Рейсмусовые станки – принцип работы и правильная наладка…
В принцип работы рейсмуса заложена методология плоского строгания доски. Основным рабочим инструментом у рейсмусового станка является ножевой вал. Заготовки для обработки подаются на горизонтальный рабочий стол вручную или же вальцами, которые прижимают их к столу и тянут в область обработки. Материал строгается сверху ножиками, и, в итоге получаются детали, практически одинаковые по размеру. Многие рейсмусовые станки имеют автоматическую систему подачи заготовок с определенной скоростью, для того чтобы опрятно и точно снимать строго необходимый слой.
На сегодняшний день можно купить односторонний или же двусторонний рейсмус. У первых – присутствует один ножевой вал. В двусторонних моделях есть ещё и добавочный ножевой вал на рабочем столе. Перед обработкой деталей рейсмусом они должны быть уже подструганными в фуговальном станке. По конструкции, в принципе два станка весьма схожи между собой. Нередко двусторонний рейсмус и фуганку комбинируют в один механизм.
Традиционно на рейсмусовом станке строгают заготовки длиной чуть больше расстояния, что сформировалось между подающими вальцами, как на видео о рейсмусовом станке. В случае применения подкладных шаблонов (цулаги) можно строгать на рейсмусовом станке заготовки (щиты, бруски, доски) с непараллельными противоположными гранями. Поверхность данного шаблона должна наклоняется таким способом, чтобы при процедуре горизонтального строгания изделий можно было получить необходимую конусность.
В некоторых моделях рейсмусовых станков для удобства пользователя фирмами-изготовителями увеличена длина стола. Именно поэтому, брус имеет существенную площадь опоры, а изделия обрабатываются намного точнее. Для того чтобы заготовка по столу нормально скользила, в них делают особые канавки, сокращающие силу трения. Подобные модели ранее применялись преимущественно на производстве, а на данный момент эти принципы обширно внедряются и в любительские рейсмусовые агрегаты.
Одним из основных преимуществ рейсмусового станка выступает высокое качество обработанных поверхностей. Толщина получаемых деталей задается при помощи подъемного механизма, когда стол перемещается по отношению к ножевому валу вверх. Но стоит учитывать то, что при высокой скорости резания заготовок, а так же сравнительно большой глубине резания ухудшается качество обработанной поверхности. Именно поэтому, для того чтобы добиться гладкой поверхности, нужно делать финишные проходы при малой глубине и небольшой скорости вращения ножевого вала, если конечно же станком предусмотрена регулировка.
Рейсмусовый станок является одним из особенно высокопроизводительных деревообрабатывающих станков. Стоит один раз настроить размеры обрабатываемой заготовки при помощи линейки и подъемника, и вся партия изделий будет идентичной, в пределе допустимого показателя. На рейсмусовых станках вы можете обрабатывать детали с шириной до 1250 миллиметров и с толщиной 5 — 160 миллиметров, кроме особых станков, предназначенных для строго определенных видов работ.
О наладке рейсмусового станка
Рейсмусовые станки перед работой должны быть тщательно налажены. Фактически любая неточность наладки спровоцирует дефекты обработки или же приведет к уменьшению эффективности станка. Чаще всего наблюдаются следующие упущения в наладке рейсмусов:
Перекос на рабочем столе.
Строгаемая поверхность не будет получаться параллельной фугованной стороне.
Рифленый валик располагается весьма низко и нажимает слишком сильно на поверхность деталей при малой глубине строгания.
Строганные поверхности получаются с поперечными вмятинами.
Нижние валики подачи размещаются над уровнем стола выше, чем необходимо, на 0,1-0,2 миллиметра.
В результате этого имеет место вибрация обрабатываемого изделия под ударами ножиков, а более тонкие детали прогибаются. Строгание выходит непрямолинейным, а так же не таким гладким, концы изделий больше прострагиваются.
Задняя нажимная колодка на обрабатываемую деталь давит.
По этой причине изделие при выходе из передних подающих валиков благодаря уменьшению силы подачи останавливается. Поскольку ножи будут продолжать вращаться, строгается на поверхности детали одно место, то в результате здесь появляется желобок во всю ширину строгания.
Вообще желобки формируются при всякой, даже наиболее короткой остановке изделия. Остановки достаточно часто случаются во время, когда детали поступают в задние валики. Это случается при весьма низком размещении верхнего заднего валика, а так же при его слишком большом нажиме на материал. Причинами кратковременной задержки или же остановки детали бывают: недостаточный нажим на изделие подающих валиков, слишком высокое расположение нижних валиков, сильное засорение стола при обработке сосновых деталей смолой.
Стружка попадает под задний гладкий валик из-за неправильного монтажа накидного козырька или же неисправностей эксгаустера.
По этим причинам на строганной поверхности появляются вмятины, иногда задержка детали.
Именно поэтому, при наладке рейсмусового станка необходимо помнить, что при существенном заполнении стола, например, при строгании широкого щита или же одновременной подаче изделий во всю ширину рабочего стола, повышенным должно быть давление подающих вальцов, так как в этих случаях сопротивление резанию существенно возрастает. При строгании узких деталей или же при маленьком заполнении стола необходимо уменьшить давление подающих вальцов, для того чтобы избежать смятия дерева.
В заключение…
К особенно распространенным в деревообрабатывающем деле относятся фуговальные, фрезерные, строгальные и рейсмусовые станки, которые предназначаются для плоскостного, объемного и профильного фрезерования прямо- , а также криволинейных заготовок из массивного дерева и древесных материалов, для нарезания проушин и шипов в брусках дверных коробок, оконных блоков.
Рейсмусовый фуговальный станок — обзор, назначение и виды фуговально-рейсмусовых станков
Для промышленной обработки материалов используется самое разное оборудование. Другими словами, прежде чем обрести законченный товарный вид, материал проходит несколько стадий.
Фуговально-рейсмусовый станок
После того, как доски прошли начальную обработку, они поступают для раскроя на фуговально рейсмусовый станок. Его задача состоит в том, чтобы убрать с заготовки все неровности. Станок представляет собой станину и рабочий стол. На одну часть заготовку подаются, другая выступает в роли принимающей.
Между двумя частями находится ножевой вал. Процес выглядит следующим образом:
- Заготовка попадает на станок и двигается вперед
- Подача может осуществляться автоматически либо при помощи работника
- Ножи вращаются за счет двигателя, за счет чего и происходит очищение поверхности заготовки.
 Ножей в станке фуговальном как минимум три. Чем больше ножей, тем выше тщательность обработки.
Ножей в станке фуговальном как минимум три. Чем больше ножей, тем выше тщательность обработки.
 Ножей в станке фуговальном как минимум три. Чем больше ножей, тем выше тщательность обработки.
Ножей в станке фуговальном как минимум три. Чем больше ножей, тем выше тщательность обработки.Фуговально рейсмусовый станок отличается от обычного строгального тем, что позволяет срезать материал на заданную глубину. Как правило, нож у рейсмусового станка расположен над столом. Есть также разновидности станков с расположением ножевого вала вверху и внизу.
На корпусе станка находится линейка, которая дает возможность выставлять нож по высоте.
Важно: Рейсмусовый фуговальный станок позволяет осуществлять две операции сразу, поэтому в условиях промышленной обработки (да и бытовой иногда) выгоднее приобретать именно такой тип оборудования.
Фуговально рейсмусовый станок может быть выгоден как на строительстве многоэтажного дома, так и при возведении небольшого сооружения. Как известно, во всех случаях требуется в определенных объемах пиломатериал. Последний, при наличии фуговального станка, может быть и не самого лучшего качества (зато намного дешевле).
Как правило, в комплект входят подставка или верстак, чтобы оборудование можно было хорошо закрепить.
Виды станков
Фуговально рейсмусовый станок корвет представляет собой единую систему для строгания и рейсмусовой обработки. У него мощный двигатель асинхронного типа, который защищен от перегрузок посредством ременной передачи. К тому же имеет низкий уровень шума.
Если произошло временное отключение от сети питания, самопроизвольное начало работы исключено за счет наличия магнитного пускателя. Уменьшению трения с заготовкой способствуют литые чугунные столы со шлифованной поверхностью.
Базовую поверхность заготовок удобно выравнивать, потому что рабочие и приемные столы имеют достаточно комфортную длину. Обеспечен быстрый переход от одного режима к другому (рейсмус/строгание и наоборот). Для каждого из них существуют два рабочих положения у патрубка.
Вибрации во время работы не происходит.
Фуговально рейсмусовый станок metabo также имеет ряд неоспоримых достоинств:
- Выключатель с поворотным блоком
- Стационарная надежная конструкция с покрытием порошкового типа
- Столы из чугуна повышенной износостойкости
- Механизм подачи с возможностью отключения
- Простой способ переоборудовать рейсмусовый станок для фуговальных работ, инструмент при этом не нужен
- Высокий уровень безопасности, в том числе и по древесной пыли
- Наличие приводной рукоятки для комфортной установки высоты
- Специальный нож с двойным клинком
- Улучшенное качество обработки
- Разнообразие комплектаций
- Прочный корпус, устойчивый, отсутствие вибрации
- Валики оптимальной конструкции
- Гальваническое оцинкование надежно защищает валы и винтовые соединения от ржавчины
Фуговально-рейсмусовые станки | Griggio Centre
Обработка гладких поверхностей до идеального состояния при минимальных потерях материала требует максимально точной и качественной настройки техники, высокого уровня изготовления каждого компонента. Именно такими показателями отличается оборудование от ведущего итальянского производителя. Обработка обеспечивается на профессиональном уровне, поэтому обладая даже отдельным образцом такого станка, клиенты могут изготавливать мебель высочайшего качества с минимальными затратами. Всесторонняя оптимизация производственных процессов, а также налаженные связи на всех этапах поставки способствовали тому, что цена на фуговально-рейсмусовый станок сегодня доступна для каждого.
Именно такими показателями отличается оборудование от ведущего итальянского производителя. Обработка обеспечивается на профессиональном уровне, поэтому обладая даже отдельным образцом такого станка, клиенты могут изготавливать мебель высочайшего качества с минимальными затратами. Всесторонняя оптимизация производственных процессов, а также налаженные связи на всех этапах поставки способствовали тому, что цена на фуговально-рейсмусовый станок сегодня доступна для каждого.
Особенности фуговально-рейсмусовых станков
Основным предназначением техники является плоскостное строгание с одной стороны в заданный размер. Толщина регулируется в широком диапазоне, обеспечивается предварительная обработка плоскости. Мощная сварная станина станка благодаря коробчатой конструкции сочетает в себе надежность, стабильность и сравнительно небольшой вес. В силу особенности конструкции, внимательного и ответственного изготовления каждого элемента, тщательного инженерного расчета их синергии, клиентам становится доступна высокоточная обработка материала. Идеально гладкие поверхности, продуманные схемы перемещения и фиксации элементов и панелей обеспечивают простую регулировку при высоком уровне результата. Фуговально-рейсмусовый станок легко трансформируется для выполнения полного набора заложенных в него функций, что позволяет перейти от одного типа деятельности к другому в считанные минуты.
Идеально гладкие поверхности, продуманные схемы перемещения и фиксации элементов и панелей обеспечивают простую регулировку при высоком уровне результата. Фуговально-рейсмусовый станок легко трансформируется для выполнения полного набора заложенных в него функций, что позволяет перейти от одного типа деятельности к другому в считанные минуты.
У нас можно купить фуговально-рейсмусовый станок по лучшей цене
Качественное оборудование от одного из старейших производителей не только в Италии, но и в мире уже получило широчайшее признание, в том числе и в нашей стране. Единственным вопросом при оснащении собственного производства или цеха долгое время оставалась достаточно высокая цена доставки и транспортировки, обусловленная длинными и неоптимизированными цепями поставки. Обращение к профильному представителю, который непосредственно работают в тесной связи с производителем, исключает все негативные аспекты приобретения высококачественной зарубежной техники. Это позволяет купить фуговально-рейсмусовый станок по максимально умеренным расценкам, обеспечить оперативную доставку во всем регионе. Наш коллектив стремится предоставить заказчиком тот уровень обслуживания, который соответствует стандартам итальянского производителя, поэтому мы предлагаем полные гарантии качества и надежности техники, оперативную обработку и реализацию заказов любого масштаба.
Наш коллектив стремится предоставить заказчиком тот уровень обслуживания, который соответствует стандартам итальянского производителя, поэтому мы предлагаем полные гарантии качества и надежности техники, оперативную обработку и реализацию заказов любого масштаба.
Станок рейсмусовый СР 6-9 БУ
Рейсмусовый станок ср6-9 является наиболее распространненым рейсмусом на всей территории бывшего Советского Союза. Если рассмотреть все рейсмусовые станки, выпускаемые на просторах бывшего СССР, то можно сказать что данная модель является лучшей не только среди рейсмусов, выпускаемых Ставропольским заводом «Красный металлист», но и других заводов страны, выпускающих рейсмусовые станки. Чем же примечательна данная модель?
Станок выполнен из двух цельнолитых чугунных частей нижней (основной) и верхней. Масса станка составляет около 1,5 т. Большая масса хорошо гасит вибрации и обеспечивает высокую чистоту строгания. В нижней части смонтирован двигатель привода строгального вала, механизм подачи заготовки, электрический шкаф. В верхней части рабочий строгальный вал, подающий и приемный вал подачи заготовки, воронка для подключения вытяжного устройства для отвода стружки. Верхний прижимной вал подачи выполнен секционным — такая конструкция обеспечивает возможность одновременной строжки нескольких заготовок.Рабочий стол оборудован роликами, обеспечивающими легкость движения заготовки по столу. Подъем-опускание роликов относительно уровня стола осуществляется с помощью рычага, выведенного с лицевой стороны станка. Ножевой вал имеет 4 ножа. Подъем стола осуществляется электрическим приводом, имеется так же ручная доводка положения стола. На станке установлено 2 двигателя. Один работает на главный вал, а другой осуществляет привод подачи заготовки и подъем-опускание стола. Использование одного двигателя и на подачу и на подъем не самое удачное решение в данном рейсмусе. Переключение движения двигателя с подъема стола на подачу заготовки осуществляется при помощи подачи питания на обмотки электромагнитных муфт, установленных в редукторе.
В верхней части рабочий строгальный вал, подающий и приемный вал подачи заготовки, воронка для подключения вытяжного устройства для отвода стружки. Верхний прижимной вал подачи выполнен секционным — такая конструкция обеспечивает возможность одновременной строжки нескольких заготовок.Рабочий стол оборудован роликами, обеспечивающими легкость движения заготовки по столу. Подъем-опускание роликов относительно уровня стола осуществляется с помощью рычага, выведенного с лицевой стороны станка. Ножевой вал имеет 4 ножа. Подъем стола осуществляется электрическим приводом, имеется так же ручная доводка положения стола. На станке установлено 2 двигателя. Один работает на главный вал, а другой осуществляет привод подачи заготовки и подъем-опускание стола. Использование одного двигателя и на подачу и на подъем не самое удачное решение в данном рейсмусе. Переключение движения двигателя с подъема стола на подачу заготовки осуществляется при помощи подачи питания на обмотки электромагнитных муфт, установленных в редукторе. Сам узел подачи питания на муфты, расположенные в редукторе (находящиеся к тому же в масле) не добавляет надежности узлу в целом. Токосъемник имеет постоянный электрический контакт с вращающимися кольцами, находящимися в редукторе. К тому же для обеспечения данного конструктивного решения усложнена электрическая схема управления станком в целом, что так же не добавляет надежности данному решению. Как показывает опыт зачастую эти рейсмусы эксплуатируются в небольших организациях, не имеющих возможности квалифицировано обслуживать электрику и механику таких решений. Поэтому подъем-опускание в рейсмусах СР6-9, обделенных квалифицированным обслуживанием зачастую работает только «от ручки». Узел изменения скорости подачи – вариатор хорошо отработанная конструкция, используемая в рейсмусах СР3-6, обеспечивает изменение скорости от 8 до 24 м/мин. Высокая ремонтопригодность рабочего вала (простота замены подшипников) немаловажная особенность данной конструкции.
Сам узел подачи питания на муфты, расположенные в редукторе (находящиеся к тому же в масле) не добавляет надежности узлу в целом. Токосъемник имеет постоянный электрический контакт с вращающимися кольцами, находящимися в редукторе. К тому же для обеспечения данного конструктивного решения усложнена электрическая схема управления станком в целом, что так же не добавляет надежности данному решению. Как показывает опыт зачастую эти рейсмусы эксплуатируются в небольших организациях, не имеющих возможности квалифицировано обслуживать электрику и механику таких решений. Поэтому подъем-опускание в рейсмусах СР6-9, обделенных квалифицированным обслуживанием зачастую работает только «от ручки». Узел изменения скорости подачи – вариатор хорошо отработанная конструкция, используемая в рейсмусах СР3-6, обеспечивает изменение скорости от 8 до 24 м/мин. Высокая ремонтопригодность рабочего вала (простота замены подшипников) немаловажная особенность данной конструкции.
В настоящее время данная модель рейсмуса уже не выпускается. Подводя итог все таки можно сказать что Станок рейсмусовый СР6-9 это лучший станок из представленных на Российском рынке вторичного оборудования.
Подводя итог все таки можно сказать что Станок рейсмусовый СР6-9 это лучший станок из представленных на Российском рынке вторичного оборудования.
Размеры обрабатываемой заготовки, мм | — ширина 630 |
— толщина 5÷200 | |
— длина не менее 400 | |
Наибольшая толщина снимаемого слоя, мм | 5 |
Количество ножей, шт. | 4 |
Диаметр ножевого вала, мм | 128 |
Скорость подачи, м/мин (бесступенчатая) | 8-24 |
Скорость мех-го перемещение стола, м/мин | 0,1…. |
Необходимое кол-во воздуха для отвода стружки, м3/час | 1800 |
Частота вращения вала, об/мин | 4570 |
Суммарная мощность эл/двигателей, кВт | 8,6 |
Габариты, мм | 1130х1360х1260 |
Масса СР 6-9, кг | 1680 |
 .0,28
.0,28Рейсмусовые станки
Если вы владеете предприятием по деревообработке или компанией по изготовлению мебели, конечно, вам требуется оборудование, которое могло бы ускорить процесс работы и гарантировать качественный результат.
Такое оборудование существует – это продольно-фрезерные станки рейсмусового типа. На современном рынке это оборудование заслуживает отдельного внимания, как играющее ведущую роль в производстве мебели.
Станки рейсмусового типа представляют собой оборудование для обработки дерева, предназначенное для того, чтобы простругивать заготовки до заданной толщины. Станок оборудован специальным ножевым валом. Деревянная заготовка размещается на горизонтальном рабочем столе. Ножи изготавливаются из стали высокого качества, поэтому станок может бесперебойно функционировать в течение длительного времени.
Есть два вида рейсмусовых станков:
- односторонние. Имеют один ножевой вал, который снимает материал сверху заготовки;
- двусторонние. Оборудованы дополнительным ножевым валом, расположенным на рабочем столе.
Заготовка базируется по рабочему столу. В случае необходимости для этого используются дополнительно боковые ролики или планка. Удерживается заготовка вальцами, подается либо вручную, либо с помощью вальцов.
Фуговальные станки и двусторонние рейсмусовые станки сходны между собой по конструкции, поэтому их часто комбинируют в фуговально-рейсмусовый станок.
Преимущества рейсмусовых станков перед другими способами обработки:
- Оперативность работы. Быстрая и мобильная чистовая обработка пиломатериалов. Важное условие – использование только идеально просушенной в специальном цеху древесины.
- Это многофункциональное оборудование. Работая на рейсмусовом станке, можно изготавливать деревянные заготовки различных размеров, в зависимости от требований к толщине изделия.
- Надежность станков обеспечивается устойчивостью к внешним воздействиям. Оборудование не боится сырости, прямого солнечного света.
- Станок обеспечивает стопроцентно точную калибровку изделия, не оставляет шероховатостей и других дефектов.
Приобретая рейсмусовый станок в «АСТехнологии», вы можете быть уверены, что точно не прогадаете. Это новое, современное и модернизированное оборудование, которое улучшит работу вашего предприятия.
СР-6-9 Станок рейсмусовый (рейсмус).
 Паспорт, схемы, описание, характеристики
Паспорт, схемы, описание, характеристикиСведения о производителе рейсмусового станка
СР-6-9Производителем рейсмусового деревообрабатывающего станка СР 6-9 является Ставропольский Станкостроительный завод Красный Металлист, — который с 1932 года специализировался на производстве деревообрабатывающих станков. Завод был основан в 1902 году и расположен в городе Ставрополь.
Станки, выпускаемые Ставропольским станкостроительным заводом Красный Металлист
СР 6-9 Станок рейсмусовый односторонний. Назначение, область применения
Рейсмусовый станок СР-6-9 принадлежит модельнову ряду рейсмусовых станков, выпущенных заводом «Красный Металлист» в середине восьмидесятых, а именно: СР3-6 (300 мм), СР6-9 (600 мм), СР8-1 (800 мм).
Рейсмусовый односторонний станок СР-6-9 предназначен для продольного, одностороннего строгания в размер по толщине от 5 до 200 мм поверхностей плоских заготовок шириной до 630 мм, из древесины хвойных и лиственных пород с влажностью не более 15%. Станок СР-6-9 относится к универсальному оборудованию и применяется в серийном и мелкосерийном производстве столярных изделий в строительной отрасли, мебельной, судостроении, вагоностроении.
Станок СР-6-9 относится к универсальному оборудованию и применяется в серийном и мелкосерийном производстве столярных изделий в строительной отрасли, мебельной, судостроении, вагоностроении.
Рейсмусовый станок СР-6-9 служит для плоского строгания (фрезерования) досок, брусьев или щитов в размер по толщине. Применяется на предприятиях и в цехах по производству столярно-строительных изделий, клееных щитов, производствк мебели, деревянного домостроения и в др. деревообрабатывающих производствах.
Обработка заготовок производится 4- ножевым валом цилиндрической формы с клиновым закреплением ножей в корпусе вала. Перед ножевым валом установлен специальный прижим для подпора волокон древесины в зоне резания и устранения заколов на обрабатываемой поверхности.
Стол, по которому подаются заготовки, литой жёсткой конструкции, оборудован поддерживающими вальцами для уменьшения трения при перемещении обрабатываемого материала.
Подъем и опускание стола по высоте в зависимости от толщины обрабатываемого материала производится механически от отдельного электродвигателя или вручную маховиком с последующей фиксацией, исключающей самопроизвольное опускание стола.
Нижняя (базовая) поверхность заготовки должна быть обработана на фуговальном станке. Отклонение базовой пласти заготовки не должно превышать 0,15 мм на длине 1000 мм.
Подача заготовки — механическая. Устройство подачи приводится в движение от двигателя через редуктор.
Помещение, где устанавливается станок, должно соответствовать требованиям класса П-IIа по ПУЭ-98.
Климатическое исполнение и категория размещения станка — УХЛ4.2, категория условий хранения — 2 по ГОСТ15150-69.
Отличительные особенности рейсмусового станка СР 6-9:
- Станок имеет литую станину, что зачительно увеличивает ее жесткость;
- Подъем и опускание стола по высоте производится механически от отдельного электродвигателя или вручную с последующей фиксацией, исключающей самопроизвольное опускание стола;
- Станок имеет три приводных вальца, что значительно улучшает тяговую способность механизма подачи;
- Стол оборудован поддерживающими вальцами в том числе задним приводным для повышения надежности подачи при перемещении заготовки;
- Передний подающий валец выполнен секционным, что позволяет одновременную обработку нескольких заготовок с разницей по толщине до 4 мм;
- Обработка заготовок производится 4-х ножевым валом цилиндрической формы с клиновым закреплением ножей в корпусе;
- Станок оснащен автоматическим тормозным устройством ножевого вала для безопасности работы;
- Перед ножевым валом установлен специальный литой прижим для подпора волокон древесины в зоне резания и устранения заколов на обрабатываемой поверхности;
- Когтевая защита со стороны загрузки, предотвращающая обратное выбрасывание заготовки в процессе обработки;
- Электроблокировка, исключающая возможность включения станка при открытом ограждении.

СР-6-9 Общий вид рейсмусового станка
Фото рейсмусового станка СР 6-9
Фото рейсмусового станка СР 6-9
Фото рейсмусового станка СР 6-9
Расположение составных частей и органов управления рейсмусовым станком СР-6-9
Расположение составных частей станка СР 6-9. Рис. 3
Расположение составных частей и органов управления станком СР-6-9. Смотреть в увеличенном масштабе
Расположение органов управления станком СР 6-9. Рис. 4
Расположение составных частей и органов управления станком СР-6-9. Смотреть в увеличенном масштабе
Расположение органов управления станком СР 6-9. Рис. 5
Расположение органов управления станком СР 6-9. Рис. 6
Расположение составных частей и органов управления станком СР-6-9. Смотреть в увеличенном масштабе
Расположение составных частей рейсмусового станка СР 6-9
- Станина — СР6-9. 10.000 — Рис. 3, поз. 1
- Стол — СР6-9.12.000 — Рис 3, поз. 2
- Валец подающий (передний) — СР6-9.22.000 — Рис. 4, поз. 21, Рис. 10
- Прижимы — СР6-9.24.000 — Рис. 4, поз. 20, Рис 9
- Вал ножевой — CP6-9.25.000 — Рис. 4, поз. 19, Рис. 8
- Валец подающий (задний) — СР6-9.28.000 — Рис. 4, поз. 22, Рис. 11
- Привод подачи — СР6-9.30.000 — Рис. 3, поз. 3, Рис 12
- Завеса звукопоглощающая — СР6-9.78.000 — Рис. 13*
- Электрооборудование — СР6-9.80.000 — Рис. 3, поз. 62
 10.000 — Рис. 3, поз. 1
10.000 — Рис. 3, поз. 1Расположение органов управления рейсмусовым станком СР 6-9
- Указатель нагрузки
- Световой указатель о наличии напряжения
- Кнопка «Пуск» ножевого вала
- Кнопка «Вверх» перемещения стола
- Кнопка «Вниз» перемещения стола
- Кнопка «Пуск» подачи
- Кнопка «Стоп» общая
- Кнопка «Стоп» общая
- Выключатель местного освещения
- Вводный выключатель
- Маховичок ручного перемещения стола
- Маховичок регулировки скорости подачи
- Рукоятка механического зажима стола
- Рукоятка перемещения вальцов стола
Схема кинематическая рейсмусового станка СР-6-9
Кинематическая cхема рейсмусового станка СР 6-9
Схема кинематическая рейсмусового станка СР-6-9. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Кинематические цепи станка осуществляют следующие движения:
- Вращение ножевого вала
- Вращение подающих вальцов
- Механическое и ручное перемещение стола вверх-вниз
- Ручная настройка скорости подачи
- Ручной зажим стола
На рисунке изображена кинематическая схема одностороннего рейсмусового станка СР 6-9. Ножевой вал 35 приводится во вращение от электродвигателя 1 через клиноременную передачу со шкивами 2 и 3. Торможение вала осуществляется тормозом 36.
Механизм подачи — трехвальцовый. Привод верхних подающих вальцов 37 и 39 и заднего нижнего вальца 42 осуществляется от двухскоростного электродвигателя 4, соединительной муфты и редуктора, смонтированных на одной плите. В редукторе расположены две электромагнитные муфты 40 и 41, с помощью которых включаются ступени редуктора с разным передаточным отношением.
При включении муфты 40 вращение на вальцы поступает через зубчатые передачи 5—7, 9—10, 11—12, 13—14, 15—16 и цепную передачу со звездочками 17—21. При включении муфты 41 вращение передается через шестерни 6—8, а далее по той же кинематической цепи.
При включении муфты 41 вращение передается через шестерни 6—8, а далее по той же кинематической цепи.
Установка необходимой скорости подачи производится двумя переключателями (для муфт и двигателя) по таблице настройки, где для каждой скорости указано соответствующее положение переключателей. Четыре значения скорости подачи в диапазоне 8… 24 м/мин вполне удовлетворяют потребителей, а упрощение кинематической цепи привода подачи повышает надежность станка.
Стол 38 станка имеет настроечное вертикальное перемещение по направляющим. Вращение от электродвигателя 34 через ременную передачу 28—29, червячный редуктор 30, цепную передачу 31—32, конические зубчатые передачи 23—24 и 26—27 поступает на две винтовые пары 22 и 25. Стол движется вверх и вниз только при непрерывном нажиме на кнопку. Для предотвращения поломки механизма подъема служит предохранительная муфта 33. Ручное перемещение стола осуществляется маховичком 43 через зубчатую муфту 44.
Фиксация стола в заданном положении производится вручную поворотом рукоятки, которая через эксцентрик и шток зажимает направляющую стола.
Общая компановка рейсмусового станка СР-6-9. Описание основных сборочных единиц
Станина станка СР-6-9. См. рис. 3, 4, 5, 6
Станина 1 станка представляет жесткую цельнолитую коробку. Внутри станины, в центральной нише передней части станка, установлен бесступенчатый привод подающих вальцов и перемещения стола 2.
Регулирование скорости подачи осуществляется при помощи маховичка 16, расположенного в левой части станины. В левой нише станины расположен электрошкаф. В правой нише станины размещены цепная передача 41 привода подающих вальцов и клиноременная передача 46 привода ножевого вала.
Верхний блок станка
Верхняя часть станка 4 (см. рис. 3) выполнена блочной конструкцией, в которой размещены (см. рис. 4): когтевая защита 23, вальцы подающие — передний 21 и задний 22, вал ножевой 19, прижимы 20, траверса 24 фуговального приспособления. В левой передней нише блока размещено электрооборудование пульта управления станком. В левой боковой нише блока размещено тормозное устройство ножевого вала, в правой нише — цепная передача верхних подающих вальцов и клиноременная передача привода ножевого вала.
В левой передней нише блока размещено электрооборудование пульта управления станком. В левой боковой нише блока размещено тормозное устройство ножевого вала, в правой нише — цепная передача верхних подающих вальцов и клиноременная передача привода ножевого вала.
Стол рейсмусового станка СР-6-9
Стол рейсмусового станка СР 6-9. Рис. 7
Стол рейсмусового станка СР-6-9. Смотреть в увеличенном масштабе
Стол 1 — чугунный, прямоугольной формы с направляющими 2 и 3. В столе расположены два гладких вальца 4 и 5. Валец 5 — приводной. Вальцы смонтированы на качающихся кронштейнах 6. Выставка вальцов по высоте относительно рабочей поверхности стола производится эксцентриковым механизмом 7, поворотом рукоятки 8.
Фиксация стола в заданном положении производится эксцентриковым зажимом поворотом рукоятки 9.
Механизм перемещения стола
Механизм механического перемещения стола состоит из привода 3 (см. рис. 3), цепной передачи 44 (рис. 5), распределительного вала IX (см. рис. 2), конических передач 23—24, 26—27 передач винт. — гайка X—25, XI—28.
5), распределительного вала IX (см. рис. 2), конических передач 23—24, 26—27 передач винт. — гайка X—25, XI—28.
Ручное перемещение стола осуществляется маховичком 15 (см. рис. 3), через кулачковую муфту 60 (см. рис. 6), цепную передачу 59. Для включения муфты необходимо нажать на маховичок в осевом направлении.
Вал ножевой рейсмусового станка СР-6-9
Вал ножевой рейсмусового станка СР-6-9. Рис. 8
Вал ножевой рейсмусового станка СР-6-9. Смотреть в увеличенном масштабе
Корпус ножевого вала 1 цилиндрической формы имеет четыре паза, размещенные параллельно оси вала, в которые устанавливаются прямые ножи — 7. Крепление ножей производится клиньями 6 и винтами 5. Выставка ножей осуществляется винтами 8 через гайки 9. Корпус ножевого вала монтируется на шарикоподшипниках 2, размещенных в цилиндрических опорах 3 и 4. На станке ножевой вал устанавливается в расточках блока 4 (см. рис. 3). Вращение ножевого вала осуществляется от электродвигателя 47 (см. рис. 5) клиноременной передачей 46. Электродвигатель установлен на качающейся плите 49.
рис. 5) клиноременной передачей 46. Электродвигатель установлен на качающейся плите 49.
Прижимы и схема установки по высоте подающих вальцов, прижимов и когтевой защиты рейсмусового станка СР-6-9
Прижимы рейсмусового станка СР 6-9. Рис. 9
Передний прижим 1 служит для создания подпора волокон древесины в месте выхода ножа из материала и предупреждения заколов.
Передний прижим — секционный. Прижимная губка переднего прижима состоит из узких секций. Давление каждой секции осуществляется пружиной 3. Все секции размещаются на оси 4.
Задний прижим представляет собой сплошную балку. Передний и задний, прижимы монтируются на щеках 5 и 6 и имеют возможность поворачиваться на фланцах ножевого вала относительно его оси.
Механизм подачи рейсмусового станка СР-6-9
Валец подающий передний рейсмусового станка СР 6-9. Рис. 10
Валец подающий передний рейсмусового станка СР 6-9. Смотреть в увеличенном масштабе
Механизм подачи станка — вальцовый. Верхние подающие вальцы размещены в блоке станка и состоят из переднего секционного 21 и заднего гладкого 22 вальцов (см. рис. 4).
Верхние подающие вальцы размещены в блоке станка и состоят из переднего секционного 21 и заднего гладкого 22 вальцов (см. рис. 4).
Нижние вальцы — гладкие и установлены в столе (см. рис. 7).
Секции 1 (рис. 10) переднего подающего вальца монтируются на валу 2. Вал 2 вращается на шарикоподшипниках 3, установленных в кронштейнах 4 и 5. Кронштейн 4 качается на промежуточной втулке 6, установленной в блоке станка, кронштейн 5 — на втулке 7, смонтированной в щеке 8. На валу 2 имеются продольные прорези — канавки, в которых размещаются упорные планки секционных колец 1.
Когтевая защита 10 установлена на оси 11. Подъем когтевой защиты производится поворотом оси 11. Пружина 12 возвращает когтевую защиту 10 в рабочее положение.
Валец подающий задниий рейсмусового станка СР 6-9. Рис. 11
Валец подающий задниий рейсмусового станка СР 6-9. Смотреть в увеличенном масштабе
Задний подающий валец I (см. рис. 11) выполнен гладким и вращается на шарикоподшипниках 2, установленных в кронштейнах 3 и 4. Кронштейн 4 жестко связан с осью 5, которая одним концом опирается» во втулке 6, установленной в щеке 7, другим — во втулке 8, установленной в блоке станка.
Кронштейн 4 жестко связан с осью 5, которая одним концом опирается» во втулке 6, установленной в щеке 7, другим — во втулке 8, установленной в блоке станка.
Прижим верхних подающих вальцов к заготовке осуществляется тягами 27 и 32 (см. рис. 4), усилие прижима регулируется винтом 30 и гайками 33, сжимающие пружины 29 и 34.
Вращение подающих вальцов и перемещение стола вверх и вниз осуществляется от бесступенчатого привода подачи 3 (см. рис. 3), через цепные передачи 41 и 44 (см. рис. 5).
Привод подачи рейсмусового станка СР-6-9
Привод подачи рейсмусового станка СР-6-10. Рис. 12
Привод подачи рейсмусового станка СР-6. Смотреть в увеличенном масштабе
Бесступенчатый привод подачи состоит из электродвигателя 1, механического вариатора 2, редуктора 3, смонтированных на одной плите 23.
От электродвигателя 1 через муфту 24, конусный диск 4 вращение передается валу 5. Далее через зубчатые передачи 6, 7, 8, 9 и 12 вращение передается валу 10 и от звездочки 13 — цепной передаче 41. При включении электромагнитных муфт 14 или 18 вращение от вала 16 и звездочки 17 передается цепной передаче 44 — происходит перемещение стола вверх или вниз. Изменение частоты вращения привода (т. е. получение, необходимой скорости подачи) достигается перемещением конусного диска 4 относительно контактного кольца 20. Перемещение осуществляется маховичком 16 (см. рис. 3).
При включении электромагнитных муфт 14 или 18 вращение от вала 16 и звездочки 17 передается цепной передаче 44 — происходит перемещение стола вверх или вниз. Изменение частоты вращения привода (т. е. получение, необходимой скорости подачи) достигается перемещением конусного диска 4 относительно контактного кольца 20. Перемещение осуществляется маховичком 16 (см. рис. 3).
Завеса звукопоглощающая рейсмусового станка СР-6-9
Для снижения уровня звука спереди и сзади станка устанавливается звукопоглощающая завеса, передняя и задняя подвижные стенки.
Завесы крепятся к блоку винтами 1. В передней завесе установлены подвижные секторы. Внутренние стенки завесы облицованы звукопоглощающим материалом. В задней завесе установлена штора из звукопоглощающего материала.
Передние и задние подвижные стенки крепятся к столу винтами 2.
Принадлежности к станку
В комплект поставки станка входят:
Фиксатор
Приспособление предназначено для стопорения ножевого вала при смене ножей (см. рис. 14). Приспособление состоит из корпуса 1, винта 2, штока 3, пружины 4. Смена ножей производится только при зафиксированном ножевом вале. Для этого приспособление устанавливается на правой щеке переднего прижима, и крепится винтом 2. После закрепления фиксатора на щеке прижима, осторожно поворачивая ножевой вал, опустить стопор 4 фиксатора в один из четырех пазов ножевого вала. Смена ножей производится последовательно при зафиксированном ножевом вале.
рис. 14). Приспособление состоит из корпуса 1, винта 2, штока 3, пружины 4. Смена ножей производится только при зафиксированном ножевом вале. Для этого приспособление устанавливается на правой щеке переднего прижима, и крепится винтом 2. После закрепления фиксатора на щеке прижима, осторожно поворачивая ножевой вал, опустить стопор 4 фиксатора в один из четырех пазов ножевого вала. Смена ножей производится последовательно при зафиксированном ножевом вале.
После смены ножей фиксатор необходимо снять со станка.
Приспособление заточное
Для заточки ножей, установленных на ножевом вале станка, служит заточное приспособление. Все вопросы, касающиеся его эксплуатации и работы, см. в руководстве по эксплуатации заточного приспособления.
Приспособление фуговальное
Приспособление фуговальное предназначено для доводки лезвий заточных ножей мелкозернистым абразивом с целью повышения качества режущей поверхности.
При вращении головки нониусного устройства 6 по часовой стрелке или против часовой стрелки происходит перемещение пиноли 2 со шлифовальным бруском 5 относительно корпуса 1. Величина перемещения фиксируется делением нониусного устройства. Цена деления 0,1 мм.
Величина перемещения фиксируется делением нониусного устройства. Цена деления 0,1 мм.
Приспособление контрольное рейсмусового станка СР-6-9
Приспособление контрольное рейсмусового станка СР-6-9
Приспособление контрольное предназначено для установки режущих кромок ножей относительно оси вращения ножевого вала на диаметр резания 128 ± 0,05 мм.
Приспособление состоит из корпуса (1), индикатора часового типа (2) и наконечника (3).
При установке приспособления на корпус ножевого вала происходит контакт наконечника с лезвием ножа. Разность показаний индикатора в крайних точках не должна превышать 0,05 мм.
Электрооборудование станка рейсмусового одностороннего СР-6-9
Расположение электрооборудования на рейсмусовом станке СР 6-9 Рис. 16
Электрооборудование станка. Общие сведения
Электрооборудование одностороннего рейсмусового станка СР6-9 (рис. 16) содержит:
- Ml — электродвигатель привода ножевого вала;
- М2 — электродвигатель привода подачи и перемещения стола;
- Эм1 — тормозной электромагнит привода ножевого вала;
- Эм2, Эм3 — электромагнитные муфты перемещения стола;
- Эм4 — тормозная электромагнитная муфта перемещения стола;
- Аппаратура управления, сигнализация — расположенная в пульте управления и нише электрошкафа
На станке применяются следующие величины напряжений:
- силовая цепь 50 Гц, 380 В;
- цепь управления 50 Гц, 110 В;
- цепь сигнализации 50 Гц, 24 В.
- цепь питания электромагнитных муфт = 24 В.

Схема электрическая принципиальная рейсмусового станка СР 6-9 Рис. 17
Схема электрическая принципиальная СР-6-9. Смотреть в увеличенном масштабе
Описание работы электросхемы
Перечень элементов к электросхеме (см. табл. 6). Перед включением станка необходимо открыть дверь электрошкафа и проверить состояние выключателя В2 и предохранителей Пр1…Пр3, после чего закрыть дверь электрошкафа.
Напряжение на силовые цепи и цепи управления подается включением вводного выключателя В1. При этом на пульте управления должна загореться сигнальная лампа Л1 молочного цвета. Включение привода ножевого вала осуществляется кнопкой Кн5. При этом включается магнитный пускатель Р1, замыкая свои контакты в цепи питания электродвигателя ножевого вала. Отключается привод ножевого вала кнопкой Кн4 или Кн1.
Привод ножевого вала невозможно включить при открытой эксгаустерной воронке или открытой боковой крышке (правой и левой). Блокировка осуществляется микровыключателями В4, В5, В6.
Блокировка осуществляется микровыключателями В4, В5, В6.
Привод подачи включается кнопкой Кн6 при включенном приводе ножевого вала. При этом включается магнитный пускатель Р2, замыкая свои контакты в цепи питания электродвигателя М2. Привод подачи нельзя включить, если не включен привод ножевого вала, благодаря наличию замыкающих контактов пускателя Р1 в цепи питания катушки пускателя Р2.
Перемещение стола производится включением кнопки Кн2 или Кн3 в толчковом режиме при отключенном приводе ножевого вала. При включенном приводе ножевого вала привод перемещения стола не включится, так как в его цепи имеется размыкающий контакт магнитного пускателя Р1.
Кнопкой Кн2 включается реле Р3, которое замыкает свой контакт в цепи питания электромагнитной муфты Эм2 и включает перемещение стола вверх.
Кнопкой Кн3 включается реле Р4, которое замыкает свой контакт в цепи питания электромагнитной муфты Эм3 и включает привод перемещения стола вниз.
Для фиксации стола в заданном положении «применяется тормозная муфта Эм4.
Переключатель В3 служит для включения лампы местного освещения Л2.
Кнопка Кн4, расположенная на пульте управления, и кнопка Кн1, расположенная на станине станка, служат для аварийного отключения станка.
Защита электрооборудования от токов короткого замыкания и перегрузок осуществляется вводным выключателем В1, выключателем В2 и предохранителями Пр1…ПрЗ.
Нулевая защита осуществляется магнитными пускателями.
Подготовка электрооборудования станка к первоначальному пуску и первоначальный пуск.
При первоначальном пуске станка необходимо прежде всего проверить надежность заземления и качество монтажа электрооборудования внешним осмотром. После осмотра в электрошкафе на блоках зажимов отключить провода питания двигателей Ml и М2. Включить вводный выключатель B1. При помощи кнопок, находящихся на пульте управления, проверить четкость срабатывания пускателей. После чего восстановить схему в исходное положение и проверить правильность направления вращения электродвигателей.
СР-6-9 Станок деревообрабатывающий рейсмусовый. Видеоролик
Технические характеристики рейсмусового станка СР-6-9
| Наименование параметра | СР-6-9 | СР-6-10 | СР-8-2 |
|---|---|---|---|
| Основные параметры | |||
| Максимальная ширина строгания, мм | 630 | 630 | 800 |
| Диапазон толщины обрабатываемых заготовок, мм | 5..200 | 5..250 | 5..250 |
| Скорость механической подачи заготовки, м/мин | 8-24 | 8; 16 | 8; 16 |
| Минимальная длина обрабатываемой заготовки, мм | 400 | 450 | 450 |
| Наибольшая толщина снимаемого слоя за один проход, мм | 5 | 8 | 8 |
Частота вращения строгального вала (на холостом ходу), об/мин. | 4570 | 4570 | 4570 |
| Количество строгальных ножей на строгальном валу | 4 | 4 | 4 |
| Диаметр строгального вала, мм | 125 | 128 | 128 |
| Размер ножа: Длина, ширина, толщина, мм | |||
| Длина рейсмусового стола, мм | |||
| Номинальный диаметр присоединительного патрубка эксгаустерной воронки, мм | 180 | ||
| Максимальная разность толщины одновременно подаваемого материала, мм | 4 | 4 | |
| Электрооборудование станка | |||
| Род тока питающей сети | 380В 50Гц | 380В 50Гц | 380В 50Гц |
| Количество электродвигателей на станке, шт | 1 | 3 | 3 |
| Электродвигатель привода ножевого вала, кВт | 7,5 | 5,5 | 11,0 |
| Электродвигатель привода подачи, кВт | 1,1 | 1/ 1,7 | 1/ 1,7 |
| Электродвигатель привода перемещения стола, кВт | — | 0,37 | 0,37 |
Суммарная мощность всех эл. двигателей станка, кВт двигателей станка, кВт | 8,6 | 13,07 | |
| Габарит и масса станка | |||
| Габарит станка (длина х ширина х высота), мм | 1130 х 1360 х 1260 | 1120 х 1315 х 1340 | 1120 х 1480 х 1340 |
| Масса станка, кг | 1680 | 1440 | 1600 |
Полезные ссылки по теме. Дополнительная информация
Каталог справочник деревообрабатывающих станков
Паспорта деревообрабатывающих станков
Купить каталог — Купить справочник — Купить базу данных: Прайс-лист информационных изданий
Двухсторонние рейсмусовые станки — Global Edge
В отличие от односторонних рейсмусовых станков на двусторонних заготовка обрабатывается в размер по толщине снятием слоев древесины последовательно с обеих сторон.
Наиболее распространенной функциональной схемой двухсторонних станков является фуговально-рейсмусовая. Для этой схемы характерна следующая последовательность обработки. Вначале фуговальным ножевым валом обрабатывается базовая нижняя плоскость заготовки, а затем верхним рейсмусовым ножевым валом заготовке придается требуемая толщина. Подача осуществляется вальцовым механизмом.
По двухрейсмусовой схеме первым расположен верхний рейсмусовый ножевой вал. Заготовка при этом базируется нижней необработанной поверхностью на переднем столе. В дальнейшем заготовка базируется по верхней обработанной базовой поверхности на базирующую балку и обрабатывается в размер нижним рейсмусовым валом. Перебазирование не вносит ощутимой дополнительной неточности обработки, но уменьшает опасность схватывания концов заготовки.
Двухрейсмусовая схема рекомендуется при обработке жестких деталей, которые не деформируются (не прогибаются) под давлением прижимных элементов в станке, и, наоборот, тонких (до 5 мм) гибких деталей. В остальных случаях обе схемы равноценны. Однако деревообрабатывающие станки, работающие по фуговально-рейсмусовой схеме, имеют более простую конструкцию и проще в эксплуатации.
В остальных случаях обе схемы равноценны. Однако деревообрабатывающие станки, работающие по фуговально-рейсмусовой схеме, имеют более простую конструкцию и проще в эксплуатации.
Для быстрой настройки двухстороннего рейсмусового станка на заданную толщину детали используется контрольный калиброванный брусок. Его устанавливают на специальную подставку и включают механизм вертикального перемещения верхнего рабочего узла. Когда концевой выключатель прикоснется к образцу, механизм автоматически выключится.
Такие деревообрабатывающие станки имеют механизм подачи во многом схожий с механизмом подачи четырехсторонних продольно-фрезерных станков. Однако имеются и отличия. Передние подающие вальцы иногда (как в случае станков серии ЕС) заменяются конвейером со специальными подпружиненными пальцами, расположенными в шахматном порядке. Такое устройство конвейера обеспечивает отсутствие вибрации детали и возможность обрабатывать заготовки с различным припуском на обработку.
Двухсторонние рейсмусовые станки применяются для обработки элементов крупных клееных деревянных конструкций шириной до 1320 мм и толщиной до 200 мм и более (тяжелые и сверхтяжелые модели), а также для обработки мебельного щита (легкие модели).
Профессия Рубанок-рейсмус
Операторы рейсмуса-рейсмуса используют оборудование для бритья деревянных досок до однородной толщины. Обычно машина строгает обе стороны доски за одну операцию. Они осторожно подают доску в машину, чтобы предотвратить излишнее строгание по краю, известное как «бекас».
Хотите знать, какая профессия и профессия вам больше всего подходят? Пройдите наш бесплатный тест на карьерный код Голландии и узнайте.
Тип личности
Знание
- Деревообработка
Этапы обработки древесины для производства деревянных изделий и типы машин, используемых для этих процессов, таких как сушка, формовка, сборка и обработка поверхности.
- Технологии резки
Различные технологии резки, такие как программное обеспечение или механика, управляющие процессами резки с помощью лазерной резки, пиления, фрезерования и т.
Д. - Породы древесины
Породы древесины, такие как береза, сосна, тополь, красное дерево, клен и тюльпан.
 Д.
Д.Навыки
- Безопасная работа с машинами
Проверяйте и безопасно эксплуатируйте машины и оборудование, необходимые для работы, в соответствии с руководствами и инструкциями.
- Настроить свойства резки
Отрегулируйте размер реза и глубину режущего инструмента. Отрегулируйте высоту рабочих столов и станков.
- Обработка дерева
Манипулируйте свойствами, формой и размером древесины.
- Утилизировать отходы резки
Утилизируйте потенциально опасные отходы, образующиеся в процессе резки, такие как стружка, лом и отходы, отсортируйте в соответствии с правилами и очистите рабочее место.
- Установить режущую головку
Установите и установите ножи в режущую головку строгального станка.
- Начать строгальный станок
Подача древесных материалов в строгальный станок, после чего извлекается гладкая доска.Избегайте «снайперской стрельбы», используя дополнительный кусок дерева той же толщины.
- Обеспечить соответствие ТУ
Убедитесь, что собранные изделия соответствуют указанным спецификациям.


Дополнительные знания и навыки
осматривать строганный лес песчаный лес конвейерная лента монитора техника пиления методы шлифования контролировать уровень запасов выполнять техническое обслуживание машины обратитесь к техническим ресурсам проверять качество сырья деревообрабатывающий инструмент проводить плановые проверки оборудования упаковывать товары точить режущие инструменты вести учет хода работ выявлять опасности на рабочем месте механические системы консультировать техников проводить замеры деталей виды строгальных фрез чистая деревянная поверхность работать с ручным строгальным станком запрограммировать контроллер с чпу записывать производственные данные для контроля качества готовить производственные отчеты применить отделку под дереворейсмусовые станки, рейсмусовые станки Поставщики и производители Alibaba.
 com Увеличьте отдачу вашего деревообрабатывающего бизнеса с помощью эффективных и жестких. рейсмусовый станок от Alibaba.com. Эти машины, известные своей чрезвычайно прочной и точной работой, идеально подходят для всех типов коммерческих и промышленных предприятий по деревообработке. Разнообразные диапазоны. Толщина машины , представленные здесь, представлены ведущими брендами, предлагающими гарантии качества и множество послепродажных услуг. Получите эти гениальные. Толщина машины для оптимального функционирования и выполнения различных операций по правке и обрезке древесины.
com Увеличьте отдачу вашего деревообрабатывающего бизнеса с помощью эффективных и жестких. рейсмусовый станок от Alibaba.com. Эти машины, известные своей чрезвычайно прочной и точной работой, идеально подходят для всех типов коммерческих и промышленных предприятий по деревообработке. Разнообразные диапазоны. Толщина машины , представленные здесь, представлены ведущими брендами, предлагающими гарантии качества и множество послепродажных услуг. Получите эти гениальные. Толщина машины для оптимального функционирования и выполнения различных операций по правке и обрезке древесины. Исключительные категории из них. Толщина машины Машины , доступные на Alibaba.com, созданы с использованием модернизированных технологий, которые заботятся как о внешних, так и о внутренних узлах машин. Произведены, разработаны и изготовлены из жестких материалов для обеспечения прочной внешней оболочки и невероятно модернизированных встроенных функций. Толщина машины — это энергосберегающие машины, которые идеально подходят для бизнеса и при этом являются экологически чистыми. Эти. Калибровочный станок также экономичен, прост в эксплуатации и оснащен высокоточными технологиями для обработки гладких плоских поверхностей с обеих сторон древесины.
Толщина машины — это энергосберегающие машины, которые идеально подходят для бизнеса и при этом являются экологически чистыми. Эти. Калибровочный станок также экономичен, прост в эксплуатации и оснащен высокоточными технологиями для обработки гладких плоских поверхностей с обеих сторон древесины.
Выберите из множества разновидностей. Толщина машины , которые доступны в нескольких цветах, характеристиках, мощностях и моделях в зависимости от ваших требований. Эти станки оснащены современными бесступенчатыми регуляторами скорости, мощными режущими двигателями, регулировками шпинделя и износостойкими гальваническими столешницами. Файл. Толщина машины также снабжены полностью закрытыми защитными экранами для предотвращения попадания пыли и гранул и имеют эффективную скорость подачи.Блестящий. Калибровочный станок — это малошумные варианты с дополнительными приспособлениями, обеспечивающими повышенную гладкость древесины.
Alibaba.com предлагает широкий выбор. рейсмусовый станок поможет вам покупать продукцию в рамках вашего бюджета. Эти продукты протестированы и сертифицированы ISO для обеспечения качества и безопасного функционирования. Вы также можете выбрать послепродажное обслуживание, которое может включать недорогое техническое обслуживание и установку на месте с видеоуроками.
Строгальный станок для толщины древесины— RS Wood
RSWOOD — CMC проектирует и производит строгальные станки для строгания древесины для строгания массивной древесины или деревянных панелей.
Строгальные станкидля измерения толщины древесины характеризуются одной плоскостью, которая в зависимости от положения позволяет снимать больше или меньше материала с различных кусков дерева.
Режущие кромки и лезвия на этих типах машин долговечны, что позволяет значительно сэкономить время.
КТО ИСПОЛЬЗУЕТ САМОХОДЫ?
Рубанок служит для правки обрабатываемой древесины, а строгальный станок служит для доведения куска дерева до необходимого размера.
Большинство запросов на эти машины поступает из профессиональных мастерских и специализированных предприятий по обработке древесины и производству дверей и окон.
ВИДЫ ДЕРЕВЯННЫХ СТАНКОВ
ДЕРЕВЯННЫЕ СТАНКИ доступны в двух основных версиях:
СТРОГОТКИ
Идеально подходит для строгания необработанной древесины, т.е.е. все операции по выравниванию, необходимые для создания плоских балок и деревянных деталей, с которыми можно работать.
RS WOOD производит три типа строгальных станков:
- RPE410 — базовая модель для небольших мастеров
- RP400 и RP500 — более крупные модели, подходящие как для ремесленников, так и для промышленности
Фуговальные станки доступны с фуговальными валами в трех версиях:
- Стандартные лезвия
- Лезвия типа Tersa
- Винтовые валы с глушителями
ТОЛЩИНЫ
Второй этап обработки, на котором кусок дерева вырезается до желаемой толщины.
RS WOOD производит три типа строгальных станков:
- SP400 — базовая модель для небольших мастеров
- SP530 — предназначен для мастеров и промышленности и поэтому предоставляет некоторые дополнительные функции базовой модели
- SP630 — модель с большим столом и уже оснащенная системой перемещения с пультом управления
Модель 530 имеет базовую версию ручного подъема плоскости толщины и может быть установлена на позиционер с ПЛК для позиционирования плоскости.
На каждой машине с позиционированием плоскости PLC установлен инвертор для управления движением двигателя плоскости. Кроме того, все машины имеют систему выброса на микросхеме, которая будет подключена к узлам всасывания.
БЕЗОПАСНОСТЬ И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Строгальные станки и фуговальные станки не нуждаются в каком-либо особом текущем уходе, кроме регулярной очистки от пыли, стружки и опилок. Для бесперебойной работы подключите машину к промышленному пылесосу.
Вся информация по очистке и техническому обслуживанию Информация о безопасности доступна в буклете с инструкциями вместе с вашей покупкой.
ГАРАНТИЯ
На всю продукцию RS WOOD — CMC распространяется гарантия от дефектов материалов и изготовления при нормальных условиях эксплуатации и технического обслуживания. Гарантийный срок составляет 12 месяцев со дня покупки.
УСТАНОВКА
Услуги по установке, предлагаемые компанией, выполняются специализированными дилерами, присутствующими на большей части территории, как на национальном, так и на международном уровне.
Строгальные станки по дереву
Развитие стационарных строгальных станков восходит к началу 19 века.На первых машинах этого типа заготовка зажималась на каретке и подавалась под горизонтальный вал, оснащенный лезвиями, выступающими на всю рабочую ширину. В 1850 году в Германии был построен строгальный станок, на котором заготовка подавалась через режущий вал, расположенный между двумя столами, которые использовались для позиционирования и поддержки заготовки. Помимо технических усовершенствований, эта базовая конструкция сохранилась и по сей день. Такой станок называется строгальным станком или фуганком (см. Рисунок 1).
Помимо технических усовершенствований, эта базовая конструкция сохранилась и по сей день. Такой станок называется строгальным станком или фуганком (см. Рисунок 1).
Рисунок 1. Фуганок
Совсем недавно были разработаны станки для строгания верхней поверхности заготовки до заданной толщины с помощью горизонтально вращающегося режущего вала. Расстояние между диаметром режущего круга и поверхностью стола, на котором находится заготовка, можно регулировать. Такие станки называют односторонними строгальными станками.
Эти два основных типа станков в конечном итоге были объединены в станок, который можно было использовать как для строгания поверхности, так и для строгания по толщине.Эта разработка завершилась созданием строгальных станков для двух-, трех- и четырехсторонней обработки за один проход.
С точки зрения безопасности и гигиены труда настоятельно рекомендуется принять меры для удаления древесной пыли и стружки из строгального станка (например, путем подключения строгального станка к системе отсасывания пыли). Пыль, образующаяся от твердых пород (дуб, бук) и тропических пород древесины, считается особой опасностью для здоровья, и ее необходимо удалять. Также следует принять меры по снижению уровня шума строгальных станков.Автоматический тормоз режущего вала является обязательным во многих странах.
Пыль, образующаяся от твердых пород (дуб, бук) и тропических пород древесины, считается особой опасностью для здоровья, и ее необходимо удалять. Также следует принять меры по снижению уровня шума строгальных станков.Автоматический тормоз режущего вала является обязательным во многих странах.
Станки строгальные
Плоский строгальный станок имеет жесткую основную раму, которая поддерживает подающий и выходной стол. Режущий валок расположен между двумя столами и установлен на шарикоподшипниках. Основная рама должна быть эргономичной (т. Е. Позволять оператору комфортно работать).
Устройства ручного управления должны быть установлены таким образом, чтобы оператор не попадал в опасную ситуацию при их использовании, а возможность непреднамеренного срабатывания должна быть сведена к минимуму.
Сторона основной рамы, обращенная к месту оператора, не должна иметь выступающих частей, таких как маховики, рычаги и так далее. Стол слева от ножевого вала (выходной стол) обычно устанавливается на той же высоте, что и окружность резания ножевого вала.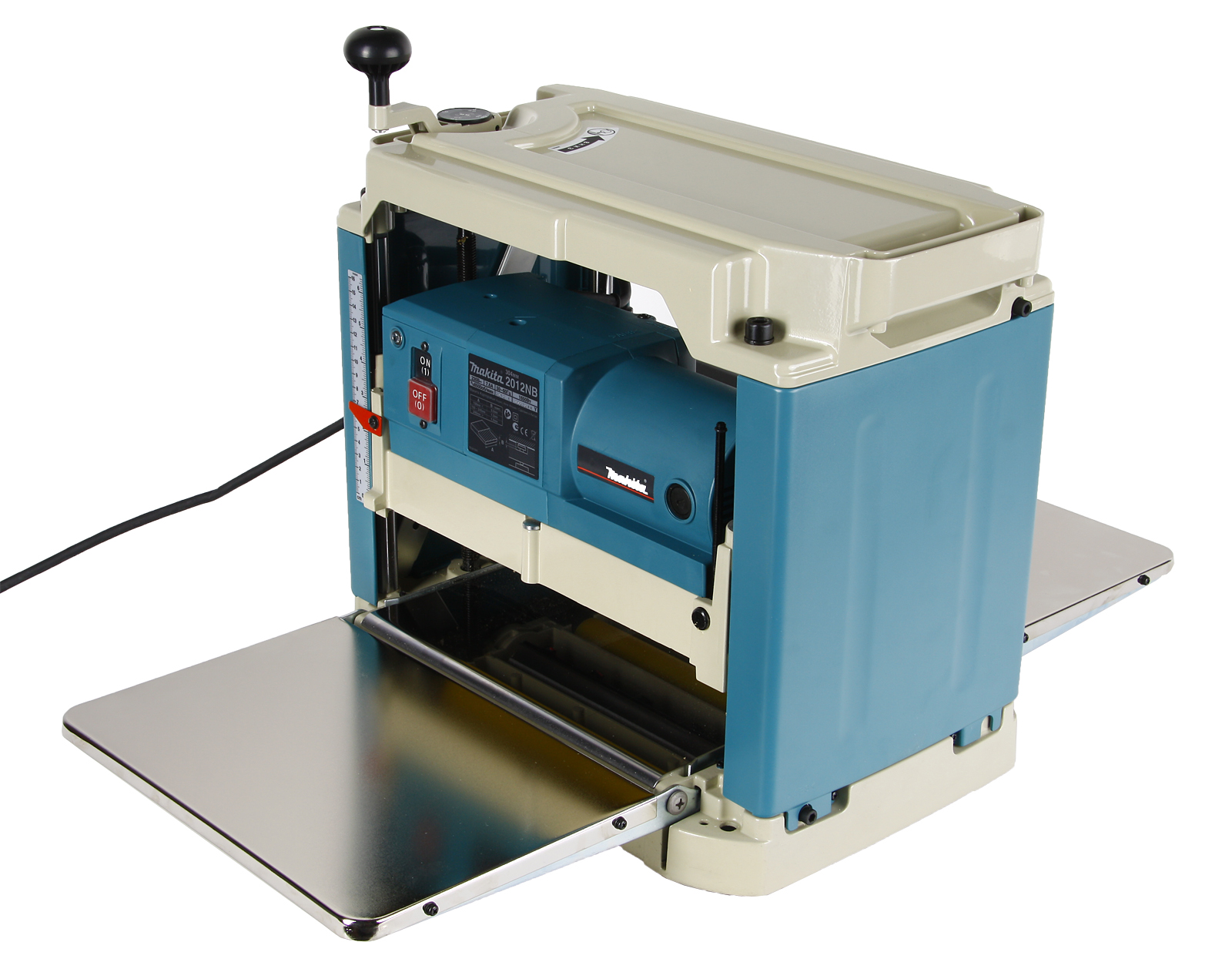 Стол справа от ножевого вала (подающий стол) устанавливается ниже, чем выходной стол, чтобы получить желаемую глубину резания. Контакт между кромками стола и режущим валом не должен быть возможным во всем диапазоне настройки столов.Однако зазор между кромками стола и окружностью резания режущего вала должен быть как можно меньше, чтобы обеспечить хорошую опору для строгаемой заготовки.
Стол справа от ножевого вала (подающий стол) устанавливается ниже, чем выходной стол, чтобы получить желаемую глубину резания. Контакт между кромками стола и режущим валом не должен быть возможным во всем диапазоне настройки столов.Однако зазор между кромками стола и окружностью резания режущего вала должен быть как можно меньше, чтобы обеспечить хорошую опору для строгаемой заготовки.
Основными операциями на строгальном станке являются правка и кромка. Положение рук на заготовке важно с точки зрения эксплуатации и безопасности. При раскатке заготовку следует подавать одной рукой, а другой рукой сначала удерживать ее на подающем столе. Как только на разгрузочном столе окажется достаточное количество древесины, последняя рука сможет безопасно пройти через ограждение моста, чтобы оказать давление на разгрузочный стол, и за ней последует рука подачи для завершения операции подачи.При обрезке кромок руки не должны проходить через валок при контакте с деревом. Их основная функция — оказывать горизонтальное давление на заготовку, чтобы она оставалась под прямым углом к упору.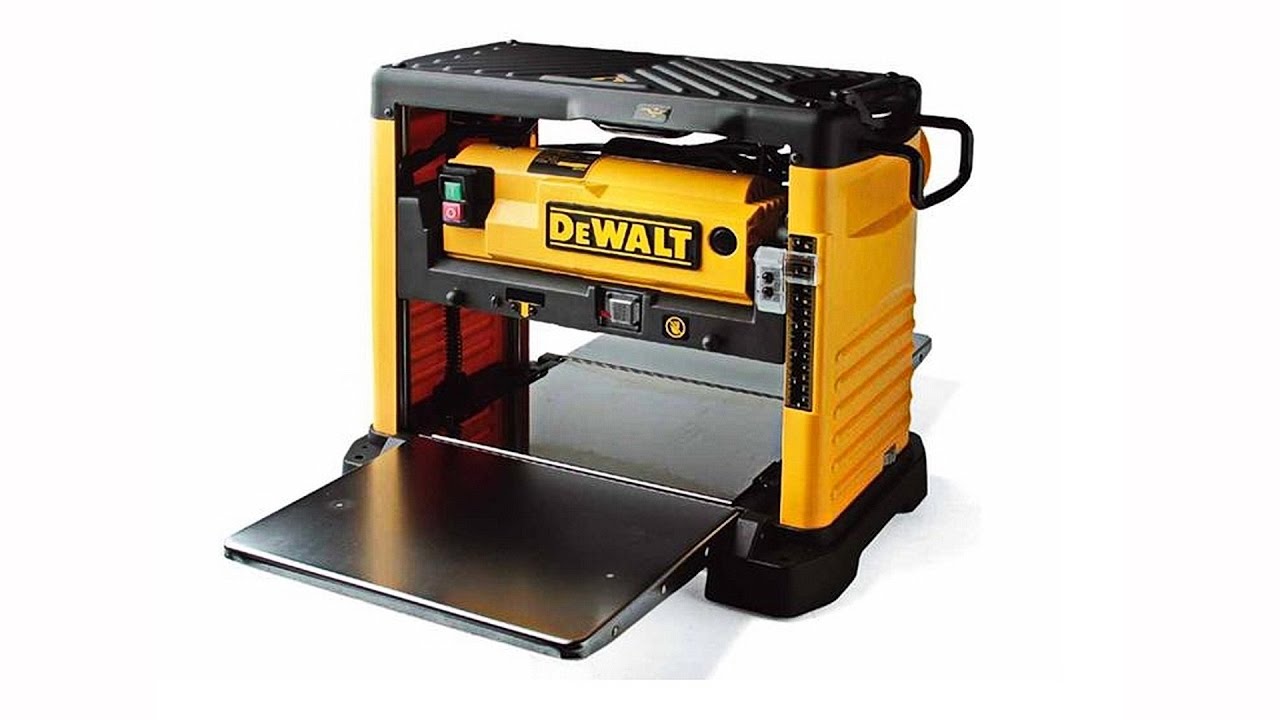
Шум, производимый вращающимся ножевым валом, часто может превышать уровень, который считается вредным для уха. Поэтому необходимы меры по снижению уровня шума. Вот некоторые из мер по снижению шума, которые оказались успешными на фуговальных станках:
- использование «тихого» ножевого вала (например.g., круглая форма с минимальным выступом лезвия, спиральное лезвие вместо прямого лезвия, сегментные вращающиеся инструменты со смещенной резкой)
- прорези или просверленные кромки стола (конфигурация и размеры отверстий в кромках стола должны быть выбраны так, чтобы не возникало опасности несчастного случая; например, прорези должны быть не более 6 мм шириной, а диаметр отверстий не должен превышает 6 мм)
- Аэродинамический дизайн стружколомов под кромкой стола
- Снижение частоты вращения режущего вала до менее 1000 об / мин при условии, что качество поверхности заготовки остается удовлетворительным.
Обеспечивается снижение уровня шума до 12 дБА на холостом ходу и до 10 дБА под нагрузкой.
Режущие валы должны иметь круглое поперечное сечение, а канавки и прорези для удаления стружки должны быть как можно меньше. Лезвия и вставки должны быть должным образом закреплены, предпочтительно с помощью фиксатора формы.
Режущий вал обычно вращается со скоростью от 4500 до 6000 об / мин. Диаметр обычных фрезерных валов варьируется от 56 до 160 мм, а их длина (рабочая ширина) от 200 до 900 мм.По аналогии с кинематикой обычного фрезерования поверхность заготовки, строганной с помощью ножевого вала, состоит из циклоидных дуг. Таким образом, качество поверхности обработки зависит от скорости и диаметра фрезерного вала, количества режущих лезвий и скорости подачи заготовки.
Рекомендуется оснастить строгальные станки автоматическим тормозом режущего вала. Тормоз должен срабатывать, когда машина остановлена, а время торможения не должно превышать 10 секунд.
Доступ к режущему валу в задней части упора должен быть предотвращен защитным ограждением, прикрепленным либо к упору, либо к опоре ограждения. Режущий вал перед ограждением должен быть защищен регулируемым ограждением мостового типа, прикрепленным к машине (например, к основной раме со стороны выходного стола) (см. Рисунок 2). Доступ к элементам трансмиссии должен быть закрыт фиксированным ограждением.
Режущий вал перед ограждением должен быть защищен регулируемым ограждением мостового типа, прикрепленным к машине (например, к основной раме со стороны выходного стола) (см. Рисунок 2). Доступ к элементам трансмиссии должен быть закрыт фиксированным ограждением.
Рис. 2. Забор и задний кожух ножевого вала
Опасности
Поскольку режущий вал вращается в противоположном направлении от направления подачи заготовки, существует опасность отдачи.Если заготовка выбрасывается, рука или пальцы оператора могут соприкасаться с вращающимся ножевым валом, если не будет обеспечена надлежащая защита. Также часто случается, что рука соприкасается с ножевым валом при подаче заготовки вытянутыми пальцами вместо того, чтобы толкать ее вперед сжатым кулаком. Режущие лезвия, не закрепленные должным образом, могут быть выброшены центробежной силой и могут вызвать серьезные травмы и / или материальный ущерб.
Защитные системы для строгальных станков
Во многих странах законодательство, регулирующее использование строгальных станков, требует, чтобы режущий валок был закрыт регулируемой системой защиты, чтобы предотвратить случайный контакт руки оператора с вращающимся режущим валом.
В 1938 году на SUVA была представлена защита рубанка, которая эффективно отвечала всем практическим требованиям. За прошедшие годы эта охрана зарекомендовала себя не только в качестве охранной системы, но и в качестве вспомогательного средства для большинства операций. Он хорошо принят деревообрабатывающей промышленностью в Швейцарии, и почти все промышленные строгальные станки оснащены им. Конструктивные особенности этого ограждения были внесены в проект Европейского стандарта для строгальных станков. Основными особенностями этого охранника являются следующие:
- Сложно отклоняется, чтобы обнажить режущий вал
- всегда остается параллельно оси режущего вала независимо от его горизонтальной или вертикальной регулировки
- легко регулируется по горизонтали и вертикали без использования инструмента.
Однако аварии все же случаются. Эти несчастные случаи в основном вызваны неправильной настройкой защиты. Поэтому инженеры SUVA разработали ограждение мостового типа, которое автоматически закрывает режущий вал перед упором и постоянно оказывает определенное давление на заготовку или упор. Этот охранник выпускается с 1992 года.
Поэтому инженеры SUVA разработали ограждение мостового типа, которое автоматически закрывает режущий вал перед упором и постоянно оказывает определенное давление на заготовку или упор. Этот охранник выпускается с 1992 года.
Основными конструктивными особенностями этой новой гарды, получившей название «Suvamatic», являются следующие:
- полная защита ножевого вала. Полная ширина строгания обеспечивается одним ограждением мостового типа. Его можно сложить с помощью системы запирания на петлях. Это предотвращает слишком большое выступание ограждения на лицевую часть машины.
- практичная система направления заготовки. Система направления заготовки состоит из прижимной подушки и направляющей для заготовки. Оба приспособлены к кончику защитного кожуха. Последний можно наклонять, чтобы направлять заготовку как для правки, так и для обрезки кромок.
- Приложение давления для облегчения работы. При обрезке кромок ограждение оказывает давление в направлении ограждения. После обрезки кромок он автоматически покрывает всю длину режущего вала перед упором.
- автоматический подъем и опускание ограждения. Для выравнивания защитный кожух поднимается за направляющую для заготовки. После выравнивания он автоматически опускается, чтобы закрыть режущий вал.
- Защитный кожух может быть заблокирован для выполнения пакетных работ. Для пакетных работ защитный кожух может быть заблокирован в вертикальном положении, чтобы соответствовать толщине заготовки.Защитный кожух автоматически вернется в это заданное положение после нажатия.
- подходит для всех машин. Защитный кожух может быть установлен на все строгальные станки и комбинированные строгальные станки и строгальные станки.
Односторонние строгальные станки
В основной раме одностороннего строгального станка размещается строгальный вал, строгальный стол и подающие элементы.
После того, как заготовка была расплющена и обработана кромкой на строгальном станке, она строгается до желаемой толщины на строгальном станке.В отличие от строгального станка, строгальный вал на строгальном станке расположен над строгальным столом, и заготовка подается уже не вручную, а механически с помощью подающих роликов. Подающие ролики приводятся в движение либо отдельным двигателем (примерно 1 кВт), либо через редуктор с понижением скорости, получающий энергию от двигателя режущего вала. При отдельном приводе скорость подачи остается постоянной, но если мощность передается от двигателя режущего вала, скорость подачи изменяется в зависимости от скорости режущего вала.Обычно скорость подачи составляет от 4 до 35 м / мин.
Два подпружиненных подающих ролика опираются на верхнюю поверхность заготовки. Ролик подачи перед режущим валом имеет желобки для лучшего захвата заготовки; подающий ролик на выходе режущего вала гладкий. Прижимная планка на входе и выходе, расположенная рядом с ножевым валом, прижимает заготовку к столу, обеспечивая тем самым чистый и равномерный рез. Конструкция и расположение подающих роликов и прижимных планок должны быть такими, чтобы контакт с вращающимся ножевым валом был невозможен.
Конструкция и расположение подающих роликов и прижимных планок должны быть такими, чтобы контакт с вращающимся ножевым валом был невозможен.
Секционные подающие ролики и прижимные штанги позволяют одновременно обрабатывать две или более заготовки немного разной толщины. С точки зрения предотвращения несчастных случаев необходимы секционные подающие ролики и прижимные штанги. Ширина отдельного подающего ролика или секции прижимной планки не должна превышать 50 мм.
Два холостых ролика расположены в столе. Они предназначены для облегчения прохождения заготовки по столу.
Поверхность стола должна быть плоской без щелей и отверстий.Произошли несчастные случаи, связанные с зажатием пальцев оператора между отверстиями и заготовкой. Вертикальная регулировка стола может производиться вручную или с усилителем. Механический упор должен предотвращать любой контакт стола с ножевым валом или подающими роликами. Необходимо следить за тем, чтобы механизм вертикальной регулировки удерживал стол в устойчивом положении.
Чтобы предотвратить подачу деталей большого размера, устройство (например, фиксированный стержень или фиксированный стержень) расположено на стороне подачи станка, тем самым ограничивая максимальную высоту заготовки.Максимальная высота 250 мм между поверхностью стола в его нижнем положении и вышеупомянутым предохранительным устройством редко превышается. Обычная рабочая ширина варьируется от 315 до 800 мм (для специальных машин эта ширина может доходить до 1300 мм).
Диаметр режущего вала обычно варьируется от 80 до 160 мм. Обычно на косилочный вал устанавливается четыре лезвия. Режущий валок вращается со скоростью от 4000 до 6000 об / мин, а его входная мощность варьируется от 4 до 20 кВт. Максимальная глубина пропила от 10 до 12 мм.
Чтобы свести к минимуму опасность отдачи, односторонние строгальные станки должны быть оснащены устройством защиты от отдачи, покрывающим всю рабочую ширину станка. Это устройство защиты от отдачи обычно состоит из нескольких рифленых элементов, расположенных на стержне. Ширина отдельного элемента составляет от 8 до 15 мм, и он падает под собственным весом в исходное положение. Самая низкая точка отдельного рифленого элемента в исходном положении должна быть на 3 мм ниже окружности резания ножевого вала.Рифленые элементы должны быть изготовлены из материала (предпочтительно стали) с прочностью на упругость 15 Дж / см 2 и твердостью поверхности 100 HB.
Ширина отдельного элемента составляет от 8 до 15 мм, и он падает под собственным весом в исходное положение. Самая низкая точка отдельного рифленого элемента в исходном положении должна быть на 3 мм ниже окружности резания ножевого вала.Рифленые элементы должны быть изготовлены из материала (предпочтительно стали) с прочностью на упругость 15 Дж / см 2 и твердостью поверхности 100 HB.
Следующие меры по снижению шума доказали свою эффективность на односторонних строгальных станках:
- использование «тихого» режущего вала (аналогично тому, что предлагается для строгальных станков)
- Аэродинамическая конструкция прижимных планок и кожуха для удаления стружки
- снижение частоты вращения режущего вала
- частичное или полное ограждение станка (туннельная конструкция входного и выходного отверстий со звукопоглощающим материалом на поверхности, обращенной к источнику шума)
Снижение шума до 20 дБА может быть достигнуто за счет хорошо спроектированного полного корпуса.
Опасности
Основной причиной несчастных случаев на односторонних строгальных станках является отдача заготовки. Отдача может произойти из-за:
- плохое обслуживание устройства защиты от отдачи (отдельные элементы могут не упасть под собственным весом, а слипнуться из-за скопления пыли; канавки в элементах могут быть покрыты смолой, затуплены или неправильно заточены)
- плохое обслуживание секционных подающих роликов и прижимных штанг (например,g., покрытые смолой или ржавые секции)
- Недостаточная нагрузка пружины на подающие ролики и прижимные стержни при одновременной подаче нескольких кусков неоднородной толщины.
Типичные причины других несчастных случаев:
- Контакт руки с вращающимся ножевым валом при удалении стружки и пыли со стола вручную, а не деревянной палкой или граблями
- Выброс лезвий режущего вала из-за неправильной фиксации.

Комбинированные строгальные и рейсмусовые станки
Конструкция и работа комбинированных машин (см. Рисунок 3) аналогичны отдельным машинам, описанным выше. То же самое можно сказать о скорости подачи, мощности двигателя, регулировках стола и роликов. Для строгания по толщине фуговальные столы либо отодвигаются, либо складываются, либо поднимаются в сторону, обнажая режущий вал, который закрыт кожухом для удаления стружки для предотвращения доступа Комбинированные станки в основном используются в небольших мастерских с небольшим количеством рабочих или там, где мало места ограниченный (т.е., в случаях, когда установка двух отдельных машин невозможна или нерентабельна).
Рисунок 3. Комбинированный фуговально-рейсмусовый станок
Переход с одной операции на другую часто занимает много времени и может раздражать, если нужно обработать только несколько деталей. Более того, обычно только один человек может использовать машину одновременно. Однако с 1992 года на рынок были выведены станки, на которых возможна одновременная работа (строгание поверхности и толщины одновременно).
Однако с 1992 года на рынок были выведены станки, на которых возможна одновременная работа (строгание поверхности и толщины одновременно).
Опасности комбинированных машин в значительной степени идентичны опасностям, перечисленным для отдельных машин.
Задний
MARTIN T45 Рейсмусовой станок
Джейсон Вуд — MARTIN T45Деревянная мебель — Рэмси, Миннесота
Я купил строгальный станок MARTIN T45, потому что он превосходит все свои функции. Регулировка высоты невероятно точна и воспроизводима. Смена ножей на головке TERSA выполняется легко и быстро.Его конструкция делает его очень прочным и компактным с отличным пылеулавливанием. Чем больше я его использую, тем больше впечатляюсь тем, насколько хорошо дизайнеры продумали эту машину. Не очень часто машина преуспевает во всем, но я думаю, что это делает.
Дэйв Эдвардс — MARTIN T74, T54, BARTH VakuuCar +
Edwards & Wilson Cabinet Makers — Торонто, Онтарио
Я попал в мир машин MARTIN Group со своим слайдером T74. После того, как у меня был такой хороший опыт работы с этой прочной и очень точной пилой с продольным столом, я купил строгальный станок MARTIN T45 со спиральной фрезерной головкой Shelix. Он выполняет фантастическую работу, и мне и моим рабочим нравится работать с простой в управлении машиной. Последний станок MARTIN, который я получил, — это фуговальный станок MARTIN T54. Этот фуганок делает идеальные прямые доски, а забор с углом 90 ° — самый прочный, который я когда-либо видел.
После того, как у меня был такой хороший опыт работы с этой прочной и очень точной пилой с продольным столом, я купил строгальный станок MARTIN T45 со спиральной фрезерной головкой Shelix. Он выполняет фантастическую работу, и мне и моим рабочим нравится работать с простой в управлении машиной. Последний станок MARTIN, который я получил, — это фуговальный станок MARTIN T54. Этот фуганок делает идеальные прямые доски, а забор с углом 90 ° — самый прочный, который я когда-либо видел.
Я также купил BARTH VakuuCar +, доступный в MARTIN. Этот мобильный верстак имеет поворотную раму, что позволяет мне работать самостоятельно при перемещении больших панелей.
Г-н Исаак Б. Хаюн — Weber LCE-3-1350 CMP2, MARTIN T75 Prex, T45, T54, T27 Flex Trieste Corp. — Лонг-Айленд-Сити, Нью-Йорк
Я занимаюсь изготовлением высококачественной мебели на заказ, и для этого мне понадобились подходящие машины для точных и быстрых результатов. Я выбрал широкую ленточную шлифовальную машину Weber, потому что она дает мне максимальную гибкость при шлифовании массивной древесины, шпона и лаков / герметиков. Благодаря запатентованной системе Weber CBF я почти не получаю колебаний, а несколько оставшихся следов удаляются запатентованным агрегатом планетарной щеточной головки Weber.Планетарная головка не только удаляет отметки, но также может шлифовать глубоко в профили и ломать края, так что нам больше не нужно шлифовать вручную.
Я выбрал широкую ленточную шлифовальную машину Weber, потому что она дает мне максимальную гибкость при шлифовании массивной древесины, шпона и лаков / герметиков. Благодаря запатентованной системе Weber CBF я почти не получаю колебаний, а несколько оставшихся следов удаляются запатентованным агрегатом планетарной щеточной головки Weber.Планетарная головка не только удаляет отметки, но также может шлифовать глубоко в профили и ломать края, так что нам больше не нужно шлифовать вручную.
Я также приобрел формирователь MARTIN T27 Flex с наклонной оправкой, строгальный станок T45, фуговальный станок T54 и двухкоординатную пилу с раздвижным столом T75 Prex. Эти машины являются сверхмощными и имеют большую стоимость при перепродаже… то, чего вы больше не увидите в промышленном деревообрабатывающем оборудовании.
Walden & Co — Строгальный станок MARTIN T45 / T54
Хилдсбург, Калифорния
Эта машина настолько тихая и точная, что она замечательна. Невозможно измерить отклонения от заданного размера. Ни бекаса, ни зерна не рвут. Эта машина быстро изменила наш процесс S4S. Идеальное сочетание с нашим столярным устройством T54.
Невозможно измерить отклонения от заданного размера. Ни бекаса, ни зерна не рвут. Эта машина быстро изменила наш процесс S4S. Идеальное сочетание с нашим столярным устройством T54.
PS 630
Имя
Фамилия
Электронная почта
Телефон
Компания
Город
Нация AfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua и BarbudaArgentinaArmeniaArubaAscension IslandAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia и HerzegovinaBotswanaBouvet IslandBrazilBritish Индийский океан TerritoryBritish Virgin IslandsBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCanary IslandsCape VerdeCaribbean NetherlandsCayman IslandsCentral Африканский RepublicCeuta и MelillaChadChileChinaChristmas IslandClipperton IslandCocos (Килинг) IslandsColombiaComorosCongo — BrazzavilleCongo — KinshasaCook IslandsCosta RicaCroatiaCubaCuraçaoCyprusCzech RepublicCôte d’IvoireDenmarkDiego GarciaDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland IslandsFaroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Южный TerritoriesGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea- BissauGuyanaHaitiHeard & McDonald IslandsHondurasHong Kong SAR ChinaHungaryIcelandIndiaIndonesiaIranIraqIrelandIsle из ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKosovoKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacau SAR ChinaMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmar (Бирма) NamibiaNauruNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorth KoreaNorthern Mariana IslandsNorwayOmanPakistanPalauPalestinian TerritoriesPanamaPapua Новый GuineaParaguayPeruPhilippinesPitcairn IslandsPolandPortugalPuerto RicoQatarRomaniaRussiaRwandaRéunionSaint BarthélemySaint HelenaSaint Китса и NevisSaint LuciaSaint MartinSaint Пьер и MiquelonSamoaSan MarinoSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint MaartenSlovakiaSloveniaSolomon IslandsSoma liaЮжная АфрикаЮжная Джорджия и Южные Сандвичевы островаЮжная КореяЮжный СуданИспанияШри-ЛанкаSt.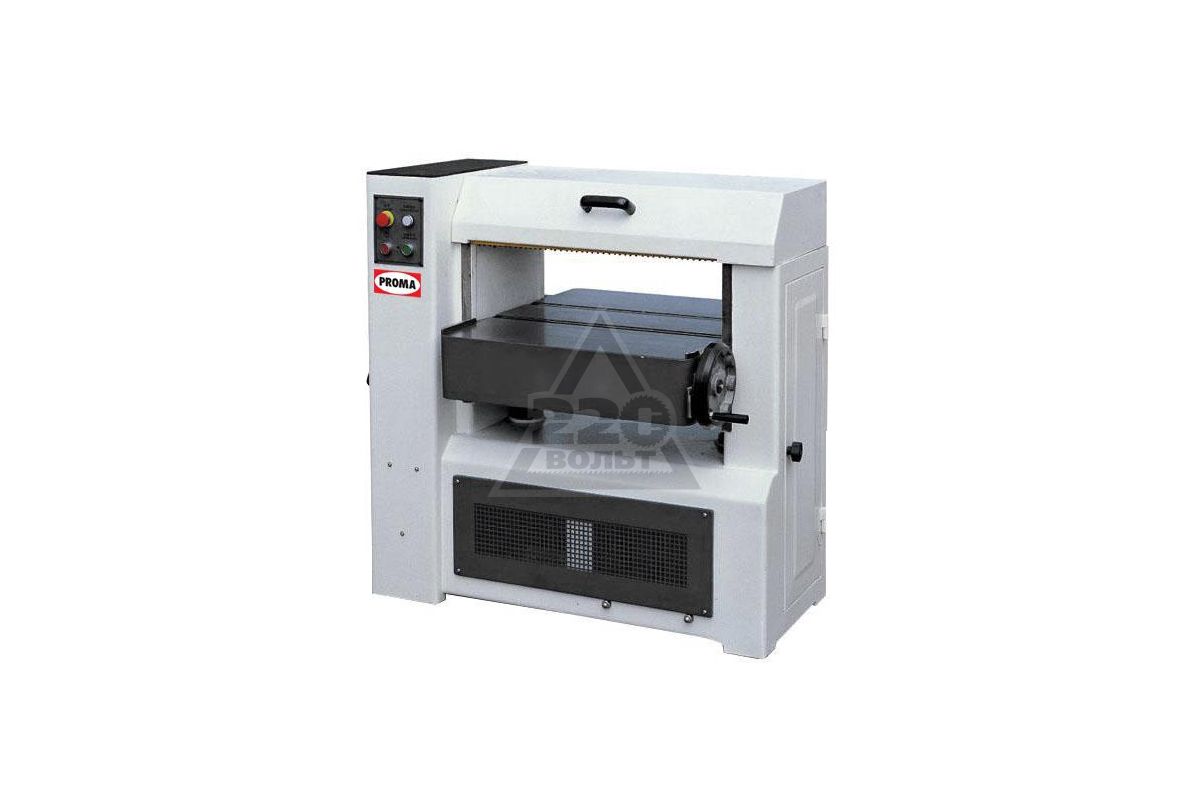 Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенСвазилендШвецияШвейцарияСирияСан-Томе и Принсипи ТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТристан-да-КистанштаурТунша Внешние острова Виргинские островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыНеизвестный регионУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабвеАландские острова
Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенСвазилендШвецияШвейцарияСирияСан-Томе и Принсипи ТайваньТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТристан-да-КистанштаурТунша Внешние острова Виргинские островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыНеизвестный регионУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабвеАландские острова
Штат / провинция / регион
Почтовый индекс
Сектор Художественное произведениеФундаментальное искусствоСпециальные области примененияАэрокосмическая промышленностьАвтомобильная промышленностьСтроительствоМебельАэрокосмическая промышленностьМорская архитектура и зданияфабрикация Пистолеты и резные деталиАвтомобильный магазинМашинный цехВолнистые деталиЭнергетическое производствоМеталлическая отделкаАэрокосмическая промышленностьКосмическая промышленностьЖильеМягкие материалыАвтомобильПромышленныйГравировкаОбработка стеклаИзготовление стеклаMachineAutomotiveTrainsBuildingConsumer GoodsAutomotiveFurnitureIndustrialMarineLogisticsMass TransportationMedicalSafety Оборудование SanitarySignageWhite Товары IndustryInteriorsBuildingAntique и простоватые furnitureAutomotive / F1 и Motorsport ванной furnitureBeams и wallsBedroom furnitureCloset и storageCoffinsCoffinsContract furnitureExternal двери и окна, стекла windowsKit furnitureFlooringFurniture componentsGarden и открытый furnitureGarden furnitureGunstocksHobbyist / DIYHome furnitureHoneycomb двери и двери framesInterior двери и двери postsJoineryKitchen мебельГостиная furnitureMarine / Гонки Лодки попробоватьМягкую мебельОкна / Мансардные окна / Зимние садыДеревянные домаДеревянные дома и стены
Проценты Выберите ИнтересПродуктПосле продажиЗапчастиДругое
Сообщение
Я согласен с Политикой конфиденциальности.
Отправить
% PDF-1.3
%
9 0 объект
>
endobj
xref
9 218
0000000016 00000 н.
0000004707 00000 н.
0000005331 00000 п.
0000005537 00000 н.
0000008219 00000 п.
0000008735 00000 н.
0000008774 00000 н.
0000008987 00000 н.
0000009175 00000 н.
0000009389 00000 п.
0000009810 00000 п.
0000010032 00000 п.
0000010079 00000 п.
0000010126 00000 п.
0000010338 00000 п.
0000010604 00000 п.
0000010651 00000 п.
0000010672 00000 п.
0000011541 00000 п.
0000011562 00000 п.
0000012192 00000 п.
0000012213 00000 п.
0000012931 00000 п.
0000012952 00000 п.
0000013624 00000 п.
0000013915 00000 п.
0000014068 00000 п.
0000014089 00000 п.
0000014753 00000 п.
0000014774 00000 п.
0000015593 00000 п.
0000015614 00000 п.
0000016275 00000 п.
0000016296 00000 п.
0000016898 00000 п.
0000024585 00000 п.
0000032776 00000 п.
0000055019 00000 п.
0000061680 00000 п.
0000061738 00000 п.
0000061800 00000 п.
0000061878 00000 п. 0000061933 00000 п.
0000077104 00000 п.
0000077309 00000 п.
0000079986 00000 п.
0000080202 00000 п.
0000080381 00000 п.
0000080560 00000 п.
0000080744 00000 п.
0000080928 00000 п.
0000081113 00000 п.
0000081298 00000 п.
0000081483 00000 п.
0000081672 00000 п.
0000081862 00000 п.
0000082052 00000 п.
0000082242 00000 п.
0000082432 00000 п.
0000082621 00000 п.
0000082810 00000 п.
0000082998 00000 н.
0000083186 00000 п.
0000083376 00000 п.
0000083567 00000 п.
0000083757 00000 п.
0000083947 00000 п.
0000084143 00000 п.
0000084338 00000 п.
0000084533 00000 п.
0000084727 00000 п.
0000084921 00000 п.
0000085115 00000 п.
0000085309 00000 п.
0000085505 00000 п.
0000085701 00000 п.
0000085897 00000 п.
0000086102 00000 п.
0000086296 00000 п.
0000086492 00000 п.
0000086688 00000 п.
0000086882 00000 п.
0000087078 00000 п.
0000087288 00000 п.
0000087482 00000 п.
0000087690 00000 н.
0000087898 00000 п.
0000088105 00000 п.
0000088301 00000 п.
0000088527 00000 н.
0000061933 00000 п.
0000077104 00000 п.
0000077309 00000 п.
0000079986 00000 п.
0000080202 00000 п.
0000080381 00000 п.
0000080560 00000 п.
0000080744 00000 п.
0000080928 00000 п.
0000081113 00000 п.
0000081298 00000 п.
0000081483 00000 п.
0000081672 00000 п.
0000081862 00000 п.
0000082052 00000 п.
0000082242 00000 п.
0000082432 00000 п.
0000082621 00000 п.
0000082810 00000 п.
0000082998 00000 н.
0000083186 00000 п.
0000083376 00000 п.
0000083567 00000 п.
0000083757 00000 п.
0000083947 00000 п.
0000084143 00000 п.
0000084338 00000 п.
0000084533 00000 п.
0000084727 00000 п.
0000084921 00000 п.
0000085115 00000 п.
0000085309 00000 п.
0000085505 00000 п.
0000085701 00000 п.
0000085897 00000 п.
0000086102 00000 п.
0000086296 00000 п.
0000086492 00000 п.
0000086688 00000 п.
0000086882 00000 п.
0000087078 00000 п.
0000087288 00000 п.
0000087482 00000 п.
0000087690 00000 н.
0000087898 00000 п.
0000088105 00000 п.
0000088301 00000 п.
0000088527 00000 н. 0000088742 00000 п.
0000088960 00000 п.
0000089193 00000 п.
0000089414 00000 п.
0000089634 00000 п.
0000089861 00000 п.
00000
0000088742 00000 п.
0000088960 00000 п.
0000089193 00000 п.
0000089414 00000 п.
0000089634 00000 п.
0000089861 00000 п.
00000
00000 п. 00000
00000 н.
0000090647 00000 н.
0000090884 00000 п.
0000091109 00000 п.
0000091337 00000 п.
0000091548 00000 н.
0000091763 00000 п.
0000091973 00000 п.
0000092182 00000 п.
0000092391 00000 п.
0000092607 00000 п.
0000092802 00000 п.
0000092995 00000 п.
0000093194 00000 п.
0000093398 00000 п.
0000093593 00000 п.
0000093799 00000 п.
0000093996 00000 п.
0000094191 00000 п.
0000094392 00000 п.
0000094587 00000 п.
0000094780 00000 п.
0000094979 00000 п.
0000095174 00000 п.
0000095369 00000 п.
0000095564 00000 п.
0000095759 00000 п.
0000095953 00000 п.
0000096147 00000 п.
0000096341 00000 п.
0000096533 00000 п.
0000096723 00000 п.
0000096914 00000 п.
0000097100 00000 н.
0000097280 00000 п.
0000097465 00000 п.
0000097650 00000 п.
0000097835 00000 п.
0000098025 00000 п.
0000098215 00000 п.
0000098404 00000 п. 0000098595 00000 п.
0000098787 00000 п.
0000098979 00000 п.
0000099171 00000 п.
0000099365 00000 н.
0000099558 00000 н.
0000099751 00000 п.
0000099948 00000 н.
0000100143 00000 п.
0000100338 00000 н.
0000100534 00000 н.
0000100730 00000 н.
0000100926 00000 н.
0000101122 00000 п.
0000101318 00000 н.
0000101516 00000 н.
0000101714 00000 н.
0000101912 00000 н.
0000102110 00000 н.
0000102308 00000 н.
0000102512 00000 н.
0000102709 00000 н.
0000102907 00000 н.
0000103105 00000 п.
0000103302 00000 п.
0000103501 00000 п.
0000103711 00000 п.
0000103908 00000 п.
0000104117 00000 н.
0000104328 00000 п.
0000104535 00000 н.
0000104734 00000 п.
0000104963 00000 н.
0000105180 00000 н.
0000105399 00000 н.
0000105630 00000 н.
0000105852 00000 н.
0000106080 00000 п.
0000106304 00000 п.
0000106533 00000 п.
0000106782 00000 н.
0000107061 00000 п.
0000107274 00000 н.
0000107492 00000 п.
0000107704 00000 н.
0000107913 00000 п.
0000108122 00000 п.
0000108335 00000 п.
0000098595 00000 п.
0000098787 00000 п.
0000098979 00000 п.
0000099171 00000 п.
0000099365 00000 н.
0000099558 00000 н.
0000099751 00000 п.
0000099948 00000 н.
0000100143 00000 п.
0000100338 00000 н.
0000100534 00000 н.
0000100730 00000 н.
0000100926 00000 н.
0000101122 00000 п.
0000101318 00000 н.
0000101516 00000 н.
0000101714 00000 н.
0000101912 00000 н.
0000102110 00000 н.
0000102308 00000 н.
0000102512 00000 н.
0000102709 00000 н.
0000102907 00000 н.
0000103105 00000 п.
0000103302 00000 п.
0000103501 00000 п.
0000103711 00000 п.
0000103908 00000 п.
0000104117 00000 н.
0000104328 00000 п.
0000104535 00000 н.
0000104734 00000 п.
0000104963 00000 н.
0000105180 00000 н.
0000105399 00000 н.
0000105630 00000 н.
0000105852 00000 н.
0000106080 00000 п.
0000106304 00000 п.
0000106533 00000 п.
0000106782 00000 н.
0000107061 00000 п.
0000107274 00000 н.
0000107492 00000 п.
0000107704 00000 н.
0000107913 00000 п.
0000108122 00000 п.
0000108335 00000 п.