станок для холодной ковки своими руками
Кузнечное оборудование: станок для холодной ковки своими руками
Холодная ковка невозможна без специального кузнечного оборудования. Давайте рассмотрим виды приспособлений и фигуры, которые можно получить с их помощью. Мы подготовили для вас чертежи и тематические видео. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Холодная ковка невозможна без специального кузнечного оборудования. Давайте рассмотрим виды приспособлений и фигуры, которые можно получить с их помощью. Мы подготовили для вас чертежи и тематические видео. Также рассмотрим последовательность изготовления станка для холодной ковки своими руками.
Если вы только собираетесь организовать мастерскую холодной ковки и хотите избежать больших расходов, то самостоятельное изготовление станков и приспособлений поможет создать свой маленький бизнес без чрезмерных затрат.
Основные приспособления и станки
Станки для холодной ковки предназначены в основном для гибки по дуге или углом, а также для скручивания. Они могут быть ручные или с электрическим приводом.
Основные виды станков и приспособлений для холодной ковки:
- Гнутик
- Твистер
- Улитка
- Глобус
- Волна
- Фонарик
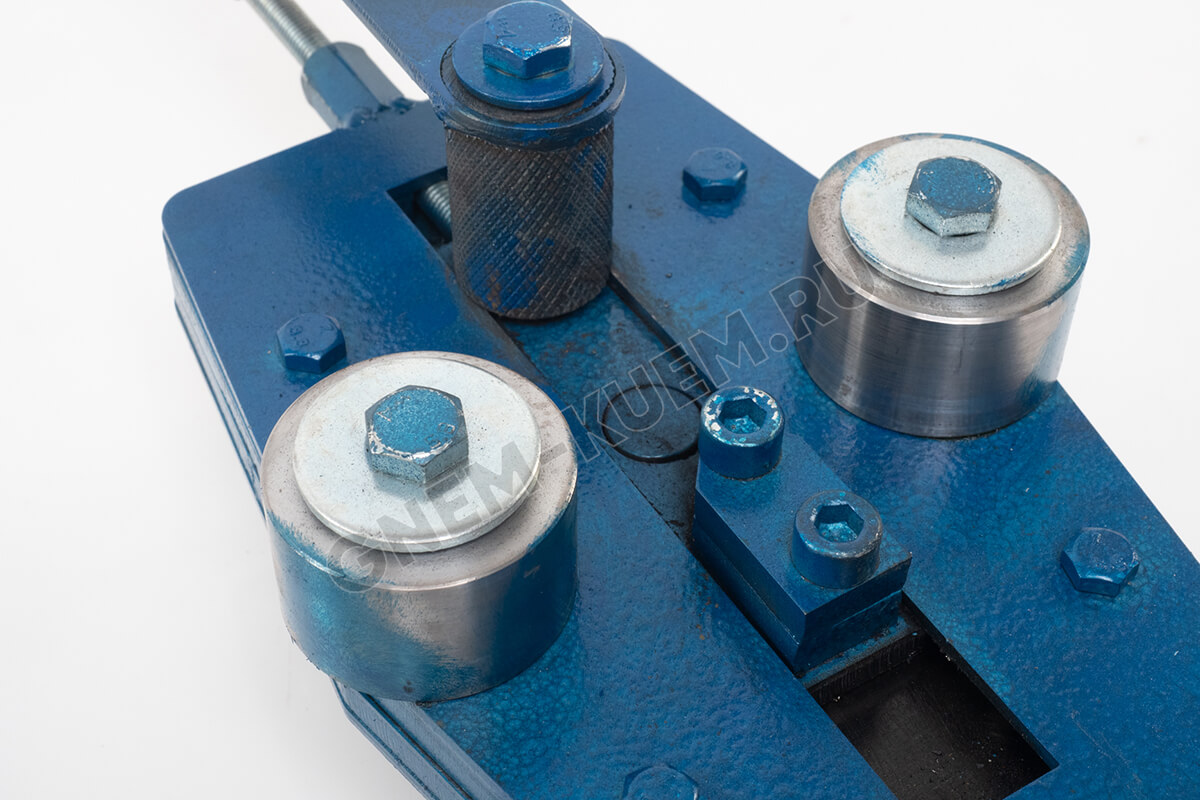
Приспособление «Гнутик»
Покупной или сделанный самостоятельно «Гнутик» — универсальное приспособление, позволяющее получить дугу или угол из прута. Он представляет собой основание с ползуном, на котором закреплен упор с углом (90° или другим по необходимости) и двумя цилиндрическими неподвижными упорами. Перемещая ползун и угловой упор, прут сгибается под углом. Для получения дуги предусмотрен третий цилиндр, вращающийся на противоположной от углового упора стороне.
Приспособление может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия приспособления «Гнутик» — вертикальное расположение
Чтобы смасштабировать размеры, приводим чертёж нижней планки этого «Гнутика».
Планка нижняя
Это приспособление — универсальное. С помощью насадок на нем можно не только гнуть, но и резать, и пробивать отверстия. Но это уже будет следующим шагом.
Получение дуги на «Гнутике»
Так выглядит самодельный «Гнутик»:
Приспособление «Твистер»
«Твистер» — инструмент для скручивания прутков, в основном квадратного сечения, вдоль продольной оси. Это несложное приспособление может быть ручным и с электроприводом. Принцип действия: закрепляются оба конца прута, потом одно крепление начинает проворачиваться, скручивая металл до необходимой формы.
Внешний вид покупного ручного «Твистера»
Посмотрите фото самодельного «Твистера» с электроприводом, собранного с использованием электрооборудования бывшего в употреблении:
Приспособление «Улитка»
Инструмент «Улитка» предназначен для получения завитков (или спиралей) и «валют» (S-образных деталей). Встречаются различные конструкции.
Один из вариантов конструкции: 1 — лемех улитки; 2 — основа станка; 3 — прижимной валик; 4 — рычаг для управления прижимным валиком; 5 — крепление основы; 6 — палец для фиксации лемехов; 7 — паз для прижиного валика; 8 — ось рычага управления; 9 — пружина для прижатия валика; 10 — фиксатор для заготовки; 11 — ведущий лемех улитки; 12 — основная ось; 13 — рычаги
В результате должно получиться такое приспособление:
Ещё одна лёгкая конструкция, чтобы гнуть прокат сечением до 12 мм:
1 — сегмент улитки; 2 — эксцентрик; 3 — ручка; 4 — основание; 5 — направляющие полозья; 6 — ось; 7 — ползун; 8 — гайка оси; 9 — ось крепления ролика; 10 — ролик; 11 — приводная ось; 12 — направляющая эксцентрика; 13 — центральный сегмент улитки; 14 — барашек эксцентрика; 15 — основная ножка; 16 — соединительный штифт сегментов улитки; 17 — корректирующий винт; 18 — соединительное ухо сегментов улитки
Часто приспособление «Улитка» делают на опоре, особенно если гнуть нужно толстый прокат.
Несколько полезных видеоматериалов по самодельных станкам «Улиткам».
https://www.youtube.com/watch?v=rUTdr5Cb9SE
Работа станка
Подробнее о таких конструкциях мы поговорим ниже.
Приспособление «Глобус»
Такое устройство внешне похоже на школьный транспортир и предназначено для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестигранника. Сначала загибом фиксируется один конец заготовки, потом она изгибается по всей длине по шаблону. Принцип действия чем-то похож на работу закаточной машинки для консервации.
Внешний вид приспособления
https://rutube.ru/video/1508d4b5bf549c0204f22b5135a4df45/?ref=logo&bmstart=3
На видео работа на «Глобусе»
Пользуясь исключительно мускульной силой, дугу большого диаметра можно изготовить на шаблоне, прикрученном или приваренном к верстаку. На нём хорошо гнуть полосу, трубу тонкостенную и т. д.
На видео работа на «Глобусе»
Пользуясь исключительно мускульной силой, дугу большого диаметра можно изготовить на шаблоне, прикрученном или приваренном к верстаку. На нём хорошо гнуть полосу, трубу тонкостенную и т. д.
Приспособление «Волна»
Получить волнообразные изделия из заготовки круглого, квадратного, шестигранного сечения или трубки можно на приспособлении «Волна». Деформация заготовки происходит между вертикальными валками прокручиванием.
Приспособление волна и полученные изделия
Приспособление в действии
Приспособление «Фонарик»
На этом станке изготавливают заготовки элементов «Фонарики» или «Шишки», которые могут состоять из 4-х, 6-ти, 8-ми и более прутков. По принципу действия станок похож на «Твистер», но тут заготовки изгибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
Приспособление «Фонарик»
https://www. youtube.com/watch?v=O3u8yDDzsAM
youtube.com/watch?v=O3u8yDDzsAM
Работа приспособления для изготовления «Фонарик»
Приспособление для холодной ковки элемента «Хомут»
Элемент холодной ковки «Хомут» предназначен для фиксирования между собой других элементов конструкции.
Приспособление для гибки «Хомута» можно выполнить по прилагаемым чертежам.
«Гусиная лапка» — расплющивание с нанесением красивых насечек концов заготовок для придания большей изящности конструкции или с целью уменьшения толщины для различных соединений.
Концы элементов оформлены «гусиной лапкой»
Эту операцию можно выполнить при помощи станка с матрицей или приспособлением и тяжелым кузнечным молотом на наковальне. Оба варианта мы даем в виде видеоматериалов.
Станок для изготовления «гусиной лапки
Приспособления для ковки «гусиных лапок»
Подробный процесс изготовления штампа
Ниже прокатный станок для выполнения той же операции.
Станок для прокатки «гусиной лапки» (расстояние между вальцами регулируется). Материалы для прокатного станка: шестерни и валы — запчасти от комбайна б/у
Принцип действия
Изготовление «Улитки» с приводом
«Улитка» с электроприводом облегчает изготовление завитков и «валют». Особенно это ценно, когда работа не «для души», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Ниже приведены этапы сборки станка для гиба прута максимальным сечением 10х10 мм. Двигатель мощностью 0,5 КВт/1000 об/мин работает при этом на пределе своих возможностей. Выполняет 6 оборотов вала в минуту. Сегменты улитки выточены из круглой болванки Ст.45 без термообработки высотой 25 мм и толщиной 20 мм. Улитка насажена на вал на подшипниках от заднего колеса мотоцикла — 7204. Поддерживающий ролик закреплён жёстко в пазу.
Ниже приведены чертежи сегментов улитки.
Элемент улитки 1
Элемент улитки 2
Элемент улитки 3
Центральный элемент улитки
Для более массивного прута (от 12 мм) мощность двигателя должна составлять более киловатта. На фотографиях ниже представлен станок с двигателем мощностью 2,2 кВт, 1000 об/мин, дающий выход на валу около 10 об/мин. Это уже станок для профессионального использования. Применён бывший в употреблении редуктор, матрица вырезана из заготовки толщиной 30 мм — самый трудоёмкий процесс.
Станки для холодной ковки своими руками видео
Если вам нужна холодная ковка, оборудование своими руками, видео по сборке которых представлены ниже, проблем с его изготовлением возникнуть не должно. Ваша основная задача — определить цели, для которых вы будете собирать оборудование в собственной мастерской, гараже или просто на балконе. Многие приспособления для холодной ковки имеют компактные размеры, но широкие функциональные возможности.
Особенности холодной ковки
Чертеж оборудования холодной ковки своими руками
Почему многие домашние умельцы стремятся попробовать свои силы именно в холодной ковке на оборудовании? Это обусловлено некоторыми особенности, характерными для данного способа обработки металла.
- Многофункциональное кузнечное оборудование для холодной ковки можно изготовить своими руками, что позволяет существенно экономить в финансовом плане;
- Заводские станки для металла — удовольствие не из дешевых, потому самодельное оборудование становится идеальным решением для тех, кто хочет своими руками заниматься художественной ковкой;
- Получаемые методом холодной ковки изделия из металла имеют привлекательный внешний вид, оригинальный дизайн, могут отображать ваши самые смелые идеи. Нужно только правильно их реализовать;
- Процесс выполнения холодной ковки своими руками на специализированном оборудовании безопасный и простой, если сравнивать с горячим способом обработки металла;
- Самодельное приспособление для деформации изделий не требует применения повышенной температуры, которая влечет за собой серьезную опасность.
 Горячей ковкой можно заниматься только в специально оборудованных помещениях, в то время как холодная ковка может проводиться у вас дома без какого-либо риска для жилья.
Горячей ковкой можно заниматься только в специально оборудованных помещениях, в то время как холодная ковка может проводиться у вас дома без какого-либо риска для жилья.
 Горячей ковкой можно заниматься только в специально оборудованных помещениях, в то время как холодная ковка может проводиться у вас дома без какого-либо риска для жилья.
Горячей ковкой можно заниматься только в специально оборудованных помещениях, в то время как холодная ковка может проводиться у вас дома без какого-либо риска для жилья.На самом деле перечислять достоинства, которыми обладает самодельное оборудование, можно бесконечно долго. Вместо этого мы познакомим вас с конкретными примерами устройства, предоставим чертежи и подскажем, как можно собрать своими руками тот или иной вариант оборудования.
Схема холодной ковки своими руками
Отыскать чертежи, видео руководства по сборке различного рода оборудования, предназначенного для холодной ковки, в реалиях нашего времени дело пары минут. При этом, выбирая чертежи, важно понимать, на какой именно результат вы рассчитываете.
Каждый вид холодноковочного оборудования предназначен для выполнения определенных операций с металлом. Некоторые умельцы собирают несколько станков в одном, выполняя целый перечень задач с его помощью.
Но для новичков вполне подойдут отдельно взятые агрегаты по обработке металла. А какими именно они будут, вы можете решить, изучив перечень доступного для изготовления своими руками оборудования.
- Станки Улитки. Могут иметь цельнолитые или съемные элементы. С их помощью прутки металла закручиваются в спирали.
- Универсальные станки. Данное оборудование позволяет резать, клепать и деформировать детали. Как вы понимаете, деформация является контролируемой.
- Станки гнутики. С помощью гнутиков вы можете сделать дуговой изгиб металла под необходимым вам углом.
- Станки твистеры. Они позволяет делать загибы вдоль оси готового изделия из металла, дерева, пластика.
- Станки волны. Из названия становится очевидно, что волны обеспечивают металлу волнообразную форму. С их помощью загибаются металлические прутки.
- Прессы. Если вам требуется на деталь из металла нанести матричный отпечаток, вам пригодится оборудование типа пресс.
- Станок для формирования колец. Он особого названия не имеет, зато великолепно справляется со своими прямыми обязанностями гибочного оборудования для холодной ковки.
Самодельная улитка
Улитка — это основа основ среди оборудования для любого начинающего и профессионального мастера по холодной ковке. Потому если вы решите сделать себе станок, начинать рекомендуется с улитки. Соответствующие чертежи и видео отыскать легко. Да и сама инструкция по изготовлению улитки своими руками выглядит достаточно просто, потому чертежи вам могут и не понадобиться. Такое ручное приспособление позволит начать работу по холодной ковке, создать свои первые шедевры из металла.
Для сборки улитки вам понадобится взять следующее:
- Металлические прутки;
- Стальные листы;
- Металлические полосы;
- Профильную стальную трубу;
- Плоскогубцы;
- Болгарку;
- Сварочный агрегат.
Если вам нужен станок не на один раз, тогда используйте чертежи, а для сборки конструкции оборудования берите только качественный металлопрокат. От его надежности напрямую зависит долговечность и эффективность работы оборудования.
- Чтобы нанести изображение спирали и 3 витков на лист металла, возьмите обычную бумагу. Прут помещается в резьбу, а его диаметр должен составлять 10 мм.
- Из листа стали вырежьте пару пластин. Размер первой будет 100 на 100 миллиметров, а у второй — 130 на 130 миллиметров.
- Прутки и полосы из металла обязательно зачистите наждачкой, чтобы на них не осталось неровностей, дефектов, заусенец.
- Загните стальные полосы, как того требуют чертежи или ваши конкретные потребности. У вас в итоге должно получить три спирали одинаковой формы, но разные по длине.
- Выполните сварочные работы, опираясь на чертежи. Уделите особое внимание качеству проведению сварки, поскольку от этого напрямую зависит долговечность вашего станка.
- Труба приваривается в центре оборудования и завершает изготовление вашего холодноковочного станка под названием улитка.

Торсионное оборудование
С помощью торсионного станка методом холодной ковки создаются спиралевидные изделия. Собрать его своими руками можно, а вот вручную сгибать детали проблематично. Потому чертежи предусматривают использование электрических двигателей при проектировании торсионных холодноковочных станков.
Если вас такой момент в оборудовании не пугает, и вы готовы собрать агрегат, на выходе вы получите прекрасное оборудование для создания оригинальных элементов декора.
Для сборки оборудования холодной ковки требуется следующее:
- Балка из стали;
- Лист стали;
- Хомуты, зажимы и тиски;
- Электрический двигатель с цепью и редуктором;
- Сварочный аппарат;
- Угловая шлифовальная машинка или просто болгарка.
Сам процесс сборки торсионного станка не потребует от вас повышенных знаний, но определенные навыки пригодятся.
- Стальная балка играет роль основания вашего торсионного оборудования.
- С одной стороны балки методом сварки приваривается стальной лист. На него болтами и гайками монтируются тиски.
- Чтобы избежать возможного выскальзывания металла в будущем, снизу и сверху тисков рекомендуется закрепить металлические пластины.
- С другой стороны балки монтируются ролики. На них вы будете устанавливать рабочую поверхность оборудования.
- На противоположном конце устанавливаются другие диски с подвижными компонентами. Следите за тем, чтобы конструкция была на одном уровне с двух сторон.
- Установите стальную ручку, закрепите редуктор, электродвигатель и цепь.
- Обязательно предусмотрите наличие защитного кожуха для вашей конструкции, которая предотвратить нежелательные травмы.
Собрать своими руками агрегаты для холодной ковки — задача, которая по силам каждому. Здесь главное определиться с функциями, которые должен выполнять станок, и выбрать соответствующие чертежи устройства для его последующей сборки своими руками. Начинать советуем с простейших моделей, а по мере накопления опыта переходить на сложные, многофункциональные холодноковочные агрегаты.
Здесь главное определиться с функциями, которые должен выполнять станок, и выбрать соответствующие чертежи устройства для его последующей сборки своими руками. Начинать советуем с простейших моделей, а по мере накопления опыта переходить на сложные, многофункциональные холодноковочные агрегаты.
Самодельный станок для холодной ковки может пригодиться, если вам нравиться мастерить и вы не прочь сделать своими руками что-то красивое для загородной усадьбы, домашнего интерьера, для подарков близким и родным людям или просто для души.
Величественный внешний вид изделий, сделанных способом ковки, манит изящными линиями и завораживает взоры. Издревле, во всех лучших домах, можно было непременно увидеть такие украшения, как металлические ажурные завитушки. Да и сегодня, когда разработано огромное количество всевозможных материалов и технологий, кованые изделия не потеряли своей актуальности.
Изделия, изготовленные с помощью ковки, используются в дизайне наряду со стеклянными, пластиковыми и иными элементами декора. Ковка металла происходит холодным или горячим способом. Для выполнения процесса горячей ковки нужно выполнить множество особых условий, потому ей очень сложно заниматься в домашних условиях. Более доступным способом является художественная холодная ковка. Научиться ей намного проще, а при желании можно сделать самодельные станки для холодной ковки своими руками.
Процесс холодной ковки
При холодном варианте ковки потребуется два основных процесса:
Чтобы провести данные мероприятия, не нужно сообщать металлу какую-то температуру. Но определенная термообработка все-таки должна происходить между этапами работ.
Необязательно иметь в своем распоряжении полноценные станки для художественной ковки, часто любители изготавливают инструменты своими руками. С помощью самодельного оборудования можно придавать заготовкам всевозможные причудливые формы. Нужно только обзавестись определенными навыками работы. Поэтому готовьтесь к тому, что для того, чтобы согнуть требуемую фигуру, будут необходимы чертежи и немалые усилия. Выполнение работ возможно только с использованием сырья необходимой толщины.
Выполнение работ возможно только с использованием сырья необходимой толщины.
Изделия, которые получаются с помощью самодельного станка для холодной ковки, намного крепче тех, которые выполняются или отливаются с помощью штамповки. Так происходит за счет того, что металлические прутья, которые проходят через оснастку, прессуются вместе с приданием им необходимой формы. При этом способе ковки нужно не допускать ошибок, так как они практически не исправляемы. С приобретением навыков вы сможете создавать своими руками привлекательные и замечательные изделия.
С помощью самодельного станка для холодной ковки, можно изготавливать такие изделия, как:
- элементы вроде балконных козырьков, поручней для лестницы;
- решетки на окна;
- ограды и заборы;
- мебель для дома – столы, стулья, кровати;
- элементы, которые используются в дизайне дома: обрешетки каминов, треноги для цветов.
Во время горячей ковки мастеру необходимо не только отдельное помещение, но и оборудование для кузнечного дела, а также специальные условия. При холодном способе нет необходимости предварительно разогревать заготовку, а непосредственно процесс выходит намного экономичней.
При обработке большой партии однотипных изделий своими руками все можно сделать при помощи трафаретов и чертежа. Так удается значительно уменьшить трудозатраты и сократить время изготовления. Иногда детали необходимо нагреть, прогревание делают на участках стыков, чтобы не было кривизны. Новичкам рекомендуется перед выполнением работ тщательно продумать план изготовления, нелишним будет видео урок и выполнить чертеж будущего изделия.
Инструменты и оборудование
Ручной станок для выполнения холодной ковки включает ряд элементов. Необходимые приспособления, которые понадобятся для работы:
Многие названия покажутся забавными, но это довольно удобные для самодельного использования приспособления.
Главным инструментом для работы будет гнутик, который используется для изменения формы металла. Его функция — изгиб детали под необходимым углом или изгиб дуг с различным радиусом.
Его функция — изгиб детали под необходимым углом или изгиб дуг с различным радиусом.
Улитка используется, как правило, для свивания в спирали стальных прутов. Это оснастка для сгибания прутков, полос, трубок, квадратов и профилей до формы спирали, изделий с различными формами и радиусом. Во время использования этого инструмента можно не ограничивать в радиусе создаваемую спираль и сделать ту величину, которая требуется.
Инструмент «фонарик» необходим для сгибания металлических деталей. С помощью него обрабатывают металлические прутки, сечение которых менее 30 мм, или квадратные профили сечением менее 16 мм.
При помощи такого устройства, как волна, делают волнообразно выгнутые элементы. Применяют его и для обработки труб, которые имеют шестигранное или круглое сечение.
Твистер похож чем-то на фонарик. При помощи этих двух инструментов можно выкручивать прутья вокруг оси.
С помощью глобуса можно выполнить большую дугу из профильного прута толщиной до 12 мм. Причем концы заготовки также плавно сгибаются.
Этот инструмент для холодной ковки абсолютно не сложный, поэтому зачастую можно увидеть и самодельный. Заводскому он почти ни в чем не уступает.
Станки для ковки
Зачастую при работе, сделать станки для холодной ковки своими руками представляется гораздо целесообразней. Так как не каждый элемент можно полноценно обработать с помощью лишь ручного оборудования для ковки. Да и цена этого оборудования довольно большая, даже когда речь идет о простейшем станке улитке.
Если домашний умелец сделает какое-то изделие на самостоятельно изготовленном кондукторе, то вещь будет уникальной, хотя по некоторым параметрам и будет уступать той, которая сделана в заводских условиях. Если планируется делать большое количество деталей с помощью холодной ковки, то лучше всего сделать кондуктор с электромотором. Так вы облегчите себе рабочий процесс.
Полезным будет предусмотреть изготовление на станке основных видов работ – вытяжки, гибки и закручиваний. Эти устройства можно объединить во время создания кондуктора своими руками.
Эти устройства можно объединить во время создания кондуктора своими руками.
Во время вытяжки изделию придается определенная форма. Для чего ее нужно пропустить через валики или пресс, причем сечение исходного сырья уменьшится.
Процесс гибки состоит в том, что деталь гнут под требуемым углом. Выполнить эту операцию можно с помощью шаблонов. Они делаются таким образом: подготавливается чертеж изделия, по которому после делается шаблон. На стальную пластину приварите завитушку, после этот лист крепится на станке в держателе. Окончание заготовки устанавливают в прорезь, второй конец фиксируется. С помощью рычага происходит воздействие на один конец изделия, которое нужно протащить по всем изгибам пластины, используемой в роли шаблона.
Делая шаблон, сварочный шов нужно проводить с внешней стороны, иначе он будет мешать при дальнейшей эксплуатации изделия.
Часто мастера сами собирают простые устройства, с помощью которых можно изготавливать довольно оригинальные изделия. Тут все зависит от опыта мастера. Рассмотрим одну из таких самодельных моделей, чтобы понять сам принцип.
Станок «Улитка» для ковки своими руками
С помощью этого станка домашние мастера выполняют всевозможные кольца и спирали, завитушки, волны. Чтобы сделать этого рода станок, нужно действовать согласно чертежам и технологии, которая включает в себя ряд этапов.
Прежде чем делать любые приспособления, ручные инструменты или станки для художественной ковки, требуется выполнение графических изображений, шаблонов, эскизов, чертежей будущего приспособления.
Чтобы более точно получилась разметка, лучше всего пользоваться миллиметровой бумагой. Нарисуйте на ней спираль, у которой постепенно увеличивается радиус витков. Между витками нужно соблюдать одинаковый шаг. Нужно сказать, что это условие необходимо соблюдать только в случаях, если нужна симметричность узоров, как правило, делают не более 4 шт.
Также учитывайте и то, какие будут заготовки, с которым нужно работать. Дистанцию между витками нужно сделать так, чтобы она немного превышала диаметр металлических прутьев, иначе сложно будет доставать из станка готовое изделие.
Дистанцию между витками нужно сделать так, чтобы она немного превышала диаметр металлических прутьев, иначе сложно будет доставать из станка готовое изделие.
Для рабочей поверхности будет необходимо листовое железо. Толщина в четыре миллиметра вполне хватит. Определение размеров происходит на основании габаритов необходимых деталей. Чтобы сделать форму, потребуется листовой металл в виде полос толщиной три миллиметра. С этим материалом можно работать с помощью ручных инструментов. Его просто выгибают по шаблону в спираль с помощью плоскогубцев.
Чтобы создать полноценный процесс работы, необходимо сделать надежную фиксацию одного конца изделия. Тут понадобится кусок прута, который равен ширине полос. Для фиксации рабочей площадки потребуется верстак. Часто в роли стойки используют кусок толстостенной трубы. Главное – обеспечить максимальную фиксацию, так как при холодной ковке усилия прилагаются довольно большие.
Сборка станка
Чтобы сделать любой станок для холодной ковки, существует множество вариантов. Можно его изготовить разборным, монолитным или сплошным. При монолитной конструкции устройство целиком или части «Улитки» привариваются к площадке.
По длине конструкции можно приварить небольшие кусочки прутков с расстоянием 5-6 см, в рабочей площадке для них нужно сделать специальные отверстия. Не забывайте тщательно крепить концы изделий, которые будете выгибать.
Холодная ковка является особенно популярной среди начинающих в кузнечном деле. Для изготовления изделий этим способом не нужно ни хорошо оборудованной мастерской (можно обойтись гаражом или сараем), ни обладания большим опытом, не нужны особые знания о поведении металлов. Что касается приспособлений, то все необходимые станки и инструменты можно изготавливать своими руками в домашних условиях.
Холодная ковка невозможна без специального кузнечного оборудования.
Если вы только собираетесь организовать мастерскую холодной ковки и хотите избежать больших расходов, то самостоятельное изготовление станков и приспособлений поможет создать свой маленький бизнес без чрезмерных затрат.
Основные приспособления и станки
Станки для холодной ковки предназначены в основном для гибки по дуге или углом, а также для скручивания. Они могут быть ручные или с электрическим приводом.
Основные виды станков и приспособлений для холодной ковки:
Приспособление «Гнутик»
Покупной или сделанный самостоятельно «Гнутик» — универсальное приспособление, позволяющее получить дугу или угол из прута. Он представляет собой основание с ползуном, на котором закреплен упор с углом (90° или другим по необходимости) и двумя цилиндрическими неподвижными упорами. Перемещая ползун и угловой упор, прут сгибается под углом. Для получения дуги предусмотрен третий цилиндр, вращающийся на противоположной от углового упора стороне.
Приспособление может быть выполнено на горизонтальной или вертикальной платформе.
Аксонометрия приспособления «Гнутик» — вертикальное расположение
Чтобы смасштабировать размеры, приводим чертёж нижней планки этого «Гнутика».
Это приспособление — универсальное. С помощью насадок на нем можно не только гнуть, но и резать, и пробивать отверстия. Но это уже будет следующим шагом.
Получение дуги на «Гнутике»
Получение угла на «Гнутике»
Так выглядит самодельный «Гнутик»:
Приспособление «Твистер»
«Твистер» — инструмент для скручивания прутков, в основном квадратного сечения, вдоль продольной оси. Это несложное приспособление может быть ручным и с электроприводом. Принцип действия: закрепляются оба конца прута, потом одно крепление начинает проворачиваться, скручивая металл до необходимой формы.
Внешний вид покупного ручного «Твистера»
Посмотрите фото самодельного «Твистера» с электроприводом, собранного с использованием электрооборудования бывшего в употреблении:
Для изготовления «Фонариков» и «Шишек» существует специальный станок, но для начала можно использовать и «Твистер», как это показано на видео (англоязычное, но всё предельно понятно).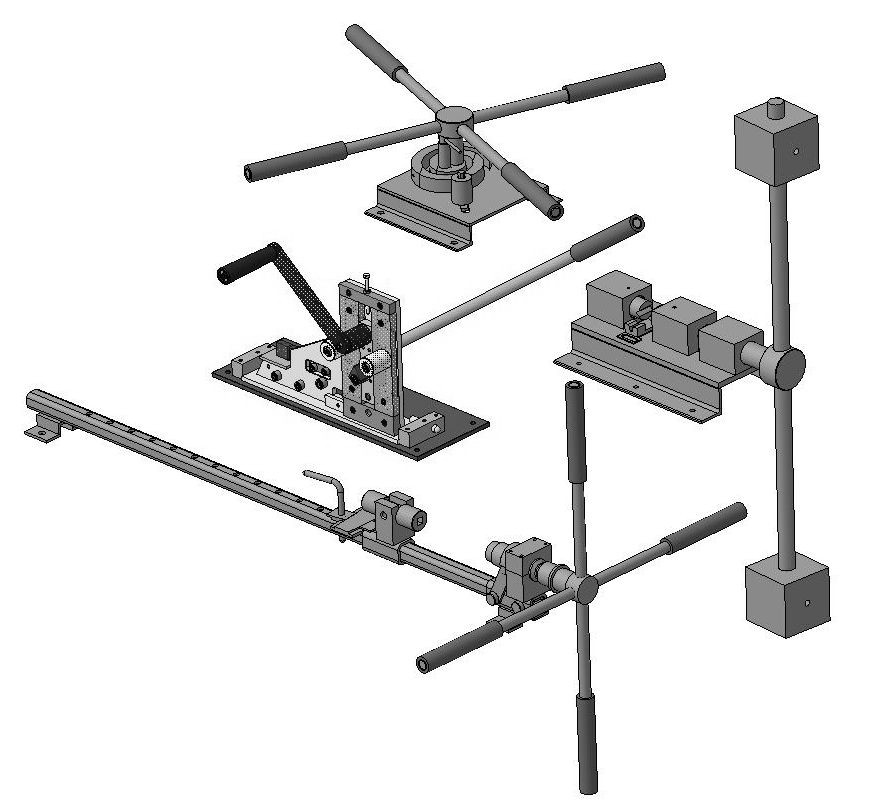
Видео 1. Как сделать заготовку под «Фонарик» на «Твистере»
Приспособление «Улитка»
Инструмент «Улитка» предназначен для получения завитков (или спиралей) и «валют» (S-образных деталей). Встречаются различные конструкции.
Один из вариантов конструкции: 1 — лемех улитки; 2 — основа станка; 3 — прижимной валик; 4 — рычаг для управления прижимным валиком; 5 — крепление основы; 6 — палец для фиксации лемехов; 7 — паз для прижиного валика; 8 — ось рычага управления; 9 — пружина для прижатия валика; 10 — фиксатор для заготовки; 11 — ведущий лемех улитки; 12 — основная ось; 13 — рычаги
В результате должно получиться такое приспособление:
Ещё одна лёгкая конструкция, чтобы гнуть прокат сечением до 12 мм:
1 — сегмент улитки; 2 — эксцентрик; 3 — ручка; 4 — основание; 5 — направляющие полозья; 6 — ось; 7 — ползун; 8 — гайка оси; 9 — ось крепления ролика; 10 — ролик; 11 — приводная ось; 12 — направляющая эксцентрика; 13 — центральный сегмент улитки; 14 — барашек эксцентрика; 15 — основная ножка; 16 — соединительный штифт сегментов улитки; 17 — корректирующий винт; 18 — соединительное ухо сегментов улитки
Часто приспособление «Улитка» делают на опоре, особенно если гнуть нужно толстый прокат.
Несколько полезных видеоматериалов по самодельных станкам «Улиткам».
Вариант с массивным основанием на опоре:
Видео 2. Изготовление основания
Видео 3. Изготовление улитки
Видео 4. Работа станка
Вариант настольного приспособления:
Видео 5. Часть 1
Часть 1
Видео 5. Часть 2
Подробнее о таких конструкциях мы поговорим ниже.
Приспособление «Глобус»
Такое устройство внешне похоже на школьный транспортир и предназначено для изготовления дуг с большим радиусом изгиба из полосы, квадрата, круга или шестигранника. Сначала загибом фиксируется один конец заготовки, потом она изгибается по всей длине по шаблону. Принцип действия чем-то похож на работу закаточной машинки для консервации.
Внешний вид приспособления
Видео 6. Работа на «Глобусе»
Пользуясь исключительно мускульной силой, дугу большого диаметра можно изготовить на шаблоне, прикрученном или приваренном к верстаку. На нём хорошо гнуть полосу, трубу тонкостенную и т. д.
Приспособление «Волна»
Получить волнообразные изделия из заготовки круглого, квадратного, шестигранного сечения или трубки можно на приспособлении «Волна». Деформация заготовки происходит между вертикальными валками прокручиванием.
Приспособление волна и полученные изделия
Видео 7. Приспособление в действии
Приспособление «Фонарик»
На этом станке изготавливают заготовки элементов «Фонарики» или «Шишки», которые могут состоять из 4-х, 6-ти, 8-ми и более прутков. По принципу действия станок похож на «Твистер», но тут заготовки изгибаются вокруг направляющего вала, что формирует более правильную и точную конфигурацию изделия.
Видео 8. Работа приспособления для изготовления «Фонарик»
Приспособление для холодной ковки элемента «Хомут»
Элемент холодной ковки «Хомут» предназначен для фиксирования между собой других элементов конструкции.
Приспособление для гибки «Хомута» можно выполнить по прилагаемым чертежам.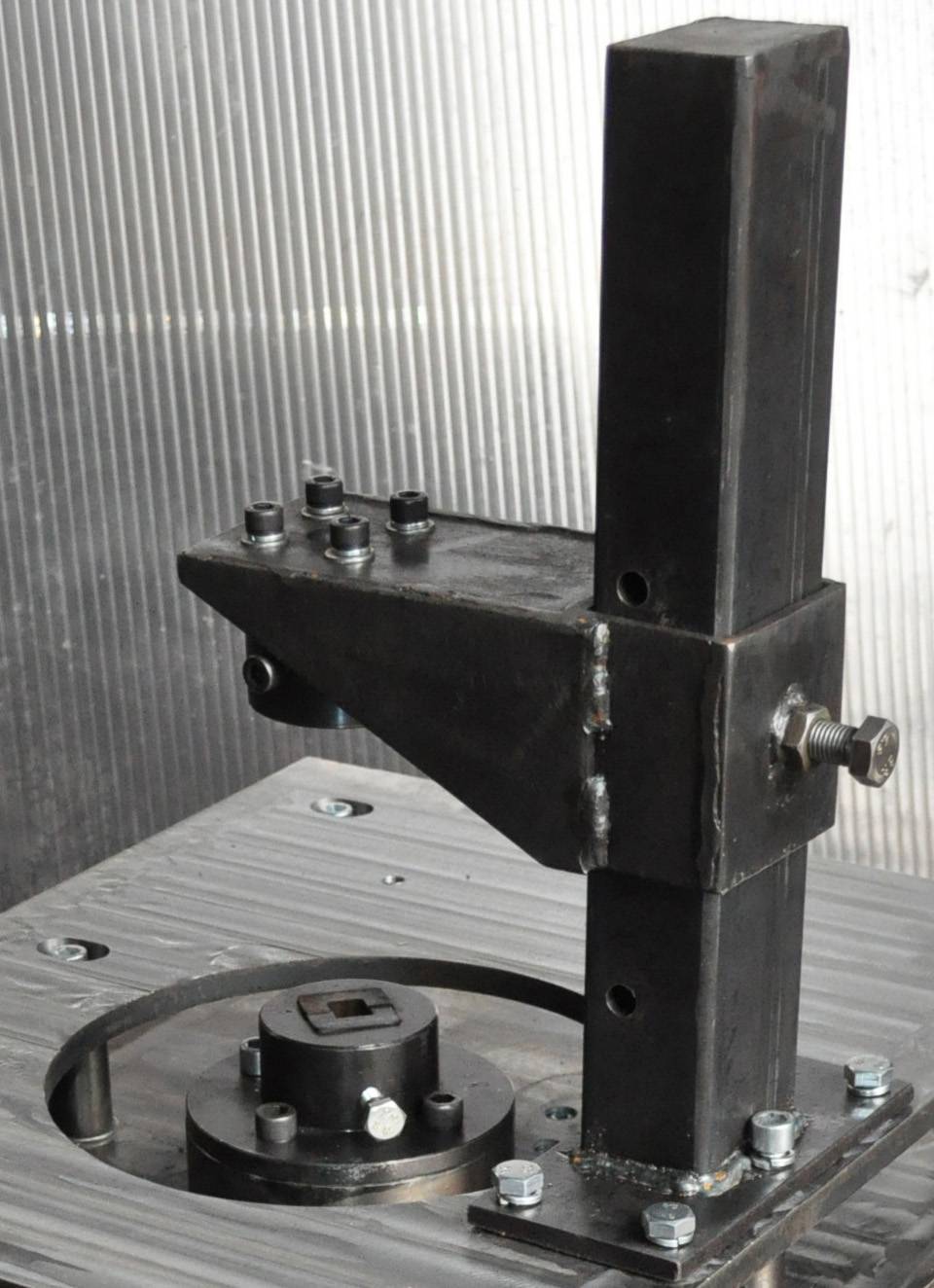
Приспособления для выполнения «гусиной лапки»
«Гусиная лапка» — расплющивание с нанесением красивых насечек концов заготовок для придания большей изящности конструкции или с целью уменьшения толщины для различных соединений.
Концы элементов оформлены «гусиной лапкой»
Эту операцию можно выполнить при помощи станка с матрицей или приспособлением и тяжелым кузнечным молотом на наковальне. Оба варианта мы даем в виде видеоматериалов.
Видео 9. Станок для изготовления «гусиной лапки»
Видео 10. Приспособления для ковки «гусиных лапок»
Видео 11. Подробный процесс изготовления штампа
Ниже прокатный станок для выполнения той же операции.
Станок для прокатки «гусиной лапки» (расстояние между вальцами регулируется). Материалы для прокатного станка: шестерни и валы — запчасти от комбайна б/у
Изготовление «Улитки» с приводом
«Улитка» с электроприводом облегчает изготовление завитков и «валют». Особенно это ценно, когда работа не «для души», а для изготовления большого количества однотипных изделий на потоке при работе на заказ.
Ниже приведены этапы сборки станка для гиба прута максимальным сечением 10х10 мм. Двигатель мощностью 0,5 КВт/1000 об/мин работает при этом на пределе своих возможностей. Выполняет 6 оборотов вала в минуту. Сегменты улитки выточены из круглой болванки Ст.45 без термообработки высотой 25 мм и толщиной 20 мм. Улитка насажена на вал на подшипниках от заднего колеса мотоцикла — 7204. Поддерживающий ролик закреплён жёстко в пазу. Между двигателем и редуктором установлены шкивы.
Ниже приведены чертежи сегментов улитки.
Элемент улитки 1
Элемент улитки 2
Элемент улитки 3
Центральный элемент улитки
Для более массивного прута (от 12 мм) мощность двигателя должна составлять более киловатта.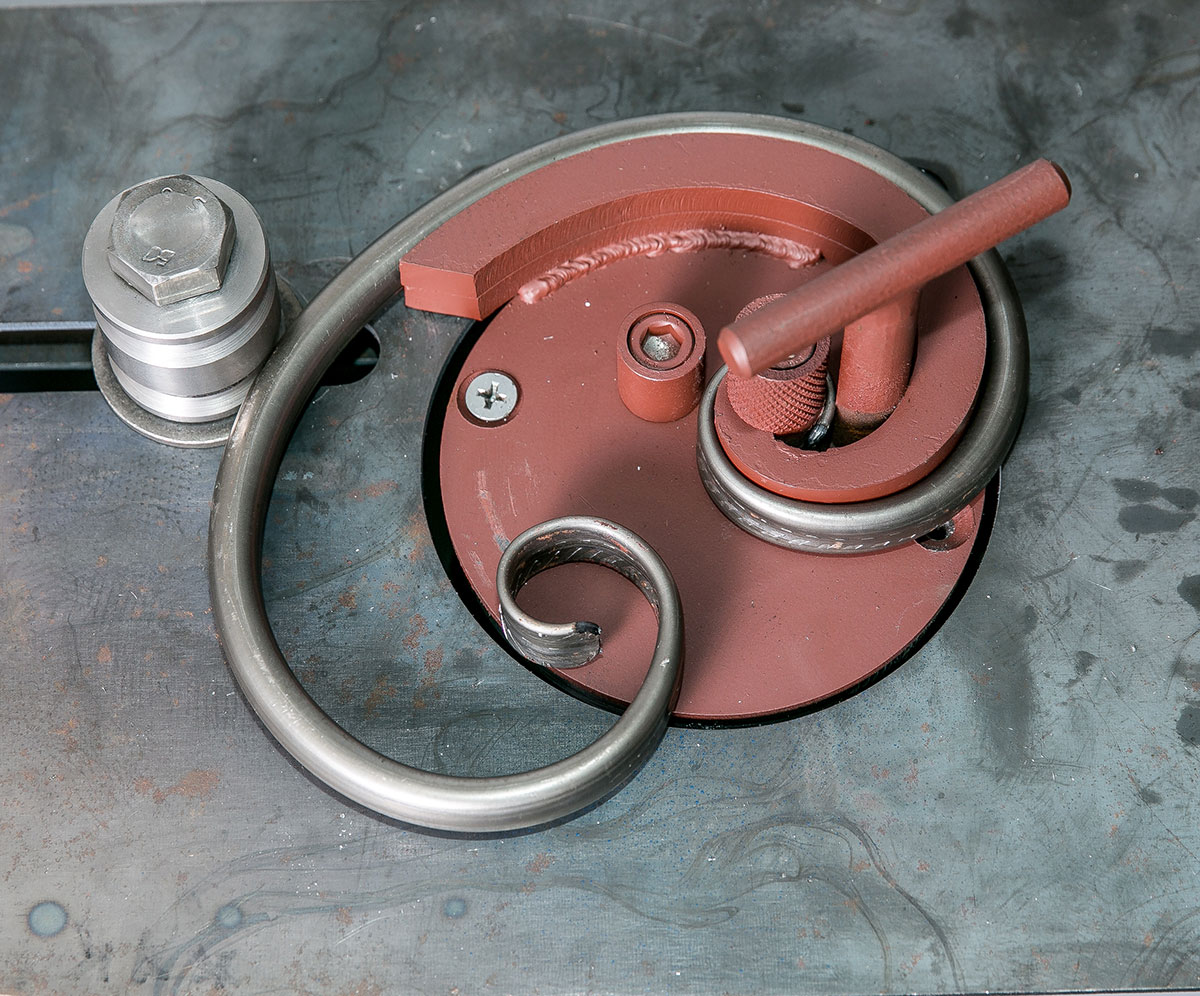 На фотографиях ниже представлен станок с двигателем мощностью 2,2 кВт, 1000 об/мин, дающий выход на валу около 10 об/мин. Это уже станок для профессионального использования. Применён бывший в употреблении редуктор, матрица вырезана из заготовки толщиной 30 мм — самый трудоёмкий процесс.
На фотографиях ниже представлен станок с двигателем мощностью 2,2 кВт, 1000 об/мин, дающий выход на валу около 10 об/мин. Это уже станок для профессионального использования. Применён бывший в употреблении редуктор, матрица вырезана из заготовки толщиной 30 мм — самый трудоёмкий процесс.
Для холодной ковки ещё понадобятся наковальня и молот. Горн не нужен, он требуется только для горячей ковки.
Совет! Перед началом работ начертите эскиз будущей конструкции в натуральную величину. Это поможет корректировать элементы и не запутаться при сборке.
Самодельный гибочный станок ковка Movie
Следующее. Кондуктор для холодной ковки от А до Я своими руками!. Вот человек и не знает, кто он: взрослый или дите неразумное
Содержание статьи [свернуть]
- Самодельный станок для решетки. Станок для
- Отмена. Месяц бесплатно. Самодельный гибочный ручной станок
- В этом видео показан самодельный гибочный
- Как сделать станок для
- Изделия из
- Но почти каждое лето ездили
- Инна быстро поняла
- — Не только видел, но даже провел с
- Первый период связи с Инной
Самодельный станок для решетки. Станок для
холодной ковки. Андрей Винничук. #1 Самодельный гибочный ручной станок ковка холодная,узоры из металла,кованые изделия,холодная ковка. Так вот, сам понимаешь, нам пришлось потрудиться, чтобы, располагая только отрывочными сведениями, составить программу, вложить ее в ЭВМ и получить данные, необходимые для оперативных действий
Демонстрация самодельного станка для холодной ковки — Продолжительность: 13:02 Радик Гилмутдинов 19 259 просмотров. #3 ручной станок для холодной ковки своими руками. БИЗНЕС В ГАРАЖЕ, ХОЛОДНАЯ КОВКА, ГИБКА АРМАТУРЫ — Продолжительность: 7. Даже каждую страничку в отдельности, — добавила она, пожав плечами
Как в домашних условиях сделать станок Улитка для холодной ковки своими руками?Как видно из пошагового руководства, используя простой набор инструментов, самодельный станок для изготовления завитков несложен в изготовлении. Быстро и ловко она сервировала журнальный столик у окна
Быстро и ловко она сервировала журнальный столик у окна
Схема устройства станка-улитки для холодной ковки. Преимущества гибочного станка-твистера данного типа следующиеСамодельный станок-улитка рычажного типа с неподвижным шаблоном по производительности существенно уступает улитке с воротом. Специальные предметы делились на два разряда: горный и заводский
Отмена. Месяц бесплатно. Самодельный гибочный ручной станок
ковка холодная. СТАНОК ХОЛОДНОЙ КОВКИ СВОИМИ РУКАМИ tel 780 113 640 — Продолжительность: 8:06 firma mag 498 528 просмотров. Воодушевленный Михаил Семенович под наплывом чувств рискнул сделать то, на что не отваживался почти три года: позвонить Инне, чтобы с него первой поделиться радостью
Самодельные приспособления и станки для холодной ковки. Один из способов украшения участков — использовать кованные изделия. Очень декоративно смотрятся заборы, скамейки, беседки, перила для лестницы и другие подобные сооружения. Причем в большинстве случаев. — Пока ничего, ведите себя так, словно ничего не произошло
В этом видео показан самодельный гибочный
станок сделанный своими руками,на котором можно сделать кованые элементы, без которых не обходится художественная ковка металла. Так же на нем производится гибка металла на холодную. Она рассказала, что, как обычно, загодя приехала в аэропорт со всей группой
Что такое гнутики? Начало холодной ковки самодельными станками. Станки для ковки являются хорошим инструментом для художественных и творческих людей, у которых есть желание создать что-то красивое и индивидуальное в своем доме, чтобы подчеркнуть интерьер. Но вы понимаете, черт побери, что я не могу больше тянуть, что не сегодня завтра нас призовут к ответу? Подумайте об этом, как следует подумайте
Как сделать станок для
холодной ковки в домашних условиях видео,фото,чертежи исходя из основ токарных установок люди приспособились делать их своими руками. Знал о нем только по карандашам «хаммер», знатные были карандаши
. Ковка Холодная #Станок Для Холодной Ковки #Кованые Узоры #Узоры Из Металла #Торсион Холодная Ковка #Бизнес В Гараже #Станок Кузнец #Ручной станок #РучнойСамодельное , ручное приспособление для изготовления шишек — корзинок , без токарных работ. — Слушайте, коллега, вы знаете такого — Дэндриджа Коула?
Ковка Холодная #Станок Для Холодной Ковки #Кованые Узоры #Узоры Из Металла #Торсион Холодная Ковка #Бизнес В Гараже #Станок Кузнец #Ручной станок #РучнойСамодельное , ручное приспособление для изготовления шишек — корзинок , без токарных работ. — Слушайте, коллега, вы знаете такого — Дэндриджа Коула?
Изделия из
холодной ковки. Холодная ковка своими руками: как это делается от А до Я. Классификация оборудования: «Улитка», торсионный станокХолодная ковка своими руками — чертежи, станок, пошаговая инструкция для начинающих и советы по выбору идей для ковки. Была бы она молода и красива, но это оказалась сорокалетняя финка с толстыми ногами и капиталом
#1 Самодельный гибочный ручной станок ковка холодная,узоры из металла,кованые изделия,холодная ковка — Продолжительность: 3:14 Евгений Емельяненко 1 082 644 просмотра. — Как знать! — Ермолин встал, давая понять, что разговор окончен
Но почти каждое лето ездили
в Завод, там у нас был небольшой дом
Но иногда ему казалось, что она догадывается о настоящем роде занятий своего братца
Только благодаря усилиям своих служащих: бывшего военно-морского министра Дэна Кимбала, адмирала Хатчеса и генерала морской пехоты Хейварда
Инна быстро поняла
это и, помня пословицу, которую любила повторять мать: «Станешь лениться, будешь с сумой возиться», принялась усердно наверстывать то, что упустила из-за многолетней работы на дому
Потом я слышала, что он, оказывается, не стоил того, что в него вложили Ричардсон и другие
Юлия Николаевна, чрезвычайно довольная замешательством подруги, пояснила с улыбкой:
— Не только видел, но даже провел с
ним несколько раундов
Мы примерно месяц несли службу в комендантских патрулях
Первый период связи с Инной
Локтевой был для Корицкого бунтом на коленях
Когда-то в Париже в кафе «Ротонда» его рисунок можно было получить за рюмку коньяку и чашку кофе любому туристу
Стоило в ресторанчике появиться русскому из советских, Федя, как он говорил, переходил на ностальгию: «Степь да степь кругом» или еще что-нибудь в таком духе
Энтони и сам понимал, что специалисты по России после окончания университета могут рассчитывать на куда более заманчивые предложения, нежели самые эрудированные знатоки эпохи Возрождения
Холодная штамповка фурнитуры из каратного золота
Холодную ковку в ювелирной промышленности из каратного золота иногда называют штамповкой, чеканкой и штамповкой. Этот процесс использовался на протяжении всей истории для изготовления монет и медалей, а также ювелирных изделий. Основы холодной ковки всегда будут такими же, как и в древности; однако тонкости постоянно уточняются.
Этот процесс использовался на протяжении всей истории для изготовления монет и медалей, а также ювелирных изделий. Основы холодной ковки всегда будут такими же, как и в древности; однако тонкости постоянно уточняются.
Процесс просто описывается как формирование находки с применением чрезвычайной силы, чтобы загнать сырье в профилированную полость в стальном блоке.Хотя это может показаться простым, есть много тонких условий, которые повлияют на результат. Такие детали, как голенища, вершины, подвески и планки, являются идеальными изделиями для этого метода производства.
Инструмент
При вдавливании стальной заготовки или ступицы (также известной как варочная панель) в мягкий стальной блок можно получить инструменты для холодной ковки. Вплоть до 1980-х годов ступицы нарезались вручную с помощью молотка и зубила, резцов и напильников. Они были вершиной инструментального мастерства и искусства; однако стало трудно найти квалифицированных мастеров, необходимых для изготовления этих шедевров.Сегодня ступица может быть обработана с помощью обычного инструментального оборудования или изготовлена с использованием технологии CAD / CAM. Для их отделки и полировки по-прежнему требуется высокий уровень ручных навыков. Мастер изготовлен из инструментальной стали A2, которая очень прочная и выдерживает давление при изготовлении штампа.
Спонсором Ганоксина является После создания мастер затем подвергается термообработке при 1750 ° F (955 ° C) в течение одного часа и затем охлаждается на воздухе.В результате этого процесса показатель твердости по Роквеллу составляет 63. Затем его доводят до 59 ° С по Роквеллу, помещая в печь при температуре 450 ° F (230 ° C) на один час. Мастер запрессовывают в стальной блок с помощью гидравлического пресса, а затем матрицу подвергают термообработке при 1525 ° F (830 ° C) до твердости 60 по шкале Роквелла C. Матрицу отпускают в течение двух часов при 440 °. F (227 ° C) до 57 ° C по Роквеллу, а затем полость полируется вручную, чтобы облегчить извлечение и придать находке превосходную отделку. Сталь, используемая в самой матрице, относится к классу инструментальной стали L6, обладающей высокой ударопрочностью.
Матрицу отпускают в течение двух часов при 440 °. F (227 ° C) до 57 ° C по Роквеллу, а затем полость полируется вручную, чтобы облегчить извлечение и придать находке превосходную отделку. Сталь, используемая в самой матрице, относится к классу инструментальной стали L6, обладающей высокой ударопрочностью.
Два жестких правила, применимых к этому типу инструмента, заключаются в том, что не может быть поднутрений и что угол уклона должен применяться ко всем полостям. В отличие от отливок, поднутрения нецелесообразны для продуктов с диастрактом. Это приведет к тому, что металл заблокируется в полости, и его будет невозможно извлечь. Углы уклона от двух до пяти градусов необходимы для легкого снятия детали с матрицы и часто помогают сократить время, необходимое для выполнения каждой работы.
Этапы процесса изготовления инструмента показаны на рисунках 1-7.
Холодная штамповка
Чтобы проиллюстрировать процесс холодной штамповки, будет использоваться типичная работа хвостовика. Этот хвостовик обычно используется для колец для пасьянсов. Материал должен быть изготовлен по форме, близкой по размеру к конечному продукту. Есть несколько способов сделать это. Самый распространенный метод — нарезать тонкие полоски из листа материала или вырубить формы, напоминающие очертания матрицы.Заготовка может вызвать проблемы, если на заготовке есть острые зазубрины. Это может вызвать трещину в самой находке.
Спонсором Ганоксина является Хорошим примером этого является использование инструмента для окончательной обрезки шармов в качестве заготовки. Область, где петля для прыжкового кольца соединяется с корпусом амулета, имеет угол, который будет склонен к растрескиванию при штамповке. В этом случае использование триммера для бланкера приведет к тому, что работа будет отменена.Закругленные выемки на одеяле уменьшат или предотвратят это. Эта проблема усиливается при штамповке никелевого белого золота. В качестве стержня, использованного в этой статье, была использована квадратная проволока из 14-каратного золота (рис. 8), потому что она быстро изготавливается и имеет хорошую форму для штамповки.
В этом случае использование триммера для бланкера приведет к тому, что работа будет отменена.Закругленные выемки на одеяле уменьшат или предотвратят это. Эта проблема усиливается при штамповке никелевого белого золота. В качестве стержня, использованного в этой статье, была использована квадратная проволока из 14-каратного золота (рис. 8), потому что она быстро изготавливается и имеет хорошую форму для штамповки.
Матрица прикручивается болтами к пневматическому отбойному молотку, Рис. 9, или гидравлическому прессу, Рис. 10. Отбойный молоток работает по принципу подъема груза за счет давления воздуха в цилиндре.Воздух откачивается из цилиндра, и вес падает, заставляя бланк попасть в слепок. Однако сила, создаваемая в гидравлическом прессе, возникает из-за того, что масло находится под давлением внутри цилиндра, который медленно забивает металл в матрицу. Методы создания силы разные, как и результаты. Отбойный молоток обеспечивает быстрый и резкий удар, в то время как гидравлическая система медленно наращивает давление. В примере с хвостовиком использовался отбойный молоток.
Матрица смазана тонким слоем минерального масла, рисунок 11.Детское масло используется с начала 1950-х годов и идеально подходит для работы. Чтобы определить необходимое количество, щеткой протирают ноготь, оставляя только сухой масляный блеск. Он вообще не должен быть мокрым; Однако на ногте должна остаться светлая пленка. Слишком много масла осядет в полости и забьет деталь, не дав детали сформироваться полностью. Первый используемый штамп называется стартовым, а угол вытяжки увеличен, чтобы металл мог перемещаться в полость с меньшим сопротивлением.Заготовка размещается над оттиском, а затем материал забивается в матрицу. На этом этапе находка не будет полностью сформирована, и потребуются дополнительные шаги для уточнения определения пьесы. Величина давления, используемого в обеих системах, может разрушить матрицу, если она будет чрезмерной.
Всю операцию, если ее сделать неправильно, можно сравнить с колкой дров.Если по заготовке ударить слишком сильно или переутомиться, она может выступить в роли клина и разделить матрицу пополам. Это крайний случай неправильного использования. Однако в меньшей степени отпечаток потрескается внизу или стены начнут разрушаться. Также очень важна разработка размеров заготовки. Слишком много материала приведет к дополнительным вырубкам и обрезкам, чтобы довести деталь до ее окончательных размеров, в то время как заготовка меньшего размера не заполнит слепок.
Используя усилие или охватываемую половину матрицы, можно штамповать изделия с полой основой с очень тонкими боковыми стенками.Также соединение двух половинок штампа с оттисками позволит детализировать обе стороны находки. Однако это может вызвать проблемы при обрезке геометрии инструмента, поскольку оттиск нужно будет вырезать на лицевой стороне пуансона для триммера, чтобы предотвратить сплющивание. Вокруг детали образуется перелив или избыток материала, рис. 12. Толщина перелива часто составляет от 0,015 дюйма до 0,018 дюйма (0,38–0,46 мм). Его необходимо уменьшить, чтобы материал снова мог свободно течь, и для этого используется обрезной инструмент.Для хвостовика, подобного приведенному в примере, очень хорошо подходит инструмент прямоугольной формы. Этот универсальный триммер можно использовать для изготовления до 80% солитерных хвостовиков, предлагаемых компанией, если они правильно спроектированы, рис. 13 и 14.
Каждый раз, когда металл вдавливается в матрицу, материал упрочняется. Для дальнейшего формования материал необходимо отжечь. Это достигается путем выдерживания заготовки при постоянной температуре в течение заданного периода времени с последующим равномерным охлаждением. На многих заводах атмосфера поддерживается с помощью крекинг-безводного аммиака или смеси азота и водорода.Эти газы создают атмосферу, которая защищает металл от окисления, пока он размягчается для дополнительных операций. Хвостовик образца был отожжен при 1400 ° F (760 ° C) в течение 20 минут. На рисунках 15 и 16 показаны структуры зерен после холодной обработки и отжига соответственно.
На многих заводах атмосфера поддерживается с помощью крекинг-безводного аммиака или смеси азота и водорода.Эти газы создают атмосферу, которая защищает металл от окисления, пока он размягчается для дополнительных операций. Хвостовик образца был отожжен при 1400 ° F (760 ° C) в течение 20 минут. На рисунках 15 и 16 показаны структуры зерен после холодной обработки и отжига соответственно.
Затем хвостовик штампуется в последней матрице, имеющей готовую геометрию в слепке.Некоторые работы требуют третьего удара, чтобы придать окончательную форму. В этом примере для этого использовались только две матрицы. В этот момент переполнение будет составлять около 0,010 дюйма (0,25 мм), поскольку такая толщина даст приемлемую линию обрезки.
После штамповки перелив необходимо удалить с помощью триммера, соответствующего кованному стилю, рис. 17 и 18. Правильное обслуживание последнего триммера имеет решающее значение для внешнего вида находки. Если пластина чрезмерно заточена, отверстие увеличится, что приведет к появлению ступенек на обрезанной области.Кроме того, слишком тугая пластина триммера будет обрезать слишком высоко на детали и вызвать плоскую боковину, которая ухудшит дизайн.
Чистовые операции
Перед скруглением хвостовика необходимо подготовить концы для установки оправки. Для этого нужно придать ему форму для четырех или шести контактов, рис. 19 и 20. Есть три метода выполнения этой операции. Простая резка пуансоном и пластиной выполняется быстро, однако качество реза уступает двум другим методам обработки.Фрезерование каждого конца на горизонтальном фрезерном станке — лучший метод. Хвостовик удерживается зажимом, а фреза проходит по его концу, делая точный и чистый разрез, рис. 21 и 22.
21 и 22.
Третий метод включает загибание концов в форме крючка, зажим и фрезерование. Хотя он похож на второй метод, он имеет то преимущество, что устраняет проблему сжатия наконечника при изгибе.Однако точность концевого загиба имеет решающее значение для многократного успеха. При обоих методах обработки угол, под которым хвостовик обращен к фрезу, важен для хорошей посадки. Его нужно установить так, чтобы не было зазоров вверху или внизу в соединении установочного / хвостовика.
Скругление выполняется с помощью ряда шагов изгиба, и защита концов хвостовика очень важна. Операция часто выполняется с двумя блоками для гибки концов, рис. 23 и 24.Первый иногда имеет пластиковую вставку, встроенную в сталь в том месте, где блок будет маркировать золото. Изгиб в первом блоке — это не что иное, как изгиб детали от легкого удара.
Место, где блок касается хвостовика, является областью наибольшего давления, и при слишком сильном нажатии будут образовываться следы. Второй слепок блоков имеет окончательно изогнутую форму и полностью изготовлен из стали. Изгиб от первого блока распределяет давление изгиба по большей площади поверхности, предотвращая образование зазубрин.После сгибания концов кольца полностью закругляются, рис. 25. Последующая отделка до конечного продукта показана на рис. 26 и 27. Заключительные замечания
Спонсором Ганоксина являетсяОтсутствие пористости, создаваемой при литье, и превосходная чистота поверхности, передаваемая инструментами, сделали штамповку золота в штампах первоклассным методом производства. Холодная ковка может быть применена ко многим типам фурнитуры всех цветов и каратов.При правильном отжиге и осторожности во избежание переутомления даже самые стойкие никелевые сплавы белого золота могут быть успешно подвергнуты холодной ковке.
Услуги компаний по холодной штамповке | Справочник IQS
Холодное формование
Холодное формование — это процесс обработки металла, при котором небольшие простые детали произведено. В отличие от традиционных процессов металлообработки, холодная штамповка не использовать тепло. Вместо этого к металлическая заготовка для придания ей формы.Чтобы быть эффективной, эта сила должна превышают предел упругости материала, чтобы изменить его структуру. Однако металл, как правило, не преодолевает предел прочности на разрыв, поскольку это может привести к растрескиванию или растрескиванию.
Поскольку в процессе холодной штамповки или холодной обработки не происходит отрезания материала для формирования новой детали, образуются минимальные отходы. Это снижает затраты на сырье, поскольку его можно использовать более эффективно.Холодная штамповка может использоваться для многих металлов, включая латунь, медь, бронзу, алюминий, никелевые сплавы, сталь и нержавеющую сталь, а также другие драгоценные металлы. Крепежные детали с холодной головкой и компоненты изготавливаются методом холодной штамповки в течение многих лет. Используемое оборудование обычно состоит из горизонтального пресса и зажимного штампа. Ударная экструзия используется для вдавливания металлической пластины, листа, полосы или проволоки в матрицу, в которой ее форма изменяется. Холодная штамповка часто используется как альтернатива горячей ковке или процессам литья и штамповки.
Хотя холодная штамповка не всегда является наиболее практичным решением для изготовления сложных деталей, выбор производственных процессов холодной обработки дает множество других преимуществ. Снижение потребности в обработке, как первичной, так и вторичной, экономит рабочее время и приводит к высокой скорости оборота. Детали, изготовленные с использованием холодной штамповки, имеют единообразие, а также повышенное отношение прочности к весу, что улучшает механические свойства компонентов. Холодная штамповка позволяет изготавливать уникальные и разнообразные простые формы с минимальными потерями материала.Детали с холодной головкой, такие как крепежные детали, чаще всего производятся с использованием этого процесса; однако его можно использовать для производства других компонентов, таких как свечи зажигания или оси. Процесс холодной высадки также используется для изготовления головок цилиндрических деталей, таких как винты и болты, которые используются для скрепления двух компонентов вместе. Холодная штамповка или холодная прокатка часто являются более экономичным производственным процессом, чем традиционная обработка металлов, благодаря значительной экономии сырья, вторичных процессов отделки и отсутствия необходимости производить большое количество тепловой энергии для осуществления процесса.Сегодняшние детали холодной штамповки производятся на автоматизированном оборудовании, которое позволяет быстро производить точные и стабильные детали.
Холодное формование — Shamrock International Fasteners | Холодное формование — Крепежные изделия Shamrock International | Холодное формование — Крепежные изделия Shamrock International |
Холодное формование — Anderson Manufacturing Company, Inc. | Холодное формование — Anderson Manufacturing Company, Inc. | Холодное формование — Grandeur Fasteners, Inc. |
История в процессе | Ковка
Вы узнаете ориентир, когда видите его. Вспомните, например, Статую Свободы. Нет ничего подобного. Он доминирует над своим окружением и определяет деятельность вокруг него. Подобная достопримечательность также будоражит воображение людей, находящихся рядом с ней.Это наполняет их гордостью, пониманием того, кто они есть и своей цели.
В обоих случаях у Alcoa есть такой знаковый знак — ковочный пресс мощностью 50 000 тонн в Кливленде. 12-этажная машина олицетворяет историю этой операции, и теперь, когда она была восстановлена после трехлетней программы модернизации стоимостью 100 миллионов долларов, «50» символизирует изобретательность дизайнеров, техников и операторов Alcoa. считает, что можно выделить его как производителя ответственных деталей.
Реконструкция пресса Alcoa мощностью 50 000 тонн потребовала производства 14 массивных отливок из высокопрочного чугуна, включая самую крупную из когда-либо отлитых деталей из высокопрочного чугуна.Компания Siempelkamp произвела эту конструкцию высотой 36139 футов и весом более 300 тонн, разлив пять ковшей жидкого чугуна (расчетная температура 1350 ° C) за 120 секунд. Ковкий чугун менее подвержен пористости и микротрещинам, чем сталь.«Наша культовая печатная машина сыграла неотъемлемую роль в богатой истории Alcoa и будет в равной степени ключевым компонентом будущего роста и успеха нашей компании», — заявил на недавнем инаугурационном мероприятии президент Alcoa Forgings and Extrusions Эрик В. Рёгнер. «Это жизненно важно не только для нашего бизнеса, клиентов и сотрудников, но и для непрерывного роста и стабильности наших производственных операций.”
История прессы была бы легендарной, даже если бы она не была основана на фактах. Подробности, записанные Американским обществом инженеров-механиков, которое более 30 лет назад обозначило 50-ю станцию как национальный исторический памятник машиностроения, напоминают о том, что во время Второй мировой войны офицеры разведки союзников пришли к выводу о том, что необходимость в критических способах ковки была обнаружена во впечатляющем, но легком монолитном корпусе структуры, найденные в сбитом немецком самолете. После войны были обнаружены прессы, на которых производились эти компоненты, но самый крупный немецкий пресс — 30 000-тонный — был захвачен советскими войсками.Это стимулировало принятие Закона об оборонном производстве и создание Программы тяжелой прессы Министерства обороны США. При федеральной спонсорской поддержке программа Heavy Press построила четыре машины для производства компонентов, необходимых для адекватной программы противовоздушной обороны в период холодной войны. Два из этих прессов — 50 и сопутствующий ему, 35 000-тонный пресс, входящий в состав «Air Force Plant 47», — были установлены на заводе в Кливленде, генеральным подрядчиком выступила Alcoa.
Модель 50 была построена компанией Mesta Machine Co.в Вест-Хомстеде, штат Пенсильвания, и торжественно открыт в мае 1955 года. Двадцать четыре массивных стальных отливки обрамляли конструкцию на расстоянии 87 футов от основания до пика, с двумя «табуретами», несущими две нижние секции основания и две верхние секции основания. Подвижный штамповочный стол высотой 1226 футов, удерживающий нижний штамповочный штамп, был прикреплен к базовым секциям. Максимальный ход пресса составлял шесть футов. Гидропневматика (вода и небольшой объем растворимого масла) использовалась для создания давления 4500 фунтов на квадратный дюйм из восьми цилиндров, чтобы создать силу в 50 000 тонн, давшую название прессу.
Готовые отливки охлаждались в формах до четырех недель, а затем обрабатывались на высокопроизводительных установках, способных обрабатывать детали с длиной зажима до 22 метров. Siempelkamp утверждает, что является единственным производителем прессов, способным изготавливать крупногабаритные отливки из высокопрочного чугуна и обрабатывать их на месте.Восемь колонн из кованой стали обрамляли конструкцию, которую Рёгнер недавно назвал замечательным примером машиностроения, «еще до того, как существовала вся наука о механике разрушения, до анализа методом конечных элементов, и особенно до очень продвинутых инструментов статистического отбора проб и моделирования, доступных сейчас.
«Используя свои правила слайдов и таблицы, они выяснили, что, по их мнению, будет« жизнью »прессы», — объяснил он, добавив, что они были впечатляюще близки к определению пределов отказов оригинальной прессы.
Конечно, текущая история разворачивается из-за неудачи. В третьем квартале 2008 года в основных отливках пресса была обнаружена серия трещин. Это не было полной неожиданностью — Рёгнер сообщил, что в 1970-х годах в одной из колонн была обнаружена трещина, а пресс был разобран и перестроен с новыми колоннами в соответствии с нынешними конструкторскими разработками — но с учетом финансового хаоса последнего времени. 2008 год, и особенно падение цен на алюминий, подарил Alcoa то, что могло быть экзистенциальным кризисом.Отказ от ремонта 50 никогда не рассматривался, к большому облегчению многих заказчиков из оборонной и коммерческой авиакосмической отрасли, но необходимо было что-то предпринять, чтобы восстановить этот знаковый элемент производственного оборудования.
Рёгнер обрисовал выбор, с которым столкнулась Alcoa: «Мы рассматривали варианты, — начал он. «Соедините все вместе: есть вещи, которые вы можете сделать с отливкой, чтобы просверлить, сварить, сшить, укрепить, скрепить и все такое», — начал он.
«Начните заново и создайте что-то полностью с нуля, — продолжил он, — или используйте все, что у нас есть здесь, но переделывайте и улучшайте то, что у нас есть.”
Экономика + экспертиза
По его словам, на решение о выборе последнего варианта повлияли два фактора: 1) экономические показатели этого плана были наиболее благоприятными; и 2) богатый опыт инженеров и операторов Alcoa представил то, что Рёгнер назвал «истинным отличием» в плане производителя по проектированию всех своих технических и производственных возможностей, выявлению коммерческих возможностей и решению проблем клиентов.
Решение о перестройке должно было стать облегчением для таких клиентов, как Boeing, Lockheed Martin, Airbus и других, у которых есть уверенность в том, что обновленные 50 будут доступны в ближайшие десятилетия.«Мало того, что он может делать то, что не может сделать ни одна другая кузница, но и если вы принимаете решение о программе создания самолетов, вы почти уверены, что она будет работать еще 30, 40 или 50 лет», — заметил Рёгнер. «Я бы сказал, что, за очень немногими исключениями по всему миру, это будет не только одна из самых функциональных, но и одна из самых надежных кузниц, что важно для наших клиентов».
Решение восстановить 50 было только первым шагом. К середине 2009 года Alcoa начала строить планы переназначения производственных программ на «35».’Также был проведен технический анализ, чтобы подтвердить, что машина меньшего размера сможет поддерживать увеличенный рабочий цикл в течение двух или более лет. После подтверждения этого, без непреодолимых препятствий и финансовой поддержки совета директоров Alcoa, в начале 2010 года была начата программа реконструкции для 50 компаний.
В проекте стоимостью 100 миллионов долларов, естественно, участвовало более 50 человек. Вспомогательное оборудование и системы, в том числе печи и манипуляторы, пришлось обновить и оптимизировать для работы с новой технологией.
Самирон Мондаль, директор по продажам подразделения металлообработки немецкой пресс-строительной компании Siempelkamp Maschinen- und Anlagenbau GmbH, объяснил, что особой задачей проекта реконструкции была работа с существующим фундаментом и повторное использование колонн и цилиндров. «Для Зимпелькампа это означало, что все детали должны были уместиться в существующий пресс« с самого начала », — вспоминал он. Но, помимо этих факторов, новая машина должна была соответствовать самым передовым инженерным стандартам и поддерживать то, что он назвал «устойчивой к усталости».”
Mondal также отметил, что еще одним расчетным условием было то, что вес отдельных отливок нового пресса не мог превышать 250 тонн из-за максимальной грузоподъемности заводского крана.
Полученная конструкция имеет высоту чуть более 86 футов (26,3 метра), из которых почти 37 футов (11 м) находятся ниже уровня земли, а остальные возвышаются более чем на 50 футов (26,3 м) над полом.
Новый пресс имеет размер штампа 10,526,3 (3,28 м), отметил руководитель Siempelkamp. Усилие прессования, естественно, составляет 50 000 тонн (450 МН), а гидравлическая система работает до 320 бар.Помимо различных алюминиевых сплавов, Alcoa может обрабатывать сплавы Inconel, титана и стали.
Зимпелькамп заслужил похвалы компании Roegner за свою партнерскую роль. «Мы осмотрелись, мы прошли весь процесс», — признал он. Но «Зимпелькамп» не только лучший в «чистом» наборе вещей, которые необходимо сделать — от модернизации до производства деталей очень качественным способом, через логистику и сборку, и поддержка — но, поскольку у нас были такие хорошие и основанные на доверии, долгосрочные отношения с ними, и они знают нас, и мы знаем их, это был простой выбор — продолжить работу с Зимпелькампом.”
Например, опыт немецкой компании в области литья высокопрочного чугуна позволил компании Alcoa выбрать этот более требовательный, но более структурно надежный материал (менее склонный к пористости и микротрещинам) для изготовления 14 гигантских отливок, образующих каркас нового пресса.
По словам Мондаль из Зимпелькампа, выбор высокопрочного чугуна вместо стали был сделан довольно быстро. «Alcoa использовала 18 других прессов (построенных) для производства высокопрочного чугуна, и у нее никогда не было проблем с ними», — сказал он.«Ковкий чугун, помимо преимуществ, обладает очень хорошими впитывающими характеристиками».
Однако размер отливок из высокопрочного чугуна, необходимых для модели 50, мог вызвать определенные трудности. «Зимпелькамп сказал, что для них нет ничего слишком сложного. Фактически, для этого проекта они отлили самую крупную конструкционную чугунную отливку, которая когда-либо была отлита », — напомнил руководитель Alcoa.
Mondal подтвердил, что Siempelkamp обладает опытом в проектировании и производстве компонентов из высокопрочного чугуна, поэтому он был полностью способен разрабатывать детали, которые «оптимизированы по весу, почти не режут, устойчивы к усталости и адаптированы к нагрузкам, вызываемым нагрузкой.”
Отбор проб подтвердил целостность новых отливок. «У нас не было ни одного неудачного кастинга», — отметил Рогнер. «Фактически, все они были в пределах допусков, которые мы хотели».
При выборе гидравлики для нового пресса участвовал еще один стратегический партнер, Hauhinco Maschinenfabrik. Гидравлическая система на водной основе способна обеспечивать как очень быстрое, так и очень медленное движение, что критично для пресса, который должен выдерживать очень длинные ходы. Рёгнер также пояснил, что, поскольку оригинальная машина работала на гидравлике на водной основе, и, в частности, потому, что все существующие насосы и гидроаккумуляторы были разработаны для гидрогидравлики, эта технология была снова выбрана вместо гидравлики на масляной основе для привода новых 50.
«Таким образом, ключевым моментом является наличие системы управления, которая может работать с гидравликой на водной основе», — сказал Рогнер, добавив, что Hauhinco решила эту задачу с помощью, по его словам, самой большой подобной системы, которую она когда-либо проектировала, «идеально интегрированной с это пресса. «На самом деле речь идет о точности: то есть, какой тоннаж (давление) вы можете удерживать в точке пресса, как долго и насколько жестко вы можете удерживать допуск для очень точных размеров?»
Ответы на эти вопросы выходят за рамки спецификации, сказал он, «потому что то, как мы контролируем это давление на всей поверхности, является одним из наших поистине уникальных преимуществ.Он, однако, хвастался, что гидравлическая система пресса была спроектирована таким образом, чтобы превосходно выполнять ковку больших конструкций с самыми разными размерами. «Большинство фальсификаторов ненавидят делать подобные вещи. Мы любим делать такие вещи … Я просто скажу, что мы разработали эту систему управления вместе с Hauhinco, чтобы делать это очень, очень хорошо ».
Сложные размеры
Производство деталей сложных размеров возможно только при наличии передовых технологий проектирования и управления технологическим процессом, а в восстановленном 50 есть и то, и другое.«Я бы сказал, что мы внедрили самые современные технологии в моделирование, которое мы делаем, а также в конструкцию штампа и поток металла», — сказал Рогнер. Эта возможность поддерживает систему управления процессами автоматизации, которую он назвал самой передовой из всех ковочных операций в Alcoa.
«У нас есть визуальное управление каждым клапаном, каждой линией этого пресса в режиме реального времени. И мы можем контролировать их всех. Мы можем видеть их всех, контролировать их всех », — продолжил он. Это означает, что Alcoa может генерировать «цифровой отпечаток каждой отдельной штамповки», а также объемы продуктов и подробные сведения о процессах на каждом этапе последовательности штамповки.
Трудно оценить мелкие детали, находясь в тени 12-этажной достопримечательности. Но клиенты Alcoa понимают и приветствуют возможности, которые открывает перед ними восстановленный пресс. Он способен выполнять ковку в открытых или закрытых штампах крупногабаритных деталей из алюминиевых, титановых, никелевых и стальных сплавов, что дает им право рассматривать конструктивные решения для самолетов и других транспортных средств, детали энергосистем и промышленные компоненты, которые никогда не использовались. вообразили, потому что они не могли быть произведены.До нынешнего момента.
«Там, где мы видим самые большие возможности, это прямое и беспрецедентное расширение возможностей для создания аэроконструкций», — сказал Рогнер. Он указал на внутренний задний лонжерон Airbus A380, «крупнейшую алюминиевую монолитную поковку на земле», производимую Alcoa и позволяющую авиастроителям добиться высокой прочности конструкции, низкой плотности компонентов и экономии средств.
«Мы можем делать вещи, для которых потребовались бы листы, профили и скрепленные конструкции, которые мы можем сделать« монолитными ».Я бы сказал, что это только начало того, чего мы собираемся делать с монолитными структурами как для коммерческой авиакосмической, так и для оборонной промышленности », — предсказал Рёгнер.
Alcoa и ее партнеры реконструировали знаковый объект и вошли в историю, выполнив такой важный проект. Он стоит там как доказательство их достижения. В то же время, если эти ожидания в области дизайна оправдаются, история нового пресса Alcoa на 50 000 тонн только начинается.
Доля рынка машин холодной штамповки, размер, рост, бизнес-спрос, анализ мирового рынка, тенденции, исследования и прогноз до 2021-2026 гг.
Отдел новостей MarketWatch не участвовал в создании этого контента.
19 марта 2021 г. (Expresswire) — Глобальный «Рынок машин для холодной штамповки » (2021 г.) в целом исследует влияние широкого спектра переменных, влияющих на движущие силы рынка и его развитие. Более того, он предлагает внутренние и внешние знания о ключевых производителях, структуре рынка, а также предположения и общий анализ. В этом отчете дополнительно рассматривается размер мирового рынка машин для холодной штамповки, оптовые торговцы, каналы сделок, проблемы, открытия, драйверы, будущие примеры, степень улучшения, доля рынка, сцена разногласий и статус.В геологическом отношении этот отчет дает информацию об импорте, допуске, использовании и производстве машины для холодной штамповки в Юго-Восточной Азии, Японии, Китае, Европе, Северной Америке и Индии.
Получите образец отчета в формате PDF по телефону — https://www.researchreportsworld.com/enquiry/request-sample/17350432
КЛЮЧЕВЫЕ ИГРОКИ отчета по рынку машин для холодной штамповки:
● Джерн Яо ● Чун Ю Группа ● National Machinery ● Sacma ● Sakamura ● Hyodong ● Carlo Salvi ● Nakashimada ● Komatsu ● Nedschroef ● Sunac ● Tanisaka ● GFM ● Aida ● Hatebur ● MANYO ● Stamtec ● Shanghai Chun Yu Group ● Ningbo Sijin Machinery ● Tongyong ● Qunfeng Machinery ● Innor Machinery ● Yeswin Group ● Dongrui Machinery ● Jern Yao (Шанхай) ● Yixing Jufeng Machinery ● Harbin Rainbow Technology ● Rayliter ● Xiangsheng Machine ● Baihe MachineryВ условиях вспышки COVID-19 всесторонне анализируется доля рынка машин холодной ковки на 360 градусов из гибкой цепочки , импорт и контроль тарифов на стратегию правительства провинции и будущее влияние на бизнес.Детализированное исследование состояния рынка (2021-2026 гг.), Пример венчурного соперничества, точки интереса и препятствия для объектов крупного бизнеса, модели улучшения отрасли (2021-2026 гг.), Территориальные атрибуты современного формата и макроэкономические подходы, а также механическое устройство. Рынок машин для холодной штамповки, от сырья до конечных клиентов этой отрасли, разбит дедуктивно, также будут представлены модели курса товаров на рынке оборудования для холодной штамповки и канал сделок.Что касается COVID-19, в этом отчете дается подробное и всестороннее исследование того, как бедствие подталкивает к изменениям и изменениям в этой отрасли.
Чтобы понять, как влияние COVID-19 освещается в этом отчете. Получить образец отчета по адресу — https://www.researchreportsworld.com/enquiry/request-covid19/17350432
Объем отчета:
Ожидается, что рост мирового рынка станков для холодной ковки значительно вырастет. курс на прогнозный период с 2021 по 2026 год.В 2021 году рынок рос стабильными темпами, и с увеличением числа стратегий, применяемых ключевыми игроками, ожидается, что рынок будет расти в течение прогнозируемого периода.
Этот отчет охватывает текущее состояние и будущие перспективы сегментов рынка машин для холодной штамповки и прогноз до 2026 года. Обзор рынка, развитие и сегменты по типу, применению и региону. Мировой рынок по компаниям, типу, применению и географии. Отчет начинается с обзора структуры производственной цепочки и описывает восходящий поток.Кроме того, в отчете анализируются рыночные тенденции, размер и прогнозы рынка машин холодной штамповки в различных регионах, типах и сегментах конечного использования, кроме того, в отчете представлен обзор рыночной конкуренции между основными компаниями и профилями компаний, а также рыночная цена и характеристики каналов рассматривается в отчете.
Отчет об исследовании рынка станков для холодной штамповки содержит эксклюзивные статистические данные, данные, информацию, тенденции и детали конкурентной среды в этом нишевом секторе.
Запросите этот отчет перед покупкой — https: // www.researchreportsworld.com/enquiry/pre-order-enquiry/17350432
Отчет о глобальном отраслевом исследовании рынка станков для холодной штамповки представляет собой профессиональное и всестороннее исследование размера, роста, доли, тенденций рынка, а также отраслевой анализ. Согласно данным показателей потребления, прогноз мирового рынка станков для холодной ковки на 2026 год.
Рынок по типу:
● Станция с двумя штампами ● Станция с тремя штампами ● Станция с 4 штампами ● Станция с 5 штампами ● 6- Die Station ● Другое (1-Die Station, 7-Die Station)Рынок по применению:
● Крепеж ● Фасонные деталиРынок по регионам:
● Северная Америка (U.Южная, Канада, Мексика) ● Европа (Германия, Великобритания, Франция, Италия, Россия, Испания и т. Д.) ● Азиатско-Тихоокеанский регион (Китай, Индия, Япония, Юго-Восточная Азия и т. Д.) ● Южная Америка (Бразилия, Аргентина и т. Д.) ● Ближний Восток и Африка (Саудовская Аравия, Южная Африка и т. Д.)КЛЮЧЕВЫЕ ПРЕИМУЩЕСТВА ДЛЯ ЗАИНТЕРЕСОВАННЫХ СТОРОН —
● Отчет «Машина для холодной ковки» предоставляет подробные качественные сведения о потенциальных и нишевых сегментах или регионах, демонстрирующих благоприятный рост. ● В отчете содержится обширный анализ текущих и развивающихся рыночных тенденций и возможностей на мировом рынке машин холодной ковки.● Предоставляется всесторонний анализ факторов, которые стимулируют и ограничивают рост рынка машин для холодной ковки. ● Обширный анализ рынка машин холодной ковки проводится путем отслеживания позиционирования ключевых продуктов и мониторинга основных конкурентов в рамках рынка. ● Отчет содержит подробный качественный и количественный анализ текущих тенденций и будущих оценок, которые помогают оценить преобладающие рыночные возможности.Отчет также фокусируется на глобальных ведущих отраслевых игроках на мировом рынке машин для холодной штамповки, предоставляя такую информацию, как профили компаний, изображения и спецификации продуктов, цены, мощности, стоимость, производство, выручка и контактная информация.Также проводится анализ сырья и оборудования для добычи и переработки, а также последующий анализ спроса. С помощью таблиц и цифр, помогающих анализировать мировой рынок станков для холодной штамповки, это исследование предоставляет ключевую статистику о состоянии отрасли и является ценным источником рекомендаций и указаний для компаний и частных лиц, заинтересованных в рынке. Проанализированы тенденции развития мирового рынка машин холодной штамповки и каналы сбыта. Наконец, оценивается осуществимость новых инвестиционных проектов и предлагаются общие выводы исследования.
Получите образец отчета о рынке станков для холодной штамповки за 2021 год
Основные аспекты, затронутые в отчете
● Обзор рынка станков для холодной ковки, включая производство, потребление, состояние, прогноз и рост рынка. ● Исторические данные за 2015–2019 годы и прогноз рынка на 2021–2026 годы. ● Географический анализ, включая основные страны. ● Обзор рынка типов продуктов, включая разработки. ● Обзор рынка конечных пользователей, включая разработку.Цели исследования:
● Понять структуру рынка машин для холодной ковки путем определения его различных подсегментов. ● Ориентация на основных мировых производителей машин холодной ковки для определения, описания и анализа объема продаж, стоимости, доли рынка, рыночной конкуренции, SWOT-анализа и планов развития на следующие несколько лет. ● Анализировать машину холодной ковки с точки зрения индивидуальных тенденций роста, будущих перспектив и их вклада в общий рынок.● Поделиться подробной информацией о ключевых факторах, влияющих на рост рынка (потенциал роста, возможности, драйверы, отраслевые проблемы и риски). ● Спрогнозировать потребление субрынков машин холодной ковки по ключевым регионам (вместе с их соответствующими ключевыми странами). ● Анализировать конкурентные разработки, такие как расширения, соглашения, запуск новых продуктов и приобретения на рынке. ● Чтобы составить стратегический профиль ключевых игроков и всесторонне проанализировать их стратегии роста.Приобрести этот отчет (цена 2980 долларов США за лицензию на одного пользователя) — https://www.researchreportsworld.com/purchase/17350432
Подробный ТОС глобального исследования рынка машин для холодной штамповки 2021-2026:
1 Отрасль Обзор
1.1 Оборудование для холодной штамповки
Рисунок Структура цепочки производства оборудования для холодной штамповки
1.1.1 Обзор
1.1.2 Разработка машины для холодной штамповки
1.2 Сегмент рынка
1.2.1 Upstream
Table Upstream сегмент машины холодной штамповки
1.2.2 Перерабатывающий сегмент применения стола
для станков холодной штамповки Таблица
Мировой рынок станков для холодной штамповки 2016-2026 гг., По областям применения, в миллионах долларов США
1.2.3 Воздействие COVID-19
1.3 Анализ затрат
2 Промышленная среда (анализ PEST)
2.1 Политика
2.2 Экономика
2.3 Социология
2.4 Технология
3 Рынок машин для холодной штамповки по типу
3.1 По типу
3.1.1 Станция с двумя штампами
Таблица Основные компании Список станций с двумя штампами
3.1.2 Станция с тремя штампами
Таблица Основные Перечень компании 3-Die Station
3.1.3 Станция с 4 штампами
Таблица Основные компании Список станций с 4 штампами
3.1.4 Станция с 5 штампами
Таблица Основные компании Станция с 5 штампами
3.1.5 Станция с 6 штампами
Таблица Список основных компаний с 6 штампами Станция
3.1.6 Другое (Станция с 1 штампом, Станция с 7 штампами)
Таблица Список основных компаний Прочие (Станция с 1 штампом, Станция с 7 штампами)
3,2 Размер рынка
Таблица Глобальный рынок машин для холодной штамповки 2016-2020, по типам, в миллионах долларов США
Рисунок Рост мирового рынка машин для холодной штамповки в 2016-2020 гг., по типам, в миллионах долларов США
Таблица Глобальный рынок машин для холодной штамповки в 2016-2020 годах, в разбивке по типам, в объеме
Рисунок Рост мирового рынка машин для холодной штамповки, 2016- 2020, по видам, в томе
3.3 Прогноз рынка
Таблица Прогноз мирового рынка станков для холодной штамповки на 2021-2026 гг., По типам, в миллионах долларов США
Таблица Прогноз мирового рынка станков для холодной штамповки на 2021-2026 гг., По типам, в объеме
Список основных компаний
4,1 Джерн Яо (Профиль компании , Данные о продажах и т. Д.)
4.1.1 Профиль Джерн Яо
Таблица Джерн Яо Обзорный список
4.1.2 Продукты и услуги Джерн Яо
4.1.3 Условия ведения бизнеса Джерн Яо
Таблица Деловые операции Джерн Яо (выручка от продаж, объем продаж (Цена, стоимость, валовая прибыль)
4.2 Chun Yu Group (Профиль компании, данные о продажах и т. Д.)
4.2.1 Профиль Chun Yu Group
Таблица Обзор группы Chun Yu
4.2.2 Продукты и услуги Chun Yu Group
4.2.3 Условия ведения бизнеса Chun Yu Group Таблица
Деловые операции Chun Yu Group (выручка от продаж, объем продаж, цена, стоимость, валовая прибыль)
4.3 National Machinery (Профиль компании, данные о продажах и т. Д.)
4.3.1 National Machinery Profile
Table Обзор национального машинного оборудования
4.3.2 Национальные машиностроительные продукты и услуги
4.3.3 Условия ведения бизнеса National Machinery
Таблица бизнес-операций National Machinery (выручка от продаж, объем продаж, цена, стоимость, валовая прибыль)
4.4 Sacma (Профиль компании, данные о продажах и т. Д.)
4.4.1 Профиль Sacma
Таблица Обзорный список Sacma
4.4.2 Продукты и услуги Sacma
4.4.3 Условия бизнес-операций Sacma
Таблица бизнес-операций Sacma (выручка от продаж, объем продаж, цена, стоимость, валовая прибыль)
4.5 Sakamura (профиль компании, данные о продажах и т. Д.))
4.5.1 Профиль Sakamura
Таблица Обзорный список Sakamura
4.5.2 Продукты и услуги Sakamura
4.5.3 Условия ведения бизнеса Sakamura
Таблица деловых операций Sakamura (выручка от продаж, объем продаж, цена, стоимость, валовая прибыль)
4.6 Hyodong (Профиль компании, данные о продажах и т. Д.)
4.6.1 Профиль Hyodong
Table Обзорный список Hyodong
4.6.2 Продукты и услуги Hyodong
4.6.3 Условия ведения бизнеса Hyodong
Table Business Operation of Hyodong (Выручка от продаж, объем продаж, Цена, стоимость, валовая прибыль)
4.7 Карло Сальви (профиль компании, данные о продажах и т. Д.)
4.7.1 Профиль Карло Сальви
Таблица Обзорный список Карло Сальви
4.7.2 Продукты и услуги Карло Сальви
4.7.3 Условия ведения бизнеса Карло Сальви
Таблица бизнес-операций Карло Сальви (Выручка от продаж, объем продаж, цена, стоимость, валовая прибыль)
4.8 Накашимада (Профиль компании, данные о продажах и т. Д.)
4.8.1 Профиль Накашимада
Таблица Обзорный список Накашимада
4.8.2 Продукты и услуги Накашимада
4.8.3 Условия бизнес-операций Nakashimada
Таблица бизнес-операций Nakashimada (выручка от продаж, объем продаж, цена, стоимость, валовая прибыль)
4,9 Komatsu (Профиль компании, данные о продажах и т. Д.)
4.9.1 Профиль Komatsu
Таблица Обзорный список Komatsu
4,9 .2 Продукты и услуги Komatsu
4.9.3 Условия ведения бизнеса Komatsu
Таблица бизнес-операций Komatsu (выручка от продаж, объем продаж, цена, стоимость, валовая прибыль)
4.10 Nedschroef (профиль компании, данные о продажах и т. Д.))
4.10.1 Профиль Nedschroef
Таблица Обзорный список Nedschroef
4.10.2 Продукты и услуги Nedschroef
4.10.3 Условия ведения бизнеса Nedschroef
Таблица бизнес-операций Nedschroef (выручка от продаж, объем продаж, цена, стоимость, валовая прибыль)
4.11 Sunac (Профиль компании, данные о продажах и т. Д.)
4.11.1 Профиль Sunac
Таблица Обзор Sunac Список
4.11.2 Продукты и услуги Sunac
4.11.3 Условия бизнес-операций Sunac Таблица
Бизнес-операции Sunac (выручка от продаж, объем продаж, Цена, стоимость, валовая прибыль)
4.12 Танисака (Профиль компании, данные о продажах и т. Д.)
4.12.1 Профиль Танисака
Таблица Обзорный список Танисака
4.12.2 Продукты и услуги Танисака
4.12.3 Условия бизнес-операций Танисака
Таблица бизнес-операций Танисака (выручка от продаж, затраты, Валовая прибыль)
4.13 GFM (профиль компании, данные о продажах и т. Д.)
4.13.1 Профиль GFM
Таблица GFM Overview List
4.13.2 Продукты и услуги GFM
4.13.3 Условия бизнес-операций GFM
Таблица бизнес-операций GFM (Продажи Выручка, объем продаж, цена, себестоимость, валовая прибыль)
4.14 Aida (профиль компании, данные о продажах и т. Д.)
4.14.1 Профиль Aida
Таблица Обзорный список Aida
4.14.2 Продукты и услуги Aida
4.14.3 Условия ведения бизнеса Aida Таблица
Таблица бизнес-операций Aida (выручка от продаж, стоимость, Валовая прибыль)
4.15 Hatebur (профиль компании, данные о продажах и т. Д.)
4.15.1 Профиль Hatebur
Таблица Hatebur Обзорный список
4.15.2 Продукты и услуги Hatebur
4.15.3 Условия ведения бизнеса Hatebur
Таблица бизнес-операций Hatebur (продажи Выручка, стоимость, валовая прибыль)
4.16 MANYO (Профиль компании, данные о продажах и т. Д.)
4.16.1 Профиль MANYO
Таблица Обзорный список MANYO
4.16.2 Продукты и услуги MANYO
4.16.3 Условия бизнес-операций MANYO
Таблица бизнес-операций MANYO (выручка от продаж, затраты, Валовая прибыль)
4.17 Stamtec (профиль компании, данные о продажах и т. Д.)
4.17.1 Stamtec Profile
Table Обзорный список Stamtec
4.17.2 Stamtec Products and Services
4.17.3 Stamtec Business Operation Condition Выручка, стоимость, валовая прибыль)
4.18 Shanghai Chun Yu Group (профиль компании, данные о продажах и т. Д.)
4.18.1 Профиль группы Shanghai Chun Yu
Таблица Обзор группы Shanghai Chun Yu
4.18.2 Продукты и услуги Shanghai Chun Yu Group
4.18.3 Shanghai Chun Yu Group Условия бизнес-операций
Таблица Бизнес-операции Shanghai Chun Yu Group (выручка от продаж, стоимость, валовая прибыль)
4.19 Ningbo Sijin Machinery (Профиль компании, данные о продажах и т. Д.)
4.19.1 Ningbo Sijin Machinery Profile
Table Ningbo Sijin Machinery Overview List
4.19.2 Ningbo Sijin Machinery Products and Services
4.19.3 Ningbo Sijin Machinery Business Operation Condition
Table Business Operation of Ningbo Sijin Machinery (Выручка от продаж, стоимость, валовая прибыль)
4.20 Tongyong (Профиль компании, данные о продажах и т. Д.)
4.20.1 Tongyong Profile
Таблица Обзорный список Tongyong
4.20.2 Продукты и услуги Tongyong
4.20.3 Условия ведения бизнеса Tongyong
Таблица бизнес-операций Tongyong (выручка от продаж, затраты, валовая прибыль)
4.21 Qunfeng Machinery (Профиль компании, данные о продажах и т. Д.)
4.21.1 Qunfeng Machinery Profile
Таблица Обзор оборудования Qunfeng Список
4.21.2 Qunfeng Machinery Products and Services
4.21.3 Условия бизнес-операций Qunfeng Machinery
Таблица бизнес-операций Qunfeng Machinery (Выручка от продаж, затраты, валовая прибыль)
4.22 Innor Machinery (Профиль компании, данные о продажах и т. Д.)
4.22.1 Профиль Innor Machinery
Таблица Обзор Innor Machinery Список
4.22.2 Продукты и услуги Innor Machinery
4.22.3 Условия бизнес-операций Innor Machinery
Таблица бизнес-операций Innor Machinery (выручка от продаж, затраты, валовая прибыль)
4,23 Группа Yeswin (профиль компании, данные о продажах и т. Д.)
4,23.1 Профиль группы Yeswin
Таблица Обзор группы Yeswin
4,23 .2 Продукты и услуги Yeswin Group
4.23.3 Условия ведения бизнеса Yeswin Group
Таблица бизнес-операций Yeswin Group (выручка от продаж, стоимость, валовая прибыль)
4.24 Dongrui Machinery (профиль компании, данные о продажах и т. Д.))
4.24.1 Dongrui Machinery Profile
Таблица Обзор оборудования Dongrui
4.24.2 Dongrui Machinery Products and Services
4.24.3 Условия бизнес-операций Dongrui Machinery
Таблица бизнес-операций Dongrui Machinery (выручка от продаж, стоимость, валовая прибыль)
4,25 Джерн Яо (Шанхай) (Профиль компании, данные о продажах и т. Д.)
4.25.1 Джерн Яо (Шанхай) Профиль
Таблица Джерн Яо (Шанхай) Обзорный список
4.25.2 Джерн Яо (Шанхай) Продукты и услуги
4.25.3 Джерн Яо (Шанхай) Условия ведения бизнеса
Таблица бизнес-операций Джерн Яо (Шанхай) (выручка от продаж, стоимость, валовая прибыль)
4,26 Оборудование Yixing Jufeng (профиль компании, данные о продажах и т. Д.)
4.26.1 Профиль оборудования Yixing Jufeng Таблица
Обзор оборудования Yixing Jufeng Machinery Список
4.26.2 Yixing Jufeng Machinery Products and Services
4.26.3 Условия ведения бизнеса Yixing Jufeng Machinery
Таблица бизнес-операций Yixing Jufeng Machinery (выручка от продаж, стоимость, валовая прибыль)
4.27 Harbin Rainbow Technology (профиль компании, данные о продажах и т. Д.)
4.27.1 Harbin Rainbow Technology Profile
Таблица Обзор технологий Harbin Rainbow
4.27.2 Harbin Rainbow Technology Продукты и услуги
4.27.3 Условия ведения бизнеса Harbin Rainbow Technology
Таблица Деловые операции Harbin Rainbow Technology (выручка от продаж, стоимость, валовая прибыль)
4,28 Rayliter (Профиль компании, данные о продажах и т. Д.)
4.28.1 Профиль Rayliter
Таблица Обзорный список Rayliter
4.28.2 Продукты и услуги Rayliter
4.28.3 Условия ведения бизнеса Rayliter Таблица
Деловые операции Rayliter (выручка от продаж, стоимость, валовая прибыль)
4.29 Станок Xiangsheng (Профиль компании, данные о продажах и т. Д.)
Обзорный список станков Xiangsheng
4.29.2 Продукция и услуги станков Xiangsheng
4.29.3 Условия бизнес-операций машины Xiangsheng
Таблица бизнес-операций машины Xiangsheng (выручка от продаж, стоимость, валовая прибыль)
4.30 Baihe Machinery (Профиль компании, данные о продажах и т. Д.)
4.30.1 Профиль Baihe Machinery
Таблица Обзор оборудования Baihe
4.30.2 Продукты и услуги Baihe Machinery
4.30.3 Условия ведения бизнеса Baihe Machinery
Таблица бизнес-операций Baihe Machinery (Выручка от продаж, себестоимость, валовая прибыль)
5 Конкуренция на рынке
5.1 Конкуренция компании
Таблица Глобальный доход от продаж станков холодной штамповки в 2016-2020 гг., По компаниям, в миллионах долларов США
Таблица Доля выручки от продаж станков холодной штамповки в мире, 2016-2020 гг., По компаниям , в миллионах долларов США
Диаграмма Доля выручки от продаж машин холодной штамповки в 2020 году по компаниям, в миллионах долларов США
Таблица Глобальные продажи машин холодной штамповки в 2016-2020 годах, по компаниям, в объемах
Таблица Доля мирового объема продаж машин холодной штамповки 2016- 2020 г., по компаниям, в объеме
Рисунок Доля мирового объема продаж машин холодной штамповки в 2020 г., по компаниям, в объеме
5.2 Региональные рынки по компаниям
Рисунок Концентрация рынка машин для холодной штамповки в Северной Америке, в 2020 г.
Рисунок Концентрация рынка станков для холодной штамповки в Европе, в 2020 г.
Рисунок Концентрация на рынке машин для холодной штамповки в Азиатско-Тихоокеанском регионе, в 2020 г. Концентрация, в 2020 г.
Рисунок Концентрация рынка машин для холодной штамповки на Ближнем Востоке и в Африке, в 2020 г.
6 Спрос на конечных рынках
6.1 Ситуация со спросом
6.1.1 Спрос на крепежные изделия
Рисунок Спрос на крепежные изделия на станки для холодной штамповки, 2016-2020 гг. Миллион
Рисунок Спрос на машины для холодной штамповки крепежа, 2016-2020 гг., В объеме
6.1.2 Спрос на фасонные детали
Рисунок Спрос на фасонные детали на станки для холодной ковки, 2016-2020 гг., В миллионах долларов США
Рисунок Спрос на фасонные детали на станки для холодной штамповки, 2016-2020, в объеме
6.2 Сравнение регионального спроса
Таблица Сравнение регионального спроса
Таблица основных приложений в разных регионах
6.3 Прогноз спроса
Таблица прогнозов спроса на машины для холодной штамповки на 2021-2026 гг., По приложениям, в миллионах долларов США
Рисунок Рост рынка машин для холодной штамповки в 2021-2026 годах, в разбивке по приложениям, в миллионах долларов США
Рисунок Рынок машин для холодной штамповки Доля в 2026 году, по областям применения, в млн. Долл. США Прогноз спроса на настольные машины для холодной штамповки на 2021-2026 гг., По областям применения, в объеме
Рост рынка станков для холодной штамповки в 2021-2026 гг., По приложениям, в объеме
Доля рынка настольных станков для холодной штамповки в 2026 г., по заявке в томе
6.4 Влияние COVID-19 на спрос
7 Эксплуатация в регионах
7.1 Региональное производство
Производство настольных машин для холодной штамповки в 2016-2020 гг., По регионам, в миллионах долларов США
Производство столов для холодной штамповки в 2016-2020 гг., По регионам, в объеме
7.2 Региональный рынок Таблица
Глобальный рынок машин для холодной штамповки 2016-2020 гг., По регионам, в млн долларов США
Таблица Доля мирового рынка станков для холодной штамповки в 2016-2020 гг., По регионам, в млн долл. США
Таблица Глобальный рынок станков для холодной штамповки, 2016-2020 гг., По Таблица по регионам в натуральном выражении
Таблица Доля мирового рынка станков для холодной штамповки в 2016-2020 гг., По регионам, в объеме
7.3 по регионам
7.3.1 Северная Америка
7.3.1.1 Обзор
Рисунок Объем и рост рынка станков для холодной штамповки в Северной Америке в 2016-2020 гг., В миллионах долларов США
Рисунок Объем и рост рынка станков для холодной штамповки в Северной Америке в 2016-2020 гг., В объеме
7.3.1.2 по странам (США, Канада, Мексика)
Таблица Объем рынка машин для холодной штамповки в Северной Америке, 2016-2020 гг., По странам, в миллионах долларов США
Таблица, Размер рынка машин для холодной штамповки в Северной Америке, 2016-2020 гг., По странам, в объеме
7.3.2 Европа
7.3.2.1 Обзор
Рисунок Объем и рост рынка машин для холодной штамповки в Европе в 2016-2020 гг., В миллионах долларов США
Рисунок Размер и рост рынка станков для холодной штамповки в Европе в 2016-2020 гг., В объеме
7.3.2.2 по странам (Германия, Великобритания, Франция, Италия, Россия, Испания и т. Д.)
Таблица Объем рынка машин для холодной штамповки в Европе, 2016-2020 гг., По странам, в миллионах долларов США
Таблица, Объем рынка машин для холодной штамповки в Европе, 2016-2020 гг., По странам, в объеме
7.3.3 Азиатско-Тихоокеанский регион
7.3.3.1 Обзор
Рисунок Объем и рост рынка машин для холодной штамповки в Азиатско-Тихоокеанском регионе в 2016-2020 гг., В миллионах долларов США
Рисунок Размер и рост рынка станков для холодной штамповки в Азиатско-Тихоокеанском регионе в 2016-2020 гг., В объеме
7.3.3.2 по странам (Китай, Индия, Япония, Юго-Восточная Азия и т. Д.)
Таблица Объем рынка машин для холодной штамповки в Азиатско-Тихоокеанском регионе, 2016-2020 гг., По странам, в миллионах долларов США
Таблица Размер рынка станков для холодной штамповки в Азиатско-Тихоокеанском регионе, 2016-2020 гг. по странам, в объеме
7.3.4 Южная Америка
7.3.4.1 Обзор
Рисунок Объем и рост рынка станков для холодной штамповки в Южной Америке в 2016-2020 гг., в миллионах долларов США
Рисунок Объем и рост рынка станков для холодной штамповки в Южной Америке в 2016-2020 гг., в томе
7.3.4.2 по странам (Бразилия, Аргентина и др.))
Таблица Объем рынка станков холодной штамповки в Южной Америке, 2016-2020 гг., По странам, в миллионах долларов США
Таблица Объем рынка станков для холодной штамповки в Южной Америке, 2016-2020 гг., По странам, в объеме Обзор
Рисунок Объем и рост рынка машин для холодной штамповки Ближнего Востока и Африки в 2016-2020 гг., В миллионах долларов США
Рисунок Размер и рост рынка станков для холодной штамповки Ближнего Востока и Африки в 2016-2020 гг., В объеме
7.3.5.2 по странам (Саудовская Аравия, Южная Африка и др.)
Таблица Объем рынка машин для холодной штамповки на Ближнем Востоке и в Африке, 2016-2020 гг., По странам, в млн долларов США
Таблица Объем рынка станков для холодной штамповки на Ближнем Востоке и в Африке, 2016-2020 гг., По странам, в объеме
7,4 Региональный импорт и экспорт
7,5 Региональный прогноз
Прогноз развития рынка станков холодной штамповки на 2021-2026 гг., По регионам, в миллионах долларов США
Прогноз рынка станков для холодной штамповки на 2021-2026 гг., По регионам, в объеме
8 Маркетинг и цены
8.1 Цена и маржа
8.1.1 Ценовые тенденции
8.1.2 Факторы изменения цен Таблица
Список ценовых факторов
8.1.3 Анализ валовой маржи производителей
8.2 Маркетинговый канал
Рисунок Обзор маркетинговых каналов
9 Заключение исследования
… Продолжение
Обзор завершен содержание на — https://www.researchreportsworld.com/TOC/17350432
Наконец, в отчете дается внутренняя и внешняя экспертиза рынка машин для холодной штамповки с учетом вышеуказанных компонентов, которые полезны для организаций или отдельных лиц. для развития своего нынешнего бизнеса или лиц, которые надеются войти в отрасль машин холодной ковки.
О нас:
Research Reports World — это надежный источник для получения рыночных отчетов, которые помогут вам определить, в чем нуждается ваш бизнес. В Research Reports World наша цель — предоставить платформу для многих первоклассных исследовательских фирм по всему миру, чтобы они могли публиковать свои исследовательские отчеты, а также помочь лицам, принимающим решения, найти наиболее подходящие решения для исследования рынка под одной крышей. Наша цель — предоставить лучшее решение, которое точно соответствует требованиям заказчика.Это побуждает нас предоставлять вам индивидуальные или синдицированные отчеты об исследованиях.
Свяжитесь с нами:
Имя: Ajay More
Электронная почта: [email protected]
Телефон: США + 1424 253 0807 / Великобритания + 44 203239 8187
Наши другие отчеты:
Industrial Absorben
Доля рынка, размер, рост, анализ отраслевых сегментов, Профиль крупных компаний в мире на 2021 год, конкурентная среда и ключевые регионы 2025 год
Размер рынка, доля, рост, Глобальные новые технологии 2021 года, тенденции в отрасли, Отчет о конкурентном анализе и прогнозировании, Текущие и будущие планы по прогнозу до 2027 г.
Доля рынка натурального мыла, рост, размер, сегментация, Глобальные будущие тенденции, стратегии, основные ключевые игроки, бизнес-перспективы на 2021 г., углубленный анализ Отчет об исследовании по прогнозам до 2027 г.
Рынок устройств для позвоночника Размер, доля, рост, глобальное исследование 2021 года ведущими производителями, возможности для бизнеса, отчет об отраслевых исследованиях, региональный анализ и влияние COVID-19 на ecast до 2025 года
Центр обработки данных размещает в стойках Размер рынка, долю, рост, будущие тенденции, глобальное исследование по основным компаниям 2021 года Профиль основных компаний, влияние COVID-19 на конкурентную среду и ключевые регионы 2023
Пресс-релиз, распространенный Express Wire
Кому просмотреть исходную версию на сайте Express Wire посетите Доля рынка машин для холодной штамповки, размер, рост, бизнес-спрос, анализ мирового рынка, тенденции, исследования и прогноз до 2021-2026 гг.
COMTEX_382971401 / 2598 / 2021-03-19T03: 50: 47
Есть ли проблемы с этим пресс-релизом? Свяжитесь с поставщиком исходных текстов Comtex по адресу editorial @ comtex.com. Вы также можете связаться со службой поддержки клиентов MarketWatch через наш Центр поддержки клиентов.
Отдел новостей MarketWatch не участвовал в создании этого контента.
Базовая безопасность при ковке
Советы по базовой безопасности при ковке
Ковка может быть опасной . Прежде чем кто-либо будет работать с кузнечным оборудованием, убедитесь, что он полностью обучен и имеет надлежащую защитную одежду.
1. Правильно обслуживайте молот или пресс.Убедитесь, что все гайки и болты затянуты. Убедитесь, что у вас есть надлежащая смазка.
2. На прессе, если есть утечки, устраните их. Гидравлическое масло легко воспламеняется.
3. Перед использованием машины убедитесь, что любой оператор прошел надлежащую подготовку.
4. Надевайте защитные очки.
5. Используйте средства защиты органов слуха.
6. Надевайте защитную обувь и соответствующую одежду.
7. Перед ковкой убедитесь, что штампы затянуты.
8. Всегда оставляйте свободный путь между кузницей и молотом, а также в рабочем пространстве вокруг молота. Устранение опасности споткнуться.
9. Используйте клещи подходящего размера для удержания горячей стали.
10. Никогда не позволяйте посторонним приближаться к молотку во время работы с молотком. Убедитесь, что у них также есть соответствующие средства защиты, так как могут разлетаться горячие искры.
11. Не прикасайтесь руками к движущимся частям.
12. Убедитесь, что молот надежно закреплен на фундаменте.
13. Держите кожух ремня и другие предохранительные устройства прикрепленными к молотку или прессу.
14. Знайте, где находятся запорные выключатели или клапаны.
15. Никогда не подвергайте штампы холодной штамповке и не ударяйте их вместе без стали при температуре ковки между ними.
16. Старайтесь держать заготовку параллельно поверхности матрицы. Если заготовка находится под углом, она может «вздрогнуть» и поранить вас.
17. При ковке держите щипцы сбоку, не направляя их в живот.
18. Убедитесь, что ваш магазин хорошо вентилируется.
19. Перед тем, как приступить к работе с молотком или прессом, отключите его от электрической розетки, чтобы избежать непреднамеренного запуска станка.
20. Прежде всего, руководствуйтесь здравым смыслом. Ковка может быть опасной.
|
Машина для холодной высадки на 1 штамп и 2 выдувания, Машина для холодной штамповки винтов
Что такое холодная высадка?
Холодная высадка (холодная штамповка) — это подача проволоки в станок, разрезание ее на куски и удар по ней.Материал не нагревается и не подвергается механической обработке, ему придается желаемая форма при комнатной температуре. Возможность формировать материал вместо его удаления делает этот процесс чрезвычайно эффективным и рентабельным при производстве больших партий.
При холодной штамповке металл формуют на высокой скорости и под высоким давлением в инструментальную сталь или твердосплавные штампы. Холодная обработка металла увеличивает твердость, текучесть и предел прочности.
Процессы холодной штамповки и холодной высадки гибки.Детали могут быть поражены несколько раз, оставаясь в одном кубике («один кубик, несколько ударов»), или перенесены из кубика в кубик для постепенного формирования различных геометрических форм («формирование нескольких кубиков»).
Диапазон возможных форм довольно широк, включая головки, резьбу, ступеньки, накатки, фаски, канавки, поднутрения и конусы.
Некоторые элементы, которые нельзя выполнить напрямую с помощью холодной штамповки или холодной высадки, можно добавить во вторичных операциях, таких как нарезание резьбы, заострение или прокатка.
Типичные детали, изготовленные с использованием технологии холодной штамповки, включают винты, гайки и болты, электрические контакты и заклепки.В дополнение к этим «стандартным деталям большого объема» существует множество тысяч различных индивидуальных деталей для разнообразного набора приложений.
Описание процесса холодной высадки
Оборудование для холодной штамповки обычно представляет собой горизонтальный пресс, который подает проволоку, разрезает ее до необходимой длины, которая затем передается через ряд инструментов и штампов для придания материалу желаемой формы.
Машины для холодной высадки формуют металлическую заготовку на фасонные детали с помощью поршневого поршня, который заставляет пуансон попасть в предварительно отформованную матрицу.При изготовлении детали тепло не добавляется.
Машины для холодной высадки используют катушку с проволокой и формируют из нее требуемые детали с очень высокой скоростью, что позволяет изготавливать детали с холодной головкой очень быстро и экономично. Процесс начинается с загрузки большой катушки проволоки перед машиной для холодной высадки. Проволока приобретается в состоянии, называемом сферодизированным отжигом. Это особое условие позволяет материалу формироваться без трещин.
Затем проволока протягивается через ящик для волочения проволоки, чтобы изменить диаметр заготовки до определенного диаметра, необходимого для изготовления крепежа.Пропускание проволоки через волочильную коробку делает ее очень круглой с допуском 0,001. Это очень важно для удержания размера на конечных частях после того, как они остынут. Также можно добавить выпрямитель для проволоки, который будет выравнивать проволоку перед подачей в машину для холодной высадки. Выпрямление проволоки особенно важно на длинных участках.
После успешного вытягивания проволоки до нужного размера проволока поступает внутрь машины для холодной высадки. Проволока проходит через режущую головку и продолжается до упора.Достигнув упора для проволоки, отрезной нож перемещается по проволоке, отрезая ее до определенной длины. Это называется отсечкой.
После этого заготовка помещается перед головным штампом с помощью отрезного ножа. Как только пуля окажется в правильном положении перед головной штампом, для удара по детали используется серия ударов. Так обрабатывается застежка холодной штамповки.
Машина для холодной высадки Somose
Наша двухтактная машина для холодной высадки с одной формой, которая представляет собой одну общую высокоскоростную машину для холодной высадки, специализирующуюся на производстве различных типов обычных винтовых продуктов, она работает на высокой скорости, с точностью до точной скорости, в широкое использование, низкая стоимость и преимущества высокой эффективности.
Функции заголовочной машины:
(1). Машина относится к машине для холодной высадки, функция — это первая формовка и вторая штамповка продуктов, которая в основном используется для формирования головок винтовых продуктов, принцип работы — калибровка материалов линии, доступ к линиям, отправка материалов на главную пресс-форма, первая штамповка начальной поковки и вторая штамповка сформированных заготовок и их извлечение. Работа выполняется без перерывов, производственная мощность может достигать 150-180 шт. В минуту, что относится к более совершенным продуктам в современной технологии.
(2).