Где используется алюминиевая сварочная проволока?
Алюминий и его сплавы – универсальный материал, который широко используется в машиностроении, авиационной промышленности, строительной сфере, энергетике и других. Для сварки деталей и комплектующих из алюминия и сплавов на его основе применяется специальная сварочная алюминиевая проволока, большой выбор которой представлен на сладе компании «Металлика», специализирующейся на производстве металлопроката в Санкт-Петербурге.
Основные сферы применения алюминиевой сварочной проволоки
Как сварочный материал, алюминиевую проволоку применяют при ручной, дуговой, аргонной и автоматической сварке. Изготовленный с соблюдением всех правил и требований шов отличается высокой прочностью и надежностью, а также эстетическими характеристиками. При использовании тонкойсварочной алюминиевой проволокив 1 мм можно получить высококачественный декоративной шов, что важно, например, для рекламной индустрии.
Сегодня сварочная проволока из алюминия востребована в:
- авиакосмической промышленности.
 Высокая прочность алюминиевых сплавов при их относительной легкости – основной фактор, почему этот материал получил широкое распространение при конструировании летательных аппаратов. Изготовленная в соответствии с требованиями ГОСТ алюминиевая сварочная проволока позволит обеспечить надежное сварочное соединение, что важно для конструкций, работящих на высочайших нагрузках;
Высокая прочность алюминиевых сплавов при их относительной легкости – основной фактор, почему этот материал получил широкое распространение при конструировании летательных аппаратов. Изготовленная в соответствии с требованиями ГОСТ алюминиевая сварочная проволока позволит обеспечить надежное сварочное соединение, что важно для конструкций, работящих на высочайших нагрузках; - машиностроении. Здесь также широко применятся алюминий и его сплавы – в силу высоких эксплуатационных качеств. В зависимости от характеристик конкретных комплектующих используется сварочная алюминиевая проволока разного состава и диаметра – от 1 мм и более;
- пищевой промышленности. Алюминиевый сварной шов способен обеспечить высокую надежность и герметичность соединения, и при этом обладает отличными гигиеническими качествами: не подвержен коррозии, легко моется, прекрасно переносит воздействие агрессивных сред и моющих средств;
 Высокая прочность алюминиевых сплавов при их относительной легкости – основной фактор, почему этот материал получил широкое распространение при конструировании летательных аппаратов. Изготовленная в соответствии с требованиями ГОСТ алюминиевая сварочная проволока позволит обеспечить надежное сварочное соединение, что важно для конструкций, работящих на высочайших нагрузках;
Высокая прочность алюминиевых сплавов при их относительной легкости – основной фактор, почему этот материал получил широкое распространение при конструировании летательных аппаратов. Изготовленная в соответствии с требованиями ГОСТ алюминиевая сварочная проволока позволит обеспечить надежное сварочное соединение, что важно для конструкций, работящих на высочайших нагрузках;
- химическом и фармацевтическом производстве. Здесь широкое использование алюминия также объясняется его инертностью и антикоррозионными свойствами. А сварное соединение с использованием сварочной алюминиевой проволоки толщиной 1 мм позволяет получать тончайшие надежные и безопасные сварные швы;
- рекламной сфере. Высокие эстетические качества алюминия и сварных швов, получаемых при использовании алюминиевой проволоки, делает эти материалы широко востребованными не только при создании рекламных конструкций, но и при строительстве и отделке жилых и коммерческих зданий.
 Здесь широкое использование алюминия также объясняется его инертностью и антикоррозионными свойствами. А сварное соединение с использованием сварочной алюминиевой проволоки толщиной 1 мм позволяет получать тончайшие надежные и безопасные сварные швы;
Здесь широкое использование алюминия также объясняется его инертностью и антикоррозионными свойствами. А сварное соединение с использованием сварочной алюминиевой проволоки толщиной 1 мм позволяет получать тончайшие надежные и безопасные сварные швы;Также алюминиевая сварочная проволока применяется в слесарном деле и иногда в быту. Не очень широкое – в сравнении со стальной сварочной проволокой – ее распространение в бытовой сфере вызвано сложностью сварочных работ с алюминием.
Алюминиевая сварочная проволока со склада в Петербурге
Большой выбор сварочной проволоки для работы с алюминием и его сплавами представлен в ассортименте компании «Металлика».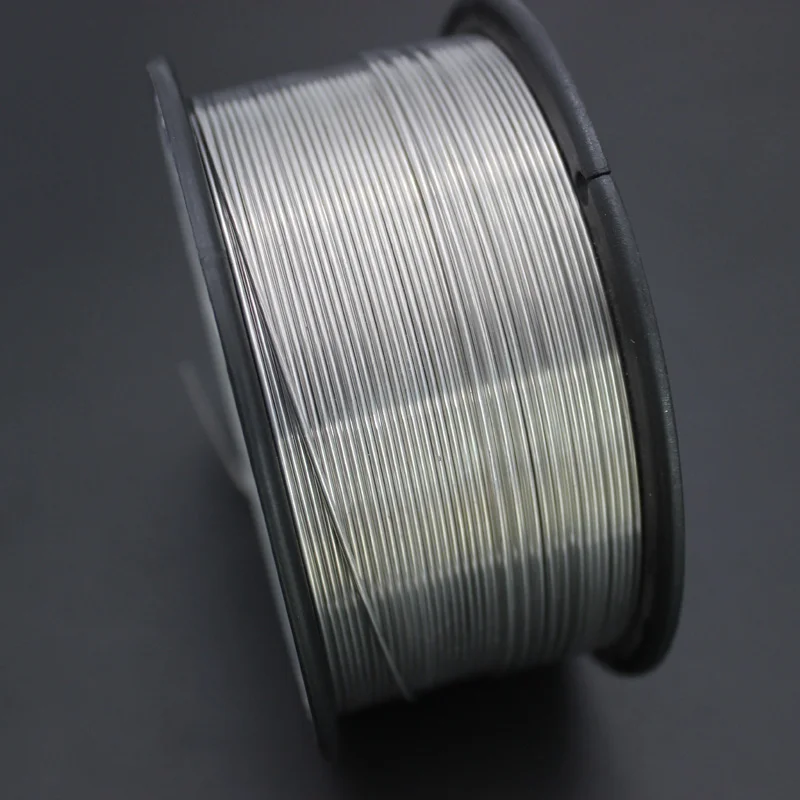
Также на складе можно купить другие виды алюминиевого проката.
Чтобы получить помощь при выборе или заказать продукцию, позвоните нам по телефону +7 (812) 252-01-58 или напишите на электронную почту [email protected]. Вы также можете отправить заявку с сайта.
Алюминиевая проволока для полуавтомата — виды и применение
Алюминий и его сплавы очень широко применяются как для изготовления промышленного оборудования, так и для производства товаров широкого потребления. Очень часто требуется ремонт этих изделий, и с точки зрения параметров цена-качество наиболее подходящим техпроцессом остается только сварка или наплавка. Делается это с помощью сварочного аппарата и сварочной алюминиевой проволоки для полуавтомата.
Виды алюминиевой проволоки и правила ее применения
Сварочная алюминиевая проволока для полуавтомата представляет собой отдельные прутки или катушки определенного диаметра.
- Электроды для работы по алюминию не рекомендуется использовать при проведении важных и требующих высокого качества работ. Они уместны не в производственных, а в домашних, бытовых целях
Дело в том, что алюминий в обычных условиях покрыт прочной и эластичной оксидной пленкой. Температура ее плавления — около 2500º С. В это же время плавление чистого алюминия не выше
- Для эффективного очищения и обезжиривания алюминия и его сплавов рекомендуется дополнить механическую очистку использованием химических веществ (например, уайт-спирита, ацетона или особой горячей щелочной ванны)
Следствием этой особенности алюминия и его сплавов является необходимость предварительного удаления оксидной пленки с поверхности соединяемых деталей (например, механическим или ручным инструментом). Сам же электрод должен быть чист от оксида изначально.
Сам же электрод должен быть чист от оксида изначально.
- Если упаковка электродов не израсходована до конца — ее нужно снова герметично упаковать с добавлением внутрь силикагеля для поглощения проникшей влаги
Алюминиевая проволока для полуавтомата
При выборе проволоки для сварки алюминиевых сплавов нужно учитывать какие качества требуются от будущего сварного шва:
- Сопротивляемость шва на разрыв.
- Пластичность соединения.
- Стойкость к коррозии.
- Стойкость к растрескиванию от нагрева.
- Диаметр алюминиевой проволоки для сварки полуавтоматом без газа должен быть больше толщины свариваемых ею деталей на 0.3-0.5 мм
Удобнее всего воспользоваться приводимой ниже таблицей.
При использовании сварочных электродов нужно помнить о необходимости их предварительной подготовки. В специальной покупной или самодельной печи проводится предварительный равномерный нагрев электродов и их так называемая прожарка. Это позволит формировать очень качественный шов.
- Алюминий при нагреве не меняет своего цвета, в отличии от многих других металлов, поэтому нужно быть особенно осторожным при работе с ним — легко довести до прожига
Кроме предварительной подготовки электродов всегда нужно подготовить и соединяемые детали. Их нужно заранее равномерно прогреть. И следить за сохранением этого равномерного прогрева все время формирования шва.
- Щелочная ванна — это наиболее эффективный способ комплексной очистки от оксидной пленки и обезжиривания алюминиевых деталей.

Нужно учитывать и то, что алюминий склонен неравномерно остывать и, как следствие, трескаться. Конечно, это компенсируется пластичностью этого металла. Но если сварные швы расположить слишком близко друг от друга (около 10-15 мм), то обязательно появятся трещины.
- Расплавленный алюминий и его сплавы очень текучи. Именно поэтому все швы делаются в один слой за один проход. При возможности рекомендуется использовать ограничивающие расплавленный металл вкладыши
Особенности подающих механизмов для алюминиевой сварочной проволоки
Для сварки алюминия всегда применяют защитный газ. Наиболее часто применяется аргон или его смесь с гелием. Отдельным вариантом может быть использование порошковых электродов — они способны сами генерировать защитное газовое облако. Но из-за довольно высокой цены и требовательности к профессионализму сварщика использование таких электродов не всегда уместно.
Но из-за довольно высокой цены и требовательности к профессионализму сварщика использование таких электродов не всегда уместно.
Без защитного газового облака алюминий невозможно качественно сварить или наплавить. Его оксидная пленка загрязняет шов, ее высокая температура плавления приводит к деформации самих соединяемых деталей, к их прожегу.
К сварочному аппарату при работе с алюминием появляется несколько дополнительных требований:
- Подающий кабель не должен быть длиннее 3 метров. Идеальным будет кабель с внутренним каналом, покрытым тефлоном. Это минимизирует риск деформации проволоки и заторов при подаче. Последнее не редкость при использовании для сварки полуавтоматом алюминиевой проволоки диаметром 0.8 мм.
- Использование стандартного наконечника горелки неприемлемо. Нужно заменить его в соответствии с диаметром используемой проволоки — больше ее на 1.5-2 мм. Например, если используется алюминиевая проволока для полуавтомата диаметром
- Тормозное устройство бобины с проволокой должно быть надежным и проверенным непосредственно перед началом работ. Оно должно обеспечивать моментальную остановку бобины и не допускать ее самопроизвольные поворот.
- Стандартный для большинства полуавтоматических сварочных аппаратов подающий механизм нужно заменить на специальный для алюминиевой проволоки. Его отличие в большем числе подающих роликов — их четыре. А также в том, что рабочая поверхность каждого из роликов имеет особую канавку. Из-за этого алюминиевая проволока для полуавтомата не сможет деформироваться и застревать.
 0 мм, то диаметр отверстия в наконечнике должен быть около 2.5-3 мм.
0 мм, то диаметр отверстия в наконечнике должен быть около 2.5-3 мм.- Помните о необходимости соблюдения рекомендованных для свариваемых типов металла показателей тока и полярности его подключения. В противном случае неизбежен прожег или непровар
Сварка алюминия MIG для начинающих
Последнее обновление: от Garrett Strong
Если вы хотите сварить MIG алюминий с помощью сварочного аппарата с подачей проволоки, это пошаговое руководство покажет вам, как…
Если вы еще не освоили сварку MIG мягкой стали, то вам, перед началом сварки алюминия методом GMAW (MIG).
Вот почему…
При сварке алюминия методом MIG используются те же угол горелки и расход газа (20–30 куб. футов в час).
Однако на этом сходство заканчивается.
Алюминий — сложный металл для сварки с помощью аппарата MIG, так как он требует больше тепла, чем мягкая сталь (обычно в диапазоне от 21 до 24 вольт).
Минимальная толщина алюминия, которую вы должны попробовать, составляет примерно 14 ga. До 18 га. Если тоньше, вам понадобится сварочный аппарат TIG.
Сварочный аппарат TIG позволяет сварить банку из-под газировки. Довольно круто.
Сварка алюминия проволочным сварочным аппаратом печально известна неожиданным прожогом, и сварочная ванна буквально проваливается сквозь заготовку, если вы двигаетесь недостаточно быстро.
Поэтому не пытайтесь сваривать тонкие куски алюминия.
При сварке мягкой стали MIG можно и нужно перемещать горелку MIG достаточно медленно, чтобы обеспечить глубокое проплавление. Тем не менее, с алюминием сварочная ванна напоминает «мокрую фольгу».
Вы не увидите расплавленной раскаленной сварочной ванны с алюминием. Требуется время, чтобы почувствовать, когда алюминиевая сварочная ванна становится слишком горячей. Вот почему вы можете легко разрушить свою заготовку, если не будете осторожны.
Скорость перемещения при сварке MIG алюминияХорошее эмпирическое правило заключается в том, чтобы использовать примерно те же настройки напряжения, что и для низкоуглеродистой стали, но удвоить скорость перемещения.
Как я уже говорил, поначалу вам будет неудобно быстро передвигаться с алюминиевой горелкой MIG, пока вы к ней не привыкнете.
Сварка стали методом MIG использует процесс передачи короткого замыкания, что означает, что проволочный электрод фактически вызывает короткое замыкание в месте соединения, что приводит к расплавлению сварочной ванны.
При сварке алюминия в большинстве случаев используется струйный перенос.
Распылительный перенос — это метод, при котором крошечные частицы алюминиевой проволоки фактически распыляются в сварочную ванну. Большинство сварщиков MIG справятся с этим процессом. Все, что вам нужно сделать, это повысить напряжение и использовать правильную газовую смесь.
MIG Welding Aluminium Spool GunЕсли вы собираетесь сваривать MIG алюминий с помощью сварочного аппарата с подачей проволоки, вам понадобится катушкодержатель.
Почему нельзя просто положить моток алюминиевой проволоки в сварочный аппарат MIG?
Поскольку алюминиевая проволока MIG намного мягче, чем сталь, и имеет тенденцию застревать в кабельном канале. Проволока не такая жесткая, как проволока из мягкой стали, поэтому вам придется компенсировать это с помощью шпульного пистолета.
Пистолеты для катушек хороши для сварщиков-любителей, и обычно внутрь можно поместить только небольшой 1-фунтовый рулон.
Преимущество шпульного пистолета заключается в том, что алюминиевой проволоке не нужно проходить через шланг MIG, где она может сломаться.
Здесь можно найти рекомендуемые мной сварочные аппараты MIG с катушечными пистолетами.
Сварка алюминия газовой смесью MIGПри сварке низкоуглеродистой стали обычно используется так называемый газ C25 (25 % CO2 и 75 % аргона).
Для сварки алюминия в среде инертного газа вы должны использовать чистый защитный газ аргон.
Это позволит осуществить процесс переноса распыления.
Для более толстого алюминия (1/2” или более) добавляется от 25% до 75% гелия.
Обеспечивает более глубокое проникновение в заготовку.
Полярность для сварки алюминия методом МИГ
Сварка алюминия методом МИГ требует, чтобы аппарат был переведен в режим DCEP (положительный электрод постоянного тока).
При такой настройке полярности (известной как обратная полярность) электроны перемещаются от машины через заземляющий кабель и обратно через пистолет.
Важно, чтобы вы правильно установили этот набор, иначе ваши сварные швы не будут выходить.
Толкать или тянуть?При сварке алюминия с помощью MIG всегда следует использовать переднее (толкающее) направление сварки. Это обеспечивает достаточное покрытие сварочной ванны защитным газом.
Вот удобное изображение, иллюстрирующее это.
Вы можете пройти тест, чтобы понять, о чем я говорю.
Когда вы попытаетесь вытащить сварочную ванну при сварке алюминия, вы заметите, что ваши сварные швы выходят грязными. Это происходит из-за не ведения лужи с газовым покрытием.
С направлением проталкивания вы знаете, что получаете хорошее газовое покрытие.
Удаление оксидаОчень важно (ОЧЕНЬ важно) удалить оксид с алюминия перед его сваркой.
Вот почему…
Температура плавления оксида в два раза выше, чем у самого алюминия, и если вы его не удалите, ваши соединения не будут сплавляться.
Заготовку легко очистить перед сваркой. Вам понадобится алюминиевая проволочная щетка (не стальная, потому что она загрязнит сварной шов).
Почистите алюминиевый шов, где будет производиться сварка, и все готово.
Как правило, при сварке MIG низкоуглеродистой стали вылет проволоки должен быть короче (1/4 дюйма). Вылет проволоки относится к количеству проволоки, которая выходит за пределы сопла MIG при сварке.
Для алюминия, так как он использует метод переноса распылением и сильно нагревается, вам необходимо использовать более длинный выступ проволоки. Вылет от ¾” до 1” – это хорошо.
Автор: Гаррет Стронг
Я владелец MakeMoneyWelding.com. Сварка действительно вызвала у меня отклик, и я увлеченно этим занимаюсь уже почти 9 лет.лет сейчас. Недавно я получил квалификацию AWS, чтобы повысить свои навыки. Теперь я решил помочь другим учиться, поэтому я выпустил курс сварки MIG, чтобы помочь новичкам быстро учиться.
MIG сварка алюминия для начинающих|YesWelder
перейти к содержанию Сварка алюминия сложнее, чем сварка стали, но у вас гораздо больше шансов получить качественные сварные швы, если вы изучите основы.
Сварка алюминия методом МИГ проще, чем сварка алюминия методом ВИГ, и требует менее дорогого оборудования. Тем не менее, есть еще много переменных и областей, где вы можете ошибиться.
В этом руководстве для начинающих по сварке алюминия методом MIG вы узнаете, почему алюминий сложно сваривать, как настроить аппарат для сварки MIG, очистить алюминий и узнать основные методы сварки алюминия.
Итак, приступим к основному пункту.
Почему сложно сваривать алюминий
Алюминий имеет большое сродство к кислороду, в результате чего его атомы соединяются с кислородом воздуха, образуя оксидный слой на поверхности алюминия. Этот оксид имеет более высокую температуру плавления, чем чистый алюминий под ним, и это первая проблема, с которой вы столкнетесь при сварке алюминия.
Чистый алюминий имеет температуру плавления 1200°F (650°C), в то время как оксид на поверхности имеет температуру плавления 3700°F (2037°C). В двух словах это означает, что вы должны удалить оксидный слой, прежде чем пытаться сварить алюминий MIG.
Следующая проблема, с которой вы столкнетесь, это высокая проводимость алюминия. Этот металл быстро отводит тепло от сварного соединения. Это означает, что для сварки этого металла требуется большее количество тепла, чем для сварки мягкой стали.
Однако низкая температура плавления чистого алюминия в сочетании с необходимостью применения высоких температур из-за высокой проводимости алюминия приводит к узкому диапазону рабочих температур. Это означает, что его легко прожечь или недостаточно нагреть, чтобы образовалась лужа.
Кроме того, алюминиевые сварные швы уменьшатся в объеме примерно на 6 процентов после того, как сварной шов остынет. Усадка может привести к трещинам из-за чрезмерной деформации соединения из-за возникающих напряжений.
Алюминий сильно подвержен загрязнению. Поэтому его необходимо тщательно очищать и сваривать в относительно чистой среде. Будьте осторожны с перекрестным загрязнением частицами металлической пыли в воздухе, такими как пыль из мягкой стали и искры.
Очистка алюминия перед сваркой MIG
Перед сваркой необходимо удалить естественный оксидный слой с поверхности алюминия. Но удалять этот слой сначала — не лучшая идея.
Во-первых, алюминиевую деталь необходимо очистить от грязи, масел и жира. В противном случае вы рискуете внедрить эти примеси в алюминиевую деталь, когда начнете удалять оксид алюминия.
Совет по безопасности: алюминий немагнитный металл. Если в глаза попадет пыль или мусор, офтальмологам будет сложно оказать медицинскую помощь. Убедитесь, что вы носите все необходимое защитное оборудование, включая защиту для глаз.
Алюминий обычно чистят щеткой из нержавеющей стали. Однако вы должны использовать проволочную щетку, предназначенную только для алюминия. Если вы используете щетку, которой раньше чистили мягкую или нержавеющую сталь, вы загрязните алюминий, а сварной шов будет слабым из-за пористости.
Также можно использовать специализированные шлифовальные круги для алюминия для удаления поверхностного окиси. Но использовать обычные шлифовальные круги не рекомендуется. Они быстро заполнятся алюминием, потому что алюминий мягкий и имеет низкую температуру плавления.
Но использовать обычные шлифовальные круги не рекомендуется. Они быстро заполнятся алюминием, потому что алюминий мягкий и имеет низкую температуру плавления.
Этот металл также можно очищать сильной щелочью или кислотой, но перед сваркой его необходимо промыть и тщательно высушить. Но большинству сварщиков-любителей следует придерживаться ручной щетки для сварки MIG алюминия.
Защитное оборудование для сварки MIG алюминия
Как и при любом процессе дуговой сварки, MIG требует, чтобы вы носили сварочный шлем для защиты глаз и лица от вредного излучения. Вы также должны носить сварочные перчатки, сварочную куртку и как минимум фартук для защиты от радиации, высокой температуры и брызг расплавленного металла.
Использование сварочного респиратора также является хорошей идеей, особенно при сварке в неидеальной вентилируемой среде.
Убедитесь, что под сварочной маской надеты защитные очки, особенно при шлифовке или резке. Всегда соблюдайте кодекс и законы вашего региона. Помните, что сварка — отличное хобби, но также и опасное занятие, если вы не защищены.
Помните, что сварка — отличное хобби, но также и опасное занятие, если вы не защищены.
Подготовка оборудования к сварке алюминия методом MIG
Теперь давайте рассмотрим все, что вам нужно знать, чтобы успешно сварить алюминий новичку. Мы расскажем об алюминиевой сварочной проволоке MIG, пистолете для катушки, защитном газе, сварочном аппарате, переносе распылением, подаче проволоки и других важных деталях.
Защитный газ
Сварка алюминия методом MIG в большинстве случаев требует использования 100% защитного газа аргона. Сварщики-любители не выиграют от любой другой газовой смеси, но вы должны знать, что добавление гелия может помочь вам добиться более глубокого проплавления очень толстых алюминиевых профилей.
Чистый аргон является наиболее популярным защитным газом, так как он обеспечивает отличный старт и стабильность дуги. Добавление гелия способствует проплавлению, но за счет стабильности дуги. Кроме того, он расширяет сварной шов. Таким образом, для большинства людей подходит чистый аргоновый защитный газ.
Выбор алюминиевой проволоки для сварки MIG
Выбор присадочной проволоки для алюминиевой сварки зависит от основного алюминиевого сплава и условий, которым будет подвергаться готовая деталь. Поэтому очень важно сопоставить присадочную проволоку с этими двумя переменными.
Наиболее часто используемыми алюминиевыми сварочными проволоками MIG являются ER4043 и ER5356.
ER4043 — это универсальная сварочная проволока MIG, используемая для сварки алюминиевых сплавов 2014, 3003, 3004, 4043, 5052, 6061, 6062 и 6063. Сварные швы обладают высокой пластичностью и отличной стойкостью к растрескиванию. Кроме того, проволока содержит добавки кремния, которые снижают температуру плавления и повышают текучесть сварочной ванны.
ER5356 имеет добавки магния для повышения прочности на растяжение, но в отличие от ER4043, ER5356 имеет более низкую устойчивость к трещинам при сварке. ER5356 сваривает алюминиевые сплавы 5050, 5052, 5056, 5083, 5086, 5154, 5356, 5454 и 5456.
Катушка или графеновый вкладыш для горелки MIG
Вы можете успешно сваривать MIG алюминий без катушки, если вы используете графеновый вкладыш для горелки MIG и несколько других деталей, которые может указать производитель сварочного аппарата MIG.
Ручной пистолет также является опцией, но требует дополнительных затрат. Пистолет с катушкой имеет систему катушки, прикрепленную к горелке MIG, и приводной ролик подачи проволоки. Таким образом, алюминиевая проволока не должна перемещаться с катушки с проволокой внутри сварочного аппарата и, возможно, вызывать вложенность проволоки. Преимуществом шпульного пистолета является повышенная надежность. Тем не менее, недостатком является более высокая стоимость и невозможность доступа в труднодоступные места из-за прикрепленной к нему большой катушки.
Некоторые сварочные аппараты, такие как сварочный аппарат YesWelder 250A Aluminium MIG Welder, совместимы с катушечным пистолетом. Использование защитного газа, состоящего из 100 % аргона, U-образного валика, наконечников A+ и графенового вкладыша обеспечит хорошие результаты при сварке MIG алюминия любителями.
Для сварки алюминия методом MIG требуется установка графенового вкладыша или катушечного пистолета. Это связано с тем, что алюминиевая проволока мягкая и может легко перегибаться при обычной подаче проволоки, предназначенной для проволоки из мягкой стали.
Получение струйного переноса при сварке MIG алюминия
При сварке MIG можно использовать режим переноса металла шаровым, коротким замыканием или распылением. Тем не менее, MIG-сварка алюминия лучше всего достигается с помощью распыления.
Распылительный перенос требует высокой скорости перемещения и подачи проволоки. В нем используются высокие значения силы тока и напряжения, что приводит к образованию крошечных капель расплавленного металла поперек дуги. Дуга постоянно горит, а скорость наплавки металла высокая. Эффективность использования проволоки также выше, чем при шаровом замыкании или коротком замыкании, потому что при разбрызгивании теряется очень мало присадочного металла.
Для обеспечения переноса распылением при сварке MIG алюминия необходимо настроить скорость подачи проволоки и напряжение, чтобы они работали вместе. Ни один из них не должен быть слишком низким или слишком высоким по сравнению с другим. Лучше всего использовать рекомендуемые настройки сварочного аппарата MIG и точно настроить их в соответствии с вашими личными предпочтениями.
Ни один из них не должен быть слишком низким или слишком высоким по сравнению с другим. Лучше всего использовать рекомендуемые настройки сварочного аппарата MIG и точно настроить их в соответствии с вашими личными предпочтениями.
Как новичок вы должны знать, что если вам нужно увеличить скорость подачи проволоки и напряжение для сварки более толстых участков, вы должны пропорционально увеличить оба параметра. Кроме того, лучше начинать с более низкого напряжения, чем со слишком высокого напряжения, потому что наконечник горелки MIG может выйти из строя и его потребуется заменить. Затем постепенно увеличивайте напряжение на испытательном алюминиевом образце, пока не почувствуете его.
С другой стороны, если вы слишком сильно нагреваетесь и прожигаете алюминий, уменьшите скорость подачи проволоки и напряжение, но опять же с упором на то, чтобы сначала проверить более низкие напряжения. Как только вы освоитесь в этом, вам не нужно будет делать пробные сварные швы.
Предварительный нагрев алюминия
Обычно в профессиональных условиях нет необходимости предварительно нагревать алюминий. Тем не менее, вы можете извлечь выгоду из предварительного нагрева при сварке алюминия методом MIG в небольших сварочных мастерских или для любителей. Использование стандартного бутона розы для предварительного нагрева примерно до 200 ° F поможет вам сваривать более толстые материалы и массивные алюминиевые секции.
Тем не менее, вы можете извлечь выгоду из предварительного нагрева при сварке алюминия методом MIG в небольших сварочных мастерских или для любителей. Использование стандартного бутона розы для предварительного нагрева примерно до 200 ° F поможет вам сваривать более толстые материалы и массивные алюминиевые секции.
Поскольку алюминий обладает высокой электропроводностью, иногда сложно сваривать более толстые детали на стандартном оборудовании. В профессиональной среде сварка более толстого алюминия выполняется с помощью дорогостоящего оборудования с высокой силой тока и не требует предварительного нагрева, но у большинства людей нет необходимости или ресурсов для сварщиков промышленного уровня.
Никогда не нагревайте до температуры выше 200°F, поскольку алюминий теряет механические свойства при слишком сильном воздействии тепла. Таким образом, сведите предварительный нагрев к минимуму и применяйте его только в случае необходимости.
Сварка алюминия методом MIG
Для достижения наилучшего качества сварки при сварке алюминия методом MIG следует использовать метод сварки проталкиванием. Отталкивание сварочной горелки MIG от ванны вместо ее вытягивания приводит к более качественной очистке, лучшему покрытию защитным газом и уменьшению загрязнения сварного шва.
Отталкивание сварочной горелки MIG от ванны вместо ее вытягивания приводит к более качественной очистке, лучшему покрытию защитным газом и уменьшению загрязнения сварного шва.
Поскольку температурный диапазон между низкой температурой плавления алюминия и высокой теплопроводностью является узким, что требует высокой подводимой энергии, вам необходимо сваривать горячим и быстрым способом. Это означает использование высокой скорости перемещения, поскольку в противном случае вы рискуете прожечь металл, особенно при сварке тонких листов алюминия. Кроме того, поскольку вся алюминиевая деталь нагревается во время сварки, вам придется еще больше увеличить скорость перемещения.
Если вам нужно сваривать медленнее, вы можете использовать теплоотвод для поглощения избыточного тепла, отводимого от сварочного шва.
При сварке MIG алюминия с переносом напыления, как обсуждалось выше, вам потребуется более длинный выступ проволоки. Это расстояние между кончиком проволоки и металлической деталью. В этой настройке у вас должен быть примерно 3/4 дюйма выступа проволоки. Использование более короткого выступа приводит к подгоранию наконечников и затрудняет поддержание стабильного переноса распыления. около 1/8 дюйма внутри сопла. Поскольку сварочная ванна и тепло, отражающееся от нее, сильно нагреваются, держите контактный наконечник ближе, чем это увеличивает вероятность обратного пригорания проволоки к нему.
В этой настройке у вас должен быть примерно 3/4 дюйма выступа проволоки. Использование более короткого выступа приводит к подгоранию наконечников и затрудняет поддержание стабильного переноса распыления. около 1/8 дюйма внутри сопла. Поскольку сварочная ванна и тепло, отражающееся от нее, сильно нагреваются, держите контактный наконечник ближе, чем это увеличивает вероятность обратного пригорания проволоки к нему.
Перемещение вокруг детали приведет к распространению тепла, что полезно, если вы хотите уменьшить деформацию тонких алюминиевых деталей и проплавление. Поэтому, если возможно, целесообразно разбивать сварные швы на несколько этапов.
Заключение
Сварка алюминия в среде инертного газа – сложная задача, но с небольшой практикой вы можете добиться хороших результатов. После нескольких выполненных проектов вы почувствуете себя увереннее и улучшите свои навыки.
Соединение алюминия с помощью процесса сварки MIG проще, чем сразу приобрести аппарат для сварки TIG на переменном токе, но он обеспечивает меньшую технологичность и регулировку. Итак, после того, как вы освоите этот метод, возможно, вам стоит попробовать сварку алюминия методом TIG на переменном токе.
Итак, после того, как вы освоите этот метод, возможно, вам стоит попробовать сварку алюминия методом TIG на переменном токе.
Всегда помните о мерах безопасности при сварке, независимо от процесса или выполняемой работы. Сварка алюминия так же опасна, как сварка MIG мягкой стали, если не соблюдать необходимые меры предосторожности. Носите надлежащие средства индивидуальной защиты и соблюдайте инструкции по эксплуатации сварочного аппарата и другого оборудования.
15 комментариев
Вернуться к YesWelder Сравнение сварочных электродов
: какой из них труднее всего использовать?
Как придать форму вольфрамовому электроду для сварки TIG и почему?
{{ tier_title }}
«,»reward_you_get_popup»:»Вы получаете»,»reward_they_get_popup»:»Они получают»,»reward_free_shipping_popup»:»Вы получаете скидку на бесплатную доставку\r\n Они получают скидку на бесплатную доставку»,»reward_you_get_free_popup «:»Бесплатная доставка»,»popup_item_tier_benefits_title»:»Преимущества»,»popup_item_tier_benefits_next_tier»:»Следующий уровень»,»popup_item_tier_benefits_list_of_tiers»:»Список уровней»,»reward_tier_achieved_on»:»Достигнуто {{ month }} {{ day } }, {{ year }}»,»reward_tier_multiply»:»Множитель»,»reward_tier_multiply_points»:»{{multiply_points }}x»,»earn_tier_more_points»:»Заработано {{ more_points }}/{{ next_tier_points }} {{ points_name }}»,»reward_as_discount»:»{{ сумма }} скидка»,»reward_as_points»:»{{ сумма }} {{ points_name }}»,»reward_as_gift_card»:»{{ сумма }} подарочная карта»,»flexible_discount «:»Скидка»,»flexible_discount_price»:»Цена со скидкой»,» available_discount_title»:»В данный момент у вас нет доступных наград»,»reward_your_tier»:»Ваш уровень:»,»reward_next_tier»:»Нет уровень xt:»,»reward_page_confirm»:»Подтвердить обмен»,»reward_redeem_cancel»:»Отменить»,»reward_redeem_confirm»:»Подтвердить»,»reward_page_earn_points»:»Заработать баллы»,»reward_not_enough_points»:»Недостаточно баллов»,» select_rewards»:»Выберите награду»,»reward_birthday»:»День рождения»,»reward_enter_birthday»:»Введите день рождения»,»reward_please_enter_birthday»:»Пожалуйста, укажите день рождения»,»reward_enter_valid_birthday»:»Введите правильную дату дня рождения»,» warning_title_for_reward»:»К сожалению, похоже, что программа лояльности и вознаграждений недоступна для этой учетной записи. «,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть
«,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть {{ points_name }}»,»reward_notifications_discount_check»:»Используйте скидку на странице оформления заказа»,»reward_notifications_add_discount_to_your_cart»:»У вас есть доступная скидка. Добавьте скидку в корзину!»,»reward_discount_unavailable»:»Скидка недоступна»,»reward_program_emails»:»Письма по бонусной программе»,»reward_title_earn_for_place_order»:»Купите этот товар и заработайте {{ points_count }} {{ points_name }}»,» награда_title_earn_for_place_order_on_cart_or_checkout»:»Вы зарабатываете {{points_count}} {{points_name}} за эту покупку»,»reward_save_btn»:»Сохранить»,»reward_delay_points_pending_status_rule»:»В ожидании»,»referral_page_inviting_text»:»Пригласив друга»,» referral_page_your_benefit»:»Ваша выгода»,»referral_page_your_friends_benefit»:»Привилегия вашего друга»,»referral_page_get»:»Получите»,»referral_page_no_reward_text»:»похвалите, пригласив своих друзей!»,»referral_link»:»Реферальная ссылка»,»copy_link «:»Копировать ссылку»,»referral_page_share_title»:»Поделиться в социальных сетях»,»referral_page_active_discounts»:»Активные скидки»,»claim_referral»:»Claim»,»referral_notification_label»:»Пожалуйста, введите адрес электронной почты, чтобы получить подарок», «email_sent_successfully»:»Ваше письмо успешно отправлено полностью!»,»referral_page_share_link_not_log_in»:»Войдите, чтобы начать делиться ссылкой»,»reward_activities_order_refund»:»Возврат заказа»,»reward_activities_order_updated»:»{{rule_title}} (Заказ обновлен)»,»activity_refund_earn_point»:»-{ { points_count }} {{ points_name }}»,»activity_refund_earn_points»:»-{{ points_count }} {{ points_name }}»,»activity_order_tier_lowered»:»Уровень понижен ({{ tier_title }})»,»order_refunded_activity_spend»:» +{{ points_count }} {{ points_name }}»,»reward_activity_discount_refund»:»Возврат скидки»,»reward_activity_gift_card_refund»:»Возврат подарочной карты»,»refund_tier_activity_discount_refund»:»Возврат скидки ({{ Discount_code }})»,»referrer_guest_notify_message «:»Зарегистрируйтесь, чтобы получить скидку»,»reward_sender_block_list_in_referral_program»:»К сожалению, эта реферальная ссылка больше не активна»,»referral_title_history»:»История»,»referral_not_allowed_to_use_referral_program»:»Вам не разрешено использовать реферальную программу», «referral_no_activity»:»Нет активности»,»referral_history_c ustomer_name»:»Имя»,»referral_history_customer_email»:»Электронная почта»,»referral_history_status»:»Статус»,»referral_history_date»:»Дата»,»order_redeem_discount_name»:»Скидка на заказ ({{ name_order }})», «discount_expire_in_day»:»Скидка действует через {{ days_count }} день»,»discount_expire_in_days»:»Скидка действует через {{ days_count }} дней»,»activity_discount_expired_code»:»Скидка истекает {{ code }}»,»activity_discount_expired»: «Срок действия скидки истек»,»current_balance»:»Текущий баланс»,»birthday_gift_multiply_message»:»Баллы за каждый заказ, сделанный в день вашего рождения, будут умножены на {{multiply_points }}!»,»your_discount_code»:»Ваш код скидки:», «verify_account_message»:»Чтобы получить вознаграждение за создание учетной записи, подтвердите свой адрес электронной почты.
