAW стала основной технологией в индустрии роботизированной сварки (Chen and Wu 2009). Тип дуги является важным фактором во многих приложениях; однако явление дуги полностью не объяснено и проявляет неизвестные свойства и поведение.
Использование дуги соответствующего типа при сварке различных материалов с разной толщиной обеспечивает экономию средств, сокращает время производства и улучшает качество. В последнее время важной проблемой стало соединение тонких материалов и материалов, чувствительных к нагреванию.Лучшее понимание явлений дуги может помочь в разработке и совершенствовании интегрированного проектирования промышленных сварочных систем (Iordachescu and Quintino 2008). В связи с растущим разнообразием соединяемых материалов и множеством различных процессов дуговой сварки потребность в понимании различных типов процессов дуговой сварки становится как никогда актуальной. Кроме того, при управлении и изменении процесса сварки знание явления дуги облегчит получение улучшенного качества сварных швов и надежных соединений (Eagar 1990a, b).
Это исследование дает краткое введение в характеристики дуги, обсуждает классификацию сварочных дуг, представляет сравнение дуг и обсуждает преимущества и недостатки различных дуг. Наконец, рассматриваются типы сварочных дуг и их роль в промышленном применении.
Характеристики дуги
Сварочную дугу можно рассматривать как проводник газа, который преобразует электрическую энергию в тепловую (Найду и др. 2003). В исследовании Ланкастера (1984) сварочная дуга рассматривается как газообразное тело цилиндрической формы, ограниченное температурным градиентом.Одна из проблем, с которой обычно сталкивается сварочная промышленность, — это плохая стабильность дуги. Стабильность дуги и длина дуги влияют на процесс переноса металла (Pal et al. 2010). При стабильной дуге перенос металла происходит равномерно, а количество брызг минимально (Hermans and Ouden 1999). В ситуации стабильной дуги можно найти взаимосвязь между напряжением и током, показанную на рисунке 1 (Ibrahim Khan 2007). График показывает, что дуга не подчиняется закону Ома. Кроме того, уменьшающаяся часть характеристики дуги является частью Айртона и характеризуется нестабильной дугой, в то время как часть Ома, увеличивающаяся область, применяется при сварке.Другие факторы, такие как атмосфера дуги, длина дуги и металлы, также влияют на наклон кривой.
Рисунок 1Типичная характеристика дуги по сравнению с законом Ома (Ибрагим Хан 2007 г. ).
Дуговая плазма
Дуговая плазма представляет собой ионизированное состояние сварочного газа и представляет собой смесь почти равных количеств электронов и ионов.Плазма переносит ток дуги. Большую часть тока проводят электроны. В случае дуговой сварки электродом обычно считается катод, а заготовка — анод. Электроны выходят из электрода (т. Е. Отрицательного вывода) и направляются в заготовку (т. Е. Положительный вывод) (Найду и др., 2003). Чтобы определить влияние дуговой плазмы на сварочную ванну, необходимо учитывать четыре фактора: (i) тепловой поток, (ii) плотность тока, (iii) напряжение сдвига и (iv) давление дуги.
Существует прямая зависимость между увеличением теплового потока и плотности тока и глубиной сварочной ванны. Увеличение напряжения сдвига в расплавленной ванне способствует протеканию наружу потока в верхней части сварочной ванны, а увеличение давления дуги может привести к более вогнутой поверхности сварочной ванны (Murphy et al. 2009). Однако давление дуги не влияет на плоскостность поверхности сварочной ванны, когда ток составляет менее 200 А (Lin and Eagar 1985; Wang and Tsai 2001).
Температура дуги
Первоначально считалось, что температура сварочной дуги состоит из тепла плазмы дуги, но Кобайн и Бургер (1955) показали, что большая часть тепла, передаваемого детали от электрода, происходит от потока ток в металл.Позже это понимание было расширено Куигли и др. (1973), которые отметили, что только 20% тепла переносится горячими газами, а 80% остается в электрическом токе. В зависимости от точной природы плазмы и силы тока, протекающего через нее, температура сварочной дуги варьируется от 5000 до 30 000 К (Найду и др., 2003; Роберт и Месслер, 2004). В некоторых случаях мощность чрезвычайно высока, а температура может подниматься до 50 000 К (Найду и др. 2003).
На температуру плазмы влияют два важных фактора: конкретная плазма и ее плотность (Роберт и Месслер, 2004).При дуговой сварке однокомпонентным газом, которая используется в некоторых сварочных процессах, температура в GMAW ниже, поскольку расплавленные капли, пар и ионы металлов более концентрированы. На рисунке 2 показано распределение температуры дуги при сварке алюминия методом GMA при 250 А. Как видно, центральная сердцевина дуги имеет самую высокую температуру, которая изменяется в зависимости от используемого защитного газа (Роберт и Месслер, 2004).
Рисунок 2Распределение температуры дуги при сварке GMA алюминия при 250 A (Smårs and Acinger 1968 г. ).
Ток дуги
На процесс сварки влияет несколько факторов, таких как ток дуги, напряжение дуги, скорость перемещения горелки, присадочная проволока и частота вращения (Лу и др. 2009; Мун и др. 2006). При выборе этих параметров следует учитывать количество подводимого тепла и желаемое плавление (Мин и др. 2011). На режим дуги и, следовательно, на качество сварки сильно влияет сила тока (Ху и Цай, 2006). На глубину проплавления также существенно влияет ток дуги.При дуговой сварке металлическим газом увеличение тока дуги увеличивает проплавление шва. Однако повышенное проникновение в стык также увеличивает вероятность прожога и трещин при затвердевании. Эксперименты, проведенные Ху и Цай (2006), показали, что более высокий ток приводит к более высокой электромагнитной силе, которая заставляет каплю отделяться от электрода к сварочной ванне. Кроме того, при более высоком токе размер расплавленной капли меньше и частота появления капель выше.
Напряжение дуги
Напряжение дуги пропорционально длине дуги.Следовательно, напряжением дуги можно управлять, изменяя длину дуги (Найду и др., 2003). На рис. 3 показаны кривые напряжения дуги типичного источника питания на диаграмме сварочного тока и напряжения. Видно, что небольшое изменение напряжения приводит к очень большому изменению сварочного тока. Как следствие взаимосвязи между сварочным током и напряжением дуги, свойства и геометрия сварного шва могут быть предсказаны (Shoeb et al.2013): сварка под высоким напряжением дает очень широкий валик с возможными поднутрениями и вогнутой формой, а сварка тоже низкое напряжение приводит к низкому качеству сварного шва.
Рисунок 3Саморегулирование напряжения дуги (Найду и др. 2003 г. ).
Как видно из рисунка 3, напряжение значительно изменяется при небольшом изменении длины дуги, в то время как изменение тока незначительно. Следовательно, длина дуги больше влияет на напряжение, чем на сварочный ток. Длина дуги на этой диаграмме разделена на три части: длинную, среднюю и малую, которые представляют собой так называемые кривые источника напряжения.Соединение кривых CC и CV с кривой источника напряжения называется рабочей точкой источника питания и может быть изменено в процессе сварки (Naidu et al. 2003).
Проникновение дуги
Для определения глубины проникновения дуги необходимо знать положение дуги, которое рассчитывается на основе таких параметров, как сварочное напряжение, сварочный ток и скорость подачи проволоки. Положение дуги определяется как сумма удлинения проволоки и длины дуги. На рисунке 4 эти параметры показаны для GMAW как L и L a соответственно.Расстояние между сварочной горелкой и заготовкой составляет H , а параметр P отображает глубину проплавления (Ивата и др. 2009a, b).
Рисунок 4Параметры для прогнозирования положения дуги (Ивата и др. 2009a , б ).
На рис. 5 показана взаимосвязь между положением дуги и проплавлением при сварке плоских листов под флюсом.Подгоночная линия на графике показывает, что значения глубины проникновения дуги и положения дуги очень близки. Таким образом, связь такая, как и ожидалось (Ивата и др., 2009a, b).
Рисунок 5Сравнение прогнозируемой и фактической глубины проникновения для ПАВ (Ивата и др. 2009a , б ).
Эффективность дуги
Эффективность дуги является важным фактором в процессах дуговой сварки и обычно объясняется как вклад тепла в металл, деленный на общую тепловую энергию дуги (Eagar 1990a).Другими словами, эффективность дуги измеряется как количество энергии дуги, подводимой к подложке (Дюпон и Мардер, 1995). Эффективность дуги влияет на скорость сварки и может варьироваться от 60% до 99% для различных сварочных процессов (Eagar 1990b). Важно знать эффективность дуги, чтобы измерить эффективность плавления, как экспериментально, так и с помощью моделей теплового потока (Dupont and Marder 1995). Параметры сварки (например, ток и напряжение) мало влияют на эффективность дуги для данного процесса, а эффективность процессов сварки неплавящимся электродом считается немного ниже, чем у процессов с плавящимися электродами (Kou 1987; Lancaster 1984).Подвод тепла можно рассчитать с использованием эффективности дуги по формуле, приведенной в уравнении 1 (Gunaraj and Murugan, 2002):
$$ \ mathrm {Heat} \; \ mathrm {input} \ left (\ frac {\ mathrm {kJ}} {\ mathrm {cm}} \ right) = \ frac {\ mathrm {Arc} \; \ mathrm {Voltage} \ times \ mathrm {Arc} \; \ mathrm {current}} {\ mathrm {Welding} \; \ mathrm {скорость} \ times 1000} \ times \ mathrm {Arc} \; \ mathrm {эффективность} $$
(1)
Стабильность дуги
Стабильность дуги — еще одна важная характеристика дуговой сварки.На стабильность дуги влияют такие параметры, как мощность дуги, режим переноса металла и регулярность режима переноса металла (Ghosh et al. 2006). Брызги во время сварки — главный отрицательный результат плохой стабильности дуги; разбрызгивание приводит к потерям материала, увеличивает время очистки и снижает качество сварного шва (Suban and Tusek 2003).
Свойства идеальной и стабильной сварочной дуги следующие (Suban and Tusek 2003): (i) форма всего переносимого материала постоянна, (ii) длина дуги постоянна, и (iii) существует небольшое количество брызг или их полное отсутствие.
При сварке плавящимся электродом, например GMAW, стабильность дуги зависит от поведения корня дуги (Коста и др., 2010). Еще одним фактором стабильности дуги является смесь защитного газа. Стабильность дуги ниже в газовой смеси с повышенным содержанием углекислого газа (CO 2 ). На рисунке 6 показано, что большая длина дуги и более тонкое изотермическое распределение — две характеристики смеси с низким содержанием диоксида углерода (Pires et al. 2007).
Рисунок 6Распределение температуры для смесей: высокое (слева) и низкое (справа) содержание диоксида углерода. Для того же тока и напряжения I 1 выше, чем I 2 (Pires et al., 2007)
Удар дуги
Удар дуги — это явление, при котором дуга имеет тенденцию отделяться от точка сварки, как если бы дул сильный ветер (Найду и др., 2003). Причиной возникновения дуги является дисбаланс магнитного поля, окружающего заготовку (Gerbec 2009). Обычно это явление возникает в трех ситуациях: (i) направление тока изменяется, (ii) вокруг сварочной дуги есть магнитные материалы, и (iii) магнитные материалы находятся рядом с краем пластины (Naidu et al.2003 г.). Выдувание дуги обычно наблюдается только при высоких сварочных токах постоянного тока. Этого можно избежать, снизив уровень тока, используя сварочный ток переменного тока и размагничивая приспособление (Gerbec 2009). Напряжение дуги влияет на отклонение дуги, так что дуга с более низким напряжением становится короче и жестче и имеет лучшее сопротивление отклонению, чем дуга с более высоким напряжением дуги.
Как упоминалось ранее, тепловая энергия дуги создается электрическими реакциями между анодом и катодом внутри плазмы.2 $$
(2)
В данной формуле и α , и β являются константами, l s — удельное сопротивление электрода, α ω — это площадь поперечного сечения проволоки, а I — сварочный ток (Найду и др., 2003).
Пинч-эффект
Дуга во всех проводниках, по которым проходит ток, окружена магнитным полем (Luksa 2006).При дуговой сварке площадь поперечного сечения плавящегося электрода меняется, а направление электромагнитной силы зависит от направления потока сварочного тока. Магнитное поле имеет силу, направленную к центру дуги, так называемую силу Лоренца. С увеличением силы тока сила тока и радиальное сужение дуги увеличиваются из-за большей магнитной силы. Этот процесс называется пинч-эффектом (Дзельницки, 2000; Роберт, Месслер, 2004). Величина сжимающего усилия напрямую зависит от сварочного тока и диаметра проволоки и влияет на отрыв капли от сварного шва (Kasikci 2003).Пинч-эффект показан на Рисунке 7 (Надзам, 2006).
Рисунок 7Пинч-эффект при коротком замыкании передачи (Nadzam 2006 г. ).
Когда площадь поперечного сечения электрода увеличивается, сила Лоренца действует в том же направлении, что и ток. Уменьшение площади поперечного сечения электрода заставляет силу Лоренца действовать в направлении, обратном току.Сила Лоренца может действовать двумя способами, отделяя капли от наконечника электрода до сварочной ванны. Во-первых, если электрод положительный и размер капли больше диаметра проволочного электрода, магнитная сила разделяет каплю. Во-вторых, есть сужение или сужение. В этом случае магнитная сила действует в обоих направлениях от точки сужения (Роберт и Месслер, 2004).
Типы дуги
После первой классификации типов дуги в 1976 г. (Lancaster 1984) было предложено несколько дополнительных классификаций.Короткая дуга, шарообразная дуга и дуга со струйным переносом — это три основных классификации типов дуги Американского сварочного общества (AWS) (Iordachescu and Quintino 2008). В 1984 г. Международный институт сварки (IIW) разделил типы дуги струйного распыления на три категории: (i) капельное или проекционное распыление, (ii) вращающееся распыление и (iii) струящееся распыление (Iordachescu and Quintino 2008; Lancaster 1986 ). Норриш (2003), а затем Пономарев и др. (2003) изменили эту категоризацию. Использование цифрового управления источниками питания привело ко многим улучшениям в управлении дугой, особенно при сварке короткими и импульсными дугами.Цифровое управление увеличивает скорость реакции инвертора источника питания, а использование сложного программного обеспечения позволяет напрямую влиять на дугу (Weman 2003; Iordachescu and Quintino 2008).
В таблице 1 обобщена попытка классификации переноса металла. Использование цифрового управления источниками питания привело ко многим улучшениям в управлении дугой, особенно при сварке короткими и импульсными дугами. Цифровое управление увеличивает скорость реакции инвертора источника питания, а использование сложного программного обеспечения позволяет напрямую влиять на дугу (Weman 2003; Iordachescu and Quintino 2008).Текущая классификация дуги IIW показана в таблице 2. Таблица также включает пример процесса сварки и доминирующую силу для каждого типа режима переноса (Иордакеску и Квинтино, 2008; Роберт и Месслер, 2004).
Таблица 1 Краткое описание эволюции режима переноса металла Таблица 2 IIW классификация режимов переноса металла и примеры сварочных процессов aРазличные факторы побудили усилия по классификации дуги и переноса металла, в том числе необходимость лучшего понимания процесса, чтобы иметь возможность лучше его исследовать и контролировать.Лучшая классификация позволила различить дугу по капельному переносу. Таким образом, в зависимости от стабильности дуги может происходить желательный (например, перемычка, распыление) или нежелательный (например, отталкивающийся, взрывной) перенос металла.
При мостовом переносе расплавленный металл растет, пока не коснется сварочной ванны. Возникает короткое замыкание и повышается ток; таким образом, сужение и разрыв отделяют каплю. При переносе в полете нет контакта между электродной проволокой и сварочной ванной (Li and Zhang 2007).Если размер капель, оторвавшихся от электрода до расплавленной сварочной ванны, меньше диаметра электродной проволоки, то в дуговом режиме проецируется режим распыления. Если расплавленный металл от электрода вращается, это называется вращающейся струей дуги. Спроецированное распыление для упрощения терминологии в основном называется дугой распыления (Роберт и Месслер, 2004). Характеристики, которые обычно типичны для проецируемой струйной дуги, — это устойчивый отрыв, малое разбрызгивание, постоянный размер капли и прямой перенос капель. Следовательно, этот режим дуги предпочтителен при обычном GMAW (Li and Zhang 2007).
Режимы дуги связаны с напряжением дуги и уровнем тока. Изменяя эти два параметра, можно изменять режимы дуги. При небольшом токе капля не образуется, пока не коснется сварочной ванны; этот режим дуги представляет собой так называемую короткую дугу. Режим дуги меняется на шаровую дугу, когда ток увеличивается так, что создается небольшая электромагнитная сила (Wang et al. 2004). В шаровой дуге диаметр капли больше, чем у электрода, и капля образуется под действием силы тяжести.При дальнейшем увеличении тока тип дуги меняется на спроецированную дугу с разбрызгиванием, затем на струящуюся дугу и, наконец, на вращающуюся дугу (Li and Zhang 2007). Различные типы дуг могут быть показаны на диаграммах напряжения и тока дуги.
В качестве иллюстрации влияния тока, напряжения и состава защитного газа Иордакеску и Квинтино на заседании IIW в 2003 году классифицировали типы дуги на основе «естественных режимов переноса». Однако сегодня из-за использования более развитых контроллеров естественные режимы передачи уже не используются так часто (Iordachescu and Quintino 2008).На рисунке 8 из исследования Пономарева показан тип дуги в зависимости от тока, напряжения и защитного газа (Пономарев и др., 2003).
Рисунок 8IIW классификация переноса металла, изображенная на диаграмме напряжения дуги и сварочного тока (Пономарев и др. 2003 г. ).
Переходный ток был важной темой в типе дуги при сварке GMA.Он устанавливает предел между шаровой дугой и дугой со струйным переносом и определяет рабочие условия процесса сварки, как это было предложено Пономаревым и др. (2003) на рисунке 8. Согласно Иордакеску и Квинтино (2008), может быть второй ток перехода между короткой дугой и шаровидной дугой, как показано на рисунке 9. Цель предложения состоит в том, чтобы охватить как обычную, так и проецируемую струю. .
Рисунок 9Основные режимы передачи. Диаграмма U (I) на основе классификации Иордакеску и Кинтино (2008).
В дополнение ко второй линии переходного тока исследование Иордакеску и Квинтино (2008) предложило новую классификацию режима переноса дуги в GMAW в зависимости от тока, напряжения и защитного газа: короткое замыкание, глобулярная капля, шаровидный отталкивающий, капельный, струйный и вращающийся режимы переноса. Рисунок 9 иллюстрирует эту классификацию дуг в GMAW (Иордакеску и Квинтино, 2008). На рисунке показаны контролируемый, основной и переходный режимы на той же диаграмме, и каждая часть разделена зонами переходного тока.Первый переходный ток разделяет контролируемую и основную моды, а второй переходный ток разделяет области спрея и глобулярной основной группы. Кроме того, режим дуги меняется с увеличением сварочного тока и напряжения дуги. На рисунке показано, что электрический ток при переносе короткой дуги ниже, чем в других типах дуг, и что вращающийся перенос требует большого тока.
В таблице 3 показан режим переноса типа дуги из классификации стандартов DIN для сварки GMA (Iordachescu and Quintino 2008).Размер капель и режим переноса металла также названы для каждого типа дуги. Знание типа дуги и соответствующего режима переноса уменьшается, если игнорировать их соответствующее применение. Важность соответствующих приложений возрастает с разработкой нового термочувствительного металла (Matusiak and Pfeifer 2011).
Таблица 3 Классификация переноса металла при сварке GMA в соответствии со стандартами DIN (Iordachescu и Quintino 2008 г. )Сравнение различных типов дуги: преимущества и недостатки
В этом разделе приводится сравнение типов сварочной дуги.Список сварочных дуг состоит из естественных и контролируемых типов. В таблице 4 представлена сравнительная таблица основных свойств типов дуги. В зависимости от типа дуги и свойств дуги в таблице указаны характеристики для промышленного применения. Можно заметить, что традиционная управляющая дуга демонстрирует более низкую стабильность дуги и, как следствие, низкую производительность с точки зрения качества сварки. Кроме того, операция невозможна во всех положениях, кроме короткой дуги. Управляемая дуга обеспечивает более высокую скорость наплавки и лучшую стабильность.Вследствие повышения устойчивости увеличивается производительность. Экономия самая высокая, но оборудование немного дороже. Уровень разбрызгивания выше при неконтролируемой шаровидной дуге; однако регулируемая короткая дуга может обеспечить сварку практически без брызг. Подвод тепла сводится к минимуму с помощью регулируемой короткой дуги, но дуга с более высокой скоростью наплавки требует достаточного количества тепла. Управление направлено на ограничение неожиданного короткого замыкания дуги, работа стабильна, а затраты на экономию значительно улучшаются.Слабость шаровидной дуги может быть успешно уменьшена за счет управления скрытой дугой, глубина проплавления увеличивается, а разбрызгивание подавляется. Импульсное управление — наиболее стабильная дуга с большим диапазоном тока; следовательно, можно сваривать более толстый профиль и более широкий диапазон металла.
Таблица 4 Сравнение различных сварочных дуг aПрименение различных типов дуги
Правильный выбор типа дуги может снизить риск появления дефектов сварки и повысить производительность.В этом разделе обсуждаются применения дугового типа. Обсуждение начинается с естественной дуги, затем следует управляемая дуга. Обсуждение основано на сравнительной характеристике из таблицы 4 относительно их применения, а в таблице 5 представлены типы дуги и их применения.
Таблица 5 Сварочная дуга и ее применениеКороткая дуга
Короткая дуга подходит для приложений, требующих низкого тепловложения, и позволяет соединять тонкие материалы и листы в любом положении.Это хороший выбор, когда необходимо минимизировать деформацию конструкции. Он подходит для сварных швов с канавками в качестве корневого прохода или для заполнения зазоров стыков, а также для корневого прохода сварных швов с открытыми канавками и сварных швов с плоскими кромками. Режим короткой дуги широко используется в трубной промышленности и очень применим для корневых швов труб. Он может использоваться с углеродистой сталью со 100% -ным защитным газом из двуокиси углерода или смесью максимум 25% CO 2 и остальным аргоном. Режим короткой дуги также применим к низкоуглеродистой стали, низколегированной стали и нержавеющей стали с толщиной от 0.5 и 2,6 мм. Однако он не может выполнять сварку алюминия (Deruntz 2003). Хотя обычная короткая дуга используется во многих приложениях, ее использование ограничено из-за высокого потенциального чрезмерного образования брызг, образования дыма, отсутствия плавления, меньшей перекрываемости зазора и нестабильности дуги (Hermans and Ouden 1999; Jenkins et al. 2005). Плохая производительность обычной короткой дуги является результатом ограниченной способности источника питания контролировать каждую последовательность режима короткого замыкания металла (Lyttle and Praxair 1990; Althouse et al.2004; Laren 2004; Goecke 2005a, b; Джеффус и Бауэр 2010). Вследствие этого ограничения обычная короткая дуга постепенно заменяется управляемой короткой дугой при корневом проходе листового металла.
Шаровая дуга
Режим шаровидной дуги имеет мало применений из-за множества недостатков. Из-за размера капли (больше диаметра электрода) она может неожиданно коснуться сварочной ванны и вызвать короткое замыкание. Корень дуги очень подвижен, поэтому силы дуги имеют тенденцию перемещать каплю неравномерно, что вызывает высокий уровень разбрызгивания и нестабильность сварного шва.Кроме того, расплавленный металл не ускоряется по направлению к сварочной ванне, что приводит к неглубокому и широкому сварному шву. Крупные капли отделяются на низких частотах (<10 Гц), что снижает производительность. Следовательно, режим глобальной дуги ограничен сварными соединениями низкого качества, сваренными в плоском положении сварки или вертикальном положении вниз (Kou 2003; Xu and Wu 2007). Наиболее подходящее применение для шаровидной дуги - это сварка тонких материалов при очень малых токах. Хотя его также можно использовать с более высоким током, это неэффективно.Он подходит для GMAW стали (Althouse et al. 2004; Jeffus and Bower 2010).
Распылительная дуга
Распылительная дуга требуется для более толстого сечения, чем короткая дуга. Он очень подходит, когда требуется высокая скорость наплавки и когда требуется глубокое проплавление для сварки массивных основных материалов, которые могут выдерживать большое количество тепла. Большая сварочная ванна затрудняет сварку в вертикальном или потолочном положении, особенно в случае простой углеродистой стали и нержавеющей стали. При соединении сталей ток перехода можно изменять в большей степени, чем при сварке алюминиевых сплавов.Распылительная дуга может использоваться практически со всеми распространенными сплавами, содержащими алюминий, а также с никелевыми сплавами, медными сплавами, нержавеющими сталями, магнием и углеродистыми сталями (Lyttle and Praxair 1990; Althouse et al. 2004; Robert and Messler 2004; Goecke 2005a, b). ; Джеффус и Бауэр 2010). Несмотря на преимущества обычной струйной дуги, нестабильность дуги и неупорядоченный перенос металла ограничивают ее применение. В режиме струйной дуги ток и напряжение почти постоянны, что приводит к случайному размеру и частоте капель (Hutt and Lucas 1982).Таким образом, образуется большое количество дыма, брызг и тепла. Недостаточный контроль может отрицательно сказаться на качестве сварки. Следует также отметить, что защитный газ на основе аргона, используемый для создания дуги с распылением, дороже, чем CO 2 . Ввиду этих недостатков струйная дуга не подходит для алюминия, конструкционной стали, стали с покрытием и высокопрочных сталей.
Управляемая дуга короткого замыкания
Эти типы дуги относятся к категории режимов с управлением по форме волны.Отделение капель во время короткого замыкания контролируется таким образом, чтобы уменьшить образование брызг и дыма и повысить производительность (Stava 1993; Goecke 2005a, b; Huisman 2000). Эти дуги продаются на коммерческом рынке под разными торговыми названиями: перенос холодного металла (CMT): (FRONIUS International GmbH), ColdArc: (EWM Hightec Welding GmbH), перенос поверхностного натяжения (STT): (Lincoln Electric), холодный процесс (CP). : (CLOOS), FastRoot (KEMPPI), Регулируемое осаждение металлов (RMD): (Miller Electric Mfg) и т. Д.Pépe et al. (2011) исследовали эффективность управляемого GMAW. Результаты показали, что для STT, Fast root и CMT эффективность составляет около 85%. Управляемая короткая дуга может использоваться практически во всех положениях сварки, с почти всеми видами металлических материалов и с разной толщиной. Контролируемая короткая дуга применяется для соединения тонких листов, соединения металлических листов из нержавеющей стали с цинковым и непокрытым покрытием, а также соединения алюминиевых сплавов. Также возможна сварка очень тонких металлических листов из углеродистой стали, высоколегированной стали, низколегированной стали и алюминия (Deruntz 2003).В настоящее время толщина материалов, используемых в автомобильной промышленности, становится ниже 0,3 мм, и процесс GMAW с короткой дугой больше не подходит. Другими применениями управляемой короткой дуги являются роботизированная сварка GMAW и пайка листов сверхлегкой толщины как в ручном, так и в автоматическом режимах в любом положении. Можно сваривать разнородные материалы, такие как алюминий и сталь, сталь и магний, а также магниевые сплавы (Rosado et al. 2008; Srinivasan and Balasubramanian 2011; Matusiak and Pfeifer 2011).Хотя управление короткой дугой обеспечивает большую гибкость приложений, для этого требуются усовершенствованный источник питания, а иногда и специальные горелки.
Управляемая шаровая дуга
В этом режиме дуга используется в диапазоне тока шаровидной дуги, но с короткой длиной дуги. Это позволяет дуге работать под поверхностью сварочной ванны (так называемая «скрытая дуга») и использовать давление дуги экранированного CO 2 для улавливания брызг. По данным Nishiguchi et al.(1975), метод сварки в скрытой дуге позволяет достичь более высоких скоростей сварки и скорости осаждения присадочного металла, чем шаровая дуга. Скорость сварки может достигать 2540 мм / мин, а очистка минимальна (Lienert et al. 2011). Stol et al. (2006) изучали использование GMAW с заглубленной дугой для сварных швов. Подход со скрытой дугой имеет большой потенциал для использования в автомобильной, железнодорожной и морской отраслях для сварки узлов. Примером применения является сварка краев и сторон алюминиевых деталей в качестве альтернативы GMAW.Режим управляемой шаровидной дуги можно использовать для угловых или шовных сварных швов внахлестку или тройника, а также стыковых соединений с квадратными канавками. Он подходит для механизированной сварки тонких материалов на высоких скоростях и может использоваться при полностью механизированной или автоматической газовой дуговой сварке металла. Он также используется при сварке цилиндров из труб. Скрытая дуга может использоваться в автомобилях для стыковой сварки кузова и полуавтоматической сварки рамы и кузова (Kielhorn et al. 2001; Aoki et al. 2003; Kah et al. 2013).
Управляемая струйная дуга
Для управления подводом тепла и уменьшения образования брызг и дыма были разработаны источники питания, способные выпускать одну каплю в течение последовательности дуги и импульсов. В дуге используется постоянный ток (например, импульсный GMAW) или переменный ток (например, AC-GMAW) с различными формами волны тока. Импульсная дуга может использоваться во всех положениях сварки и с любой толщиной основного материала как в ручных, так и в автоматических сварочных системах. Сварка вне положения также возможна из-за уровня тока ниже среднего.Из-за небольшого тепловложения этот режим подходит для заполнения зазоров. Он широко используется в GMAW алюминия (Kah et al. 2012). Этот метод подходит для сварки всех стандартных и высокопроизводительных марок нержавеющей стали, когда используются присадочные металлы на основе никеля или нержавеющей стали. Высоколегированные стали также можно сваривать импульсной дугой. Супераустенитная нержавеющая сталь демонстрирует лучшие механические и металлургические свойства с оптимизированными параметрами при сварке GMA по сравнению с традиционной напылением (Sathiya et al.2012). Импульсная дуговая сварка находит применение в судостроении, например, при сварке вне положения высокопрочных низколегированных базовых материалов при изготовлении корпусов судов. Преимущества импульсной дуги в судостроении заключаются в том, что ее электродный КПД выше по сравнению с дуговой сваркой с сердечником из флюса (FCAW), и она может обеспечивать меньшее количество водородных отложений при сварке швов (Lyttle and Praxair 1990; Knopp and Lorenz 2002; Althouse et al. 2004; Ларен 2004; Уэяма и др. 2005; Лебедев 2010; Торбати и др. 2011; Ка и др.2013).
Дуга повышенной мощности
Перенос металла потоком и вращением происходит в более высоких диапазонах мощности. Вращение расплавленного металла является результатом более длинного вылета электрода (от 25 до 35 мм) и более высоких значений тока и напряжения, из-за которых струя металла отклоняется от оси симметрии и начинает вращаться под действием магнитных сил. Хотя стыковая сварка является наиболее типичным применением сварки в режиме вращающейся дуги, вращающуюся дугу также можно использовать при сварке в узкий зазор. Этим методом можно сваривать толстые толстые листы.Благодаря гибкости, эффективности и производительности этого режима, его можно использовать при производстве больших и тяжелых конструктивных деталей (Church and Imaizumi 1990). Хотя Черч и Имаидзуми (1990) сообщают, что этот процесс требует четвертичной защиты (He-Ni-CO 2 и O 2 ), что допускает очень ограниченные допуски, Субан и Тусек (2003) указали, что бинарный защитный газ (аргон и CO 2 ) может дать удовлетворительные результаты при оптимальных параметрах сварки.Полное использование его потенциала происходит в полностью механизированных процедурах (Masseti 2010). Крупномасштабные детали мостов, тяжелое машиностроение, судостроение и тяжелые цилиндрические конструкции — вот некоторые примеры его применения. Новая разработка вращающейся дуги, вращение которой происходит не за счет магнитного эффекта, а благодаря специальным маленьким вращающимся горелкам, позволяет применять режим вращающейся дуги для угловой сварки в судостроении, на мостах и т. Д. Пластины из углеродистой стали (Ивата и др.2009а, б; Ян и др. 2009; Christensen et al. 2005).
Что такое дуговая сварка? — Определение с преимуществами и недостатками
Несомненно, сварка — это процесс соединения двух или более металлов ручным, автоматическим и полуавтоматическим методами.
В электродуговой сварке, как известно, для процесса сварки используется электрический источник.
Сварка не так проста, как кажется. За всем процессом получения такого сильного тепла для плавления металлов стоит феномен.
В частности, это явление называется электрической дугой. Учитывая потребности клиентов и доступную стратегию дуговой сварки , на рынке используется .
Один из стандартных и простых способов понять электрическую дугу — это:
- ЧТО ТАКОЕ ДУГОВАЯ СВАРКА?
- ВИДЫ ДУГОВОЙ СВАРКИ?
- ПРЕИМУЩЕСТВА И НЕДОСТАТКИ.
Этот процесс обычно относится к электрической дуге, генерируемой путем подачи электрического тока между основным металлом и стержнем.В зависимости от типа основного металла и стержня положение потока различается как переменное, так и постоянное. Электрический ток подается на электрод от источника сварочного тока. Ток создает температуру до 6000 ° F, которая плавится на сломанных краях металлов, чтобы соединиться и создать явление плавления металлов.
Для создания дуги используются сварочные прутки и неплавящиеся . Неплавящиеся сварочные электроды только помогают источнику питания создавать дугу, в то время как расходуемые электроды плавятся сами по себе, выделяя тепло, и действуют как заполнители между трещинами.
Кроме того, в процессе сварки необходима дуговая защита. Когда металл нагревается, существует вероятность того, что он вступит в реакцию с частицами окружающей среды и выполнит окисление или нитрификацию. Химическая реакция, происходящая между расплавленным металлом и воздухом, снижает ударную вязкость соединения и вызывает трещины при сварке. Итак, дуговой экран из инертных газов используется для предотвращения этой химической реакции и укрепления костей.
Типы дуговой электросваркиЭлектрическая дуга подразделяется на различные типы:
- Металлическая электрическая дуга
- Газовая дуговая сварка вольфрамом
- Газовая дуговая сварка металлом
- Углеродная электрическая дуга
Этот тип сварочного металлического электрода используется в процессе сварки.
По требованию может быть расходным или непотребным. Этот вид сварки требует меньшей температуры.
Также называется ( TIG) сварка вольфрамом в среде инертного газа. В этом процессе используется неплавящийся вольфрамовый электрод. Этот электрод окружен аргоном, , гелием, или любым другим инертным газом; эти газы предотвращают процесс окисления сварного шва.Тонкий лист сваривается газовой вольфрамовой сваркой.
Ну, известное название этой сварочной дуги — ( MIG ) металлический инертный газ. Используется новый металлический электрод, который защищен неоном и другими инертными газами, как и газы, присутствующие в вольфрамовом электроде, аналогично используемым для ограничения процесса окисления в месте сварки.
При сварке этого типа используются электроды на углеродной основе. Для генерации дуги требуется высокий ток и низкое напряжение. Вышеупомянутая древняя техника сварки.
Преимущества электрической дуги- Мощная связь создается электрической дугой.
- Его механизм прост для понимания.
- Обеспечивает максимально надежное качество сварки.
- Не требует времени и дешевле, чем другие методы сварки. Его типы оборудования легко доступны.
- Химически активные металлы нельзя сваривать сваркой.
- Для достижения идеальных результатов требуется огромный опыт.
- При этой сварке образуется больше отходов, что в некоторых случаях может увеличить стоимость проекта.
Эта статья является однозначным ответом на поставленный вопрос; что такое дуговая сварка? Это более гибкий метод сварки, чем другие. С помощью этого процесса в основном свариваются промышленные и бытовые объекты. Этот вид сварки обеспечивает прочные и надежные соединения. Компания Electric Arc выполняет работы в области судостроения, а также в авиакосмической отрасли.Его доступность везде благодаря инструментам доступности.