Оборудование для производства профнастила (Линия для профнастила (профлиста) или станок)
Компания «Профоборудование-Л» является одним из безусловных лидеров отечественного рынка разработчиков и производителей профилегибочных и нестандартных станков для обеспечения самых различных производственных циклов и выпуска разнообразной продукции. 15 лет непрерывной работы и безостановочного совершенствования технологий, конструкций и производства позволяют нам выпускать исключительно качественные, энергоэффективные и производительные линии для профнастила.
Преимущества приобретения линии для производства профнастила в компании «Профоборудование-Л»
Как только что было сказано, занимать уверенные позиции на рынке оборудования для профнастила нам помогает огромный опыт и самые высокие требования к качеству выпускаемых станков.
Станки для производства профлиста нашего предприятия имеют отличную производительность – в среднем на одной линии можно производить от 25 до 30 метров профлиста за одну минуту. Такая производительность обеспечивает высокую рентабельность
Такая производительность обеспечивает высокую рентабельность
Безусловно, в качестве одного из важнейших преимуществ нашего предприятия является также и наличие собственного конструкторского бюро, в котором работают профессионалы самого высокого класса. Это благодаря именно их труду мы можем производить высокотехнологичное, эффективное и одновременно с этим не слишком дорогое оборудование для производства профнастила и прочие станки.
Также мы, как ответственный и добросовестный производитель, занимаемся разработкой, производством и продажей не просто разрозненных производственных агрегатов — мы поставляем линии для профнастила
Производственная
линия для профлиста состоит сразу из нескольких электрических и механических узлов, без которых невозможна эффективная организация качественной продукции.Первым участком производственной цепи является консольные разматыватели рулонной стали на двух опорах грузоподъемностью до 10 тонн и мощностью 5,5 киловатт. Разматыватели оснащены системой плавного спуска и могут работать с рулонами, имеющими внутренний диаметр 500-600 мм.
Разматыватели оснащены системой плавного спуска и могут работать с рулонами, имеющими внутренний диаметр 500-600 мм.
Следующим элементом линии для профнастила являются ручные дисковые ножницы, которые по желанию заказчика могут оснащаться электромеханическим приводом.
Далее идет непосредственно станок для производства профнастила — профилегибочный стан с моторно-редукторным приводом. Надежные высокопрочные валы диаметром не менее 100 мм обеспечивают качественное профилирование и долговечность стана. Отдельно стоит отметить, что продукция, производимая на наших

Приемное устройство на линии также может оснащаться электромеханическим приводом. Кроме того, по желанию заказчика дополнительно может быть поставлено и установлено устройство для декоративно-защитного ламинирования профлиста и специальная загрузочная тележка, оснащенная гидравлическим подъемником с возможностью передвижения по рельсам с использованием электромеханическим приводом.
После ее установки и запуска всего поставляемого оборудования вам не придется дополнительно докупать ничего, кроме сырья — прокатного рулонного металла. После чего можно приступать к производству профилированного стального листа.
По всем вопросам, касающимся приобретения и эксплуатации оборудования для производства профнастила, обязательно звоните в офис нашей компании.
Грамотные, компетентные и неизменно доброжелательные сотрудники предприятия всегда готовы предоставить вам любуюдополнительную информацию и еще больше рассказать о достоинствах линий для производства профнастила.
Нашей стратегической задачей является не сиюминутная денежная выгода, а долговременное и плодотворное сотрудничество. Поэтому мы берем на себя весь цикл гарантийного и сервисного обслуживания производимого оборудования, обеспечивая его бесперебойную работу в течение длительного времени.
Станки для производства сварной сетки – энергоэффективная производительность
Выпускаемая на нашем оборудовании сварная кладочная сетка выгодно отличается высокой конструкционной прочностью, широкой областью применения и продолжительным сроком службы в любых климатических условиях. Согласно отзывам специалистов, производство сварной сетки на заводе, оснащённым нашими станками, обладает следующими преимуществами:
- высокая рентабельность;
- безупречное качество сварной сетки;
- большие объёмы выпускаемой продукции;
- минимальные отходы;
- нетрудоёмкое техническое обслуживание задействованного оборудования;
- оптимальное энергопотребление
Грамотно подобранное оборудование для производства сварной сетки – это залог успеха профильного предприятия, работающего в привлекательных условиях формирования широкой сети постоянных покупателей и высокой профессиональной репутации.
Производство кладочной сетки – оптимальные решения
Сегодня любой завод, занимающийся выпуском сетки, заинтересован в сотрудничестве с ответственным производителем высокорентабельных и надёжных станков, являющихся основой организации рабочих процессов. Промышленное производство сварной кладочной сетки на оборудовании, изготовленном нашей компанией – это высшие стандарты качества выпускаемой продукции, дополняемые высокой надёжностью механизированных линий.
На основе наших станков можно оперативно и с минимальными затратами организовать завод сварных сеток, который быстро станет основой прибыльного бизнеса. Постоянный высокий спрос на выпускаемую продукцию будет обеспечен, поскольку обусловлен значительно растущими объемами строительства и ростом предприятий, для которых этот материал является основным сырьём.
Предлагаемый вашему вниманию станок для производства кладочной сетки – это ручная линия сварки, обладающая следующими приоритетами:
- эффективная работа с металлическим прутом, представленным широким классом диаметров и сплавов;
- высокая производительность при небольших затратах электроэнергии и заготовок;
- возможность подбора параметров сварки под тип металлического прута;
- простота эксплуатации и обслуживания
Выпускаемые нашим предприятием высококлассные станки для производства сварной сетки реализуется в рамках лизинга на основе авансирования с последующей рассрочкой.
| Характеристики ручных линий сварки | ||||||||
| 1000 | 1500 | 2000 |
по запросу |
|||||
| Диаметры свариваемых прутков, мм | от 3х3 до 6х6 | по запросу | ||||||
| Размер ячеек (с шагом 50 мм), мм | от 50×50 до 200х200 | от 50×50 до 200х200 | ||||||
| Напряжение питающей сети, В | 380(50 Гц), сечение 25х3 мм2, медь | 380(50 Гц), сечение 25х3 мм2, медь | ||||||
| Максимальная мощность трансформатора, кВт |
75 | 75 | ||||||
| Усредненное потребление электроэнергии, кВт/ч | 5-10 | 5-10 | ||||||
| Давление сжатого воздуха,атм | 6 | 6 | ||||||
| Диаметр фитингапневмосети, мм | 10 | 10 | ||||||
| Расход охлаждающей воды,л/ч | 400 | 400 | ||||||
| Давление системы охлаждения, атм | 3 | 3 | ||||||
| Охлаждающая жидкость | Антифриз/вода (чистая, нейтральная илислабо щелочная) | Антифриз/вода (чистая, нейтральная илислабо щелочная) | ||||||
Температура охл. жидкости,° C жидкости,° C |
не выше 25 | не выше 25 | ||||||
| Диаметр крана охлаждения, дюйм | 1/2 | 1/2 | ||||||
| Масса, кг | 380 | 400 | ||||||
| Габариты (ДхШхВ), м | 1,6х0,9х1,5 | 2,1х0,9х1,5 | 2,6х0,9х1,5 | |||||
| Коммерческое предложение | ||||||||
Также, на нашем сайте вы можете найти информацию о машинах контактной сварки типа МТ. Все стандартные модели доступны в онлайн каталоге, специальные конфигурации станков по вашему запросу. Мы подберем для Вас оборудование соразмерно бюджету и требуемому объему готовой продукции среди автоматических линий или полуавтоматических машин.
Мы подберем для Вас оборудование соразмерно бюджету и требуемому объему готовой продукции среди автоматических линий или полуавтоматических машин.
Воронежская областьБелгородская областьБрянская областьКурская областьТамбовская областьКалужская областьОрловская областьТульская областьЯрославская областьИвановская областьКостромская областьМоскваМосковская областьТверская областьРязанская областьСмоленская областьВладимирская областьЛипецкая областьРеспублика ДагестанСтавропольский крайЧеченская РеспубликаКарачаево-Черкесская РеспубликаИнгушетияКабардино-Балкарская РеспубликаСеверная Осетия — АланияКраснодарский крайАстраханская областьРеспублика КалмыкияВолгоградская областьАдыгеяРостовская областьКрымСевастопольСанкт-ПетербургЛенинградская областьМурманская областьРеспублика КарелияНовгородская областьВологодская областьАрхангельская областьНенецкий автономный округКалининградская областьРеспублика КомиПсковская областьВитебская областьМогилевская областьГомельская областьБрестская областьГродненская областьМинская областьРеспублика Саха (Якутия)Камчатский крайПриморский крайХабаровский крайАмурская областьМагаданская областьСахалинская областьЕврейская автономная областьЧукотский автономный округРеспублика БурятияРеспублика ТываРеспублика ХакасияАлтайский крайЗабайкальский крайКрасноярский крайИркутская областьКемеровская областьНовосибирская областьОмская областьТомская областьКурганская областьСвердловская областьТюменская областьЧелябинская областьХанты-Мансийский автономный округ — ЮграЯмало-Ненецкий автономный округРеспублика БашкортостанРеспублика Марий ЭлРеспублика МордовияРеспублика ТатарстанУдмуртская РеспубликаЧувашская РеспубликаКировская областьНижегородская областьОренбургская областьПензенская областьУльяновская областьСамарская областьСаратовская областьПермский крайОстальные регионы России и страны
630015, Россия, г. Новосибирск, ул. Планетная, д. 30, к1-1а
Новосибирск, ул. Планетная, д. 30, к1-1а
Тел: +7 (383) 287-12-93 — по оборудованию
Email: [email protected] (для заказов)
Время работы: Пн-Пт, с 9.00 до 18.00
(+4 часа к МСК)
Используйте WhatsApp и Viber
чтобы отправить сообщение + фото.
Тел: +7-913-721-05-15, +7-983-310-48-27, +7-983-510-31-49
Технические консультации, запасные части:
Тел: +7 (383) 239-48-27
Тел: +7 (383) 310-31-49
Email: [email protected]
Время работы: Пн-Пт, с 9.00 до 18.00
(+ 4 часа к МСК)
ООО «СЦКА»
ИНН 5402524437 / КПП 540201001
Станок рабица для изготовления сетки рабицы
Виды сетки изготавливаемой на станке АСУ-174М:- сетка с ячейками ромбовидной и квадратной формы, размером от 15 до 80 мм и проволокой диаметром до 3мм,
- сетка из оцинкованной проволоки, с покрытием ПВХ (изоляцией разных цветов), без покрытия и не прошедшей термическую обработку,
- рабица с шириной полотна сетки от 0,5 до 2 м.


• С ячейкой 15мм: 15 рулонов размером 1,5 х 10 метров;
• С ячейкой 20мм: 16 рулонов размером 1,5 х 10 метров;
• С ячейкой 25мм: 18 рулонов размером 1,5 х 10 метров;
• С ячейкой 30мм: 20 рулонов размером 1,5 х 10 метров;
• С ячейкой 35мм: 22 рулона размером 1,5 х 10 метров;
• С ячейкой 40мм: 26 рулонов размером 1,5 х 10 метров;
• С ячейкой 45мм: 32 рулона размером 1,5 х 10 метров;
• С ячейкой 50мм: 36 рулонов размером 1,5 х 10 метров;
• С ячейкой 55мм: 44 рулона размером 1,5 х 10 метров;
• С ячейкой 60мм: 52 рулона размером 1,5 х 10 метров.
Станок для изготовления сетки позволяет изменять скорость спиральной навивки рабицы, что приводит к максимальной производительности. Расход электричества практически не сказывается на себестоимости одного рулона сетки. Более подробно ознакомиться с бизнес-планом по производству сетки рабицы можно здесь >>
Станок АСУ-174М имеет габариты 3,0х1,1х1,4 метра и весит около 430 кг, т. е. входит в кузов автомобиля «Газель».
е. входит в кузов автомобиля «Газель».
Ответы на часто задаваемые вопросы здесь >>
Качество оборудования, гарантия:Перед отправкой станка для производства сетки покупателю, оборудование проходит полную проверку всех узлов и механизмов, производится настройка и тестовое изготовление сетки. При правильном использовании, станок для рабицы не потребует капитального или текущего ремонта на протяжении нескольких лет. Конструкция станка интуитивно понятна любому пользователю, поэтому при возникновении необходимости в замене некоторых деталей можно обойтись своими силами.
Оборудование для производства перчаток
Развитие бизнеса по производству перчаток выгодно поскольку не требует больших вложений. Для старта производство достаточно минимального технического оснащения. Нужно подготовить небольшое помещение (на первых порах подойдет и гараж. Бизнес в гараже довольно популярное явление на старте реализации оптовой продукции). Далее необходимо позаботиться об обслуживающем персонале. Однако и тут выгода довольно большая, поскольку для обслуживания 30 перчаточных станков достаточно одного сотрудника. Завершающим этапом будет приобретение станков. Чтобы купить вязальный перчаточный станок много денег не надо. Этот бизнес подразумевает минимальное вложение при быстрой окупаемости. Рабочие перчатки это продукт, который требуется ежедневно для крупных и мелких предприятий, а также для частных хозяйственных нужд.
Далее необходимо позаботиться об обслуживающем персонале. Однако и тут выгода довольно большая, поскольку для обслуживания 30 перчаточных станков достаточно одного сотрудника. Завершающим этапом будет приобретение станков. Чтобы купить вязальный перчаточный станок много денег не надо. Этот бизнес подразумевает минимальное вложение при быстрой окупаемости. Рабочие перчатки это продукт, который требуется ежедневно для крупных и мелких предприятий, а также для частных хозяйственных нужд.
Как правильно наладить производство по пошиву рабочих перчаток?
Для старта производства рабочих перчаток необходимо закупить следующее оборудование:
- вязальный станок;
- оверлок;
- станок для нанесения слоя ПВХ на внутреннюю сторону перчаток;
- упаковочный станок;
- накопительная корзина для сброса полуфабрикатов.
Суммарные затраты на приобретение всего оборудования небольшие.
Назначение оверлока
Оверлок — как станок для производства завершающего этапа по изготовлению рабочих перчаток. Оверлок перчаточный (специализированный) оснащен функцией обметывания манжет, т. е. помогает улучшить свойства защитных изделий для перчаток.
Установка для нанесения ПВХ (антискользящего покрытия)
Станок для нанесения слоя ПВХ на внутреннюю сторону перчаток. Благодаря данному агрегату возможно нанесение трафаретной печати с использованием стандартной матрицы.
После нанесения слоя ПВХ перчатки подлежит сушки в сушильной камере. Станки полностью автоматизированы. Подача поливинилхлорида производится из емкостей, а состав наносится тонким пластом. Благодаря аппарату возможно нанесение любого рисунка и логотипа. За точность эскиза отвечает встроенный датчик и идущие в комплекте к аппарату матрицы для нанесения рисунка. Производительность может достигать до 1300 пар в час.
В комплекте к станкам идут матрицы и датчики, отвечающие за точность нанесения рисунка с расположением в определённых местах.
Китайские производители предлагают оборудование с возможностью нанесения разного по толщине и рисунку слоя ПВХ на перчатки с ладонной стороны. Как правило, наносится трафаретная печать стандартной матрицей, далее продукция отправляется в сушильную камеру.
Упаковочная машина
Упаковочный станок для фасовки перчаток производительностью до 200 пар в час. Но уже в коробки, пакеты либо мешки продукция фасуется вручную. При приобретении упаковочного станка марки GD-T возможно нанесение банковской резинки.
Производители оборудования по производству ХБ перчаток из Европы и Китая считаются лучшими, так же на рынке представлены модели от российских производителей.
AURORA
AURORA специализируется на выпуске вязальных станков моделей – 10C-12-1, 7C-12-1, 15C-12-1 с производительностью до 15 пар в час. Они полностью автоматизированы, оснащены компьютером и регулятором скорости с возможной работой при использовании разного сырья. Стоимость невысокая.
JOMDA
JOMDA классов – 7, 10, 13 с производительностью до 16 пар в час. Модели оснащены компьютером с возможностью использования разной пряжи.
Модели оснащены компьютером с возможностью использования разной пряжи.
SALUT-02
SALUT-02 – оверлочные энергоемкие станки с производительностью 1500 пар в день наличием функции по обработке манжет для повышения ценности продукции на рынке.
ППМ-1-М2
ППМ-1-М2 как недорогая модель с расходом сырья до 9 г. на 1 пару для нанесения ПВХ, придание тем самым перчаткам большей прочности и долговечности.
GD-DA
GD-DA вязальный перчаточный аппарат с классами при вязании 10, 13, 15 G и производительностью до 330 пар в сутки. Мощность – 250 Вт, вес – 250 кг, габариты – 1250х650х1750 мм.
BX203
BX203 – вязальный агрегат с классами вязания 7,10 G, производительностью – 360 пар в сутки, мощностью – 250 Вт и выпуском размеров перчаток – S, M, L, 2L.
SALUT-02
Оверлок от российских производителей с частотой вращения рабочего вала – до 4000 стежков в минуту, массой – 45 кг, мощностью двигателя – 200 Вт, производительностью – до 1500 пар за 8 часов.
ППМ-1-М2
ППМ-1-М2 –агрегат для нанесения точечного ПВХ покрытия с производительностью до 250 пар в час, расходом пластизоля – до 9 г. за 1 пару, массой – до 160 кг.
GPM-09
GPM-09 – простой в обслуживании и энергоемкий упаковочный станок, благодаря которому перчатки приобретают товарный вид, сохраняют форму. Процесс производств полностью автоматизирован. В упаковку помещается 12 пар перчаток. Производительность – 3000 пар за 8 рабочих часов.
MG-C-7/10G
Перчаточный автомат от корейских производителей. Включаются в работу все циклы производства. У агрегата – удобная навигация для задач нужного режима вязки, автоматической обработки кромочных петель и обрезки материала на кончиках пальцев.
JACK BX203-10G
Это недорогой аналог от китайских производителей. Полностью автоматизированный, работает по принципу цельной вязки с возможностью использования любых нитей для вязания (варежек, рукавиц, перчаток). Агрегат оснащен высоким уровнем самоконтроля, плавным переходом к выпускаемой продукции и встроенным устройством по отложению отработанных деталей.
Именно от закупки правильного высокотехнологичного оборудования будет зависеть бизнес и качество выпускаемой продукции в дальнейшем. При выборе станков необходимо обращать внимание на:
- качество, поскольку дешевые аналоги приведут к плохому качеству к частым поломкам и замедлению производственного процесса;
- наличие сертификатов во избежание покупки подделок;
- мощность оборудования и отзывы покупателей можно почитать в интернете;
- техническое оснащение, т.к. при выпуске перчаток нужно брать в учет технологию производства перчаток.
Многие современные модели – многофункциональные, оснащены электронным блоком управления для быстрого налаживания производства и выпуска качественной продукции. С учетом рейтинга производителей лучше покупать у положительно зарекомендовавших себя фирм, предлагающих гарантийное и послегарантийное обслуживание.
Возможно приобретение дополнительных станков, чтобы придать перчаткам больше преимуществ:
- прочность;
- экологичность;
- пропуск воздуха;
- низкую себестоимость.

При ограниченном бюджете можно начать с закупки китайского оборудования с довольно неплохой производительностью, автоматическим компьютеризированным управлением.
По мнению специалистов, для основательного открытия бизнеса для производства рабочих перчаток достаточно приобрести 5 станков. Но на рентабельность производства будет влиять множество других факторов:
- производительность;
- мощность;
- степень скоростей.
Особенности производственного оборудования
Любая техника при производстве перчаток требует регулярного проведения техобслуживания, поддержания на высоте качества и конкурентоспособности продукции. Важно своевременно проводить модернизацию имеющейся техники, дабы отрегулировать свой бизнес и получать в итоге хорошую прибыль.
Оборудование для производства пружин
ОБОРУДОВАНИЕ ДЛЯ ФОРМОВАНИЯ ПРУЖИН
3Х-ОСЕВОЙ СТАНОК-МУЛЬТИФОРМЕР С ЧПУ ДЛЯ ФОРМИРОВАНИЯ ПРУЖИН
Оборудование для производства пружин растяжения, пружин кручения, пружин сложной конфигурации, изделий из проволоки сложной геометрии, электротехнических компонентов сложной формы, заготовки сварных конструкций и т. д.
д.
Особенности станка-мультиформера для пружин
- Этот станок-мультиформер для формирования пружин оснащен компьютерной системой управления тайваньского производства и серводвигателем производства Японии. Контролер способен запоминать 99 групп программ. Положение осей, параметры подачи проволоки, скорость производства, количество произведенной продукции отображаются на дисплее. Прост в управлении, точен и надежен.
- Высокоточное контрольное устройство автоматически выключает станок при обнаружении дефектного продукта.
- Компьютеризированное управление вращением кулачков позволяет выставлять угол поворта в диапазоне от 0,1 до 359.9°
- Все параметры изготовления пружины (диаметр, угол наклона и т.д.) могут быть изменены в любое время в зависимости от рабочего состояния, отображаемого на экране.
- Оборудование для производства пружин подходит для производства двойных пружин кручения, прямых пружин, конических пружин сжатия, прямоугольных пружин, спиральных пружин, пружин специальной формы и т. д.
 д.
д.Технические параметры станка-мультиформера для пружин
| Модель | RG-625-CNC | RG-635-CNC | RG-650-CNC |
|---|---|---|---|
| Диаметр проволоки (мм) | Ø0.3 ~ Ø2.5 | Ø1.5 ~ Ø3.5 | Ø2 ~ Ø5 |
| Макс. внешний диаметр (мм) | Ø50 | Ø60 | Ø100 |
| Значение контроля подачи проволоки (мм) | ±0.01 ~ ±9999.99 | ±0.01 ~ ±9999.99 | ±0.01 ~ ±9999.99 |
| Значение контроля кулачка | ±0.1° ~ ±359.9° | ±0.1° ~ ±359.9° | ±0.1° ~ ±359.9° |
| Сохраняемая программа | 99 групп | 99 групп | 99 групп |
| Мощность двигателя (кВт) | оси X-Y 2.7 кВт ось Z 1.0 кВт | оси X-Y 5.5 кВт ось Z 1кВт | оси X-Y 11 кВт ось Z 1кВт |
| Вес оборудования (кг) | 800 | 1500 | 3500 |
| Напряжение | Трехфазное, 380В 50 Гц | Трехфазное, 380В 50 Гц | Трехфазное, 380В 50 Гц |
| Габариты оборудования (ДxШxВ) | 1630 x 880 x 1980 мм | 1850×1060 x 2150 мм | 2000 x 1080 x 2250 мм |
Видео работы оборудования
12-ОСЕВОЙ СТАНОК-МУЛЬТИФОРМЕР С ЧПУ ДЛЯ ПРОИЗВОДСТВА ПРУЖИН
Функции и особенности бескулачкового станка-мультиформера
- Данное оборудование для производства пружин не имеет кулачка. Станки оптимизированы для высокоскоростного производства и интенсивных условий эксплуатации.
- Обладает высокой точностью, мощностью и стабильностью в работе.
- Высокоточная роликовая направляющая.
- Оборудование снабжено компьютерной системой управления производства Тайваня и серводвигателем японского производства.
- Подача проволоки осуществляется с помощью функции поворота проволоки.
- Интерфейс управляющего компьютера доступен на китайском и английском языках.
- Эта пружинонавивочная машина подходит для производства двойных пружин кручения, прямых пружин, конических пружин сжатия, прямоугольных пружин, спиральных пружин, а также пружин специальной формы и т. д.
 Станки оптимизированы для высокоскоростного производства и интенсивных условий эксплуатации.
Станки оптимизированы для высокоскоростного производства и интенсивных условий эксплуатации.Технические параметры бескулачкового пружинонавивочного автомата
| Модель | RG-1225-CNC | RG-1240-CNC | RG-1260-CNC | RG-1280-CNC |
|---|---|---|---|---|
| Диаметр проволоки (проволока из углеродистой стали) | Ø0. 3 — Ø2.5 мм 3 — Ø2.5 мм | Ø1.5 — Ø4 мм | Ø2 — Ø6 мм | Ø3 — Ø8 мм |
| Общая мощность | 14.8 кВт | 26.2 кВт | 54.5 кВт | 71.4 кВт |
| Количество осей | 12 осей | 12 осей | 12 осей | 12 осей |
| Количество осей подачи проволоки | 2 пары | 3 пары | 3 пары | 4 пары |
| Сервомотор привода подачи проволоки | 2.7 кВт | 5.5 кВт | 11 кВт | 15 кВт |
| Сервомотор вращателя проволоки | 3.8 кВт | 2.7 кВт | 4.5 кВт | 15 кВт |
| Сервомотор слайдера | 1×8 кВт | 2×8 кВт | 4.5×8 кВт | 4.5×8 кВт |
| Серводвигатель поворотной оправки | 1 кВт | 1 кВт | 1. 5 кВт 5 кВт | 2.7 кВт |
| Серводвигатель изогнутого вала | 0.4 кВт | 1 кВт | 1.5 кВт | 2.7 кВт |
| Габариты оборудования (ДxШxВ) | 1700 × 1600 × 1685 мм | 2100 × 1900 × 2000 мм | 2700 × 2000 × 2250 мм | 3500 × 2400 × 2500 мм |
| Вес оборудования | 1500 кг | 4000 кг | 7000 кг | 8000 кг |
| Напряжение | 3ф 380В 50Гц | 3ф 380В 50Гц | 3ф 380В 50Гц | 3ф 380В 50Гц |
ОБОРУДОВАНИЕ С ЧПУ ДЛЯ ПРОИЗВОДСТВА ПРУЖИН СЖАТИЯ, ЦИЛИНДРИЧЕСКИХ ВИНТОВЫХ ПРУЖИН
Станки оснащены ЧПУ в количестве 3, 4, 6 что позволяет без затруднений производить пружины сжатия, цилиндрические винтовые пружины в два, три последовательных шага. Смена параметров работы оборудования, как например, изменения диаметра изготавливаемых изделий может быть осуществлена во время работы станка с помощью панели управления и интерфейса. Длина и скорость подачи проволоки контролируется и регулируется при помощи компьютерной программы. Оборудование останавливается автоматически при наличие неисправностей или отсутствии проволоки.
Длина и скорость подачи проволоки контролируется и регулируется при помощи компьютерной программы. Оборудование останавливается автоматически при наличие неисправностей или отсутствии проволоки.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| Модель | RG-208-CNC | RG-212-CNC | RG-230-CNC | RG-238-CNC | RG-265-CNC | RG-280-CNC |
|---|---|---|---|---|---|---|
| Диаметр проволоки | 0.13-0.8 мм | 0.3-1.2 мм | 0.8-3.0 мм | 1.6-3.8 мм | 2.6-6.5 мм | 3. 0-8.0 мм 0-8.0 мм |
| Макс. скорость подачи проволоки | 90 м/мин. | 90 м/мин. | 110 м/мин. | 110 м/мин. | 70 м/мин. | 70 м/мин. |
| Макс. длина подачи проволоки | без ограничений | без ограничений | без ограничений | без ограничений | без ограничений | без ограничений |
| Макс. внешний диаметр пружины (мин. внутр. диаметр пружины должен превосходить диаметр проволоки в три раза) | 20 мм | 20 мм | 50 мм | 60 мм | 100 мм | 100 мм |
| Производительность | 600 шт/мин. | 500 шт/мин. | 145 шт/мин. | 120 шт/мин. | 60 шт/мин. | 60 шт/мин. |
| Направление навивки | вправо/влево | вправо/влево | вправо/влево | вправо/влево | вправо/влево | вправо/влево |
| Мощность | 1.75 кВт | 2.75 кВт | 6.5 кВт | 8.4 кВт | 16.5 кВт | 22. 5 кВт 5 кВт |
| Гидравлический пресс | — | — | — | — | — | 3 л.с. |
| Мощность двигателя для подачи СОЖ | — | — | — | — | — | 1/4 л.с. |
| Модель разматывающего устройство для проволоки | RG-70E | RG-70E | RG-600E | RG-1000E | RG-1500E | RG-1500E |
| Габариты оборудования | 72х101х138 см | 72х108х138 см | 140х136х170 см | 203х130х200 см | 164х228х212 см | 164х228х212 см |
| Вес оборудования | 340 кг | 395 кг | 1350 кг | 1660 кг | 3600 кг | 3580 кг |
| Габариты оборудования в упаковке | 85х146х156 см | 85х140х156 см | 155х150х91 см | 218х145х224 см | 245х182х242 см | 245х182х242 см |
| Вес оборудования в упаковке | 550 кг | 605 кг | 1600 кг | 2010 кг | 4080 кг | 4060 кг |
ОБОРУДОВАНИЕ С ЧПУ ДЛЯ ПРОИЗВОДСТВА ПРУЖИН СЖАТИЯ, ЦИЛИНДРИЧЕСКИХ ВИНТОВЫХ ПРУЖИН
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ОБОРУДОВАНИЯ
| Модель | RG-2120-CNC | RG-412-CNC | RG-430-CNC | RG-438-CNC | RG-465-CNC | RG-480-CNC | RG-4120-CNC |
|---|---|---|---|---|---|---|---|
| Диаметр проволоки | 5.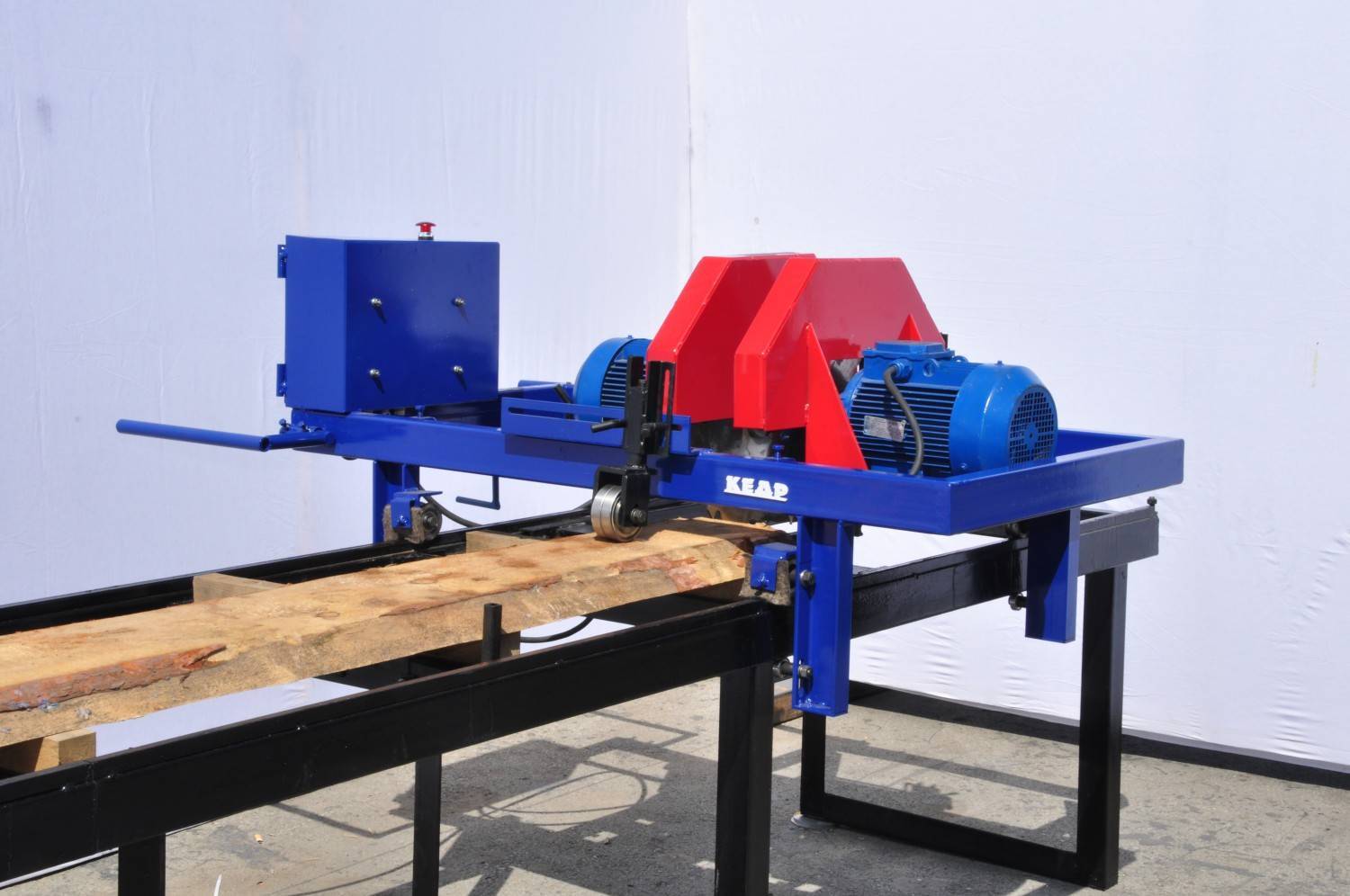 0-12.0 мм 0-12.0 мм | 0.3-1.2 мм | 0.8-3.0 мм | 1.6-3.8 мм | 2.6-6.5 мм | 3.0-8.0 мм | 5-12 мм |
| Макс. скорость подачи проволоки | 60 м/мин. | 90 м/мин. | 110 м/мин. | 110 м/мин. | 70 м/мин. | 70 м/мин. | 60 м/мин. |
| Макс. длина подачи проволоки | без ограничений | без ограничений | без ограничений | без ограничений | без ограничений | без ограничений | без ограничений |
Макс. внешний диаметр пружины (мин. внутр. диаметр пружины должен превосходить диаметр проволоки в три раза) внешний диаметр пружины (мин. внутр. диаметр пружины должен превосходить диаметр проволоки в три раза) | 150 мм | 20 мм | 50 мм | 60 мм | 100 мм | 100 мм | 150 мм |
| Производительность | 35 шт/мин. | 500 шт/мин. | 120 шт/мин. | 120 шт/мин. | 50 шт/мин. | 50 шт/мин. | 40 шт/мин. |
| Направление навивки | вправо/влево | вправо/влево | вправо/влево | вправо/влево | вправо/влево | вправо/влево | вправо/влево |
| Мощность | 37 кВт | 3. 9 кВт 9 кВт | 8.25 кВт | 10.7 кВт | 19.7 кВт | 26.9 кВт | 45.5 кВт |
| Гидравлический пресс | 5 л.с | — | — | — | — | 3 л.с. | 5 л.с. |
| Мощность двигателя для подачи СОЖ | 1/4 л.с. | — | — | — | — | 1/4 л. с. с. | 1.4 л.с. |
| Модель разматывающего устройство для проволоки | RG-1500E | RG-70E | RG-70E | RG-1000E | RG-1500E | RG-1500E | RG-1500E |
| Габариты оборудования | 343х215х245 см | 72х108х138 см | 140х136х170 см | 203х130х200 см | 164х228х212 см | 164х228х212 см | 343х215х245 см |
| Вес оборудования | 12400 кг | 425 кг | 1480 кг | 1700 кг | 3655 кг | 3670 кг | 12800 кг |
| Габариты оборудования в упаковке | 376х233х273 см | 85х140х156 см | 155х150х91 см | 218х145х224 см | 245х182х242 см | 245х182х242 см | 376х233х273 см |
| Вес оборудования в упаковке | 13400 кг | 635 кг | 1710 кг | 2050 кг | 4135 кг | 4150 кг | 13800 кг |
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ПРУЖИН СЖАТИЯ, ЦИЛЛИНДРИЧЕСКИХ ВИНТОВЫХ ПРУЖИН
Оборудование подходит для производства пружин различного вида: для машин, оборудования, игрушек, электроприборов, мебели, канцелярских принадлежностей, шариковых ручек, зонтов, мотоциклов, велосипедов, инструментов и так далее.
Исходный материал: проволока пружинная, проволока для фортепиано, проволока из нержавеющей стали, железная проволока, оцинкованная проволока, медная проволока и т.д.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ОБОРУДОВАНИЯ
| Модель | RG-08 | RG-15 | RG-45 |
|---|---|---|---|
| Диаметр проволоки | 0.13-0.8 мм | 0.3-1.6 мм | 2.0-4.5 мм |
| Длина подачи проволоки | Ø0.13-0.5 мм= 1080 мм Ø0. | Ø1.1-1.6 мм= 860 мм Ø0.7-1.0 мм= 1515 мм Ø0.3-0.6 мм= 2600 мм | Ø4.5-Ø470 мм Ø4.0-Ø950 мм Ø3.0-Ø1680 мм Ø2.3-Ø3200 мм |
| Макс. внешний диаметр пружины (мин. внутр. диаметр пружины должен превосходить диаметр проволоки в три раза) | 20 мм | 30 мм (для проволоки Ø1.1-1.6 мм внутр. диаметр пружины должен превосходить диаметр проволоки в шесть раз) | 55 мм |
| Производительность | 45-230 шт/мин. | 60 Гц: 28,52,82,118, 4 шага 50 Гц: 23,43,68,98, 4 шага | 60 Гц: 4,6,10,14,19,30,48,69 50 Гц: 3,5,8,12,16,25,40,58 |
| Направление навивки | по/против часовой стрелки | по/против часовой стрелки | по/против часовой стрелки |
| Основной двигатель | 1 л. с. с. | 1 л.с. | 5 л.с., 1/4 л.с., 3 фазы |
| Модель разматывающего устройство для проволоки | RG-70E | RG-6 | RG-6 |
| Габариты оборудования | 70х70х167 см | 77х92х135 см | 150х142х172 см |
| Вес оборудования | 355 кг | 570 кг | 2000 кг |
| Габариты оборудования в упаковке | 86х165х191 см | 161х92х162 см | 164х155х206 см |
| Вес оборудования в упаковке | 480 кг | 680 кг | 2300 кг |
 6-0.8 мм= 500 мм
6-0.8 мм= 500 ммОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ПРУЖИН СЖАТИЯ
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ОБОРУДОВАНИЯ
| Модель | RG-1350-G | RG-2870-G |
| Диаметр проволоки | Ø1. 0-Ø3.0 0-Ø3.0 | Ø2-Ø8 мм |
| Длина пружины | 10-150 мм | 18-300 мм |
| Внешний диаметр пружины | Ø6-Ø50 мм | Ø10-Ø70 мм |
| Мощность двигателя | 5 л.с. х2, 1 л.с. х1 | 5 л.с. х4, 1 л.с. х1 |
| Размер заточного механизма | 400 мм х2 шт. | 400 мм х4 шт. |
| Габариты оборудования | 150х102х210 см | 180х142х230 см |
| Габариты оборудования в упаковке | 168х117х220 см | 198х157х226 см |
| Вес оборудования | 2000 кг | 3150 кг |
| Вес оборудования в упаковке | 2300 кг | 3550 кг |
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ПРУЖИН КРУЧЕНИЯ, ТОРСИОННЫХ ПРУЖИН
Оборудование для производства пружин кручения, торсионных пружин способно производить:
- Пружины малых размеров и малым усилием зажима для клипс именных карточек, заколок для волос, зажимов для одежды, предметов электроники.
- Пружины с повышенным усилием зажима для заколок для волос, одежды, канцелярских принадлежностей, мебели, инструментов, ножниц и тд. Пружины изготовленные на данном оборудовании имеют длинные кручки на обоих концах для зацепления и фиксации. Кручки формируются с помощью гибочного инструмента вручную. Число витков пружины может достигать 25.
- Пружины из проволоки большего диаметра: Ø1.6-Ø2.5 мм (40 витков проволоки) или Ø2.6-Ø4.0 мм (25 витков проволоки).

ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| Модель | RG-11K | RG-18K | RG-41K |
|---|---|---|---|
| Диаметр проволоки | 0.3-1.2 мм | 1.2-2.2 мм | 2. 3-4.5 мм |
| Внешний диаметр пружины | 42 мм | 65 мм | 120 мм |
| Число витков пружины | Ø0.3-Ø0.7=0.5-28 шт. Ø0.8-Ø1.2=0.5-13 шт. | Ø1.2-Ø1.6=28 шт. Ø1.7-Ø2.2=13 шт. | Ø2.3-Ø3.0=28 шт. Ø3.1-Ø3.8=18 шт. Ø3.9-Ø4.5=8 шт. |
| Длина плеча | 40 мм*50 мм | 50 мм*70 мм | 70 мм*100 мм |
| Направление навивки | по/против часовой стрелки | по/против часовой стрелки | по/против часовой стрелки |
| Производительность | 60 Гц: 30,54,84,120 50 Гц: 24,44,69,99 | 60 Гц: 19,32,50,79 50 Гц: 15,26,41,65 | 60 Гц: 2,4,6,9,10,16,26,36 50 Гц: 1,6,3. |
| Основной двигатель | 1/2 л.с. | 1 л.с. | 3 л.с. |
| Габариты оборудования | 98х63х103 см | 115х86х113 см | 166х143х155 см |
| Габариты оборудования в упаковке | 120х86х145 см | 122х92х153 см | 205х165х194 см |
| Вес оборудования | 240 кг | 350 кг | 920 кг |
| Вес оборудования в упаковке | 400 кг | 500 кг | 1250 кг |
 3,5,7.5,8.3,13,22,30
3,5,7.5,8.3,13,22,30ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ДВЕРНЫХ ПРУЖИН
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| Модель | RG-58-RDS | |
|---|---|---|
| Диаметр проволоки | Ø5-Ø8 мм | |
| Длина пружины | 100-800 мм | |
| Внешний диаметр пружины | 60-120 мм | |
| Направление навивки | по/ против часовой стрелки | |
| Двигатель | станок | 5 л.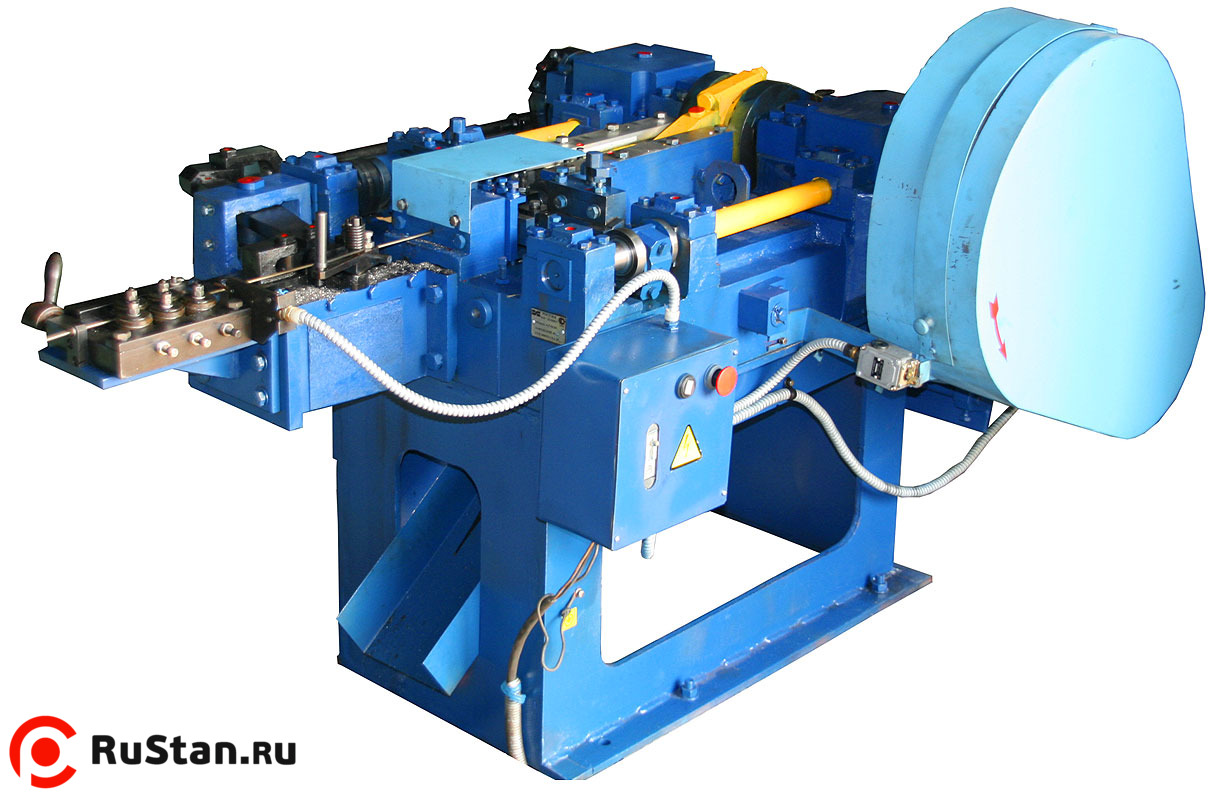 с. х 2 с. х 2 |
| гидравлический пресс | 5 л.с. х 2 | |
| Габариты оборудования | станок | 135х95х195 см |
| гидравлический пресс | 130х27х130 см | |
| стол вторичной обработки | 170х65х82 см | |
| Габариты оборудования в упаковке | станок | 151х125х220 см |
| гидравлический пресс | 102х122х99 см | |
| стол вторичной обработки | 185х80х120 см | |
| Вес оборудования | станок | 1710 кг |
| гидравлический пресс | 220 кг | |
| стол вторичной обработки | 170 кг | |
| Вес оборудования в упаковке | станок | 2010 кг |
| гидравлический пресс | 350 кг | |
| стол вторичной обработки | 610 кг | |
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА ПРУЖИН ДЛЯ МАСЛЯНЫХ ГИДРАВЛИЧЕСКИХ ЗАТВОРОВ, САЛЬНИКОВ
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| Модель | RG-206-CNC |
|---|---|
| Диаметр проволоки | Ø0. 2 — Ø0.6 мм 2 — Ø0.6 мм |
| Длина пружины | 20 — 280 мм |
| Производительность | 40 шт/ мин. |
| Мощность | 1.75 кВт |
| Модель разматывающего устройства для проволоки | RG-70E |
| Габариты оборудования | 72 х 95 х 138 см |
| Габариты оборудования в упаковке | 134 х 77 х 170 см |
| Вес оборудования | 280 кг |
| Вес оборудования в упаковке | 560 кг |
Оборудование для производства евроштакетника от ТПК «ТИМИР»
Торгово-производственная компания «ТИМИР» производит прокатное оборудование для изготовления профиля «евроштакетник».
Евроштакетник или металлоштакетник — современный профиль применяемый в устройстве ограждений, являющийся альтернативой деревянному штакетнику.
Профиль евроштакетник из металла появился сравнительно недавно на строительном рынке и наблюдается динамичный рост спроса на данный товар.
Преимущества металлоштакетника :
- Эстетичность и современный дизайн
- стойкое покрытие (цинк+ПВХ), не теряет цвет )
- долговечность
- Легкость ухода (легко очищается от пыли грязи)
- Легкость и удобство монтажа
Производство станков для евроштакетника находится в г.Челябинске.
Осуществляем доставку по всей России! Наши станки и линии проката евроштакетника исправно работают более чем в 20 регионах нашей страны и ближнего зарубежья.
З вида профиля на одном станке (Все виды профилей смотрите в Галерее профилей )
На всех профилях края вальцуются
Валы нижние и верхние — ведущие! прокат полосы толщиной от 0,3 до 0,5мм без регулировок исключает пробуксовку и порчу покрытия.
Высокая надежность
Простота в эксплуатации
Быстрая окупаемость
Низкая цена
Бесшумный
Гарантия ― 36 месяцев
Станок не требует дополнительной наладки

Инвестируйте в новое направление в своем бизнесе. Наценка на изделие до 100%.
3 вида профиля на одном станке.
Вместо трех единиц оборудования Вы можете приобрести один станок.
Производство нового продукта на строительном рынке.
Евроштакетник достаточно новый продукт на строительном рынке России.
Завальцовка краев профиля евроштакетника
Края всех профилей вальцуются и приобретают жесткость более эстетичный вид и законченность, а также безопасность
Выгодный бизнес
Рентабельность до 100% и дополнительная прибыль на монтажных работахЗаготовка :Края всех профилей вальцуются!
Также можем изготовить станок для евроштакетника по Вашему чертежу профиля.
Заготовка евроштакетника. Сталь оцинкованная по ГОСТ 14918-80 толщиной 0,35-0,50мм и шириной до 156мм.
Вы можете приобрести готовые рулоны или заготовки шириной 125мм либо приобрести у нас станок продольной резки металла для раскроя стандартных листов шириной 1250мм.
Высылаем образцы штакетников по запросу в города присутствия терминалов транспортных компаний.
Смотрите видео с нашего производства и от заказчиков на нашем канале в
Заходите в нашу группу «В контакте»
Мы оказываем содействие в развитии бизнеса наших клиентов путем предоставления качественного оборудования, и поддержки в сфере маркетинга и продвижения конечной продукции
- Бизнес-план на тему «Производство и продажа евроштакетника» для заказчиков станков для евроштакетника и с готовыми таблицами для расчета в Excel для видения сроков окупаемости и разработки различных сценариев реализации бизнес-проекта.
Вы можете бесплатно получить финансовую модель производства и продажи евроштакетника в формате xls .
Для этого напишите нам на почту [email protected] с темой письма «Хочу финмодель»
- Создание готовых шаблонов продающих печатных материалов (каталогов , буклетов, визиток)
- Рекомендации по размещению оборудования и вспомогательного оборудования и инструмента
- Рекомендации для ваших подрядчиков по продвижению и настройке контекстной рекламы в Интернете (Яндекс Директ и Гугл Эдвордс). Проверенные и работающие каналы продвижения продукции.
- Готовая таблица для менеджеров отдела продаж позволяющая быстро рассчитать заявку видеть себестоимость и прибыль
- Регулярная работа над модернизацией существующего и разработки нового оборудования (новых профилей)
Некоторые перечисленные выше материалы находятся в разработке.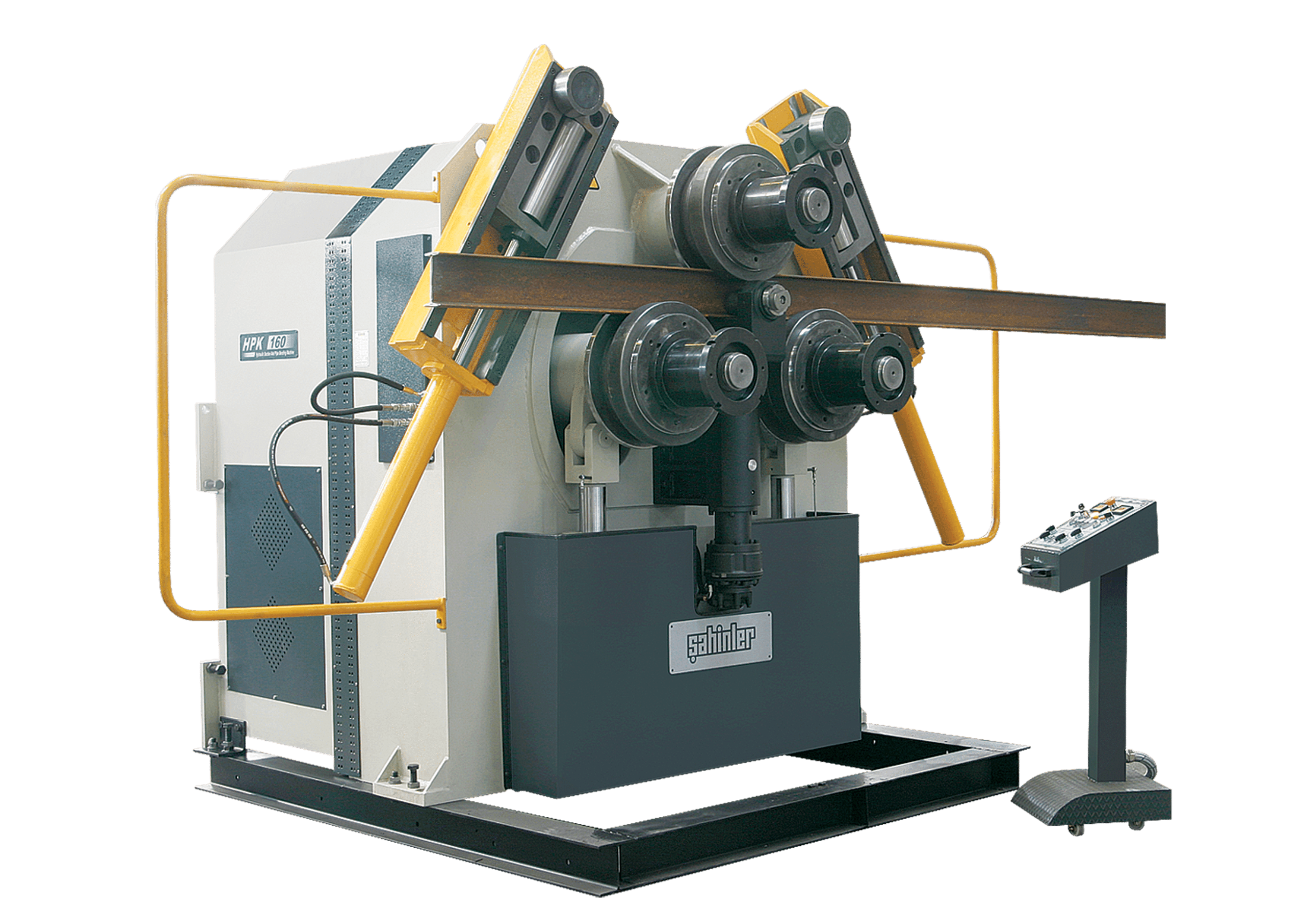
Подробности Вы можете узнать написав нам или позвонив по телефонам: (351) 233-83-60 и 8 908 080 3360
В продаже имеются бу станки для проката евроштакетника. Подробности по указанным телефонам.
Важно !
Для тех кто хочет изготовить станок для евроштакетника своими руками либо заказать чертеж станка для евроштакетника удаленно у инженера- конструктора, хотим предупредить: опыт показывает что инженер не имеющий опыта по проектированию оборудования для проката евроштакетника, калибровки профиля, проработку технологии проката сделает Вам сырой проект, из-за которого Вы можете понести затраты дороже в более чем в 1,5раза, чем стоимость всего оборудования, предлагаемого опытными проверенными поставщиками станков и автоматических линий для производства металлоштакетника (евроштакетника).
Оборудование для производства ПВХ профиля
Что такое ПВХ профиль: применение, преимущества
Поливинилхлорид, получаемый при взаимной химической реакции углерода, хлора и водорода – это экологически чистый материал, активно применяемый в такой сфере, как производство профиля ПВХ. Из поливинилхлоридного профиля сейчас изготавливается большой ассортимент отделочных материалов, дверей, окон, кровельных конструкций и иной продукции: такие изделия из ПВХ повсеместно распространены благодаря особым преимуществам, которыми обладает этот материал.
Из поливинилхлоридного профиля сейчас изготавливается большой ассортимент отделочных материалов, дверей, окон, кровельных конструкций и иной продукции: такие изделия из ПВХ повсеместно распространены благодаря особым преимуществам, которыми обладает этот материал.
Он обладает длительным сроком службы, устойчив к ультрафиолету, влаге и другим атмосферным воздействиям, а также к биологическим загрязнениям (грибку, плесени). ПВХ профиль экологичен (из поливинилхлорида изготавливаются электрочайники), имеет высокую прочность, не требует дополнительных затрат на обработку. Кроме этого, он обладает отличными теплоизоляционными и звукоизолирующими свойствами, а уход за изделиями из него – минимальный.
Благодаря отличным эксплуатационным свойствам ПВХ, такой материал всегда востребован, поэтому производство пластикового профиля представляет собой рентабельный бизнес. Вложения в подобное оборудование быстро окупаются.
Технология производства
Производство ПВХ профиля подразумевает несколько этапов, первым из которых является загрузка компонентов (поливинилхлоридной смолы и аддитивов) в специальные бункеры, оснащенные системой компьютерного сверхточного дозирования. После взвешивания, отмерки и смешивания компонентов, сырьевая масса подается вакуумом для «дозревания», затем она транспортируется в экструдеры, где плавится до вязкотекучего состояния.
После взвешивания, отмерки и смешивания компонентов, сырьевая масса подается вакуумом для «дозревания», затем она транспортируется в экструдеры, где плавится до вязкотекучего состояния.
Далее станок для производства ПВХ профиля производит подачу расплавленного состава в фильеры, где производится формовка изделия. В «сухих» и «мокрых» калибровочных ваннах осуществляется калибровка с последующим охлаждением. Последним этапом является подача профиля в пильный станок для распила на отрезки заданной длины и их сброса в накопитель готовой продукции.
Как выбрать линию для производства ПВХ профиля
Есть несколько критериев, по которым подбирается станок для изготовления поливинилхлоридного профиля – это функционал линии, производительность оборудования, максимальный размер и конструкция конечного продукта.
Почему купить оборудование для производства ПВХ профиля в Компании Астат — выгодное решение?
Для тех, кто хотел бы начать производство пластикового профиля, Компания Астат предоставляет удобные условия покупки необходимого оборудования. У нас предлагаются высокоточные станки из Китая, от производителей, которые обеспечивают поставки в десятки стран по всему миру и имеют высокий уровень доверия покупателей. Компания Астат предоставляет всю необходимую документацию, производит монтаж и отладку оборудования, а также предоставляем гарантию 12 месяцев.
У нас предлагаются высокоточные станки из Китая, от производителей, которые обеспечивают поставки в десятки стран по всему миру и имеют высокий уровень доверия покупателей. Компания Астат предоставляет всю необходимую документацию, производит монтаж и отладку оборудования, а также предоставляем гарантию 12 месяцев.
10 идей бережливого производства для машинных цехов
Бережливое производство в том виде, в котором оно традиционно практикуется, приносит пользу механическим цехам, но степень его выгоды часто ограничена. Производственная система Toyota, на которой основано бережливое производство, была разработана для сборочных предприятий, производящих автомобили тысячами. В то время как сборочный завод занимается мелкосерийным производством в больших объемах, типичный механический цех специализируется на производстве больших объемов в небольших объемах. Механический цех и сборочный завод не могут рассчитывать на получение тех же преимуществ бережливого производства с теми же инструментами бережливого производства.
Что это за инструменты? Сегодня многие механические цеха осознали преимущества внедрения одного или нескольких методов, перечисленных в списке «Инструменты бережливого производства» ниже. Напротив, инструменты бережливого производства из списка «Инструменты бережливого производства, которых следует избегать» неэффективны или неприменимы в механическом цехе. Они не могут справиться со сложностью цеха с большим количеством товаров и небольшими объемами, особенно если это цех по работе!
Инструменты бережливого производства | Инструменты бережливого производства, которых следует избегать |
|
|
 Даже для механических цехов, которые сегодня экономят, есть преимущества, которые еще предстоит получить от внедрения некоторых или всех инструментов, описанных в этой статье, для замены инструментов бережливого производства в списке «Инструменты, которых следует избегать».
Даже для механических цехов, которые сегодня экономят, есть преимущества, которые еще предстоит получить от внедрения некоторых или всех инструментов, описанных в этой статье, для замены инструментов бережливого производства в списке «Инструменты, которых следует избегать».
Вот некоторые из новых инструментов, которые входят в набор инструментов бережливого производства механического цеха:
Сегментируйте ассортимент продукции
Большинство механических цехов предпочитают производить разнообразную продукцию, различающуюся годовым объемом производства, структурой спроса и маржой.На основе этих трех бизнес-атрибутов разделите продукты на два сегмента: Runners / Repeaters и Strangers .
Для деталей в сегменте Runners / Repeaters , размер партии будет иметь тенденцию быть средним или большим, со многими деталями, имеющими долгосрочные соглашения. Напротив, для деталей в сегменте Strangers размеры партий будут небольшими. Как правило, это разовые заказы, заказы на ремонт, создание прототипов или работы в начале или в конце жизненного цикла. Для любого из этих двух сегментов необходимо использовать разные стратегии выполнения заказов, правила для CRM (управления взаимоотношениями с клиентами), бизнес-практики и т. Д.Магазин по трудоустройству может восприниматься как больница, в которой отделение неотложной помощи работает как отдельная «мини-больница» в составе основного учреждения для оказания быстрой помощи. В идеале среднее время выполнения заказа для оказания помощи любому пациенту должно быть коротким.
Как правило, это разовые заказы, заказы на ремонт, создание прототипов или работы в начале или в конце жизненного цикла. Для любого из этих двух сегментов необходимо использовать разные стратегии выполнения заказов, правила для CRM (управления взаимоотношениями с клиентами), бизнес-практики и т. Д.Магазин по трудоустройству может восприниматься как больница, в которой отделение неотложной помощи работает как отдельная «мини-больница» в составе основного учреждения для оказания быстрой помощи. В идеале среднее время выполнения заказа для оказания помощи любому пациенту должно быть коротким.
Ежегодно рационализировать ассортимент продукции
В конце каждого года исключайте «кошек и собак» — тех продуктов, которые приносят убытки. Как сказал мне менеджер механического цеха много лет назад: «Мы счастливы отправлять наши сложные детали, а иногда и наших сложных клиентов нашим конкурентам.Нашему бизнесу не повредит, если это повлияет на их производственную эффективность и рентабельность! »
Разделение одного механического цеха на два
В цехе 1 создавайте заказы на детали или продукты, которые входят в сегмент направляющих / повторителей ассортимента продукции. В цехе 2 создавайте заказы на детали или продукты, которые входят в сегмент Strangers ассортимента продукции. Настройте цех 2, чтобы он работал как цех с быстрым оборотом, с такими ресурсами, как аддитивное производство, гибкая автоматизация, многозадачные машины и обрабатывающие центры с устройствами смены поддонов, которые могут производить любую деталь за одну установку, независимо от того, насколько небольшое количество.Даже уровень квалификации сотрудников в двух цехах будет разным. Сотрудники цеха 1, как правило, предпочитают серийное производство отработанных деталей, тогда как сотрудники цеха 2 предпочитают задачи изготовления сложных единичных изделий и освоения новых технологий.
В цехе 2 создавайте заказы на детали или продукты, которые входят в сегмент Strangers ассортимента продукции. Настройте цех 2, чтобы он работал как цех с быстрым оборотом, с такими ресурсами, как аддитивное производство, гибкая автоматизация, многозадачные машины и обрабатывающие центры с устройствами смены поддонов, которые могут производить любую деталь за одну установку, независимо от того, насколько небольшое количество.Даже уровень квалификации сотрудников в двух цехах будет разным. Сотрудники цеха 1, как правило, предпочитают серийное производство отработанных деталей, тогда как сотрудники цеха 2 предпочитают задачи изготовления сложных единичных изделий и освоения новых технологий.
Если магазин в настоящее время использует схему процесса, измените ее
В технологической схеме аналогичные станки объединены в функциональные подразделения (ручные токарные станки, токарные станки с ЧПУ, ручные фрезерные станки, фрезерные станки с ЧПУ и т. Д.). Любой механический цех, имеющий технологическую схему, всегда будет работать в режиме серийного производства.
Внедрить схему сотовой связи в магазине 1
Во-первых, определите семейства продуктов в сегменте бегунов / повторителей ассортимента магазина. Из системы ERP извлеките маршруты всех деталей или продуктов, чтобы создать исходную матрицу продукт-процесс. Пример показан на рисунке 1. Затем используйте любой коммерчески доступный пакет анализа данных (например, Minitab, JMP или R), чтобы управлять этой матрицей, чтобы получить окончательную матрицу продукт-процесс. В этой последней матрице каждое семейство деталей, чьи маршруты содержат одинаковые (или похожие) станки, указывает группу машин, которые должны быть совмещены в качестве производственной ячейки для производства этих деталей.
Совместное размещение всех машин, персонала и вспомогательных служб, относящихся к данному набору деталей, оптимизирует и упрощает материальные потоки. Если ячейка внедряется при поддержке руководства, она, вероятно, будет ориентирована на производство; оперативная гибкость; культура постоянного совершенствования посредством командной работы, показатели эффективности, не способствующие индивидуалистическому или элитарному поведению; и чувство собственности и автономии для его членов.
Немеханические процессы нужного размера
Станки с ЧПУсами по себе не определяют производительность и прибыльность механического цеха.Ручные процессы, такие как распиловка и осмотр, и процессы без механической обработки, такие как термообработка, гальваника, нанесение покрытия и промывка, часто являются основными причинами длительного срока поставки.
Правильный выбор размера процесса, который в настоящее время является внешним по отношению к ячейке, такого как промывка, окраска, удаление заусенцев или осмотр, может позволить перенести его в ячейку. Это может существенно повлиять на качество, время доставки и незавершенное производство. Этот сдвиг также может улучшить моральный дух и удовлетворенность работой персонала ячейки, потому что на производительность группы не повлияют приоритеты других сотрудников, включая тех, кто работает как в других ячейках, так и во внешних отделах, обслуживающих все ячейки.
У этой идеи есть ограничения. Такие процессы, как термообработка или гальваника, вряд ли когда-либо могут быть совмещены с станками с ЧПУ. Инспекция часто является настоящим узким местом, но эту проблему не всегда легко решить. Когда настанет день, когда инспекция в магазине станет правильной, а инспекционный отдел упразднен?
Инспекция часто является настоящим узким местом, но эту проблему не всегда легко решить. Когда настанет день, когда инспекция в магазине станет правильной, а инспекционный отдел упразднен?
Купить многофункциональный станок
Скорость съема металла обычно остается основным фактором, определяющим выбор капитальных вложений механического цеха.К сожалению, установка «продолжать производить чипсы» может привести к покупке оборудования, которое 1) не снимает ограничений производственных мощностей цеха, 2) не увеличивает пропускную способность в узких местах, 3) растрачивает заработную плату, чтобы сотрудники были заняты производством незавершенного производства, и 4 ) не уменьшайте общее расстояние, которое обычный заказ должен пройти через магазин.
Вместо того, чтобы зацикливаться на скорости съема металла и загрузке станков, механическим цехам следует обратить внимание на многофункциональные станки и системы, которые объединяют последовательные операции, выполняемые в настоящее время на разных станках, особенно если эти станки в настоящее время находятся в разных отделах. Сначала магазин может провести анализ своей номенклатуры изделий с помощью матрицы процессов и продуктов, чтобы найти семейства деталей. Для конкретного семейства деталей магазин может затем вычислить рабочие нагрузки на разных машинах в этой ячейке, идентифицируя набор из двух или трех машин, выполняющих последовательные операции, которые появляются в маршрутах большинства деталей в семействе. Для всех тех операций, которые должны были быть выполнены на одном станке, цех затем готовит список спецификаций — рабочий диапазон, оси, количество инструментов, производственные измерения и т. Д. — и представляет этот список спецификаций станку. поставщики, которые могут построить многофункциональную машину или систему.
Сначала магазин может провести анализ своей номенклатуры изделий с помощью матрицы процессов и продуктов, чтобы найти семейства деталей. Для конкретного семейства деталей магазин может затем вычислить рабочие нагрузки на разных машинах в этой ячейке, идентифицируя набор из двух или трех машин, выполняющих последовательные операции, которые появляются в маршрутах большинства деталей в семействе. Для всех тех операций, которые должны были быть выполнены на одном станке, цех затем готовит список спецификаций — рабочий диапазон, оси, количество инструментов, производственные измерения и т. Д. — и представляет этот список спецификаций станку. поставщики, которые могут построить многофункциональную машину или систему.
Стандартизация маршрутов внутри семейств деталей
Следует приложить все усилия для критического анализа и изменения схемы маршрутов всех частей, которые были сгруппированы в семейство на основе их сходных маршрутов. Во-первых, маршруты следует стандартизировать, исключив различия в используемых машинах и последовательностях, в которых они используются. Затем следует стандартизировать трассы, устранив различия в используемых приспособлениях, инструментах и калибрах. Идеально для любого магазина — это материал, который течет линейно по конвейеру от одного конца объекта к другому, как показано на Рисунке 2, что резко контрастирует с обычной схемой спагетти.
Затем следует стандартизировать трассы, устранив различия в используемых приспособлениях, инструментах и калибрах. Идеально для любого магазина — это материал, который течет линейно по конвейеру от одного конца объекта к другому, как показано на Рисунке 2, что резко контрастирует с обычной схемой спагетти.
Переход от планирования производства на склад к графику производства на заказ
Механический цех обычно выполняет новый график каждый день. Расписание на каждый день может включать задания с различным сочетанием сроков выполнения, размеров партий, количества операций и времени выполнения настройки. Несмотря на все эти различия, важно, чтобы ежедневный график цеха загружал все рабочие центры заданиями с рабочей нагрузкой, которая не превышала доступных ограничений мощности по ключевым ресурсам, таким как машины, рабочая сила и материалы.
Механический цех не должен ожидать, что его система ERP (планирование ресурсов предприятия) достигнет этой цели. Типичная система ERP использует механизм MRP (планирование потребности в материалах) или MRP-II (планирование производственных ресурсов) для планирования производства и операций. MRP предполагает неограниченную мощность, фиксированное время выполнения заказа и серийное производство для сокращения времени наладки. Альтернативой использованию системы ERP является использование планировщиков конечной емкости (FCS), которые используют либо метод планирования Drum-Buffer-Rope (DBR +, InforVisual EasyLean), либо расширенную эвристику диспетчеризации и определяемые пользователем правила (Preactor, Tactic, Schedlyzer ).
Типичная система ERP использует механизм MRP (планирование потребности в материалах) или MRP-II (планирование производственных ресурсов) для планирования производства и операций. MRP предполагает неограниченную мощность, фиксированное время выполнения заказа и серийное производство для сокращения времени наладки. Альтернативой использованию системы ERP является использование планировщиков конечной емкости (FCS), которые используют либо метод планирования Drum-Buffer-Rope (DBR +, InforVisual EasyLean), либо расширенную эвристику диспетчеризации и определяемые пользователем правила (Preactor, Tactic, Schedlyzer ).
Однако в случае производственной ячейки может даже не быть необходимости в программном обеспечении для планирования. В идеале ячейка содержит все оборудование, необходимое для производства любой детали из семейства частей ячейки (за исключением операций продавца или настоящих памятников, таких как термическая обработка). Во время ежедневных утренних собраний команда ячейки могла встретиться с начальником производства. Они могли просматривать задания в обработке или очереди за предыдущий день и определять, сможет ли ячейка обработать какие-либо новые задания, если они будут выпущены в тот же день.Ячейка гарантирует полный контроль над потоком своих заказов на небольшой площади магазина. Таким образом, за исключением непредвиденных чрезвычайных ситуаций, члены группы могут работать как одна команда, чтобы легко обеспечить своевременное завершение всех работ к установленным срокам. Никогда не стоит недооценивать непоколебимую решимость команды ячейки предоставлять услуги клиентам, выполняя заказы в нужное время с нужным качеством по цене (или ниже)!
Они могли просматривать задания в обработке или очереди за предыдущий день и определять, сможет ли ячейка обработать какие-либо новые задания, если они будут выпущены в тот же день.Ячейка гарантирует полный контроль над потоком своих заказов на небольшой площади магазина. Таким образом, за исключением непредвиденных чрезвычайных ситуаций, члены группы могут работать как одна команда, чтобы легко обеспечить своевременное завершение всех работ к установленным срокам. Никогда не стоит недооценивать непоколебимую решимость команды ячейки предоставлять услуги клиентам, выполняя заказы в нужное время с нужным качеством по цене (или ниже)!
Использование «водяных пауков» для управления производственной логистикой
Предположим, что после того, как его ERP-система интегрирована с коммерческой FCS, механический цех может сформировать реальный ежедневный график как для каждой ячейки, так и для внешних памятников, которые совместно используются ячейками и отделами поддержки (получение, отгрузка, проверка и т. Д. .). Затем цех должен опубликовать этот график для цеха, выполнить его и в конце каждой смены опубликовать текущий статус всех активных заданий в системе ERP. Роль выполнения расписания и обновления статуса в системе ERP выполняет система управления производством (MES). Внедрение полностью интегрированной системы, включающей ERP, FCS и MES, имеет смысл, если объект большой. Однако в случае одноцентрового механического цеха с большим количеством смешанных и небольших объемов, особенно небольшого семейного цеха, может быть нецелесообразно сразу покупать MES в дополнение к FCS, которое взяло на себя планирование от ERP-система.Вместо этого я советую этим небольшим механическим цехам создать позицию «водяного паука», высвободив одного или нескольких сотрудников с текущей заработной платой.
Д. .). Затем цех должен опубликовать этот график для цеха, выполнить его и в конце каждой смены опубликовать текущий статус всех активных заданий в системе ERP. Роль выполнения расписания и обновления статуса в системе ERP выполняет система управления производством (MES). Внедрение полностью интегрированной системы, включающей ERP, FCS и MES, имеет смысл, если объект большой. Однако в случае одноцентрового механического цеха с большим количеством смешанных и небольших объемов, особенно небольшого семейного цеха, может быть нецелесообразно сразу покупать MES в дополнение к FCS, которое взяло на себя планирование от ERP-система.Вместо этого я советую этим небольшим механическим цехам создать позицию «водяного паука», высвободив одного или нескольких сотрудников с текущей заработной платой.
Эта работа объединяет работу, которая обычно выполняется обработчиком материалов (который подчиняется руководителю завода) и экспедитором (который подчиняется контроллеру производства). В частности, водяной паук выполняет логистику перемещения сырья, партий в процессе производства и готовых деталей между рабочими станциями, как указано в маршрутизаторах различных частей. Благодаря тому, что водяной паук находится повсюду в цехе, он обладает как ситуационной осведомленностью, так и полномочиями, необходимыми для выполнения, мониторинга и обновления ежедневного расписания, которое было опубликовано на полу.
Благодаря тому, что водяной паук находится повсюду в цехе, он обладает как ситуационной осведомленностью, так и полномочиями, необходимыми для выполнения, мониторинга и обновления ежедневного расписания, которое было опубликовано на полу.
В недавнем проекте внедрения в одном цехе (см. Статью Modern Machine Shop от июля 2017 г. «Lean Comes Alive») два водяных паука устранили предыдущую практику, когда каждый сотрудник (включая квалифицированных станков с ЧПУ) отвечал за перемещение пару готовых деталей к следующему рабочему месту.В этом механическом цехе была достигнута значительная экономия за счет объединения времени ходьбы, не приносящего добавленной стоимости, в работу, выполняемую всего двумя водными пауками.
Цех бережливого производства не должен останавливаться на внедрении только тех инструментов, которые обычно ассоциируются с бережливым производством. Другие подходы могут помочь продлить путь бережливого производства и избежать потери преимуществ.
Об авторе
Д-р Шахрукх А. Ирани — президент и основатель Lean and Flexible LLC, консалтинговой компании, предоставляющей услуги по консультированию, обучению и внедрению на основе его опыта в JobshopLean.До своей нынешней должности он был директором отдела исследований IE в Hoerbiger Corporation of America Inc., где ему было поручено внедрить JobshopLean на этом предприятии. Во время его карьеры в Государственном университете Огайо его команда разработала инструментарий для анализа и упрощения производственных потоков.
Введено в эксплуатациюновых станков для производства фасонных изделий «Блог. Системы вентиляции (ВЕНТС)
Придерживаясь высоких стандартов производства, «Вентс» регулярно обновляет производственные площади.Это лето не стало исключением. После установки новых листогибочных и координатно-пробивных прессов TRUMPF компания ввела в эксплуатацию два новых станка для производства спирально-навитых воздуховодов и фасонных элементов (Spiro). Новые машины предназначены для дальнейшей автоматизации работы сайта и повышения его производительности.
Новые машины предназначены для дальнейшей автоматизации работы сайта и повышения его производительности.
На площадке Spiro изготавливается широкий ассортимент воздуховодов и оцинкованной фасонной продукции: муфты, ниппели, отводы, тройные переходники, переходники, крестовины и заглушки, позволяющие собрать систему воздуховодов любой сложности.Повышенный спрос на эту продукцию и растущие объемы производства потребовали укрепления производственных мощностей; По этой причине на площадке установлены два новых станка 2020 года выпуска: станок для закатки резиновых уплотнителей и станок для фрезерования арматуры.
Введен в эксплуатацию станок для закатки резиновых уплотнителей с целью автоматизации фрезерования резиновых уплотнителей на муфтах, ниппелях и круглых заглушках.Станок выполняет отбортовку заготовки для создания ребра жесткости, выполняет отбортовку, укладывает уплотнительную манжету и закатывает ее. Запуск станка позволил значительно сократить производственный цикл изготовления продукции и повысить производительность процесса.
Второй станок предназначен для фальцевания сегментов. Он имеет две независимые рабочие станции, позволяющие двум операторам работать одновременно: один оператор формирует стоячий шов, а другой оператор монтирует шов.Продукция, производимая на этой линии, отличается высочайшей герметичностью стыков (система воздуховодов выдерживает постоянное давление воздушного потока до 3.000 Па) без нарушения цинкового покрытия на фальцевом стыке, а также абсолютно гладкой внутренней поверхностью. Новый станок укрепил существующие мощности завода Spiro, представленный оборудованием швейцарского производства, и увеличил производительность производства фасонных изделий.
Как машинное обучение трансформирует промышленное производство
Вкратце:
- По мере того, как конечные пользователи пользуются преимуществами более мощных ПЛК, они также должны учитывать безопасность.
- Увеличив общую вычислительную мощность ПЛК, поставщики контроллеров предоставили место для дополнительных возможностей.
- Повышение вычислительной мощности позволило создать сложный ПЛК, который может синхронизировать сервоприводы или управлять сложными контурами процессов при передаче данных и поддержке HMI.

Любой, кто служил в армии или даже в большой компании, понимает концепцию иерархии — она определяет, кто главный, порядок подчинения и то, как каждый человек вписывается в эту структуру.Некоторые люди находят безопасность в структуре, в то время как другие с амбициями могут чувствовать себя подавленными. Подобные ситуации применяются в промышленной автоматизации. Иерархическая структура определяет, какой тип оборудования куда направляется и какие действия должны выполняться на каждом уровне. Этот подход подробно объясняется в эталонной архитектуре Purdue Enterprise (рис. 1) .
1. Архитектура Purdue разграничивает четко определенные слои, отражая устаревшее мышление, основанное на доступных технологиях.AutomationDirect
Он размещает технологические и полевые устройства внизу, управляющее оборудование — на среднем уровне, а корпоративные системы информационных технологий (ИТ) — наверху. Операционная технология (OT) с ее ПЛК обычно существует на базовом уровне управления, где они взаимодействуют с полевыми устройствами, выполняют контуры управления и управляют движением. Когда есть необходимость отправить данные в системы более высокого уровня, они должны быть переданы вверх по цепочке команд, переходя от уровня к уровню.
Операционная технология (OT) с ее ПЛК обычно существует на базовом уровне управления, где они взаимодействуют с полевыми устройствами, выполняют контуры управления и управляют движением. Когда есть необходимость отправить данные в системы более высокого уровня, они должны быть переданы вверх по цепочке команд, переходя от уровня к уровню.
В этой ситуации есть две основные ошибки:
- Она требует значительных усилий разработчика и дополнительных затрат вычислительных ресурсов при использовании нескольких протоколов связи.
- Он не распознает и не использует растущие возможности ПЛК сегодняшнего поколения.
Классические архитектуры промышленной автоматизации отражают концепции и ограничения оборудования 1990-х годов. ПЛК той эпохи были менее мощными и поэтому должны были быть специализированными и ориентированными на выполнение определенных функций высокоскоростного управления. Системы более высокого уровня требовались для обеспечения более совершенных возможностей обработки данных. Но перемещение данных между нижним и верхним уровнями потребовало значительных усилий.
Но перемещение данных между нижним и верхним уровнями потребовало значительных усилий.
Пользователи генерировали пользовательские конфигурации кода для выбора, упорядочивания и управления данными. Часто было задействовано множество деталей и программ: ПЛК, шлюзы, ПК, пакеты программного обеспечения, конфигурация сети и вспомогательный код. Даже когда возможность подключения данных могла быть исправлена, это часто происходило в ущерб безопасности. Традиционно в ПЛК было мало (если вообще было) положений о кибербезопасности, особенно для подключенных к Интернету систем.
Изменения и улучшения
Многое изменилось в промышленном пространстве за последние несколько десятилетий.Одна проблема заключается в том, что накладные расходы остаются проблемой. Заводы хотят более плоские и менее сложные системы управления процессами и машинами. Концепция наличия такого количества уровней специализированного оборудования расточительна, но ее можно оптимизировать с помощью более универсальных контроллеров, способных выполнять несколько дублирующих ролей. Старые ПЛК не могли справиться со своими требованиями к высокой скорости, будучи отвлеченными другими функциями управления данными.
Старые ПЛК не могли справиться со своими требованиями к высокой скорости, будучи отвлеченными другими функциями управления данными.
Повышение вычислительной мощности (Рис. 2) означает, что современные ПЛК теперь могут синхронизировать сервоприводы или управлять сложными контурами процессов, одновременно передавая данные и поддерживая человеко-машинный интерфейс (HMI).Сложный ПЛК может охватывать более одного уровня.
2. Некоторые современные ПЛК также включают расширенные функции обработки данных и протоколы связи, поэтому они могут легко связывать полевые данные ОТ с ИТ-системами предприятия. AutomationDirect
Во-вторых, как только что отмечалось, ПЛК прошли долгий путь, но все они получили широкое распространение. улучшения не являются единообразными для разных поставщиков. Некоторые компании решили, что традиционные структуры безопасны, и предпочли не выходить за рамки этих ограничений, даже несмотря на то, что ограниченные возможности связи затрудняют интеграцию с вышестоящим и последующим оборудованием.Синхронизация по-прежнему возможна, но она сложна в реализации и требует дополнительных накладных расходов.
Реализовав технологические усовершенствования и увеличив общую вычислительную мощность своих ПЛК для выполнения основных функций с гораздо меньшими затратами, некоторые поставщики предоставили место для дополнительных возможностей. Например, за счет включения более длинного списка вариантов протокола связи, ПЛК может соединять промежуточные сетевые уровни и уменьшать сложность взаимодействия с предприятием.Даже относительно простой ПЛК может работать в среде, где преобладает оборудование от другого производителя. Кроме того, он может взаимодействовать с ИТ-ориентированными активами с помощью прикладного программного интерфейса репрезентативной передачи состояния (REST API) или безопасного транспорта телеметрии с очередями сообщений (MQTT / S) по проводным или беспроводным сетям. Это далеко от старых ПЛК, которые говорят только на MODBUS.
Эта возможность может быть расширена еще больше с возможностью подключения к Интернету вещей непосредственно в облако. Даже небольшой или средний ПЛК может быть сертифицирован для подключения к платформе Microsoft Azure.Сертификация гарантирует пользователям, что устройство протестировано для работы с инфраструктурой Azure, и предоставляет четкую документацию о том, как подключиться. Azure предлагает множество возможностей промышленного Интернета вещей, чтобы помочь пользователям визуализировать и оптимизировать свои операции, в том числе:
- Cosmos DB для хранения данных
- Power Apps для простого создания решений с низким уровнем кода
- Веб-визуализация и мобильная визуализация
- Машинное обучение и аналитика для создания Расширенные модели прогнозирования
Рассмотрим такую ситуацию: ПЛК должен передавать данные восходящему потоку в корпоративную сеть для расширенной обработки.Используя традиционный подход, он перемещается по цепочке через все уровни, возможно, конвертируется в другой протокол раз или два, и в конечном итоге достигает места назначения. Альтернативой является сертифицированный для Azure ПЛК, способный взаимодействовать с центром Интернета вещей Azure без использования шлюза: прямое соединение, менее сложное и с гораздо меньшими накладными расходами.
Применение стандартов
Некоторые из наиболее популярных последовательных протоколов и протоколов Ethernet для целей OT включают ASCII, Modbus RTU, K-Seq, Modbus TCP и EtherNet / IP.С другой стороны, ИТ-системы используют такие протоколы, как SNTP DNS, MQTT, SMTP, SSL и веб-службы. ПЛК, объединяющий эти возможности вместе, становится мостом от ОТ к ИТ, создавая множество способов подключения нового и устаревшего заводского оборудования к сегодняшним корпоративным системам.
Когда все элементы интеграции данных встроены и изначально находятся в ПЛК, настройка выполняется намного быстрее. ИТ-пользователи обычно предпочитают решения с открытым исходным кодом, поскольку они уже знакомы с этим подходом, а не специализированные среды, характерные для промышленных продуктов.
3. ПЛК серии AutomationDirect BRX включают несколько вариантов подключения к данным, каждое из которых является сертифицированным устройством Microsoft Azure.AutomationDirect
Когда эти технологии доступны, пользователи могут выбирать из ряда вариантов в зависимости от требований процесса (рис. 3 ) . Они могут:
- Хранить данные в ПЛК и пересылать их в другие системы с помощью FTP
- Представлять информацию в виде веб-страниц, размещенных на внутреннем веб-сервере
- Предоставлять данные внешним клиентам с помощью REST API
- Обмениваться данными с другими системами использование MQTT поверх TLS
Последний из этих вариантов, MQTT, стал популярным стандартом для обмена данными между ПЛК и облаком.ПЛК в полевых условиях инициирует разговоры как исходящие сообщения с централизованным брокером, который может находиться локально, но чаще всего находится в облаке. Это обеспечивает двустороннюю связь, избегая проблем с брандмауэром и ИТ-управлением, которые могут возникнуть при многих типах входящей связи.
Связь MQTT быстро реагирует, но в то же время может выдерживать сбои сети и связи, обычно встречающиеся на периферии. ПЛК, использующий MQTT, идеально подходит для передачи данных на платформу IIoT, расположенную в службе облачных вычислений, такой как Microsoft Azure.Пользователи могут получать доступ к данным с помощью корпоративных или мобильных клиентов, или они могут создавать другие приложения для использования этих данных MQTT, полученных из ПЛК.
Безопасность и гибкость
Улучшение подключения к ПЛК, к сожалению, ведет к большим рискам кибербезопасности. Таким образом, новые ПЛК должны включать встроенные функции безопасности, такие как:
- По умолчанию закрыто для запросов из внешнего мира
- Встроенное хранилище учетных данных имени пользователя и пароля, управляемое персоналом ОТ
- Внесение в белый список IP-адресов для контроля внешних клиентам разрешено связываться с ПЛК.
- По возможности защищенная связь через TLS.
По мере того, как конечные пользователи пользуются преимуществами более мощных ПЛК, они должны гарантировать, что эти возможности безопасности доступны и настроены должным образом.
Вчерашние ПЛК и другие продукты для промышленной автоматизации были в значительной степени неспособны выполнять сложные вычислительные задачи, которые нужны пользователям сегодня, потому что они были специализированными и ограниченными с точки зрения обработки данных. Вычислительная мощность, заложенная в сегодняшние цифровые устройства OT, обеспечивает более широкие возможности для поддержки IoT и аналитических усилий на уровне предприятия и в облаке. Объединение проверенных технологий на основе OT с тщательно скоординированными коммуникациями, удобными для ИТ, и безопасностью приводит к эффективному сочетанию ПЛК.Современные ПЛК могут подключаться напрямую к облаку, что упрощает преодоление традиционных ограничений.
Дэймон Первис (Damon Purvis) — менеджер по продукции ПЛК в AutomationDirect.com. Он обладает более чем 22-летним опытом промышленной автоматизации. Предыдущие должности включали разработку и развертывание автоматизированных решений в различных отраслях, а также управление разработкой продуктов для управления производственными данными и приложений бизнес-аналитики.
Проектирование машин для автоматизации производства
Во многих ситуациях автоматизация процесса — лучший способ снизить затраты и повысить качество за счет единообразия.В K-Ter Imagineering мы понимаем вашу потребность в успехе и работаем вместе с вами, чтобы определить те части вашего процесса, которые вас сдерживают. Мы работаем с вами, чтобы определить лучший способ повысить скорость и качество производства, а также сделать работу проще и безопаснее для ваших сотрудников. Это может быть что-то столь же простое, как приспособление или инструмент, улучшенное ограждение, или столь же сложное, как робот, производящий и собирающий детали. Какими бы ни были ваши потребности, мы будем работать с вами, чтобы найти лучшее решение, а после продажи мы поддерживаем нашу работу, как никто другой.
Одной из областей нашей специализации были полуавтоматические или автоматические упаковочные машины по индивидуальному заказу для упаковки крупных деталей и деталей необычной формы. Наше упаковочное оборудование для производства винилового сайдинга поставляется со встроенным роботом-палетоукладчиком и состоит из трех других машин — сортировочного стола, упаковочного конвейера и машины для закрывания концов коробок, которая автоматически закрывает и запечатывает концы коробки.
Сортировочный стол принимает сайдинговые панели и укладывает их в нужном порядке для упаковки в упаковочный конвейер.Упаковочный конвейер складывает коробку вокруг сайдинга и герметизирует длинный край, транспортируя коробку вниз по потоку. Концы ящиков запечатываются с помощью машины для закрытия ящиков и укладываются на поддоны с помощью встроенного устройства для укладки на поддоны. Паллетайзер по индивидуальному заказу можно использовать с деревянными поддонами или стеллажами любого размера, а ящики можно штабелировать в оптимальном порядке, чтобы максимально увеличить нагрузку.
Мы также спроектировали и построили полностью автоматическую упаковочную машину для винилового сайдинга, способную упаковывать 60 коробок в час.
Каждая часть упаковочной системы предназначена для обеспечения максимальной безопасности упаковщика, минимизации повторяющихся движений и увеличения производительности. Наши клиенты получили преимущества более качественной упаковки, меньшего количества поврежденных товаров, более высоких темпов производства и лучшего удержания сотрудников.
Защита машин для обеспечения безопасности производственной линии
Системы защиты машинот WireCrafters — это простой и эффективный способ обеспечения безопасности производственной линии за счет защиты персонала от опасностей, связанных с автоматизированным оборудованием.Эти барьеры — надежное и экономичное решение для удовлетворения многих потребностей вашей компании в области безопасности. Вот недавний пример того, как наши ограждения машин используются производственной компанией.
Название дилера: Eastern Lift Truck
Заказчик (конечный пользователь): IKO https://www.ikont.com/
Продукт приобретен у WireCrafters: Machine Guarding
Системы защиты машин
Наша Machine Guarding защищает сотрудников вокруг машин, удерживая их на безопасном расстоянии.Он также служит защитной сеткой, сдерживая неисправные машины и оборудование. Это связано с тем, что сварная и тканая проволочная сетка чрезвычайно эластична и практически не требует обслуживания. Это упрощает работу и увеличивает производительность вашего завода. Кроме того, универсальность этой системы позволяет легко интегрировать дверцы доступа или другие отверстия с элементами управления системой.
Продукт и решение
IKO International — производитель игольчатых подшипников, направляющих качения линейного перемещения и других компонентов машин.Компания IKO нуждалась в защите машин, чтобы повысить безопасность производственных линий. Через нашего дилера Eastern Lift Truck мы предоставили IKO подходящие системы защиты машин для их завода. Они хотели усилить меры безопасности, чтобы улучшить условия труда сотрудников и использовать оборудование. Для достижения этой цели мы использовали 6-футовые ограждения с блокированными дверьми.
Почему выбирают WireCrafters?
На вопрос, почему компания IKO решила использовать WireCrafters для удовлетворения своих потребностей в оборудовании, они объяснили это множеством аспектов.Независимо от объекта, они считают, что наши защитные материалы для машин просты в установке с гибкой настройкой оборудования. Кроме того, они искали качественный продукт, который отвечал бы их конкретным потребностям. Для нас было честью приспособиться к этому. Мы с нетерпением ждем возможности помочь им с любыми их будущими потребностями в безопасности и хранении продукции.
Если ваша компания нуждается в каких-либо системах защиты машин или аналогичных решениях, мы хотим услышать от вас! Сообщите нам, что вы ищете.
Прототипирование и производство — Pioneer Cuts
Наша цель номер один, помимо производства великолепных запчастей, заключается в том, чтобы наши заказы были доставлены нашим клиентам в срок, который мы им обещали, или раньше. Это означает, что мы должны постоянно отслеживать каждый этап процесса, чтобы гарантировать своевременную доставку. Мы начинаем с заказа материалов и расходных материалов у поставщиков, которым мы доверяем и которые знакомы с их стандартными процедурами доставки. Недостаточно просто доверять тому, что поставщик сообщает вам, что ваш материал будет доставлен к определенной дате.Мы проявляем должную осмотрительность, чтобы поддерживать постоянный контакт с момента размещения заказа до его доставки на наш объект. Как только возникает проблема с доставкой, мы делаем все возможное, чтобы получить наш материал вовремя, будь то отмена заказа и заказ у более дорогого поставщика, который может доставить материал здесь быстрее, или даже движение прямо туда, где материал расположен для его получения.
Мы так же разборчивы при выборе поставщиков отделочных работ, чтобы гарантировать соблюдение сроков.Получение запросов ценовых предложений поставщикам сразу, чтобы определить время выполнения заказа, является ключевым моментом при работе с поставщиками.
Как только материал получен, наши замечательные программисты и машинисты работают вместе, чтобы обеспечить бесперебойную обработку. Если случаются неудачи, мы работаем как одна команда, чтобы приходить пораньше, задерживаться допоздна и делать все необходимое, чтобы работа не отставала от графика. Мы поддерживаем открытые линии связи для всех клиентов, поставщиков и продавцов, чтобы избежать серьезных неудач, а для тех, которых невозможно избежать, мы немедленно обращаемся к нашим клиентам, чтобы держать их в курсе и информировать.
Наша компания также специализируется на деталях сложной геометрии. Это достигается за счет использования новейшего программного обеспечения CAD и CAM, а также использования высокоскоростных 3- и 4-осевых станков, которые оснащены программным обеспечением для высокоскоростной обработки и системами датчиков Renishaw, которые позволяют нашим станочникам упростить настройку и позволяют контролировать детали на всех этапах операции механической обработки. Все наши машины 2012 года выпуска или новее. Мы располагаем большим ассортиментом концевых фрез специального назначения и микро- и специального назначения, которые позволяют быстро выполнять даже самые сложные работы.
Pioneer Выполняет абразивоструйную очистку и абразивную обработку в домашних условиях. Все другие виды отделки металлов передаются на аутсорсинг, включая, помимо прочего, анодирование, химическое конверсионное покрытие, порошковое покрытие, химическое никелирование, пассивирование и термообработку. Каждая деталь проверяется нашим отделом качества и поставляется с протоколом окончательной проверки.
Machine 4.0: заставить работать данные о заводе, производстве и обслуживании
Автор: Сандип Сангхави, соучредитель и генеральный директор, DataRPM Sponsored Post.
По данным исследования PwC Global Data & Analytics, организации, управляемые данными, в три раза чаще получают выгоду от принятия обоснованных решений. Итак, что нужно ИТ-директорам и директорам по операциям производственных организаций с инициативами, основанными на данных, для процветания?
Что ж, им, во-первых, необходимо интеллектуально интегрировать, подключать и использовать свои источники данных на единой платформе, а во-вторых, использовать технологические инициативы, основанные на машинном обучении, для извлечения информации, анализа и получения результатов.
Почему машинное обучение?
Потенциал машинного обучения огромен, учитывая необходимость расшифровывать большие объемы данных, поскольку оно основано на алгоритмах, которые учатся на данных и могут взламывать самые сложные структуры данных. С 50 миллиардами интеллектуальных подключенных устройств в ближайшие 5 лет производственному миру потребуется оружие машинного обучения для точного сбора, анализа и обмена данными.
Вот четыре способа, которыми отдельные производственные организации, вооруженные машинным обучением, могут добиться поразительных результатов с помощью своих стеков данных:
- Интеллектуальный анализ данных — Применяя сенсорную технологию и интеллектуальный анализ данных, операторы предприятий могут непрерывно собирать данные о состоянии компонентов машины.Затем ее можно объединить с информацией из сторонних систем, таких как ERP / CRM, для анализа результатов и прогнозирования сбоев. Результат? Ускорение процессов технического обслуживания и сокращение простоев производства
- Повышение эффективности Общая эффективность оборудования (OEE) — За счет интеграции данных датчиков с различными рабочими параметрами, собранными за короткие промежутки времени в течение определенного периода времени, производители могут использовать машинное обучение для планирования и планирования процессов технического обслуживания при минимальных потерях производство.Результатом может стать впечатляющее увеличение OEE с 65% до 85%.
- Повышение качества в производственном цехе — Разумно применяя алгоритмы машинного обучения к существующим потокам данных, производители могут изменить качество продукции, чтобы выяснить, какие конкретные внутренние процессы и факторы напрямую влияют на качество выпускаемой продукции. Производители также достигают превосходного интеллекта в прогнозировании соответствия качества их продукции стандартам шести сигм на заводе .
- Использование океана соответствующих данных- Одна из самых серьезных проблем, с которыми сталкиваются производственные организации, — это разрозненные межфункциональные группы с ограниченным доступом к унифицированным ИТ-системам.За счет использования машинного обучения с точным пониманием этих разрозненных команд этот пул данных автоматически становится более актуальным для создания общих рабочих процессов и операционных результатов, ориентированных на ценность, для принятия однонаправленных решений на основе данных в рамках всей организации
Начало работы
Каждый производитель может легко использовать машинное обучение, чтобы собрать ценную информацию для принятия точных решений.
Алгоритмы машинного обучениямогут создавать абсолютную ценность из сложных узлов больших данных, обеспечивая бесперебойную работу производственных процессов и повышая точность прогнозов.Многие алгоритмы, являющиеся итеративными по своей природе, могут непрерывно обучаться и повторяться за миллисекунды, создавая оптимальные результаты за минуты, а не за месяцы.
Хотя данные сами по себе могут означать сокровищницу для организации, представьте себе создание ценности из этих данных для преобразования в практические результаты. Если типичная компания из списка Fortune 1000 может получить дополнительный чистый доход более 65 миллионов долларов при увеличении доступности данных всего на 10%, просто представьте, какие возможности существуют для вас и меня.
Пришло время воплотить эти безграничные возможности в реальность, воспользовавшись преимуществами автоматизированных подходов с машинным обучением прямо сейчас!
.