1К341 Станок токарно-револьверный. Паспорт, схемы, характеристики, описание
Сведения о производителе токарно-револьверного станка модели 1к341
Изготовитель и разработчик токарно-револьверного станка модели 1К341 — Бердичевский станкостроительный завод «Комсомолец»., г. Бердичев, Житомирской область, Украина. Адрес сайта: http://www.bevers.ru
В 1929-1931 гг. на базе предприятия был основан трансмиссионный завод.
В 1932 г. заводу присваивается имя «Комсомолец». В этот период завод освоил выпуск трубопроводно-запорной арматуры и запасных частей.
С 1980 года завод осваивает выпуск новой гаммы токарно-револьверных станков, в состав которой входят автоматизированные станки модели 1Г340П, станки с цикловым программным управлением модели 1Г340ПЦ, станки с числовым программным управлением модели 1В340Ф30 и роботизированные комплексы на их базе.
В 1984 году на заводе начинается выпуск многоцелевых токарно-револьверных станков модели 1П420ПФ40, которые кроме токарной обработки выполняют сверлильно-фрезерную доработку детали за одну установку в патроне.
Станки, выпускаемые Бердичевским станкостроительным заводом
1К341 станок токарно-револьверный. Общие сведения, назначение, область применения
Токарно-револьверный станок 1К341 был запущен в серийное производство в 1975 году и заменил устаревшую модель 1А341.
Станок токарно-револьверный универсальный модели 1К341 предназначен для обтачивания, растачивания, зенкерования, сверления, развертывания и нарезания внутренних и наружных резьб в условиях серийного производства. На нем можно обрабатывать детали как из пруткового материала в цанговом патроне, так и штучные заготовки в трехкулачковом патроне. Обработка деталей из прутка осуществляется в автоматическом цикле, а штучные заготовки в трехкулачковом патроне — в полуавтоматическом цикле.
Станок токарно-револьверный 1К341 применяется для изготовления деталей из прутка, зажатого в цанге, помещенной в пустотелом шпинделе, или из штучных заготовок, закрепляемых в патроне.
Станок предназначен для обработки деталей из прутка и штучных заготовок в условиях серийного и мелкосерийного производства.
Принцип работы и особенности конструкции станка
Токарно-револьверный станок 1К341 имеет 16-позициоиную револьверную головку с горизонтальной осью вращения, параллельной оси шпинделя. Режущий инструмент при помощи специальных принадлежностей крепится в отверстиях револьверной головки.
Необходимые для каждого перехода числа оборотов шпинделя и величин подач устанавливаются автоматически легко переналаживаемым командоаппаратом, управляющим электромагнитными муфтами коробок скоростей и подач, либо вручную переключателями, расположенными на пульте коробки скоростей и подач.
Коробка скоростей имеет четыре многодисковые электромагнитные муфты типа ЭТМ-122, при помощи которых включается одно из четырех чисел оборотов шпинделя, в каждой из двух позиций. Коробка подач имеет две электромагнитные муфты типа ЭТМ-092, две обгонные муфты и двухвенцовый передвижной зубчатый блок, который обеспечивает получение двух диапазонов подач с четырьмя автоматически переключаемыми подачами в каждом из двух диапазонов.
Вал револьверной головки и жестко сидящий на нем барабан командоаппарата имеют одинаковое число позиций. На каждой позиции барабана установлены два кулачка, управляющие электромагнитными муфтами: один — коробки скоростей, другой — коробки подач.
Зажим и подача прутка в цанге, а также зажим штучных заготовок в трехкулачковом патроне производится автоматически гидравлическим механизмом с электрическим управлением. Наибольшее допускаемое колебание диаметра прутка, зажимаемого в цанге, ± 2 мм, а наибольшее колебание штучных заготовок, зажимаемых в патроне, ±3 мм. Управление механизмами однорукояточное. По окончании разжима автоматически начинается подача прутка. Весь цикл зажима, подачи и разжима длится 2—3 сек.
Станок 1К341 имеет автоматическое выключение продольной подачи по жесткому упору, что обеспечивает высокую точность обработки по длине. Поперечная подача также ограничивается жестким упором.
Поперечная подача также ограничивается жестким упором.
Наличие револьверной головки с горизонтальной осью поворота позволяет использовать станок для расточки внутренних камер и наружной проточки за буртом инструментами, закрепленными в державках револьверной головки.
Поперечная обработка (подрезка торцов, отрезка, прорезка канавок и т. д. осуществляется за счет круговой подачи револьверной головки.
С целью повышения производительности и удобства обслуживания предусмотрено программное переключение частоты вращения шпинделя и подач при смене позиций револьверной головки.
Переключение производится легко переналаживаемым командоаппаратом, управляющим электромагнитными муфтами коробки скоростей и подач.
Используемый в конструкции станка гидравлический механизм зажима позволяет производить зажим калиброванного и некалиброванного прутков с отклонением по диаметру до 2 мм. Предусмотрена возможность установки трехкулачкового патрона; без переналадки можно зажимать штучные заготовки с отклонением по диаметру до 8 мм.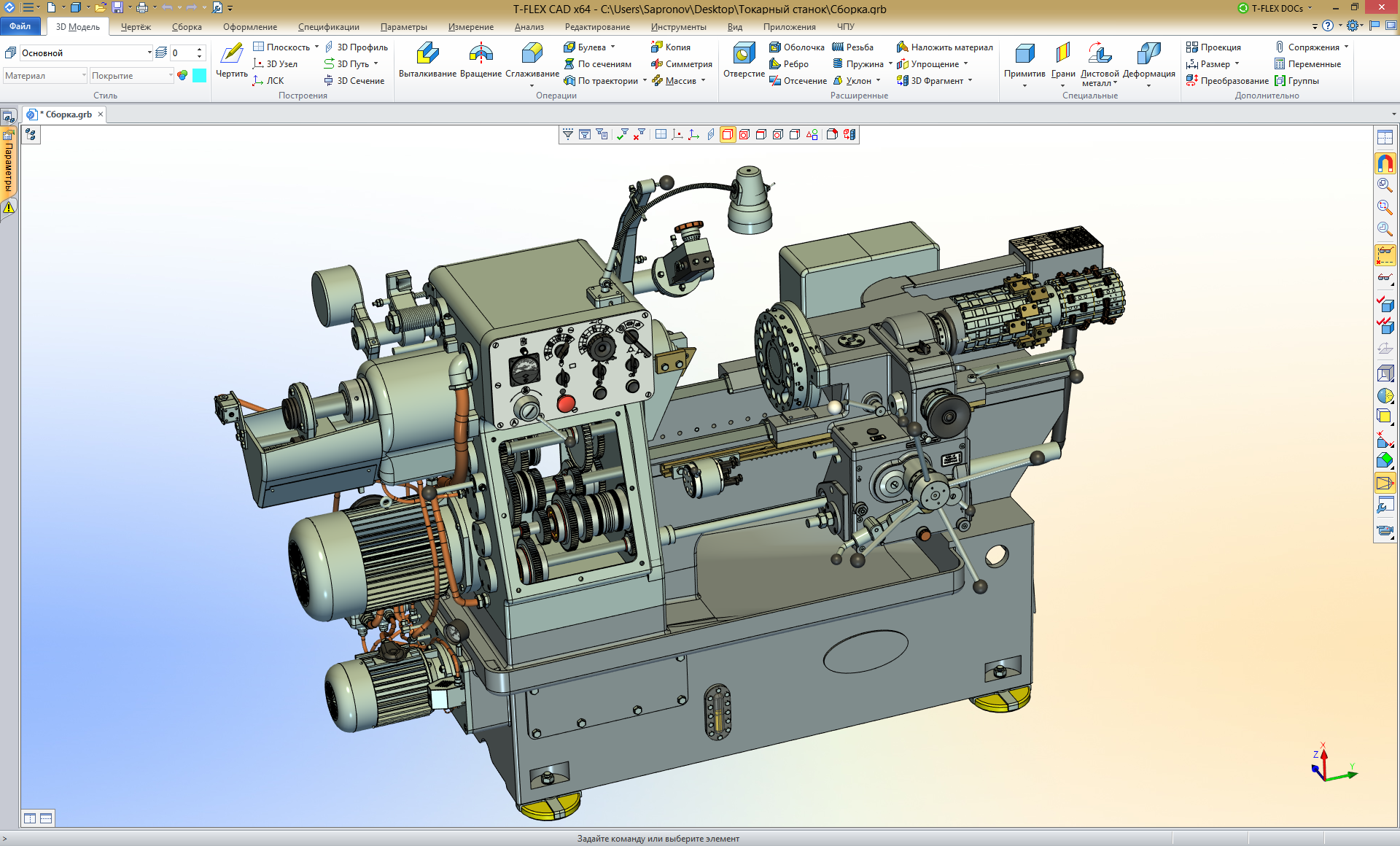 Точность обработки — 3 класс.
Точность обработки — 3 класс.
Весь цикл разжима, подачи и зажима длится 2 — 3 сек.
Станок имеет автоматическое выключение продольной подачи по жесткому упору, что обеспечивает точность обработки по длине 0,12—0,14 мм. Поперечная подача также ограничивается жестким упором.
Для обработки прутков различных диаметров к станку придаются универсальная подающая цанга и сменные вкладыши для зажима круглого и шестигранного материала, а также комплект резцедержателей, оправок, втулок и т. д.
В отличие от большинства токарно-револьверных станков станок модели 1К341 имеет следующие особенности, позволяющие использовать его более эффективно:
- командоаппарат, автоматически включающий при повороте револьверной головки в каждую следующую позицию установленную частоту вращения шпинделя и величину подачи суппорта;
- гидравлический механизм подачи и зажима прутка, позволяющий обрабатывать на станке не только холоднотянутые, но и горячекатаные прутки и штучные заготовки, изготовленные с меньшей точностью;
- копирную линейку для торцового и продольного копирования, позволяющую обрабатывать конические и фасонные поверхности заготовок;
- резьбонарезное устройство, предназначенное для нарезания по копиру наружных и внутренних резьб резцами или гребенками;
- стойки для поддержания трубы с прутком, устанавливаемыми с левого торца станка
Класс точности станка Н по ГОСТ 8—71.
Шероховатость поверхности Ra 2,5 мкм.
1К341 Габарит рабочего пространства станка
Габарит рабочего пространства станка 1к341
1К341 Посадочные и присоединительные базы станка. Револьверная головка
Посадочные и присоединительные базы станка 1к341
1К341 Общий вид токарного токарно револьверного станка
Фото токарно-револьверного станка 1к341
Фото токарного револьверного станка 1к341
Фото токарного револьверного станка 1к341
Фото токарного револьверного станка 1к341. Скачать в увеличенном масштабе
1К341 Состав токарно-револьверного станка
Расположение основных частей револьверного станка 1к341
Спецификация основных узлов станка
- Станина 10.01.000
- Коробка скоростей и подач 10.02.000
- Механизм зажима и подачи материала 10.10.000
- Устройство резьбонарезное* 21-50
- Охлаждение 13-55
- Экран У10-55
- Упор для ограничения поворота револьверной головки У7-55
- Упор У5-55
- Электрооборудование 10.
 09.000
09.000 - Суппорт револьверный 4-55
- Командоаппарат 10.95.000
- Упор продольный У8-55
- Фартук револьверного суппорта 5-55
- Бак для охлаждающей жидкости 11-13-55
- Устройство копировальное* 41-55
- Упор продольный У6-55
- Установка насосная 12-55
- Стойка 11-50
- Ограждение 10.14.000
 09.000
09.0001К341 Расположение органов управления токарно-револьверным станком
Расположение органов управления токарно-револьверным станком 1к341
Перечень органов управления токарно револьверного станка 1К341
- кнопка включения двигателя насоса гидравлики
- переключатель режимов работ
- переключатель для включения зажима или разжима заготовки
- переключатель для включения и отключения электронасоса охлаждения
- переключатель пуска и останова шпинделя
- кнопка для включения реверса шпинделя
- краны охлаждающей жидкости
- рукоятка для фиксирования и расфиксировання револьверной головки
- рукоятка включения реверса поперечной подачи
- рукоятка включения и отключения вводного автомата
- маховик быстрого поворота револьверной головки
- кнопка для включения и выключения механической поперечной подачи револьверной головки
- маховик ручной поперечной подачи револьверной головки
- рукоятка установки жесткого упора для отключения продольной подачи
- рукоятка для ручного продольного перемещения револьверного суппорта
- рукоятка для установки диапазона удвоенных продольных подач револьверного суппорта
- рукоятка включения и выключения механической продольной подачи револьверного суппорта
- рукоятка установки барабана жестких упоров для отключения продольной подачи
- кнопка «Аварийный стоп»
- переключатель установки величин подач
- переключатель установки числа оборотов
- рукоятка переключения диапазона скоростей
- указатель нагрузки
- лампа сигнальная
1К341 Кинематическая схема токарно-револьверного станка
Кинематическая схема токарно-револьверного станка 1к341
Кинематическая схема токарно-револьверного станка 1К341. Скачать в увеличенном масштабе
Скачать в увеличенном масштабе
Движения в станке:
- главное движение;
- продольная подача револьверного суппорта;
- быстрое продольное перемещение револьверного суппорта вручную;
- поперечные (круговые) механические подачи револьверной головки;
- поперечные (круговые) подачи револьверной головки, осуществляемые вручную;
- быстрый поворот револьверной головки вручную;
- продольные подачи резьбонарезного суппорта.
Описание конструкции основных узлов токарно-револьверного станка 1341
1К341 Коробка скоростей токарно-револьверного станка
Коробка скоростей токарно-револьверного станка 1к341
Коробка скоростей токарно-револьверного станка 1К341
Привод вращения шпинделя и подачи револьверного суппорта помещены в общем корпусе и составляют один узел — коробку скоростей и подач.
На корпусе коробки закреплен фланцевый электродвигатель, на валу которого находится приводная шестерня z=29 (рис. 5). На первом валу коробки скоростей находятся электромагнитные муфты ЭмМ4 и ЭмМ5.
5). На первом валу коробки скоростей находятся электромагнитные муфты ЭмМ4 и ЭмМ5.
При включении муфты ЭмМ4 вращение передается второму валу через шестерни z=46 и z=62, а при включении муфты ЭмМ5 — через шестерни z=60 и z=48.
От второго вала к третьему движение передается через шестерни z=22 и z=85 (при включении муфты ЭмМ2) либо через шестерни z=72 и 2=35 (при включении муфты ЭмМЗ). Тормозят шпиндель одновременным включением муфт ЭмМ2 и ЭмМ3 при выключенных остальных (двигатель в данном случае продолжает вращаться).
Коробка скоростей имеет два диапазона чисел оборотов шпинделя, получаемых с помощью передвижного двухвенцового зубчатого блока z=23, z= 41. Левое положение рукоятки 22 (рис. 3) дает нижний диапазон чисел оборотов, правое — верхний.
Коробка подач токарно-револьверного станка 1К341
Коробка подач имеет три электромагнитные муфты ЭмМб (рис. 6), ЭмМ7 и ЭмМ8, которые в сочетании с двумя обгонными муфтами 1МО и 2МО обеспечивают шесть автоматически переключающихся подач.
Технические данные электромагнитных муфт приведены в паспорте электрооборудования.
На рис. 7 показан разрез вала с установленной на нем электромагнитной муфтой.
Приводная шестерня 20 при отключенной муфте свободно вращается на подшипниках 19. Стакан приводной шестерни имеет прорезы, в которые входят выступы наружных дисков 4. Внутренние диски 3 шлицевым отверстием сидят в шлицах втулки 14 и могут перемещаться в осевом направлении. Корпус муфты 11 неподвижно закреплен на втулке 14. От осевого смещения корпус удерживается гайкой 15.
В расточке корпуса находится катушка 12, один конец которой соединен с корпусом, а второй — с токопроводящим кольцом 9, закрепленным на изоляционном кольце 10. Щетка 8 выполнена из латунной сетки, свернутой по диагонали, что обеспечивает надежный контакт ее с вращающимся кольцом 9 в условиях масляной среды. Щетка 8 установлена в щеткодержателе 6, к которому присоединен токоподводящий провод 5. Щетки к кольцу поджимаются пружиной, находящейся в щеткодержателе 6, который завинчен в планку 7, укрепленную на корпусе коробки.
Якорь муфты состоит из внутреннего кольца 16 и свободно сидящего на нем наружного кольца 17, соединенных тремя штырями 2. Такая конструкция обеспечивает лучшее прилегание якоря к дискам.
Латунная гайка 18 экранирует якорь муфты от втулки 14, а латунный диск 1 экранирует якорь от подшипника 19 и шестерни-стакана 20.
Если ток будет включен, то якорь притягивается к корпусу муфты, сжимая диски, и шестерня 20 оказывается связанной с валом 13. При отключении тока якорь отходит влево, а диски расцепляются за счет их пружинных свойств и шестерня 20 начинает свободно вращаться на подшипниках 19.
Разборка коробки скоростей и подач
Для демонтажа валов снимают переднюю и заднюю крышки, отсоединяют планки с токоподводящими щетками. Снимают отсоединенный от сети электродвигатель и подмоторную плиту 3 (рис. 5), а также кронштейн 32 (рис. 15). Сняв фланцы на левом торце коробки скоростей и подач, вынимают валы.
При снятии валов с электромагнитными муфтами необходимо предохранять их от ударов.
Демонтировать шпиндель можно только при снятом узле зажима и подачи после отвинчивания гаек 1 и 2 (рис. 5) легкими ударами выколотки (в направлении револьверной головки) при медленном повороте его. Следует помнить, что шпиндельный узел относится к наиболее точным узлам станка поэтому разбирают его в исключительных случаях, соблюдая все меры предосторожности.
При сборке коробки скоростей и подач необходимо соблюдать следующие условия:
- на собранных валах ходы якорей электромагнитных муфт должны быть 2,8 мм для муфт ЭТМ-072 и 4,8 мм для муфт ЭТМ-122
- до окончательной сборки коробки проверяют муфты на наличие контакта. При проверке собранную на валу муфту устанавливают вниз якорем, подают напряжение, прижимают книзу одну сторону якоря, затем отпускают якорь. При этом якорь должен подняться без заклинивания
- шпиндель регулируют в соответствии с разделом «Регулирование»
1К341 Револьверный суппорт и командоаппарат токарно-револьверного станка
Револьверный суппорт и командоаппарат токарно-револьверного станка 1к341
Револьверный суппорт имеет продольную и поперечную (окружную) подачи револьверной головки. Обе подачи могут осуществляться вручную либо механически.
Обе подачи могут осуществляться вручную либо механически.
Револьверная головка 1 (рис. 8) установлена на ступице шестерни 5, закрепленной на валу 7, который вращается на двух радиально-упорных шарикоподшипниках 9, закрытых уплотнительными кольцами 6, 8 и 10.
Подшипники смазываются от маслораспределителя при смазке направляющих.
На правом конце вала 7 закреплен барабан 11 с шестнадцатью упорами. Корпус 13 упора крепят на барабане винтами 14 и 15. Для регулировки упорного винта 16 нужно освободить стопорящий винт 14. Инструментальные державки зажимаются в отверстиях револьверной головки сухарями 4 и винтами 3, завинченными во втулки 2. С барабаном 11 упоров связан барабан командоаппарата 24, имеющий шестнадцать продольных пазов, соответствующих шестнадцати позициям револьверной головки. В каждом пазу находится по два передвижных кулачка 21, фиксируемых шариками и пружинами: один в четырех, другой в шести положениях. Кулачки перемещаются между ограничительными кольцами 23.
В корпусе 19 командоаппарата, закрепленном на салазках револьверного суппорта, находится пять конечных выключателей 17, включающих электромагнитные муфты коробки скоростей и подач. Каждый конечный выключатель включает одну муфту. Кулачки 21 нажимают на толкатели 18, а те, в свою очередь, на рычажки 26, качающиеся на оси 20, и через регулировочные винты 27 — на конечные выключатели.
Привод поперечной (окружной) подачи револьверной головки показан на рис. 9 и 10.
С шестерней 5 (рис. 8) сцеплена приводная вал-шестерня 1 (рис. 9), на конце которой закреплен маховик 17 ручного вращения револьверной головки. На вал-шестерне свободно вращается стакан 9 с закрепленные на нем червячным колесом 8.
Электрооборудование станка 1К341
На станке установлено три трехфазных короткозамкнутых асинхронных электродвигателя (рис. 20) с общей мощностью 7,125 кВт (при частоте 60 Гц мощность 6,725 кВт).
На станке могут применяться напряжения переменного тока частотой 50 или 60 Гц для цепей:
- силовой ~220, ~380, ~400, ~415 или ~440 В
- управления ~110 и ~220 В
- местного освещения ~24 В
- сигнализации ~24 В
- питание электромагнитных муфт =24 В
По требованию заказчика станки могут изготовляться на любую из вышеперечисленных величин напряжения.
Для питания электромагнитных муфт применен постоянный ток напряжением 24 В, получаемый от селенового выпрямителя.
Электрооборудование станка по роду защиты от воздействия окружающей среды изготовляется в обычном исполнении. По требованию заказчика электрооборудование станка может быть выполнено в тропическом исполнении.
1К341 Схема электрическая токарно-револьверного станка
Электрическая схема токарно-револьверного станка 1к341
Электрическая схема токарно-револьверного станка 1К341. Скачать в увеличенном масштабе
Обозначенияв электрической схеме токарно-револьверного станка 1К341
- I — сеть
- II — вводной выключатель
- III — главный привод
- IV — гидропривод
- V — насос охлаждения
- VI — защита трансформатора
- VII— понижающий трансформатор
- VIII — наличие напряжения
- IX — местное освещение
- X — защита цепи управления гидрозолотника
- XI — включение гидропривода
- XII — шпиндель
- XIII — влево
- XIV — вправо
- XV — гашение поля
- XVI — электромагнит гидрозолотника
- XVII — селеновый выпрямитель
- XVIII — защита цепи постоянного тока
- XIX — муфта окружной подачи
- XX — реверс шпинделя
- XXI — муфты коробки скоростей
- XXII — муфты коробки подач
- XXIII — работа
- XXIV — тормоз
- XXV — стоп
- XXVI — разжим
- XXVII — зажим
- XXVIII — автоматическое
- XXIX — ручное
1К341 Установочный чертеж токарно-револьверного станка
Установочный чертеж токарно-револьверного станка 1к341
Технические характеристики станка 1К341
| Наименование параметра | 1341 | 1К341 | 1Г340п |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности станка Н по ГОСТ 8—71 | Н | Н | П |
| Точность обработки по длине, мм | 0,06. .0,08 .0,08 | ||
| Точность обработки по диаметру, класс | 2а | ||
| Наибольший диаметр обрабатываемого изделия над станиной, мм | 400 | 400 | 400 |
| Наибольший диаметр обрабатываемого изделия над суппортом, мм | 380 | 380 | 380 |
| Наибольший диаметр обрабатываемого прутка на переднем зажиме, мм | 40 | 40 | 40 |
| Наибольшая сторона квадрата обрабатываемого прутка, мм | 27 | 27 | 27 |
| Наибольший размер «под ключ» обрабатываемого шестигранника, мм | 32 | 32 | 32 |
| Наибольший диаметр обрабатываемого изделия в патроне, мм | 200 | 200 | |
| Наибольшая длина подачи прутка, мм | 150 | 100 | 100 |
| Наибольшая длина прутка, мм | 3000 | 3000 | 3000 |
| Наибольший диаметр обрабатываемого прутка в зажимной и подающей трубе круглого / шестигранного, мм | 40/ 32 | 40/ 32 | 40/ 32 |
| Высота центров, мм | 200 | 200 | 200 |
| Расстояние от торца шпинделя до револьверной головки, мм | 32. .630 .630 | 82..630 | 120..630 |
| Наибольшая длина нарезаемой резьбы резьбонарезным устройством, мм | 50 | 50 | |
| Шпиндель | |||
| Диаметр отверстия в шпинделе, мм | 62 | 62 | 62 |
| Количество рабочих скоростей шпинделя в двух автоматических диапазонах) — прямое вращение / обратное вращение | 8/ 4 | 8/ 4 | 12/ 6 |
| Пределы чисел оборотов шпинделя пруткового исполнения: прямое вращение, об/мин | 60..2000 | 60..2000 | 45..2000 |
| Частота вращения шпинделя в I диапазоне: прямое вращение, об/мин | 60,100,475,800 | 45,90,180,355 ,710,1400 | |
| Частота вращения шпинделя во II диапазоне: прямое вращение, об/мин | 150,265,1180,2000 | 63,125,250,500 ,1000,2000 | |
| Пределы чисел оборотов шпинделя пруткового исполнения: обратное вращение, об/мин | 60, 100, 150, 265 | 60, 100, 150, 265 | 45. .250 .250 |
| Пределы чисел оборотов шпинделя патронного исполнения: прямое вращение (скоростное исполнение), об/мин | 36..1600 (56..2500) | ||
| Конец шпинделя фланцевый по ГОСТ 12595-75 | 1-6Ц | ||
| Наибольший крутящий момент на шпинделе не менее, Нм (кг*м) | 234 (23,4) | ||
| Суппорт. Подачи | |||
| Наибольшее перемещение револьверного суппорта: продольное (Z), мм/ Круговое, град | 560/ 360° | 548/ 360° | 510/ 360° |
| Число упоров | 16 | 16 | |
| Количество продольных/ поперечных подач револьверного суппорта | 7/ 6 | 12/ 12 | |
| Диапазон скоростей продольных подач револьверного суппорта, мм/об | 0,05..1,6 | 0,03..2,0 | 0,035..1,6 |
| Диапазон скоростей поперечных подач револьверного суппорта, мм/об | 0,02. .0,6 .0,6 | 0,02..0,8 | |
| Быстрое продольное перемещение револьверного суппорта, мм/мин | нет | нет | 6/ 3 |
| Револьверная головка | |||
| Количество инструментов в револьверной головке | 16 | 16 | 16 |
| Диаметр отверстий в револьверной головке, мм | 30, 40 | 30, 40 | 30, 40 |
| Диаметр расположения отверстий в револьверной головке, мм | 200 | 200 | 200 |
| Перемещение продольное револьверной головки на одно деление лимба, мм | 0,5 | 0,5 | |
| Перемещение поперечное револьверной головки на одно деление лимба, мм | 0,5 | 0,01; 0,5 | |
| Электрооборудование станка | |||
| Количество электродвигателей на станке, кВт | 3 | 3 | 5 |
| Электродвигатель главного привода, кВт (об/мин) | 5,5 (1450) | 5,5 (1450) | 6,0/6,2 (960/ 1440) |
| Электродвигатель ускоренных продольных перемещений револьверного суппорта, кВт (об/мин) | — | — | 1,1/ 1,5 (1420/ 2880) |
| Электродвигатель насоса гидропривода (зажим и подача прутка), кВт (об/мин) | 1,1 | 1,5 | 1,5 (1415) |
| Электродвигатель насоса охлаждения, кВт (об/мин) | 0,125 (2800) | 0,125 (2800) | 0,125 (2800) |
| Электродвигатель насоса смазки, кВт (об/мин) | — | — | 0,37 (1365) |
| Суммарная мощность всех электродвигателей, кВт | 9,09 | ||
| Габариты и масса станка | |||
| Габаритные размеры станка (длина, ширина, высота), мм | 3000 х 1200 х 1600 | 2200 х 1200 х 1380 | 2800 х 1200 х 1400 |
| Масса станка, кг | 2200 | 2400 | 3000 |
- Токарно-револьверный станок 1К341. Руководство по эксплуатации 1К341.00.000 РЭ, 1978
- Богуславский Б.Л. Токарные полуавтоматы, автоматы и автоматические линии, 1961
- Волкевич Л.И., Кузнецов М.М., Усов Б.А. Автоматы и автоматические линии, 1976
- Зазерский Е.И., Митрофанов Н.Г., Сахновский А.Г. Справочник молодого наладчика токарных автоматов и полуавтоматов, 1987
- Итин А.М., Родичев Ю.Я. Наладка и эксплуатация токарных многошпиндельных полуавтоматов, 1977
- Камышный Н.И., Стародубов В.С. Конструкция и наладка токарных автоматов и полуавтоматов, 1975
- Лисовой А.И. Устройство, наладка и эксплуатация металлообрабатывающих станков и автоматических линий, 1971
- Пожитков А.Я., Сафро И.Д. Наладка одношпиндельных токарных автоматов. Справочное пособие,1978
- Проников А.С. Металлорежущие станки и автоматы,1981
- Фещенко В. Н. Обработка на токарно-револьверных станках, 1989
- Фомин С.Ф. Устройство и наладка токарно-револьверных станков, 1976
Список литературы:
 Руководство по эксплуатации 1К341.00.000 РЭ, 1978
Руководство по эксплуатации 1К341.00.000 РЭ, 1978 Н. Обработка на токарно-револьверных станках, 1989
Н. Обработка на токарно-револьверных станках, 1989Связанные ссылки. Дополнительная информация
Каталог справочник токарно-револьверных станков
Паспорта и схемы к токарно-револьверным станкам и оборудованию
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
Станок токарно-револьверный 1341
| Станок токарно-револьверный с ручным управлением 1341 Для обработки деталей из прутка и штучных заготовок в условиях серийного и мелкосерийного производства. __________________________ Блок: 1/4 | Кол-во символов: 717 1341 — Станок токарно-револьверный с ручным управлениемКупить станочный подшипник с доставкой Блок: 2/10 | Кол-во символов: 97 Общие сведения, назначение, область примененияСтанок токарно-револьверный универсальный 1341 с горизонтальной осью револьверной головки предназначен для обтачивания, растачивания, зенкерования, сверления, развертывания и нарезания внутренних и наружных резьб в условиях серийного производства. На нем можно обрабатывать детали как из пруткового материала в цанговом патроне, так и штучные заготовки в трехкулачковом патроне. Станок токарно-револьверный 1341 Блок: 3/6 | Кол-во символов: 600 Технические характеристики на cтанок токарно-револьверный с ручным управлением 1341
Блок: 3/4 | Кол-во символов: 438 Модели, описания, характеристики и виды станковСуществует большое многообразие моделей и видов станков, в данном каталоге мы постараемся собрать самые популярные из них, как на отечественном рынке, так и за его пределами и написать наиболее полные, развернутые характеристики и описания станков. Добавить как можно больше технической информации, а так же технической документации на эти станки. Мы не размещаем материалы со значком копирайта или с запретом копирования, это запрещено законом! |
 Обтачивание, растачивание, протачивание канавок, сверление, зенкование, разворачивание, нарезание резьб плашками, метчиками.
Обтачивание, растачивание, протачивание канавок, сверление, зенкование, разворачивание, нарезание резьб плашками, метчиками. Обработка деталей из прутка осуществляется в автоматическом цикле, а штучные заготовки в трехкулачковом патроне — в полуавтоматическом цикле.
Обработка деталей из прутка осуществляется в автоматическом цикле, а штучные заготовки в трехкулачковом патроне — в полуавтоматическом цикле. ru/dokumentaciya-na-stanki/39-tokarnye-stanki/844-stanok-tokarno-revolvernyj-s-ruchnym-upravleniem-1341.html
ru/dokumentaciya-na-stanki/39-tokarnye-stanki/844-stanok-tokarno-revolvernyj-s-ruchnym-upravleniem-1341.htmlБлок: 4/4 | Кол-во символов: 814
Источник: http://ostankah.ru/dokumentaciya-na-stanki/39-tokarnye-stanki/844-stanok-tokarno-revolvernyj-s-ruchnym-upravleniem-1341. html
html
Принцип работы токарно-револьверного станка 1341
Заготовка с помощью приспособления крепится в шпинделе и совершает вращательное движение B1 со скоростью резания vрез.
Инструменты, заранее установленные в соответствующих приспособлениях, крепятся в гнёздах револьверной головки и последовательно вступают в работу при поворотах (индексациях) револьверной головки, совершая движения продольной Фs1(П2) или поперечной Фs2 (В2) подачи в соответствии с технологическим процессом обработки детали.
Размеры детали в продольном или поперечном направлении получаются автоматически благодаря тому, что величина пути перемещения каждого инструмента ограничивается заранее настроенным на размер обработки соответствующим этому инструменту упору. Настройка режимов резания, при которых работает тот или иной инструмент, осуществляется также автоматически за счёт того, что кулачки, расположенные на барабане командоаппарата, соответствующие каждой позиции револьверной головки, воздействуют на электрические переключатели, которые управляют включением соответствующих частот вращения шпинделя и скоростей подачи (электрические переключатели включают соответствующие комбинации электромагнитных муфт в коробке скоростей и коробке подач для получения заданных частот вращения шпинделя и скоростей продольных или поперечных подач).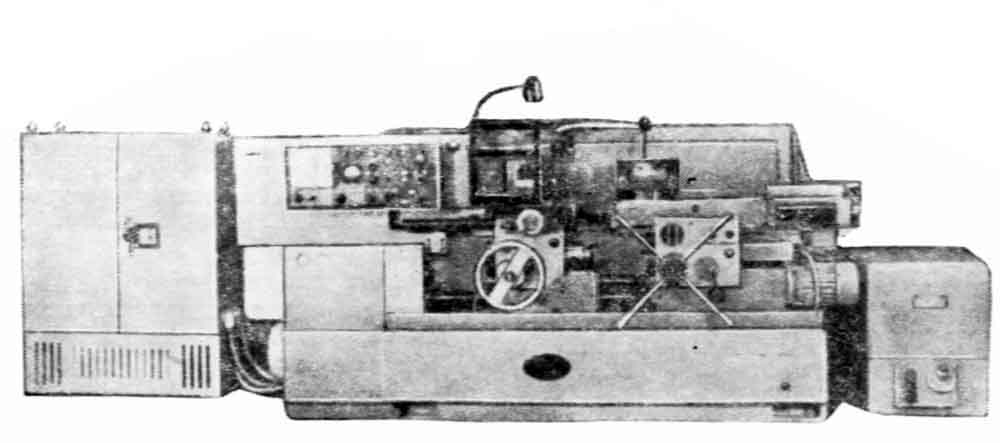
Если деталь обрабатывалась из штучной заготовки, то после полной обработки её снимают со станка вручную, устанавливают новую заготовку, и цикл обработки повторяется.
Если в качестве заготовки используется пруток, то после полной обработки деталь отрезают, револьверную головку поворачивают в начальную позицию (в гнезде револьверной головки установлен упор для заготовки) и перемещают револьверный суппорт к шпиндельной бабке до упора. На пульте управления станка переключателем включают механизм зажима и подачи прутка. Пруток автоматически подаётся до упора и зажимается. Далее цикл обработки повторяется.
Блок: 5/6 | Кол-во символов: 1926
Источник: https://tsgm.kz/stanok-tokarno-revolvernyj-1341/
Особенности конструкции токарно-револьверного станка 1341
Токарно-револьверный станок имеет 16-позиционную револьверную головку с горизонтальной осью вращения, параллельной оси шпинделя. Режущий инструмент при помощи специальных принадлежностей крепится в отверстиях револьверной головки.
Необходимые для каждого перехода числа оборотов шпинделя и величин подач устанавливаются автоматически легко переналаживаемым командоаппаратом, управляющим электромагнитными муфтами коробок скоростей и подач, либо вручную переключателями, расположенными на пульте коробки скоростей и подач.
Вал револьверной головки и жестко сидящий на нем барабан командоаппарата имеют одинаковое число позиций. На каждой позиции барабана установлены два кулачка, управляющие электромагнитными муфтами: один — коробки скоростей, другой — коробки подач.
Коробка скоростей имеет четыре многодисковые электромагнитные муфты типа ЭТМ-122, при помощи которых включается одно из четырех чисел оборотов шпинделя, в каждой из двух позиций. Коробка подач имеет две электромагнитные муфты типа ЭТМ-092, две обгонные муфты и двухвенцовый передвижной зубчатый блок, который обеспечивает получение двух диапазонов подач с четырьмя автоматически переключаемыми подачами в каждом из двух диапазонов. Для включения круговой подачи револьверной головки установлена одна электромагнитная муфта типа ЭГМ-092.
Для включения круговой подачи револьверной головки установлена одна электромагнитная муфта типа ЭГМ-092.
Зажим и подача прутка в цанге, а также зажим штучных заготовок в трехкулачковом патроне производится автоматически гидравлическим механизмом с электрическим управлением. Наибольшее допускаемое колебание диаметра прутка, зажимаемого в цанге, ± 2 мм, а наибольшее колебание штучных заготовок, зажимаемых в патроне, ±3 мм. Управление механизмами однорукояточное. По окончании разжима автоматически начинается подача прутка. Весь цикл зажима, подачи и разжима длится 2—3 сек.
Станок имеет автоматическое выключение продольной подачи по жесткому упору, что обеспечивает высокую точность обработки по длине. Поперечная подача также ограничивается жестким упором.
Наличие револьверной головки с горизонтальной осью поворота позволяет использовать станок для расточки внутренних камер и наружной проточки за буртом инструментами, закрепленными в державках револьверной головки.
В отличие от большинства токарно-револьверных станков станок модели 1341 имеет следующие особенности, позволяющие использовать его более эффективно:
- командоаппарат, автоматически включающий при повороте револьверной головки в каждую следующую позицию установленную частоту вращения шпинделя и величину подачи суппорта;
- гидравлический механизм подачи и зажима прутка, позволяющий обрабатывать на станке не только холоднотянутые, но и горячекатаные прутки и штучные заготовки, изготовленные с меньшей точностью;
- копирную линейку для торцового и продольного копирования, позволяющую обрабатывать конические и фасонные поверхности заготовок;
- резьбонарезное устройство, предназначенное для нарезания по копиру наружных и внутренних резьб резцами или гребенками;
- стойки для поддержания трубы с прутком, устанавливаемыми с левого торца станка
Класс точности станка Н.
Для уточнения цены обращайтесь по телефону: +7 701 427 92 82, Галина Алексеевна Карпунова
Блок: 6/6 | Кол-во символов: 3184
Источник: https://tsgm.kz/stanok-tokarno-revolvernyj-1341/
Количество использованных доноров: 3
Информация по каждому донору:
- https://mashinform.ru/tokarnye-stanki/13/1341.shtml: использовано 1 блоков из 10, кол-во символов 97 (1%)
- https://tsgm.kz/stanok-tokarno-revolvernyj-1341/: использовано 3 блоков из 6, кол-во символов 5710 (73%)
- http://ostankah.ru/dokumentaciya-na-stanki/39-tokarnye-stanki/844-stanok-tokarno-revolvernyj-s-ruchnym-upravleniem-1341.html: использовано 3 блоков из 4, кол-во символов 1969 (25%)
Токарно-револьверные станки | Назначение, виды, область применения, схемы станков
Токарно-револьверные станки применяют в серийном производстве для обработки деталей из прутков или из штучных заготовок. На этих станках можно выполнять все основные токарные операции.
На этих станках можно выполнять все основные токарные операции.
Револьверные станки отличаются от токарно-винторезных тем, что не имеют задней бабки и ходового винта, а имеют продольный суппорт, несущий револьверную головку, в гнездах которой может быть установлен разнообразный инструмент. При наличии специальных комбинированных державок можно в одном гнезде головки закрепить несколько инструментов. Заготовки зажимаются патронами или специальными цанговыми зажимными устройствами. Револьверная головка может поворачиваться вокруг оси, и тогда инструмент последовательно подводится к детали, обрабатывая ее за несколько переходов. Инструмент крепится также и в резцедержателе поперечного суппорта.
Область применения
Применение токарно-револьверных станков считается рациональным в том случае, если по технологическому процессу обработки детали требуется применение большою количества режущею инструмента и размер партии детали составляет не менее 10-20 шт. К преимуществам токарно-револьверных станков но сравнению с токарными относятся возможность сокращения машинного и вспомогательного времени на счет применения многорезцовых державок и одновременной обработки детали инструментом, установленным на револьверной головке и поперечном суппорте, а также сравнительно малые затраты времени за счет предварительной настройки станка на обработку детали многими инструментами.
Виды
Токарно-ренольверные станки в зависимости от вида обрабатываемых заготовок бывают прутковые и патронные. Обычно станки малого размера-прутковые, а среднего размера — как прутковые, так и патронные. Крупные револьверные станки обычно патронные. Все эти станки делятся на станки с вертикальной и станки с горизонтальной осью вращения револьверной головки (рис. 71). Револьверные головки бывают призматические и цилиндрические. Призматические головки (рис. 71,а) обычно имеют вертикальную ось и шесть граней с гнездами. Цилиндрические головки делают с горизонтальной осью вращения (рис. 71, 6,в) с расположением горизонтальной оси головки параллельно (рис. 71,6) или перпендикулярно оси шпинделя станка (рис. 71,е).
Движения в револьверных станках
Главным движением в рассматриваемых станках является вращение шпинделя, несущего заготовку: движением подачи — продольное s, и поперечное s, перемещения суппортов, несущих режущий инструмент.
В револьверных головках с горизонтальной осью вращения, параллельной оси шпинделя, поперечная подача осуществляется медленным вращением головки (рис. 71,6). В станках с револьверной головкой, имеющей вертикальную ось вращения, поперечная подача осуществляется поперечным суппортом, а иногда и перемещением салазок с револьверной головкой в поперечном направлении (рис. 71,а).
71,6). В станках с револьверной головкой, имеющей вертикальную ось вращения, поперечная подача осуществляется поперечным суппортом, а иногда и перемещением салазок с револьверной головкой в поперечном направлении (рис. 71,а).
Вспомогательными движениями в рассматриваемых станках являются повороты (индексирование) револьверной головки для последовательного «вода в работу различного инструмента; подача и зажим прутка; быстрый подвод и отвод револьверного, поперечного суппорта и др.
Рис. 71 — Кинематаическая схема револьверного станка
Похожие материалы
инженер поможет — Конструкция, классификация и характеристики токарно-револьверных станков
Предназначение револьверного токарного станка аналогично оборудованию станка токарной группы, отличием является лишь наличие многопозиционной поворотной головки. Данный элемент конструкции позволяет значительно увеличить эффективность работы станка, уменьшить время, необходимое для обработки одной заготовки. Помимо этого, на данный момент очень популярен токарно-револьверный станок с ЧПУ, оснащенный револьверной головкой с посадочными местами для нескольких режущих инструментов.
Помимо этого, на данный момент очень популярен токарно-револьверный станок с ЧПУ, оснащенный револьверной головкой с посадочными местами для нескольких режущих инструментов.
Горизонтальные револьверные токарные станки имеют две особенности, отличающие их от обычных универсальных токарных станков. Первая особенность — это многогранная главная револьверная головка, которая занимает место задней бабки на токарном станке двигателя. Различные расточные, токарные, сверлильные, а также инструменты для нарезания резьбы могут быть закреплены на главной револьверной головке, которая может периодически вращаться вокруг своей вертикальной оси. Для продольного перемещения револьверной головки относительно заготовки, установленной на шпинделе станка, можно использовать либо маховик, либо автоматизированную продольную подачу.
Второй отличительной особенностью токарно-револьверного станка является револьверная головка, установленная на поперечном суппорте. Эта револьверная головка также может вращаться вокруг своей вертикальной оси и позволяет использовать различные токарные инструменты. К задней части поперечного суппорта можно прикрепить инструментальную стойку или инструментальный блок для установки дополнительных инструментов. Поперечное движение может быть приведено в действие или вручную или автоматически.
К задней части поперечного суппорта можно прикрепить инструментальную стойку или инструментальный блок для установки дополнительных инструментов. Поперечное движение может быть приведено в действие или вручную или автоматически.
Револьверные токарные станки могут быть классифицированы как прутковые машины или отбойные машины. Прутковые машины раньше назывались винтовыми машинами, и они могут быть либо ручными, либо автоматическими. Прутковый станок предназначен для обработки мелких резьбовых деталей, втулок и других мелких деталей, которые могут быть созданы из пруткового материала, подаваемого через шпиндель станка. Автоматические прутковые станки производят части непрерывно путем автоматической замены запаса прутка в шпиндель машины. Отбойный станок предназначен главным образом для обработки более крупных деталей, таких как отливки, поковки или заготовки из штока, которые обычно должны быть установлены в патроне вручную.
Конструкция токарно-револьверного станка
Современный револьверный токарный станок представляет собой многоцелевой обрабатывающий комплекс, который способен выполнять ряд операций различной степени сложности. Выполнение этих действий достигается специальной конструкцией револьверной головки, в которую можно установить несколько типов резцов.
Выполнение этих действий достигается специальной конструкцией револьверной головки, в которую можно установить несколько типов резцов.
Станок отличается конструкцией и принципом работы. Для повышения производительности в нем предусмотрена возможность установки резцов различных типов. Улучшение в производительности может быть достигнуто с помощью блока ЧПУ установленного на станке. В этом случае участие человека в эксплуатации оборудования будет осуществляться минимально.
Револьверные токарные станки, как правило, состоят из следующих компонентов:
• Станина — предназначена для монтажа всех элементов оборудования;
• Передняя и задняя бабки. С их помощью происходит фиксация деталей и передача вращательного движения от электродвигателя; Их совместная работа позволяет выполнять токарные операции по всей площади заготовки. Эта часть конструкции перемещается по координатным осям;
• Электроника станка — состоит из двигателей и блока управления. Последнее может быть либо полуавтоматический, либо полностью автоматический комплекс (ЧПУ), который управляет функциями всего станка.
Последнее может быть либо полуавтоматический, либо полностью автоматический комплекс (ЧПУ), который управляет функциями всего станка.
Кроме того, в конструкции должен быть механизм точного позиционирования резцов. Это связано с их разной длиной и конфигурацией. Как правило, это система датчиков, данные с которых поступают на ЧПУ посредством обратной связи (ОС).
Повышение производительности в некоторых моделях станков достигается путем установки двух рабочих бабок (задней и передней). Это позволяет выполнять механическую обработку с двух сторон, но только если компоновка включает в себя два или более держателя инструмента.
Классификация
Благодаря универсальной конструкции, револьверный токарный станок с ЧПУ может быть спроектирован почти с любой конфигурацией. На этом основании, различают оборудование общего назначения, а также специализированные модели.
Наиболее важным параметром для выбора является расположение вращающейся револьверной головки. Ее местоположение определит возможность выполнения того или иного вида разворота.
Ее местоположение определит возможность выполнения того или иного вида разворота.
В зависимости от этого револьверные токарные станки могут быть горизонтальными, вертикальными или наклонными. Также необходимо обратить внимание на конструкцию и особенности суппорта. Его конфигурация определяется общим принципом компоновки оборудования:
• С продольной подачей. Эта конструкция характерна только для обработки деталей по горизонтальной оси. Используется в полупрофессиональном оборудовании. Небольшой набор функциональных возможностей. Но
станок имеет относительно простую конструкцию, что сказывается на трудоемкости его технического обслуживания и ремонта;
• Продольные и поперечные подачи. Устанавливается на модели с вертикальным и наклонным положением токарного станка. Возможность перемещения режущей части вдоль двух осей увеличивает набор операций.
Универсальные или любые другие револьверные токарные станки отличаются разнообразием параметров, но выделяются два основных признака в классификации:
- Имеется всего два типа заготовок, которые мы можем обработать на станках данной группы — прутковые и патронные. Например, к патронным относятся валы достаточно больших диаметров, а к прутковым длинные пруты, но имеющие небольшой диаметр.
- Токарные станки данной группы могут быть горизонтальными, вертикальными или наклонными. Огромная популярность у модели, на которой можно расположить заготовку в горизонтальном и вертикальном положении, в то время как наклонные станки встречаются очень редко. Наклонные модели дают возможность производить нужный наклон детали для точения отверстий, либо выполнения любых других операций, которые можно выполнить лишь под углом.
 Например, к патронным относятся валы достаточно больших диаметров, а к прутковым длинные пруты, но имеющие небольшой диаметр.
Например, к патронным относятся валы достаточно больших диаметров, а к прутковым длинные пруты, но имеющие небольшой диаметр.
В паспорте револьверного токарного станка имеются все нужные сведения, которые могут понадобиться при выборе конкретного станка. Имеются модели, которые могут оборудоваться планшайбами с 3-мя либо с 4-мя кулачками, которые приводятся в движение гидравлическими приводами. Данный факт полностью позволяет обрабатывать детали, которые имеют большие габариты. Например, это может быть заготовка, которая была получена при помощи ковки либо литья.
Револьверный токарный полуавтомат принадлежит к другой группе оборудования, которое необходимо с целью обрабатывания прутков разных диаметров. Из характерных черт данных моделей выделяются следующие признаки:
- 1-шпиндельный револьверный токарный станок данной группы оснащен шпинделем с отверстием не очень большого размера под пруток.
- Доп.оснащение показано узлом, который осуществляет подачу и полностью фиксирует деталь. Так же, токарные станки рассматриваемой группы оснащены прибором, который позволяет отводить деталь после обработки, что в свою очередь позволяет максимально оптимизировать и сделать производство высокоавтоматизированным.
При покупке, возможно, наткнуться на станки, которые могут быть оснащены разным кол-вом шпинделей. Стоит обратить внимание на некоторые подробности:
Помимо данного, револьверный токарный станок с числовым программным управлением оснащен прибором, который дает возможность производить обработку деталей с высокой точностью при помощи поворота револьверной головки. Все особо важные узлы спрятаны за защитным кожухом, что значительно повышает безопасность этих узлов, а также безопасность обработки.
Все особо важные узлы спрятаны за защитным кожухом, что значительно повышает безопасность этих узлов, а также безопасность обработки.
Основные характеристики
Разработка револьверной головки было неминуемым следствием развития металлообрабатывающей промышленности. А связано это было с тем, что числовое программное управление (ЧПУ) в сочетании с такой конструкцией станка позволяет существенно обеспечить ускорение обработки металлических заготовок, повышение точности размеров и шероховатость поверхности.
Исследуя токарно-револьверные станки, следует обратить внимание на следующие моменты:
- Данное оборудование часто приобретается лишь в целях монтажа в цехах, производящих детали в больших количествах. Лишь в этом случае токарные станки окупаются сверх своей высокой стоимости.
- Параметры рассматриваемого станка определяют возможность обработки с достаточно большой скоростью и большой подачей, т. к. в зону резания подается смазочно-охлаждающая жидкость для того, чтобы охлаждать как заготовку, так и инструмент.
- Факт того, что все основные узлы рассматриваемого станка имеют расположение такое же, как и у любых других токарных станков, определяет кол-во проводимых операций, а так же вид. Функцию быстрой смены инструмента определяют ТТХ рассматриваемого станка. По этой причине, за одну установку можно выполнить сразу большинство операций, при этом время, затрачиваемое на смену инструмента, сокращается в 5-10 раз.
 к. в зону резания подается смазочно-охлаждающая жидкость для того, чтобы охлаждать как заготовку, так и инструмент.
к. в зону резания подается смазочно-охлаждающая жидкость для того, чтобы охлаждать как заготовку, так и инструмент.
Исследуя общие характеристики, на револьверную головку необходимо обратить внимание в первую очередь. Станок является токарно-револьверным, в зависимости от модели может быть оснащено различными револьверными головками, которые дают возможность устанавливать сразу несколько инструментов в некоторой очередности. В этом случае кол-во инструментов может колебаться от четырех до сорока. Конструкционно этот узел достаточно сложен, и смена инструмента может производиться посредством поворота головки. Передовой токарный станок этой группы оснащен ЧПУ с целью повышения производительности и точности обработки.
Передовой токарный станок этой группы оснащен ЧПУ с целью повышения производительности и точности обработки.
Параметры токарно-револьверных станков с револьверной головкой практически неотличимы от параметров станков аналогичного оборудования с классической компоновкой. Но все же есть список характеристик, которые необходимо детально рассмотреть.
Основным параметром при выборе являются характеристики револьверной головки. В дополнение к вышеописанным качествам (расположение и характеристика суппорта) следует учитывать количество установленных режущих инструментов, их конфигурацию и длину. Также нужно принимать во внимание возможность подключения к блоку ЧПУ. Список команд, передаваемых в систему, способны определять функциональные возможности оборудования.
Рассмотрим характеристики токарно-револьверного станка:
1) Минимальный и максимальный размер заготовки, при котором имеется возможность установить ее в центрах;
2) Скорость смены инструмента. Эта характеристика влияет на производительность конкретной модели;
Эта характеристика влияет на производительность конкретной модели;
3) Наличие сквозного отверстия нужного диаметра для выполнения токарных операций на поверхности заготовки;
4) Подача суппорта – максимальное смещение в продольном и поперечном направлениях;
5) Точное позиционирование режущего инструмента;
6) Возможность нарезания резьбы различных типов (дюймововая, метрическая и т.д.).
Это общий список параметров, которые могут быть добавлены в зависимости от особенности конструкции оборудования. Кроме того, нужно учитывать максимальную и минимальную скорость вращения шпинделя, а также мощность электродвигателя, который монтируется на токарно-револьверном станке.
Преимущества и недостатки
Значительность применения токарных станков с резцедержателем револьверного типа, определяется только после детального анализа функциональных возможностей оборудования, а также его технических характеристик. Но не менее важным является выявление положительных и отрицательных моментов их работы.
Но не менее важным является выявление положительных и отрицательных моментов их работы.
— Основным преимуществом использования станков этой группы является высокая производительность. Для выполнения различных токарных операций совершенно не обязательно каждый раз выполнять замену режущего инструмента. Также стоит отметить автоматику, которой обладают револьверные токарные станки. Но это будет иметь смысл только в том случае, если у вас установлено числовое программное управление (ЧПУ).
— К недостаткам можно отнести только относительно высокую стоимость моделей и повышенную сложность изготовления вместе с техническим обслуживанием. Также есть повышенные требования к профессионализму персонала. Но эти факторы ничтожно малы и учитываются только на стадии разработки технологической схемы производства.
Виды выполняемых работ
Анализируя данные приведенные выше, мы знаем, что, ТТХ новейших револьверных токарных станков позволяют производить самые разные операции. Деталью может быть совершенно разные заготовки, которые являются, как правило, телом вращения.
Деталью может быть совершенно разные заготовки, которые являются, как правило, телом вращения.
Рассмотрим самые популярные виды операций, которые можно осуществлять на револьверных токарных станках:
- Протачивание наружного диаметра (осуществляются черновой и чистовой проходы)
- Протачивание, подрезка торца, кроме того, можно отрезать заготовку при помощи отрезного токарного резца.
- Наружное и внутреннее нарезание резьбы с помощь разных резцов.
- Протачивание наружных канавок, которые могут принимать разную форму и нужную глубину (выполняется с помощью нужного резца).
Изучая при выборе паспорт револьверного токарного станка, необходимо обратить внимание на то, что нарезать резьбу можно только с помощью метчика либо плашки. Чтобы осуществить этот момент, необходимо, чтобы прибор закрепления инструментов имел специальные державки, которые могут передвигаться по оси.
Особенности токарно-револьверной группы
Отличительные черты станков данной группы устанавливают значительное повышение производительности в десятки раз. Компоновка многошпиндельных, а также иных станков рассматриваемой группы отличаются соответствующими ниже признаками:
Компоновка многошпиндельных, а также иных станков рассматриваемой группы отличаются соответствующими ниже признаками:
- Замена всех приспособлений станка происходит быстро и оперативно.
- Почти все узлы имеют систему быстрой подачи, для того чтобы ускорить в несколько раз процедуру смены положения закрепленной детали.
- Если применять многорезцовые держатели в виде оснастки, то производительность также увеличиться в несколько раз.
Также нужно помнить то, что техническое обслуживание квалифицированными специалистами и проведение ремонта, очень осложняется проблематичной конструкцией, которая очень сложна.
Для правильной работы станка, необходимо правильно настроить его оборудование. Для того чтобы произвести эту настройку правильно, необходимо придерживаться следующих пунктов:
- Для любой детали необходимо писать техпроцесс, в котором будет содержаться вся информация об очередности положения режущих инструментов, а также их виде.
- Чертёж детали обязан иметь информацию о вылете, который должен иметься у инструмента. Также нужно не забывать о том, что при изготовлении детали высокой точности, необходимо принимать во внимание то, как много режущий инструмент вылезает за границы револьверной головки.
- У значительной части станков рассматриваемой группы предустанавливают упоры, ограничивающие подачи, как продольную, так и поперечную. У станков, на которых установлена система числового программного управления (СЧПУ), упоры отсутствуют, из-за их бесполезности – все узлы находятся под контролем высокоточного привода.

Главной особенностью станков рассматриваемой группы является диаметральный размер заготовок. Большая часть таких станков рассчитана на работу с заготовками, у которых диаметр поперечного сечения располагается в пределах 16 — 63 сантиметров.
Также, исследуя при выборе данные модели станков, необходимо принимать во внимание нижеупомянутые параметры:
- Максимальный диаметр поперечного сечения, способный располагаться над суппортом.
- Наибольший размер длины прутка. Данная характеристика способна зависеть от помещения, в котором находится станок.
- Ограниченное пространство, по которому могут передвигаться компоненты данной конструкции.
Вся вышеперечисленная информация также содержится в паспорте револьверных токарных станков. Кроме того рассматриваются и иные параметры, которые мы рассмотрим далее.
Особенности системы ЧПУ
Как мы уже знаем из информации выше, в основном у револьверного токарного станка имеются в конструкции узлы, работающие с системой числового программного управления (СЧПУ). Всё это из-за того, что ЧПУ даёт огромный прирост производительности.
При рассмотрении отличительных черт станков с числовым программным управлением (ЧПУ), выделим следующие факторы:
- Довольно часто, заготовки проходят обработку под защитным кожухом. Этот фактор полностью исключает вероятность пораниться и травмироваться при работе с данными станками. Из-за того что все узлы конструкции контролируются системой числового программного управления (ЧПУ), и применяется защитный кожух.
- Высокоточная обработка заготовок может происходить только с помощью необходимой техоснастки, а также конкретных режущих инструментов. Такая высокоточная обработка снижает погрешность практически до нуля. Например, таких результатов можно достичь, пользуясь новейшими резцами с пластинами, которые обладают очень большую износостойкость режущей кромки.
- Значительное сокращение времени некоторых операций при изготовлении деталей, благодаря автоматической смене инструмента, в отличие от смены, в которой инструмент необходимо менять вручную.
- Значительное снижение себестоимости готовой продукции, благодаря оптимизации автоматизированного производства, а также существенного увеличения производительности.
 Из-за того что все узлы конструкции контролируются системой числового программного управления (ЧПУ), и применяется защитный кожух.
Из-за того что все узлы конструкции контролируются системой числового программного управления (ЧПУ), и применяется защитный кожух.
Не смотря на это, ремонт и техническое обслуживание револьверных токарных станков очень сложны в осуществлении и доставляют очень много больших проблем. Для того чтобы обезопасить станок от возможных поломок и нарушений в работе, а также повысить его надежность, нужно время от времени производить чистку и профилактику станка, а также любое другое необходимое обслуживание.
Для того чтобы обезопасить станок от возможных поломок и нарушений в работе, а также повысить его надежность, нужно время от времени производить чистку и профилактику станка, а также любое другое необходимое обслуживание.
Большинство мастеров знают такие модели как 1325Ф30, 1Г325, 1Г340П, 1П420ПФ40, которые повсеместно ставятся практически во все производственные цеха и помещения. Прорыв в технологическом прогрессе дал старт новейшим и передовым моделям с системой числового программного управления, функции которых очень эффективно сказываются на экономические факторы производства.
В несколько раз повышается точность и качество полученных деталей, благодаря оптимизации автоматизированного производства, а также существенного увеличения производительности. Выше упомянутые модели станков 1325Ф30 и 1П420ПФ40 имеют большую популярность – они обладают современной системой числового программного управления, территория обработки заготовок защищена специальным кожухом. Сборка значительно разнится с той, что ранее использовалась в устаревших версиях станков.
Сборка значительно разнится с той, что ранее использовалась в устаревших версиях станков.
Вывод
Исследуя и анализируя выше изложенную информацию, можно сделать вывод, что, несмотря на все положительные и отрицательные качества, токарно-револьверные станки на сегодняшний день имеют большую популярность, а также огромную базу потребителей – станки могут устанавливаться как в большие производственные цеха, так и в небольшие мастерские.
Модели с системой числового программного управления (СЧПУ) очень актуальны на данный момент и дают огромный прирост производительности в виде обработки высокоточных и качественных деталей, а также значительное сокращение времени, затрачиваемое на производство готовой продукции, за счёт оптимизации автоматизированного производства и автоматической смены инструмента.
Но, к сожалению, ремонт и техническое обслуживание станков данной группы очень сильно затрудняется по причине сложной конструкции (к тому же если установлена система ЧПУ, сложность ремонта повышается).
1Г340, 1Г340П, станки токарно-револьверные, г. Бердичев, завод «Комсомолец». Паспорт — Токарные станки
Паспорт на универсальные токарно-револьверные станки мод. 1Г340, 1Г340П с горизонтальной осью револьверной головки
г. Бердичев, завод «Комсомолец»
Руководство по эксплуатации 1Г340-1Г340П.00.000РЭ
Формат pdf — 1g340.pdf (2.46 MB) и 1G340, 1G340P_manual.pdf (7.60 MB)
Добавлен паспорт в формате djvu — 1G340_1G340P_tokarn_Berdichev_Pasport.djvu (35.92 MB) и 1G340_1G340P_Rukovodstvo.djvu (14.39 MB)
Сканировала Ртуть
Универсальные токарно-револьверные станки 1Г340, 1Г340П с горизонтальной осью револьверной головки предназначены для высокопроизводительного выполнения разнообразных сверлильных, токарных (обточка, расточка, зенкерование, развертывание, отрезка, подрезка, прорезка канавок) и резьбонарезных (метчиками, плашками, с помощью резьбонарезного устройства) работ в условиях серийного производства. Поперечная обработка осуществляется за счет круговой подачи револьверной головки.
Поперечная обработка осуществляется за счет круговой подачи револьверной головки.
При оснащении дополнительными устройствами на станках может производиться обработка конусов и фасонных поверхностей.
Станки изготавливаются в двух исполнениях: для обработки прутковых материалов шестигранного (с наибольшим размером „под ключ» S = 32 мм) и круглого (диаметром до 40 мм) сечений для обработки в трехкулачковом патроне штучных заготовок диаметром до 200 мм. Автоматическое переключение частоты вращения шпинделя и подач суппорта при смене позиций револьверной головки в соответствии с программой, заданной на штекерной панели пульта управления, значительно повышает производительность работы на станках и удобство их обслуживания. Для наладки и обработки мелких партий деталей предусмотрено ручное управление станками.
Применение сменных револьверных головок обеспечивает быструю переналаживаемость станков..
Зажим и подача прутков, а также зажим штучных заготовок осуществляется гидравлическим механизмом.
Наибольшее допускаемое колебание сечения прутка ±1 мм, диаметра штучных заготовок ±3 мм.
Класс точности станка 1 Г340 — Н.
Класс точности станка 1Г340П — П.
| Основные технологические возможности | |
|---|---|
| Максимальный диаметр устанавливаемого изделия, мм | 520 |
| Максимальный диаметр над суппортом, мм | 280 |
| Расстояние между торцом патрона и задней бабкой, мм | 920 (1420) |
| Максимальное расстояние между центрами, мм | 1000 (1500) |
| Диаметр патрона, мм | 250 |
| Максимальный диаметр прутка, мм | 75 |
| Шпиндель | |
| Отверстие в шпинделе, мм | метрический конус 100 |
| Торец шпинделя | А2-8 |
| Мощность двигателя привода шпинделя, кВт | 7,5 |
| Передача двигатель-шпиндель | ременная |
Макс. скорость вращения шпинделя, об/мин скорость вращения шпинделя, об/мин |
1600 |
| Оси X, Z | |
| Максимальная величина перемещения по оси X, мм | 310 |
| Максимальная величина перемещения по оси Z, мм | 785 |
| Быстрые перемещения по осям X/Z, м/мин | 6/10 |
| Тип направляющих | Скольжения |
| Диаметр / шаг ШВП по оси X, мм | 25/4 |
| Диаметр / шаг ШВП по оси Z, мм | 40/8 |
| Револьверная головка | |
| Количество позиций резцедержателя | 4 |
| Сечение державки инструмента, мм | 25 x 25 |
| Задняя бабка | |
| Тип задней бабки | механическая |
| Тип конуса пиноли | МТ 5 |
| Перемещение корпуса задней бабки | 150 |
| Общие данные | |
| Система ЧПУ | GSK980TD |
| Напряжение, В | 380±10% |
| Общая потребляемая мощность, кВА | 12,5 |
Принцип работы токарно-револьверных станков с ЧПУ
Среди большого количества токарных станков с ЧПУ очень распространены токарно-револьверные станки с ЧПУ (числовым програмным управлением). Они минимализируют физическое участие человека — оператора в процессе производства различных деталей. А если же токарно-револьверный станок оснащен прутковым податчиком, то вся работа будет происходить автоматически. Существуют даже токарные станки с ЧПУ, где смену заготовки выполняет робот-автомат.
Они минимализируют физическое участие человека — оператора в процессе производства различных деталей. А если же токарно-револьверный станок оснащен прутковым податчиком, то вся работа будет происходить автоматически. Существуют даже токарные станки с ЧПУ, где смену заготовки выполняет робот-автомат.
В токарно-револьверном станке инструмент закрепляется в блоке-держателе непосредственно установленном в револьверной головке. При этом блоки подразделяются на приводные и статические, которые предназначены для невращающегося инструмента
Приводные блоки значительно расширяют возможности станка. Но, к сожалению не на всех токарно-револьверных станках установленприводной блок. На сегодняшний день существует два основных типа блоков в токарных станках с числовым программным управлением: BMT – фиксируется болтами; VDI – крепится в револьвере сухарем.
Токарно-револьверный станок — это специализированное оборудование, которое предназначено для массового и серийного производства сложной конфигурации деталей из прутков и штучных заготовок. В зависимости от этого токарно-револьверные станки могут быть прутковыми и патронными.
В зависимости от этого токарно-револьверные станки могут быть прутковыми и патронными.
Помимо этого существуют токарно-револьверные станки с обычным ручным управлением.
Основные характеристики токарно-револьверного станка:
- величина максимального диаметра обрабатываемого прутка;
- величина максимального диаметра обрабатываемой плоскости рабочей заготовки, которая располагается над суппортом и станиной.
- габаритные размеры рабочей зоны токарного станка с ЧПУ.
- различия револьверной головки по форме ( призматическая и цилиндрическая, как правило, шестигранная).
- движение подачи (поперечное и продольное передвижение суппортов, которые несут инструмент) и движение шпинделя, несущего заготовку.
Выделяют следующие особенности токарно-револьверных станков с ЧПУ: высокий процент выхода деталей без брака; массовость производства и обработки деталей; небольшое время переналадки самого станка; высокая повторяемость обработки. Одним словом, сравнивая такие станки с более старыми версиями, можно однозначно выделить множество достоинств и плюсов современных агрегатов.
Одним словом, сравнивая такие станки с более старыми версиями, можно однозначно выделить множество достоинств и плюсов современных агрегатов.
Подержанный токарный станок с вертикальной револьверной головкой на продажу
Токарный станок с вертикальной револьверной головкой
Токарный станок с вертикальной револьверной головкой используется для многих видов обработки крупных деталей, включая торцевание, расточку, сверление и фрезерование. Вертикальные токарные станки с револьверной головкой были спроектированы так, чтобы использовать вес тяжелых заготовок, а не работать против веса, как это делают горизонтальные фрезерные станки. Первый вертикальный токарный станок был разработан в 1883 году Э. Булларда, а затем его сын Э. Буллард-младшийBullard VTL производились вплоть до 1989 года, и многие из них используются до сих пор.
Размер вертикального токарно-револьверного станка определяется диаметром стола / револьверной головки. Например, токарный станок 30 имеет стол диаметром 30 дюймов. Однако размер стола может не соответствовать максимальному внешнему диаметру детали. 34 детали можно было разместить примерно на 30 станках с вертикальной револьверной головкой. Иногда вертикально-револьверные станки называют расточными станками. Револьверная головка со сменным инструментом обычно отличает VTL от традиционного вертикально-расточного станка (VBM).
Вертикальные токарные станки с револьверной головкой для очень больших заготовок
Вертикальные токарные станки с револьверной головкой были разработаны для обработки больших заготовок, с которыми могли работать предыдущие токарные станки с двигателями. Некоторые VTL вмещают детали весом до 22 000 фунтов. Они отлично подходят для изготовления валов и хвостовиков турбинных двигателей, начиная с предварительно обработанных поковок. Для очень больших заготовок требуются очень жесткие плашки. Отношение отклонения ползуна к его выдвижению является ключевым показателем режущей способности VTL.
В процессе работы рекомендуется опускать поперечину так, чтобы ползун выдвигался только настолько, насколько это необходимо для достижения заготовки.Некоторые машины имеют рельсовую систему с половинным ходом. Это концентрирует массу и позволяет использовать более короткие ШВП. Для станков с системой половинного хода требуется инструмент как с левой, так и с правой стороны. Некоторые машины лучше других предназначены для крупносерийного производства высокоточных деталей в средних объемах.
Вертикальные токарные станки с револьверной головкой часто указываются как с одной или двумя колоннами. Как следует из названий, двойная колонна имеет форму дома над заготовкой (по колонне с каждой стороны), а одиночные колонны имеют только один основной вертикальный компонент с горизонтальной поперечиной над заготовкой.Все оригинальные, старые токарные станки с револьверной головкой были одноколонными.
Как работают токарные станки с вертикальной револьверной головкой?
Вертикальные токарные станки с револьверной головкой различаются по диапазонам подачи и скорости, ограничениям угла поворота и другим особенностям. Более ранние модели токарных станков с вертикальной револьверной головкой могут иметь более грубую минимальную подачу. У моделей может быть минимум 0,008 на оборот или до 001 на оборот на очень старых моделях. Также существует много вариаций максимальной скорости подачи. По сравнению с горизонтальными токарными станками, скорость обычно намного ниже.Токарные станки эволюционировали от маховиков к электродвигателям и к электродвигателям с ЧПУ для позиционирования заготовок и инструментов. Электроприводы могут управляться по уровням.
Обычно, когда на вертикальном токарно-револьверном станке имеется рычаг управления подачей, когда вы перемещаете его в положение медленного передвижения, револьверная головка перемещается в выбранном направлении с шагом до 0,0001 дюйма в минуту. Эта медленная подача не зависит от вращения стола. На некоторых станках доступны насадки, позволяющие нарезать резьбу до 32 ниток на дюйм с помощью одноточечного инструмента.
Производители токарных станков указывают шестерни, которые устанавливаются в насадке для обеспечения определенного соотношения между оборотами стола в минуту и скоростью движения инструмента. Это приспособление также позволяет оператору поворачиваться на угол до 45 градусов в любом квадранте, устанавливая шестерни в зубчатой передаче. Когда вы включаете правильный рычаг подачи, он сокращает угол.
Что такое токарно-револьверный станок? Как работает токарно-револьверный станок?
Введение
В наших предыдущих статьях мы довольно много говорили о различных типах станков, используемых в промышленности в целом, а также о тех, которые используются конкретно в производственных технологиях, включая токарные станки.В этой статье мы сосредоточимся на конкретном типе токарного станка, а именно на токарно-револьверном станке, и узнаем о его работе и возможностях использования.
Что такое токарно-револьверный станок?
Как мы узнали ранее, токарный станок можно использовать для различных целей, включая резку дерева, металлообработку, изготовление часов и многое другое. Основная цель всех этих машин — минимизировать человеческий труд, вовлеченный в процесс, и сделать его максимально автоматизированным и усовершенствованным. Токарные станки, которые используются для резки металла в промышленных процессах, обычно требуются для производства продукции в массовом масштабе.
Для одного продукта требуется несколько операций обработки, которые, в свою очередь, потребуют нескольких различных инструментов для выполнения этих операций. Если бы оператор вручную настраивал каждый инструмент после каждой операции, это, безусловно, потребовало бы много времени и ненужных усилий.
Помня о вышеуказанных ограничениях, инженеры пришли к идее типичного токарного станка, на котором все можно было бы буквально установить и настроить за один проход.Такой токарный станок по металлу, который имеет револьверную головку и может выполнять несколько функций в автоматическом режиме, известен как токарно-револьверный станок.
Как это работает?
Можно сказать, что процессы автоматизированы, но как добиться того же? Ответ зависит от типа токарного станка, о котором мы говорим. Например, современные токарные станки с ЧПУ используют сервомеханизмы для управления и хронометрирования всех этих процессов, в то время как в более старых версиях механические устройства, такие как пределы останова и т. Д.используются для достижения той же цели.
О башне
Если вы знакомы с терминологией, относящейся к оружию, вы наверняка знаете, что турель — это своего рода устройство, которое он использовал для удержания нескольких орудий, которые могут производить определенный выстрел в зависимости от точных требований. Револьвер токарного станка представляет собой аналогичную платформу в виде держателя инструмента, в котором содержатся различные инструменты, которые можно использовать путем соответствующего вращения в зависимости от требований обрабатываемой детали в определенном порядке, который предварительно устанавливается с использованием любого метода, используемого для управления. автоматика.
На рисунке ниже показан эскиз типичного токарного станка с револьверной головкой, на котором четко обозначены все детали. Как вы можете заметить, задняя бабка обычного токарного станка заменена револьверной головкой, которая может устанавливать несколько инструментов и может свободно вращаться вдоль своей вертикальной оси в зависимости от необходимого инструмента, который будет использоваться для конкретной операции.
Дополнительная информация
Существует несколько классификаций токарных станков с револьверной головкой, и есть еще одна категория токарных станков, известных как токарные станки с револьверной головкой, которые очень похожи на токарные станки с револьверной головкой, но имеют некоторые основные различия между ними.В следующих парах статей мы более подробно рассмотрим эти токарно-револьверные станки и посмотрим, как их можно использовать для самых разных целей с использованием различных приспособлений, которые используются с ними.
Изображение кредита
Эскиз токарного станка из Мичиган Технологический Университет Информационный центр токарной обработки
Разница между шпилем и револьверно-токарным станком | by mechstuff4u
Токарные станки с револьверной головкой и револьверными головками — это усовершенствования машинных и центровочных станков, в которых задняя бабка заменена шестигранной револьверной головкой с 6 различными инструментами в револьверной головке, где револьверный инструмент вращается в соответствии с технологическими требованиями в каждой операции .На первый взгляд, шпиндель и револьверный станок кажутся идентичными, но имеют много различий в конструкции, работе и использовании. В этой статье вы можете увидеть разницу между этими двумя токарными станками.
- Легкая машина.
- Это обычно горизонтальные токарные станки.
- Револьверная головка установлена на суппорте, называемом ползуном, который установлен на суппорте.
- Подходит для работы в баре.
- Седло заблокировано в определенной точке, и шток перемещается для подачи на инструмент.
- Для обработки предусмотрены только ограниченная подача и глубина резания.
- Поперечный суппорт установлен на каретке, которая опирается на станину между передней бабкой и ползуном.
- Инструментальная головка револьверной головки индексируется автоматически.
- Винты ограничителя подачи используются для управления расстоянием перемещения инструмента, который находится на задней стороне револьверной головки.
- Нет такой возможности для поворота башни под прямым углом.
- Подающая штанга дает продольную подачу.
- Используется для массового производства малогабаритных равных деталей.
- Имеет цанговые патроны с ручным управлением.
- Тяжелые пропилы на заготовке невозможны из-за нежесткой конструкции.
- Тяжелая машина.
- Головка револьвера устанавливается непосредственно на суппорт, и обе они выглядят как одно целое.
- Подходит для тяжелых работ по зажиму.
- Седло перемещается для подачи на инструмент.
- Они тяжелые и прочные.
- Для обработки предусмотрены большая подача и глубина резания.
- Некоторые токарные станки револьверного типа оснащены кареткой с боковой подвеской.
- Для индексации инструментальной головки револьверной головки отпускают зажимной рычаг и револьверную головку вращают вручную.
- Ограничители используются для контроля расстояния перемещения инструмента.
- Некоторые револьверные станки могут перемещать револьверную головку под прямым углом к оси токарного станка.
- Подающая штанга не поддается продольной подаче.
- Используется для массового производства крупногабаритных равных деталей.
- Оснащен силовыми патронами.
- Благодаря жесткой конструкции станка можно выполнять тяжелый рез на заготовке.
- Доступны на горизонтальном и вертикальном токарном станке.
Для более подробной информации: https://www.mechstuff4u.com/2019/04/difference-capstan-turret-lathe.html
Тройной токарно-револьверный станок с осью Y имеет диаметр прутка 80 мм — Aerospace Manufacturing
Самый большой токарный станок с ЧПУ с ЧПУ в линейке продуктов Citizen Machinery — это новый 12-осевой Miyano ABX-80THY, модель с фиксированной головкой, со сдвоенными шпинделями с осью C и тремя револьверными головками, перемещающимися по коробчатым направляющим для максимальной жесткости.
Они позволяют выполнять токарно-фрезерные работы без вибрации, чему способствует установленный вес станка более 11 тонн. Автоматический пруток идеально подходит для непрерывного автоматизированного производства без участия оператора деталей из прутка диаметром до 80 мм. Максимальный диаметр компонента при зажимном патроне составляет 165 мм.
Три револьверные головки можно резать одновременно для достижения очень высокой производительности. Две револьверные головки расположены над осевой линией шпинделя и предназначены для работы на главном шпинделе мощностью 15 кВт / 2750 об / мин и 7.Противошпиндель 5 кВт / 5000 об / мин соответственно. Другая револьверная головка расположена ниже и имеет неограниченный ход для работы на любом шпинделе, чтобы обеспечить гибкость для балансировки операций обработки переднего и обратного конца, или для развертывания центра задней бабки для поддержки компонентов типа вала, обрабатываемых в любом шпинделе.
В качестве альтернативы доступен 9-осевой токарный станок с ЧПУ Miyano ABX-80SYY с двумя револьверными головками по оси Y, одной верхней и одной нижней, которые можно использовать в тандеме или отдельно на любом шпинделе.
Все револьверные головки имеют 80-миллиметровое перемещение по оси Y в дополнение к перемещению по осям X и Z, а 12 инструментальных станций в каждой револьверной головке работают, обеспечивая скорость вращения 6000 об / мин и крутящий момент 40 Нм для фрезерования и сверления в цикле, эквивалентных этой обрабатывающего центра. Таким образом, компоненты, какими бы сложными они ни были, почти всегда производятся одним ударом, что еще больше повышает производительность и точность обработки. Высокая скорость перемещения до 30 м / мин по оси Z, что сокращает время простоя.
Температурные колебания вокруг станка постоянно измеряются датчиками и передаются обратно в систему управления Fanuc Series 30i-B, которая включает программное обеспечение для компенсации теплового движения путем регулировки соответствующих положений осей.Таким образом, смещение револьвера от главного шпинделя по оси X, например, уменьшается с 30 до 10 микрон.
Доступны встроенные в станок устройство для наладки инструмента, улавливатель деталей и конвейер, а также множество различных конвейеров для стружки в зависимости от типа стружки.
www.citizenmachinery.co.uk
Майкл ТирреллМайкл Тиррелл
Цифровой координатор
Теги
Подпишитесь на нашу БЕСПЛАТНУЮ рассылку новостей
Статьи по теме
Последние статьи
Переворачивание шпинделя на вертикальном токарно-револьверном станке может сделать отличный токарный станок еще лучше.
Вертикальный токарно-револьверный станок известен своей способностью эффективно производить большие токарные детали, такие как магнитные колеса, ступицы подшипников и заготовки шестерен.VTL обладают множеством преимуществ по сравнению с горизонтальными аналогами: упрощается загрузка деталей, и даже очень большие детали могут быть размещены без увеличения занимаемой площади машины.
Однако у VTL есть существенный недостаток, знакомый любому, кто работает на вертикальном обрабатывающем центре, — стружка падает на заготовку, где она подвергается повторной обработке.
Некоторые производители станков предлагают VTL, которые позволяют избежать этой проблемы. Путем переворачивания шпинделя практически устраняются проблемы со стружкой.Этот подход также обеспечивает почти бесплатную автоматизацию. За счет использования шпинделя как робота — захвата деталей с бортового конвейера или карусели и их разгрузки — производительность увеличивается без проблем, связанных с интеграцией робота, программированием и управлением захватами.
‘Drehen Fräsen’
Якоб Петкер, инженер-прикладник, который занимается техническими продажами в DMG Mori USA, Hoffman Estates, Ill., Сказал, что машиностроитель предлагает несколько моделей VTL, каждая с перевернутым шпинделем и приводным инструментом.«У нас есть три различных размера, от CTV 160 до CTV 315. Существует также версия CTV 250« df »- это означает drehen fräsen, что по-немецки означает токарно-фрезерная обработка. Он разработан специально для гомокинетических шарниров [ШРУСов], используемых в автомобильных трансмиссиях ».
Изображение любезно предоставлено EMAG.
Петкер сказал, что потребность в эффективном производстве этих и других автомобильных запчастей была основной движущей силой разработки машин, добавив, что VTL также подходят для гидравлических компонентов, звездочек, корпусов подшипников и других коротких приземистых деталей.Из-за почти бесплатной автоматизации, которая поставляется с перевернутым шпинделем, эти станки обычно используются для объемов производства на автомобильном уровне. Используя гибкую, быстро заменяемую оснастку и продуманное планирование заданий, можно с минимальными затратами обрабатывать даже меньшие количества — в диапазоне от 100 до 1000 штук.
«У нас также много клиентов, которые соединяют две машины на одном конвейере», — сказал Петкер. «Это дает им возможность выполнять Op. 10 на одном шпинделе, переверните заготовку и затем передайте ее на второй станок для чистовой обработки.Поскольку также доступна функция фрезерования, детали часто могут покидать ячейку целиком ».
Кирк Стюарт, директор по продажам EMAG LLC, Фармингтон-Хиллз, Мичиган, согласился. Он сказал, что традиционный VTL «правой стороной вверх» ориентирован на очень большие и тяжелые детали, которые было бы сложно обрабатывать на горизонтальном токарном станке. Однако оптимальным вариантом для перевернутых машин является диаметр от 3 дюймов (76,2 мм) до примерно 14 дюймов (355,6 мм).
«Большие детали намного легче запускать на VTL, потому что сила тяжести работает в вашу пользу», — сказал он.«Вы можете просто установить деталь на патрон и зажать ее. Но перевернутые станки хорошо конкурируют на рынке горизонтальных токарных станков — особенно при больших объемах, наблюдаемых на автомобильном рынке — например, на деталях трансмиссии или любых круглых деталях, высота которых примерно равна ширине ».
Точность сверху вниз
Стюарт привел различные преимущества перевернутой конструкции станка VTL: во-первых, поскольку стружка не падает на заготовку, не происходит повторного нарезания стружки, как на традиционном станке VTL.Кроме того, весы машины, двигатели и компоненты привода находятся над рабочей зоной. Следовательно, охлаждающая жидкость и связанные с ней загрязнители не «попадают в дорогостоящую часть машины». Кроме того, на любом перевернутом VTL есть возможность автоматически загружать и выгружать детали.
Карусели большой емкости, оборудованные перекидными станциями для вспомогательных операций, обеспечивают автоматическое перемещение между станками. Изображение предоставлено DMG Mori.
В случае EMAG, эта загрузка и разгрузка выполняется с помощью карусели в стиле гоночной трассы, оснащенной V-образными самоцентрирующимися локаторами заготовок.«В случае перевернутой VTL, такой как наши VL2 и VL2 DUO, — сказал Стюарт, — режущий инструмент остается неподвижным на поворотной револьверной головке. Тем временем шпиндель вместе с заготовкой движется по осям X и Z над ним ». В результате, добавил Стюарт, пользователь имеет возможность доставить заготовку к месту выгрузки, проиндексировать карусель или челнок, чтобы взять необработанную деталь, а затем вернуть ее в револьверную головку для обработки. «Именно эта разница в архитектуре машины позволяет этим машинам самозагружаться.”
Чтобы поднять деталь, не вдавливая ее в шпиндель, в положении загрузки устанавливается пластина карданного шарнира с четырьмя усиленными пружинами. Когда шпиндель опускается, чтобы захватить новую заготовку, пружины сжимаются настолько, что любое отклонение оси Z поглощается, предотвращая повреждение шпинделя и патрона. Механизм также оснащен датчиками для обнаружения любых проблем с неправильной загрузкой или перекосом и остановки машины в случае возникновения проблемы.
Зачем возиться с такого рода каруселью, когда роботизированная обработка деталей одновременно эффективна и легкодоступна? Стюарт сказал, что в этом случае у обычных роботов есть несколько ударов по ним, в том числе большая площадь основания и необходимость в клетках или световых завесах для обеспечения безопасности оператора.Кроме того, конечные пользователи обычно ставят робота перед машиной, что затрудняет доступ оператора к органам управления и уход за режущими инструментами.
Однако с помощью карусели оператор может легко управлять станком и загружать в него достаточно заготовок, чтобы он мог часами работать без участия оператора. Если магазин действительно хочет использовать робота, достаточно просто установить его сбоку от VTL, где он не мешает и может стремиться к карусели.
Продуктивное интервью
Роб Нэш, Шарлотта, Н.Менеджер по работе с клиентами компании-производителя станков Scherer Feinbau GmbH, немецкой компании, входящей в группу Chiron, отметил несколько дополнительных преимуществ станков с перевернутым шпинделем: «Потому что критически важные компоненты не подвергаются воздействию тепла, стружки и резки. жидкости, долговечность машины в целом лучше. Для обслуживания нужно снять пару крышек ». Он объяснил, что станок по своей сути более точен и, благодаря силе тяжести, более стабилен, позволяет резать более тяжелые размеры и увеличивает срок службы инструмента.
Зубофрезерование — лишь одна из специальных операций, доступных на правильно оборудованном VTL с перевернутым шпинделем. Изображение любезно предоставлено EMAG.
Несмотря на эти преимущества, Нэш предупредил, что покупка такой системы — это не просто вопрос ее выбора в выставочном зале. Потенциальные клиенты проходят собеседование на предмет их потребностей и приложений, прежде чем могут быть выбраны правильные решения.
«Мы очень гибки в плане доступных типов автоматизации, конкретной конфигурации машины и опций», — сказал он.«Например, сколько времени буферизации вам нужно? Будет ли там оператор? Будут ли включены в автоматизацию другие машины? Самое главное, правильное ли это решение? Мы не хотим тратить время клиента зря, если есть лучший машинный ресурс ».
Конечно, это хорошие вопросы, которые следует задать перед покупкой какого-либо оборудования, но особенно в тех случаях, когда стоимость полностью автоматизированной системы «под ключ» может превышать 1 миллион долларов. «Это совсем не то животное, к которому привыкли люди», — сказал Нэш.«Для нас это вопрос о том, какую ценность мы можем добавить на каждый квадратный фут площади. Но учитывая, что наши станки не только очень эффективны при токарной обработке, но и при сверлении, фрезеровании и зубофрезеровании, оправданность затрат в большинстве случаев очень легко продемонстрировать ».
Делайте домашнее задание
Mazak Corp., Флоренция, штат Кентукки, — еще один производитель станков, предлагающий полную линейку токарных станков с перевернутым шпинделем (с маркировкой «IVS»), а также различные традиционные модели VTL. Менеджер по продукции Рик Брамштедт сказал, что большая часть деятельности, которую он видит, исходит от автомобильной промышленности и ее поставщиков.Например, одна компания в восточной части США недавно приобрела 50 машин IVS, а другая в соседнем штате «только что приобрела несколько из них».
Зондирование в процессе и управление ресурсом инструмента поддерживают автоматические операции обработки на перевернутом VTL. Изображение предоставлено Scherer Feinbau.
Несмотря на то, что большинство перевернутых машин находят применение в крупных автомобильных магазинах, Брамштедт сказал, что нет причин, по которым их нельзя использовать в мастерских, если это оправдано количеством.«Машины программируются одинаково, инструменты одинаковы, и у вас есть встроенная автоматизация. Например, если у вас есть семейство запчастей, состоящее из нескольких сотен запчастей, то это подойдет. Но, честно говоря, большинство людей в этой ситуации используют традиционный VTL. Это потому, что в большинстве случаев установка IVS очень специфична для конкретного приложения, и к тому времени, когда вы закончите оснастить ее конвейерами для заготовок, контрольно-измерительными приборами и специальными зажимными приспособлениями, она может стать довольно дорогой ».
Какой бы ни была цена станка или какой-либо логотип на листовом металле, перевернутые VTL явно имеют место в производстве.
Стюарт из EMAG сказал: «Производители стремятся к повышению производительности. Успех в наши дни — это вопрос сохранения конкурентного преимущества перед лицом меньшего количества квалифицированных ресурсов для работы с машинами. Хотя машины такого типа могут не подходить для обычных рабочих мест, у меня есть клиенты, у которых размер партии составляет несколько сотен. В этом решении определенно есть ценность ».
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Глава 5: Методы и станки токарной обработки | Применение режущего инструмента
Базовый токарный станок для двигателя, один из наиболее широко используемых станков, очень универсален при использовании квалифицированным машинистом.Однако это не особенно эффективно, когда нужно обрабатывать множество идентичных деталей как можно быстрее. Еще в 1850 году предпринимались попытки разработать варианты токарного станка для двигателя, которым мог управлять относительно неквалифицированный человек для массового производства обработанных деталей. Режущие инструменты были предварительно настроены или «настроены» квалифицированным механиком, и обычно несколько режущих инструментов работали одновременно, что сокращало время, затрачиваемое на обработку каждой детали. Это все еще основная концепция, на которой базируются токарные станки массового производства.
Токарно-револьверный станок и автоматический винторезный станок в их различных формах были разработаны и усовершенствованы с целью более быстрого и точного производства обработанных деталей при меньших затратах. На большинстве станков этого типа мощность, доступная на шпинделе, была значительно увеличена, чтобы воспользоваться преимуществами лучшего материала режущего инструмента. Механическая энергия, в электрической, гидравлической или пневматической форме, заменила человеческую мышечную силу для таких функций, как подача инструментов, управление зажимными патронами или цангами и подача прутка в машину.
Токарные станки и компоненты для токарных станков
Из множества стандартных и специальных типов токарных станков, которые были построены, наиболее важным, универсальным и широко признанным является токарный станок для двигателей. Стандартный токарный станок для двигателей не является высокопроизводительным станком, но его можно легко настроить для выполнения множества отдельных или краткосрочных работ. Также возможно модифицировать базовую машину для многих высокопроизводительных приложений. Современный токарный станок для двигателей обеспечивает широкий диапазон скоростей и подач, что позволяет оптимизировать настройки практически для любой операции.Были усовершенствованы конструкции передней бабки, чтобы обеспечить большую прочность и жесткость. Это позволяет использовать двигатели с высокой мощностью, так что тяжелые резания твердосплавными инструментами практичны. Чтобы использовать эту высокую мощность без потери точности, новые токарные станки включают более тяжелые станины, более широкие упрочненные каналы и каретки с более глубоким сечением.
Передняя бабка: Передняя бабка — это сторона с приводом, которая всегда находится слева от оператора. Он содержит шестерни переключения скорости и вращающийся приводной шпиндель, к которому прикреплен любой из нескольких типов держателей заготовок.Центр шпинделя полый, так что через него могут проходить длинные стержни для обработки.
Задняя бабка: Задняя бабка не вращается, но на закаленных способах ее можно перемещать влево или вправо, чтобы приспособиться к длине работы. Его также можно смещать для резки малоугловых конусов.
Каретка: Каретка может перемещаться влево или вправо с помощью маховика или механической подачи. Это обеспечивает движение по оси Z. Во время этого хода выполняются токарные пропилы.
Фартук: Фартук, прикрепленный к передней части каретки, удерживает большинство рычагов управления. К ним относятся рычаги, которые включают и реверсируют подачу в продольном (ось Z) или поперечном (ось X) направлении, а также рычаг, который включает в себя резьбонарезные шестерни.
Поперечный суппорт: Поперечный суппорт установлен на каретке и может перемещаться внутрь и наружу (ось X) перпендикулярно движению каретки. Это деталь, которая перемещается, когда торцевые разрезы выполняются с механической подачей, или в любой момент разрез должен быть выполнен «перпендикулярно» оси Z.Этот или компаунд также используется для установки глубины резания при точении. Поперечный суппорт можно перемещать с помощью маховика или механической подачи. .
Составная опора: Составная опора, сокращенно составная, устанавливается на каретке. Его можно задвигать и выдвигать с помощью маховика для облицовки или для настройки глубины резания. Его также можно поворачивать на 360 градусов и подавать с помощью маховика под любым углом. Компаунд не имеет механической подачи, но всегда движется продольно с помощью поперечных суппортов и каретки.
Стойка для инструмента: Стойка для инструмента установлена на составной опоре. Это может быть любой из нескольких вариантов, но в простейшей форме это просто цилиндр с прорезями, который можно перемещать влево или вправо в Т-образном пазу в соединении и зажимать на месте. Его также можно поворачивать, чтобы поднести резак к работе под любым углом, который лучше всего подходит для работы.
Станина: Станина токарного станка — его основа. Он должен быть достаточно жестким, чтобы противостоять прогибу в любом направлении под нагрузкой.Станина изготавливается из чугуна или стальной сварной конструкции в форме коробки или двутавра и поддерживается на ножках, шкафу или скамейке.
Способы: Способы токарного станка — это плоские или V-образные поверхности, по которым каретка и задняя бабка перемещаются влево и вправо. У каждого есть своя пара отдельных путей, часто одна плоская поверхность для устойчивости и одна V-образная направляющая для направления по идеально прямой линии. Эти дорожки закалены, зачищены или отшлифованы до жестких допусков. Основная точность передвижения каретки зависит от способов.
Размер: Размер токарного станка задается двумя или тремя размерами:
• Заготовка самого большого диаметра, которая очищает станину токарного станка. Центр — это центр шпинделя передней бабки.
• Иногда также указывается заготовка наибольшего диаметра, которая будет преодолевать поперечный суппорт.
• Самая длинная заготовка, которую можно удерживать по центру между передней и задней бабками.
Токарно-револьверный станок
Стандартный токарный станок для двигателей универсален, но не является высокопроизводительным.Когда производственные требования высоки, необходимо использовать больше автоматических токарных станков. Токарно-револьверный станок представляет собой первый шаг от токарного станка для двигателей к высокопроизводительным токарным станкам. Токарно-револьверный станок аналогичен токарному станку для двигателей, за исключением того, что револьверные головки заменяют заднюю бабку и составной узел резцедержателя. Эти машины обладают специальными характеристиками, которые позволяют адаптировать их к производственному процессу. В эти машины заложены «навыки рабочего», позволяющие неопытным операторам воспроизводить идентичные детали.В отличие от этого, токарный станок для двигателей требует квалифицированного оператора и требует больше времени для производства деталей, которые имеют одинаковые размеры.
Основная характеристика токарных станков с револьверной головкой состоит в том, что инструменты для последовательных операций настроены для использования в правильной последовательности. Несмотря на то, что для правильной настройки и регулировки инструментов требуются навыки, как только они будут правильными, для работы на токарном станке потребуется меньше навыков. Многие детали могут быть изготовлены до того, как потребуется регулировка. Эти станки обычно используются для малых и средних производственных циклов, когда токарный станок для двигателей работает слишком медленно, но желаемая дополнительная производительность не требует специального станка.
Квадратные и шестигранные револьверные головки: Квадратная револьверная головка установлена на верхней части поперечных суппортов и способна удерживать четыре инструмента. Если требуется несколько различных инструментов, они устанавливаются последовательно и могут быть быстро проиндексированы и заблокированы в правильном рабочем положении. Чтобы можно было дублировать пропилы, салазки оснащены упорами или механизмами подачи. Точно так же продольное положение всей сборки можно контролировать с помощью упоров с левой стороны фартука. Надрезы можно выполнять с помощью квадратной револьверной головки и инструментов, установленных на шестигранной револьверной головке одновременно.
Отличительной особенностью является револьверная головка вместо задней бабки. Эта револьверная головка, установленная либо на выдвижном цилиндре, либо на седле, либо на задней части конструкции, вмещает от 4 до 18 инструментальных станций. Инструменты предварительно настроены для различных операций. Инструменты устанавливаются в надлежащей последовательности на различных поверхностях револьверной головки, так что, когда револьверная головка индексируется между операциями обработки, соответствующие инструменты входят в нужное положение. Для каждого инструмента есть стопорный винт или электрический / электронный преобразователь, который контролирует расстояние, на которое инструмент будет подавать и резать.По достижении этого расстояния рычаг автоматического отключения останавливает дальнейшее движение инструмента, отключая приводную муфту.
Подобно токарному станку для двигателя, современный токарно-револьверный станок обеспечивает высокую скорость вращения шпинделя, широкий диапазон скорости и подачи, высокую мощность и большую жесткость. Станок работает на верхнем пределе своего диапазона скоростей больше, чем токарный станок для двигателей, отчасти потому, что инструменты, размещенные в револьверной головке, часто работают с заготовками небольшого диаметра, но также потому, что оператор более внимательно относится к производству.
Горизонтально-револьверные станки:
Горизонтальные токарно-револьверные станки производятся двух основных типов и известны как поршневые и седельные. Револьверно-револьверный станок ползунного типа имеет револьверную головку, установленную на суппорте или ползуне, который перемещается вперед и назад на суппорте, закрепленном на станине токарного станка. Седельный токарно-револьверный станок имеет револьверную головку, установленную непосредственно на суппорте, который перемещается вперед и назад вместе с револьверной головкой.
Вертикальные револьверные станки:
Вертикальный токарно-револьверный станок напоминает вертикально-расточной станок, но имеет характерное расположение револьверной головки для удержания инструментов.Он состоит из вращающегося патрона или стола в горизонтальном положении с револьверной головкой, установленной сверху на поперечной направляющей. Кроме того, имеется по крайней мере одна боковая головка с квадратной револьверной головкой для удерживания инструментов. У всех инструментов, установленных на револьверной головке или боковой головке, установлены соответствующие упоры, так что длина резов может быть одинаковой в последовательных циклах обработки. По сути, это то же самое, что токарно-револьверный станок, стоящий на конце передней бабки, и он обладает всеми функциями, необходимыми для производства дублирующих деталей.Этот станок был разработан для облегчения монтажа, удержания и обработки тяжелых деталей большого диаметра. На таких станках выполняются только зажимные работы.
Вертикальный токарно-револьверный станок, показанный ниже, снабжен двумя режущими головками: поворотной главной револьверной головкой и боковой головкой. Револьверная головка и боковые головки работают так же, как шестигранные и квадратные револьверные головки на горизонтальном токарном станке. Чтобы обеспечить резку под углом, как цилиндр, так и револьверная головка могут поворачиваться на 30 градусов вправо или влево от центра.
Станок может быть снабжен системой управления, которая позволяет автоматически управлять каждой головкой, включая скорость и направление подачи, изменение подачи шпинделя, индексацию револьверной головки, запуск и остановку. После того, как цикл операций задан и инструменты правильно настроены, оператору нужно только загрузить, разгрузить и запустить машину. Производительность увеличена по сравнению с машинами с ручным управлением, потому что они работают почти непрерывно и меняют одну операцию на другую без колебаний или усталости.За счет сокращения времени обработки и автоматического выполнения цикла оператор может обслуживать несколько машин.
Револьверно-токарный станок обычно имеет патрон с кулачками для удержания заготовки; однако цанговый патрон может быть более подходящим при производстве деталей из пруткового материала. Токарный станок, оснащенный цанговым патроном и револьверной головкой, называется винторезным, но на самом деле это специальный револьверный токарный станок. Особенности винтовых станков направлены в первую очередь на сокращение времени простоя обрабатываемых деталей, тем самым повышая производительность.
Преимущества револьверных станков
Разница между токарными станками для двигателей и револьверными головками заключается в том, что токарно-револьверные станки адаптированы для серийного производства, тогда как токарные станки для двигателей используются в основном для различных работ, в инструментальном цехе или для однооперационных работ.
Автоматизированное оборудование
Существуют токарные станки, которые позволяют автоматически зажимать, индексировать, подавать, изменять скорость вращения шпинделя и выполнять другую работу, которую должен выполнять оператор на токарном станке с двигателем.Эти токарные автоматы представляют собой усовершенствованный вариант токарно-револьверных станков и особенно подходят для длительных серийных производств.
Токарные автоматы могут быть одно- и многошпиндельные. Обычно одношпиндельные станки обеспечивают токарную обработку детали, которая удерживается в цанге или зажимается на передней бабке. Токарные автоматы с несколькими шпинделями обычно обеспечивают средства индексации заготовки для инструментов, установленных на различных шпинделях. Эти инструменты могут включать сверла, зенковки, расточные оправки и другие вращающиеся фрезы.Как одно-, так и многошпиндельная автоматика может быть выполнена как с вертикальной, так и с горизонтальной центровкой шпинделя.
Что касается процессов обработки на автоматическом токарном станке, то основными соображениями являются высокие скорости, необходимые для хорошей производительности, экономичность процесса резания и уравновешивание скоростей на различных этапах операции для получения желаемой скорости износ каждого режущего инструмента.
Одношпиндельные автоматические станки
Большинство одношпиндельных токарных автоматов предназначены для обработки деталей, находящихся между двумя центрами.Некоторые, однако, держат заготовку в патроне, цанге или специально разработанном приспособлении. Большинство из них имеют горизонтальные шпиндели. Обычный одношпиндельный токарный автомат состоит из шести основных компонентов: основания, станины и направляющих; бабка; рабочий шпиндель; передний инструментальный суппорт; задняя направляющая для инструмента.
Оснастка: Можно использовать любой из нескольких доступных держателей заготовок, которые подходят для конкретного применения, включая патроны, приводы планшайбы, цанги и специально разработанные приспособления. Патроны, если они используются, должны приводиться в действие силовым приводом, чтобы избежать потери времени на ручной приведение в действие патронов.
Державкиобычно имеют прорези для размещения и зажимы для удержания отдельных режущих инструментов в нужных местах. Собранные державки, в свою очередь, фиксируются шпонками и зажимаются в определенном месте на передних и задних суппортах.
Применения: Осевые и трансмиссионные валы, заготовки шестерен, приводы насосов и шестерни особенно хорошо подходят для обработки на одношпиндельных токарных автоматах. Фактически, практически любая обрабатываемая металлическая деталь, допускающая размер, которую можно зажимать, закреплять или перемещать между центрами, является потенциальным кандидатом для этого станка.Одношпиндельные токарные автоматы выполняют операции точения, торцевания, снятия фасок, обработки канавок и формовки и обычно используются для деталей с умеренной производительностью.
Одношпиндельные автоматические винторезные машины
Автоматические винтовые машины — это современные разработки более ранних машин, единственной функцией которых было производство винтов. Современные станки не только сохраняют возможности нарезания резьбы, но и способны выполнять все токарные операции. Эти станки производят широкий спектр деталей из пруткового материала, подаваемого через полый рабочий шпиндель.Некоторые машины приспособлены для производства деталей из катушек.
Одношпиндельные автоматические винторезные станки имеют горизонтальные полые шпиндели, совмещенные с трубками подачи материала. Большинство из них имеют кулачковое управление, но версии без бруса, иногда с ЧПУ или ЧПУ, более гибкие и быстро настраиваются, что делает их более подходящими для более коротких производственных циклов. Станки доступны в нескольких размерах и состоят из шести основных компонентов: основания, передней бабки, полого рабочего шпинделя, переднего суппорта инструмента, заднего суппорта инструмента и револьверной головки.
Скорость подачи и движение суппортов инструмента регулируются кулачками или гидравликой. Скорость шпинделя изменяется в соответствии с диаметром заготовки / материалом с помощью сменных шестерен в основании станка. Пруток автоматически подается к упору поворота или к упору револьверной головки после того, как каждая деталь завершена и отрезана. Цанга автоматически разблокируется при продвижении запаса.
Оснастка: Круглые, квадратные, шестигранные и другие цанги стандартной формы доступны в размерах, соответствующих размерам промышленных прутков.Специальные предложения также сделаны на заказ.
Области применения: Одношпиндельные автоматические винторезные станки используются для производства чрезвычайно широкого спектра мелких деталей, включая валы, пальцы, ручки, винты, болты и т. Д., Из любого обрабатываемого металла. Можно фрезеровать плоские поверхности и пазы и просверливать поперечные отверстия. Один оператор может управлять несколькими станками, количество которых зависит от частоты, необходимой для перезарядки прутка и регулировки или смены инструментов.
Многошпиндельные автоматические прутковые и зажимные станки
Обычные многошпиндельные автоматические прутковые и патронные станки имеют два основных преимущества по сравнению с одношпиндельными автоматами, которые сокращают время, необходимое для изготовления детали:
- Многошпиндельный станок выполняет работу на каждой из своих рабочих станций одновременно; также возможно выполнить разные операции над деталью в каждой позиции за одно и то же время.
- Максимальное время, необходимое для выполнения одной детали, — это время, необходимое для самого длинного реза, плюс время индексации, и в некоторых случаях самый длинный отрез может быть разбит на части. Например, просверленное отверстие, которое является самым длинным вырезом определенной детали, может быть выполнено в трех или более положениях.
Размеры деталей и сложность конструкции одинаково хорошо подходят для многошпиндельных или одношпиндельных станков. Более короткое время переналадки дает преимущество одношпиндельным станкам для коротких производственных циклов, но более короткое время обработки на единицу многошпиндельного станка делает его более экономичным для больших серий.
Вертикальные многошпиндельные автоматические патронные станки
Многошпиндельные вертикальные автоматические патронные станки производятся несколькими производителями станков разных размеров и моделей, от четырех до восьми шпинделей. Один производитель поставляет 16-шпиндельный станок, то есть на самом деле двойной шпиндель для каждой позиции 8-шпиндельного станка.
Эти машины занимают меньше места на полу, чем эквивалентные горизонтальные модели, и более гибки в применении.Однако они не принимают пруток. Некоторые другие преимущества заключаются в том, что их удобно загружать, эксплуатировать, настраивать или менять инструменты.
Токарные станки с компьютерным управлением
На самых современных токарных станках движение и управление станком и его компонентами осуществляется с помощью числового программного управления (ЧПУ). Эти токарные станки обычно оснащены одной или несколькими револьверными головками. Каждая револьверная головка оснащена множеством инструментов и выполняет несколько операций на разных поверхностях заготовки.
Эти машины высоко автоматизированы, операции повторяются, и они поддерживают желаемую точность. Они подходят для малых и средних объемов производства.
Джордж Шнайдер, младший CMfgE, является автором Cutting Tool Applications, справочника по материалам, принципам и конструкциям станков.