| Наименование | Ед изм | Цена * |
|---|---|---|
Разное | ||
| Автомотическое пожаро тушение | ед | 161 руб |
| Сварка перил | ед | 190 руб |
| Пайка гребёнки из полипропилена | ед | 1424 руб |
| Пайки полипропиленовых | ед | 2026 руб |
| Монтаж теплообменника для гвс | ед | 149 руб |
| НА ВОДОМЕРНЫЙ УЗЕЛ С РАЗДЕЛЬНЫМ ПОЖАРОТУШЕНИЕМ | ед | 344 руб |
| Сварка труб любого диаметра, цена за метр погонный или стык | услуга | 129 руб |
Сварка стальных труб, цена за м. | услуга | 129 руб |
| Монтаж теплотрасс, за 1 м. п. | услуга | 451 руб |
| Вызов сантехника, газоэлектросварщика со сварочным аппаратом (сварщик, газо- электросварщик), минимальная цена | услуга | 3870 руб |
| Вызов сварщика для сварки/пайки полипропиленовых, металлопластиковых труб | услуга | 1935 руб |
| Шов по железу (точечный, стыковочный, прерывистый), за 1 см (1-3мм, 4-6мм… +10 руб) | услуга | 25 руб |
| Шов по нержавеющей стали (точечный, стыковочный, прерывистый), за 1 см | услуга | 25 руб |
| Сварка металлоконструкций по чертежам, за 1 тонну | услуга | 32250 руб |
| Изготовление ворот | услуга | 6450 руб |
| Замена петель на воротах (снять старые, установить новые) | услуга | 1935 руб |
| Устранение перекоса ворот или рамы | 1 штука | 3225 руб |
| Усиление ворот | услуга | 1935 руб |
| Монтаж, врезка калитки | услуга | 4515 руб |
| Подрез ворот | услуга | 2580 руб |
| Различные работы с замками | услуга | 645 руб |
| Изготовление заборов и ограждений (сетка рабица), за 1 погонный метр | услуга | 1032 руб |
 п. п. | услуга | 645 руб |
| Изготовление лестниц (наружных, технических), за 1 м. п. | услуга | 1290 руб |
| Изготовление и монтаж козырька над входом, за 1 кв. метр | услуга | 5160 руб |
| Изготовление перил, монтаж поручней цена за 1 м. п. | услуга | 2580 руб |
| Работы по сварке, включая материалы | услуга | 25 руб |
| Сварка труб | услуга | 193 руб |
| Изготовить гараж 4×6 лист 2мм, кровля 2-x скатная, ворота 2×2.5 Вся конструкция | услуга | 73530 руб |
| На болтовых соединениях. Калитка, железная дверь, размер 2,05×0,80 сталь 2мм оплачивается отдельно | услуга | 73530 руб |
| Сварные ограждения | услуга | 774 руб |
| Забор | услуга | 1419 руб |
| Торгово-складское оборудование | услуга | 2322 руб |
| Металлоизделия / металлоконструкции | услуга | 58050 руб |
| Бытовка (каркас) | услуга | 7740 руб |
| Простой металлический сварной забор | услуга | 1032 руб |
| Простые сварные решетки | услуга | 2580 руб |
| Распашные решетки | услуга | 5160 руб |
| Дутые решетки | услуга | 3870 руб |
| Кованные декоративные решетки | услуга | 10320 руб |
| Простые сварные ограждения | услуга | 1935 руб |
| Нестандартные декоративные ограждения | услуга | 3870 руб |
| Простые переносные ограждения | услуга | 1677 руб |
| Наружные лестницы | услуга | 38700 руб |
| Технические лестницы | услуга | 1935 руб |
| Перила из нержавейки | услуга | 4515 руб |
| Перила из дерева | услуга | 10320 руб |
| Козырьки над входом | услуга | 9030 руб |
| Навесы из поликарбоната | м2 | 3225 руб |
| Выездная работа сварщика на территории заказчика | услуга | 7740 руб |
| Распашные гаражные ворота стандартного размера 2 х 2,5 м | услуга | 16770 руб |
| Распашные гаражные ворота не стандартного размера | м2 | 3870 руб |
Гаражные ворота с калиткой стандартного размера 2 x 2. 5 м 5 м | услуга | 21930 руб |
| Заказ гаражных ворот менее 5 квадратных метров будут стоить как стандартные | услуга | 16770 руб |
| Монтаж гаражных ворот | услуга | 6450 руб |
| Доставка ворот погрузка, разгрузка | услуга | 1935 руб |
| Замена шарниров на воротах (снять старые, установить новые шарниры) | услуга | 2580 руб |
| Монтаж врезка калитки в уже существующие ворота | услуга | 4515 руб |
| Подрез ворот, усиление ворот | услуга | 3225 руб |
| Изготовления металлоконструкций (стоимость готовых изделий) | услуга | 7740 руб |
| Сварные ограждения (ворота, решетки) | услуга | 7740 руб |
| Забор (сетка рабица, сварной) | услуга | 1483 руб |
| Торгово-складское оборудования (стеллажи, стойки, мебель) | услуга | 2451 руб |
| Металлоизделия и металлоконструкции по чертежам заказчика | услуга | 19350 руб |
| Монтаж водомерного узла | услуга | 15480 руб |
| Изготовления нестандартного элемента трубопровода | услуга | 1032 руб |
| Сантиметр сварочного шва алюминия (силумина) | услуга | 51 руб |
| Сантиметр сварочного шва латуни | услуга | 25 руб |
| Сантиметр сварочного шва меди | услуга | 58 руб |
| Сантиметр сварочного шва нержавеющей стали | услуга | 103 руб |
| Сантиметр сварочного шва титана | услуга | 58 руб |
| Сантиметр сварочного шва чугуна | услуга | 103 руб |
| Баки из алюминия | услуга | 387 руб |
| Баки из нержавейки | услуга | 516 руб |
Велосипеды и мотоциклы (рамы, крепления и т. д.) д.) | услуга | 645 руб |
| Головки блока цилиндров, крышки клапанов | услуга | 387 руб |
| Диски | услуга | 387 руб |
| Коллекторы | услуга | 516 руб |
| Корпус АКПП (МКПП) | услуга | 1161 руб |
| Кронштейны | услуга | 1161 руб |
| Наварка недостающих частей деталей | услуга | 387 руб |
| Пайка медного радиатора системы охлаждения дв. грузового а/м | услуга | 645 руб |
| Пайка алюминиевого радиатора,интеркуллера кондиционера ам | услуга | 387 руб |
Пайка медного радиатора системы охлаждения дв. легкового а/м легкового а/м | услуга | 387 руб |
| Поддон автомобильный (заварить трещину, восстановление недостающих элементов) | услуга | 645 руб |
| Радиатор, интеркулер | услуга | 645 руб |
| Трубки (медные, нержавеющие, латунные и др.) | услуга | 903 руб |
| Изготовление конструкций из металла | услуга | 103 руб |
| Газосварочные работы | услуга | 9030 руб |
| Сварка генератором | услуга | 7740 руб |
| Замена труб | услуга | 32250 руб |
| Ремонт отопления | услуга | 6450 руб |
| Замена стояка | услуга | 11610 руб |
| Изготовление решеток на окна | услуга | 1290 руб |
| Изготовление сварных оградок | услуга | 1290 руб |
| Ремонт ворот и калиток | услуга | 6450 руб |
| Замена батарей | услуга | 6450 руб |
| Установка счетчиков воды | услуга | 5805 руб |
| Изготовление навесов из поликарбоната | услуга | 2580 руб |
| Установка забора | услуга | 1935 руб |
| Проектирование и монтаж системы отопления | услуга | 1548 руб |
| Монтаж трубопроводов | услуга | 387 руб |
| Демонтаж металлоконструкций | услуга | 0 руб |
| Монтаж зданий из ЛСТК | услуга | 6450 руб |
| Монтаж перегородок из профнастила | услуга | 645 руб |
| Монтаж труб из сшитого полиэтилена | услуга | 3870 руб |
| Контроль за качеством сварки | услуга | 0 руб |
| Сварка стальных труб | ед | 310 руб |
| Сварка полуавтоматом | ед | 282 руб |
| Карабельный шов | ед | 229 руб |
| Сварить откатные варота цена | ед | 11788 руб |
| Сварка швеллера | ед | 245 руб |
| Кто меняет петли | ед | 274 руб |
| Печь в баню | ед | 248 руб |
| Печь в баню | ед | 334 руб |
| Где можно сварить бак из нержавейки адреса в Соликамске | ед | 295 руб |
| Монтаж сварного забора | ед | 188 руб |
| Сварка профиля трубы | ед | 245 руб |
| Изготовление ворот 2шт | ед | 167 руб |
| Изготовление воротины | ед | 259 руб |
| Изготовление двух ворот | ед | 305 руб |
| Сварка лестницы | ед | 248 руб |
| Баная печь | ед | 199 руб |
| Шов 100 трубы | ед | 245 руб |
| Беседка под виноград | ед | 357 руб |
| Беседка под виноград цена изготовления данной конструкции | ед | 352 руб |
| Пандус | ед | 303 руб |
| Металлоконструкция на печную трубу | ед | 194 руб |
| Металлические лестницы с площадкой | ед | 139 руб |
| Огрождение | ед | 353 руб |
| Сварить двери | ед | 339 руб |
| Каркас гаража 7 3 | ед | 380 руб |
| Каркас гаража сварить 3 7 | ед | 276 руб |
| Гаражные ворота 6на5 | ед | 219 руб |
| Сварка кранбалки | ед | 270 руб |
| Свака фланца | ед | 157 руб |
| Пожарные лесницы | ед | 358 руб |
| Демонтаж и монтаж железных дверей | ед | 234 руб |
| Установка железных входных дверей | ед | 196 руб |
| 1м шва | ед | 197 руб |
| Приворить 8 стояк на телегу под деревянные борта наборные сколько это стоит | ед | 379 руб |
| Сколько стоит приворить 30 косынок 20 на 20 | ед | 225 руб |
| Дверные козерки | ед | 387 руб |
| Глушитель | ед | 255 руб |
| Колонны сварка | ед | 323 руб |
| Варка профтрубы | ед | 221 руб |
| Диаметр трубы свариваемой от 20мм цена | ед | 375 руб |
| Трубы от 20мм до219мм | ед | 949 руб |
| Сварка труб ду 108 | ед | 2398 руб |
| Сварка навеса стоимость 1м | ед | 223 руб |
| Сварка котла | ед | 312 руб |
| Сварчный шов | ед | 317 руб |
| Решётка в подъезде мусоропровода | ед | 377 руб |
| Сварка трубопровода из нержавеющей стали | ед | 350 руб |
| Сварка каркаса кровати | ед | 279 руб |
| Покраска карка а кровати | ед | 178 руб |
| Ваз | ед | 230 руб |
| Каркас на фундамент | ед | 290 руб |
| Решетки на окна | ед | 352 руб |
| Сварка нержавеющих труб | ед | 206 руб |
| Сварка двери | ед | 158 руб |
| Сварка труб отопления | ед | 339 руб |
| Замена порогов класикп | ед | 229 руб |
| Труба 1220 | ед | 148 руб |
| Сварка металоконструкций | ед | 139 руб |
| Двутавр | ед | 162 руб |
| Сварка водяной трубы | ед | 143 руб |
| Зарплата сварщика | ед | 380 руб |
| Лифтовые шахты из металла | ед | 239 руб |
| Сварка листового железа | ед | 259 руб |
| Привороты один навес на ворота | ед | 227 руб |
| Сварка трубы 219мм за пагонный метр | ед | 309 руб |
| Навес для авто | ед | 183 руб |
| Сварить второй этаж на складе | ед | 187 руб |
| Сварить скамейку | ед | 365 руб |
| Бытовка сторожа по чертежу | ед | 323 руб |
| Лестницы площадки перила | ед | 374 руб |
| Замена радиатора отапления | ед | 224 руб |
| Сварка оцинкованой трубы на пажаротушение по диаметрам | ед | 287 руб |
| Тонна металла сколько стоит сварить | ед | 140 руб |
| Изготовление перил из труб и установление | ед | 335 руб |
| Беседки для отдыха | ед | 159 руб |
| Ремонт полосы износа на мини погрузчик | ед | 290 руб |
| Каркас лестничного марша | ед | 278 руб |
| Нержавейка | ед | 220 руб |
| Сварка нержавейки | ед | 210 руб |
| Сварка двутавра 400 цена за сантиметр шва | ед | 316 руб |
| Сварка двутавра 400 | ед | 381 руб |
| Двутавр 400 | ед | 371 руб |
| Сварка каркаса под здание | ед | 232 руб |
| Сварка кресла | ед | 348 руб |
| Сварочные работы за тонну металла | ед | 259 руб |
| Дверной проём 110 220 34 | ед | 301 руб |
| Сварка забора | ед | 130 руб |
| Сварка ступеней | ед | 261 руб |
| Как расчитать стоимость сварки лестницы | ед | 287 руб |
| Сварка трубы 200 мм стык | ед | 354 руб |
| Навес 5 5 2 5 | ед | 331 руб |
| Изготовление металлического навеса | ед | 207 руб |
| Пайка полипропеленовых труб | ед | 145 руб |
| Шарниры гаражных ворот | ед | 176 руб |
| Сварка забора стоимость | ед | 208 руб |
| Усиление стены простенки | ед | 199 руб |
| Демонтаж метало конструкций на высоте | ед | 192 руб |
| Сварка беседки | ед | 172 руб |
| Замена крыла автомобиля | ед | 190 руб |
| Пробивка отверстия в бетоне под слив | ед | 171 руб |
| Устройство стяжки с теплым полом | ед | 237 руб |
| Сколько стоит сварить сваю из арматуры | ед | 168 руб |
| Сколько будет сварить ёмкость под воду | ед | 322 руб |
| Демонтаж и мотаж калитки | ед | 2358 руб |
| Каркас навеса | ед | 330 руб |
| Сварка стеллажа | ед | 224 руб |
| Вертикальный шов метал Листов 5мм | ед | 159 руб |
| Вертикальный шов метал Листов 5мм 1м п | ед | 363 руб |
| Сварка ворот кованных | ед | 363 руб |
| Сколько стоит сварить ворота распашные с проф листа | ед | 199 руб |
| Резка металла | ед | 269 руб |
| Резка листового металла | ед | 287 руб |
| Сварка цепи | ед | 218 руб |
| Трубогиб | ед | 307 руб |
| Приварка фланца | ед | 207 руб |
| Заглушить трубу на 120 | ед | 170 руб |
| Шов на дюймовой трубе | ед | 282 руб |
| Сварить две трубы дюймовых | ед | 250 руб |
| Заглушить трубу на 100 | ед | 194 руб |
| Резка болгаркой | ед | 353 руб |
| Оград | ед | 223 руб |
| Бак в баню из нержавейки | ед | 224 руб |
| Сварить поворотную лесницу | ед | 73 руб |
| Усиления проема | ед | 208 руб |
| Проварка швов | ед | 296 руб |
| Наплавка | ед | 197 руб |
| 325 труба | ед | 157 руб |
| Наплавка ножей | ед | 221 руб |
| Сварка ограждений лестничных маршей | ед | 361 руб |
| Сварочый шов | ед | 340 руб |
| Изготовление катлов отопления | ед | 47403 руб |
| Труба 530 погонный метр | ед | 143 руб |
| Сварка трубыпорыв 100мм сколько стоит | ед | 242 руб |
| Сварка ангаров цена | ед | 198 руб |
| Ангар 24мна 18м | ед | 184 руб |
| Резка прогрев | ед | 150 руб |
| Сварка оцинкованных труб | ед | 227 руб |
| СВАРОЧНЫЕ РАБОТЫ УСТАНОВКА ЗАБОРА | ед | 219 руб |
| Сварной шов | ед | 349 руб |
| Сварка сборка фермы труба25 на25 | ед | 291 руб |
| Навес 7на 3 | ед | 362 руб |
| Каркас забора | ед | 241 руб |
| Сварить ферму на гараж | ед | 299 руб |
| Пергола | ед | 325 руб |
| Сварить фермы цена | ед | 1270 руб |
| Сварка профильной трубы | ед | 153 руб |
| Труба стальная д 1200 | ед | 349 руб |
| Ванная сварка | ед | 282 руб |
| Решотки на окна | ед | 184 руб |
| Листовой метал | ед | 153 руб |
| Изготовление ферм | ед | 139 руб |
| Вогончик 6 4 | ед | 325 руб |
| Наименование | Ед изм | Цена * |
|---|---|---|
Разное | ||
| Автомотическое пожаро тушение | ед | 127 руб |
| Сварка перил | ед | 150 руб |
| Пайка гребёнки из полипропилена | ед | 1126 руб |
| Пайки полипропиленовых | ед | 1602 руб |
| Монтаж теплообменника для гвс | ед | 118 руб |
| НА ВОДОМЕРНЫЙ УЗЕЛ С РАЗДЕЛЬНЫМ ПОЖАРОТУШЕНИЕМ | ед | 272 руб |
| Сварка труб любого диаметра, цена за метр погонный или стык | услуга | 102 руб |
Сварка стальных труб, цена за м. п. или стык п. или стык | услуга | 102 руб |
| Монтаж теплотрасс, за 1 м. п. | услуга | 357 руб |
| Вызов сантехника, газоэлектросварщика со сварочным аппаратом (сварщик, газо- электросварщик), минимальная цена | услуга | 3060 руб |
| Вызов сварщика для сварки/пайки полипропиленовых, металлопластиковых труб | услуга | 1530 руб |
| Шов по железу (точечный, стыковочный, прерывистый), за 1 см (1-3мм, 4-6мм… +10 руб) | услуга | 20 руб |
| Шов по нержавеющей стали (точечный, стыковочный, прерывистый), за 1 см | услуга | 20 руб |
| Сварка металлоконструкций по чертежам, за 1 тонну | услуга | 25500 руб |
| Изготовление ворот | услуга | 5100 руб |
| Замена петель на воротах (снять старые, установить новые) | услуга | 1530 руб |
| Устранение перекоса ворот или рамы | 1 штука | 2550 руб |
| Усиление ворот | услуга | 1530 руб |
| Монтаж, врезка калитки | услуга | 3570 руб |
| Подрез ворот | услуга | 2040 руб |
| Различные работы с замками | услуга | 510 руб |
| Изготовление заборов и ограждений (сетка рабица), за 1 погонный метр | услуга | 816 руб |
Изготовление решеток на окна, двери, за 1 м. п. п. | услуга | 510 руб |
| Изготовление лестниц (наружных, технических), за 1 м. п. | услуга | 1020 руб |
| Изготовление и монтаж козырька над входом, за 1 кв. метр | услуга | 4080 руб |
| Изготовление перил, монтаж поручней цена за 1 м. п. | услуга | 2040 руб |
| Работы по сварке, включая материалы | услуга | 20 руб |
| Сварка труб | услуга | 153 руб |
| Изготовить гараж 4×6 лист 2мм, кровля 2-x скатная, ворота 2×2.5 Вся конструкция | услуга | 58140 руб |
| На болтовых соединениях. Калитка, железная дверь, размер 2,05×0,80 сталь 2мм оплачивается отдельно | услуга | 58140 руб |
| Сварные ограждения | услуга | 612 руб |
| Забор | услуга | 1122 руб |
| Торгово-складское оборудование | услуга | 1836 руб |
| Металлоизделия / металлоконструкции | услуга | 45900 руб |
| Бытовка (каркас) | услуга | 6120 руб |
| Простой металлический сварной забор | услуга | 816 руб |
| Простые сварные решетки | услуга | 2040 руб |
| Распашные решетки | услуга | 4080 руб |
| Дутые решетки | услуга | 3060 руб |
| Кованные декоративные решетки | услуга | 8160 руб |
| Простые сварные ограждения | услуга | 1530 руб |
| Нестандартные декоративные ограждения | услуга | 3060 руб |
| Простые переносные ограждения | услуга | 1326 руб |
| Наружные лестницы | услуга | 30600 руб |
| Технические лестницы | услуга | 1530 руб |
| Перила из нержавейки | услуга | 3570 руб |
| Перила из дерева | услуга | 8160 руб |
| Козырьки над входом | услуга | 7140 руб |
| Навесы из поликарбоната | м2 | 2550 руб |
| Выездная работа сварщика на территории заказчика | услуга | 6120 руб |
| Распашные гаражные ворота стандартного размера 2 х 2,5 м | услуга | 13260 руб |
| Распашные гаражные ворота не стандартного размера | м2 | 3060 руб |
Гаражные ворота с калиткой стандартного размера 2 x 2. 5 м 5 м | услуга | 17340 руб |
| Заказ гаражных ворот менее 5 квадратных метров будут стоить как стандартные | услуга | 13260 руб |
| Монтаж гаражных ворот | услуга | 5100 руб |
| Доставка ворот погрузка, разгрузка | услуга | 1530 руб |
| Замена шарниров на воротах (снять старые, установить новые шарниры) | услуга | 2040 руб |
| Монтаж врезка калитки в уже существующие ворота | услуга | 3570 руб |
| Подрез ворот, усиление ворот | услуга | 2550 руб |
| Изготовления металлоконструкций (стоимость готовых изделий) | услуга | 6120 руб |
| Сварные ограждения (ворота, решетки) | услуга | 6120 руб |
| Забор (сетка рабица, сварной) | услуга | 1173 руб |
| Торгово-складское оборудования (стеллажи, стойки, мебель) | услуга | 1938 руб |
| Металлоизделия и металлоконструкции по чертежам заказчика | услуга | 15300 руб |
| Монтаж водомерного узла | услуга | 12240 руб |
| Изготовления нестандартного элемента трубопровода | услуга | 816 руб |
| Сантиметр сварочного шва алюминия (силумина) | услуга | 40 руб |
| Сантиметр сварочного шва латуни | услуга | 20 руб |
| Сантиметр сварочного шва меди | услуга | 45 руб |
| Сантиметр сварочного шва нержавеющей стали | услуга | 81 руб |
| Сантиметр сварочного шва титана | услуга | 45 руб |
| Сантиметр сварочного шва чугуна | услуга | 81 руб |
| Баки из алюминия | услуга | 306 руб |
| Баки из нержавейки | услуга | 408 руб |
Велосипеды и мотоциклы (рамы, крепления и т. д.) д.) | услуга | 510 руб |
| Головки блока цилиндров, крышки клапанов | услуга | 306 руб |
| Диски | услуга | 306 руб |
| Коллекторы | услуга | 408 руб |
| Корпус АКПП (МКПП) | услуга | 918 руб |
| Кронштейны | услуга | 918 руб |
| Наварка недостающих частей деталей | услуга | 306 руб |
| Пайка медного радиатора системы охлаждения дв. грузового а/м | услуга | 510 руб |
| Пайка алюминиевого радиатора,интеркуллера кондиционера ам | услуга | 306 руб |
Пайка медного радиатора системы охлаждения дв. легкового а/м легкового а/м | услуга | 306 руб |
| Поддон автомобильный (заварить трещину, восстановление недостающих элементов) | услуга | 510 руб |
| Радиатор, интеркулер | услуга | 510 руб |
| Трубки (медные, нержавеющие, латунные и др.) | услуга | 714 руб |
| Изготовление конструкций из металла | услуга | 81 руб |
| Газосварочные работы | услуга | 7140 руб |
| Сварка генератором | услуга | 6120 руб |
| Замена труб | услуга | 25500 руб |
| Ремонт отопления | услуга | 5100 руб |
| Замена стояка | услуга | 9180 руб |
| Изготовление решеток на окна | услуга | 1020 руб |
| Изготовление сварных оградок | услуга | 1020 руб |
| Ремонт ворот и калиток | услуга | 5100 руб |
| Замена батарей | услуга | 5100 руб |
| Установка счетчиков воды | услуга | 4590 руб |
| Изготовление навесов из поликарбоната | услуга | 2040 руб |
| Установка забора | услуга | 1530 руб |
| Проектирование и монтаж системы отопления | услуга | 1224 руб |
| Монтаж трубопроводов | услуга | 306 руб |
| Демонтаж металлоконструкций | услуга | 0 руб |
| Монтаж зданий из ЛСТК | услуга | 5100 руб |
| Монтаж перегородок из профнастила | услуга | 510 руб |
| Монтаж труб из сшитого полиэтилена | услуга | 3060 руб |
| Контроль за качеством сварки | услуга | 0 руб |
| Сварка стальных труб | ед | 245 руб |
| Сварка полуавтоматом | ед | 223 руб |
| Карабельный шов | ед | 181 руб |
| Сварить откатные варота цена | ед | 9320 руб |
| Сварка швеллера | ед | 193 руб |
| Кто меняет петли | ед | 217 руб |
| Печь в баню | ед | 196 руб |
| Печь в баню | ед | 264 руб |
| Где можно сварить бак из нержавейки адреса в Соликамске | ед | 233 руб |
| Монтаж сварного забора | ед | 148 руб |
| Сварка профиля трубы | ед | 193 руб |
| Изготовление ворот 2шт | ед | 132 руб |
| Изготовление воротины | ед | 205 руб |
| Изготовление двух ворот | ед | 241 руб |
| Сварка лестницы | ед | 196 руб |
| Баная печь | ед | 158 руб |
| Шов 100 трубы | ед | 193 руб |
| Беседка под виноград | ед | 282 руб |
| Беседка под виноград цена изготовления данной конструкции | ед | 278 руб |
| Пандус | ед | 239 руб |
| Металлоконструкция на печную трубу | ед | 154 руб |
| Металлические лестницы с площадкой | ед | 110 руб |
| Огрождение | ед | 279 руб |
| Сварить двери | ед | 268 руб |
| Каркас гаража 7 3 | ед | 300 руб |
| Каркас гаража сварить 3 7 | ед | 218 руб |
| Гаражные ворота 6на5 | ед | 173 руб |
| Сварка кранбалки | ед | 214 руб |
| Свака фланца | ед | 124 руб |
| Пожарные лесницы | ед | 283 руб |
| Демонтаж и монтаж железных дверей | ед | 185 руб |
| Установка железных входных дверей | ед | 155 руб |
| 1м шва | ед | 156 руб |
| Приворить 8 стояк на телегу под деревянные борта наборные сколько это стоит | ед | 299 руб |
| Сколько стоит приворить 30 косынок 20 на 20 | ед | 178 руб |
| Дверные козерки | ед | 306 руб |
| Глушитель | ед | 201 руб |
| Колонны сварка | ед | 256 руб |
| Варка профтрубы | ед | 175 руб |
| Диаметр трубы свариваемой от 20мм цена | ед | 296 руб |
| Трубы от 20мм до219мм | ед | 750 руб |
| Сварка труб ду 108 | ед | 1896 руб |
| Сварка навеса стоимость 1м | ед | 176 руб |
| Сварка котла | ед | 246 руб |
| Сварчный шов | ед | 250 руб |
| Решётка в подъезде мусоропровода | ед | 298 руб |
| Сварка трубопровода из нержавеющей стали | ед | 277 руб |
| Сварка каркаса кровати | ед | 221 руб |
| Покраска карка а кровати | ед | 140 руб |
| Ваз | ед | 182 руб |
| Каркас на фундамент | ед | 229 руб |
| Решетки на окна | ед | 278 руб |
| Сварка нержавеющих труб | ед | 163 руб |
| Сварка двери | ед | 125 руб |
| Сварка труб отопления | ед | 268 руб |
| Замена порогов класикп | ||
Сварочные работы любой сложности — в Москве, с выездом, с генератором, услуги сварщика на заказ
Виды сварочных работ, которые готова предложить наша компания
Аргонная сварка — данный вид работ применяется, когда необходим неразъемный сварной шов, совмещает в себе использование электрической дуги и газа;
Газовая сварка — метод отличается долгим нагревом металлов, мощность удобно контролировать, в составе газосварки применяется горючий газ и кислород;
Полуавтоматическая сварка — принцип работы полуавтоматом заключается в том, что защитный газ подается в зону сварки с электродной подвижной проволокой;
Ручная дуговая сварка (MMA, РД, РДС) — в данном случае сварное соединение формируется при помощи электрической дуги, которая образуется между электродом и металлом;
Сборочно-сварочные работы — сборка изделий перед сваркой по шаблонам, чертежам или первоначальной модели;
Сварочно-ремонтные работы — необходимы при деформации конструкций и деталей из металла, помогают избежать крупных аварий;
Сварочно-слесарные работы — комплексный вид работ, который включает в себя изготовление и установку изделий;
Точечная (контактная) сварка — сущность метода заключается в соединении металлических частей двумя электродами.
Изделия и конструкции, которые мы готовы изготовить или сварить
| Арматура | Арматурные каркасы | Баки |
| Балки | Валы | Водопроводные трубы |
| Ворота | Закладные детали | Козырьки |
| Коллекторы | Короба | Котлы отопления |
| Лестницы | Наконечники свай | Резервуары |
| Фермы | Фланцы | Швеллеры |
Этапы производства конструкций с помощью сварки
Изучение чертежей — мы готовы работать по Вашим эскизам или заняться их разработкой с нуля;
Подготовка материала — работаем только с высококачественной сталью: углеродистой и легированной;
Сварочные работы — непосредственно сам процесс соединения деталей;
Тестирование — испытание конструкции или изделия на прочность.
Преимущества работы с нами
Гарантия — мы отвечаем за качество нашей работы
Мобильность — возможен выезд сварщика на объект
Сварка металлоконструкций — в разработку принимаются изделия любых размеров
Чертежи — грамотная работа с проектной документацией
Сварка металлоконструкций
Сварка металлических конструкций позволяет прочно соединить любое количество элементов разной конфигурации. Металлические детали сваривают друг с другом при помощи двух источников энергии – электричеством или газом. Оба типа сварки (газовая и электрическая дуга) мастер может осуществлять вручную и с использованием автоматического или полуавтоматического управления потоков энергии. В ручной сварке швы на изделиях формируют руками в процессе работа – поэтому допускают к сварочным работам только опытных мастеров.
Особенности сварки нестандартных изделий
Нестандартными металлическими конструкциями называют изделия, которые изготавливаются индивидуально по заранее согласованному эскизу. Это могут быть стеллажи для складских помещений, элементы подвесного потолка необычной конструкции, рекламные щиты, каркасы и элементы декора лестниц, пандусов, подиумов, изделия из металла для ландшафтного дизайна и интерьера. Сварочный процесс является частью формирования и обработки изделий такого типа. Но прежде, чем выполнять сложные соединения элементов между собой путем приваривания, мастер и заказчик сначала подготавливают эскиз будущей конструкции, делаются точные расчеты. А потом строго по чертежу специалисты варят и соединяют элементы изделия. Особенность такого процесса заключается в том, что работа выполняется не только механическая, но и творческая.
Сварочные работы по ремонту спецтехники
К спецтехнике относятся различные транспортные средства, применяемые в строительных, дорожных работах – это подъемные краны, экскаваторы, бульдозеры, погрузчики, и прочее. Изначально эта техника делается прочной и износоустойчивой, но из-за активной эксплуатации в сложных условиях даже она выходит из строя. Среди прочих ремонтных мероприятий спецтехнику чинят сварочными работами. Они нужны, если в оборудовании есть изломы или трещины, если необходимо подкорректировать дефект в сварочных швах или когда необходимо приварить новый элемент к конструкции. Сварочные работы бывают электрическими или газовыми. Место работы тоже может быть разным – это либо сварка на месте работы техники, или работа с определенными её элементами в специальных сварочных мастерских.
Изначально эта техника делается прочной и износоустойчивой, но из-за активной эксплуатации в сложных условиях даже она выходит из строя. Среди прочих ремонтных мероприятий спецтехнику чинят сварочными работами. Они нужны, если в оборудовании есть изломы или трещины, если необходимо подкорректировать дефект в сварочных швах или когда необходимо приварить новый элемент к конструкции. Сварочные работы бывают электрическими или газовыми. Место работы тоже может быть разным – это либо сварка на месте работы техники, или работа с определенными её элементами в специальных сварочных мастерских.
Сварка армированных каркасов
Арматурные каркасы используются в строительстве и являются частью фундамента. Поэтому должны быть самым прочным элементом. Сварку часто применяют как способ изготовления каркасов на основе арматуры. Сварочное соединение в данном случае считается самым надёжным, так как изделие получается практически неразрушимым – сварочные швы арматурного каркаса даже с помощью спецтехники разорвать сложно. Для сваривания элементов каркаса используют несколько разных видов сварки – электродуговую, точечную, стыковочную, продольными швами и ванную сварку. Специалисты могут использовать или один из этих способов, в зависимости от ситуации, или применить комбо из нескольких для создания особо прочной и надежной конструкции.
Для сваривания элементов каркаса используют несколько разных видов сварки – электродуговую, точечную, стыковочную, продольными швами и ванную сварку. Специалисты могут использовать или один из этих способов, в зависимости от ситуации, или применить комбо из нескольких для создания особо прочной и надежной конструкции.
Сварка трубопровода
Работа по свариванию элементов трубопровода – скрупулезная, поэтому выполняет ее только опытный мастер. От качества сварки будет зависеть прочность, надежность и долгота эксплуатации металлоконструкции. Перед сваркой необходимо подготовить металлические трубы. На металлоизделия наносят разметку, чтобы досконально подогнать их друг к другу. Затем снимают фаску (2-3 мм). Непосредственно перед началом сварки поверхности труб нужно состыковать, оставляя небольшой зазор между ними – для будущего шва. Во время проварки мастер следит, чтобы не образовались поры и все элементы плотно приварились друг к другу без сдвигов. В завершении поверхности металлических труб очищаются от пор и зачищаются до гладкости и блеска. В идеально сваренном трубопроводе нет ни намека на шероховатости, канавки, и прочие дефекты.
В завершении поверхности металлических труб очищаются от пор и зачищаются до гладкости и блеска. В идеально сваренном трубопроводе нет ни намека на шероховатости, канавки, и прочие дефекты.
Сварные (сварочные) металлоконструкции на заказ в Москве и области
Сварочные работы при изготовлении металлоконструкций – неотъемлемая часть процесса, причём стоимость процесса бывает совершенно разной, поскольку определяется множеством дополнительных факторов:
- объём работы;
- используемые технологии;
- сроки исполнения;
- сложность;
- оборудование;
- расходные материалы и многое другое.
Компания «ПроектРесурс» придерживается политики предоставления качественных услуг широкому кругу потребителей по приемлемой цене. Однако важно учитывать, что типовые расценки не всегда подходят для конкретных случаев, и суммарный расчёт производится с учётом ряда параметров, на первый взгляд, не связанных между собой:
- расходные материалы – для обеспечения высокого качества работы, надёжности сварных стыков используются электроды и «расходники» ведущих производителей, полностью удовлетворяющие требованиям сварщиков;
- объём трудозатрат – расценки на услуги мастеров напрямую связаны с видом сварочных работ.
 Это может быть электрическая, аргонно-дуговая, газовая сварка. Работа бывает разной сложности, а также важны сроки, отведённые на выполнение заказа;
Это может быть электрическая, аргонно-дуговая, газовая сварка. Работа бывает разной сложности, а также важны сроки, отведённые на выполнение заказа; - износ сварочного оборудования – любая работа требует определённых расходов на аппаратуру. Мы не выставляем заказчику отдельный счёт на запчасти и комплектующие, но амортизации включается в окончательный расчёт стоимости.
 Это может быть электрическая, аргонно-дуговая, газовая сварка. Работа бывает разной сложности, а также важны сроки, отведённые на выполнение заказа;
Это может быть электрическая, аргонно-дуговая, газовая сварка. Работа бывает разной сложности, а также важны сроки, отведённые на выполнение заказа;Обычно цена за изготовление, монтаж металлоконструкций и сварочные работы рассчитывается индивидуально для каждого заказа. Есть ещё несколько параметров ценообразования, которые зависят уже от типа выполняемых работ.
Услуги сварщика могут понадобиться:
- на строительной площадке;
- при монтаже сантехники;
- при производстве металлоконструкций;
- для решения мелких бытовых проблем;
- при ремонте транспортных средств.
К примеру, на стройплощадках чаще всего востребованы газосварщики, поскольку именно газовая сварка больше всего подходит для изготовления ограждений, каркасов, решеток из арматуры, монтажа металлических балок и т. д. Стоимость работ в этом случае рассчитывается по весу конструкции, зависит от сложности сооружения и даже от того, какие условия для работы предоставляет заказчик.
д. Стоимость работ в этом случае рассчитывается по весу конструкции, зависит от сложности сооружения и даже от того, какие условия для работы предоставляет заказчик.
Преимущества предложения «ПроектРесурс»
Сварочно-монтажные работы любой сложности, прайс-лист на сварочные работы
Компания «Стройсталь» выполняет для юридических и физических лиц cварочные работы любой сложности.
Основными направлениями нашей деятельности является изготовление:
- лестничных и балконных ограждений;
- пожарных лестниц и люков;
- лестничных перил для многоэтажных домов;
- пандусов для инвалидов;
- детских и спортивных площадок;
- ангаров;
- цельнометаллических, профильных заборов;
- дверей, ворот и калиток;
- вольеров для собак.
Схема работы
Помимо сварки, мы также производим покраску готовых изделий и установку на объекте клиента.
Заказ сварочных работ по телефону или через онлайн-заявку
8 (915)-488-81-83 (Василий Иванович Романов).
[email protected]
Наши преимущества
- Все работы по сварке производятся в теплом ангаре;
- Даем гарантию качества выполняемых работ;
- Мы предлагаем минимальные цены C УЧЁТОМ НДС 20%;
- Работаем точно по согласованному графику.
Расценки на наши услуги и стоимость сварки металлоконструкций уточняйте по телефону:
8 (915)-488-81-83 Василий Иванович Романов.
Минимальный заказ на выезд сварщика:
| в пределах МКАДа | от 4,500 руб |
| за пределы МКАДа | от 4,500 руб + 50 руб/км |
| в пределах МКАДа + сварочный генератор | от 6,000 руб |
| за пределы МКАДа + сварочный генератор | от 6,000 руб + 50 руб/км |
Стоимость сварки штучных изделий (сталь):
Толщина металла (мм. ) ) | Стоимость шва (см.) |
| 1-3 | цена договорная |
| 4-6 | цена договорная |
| 7-10 | цена договорная |
| 11-14 | цена договорная |
| 15-20 | цена договорная |
Металлоконструкции
| Изготовление (без учета стоимости металла) | от 20,000 руб/тонна |
| Монтаж металлоконструкций | от 10,000 руб/тонна |
| Демонтажные работы | от 5,000 руб/тонна |
Наши заказчики и выполненные сварочные работы
ООО «Рус-Бау»- обустройство входной группы «Росинтербанка» — пандуса для инвалидов. Митино, Митинская улица, 23
Частный заказ. Частный дом. Красногорский район, село Ангелово, 77
Изготовление и монтаж водного пирса. Котеджный посёлок «Вестерн»
Котеджный посёлок «Вестерн»
Изготовление пожарных люков и пожарных лестниц для многоквартирного жилого дома, Павшинская пойма
Сварочные работы по металлу в Москве на заказ, стоимость сварки
Сварные работы – это соединение металлических частей методом приваривания их друг к другу. Так можно получить цельный металлопрокат. Этот способ применяется при создании мостов или плотин, опор линий электропередач, в машиностроительной отрасли и при возведении сооружений гражданского назначения — водосточных систем и т.д. С его помощью можно создавать каркасы для зданий и другие объемные металлоконструкции.
| Сварка стали | Сварка металлоконструкций | Сварочные работы на производстве |
В «домашних» условиях трудно добиться необходимого качества. Заказывать профессиональные аппараты? Это не всегда оправдано, особенно если они нужны вам только периодически. К тому же они дорого стоят. Одно из решений — подать заявку в компанию со специализацией в данной области.
Заказывать профессиональные аппараты? Это не всегда оправдано, особенно если они нужны вам только периодически. К тому же они дорого стоят. Одно из решений — подать заявку в компанию со специализацией в данной области.
В разных фирмах стоимость сварочных работ может быть разной. Но главное — их проведение по требованиям ГОСТ, предъявляемым к производству металлоконструкций.
Выбирайте качество!
Компания «Атлант Металл» (Москва) оказывает все услуги на своей производственной базе. Здесь есть вся необходимая техника и четыре поста, на которых установлено оборудование для проведения полуавтоматической и ручной дуговой сварки.
Все работники, которые выполняют данные услуги, имеют специальное образование. Сварщики проходят подготовку, выполняют требования техники безопасности и выдают отличный результат.
Способы соединения металлов разнообразны: для черных требуется газовая сварка, для цветных — аргонная. Наша компания имеет большой опыт в этой деятельности, и благодаря качеству и разумным расценкам у нас уже появилось множество постоянных клиентов.
Стоимость сварочных работ
Вы хотели бы узнать, сколько может стоить сварка стали? Вначале определите, что вам необходимо получить. Расценки на услуги меняются в зависимости от:
- сложности задачи:
- объема;
- материала;
- способа сваривания металлоконструкций.
Любая цена зависит от сочетания различных факторов, и здесь нужен индивидуальный подход. Звоните в любое время по телефону в Москве 8 (495) 374-71-73, и специалисты рассчитают прайс вашего будущего заказа.
У нас можно заказать не только производство металлоконструкций и доставку металлопроката в любые точки России. Мы также выполняем крупные заявки — от проекта до монтажа под ключ. Вы можете найти информацию о других услугах в соответствующем разделе сайта.
Реальная стоимость сварочных брызг
Брызги при сварке очень распространены, мы видим их везде. Мы предполагаем, что это то, с чем нам нужно научиться жить, и от чего нельзя избавиться. Или, если мы можем избавиться от этого, мы думаем, что это больше проблем, чем то, чего оно стоит. Если вы хотите узнать причины появления брызг при сварке, ознакомьтесь с публикацией «7 причин брызг и способы их устранения».
Если вы хотите узнать причины появления брызг при сварке, ознакомьтесь с публикацией «7 причин брызг и способы их устранения».
Брызги — это скорее косметическая проблема, чем проблема целостности сварного шва. Однако это может дорого вам обойтись.
Причина, по которой, кажется, не прилагается много усилий для устранения брызг на огромном количестве производственных объектов, заключается в том, что большинство людей не знают истинной стоимости этого. Мы знаем, что брызги плохо выглядят, мы знаем, что для их стачивания требуется время, мы можем даже знать, что это увеличивает количество сварочных материалов, необходимых для работы. Но спросите себя, садился ли я когда-нибудь, чтобы оценить, во что мне обходятся брызги?
Пример ниже предназначен просто для того, чтобы вы задумались о том, во что вам обходятся брызги.Цифры можно изменять по своему усмотрению, но помните о процентном снижении общей стоимости. У вас может быть особая ситуация, когда это не применимо, но это скорее исключение, чем норма.
Сценарий : ACME Welding использует процесс GMAW с защитным газом C25. В них используются режимы переноса металла с короткой дугой и шаровидной формы, которые вызывают значительное разбрызгивание. На их готовых сборках не должно быть брызг, поскольку они будут окрашены, а краска заставляет брызги торчать, как больной палец.Они производят одни и те же детали изо дня в день. В этом примере рассматривается стоимость за 3-недельный период, до и за 3-недельный период после внесения изменений.
Затраты на материалы и рабочую силу
740 # 0,045 Проволока ER70S-6 (1295 долларов США)
32 Шлифовальные круги (224 доллара США)
Защита от брызг на 2 галлона (68 долларов США)
Защитный газ C25 (277 долларов США)
Трудозатраты = 15 дней x 7 сварочных работ x8 часов = 840 часов при 45 долларах США в час (рабочая сила и накладные расходы) = 37 800 долларов США
Общая стоимость: 39 664 доллара США
После переключения газа на 90% Ar / 10% CO2 и корректировки сварочных процедур разбрызгивание уменьшается на 85%. Это сокращает использование шлифовального круга, защиту от брызг и даже количество необходимой проволоки. Проволока уменьшается, потому что разбрызгивание теряется присадочный металл. Около 40 # на этой работе. Газ дороже примерно на 10%. Хотя в этом случае более совершенные процедуры также улучшили скорость осаждения, для примера они оставались прежними (7,2 # / час).
Это сокращает использование шлифовального круга, защиту от брызг и даже количество необходимой проволоки. Проволока уменьшается, потому что разбрызгивание теряется присадочный металл. Около 40 # на этой работе. Газ дороже примерно на 10%. Хотя в этом случае более совершенные процедуры также улучшили скорость осаждения, для примера они оставались прежними (7,2 # / час).
Брызги были уменьшены в соответствии с рекомендациями в разделе «7 причин разбрызгивания и способы их устранения».
Новые номера:
700 # проволоки 0,045 ER70S-6 (1225 долл. США)
32 шлифовальных круга (90 долл. США) — не все шлифовальные работы проводились по разбрызгиванию, поэтому процентное уменьшение не так много.
2 галлона Anti-spatter (68 долларов) — его используют в магазинах, поэтому он все еще используется, хотя его можно было бы ограничить для конкретных приложений.
90/10 Защитный газ (304 долл. США) — переход на более дорогой защитный газ, обеспечивающий перенос распылением.
Трудозатраты = 11,8 дней x 7 сварщиков x8 часов = ~ 660 часов при 45 долл. США / час (труд и накладные) = 29 700 долл. США
Новое Итого: 31 387 долл. США
Это изменение снизило стоимость этой работы на 8 277 долларов США или 21% . Мы постоянно забываем о стоимости рабочей силы и уделяем большое внимание стоимости сырья.Большинство компаний продолжают использовать 100% CO2 или даже C25, потому что это дешевле, чем смесь для защиты газа 90/10. Простой переход на более качественный газ и улучшение сварочных процедур могут привести к значительной экономии.
Это реальный пример. Но не стесняйтесь вводить свои собственные числа и посмотреть, как это применимо к вам. Иногда для этого типа изменения могут потребоваться источники сварочного тока лучше или больше (или оба). Но помните, что экономия будет длиться вечно, потому что вы уменьшите разбрызгивание и расходы, связанные с его удалением.
Реализовали ли вы проект по уменьшению брызг при сварке? Что ты думаешь? Вы заметили значительную экономию?
Как рассчитать скорость наплавки сплошных проводов
Обычный вопрос, который задают производители, пытаясь определить затраты, связанные со сваркой: Сколько фунтов проволоки я могу вложить в час? Или сколько фунтов проволоки я могу уложить при определенной силе тока или скорости подачи проволоки? Есть диаграммы, которые помогут вам это определить, но всегда полезно иметь простую формулу.
Прежде чем мы перейдем к этому расчету, очень важно провести различие между скоростью наплавки и скоростью плавления. Многие люди в нашей отрасли используют эти два термина как синонимы, и это неверно. Скорость плавления — это количество потребляемой проволоки, не учитывающее эффективность электрода. Скорость наплавки — это то, сколько проволоки фактически превращается в металл шва. Эффективность сплошной проволоки может варьироваться от 88 до 98%, поэтому вы можете иметь точно такую же скорость плавления, но значительно разные скорости наплавки, если вы выполняете сварку с одинаковой скоростью подачи проволоки, но с другим режимом переноса металла.
Итак, теперь формула:
Скорость осаждения = 13,1 (D²) (WFS) (EE)
D = диаметр электрода
WFS = скорость подачи проволоки (дюйм / мин)
EE = эффективность электрода
13,1 — постоянная, используемая для стали и основанная на плотности стали. Эту же постоянную можно использовать для проволоки из нержавеющей стали, поскольку она составляет всего 1/1000. С другой стороны, постоянная алюминия должна быть примерно в три раза меньше, чем у стали, или 4.32.
Эту же постоянную можно использовать для проволоки из нержавеющей стали, поскольку она составляет всего 1/1000. С другой стороны, постоянная алюминия должна быть примерно в три раза меньше, чем у стали, или 4.32.
Эффективность электродов для сплошной проволоки может варьироваться в зависимости от режима переноса металла. Мы не будем вдаваться в подробности того, как достичь каждого в данный момент. Ниже приведены типичные значения КПД для каждого из режимов.
Передача при коротком замыкании: 90-93%
Передача поверхностного натяжения: 98% (STT — торговая марка Lincoln Electric Company)
Шаровая передача: 88 — 90%
Осевой перенос распылением: 98%
Импульсный перенос распылением: обычно 98%, но может быть меньше в зависимости от параметров и источника питания
Пример: Заказчик хочет узнать скорость наплавки.052 Провод ЭР70С-6. Они работают с защитным газом 90/10 при 320 дюйм / мин и 30 вольт. При этих настройках мы находимся в режиме распыления.
Скорость осаждения = 13,1 (0,052) ² (320) (0,98) = 11,1 фунтов в час
ПРИМЕЧАНИЕ: Эта формула работает только с британскими единицами измерения, если вы используете метрическую систему, просто выполните следующие шаги:
- Вычислить площадь круга -> Радиус в квадрате * pi
- Умножить на плотность используемого металла
- Умножить скорость подачи проволоки
- Умножьте на 60 (чтобы получить скорость наплавки в час, если скорость подачи проволоки была выражена в минуту)
- Отрегулируйте любые единицы для соответствия (т.e, если вы использовали см для плотности или другие единицы)
- Умножить на эффективность электрода
Источник: Руководство Lincoln Electric по сварке GMAW
Наука сварка, металлургия
Пришло время сузить круг наших интересов и взглянуть на науку о металлургии сварки, отрасли металлургии, которая занимается поведением металла во время сварки и, что не менее важно, влиянием сварки на свойства металла.
Подумайте о том, что происходит, когда вы сварить вместе два кусок металла, скажем, два куска мягкой стали трубчатого каркаса или хром-молибденовой опорный кронштейн, или возможно куски столешницы из нержавеющей стали или алюминиевого радиатора. Для наших целей материал, как и процесс, не критичен. Предположим, вы используете любую типичную ручную или полуавтоматическую установку для дуговой сварки вольфрамовым электродом (GTAW), газовой дуговой сварки (GMAW), дуговой или кислородно-ацетиленовой сварки.
Итак, что происходит? Металл плавится; имеют место реакции газ-мета, реакции шлак-металл, изменение поверхностных явлений и твердотельные реакции; а затем металл затвердевает.И все это происходит очень быстро, , — особенно по сравнению со временем реакции в металлургии при производстве металла, литье, ковке или термообработке. В итоге получается сварное соединение.
С точки зрения металлургии сварки, этот сварной шов состоит из расплавленного металла, зоны термического влияния (ЗТВ) и неповрежденного основного металла. Металлургия сварного шва, а также площадь вокруг него напрямую связаны с составом основного металла (металла, с которого вы начали), металла шва (смесь расплавленного основного металла и наплавленного присадочного металла, если он используется). , тепловложение, размер ЗТВ, а также используемые процессы и процедуры.
Металлургия сварного шва, а также площадь вокруг него напрямую связаны с составом основного металла (металла, с которого вы начали), металла шва (смесь расплавленного основного металла и наплавленного присадочного металла, если он используется). , тепловложение, размер ЗТВ, а также используемые процессы и процедуры.
Краткое описание присадочных металлов
Некоторые сварные швы автогенные. То есть они состоят только из переплавленного основного металла, поскольку присадочный металл не использовался. Но дело в том, что большую часть времени используется присадочный металл, и его химический состав имеет решающее значение, поскольку он может значительно повлиять на металл сварного шва и структурные свойства соединения.
Часто присадочный металл предназначен для получения металла сварного шва, аналогичного по химическому составу основному металлу по очевидным причинам.Но иногда выбранный присадочный металл дает металл шва, который значительно отличается от основного металла..jpg) Идея состоит в том, чтобы получить металл сварного шва, свойства которого отличаются, но совместимы с основным металлом. В одной из следующих статей мы рассмотрим присадочные металлы более подробно.
Идея состоит в том, чтобы получить металл сварного шва, свойства которого отличаются, но совместимы с основным металлом. В одной из следующих статей мы рассмотрим присадочные металлы более подробно.
Более внимательный взгляд на сварной шов
После того, как вы получили расплавленный металл и добавили присадочный металл, первыми затвердевающими зернами будут те, которые ближе всего к нерасплавленному основному металлу. Нерасплавленный основной металл является зародышем этих зерен, поэтому они сохраняют одинаковую ориентацию кристаллов.
Но по мере того, как сварной шов продолжает затвердевать, это происходит в режиме ячеистого или дендритного роста. Любой из этих режимов роста вызывает сегрегацию легирующих элементов основного металла, что означает, что металл сварного шва менее гомогенизирован, чем основной металл.
Зона термического влияния
Рядом с металлом шва находится ЗТВ. Теоретически ЗТВ может включать весь металл, температура которого выше температуры окружающей среды. На практике обычно считается область основного металла, которая не была расплавлена, но была нагрета до такой степени, что его микроструктура или механические свойства были изменены теплом сварки.
На практике обычно считается область основного металла, которая не была расплавлена, но была нагрета до такой степени, что его микроструктура или механические свойства были изменены теплом сварки.
Например, обычная углеродистая сталь мало подвержена влиянию, пока теплота сварки не поднимется выше 1350 градусов по Фаренгейту. С другой стороны, термообработанная сталь, закаленная до мартенсита, а затем отпущенная при 600 градусов по Фаренгейту, подвергается воздействию, как только ее температура поднимается выше 600 градусов по Фаренгейту; по крайней мере, это повлияет на его механические свойства. Аналогичным образом, ЗТВ термообработанного алюминиевого сплава, закаленного при старении при температуре 250 градусов F, включает любую область, нагретую до температуры выше 250 градусов F.
С практической точки зрения ЗТВ зависит как от материала и сопутствующих обработок, так и от температуры и подводимого тепла.Кроме того, имейте в виду, что каждый сварочный проход имеет свою ЗТВ, хотя металл шва из предыдущего прохода — даже если он, скорее всего, имеет повышенную температуру — не считается частью ЗТВ.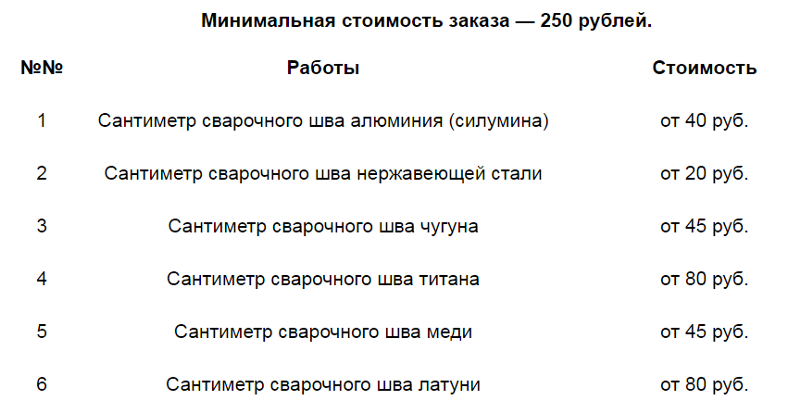 Ширина ЗТВ напрямую связана с подводимой теплотой, а рядом с ЗТВ находится незатронутый основной металл.
Ширина ЗТВ напрямую связана с подводимой теплотой, а рядом с ЗТВ находится незатронутый основной металл.
Основной металл
Основные металлы обычно указываются с учетом конкретных свойств или характеристик, таких как прочность на разрыв, ударная вязкость, предел текучести, коррозионная стойкость, вес и плотность.
Выбор правильного процесса и присадочного металла или расходных материалов зависит от инженера-сварщика или — чаще всего — от сварщика, чтобы все работало по плану.
Сварной металл
Смесь присадочного металла и основного металла в сварном шве называется металлом сварного шва. И хотя химический состав металла сварного шва может быть аналогичен химическому составу основного металла (в зависимости от химического состава присадочного металла), микроструктура каждого из них значительно отличается.Это связано с тем, что микроструктура более тесно связана с термической и механической историей металла, чем с химическим составом.
Например, рассмотрим типичное стыковое соединение с V-образной канавкой, изготовленное из горячекатаной низколегированной стали. Даже если бы присадочный металл был разработан таким образом, чтобы наплавленный металл имел почти идентичный химический состав, микроструктурные различия были бы существенными.
Даже если бы присадочный металл был разработан таким образом, чтобы наплавленный металл имел почти идентичный химический состав, микроструктурные различия были бы существенными.
Структура основного металла возникла в результате операции горячей прокатки, что означает, что горячекатаный металл многократно рекристаллизовался в процессе производства.С другой стороны, металл сварного шва имеет незатвердевшую структуру; он не подвергался механической деформации, поэтому его структура (и механические свойства) возникли непосредственно в результате событий, произошедших при затвердевании металла шва. Эти события включают реакции газа и металла, реакции жидкого металла и твердотельные реакции.
И это готовит почву для следующего раза, когда мы немного углубимся в вышеупомянутые реакции, а также HAZ и отверждение. В течение следующих двух месяцев мы рассмотрим некоторые ключевые металлургические события, которые происходят почти каждый раз, когда вы укладываете валик, — реакции, которые могут серьезно повлиять на качество готовых сварных швов черных или цветных металлов.
2 Структурные концепции | Новые материалы для коммерческого транспорта нового поколения
Текущий метод, используемый для структурного проектирования и проверки конструкции компонентов самолетов, основан на подходе «строительных блоков». Во-первых, проводится испытание в масштабе купона для установления основных пределов статических и усталостных расчетных свойств или допустимых значений в соответствующих условиях окружающей среды. Во-вторых, проводятся тесты элементов, чтобы связать допустимые значения с элементами дизайна. Наконец, для проверки масштабных моделей и допущений проводятся испытания конструкций от подкомпонента до полномасштабных компонентов, завершающиеся статическими и усталостными испытаниями всего самолета.
Методы испытаний для разработки допусков на проектирование металлических и композитных конструкций достаточно хорошо отработаны и постоянно пересматриваются FAA через такие комитеты, как MIL-HDBK-5 для металлов и MIL-HDBK-17 для композитов, чтобы их можно было уточнять и обновлять. Условия, при которых были установлены значения, включая форму продукта, метод обработки и термическую обработку, очень важны. Новые методы производства, описанные в главах 3 и 4, разрабатываются для современных материалов.С помощью этих новых методов обработки можно получить конечный материал, который значительно отличается от ранее протестированных материалов, даже несмотря на то, что обозначения сплавов или базовый химический состав волокна и полимера по существу одинаковы. Например, в композитах различные процессы могут приводить к значительным изменениям в объемных долях волокна и матрицы, уплотнении и содержании пустот. Необходимо установить влияние таких вариаций на свойства материалов.
Условия, при которых были установлены значения, включая форму продукта, метод обработки и термическую обработку, очень важны. Новые методы производства, описанные в главах 3 и 4, разрабатываются для современных материалов.С помощью этих новых методов обработки можно получить конечный материал, который значительно отличается от ранее протестированных материалов, даже несмотря на то, что обозначения сплавов или базовый химический состав волокна и полимера по существу одинаковы. Например, в композитах различные процессы могут приводить к значительным изменениям в объемных долях волокна и матрицы, уплотнении и содержании пустот. Необходимо установить влияние таких вариаций на свойства материалов.
ТЕНДЕНЦИИ В МАТЕРИАЛАХ
Современные конструкционные материалы находят все большее применение в новых конструкциях самолетов по мере того, как растет понимание материалов и технологических процессов, по мере того, как промышленность приобретает уверенность в их использовании и производственных возможностях, а также по мере того, как требования к характеристикам диктуют их использование. Самым последним примером применения передовых материалов и конструкций в новом самолете является Boeing 777, в котором используется ряд новых материалов, включая усовершенствованные алюминиевые и титановые сплавы и упрочненные полимерные композиты. На рисунке II-1 показаны 777 приложений с передовыми материалами. Для целей данного исследования самолет 777 был признан самым современным в использовании новых материалов.
Самым последним примером применения передовых материалов и конструкций в новом самолете является Boeing 777, в котором используется ряд новых материалов, включая усовершенствованные алюминиевые и титановые сплавы и упрочненные полимерные композиты. На рисунке II-1 показаны 777 приложений с передовыми материалами. Для целей данного исследования самолет 777 был признан самым современным в использовании новых материалов.
Конструкционные материалы планера, включая металлические сплавы, такие как алюминий, титан и сталь, а также композиты с полимерной матрицей, эволюционировали с момента их первоначального внедрения в авиацию (Hyatt et al., 1989). Эти эволюционные достижения отражают улучшение материалов и технологий обработки, а также историческое преобладание снижения веса в конструкции самолетов.
Из-за желания снизить общие затраты (см. Главу 1, где обсуждаются факторы затрат), включая затраты на приобретение и обслуживание, в будущем будут предпочтительнее эволюционные, а не революционные материальные изменения. Основными препятствиями на пути более широкого использования новых высокоэффективных материалов являются стоимость приобретения, производства, сертификации и жизненный цикл продукта; технологический риск; и состояние базы поставщиков материалов.Производители самолетов используют комплексный подход к разработке продукции, который учитывает такие вопросы, как производительность, стоимость, методы и критерии неразрушающей оценки, а также ремонт и техническое обслуживание с самого начала программ разработки.
Основными препятствиями на пути более широкого использования новых высокоэффективных материалов являются стоимость приобретения, производства, сертификации и жизненный цикл продукта; технологический риск; и состояние базы поставщиков материалов.Производители самолетов используют комплексный подход к разработке продукции, который учитывает такие вопросы, как производительность, стоимость, методы и критерии неразрушающей оценки, а также ремонт и техническое обслуживание с самого начала программ разработки.
Комитет считает, что композиты полимерная матрица (например, индивидуальные формы; тканые и сшитые трехмерные конфигурации; автоматическое размещение ленты и жгута) и современные металлические сплавы (например, твердый алюминий; алюминий с высоким пределом текучести; алюминий-литий; высокопрочный титан и высокопрочная сталь) будут широко использоваться в коммерческих транспортных самолетах следующего поколения.
Инновации в проектировании конструкций позволят использовать преимущества новых недорогих процессов, сокращения количества деталей и консолидированных этапов обработки. Инновационные структурные концепции, которые позволяют использовать недорогие методы обработки, включая интегральные концепции повышения жесткости, обработку формы сетки (например, литье металла и литье композитов с переносом смолы) и ламинированные гибридные конструкции — это те виды разработок, которые будут предпочтительны для следующего поколения транспорты. В главе 2 эти концепции рассматриваются более подробно.
PPT — Сварка металлов Презентация PowerPoint, бесплатная загрузка
Сварка металлов
Сварка • Сварка — это процесс соединения частей металлических или металлических деталей путем их непосредственного расположения и нагрева. от содержания до состояния плавления или пластичности
Ниже приведены ключевые особенности сварки: • Сварочные конструкции обычно легче, чем клепанные или болтовые конструкции.• Сварные соединения обеспечивают максимальную эффективность, недоступную для других типов соединений. • Дополнения и изменения могут быть легко внесены в существующую структуру. • Сварное соединение имеет большую прочность. • Сварка обеспечивает очень жесткие соединения. • Процесс сварки занимает меньше времени, чем другие типы соединений.
в основном используется в следующих областях машиностроения: • Производство станков, автозапчастей, деталей для велосипедов и т. Д. • Производство сельскохозяйственных машин и оборудования.• Изготовление зданий, мостов и кораблей. • Строительство котлов, печей, железных дорог, автомобилей, самолетов, ракет и ракет. • Производство телевизоров, холодильников, кухонных шкафов и т. Д.
Классификация по источнику энергии, используемой для нагрева металла
Газовая сварка • Кислородно-ацетиленовая сварка: CaC2 + 2h3O = Ca ( OH) 2 + C2h3 C2h3 + 2,5O2 = 2CO2 + h3O (пар) + 306,800 кал / моль
Аппарат для газовой сварки 1.Кислородный баллон 2. Ацетиленовый баллон 3. Манометры 4. Клапаны 5. Шланги 6. Горелка 7. Сварочный наконечник 8. Регуляторы давления 9. Зажигалка 10. Очки
Газовая сварка двух типов
Газ сварочная горелка
Сварочные очки
ЭЛЕКТРИЧЕСКАЯ СВАРКА Сварка, при которой создается электрическая дуга для нагрева с целью соединения двух поверхностей, называется электродуговой сваркой.
Принцип дуги • Между изделием и электродом сохраняется подходящий зазор • По цепи пропускается сильный ток. • Электрическая энергия преобразуется в тепловую, обеспечивая температуру от 3000 ° C до 4000 ° C. • Это тепло плавит свариваемые кромки и образует ванну расплава. • После затвердевания получается сварное соединение.
Дуговая сварка
Электроэнергия для сварки • Для дуговой сварки можно использовать переменный или постоянный ток.Для большинства целей предпочтителен постоянный ток. • Машины постоянного тока рассчитаны на диапазон 600 ампер. • От 45 до 95 В • Постоянный ток можно подавать двумя способами: (a) Сварка с прямой полярностью. (b) Обратная полярность
Источник питания для дуговой сварки, 2 типа Для тонких металлов
Типы электродов Электроды с покрытием Электроды без покрытия
ТИПЫ СОЕДИНЕНИЙ • Стыковое соединение
ВИДЫ СОЕДИНЕНИЙ • Соединение внахлест • Угловое соединение • ТройникВАРИАНТЫ СВАРКИ В СТАЛЬНОМ КОНСТРУКЦИИ
1 ВАРИАНТЫ СВАРКИ В СТАЛЬНОЙ КОНСТРУКЦИИ Dr.Джаянта к Саха, генеральный директор Института развития и роста стали, Калькутта, Индия 1. Введение В Индии использование конструкционной стали растет, и она стала важным исходным материалом для строительства. Любая разработка нового применения стали также зависит от соответствующего развития сварочного сектора. Таким образом, рентабельная сварка важна для металлоемких конструкций, так как надежность; долговечность и безопасность конструкции. Это обеспечивается за счет прочности сварных соединений.стандартная конструкционная сталь имеет предел прочности на разрыв МПа (мин) и хорошую свариваемость. Причины предпочтения конструкционных сталей показаны в таблице 1. [1] Таблица 1: Предпочтительные свойства конструкционной стали Характеристики Легкий вес Прочность Прочность на сдвиг Свариваемость Модуль Юнга Причина Конструкционная сталь с высокой удельной прочностью Снижает общие затраты за счет увеличения срока службы Способность к деформации после деформации Для предотвращения мгновенного обрушения Основной материал, помимо сварочных материалов и процесса.Устойчивость к деформации. 2. Марки конструкционной стали, используемые для строительства 2.1. Обычная углеродистая конструкционная сталь. Сталь, известная как низкоуглеродистая сталь, производится в соответствии с IS: 2062 Gr. A, B и C широко используются в строительном секторе Индии. Эти стальные пластины обладают очень хорошей свариваемостью, но из-за низкой прочности для несущих нагрузок требуются относительно толстые секции. 2.2 Высокопрочные низколегированные стали Эти стали соответствуют спецификации IS 8500. Современные конструкции нуждаются в стали более высокой прочности, чтобы уменьшить вес конструкций и добиться экономии.Следовательно, более тонкие секции этих марок используются в приложениях по сравнению с мягкой сталью. Снова за счет измельчения зерна феррита с использованием микролегирующих элементов, таких как Ti, Nb и V (<0,2% масс.), Прочность стали дополнительно повышается до предела прочности на разрыв МПа с хорошей свариваемостью и ударной вязкостью при отрицательных температурах. [2] 2.3 Сталь, устойчивая к атмосферным воздействиям. Эта сталь предпочтительна в качестве строительного материала в прибрежных районах и соответствует требованиям IS. Эти стали могут производиться таким же образом, как и обычные конструкционные стали той же прочности.Для всех сварочных процедур следует использовать соответствующие минимальные температуры предварительного нагрева. Следует выбрать подходящий электрод, чтобы исключить возможность образования трещин, вызванных водородом. 2.4 Огнестойкая сталь, обычно используемая в важных конструктивных элементах (колоннах и балках) зданий, может уменьшить или устранить необходимость в противопожарном изоляционном покрытии. С добавлением Cr и Mo предел текучести сохраняется на уровне C (предел текучести падает до двух третей от значения комнатной температуры при нагревании до C) [3] 3. Различные формы стали 3.1 Сталь арматурная
2 Согласно стандарту IS 1786 все стержни можно сваривать на месте для всех типов соединений, если известен углеродный эквивалент (менее 0,51 легко сваривается). Удовлетворительная прочность достигается путем судебного отбора конструкции сварного шва и практики сварки. 3.2. Закрытые конструкции. Благодаря высокой жесткости на кручение и прочности на сжатие закрытые конструкции ведут себя более эффективно (экономия металла на 40%), чем обычные конструкции.Гладкий, однородный профиль этих секций упрощает изготовление на месте. Эти полые профили можно сваривать стандартными электродами без предварительного нагрева. Они изготавливаются в соответствии с IS. Оцинкованная сталь. Обычно используется в обычных конструкциях и может свариваться, как сталь без покрытия, если цинковое покрытие удалено локально (минимум 25 мм с каждой стороны стыка). Цинк, оставшийся в зоне сварного шва в виде загрязнения сварочной ванны, приведет к появлению таких дефектов, как ожог сварного шва, пористые швы, разбрызгивание.[4] 3.4 Предварительно окрашенная сталь. Предварительно окрашенные листы очень часто используются в строительстве для получения элегантного и эстетичного вида. Все поверхности, которые должны быть включены в сам сварной шов, должны быть тщательно очищены от всех покрытий или загрязнений и высушены непосредственно перед сваркой. [4] 3.5 Нержавеющая сталь Часто необходимо сваривать комбинацию нержавеющей стали и различных конструкционных марок. Это становится естественным выбором в зонах с высокой коррозионной активностью или придает особые архитектурные особенности. Сварка этой стали с общестроительной конструкционной сталью, очевидно, приводит к образованию двухсварочной ванны.Следовательно, сварка должна выполняться в соответствии с проверенными техническими условиями процедуры сварки. 4. Сварочная техника Сварка очень важна в случае сильно нагруженного соединения на месте, жесткого соединения и даже при ремонтных работах. Общая экономия может быть достигнута за счет выбора правильного типа сварного соединения, подготовки кромок, выбора процесса сварки и выбора присадочных материалов. Чаще всего используются методы сварки металлоконструкций [5] a) Ручная дуговая сварка металла в защитных оболочках (SMAW) b) Сварка металла в инертном газе (MIG) c) Дуговая сварка под флюсом (SAW) d) Сварка шпилек 4.1 Приварка шпилек Это процесс, при котором металлические крепежные детали быстро привариваются к поверхности металлических компонентов, а электрическая дуга используется для получения тепла, необходимого для сварки плавлением. На самом деле этот процесс представляет собой сочетание тепла и давления. Типичная композитная балка, сваренная на шпильках, с соединителем, работающим на сдвиг, показана на рис. 1. [6] Рис. 1: Поперечное сечение композитной балки со срезными соединителями
3 5.Экономически эффективные шаги 5.1 Сварочные материалы Расходные материалы, такие как электроды, обычно соответствуют стандарту IS 814 / IS 815. Техника сварки соответствует стандарту IS 816 / Электроды из высокопрочной стали должны соответствовать требованиям стандарта IS 1442. Расходные материалы обеспечивают сочетание высокой прочности и достаточной пластичности и требуемая прочность даже при отрицательных температурах. Системы металла сварного шва, как правило, основаны на легирующих комбинациях C-Mn-Ni-Mo и, возможно, Cr, с точки зрения микроструктуры существует большая разница между наплавленными швами с большей прочностью и наплавленными наплавками с меньшей прочностью.Добавление примерно 0,5% Мо увеличивает предел текучести на 100 МПа при небольшом снижении пластичности. В таблице 2 ниже показана прочность металлов сварных швов покрытых электродов. [7] Таблица 2: Сварка сталей с классом предела текучести 450 МПа Предел текучести МПа Типичная прочность (Дж при 40 0 C) Прочность металлов сварного шва покрытыми электродами 5.2 Переход от процесса Процесс ручной дуговой сварки металла постепенно заменяется дуговой сваркой порошковой проволокой и все чаще используется для изготовления конструкционных сталей с более высокой прочностью.Помимо основного преимущества более высокой производительности при сварке, этот процесс предлагает сварку с меньшим тепловложением, что способствует формированию подходящей микроструктуры в сварном шве и в ЗТВ высокопрочных сталей. С помощью дуговой сварки порошковой проволокой (FCAW) легко можно добавлять различные сплавы и микролеги [7]. 5.3 Предотвращение риска растрескивания Если углеродный эквивалент (CE) стали превышает 0,4, сварочная ситуация меняется из-за возможности растрескивания в зоне термического влияния (HAZ), а из-за увеличения объема мартенсита обычно развиваются трещины. явление, называемое растрескиванием под бортом.Таким образом, надлежащий уход избавит от переделок / брака сварки. Типичная ЗТВ показана на рис. 2 [8] Рис. 2: Границы зоны теплового воздействия Взаимозависимость таких факторов, как СЕ, скорость охлаждения, подвод тепла, тип и толщина соединения, содержание водорода и предварительный нагрев, определяют растрескивание ЗТВ. Рис. 3 может помочь выбрать подходящую комбинацию, чтобы избежать риска растрескивания. [8]
4 5.4 Температура предварительного нагрева и промежуточного прохода Рис. 3: Основные факторы, влияющие на тенденцию к растрескиванию в ЗТВ. Это функция типа и толщины стали. В случае низкоуглеродистой стали доступны два варианта: а) электроды с покрытием, отличные от низкоуглеродистого, б) низководородные. В таблице 3 приведены рекомендации. [9] Таблица 3: Минимальная температура предварительного нагрева и температура между проходами согласно AWS 1.1 Тип стали Низкоуглеродистая сталь Низкоуглеродистая и среднеэластичная сталь Процесс сварки MMA с электродами, отличными от типа MMA с низким содержанием водорода, с электродом с низким содержанием водорода, дуга под флюсом, газовая металлическая дуга, толщина порошковой проволоки детали, мм До более 64 до более 64 Мин. температура 0 C Нет Нет Не допускайте деформации в сталеплавильном заводе Напряжения возникают из-за неравномерного расширения и сжатия металла шва, зоны термического влияния и неповрежденного основного металла во время сварки.Также зависит от количества сварочных швов, состояния свариваемых деталей, количества наплавленного металла шва, степени, в которой детали могут свободно перемещаться. Этих искажений можно избежать путем принятия надлежащей процедуры сварки, планирования последовательности сварки для правильного углового искажения, предварительного нагрева деталей до и во время сварки. 6. Экономика сварного шва Затраты на сварку рассчитывались многими методами с учетом конструкции, производственных процессов и повторяемости изделия, длины сварного шва, накладных расходов и т. Д.Обычно стоимость металла сварного шва примерно в три раза превышает стоимость стали. Очень часто об экономичности сварного производства судят по стоимости электродов, времени дуги и т. Д. Электроды с низким содержанием водорода, по-видимому, дороже рутиловых электродов. Однако с точки зрения эффективности и целостности сварных соединений электроды с низким содержанием водорода, безусловно, конкурентоспособны по стоимости. 6.1 Расчет объема металла шва Следующие выражения, приведенные в таблице 4, показывают теоретическую площадь поперечного сечения наплавленного металла шва для различных типов сварных соединений разной толщины с разной поверхностью основания и корневым зазором без учета усиления сварного шва и усадки сварного шва.[5]
5 Таблица 4: Зависимость наплавки металла сварного шва Эскиз соединения Площадь поперечного сечения Одинарное V-образное стыковое соединение A = gt + t 2.tan (θ / 2) Где g = корневой зазор, T = толщина пластины, t = (tr), где r = поверхность корня и θ = включая угол Двойное V-образное стыковое соединение A = gt + 2t 2.tan (θ / 2) Где g = корневой зазор, T = толщина пластины, t = (Tr) / 2, где r = поверхность основания и θ = включая угол Стыковое соединение с одной скосом A = g.T t 2.tan α Где g = корневой зазор, T = толщина листа, t = (Tr), где r = поверхность корня и α = включая угол 6.2 Оценка стоимости одинарного V-образного стыкового сварного шва [5] Допущение: без подкладной ленты, Толщина листа 20 мм, материал согласно IS: 2062 Grade-A, угол стыка, включенный в процесс GMAW (газовая дуговая сварка), θ (угол) = 60 0; T (толщина плиты) = 20 мм; G (корневой зазор) = 2 мм; (Учитывая эффективность наплавки 95% и удельный вес стали 7,85 г / см3), напряжение дуги = 30 вольт (положительный электрод постоянного тока), сварочный ток = 350 ампер; Скорость подачи проволоки = 600 м / час.Атмосферное давление = Нормальное, Температура окружающей среды = 27 0 C. Удельная плотность газа CO 2 = 1,79, Дневная заработная плата (за 8 часов) сварщика в рупиях. 150 / -, накладные расходы как 300% от стоимости рабочей силы. См. Рис. 4 Рис. 4: Типичное сварное соединение встык (одинарный V-образный шов) Площадь поперечного сечения = g. T + t 2 tan (θ / 2), = 0,2 X 2 + (1,8) 2 tan30 0 = 2,27 куб. См. r (толщина корня) = 2 мм; t = (T-r) = (20-2) = 18 Объем сварного шва на метр = (2,27 X 100) = 227 куб. Вес наплавленного металла = (227 x 7,85 x1) / 0,95, = 1875 г, = кг Прибл. вес проволоки диаметром 1,2 мм на метр = {(π X d 2) / 4} X Sp.c плотность стали = {3,14 (1,2 / 1000) 2/4} X (1,0 X 7850), = кг / м. Скорость осаждения = (600 X 0,009) = 5,40 кг / час. Общее необходимое время работы дуги = (60 X 1,875) / 5,40 = 20 мин. Расход газа CO 2 = 20 литров / мин (приблизительно), как рекомендовано M / S Lincoln Electric, США = 0,02 Cu M / мин = 1,20 Cu M / час = 2,15 кг / час
6 Масса газа CO 2, израсходованного за 20 минут = {(20/60) X 2.15} = 0,72 кг. Потребляемая мощность = {(30 X 350) X (20/60) X 0,8} / 1000, = 2,80 кВтч. Стоимость рабочей силы при 60% рабочем цикле = {150 / (8 X 60)} X {(20 / 0,6)} = Rs. Таблица 5: Сводная информация о стоимости сварки по GMAW. Сумма / рупий. Проволока 1,2 мм кг CO 2 газ 0,72 кг Мощность 2,80 Единичные затраты на рабочую силу Накладные расходы 300% затрат на рабочую силу Общая стоимость сварки GMAW = $ Оценка затрат на сварку встык одинарной V-образной формы [5] Предположим: без подкладочной ленты, процесс SMAW (дуга под флюсом Сварка), длина электрода = 450 мм, длина заглушки = 40 мм, (вес наплавленного металла с эффективностью 90%, эффективная длина электрода = 410, корневой проход с 3.Электрод диаметром 15 мм, напряжение дуги (В) = вольт, сварочный ток = 150 ампер, от IS: 9595, энергия дуги (AE) = 2,5 кДж Вес сварочного металла / метр длины = {(227 X 7,85) / 1000} X {(1 / 0,9)} = 1,98 кг. Наплавка на электрод = {(π X d 2) / 4} X 41 куб. См. Наплавка на электрод диаметром 3,15 мм = {(π X d 2) / 4} X 41 X Sp Плотность стали (исключая заглушку) = {(3,14 X) / 4} X 41 X 7,85 = Грамм Скорость сварки = {(vxa)} / {(1000xae)} = {(x150)} / {(1000 X 2,5)} мм / сек = 2,04 мм / сек Время прохождения дуги для корневого прогона (т.е. Время действия дуги) = (1000 / 2,04) = 490 сек = 8 мин 10 сек Согласно таблице IS: 9595 и соответствует энергии дуги 2,5 кДж / мм. Длина пробега электрода 3,2 мм (содержащего мало или не содержащего железного порошка) = 85 мм от первого прогона Предположим: один аналогичный сварной шов должен быть нанесен на задний шов после обратной строжки. Количество электродов, израсходованных в корневом проходе = (1000/85) = 12 Наплавленный слой в корневом проходе = 25,08 x 12 = gms. Из второго и третьего прогонов Предположим: электрод диаметром 4 мм, напряжение дуги (В) = вольт, сварочный ток = 180 ампер, энергия дуги (AE) = 2.5 кДж / мм, согласно IS: 9595, длина пробега для электрода диаметром 4,0 мм = 130 мм Наплавленный слой на электрод = {(3,14 X) / 4} X (41 X 7,85) = г Скорость сварки {(X 180)} / {(1000 X 2,5)} = 2,45 мм / сек. Для каждого из второго и третьего прогонов, количество израсходованных электродов = (1000/130) = 8 Наплавленный слой = (40,44 x 8) = gms Время включения дуги = (1000 / 2,45) = 408 с = 6 мин 48 с С четвертого прогон Предположим: используются электроды диаметром 5 мм, напряжение дуги = вольт, сварочный ток = 225 ампер, предельная энергия дуги = 2,5 кДж / мм Наплавленный слой на электрод = {(3.14 X) / 4} X {41 X 7,85} = gm Скорость сварки = {(X 225)} / (1000 X 2,5)} мм / сек = 3,06 мм / сек Для каждого цикла Время включения дуги = (1000 / 3,06) = 327 сек = 5 мин 27 сек
7 Общий наплав с корневым и обратным ходом электрода диаметром 3,15 и вторым и третьим проходом при диаметре электрода 4 мм = (300,96X2) + (323,52X2) = г / м Сварочный металл должен наплавляться электродом диаметром 5 мм = () = gm Этот наплавленный металл gm необходимо заполнить двумя проходами с использованием электрода диаметром 5 мм.Количество электродов, израсходованных на цикл = (731,04) / {(63,19 X 2)} = 6 Таблица 6: Сводка различных циклов сварочного шва SMAW без обратного шва Корневой прогон Диаметр электрода X Длина (мм) 3,15 xx 450 Потребление электродов Вольт Ампер Дуга Время включения Потребляемая мощность, кВтч мин. 10 с. 8 мин. 10 с. 1,11 Второй цикл. Третий цикл. 4,00 xx мин. 48 с. 6 мин. 48 с. 1,11. Четвертый цикл. Пятый цикл. 5,00 xx мм 27 с. 5 мм 27 с. 1,11. Общее время включения дуги = 40 мин. 50 с. = Рупий. 150 в день в течение 8 часов Общая потребляемая мощность = (1,11 X 3) = 3,33 кВтч = 3.3 единицы Затраты на рабочую силу при 60% рабочем цикле = {150 / (8 X 50)} X {(40,83 / 0,6)} = Rs Стоимость электродов Диаметр 3,2 Rs Диаметр 4 мм Rs 44,00, Диаметр 5 мм Rs o Общая стоимость Rs, Стоимость электроэнергии 3,33 рупий = 13,32 Стоимость труда = 21,26, накладные расходы на рабочую силу = всего рупий = 5,0 долл. США. Процесс GMAW дешевле (30%), чем процесс SMAW, на 1,5 рупий (1,5 доллара США) за метр пробега 7. Заключение Есть проблема расширить рентабельные методы сварки в сталелитейном строительстве в Индии. Одна из основных проблем, с которыми сегодня сталкивается индийская сталелитейная промышленность, — это создание новых внутренних рынков для увеличения потребления стали.Институт развития и роста стали (INSDAG) был создан для систематического решения этой проблемы. Многое еще предстоит сделать в плане развития сварочной инфраструктуры для металлоемкого строительства. Развитие средних и малых производственных и сварочных цехов, расположенных по всей стране, с современным оборудованием и предлагающих качественные услуги, является обязательным условием для широкого развития металлоемкого строительства. Наличие срезных шпилек и шпилек, а также обученного персонала для их эксплуатации — основное предварительное требование для успеха строительства из композитных материалов в Индии.Ссылки 1. Р. К. Джа, С. К. Сарна, Базовое качество стандартной конструкционной стали. Текущее состояние и ожидания; Семинар по стали-1997, Калькутта 2. Публикация SAIL-RDCIS, Руководство по сварке высокопрочных низколегированных конструкционных сталей класса SAIL-MA, Ранчи 3. Р. Чиджива и др., Разработка и практическое применение огнестойкой стали для строительства, Nippon Steel Technical Отчет № 58, июльское руководство по сварке на площадке, публикация Института стальных конструкций, Великобритания 5. Руководство по сварке конструкционной стали, INS / Pub 018, составлено Джаянтой К. Саха, INSDAG, Калькутта 6.Изготовление металлоконструкций, Том 1, Публикация BCSA № 7 / Р. Сенгупта и С. Гангули, Тенденции использования сталей, их свариваемость и расходные материалы для применения в конструкциях, Национальный семинар по сварке 2002 г., IIW, Калькутта 8. Гоурд Л.М., Принципы of Welding Technology, Third Edition, Edward Arnold, London, 1995, p John Lancaster, Handbook of Structural Welding, McGraw-Hill, Inc.
.