Сварка толстостенных конструкций | Сварка и сварщик
Однослойный однопроходный шов выполняется за один проход. При сварке металла большой толщины шов выполняют слоями, каждый из которых накладывают за один проход (многослойный) или за несколько проходов (многослойный многопроходный).
Сварка за один проход предпочтительнее при ширине шва не более 14-16 мм, т.к. дает меньше остаточных деформаций. При толщине металла более 15 мм сварка каждого слоя «напроход» нежелательна. Первый слой успевает остыть, и в нем возникают трещины
МНОГОСЛОЙНЫЙ
чаще — для стыковых швов

I — VI — очередность нанесения слоев
МНОГОСЛОЙНЫЙ МНОГОПРОХОДНЫЙ ДВУСТОРОННИЙ
чаще — для угловых и тавровых

I — III — очередность нанесения слоев; 1 — 8 — очередность наложения швов
Для равномерного прогрева металла по всей длине швы накладывают:
- двойным слоем
- горком
- каскадом
- поперечной
- блоками
- горкой
При способе двойного слоя второй слой накладывают по неостывшему первому после удаления сварочного шлака в противоположном направлении на длине 200-400 мм

НАЛОЖЕНИЕ ШВОВ ПРИ ТОЛШИНЕ МЕТАЛЛА БОЛЕЕ 15 ММ
ПРИ КАСКАДНОМ МЕТОДЕ шов разбивают на участки по 200 мм. После сварки первого слоя первого участка, не останавливаясь, продолжают укладывать первый слой на соседнем участке.Тогда каждый последующий слой накладывается на не успевший остыть металл предыдущего слоя

СВАРКА «ГОРКОЙ» — разновидность каскадного метода. Ведется двумя сварщиками одновременно от середины к краям
Оба метода — это обратноступенчатая сварка не только по длине, но и по сечению шва, причем зона сварки всегда остается горячей

ПРИ СВАРКЕ БЛОКАМИ шов заполняют отдельными ступенями по всей высоте сечения шва. Применяют при соединении деталей из сталей, закаливающихся при сварке

Обратноступенчатый способ сварки и его преимущества
Обратноступенчатым называется особенный вид сварки. При его применении весь шов разделяют на участки, а затем каждый из них заваривают поочередно в направлении, противоположном увеличению его длины. Окончание конкретной ступени совпадает с началом предыдущей. Обратноступенчатый способ сварки предполагает предварительное разделение всей протяженности свариваемого шва на одинаковые участки. Их размер зависит от размера шва.

Виды швов
Сварные швы в зависимости от длины делятся на короткие, средние и большие. Максимальная длина первых — 300 мм. Средние находятся в диапазоне от этой величины до 1000 мм. А длинные, соответственно, обладают протяженностью свыше 1000 мм. Принадлежность к каждому из видов определяет способ сваривания.
Короткие сваривают в одном и том же направлении, перемещая электрод беспрерывно. Средние делят на некоторое количество одинаковых ступеней. Затем сварку производят одним из двух способов: от середины к краям или в одном направлении.

Длину ступени выбирают таким образом, чтобы при ее сварке расходовались 2-4 электрода. Обратноступенчатый способ сварки длинных швов осуществляется от середины шва к его краям. Вторым вариантом является сварка вразброс.

Преимущества метода
Важно понимать, для каких целей используется схема обратноступенчатой сварки. Обратноступенчатая сварка является эффективным методом сведения к минимуму деформаций и напряжений, возникающих при работе. Кроме того, такой способ помогает избегать коробления свариваемых деталей.
Напряжение внутри детали появляется вследствие неодинакового нагревания и понижения температуры различных ее частей, когда происходит их сжатие и расширение. Уменьшение размеров сварочной ванны как следствие ее усадки может привести к деформациям частей металлических изделий, граничащих со швом. Это происходит потому, что при остывании она сужается, что приводит к растягиванию ближайших слоев металла и появлению в них перекосов.
При грамотном выполнении работы напряжения внутри хотя и присутствуют, но сильных деформаций свариваемых изделий не вызывают. Данный способ уменьшает внутренние напряжения. При наложении соседних маленьких участков шва деформации в них имеют противоположные направления.
Выполнение обратноступенчатого метода
Метод предполагает применение электродов, имеющих большой диаметр. Разновидностями обратноступенчатой сварки являются движение от середины шва к краям и вразброс.
При работе необходимо соблюдать существующие правила электробезопасности. Все виды электросварочного оборудования должны иметь паспорт с отметкой о последней дате поверки и инструкцию по эксплуатации.
Обратный провод
Необходимо разбираться в такой тонкости, как обратный провод, и что допустимо применять в его качестве при сварке. Обратный провод при сварочных работах — это провод, обеспечивающий соединение с источниками тока. В качестве него используются:
- провода — жесткие и гибкие;
- шины в виде полосок минимального сечения 40х4 мм из стали или алюминия;
- сварочные плиты.
Обратный провод обязан иметь такую же изоляцию, как и прямой. Элементы, которые используются для него, должны быть надежно соединены между собой.
Интересное видео
Способы сварки швов различной протяженности и большой толщины


В этом плане, все швы можно разделить на три отдельные группы. Таким образом, имеем:
- короткие швы, протяженностью 250-300 мм;
- швы средней длины, протяженность которых составляет 300-1000 мм;
- длинные швы, длина которых составляет 1000 мм и более.
Все три категории имеют свои особенности, и поэтому свариваются по-своему. Так, например, короткие швы свариваются от начала к концу лишь в одном направлении. Средние швы сваривают несколькими участками. При этом длина участка выбирается такой, чтобы на нем можно было полностью выварить два, три, четыре электрода. Сварка участков начинается в центре шва и ведется от средины к ее концам. Или же это происходит обратноступенчатым способом, то есть от одного края к другому.
Длинные же швы очень широко применяются в таких отраслях, как резервуаростроение. То есть, на тех участках, где необходимо сварить трубы или цистерны большого диаметра, длины и так далее. Например, это также может быть сфера судостроения. В таких случаях, сварка проходит, как правило, вразбивку, при помощи обратноступенчатого способа.
Также, достаточно распространенной и характерной является сварка металлов большой толщины. Как правило, в этих случаях используются многослойные швы, которые рекомендуют сваривать, так называемым, методом «горка» или же каскадным методом. Во время сварки «горкой» наноситься первый слой шва на участке, длиной около 200-300 мм. После этого, рабочую поверхность очищают, удаляя окалины и шлак, после чего, приступают к нанесению второго слоя. Это делается таким образом, чтобы длина второго слоя была в два раза больше первого. В конце концов, отступив от конца второго слоя, также на 200-300 мм, наноситься третий сварочный шов. Таким образом, образуется сварочный шов, который располагается в обе стороны от центральной точки, при помощи коротких швов.
Каскадный же метод сварки используется при толщине сварных листов более 25 мм, и данный способ является разновидностью предыдущего метода. Если же вы имеете дело с листами, толщина которых превышает 60 мм, в таком случае целесообразнее пользоваться сварочными автоматами, которые будут сообщать электродной проволоке поперечные и возвратно-поступательные передвижения. Таким образом, сварка металла большой толщины является достаточно трудоемкой, при использовании любого возможного метода сварки.
Обратноступенчатый способ сварки однослойных и многослойных швов
 Одним из оснований деления сварочных швов на виды является их длина (протяженность). Этот показатель очень важен, так как от него зависит определение порядка их выполнения. По этому основанию швы можно разделить на три группы: швы короткой, средней и большой длины.
Одним из оснований деления сварочных швов на виды является их длина (протяженность). Этот показатель очень важен, так как от него зависит определение порядка их выполнения. По этому основанию швы можно разделить на три группы: швы короткой, средней и большой длины.
Виды швов в зависимости от длины (протяженности)
Короткие швы имеют длину до 300 мм. Средняя длина шва составляет от 300 до 1000 мм. Швы длиной более 1000 мм называют длинными или швами большой протяженности. Каждый вид имеет свои особенности, о которых нужно знать в процессе сварочных работ.
Короткие сварные швы варятся в одном направлении. Средние швы разделяются на несколько зон, каждая из которых сваривается в направлении, противоположном предыдущему. В этом случае нужно выбрать такую длину зоны, чтобы на ней можно было использовать от двух до четырех электродов. Для варки средних по протяженности швов может использоваться обратноступенчатый способ сварки. Использование длинных швов происходит в резервуаростроении, судостроении. В этом случае также используется обратноступенчатая сварка.
Обратноступенчатая сварка используется для минимизации сварочных деформаций и напряжений при сварочных работах со швами средней и большой длины, а также во избежание коробления деталей.
Напряжения и деформации
Чтобы знать для каких целей необходимо сводить к минимуму появление напряжений и деформаций, нужно понимать, что означают эти понятия. Известно, что все металлы при нагреве расширяются, а при остывании — сжимаются. Напряжения – это силы, которые приложены к одной единице площади детали (как поверхности, так и поперечного сечения). Деформация – это изменение формы и/или размеров изделия под воздействием температурных изменений и/или механических и иных воздействий.
Напряжения внутри изделия при сварке возникают в результате неравномерного нагревания, охлаждения или литейной усадки сварочной ванны в жидком состоянии. Этот процесс характерен как для черных, так и для цветных металлов. Литейная усадка сварочной ванны приводит к остаточным напряжениям и деформациям в тех частях металла, которые прилегают ко шву. Такое может произойти из-за того, что при остывании сварочной ванны, она становится меньше, сужается в объеме, и начинает растягивать ближние слои металла. В этом случае изделие может быть деформировано и впоследствии стать некачественным. То есть, деформация является последствием неправильной работы сварщика и большого количества внутренних напряжений. Если работу осуществлять правильно, внутренние напряжения будут присутствовать, однако, их показатели не будут выходить за рамки установленной нормы и это не вызовет деформацию изделия.

Деформации подразделяются на несколько видов: упругая и остаточная (пластическая). Упругая деформация появляется при нагреве и приложении определенного количества силы на изделие, и пропадает, когда деталь либо остывает, либо прекращается воздействие силы. При остаточной деформации, возврат детали в первоначальную форму не происходит. Деформации увеличиваются на швах длинной протяженности и большого сечения.
Главный способ устранить деформацию – варить изделие в кондукторах. Кондуктор – это специальное приспособление для фиксации изделия. Это называется методом предварительного изгиба. Он широко применяется для деформаций, возникающих при варке угловых швов и сварке внахлёст. Если в качестве деталей для сварки выступают металлические листы, их выгибают в сторону, обратную предполагаемой деформации.

Обратноступенчатая сварка используется для однослойных и многослойных швов. При работе с многослойными швами начала и окончания каждой ступени в проходе нужно смещать по отношению к предыдущим на 20-40 мм. Шов разделяют на отдельные части длиной 100-300 мм. Обратноступенчатая сварка требует использования больших в диаметре электродов и работы с повышенными величинами и показателями электрического тока. Схема работы такова, что каждый новый участок должен свариваться новым электродом и в направлении, противоположном предыдущему. В зависимости от этого и происходит определение размера участка, на которые будет разделятся сварной шов.
Обратноступенчатая сварка бывает нескольких разновидностей: от середины к краям и вразброс.
Как и при любом сварочном процессе, обратноступенчатый способ сварки требует соблюдения правил электробезопасности. Важно знать, что можно использовать в качестве обратного провода. Обратный провод – это провод, соединяющий свариваемое изделие со сварочным аппаратом. В качестве него можно использовать гибкие провода или стальные шины.
[Всего: 3 Средний: 4.7/5]суть и назначение, классификация швов в зависимости от длины, схема
ГОСТ 2601-84 «Сварка металлов. Термины и определения основных понятий» классифицирует: сварка обратноступенчатым методом – это сварка, при которой шов выполняется следующими друг за другом участками в направлении, противоположном общему приращению шва.
Обратноступенчатый способ сварки: суть и назначение
Производится несколькими сварщиками одновременно. Применяется для уменьшения деформаций при сварке большой протяжённости и для того, чтобы избежать коробления заготовок от перегрева.
Напряжения и деформации возникают от неравномерного охлаждения или в результате усадки сварочной ванны в процессе охлаждения. Усадка вызывает деформации в прилегающем к ванне металле.
При автоматическом техпроцессе – однослойных швов любой длины, а также при ручной сварке – коротких, до 300 мм, швы заваривают с начала до конца, способ называют – напроход. Обратноступенчатый метод, как правило, подразумевает разбивку на участки от 100 до 300 мм.
Классификация швов в зависимости от длины
Короткими считают участки до 300 мм.
Средними – от 300 до 1000 мм. Дистанцию делят на несколько зон, каждую сваривают в направлении, противоположном предыдущей. Протяжённость соединений выбирают так, чтобы на них уходило от 2 до 3 целых электродов.
Длинные – больше 1000 мм. Делают обратноступенчатым способом от середины к краям. Соединения такой протяжённости применяют в судостроении и при изготовлении резервуаров большого объёма.
 Сварка швов различной протяженности: а — от середины к краям шва; б — обратно-ступенчатым способом от одного конца шва к другому; в, г — обратно-ступенчатым способом от середины к краям шва; д — обратно-ступенчатым способом от середины к краям шва вразбивку
Сварка швов различной протяженности: а — от середины к краям шва; б — обратно-ступенчатым способом от одного конца шва к другому; в, г — обратно-ступенчатым способом от середины к краям шва; д — обратно-ступенчатым способом от середины к краям шва вразбивкуСпособы выполнения сварочных швов различной длины
Размер каждого захвата определяют так, чтобы ушло целое число электродов. Делают это для того, чтобы сварочная ванна прогревалась равномерно. Если металл тонкий – швы короче, толстый – длиннее. Разновидности обратноступенчатой сварки:
- Секциями – сварку ведут параллельно и одновременно два сварщика.
- Каскадом – ступеньками слой за слоем: после первого зачищают и подготавливают поверхность, второй делают длиннее первого. Отступают в сторону 30-40 мм и накладывают третий слой.
- Горкой – каскады швов ведут навстречу друг другу, образуя горку.
Чтобы избежать деформации, используют электроды большего диаметра и большую величину тока. Вертикальный нахлёсточный и кольцевой тавровый шов делают с двух сторон обратноступенчатым способом.
Заготовки толщиной больше средней соединяют многослойными швами. При этом первый – непрерывный, последующие – обратноступенчатые, секциями. Концы участков в смежных слоях совпадать не должны, их сдвигают на 15-20 мм из-за того, что в конечных точках вероятны шлаковые включения и непровары.
Последовательность наложения сварных швов | Сварка и Контроль
Для повышения надежности и прочности сварных конструкций, снижения внутренних напряжений и деформаций применяют специальный порядок сварки.
Под порядком выполнения сварных швов понимают последовательность выполнения шва по длине и способе заполнения разделки.
Сварки протяженных швов
Последовательность выполнения швов зависит от их длины. По протяжённости сварные швы делят на три основные группы группы :
- короткие швы до 250 мм спариваемые за один проход;,
- средние швы от 250 до 1000 мм рекомендуется варить от середины к концам или обратно ступенчатым методом;
- длинные швы свыше 1 метра рекомендуется
варить от середины к краям, обратно ступенчатым способом или комбинируя двумя сварщиками.
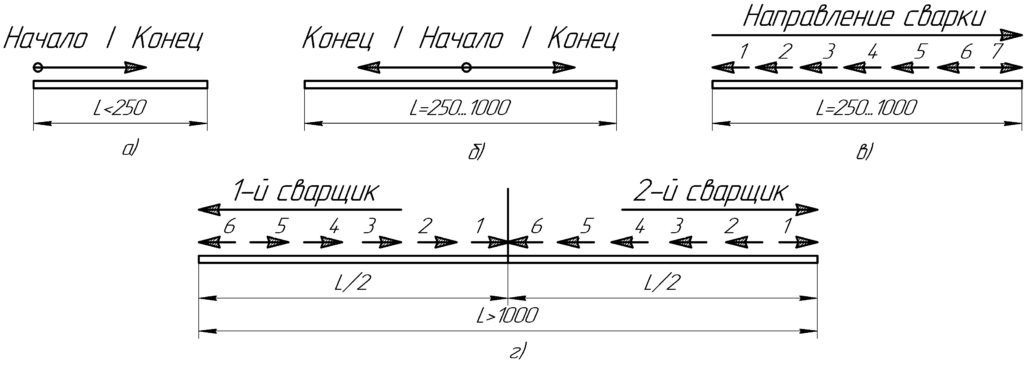 Последовательность наложения сварных швов разной протяженности
Последовательность наложения сварных швов разной протяженностиНаправление сварки указана стрелками.
1-5 – последовательность сварки в каждом слое.
а) на проход; б) от середины к концам; в) обратно ступенчатым методом; г) от середины к концам обратно ступенчатым способом, двумя сварщиками
При обратно ступенчатом способе сварки сварной шов делят на участки длиной по 150-200 мм, каждый участок варят в направлении, обратном общему направлению сварки. В зависимости от количества проходов (слоёв), необходимых для выполнения проектного сечения шва, различают однопроходный (однослойный) и многопроходный (многослойный) швы.
Порядок сварки толстостенного металла
Сварной шов может выполняться за один проход, в этом случае он называется однослойным. При большой толщине сварку производят в несколько проходов, в результате которых валики последовательно накладываются друг на друга. Такой шов называют многослойным. При сварке соединений из толстостенных материалов свыше 20 мм когда есть опасность возникновения после сварочных напряжения, деформаций, сталей склонных к закалке с плохой свариваемостью, разделку заполняют с применением специальных приёмов «горкой» или «каскадным».
При сварке “горкой” направляют первый валик небольшой длины 200-300 мм, затем второй, перекрывающий первый и имеющий в 2 раза большую длину. Третий слой перекрывает второй и длиннее его на 200-300 мм. Так производят сварку до полного заполнения разделки. От получившийся “горки” сварку производят таким же способом далее. Так достигаться более медленное охлаждение металла в зоне сварке, что препятствует образованию трещин.
 Сварка «горкой»
Сварка «горкой»Сварка за одни проход проще и экономичней, но металл шва при этом получается с более низкими механическими свойствами из за увеличенной зоны перегрева и столбчатой структурой металла. При многопроходной или многослойной сварке получается эффект термообработки накладываемый валик отжигает предыдущий, в результате структура получается мелкозернистой.
Порядок сварки труб
Сварка трубопроводов относится к самым сложным сварочным работам. Как правило труба находится в поворотном положении и сварку приходится везти и в потолке и на подъем. Что требует высокой квалификации сварщика. Сварку не поворотных стыков труб диаметром до 219 мм начинают снизу в потолочном потолочном положении, отступив от нижней точки 10-15 мм. Сваривают половину стыка до верхней точки трубы. Зачищают начало и конец сваренного участка механическим способом с обеспечением плавного перехода высоты валика шва к притуплению кромок. Выполняют сварку второго участка шва, начиная сварку с потолочного положения, со смешением начала его сварки на 10-10 мм на первый участок и перекрывают окончание первого участка на 10-10 мм.
 Последовательность сварки стыка трубы диаметром более 219 мм
Последовательность сварки стыка трубы диаметром более 219 ммПоследовательность сварки труб диаметром более 219 мм. Сварку выполняют обратноступенчатым способом, при этом длина каждого участка должна быть в пределах 200-250 мм. Порядок сварки показан на рисунке. Длина участков последующих слоев может составлять половину окружности стыка.
Сварку труб большого диаметра желательно производить одновременно двумя сварщиками. Каждый варит половину стыка, с противоположенных сторон трубы. Сварка также выполняться снизу в вверх.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
длинный приварной фланец — это … Что такое длинный приварной фланец?
сталь — стальная, прил. / сталь /, н. 1. Любая из различных модифицированных форм чугуна, произведенная искусственно, с содержанием углерода меньше, чем в чушках, и больше, чем в кованом чугуне, и обладающая различными характеристиками твердости, эластичности и прочности… Universalium
Список аварий на трубопроводе — Ниже приводится список аварий на трубопроводе: Это неполный список, который, возможно, никогда не сможет удовлетворить определенные стандарты полноты.Вы можете помочь, дополнив его записями из надежных источников. Содержание 1 Бел… Википедия
Обломки корабля «Александр Килланд» — «Александр Килланд» — норвежская полупогружная буровая установка на нефтяном месторождении Экофиск. В марте 1980 года буровая установка перевернулась, что привело к крупнейшей катастрофе в норвежских водах со времен Второй мировой войны, в результате чего погибли 123 человека. Буровая установка, расположенная примерно в 320 км к востоку…… Wikipedia
Железнодорожные пути — используются на железных дорогах (или железных дорогах), которые вместе со стрелочными переводами (или пунктами) направляют поезда без необходимости рулевого управления.Гусеницы состоят из двух параллельных стальных рельсов, которые уложены на шпалы (или шпалы), заделанные в…… Wikipedia
Крушение — Для использования этого термина в психиатрии см. Крушение (расстройство мышления). Трамвай Tatra T3 сошел с рельсов в Брно, Чехия… Википедия
Путь (железнодорожный транспорт) — сюда перенаправляется постоянный путь. Для использования в других целях, см Постоянный путь (значения). Двойные рельсовые пути в лесной зоне… Wikipedia
Английское колесо — Английское колесо (или Wheeling Machine, используемое в британском английском), обычно представляет собой ручной металлообрабатывающий аппарат (используется, среди прочего, при реставрации автомобилей, строительстве гоночных автомобилей NASCAR и авиации), что позволяет мастеру форма…… Википедия
гавани и морские сооружения — Вводная гавань также обозначается как гавань любой части водоема и окружающих его искусственных сооружений, которые в достаточной мере защищают судно от ветра, волн и течений, обеспечивая безопасную стоянку или сброс и погрузку… … Универсал
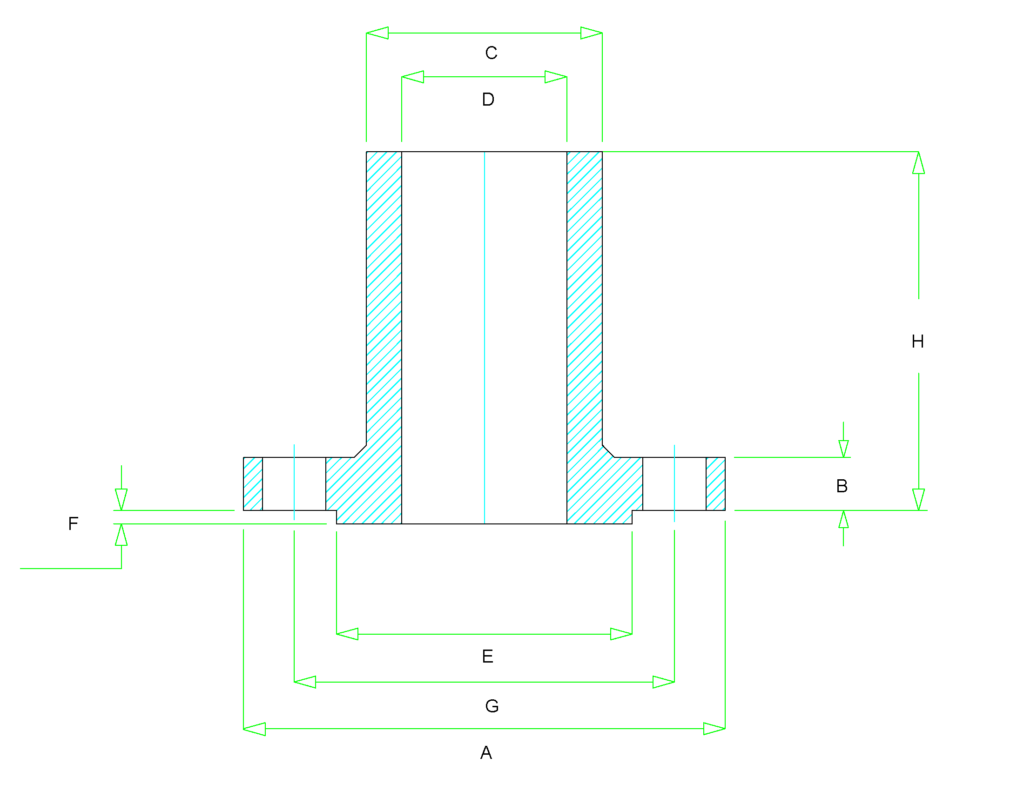
Размеры фланца с длинной приварной шейкой
Размеры фланца с длинной приварной шейкойуказаны в ASME B16.5 — который охватывает фланцы труб и фланцевые фитинги для размеров NPS от ½ до 24 дюймов, для размеров от 26 до 60 дюймов выше, он должен соответствовать ASME B16.47.
Во время размерного контроля фланца необходимо проверить
- Внешний и внутренний диаметр корпуса
- Диаметр окружности болта и диаметра отверстия под болт
- Толщина сварного конца
- Длина ступицы
- Прямолинейность и соосность отверстие под болт
Размеры фланца с длинной приварной шейкой, класс 150
| Размер в дюймах | Размер в мм | Наружный диам. | Фланец Толстый. | OD ступицы | OD приварной шейки | RF Dia. | Высота RF | PCD | Длина ступицы | Количество болтов | Размер болта UNC | Длина машинного болта | Длина шпильки RF | Размер отверстия | Размер шпильки ISO | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| A | B | C | D | E | F | G | H | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1/2 | 15 | 9 | 6 | 30 | 21,3 | 34,9 | 2 | 60,3 | В соответствии с требованиями | 4 | 1/2 | 50 | 55 | 5/8 | 10 3/4 | 10 M14 | 20 | 100 | 11,2 | 38 | 26,7 | 42,9 | 2 | 69,9 | В соответствии с требованиями | 4 | 1/2 | 50 | 901165/11 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 | 25 | 110 | 12.7 | 49 | 33,4 | 50,8 | 2 | 79,4 | Как требуется | 4 | 1/2 | 55 | 65 | 5/8 | 10 16 3 | 10 1/4 | 32 | 115 | 14,3 | 59 | 42,2 | 63,5 | 2 | 88,9 | Как требуется | 4 | 1/2 | 55 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 1/2 | 40 | 125 | 15.9 | 65 | 48,3 | 73 | 2 | 98,4 | Как требуется | 4 | 1/2 | 65 | 70 | 5/8 | M6 | M6 | 901150 | 17,5 | 78 | 60,3 | 92,1 | 2 | 120,7 | В соответствии с требованиями | 4 | 5/8 | 70 | 85 | 85 | 2 1/2 | 65 | 180 | 20.7 | 90 | 73 | 104,8 | 2 | 139,7 | Как требуется | 4 | 5/8 | 75 | 90 | 3/4 | 106 | 106 | 190 | 22,3 | 108 | 88,9 | 127 | 2 | 152,4 | Как требуется | 4 | 5/8 | 75 | 90 3/10 | 9003 1/2 | 90 | 215 | 22.3 | 122 | 101,6 | 139,7 | 2 | 177,8 | Как требуется | 8 | 5/8 | 75 | 90 | 3/4 | 901 901 9011 9011 9011 9011 901 9011 9011 9011 9011 9011 9011 9011 9011230 | 22,3 | 135 | 114,3 | 157,2 | 2 | 190,5 | В соответствии с требованиями | 8 | 5/8 | 75 | 9011 9011 9011 | 5 | 125 | 255 | 22.3 | 164 | 141,3 | 185,7 | 2 | 215,9 | В соответствии с требованиями | 8 | 3/4 | 85 | 95 | 7/8 | 901 9011 9011 612 MM | 280 | 23,9 | 192 | 168,3 | 215,9 | 2 | 241,3 | В соответствии с требованиями | 8 | 3/4 | 85 | 100 | 85 | 100/90 | 8 | 200 | 345 | 27 | 246 | 219.1 | 269,9 | 2 | 298,5 | В соответствии с требованиями | 8 | 3/4 | 90 | 110 | 7/8 | M20 | |||
| 10 | 10 | 10 | 305 | 273 | 323,8 | 2 | 362 | Как требуется | 12 | 7/8 | 100 | 115 | 1 | 9012 901 9011 9011 901 901 9011 9011 901 901 9011 9011 901130.2 | 365 | 323,8 | 381 | 2 | 431,8 | В соответствии с требованиями | 12 | 7/8 | 100 | 120 | 1 | 901 901 9011 9011 9011 901 901 901 9011 9011 9011 901 901 901 9011 9011 901 901 53533,4 | 400 | 355,6 | 412,8 | 2 | 476,3 | Как требуется | 12 | 1 | 115 | 135 | 9011 9011 9011 9011 1 | 400 | 595 | 35 | 457 | 406.4 | 469,9 | 2 | 539,8 | В соответствии с требованиями | 16 | 1 | 115 | 135 | 1 1/8 | M27 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 18 | 1 9011505 | 457,2 | 533,4 | 2 | 577,9 | В соответствии с требованиями | 16 | 1 1/8 | 125 | 145 | 1 1/4 | 901 901 901 9011 901 901 9011 901 901 9011 901 901 9011 9011 901700 | 41.3 | 559 | 508 | 584,2 | 2 | 635 | Как требуется | 20 | 1 1/8 | 140 | 160 | 1 1/4 | 9011M | 600 | 815 | 46,1 | 663 | 610 | 692,2 | 2 | 749,3 | Как требуется | 20 | 170112 1 1/4150 | 150 | M33
Теория длинных сварных рельсов
Хорошо известно, что металлы расширяются и сжимаются при повышении или понижении температуры, т.е.е. претерпевают тепловое расширение. Таким образом, рельс расширяется и сжимается в зависимости от колебаний температуры. Расширение рельса является функцией коэффициента линейного расширения материала рельса, длины рельса и изменений температуры рельса. Обычно длина свободного рельса изменяется в соответствии с изменениями температуры рельса, но поскольку рельсы крепятся к шпалам, которые, в свою очередь, заделаны в балласт, их расширение и сжатие из-за изменений температуры ограничено.Ограничение теплового расширения рельса приводит к возникновению заблокированных внутренних напряжений в металле рельса. Результирующая сила, известная как тепловая сила, определяется следующим уравнением:
P = EAaT (17.1)
где P — сила в тоннах, E — модуль упругости рельсовой стали = 2,15 x 10 6 кг / см 2 или 2150 т / см 2 , A — площадь поперечного сечения стали в см 2 и зависит от индивидуального сечения рельса (для рельса 52 кг — 66.15 см 2 ), a — коэффициент линейного расширения = 0,00001152 на ° C, а T — изменение температуры в ° C. Подставляя значения E, A, a и T, сила на каждый 1 ° повышения температуры для рельса массой 52 кг может быть получена следующим образом:
P = (2,15 x 10 6 ) x 66,15 x 0,00 001152 x 1 x 10 -3 = 1,638 т на ° C
Значения E и a фиксированы для каждого типа рельсовой стали. Величина площади поперечного сечения зависит от веса рельса.Подставляя значение веса секции в кг / м в уравнение (17.1), силу P также можно определить по формуле
P = 31,5AT
, где P — сила в килограммах, A — вес секции в кг / м, а T — изменение температуры в ° C. Для рельса массой 52 кг P = 31,5 x 52 кг на единицу ° C = 1638 кг = 1,638 т на ° C
17.2.1 Продольное тепловое расширение LWR и длина дыхания
В случае LWR тепловое расширение рельса происходит на концах рельса из-за колебаний температуры и неспособности силы сопротивления, создаваемой рельсом и балластом, преодолеть его.Длинный сварной рельс продолжает расширяться на концах до той длины, на которой к центру создается соответствующая сила сопротивления. Наконец, достигается стадия на определенной длине рельса от его концов, когда сопротивление, создаваемое путевой структурой, становится равным тепловым силам, создаваемым в результате колебаний температуры. За этой точкой нет чередования длины рельса. Суммарное значение расширения или сжатия этих концевых частей рельса (длина дыхания) определяется по формуле

(17.2)
где, 8? величина расширения или сжатия рельса,? — длина рельса в дыхании, a — коэффициент теплового расширения рельса, а t — изменение температуры. Это значение расширения или сжатия рельса составляет половину значения, которое было бы достигнуто, если бы рельс мог свободно расширяться на роликах без какого-либо балластного сопротивления. Это изменение длины ограничивается только определенной частью на концах LWR. Центральная часть LWR, где сила постоянна, неподвижна и не претерпевает никаких изменений в своей длине.
Участок на конце длинного сварного рельса, который подвергается тепловому расширению, называется длиной дыхания. На индийских железных дорогах эта длина равна примерно 100 м на каждом конце рельса в случае путей BG.
Пример 17.1 Рассчитайте минимальную теоретическую длину LWR, при превышении которой центральная часть рельса не будет подвергаться тепловому расширению, учитывая следующие данные: площадь поперечного сечения рельса весом 52 кг = 66,15 см 2 , коэффициент теплового расширения рельсовой стали = 11.5 x 10 -6 на ° C, изменение температуры = 30 ° C, модуль упругости рельсовой стали = 2 x 10 6 кг / см 2 , расстояние между шпалами = 65 см и средняя удерживающая сила на шпалу на рельс = 300 кг.
Решение
(a) Используя уравнение (17.1) и данные значения, тепловая сила P определяется выражением
P = (2 x 10 6 ) x 66,15 x 11,5 x 10 ~ 6 x 30 = 45,6 т
(b) Сопротивление на спальное место = 300 кг = 0,3 т
(c) Количество шпал, необходимое для сдерживания силы 45.6 т
45 6
= — = 152 шпалы на каждом конце
0,3
(d) Длина дыхания на каждом конце при расстоянии между шпалами 0,65 м
= 152 x 0,65 = 98,8 м = примерно 100 м с обоих концов
(e) Общая длина дыхания с обеих сторон с учетом нулевой части в центре
= 100 x 2 м = 200 м
Следовательно, минимальная теоретическая длина LWR составляет 200 м.
⇐Разработка сварных рельсов | ЖЕЛЕЗНОДОРОЖНАЯ ТЕХНИКА — Содержание | Запрещенные места для LWR⇒
ASME B16.5 Фланец с длинной приварной шейкой, фланец класса 150, 150 фунтов — Hebei Metals Industrial Limited
ГЛАВНАЯ> ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ> Просмотры
ASME B16.5 Фланец с длинной приварной шейкой, класс 150
1. Технический чертеж фланца с длинной приварной шейкой, класс 150
| 150LB LWN RF |
2. Размеры и масса фланца с длинной приварной шейкой класса 150
| РАЗМЕР | ФЛАНЕЦ | БОЧКА | БОЛТОВЫЙ | С выступом диам. R | ДЛИНА L | ВЕС | |||||
| Ном | Ед. изм | Диаметр отверстия B | OD O | Толщина T | OD D | Нет.OF отверстий | Размер отверстия | Болт Circle C | ФУНТОВ КИЛО | ||
| 1/2 | мм дюймов | 12,7 0,50 | 88,9 3,50 | 11,2 0,44 | 31,8 1,25 | 4 | 15,7 0,62 | 60,5 2,38 | 34,9 1,38 | 228,6 9,00 | 3 1,36 |
| 3/4 | мм дюймов | 19,1 0,75 | 98,6 3,88 | 12,7 0,50 | 41,1 1,62 | 4 | 15,7 0,62 | 69,9 2,75 | 42,9 1,69 | 228,6 9,00 | 5 2,27 |
| 1 | мм дюймов | 25,4 1,00 | 108,0 4,25 | 14,2 0,56 | 50,8 2,00 | 4 | 15,7 0,62 | 79,2 3,12 | 50,8 2,00 | 228,6 9,00 | 7 3,17 |
| 1 1/4 | мм дюймов | 31,8 1,25 | 117,3 4,62 | 15,7 0,62 | 60,5 2,38 | 4 | 15,7 0,62 | 88,9 3,50 | 63,5 2,50 | 228,6 9,00 | 10 4,54 |
| 1 1/2 | мм дюймов | 38,1 1,50 | 127,0 5,00 | 15,5 0,69 | 66,5 2,62 | 4 | 15,7 0,62 | 98,6 3,88 | 73,0 2,88 | 228,6 9,00 | 12 5,44 |
| 2 | мм дюймов | 50,8 2,00 | 152,4 6,00 | 19,1 0,75 | 82,6 3,25 | 4 | 19,1 0,75 | 120,7 4,75 | 92,1 3,63 | 228,6 9,00 | 15 6,81 |
| 2 1/2 | мм дюймов | 63,5 2,50 | 177,8 7,00 | 22,4 0,88 | 95,3 3,75 | 4 | 19,1 0,75 | 139,7 5,50 | 104,8 4,13 | 228,6 9,00 | 22 9,98 |
| 3 | мм дюймов | 76,2 3,00 | 190,5 7,50 | 23,9 0,94 | 108,0 4,25 | 4 | 19,1 0,75 | 152,4 6,00 | 127,0 5,00 | 228,6 9,00 | 25 11,35 |
| 3 1/2 | мм дюймов | 88,9 3,50 | 215,9 8,50 | 23,9 0,94 | 124,0 4,88 | 8 | 19,1 0,75 | 177,8 7,00 | 139,7 5,50 | 228,6 9,00 | 32 14,52 |
| 4 | мм дюймов | 101,6 4,00 | 228,6 9,00 | 23,9 0,94 | 139,7 5,50 | 8 | 19,1 0,75 | 190,5 7,50 | 157,2 6,19 | 304,8 12,00 | 47 21,33 |
| 5 | мм дюймов | 127,0 5,00 | 254,0 10,00 | 23,9 0,94 | 165,1 6,50 | 8 | 22,4 0,88 | 215,9 8,50 | 185,7 7,31 | 304,8 12,00 | 57 25,87 |
| 6 | мм дюймов | 152,4 6,00 | |||||||||
Лучшая цена на длинную сварку — Выгодные предложения на длинную сварку от мировых продавцов длинных сварных швов
Отличные новости !!! Вы попали в нужное место для длительной сварки.К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но, возможно, вам придется действовать быстро, так как этот длинный сварной шов в кратчайшие сроки станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что получили долгую сварку на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в длительной сварке и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести long welding по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните лучший опыт покупок прямо здесь.
«длинный сварной шов במחיר המשתלם ביותר — מבצעים נהדרים לקניית длинный сварной шов מחנויות של длинный сварной шов ב- AliExpress»
מבצעים חמים ב- длинная сварка: העסקאות והנחות המקוונות הטובות ביותר עם ביקורות של לקוחות אמיתיים.
ות טובות! אתה נמצא במקום הנכון עבור длинный сварной шов. עכשיו אתה כבר יודע את זה, מה שאתה מחפש, אתה בטוח למצוא את זה aliexpress. אנחנו ממש יש אלפי מוצרים מעולים בכל קטגוריות המוצרים. ין אם אתה מחפש high-end תוויות ו זול, כ רכישות בכמות גדולה, אנו מבטיחים כי זה כאן aliexpress. תוכלו למצוא חנויות רשמיות עבור שמות מותגים לצד מוכרים הנחה עצמאית קטנה, כולם מציעים משלוח מהיר ואמיר.
ולם לא יוכה על בחירה, איכות ומחיר. כל יום תוכלו למצוא הצעות חדשות, מקוונות בלבד, הנחות בחנויות והזדמנות לשמור עוד יותר על ידי איסוף קופונים. י ייתכן שיהיה עליך לפעול מהר כמו זה העליון long weld מוגדר להיות אחד המבוקשים ביותר המבוקשים ביותר בתוך זמן קצר. תחשוב כמה קנאי אתה חברים יהיה כאשר אתה אומר להם שיש לך long weld על aliexpress. עם ירים הנמוכים ביותר באינטרנט, מחירי משלוח זול ואפשרויות אוסף מקומי, תה יכול לעשות חיסכון גדול עוד יותר.
תה עדיין נמצא בשני מוחות לגבי long weld וחושבים על בחירת מוצר דומה, ‘אלכס’ הוא מקום מצוין להשוות מחירים ומוכרים. ו נעזור לך להבין אם זה שווה ת תוספת עבור גירסת high-end או אם אתה מקבל רק עסקה טובה על ידי מקבל ת הפריט זול יותר. Номер и, אם אתה רק רוצה לטפל בעצמך ו להתיז על הגרסה היקרה ביותר, תמיד יהיה תמיד לוודא שאתה יכול לקבל את המחיר הטוב ביותר עבור הכסף שלך, אפילו לתת לך לדעת מתי אתה תהיה טוב יותר מחכה קידום להתחיל, ואת החיסכון שאתה יכול לצפות לעשות.
Aliexpress וקח גאווה ולוודא כי תמיד יש לך בחירה מושכלת כאשר אתה קונה מאחד מאות חנויות ומוכרים על הפלטפורמה שלנו. כל ות ומוכר מדורגות עבור שירות לקוחות, יר ואיכות על ידי לקוחות אמיתיים. וסף אתה יכול למצוא את החנות או דירוגי המוכר הפרט, כמו גם להשוות מחירים, הנחוח והנחות מציעה על ותו וצר על יי רוי רות וצר על יאי רוי רי ר כל רכישה מדורגת בכוכבים ולעתים קרובות יש הערות שנותרו על ידי לקוחות קודמים המתארים את חוויית העסקה שלהם, כך ת י ותבקיצור, אתה לא צריך לקחת את המילה שלנו על זה — רק להקשיב למיליוני לקוחות מאושרים שלנו.
וגם, תה חדש י aliexpress, ו מאפשרים לך על סוד. רק לפני שתלחץ על ‘קנה עכשיו’ בתהליך העסקה, הקדש רגע כדי לבדוק את הקופונים — ותחסוך עוד יותר. תה יכול למצוא קופונים החנות, ופונים aliexpress או שאתה יכול לאסוף קופונים כל יום על ידי משחק ים על יקציה aliexpress.וכפי שרוב המפיצים שלנו מציעים משלוח חינם — אנחנו חושבים שתסכים לכך שאתה מקבל את זה long weld באחד המחירים הטובים ביותר באינטרנט.
תמיד יש לנו את הטכנולוגיה העדכנית ביותר, ת המגמות החדשות ביותר, ואת התוויות המדוברות ביותר. על aliexpress, איכות מעולה, יר ושירות מגיע כסטנדרט — בכל פעם. התחל את חוויית הקנייה הטובה ביותר שתהיה לך אי פעם, ממש כאן.
.