Технология гибки металлической трубы — методы и виды станков
Работа с трубами подразумевает придание заготовкам различных положений, то есть необходимо оборудование, которое позволит гнуть трубы без риска получения бракованных деталей и деформаций стенки.
Гибка трубы — это процедура, которая применяется к заготовке с любой толщиной стенки и диаметра для получения заданного угла и радиуса.
В производственной сфере востребованность операции по гибке возрастает с каждым днем, так как принципы работы станков по гибке труб позволяют работать и с другими видами заготовок — стержнями, профилями и даже с проводами.
Трубогибочные станки призваны облегчить работу с профильными изделиями и ускорить производственный процесс. Причем разные виды оборудования специализируются на различных видах труб, в силу чего оснащаются специальным рабочим оборудованием.
Методы изгиба труб
В современном станкостроении используются машины, которые разрешают выполнять самые разные операции по перестройке трубы различными способами:
- Рамный изгиб — общая методика работа с большинством видов труб, позволяет выполнить особенно большой радиус гиба.
 Технология достаточно простая и отличается минимальными финансовыми издержками. Станки, выполняющие рамный изгиб трубы, используют самые разные рабочие инструменты, что значительно расширяет возможности производства. Однако рамный изгиб не подходит для обработки труб из мягких металлов, к тому же не позволяет добиться идеального качества сгиба без видимых деформаций;
Технология достаточно простая и отличается минимальными финансовыми издержками. Станки, выполняющие рамный изгиб трубы, используют самые разные рабочие инструменты, что значительно расширяет возможности производства. Однако рамный изгиб не подходит для обработки труб из мягких металлов, к тому же не позволяет добиться идеального качества сгиба без видимых деформаций; - Изгиб три нити — процедура осуществляется на станках, оснащенных ручными или гидравлическими валами. Метод три нити обычно используется для гибки труб с большим диаметром без предварительного нагрева поверхности. Рабочая оснастка не позволяет работать с трубами и профилями, имеющими маленький радиус. К тому же оборудования этого типа предоставляет оператору некоторые трудности в управляемости расстояний между двумя поворотами, поэтому станки оснащаются ЧПУ. Соответственно, дорожает и сама конструкция;
- Роторный изгиб считается одной из самых старых методов гибки труб, но в наше время был значительно доработан. Поэтому сегодня гибка трубы методом оправки (роторная) позволяет получить максимальное качество работы с выполнением точно заданного угла. Станковое оборудование может работать с заготовками любого диаметра и выполнять повороты с минимальными радиусами. Однако из настроек сверхчувствительности роторный изгиб считается самой дорогостоящей технологией гибки труб в современной промышленности;
- Изгиб сжатия осуществляется путем обвертывания трубы на матрицу штампа. Методика актуальна для работы с толстостенными трубами, которые остальные станки не могут себе позволить. С одной стороны, изгиб сжатия — это экономичное решение для гибки трубы без оправки. С другой стороны, такая методика не может предоставить высокого качества работы.
 Технология достаточно простая и отличается минимальными финансовыми издержками. Станки, выполняющие рамный изгиб трубы, используют самые разные рабочие инструменты, что значительно расширяет возможности производства. Однако рамный изгиб не подходит для обработки труб из мягких металлов, к тому же не позволяет добиться идеального качества сгиба без видимых деформаций;
Технология достаточно простая и отличается минимальными финансовыми издержками. Станки, выполняющие рамный изгиб трубы, используют самые разные рабочие инструменты, что значительно расширяет возможности производства. Однако рамный изгиб не подходит для обработки труб из мягких металлов, к тому же не позволяет добиться идеального качества сгиба без видимых деформаций; Поэтому сегодня гибка трубы методом оправки (роторная) позволяет получить максимальное качество работы с выполнением точно заданного угла. Станковое оборудование может работать с заготовками любого диаметра и выполнять повороты с минимальными радиусами. Однако из настроек сверхчувствительности роторный изгиб считается самой дорогостоящей технологией гибки труб в современной промышленности;
Поэтому сегодня гибка трубы методом оправки (роторная) позволяет получить максимальное качество работы с выполнением точно заданного угла. Станковое оборудование может работать с заготовками любого диаметра и выполнять повороты с минимальными радиусами. Однако из настроек сверхчувствительности роторный изгиб считается самой дорогостоящей технологией гибки труб в современной промышленности;Другие методы и инновации
Помимо четырех основных технологий гибки трубы в современной промышленности применяются и альтернативные методики. Например, метод гибки путем нагревания сегодня актуален для небольших цехов. Суть работы заключается в том, что рабочую часть трубы нагревают с помощью индукционной системы и одновременно придают ей нужный радиус изгиба. Единственный минус этоой дешевой технологии — существенные затраты времени на изготовление одной детали.
Единственный минус этоой дешевой технологии — существенные затраты времени на изготовление одной детали.
Встречаются и другие методики гибки трубы, которые пока не нашли массовой востребованности в работе из-за различных сложностей в настройке станков или длительности рабочего цикла. Однако на специализированных предприятиях постоянно ведется разработка новых технологий гибки трубы, а также модернизация существующих методик сообразно требованиям времени.
Станки для гибки трубы
Итак, основное предназначение любого станка для гибки труб — это выполнение изгиба на заданный угол с минимальными изменением профиля и иных дефектов.
На нашем сайте можно ознакомиться с трубогибочными станками производства турецкой компании «Cansa Maкina», мы предлагаем как переносные виды оборудования, так и стационарные.
Благодаря четкому разделению на механизмы работы и методики гибки труб, можно подобрать тот вариант оборудования, который будет соответствовать вашим ожиданиям и требованиям в полной мере.
Каждая машина прошла сертификацию качества и полностью соответствует тем требованиям, которые предъявляет к оборудованию этого типа современное производство. К тому же мы, как официальный поставщик компании «Cansa Maкina», предоставляем заводскую гарантию на всю линейку продукции и лояльные цены.
Технологии гибки труб
Гибка труб на многих предприятиях исторически определяется как одна из вспомогательных операций и технологий. На заводах, до сих пор пользуются ручными и простыми станками с большими ограничениями по возможностям. Мебельная промышленность, которая является основным потребителем гнутых труб, на сегодняшний день заинтересована в снижении любых издержек и инвестиций и выбирает наиболее дешевое оборудование, в том числе в условиях низкой стоимости труда рабочего. Предприятия автомобилестроения предпочитают не внедрять новые технологии, а получать готовые комплекты трубопровода из-за границы либо копируют технологию и оборудование, установленное на головных заводах.

Гибка труб — действительно простая технология при условии отсутствия требования к качеству продукции. В данной статье мы рассмотрим основные способы гибки и их отличия.
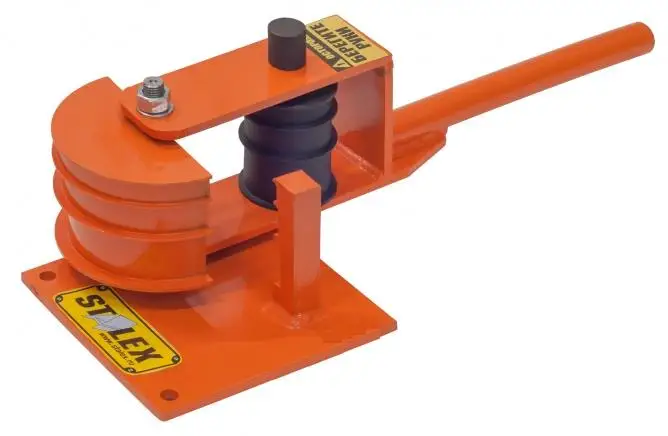
Наиболее старым является принцип арбалетной гибки (рис. 1) — простой способ, где труба зажимается двумя концами с давлением ролика посередине. Гибка труб таким или аналогичным способом в середине прошлого века находила применение в том числе и в крупногабаритных станках для больших диаметров труб, например в сфере судостроения, либо с использованием мощных прессов с необходимым давлением. Ограничением такого способа является сложность или невозможность точно перестроиться на следующий гиб, а также само качество гибки. Вместе с тем для простых медных трубок инструменты для арбалетной гибки активно продаются и на сегодняшний день и могут применяться для выполнения ремонтов, изготовления мебели и других простых задач.


Рис. 1. Арбалетная гибка труб
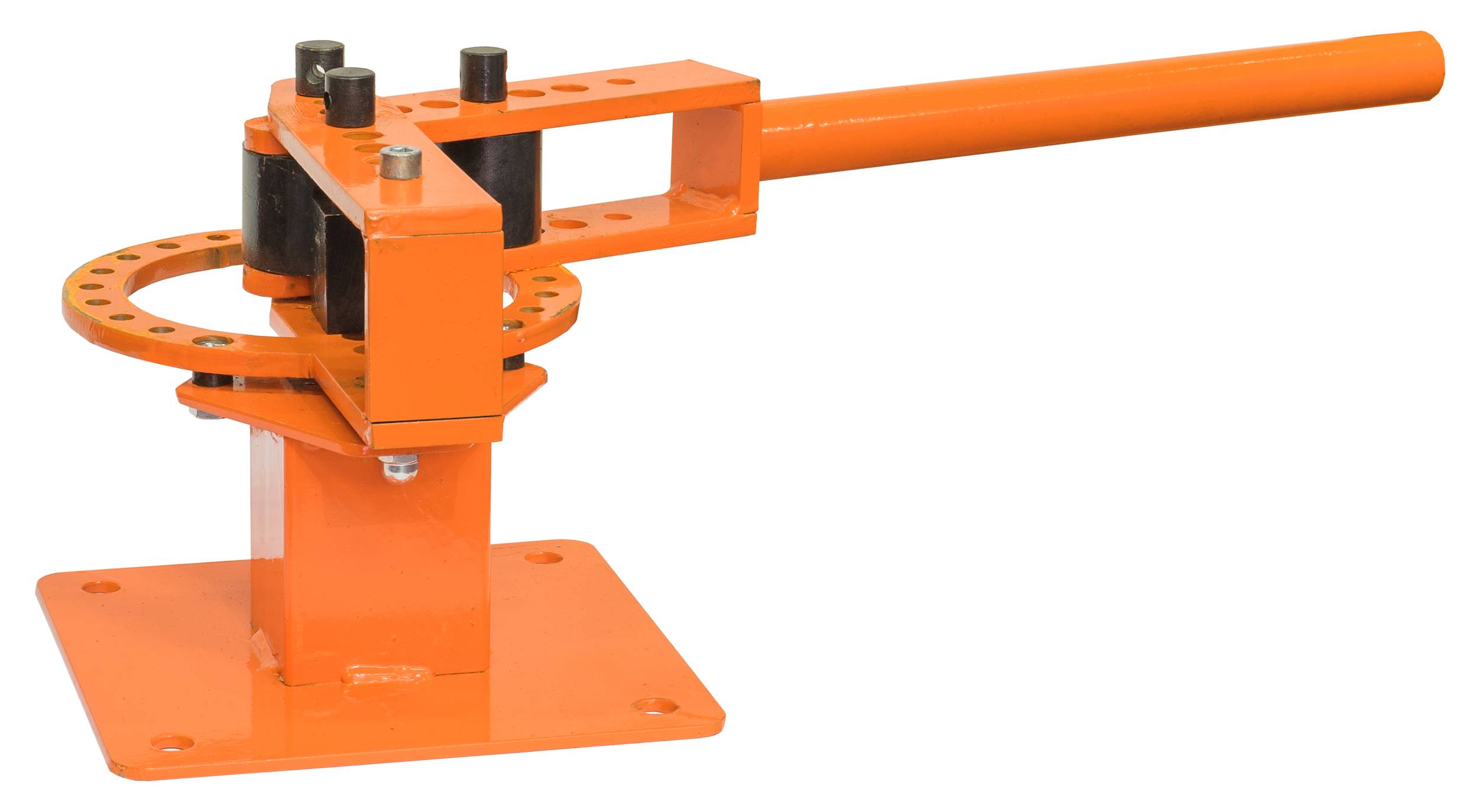
Рис. 2. Трехроликовая гибка труб
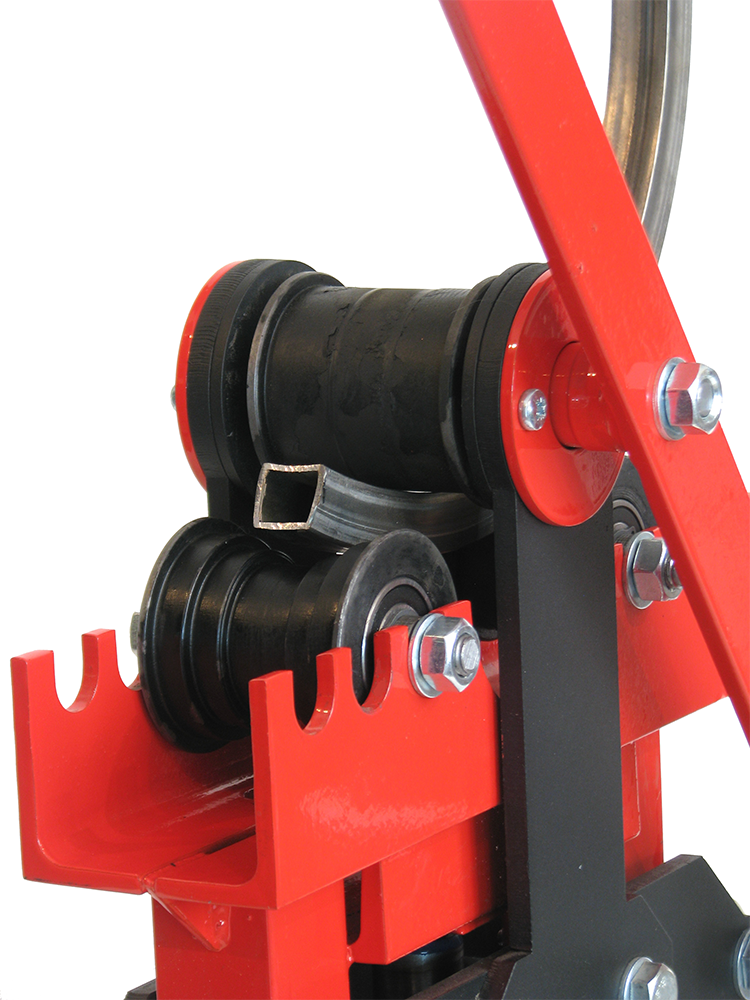
Гибка намоткой (рис. 3) — наиболее традиционный способ гибки труб, который является и наиболее прогрессивным на сегодняшний день. Суть технологии состоит в силовом движении гибочной консоли станка (отдельный ход) для гибки трубы в пазе гибочного ролика по заданному им радиусу. Гибка намоткой получила свое развитие и в ручном инструменте, и в современных трубогибочных станках, в которых вышеуказанный принцип является основным. В настоящее время понятие «трубогиба» или «трубогибочного станка» как раз подразумевает способ гибки трубы намоткой. И именно об этом способе мы поговорим поподробнее.
Рис. 3. Гибка труб намоткой
Бездорновая и дорновая гибкаБездорновая гибка намоткой, или бездорновая гибка — основной принцип всего ручного инструмента, а также бездорновых трубогибочных станков. Основное отличие этой технологии — гибка без дополнительного внутреннего элемента, которым является дорн. Так, бездорновая гибка может осуществляться и на дорновом станке без применения дорна, но дорновая гибка не может осуществляться на бездорновом станке, где установка дорна не предусмотрена.
Так, бездорновая гибка может осуществляться и на дорновом станке без применения дорна, но дорновая гибка не может осуществляться на бездорновом станке, где установка дорна не предусмотрена.
Дополнительное отличие — как правило, в базе, бездорновое оборудование предназначено для выполнения одного гиба. Это значит, что линейное положение трубы контролируется вручную оператором, но какой-либо индикации положения не предусмотрено. В ручном инструменте это просто невозможно, а в станках линейная подача и контроль могут осуществляться по каким-то упорам либо с помощью обратной связи, но в любом случае являются опциональной возможностью.
Что же такое дорн? Дорн — это элемент инструментальной оснастки, который в процессе движения гибочной консоли находится в зоне гиба и спасает трубу от дополнительных внутренних деформаций (рис. 4). Дорновая гибка пришла на смену гибки труб с наполнителем, где в качестве наполнителя использовались различные материалы, например песок. Именно наличие дорна и возможность контроля его положения и отражает основной принцип дорновой гибки. И именно дорновая гибка, в отличие от всех других технологий гибки, может помимо качества обеспечить в том числе гибку по радиусам меньшим, чем 3 диаметра трубы, при отсутствии явных дефектов в виде овальности или гофр. Кроме того, использование дорна, в отличие от других наполнителей, позволяет сэкономить время, связанное с подготовкой трубы к гибке. Дорн — это не простая штанга, а достаточно сложный элемент, в котором может быть и несколько шариков, которые будут изгибаться внутри трубы в соответствии с радиусом гиба.
И именно дорновая гибка, в отличие от всех других технологий гибки, может помимо качества обеспечить в том числе гибку по радиусам меньшим, чем 3 диаметра трубы, при отсутствии явных дефектов в виде овальности или гофр. Кроме того, использование дорна, в отличие от других наполнителей, позволяет сэкономить время, связанное с подготовкой трубы к гибке. Дорн — это не простая штанга, а достаточно сложный элемент, в котором может быть и несколько шариков, которые будут изгибаться внутри трубы в соответствии с радиусом гиба.
Рис. 4. Дорны для трубогибочного станка
Современные трубогибочные станкиСовременные трубные изделия могут быть достаточно сложными по наличию одного или нескольких радиусов гибки на одном изделии (рис. 5, 6), жестких требованиий к радиусам гиба, точности, овальности и дефектам в месте гиба. В мебельной промышленности дорновая гибка может и не использоваться, так как кроме внешнего вида дефекты гиба не имеют преимущественного значения, но в автомобильной промышленности, изготовлении авиационных трубопроводов, труб для гидравлических систем и т. д. дорновая гибка является необходимым и единственным методом. Также и само линейное перемещение трубы может иметь важное значение или не иметь его вовсе, например, при гибке гидравлических штуцеров с одним гибом.
д. дорновая гибка является необходимым и единственным методом. Также и само линейное перемещение трубы может иметь важное значение или не иметь его вовсе, например, при гибке гидравлических штуцеров с одним гибом.
Рис. 5. Гибка труб под 180 градусов
Рис. 6. Одноуровневый трубогибочный станок
Технология гибки является не такой сложной, но при выборе станка есть ряд моментов, которые полезно изучить. Сами станки, даже дорновые, могут иметь от одной оси, то есть, по сути, только ось силового движения консоли для выполнения гиба, а все остальные операции, например подача и поворот трубы, будут выполняться вручную.
Также необходимо понимать, какие требования предъявляются непосредственно для трубного изделия, сколько гибов будет выполняться, сколько радиусов гибки на изделии. Например, вращение трубы необходимо только в случае, если будет осуществляться гибка в нескольких плоскостях, то есть 3D-гибка; также встает вопрос, может ли это вращение выполняться вручную или требуется автоматическое движение.
Наличие автоматической подачи по длине и для вращения будет подразумевать минимум три управляемых оси (движения закрытия прижимов выполняются гидравлически). Наличие нескольких радиусов на трубе и невозможность их унификации (например, унифицировать 3 близких радиуса в один) потребует наличия в станке смены плоскости трубогибочной оснастки (рис. 7). Как уже было обозначено, каждый комплект гибочной оснастки, где основным является гибочный ролик с радиусом гиба, подразумевает возможность гибки только по одному радису. То есть для второго радиуса требуется наличие второго комплекта оснастки на станке (если не подразумевается смена оснастки в процессе изготовления детали) и обеспечение еще двух движений станка — горизонтального и вертикального, связанного с перемещением гибочной консоли на другой уровень оснастки.
Рис. 7. Трубогибочный станок с многоинструментальной оснасткой
В последнее время также наблюдается переход полностью к сервоэлектрическим станкам без применения гидравлики. В классическом трубогибочном станке сервоприводами контролируются три основные оси: подача трубы, сама гибка с помощью гибочной консоли и поворот трубы, а также при применении многоуровневых трубогибочных станков две вспомогательные оси для перехода уровня оснастки. Полностью сервоэлектрические станки обеспечивают контроль с помощью сервоприводов всех вспомогательных движений прижимов с целью точной настройки оснастки для выполнения особо точных гибов и ответственных задач. Именно такие станки обеспечивают требования по минимальной овальности в месте гиба и утонению стенки вплоть до особо сложных радиусов, равных 1 диаметру трубы или менее. В настоящее время такое оборудование представлено на рынке многими компаниями из Италии, Португалии, Германии, Тайваня и т. д.
В классическом трубогибочном станке сервоприводами контролируются три основные оси: подача трубы, сама гибка с помощью гибочной консоли и поворот трубы, а также при применении многоуровневых трубогибочных станков две вспомогательные оси для перехода уровня оснастки. Полностью сервоэлектрические станки обеспечивают контроль с помощью сервоприводов всех вспомогательных движений прижимов с целью точной настройки оснастки для выполнения особо точных гибов и ответственных задач. Именно такие станки обеспечивают требования по минимальной овальности в месте гиба и утонению стенки вплоть до особо сложных радиусов, равных 1 диаметру трубы или менее. В настоящее время такое оборудование представлено на рынке многими компаниями из Италии, Португалии, Германии, Тайваня и т. д.
На сегодняшний день процесс дорновой гибки намоткой и использование последнего поколения сервоэлектрических станков не подразумевает какого-то серьезного развития технологии. Поэтому производители делают упор в сторону всех вспомогательных характеристик, таких как современное ЧПУ с моделированием и симуляцией гибки, вспомогательные устройства для контроля пружинения и размеров, дополнительные устройства резки и пробивки, чтобы эти операции выполнялись в одном рабочем цикле, внедрение автоматизации и роботизации загрузки-выгрузки, а также создание поточных линий с совмещением технологических процессов с последующей формовкой трубы, установкой гаек, измерения геометрии и т. д.
Поэтому производители делают упор в сторону всех вспомогательных характеристик, таких как современное ЧПУ с моделированием и симуляцией гибки, вспомогательные устройства для контроля пружинения и размеров, дополнительные устройства резки и пробивки, чтобы эти операции выполнялись в одном рабочем цикле, внедрение автоматизации и роботизации загрузки-выгрузки, а также создание поточных линий с совмещением технологических процессов с последующей формовкой трубы, установкой гаек, измерения геометрии и т. д.
На рынке также демонстрируются станки свободной гибки из Японии и Германии, позволяющие с помощью специальной головки исключить специализированную оснастку под радиус гиба и задавать направление гиба в любую сторону с помощью позиционирования головки. Такие станки очень эффективны, но их применение ограничено большими радиусами гиба, поэтому они не могут рассматриваться в качестве нового решения для классической промышленности, а, скорее, предназначены для изготовления дизайнерской мебели и элементов интерьеров.
Большой упор также делается на разработку крупногабаритных сервоэлектрических станков большой мощности, которые могут заменить классическую индукционную гибку (где труба предварительно нагревается для гиба) и снизить саму скорость процесса гибки в десятки раз. Такое оборудование применяется для энергетического машиностроения, судостроения, нефтегазовой промышленности и т. д.
ТРУБОГИБОЧНЫЕ И ПРОФИЛЕГИБОЧНЫЕ СТАНКИ ВСЕХ ТИПОВ
111250, г. Москва, проезд завода «Серп и Молот», д. 3/2
Бизнес-Центр Light Tower, офис 15/2
Тел. + 7 (495) 374 95 86
www.amob-russia.ru
E‑mail: [email protected]
Станки для гибки труб
Станки для гибки труб разделяются на ручные и механические. Ручной трубогибочный станок конструкции Вольнова (рис. 151) предназначен для гибки труб диаметром 1/2 и 3/4″. Станок крепится к верстаку с помощью ступицы 1 и плиты 2. На одной оси ступицы и плиты находится неподвижный ролик 3 с хомутиком 7. Подвижный ролик 5 закреплен в скобе 4 с рукояткой 6. Трубу для изгиба вставляют между роликами так, чтобы конец ее вошел в скобу. Затем рукояткой повертывают скобу с подвижным роликом вокруг неподвижного ролика до тех пор, пока труба не изогнется на требуемый угол.
Подвижный ролик 5 закреплен в скобе 4 с рукояткой 6. Трубу для изгиба вставляют между роликами так, чтобы конец ее вошел в скобу. Затем рукояткой повертывают скобу с подвижным роликом вокруг неподвижного ролика до тех пор, пока труба не изогнется на требуемый угол.
Рис. 151. Ручной трубогибочный станок конструкции Вольнова
Ручной трубогибочный станок С-119 (рис. 152) предназначен для гибки труб в холодном состоянии без наполнителя. Станок состоит из чугунной станины 1, вилкообразного поводка 2, двух пар роликов — верхних 4 и 8, нижних 3 и 9, хомута 6 для закрепления конца изгибаемой трубы. Подвижные ролики 3 и 4 вращаются на вертикальной оси 5, установленной на поводке 2; неподвижные ролики 8 и 9 расположены на оси 7, укрепленной на станине. Верхняя пара роликов 4 и 8 служит для гибки труб диаметром 1/2″ с радиусом гибки 50 мм, а нижняя пара роликов 3 и 9 — для гибки труб диаметром 3/4″ с радиусом гибки 65 мм. Трубу для гибки заводят между роликами, закрепляют хомутиком и изгибают роликом при повороте поводка. Наибольшее усилие,
развиваемое на этом станке, составляет 30 кг. Производительность около 20 отводов диаметром 1/2″ с углом 90° в час.
Наибольшее усилие,
развиваемое на этом станке, составляет 30 кг. Производительность около 20 отводов диаметром 1/2″ с углом 90° в час.
Рис. 152. Ручной трубогибочный станок С-119
Трубы больших диаметров без наполнителей гнут на механических трубогибочных станках. На рис. 153 изображен трубогибочный станок С-240, предназначенный для гибки труб диаметром от 1 до 2 1/2″ в холодном состоянии без наполнителя.
Рис. 153. Трубогибочный станок С-240
Станок С-240 состоит из следующих основных частей: станины 1, поворотного стола 2, гибочного ролика 3, прижимной оправки 4, балки 5, рукоятки 6 прижима трубы к гибочному ролику. Станок приводится в движение электродвигателем, от которого вращение передается при помощи клиновых ремней к червячному редуктору. На верхнем конце вертикального вала червячного колеса посажено цилиндрическое зубчатое колесо, находящееся в зацеплении с зубчатым венцом поворотного стола.
Для гибки трубы выбирают гибочный ролик по диаметру изгибаемой трубы, а к балке крепят сменную прижимную оправку. Оправку (дорн), закрепленную на штанге, устанавливают на требуемую длину до начала ее изгиба. Далее с помощью рукоятки и прижимной оправки прижимают трубу к гибочному ролику. Гибка трубы происходит по гибочному ролику при вращении его вместе с поворотным столом, на котором он жестко
укреплен. Станок снабжен автоматическим остановом, выключающим вращение рабочего стола с роликом по достижении нужного угла загиба, в пределах от 0 до 180°. На этом станке гнут трубы с минимальным радиусом загиба 100 мм, а максимальным 225 мм. Производительность станка 90 загибов на угол 90°, 75 загибов на угол 100° в час.
Для гибки труб применяют также трубогибочные станки, работающие на сжатом воздухе. Эти станки удобны в работе и имеют небольшие габаритные размеры. Трубогибочный пневматический станок (рис. 154) имеет основание 1, стол 2, два кронштейна 3 и 5, две опорные оправки 4 и 7, гибочную оправку 6. Гибочная оправка крепится на хвостовике поршня 8 цилиндра 9. Пуск воздуха в цилиндр осуществляется рукояткой 10.
Гибочная оправка крепится на хвостовике поршня 8 цилиндра 9. Пуск воздуха в цилиндр осуществляется рукояткой 10.
Рис. 154. Трубогибочный пневматический станок
Станок работает следующим образом. При поступлении сжатого воздуха в цилиндр хвостовик поршня с гибочной оправкой давит на трубу, положенную между гибочной и опорными оправками, изгибая ее соответственно их радиусам. Во избежание разрыва трубы во время ее изгиба необходимо, чтобы гибочная оправка была изготовлена с радиусом закругления, равным пяти наружным диаметрам изгибаемой трубы, а опорные оправки имели профиль, равный наружному диаметру изгибаемой трубы. На этом станке гнут трубы диаметром до 50 мм в холодном состоянии без наполнителя.
Трубы диаметром до 100 мм в холодном состоянии без наполнителей гнут на гидравлических прессах. Гидравлический пресс (рис. 155,а) состоит из корпуса 3, в котором перемещается плунжер 10, имеющий на одном конце сменную оправку 2, а на другом — уплотнительную шайбу 9 и манжету 8. Масло нагнетается в корпус под плунжер ручным насосом, состоящим из цилиндра 6, плунжера насоса 7 и рукоятки 4. Четыре боковые планки 13 прикрепляются к проушинам корпуса осями 14, а к ним при помощи осей 11 прикрепляются две опорные оправки 1 и две поперечные планки 12. Плунжер возвращается в исходное положение с помощью рычага 15 и тяги 16. После отведения в сторону упорной планки 5 плунжер насоса опускается до конца вниз, нажимает на шарики клапана и тем самым дает возможность маслу перейти из цилиндра насоса в камеру.
Масло нагнетается в корпус под плунжер ручным насосом, состоящим из цилиндра 6, плунжера насоса 7 и рукоятки 4. Четыре боковые планки 13 прикрепляются к проушинам корпуса осями 14, а к ним при помощи осей 11 прикрепляются две опорные оправки 1 и две поперечные планки 12. Плунжер возвращается в исходное положение с помощью рычага 15 и тяги 16. После отведения в сторону упорной планки 5 плунжер насоса опускается до конца вниз, нажимает на шарики клапана и тем самым дает возможность маслу перейти из цилиндра насоса в камеру.
Рис. 155. Гидравлический пресс для гибки труб: а — устройство, б — момент гибки
Трубу для гибки укладывают в опорные оправки, которые являются сменными и подбираются для определенного диаметра изгибаемой трубы, затем насосом подают масло под плунжер, создавая тем самым усилие, необходимое для изгиба трубы (рис. 155, б).
Трубогибочное | Рубрики | Galika AG
Автоматический трубогиб с ЧПУ Wafios RBV 35
Автоматический трубогиб с ЧПУ Wafios RBV 42 R
Дорновые автоматические трубогибы
Немецкие автоматические трубогибы с ЧПУ WAFIOS (ВАФИОС) от официального дилера в Москве компании GALIKA AG. Cтанки способны произвести гибку любой сложности. В ассортименте имеется как одноголовочное, так и двухголовочное оборудование. Все установки работают исключительно на сервоприводах и способны работать как отдельно, так и в производственной сети.
Станки для гибки профильной трубы
Трубогибы серии RBV обладают возможностью гибки труб как в правом, так и в левом направлениях. Возможна гибка как методом «намотки» несколькими радиусами, так и «проталкиванием» на каждую сторону. Дополнительные возможности по усилению сервоприводов позволяют гнуть трубы с повышенными прочностными характеристиками.
Преимущества серии RBV:
очень жесткая конструкция станка позволяет производить изделия с высокой точностью повторения;
модульная структура станка с стандартизованными компонентами позволяют получать экономическую выгоду;
концепция высокодинамичных драйверов с интерполированными осями, интеллектуальная инструментальная система и новый, запатентованный концепт захвата, позволяют добиться высокой производительности.
Cтанки способны произвести гибку любой сложности. В ассортименте имеется как одноголовочное, так и двухголовочное оборудование. Все установки работают исключительно на сервоприводах и способны работать как отдельно, так и в производственной сети.
Станки для гибки профильной трубы
Трубогибы серии RBV обладают возможностью гибки труб как в правом, так и в левом направлениях. Возможна гибка как методом «намотки» несколькими радиусами, так и «проталкиванием» на каждую сторону. Дополнительные возможности по усилению сервоприводов позволяют гнуть трубы с повышенными прочностными характеристиками.
Преимущества серии RBV:
очень жесткая конструкция станка позволяет производить изделия с высокой точностью повторения;
модульная структура станка с стандартизованными компонентами позволяют получать экономическую выгоду;
концепция высокодинамичных драйверов с интерполированными осями, интеллектуальная инструментальная система и новый, запатентованный концепт захвата, позволяют добиться высокой производительности. Автоматический трубогиб с ЧПУ Wafios RBV 35 Автоматический трубогиб с ЧПУ Wafios RBV 42 R
Автоматический трубогиб с ЧПУ Wafios RBV 35 Автоматический трубогиб с ЧПУ Wafios RBV 42 R
Диаметр трубы: 10 — 35 x 2 мм Диаметр трубы: 10 — 42 x 2 мм
Поставка под заказ. Цена: по запросу. Купить станок Поставка под заказ. Цена: по запросу. Купить станок
Станок RBV 35 RBV 42 R RBV 42 RS RBV 60 R RBV 60 RS
Диаметр трубы 10 — 35 x 2 мм 10 — 42 x 2 мм 10 — 42 x 3 мм 20 — 60.3 x 2 мм 20 — 60.3 x 2 мм
Стандартная рекоменд. длина 3000 мм 3000 мм 3000 мм 3000 мм 3000 мм
Изгибающий момент 6 кНм 4.5 кНм 4.5 кНм 8 кНм 8 кНм
Давление бустера 12 кН 10 кН 20 кН 25 кН 50 кН
Усилие захвата 52 кН 30 кН 58 кН 60 кН
Автоматический трубогиб с ЧПУ Wafios RBV 35 Автоматический трубогиб с ЧПУ Wafios RBV 42 R
Автоматический трубогиб с ЧПУ Wafios RBV 35 Автоматический трубогиб с ЧПУ Wafios RBV 42 R
Диаметр трубы: 10 — 35 x 2 мм Диаметр трубы: 10 — 42 x 2 мм
Поставка под заказ. Цена: по запросу. Купить станок Поставка под заказ. Цена: по запросу. Купить станок
Станок RBV 35 RBV 42 R RBV 42 RS RBV 60 R RBV 60 RS
Диаметр трубы 10 — 35 x 2 мм 10 — 42 x 2 мм 10 — 42 x 3 мм 20 — 60.3 x 2 мм 20 — 60.3 x 2 мм
Стандартная рекоменд. длина 3000 мм 3000 мм 3000 мм 3000 мм 3000 мм
Изгибающий момент 6 кНм 4.5 кНм 4.5 кНм 8 кНм 8 кНм
Давление бустера 12 кН 10 кН 20 кН 25 кН 50 кН
Усилие захвата 52 кН 30 кН 58 кН 60 кН
Компания Wirken — поставка металлообрабатывающего оборудования и инструмента. Поставка листообрабатывающего оборудования и инструмента. листогиб, оснастка, amada promecam, rolleri, гибочная оснастка, гибочный инструмент для станка, гибочный пуансон, инструмент для гибочных прессов, инструмент для листогибочного пресса, листогибочный инструмент, матрица гибка, матрица гибочного пресса, матрица листогибочного пресса, матрица листогибочного пресса, листогиб, гибка, матрица пуансон гибка, оснастка гибочного пресса, пуансон для листогиба, пуансоны и матрицы для прессов, системы rol, штампы пуансоны, Металлообрабатывающее оборудование, гибочный инструмент, инструмент для гибочного пресса, гильотинные ножницы, гибочный пресс, гидравлический гибочный пресс с ЧПУ, гильотинные ножницы с ЧПУ, для гибки металла, для резки металла, плазменный раскрой, фланжирование, отбортовка, станок EHT, инструмент Rolleri, инструмент ROLLERI, LUCAS, оборудование LUCAS, станки LUCAS, 3 х валковый листогиб, вальцы, 4 х валковый листогиб, профилегиб, инструмент для координатно-пробивного пресса, VANAD, IMCAR, для производства дорожных знаков, KETEC, WIRKEN, ВИРКЕН, ротационная вытяжка, круговые ножницы, дисковые ножницы, трубогиб, вальцовочный станок, обработка трубы, фланжировка, фланжирование.
 Станки для гибки труб диаметром до 273 мм. прекрасно справляются с тонкостенными трубами малыми радиусами гибки.
Станки для гибки труб диаметром до 273 мм. прекрасно справляются с тонкостенными трубами малыми радиусами гибки.Жесткая конструкция станков гарантирует длительный срок службы, а устройство быстрой смены инструмента обеспечивает высокую производительность.
Модельный ряд
| Гибка стальной трубы | Гибка трубы из нерж. стали | Макс. радиус, мм | Рабочая длина, мм | Время гибки |
|---|---|---|---|---|
| 115 x 6,0 | 115 x 4,5 | 300 | 6096 | 12°/сек. |
| 140 x 6,0 | 140 x 4,0 | 350 | 6096 | 10°/ сек. |
| 170 x 8,0 | 170 x 6,0 | 425 | 6096 | 7°/ сек. |
| 220 x 12 | 220 x 10 | 700 | 6096 | 6°/ сек. |
| 273 x 16 | 273 x 14 | 820 | 6096 | 3°/ сек. |
Отводы холодного гнутья
ООО «Нефтегазстрой» изготавливает отводы способом поперечной гибки труб в холодном состоянии.
В качестве технологического оборудования применяются станки для холодной гибки труб (ГТ). Станки ГТ могут эксплуатироваться на открытых монтажных площадках (в стационарных и полустационарных условиях), также в составе сварочных колонн при строительстве трубопроводов, в т.ч. газопроводов и нефтепроводов, в соответствии с требованиями ГОСТ 24950.
Для изготовления гнутых отводов используются прямошовные и бесшовные стальные трубы с наружным диаметром 219-1420 мм с защитным покрытием, нанесенным в заводских условиях, и без покрытия.
| Марка станка | Дорн | Диапазон трубы, мм |
|---|---|---|
| ГТ-1425 | Д 1425, Д 1225 | от 914 до 1420 |
| ГТ-1022 | Д 1023, Д 721, Д 531 | от 508 до 1020 |
| ГТ-532 | Д 531 | Ду 530, для диаметров труб 219÷ 426 дорн не применяется |
С целью предотвращения гофрообразования и уменьшения овальности труб при их гибке используется дорн.
Гибка производится путем обкатки трубы по формующему лекалу (башмаку) с помощью гибочного ложемента и системы гидроцилиндров. Станки комплектуются цифровыми угломерами.
Модели трубогибов ГТ1022, ГТ532, ГТ1425 имеют возможность гибки труб высоких классов прочности и с большей толщиной стенки. Также модели ГТ имеют высокую производительность, короткий гибочный ложемент, что позволяет получать отводы с меньшими радиусами гиба, особенно при использовании дорнов. Вкладыши изготовлены из полиуретанового покрытия или без покрытия на диаметры труб, необходимые Заказчику.
Техническая характеристика трубогибочных станков
| Параметры | ГТ 532 | ГТ 1022 | ГТ 1425 |
|---|---|---|---|
| Наружный max D изгибаемых труб, мм | 530 | 1020 | 1420 |
| — D прочих изгибаемых труб, мм | 219, 273,325, 377,426 |
530, 720 |
1220 |
| Машинное время одного гиба, с | 76 | 90 | 96,5 |
| Максимальный угол изгиба труб длиной 12 м | до 27° | до 9° | до 6° |
| Максимальная толщина стенки труб D класса прочности К65 (Х80), мм | D530-12 | D1020-22 | D1420-26,5 |
| Достижимый радиус изогнутой трубы, м | 15-25 | 25-40 | 60 |
| Установленная мощность, кВт | 22 | 55 | 90 |
| Габаритные размеры, мм: — длина — ширина — высота |
4220 1400 2870 |
8110 2600 3130 |
9900 3110 3100 |
| Масса (без кабины, ходы и вкладышей), кг | 8000 | 29780 | 53920 |
Станки для гибки труб круглого и квадратного сечения
Модели станков для гибки труб ТГС-76/360З, ТГС -76/360 с электроприводом предназначены для серийных работ по гибке стальных труб с большим радиусом гибки и до 360º, например, для каркаса теплиц.
Способ обкатки применим для гибки тонкостенных труб круглого и квадратного сечения из низкоуглеродистой и нержавеющей стали.
В комплекте трубогибочных станков:
- ролики для работы с круглыми трубами, Ду, мм: 16, 19, 22, 25, 32, 38, 51, 63, 76;
- ролики для работы с трубами квадратного сечения, мм: 16, 19, 22, 25, 30, 38, 40,50.
Особенности станков для гибки труб ТГС
Ручная регулировка положения приводного ролика.
Два ведомых ролика и один ведущий (приводной).
Переключатель: вперед-пауза-назад.
Работа возможна с любой стороны трубогибочного станка, спереди или сзади, для работ с трубой большого диаметра-спереди.
Оснастка, изготовленная из серого чугуна, обеспечивает длительный срок службы.
Электропривод: мощность, кВт/ напряжение, В/ скорость вращения, об/мин, 1,5/220 или 380/ 1400
Масса: ТГС-76/360З, 260 кг; ТГС -76/360, 250 кг.
Опция: ножная педаль с аварийным выключателем остановки работ.
Модель ТГС-76/360З выполнена в закрытом корпусе.
Технические характеристики оснастки (роликов) для станков ТГС-76/360З, ТГС -76/360
|
|
Типоразмер инструмента для работы с круглыми трубами, мм |
Типоразмер инструмента для работы с квадратными трубами, мм |
|||||||||||||||
|
|
16 |
19 |
22 |
25 |
32 |
38 |
51 |
63 |
76 |
16 |
19 |
22 |
25 |
30 |
38 |
40 |
50 |
|
Толщина стенки трубы из нерж. |
0,5 |
0,8 |
1,0 |
1,0 |
1,2 |
1,2 |
1,5 |
1,6 |
2 |
0,5 |
0,8 |
1,0 |
1,0 |
1,2 |
1,2 |
1,5 |
1,5 |
|
Толщина стенки трубы из низкоуглеродист. стали |
0,8 |
1,0 |
1,2 |
1,2 |
1,5 |
1,5 |
1,8 |
1,8 |
2,3 |
0,8 |
1,0 |
1,2 |
1,2 |
1,5 |
1,5 |
1,8 |
1,8 |
 стали
сталиПринадлежности для гибки труб | Трубогиб Baileigh
Baileigh Industrial предлагает полный ассортимент инструментов и принадлежностей для трубогиба Baileigh. На веб-сайте представлена только часть того, что доступно. Если вы не видите то, что вам нужно, позвоните одному из наших специалистов по телефону 920-684-4990, и они будут рады помочь с вашими потребностями.
На веб-сайте представлена только часть того, что доступно. Если вы не видите то, что вам нужно, позвоните одному из наших специалистов по телефону 920-684-4990, и они будут рады помочь с вашими потребностями.
60 долларов.00 $
В наличии
- 0-1 «микрометр
- Дробное, дюймовое и мм показание,
- Устойчивый к воздействию воды, масел и пыли
- . 00015 «Точность
4095 долларов.00 $
Свяжитесь с нами по телефону
Поворотный стол позиционирования 10 футов для RDB-250. Механические упоры для нескольких изгибаемых деталей.
Поворотный патрон для точных изгибов в различных плоскостях. Сквозное отверстие 2-1 / 2 дюйма позволяет использовать материал длиннее стола.Линейная направляющая шкала.4095 долларов.00 $
Свяжитесь с нами по телефону
10-футовый поворотный стол для позиционирования RDB-325.
Механические упоры для нескольких изгибаемых деталей. Поворотный патрон для точных изгибов в различных плоскостях. Сквозное отверстие 2-1 / 2 дюйма позволяет использовать материал длиннее стола.Линейная направляющая шкала.4095 долларов.00 $
Свяжитесь с нами по телефону
Поворотный стол позиционирования 10 футов для RDB-350.
Механические упоры для нескольких изгибаемых деталей. Поворотный патрон для точных изгибов в различных плоскостях. Сквозное отверстие 2-1 / 2 дюйма позволяет использовать материал длиннее стола.Линейная направляющая шкала.80 долларов.00 $
В наличии
- Цифровой штангенциркуль 12 дюймов
- Дробное, дюймовое и мм показание,
- Устойчивый к воздействию воды, масел и пыли
- . 001 «Точность
35 долларов.00 $
В наличии
- Набор из двух, 4 и 6 дюймов
- Градуировка с гравировкой на 1/8, 1/16, 1/32 и 1/64 дюйма
- 6 дюймов с пузырьковым уровнем
- Включает ящик для хранения
36 долларов.
00
$В наличии
- 6-дюймовый цифровой штангенциркуль
- Дробное, дюймовое и мм показание,
- Устойчивый к воздействию воды, масел и пыли
- .001 «Точность
60 долларов.
00
$В наличии
- 8-дюймовый цифровой штангенциркуль
- Дробное, дюймовое и мм показание,
- Устойчивый к воздействию воды, масел и пыли
- .001 «Точность
300 долларов.
00
$В наличии
Bend-Tech Pro — более дешевая альтернатива SE. Если вы разрабатываете шасси, каркас безопасности, каркасные каретки, рамы или что-нибудь еще, что представляет собой сборку труб, то Bend-Tech PRO — это то, с чего вы хотите начать.
599 долларов.
00
$В наличии
Bend-Tech Super SE позволяет делать это каждый раз правильно с первого раза! Это вершина линейки программного обеспечения для гибки труб и труб.SE начинается там, где заканчивается Pro.
60 долларов.
00
$В наличии
- Набор из двух, 6 и 12 дюймов
- Градуировка с гравировкой на 1/8, 1/16, 1/32 и 1/64 дюйма
- Литые головки с пузырьковыми уровнями
- Включает ящик для хранения
125 долларов.
00
$В наличии
Зажим и держатель для углового искателя AF-360D, подходят для труб диаметром до 3 дюймов Schedule 40, изготовлены из цельной алюминиевой заготовки
2363 доллара.
00
$Свяжитесь с нами по телефону
Цифровое обновление для стола IDX 10 футов. Включает все необходимое оборудование
175 долларов.00 $
В наличии
Датчик внутреннего радиуса для измерения внутреннего радиуса.
50 долларов.00 $
В наличии
Цифровой угловой искатель с точностью до 0,02 градуса
175 долларов.
00
$В наличии
Датчик внешнего радиуса для измерения внешнего радиуса.
11 долларов.
00
$В наличии
Пробный размер 8 унций B-Lube
17 долларов.00 $
В наличии
Бутылка B-Lube на 16 унций с наконечником аппликатора, B-Lube — это синтетический гель, созданный в качестве смазки для труб, изгибаемых при вытяжке.
170 долларов.00 $
В наличии
Набор датчиков малого радиуса Arc Master
- включает внутренние и внешние датчики
- Качественная алюминиевая конструкция
- Считывает радиусы от 2. От 5 до 30 дюймов
- Точность до 0,5% или менее
26 долларов.00 $
В наличии
Флакон B-Lube емкостью 32 унции с наконечником аппликатора
105 долларов.
00
$В наличии
- Магнитная база в комплекте
- Обеспечивает четкую и четкую лазерную линию
- Служит для точных пропилов
- Поворотная головка на 360 ° с функцией угла наклона
 00015 «Точность
00015 «Точность Поворотный патрон для точных изгибов в различных плоскостях. Сквозное отверстие 2-1 / 2 дюйма позволяет использовать материал длиннее стола.Линейная направляющая шкала.
Поворотный патрон для точных изгибов в различных плоскостях. Сквозное отверстие 2-1 / 2 дюйма позволяет использовать материал длиннее стола.Линейная направляющая шкала. Механические упоры для нескольких изгибаемых деталей. Поворотный патрон для точных изгибов в различных плоскостях. Сквозное отверстие 2-1 / 2 дюйма позволяет использовать материал длиннее стола.Линейная направляющая шкала.
Механические упоры для нескольких изгибаемых деталей. Поворотный патрон для точных изгибов в различных плоскостях. Сквозное отверстие 2-1 / 2 дюйма позволяет использовать материал длиннее стола.Линейная направляющая шкала. Механические упоры для нескольких изгибаемых деталей. Поворотный патрон для точных изгибов в различных плоскостях. Сквозное отверстие 2-1 / 2 дюйма позволяет использовать материал длиннее стола.Линейная направляющая шкала.
Механические упоры для нескольких изгибаемых деталей. Поворотный патрон для точных изгибов в различных плоскостях. Сквозное отверстие 2-1 / 2 дюйма позволяет использовать материал длиннее стола.Линейная направляющая шкала. 001 «Точность
001 «Точность 00
$
00
$ 00
$
00
$ 00
$
00
$ 00
$
00
$ 00
$
00
$
 00
$
00
$ 00
$
00
$
 От 5 до 30 дюймов
От 5 до 30 дюймов 00
$
00
$трубогибочная машина | MachineMfg
Трубогибочная машина относится к машинам, используемым для гибки труб, а также может использоваться как домкрат.
Он примерно разделен на трубогибочную машину с числовым программным управлением и гидравлическую трубогибочную машину.
Используется при строительстве электроэнергетики, железных дорог общего пользования, мостов, судов и других объектов.
Трубогибочные станки можно условно разделить на трубогибочные станки с ЧПУ и гидравлические трубогибочные станки.
В основном используется для строительства электроэнергетики, строительства железных дорог общего пользования, котлов, мостов, кораблей, мебели, отделки и других аспектов прокладки и ремонта трубопроводов.
Он имеет множество преимуществ, таких как многофункциональность, разумная конструкция и простота эксплуатации.
Помимо функции колена, эта машина также может использовать цилиндр в качестве гидравлического домкрата.
По сравнению с трубогибочным оборудованием с ЧПУ, он отличается низкой ценой и удобством использования.
Базовая классификацияГидравлический трубогибочный станок
Горизонтальный гидравлический трубогиб
Многофункциональный трубогиб
Цифровой трубогиб
Основные характеристикиСтруктурный вид
- Трубогибочный станок оснащен сенсорным экраном и модулем числового программного управления, а диалоговые операции упрощают настройку;
- Структура станины устойчива, не деформируется;
- Для каждой программы можно установить 16 углов изгиба, а в памяти можно сохранить 16 файлов;
- С функцией медленного позиционирования, стабильным угловым изгибом, повторяемость составляет ± 0. 1 °;
- Сообщение об ошибке отображается на экране, чтобы помочь оператору немедленно устранить ее;
- Обеспечивает самостоятельно разработанное значение обработки локтя преобразования координат, а программное обеспечение может быть установлено и отредактировано на настольном компьютере.
 1 °;
1 °;Аспект процесса
Трубогиб выполняет гибку трубы, а также гибку листа.
В случае чистого изгиба, когда труба, имеющая внешний диаметр D и толщину стенки t, изгибается под действием внешнего момента M, внешняя стенка трубы нейтрального слоя подвергается растягивающему напряжению σ1, и стенка трубки утончается.
Внутренняя стенка нейтрального слоя подвергается растягивающему напряжению σ1, и стенка трубки становится толстой.
Кроме того, форма поперечного сечения изменяется от круглой до приблизительно эллиптической из-за действия равнодействующих сил F1 и F2.
Если степень деформации слишком велика, на внешней стенке трубки появятся трещины, а на внутренней стенке трубки появятся складки.
Степень деформации трубы зависит от относительного радиуса изгиба R / D и значения относительной толщины t / D, и чем меньше значения R / D и t / D, тем больше степень деформации.
Для обеспечения качества формовки трубы необходимо контролировать степень деформации в допустимом диапазоне.
Предел формования трубы при изгибе зависит не только от механических свойств материала и метода изгиба, но и от требований к использованию трубопроводной арматуры.
Предел деформации трубопроводной арматуры должен включать следующее содержание:
1) Максимальная деформация при удлинении во внешней зоне деформации растяжения нейтрального слоя не превышает пластического допустимого значения материала, вызывающего растрескивание;
2) В зоне деформации сжатия внутри нейтрального слоя тонкостенная часть конструкции, подверженная касательному сжимающему напряжению, не деформируется за пределами нестабильности;
3) Если трубопроводная арматура имеет требование эллиптичности, секция трубы контролируется с целью искривления;
Если труба имеет требования к прочности, чтобы выдерживать внутреннее давление, контролируйте предел деформации для уменьшения толщины стенки.
(1) Руководство по эксплуатации электрического масляного насоса.
(2) Вкрутите рабочий цилиндр во внутреннюю резьбу квадратного блока так, чтобы колесо на заднем конце цилиндра было внизу.
(3) Выберите матрицу в соответствии с внешним диаметром изогнутой трубы и наденьте ее на плунжер.
Канавки, соответствующие двум роликам, направлены к матрице и затем помещаются в отверстия в пластине для цветов соответствующего размера.
Затем накройте верхнюю пластину и вставьте изогнутую трубу в паз.
Затем оттянуть подвижную часть быстроразъемного конца маслопровода высокого давления и надеть на стык рабочего цилиндра.
Затяните винт слива масла на электрическом масляном насосе, чтобы изогнуть трубку.
После сборки колена ослабьте винт слива масла, и плунжер автоматически вернется в исходное положение.
Проверьте этиСамая большая электрическая трубогибочная машина в истории
Innovative Tube Equipment Corporation (Чикаго, Иллинойс), североамериканский дистрибьютор Unison Ltd. (Скарборо, Великобритания), ввела в эксплуатацию крупнейшую полностью электрическую трубогибочную машину, когда-либо производившуюся в Newport News Shipbuilding (Ньюпорт-Ньюс, штат Вирджиния), подразделении Huntington Ingalls Industries, которое поставляет авианосцы и подводные лодки с ядерными двигателями для ВМС США. Машина способна создавать крутящий момент более 265000 фут-фунтов (360000 Нм), который может изгибать трубопровод до 8 дюймов NPS, с внешним диаметром 8,625 дюйма или 219,1 мм, с толщиной стенок Schedule 80 0,5 дюйма (12.7 мм).
(Скарборо, Великобритания), ввела в эксплуатацию крупнейшую полностью электрическую трубогибочную машину, когда-либо производившуюся в Newport News Shipbuilding (Ньюпорт-Ньюс, штат Вирджиния), подразделении Huntington Ingalls Industries, которое поставляет авианосцы и подводные лодки с ядерными двигателями для ВМС США. Машина способна создавать крутящий момент более 265000 фут-фунтов (360000 Нм), который может изгибать трубопровод до 8 дюймов NPS, с внешним диаметром 8,625 дюйма или 219,1 мм, с толщиной стенок Schedule 80 0,5 дюйма (12.7 мм).
На протяжении более 128 лет компания Newport News Shipbuilding спроектировала, построила, отремонтировала и отремонтировала большое количество судов для ВМС США и коммерческих заказчиков. В настоящее время верфь является единственным проектировщиком, изготовителем и заправщиком атомных авианосцев ВМС США и одним из двух поставщиков атомных подводных лодок ВМС США. С обширными производственными мощностями, расположенными на площади более 550 акров вдоль побережья в 2,5 мили в Ньюпорт-Ньюсе, на верфи работает более 23 000 человек, многие из которых являются судостроителями в третьем или четвертом поколении. Судостроитель имеет более чем семилетний опыт использования полностью электрических трубогибов Unison, который начался еще в 2007 году, когда верфь приняла поставку трех машин для изготовления труб и систем трубопроводов для использования на проектах авианосцев.
Unison постепенно увеличил диаметры труб, которые могут быть сформированы с использованием полностью электрического движения, включая качественный скачок мощности, достигнутый в 2014 году благодаря архитектуре машины с приводом от серводвигателя, которая способна изгибать толстостенные трубы диаметром 225 мм и более .Теперь наличие полностью электрических гибочных станков с сервоприводом для труб того размера, который используется в Ньюпорт-Ньюсе, дает значительные преимущества в производительности при производстве судовых трубопроводов по сравнению с обычным оборудованием с гидравлическим приводом, включая интеллектуальную настройку с программным управлением и гибка с точностью до первого раза с исключительной точностью и повторяемостью. Точность изгиба достигается за счет включения уникальной лазерной системы, которая автоматически измеряет и регулирует углы изгиба для упругого возврата металла трубы.
Точность изгиба достигается за счет включения уникальной лазерной системы, которая автоматически измеряет и регулирует углы изгиба для упругого возврата металла трубы.
Unison также выиграла заказ на станок для гибки труб и специальные инструменты от Cybex International, Inc. (Медуэй, Массачусетс), ведущего производителя со штатом в 560 сотрудников, который создает широкий спектр тренажеров премиум-класса для двух человек. большие современные производственные мощности в Медуэй и Оватонна, Миннесота. Имея более 90 патентов, коммерческие продукты Cybex продаются внутри страны, в основном через прямых продаж, а легкие коммерческие и потребительские товары проходят через специализированных фитнес-дилеров.На международном уровне оборудование продается через дистрибьюторов в более чем 90 странах мира.
Это уникальное тренажерное оборудование разработано с помощью принципов науки о физических упражнениях, чтобы быть биомеханически правильным и давать оптимальные результаты при минимальной нагрузке на организм. Трубогибочный станок Unison с уникальным сервоприводом был специально разработан, чтобы позволить Cybex снизить затраты на отходы за счет устранения необходимости отрезать более короткие трубчатые детали до нужной длины после гибки.
Практически все тренажеры Cybex изготовлены на основе высококачественного трубчатого стального каркаса, большая часть которого производится на заводе в Оватонне, что является заметной частью имиджа бренда и, следовательно, должно сочетать эстетичный внешний вид с прочностью конструкции. Для этого рамы изготавливаются из прочных стальных труб 11 ga трех разных размеров с использованием различных патентованных профилей труб, включая плоские овальные и сжатые восьмиугольные. Изготовление гладких изгибов без складок на трубчатых профилях этих типов является технически сложной задачей и требует значительного опыта.
Cybex в настоящее время использует гидравлические трубогибы для обработки большей части своих производственных потребностей вместе с одним полностью электрическим станком с ЧПУ для более сложных деталей, для которых требуется несколько гибов с разными радиусами. Части трубы имеют длину от 2 футов до 10 футов и включают в себя множество изгибов, от пологих изгибов до крутых изгибов с радиусом центральной линии всего 4,8 дюйма. Для большинства деталей требуется точность изгиба ± 1 градус или выше для достижения конца. Позиционные допуски от конца до конца равны 0.03 дюйма. После гибки детали свариваются, очищаются, подвергаются дробеструйной очистке и покрываются порошковой краской. Чтобы конечный продукт был безупречным, каждый этап этого процесса подвергается строгому контролю качества.
Части трубы имеют длину от 2 футов до 10 футов и включают в себя множество изгибов, от пологих изгибов до крутых изгибов с радиусом центральной линии всего 4,8 дюйма. Для большинства деталей требуется точность изгиба ± 1 градус или выше для достижения конца. Позиционные допуски от конца до конца равны 0.03 дюйма. После гибки детали свариваются, очищаются, подвергаются дробеструйной очистке и покрываются порошковой краской. Чтобы конечный продукт был безупречным, каждый этап этого процесса подвергается строгому контролю качества.
Детали со сложной формой изгиба производятся небольшими партиями — обычно партиями от 12 до 30 деталей — на существующем гибочном станке с ЧПУ. Как и большинство ротационных трубогибов, он оснащен неподвижной скребковой матрицей, которая помогает контролировать поток материала и предотвращает сгибание трубы во время гибки с малым радиусом.Постоянное присутствие матрицы накладывает ограничение на минимальную длину трубы, которую можно согнуть. Это означает, что для производства коротких деталей Cybex должен использовать слишком длинные трубы, а затем обрезать их до нужной длины после сгибания. У этого есть несколько недостатков: (1) резка формованной детали занимает много времени и ее гораздо труднее резать, чем прямую трубу; (2) формованная деталь требует дополнительных этапов обработки и контроля качества; и (3) при обработке формованной детали образуется материальный лом, который стоит дорого и противоречит приверженности компании экологически ответственным производственным методам.
У этого есть несколько недостатков: (1) резка формованной детали занимает много времени и ее гораздо труднее резать, чем прямую трубу; (2) формованная деталь требует дополнительных этапов обработки и контроля качества; и (3) при обработке формованной детали образуется материальный лом, который стоит дорого и противоречит приверженности компании экологически ответственным производственным методам.
Гибочный станок по индивидуальному заказу от Unison сгибает трубы сложной и короткой формы без образования отходов обрезки. Вместо стационарной шлифовальной матрицы в новом станке используется уникальное откидное крепление для инструмента, которое, как и все моторизованные оси станка, приводится в движение серводвигателем с программным управлением. Перемещение грязесъемного штампа от прижимного штампа к концу цикла гибки позволяет подвести механизм подачи труб ближе к поворотной гибочной головке, что облегчает полностью автоматизированное производство коротких деталей.Новый станок основан на полностью электрическом трубогибе с ЧПУ 4 дюйма (100 мм) из линейки устройств Breeze. Он сконфигурирован с возможностью гибки с несколькими радиусами и многослойной оснасткой, что позволяет изготавливать сложные детали за один непрерывный машинный цикл. Точность нового станка достигается за счет включения уникальной лазерной системы, которая автоматически измеряет и регулирует углы изгиба, чтобы компенсировать отскок трубы после изгиба.
Он сконфигурирован с возможностью гибки с несколькими радиусами и многослойной оснасткой, что позволяет изготавливать сложные детали за один непрерывный машинный цикл. Точность нового станка достигается за счет включения уникальной лазерной системы, которая автоматически измеряет и регулирует углы изгиба, чтобы компенсировать отскок трубы после изгиба.
Cybex ссылается на быструю и повторяемую настройку с программным управлением, точность гибки и низкое энергопотребление в качестве основных причин, по которым она выбрала этот нестандартный трубогиб.К другим факторам относятся очень положительные отзывы операторов станков из эталонных компаний, которые посетили во время процесса предварительного заказа, а также готовность Unison разработать специальный трубогибочный станок специально для повышения гибкости и эффективности производства мелких деталей. «Большинство наших машин используется для гибки труб с круглым профилем», — объясняет Джим Сэйнор, старший коммерческий менеджер Unison. «Приложение Cybex необычно, потому что оно включает в себя различные профили труб, и они накопили значительный опыт в этой высокоспециализированной дисциплине.Мы тесно сотрудничаем с ними и нашим производителем инструментов, чтобы гарантировать, что поставляемый нами станок с первого раза станет оптимальным производственным решением с момента его установки. Это сотрудничество включало видеосъемку существующих операций по гибке, чтобы убедиться, что каждая капля ноу-хау специалистов Cybex воплощена в разработке инструментов, станков и методик гибки труб ».
«Приложение Cybex необычно, потому что оно включает в себя различные профили труб, и они накопили значительный опыт в этой высокоспециализированной дисциплине.Мы тесно сотрудничаем с ними и нашим производителем инструментов, чтобы гарантировать, что поставляемый нами станок с первого раза станет оптимальным производственным решением с момента его установки. Это сотрудничество включало видеосъемку существующих операций по гибке, чтобы убедиться, что каждая капля ноу-хау специалистов Cybex воплощена в разработке инструментов, станков и методик гибки труб ».
Innovative Tube Equipment Corporation, 1807 West Sunnyside Avenue, Chicago, IL 60640, 866-574-8823, info @ tube-equipment.com , www.tube-equipment.com .
Unison, 28 Schenck Parkway, Suite 200, Asheville, NC 28803, 828-771 0850, www.unisonltd.com .
Unison Ltd., Faroe House, Thornburgh Road, Scarborough, YO11 3UY, United Kingdom, +44 (0) 1723 582868, enquiries@unisonltd. com , www.unisonltd.com .
com , www.unisonltd.com .
Как пользоваться гидравлическим трубогибочным станком
Инструменты для гибки труб используются на производственных предприятиях и производственных предприятиях для строительства прокатных клетей, ворот, перил и различных проектов по изготовлению листового металла.Существуют разные типы гибочных инструментов с разными характеристиками. Гидравлические трубогибочные станки предназначены для использования в автомобильной и механической промышленности. Такие устройства изготавливаются из высококачественной стали и используются для изготовления клетей, поручней и т. Д.
Электрогидравлические трубогибы и трубогибы требуют больших диаметров и толщины стенок, что делает их пригодными для работы с большими мощностями и точными углами работы. Существуют модели меньшего и большего размера, многие из которых можно использовать в небольших мастерских.Перед вводом в эксплуатацию очень важно понять, как работают гидравлические трубогибочные машины. В этой статье мы проведем вас через процесс гибки труб и научим всему, на что нужно обращать внимание во время работы.
В этой статье мы проведем вас через процесс гибки труб и научим всему, на что нужно обращать внимание во время работы.
Подготовительные мероприятия
Проверяйте гидравлический трубогиб перед каждым использованием и устраняйте любые проблемы, чтобы снизить риск серьезных травм электрическим током, несчастных случаев и других причин, а также избежать повреждения машины.Удалите кровь, жир или грязь с гибочного станка для гидравлических труб, таких как ручки и органы управления. Это позволяет лучше контролировать гидравлический трубогибочный станок и предотвращает выскальзывание гидравлического трубогибочного станка или элемента управления из держателя во время использования. Осмотрите гидравлический трубогибочный станок на предмет утечек гидравлической жидкости. Проверьте уровень гидравлической жидкости и при необходимости отрегулируйте, а также проверьте наличие сломанных, трещин, изгибов, отсутствующих или скрепленных деталей и других условий, которые могут помешать безопасной работе гидравлического трубогибочного станка, например, трещин в угловых кронштейнах. Убедитесь, что шнур питания и вилка в хорошем состоянии и их нет. Если во время гидравлического осмотра трубогиба обнаружены какие-либо проблемы, не используйте их, пока проблемы не будут устранены.
Убедитесь, что шнур питания и вилка в хорошем состоянии и их нет. Если во время гидравлического осмотра трубогиба обнаружены какие-либо проблемы, не используйте их, пока проблемы не будут устранены.
Загрузка трубы в гидравлический трубогибочный станок за 5 шагов
- Убедитесь, что ваш гидравлический трубогиб и рабочая зона правильно настроены и свободны от посторонних и других отвлекающих факторов. Первоначально переключатель ВКЛ / ВЫКЛ должен находиться в положении ВЫКЛ.При необходимости отметьте трубу, которую нужно изгибать, в подходящем месте и откройте верхнюю раму изгиба.
- Выберите подходящую форму гибки для трубы, которую собираетесь сгибать. На бланках указан их размер и каталожный номер. Наденьте первый на конец барана.
- Поместите сгибаемую трубу перед первой и, при необходимости, поместите опоры под трубу, чтобы удерживать ее в правильном положении сгиба. Первый содержит символ в середине, который нужно выровнять. Поддерживайте трубу должным образом, чтобы предотвратить опрокидывание трубы и гидравлического трубогибочного станка во время использования.
- Обязательно нанесите немного смазки на сторону углового кронштейна, где он контактирует с трубой. Поместите кронштейны в соответствующие отверстия, отмеченные на гибочной раме. Угловые опоры должны находиться в правильных симметричных отверстиях, в противном случае гидравлический трубогибочный станок может быть поврежден во время использования.
- Наконец, все, что вам нужно сделать, это закрыть гибочную раму и полностью вставить опорные штифты в угол через крылья гибочной рамы. Выровняйте угловые кронштейны так, чтобы нулевые отметки на индикаторах угла совпадали с отметкой на верхнем крыле.Гидравлические трубогибочные машины Open Wing не имеют индикаторов угла. Убедитесь, что штифты полностью вставлены в нижнюю створку. Убедитесь, что гидравлический трубогибочный станок и труба устойчивы.

Объяснение операции гибки
Встаньте рядом с цилиндром на той же стороне, что и ручка разблокировки. Не тянуться к гидравлическому трубогибочному станку во время его работы. Переместите таран вперед. Когда шаблон изгиба коснется трубы, медленно и осторожно переместите ползунок, чтобы совместить изгиб с первым.Продолжайте перемещать привод до тех пор, пока трубка не окажется вплотную к угловым кронштейнам. Не помещайте пальцы, руки или другие части тела в положение, в котором они могут защемиться или защемить их. Убедитесь, что угловые кронштейны находятся в правильном положении для изгиба трубы, а штифты полностью вставлены в раму. В противном случае гидравлический трубогибочный станок может быть поврежден во время использования. Убедитесь, что концы трубы выходят за угловые кронштейны настолько, чтобы предотвратить скольжение трубы при изгибе. Продолжайте перемещать цилиндр и сгибать трубу.Держитесь подальше от движущейся трубы. Следите за индикаторами угла. Среднее значение углов, измеренных каждым индикатором угла, является приблизительным полным угловым отклонением. Смотрите, как таран расширяется. Если вы видите небольшую канавку в цилиндре, остановите движение цилиндра, чтобы предотвратить утечку гидравлической жидкости и повреждение цилиндра
Переместите таран вперед. Когда шаблон изгиба коснется трубы, медленно и осторожно переместите ползунок, чтобы совместить изгиб с первым.Продолжайте перемещать привод до тех пор, пока трубка не окажется вплотную к угловым кронштейнам. Не помещайте пальцы, руки или другие части тела в положение, в котором они могут защемиться или защемить их. Убедитесь, что угловые кронштейны находятся в правильном положении для изгиба трубы, а штифты полностью вставлены в раму. В противном случае гидравлический трубогибочный станок может быть поврежден во время использования. Убедитесь, что концы трубы выходят за угловые кронштейны настолько, чтобы предотвратить скольжение трубы при изгибе. Продолжайте перемещать цилиндр и сгибать трубу.Держитесь подальше от движущейся трубы. Следите за индикаторами угла. Среднее значение углов, измеренных каждым индикатором угла, является приблизительным полным угловым отклонением. Смотрите, как таран расширяется. Если вы видите небольшую канавку в цилиндре, остановите движение цилиндра, чтобы предотвратить утечку гидравлической жидкости и повреждение цилиндра
:: Подробнее: покажите мне хороший гидравлический трубогиб
Различные подходы для разных труб
Для труб некоторых размеров требуется удлинитель ползунка для создания изгиба на 90 градусов. Когда паз в приводе станет видимым, прекратите его перемещать. Убедитесь, что труба имеет надлежащую опору, чтобы предотвратить ее перемещение или падение. Поверните ручку разблокировки вашего гидравлического трубогибочного станка в втянутое положение и втяните привод достаточно далеко, чтобы можно было вставить удлинитель между концом ползуна и предыдущим. Вставьте удлинитель и осторожно переместите ползунок. Не помещайте пальцы, руки или другие части тела в положение, в котором они могут защемиться или защемить их.Достигнув желаемой степени изгиба, перестаньте двигать ползунок. Не пытайтесь делать изгибы более чем на 90 градусов, это может вызвать перегиб трубы и другие проблемы. Для точного измерения углов изгиба вам может потребоваться угольник или другое измерительное устройство. Рекомендуется сгибать трубу под углом, так как легче немного согнуть трубу, чем распрямить. Когда привод втянут, труба может выскочить, поэтому может потребоваться небольшая компенсация для достижения желаемого угла.
Когда паз в приводе станет видимым, прекратите его перемещать. Убедитесь, что труба имеет надлежащую опору, чтобы предотвратить ее перемещение или падение. Поверните ручку разблокировки вашего гидравлического трубогибочного станка в втянутое положение и втяните привод достаточно далеко, чтобы можно было вставить удлинитель между концом ползуна и предыдущим. Вставьте удлинитель и осторожно переместите ползунок. Не помещайте пальцы, руки или другие части тела в положение, в котором они могут защемиться или защемить их.Достигнув желаемой степени изгиба, перестаньте двигать ползунок. Не пытайтесь делать изгибы более чем на 90 градусов, это может вызвать перегиб трубы и другие проблемы. Для точного измерения углов изгиба вам может потребоваться угольник или другое измерительное устройство. Рекомендуется сгибать трубу под углом, так как легче немного согнуть трубу, чем распрямить. Когда привод втянут, труба может выскочить, поэтому может потребоваться небольшая компенсация для достижения желаемого угла. После поворота переведите выключатель питания в положение ВЫКЛ.Втяните привод, повернув ручку разблокировки в втянутое положение, и снимите трубу с вашего гидравлического трубогибочного станка. При необходимости снимите также болты, угловые кронштейны или откройте верхнюю створку. Если первый прилип к трубе, вы можете использовать деревянный брусок или мягкий молоток, чтобы снять его с трубы. Не используйте обычные молотки, зубила или другие закаленные инструменты для удаления первых. Они могут отколоть и повредить первый и нанести травму. И, вуаля, вы успешно согнули трубку!
После поворота переведите выключатель питания в положение ВЫКЛ.Втяните привод, повернув ручку разблокировки в втянутое положение, и снимите трубу с вашего гидравлического трубогибочного станка. При необходимости снимите также болты, угловые кронштейны или откройте верхнюю створку. Если первый прилип к трубе, вы можете использовать деревянный брусок или мягкий молоток, чтобы снять его с трубы. Не используйте обычные молотки, зубила или другие закаленные инструменты для удаления первых. Они могут отколоть и повредить первый и нанести травму. И, вуаля, вы успешно согнули трубку!
Выставка IMTS
IMTS собрала на этой онлайн-платформе производителей трубогибочных машин со всего мира.Просмотрите и найдите своего следующего поставщика вместе с нами.
Если у вас возникнут трудности, пожалуйста, свяжитесь с нами.
Быстрая ссылка на поставщиков
Прогноз отрасли по гибке труб / Рынок трубогибочных машин / Axenics
Согласно отчету о рынке трубогибочных машин, опубликованному в марте 2018 года компанией Technavio, глобальный рынок гибочных машин будет расти со средним годовым темпом роста 4,97% до 2022 года. ведущая мировая исследовательская компания.
ведущая мировая исследовательская компания.
Трубогибочные и трубогибочные машины в последнее время пользовались спросом, и, согласно выводам Technavio, этот рост продолжится в США и других странах, что является отличной новостью для Axenics. Практически нет различий между трубогибочными и трубогибочными машинами; материалы, используемые на станках, очевидно, различаются.
Гибка пластиковых труб — одна из основных услуг Axenics. Наша команда обладает опытом изгиба пластиковых труб в точные формы и может изгибать пластик в те же формы, что и трубы из нержавеющей стали.
Отчет о рынке трубогибочных машин описывает текущий размер рынка трубогибов, а также темпы роста и прогноз на период с 2012 по 2022 год. В отчете отмечены ключевые игроки в этой области, такие как производители, поставщики сырья, поставщики оборудования и т. Д. пользователи, трейдеры и дистрибьюторы. Данные были собраны из годовых отчетов компаний, журналов и веб-сайтов, и данные были проверены экспертами рынка. В докладе рассматриваются трубогибочные станки в основном в Северной Америке, Европе, Китае, Японии и Юго-Восточной Азии.
В докладе рассматриваются трубогибочные станки в основном в Северной Америке, Европе, Китае, Японии и Юго-Восточной Азии.
Трубогибочные станки с ЧПУ были одной из основных категорий в Отчете о рынке трубогибочных машин. В Axenics мы выполняем прецизионную гибку труб с использованием новейшего гибридного гибочного станка с ЧПУ Horn Metric TBRE. Этот тип гибочного инструмента с ЧПУ предлагает гибку на оправке и гибку валков в сочетании, чтобы лучше соответствовать спецификациям производителей оригинального оборудования для компонентов и трубных узлов.
Гибридный гибочный станок с ЧПУ Horn Metric TBRE, используемый Axenics, является идеальным решением для множества применений во всех отраслях промышленности.Гибочный станок серии TBRE является одним из самых популярных гибочных станков в США благодаря своим широким возможностям, универсальности, надежности и исключительной производительности. Некоторые из наиболее распространенных приложений, для которых он может использоваться, включают:
- Военные / оборонные приложения
- Аэрокосмические приложения
- Медицинские устройства
- Автомобильные приложения
- Полупроводниковые приложения
Вот несколько основных причин, по которым вам следует учитывать Гибка труб с ЧПУ для вашего следующего проекта:
Экономия затрат:
Если вы хотите снизить затраты и при этом добиться качественных результатов, гибка труб с ЧПУ — это экономичное решение. Прецизионная гибка труб позволяет производителям избавиться от необходимости покупать большое количество соединений и приспособлений, которые требуются при сварке стыков, стоимость которых может быстро возрасти.
Прецизионная гибка труб позволяет производителям избавиться от необходимости покупать большое количество соединений и приспособлений, которые требуются при сварке стыков, стоимость которых может быстро возрасти.
Гибочный станок с ЧПУ также позволяет в первую очередь автоматизировать процессы гибки труб, устраняя необходимость в большом штате сварщиков. Большинство гибок может выполняться на станке и проверяться специалистом по гибке, что сокращает затраты на рабочую силу на протяжении всего проекта, особенно в случае больших объемов заказов.
Экономия времени:
Поскольку станок может автоматизировать большую часть процесса, требуется гораздо меньше ручного труда, что позволяет процессу продвигаться быстрее. Поскольку гибка труб с ЧПУ устраняет необходимость в использовании соединений и приспособлений для соединения и фиксации компонентов, здесь также можно сэкономить рабочее время.
Кроме того, точность, с которой может выполнять гибочный станок с ЧПУ, позволяет выполнять последовательные и точные изгибы, что сокращает время, затрачиваемое на исправление или «переделку» сварных швов, не соответствующих стандартам качества. Пользовательские изгибы также могут быть легко выполнены и обеспечивают более эффективное и быстрое решение для создания уникальных пространств и дизайнов.
Пользовательские изгибы также могут быть легко выполнены и обеспечивают более эффективное и быстрое решение для создания уникальных пространств и дизайнов.
Качество и постоянство:
Использование гибочного станка с ЧПУ не только гарантирует высокое качество продукции, но также позволяет поставщику услуг многократно достигать одного и того же высококачественного результата. Радиусы изгиба можно настроить в соответствии с необходимыми спецификациями, и вы можете рассчитывать на то, что машина будет точно изгибать каждый раз, когда через нее проходит труба.
При использовании гибочного станка с компьютерным управлением уменьшается вероятность того, что конечный продукт будет иметь дефекты, а за счет исключения стыков и сварных швов в сложной сборочной системе уменьшается вероятность возникновения утечек или трещин.
Отчет о рынке трубогибочных машин состоит из следующих разделов:
- МЕТОДОЛОГИЯ ИССЛЕДОВАНИЯ
- ПЕЙЗАЖ РЫНКА (экосистема рынка, характеристики рынка и анализ сегментации)
- РАЗМЕР РЫНКА (определение рынка, размер рынка 2017, размер рынка прогноз 2017-2022)
- АНАЛИЗ ПЯТИ СИЛ (рыночная сила покупателей, рыночная сила поставщиков, угроза появления новых участников, угроза заменителей, угроза конкуренции и конъюнктуры рынка)
- СЕГМЕНТАЦИЯ РЫНКА ПО ПРИМЕНЕНИЮ
- КЛИЕНТСКИЙ ПЕЙЗАЖ
- РЫНОК СЕГМЕНТАЦИЯ ПО МОЩНОСТИ
- РЕГИОНАЛЬНЫЙ ЛАНДШАФТ
- РАМКА РЕШЕНИЙ
- ДРАЙВЕРЫ И ВЫЗОВЫ (Движущие силы рынка и вызовы рынка)
- ТЕНДЕНЦИИ НА РЫНКЕ (Интеграция роботов с системами гибки, появление полностью автоматизированных гибочных станков и появление полностью автоматических гибочных станков)
- ПОСТАВЩИК ПЕЙЗАЖ
- ПОСТАВЩИК АНАЛИЗ
Стоимость отчета составляет 2 900 долларов США за лицензию на одного пользователя. Посетите здесь для получения дополнительной информации.
Руководство по выбору трубогибочных машин: типы, характеристики, применение
Трубогибочные машины используются для гибки труб и изготовления готовых деталей. Трубки представляют собой конструкционные полые трубопроводы, которые используются в качестве трубопроводов для жидкостей и газов в пневматических, гидравлических, медицинских и технологических приложениях. Трубки измеряются по внешнему диаметру и обычно меньше и менее жесткие, чем трубы. Трубы — это сосуды, которые используются в транспортных системах для жидкостей и твердых тел.Как правило, они имеют больший диаметр и измеряются по их внутреннему диаметру независимо от толщины стенки. Оборудование для гибки и изготовления труб используется для выполнения таких операций, как гибка, обжимка, развальцовка и гибка.
Существует семь основных типов трубогибочных машин, каждый из которых работает по-своему. Как описано ниже, способ работы каждой машины зависит от нескольких характеристик.
Гидравлическое формование труб. Кредит изображения: H&H Tube
Типы
Существует множество различных типов трубогибочных машин.
с числовым программным управлением (ЧПУ) гибочные станки производят изгибы с малым радиусом, изгибы с большим радиусом и эллиптические изгибы — и все это на одной и той же детали. Это сложные машины, которые гарантируют высокий уровень производительности и воспроизводимости. Гибочные станки с ЧПУ используются для создания сложных трубчатых деталей, поскольку они могут автоматически манипулировать трубой и точно позиционировать ее. Они состоят из трех осей и каретки с приводом от серводвигателя, которая автоматически устанавливает расстояние между изгибами и его плоскость.Гибочные станки с ЧПУ не имеют гидравлических или пневматических элементов, что обеспечивает большую повторяемость и производительность. Эти машины используются в нескольких отраслях промышленности, включая автомобилестроение, HVAC, судостроение и железные дороги. Существует три типа осевых гибочных станков с ЧПУ:
Существует три типа осевых гибочных станков с ЧПУ:
Станки для гибки труб Vector представлены в различных моделях и предназначены для автоматизированного производства труб. Они бывают разных размеров, скорости оси и управляемости для ускорения и замедления. В высокотехнологичных моделях цепи не используются.Эти машины могут использоваться для производства высокопрочных авиационных труб и автомобильных выхлопных труб.
Электрические трубогибочные станки Vector являются самыми современными и обеспечивают высокий уровень производительности, качества и надежности. Электрический привод этих машин позволяет экономить больше энергии, чем обычные трубогибочные машины с гидравлическим приводом. Эти машины способны реверсировать вращение гибочной головки, что дает операторам гибкость при выполнении сложных операций по гибке.Эти машины оснащены усовершенствованным пользовательским интерфейсом с сенсорным экраном для программирования и контроля производительности.
Гибочные станки с орбитальной головкой обладают значительной гибкостью и могут использоваться для сложной гибки труб с ЧПУ. Эти машины легко производят трубчатые детали со змеевиками, фитингами и шлангами, а также могут быть легко интегрированы с автоматическим погрузочно-разгрузочным оборудованием. Они используются с компьютерным управлением на сенсорном экране с высоким разрешением. Расширенные функции этих машин помогают вращать головку и цанги одновременно вокруг деталей, что сокращает время цикла и гарантирует оптимальную производительность.Машины — идеальное решение для систем кондиционирования воздуха, автомобилей, грузовиков и других сложных приложений.
Гидроформовочное оборудование использует давление жидкости для формования черных или цветных металлов в форме штампа. Компоненты машины состоят из гидравлического гидроформовочного пресса, усилителей давления, системы гидроформовки воды и гидроформовочной установки. Пресс открывает и закрывает пролитую полость формы, позволяя вставить заготовку и удалить готовый продукт. Насос обеспечивает внутреннее давление, а гидроцилиндры уплотняют концы трубы, чтобы улавливать давление для деформации.Преимущества использования этого процесса включают снижение веса, уменьшение количества деталей и увеличение вариантов конструкции. Гидроформование позволяет создать уникальную геометрию за один процесс.
Насос обеспечивает внутреннее давление, а гидроцилиндры уплотняют концы трубы, чтобы улавливать давление для деформации.Преимущества использования этого процесса включают снижение веса, уменьшение количества деталей и увеличение вариантов конструкции. Гидроформование позволяет создать уникальную геометрию за один процесс.
Процесс гидроформинга. Кредит изображения: ALF Engineering
Плунжерная гибка и Машины для гибки под давлением помещают трубу или трубу в матрицу. Трубка или труба удерживается за два конца, и шток продвигается по центральной оси, чтобы согнуть трубу. Труба или трубка деформируются внутри и снаружи кривизны.В зависимости от толщины трубы или материала трубы этот процесс деформирует трубу или трубу в овальную форму. Это самый простой и дешевый способ гибки. Изгибание с помощью плунжера лучше всего использовать для электропроводки и аналогичных изделий небольшого калибра.
Подъемник для гибки. Кредит изображения: Дизайн автомобильной космической рамы
Кредит изображения: Дизайн автомобильной космической рамы
Оборудование для гибки тепла помещает индукционную катушку вокруг трубы или трубы и прикладывает изгибающую силу, когда объект проходит через нагреваемую катушку.
Набивка песком или Машины для гибки горячих плит заполняют трубу песком, закрывают концы и нагревают. Труба изгибается вокруг штифтов с помощью механической силы. Этот процесс сводит к минимуму деформацию поперечного сечения трубы.
Станки для гибки на оправке или Станки для ротационно-вытяжной гибки вставляют оправку, неподвижную головку противогиба, в трубу или трубу во время гибки так, чтобы форма и диаметр сохранялись, а изгибы не деформировались. Оправка поддерживает трубу изнутри и обеспечивает максимально возможный изгиб и отсутствие деформации внутренней кривизны трубы.Это наиболее распространенный процесс гибки. Гибка на оправке обеспечивает хорошую отделку и лучше всего подходит для перил, декоративных изделий из железа, выхлопных труб, каркасов роликов и всех нержавеющих и алюминиевых труб.
Станок для гибки оправок. Кредит изображения: Tricktools
- Вальцегибочные станки — это оборудование для гибки и изготовления труб, в котором используются три приводных ролика в треугольном расположении. В отличие от изгиба на оправке, внутренняя часть трубы или трубы не поддерживается.Верхний ролик оказывает давление вниз, в то время как два нижних ролика толкают вверх, деформируя трубу. Можно использовать два или три приводных ролика, а процесс можно регулировать вручную или гидравлически. Этот процесс лучше всего использовать, когда требуется большой радиус, например, для изготовления навесов и других круглых изделий.
Трубогиб с 3 роликами. Автор видео: GMK / CC BY-SA 4.0
Трубогибочные станки также включают:
- Намоточное оборудование
- Оборудование для гибки тонкостенных стенок
- Бустерные станки
- Станки для гибки перил
- Коленоогибы
Возможности
Дополнительные возможности трубогибочных машин могут включать в себя множество процессов.
Отжиг и термообработка — это процесс, при котором металл нагревают до определенной температуры, а затем дают ему медленно остыть. Отжиг упрощает резку и формовку металла.
Полировка и полировка делает шероховатую поверхность гладкой. Полировку можно выполнять резким движением, которое дает гладкую, полублестящую и однородную поверхность, перемещая заготовку против направления круга со средним или сильным давлением или с помощью цветных движений, чтобы получить яркую, блестящую и чистую поверхность. перемещая заготовку в направлении колеса со средним или легким давлением.
Два основных движения буферизации. Кредит изображения: Caswell
Сплющивание концов — это операция пробивного пресса, которая производит плоский конец трубы для трубчатых узлов. Специальная матрица способна сплющивать конец трубки, обрезать углы и пробивать отверстие для крепления трубки.
Сплющивание концов. Кредит изображения: Harco
Операции прорезания различаются в зависимости от детализации и применения желаемых прорезей.Процесс может быть выполнен с использованием штамповочного пресса, механической обработки или лазерной обработки. Пробивной пресс идеален для изготовления из-за его экономической эффективности, а механическая обработка или лазерные операции лучше всего подходят для трубчатых сложных конструкций.
Вырубка — это метод, сочетающий в себе пробивной пресс со специальной штамповкой для изменения формы конца трубы. Вырезание позволяет собирать трубы с помощью соединителя для труб или сварочного аппарата.
Боковой вырез. Кредит изображения: Harco
Пробивка отверстий с углублениями может быть одинарной или двойной.В стиле с двойной ямкой используются два отдельных удара, которые перемещаются навстречу друг другу во время цикла прессования. Стиль ударяет без поддержки, поэтому они создают ямочку. Пуансоны для одиночных отверстий имеют пуансон, который с одной стороны продвигается через трубу. В нижней части трубки предусмотрена опора, чтобы гарантировать, что второе отверстие «чистое» и без ямочек.
Стиль ударяет без поддержки, поэтому они создают ямочку. Пуансоны для одиночных отверстий имеют пуансон, который с одной стороны продвигается через трубу. В нижней части трубки предусмотрена опора, чтобы гарантировать, что второе отверстие «чистое» и без ямочек.
Пробивка отверстий оправкой использует внутреннюю опору, поэтому внешний диаметр не изменяется при создании отверстия. Этот стиль используется, когда трубки должны входить друг в друга, потому что он более точен и имеет более жесткие допуски, хотя и дороже, чем пробивка отверстий с углублениями.
Пробивка отверстий на щеках. Кредит изображения: Harco
Характеристики трубок и труб
Характеристики труб необходимо учитывать при выборе трубогибочных машин. К ним относятся материал и форма трубки, которые могут повлиять на тип необходимого оборудования.
Материал
Многие гибкие трубы и трубки изготавливаются из таких материалов, как:
- Алюминий
- Латунь
- Углеродистая сталь
- Нержавеющая сталь
- Медь
- Никелевые сплавы
- Поливинилхлорид (ПВХ)
- Пластмассы
- Титан
- Суперсплавы
Форма
Большинство трубок и трубок имеют цилиндрическую форму. Однако некоторые процессы производят изделия с различным поперечным сечением, в том числе:
Однако некоторые процессы производят изделия с различным поперечным сечением, в том числе:
- Овальный
- Круглый
- Площадь
- прямоугольный
Формы труб. Кредит изображения: DIYTrade
Операции
Некоторые трубогибочные станки могут выполнять дополнительные операции, в том числе:
- Обжимной
- Развальцовка
- Вырез
- Крепеж
- Сборка
- Отделка бисером
Список литературы
Обзор отрасли обработки металлов
Методы гибки труб
Разница между трубами и трубками
Производство труб
Оправка для трубогиба для выхлопных труб на продажу
Владение трубогибом для выхлопных труб с оправкой дает владельцам магазинов различные преимущества.Стоимость передачи ваших работ по гибке выхлопных труб сторонним предприятиям быстро увеличивается, оставляя вас в зависимости от источников, находящихся вне вашего контроля.
Зачем по-прежнему оставлять уровень производства в чужих руках? Зачем платить за услуги, если простое решение может не только сэкономить вам деньги, но и быстро позволить вам получить прибыль самостоятельно?
Если вы опытный владелец или оператор автомобильного предприятия, который знает цену каждому доллару, рассмотрение ваших инвестиций всегда должно быть приоритетом.К счастью, покупка подходящего станка для гибки выхлопных труб с оправкой — это эффективное и удачное решение.
Обладатель оправки для гибки выхлопных труб
Как и большинство производственных работ, работа на предприятии по производству грузовых автомобилей или автозапчастей — сложная задача с постоянными проблемами. Одна из основных проблем, с которой вы столкнетесь, — это поиск источников, которым вы можете доверять, чтобы предоставить материалы, которые вам понадобятся, когда они вам понадобятся.
Решение передать на аутсорсинг выполнение ваших работ по гибке выхлопных труб только усугубляет и без того сложную систему движущихся частей. Что еще хуже, это создает дополнительную нагрузку как на ваши финансы, так и на производственные проблемы в случае дефицита.
Что еще хуже, это создает дополнительную нагрузку как на ваши финансы, так и на производственные проблемы в случае дефицита.
По мере того как спрос на отводы для выхлопных труб продолжает расти, растут и цены, которые вы будете платить за отводы для выхлопных труб на вторичном рынке. Шансы на это улучшение также кажутся весьма маловероятными, если вы не откажетесь от зависимости от всей неустойчивой системы.
Правильная оправка для гибки выхлопных труб дает вам именно такую возможность. Вместо того, чтобы сидеть сложа руки и платить другим, вы дали преимущество полностью независимым производственным возможностям.
То, что это означает, очевидно — контроль и настройка. Вы можете контролировать общий график производства и соответствовать требованиям, к которым стремитесь, не становясь жертвой внешних колебаний.
Покупка подходящего гибочного станка для выхлопных газов
Если идея получить контроль над своим производством и улучшить график кажется дорогой или слишком хорошей, чтобы быть правдой, вам повезло.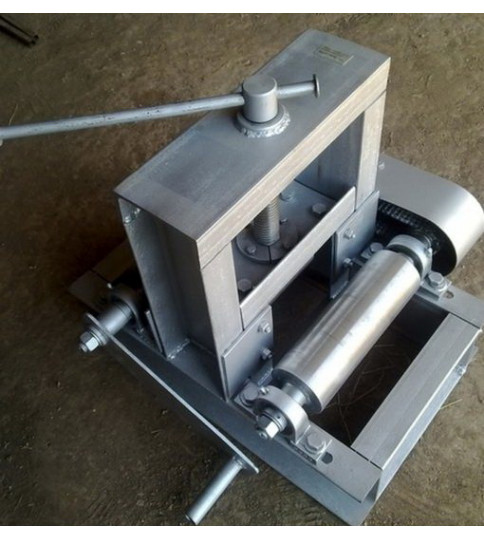 Hines Bending Systems — мировой лидер в производстве гибочных машин, предлагающий на продажу разнообразные новые и бывшие в употреблении трубогибы для выхлопных труб.
Hines Bending Systems — мировой лидер в производстве гибочных машин, предлагающий на продажу разнообразные новые и бывшие в употреблении трубогибы для выхлопных труб.
Наша разнообразная коллекция различных гибочных станков дает вам возможность найти идеальное решение для ваших производственных нужд. У нас долгая история надежности, и мы разделяем страсть к тому, чтобы предлагать предприятиям решения для гибки, которые необходимы им для дальнейшего роста.
Мы также тщательно обслуживаем наши демонстрационные гибочные станки и следим за тем, чтобы они находились в отличном рабочем состоянии для обеспечения качества, прежде чем выставлять на продажу бывшие в употреблении трубогибы. В результате вы можете купить бывшие в употреблении станки для гибки выхлопных труб с малым временем работы по доступным ценам непосредственно у производителя.
300 Трубогиб с ЧПУ
Трубогиб 300 с ЧПУ — идеальный трубогиб с оправкой для выхлопных труб для гибки выхлопных газов среднего и большого размера в автомобильной промышленности.
Технические характеристики трубогибочного станка с ЧПУ 300:
- Вместимость: 4,25 ″ OD x .200 Стенка
- Максимальная подача: 33 фута / мин.
- Максимальный POB: 20 об / мин
- Стандартный Максимальный радиус: 14 дюймов
- Максимальный угол изгиба: 190 градусов
- Рабочее давление: 2000 фунтов на кв. Дюйм
- Емкость резервуара: 175 галлонов США
- Приблизительный вес: 14500 фунтов
- Приблизительные размеры: 20 футов x 5 футов x 6 футов
- Напряжение: 220 В / 440/3 фазы 60 Гц, 50 Гц опционально
- Точность угла изгиба +/-: 0.1 степень
- Скорость гибочного рычага: 2 об / мин
- Максимальная длина трубы по оправке: 9 1/2 футов
- Двигатель: 30 л.с.
Пожалуйста, свяжитесь с Hines Bending Systems, чтобы поговорить с нашим дружелюбным сотрудником, если вы хотите узнать больше.