инженер поможет — Технические характеристики станков с ЧПУ
Введение
У нас в машиностроении применима индексация моделей станков с ЧПУ:
Ц – с цикловым управлением; Ф1 – с цифровой индексацией; Ф2 – с позиционной системой ЧПУ; Ф3 – с контурной системой ЧПУ; Ф4 – с комбинированной системой ЧПУ.
Данные перечисленные имеющегося металлорежущего оборудования в работе применяются для изделий основного производства.
1. НАЗНАЧЕНИЕ, ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СТАНКОВ С ЧИСЛОВЫМ ПРОГРАМНЫМ УПРАВЛЕНИЕМ.
1.1 Токарный автомат с ЧПУ NFL200/1000
Это автомат применим для обточки, расточки, сверловки, нарезки резьбы(резцом).
Переключение ступеней частоты шпинделя производится при помощи электромагнитных муфт шпиндельной бабки. Это происходит по программе от системы программного управления.
Тип станка: Токарный автомат с программным управлением фирмы PITTLER.
Модель: NFL200/1000
Вес станка 6400
Занимаемая площадь в мм:
Длина 4610;
Ширина 3780.
Рисунок 1 . Токарный автомат с программным управлением фирмы PITTLER.
Техническая характеристика
Таблица 1.
|
Высота центров, мм |
380 |
|
|
Наибольший обрабатываемый диаметр, мм |
Над станиной |
550 |
|
Над суппортом |
420 |
|
|
Поперечное автоматическое перемещение, мм |
280 |
|
|
Продольное автоматическое перемещение, мм |
1030 |
|
|
Скорость перемещения, мм |
Max 12 |
|
|
Максимальное расстояние между шпинделем и суппортом, мм |
1160 |
|
|
Задняя бабка |
Диаметр пинали |
100 |
|
Внутренний конус |
МКЧ |
|
|
Ход пиноли, мм |
90 |
|
|
Привод главного движения |
Мощность, kw |
30 |
|
Число переключаемых скоростей вращения(ступеней) |
39 |
|
|
Передаточное отношение между ступенями скоростей вращения |
1,12 |
|
|
Нормальный ход двигателя, об/мин |
36-2800 |
|
|
Замедленный ход двигателя, об/мин |
|
|
|
Быстрый ход двигателя об/мин |
45-3550 или 50-4000 |
|
|
Револьверная головка |
Количество отверстий в револьверной головке |
12 |
|
|
Диаметр отверстий |
50Н6 |
Рисунок 2.
Рисунок 3. Шпиндель станка.
1.2 Токарный станок с ЧПУ DS2/NS
Станок применяется для обточки, расточки, сверловки, нарезки резьбы(резцом).
Тип станка: токарный станок с числовым программным управлением
Модель: DS2/NS
Масса станка, кг 3200
Габариты станка, мм:
Длина 2530;
Ширина 1960;
Высота 1570.
Рисунок 4. токарный станок с числовым программным управлением
Модель: DS2/NS
Технические данные
Таблица 2.
|
Расстояние от основания станка до оси центров, мм |
1060 |
|
|
Диаметр обрабатываемого изделия над станиной, мм |
280 |
|
|
Диаметр обрабатываемого изделия над продольной кареткой, мм |
280 |
|
|
Диаметр обрабатываемого изделия над поперечным суппортом, мм |
160 |
|
Длина обработки, мм |
500 |
|
|
Перемещение по оси Y, мм |
605 |
|
|
Перемещение по оси X , мм |
125 |
|
|
Конус в шпинделе |
Морзе 6 |
|
|
Внутренний диаметр в шпинделе, мм |
52 |
|
|
Размер шпиндельной головки |
6 |
|
|
Конус пиноли задней бабки |
Морзе 4 |
|
|
Диаметр пиноли задней бабки, мм |
100 |
|
|
Сечение резца, мм |
25х25 |
|
|
Число инструментов в револьверной головке |
8 |
|
|
Диаметр отверстий револьверной головки, мм |
50 |
|
|
Общий диапазон чисел оборотов, об/мин |
30-3000 |
|
|
Диапазон подачи, мм/мин |
0,5-3000 |
|
|
Ускоренный ход, мм/мин продольный поперечный |
9000 4500 |
|
|
Количество нарезаемых резьб |
метрических |
13 |
|
дюймовых |
16 |
|
|
модульных |
10 |
|
|
питчевых |
16 |
|
|
Шаги нарезаемых резьб |
метрических |
0,5-6 |
|
Дюймовых, ниток на дюйм |
48-3,5 |
|
|
Модульных, модули |
0,25-3 |
|
|
Питчевых, питчи |
7-96 |
|
|
Количество устанавливаемых инструментальных позиций |
8 |
|
Рисунок 5. Револьверная головка станка DS2/NS.
Револьверная головка станка DS2/NS.
Револьверная головка позволяет устанавливать инструментальные державки как для внутренней, так и для наружной обработки.
Быстрая смена инструментов уменьшает время холостых ходов, что сокращает время простоя оборудования и повышает производительность в целом.
1.3 Токарные патронно-центровые станки с ЧПУ.
Применяются для обработки деталей типа тел вращения с канавками, фасками и поверхностями в один или несколько проходов, с одним или несколькими резцами по замкнутому автоматическому циклу. Применяя одновременному перемещению резца по двум координатам на станке можно обрабатывать конические и фасонные поверхности. Смена инструмента происходит при помощи поворота позиционного резцедержателя в автоматическом режиме.
1.4 Рассматриваемый станок модели 16К20ФЗС5.
Применяется для токарной обработки типа фланцев и валов, как в патроне так и в центрах. На нём возможна обработка деталей всевозможных профилей с нарезанием резьбы. Он имеет крестовой суппорт с шести позиционной резцовой головкой.
Применение набора быстросменных взаимозаменяемых блоков сводит к минимуму вспомогательное время.
Тип станка: Токарный патронно-центровой с числовым программным управлением.
Модель :16К20ФЗС5
Вес станка, кг 4000
Габариты:
Длина, мм 3360;
Ширина, мм 1710;
Высота, мм 1750;
Рисунок 6. Токарный патронно-центровой с числовым программным управлением. Модель :16К20ФЗС5.
Основные данные
Технические характеристики — JET BD-11G Настольный токарный станок по металлу
Мощность, Вт
1100
Напряжение сети, В
230
Тип двигателя
асинхронный
Конус шпинделя
МК-4
Диаметр сквозного отверстия шпинделя, мм
26
Конус задней бабки
МК-2
Расстояние между центрами, мм
700
Поперечный ход суппорта, мм
145
Продольный ход суппорта, мм
60
Потребляемая мощность, кВт
1. 5
5
Частота вращения шпинделя, об/мин
150 — 2000
Ход пиноли, мм
80
Диапазон метрической резьбы, мм
0.2 — 3.5
Диаметр точения над станиной, мм
280
Диаметр точения над поперечным суппортом, мм
170
Max размер державки резца, мм
12
Диапазон продольной подачи, мм/об
0.07 — 0.4
Габариты, мм
1390х660х1285
Страна производства
Китай
Родина бренда
Швейцария
Гарантия
2 года
Строгальный станок — виды, описание, характеристики и применение
Строгальные станки применяются в процессе обработки деревянной поверхности, чтобы придать заготовке требуемую форму и конфигурацию. После использования такого оборудования поверхность изделия получается идеально гладкая, без заусениц. Отметим, что при помощи горизонтальных строгальных станков осуществляется предварительная обработка поверхности перед дальнейшей работой на рейсмусовом станке.
После использования такого оборудования поверхность изделия получается идеально гладкая, без заусениц. Отметим, что при помощи горизонтальных строгальных станков осуществляется предварительная обработка поверхности перед дальнейшей работой на рейсмусовом станке.
Принцип работы и конструкция станка
Строгальные станки используются в процессе производства паркета, багетов, карнизов, а также для распиловки «начисто». При помощи такого станка можно осуществить обработку любой линейчатой поверхности: горизонтальной, вертикальной, наклонной, расположенной под разными углами.
Главные узлы строгального инструмента:
- станина – металлическая основа станка
- ножевой вал
- рабочий стол
- мотор
- вальцы.
Рабочая поверхность станка разделена на две части: подвижную и неподвижную. Между этими частями движется ножевой вал, задача которого состоит в срезании частей заготовки. Во время передвижения по рабочему столу заготовка придерживается вальцами. На всех современных станках присутствуют средства безопасности: специальные крышки, кнопки безопасности, защитные барьеры.
Строгальный станок по дереву оснащен ножами, которые закреплены на валу. Ножи для строгального станка могут присутствовать в количестве двух или трех штук. Три ножа существенно повышают качество обработки, а также делают вал более сбалансированным. Смена комплектов ножей позволяет работать как с мягкими (ель, сосна), так и с твердыми сортами лесоматериалов (дуб, тополь, бук).
Во всех типах строгальных станков имеется направляющая планка, позволяющая регулировать угол наклона. Вся конструкция этого устройства отличается жёсткостью и массивностью, вследствие чего наблюдается несущественный уровень вибрации. Это является важным фактором, который оказывает влияние на качество обработки и комфортное применение, и даже продлевает период эксплуатации инструмента.
Строгальные станки имеют специальный патрубок для подключения пылесоса, который собирает стружку. Благодаря этому рабочее место всегда чистое, уменьшается число остановок для очистки станка. Кроме этого мастер защищён от вредного действия образующейся древесной пыли.
Благодаря этому рабочее место всегда чистое, уменьшается число остановок для очистки станка. Кроме этого мастер защищён от вредного действия образующейся древесной пыли.
Существует два типа строгальных станков:
- настольные
- стационарные.
Зачастую компактные настольные станки выбирают мастера для использования в домашних или небольших мастерских, тогда как стационарные варианты используются на крупных деревообрабатывающих предприятиях. И стоимость настольного оборудования существенно ниже, чем стационарного.
Поперечно-строгальный станок
Главный узел поперечно-строгального станка – это станина, на которой присутствуют горизонтальные направляющие, гарантирующие перемещение в продольной плоскости ползуна с суппортом. Вертикальные направляющие станины гарантируют перемещение поперечины, по которым передвигается стол, имеющий стойку для гарантии высокого уровня устойчивости. Заготовка крепится на горизонтальной и вертикальной опорных поверхностях стола в особых Т–образных пазах. А вот резец находится в особом держателе, который находится на суппорте.
Базовое прямолинейное возвратно–поступательное движение передается ползуну, имеющему резец. Во время строгания горизонтальных плоскостей движение подачи передается на обрабатываемую деталь, которая двигается вместе со столом по направляющим поперечины. Чтобы осуществить строгание вертикальных и наклонных поверхностей подача происходит при помощи перемещения суппорта по вертикальным направляющим.
Станина такого инструмента состоит из чугунного корпуса в виде коробки, который установлен на плиту, монтируемую к фундаменту на крепежные болты. Внутренние ребра жесткости позволяют достичь высокого показателя жесткости и прочности станины. При этом в верхней части станины имеются плоские горизонтальные направляющие, к которым на винты крепятся планки, образующие направляющие типа «ласточник хвост». Такой формы направляющие помогают ползуну перемещаться и обеспечивают плотную посадку этого станка за счет регулировки одной из направляющих планок винтами сбоку станины.
На передней стенке станины есть плоские направляющие, которые обеспечивают вертикальное движении удерживающей стол поперечины. Внутри станины присутствует коробка скоростей и кулисный механизм, монтаж и ремонт которых можно осуществить через особые отверстия и люки, с крышками, установленные в стеках станины.
Такой станок работает от электродвигателя, который передает вращение шестискоростной коробки скоростей на вал, оборудованный скользящей шпанкой. Шпанка держит тройной блок шестерен, гарантирующий валу режим из трех скоростей. Следовательно, во время движения блока вдоль оси вала происходит поочередный захват шестерен с шестернями, закрепленными на шпонке на валу. Таким образом, вал имеет шесть скоростей.
Продольно-строгальный станок
Главные составляющие такого станка:
- стол
- станина
- траверса.
Траверса помогает осуществить вертикальное движение двух суппортов, в то время как вертикальные направляющие станины отвечают за движение бокового суппорта. Главное рабочее движение обеспечивает электромотор оборудования с помощью червячно-реечной передачи на стол.
Суппорта двигаются по направляющим траверсы и станины с помощью специальных электрических моторов, которые предназначены для реализации конкретно этой операции. Все суппорты имеют систему максимально быстрого передвижения, а также конструктивные приспособления для того, чтобы автоматически поднимать резец по окончанию рабочего хода. Также траверса станка обладает ускоренным перемещением по станине вверх и вниз при помощи электродвигателя. Управление станком осуществляется через специальный пульт, который установлен на гибком шланге, чем обеспечивает расположение устройства в любом удобном для оператора месте.
Коробка передач обеспечивает привод и управление подачи суппортов, а вот управление вертикальными суппортами дублируется на обоих краях поперечины.
Четырехсторонний строгальный станок
Такое оборудование осуществляет одномоментное строгание заготовки за один проход со всех сторон. Строгание происходит по фасонному профилю, чем гарантируется создание гребня, шпунта, калевки, а также лицевой части в виде плинтусов, наличников и карнизов. И все это за один проход. Фактически четырехсторонний строгальный станок объединил в себе стразу три станка: рейсмусовый, фуговальный и фрезеровальный. На таком станке есть нижний и верхний горизонтальный ножевой вал, который оснащен прямыми ножами и двумя ровными вертикально расположенными шпинделями.
Строгание происходит по фасонному профилю, чем гарантируется создание гребня, шпунта, калевки, а также лицевой части в виде плинтусов, наличников и карнизов. И все это за один проход. Фактически четырехсторонний строгальный станок объединил в себе стразу три станка: рейсмусовый, фуговальный и фрезеровальный. На таком станке есть нижний и верхний горизонтальный ножевой вал, который оснащен прямыми ножами и двумя ровными вертикально расположенными шпинделями.
Шпиндели нужны для крепления ножевых головок, фрез, или патронов, которые оснащены фасонными ножами. Вертикальные шпиндели вместе с нижним ножевым валом монтируются на станину и рабочую плиту. Верхний ножевой вал осуществляет вертикальные движения, вследствие чего гарантируется заданная толщина строгания заготовки. Шпиндели могут двигаться в горизонтальной и вертикальной плоскости по отношению к толщине и ширине обрабатываемой заготовки.
Независимо от конструкции строгальные станки по дереву обладают отличным уровнем производительности, долговечности и экономичности. При этом они обеспечивают высокое качество конечного продукта, который будет соответствовать всем мировым стандартам качества.
Сравнительная характеристика моделей 7110 и 7212
|
Наименование модели |
Длина хода стола, мм |
Ширина стола, мм |
Габариты, м |
Масса, кг |
|
7110 |
3200 |
900 |
7,8×3,75×3,8 |
27400 |
|
7212 |
4000 |
1120 |
11,5×5,15×4 |
40200 |
|
7303 |
320 |
280 |
1,77×0,9×1,54 |
1100 |
|
7307 Г, 7307 ГТ |
500 |
360 |
0,53×400×320 |
500 |
|
7305 |
510 |
360 |
0,53×400×320 |
500 |
|
7Б35 |
710 |
450 |
2,85×1,68×1,8 |
3400 |
|
7Д36 |
700 |
450 |
2,8×1,65×1,8 |
3300 |
Как выбрать станок с ЧПУ, характеристики и назначение
Введение
С появлением станков с ЧПУ (числовым программным управлением) кардинально изменился подход к обработке материалов. На это есть несколько причин.
На это есть несколько причин.
Во-первых, новый тип управления навсегда исключил ошибки, совершаемые в силу человеческого фактора при работе с ручными аналогами. Во-вторых, значительно увеличилась скорость производства. Еще одна причина это высокая точность обработки изделий. Такой станок является обязательным атрибутом на любом предприятии, которое занимается обработкой дерева, металла или других металлов. Учитывая немалую стоимость станка с ЧПУ, важно разобраться, какой чпу станок выбрать, чтобы правильно вложить средства и получить ожидаемые результаты.
Источник: spark-concepts.com
Здесь нужно учесть много факторов. Это и ваши потребности, и ваши возможности, правильное сочетание которых приводит к принятию верного решения. Как выбрать чпу станок, учитывая все особенности данной техники, читайте далее в статье.
Содержание
Основные критерии выбора станка
При выборе чпу станка мы предлагаем опираться на следующие критерии: назначение, технология обработки, технические характеристики, экономические факторы. Для начала разберем первую категорию.
Выбор по назначению
Источник: zlatamebel.ua
Это зависит от материала, с которым вы собираетесь работать. Исходя из этого станки бывают многоцелевые и специализированные.
Специализированные
Среди них:
- Станки по металлу (если вам нужен токарный станок с чпу по металлу, характеристики конкретной модели являются определяющим фактором, поскольку вам может подойти как фрезерный, токарный, так и лазерный станок с чпу. В дальнейшем, выбирая токарный станок с чпу, технические характеристики — это основное, от чего нужно отталкиваться).
- Станки по дереву (если вы задаетесь вопросом, какой чпу по дереву выбрать, то стоит рассмотреть фрезерные станки).
- Станки по пластику (если вам нужно обработать детали из пластика, стоит также рассмотреть фрезерный станок).


На фото: токарный станок. Источник: directindustry.com
Многоцелевые
Это станки, используемые для комплексной обработки изделий из разных материалов (металл, дерево, пластик, ПВХ).
Источник: esmec.ru
Выбор по технологии
Станки также классифицируются по технологии обработки материала, или характеру выполняемых работ. Следовательно, делятся на следующие виды:
Фрезерные
Их используют для обработки корпусных деталей. С помощью фрезерного станка чпу можно выполнить развертывание; нарезать, сверлить и растачивать резьбу; выполнять различные виды фрезерования (контурное, плоское, ступенчатое). Далее мы рассмотрим как выбрать фрезерный станок с чпу, учитывая их технические характеристики.
Источник: weiku.com
Лазерные
Станки для лазерной резки имеют огромное количество преимуществ по сравнению с механическим способом обработки материалов. Прежде всего, речь идет о точности контура: лазерный луч имеет очень высокую концентрацию мощности по площади (до 10 000 000 Вт/см2, при толщине зоны воздействия в 0,1 мм), благодаря чему имеем максимально точный контур резки или гравировки. Еще одно несомненное преимущество лазерных станков это минимальная потеря материала. Например, во время резки оргстекла стружка или пыль полностью отсутствует. Скорость также имеет значение, особенно для больших производств. Таким образом, покупка лазерного станка окупается за счет высокой скорости обработки деталей.
Источник: prakashoffset.com
Многофункциональные
Эти установки позволяют проводить несколько видов работ: фрезерные, токарные, расточные, сверление, нарезка резьбы. Основное преимущество многоцелевых станков состоит в том, что для разных видов обработки одной и той же детали не требуется ее переустановка на другой станок, соответственно, гарантируется максимальная точность обработки, заявленная производителем.
По этой же причине значительно сокращается время, затраченное на изготовление детали, поскольку не требуется передача изделия от одного станка к другому. Если деталь обрабатывается на разных станках, например на токарном и фрезерном, может понадобится изготовление приспособлений для ее закрепления, что является достаточно время- и ресурсозатратно. В случае с многоцелевыми станками чпу эта проблема решена по умолчанию.
Источник: top3dshop.ru
Как пример смотрите станок 3D МФУ Snapmaker ниже, в разделе Применение.
Токарные
Такие станки используются для механической обработки деталей из разных материалов в процессе вращения. С помощью такого оборудования можно создать заготовки конической, цилиндрической или сферической формы. Существует несколько видов токарных станков в зависимости от вида обработки деталей. Карусельные токарные станки используются для растачивания и точения невысоких деталей большого диаметра конической и цилиндрической формы. С помощью карусельных станков можно также подрезать торцы и проделывать канавки. Самый распространенный вид — токарно-винторезные станки — предназначены для мелко- и среднесерийного производства, а также для мастерских. Они используются для выполнения различных токарных работ, среди которых точение конусов и нарезание разных видов резьб (метрических, модульных, дюймовых, питчевых). Выбирая токарный станок с чпу, характеристики — это основной критерий, на который стоит обращать внимание.
Источник: top3dshop.ru
Выбор по техническим характеристикам
После того, как мы определились с назначением и технологией, самое время сфокусироваться на таком критерии, как технические характеристики станков чпу. Для того, чтобы выбрать самый лучший чпу станок, необходимо обратить внимание на несколько факторов.
Скорость работы и двигатель
В настоящее время скорость шпинделя обычного обрабатывающего центра составляет 4000 ~ 8000 об / мин, вертикальный высокоскоростной станок может достигать 20000 ~ 70000 об / мин, горизонтальный станок — 10000 ~ 20000 об / мин, при этом мощность двигатель шпинделя — в два раза больше. В зависимости от того, для каких целей будет использоваться станок, можно выбрать оборудование с разной скоростью обработки деталей. Например, для лазерной резки на промышленных предприятиях понадобится высокая скорость. При выборе чпу характеристики скорости — один из первых критериев, на который стоит обратить внимание.
В зависимости от того, для каких целей будет использоваться станок, можно выбрать оборудование с разной скоростью обработки деталей. Например, для лазерной резки на промышленных предприятиях понадобится высокая скорость. При выборе чпу характеристики скорости — один из первых критериев, на который стоит обратить внимание.
Источник: vseochpu.ru
Критерий скорости напрямую зависит от типа привода. Шаговые двигатели, установленные в бюджетных станках, с ростом скорости могут пропускать шаг и понижать точность, а серводвигатели отличаются отсутствием погрешности и высокой динамикой работы.
Параметры рабочей поверхности
Три основных линейных координатных (X, Y, Z) хода станка отражают пространство обработки, разрешенное станком. Две координаты X и Z в токарном станке отражают размер допустимого ротора.
Как правило, размер контура обрабатываемой детали должен находиться в пределах пространства обработки станка.
Например, если типичная заготовка представляет собой короб 450 мм × 450 мм × 450 мм, тогда следует выбрать станок с размером рабочей поверхности 500 мм × 500 мм.
При выборе рабочей поверхности, которая по габаритам немного больше, чем обрабатываемая заготовка, учитывается пространство, необходимое для установки зажима.
Размер стола станка и три линейных координатных хода имеют определенную пропорциональную зависимость. Например, у вышеуказанного станка с размером стола 500 мм × 500 мм ход оси X обычно составляет 700 ~ 800 мм, ось Y составляет 500 ~ 700 мм, а ось Z составляет 500 ~ 600 мм.
Следовательно, размер рабочей поверхности в основном определяет размер пространства обработки.
Источник: 3dtek.xyz
Вместе с этим, область обработки детали должна находиться в пределах диапазона хода. Следует также учитывать ряд возможных проблем, таких как допустимая несущая способность стола станка, мешает ли заготовка смене инструмента и создает ли помехи для других частей, таких как защитный корпус машины.
Мощность
Мощность шпинделя или лазера станка с ЧПУ, (или скорость печати, если речь об аддитивном оборудовании) также является важным критерием при выборе. Если шпиндель слаб, при резке прочных материалов скорость и производительность значительно падает, а также сам станок может деформироваться.
Источник: fanuc.eu
Мощность двигателя шпинделя отражает эффективность и жесткость резки станка.
В современных малых и средних станках с ЧПУ механическое переключение коробки шпинделя используется реже, гораздо чаще используется двигатель с регулируемой скоростью постоянного или переменного тока с большой мощностью для непосредственного соединения шпинделя или даже электрическая шпиндельная конструкция.
Такая конструкция ограничена по крутящему моменту во время низкоскоростной резки, то есть выходная мощность двигателя, регулирующего скорость, понижается на низкой скорости. Чтобы обеспечить низкоскоростной выходной крутящий момент, необходимо использовать двигатель большой мощности.
Точность
Как правило, для станков с ЧПУ имеется от 20 до 30 контрольных критериев точности, но наиболее характерными являются следующие: точность позиционирования по одной оси, точность повторного позиционирования по одной оси и округлость пробного образца, полученного одновременной обработкой более двух осей.
Источник: videoblocks.com
Тип управления
Сегодня существует два типа управления фрезерных станков с чпу: с помощью компьютера с установленным специальным ПО или специализированной автономной стойки. Преимущества использования компьютера заключаются в том, что у оператора есть возможность использовать программу для моделирования и проведения работ, а также выводить графическое отображение процесса работы на экран. Второй тип управления характерен для большинства профессиональных станков, поскольку он обеспечивает лучшую интеграцию и стабильность работы, так как подсоединен непосредственно к управляющей плате станка.
Источник: alibaba.com
Другие критерии
Выбирая станки с чпу технические характеристики не единственный критерий, которому нужно уделять внимание. Стоит учитывать и другие немаловажные факторы, такие как:
Сложность производимой детали
Если требуемая деталь представляет собой сложную конструкцию, в частности детали для автомобильной, оборонной, аэрокосмической или медицинской промышленности, вам могут потребоваться высокофункциональные станки с чпу, где можно выбирать различные шпиндели, способные маневрировать, резать, растачивать и формировать детали, управляемые по нескольким осям. Большинство из этих станков включают в себя 3-5-осевые обрабатывающие центры и 2-8-осевые токарные центры. В таких станках может быть установлено 2 и более шпинделей (для массового производства).
Источник: videoblocks.com
Расчет стоимости производимой детали
Перед тем, как выбрать чпу фрезер, например, необходимо просчитать финансовую сторону вопроса: выгодно ли вам вообще покупать станок. Расчет стоимости производимой детали осуществляется по двум основным критериям: фиксированные и возможные (вариативные) затраты. Фиксированные: начальные капитальные вложения, амортизация машины, проценты по кредиту (если есть). Вариативные: затраты на материалы, на рабочую силу, на инструменты, на техническое обслуживание и ремонт, на запасные части, в случае, если потребуется замена.
Источник: mskran.ru
Размер рабочего пространства
При выборе станка также стоит учитывать размер рабочего пространства — позволит ли он наладить производство. Организация рабочего пространства включает в себя следующие факторы:
- максимальное использование всей доступной площади
- минимизация движения рабочих от станка к станку
- пространство для перемещения материалов
- питание станков
Источник: xn--24-hmcqs. xn
xn
Уровень обслуживания оборудования
Одним из немаловажных факторов также является уровень обслуживания оборудования – опыт и мастерство операторов станка позволит повысить продуктивность работы.
Стоит учитывать, имеются ли у рабочего персонала навыки, необходимые для работы с некоторыми моделями станков, и обучить операторов в случае необходимости.
Источник: kedu.ru/press-center
Применение
Если вы интересуетесь, какой чпу фрезер выбрать, то рекомендуем вам обратить внимание на фрезерные станки Optimum, которые отличаются своей надежностью и точностью – незаменимыми характеристиками при массовом производстве. Именно благодаря своей эффективности они стали основным инструментом в металлургической промышленности Германии.
Источник: top3dshop.ru
Фрезерные станки Optimum активно используются для производства высокотехнологичной продукции, в частности автомобильных шин (завод Мишлен в Хальштадте).
Лазерные станки LaserSolid — универсальные устройства для профессиональной обработки различных материалов, от дерева и пластика до кожи и керамики. Широко используются для изготовления рекламных изделий, различных сувениров, и элементов декора. Также станки LaserSolid активно используются для производства мебели. Поэтому если вы рассматриваете для приобретения чпу станок по дереву и думаете какую фирму выбрать, советуем обратить ваше внимание именно на этого производителя.
Источник: top3dshop.ru
Функционал станков с чпу не ограничивается только твердыми материалами, лазерные станки также позволяют работать с тканями, выполнять гравировку, изготавливать различные детали высокой сложности.
3D МФУ Snapmaker лазер+фрезер
Это – полноценный станок с чпу, отличительной чертой которого является универсальность, ведь он подходит как для простой работы, так и для профессиональной гравировки. Для использования лазера в качестве фрезера для обработки мягких материалов достаточно приобрести дополнительный шпиндель с зажимным патроном.
МФУ с возможностью 3D печати активно используется для изготовления различных макетов, в частности архитектурных сооружений, также применяется в мелкосерийном производстве и даже в медицине: С помощью 3D печати можно гораздо быстрее изготавливать стоматологические изделия, протезы и даже целые экзоскелеты. Эмма Лаваль – обладательница экзоскелета, напечатанном на 3D МФУ, который разработали для нее медики, чтобы помочь справиться с редким врожденным заболеванием, при котором атрофируются мышцы рук.
Источник: cossa.ru
Токарные станки SteepLine используются для изготовления сложных деталей из дерева в промышленных масштабах производства: мебели, архитектурных изделий, предметов декора и мелких составных частей.
Рекомендуемое оборудование
Лучший чпу станок — это тот, который подходит именно вашему производству.
SolidCraft CNC 3040
Для производства 2D и 3D-изделий из дерева, композитных материалов, пластика и цветных металлов используется настольный гравировально-фрезерный станок с числовым программным обеспечением CNC-3040. Он показал наилучшие результаты при изготовлении небольших заготовок и элементов декора, а также в процессе художественной 3D-резьбы, при вырезании клише, пресс-форм, топперов, фоторамок, слов и букв.
Характеризуется устройство компактными размерами, мощным высокоточным двигателем, простотой в установке и эксплуатации и имеет возможность управления через персональный компьютер посредством LPT-интерфейса. Он успешно справляется с такими задачами как фрезеровка, гравировка, шлифовка и резка различных материалов. CNC-3040 нашел свое применение и в сфере экспериментальных разработок и моделирования, в учебном процессе и при подготовке к защите научных работ, а также для изготовления декоративных изделий, таких как это панно например.
Источниик: top3dshop. ru
ru
Если вы выбираете токарный станок с чпу по металлу, характеристики — это первое на что нужно обратить внимание. Чем больше производительность и точность вам нужна, тем мощнее должен быть приобретенный вами станок. Большой популярностью пользуются станки производства Optimum. Вы можете найти модели как для домашнего, так и для промышленного использования.
Больше о станке можно узнать здесь.
Wanhao Duplicator i3 v2.1
3D-принтер — частный случай станка с ЧПУ, у которого вместо режущего инструмента, наоборот, инструмент добавляющий — в данном случае это экструдер с расплавленным пластиком.
Wanhao Duplicator i3 v2.1 – современное устройство для качественной печати. Представляет одну из моделей популярного устройства для печати в формате 3D. Занимает лидирующую позицию среди печатных устройств этой индустрии. Для удобства перевозки аппарат представлен в уже собранном виде. Для того чтобы снизить уровень вибрации в период работы устройства, используются металлические шасси. Благодаря этому результат получается точный и качественный.
Источник: top3dshop.ru
Узнайте больше о 3D-принтере, перейдя по ссылке: Wanhao Duplicator i3 v2.1
Заключение
Сегодня станки с числовым программным управлением используют не только на больших предприятиях, но и для домашних целей. Способов применения, как и разновидностей станков, существует огромное количество, и разобраться во всем по одной статье будет сложно.
Если вы думаете над тем, какой фрезерный станок с чпу выбрать, обращайтесь за консультацией к нашим специалистам. Они расскажут вам не только о том, как выбрать станок чпу по дереву, металлу, оргстеклу , пластику и другим материалам, но и предложат наиболее оптимальные варианты с учетом всех ваших пожеланий.
Узнайте больше о возможностях усовершенствовать ваше производство интеграцией нового оборудования:
Технические характеристики и сфера применения фрезерных станков с ЧПУ
Обновлено: 18. 03.2021
03.2021
Создание станков с числовым программным управлением значительно повлияло не только на сферу металлообработки, но и на работу с другими материалами. Установки нового поколения способны обеспечить повышенную точность фрезеровки различных материалов, что приводит к значительному увеличению производительности труда. Применение станков с ЧПУ не требует непрерывного контроля и наблюдения оператором. Таким образом, по максимуму исключается человеческий фактор и связанные с ним сбои в производстве. Поэтому процесс обработки заготовок проходит беспрерывно и в строгом соответствии заданной программе, а результат работы отличается высокой точностью.
В статье мы рассмотрим важнейшие технические характеристики фрезерных станков с ЧПУ и основные сферы их применения.
Основные технические характеристики
Достоинства передового оборудования с числовым программным управлением на фоне застарелых моделей неоспоримы. Однако высокая цена подобных станков заставляет уделять особое внимание деталям, чтобы при покупке оборудования исключить вероятность неправильного выбора. Прежде чем окончательно определяться с фрезерным станком стоит ознакомиться с его основными техническими характеристиками. Это в конечном результате поспособствует максимально эффективному использованию фрезера с ЧПУ.
Габариты заготовки
Одно из главных условий высококачественной фрезеровки заготовок на установке с ЧПУ — их полная обработка за один заход без переналадки. Подбор оптимально подходящих для целей каждого конкретного производства габаритов рабочего поля фрезерной установки способствует достижению максимальной точности обработки и повышению производительности. В таком случае необходимо учитывать и длину шпиндельного хода; этот показатель влияет на допустимую максимальную толщину обрабатываемой детали.
Портал
На качественную обработку деталей в большой степени влияет материал, из которого изготовлен портал. Установка алюминиевых порталов приводит к снижению общей стоимости всего оборудования. Но при этом цельнолитые чугунные модели способны обеспечить высокую надежность и жесткость конструкции, зачастую в отличие от алюминия.
Но при этом цельнолитые чугунные модели способны обеспечить высокую надежность и жесткость конструкции, зачастую в отличие от алюминия.
Шпиндель
Эта часть фрезерного станка стоит недешево, но экономить на ее покупке нет смысла. Разумно будет выбирать шпиндель, способный обеспечить некоторый запас мощности. В идеале он должен быть снабжен охладительной системой. Целесообразным вариантом считается приобретение шпинделя, изготовленного на известном производстве с широкой сетью сервисных центров в вашей стране.
Привод портала
Перемещение портала в современных фрезерах с числовым управлением происходит благодаря наличию шаговых и серводвигателей. Шаговые двигатели более демократичны по цене, но обработка при этом не будет отличаться сверхвысокой точностью. Второй вариант представляет собой высокоскоростное устройство, которое лишено такого недостатка, как пропуск шага.
Смена инструмента
В случае, когда на фрезерной установке с ЧПУ планируется выполнять обработку одного типа или схожие виды работ, в частой замене инструмента нет необходимости. Поэтому целесообразно отдать предпочтение моделям, где замена осуществляется вручную.
Когда же при обработке одной заготовки используются разные инструменты, возникает необходимость в приобретении фрезерных станков, оборудованных полуавтоматическим или автоматическим механизмом смены инструмента. Таким образом удастся добиться высокой точности обработки и значительно ускорить производственный процесс за счет сокращения периода исполнения технологической операции.
Сферы применения фрезерных станков с ЧПУ
Список отраслей, в которых использование фрезерных станков с ЧПУ нельзя заменить другим видом обработки, довольно широк. Эти установки с успехом применяются как, например, в дизайне, так и в тяжелой промышленности. Они одинаково качественно выполняют задания разного масштаба и степени тонкости обработки.
Они одинаково качественно выполняют задания разного масштаба и степени тонкости обработки.
Обработка дерева
На оборудовании с ЧПУ можно одинаково качественно выполнять как эстетическую обработку древесины, так и производить крупные детали. При помощи фрезерных установок возможно нанесение на поверхность рельефов различной степени сложности, выполнение фигурной резки, производство составляющих частей корпусной мебели.
Металлообработка
В сфере обработки метала использование фрезерных установок с ЧПУ на производстве особенно важно. Даже самый опытный работник не способен наносить гравировку, выполнять шлифовку и рельефы на поверхности металлов наравне с фрезером. С применением современного оборудования технологический процесс проходит максимально быстро, а работа выполняется точно и качественно.
Рекламная продукция
Некоторые носители наружной рекламы, в частности билборды, световые надписи, вывески и прочие конструкции, изготавливают с применением фрезеров.
Архитектура и проектирование
Фрезерный станок может оказаться необходимым для создания макетов и литьевых форм различных объектов (транспортных средств, сооружений или оборудования).
3D-обработка
Применение фрезера с ЧПУ позволяет быстро и качественно изготовить матрицы и штампы из различных материалов для производства серийной рекламной, обувной, литейной и прочих видов продукции. Широкие возможности фрезерных станков способствуют быстрой и качественной обработке элементов прототипа при его проектировании и созданию форм для серийного производства.
Электроника
Еще одна область применения современных фрезерных установок с ЧПУ — производство электроники. Станки способны обрабатывать такие составляющие элементы, как платы или чипсеты. Впоследствии из этих частей собирают готовые приборы.
Станки способны обрабатывать такие составляющие элементы, как платы или чипсеты. Впоследствии из этих частей собирают готовые приборы.
Машиностроительная отрасль
Фрезерные установки с ЧПУ широко применяют в процессе изготовления транспортных средств. При производстве отдельных деталей автомобилей удается повысить общее качество и надежность моделей. Фрезеры служат для обработки силовых элементов, ребер жесткости, элементов обвеса корпуса. Технические возможности оборудования позволяют достигать ювелирной точности при изготовлении алюминиевых заготовок и элементов из карбона.
Ювелирное дело
Почти все виды изделий (монеты, сувенирная продукция, украшения) подлежат обработке с помощью фрезерных станков. Установки способны выполнять высокоточную гравировку на драгоценных металлах и камнях.
В заключение
Область применения станков с ЧПУ достаточно обширна. Фрезерные установки отличаются универсальностью, многофункциональностью, высокой эффективностью и точностью производимой обработки. Эти преимущества делают современное оборудование востребованным на производствах в большом количестве отраслей человеческой деятельности.
Читайте также
Обновлено: 18 Января 2019
Рабочий режущий инструмент станков с ЧПУ — это фреза. Конструктивно она является вращающейся деталью с заточенными зубьями. Фрезы для станков с ЧПУ по дереву производят из разных сплавов и делят на категории. Их выбор зависит от характеристик обрабатываемой поверхности, типа работы и степени твердости древесины. Правильно выбрать подходящий инструмент для программных станков поможет наша статья, которая познакомит вас с типами фрез и их назначением…
Обновлено: 6 Декабря 2018
Шаговое устройство — бесщеточный двигатель с несколькими обмотками, функционирующий по синхронному принципу. Принцип работы шагового двигателя заключается в поочередной активации обмоток, которые обеспечивают вращение / остановку ротора…
Принцип работы шагового двигателя заключается в поочередной активации обмоток, которые обеспечивают вращение / остановку ротора…
Обновлено: 6 Декабря 2018
Современные сверлильные станки с ЧПУ используются на производствах, на которых в больших объемах осуществляется обработка деталей всевозможного назначения, например, на мебельных фабриках. Сегодня производители предлагают покупателям модели сверлильных станков с ЧПУ во всем функциональном многообразии…
Обновлено: 15 Ноября 2018
Станок с ЧПУ (числовым программным управлением) — сложное устройство, позволяющее создавать детали различных форм из дерева, металла или пластмассы. Для работы станков с ЧПУ требуются управляющие программы для создания макетов будущих изделий, введения команд управления и чтения инструкций, написанных на специальном языке программирования. Такое программное обеспечение должно быть функциональным и простым в использовании. Правильно выбрать подходящие программные продукты для станка с ЧПУ поможет наша статья…
Обновлено: 14 Ноября 2018
Существует широкий ассортимент фрезерных ЧПУ-станков, которые предназначены для выполнения разного рода работ. Выбор фрезерного станка с ЧПУ профессионалы осуществляют, руководствуясь богатым опытом и профильными навыками…
Ленточнопильный станок – технические характеристики
Любой производственный процесс предусматривает наличие специализированного оборудования. Для резки металла или других материалов используются ленточнопильные станки, параметры установки которых позволяют использовать их для создания заготовок изделий разного размера.
Станок ленточнопильный выполняет холодную резку цветных и черных металлов по заданной длине. Главными преимуществами аппарата выступают:
- Экономное и рациональное использование материалов. Это достигается благодаря сокращению количества отходов и стружки в процессе работы.
- Заготовка изделий из разных материалов по заданным параметрам.
- Отсутствие необходимости дополнительно обрабатывать срез.
- Высокий уровень эффективности и производительности, экономия ресурсов.
Ленточная пила осуществляет тонкий разрез, благодаря чему экономится материал и другие ресурсы. Агрегат обладает повышенным уровнем безопасности – в процессе работы деталь надежно фиксируется, поэтому не вылетит в сторону мастера.
Конструктивные особенности приспособления
Ленточнопильный станок представляет собой высокоточное металлообрабатывающее оборудование. Конструкция агрегата состоит из следующих составляющих:
- режущего элемента;
- крепежных деталей для пилы;
- стойки;
- рабочей поверхности;
- системы для управления.
Основным элементом устройства выступает режущее полотно. Оно имеет вид ленты, оснащенной заточенными зубьями. Материалом изготовления является сталь, армированная кобальтом. В некоторых случаях используется другой сплав.
Полотно для резки закрепляется на нескольких шкивах. Для повышения устойчивости станок имеет направляющие, обеспечивающие прочное закрепление пилы с боков и задней части, тем самым предотвращая соскальзывание. В процессе создания заготовок полотно перемещается горизонтально.
Конструкция ленты создана так, чтобы обеспечить безопасность оператору. Режущее полотно находится внутри корпуса, открытым остается участок, где осуществляется работа с изделием. Ленточнопильные станки, характеристики которых помогут подобрать модель, – надежные и безопасные установки. Они гарантируют высокое качество и скорость выполнения.
Они гарантируют высокое качество и скорость выполнения.
Технические характеристики оборудования
На уровень производительности агрегата напрямую влияют параметры. Если Вам нужен ленточнопильный станок, технические характеристики устройства помогут определиться с моделью. К основным параметрам агрегата относят:
- Мощность – показатель колеблется в пределах от 100 до 4500 Вт. Чем выше эта цифра, тем больше потребляется электроэнергии для работы. Показатель мощности определяет уровень работы двигателя, а также возможности гидравлической и охладительной системы.
- Глубину и ширину пропила. Этот показатель важен при создании и обработке заготовок.
- Скорость перемещения рабочего полотна. Зачастую аппараты создаются с бесступенчатой регулировкой. Это усложняет процесс работы, но придает точность резу, снижает количество брака.
- Расположение ленты: горизонтальное или вертикальное.
При выборе также нужно учитывать вес оборудования. Некоторые установки достигают до 100 кг. Аппараты для работы с металлами долговечны. Чтобы продлить срок эксплуатации и избежать поломок, нужно правильно использовать установки на производстве. Не допускать перегревания двигателя, работать на станке не более 10 часов за смену.
Сегодня на рынке представлен широкий ассортимент оборудования, среди которого популярностью пользуется агрегаты китайского производства. Они обладают рядом преимуществ, среди которых выделяют надежность, прочность, а также дешевизну.
виды, основные характеристики, принцип работы
С давних пор при сборке ящиков, дверей, окон и других рамных конструкций используется соединение «в шип». Чтобы точно и быстро получить такие непростые элементы в деревянных конструкциях, для обработки применяется шипорезный станок по дереву.
Данное оборудование используется как в предпринимательской деятельности, так и в широкомасштабном производстве. Они годны при изготовлении мебели, а также в домостроении и на предприятиях, занимающихся деревообработкой.
Они годны при изготовлении мебели, а также в домостроении и на предприятиях, занимающихся деревообработкой.
Виды шипорезных станков
Станок шипорез является разновидностью деревообрабатывающих станков и на рынке встречается как импортного, так и отечественного производства. Фиксирующие элементы на нем могут обрабатываться для углового соединения изделия, а также и для их сращивания. В последнем случае применяются фальцы типа «ласточкин хвост».
Станки для фрезерования шипов разграничивают по назначению и делят на два основных вида:
- Рамные аппараты.
- Ящичные станки.
При этом рамные агрегаты бывают:
- Односторонние станки. За один проход обрабатываются шипы на одной стороне заготовки.
- Двухсторонние автоматизированные аппараты. Устройство станка предусматривает размещение суппортов на двух колоннах и соответственно – обработку заготовки с обеих сторон.
Естественно, производительность двухсторонних станков значительно выше, чем у их аналогов. Различают несколько видов агрегатов, которые выделяются по длине, при этом они бывают 2, 2,5, и 3 метра.
Режущим инструментом для них являются пилы для торцевания и фрезы (дисковые и концевые) для обработки прямых шипов и проушин на рамах и каркасах разных конструкций из дерева.
Формирование шипов ящичных и типа «ласточкин хвост» делают на специализированных станках, в основном в широкомасштабном и серийном производстве. При этом различают два вида фиксации «ласточкин хвост»: с закругленными и острыми углами.
Первую категорию изготавливают на многошпиндельных шипорезных аппаратах. Такие фигурные выступы обрабатываются одновременно на сопрягаемых поверхностях модульными фрезами. Именно такое соединение дает гарантию долговечности и надежности фиксирующего узла.
При изготовлении наиболее сложных овальных и с круглой формой шпеньков применяются автоматические шипорезные станки с числовым программным управлением.
Техническая характеристика станков
Главные параметры данных агрегатов выделяются следующими показателями:
- Наибольший размер шпенька.
- Наименьшая толщина шипа.
- Высота паза.
- Ширина проушины.
- Максимальный размер заготовки.
- Обороты шпинделя.
- Мощность двигателя.
Кроме характеристики для классификации станка, указываются параметры режущего инструмента: диаметр пилы, вид и размер фрезы.
Особенности агрегатов
Часто на больших поточных линиях такое оборудование устанавливается к потолку. Станки дополнительно фиксируются прижимными устройствами, где заготовки обрабатываются подрезными пилами с последующим формированием шипов на фрезерных суппортах.
Подача регулируется плавно за счет вариатора.
Для создания качественной поверхности сопрягаемых элементов скорость шпинделя должна быть около 700 об/мин.
Принцип работы
При образовании шпеньков, как правило, применяется процедура пиления и фрезерования. Для получения поверхностей шипового соединения используется соответствующий режущий инструмент.
Внимание! Какой бы формы шипы ни были, первоначальной операцией является торцевание заготовки.Для наиболее распространенных моделей, применяющих при обработке фрезерование, станки оснащаются четырьмя шпинделями – тремя фрезерными и одним пильным. Загружаться на стол каретки могут одна или несколько заготовок, при этом они выставляются кромкой по линейке, а торцом – по упорной планке.
Образование шипа получается торцевым фрезерованием, при котором возможны сколы на выходе режущего инструмента из изделия. Поэтому для их предотвращения на линейке смонтирован подпорный брусок, а также в некоторых станках предусмотрено нанесение клея на обрабатываемой поверхности.
После включения механизма подачи, автоматически фиксируется изделие за счет бокового и верхнего гидравлических зажимов. Каретка с заготовкой начинает движение с определенной скоростью по двум направляющим относительно режущих инструментов.
Каретка с заготовкой начинает движение с определенной скоростью по двум направляющим относительно режущих инструментов.
При этом во время хода каретки на конструкции образуется шип нужной конфигурации, затем устройство, дойдя до упора (концевого выключателя), возвращается на исходную позицию. Здесь происходит замена готового изделия на заготовку, и цикл вновь повторяется.
В случае если станок двухсторонний, процесс формирования шипов происходит с двух сторон заготовки.
Управляемая формовка деталей машин. Эксплуатационные характеристики
Основной задачей машинного производства является обеспечение их рабочего качества, напрямую зависящего от рабочих характеристик компонентов. Характеристики, обеспечивающие выполнение компонентами заданных функций в заданных условиях эксплуатации и обеспечивающие срок службы компонентов комплекта, рассматриваются как рабочие характеристики отдельных поверхностей и компонентов в целом. Общий метод инженерного обеспечения эксплуатационных характеристик основан на необходимости обеспечения определенных технических и производственных параметров качества в процессе производства, исходя из предположения, что они гарантируют достижение заданных эксплуатационных характеристик.Уже доказано, что разные наборы и последовательности технологических процессов могут привести к одинаковому качеству компонентов и параметрам производства, но к существенно разным рабочим характеристикам. Метод технологического проектирования, основанный на наложении результатов воздействия процесса на производственный объект, исчерпал себя.
Предлагаемая концепция управляемого формования характеристик товаров (в частности, компонентов) учитывает их достигнутое качество в результате преобразования отдельных его параметров с учетом оперативного воздействия на производственный объект, а также преемственности и взаимовлияния характеристик формования.Для описания преобразования был разработан математический аппарат, позволяющий детерминированно стохастически моделировать такое преобразование. Настоящая работа включает использование концепции управляемого формирования заданных эксплуатационных характеристик товаров на примере комплектующих. В перспективе — формирование технологических решений, на 100% обеспечивающих прямо заданные рабочие характеристики рабочих поверхностей или всего компонента.
Настоящая работа включает использование концепции управляемого формирования заданных эксплуатационных характеристик товаров на примере комплектующих. В перспективе — формирование технологических решений, на 100% обеспечивающих прямо заданные рабочие характеристики рабочих поверхностей или всего компонента.
Показано, что необходимый и достаточный уровень гарантированного обеспечения заданных рабочих характеристик должен быть ограничен и учитывать влияние возникновения технологического процесса как системы на результаты элементарных решений, выполняемых в такой системе.
Гордость: отличительная черта | Машинный дизайн
Машинное зрение как категория быстро растет; Ожидается, что рынок машинного зрения 3D вырастет вдвое в течение следующих шести лет, и сегодня эта технология является жизненно важным компонентом большинства современных решений в области автоматизации.
Есть много факторов, способствующих более широкому внедрению этой технологии в производственном контексте. Во-первых, спрос на решения для автоматизации в целом увеличился, поскольку производители продолжают бороться с нехваткой рабочей силы.Во-вторых, резко снизилась стоимость — когда камеры, датчики, робототехника и вычислительная мощность недороги, их можно применять в других решениях.
Производительность технологий также увеличивается, давая системам машинного зрения возможность обрабатывать большие объемы информации за доли секунды. Наконец, передовые алгоритмы искусственного интеллекта и машинного обучения делают данные, собранные с помощью машинного зрения, еще более ценными, и производители осознают силу этих идей.
Но что такое машинное зрение и как его включить в решения автоматизации для достижения лучших результатов?
Глаза роботов
и — мозг Система технического зрения обычно включает в себя ряд разрозненных частей, включая камеры, линзы, источники освещения, компоненты роботов, вычислительные машины и программное обеспечение для конкретных приложений.
Камеры, конечно же, являются «глазами» в этой системе — для машинного зрения используется много типов камер, и каждая камера может быть назначена для различных приложений.Существуют также различия в том, как камеры конфигурируются в рамках решения автоматизации.
Статические камеры размещаются в фиксированном положении, имеют вид с высоты птичьего полета на процесс, разворачивающийся ниже, и могут использоваться в сценариях, где скорость является обязательной. Существуют также динамические камеры, которые расположены на конце манипулятора робота и намного ближе к процессу, что обеспечивает более высокую точность.
Вычислительная мощность также является важным аспектом системы зрения — по сути, «мозгом», который помогает глазам выполнять свою работу.Вычислительные ресурсы, необходимые для машинного зрения, использующего алгоритмы машинного обучения, будут отличаться от ресурсов, необходимых для традиционных приложений машинного зрения. Многие компании предлагают библиотеки программного обеспечения для реализации возможностей машинного зрения.
Некоторые возможности предназначены для пользователей приложений; другие предназначены для использования программистами. Тем не менее, это программное обеспечение, которое предоставляет расширенные возможности машинного зрения, которые имеют огромное значение для производителей, с программами для управления задачами и возможностью получать ценные сведения с линии.
Приложения для машинного зрения
Концепция замены основных человеческих способностей решениями на основе технического зрения набирает обороты, поскольку видение для сборочных линий может использоваться во все большем диапазоне приложений и процессов.
Типичный процесс сборки «электроники в коробке» является одним из примеров. Это категория продуктов, которая охватывает множество форм и размеров и актуальна для ряда отраслей (включая, помимо прочего, медицинское оборудование, электроинструменты и бытовую технику). Процесс сборки этих аппаратных компонентов состоит из помещения электроники, например печатной платы, в корпус или коробку.
Процесс сборки этих аппаратных компонентов состоит из помещения электроники, например печатной платы, в корпус или коробку.
Многие этапы сборки электроники в сборке коробки могут выиграть от использования машинного зрения из-за требуемой точности.
Осмотр. Машинное зрение можно использовать для проверки всех компонентов верхней и нижней крышки, когда они поступают на сборочную линию, на предмет дефектов, таких как трещины в металле. Если эти компоненты находятся в плохом состоянии, это может привести к проблемам с качеством собранного устройства.С помощью машинного зрения трещины обнаруживаются быстро, и если они превышают заданный размер, компонент автоматически отклоняется. Помимо трещин, можно также проверить цветовые вариации; цветная камера может определить повреждения, вызванные обесцвечиванием, и отклонить неисправные блоки.
Отслеживание товаров. Требуется в автомобильной промышленности и здравоохранении, отслеживание продукции используется в течение всего производственного процесса. Поэтому обычно первая задача для печатных плат в процессе сборки — это прочитать этикетку продукта, серийный номер или штрих-код.Этикетка продукта идентифицирует конкретную единицу, поэтому ее можно отслеживать на протяжении всего процесса сборки.
Местоположение этикетки может быть определено заранее, и система технического зрения используется для считывания этикетки и передачи ее результатов другим заводским системам. Наклейка этикеток — обычное требование на сборочных линиях и еще один идеальный вариант использования машинного зрения, которое может обнаруживать любые препятствия на поверхности и обеспечивать идеальное размещение.
Установка. Для добавления компонентов на печатную плату могут потребоваться средства технического зрения как для контроля качества, так и для позиционирования.Например, для варистора, который необходимо добавить на печатную плату, машинное зрение сначала проверит варистор, чтобы убедиться, что обе ножки прямые и не повреждены. Vision также может проверить идентификацию варистора, чтобы убедиться, что это правильная деталь, и ориентацию варистора для правильной сборки на печатной плате.
Vision также может проверить идентификацию варистора, чтобы убедиться, что это правильная деталь, и ориентацию варистора для правильной сборки на печатной плате.
Наконец, зрение может определить правильное место на печатной плате, где варистор будет установлен и припаян на место. Во время процесса пайки зрение используется для отслеживания таких условий, как площадь смачивания, длина выводов, шарики припоя, углы смачивания и заполнение припоем.
Машинное зрение также помогает в аналогичных процессах, требующих согласованности и точности, таких как нанесение термопасты и установка металлического экрана. Другой пример — дозирование герметика; система технического зрения может ссылаться на ожидаемый путь и сравнивать его с достигнутым результатом.
Окончательная сборка. Методы крепления, такие как заворачивание шурупов, также часто используются для сборки изделий. Этот процесс может быть более согласован с системой технического зрения. Машинное зрение можно использовать для определения отверстия под винт и для точной навигации робота с помощью отвертки в указанное место.После завершения система технического зрения может проверить правильность затяжки винта. При наличии более одного винта систему технического зрения можно использовать для перехода к дополнительным отверстиям и выполнения процесса завинчивания столько раз, сколько необходимо.
Машинное зрение также может быть полезно при подаче компонентов, управлении детальной сборкой деталей, сортировке деталей и действиях с обратной связью, таких как вставка карты DIMM с использованием управления с обратной связью по усилию. (любой процесс, в котором участие человека не требуется, а система предназначена для достижения известных результатов).
Рентабельность инвестиций в машинное зрение
Для достижения автоматизации следующего поколения и полной реализации преимуществ технологии машинное зрение на сборочной линии не просто «приятно иметь» — оно жизненно важно. Эта технология предоставляет разнообразные возможности для инспекции, навигации роботов и контроля качества, а варианты использования машинного зрения продолжают расширяться по объему и сложности по мере развития технологии.
Это означает огромный потенциал для производителей, поскольку решения технического зрения для автоматизированных линий могут улучшить производственные мощности, стабильность производства и выход продукции.Поскольку как оборудование, так и алгоритмы, связанные с машинным зрением, продолжают улучшаться, растет и рентабельность инвестиций для производителей, вкладывающих средства в эти решения.
Ассаф Эден (Assaf Eden) — директор по управлению продуктами в Bright Machines , технологической компании полного цикла, предлагающей решения на основе программного обеспечения и искусственного интеллекта для автоматизации сборки продукта, производственных операций и выполнения производства на заводе. Он живет в Тель-Авиве.
Анализ тепловых характеристик шпиндельной системы станка с ЧПУ
[1] Цзяньго Ян, Цзинся Юань и Цзюнь Ни: Международный журнал станков и производства Vol.39 (1999), с. 1367.
[2] Х. Дж. Пак, С. В. Ли: Международный журнал передовых производственных технологий Vol. 20 (2002), стр.487.
[3]
Вон Су Юн, Су Кван Ким и Дон У Чо: Международный журнал станков и производства Vol. 39 (1999), стр.1087.
39 (1999), стр.1087.
DOI: 10.1016 / s0890-6955 (98) 00073-x
[4] Jin Kyung Choi, Dai Gil Lee: International Journal of Machine Tools & Manufacture Vol.38 (1998), с. 1017.
[5] К. Брехер, П. Хирш: Технология производства Vol. 53 (2004), стр. 299.
[6] Мориваки, Тошимичи и Шамото: CIRP Annals-Manufacturing Technology, Vol.47 (1998), стр. 315.
Новая упрощенная модель асинхронной машины с учетом частотной характеристики
При цифровом моделировании энергосистем следует учитывать частотную характеристику электрооборудования. Традиционная модель переходного процесса третьего порядка асинхронной машины исключает не только переходный процесс статора, но также и частотные характеристики, тем самым сужая область применения модели и приводя к большой ошибке при некоторых особых условиях. Основываясь на физической эквивалентной схеме и модели Парка для асинхронных машин, в этом исследовании предлагается новая асинхронная модель переходной машины третьего порядка с учетом частотной характеристики. В новых определениях переменных напряжения за реактивным сопротивлением переопределяются как линейное уравнение потокосцепления. Таким образом, уравнение напряжения ротора не связано с производными по частоте. Однако при применении традиционной модели переходных процессов третьего порядка не всегда следует игнорировать производные по частоте.По сравнению с традиционной моделью переходных процессов третьего порядка новая упрощенная модель переходных процессов третьего порядка с учетом частотной характеристики является более точной без увеличения порядка и сложности. Результаты моделирования показывают, что новая модель переходных процессов третьего порядка для асинхронной машины является подходящей, эффективной и более точной, чем широко используемая традиционная упрощенная модель переходных процессов третьего порядка в некоторых особых условиях с резкими колебаниями частоты.
Основываясь на физической эквивалентной схеме и модели Парка для асинхронных машин, в этом исследовании предлагается новая асинхронная модель переходной машины третьего порядка с учетом частотной характеристики. В новых определениях переменных напряжения за реактивным сопротивлением переопределяются как линейное уравнение потокосцепления. Таким образом, уравнение напряжения ротора не связано с производными по частоте. Однако при применении традиционной модели переходных процессов третьего порядка не всегда следует игнорировать производные по частоте.По сравнению с традиционной моделью переходных процессов третьего порядка новая упрощенная модель переходных процессов третьего порядка с учетом частотной характеристики является более точной без увеличения порядка и сложности. Результаты моделирования показывают, что новая модель переходных процессов третьего порядка для асинхронной машины является подходящей, эффективной и более точной, чем широко используемая традиционная упрощенная модель переходных процессов третьего порядка в некоторых особых условиях с резкими колебаниями частоты.
1. Введение
Просадка напряжения — обычное явление во время отказа энергосистемы, тогда как системная частота остается постоянной в крупномасштабных энергосистемах. Следовательно, традиционное моделирование и моделирование энергосистемы сосредоточено на характеристиках напряжения силового оборудования с меньшим учетом частотной характеристики. Однако при большом распространении распределенной генерации [1, 2] частота системы будет колебаться, когда существует случайный дисбаланс между производством электроэнергии и потреблением.Например, неисправность или внезапное изменение мощности нагрузки в микросети [3–5] вызовут относительно большие колебания частоты, потому что инерция системы мала. Кроме того, в некоторых изолированных сетях (например, в электросетях Синьцзян и Хайнань в Китае) системные сбои также вызывают проблемы с частотой [6–9]. Таким образом, частотные характеристики оборудования следует учитывать при моделировании и моделировании энергосистемы.
Асинхронные машины, в состав которых входят асинхронные асинхронные двигатели и индукционные генераторы, являются важным оборудованием в энергосистемах.Динамическая нагрузка включает асинхронные двигатели [6–15] и большое количество ветряных генераторов, таких как индукционные генераторы или индукционные генераторы с двойным питанием (DFIG) [16–22]. Электромеханическая переходная модель третьего порядка для асинхронных машин широко используется при моделировании энергосистем. Традиционная форма этой модели не может представить частотную характеристику асинхронных машин, потому что эта упрощенная модель только предполагает, что частота постоянна, и игнорирует первую производную частоты во время вывода.Результаты моделирования приемлемы при использовании традиционной модели переходных процессов третьего порядка в условиях незначительных колебаний частоты или без учета колебаний частоты. Однако при изучении энергосистемы с высоким уровнем проникновения распределенной генерации использование традиционной модели переходных процессов третьего порядка приведет к значительной ошибке в результате моделирования в отличие от измерения поля. Моделирование нагрузки с учетом частоты и напряжения обсуждается в [8].Улучшенное моделирование нагрузки на основе измерений может хорошо отражать динамические характеристики реальной нагрузки. Новое регулирование частоты с помощью ветряных турбин (WT) на основе DFIG, используемых для координации инерционного управления, управления скоростью ротора и управления углом тангажа, изучается в [23]. Скоординированное управление улучшает возможность регулирования частоты и гасит колебания частоты. Способность WT участвовать в управлении первичной частотой и предлагать первичный резерв обсуждается в [24], в котором также исследовались переходная частотная поддержка и постоянная частотная характеристика.
Чтобы представить характеристики напряжения и частоты асинхронной машины во время моделирования, в этой статье предлагается новая упрощенная модель переходных процессов третьего порядка путем переопределения переменных и параметров традиционной модели. В этой новой упрощенной модели третьего порядка определение переходной переменной дает четкую физическую интерпретацию. Новая упрощенная модель третьего порядка может точно представить частотную характеристику асинхронных машин. Между тем, эта переменная не увеличит порядок и сложность модели.Наконец, результаты моделирования подтверждают эффективность и точность новой упрощенной модели переходных процессов третьего порядка при моделировании энергосистемы.
В этой новой упрощенной модели третьего порядка определение переходной переменной дает четкую физическую интерпретацию. Новая упрощенная модель третьего порядка может точно представить частотную характеристику асинхронных машин. Между тем, эта переменная не увеличит порядок и сложность модели.Наконец, результаты моделирования подтверждают эффективность и точность новой упрощенной модели переходных процессов третьего порядка при моделировании энергосистемы.
2. Парковая модель асинхронной машины
На рисунке 1 показаны схемы, применимые к анализу асинхронной машины. Цепи статора содержат трехфазные обмотки и распределены в пространстве на 120 ° друг от друга. Цепи ротора содержат три распределенных обмотки, и.
Пренебрегая насыщением, гистерезисом и вихревыми токами и предполагая чисто синусоидальное распределение магнитных волн, уравнения машины можно записать следующим образом [25].
Уравнения напряжения статора и ротора задаются формулой где представляет напряжение, представляет ток, представляет поток, связывающий обмотку, обозначенную нижним индексом, представляет собой сопротивление фазы статора, представляет собой сопротивление фазы ротора, а нижние индексы и представляют собой обмотки статора и ротора, соответственно.
определяется как угол, на который ось фазной обмотки ротора опережает ось фазной обмотки статора в направлении вращения с постоянной угловой скоростью ротора: и с постоянной пробуксовкой:
На рисунке 2 показано, что электрическая угловая скорость системы отсчета и вращающейся системы отсчета находится в пределах, ось намотки ведет к оси намотки в направлении вращения, а ось совпадает с осью фазной обмотки статора в начальный момент.
Применяя уравнение преобразования, мы получаем следующие выражения для преобразованных составляющих напряжения, потоковых связей и токов [25].
Уравнения напряжения статора:
уравнения напряжения ротора: Термины и являются напряжениями трансформатора, аналогичными и.
Уравнения потокосцепления статора следующие:
Уравнения рассеяния потока ротора следующие: где и, где, и — утечка статора, утечка ротора и взаимные индуктивности соответственно.
Исключая фазное напряжение и ток по компонентам, получаем
Крутящий момент в воздушном зазоре получается делением мощности, передаваемой через воздушный зазор, на скорость ротора в механических радианах в секунду: где нижние индексы и обозначают ротор и статор соответственно.
3. Традиционная упрощенная модель асинхронной машины
За исключением переходных процессов статора, Следующие переменные и параметры [25] определены как Переписывая (7), получаем
Напряжение на роторе компонента (5) можно записать как
Из приведенного выше уравнения можно записать как Таким образом, (13) можно записать как
Аналогичным образом составляющая напряжения ротора определяется выражением
Этот термин обычно исключается при моделировании системы в предыдущих исследованиях, и уравнения переходной модели асинхронной машины можно переписать следующим образом:
По сравнению с (15) и (16), и исключены в (17), что указывает на то, что частота рассматривается как константа в переходной модели третьего порядка асинхронной машины.Однако это предположение приведет к ошибкам, поскольку частота значительно изменится.
4. Новая упрощенная модель асинхронной машины
4.1. Переопределение переменных и параметров
Чтобы представить эффект флуктуации частоты и сохранить простоту переходной модели третьего порядка асинхронной машины, переменные и параметры должны быть переопределены следующим образом:
По сравнению с (11) и имеют линейную связь с потокосцеплением, в результате чего угловые частоты, и исключены.
4.2. Уравнения напряжения ротора
Из (12) и (18) напряжение ротора компонента может быть записано как где Таким образом, (19) можно записать как
На основе аналогичного принципа мы можем получить уравнение напряжения ротора компонента. Уравнения переходной модели асинхронной машины затем можно переписать следующим образом:
не появляется в процессе вывода, что указывает на то, что частота не исключена в новой упрощенной переходной модели третьего порядка.С новым определением, и не включают угловую частоту и индуктивности и являются параметрами переходной модели, которые могут лучше отражать физические характеристики асинхронной машины в модели.
Уравнения переходной модели асинхронной машины затем можно переписать следующим образом:
не появляется в процессе вывода, что указывает на то, что частота не исключена в новой упрощенной переходной модели третьего порядка.С новым определением, и не включают угловую частоту и индуктивности и являются параметрами переходной модели, которые могут лучше отражать физические характеристики асинхронной машины в модели.
4.3. Уравнения напряжения статора
Чтобы сократить уравнения и сделать модель пригодной для программы стабилизации, мы исключаем токи ротора и выражаем взаимосвязь между током статора и напряжением относительно напряжения за переходным реактивным сопротивлением.Таким образом, из (12) и (6) получаем
Подставляя приведенное выше уравнение для в (4), уравнение напряжения статора компонента можно переписать как
Аналогичным образом мы можем получить компонент уравнения напряжения статора, в результате чего уравнения напряжения статора могут быть записаны как
Из (13) и (9) уравнение электромагнитного момента может быть выражено как
4.4. Уравнения модели в системе координат
Уравнения модели переходных процессов должны быть преобразованы в общедоступную систему координат при моделировании системы.На рисунке 2 показана взаимосвязь между системой отсчета и системой отсчета с аналогичной угловой скоростью в. — угол, на который ось опережает ось в направлении вращения. Уравнение преобразования: В результате переходная модель получается следующим образом.
Уравнения переходных процессов:
уравнения напряжения статора:
уравнение электромагнитного момента:
Уравнение ускорения ротора: где на единицу и — начальное скольжение асинхронной машины.Если асинхронная машина потребляет энергию, то; в противном случае, если асинхронная машина производит мощность.
5. Анализ модели
Известно, что асинхронные машины содержат асинхронные асинхронные двигатели и асинхронные генераторы; разница между ними заключается в уравнениях ускорения и напряжения ротора.
5.1. Асинхронный асинхронный двигатель Модель
Асинхронный двигатель — это обычная асинхронная машина, которая преобразует электрическую энергию в механическую на основе принципа электромагнитной индукции.Напряжение на роторе асинхронного двигателя равно нулю, поэтому новая упрощенная модель переходных процессов третьего порядка для асинхронного двигателя с учетом частотных характеристик показана следующим образом.
Уравнения переходных процессов:
уравнение ускорения:
уравнения напряжения статора:
5.2. Асинхронный генератор Модель
Асинхронные генераторы широко используются в ветроэнергетике. Большинство ранних ветряных генераторов представляют собой генераторы WT с фиксированной скоростью, а индукционный генератор работает с постоянной скоростью.Использование генераторов WT с переменной скоростью и постоянной частотой, таких как DFIG, является основным направлением в недавно построенных ветряных электростанциях. Однако модели разных индукционных генераторов похожи, что можно записать следующим образом.
Уравнения переходных процессов:
уравнение ускорения:
уравнения напряжения статора: где и — эквивалентное напряжение ротора при следующих условиях: для генераторов WT с фиксированной частотой вращения — напряжение ротора, а для генераторов WT с регулируемой частотой вращения — с постоянной частотой, которые могут подавать напряжение на ротор через преобразователь на стороне ротора, — напряжение ротора.
6. Анализ моделирования
Упрощенная энергосистема, которая содержит составную нагрузку и ветрогенератор, как показано на рисунке 3, построена в Matlab / Simulink для тестирования производительности новой упрощенной модели асинхронной машины с учетом частотных характеристик. В таблицах 1 и 2 перечислены параметры этой системы моделирования. Электросеть представляет собой изолированную энергосистему мощностью 300 кВт. Нагрузка этой энергосистемы состоит из статической нагрузки (ЗИП) и асинхронного асинхронного двигателя, которые потребляют всю выходную мощность ветрогенератора во время нормальной работы. Синхронный генератор используется в качестве фазового преобразователя для поддержания напряжения в системе. Конденсаторы общей емкостью 75 квар используются для выработки реактивной мощности.
Синхронный генератор используется в качестве фазового преобразователя для поддержания напряжения в системе. Конденсаторы общей емкостью 75 квар используются для выработки реактивной мощности.
| |||||||||||||||||||||||||||||||||||||||
 Во время возмущения выходная мощность ветрогенератора колеблется, а также потребляемая мощность моторной машины. Когда сбой устранен, система питания восстановит стабильность. С двумя моделями нельзя прийти к противоположным выводам.
Во время возмущения выходная мощность ветрогенератора колеблется, а также потребляемая мощность моторной машины. Когда сбой устранен, система питания восстановит стабильность. С двумя моделями нельзя прийти к противоположным выводам.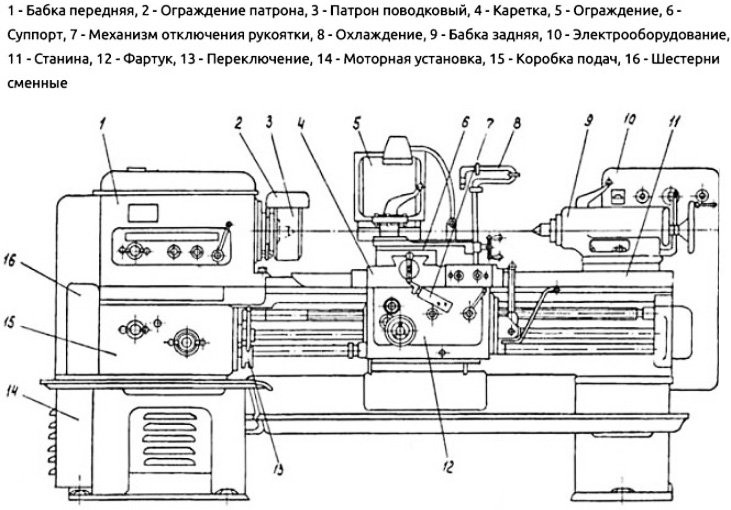 00962
00962