3К12 станок круглошлифовальный универсальныйСхемы, описание, характеристики
Производитель универсального круглошлифовального станка 3К12 — Ленинаканский завод шлифовальных станков г. Ленинакан (г. Гюмри) Армения.
Станок модели 3К12 заменил устаревшую модель круглошлифовального станка 3Б12.
Станки, выпускаемые Ленинаканским заводом шлифовальных станков
3К12 станок круглошлифовальный универсальный. Назначение и область применения
Универсальный круглошлифовальный станок 3К12 предназначен для шлифования наружных и внутренних цилиндрических, конических и торцевых поверхностей в условиях индивидуального и мелкосерийного производства с установкой детали в центрах или кулачковом патроне.
Наличие поворотного стола дает возможность шлифовать пологие конические поверхности в центрах.
Крутые конические поверхности могут быть прошлифованы с помощью разворота бабки изделия или шлифовальной бабки.
Перемещение верхней части шлифовальной бабки относительно нижней позволяет шлифовать периферией круга торец детали, закрепленной в патроне.
На станке 3К12 можно вести обработку следующими способами:
- продольным шлифованием с автоматической поперечной периодической подачей, осуществляемой при реверсе стола, с автоматическим выключением подачи по достижении заданного размера
- продольным шлифованием вручную по лимбу или до упора
- врезным шлифованием вручную по лимбу или до упора
Точность обработки — в пределах 1-2 классов.
Станок предназначен для работы на скорости шлифования 35 или 50 м/с.
Методы и особенности круглого шлифования
Способы круглого шлифования
Наружное круглое шлифование заготовок типа тел вращения можно осуществить продольными рабочими ходами, врезанием и уступами.
Шлифование продольными рабочими ходами (рис. 41, а).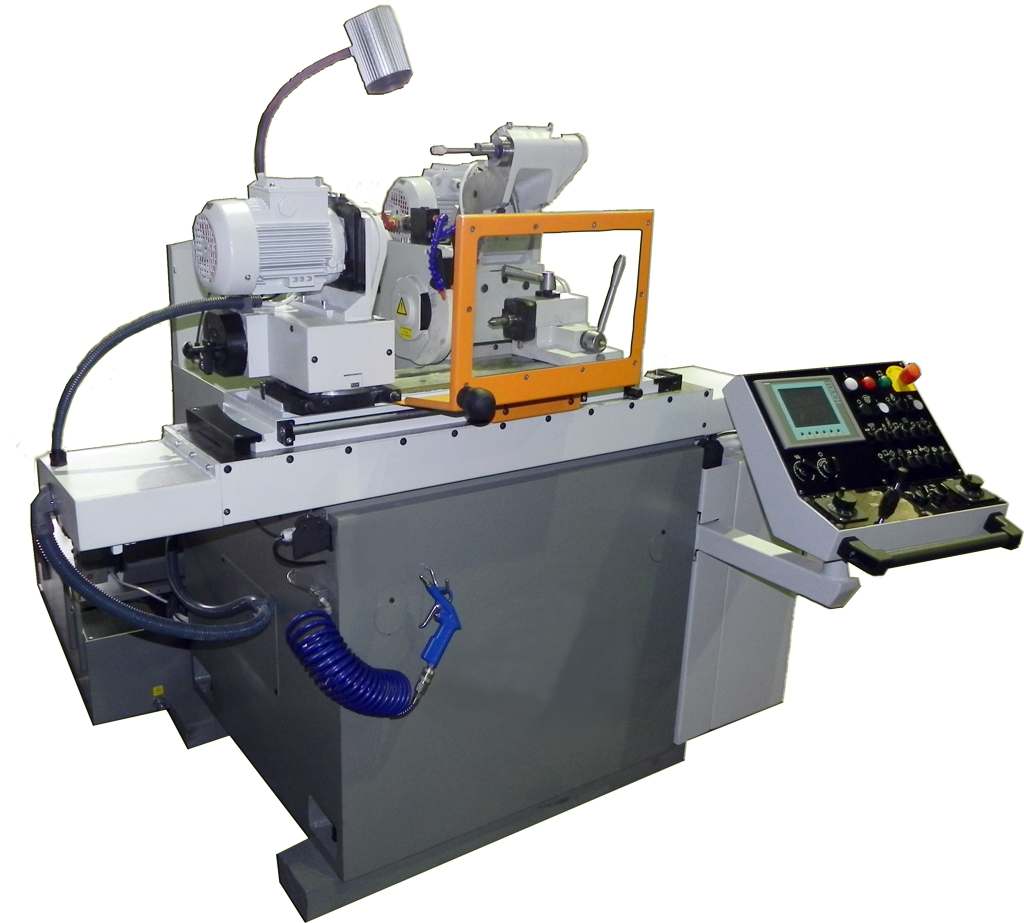 Шлифуемая заготовка 2, вращаясь на неподвижных центрах, совершает продольное перемещение вдоль своей оси с подачей Sпр (мм/мин). В конце двойного или каждого прохода шлифовальный круг 1 подают в направлении, перпендикулярном к оси заготовки 2, на установленную глубину шлифования или поперечную подачу SП, равную глубине t шлифования. Этот способ выгодно применять для шлифования заготовки с цилиндрической поверхностью большой длины. Глубину шлифования выбирают не более 0,05 мм.
Шлифуемая заготовка 2, вращаясь на неподвижных центрах, совершает продольное перемещение вдоль своей оси с подачей Sпр (мм/мин). В конце двойного или каждого прохода шлифовальный круг 1 подают в направлении, перпендикулярном к оси заготовки 2, на установленную глубину шлифования или поперечную подачу SП, равную глубине t шлифования. Этот способ выгодно применять для шлифования заготовки с цилиндрической поверхностью большой длины. Глубину шлифования выбирают не более 0,05 мм.
Глубинное шлифование (рис. 41, б) как разновидность шлифования с продольной подачей круга применяют при обработке жестких коротких заготовок со снятием припуска до 0,4 мм за один проход. Основную работу резания выполняет коническая часть круга, а цилиндрическая часть его только зачищает поверхность заготовки. Таким образом, при глубинном шлифовании совмещают обдирочное и чистовое шлифование.
Иногда применяют шлифование двумя установленными рядом кругами, причем круг для обдирочного шлифования выбирают с более крупным зерном и большей твердостью, чем круг для чистового шлифования.
Врезное шлифование (рис. 41, в) применяют при обдирочном и чистовом шлифовании цилиндрических заготовок. Шлифование проводят одним широким кругом, высота которого на 1 — 1,5 мм больше длины шлифуемой поверхности. Заготовка не имеет продольной подачи. Поперечную подачу круга на заданную глубину проводят непрерывно или периодически. Для получения поверхности с меньшим отклонением формы и параметром шероховатости кругу сообщают дополнительное осевое колебательное (осциллирующее) перемещение (до 3 мм) влево и вправо.
Преимущества обработки заготовки этим способом перед шлифованием продольными проходами следующие: подача круга проводится непрерывно; можно шлифовать фасонные заготовки профилированным шлифовальным кругом; на шпиндель можно устанавливать два или три круга и шлифовать одновременно несколько участков заготовки.
Недостатки способа врезания: вследствие высокой производительности выделяется большое количество теплоты; круг и заготовка нагреваются сильнее, чем при обычном шлифовании, поэтому шлифование необходимо проводить с обильным охлаждением; происходит более быстрое искажение геометрической формы круга, и поэтому требуется более частая его правка.
Шлифование уступами (рис. 41, г). При этом способе сочетается шлифование продольными проходами и врезное. Этот способ применяют при шлифовании длинных заготовок. Вначале шлифуют один участок вала при поперечной подаче круга, затем соседний с ним участок и т. д. Края участков при шлифовании перекрывают друг друга на 5—10 мм, однако обработанная поверхность получается ступенчатой. Поэтому на каждом участке снимают неполный припуск. Оставшийся слой, равный 0,02— 0,08 мм, снимают двумя-тремя быстрыми продольными проходами.
Ступенчатые заготовки начинают шлифовать со ступеней большего диаметра; при различной длине ступеней высоту шлифовального круга выбирают равной длине наименьшей ступени и шлифование проводят уступами.
Под обдирочным шлифованием понимают шлифование, предназначенное для удаления с заготовки дефектного слоя материала после литья, ковки, штамповки, прокатки и сварки.
При чистовом шлифовании в отличие от обдирочного преследуется цель достигнуть необходимых формы и параметра шероховатости шлифуемой поверхности. Разделение шлифовальных операций на обдирочное и чистовое шлифование дает возможность повысить производительность шлифовальных станков и использовать при обдирочном шлифовании менее точное оборудование. Если обдирочное и чистовое шлифование проводят на точных станках, необходимо при обдирочном шлифовании применять пониженные подачи для сохранения точности шлифовального станка.
Центровые круглошлифовальные станки делят на простые, универсальные и специальные.
На простых круглошлифовальных станках возможен поворот верхнего стола на угол а=6°, что дает возможность шлифовать конусы с малым углом при вершине.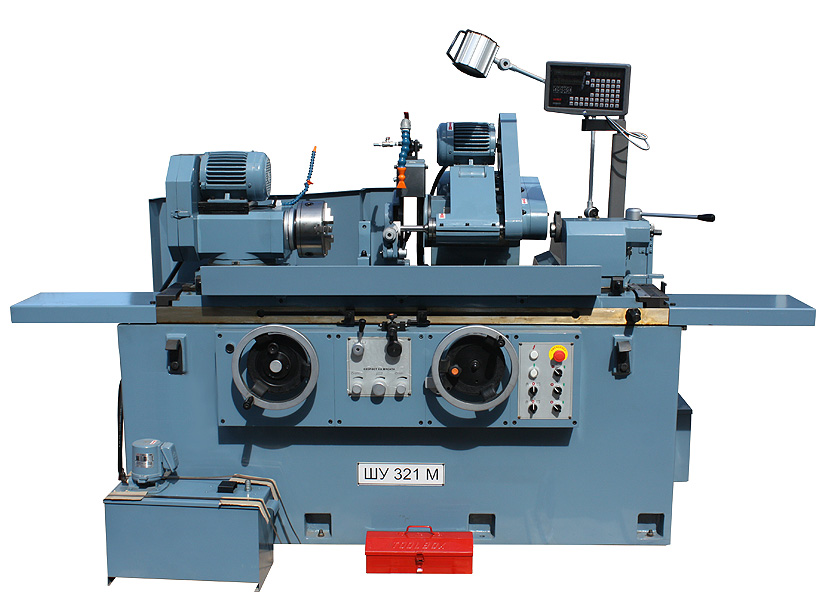
На универсальных круглошлифовальных станках
Для изготовления деталей сложных профилей применяют специальные полуавтоматы и автоматы. В машиностроении применяют различные детали сложных профилей, например, коленчатые и распределительные валы, многошлицевые валы, зубчатые колеса, кольца шариковых и роликовых подшипников, фасонные режущие инструменты.
Круглошлифовальные станки характеризуются наибольшими диаметром и длиной шлифуемой заготовки. Для станков общего назначения наибольший диаметр шлифуемой заготовки 100 — 1600 мм, а наибольшая длина 150—12 500 мм. Круглошлифовальные горизонтальные центровые станки общего назначения, в том числе с ЧПУ, с поворотными и неповоротными шлифовальной и передней бабками, предназначены для продольного и врезного шлифования.
3К12 Габарит рабочего пространства станка. посадочные базы и присоединительные места
Габарит рабочего пространства станка 3К12
3К12 Общий вид круглошлифовального станка
Фото круглошлифовального станка 3К12
3К12 Расположение составных частей шлифовального станка
Расположение составных частей круглошлифовального станка 3К12
Перечень составных частей шлифовальным станком 3К12
- станина 3К12.10.000
- блок дросселей 3К12.77.000
- гидропанель 3К12.73.000
- кран выбора вида подачи 3К12.74.000
- стол 3К12.20.000
- бабка изделия 3К12.50,000
- встройка выключателя автоматического 3К12.84.000
- отсчетное устройство пневматическое визуальное БЗ-6060В
- панель сигнализации 3К12.83.000
- шпиндель внутреннего шлифования ЗБ12-44-00
- приспособление для внутреннего шлифования 3К12.
 45.000
45.000 - бабка шлифовальная 3К12.40.000
- бабка задняя 3К12.51.000
- гидропанель станции гидропривода 3К12.78.000
- панель электрошкафа 3К12.85.000
- привод изделия 3К12.88.000
- электрошкаф 3К12.81.000
- блок подготовки воздуха 3К12.15.000
- салазки верхние 3К12.41.000
- ограждение 3К12.21.000
- гидроцилиндр стола 3К12.110.000
- салазки нижние 3К12.42.000
- встройка винта подачи 3К12.61.000
- установка подачи охлаждения 3К12.12.000
- механизм быстрого подвода 3К12.43.000
- клапан автоматического сброса конденсата 3К12.79.000
- станция гидропривода 3К12.71.000
- кран манометра 3M2.1-C320
- рукоятка управления 3К12.75.000
- пульт управления 3К12.82.000
- установка смазки шпинделя 3К12.13.000
- система гидравлики 3К12.70.000
- механизм подачи 3К12.60.000
- механизм ручного перемещения стола 3К12. 30.000
- трубопровод подачи охлаждения 3К12.14.000
 30.000
30.0003К12 Расположение органов управления шлифовальным станком
Расположение органов управления шлифовальным станком 3К12
Перечень органов управления круглошлифовальным станком 3К12
- вводный выключатель
- упор реверсирующий стол при правке
- регулятор скорости привода изделия
- винт зажима пиноли задней бабки
- рукоятка управления пинолью задней бабки
- фиксатор поворота верхнего стола
- винт поворота верхнего стола
- винт регулировки усилия поджима пиноли задней бабки
- винт зажима индикатора поворота верхнего стола
- рукоятка управления подводом-отводом шлифовальной бабки и движениями стола
- рукоятка жесткого упора механизма подачи
- рукоятка толчковой подачи
- маховик механизма подачи шлифовального круга
- рукоятка зажима лимба механизма подачи шлифовального круга
- рукоятка установки величины периодической подачи
- кнопка «Стоп общий»
- кнопка «Пуск общий»
- кнопка «Стоп шлифовального круга»
- кнопка «Пуск шлифовального круга»
- переключатель управления приводом изделия
- маховик механизма ручного перемещения стола
- рукоятка переключения скоростей механизма ручного перемещения стола
- регулятор рабочей скорости стола
- дроссель регулировки скорости разгона стола справа налево
- дроссель регулировки паузы стола в левом положения
- дроссель регулировка скорости разгона стола слева направо
- дроссель регулировки паузы стола в правом положения
- рукоятка, крана выбора вида периодической подачи
- левый реверсирующий упор стола
- рычаг реверса гидропанели
- фиксатор рычага реверса гидропанели
- правый реверсирующий упор стола
Гидравлическая и кинематическая схемы круглошлифовального станка 3К12
Гидравлическая и кинематическая схемы круглошлифовального станка 3К12
Гидравлическая схема круглошлифовального станка 3К12. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Работа станка по гидрокинематической схеме
Привод шлифовального круга наружного шлифования осуществляется от электродвигателя 123 через клиноременную (или поликлиноременную) передачу со шкивами 124 и 125 на вал XVII (шпиндель шлифовального круга наружного шлифования).
Привод шлифовального круга внутреннего шлифования осуществляется от электродвигателя 120 через плоскоременную передачу со шкивами 121 и 122 на вал ХV (шпиндель внутришлифовальный).
Кронштейн внутришлифовального шпинделя может поворачиваться вокруг оси ХVI.
ВНИМАНИЕ! Перед опусканием внутришлифовального шпинделя рукоятку быстрого подвода — отвода шлифовальной бабки зафиксировать в положении «Подвод».
Привод изделия осуществляется от бесступенчатого регулируемого электродвигателя постоянного тока 117 через клиноременную передачу со шкивами 118-119 на поводковую планшайбу. Через фиксатор далее вращение можно передать на вал ХIV (шпиндель бабки изделия).
Привод стола осуществляется гидравлически — от цилиндра 47, механически — от механизма ручного перемещения стола. Если блок 75-76 такой как он показан на схеме, то работает планетарный механизм: при вращении маховика 84 шестерня 76 обкатывается вокруг неподвижной шестерни 82 и из-за разности в один зуб между шестернями 76 и 75 последняя придает шестерне 83 медленное вращение, которое через шестерни 81-77-78-80 и вал VII передается реечной шестерне 79, сцепленной с рейкой стола 74. Стол медленно перемещается.
Если блок 75-76 оттянуть на рабочего, то зацепление шестерен 76 и 82 разорвется, а шестерня 75 сцепится с сектором, жестко закрепленным на маховике (не выходя из зацепления с шестерней 83)• Теперь вал-шестерня 83 оказывается жестко связанным с маховиком 84, и стол движется быстро, минуя планетарную передачу.
Блок 77-78 может перемещаться штоком цилиндра 45, разрывая зацепление между шестернями 78 и 80. Это необходимо при гидрофицированном перемещении стола, во избежание заклинивания или быстрого вращения маховика при движении стола.
Механизм быстрого подвода-отвода шлифовальной бабки
Корпус гидроцилиндра 54 закреплен на шлифовальной бабке и при подаче давления в одну из торцевых полостей плунжер, в котором смонтирована гайка ходового винта, остается неподвижным в осевом направления, а корпус цилиндра перемещается, увлекая с собой верхние салазки, на которых стоит шлифовальная бабка. При перемещении корпуса цилиндра быстрого подвода перемещается и золотник торможения 53 (оставаясь неподвижным относительно корпуса)•
В конце хода золотник останавливается упором, укрепленным на плунжере цилиндра 54, и перемещается относительно корпуса, направляя масло, выдавливаемое на слив из цилиндра 54 через тормозные дроссели 58(1) или 58(2).
ВНИМАНИЕ! Если при подводе и отводе шлифовальной бабки слышен стук — отрегулировать тормозные дросселя 58(1), 58(2).
Механизм подачи
С помощью механизма подачи можно выполнить следующие действия:
- перегон шлифовальной бабки по винту от маховика 86 и жестко связанной с ним шестерни 88 через шестерни 89-90-92-93-31 (в случае с шариковой гайкой с шагом 6 мм и левой резьбой, как показано на рис. 4) дли через шестерен131-130-91 (в случае с гайкой скольжения с шагом 2 мм) и вал XIII, являющийся ходовым винтом механизма подачи. Вращаясь, винт перемещает гайку, заделанную в плунжере цилиндра быстрого подвода-отвода. Плунжер и постоянно поджатый давлением к одному из его торцев корпус цилиндра 54 перемещаются, передавая движение салазкам со шлифовальной бабкой;
- ручную подачу при шлифовании от маховика 86 по описанной выше цепи. При этом можно работать до упора, повернув откидной рычаг 104 в положение, показанное на схеме, так, чтобы упор 103, укрепленный на поворотном лимбе 105, упирался в него, когда установленный по лимбу путь подачи будет пройден. В этот же момент другой упор 101, также укрепленный на лимбе, через рычаг 100 должен нажать на конечный выключатель ВП4 и тем самым включить световой сигнал «Готов размер»
- толчковую подачу (0,002 мм на радиус на один толчок) рукояткой 108, ход которой ограничивается регулируемым упором 109, через собачку110. Далее движение передается на винт подачи, как описано выше;
- периодическую автоматическую подачу от собачки 95, приводимой в движение штоком гидроцилиндра 50 и зацепляющейся с храповиком 87
 4) дли через шестерен131-130-91 (в случае с гайкой скольжения с шагом 2 мм) и вал XIII, являющийся ходовым винтом механизма подачи. Вращаясь, винт перемещает гайку, заделанную в плунжере цилиндра быстрого подвода-отвода. Плунжер и постоянно поджатый давлением к одному из его торцев корпус цилиндра 54 перемещаются, передавая движение салазкам со шлифовальной бабкой;
4) дли через шестерен131-130-91 (в случае с гайкой скольжения с шагом 2 мм) и вал XIII, являющийся ходовым винтом механизма подачи. Вращаясь, винт перемещает гайку, заделанную в плунжере цилиндра быстрого подвода-отвода. Плунжер и постоянно поджатый давлением к одному из его торцев корпус цилиндра 54 перемещаются, передавая движение салазкам со шлифовальной бабкой;Количество зубцов храповика, захватываемых собачкой 95, имеющей постоянный угол качания, регулируется изменением положения козырька 106 посредством поворота рукоятки на валу ХII через шестерню 98, сектор 96 л диск 107. Подача устанавливается рукояткой. Другой козырек 99 укреплен на лимбе 105 так, что когда установленный ход подачи заканчивается (нулевое деление лимба подходят к указательной риске), козырек, постоянно вращающийся вместе с лимбом, заходит под собачку 95 и прекращает подачу.
Подача устанавливается рукояткой. Другой козырек 99 укреплен на лимбе 105 так, что когда установленный ход подачи заканчивается (нулевое деление лимба подходят к указательной риске), козырек, постоянно вращающийся вместе с лимбом, заходит под собачку 95 и прекращает подачу.
ВНИМАНИЕ! При работе с периодической автоматической подачей рычаг 104 должен быть откинут.
Работа остальных элементов схемы пояснений не требует.
Общая компановка станка
На станине I (см. рис. I), имеющей в плане Г-образную форму, размещается на продольных направляющих стол 5, несущий на себе бабку изделия 6 л заднюю бабку 13. На стол могут быть установлены различные приспособления.
Сзади стола на станине установлены нижние салазки 22 с роликовыми направляющими, перпендикулярными к направляющим стола, по которым перемещаются верхние салазки 19 с поворотной шлифовальной бабкой 12. На шлифовальной бабке монтируется приспособление для внутреннего шлифования II с откидным кронштейном внутришлифовального шпинделя 10.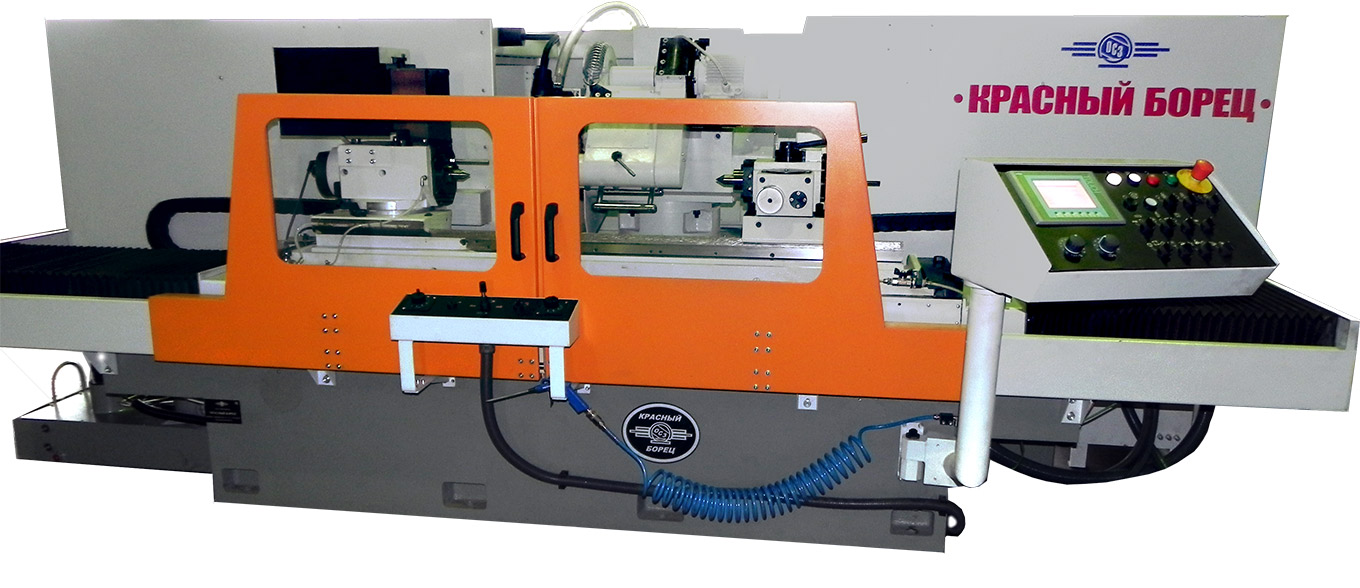 В передней части станины под фартуком размещаются механизмы ручного перемещения стола 34 и подачи 33 шлифовальной бабки, а также гидроаппаратура приводов стола и механизма подачи.
В передней части станины под фартуком размещаются механизмы ручного перемещения стола 34 и подачи 33 шлифовальной бабки, а также гидроаппаратура приводов стола и механизма подачи.
Отдельно от станка, в Г-образной выемке станины и сзади станка располагаются агрегаты: установка подачи охлаждения 24, станция гидропривода 27 с электрошкафом 17 и установка смазки шлифовального шпинделя 31.
Станина станка 3К12
Станина, выполненная в виде ребристой чугунной отливки I (рис. 5), имеет V-образную и плоскую направляющие скольжения 3, по которым перемещается стол. Подача смазки к направляющим контролируется визуально с помощью глазка — маслоуказателя 4.
Фартук 2 станины состоит из трех отдельных кожухов. По всей длине фартука проходит лоток для сбора утечек с гидроаппаратов. Верхняя плоскость станины состоит из ряда наклонных поверхностей для слива охлаждающей жидкости. Транспортируют станину» как и весь станок, в сборе с помощью грузовых крюков 5.
Гидроцилиндр рабочего стола 3К12
Гидроцилиндр монтируется на станине между направляющими (рис. 6). К опорам 4 и 8 подводится масло. Поршень 7, перемещаясь в трубе 6, через шток 5 передает движение столу. Ложный (нерабочий) шток 9 служит для уравнивания скоростей прямого и обратного хода.
6). К опорам 4 и 8 подводится масло. Поршень 7, перемещаясь в трубе 6, через шток 5 передает движение столу. Ложный (нерабочий) шток 9 служит для уравнивания скоростей прямого и обратного хода.
Воздух из цилиндра выпускается через трубки 3 и колодки 2 в момент открывания пробки I.
Стол станка 3К12
Стол (рис. 7) состоит из верхнего (поворотного) 4 и нижнего стола 2. Для поворота служит рукоятка 9, черев винт перемещающая рейку, взаимодействующую с зубом фиксатора 6. Точный поворот отсчитывается указателем 10 по индикатору 7. После поворота стол фиксируется планками 3 и 8. На нижнем столе в Т-образном пазу устанавливаются упоры 5 реверса гидропанели. Снизу крепится кронштейн I для зацепления со штоком гидроцилиндра и рейка II для перемещения стола вручную. На столе может быть установлен брызгозащитный щиток 12.
Механизм ручного перемещения стола
В корпусе I (рис. 8) монтируется центральный вал 10 и плунжер 9, который несет блок 8. На корпусе I укреплена неподвижная шестерня 2 плане тарного механизма, а сателлит 3 может быть выведен из зацепления с ней рукояткой 4 и сцеплен с сектором 5, установленным на корпусе маховика 6. Подпружиненное кольцо 7 служит защитным уплотнением. Работа механизма описана в разделе 1.3.3.
Подпружиненное кольцо 7 служит защитным уплотнением. Работа механизма описана в разделе 1.3.3.
Бабка шлифовальная
Шлифовальная бабка состоит из двух корпусов: нижнего поворотного I (рис. 9) и верхнего перемещающегося 7, на котором установлен электродвигатель 6 привода шлифовального круга. Во вкладышах 3 монтируется шпиндель 5. Смазка шпинделя контролируется автоматически (см. описание электрооборудования) я визуально через глазок 4.
На левом конусе шпинделя монтируется во фланцах шлифовальный круг 8, помещенный в защитный кожух 9 с регулируемым козырьком 2.
На правом конусе шпинделя монтируется клиноременный шкив 14 (может также применяться поликлиноременная передача).
Электрооборудование и приводы круглошлифовального станка 3К12
Напряжения сети, применяемые в станке 3К12
- Напряжение общей питающей сети переменного тока ~ 380 В.
- Напряжение питания приводов переменного тока ~ 380 В.
- Напряжение питания приводов постоянного тока — 220 В.
- Напряжение цепей управления ~ 110 В,
- Напряжение местного освещения ~ 36 В,
- Напряжение сигнализации ~ 5 В,

Читайте также: Справочник заводов производителей шлифовальных станков
3К12 станок круглошлифовальный универсальный. Видеоролик.
Технические характеристики станка 3К12
| Наименование параметра | 3Б12 | 3К12 |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | П | П |
| Наибольший диаметр обрабатываемого изделия, мм | 200 | 200 |
| Наибольшая длина обрабатываемого изделия (РМЦ), мм | 500 | 500 |
| Наибольшая длина шлифования, мм | 450 | 450 |
| Наибольший диаметр круглого шлифования, мм | 200 | 200 |
| Рекомендуемый диаметр круглого шлифования, мм | 8. .60 .60 | 8..60 |
| Рекомендуемый диаметр внутреннего шлифования, мм | 25..100 | 25..100 |
| Расстояние от оси шпинделя передней бабки до зеркала стола — высота центров, мм | 120 | 120 |
| Станина и столы станка | ||
| Наибольшее продольное перемещение стола от руки/автомат, мм | 550/ 500 | 550/ 500 |
| Наименьший ход стола между упорами, мм | 4 | 2 |
| Ручное замедленное/ ускоренное перемещения стола за один оборот маховика, мм | 1,59/ 31,9 | 1,6/ 32,0 |
| Скорость перемещения стола от гидросистемы, м/мин | 0,1..5 | 0,1..5 |
| Наибольший угол поворота верхнего стола по часовой стрелке, град | 6 | 6 |
| Наибольший угол поворота верхнего стола против часовой стрелки, град | 7 | 7 |
| Шлифовальная бабка | ||
| Наибольшее перемещение шлифовальной бабки от маховика, мм | 110 | 110 |
| Перемещение шлифовальной бабки относительно верхних салазок, мм | 180 | 230 |
| Перемещение шлифовальной бабки во время быстрого подвода, мм | 40 | 40 |
| Поворот шлифовальной бабки, град | 90 | 90 |
| Шлифовальный круг по ГОСТ 2424-67 | 300 х 40 х 127 | 350 х 40 х 127 |
| Диаметр шлифовального круга — наибольший/ наименьший, м/с | 300/ 200 | |
| Диаметр шлифовального круга — посадочный, м/с | 127 | 127 |
| Наибольшая высота устанавливаемого круга, мм | 40 | 40 |
| Частота вращения шпинделя наружного шлифования, об/мин | 2250 | 2720 |
| Толчковая подача — периодическая подача с реверсированием стола, мм | 1,2 | |
| Величина поперечного перемещения шлифовальной бабки за один оборот маховика, мм | 0,5 | 0,5 |
| Скорость быстрого установочного перемещения шлифовальной бабки, мм/мин | 1,2 | 1,0 |
| Конец шлифовального шпинделя по ГОСТ 2323-67 (конусность 1:5, номинальный диаметр), мм | 50 | 65 |
| Приспособление для внутреннего шлифования | ||
| Диаметр внутришлифовальной головки, мм | 17 х 20 х 6 30 х 25 х 10 40 х 32 х 16 | 17 х 20 х 6 30 х 25 х 10 40 х 32 х 16 |
| Число оборотов внутришлифовального шпинделя | 16750 | 16750 |
| Передняя бабка (бабка изделия) | ||
| Частота вращения изделия (бесступенчатое регулирование), об/мин | 78. .780 .780 | 52..780 |
| Угол поворота в сторону шлифовального круга, град | 90 | 90 |
| Угол поворота в сторону от шлифовального круга, град | 30 | 30 |
| Конус шпинделя передней бабки по ГОСТ 2847-67 | Морзе 3 | Морзе 4 |
| Задняя бабка | ||
| Величина отвода пиноли задней бабки от руки, мм | 25 | 30 |
| Конус шпинделя пиноли задней бабки по ГОСТ 2847-67 | Морзе 3 | Морзе 4 |
| Привод и электрооборудование станка | ||
| Количество электродвигателей на станке | 7 | 7 |
| Электродвигатель шпинделя шлифовальной бабки 2М, кВт | 3,0 | 5,5 |
| Электродвигатель внутришлифовального шпинделя 7М, кВт | 1,1 | 1,1 |
| Электродвигатель привода изделия 1М, кВт | 1,0 | 0,7 |
| Электродвигатель насоса гидросистемы 3М, кВт | 1,0 | 2,2 |
| Электродвигатель насоса системы смазки шпинделя 4М, кВт | 0,27 | 0,27 |
| Электродвигатель насоса системы охлаждения 5М, кВт | 0,15 | 0,15 |
| Электродвигатель магнитного сепаратора 6М, кВт | 0,12 | 0,12 |
| Габаритные размеры и масса станка | ||
| Габаритные размеры станка (длина х ширина х высота), мм | 2600 х 1750 х 1750 | 2600 х 1900 х 1975 |
| Масса станка с электрооборудованием и охлаждением, кг | 3000 | 3100 |
Связанные ссылки. Дополнительная информация
Дополнительная информация
Станок круглошлифовальный универсальный высокой точности 3У144МВМ — цена, отзывы, характеристики с фото, инструкция, видео
Круглошлифовальный станок 3У144МВМ — универсальный полуавтамат, предназначенный для обработки наружных и внутренних цилиндрических и конических поверхностей методом продольного или врезного шлифования, а также для шлифования плоских поверхностей деталей типа шайб, фланцев и подшлифовки невысоких торцов на валах.
На круглошлифовальном станке моделей 3У144МВМ в обычном исполнении механизм поперечных подач шлифовальной бабки обеспечивает ручные и автоматические поперечные подачи, позволяет производить настройку на общую величину снимаемого припуска и величину припуска, снимаемого при чистовом шлифовании. Механизм обеспечивает автоматическое переключение с черновой подачи на чистовую с помощью конечного микропереключателя, размещенного в корпусе механизма.
Электрика станка круглошлифовального 3У144 МВМ:
Круглошлифовальные станки оснащены программируемым логическим контроллером (ПЛК), который управляет электроавтоматикой станка, что повышает его надежность. Привод механизма подач шлифовального круга, а также вращения заготовки, осуществляется при помощи электродвигателей переменного тока с частотными преобразователями.
Устройство балансировки шлифовального круга станка 3У144МВМ:
Станок оснащается устройством балансировки шлифовального круга во время работы, состоящим из механизма балансировки круга и электронного индикатора размаха колебаний. Устройство отличается быстродействием, надежностью работы, простотой управления и удобством обслуживания, что способствует повышению производительности и чистоты шлифования.
Круглошлифовальный станок 3У144МВ — конструкция:
Бесступенчатое регулирование частоты вращения заготовки, скоростей поперечных и продольных подач, обеспечивает возможность шлифования на оптимальных режимах. Скорость резания основного шлифовального круга 50 м/с гарантирует высокую производительность и качество шлифования. Три сменные шпиндельные головки с диаметром 100, 80 и 60 мм обеспечивают достаточную скорость резания при шлифовании отверстий различных диаметров во всём диапазоне шлифуемых размеров.
Скорость резания основного шлифовального круга 50 м/с гарантирует высокую производительность и качество шлифования. Три сменные шпиндельные головки с диаметром 100, 80 и 60 мм обеспечивают достаточную скорость резания при шлифовании отверстий различных диаметров во всём диапазоне шлифуемых размеров.
Гидростатические опоры круглошлифовального станка 3У144МВ:
Гидростатические опоры шпинделя передней бабки круглошлифовальных станков 3У142, 3У143, 3У144 гарантируют высокую стабильность положения его оси при вращении на протяжении всего срока службы без каких-либо затрат на ремонт. Индикатор контроля размаха колебаний шлифовального круга при помощи балансировочного устройства помогает быстро свести к минимуму дисбаланс шлифовального круга. Установка двухступенчатой очистки СОЖ способствует повышению качества шлифования и увеличению срока службы самой СОЖ.
Высокая точность и производительность станка 3У144 МВ:
Винт-гайка качения в механизме подач круглошлифовального станка 3У142, 3У143, 3У144 гарантирует высокую точность перемещения шлифовальной бабки на заданный размер независимо от возникающих внешних нагрузок на бабку. Вращение лимба при работе станка в цикле с автоматическими подачами обеспечивает возможность визуального контроля съёма припуска. Гидрофицированный прибор для автоматической правки шлифовального круга по копиру значительно повышает производительность станка при обработке партии деталей.
Вращение лимба при работе станка в цикле с автоматическими подачами обеспечивает возможность визуального контроля съёма припуска. Гидрофицированный прибор для автоматической правки шлифовального круга по копиру значительно повышает производительность станка при обработке партии деталей.
- Постоянство диаметра цилиндрической поверхности заготовки в продольном сечении: 3 мкм
- Круглость цилиндрической поверхности заготовки: 1,0 мкм
- Плоскостность торцовой поверхности образца (выпуклость не допускается): 3,6 мим
- Шероховатость Rа цилиндрической наружной поверхности: 0,125 мкм
- Шероховатость Rа цилиндрической внутренней поверхности: 0,25 мкм
- Шероховатость Rа плоской торцовой поверхности: 0,5 мкм.
Конструктивные особенности станка:
 Скорость стола зависит от угла наклона рукоятки;
Скорость стола зависит от угла наклона рукоятки;| Характеристика | Значение |
|---|---|
| Высота центров, мм | 240 |
| Наибольший диаметр обработки, мм | 400 |
Макс. длина изделия, мм длина изделия, мм | 2 000 |
| Наибольший диаметр шлифуемого отверстия, мм | 200 |
| Наименьший диаметр шлифуемого отверстия, мм | 30 |
| Наибольшая длина шлифуемого отверстия, мм | 125 |
| Наибольшая высота фланца при шлифовании плоскостей, мм | 50 |
| Наибольший диаметр отверстия устанавливаемого в патроне, мм | 250 |
| Наибольшая длина изделия при шлифовании отверстия с люнетом, мм | 350 |
| Наибольшая масса изделия при не зажатой пиноли, кг | 200 |
| Наибольшая масса изделия при зажатой пиноли, кг | 500 |
| Наибольшая масса изделия при обработке в патроне, кг | 150 |
| Наибольшая длина перемещения стола, мм | 2 000 |
Скорость перемещения стола от гидропривода, м/мин. | 0.05…5.0 |
| Наибольший угол поворота верхнего стола по часовой стрелке, град. | 3 |
| Наибольший угол поворота верхнего стола против часовой стрелки, град. | 8 / 7 / 6 |
| Частота вращения изделия (регулирование бесступенчатое), мин-1 | 25 — 300 |
| Наибольший угол поворота передней бабки по часовой стрелке, град. | 30 |
| Наибольший угол поворота передней бабки против часовой стрелки, град. | 90 |
| Мощность электродвигателя привода изделия, кВт | 1,5 |
| Размеры шлифовального круга (Д х В х Дотв), мм | 600 x 80 x 305 |
| Скорость резания, м/с | 50 |
| Наибольшее перемещение по винту, мм | 290 |
| Периодическая подача, мм/об | 0.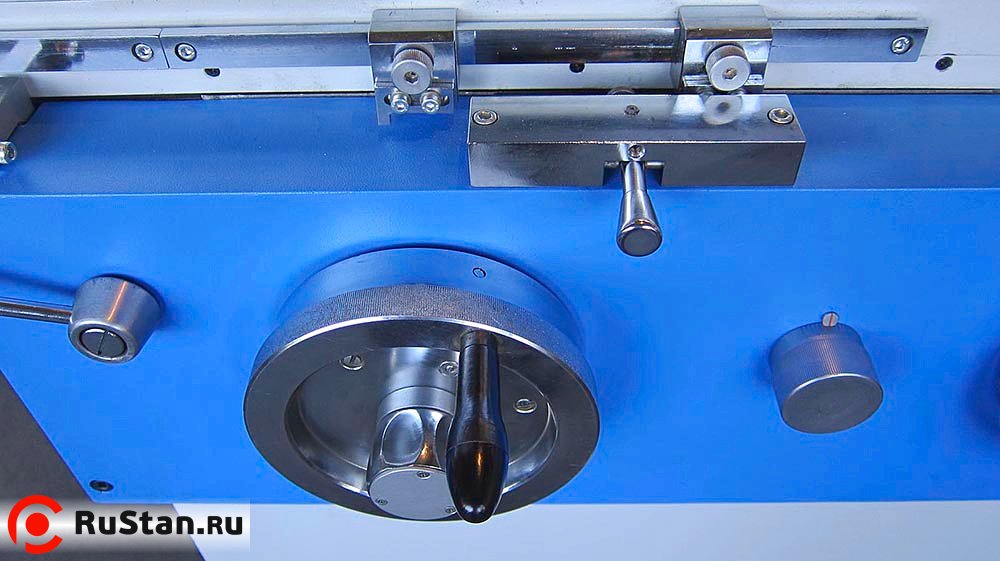 001…0.05 001…0.05 |
| Периодическая подача для станков с ЧПУ, мм/об | 0.001…0.999 |
| Скорость врезной подачи, мм/мин | 0.01…4.5 |
| Скорость врезной подачи для станков с ЧПУ, мм/мин | 0.01…9.99 |
| Наибольший угол поворота шлифовальной бабки, град. | ( /-) 30 |
| Мощность электродвигателя привода шлифовального круга, кВт | 11 |
| Мощность электродвигателя привода внутришлифовального устройства, кВт | 1,1 |
| Габариты (ДхШхВ), мм | 6440x3420x2220 |
| Ширина станка, мм | 3 420 |
| Высота станка, мм | 2 220 |
| Масса 3У144МВМ станка, кг | 10830 |
Составные части станка
Дополнительная комплектация
По заказу станок может оснащаться электроприводами и электроаппаратурой как отечественного производства, так и производства Siemens, Mitsubishi, Fagor и Heidenhain.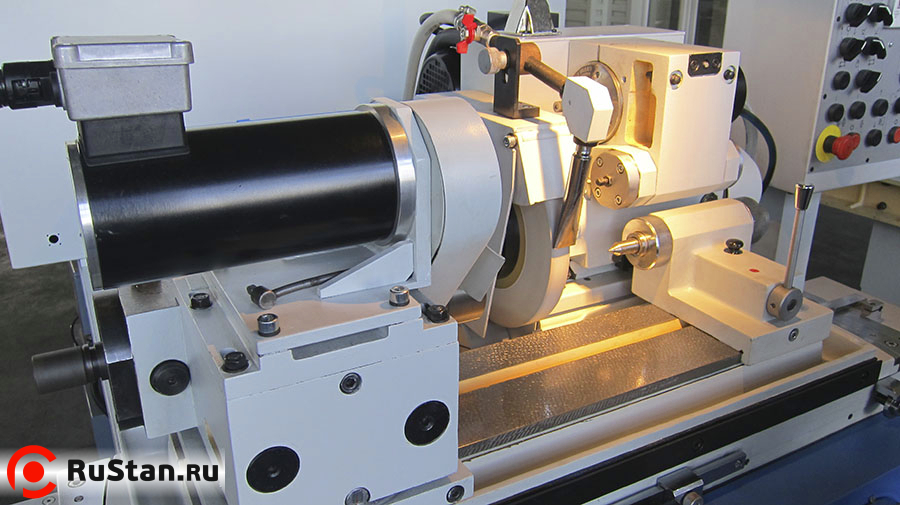 Предусмотрена возможность установки на круглошлифовальный станок приборов активного контроля с навесной и настольной скобами.
Предусмотрена возможность установки на круглошлифовальный станок приборов активного контроля с навесной и настольной скобами.
Отзывы о 3У144МВМ:
Отзывов пока нет, но ваш может быть первым.Оставить отзыв Масса брутто: 12130 кг.
Габариты в упаковке ДхШхВ, мм: 7213x3830x2486
Станок круглошлифовальный универсальный высокой точности 3У144МВМ с доставкой в г. Москва: подробные условия и стоимость
Станок круглошлифовальный универсальный 3Б12 | Станочный Мир
Если Вам необходимо купить Станок круглошлифовальный универсальный 3Б12 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок круглошлифовальный универсальный 3Б12 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
3132 станок круглошлифовальный универсальный полуавтоматСхемы, описание, характеристики
Сведения о производителе круглошлифовального станка 3132
Производитель универсального круглошлифовального станка 3132 — Харьковский станкостроительный завод ХСЗ им. С.В. Косиора. Предприятие работает с января 1936.
Станки, выпускаемые Харьковским станкостроительным заводом
3132 Станок круглошлифовальный универсальный полуавтомат. Назначение и область применения
Круглошлифовальный станок 3132 предназначен для наружного, внутреннего и торцового шлифования цилиндрических, конических и плоских поверхностей изделий с ручной поперечной подачей или автоматической при реверсе стола в условиях единичного и серийного производства.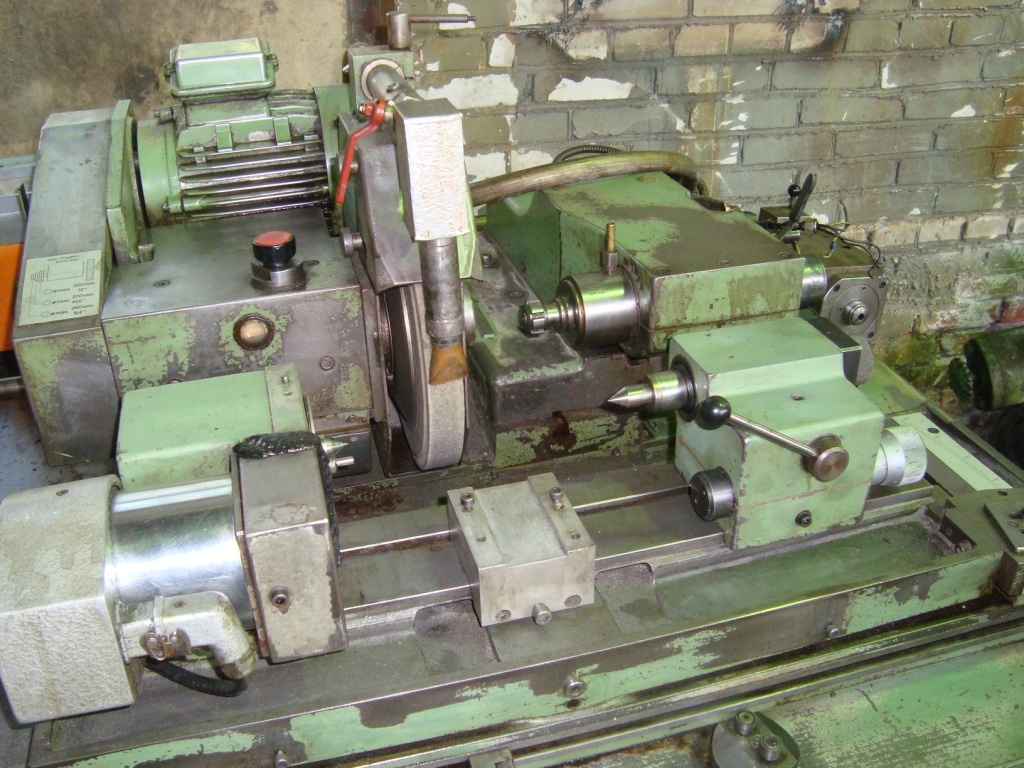
Станок 3132 снабжен поворотным верхним столом, что позволяет шлифовать пологие конические поверхности изделий. Для шлифования крутых конических поверхностей в центрах станок по особому заказу за отдельную плату может быть укомплектован специальным приспособлением.
Станок круглошлифовальный 3132 предназначен для:
- продольного и врезного шлифования цилиндрических и конических поверхностей;
- продольного и врезного шлифования отверстий;
- шлифования фланцевых и торцовых поверхностей.
Общая компоновка и особенности конструкции полуавтомата 3132
Резервуары для масла и охлаждающей жидкости находятся внутри станины.
Шпиндель передней бабки установлен в двух многовкладышных гидродинамических подшипниках скольжения высокого класса точности специальной конструкции.
Конструкция передней бабки позволяет производить шлифование при вращающемся или неподвижном шпинделе и выполнять шлифовальные работы в патроне или в центрах. Скорость вращения изделия регулируется бесступенчато.
Скорость вращения изделия регулируется бесступенчато.
Задняя бабка имеет ручной и гидравлический отвод пиноли.
Шлифовальная бабка перемещается по роликовым направляющим подкладной плиты. Вращение шпинделя шлифовальной бабки осуществляется отдельным электродвигателем через клиноременную передачу.
Алмазная правка шлифовального круга производится настольным откидным прибором, установленным на корпусе задней бабки.
Охлаждение шлифовального круга и изделия производится жидкостью, подаваемой из специального резервуара в зону шлифования и правки. Очистка охлаждающей жидкости от шлама осуществляется с помощью фильтра-сепаратора.
Шероховатость обрабатываемой поверхности:
- при наружном шлифовании не грубее — V9;
- при внутреннем шлифовании — V8, при торцовом — V7;
- при торцовом шлифовании — V7.
Габарит рабочего пространства круглошлифовального станка 3132
Чертеж рабочего пространства шлифовального станка 3132
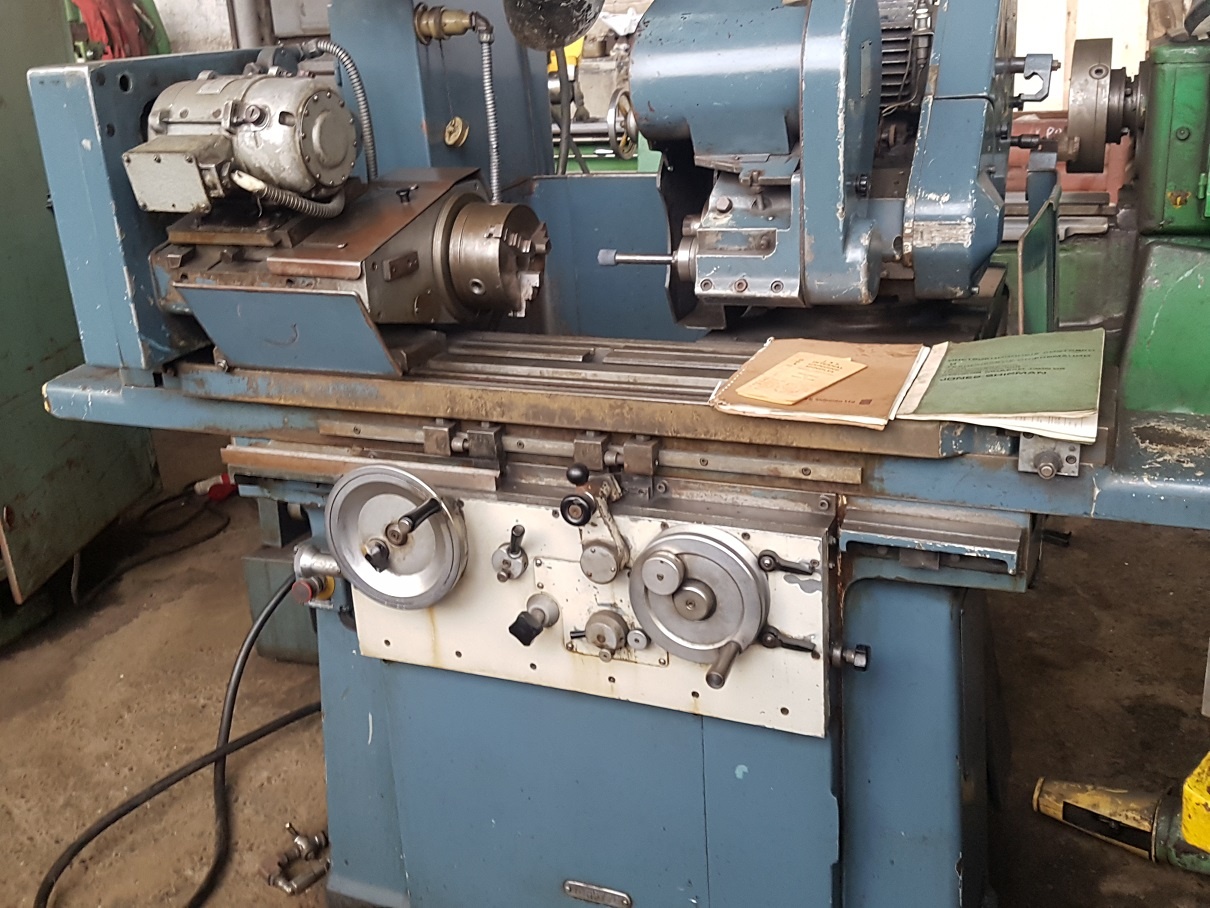
Общий вид круглошлифовального станка 3132
Фото шлифовального станка 3132
Фото шлифовального станка 3132
Фото шлифовального станка 3132
Вид сзади шлифовального станка 3132
Фото шлифовального станка 3132
Расположение органов управления круглошлифовальнным станком 3132
Расположение органов управления круглошлифовальнным станком 3132
Электропривод ПМУ5м-14с круглошлифовального станка 3132
Электрическая схема электропривода ПМУ5м-14с круглошлифовального станка 3132
Электрическая схема электропривода ПМУ5м-14с станка 3132
Электрическая схема электропривода ПМУ5м-14с круглошлифовального станка 3132. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Назначение электропривода ПМУ5м
Электроприводы комплектные регулируемые типа ПМУ 5М С (в дальнейшем именуемые — приводы) предназначены для бесступенчатого регулирования скорости механизмов и машин. Частота питающей сети 50 и 60 Гц.
Приводы рассчитаны для работы в среде невзрывоопасной, не содержащей токопроводящей пыли, агрессивных газов и паров к концентрациях, разрушающих металлы и изоляцию. Температура окружающей среды от плюс 5 градусов С до плюс 40 градусов С, относительная влажность воздуха не более 90 процентов при температуре 20 градусов С и не более 50 процентов при температуре 40 градусов С. Не допускаются сильные удары, толчки и вибрации.
Устройство и принцип работы электропривода ПМУ5м
Блок питания и регулятор скорости открытого исполнения. Внешние присоединения блока питания осуществляются через клеммные зажимы.
Схема электрическая принципиальная приводов ПМУ 5М С. приведена на рисунке 1.
Регулирование скорости вращения двигателя производится за счет изменения подводимого к якорю выпрямленного напряжения, значение которого определяется индуктивным сопротивлением рабочих обмоток магнитных усилителей W, включенных последовательно с выпрямителями и якорем двигателя.
Индуктивное сопротивление рабочих обмоток магнитных усилителей зависит от степени подмагничивания их сердечников постоянным потоком, создаваемым обмотками управления магнитных усилителей.
Для обеспечения жесткости механических характеристик в диапазоне регулирования привод выполнен в виде замкнутой системы автоматического регулирования с обратными связями по току и напряжению. На обмотки управления магнитных усилителей W1 и W2 подается разность трех напряжений: напряжения на якоре, задающего напряжения с делителя 5R—Р—2R и напряжения токовой обратной, связи с резистора 5R. Делитель напряжения 5R — Р — 2R питается от выпрямителя 4В, цепь обратной связи по току состоит из трансформатора тока ТТ, выпрямителя 3В и резистора 5R. Питание обмотки возбуждения двигателя ОВД и обмотки смещения магнитных усилителей W3 осуществляется от трансформатора ТН через выпрямительный мост 2В.
Питание обмотки возбуждения двигателя ОВД и обмотки смещения магнитных усилителей W3 осуществляется от трансформатора ТН через выпрямительный мост 2В.
При величине задающего напряжения большей напряжения на якоре (движок регулятора Р находится в точке 14) ток в обмотках управления увеличивается и подмагничивает сердечники магнитных усилителей. Соответственно напряжение на выходе магнитных усилителей увеличивается и, следовательно, возрастает скорость двигателя. При перемещении движка регулятора скорости в сторону точки 13 скорость вращения двигателя снизится, так как задающее напряжение станет меньше напряжения на якоре.
Для стабилизации задающего напряжения в схему привода включен феррорезонансный стабилизатор, состоящий из трансформатора ТТО и конденсатора С2. В установившемся режиме стабилизатор обеспечивает постоянство задающего напряжения.
Кроме того, при включении блока в сеть, вследствие всплеска тока в стабилизаторе, происходит медленное нарастание задающего напряжения, что приводит к некоторому снижению пускового тока.
Значительное снижение величины пускового тока до 4 JH. достигается с помощью узла токоограничения, состоящего из диода Д, стабилитрона СТ I, дросселя ДР.
При пуске двигателя напряжение, снимаемое с резистора 6R, открывает стабилитрон СТ1. При этом в обмотках управления VV4 протекает ток в направлении запирания магнитного усилителя.
Технические характеристики электропривода ПМУ5м
Источник питания — БСА1045-0002
Двигатель ПС-53А 0,75 кВт
Регулятор РПП 21 0,05 Квт
ТУ16-530.116-71
- Номинальное напряжение питания — 380 В
- Номинальная мощность привода — 0,75 кВт
- Допустимый ток нагрузки, не более — 4 А
- Диапазон регулирования скорости — 1:10
- Минимальная скорость вращения — 220 об/мин
- Максимальная скорость вращения — 2200 об/мин
- Масса блока — 65 кг
Установочный чертеж круглошлифовального станка 3132
Установочный чертеж круглошлифовального станка 3132
Читайте также: Заводы производители шлифовальных станков в России
3132 станок круглошлифовальный универсальный полуавтомат.
 Видеоролик.
Видеоролик.Технические характеристики станка 3132
| Наименование параметра | 3132 | 3М132В |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | Н | В |
| Наибольший диаметр обрабатываемого изделия, мм | 280 | 280 |
| Наибольшая длина обрабатываемого изделия, мм | 1000 | 1000 |
| Наибольший диаметр шлифования без люнета, мм | 8-280 | 280 |
| Наибольший диаметр шлифования без люнета при внутреннем шлифовании, мм | 30-100 | |
| Наибольший диаметр шлифования в люнете, мм | 60 | 60 |
| Наименьший диаметр шлифования при изношенном круге, мм | — | |
| Наибольшая длина шлифования, мм | 900 | |
| Наибольшая длина шлифуемого отверстия, мм | 100 | |
| Расстояние от оси шпинделя передней бабки до зеркала стола (высота центров), мм | 160 | 185 |
| Наибольшая масса обрабатываемого изделия, кг | 40 | 55 |
| Конус шпинделя передней бабки и пиноли задней бабки по ГОСТ 2847-67 | Морзе 4 | |
| Конец шлифовального шпинделя по ГОСТ 2323-67 (конусность 1:5, номинальный диаметр), мм | ||
| Станина и столы станка | ||
| Наибольшее продольное перемещение стола, мм | 920 | 995 |
| Наименьший ход стола между упорами, мм | 8 | |
| Ручное замедленное/ ускоренное перемещения стола за один оборот маховика, мм | 5,3/ 22,6 | |
| Скорость перемещения стола от гидросистемы, м/мин | 0,1. .6 .6 | 0,05..5 |
| Наибольший угол поворота верхнего стола по часовой стрелке, град | 3 | 8 |
| Наибольший угол поворота верхнего стола против часовой стрелки, град | 8 | 8 |
| Цена деления шкалы поворота верхнего стола, град | 0°21′ | 0°20′ |
| Шлифовальная бабка | ||
| Диаметр шлифовального круга — наибольший/ наименьший, мм | 600 | 600/ 450 |
| Диаметр шлифовального круга — посадочный, мм | 305 | 305 |
| Наибольшая высота устанавливаемого круга, мм | 50 | 80 |
| Частота вращения шпинделя шлифовальной бабки (круг = Ø600мм), об/мин | 1112; 10000 | |
| Наибольший угол поворота шлифовальной бабки, град | ±30° | ±30° |
| Механизм поперечных подач шлифовальной бабки | ||
| Наибольшее перемещение шлифовальной бабки от руки (по винту), мм | 281 (50) | 290 |
| Величина быстрого подвода шлифовальной бабки, мм | ||
| Время быстрого подвода шлифовальной бабки, с | 2 | |
| Толчковая подача — периодическая подача с реверсированием стола, мм | 0,0025. .0,03 .0,03 | 0,001..0,05 |
| Величина тонкой подачи, мм | ||
| Величина тонкой толчковой подачи, мм | 0,001 | |
| Величина врезной подачи на диаметр изделия, мм | ||
| Непрерывная подача для врезного шлифования (бесступенчатое регулирование), мм/мин | ||
| Цена деления лимба поперечной подачи, мм | 0,005 | |
| Величина поперечного перемещения шлифовальной бабки за один оборот маховика, мм | 0,5 | |
| Скорость быстрого установочного перемещения шлифовальной бабки, мм/мин | ||
| Приспособление для внутреннего шлифования | ||
| Наибольший диаметр заготовки, устанавливаемой в патроне, мм | 280 | 200 |
| Наибольшая длина (глубина) шлифуемого отверстия, мм | 100 | 125 |
| Диаметр шлифуемого отверстия, мм | 30. .100 .100 | 15..125 |
| Диаметр внутиришлифовальной головки, мм | 20..32 | |
| Число оборотов внутришлифовального шпинделя | ||
| Передняя бабка | ||
| Частота вращения изделия (бесступенчатое регулирование), об/мин | 50..400 | 40..800 |
| Конус центра по ГОСТ 13211-67 | Морзе 4 | Морзе 4 |
| Наибольший угол поворота передней бабки к шлифовальному кругу, град | 90° | 90° |
| Наибольший угол поворота передней бабки от шлифовального круга, град | 30° | 30° |
| Задняя бабка | ||
| Величина отвода пиноли задней бабки от руки, мм | 35 | 35 |
| Отвод пиноли задней бабки от руки, мм | Рычажный / гидравл | |
| Конус центра задней бабки по ГОСТ 13211-67 | Морзе 4 | Морзе 4 |
| Привод и электрооборудование станка | ||
| Количество электродвигателей на станке | 8 | 13 |
| Электродвигатель шпинделя шлифовальной бабки, кВт (об/мин) | 5,5 (1450) | |
| Электродвигатель насоса гидросистемы, кВт (об/мин) | 1,5 (950) | |
| Электродвигатель перемещения шлифовальной бабки, кВт (об/мин) | ||
| Электродвигатель внутришлифовального шпинделя, кВт (об/мин) | 1,1 (2815) | |
| Электродвигатель привода изделия, кВт (об/мин) | 0,85 (2200) | |
| Электродвигатель насоса системы смазки шпинделя, кВт (об/мин) | 0,08 (1390) | |
| Электродвигатель насоса системы смазки направляющих стола, кВт (об/мин) | 0,08 (1390) | |
| Электродвигатель насоса системы охлаждения, кВт (об/мин) | 0,12 (1390) | |
| Электродвигатель магнитного сепаратора, кВт (об/мин) | 0,12 (1390) | |
| Электродвигатель вентилятора гидроагрегата, кВт (об/мин) | ||
| Электродвигатель фильтра-транспортера, кВт (об/мин) | ||
| Габаритные размеры и масса станка | ||
| Габаритные размеры станка (длина х ширина х высота), мм | 4100 х 2200 х 1720 | |
| Масса станка с электрооборудованием и охлаждением, кг | 4600 |
- Альперович Т. А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
- Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
- Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
- Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
- Куликов С.И. Хонингование, 1973
- Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
- Лоскутов В.В. Шлифование металлов, 1985
- Лоскутов В.В. Шлифовальные станки, 1988
- Лурье Г.Б. Шлифовальные станки и их наладка,1972
- Лурье Г.Б. Устройство шлифовальных станков,1983
- Меницкий И.Д. Универсально-заточные станки ,1968
- Муцянко В. И. Братчиков А.Я. Бесцентровое шлифование, 1986
- Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
- Наерман Е.С. Справочник молодого шлифовщика, 1991.
- Попов С.А. Шлифовальные работы, 1987
- Терган В.С. Шлифование на круглошлифовальных станках, 1972
- Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Список литературы:
 А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989 И. Братчиков А.Я. Бесцентровое шлифование, 1986
И. Братчиков А.Я. Бесцентровое шлифование, 1986Связанные ссылки. Дополнительная информация
универсальный круглошлифовальные станки
Виброционный питатель
ПодробнееВибрационный питатель такое оборудование, который перевзти материалы от приемный бункер к дробилку, он играет важную роль в производственной линии. Имеет высокую применимостью
Питатель серия GF
ПодробнееПитатель серия GF представляет собой портативный питатель, предназначенный для щёковой дробилки, реактивной дробилки и молотковой дробилки и другие оборудования.
Круглошлифовальные станки: технические характеристики …
Круглошлифовальные станки используется для обработки наружной цилиндрической …
Круглошлифовальные станки: технические характеристики …
Габаритные размеры 3М175 — 8310×3690х2135 мм при общей массе в 13850 кг. к меню ↑ Станки 3м175, 3а151, 3у10а, 3б153, 3б151
Круглошлифовальные универсальные станки купить …
Каталог круглошлифовальных универсальных станков по низким ценам от компании ООО СК …
Круглошлифовальные станки по металлу
Предназначение станков. Главное предназначение такого оборудования — это обработка внешних частей детали, которая имеет разные формы.К примеру,
4.8/5(54)Универсальный круглошлифовальный полуавтомат 3M175 …
Полуавтоматы круглошлифовальные предназначены для наружного шлифования цилиндрических …
Круглошлифовальные станки — Металлический форум
Паспорт на станки круглошлифовальные универсальные высокой точности 3У131ВМ, 3У132ВМ, 3У133МВ.
СТАНКИ КРУГЛОШЛИФОВАЛЬНЫЕ
ОАО Станкозавод «Красный борец» производит широкий ассортимент шлифовальных станков, учитывая потребности Вашего производства, фрезерных станков и
Универсальные круглошлифовальные станки серии GU с
Круглошлифовальные универсальные станки Paragon серии GU-3250/3275/32100 с ручным управлением.
Круглошлифовальные станки — Металлический форум
Руководство по электрооборудованию на круглошлифовальные станки модели: 3А164, 3А164А, 3А164Б.
Круглошлифовальный станок 3м132в — характеристики
Круглошлифовальный станок 3м132в — электрика. Круглошлифовальные станки 3м132в оснащены …
Универсальные круглошлифовальные станки серии GU с
Круглошлифовальные универсальные станки Paragon серии GU-3250/3275/32100 с ручным управлением.
Круглошлифовальные станки с ЧПУ универсальные …
«Пумори Инжиниринг Инвест» предлагает круглошлифовальные станки с ЧПУ по оптимальным …
Круглошлифовальные станки — заказать в СТАНБЕРГ у
Универсальный круглошлифовальный станок — технологичное оборудование для высокоточной . ..
..
Универсальные круглошлифовальные станки купить в Москве.
Мы предлагаем приобрести универсальные круглошлифовальные станки в Москве с доставкой до …
Универсальный круглошлифовальный станок Palmary
Купить Универсальный круглошлифовальный станок Palmary GU32x100NC в Минске у официального …
Круглошлифовальные станки — Металлический форум
Руководство по электрооборудованию на круглошлифовальные станки модели: 3А164, 3А164А, 3А164Б.
Универсальный круглошлифовальный станок,
Круглошлифовальные станки также очень хороши для заключительной обработки изделий, так …
СТМ | Круглошлифовальные станки
Основные параметры. Расстояние между центрами, мм: 600; Макс. диаметр заготовки, мм: Ø320 / Ø380 / Ø450
3Б12 станок круглошлифовальный универсальный. Паспорт …
3Б12 универсальный круглошлифовальный станок с горизонтальным шпинделем. Паспорт, схемы …
Круглошлифовальные станки — цены, фото, характеристики .
 ..
..Поставляем качественные круглошлифовальные станки известных мировых производителей …
Универсальные круглошлифовальные станки 3А130, 3131 —
Подробности Категория: Шлифовальные станки Универсальные круглошлифовальные станки …
Круглошлифовальные станки
Круглошлифовальные станки – универсальный тип устройств, обеспечивающий обработку …
Заказать универсальный круглошлифовальный станок ШУ 321 …
Универсальный круглошлифовальный станок ШУ 321 (RGM 321.M) и другие станки производства …
Станки на продажу | EMTC Machinery
Универсальный круглошлифовальный полуавтомат 3m175. Универсальный круглошлифовальный …
Универсальный круглошлифовальный станок серии КС
Станки оснащаются системой автоматического шлифования, что делает станки идеальным решением для выполнения типовых операций.
Круглошлифовальный универсальный станок
Республика Беларусь, Минск, ул. Тимирязева-65А, офис 437 Российская Федерация, Москва, Ленинградский пр-т 47/2
Универсальные круглошлифовальные станки в России —
Jones-Shipman 1314, универсальный круглошлифовальный станок, Англия. Вес: 1800 кг. Фотографии по …
Вес: 1800 кг. Фотографии по …
Универсальный круглошлифовальный станок 31С250 купить в …
Интернет-магазин «Станкоинком». Станки по металлу — Шлифовка и заточка …
Шлифовальные станки – разновидности, назначение,
Все шлифовальные станки работают по одному принципу: обработка металла осуществляется за счет одновременного вращения абразивного круга и перемещения или вращения обрабатываемой детали. . Рабочей поверхностью …
Круглошлифовальные станки 3U10MSF1, 3U10MSF1-350
Полуавтомат прецизионный универсальный круглошлифовальный модели 3u10Мsf1-350 и модели 3u10msf1 …
Круглошлифовальные станки: сфера применения и
Фото Модель Характеристика Диаметр шлифования, мм Стол Цена, руб; shu-321 (ШУ-321) (ф 320-710 мм, Болгария)
Универсальный круглошлифовальный станок серии КС
Главная Каталог станков Круглошлифовальные станки Универсальные круглошлифовальные …
Универсальный круглошлифовальный станок 3Б12 — Всё для .
 ..
..Подробности Категория: Шлифовальные станки Универсальный круглошлифовальный станок ЗБ12 …
Станок круглошлифовальный универсальный полуавтомат
Производитель Россия Цена 1 300 000 Ивантеевка (Московская обл.) (Россия) Состояние: Б/У Год изготовления: 1989 Проведена полная ревизия гидравлики, механики и электрики. Характеристики станка соответствуют паспортным …
Универсальный круглошлифовальный станок ССЗ. Модель
Универсальный круглошлифовальный станок ССЗ. Модель 31С250 — купить по доступным ценам …
Продажа станков, лабораторное оборудование
D250V Универсальный токарный станок c макс. размерами заготовки Ø 250×550-750 мм D280V прецизионный токарный станок, макс. размеры заготовки Ø280×700 мм.
Универсальный круглошлифовальный станок Jones &
Купить в Украине Универсальный круглошлифовальный станок Jones & Shipman 1300-ID11367 — 11367 бу с …
Круглошлифовальные станки — ТД Белорусские станки
Станки для металлообработки по ценам производителей . +7 (495) 204-16-77 +7 (4812) 30-25-47. Email: [email protected]
+7 (495) 204-16-77 +7 (4812) 30-25-47. Email: [email protected]
| Основные параметры | |
| Класс точности по ГОСТ 8-82 | П/В |
| Наибольший диаметр обрабатываемого изделия, мм | 280 |
| Наибольшая длина обрабатываемого изделия, мм | 710 |
| Наибольший диаметр шлифования без люнета, мм | 280 |
| Наибольший диаметр шлифования в люнете, мм | 60 |
| Наименьший диаметр шлифования при изношенном круге, мм | — |
| Наибольшая длина шлифования, мм | 710 |
| Расстояние от оси шпинделя передней бабки до зеркала стола — высота центров, мм | 185 |
| Наибольшая масса обрабатываемого изделия, кг | 55 |
| Конус шпинделя передней бабки и пиноли задней бабки по ГОСТ 2847-67 | |
| Конец шлифовального шпинделя по ГОСТ 2323-67 (конусность 1:5, номинальный диаметр), мм | |
| Станина и столы станка | |
| Наибольшее продольное перемещение стола, мм | 710 |
| Наименьший ход стола между упорами, мм | 4 |
| Ручное перемещение стола за один оборот маховика, мм | 3,1/ 20,5 |
| Скорость перемещения стола от гидросистемы, м/мин | 0,05. .5 .5 |
| Наибольший угол поворота верхнего стола по часовой стрелке, град | 3 |
| Наибольший угол поворота верхнего стола против часовой стрелки, град | 10 |
| Цена деления шкалы поворота верхнего стола, град | 0°20′ |
| Цена деления шкалы поворота верхнего стола (конусность), мм/м | 10 |
| Шлифовальная бабка | |
| Диаметр шлифовального круга — наибольший/ наименьший, мм | 600/ 450 |
| Диаметр шлифовального круга — посадочный, мм | 305 |
| Наибольшая высота устанавливаемого круга, мм | 50 |
| Частота вращения шпинделя шлифовальной бабки (круг = Ø600мм), об/мин | 1111 |
| Механизм поперечных подач шлифовальной бабки | |
| Наибольшее перемещение шлифовальной бабки по винту, мм | 290 |
| Величина быстрого подвода шлифовальной бабки, мм | 50 |
| Время быстрого подвода шлифовальной бабки, с | 2 |
| Толчковая подача — периодическая подача с реверсированием стола, мм | 0,0025. .0,025 .0,025 |
| Величина тонкой подачи, мм | 0,05 |
| Величина тонкой толчковой подачи, мм | 0,001 |
| Величина врезной подачи на диаметр изделия, мм | 0,9 |
| Непрерывная подача для врезного шлифования (бесступенчатое регулирование), мм/мин | 0,1..1 |
| Цена деления лимба поперечной толчковой подачи, мм | 0,005 |
| Величина поперечного перемещения шлифовальной бабки за один оборот маховика, мм | 0,5 |
| Скорость быстрого установочного перемещения шлифовальной бабки, мм/мин | 240 |
| Приспособление для внутреннего шлифования | |
| Наибольший диаметр заготовки, устанавливаемой в патроне, мм | 200 |
| Наибольшая длина шлифуемого отверстия, мм | 125 |
| Диаметр шлифуемого отверстия, мм | 30..100 |
| Диаметр внутиришлифовальной головки, мм | 25. .32 .32 |
| Число оборотов внутришлифовального шпинделя | 1690 |
| Передняя бабка | |
| Частота вращения изделия (бесступенчатое регулирование), об/мин | 40..400 |
| Конус центра по ГОСТ 13211-67 | Морзе 4 |
| Наибольший угол поворота передней бабки к шлифовальному кругу, град | 90 |
| Наибольший угол поворота передней бабки от шлифовального круга, град | 30 |
| Задняя бабка | |
| Величина отвода пиноли задней бабки от руки, мм | 35 |
| Привод и электрооборудование станка | |
| Количество электродвигателей на станке | 9 |
| Электродвигатель шпинделя шлифовальной бабки, кВт | 5,5 |
| Электродвигатель перемещения шлифовальной бабки, кВт | 0,18 |
| Электродвигатель внутришлифовального шпинделя, кВт | 1,1 |
| Электродвигатель привода изделия, кВт | 0,75 |
| Электродвигатель насоса гидросистемы, кВт | 1,5 |
| Электродвигатель насоса системы смазки шпинделя, кВт | 0,27 |
| Электродвигатель насоса системы смазки направляющих стола, кВт | 0,08 |
| Электродвигатель насоса системы охлаждения, кВт | 0,15 |
| Электродвигатель магнитного сепаратора, кВт | 0,12 |
| Электродвигатель вентилятора гидроагрегата, кВт | 0,12 |
| Электродвигатель фильтра-транспортера, кВт | 0,12 |
| Габаритные размеры и масса станка | |
| Габаритные размеры станка (длина х ширина х высота), мм | 5620 х 2585 х 1982 |
| Масса станка с электрооборудованием и охлаждением, кг | 6200 |
Станок круглошлифовальный универсальный 3У131ВМ
Универсальный круглошлифовальный станок 3У131ВМ, относится к классу станков высокой точности. Основное предназначение станка 3У131ВМ заключается в шлифовальной обработке наружных и внутренних поверхностей деталей различных форм (цилиндрические, конические, плоские поверхности фланцев и прочие). Применяется в условиях производства мелкими сериями. либо при единичной обработке.
Основное предназначение станка 3У131ВМ заключается в шлифовальной обработке наружных и внутренних поверхностей деталей различных форм (цилиндрические, конические, плоские поверхности фланцев и прочие). Применяется в условиях производства мелкими сериями. либо при единичной обработке.
__________________________
Скачать документацию на станок круглошлифовальный универсальный 3У131ВМ
Паспорта и руководства по эксплуатаци станков 3У131, 3У132, 3У142
__________________________
Основные технические характеристики круглошлифовального станка 3У131ВМ
| Характеристика | 3У131ВМ |
|---|---|
| Производительность шлифования: | |
| Наибольшая ширина: | 635 мм |
| Наименьшая длина: | 230 мм |
| Наибольшая толщина: | 133 мм |
| Наименьшая толщина: | 0,8 мм |
| Шлифовальный цилиндр: | 2 x Ø 152 x 635 мм |
| Число оборотов: | 1400 об/мин |
| Ширина шлифовальной ленты: | 75 или 100 мм |
| V подачи: | 2 или 3 м/мин |
| Мотор подающего устройства: | 0,2 кВт |
| Отсасывающий патрубок: | 2 х Ø 100 мм |
| Мощность двигателя на выходе: | 3,7 кВт / S1 100% |
| Мощность двигателя на входе: | 5,5 кВт / S6 40% |
| Габаритные размеры (мм) |
1090 х 1120 х 1090 |
| Вес станка | 332 кг |
| Артикул (400 В): | 1791290 Т |
Универсальный круглошлифовальный станок | MachineMfg
Цилиндрическая, коническая или другая форма поверхности внешней поверхности и заплечика шлифовального станка.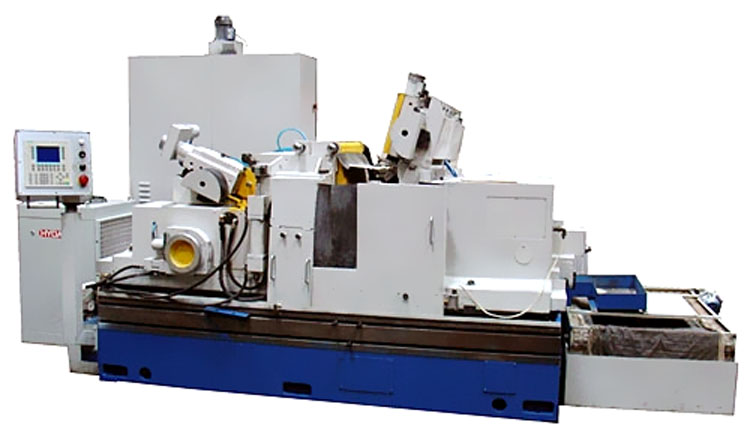
Заготовка поддерживается между двумя концами рамы головки и задней бабкой и вращается с помощью шкалы рамы головки для кругового движения подачи.
Передняя бабка и задняя бабка установлены на верстаке для продольного возвратно-поступательного движения подачи.
Верстак разделен на два верхних и нижних слоя, причем верхний верстак можно отрегулировать под небольшим углом для шлифования конической поверхности.
Рабочий режим и параметрыРама круга с быстро вращающимся шлифовальным кругом используется для движения боковой подачи.
Чтобы уменьшить длину станка, большой круглошлифовальный станок обычно фиксируется, а рама шлифовального круга используется для продольного возвратно-поступательного движения и бокового движения подачи.
Точность шлифования круглошлифовального станка обычно составляет: округлость не превышает 3 мкм, шероховатость поверхности Ra 0.63 ~ 0,32 мкм, а высокоточный круглошлифовальный станок может достигать округлости 0,1 мкм и Ra 0,01 мкм соответственно.
Круглошлифовальные станки подразделяются на врезные круглошлифовальные станки, универсальные круглошлифовальные станки и торцевые станки для наружного шлифования.
① Погружной круглошлифовальный станок
Когда длина шлифовальной части заготовки меньше ширины шлифовального круга, шлифовальный круг необходимо непрерывно подавать только в поперечном направлении, и он не имеет перемещаться относительно заготовки в осевом направлении.Производительность шлифовального станка высокая.
② Универсальный круглошлифовальный станок
Приспособление для внутреннего шлифования крепится к раме круга, и рама круга и рама головки могут регулироваться под определенным углом вокруг вертикальной оси.
Шпиндель также может вращаться на раме головки в дополнение к циферблату.
Этот вид шлифовального станка может расширить диапазон обработки, может шлифовать внутреннее отверстие, а также внутреннюю и внешнюю конусность с большим конусом и подходит для мелко- и среднесерийного производства и производства штучных изделий.
③ Концевой круглошлифовальный станок
Рама круга наклонена под углом вокруг вертикальной оси, а поверхность шлифовального круга разделена на две шлифовальные поверхности, параллельные и перпендикулярные оси заготовки, и внешнюю Круг и торец заплечика детали можно одновременно шлифовать, что обычно используется для массового производства.
Кроме того, существуют высокопроизводительные двухколесные круглошлифовальные станки и многошлифовальные круглошлифовальные станки.
Они могут одновременно шлифовать две или более шейки для крупносерийного производства.
Шлифовальное движение круглошлифовального станкаПри круглошлифовальном станке существует несколько движений:
- Высокоскоростное вращательное движение шлифовального круга является основным движением для шлифования наружной поверхности. круг.
- Продольное возвратно-поступательное движение заготовки со столом — это продольное движение подачи внешней окружности.
- Вращение заготовки шпинделем передней бабки представляет собой движение подачи по окружности внешнего круга шлифования.
- Шлифовальный круг совершает периодическое движение боковой подачи.

| ОБЪЕМ | ТОВАРЫ | МОДЕЛЬ | ||||||||
| JHU-2706CNC | JHU-2710CNC | JHU-2715CNC | JHU-2720CNC | JHU-3506CNC | JHU-3510CNC | JHU-3515CNC | JHU-3520CNC | |||
| Вместимость | Макс.диаметр поворота (мм) | 270 | 350 | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Макс.длина шлифования (мм) | 600 | 1000 | 1500 | 2000 | 600 | 1000 | 1500 | 2000 | ||
Макс. диаметр шлифования.(мм) диаметр шлифования.(мм) | 250 | 330 | ||||||||
| Максимальный вес задания в центрах | 70 кг | 130 кг | 70 кг | 130 кг | ||||||
| Диапазон щупа | 500 | 900 | 1400 | 1900 | 500 | 900 | 1400 | 1900 | ||
| Рабочая головка | Диапазон скорости (об / мин) | 60 Гц | 11 ~ 500 (переменная скорость) | |||||||
| 50 Гц | 9 ~ 420 (переменная скорость) | |||||||||
| Угол поворота | 120 ° (против часовой стрелки: 90 °; по часовой: 30 °) | |||||||||
| Центр | MT.4 | |||||||||
| Вращение шпинделя | Настройка, нормальное и обратное вращение | |||||||||
| Рабочий стол | Угол поворота CCW / CW | 11 ° / 6 ° | 9 ° / 5 ° | 7 ° / 4 ° | 5 ° / 3 ° | 11 ° / 6 ° | 9 ° / 5 ° | 7 ° / 4 ° | 5 ° / 3 ° | |
| Максимальная подача ratc | 8 мм | |||||||||
Мин. установка (мм) установка (мм) | 0,001 мм | |||||||||
| Колесная головка | Размер шлифовального круга (Д x Ш x В) | 405 x (25 ~ 50) x 152,4, 455 x 50 x 152,4 (опция) | ||||||||
| Максимальное периферийное устройство (м / мин) | 2000 | |||||||||
| Скорость шлифовального круга (2 ступени) (об / мин) | 60 Гц | 1499: 1600 (стандартный) 1508: 1603 (стандартный) | ||||||||
| 50 Гц | ||||||||||
| Макс.подача | 6 м / мин | |||||||||
| Максимальный ход | Шлифовальный круг 175 мм | |||||||||
| Мин. установка | 0,001 мм | |||||||||
| Задняя бабка | Центр перемещения | 30 мм | ||||||||
| Центр | MT4 | |||||||||
| Двигатель | Мотор шлифовального круга | 3,75 кВт, 5 л. с., 4P, 7,5 л.с. (опция) с., 4P, 7,5 л.с. (опция) | ||||||||
| Рабочий стол мотор | 1.8 кВт | |||||||||
| Гидромотор | 0,75 кВт, (1 л.с.), 4P | |||||||||
| Двигатель принудительной смазки | 0,75 кВт, (1 л.с.), 4P | |||||||||
| Двигатель охлаждающей жидкости | 0,2 кВт, (1/4 л.с.), 2P | |||||||||
| Электродвигатель магнитного сепаратора | 0,03 кВт, (1/25 л.с.), 4P | |||||||||
| Серводвигатель (X) | 1,2 кВт | |||||||||
| Серводвигатель (Y) | 1.8 кВт | 1,8 кВт | 2,5 кВт | 2,5 кВт | 1,8 кВт | 1,8 кВт | 2,5 кВт | 2,5 кВт | ||
| Гидравлическая система | Гидравлический бак | 60L | ||||||||
| Бак принудительной смазки | 30L | |||||||||
| Бак охлаждающей жидкости | 100L | |||||||||
| Общие технические условия | Машина N. W. (Полное покрытие) W. (Полное покрытие) | 4250 | 5370 | 6500 | 7400 | 4350 | 5470 | 6600 | 7500 | |
| Машина G.W. (Прибл. Кг) | 4850 | 6000 | 7400 | 8400 | 4950 | 6100 | 7500 | 8500 | ||
| Размер машины (приблизительно) | L (мм) | 3740 | 4700 | 6400 | 6800 | 3740 | 4700 | 6400 | 6800 | |
| Вт (мм) | 2160 | 2160 | 2160 | 2160 | 2160 | 2160 | 2160 | 2160 | ||
| H (мм) | 2310 | 2310 | 2310 | 2310 | 2310 | 2310 | 2310 | 2310 | ||
| Размер упаковки (приблизительно) | L (мм) | 4000 | 5000 | 6600 | 7000 | 4000 | 5000 | 6600 | 7000 | |
| Вт (мм) | 2280 | 2280 | 2280 | 2280 | 2280 | 2280 | 2280 | 2280 | ||
| H (мм) | 2300 | 2300 | 2300 | 2300 | 2300 | 2300 | 2300 | 2300 | ||
* Производитель оставляет за собой право изменять технические характеристики без предварительного уведомления. | ||||||||||
Цилиндрическое шлифование по внутреннему / внешнему диаметру для производственных линий и небольших мастерских
Шлифовальный станок Studer S33 от United Grinding Technologies теперь оснащен высокочастотными шпинделями внутреннего шлифования последнего поколения. Шпиндели превращают этот универсальный круглошлифовальный станок в эффективный станок для внутреннего шлифования с высоким крутящим моментом и большим диапазоном скоростей. Теперь станок может шлифовать со скоростью до 120 000 об / мин, что позволяет шлифовать отверстия до нуля.625 дюймов. «Плоская» кривая крутящего момента на этом типе шпинделя будет означать меньшее количество шпинделей в большем диапазоне скоростей. Это сокращает время настройки и инвестиционные затраты.
CT550 от UGT идеально подходит для внутреннего цилиндрического шлифования малого и среднего размера, такого как штамповые пластины, пружинные цанги, зажимные приспособления для инструментов, гидравлические компоненты и калибры для резьбовых колец, состоящие из твердых материалов, таких как инструментальная сталь, карбид, керамика и стекло.
Система направляющих StuderGuide® на Studer S41 от UGT обеспечивает высокую точность продольных и поперечных салазок как в неподвижном состоянии, так и во время движения.Система StuderGuide® использует преимущества гидростатических и гидродинамических систем направляющих и позволяет избежать эффекта скольжения или плавания направляющей. Кроме того, высокой точности станка способствует тот факт, что продольные и поперечные суппорты из твердого серого чугуна полностью опираются на направляющие на протяжении всего хода. Благодаря этой системе направляющих, не требующей обслуживания, UGT гарантирует прямолинейность
United Grinding Technologies, Inc. (UGT; Майамисбург, Огайо) предлагает S33, усовершенствованное дополнение к линейке высокопроизводительных универсальных цилиндрических шлифовальных станков с ЧПУ для внутреннего и наружного диаметров, производимых компанией Studer.Модульная конструкция для быстрой настройки и переналадки, современные цифровые системы управления и приводов, а также удобное пошаговое программирование делают S33 удивительно гибким решением для широкого круга задач внутреннего и внешнего круглого шлифования. S33 позволяет сократить время переналадки, ускорить процессы шлифования и обеспечить стабильную точность по доступной цене — от производственных линий с высокой пропускной способностью до небольших мастерских.
S33 позволяет сократить время переналадки, ускорить процессы шлифования и обеспечить стабильную точность по доступной цене — от производственных линий с высокой пропускной способностью до небольших мастерских.
Модель S33 была усовершенствована и разработана с учетом конкретных потребностей североамериканского рынка (OEM-производители автомобилей и поставщики первого уровня), поскольку S33 отражает выраженное стремление к тому, чтобы машина решала внутренние и внешние приложения на единой платформе. .Высота центра 175 мм. Длина межцентрового шлифования составляет 650 мм или 1000 мм. Размер колеса OD составляет ø 500 мм x 63 мм x ø 203 мм. Грузоподъемность патрона между центрами составляет от 80 кг до 120 кг.
Базовая шлифовальная бабка может иметь индекс 0 ° или 30 ° для прямого и углового врезания. Универсальная револьверная шлифовальная бабка поворачивается вручную или автоматически, что позволяет производить внешнее, внутреннее и торцевое шлифование заготовок за одну установку. Станок оснащен высокоточной муфтой Hirth по оси B с возможностью индексации на 1 градус.Поворот револьверной головки повторяется через 0,08 угловых секунды. Это обеспечивает очень точную внутреннюю и внешнюю биение и концентричность.
Станок оснащен высокоточной муфтой Hirth по оси B с возможностью индексации на 1 градус.Поворот револьверной головки повторяется через 0,08 угловых секунды. Это обеспечивает очень точную внутреннюю и внешнюю биение и концентричность.
Обзор возможностей универсального круглошлифовального станка Studer S33 с ЧПУ.
V и плоские направляющие покрыты износостойким материалом Granitan® S200, что обеспечивает высокую гашение вибраций и превосходную жесткость. Основание Granitan® S103, разработанное компанией Studer, обеспечивает превосходное гашение вибрации, жесткость и прочность, а также превосходную химическую стабильность и термокомпенсацию.
Трехфазные серводвигатели с цифровым прямым приводом и прецизионными шарико-винтовой передачей диаметром 40 мм с предварительным напряжением приводят в движение оси X и Z. Перемещение по оси X поперечных суппортов составляет 285 мм при скоростях до 10 000 мм / мин. Линейное разрешение 0,0001 мм. Расстояние между направляющими 280 мм. Ход салазок по оси Z составляет до 1150 мм. Скорость и линейное разрешение составляют соответственно 20 000 мм / мин и 0,0001 мм. Расстояние по оси Z между направляющими 200 мм. Стол по оси Z наклоняется до 8,5 градусов для высокоточного шлифования конусов.
Линейное разрешение 0,0001 мм. Расстояние между направляющими 280 мм. Ход салазок по оси Z составляет до 1150 мм. Скорость и линейное разрешение составляют соответственно 20 000 мм / мин и 0,0001 мм. Расстояние по оси Z между направляющими 200 мм. Стол по оси Z наклоняется до 8,5 градусов для высокоточного шлифования конусов.
Револьверная головка с прямым приводом и шпинделем приводится в движение двигателем мощностью 10 л.с. и оснащена высокоточными роликоподшипниками, обеспечивающими точную работу с высоким сопротивлением и не требующую обслуживания. Периферийная скорость до 50 м / сек с плавным регулированием скорости до 3200 об / мин. Шпиндель заготовки с высокоточными роликоподшипниками обеспечивает шлифование между мертвыми точками, а также прямое шлифование с помощью вращающегося шпинделя. Прецизионный контроль позволяет точно регулировать цилиндричность при шлифовании до ± 40 мкм.Гарантированная точность допуска: 0,0004 мм по круглости и отклонение от прямолинейности 0,0025 мм по длине 650 мм или 1000 мм.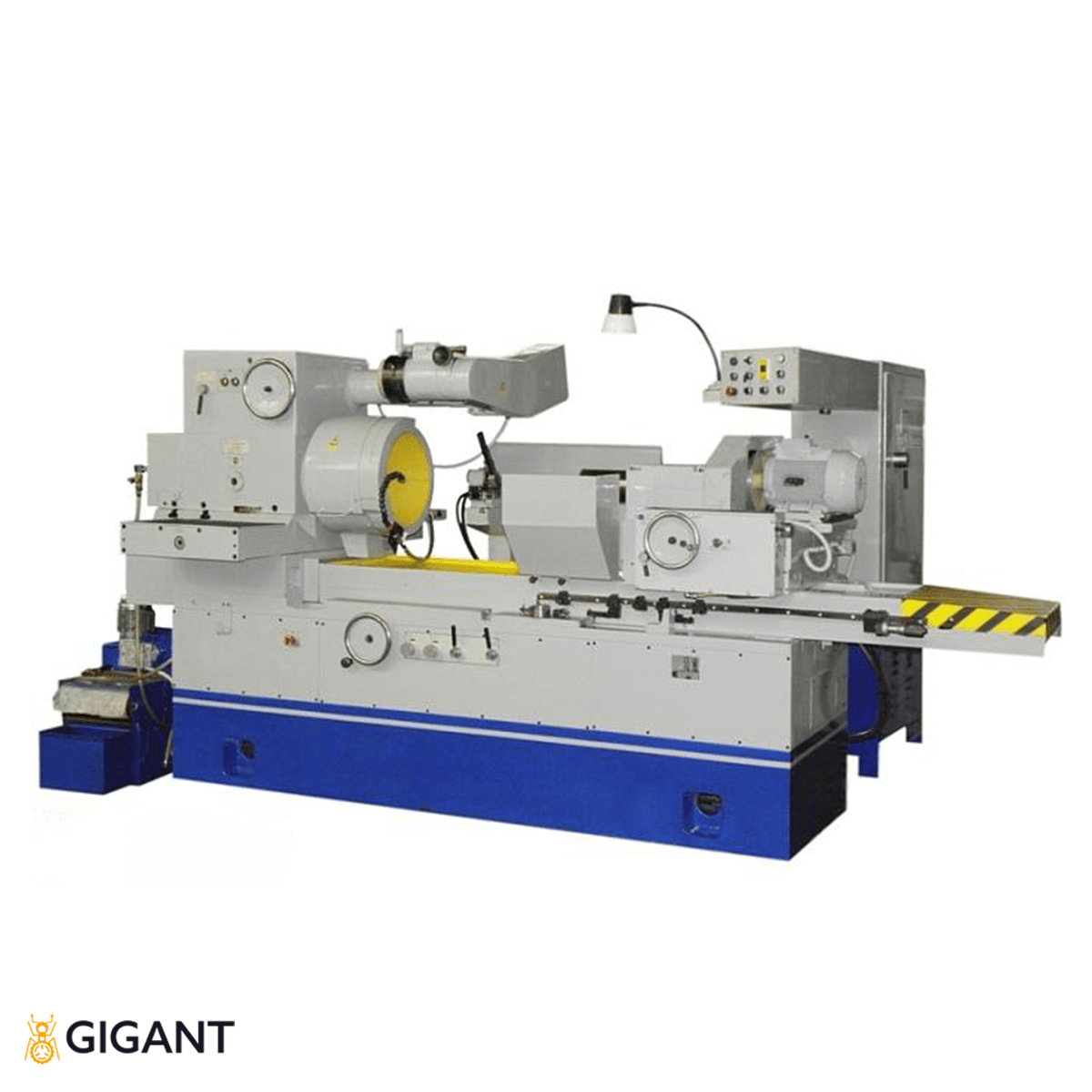
S33 оснащен современными компонентами цифрового управления и привода осей Fanuc 00 i -TD. Управление станком, настройка, переналадка, правка и программирование даже сложных деталей легко выполняются с помощью инновационного, пошагового программного обеспечения StuderWin на базе Windows с графическим интерфейсом оператора и 15-дюймовым цветным сенсорным экраном для управления ЧПУ со встроенным ПК, что позволяет операторы просто соединяют циклы измельчения друг с другом и добавляют необходимые числовые значения.Затем система управления автоматически генерирует машинную программу.
Разумеется, также возможно расширенное ручное программирование в G-коде. Программирование выполняется непосредственно на машине или в автономном режиме, а затем загружается в систему управления машиной. Параметры процесса можно изменять «на лету» во время работы станка, не влияя на программу обработки детали. Пакет управления S33 содержит проверенные циклы шлифования Studer для конкретных областей применения для диаметров, уступов (левых и правых), конусов (отрицательных и положительных) и контуров. Система управления также оснащена технологическим калькулятором для определения параметров процесса, встроенным контролем во время процесса (опция) и интегрированным программированием системы smartLoad (опция).
Система управления также оснащена технологическим калькулятором для определения параметров процесса, встроенным контролем во время процесса (опция) и интегрированным программированием системы smartLoad (опция).
С недавним добавлением серии круглошлифовальных станков Studer CT компания UGT существенно расширила свои возможности внутреннего шлифования. Studer CT550 устанавливает новые стандарты в области внутреннего шлифования зажимных элементов. Более высокая точность, лучшее качество поверхности, высокая производительность съема металла — удовлетворяя эти требования, UGT снова установила стандарты, предложив внутренний / универсальный цилиндрический шлифовальный станок CT550 с ЧПУ.Он работает быстрее и точнее, предлагает более широкий спектр приложений с вариантами производства, которые очень привлекательны с точки зрения рентабельности. За счет экономии вспомогательного времени CT550 значительно сокращает продолжительность цикла шлифования.
CT550 — это компактный станок для обработки деталей среднего размера с тремя продольными шлифовальными шпинделями. Модульное и гибкое расположение шпинделей позволяет оптимизировать размеры машины, начиная от изготовления отдельных деталей и заканчивая крупносерийным производством.Эта машина также поддерживает интегрированную и автономную систему загрузки
Модульное и гибкое расположение шпинделей позволяет оптимизировать размеры машины, начиная от изготовления отдельных деталей и заканчивая крупносерийным производством.Эта машина также поддерживает интегрированную и автономную систему загрузки
Станина Granitan® S103 обеспечивает очень прочный, жесткий и термически стабильный CT550. Формула этого минерального литья разработана для оптимальных условий шлифования. Таким образом, станина станка буквально обеспечивает интегрированной направляющей системе стабильную основу для поглощения высоких сил, возникающих во время шлифования. Благодаря своим замечательным тепловым характеристикам станина машины в значительной степени выравнивает кратковременные колебания температуры, так что машина работает с неизменно высокой точностью даже при изменении температуры окружающей среды.Его высокая жесткость и отличное демпфирование являются основными предпосылками для превосходного качества поверхности шлифованных деталей и длительного срока службы шлифовальных кругов.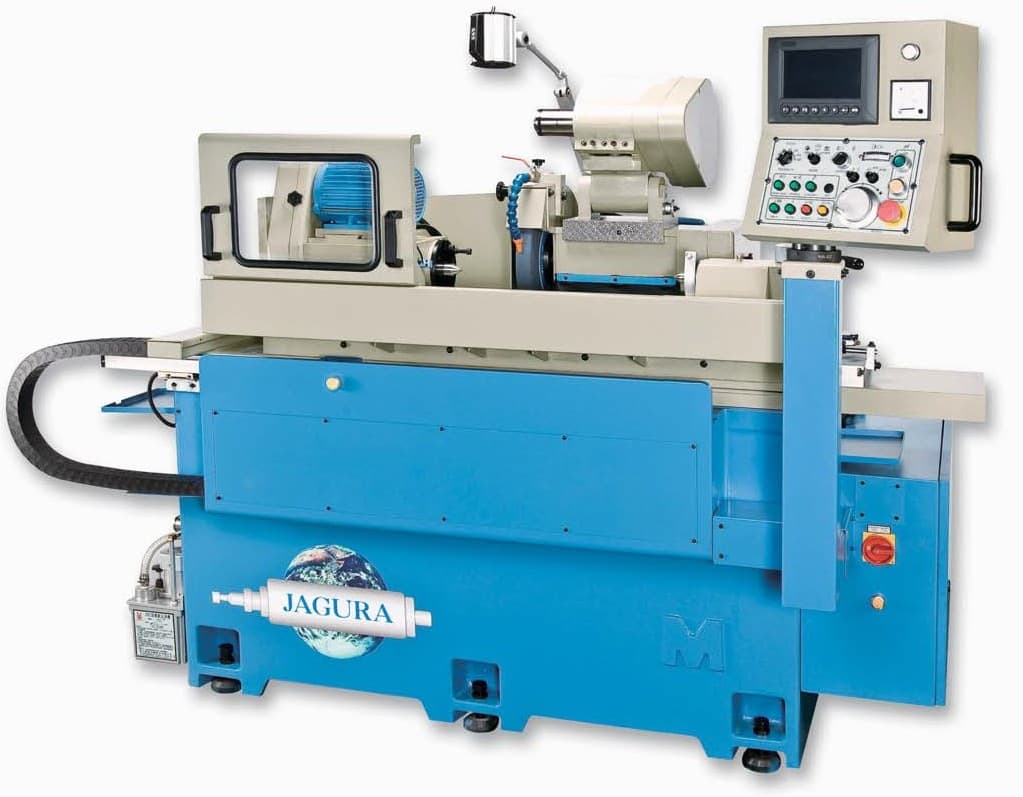
Три встроенных модульных шпинделя обеспечивают гибкость и оптимальные размеры станка. Диаметр ВЧ (высокочастотного) шпинделя составляет от 80 мм до 120 мм. Диаметр шпинделя с ременным приводом составляет 80 мм. Внешний шлифовальный круг 305 мм. Ход по осям составляет 520 мм (X) и 250 мм (Z). Угол ручной настройки оси B составляет +1 град / -1 градус.Скорость рабочей головки не более 1200 об / мин. Нагрузка на торец шпинделя 100 кг. Высота центра над столом 1500 мм. Максимальная длина детали 650 мм, при длине шлифования 150 мм. Управление: интуитивно понятный и простой в использовании Fanuc 310i-A.
Что такое универсальные шлифовальные машины ID / OD?
Универсальные шлифовальные станки ID / OD относятся к семейству круглошлифовальных станков центрального типа. Базовая конструкция универсального шлифовального станка почти такая же, как и у обычного шлифовального станка. Однако некоторые расширенные функции и вспомогательные приспособления делают первый пригодным для выполнения более универсальных процессов обработки. Принципиальное различие между этими двумя типами круглошлифовальных станков заключается в следующем: как шлифовальную головку, так и рабочую головку можно поворачивать в универсальных шлифовальных машинах, где плоские шлифовальные машины не обладают этой функцией. Передняя бабка также может быть установлена под желаемым углом в этих шлифовальных системах, а не под постоянным прямым углом.
Принципиальное различие между этими двумя типами круглошлифовальных станков заключается в следующем: как шлифовальную головку, так и рабочую головку можно поворачивать в универсальных шлифовальных машинах, где плоские шлифовальные машины не обладают этой функцией. Передняя бабка также может быть установлена под желаемым углом в этих шлифовальных системах, а не под постоянным прямым углом.
обычно делятся на два типа независимо от их применения: универсальные шлифовальные машины с внутренним диаметром (ID) и внешним диаметром (OD). Шлифование, которое происходит на внешних гранях или внешнем диаметре объекта, часто называется наружным шлифованием.Это делается по периферии шлифовального круга. С другой стороны, системы внутреннего шлифования используются для шлифования внутреннего диаметра объекта. Цанга используется для того, чтобы удерживать объект на месте и вращать его.
Универсальные шлифовальные машины лучше всего подходят для применения в инструментальных цехах благодаря своей универсальности. На этих станках можно выполнять торцевое, внутреннее и плоское шлифование. Сюда входит шлифование конической поверхности с использованием вспомогательных приспособлений. На этих станках также можно выполнять врезное шлифование и врезное шлифование.Универсальные станки для заточки резцов и инструментов в основном предназначены для заточки резцов различного назначения.
На этих станках можно выполнять торцевое, внутреннее и плоское шлифование. Сюда входит шлифование конической поверхности с использованием вспомогательных приспособлений. На этих станках также можно выполнять врезное шлифование и врезное шлифование.Универсальные станки для заточки резцов и инструментов в основном предназначены для заточки резцов различного назначения.
На универсальных шлифовальных машинах ID / OD возможны следующие операции:
- Кругло-поперечно-шлифовальное
- Формовочное шлифование с поперечиной стола
- Плунжерное круглошлифовальное
- Шлифование конуса с наклоном стола
- Конусный шлифовальный стол с наклоном шлифовальной головки
- Плоское шлифование с поворотом рабочей головки на 90 градусов
- Торцевое шлифование
Maximum Advantage-Carolinas — один из ведущих дилеров универсальных шлифовальных машин ID / OD.Позвоните (803) 802-3010, чтобы поговорить с представителем. Наш офис в Форт-Милл, Южная Каролина, обслуживает США и весь мир.
Вертикальные универсальные круглошлифовальные станки
- Детали
- 29 ноября 2017
Taiyo Koki Grinding Machine Company, компания DMG MORI, которая предоставляет решения для вертикальных шлифовальных станков для авиакосмической, автомобильной, тяжелой техники и производителей инструментов, объявила о дебюте в США вертикального универсального цилиндрического шлифовального станка CVG с устройством смены поддонов.
Щелкните изображение, чтобы увеличить
Доступны три различных диаметра поворота детали — 25,5 дюйма / 37,5 дюйма / 53 дюйма — станок может обрабатывать внешний, внутренний диаметр и торцевую поверхность за один зажим с гарантированной точностью округлости станка менее 0,00004 дюйма. Сдвоенные противоположные шпиндели круга входят в стандартную комплектацию, один большой шпиндель для тяжелых условий эксплуатации предназначен для наружного и торцевого шлифования (используется круг диаметром 14 дюймов), а другой шпиндель используется в основном для внутреннего и торцевого шлифования. Оба шлифовальных шпинделя работают с высокой частотой.
Оба шлифовальных шпинделя работают с высокой частотой.
Все машины CVG поставляются с шестиместным ATC, в котором используется очень жесткая система зажима пиноли типа HSK-E100. Большое количество хранимых и квалифицированных колес помогает сократить время наладки и улучшить качество деталей, поскольку даже самые сложные детали могут быть выполнены за один зажим. Загрузка и разгрузка шлифовального круга осуществляется через эргономично расположенную дверцу в боковой части корпуса, достаточно защелкнуть или выдвинуть одну. Стандартные функции включают в себя систему управления Fanuc F31iB с диалоговым программным обеспечением GriPS, сдвоенные противоположные шлифовальные шпиндели с трехпозиционной револьверной головкой, высокочастотные шлифовальные шпиндели с жидкостным охлаждением, устранение зазоров, систему охлаждения со встроенным охладителем и магнитным сепаратором, шкалу оси X, гидравлический откидной дрессер. и рабочий стол с Т-образным пазом.
Щелкните изображение, чтобы увеличить
Дополнительное устройство смены поддонов повышает производительность за счет значительного сокращения времени работы шпинделя, поскольку детали можно загружать на приспособление вне станка во время работы станка. Можно добавить доступную станцию синхронизации деталей с фиктивным шпинделем, которая позволяет вращать детали и «синхронизироваться» на станции загрузки деталей. Несколько заданий можно выполнять одновременно, регистрируя и настраивая разные заготовки вне станка, который автоматически выбирает программы и инструменты для разных заготовок.Возможность одновременного выполнения различных заданий на машине повышает производительность и пропускную способность.
Можно добавить доступную станцию синхронизации деталей с фиктивным шпинделем, которая позволяет вращать детали и «синхронизироваться» на станции загрузки деталей. Несколько заданий можно выполнять одновременно, регистрируя и настраивая разные заготовки вне станка, который автоматически выбирает программы и инструменты для разных заготовок.Возможность одновременного выполнения различных заданий на машине повышает производительность и пропускную способность.
Точное измерение внешнего диаметра, внутреннего диаметра и граней может быть выполнено одним и тем же устройством. Дополнительный высокоточный измерительный зонд поставляется с собственной высокоточной линейной осью и использует основное калибровочное кольцо и приспособление, расположенные внутри станка, для компенсации любых тепловых изменений, которые могут происходить между циклами обработки детали. На детали можно измерить несколько точек по длине, и обратная связь с автоматической компенсацией размера от датчика может использоваться для автоматической коррекции размера. Детали можно измерять «в цикле», что устраняет необходимость повторного прогона деталей, выходящих за пределы допуска; отходы и повторный запуск деталей практически исключены. Устройство может экспортировать данные обратной связи для отслеживания качества.
Детали можно измерять «в цикле», что устраняет необходимость повторного прогона деталей, выходящих за пределы допуска; отходы и повторный запуск деталей практически исключены. Устройство может экспортировать данные обратной связи для отслеживания качества.
CVG совместим как с обычными, так и с суперабразивными шлифовальными кругами. Дисковый правочный станок с вращающимся диском с акустическим датчиком является дополнительным и позволяет править керамические диски CBN или алмазные диски. Поворотный комод имеет прямой привод и крепится к гидравлическому откидному комоду.
Доступные опции: устройство смены поддонов, измерение деталей, ось B, ось C, устройство для обработки вращающихся дисков, акустический датчик для использования с суперабразивными колесными технологиями, туманоуловитель, ручные или автоматические патроны.
KELLENBERGER® 100 | Hardinge
Kellenberger® 100: Универсальный шлифовальный станок с ЧПУ с 10 версиями шлифовальных головок
Kellenberger® 100 — это новая высокопроизводительная и экономичная шлифовальная машина для любых ваших универсальных требований к измельчению. Он предлагает самые разнообразные варианты конфигурации для самого широкого диапазона операций шлифования.
Он предлагает самые разнообразные варианты конфигурации для самого широкого диапазона операций шлифования.
проведите по экрану для просмотра полного меню
| Технические данные | ||
| Основные характеристики | метрическая | |
| Расстояние между центрами | мм | 600 / 1’000 |
| Высота центра | мм | 200 |
| Масса заготовки между центрами | кг | 100/150 |
| Нагрузка на патрон | Нм | 100/200 |
| Требуемое сетевое напряжение | V | 3 x 380 В / 50 Гц / 3 x 460 В / 60 Гц |
| Потребляемая мощность в зависимости от комплектации | A | 35-63 |
| Требуемое пространство / длина x ширина | мм | 2620 х 2170/3400 х 2170 |
| Продольный суппорт: ось Z | ||
| Путешествие | мм | 750/1150 |
| Скорость ускоренного хода | м / мин | 20 |
| Разрешение | мкм | 0. 1 1 |
| Wheellide: ось X | ||
| Путешествие | мм | 365 |
| Скорость ускоренного хода | м / мин | 10 |
| Разрешение | мкм | 0. 1 1 |
| Устройства поворотные | ||
| Диапазон поворота | ° | 280 |
| Автоматическая индексация | ° | 1 |
| Разрешение оси B | ° | 0.1 секунда |
| Шлифовальная бабка общая | ||
| Шпиндель воздушно-масляной смазки | кВт | 11.5 |
| Постоянная частота вращения колеса | м / с | 50/63 (опция) |
| Максимум.диаметр колеса | мм | Ø 500 |
| Приставка для внутреннего шлифования | ||
| Отверстие под шпиндели до | мм | Ø 150 |
| Мощность внутреннего шлифовального круга | кВт | 7.5–15 |
| Шлифовальный шпиндель с масляно-воздушной смазкой макс., Частота вращения | мин-1 | 45 000/60 000/90 000 |
| Головка 100/150 | ||
| Разрешение оси C | ° | до 0.00003 |
| Скорость вращения шпинделя | мин-1 | 1 — 1 000 |
| Привод торке | Нм | до 63 |
| Интерфейс | MT5 / ISO702-1, размер 5 | |
| Точность округлости в патронах | мкм | до 0.2 |
| Задняя бабка | ||
| Внутренний конус | MT4 | |
| Втягивание гильзы | мм | 49 |
| Микрорегулировка | мкм | ± 60 / ± 120 |
Преимущества для клиентов
- Глобальная инновация — новая шлифовальная шлифовальная бабка с выбором из 10 версий шлифовальных головок
- оптимизированная конструкция станка
- Увеличенная мощность шлифовального круга
- Повышенная производительность
- Направляющие Z с измененной конструкцией
- Повышенная точность профиля
- Ось C с прямым приводом
- Повышенная точность для некруглого шлифования
- Расширенные опции доступны в стандартной комплектации
- Качественное управление Fanuc 31i
- Комплексный автоматический расчет техники
- Интуитивное управление с помощью сенсорного экрана
- Расширенный набор функций
- Другие варианты шлифования
- Последовательное руководство для оператора
- Простое и удобное обучение
KELLENBERGER® 100 Брошюра по продукции
Alert Мы здесь для вас: важные обновления о коронавирусе |
▷ Цилиндрические шлифовальные станки б / у
Определение: Цилиндрические шлифовальные машины
Цилиндрические шлифовальные машины подразделяются на внутренние и внешние цилиндрические шлифовальные машины.Их комбинация известна как универсальная круглошлифовальная машина . Применяются для абразивной обработки цилиндрических деталей . Цилиндрический шлифовальный станок состоит, среди прочего, из шпинделя заготовки, шпинделя круга и, в большинстве случаев, также из задней бабки. В обычных станках для наружного шлифования заготовка закреплена между центрами . Однако существует еще бесцентровых шлифовальных станков . Станки для внутреннего шлифования используются, когда заготовка имеет отверстия или внутреннюю цилиндрическую поверхность.В современных универсальных круглошлифовальных станках с ЧПУ возможно также «некруглое» шлифование . В Surplex вы найдете бывшие в употреблении цилиндрические шлифовальные машины с разным расстоянием между центрами, высотой центра, длиной шлифования и диаметром шлифования!
Покупка и продажа бывших в употреблении круглошлифовальных станков промышленного назначения — лучше с Surplex
Index
- Устройство и принцип работы круглошлифовального станка
- Разработка круглошлифовальных станков
- Области применения круглошлифовальных станков
- Обзор производителей круглошлифовальных станков
Круглошлифовальные станки делятся на два типа: внутренние круглошлифовальные станки и внешние круглошлифовальные станки.Эти два типа также могут быть объединены в универсальный круглошлифовальный станок или универсальный круглошлифовальный станок с ЧПУ. Цилиндрические шлифовальные машины используются для изготовления деталей цилиндрической формы в промышленных условиях. В наружных шлифовальных машинах заготовка зажимается между наконечниками и приводится в движение фланцевой втулкой. Наконечники расположены в гнездах передней и задней бабок. Для штифтов и полностью цилиндрических деталей также возможно бесцентровое шлифование. Это включает укладку заготовки на опору или направляющую, которая находится всего в нескольких десятых миллиметра от шлифовального диска.
- Разделены на внутренние и внешние цилиндрические шлифовальные машины
- Можно комбинировать для создания универсального шлифовального станка
- Чистовая обработка цилиндрических деталей
Шлифовальный диск прижимает заготовку к суппорту своим вращательным движением и одновременно вращается заготовка. Если обрабатываются отверстия или другие цилиндрические внутренние поверхности, в дело вступает станок для внутреннего шлифования.Эти устройства имеют поворотную шлифовальную головку и абразивные тела цилиндрической формы. Эти абразивные элементы меньше, чем обрабатываемое отверстие, и приводятся в движение с высокой скоростью.
Круглошлифовальные станки были разработаны для выполнения задач, которые токарные станки не могли выполнять.
Круглошлифовальный станок KOLB в работеВ основном это обработка закаленных материалов с точностью до 1/1000 мм.Старые машины работали вручную, и только внешние шлифовальные машины были автоматизированы для подачи и бокового перемещения стола. В настоящее время современные круглошлифовальные станки оснащены системой ЧПУ, которая обеспечивает высокоточную и экономичную работу, поэтому их также называют «круглошлифовальные станки с ЧПУ».
Цилиндрические шлифовальные станки используются для чистовой обработки деталей, поверхность которых должна быть точной и равномерно отшлифованной. На этих машинах можно легко обработать даже закаленные материалы. Цилиндрическое шлифование можно также использовать всякий раз, когда токарный станок достигает своих пределов.Эти машины используются как для изготовления отдельных изделий, так и для серийного производства в промышленных масштабах. Цилиндрические шлифовальные машины используются везде, где есть машины, заводы и инструменты. Одно из возможных применений — обработка дисковых пуансонов для режущих инструментов. Эти дисковые пуансоны изготавливаются из закаленной инструментальной стали и должны иметь точную длину и точные круглые размеры, чего трудно достичь с минимальными затратами на токарном станке. Цены на бывшие в употреблении круглошлифовальные станки зачастую намного ниже, чем на новые.
Некоторые компании специализируются на производстве цилиндрических шлифовальных машин. К ним, в частности, относятся следующие рекомендованные поставщики круглошлифовальных станков: ABA, DANOBAT, KARSTENS, MSO, STUDER, SCHAUDT, WMW и TOS, а также другие производители обычных круглошлифовальных станков или станков с ЧПУ.