СТРОГАЛЬНЫЕ СТАНКИ — это… Что такое СТРОГАЛЬНЫЕ СТАНКИ?
- СТРОГАЛЬНЫЕ СТАНКИ
- СТРОГАЛЬНЫЕ СТАНКИ
машины-орудия для обработки поверхностей строганием посредством резца с прямолинейно-поступательным движением его рабочего хода относительно обрабатываемой поверхности. Различают следующие виды С. с.: а) продольно-строгальные, в к-рых стол вместе с укрепленным на нем предметом имеет прямолинейно-возвратное движение. Резец производит работу только в одном направлении; при обратном хода он приподнимается и станок работает вхолостую. Как правило, холостой ход имеет в 2—3 раза большую скорость, чем рабочий. Ширина и глубина строгания зависят от подачи, сообщаемой резцу. Движение стола совершается при помощи зубчатых колес и рейки (наиболее часто), либо червячка и рейки (редко), либо винтовой передачи (еще реже).

Технический железнодорожный словарь.
— М.: Государственное транспортное железнодорожное издательство.
Н. Н. Васильев, О. Н. Исаакян, Н. О. Рогинский, Я. Б. Смолянский, В. А. Сокович, Т. С. Хачатуров.
1941.

 — М.: Государственное транспортное железнодорожное издательство.
Н. Н. Васильев, О. Н. Исаакян, Н. О. Рогинский, Я. Б. Смолянский, В. А. Сокович, Т. С. Хачатуров.
1941.
— М.: Государственное транспортное железнодорожное издательство.
Н. Н. Васильев, О. Н. Исаакян, Н. О. Рогинский, Я. Б. Смолянский, В. А. Сокович, Т. С. Хачатуров.
1941..
- СТРЕЛОЧНЫЙ УКАЗАТЕЛЬ
- СТРОЕННАЯ ЕЗДА
Смотреть что такое «СТРОГАЛЬНЫЕ СТАНКИ» в других словарях:
Станки — получить на Академике рабочий купон на скидку ВсеИнструменты или выгодно станки купить с бесплатной доставкой на распродаже в ВсеИнструменты
СТАНКИ МЕТАЛЛОРЕЖУЩИЕ — машины для изготовления частей других машин в основном путем снятия с заготовки стружки режущим инструментом. Многое из того, что производится в результате человеческой деятельности в настоящее время, делается на металлорежущих станках или с… … Энциклопедия Кольера
ГОСТ 35-85: Станки продольно-строгальные. Нормы точности и жесткости
ГОСТ Р ЕН 12750-2012: Безопасность деревообрабатывающих станков. Станки строгальные (продольно-фрезерные) четырехсторонние — Терминология ГОСТ Р ЕН 12750 2012: Безопасность деревообрабатывающих станков. Станки строгальные (продольно фрезерные) четырехсторонние: 3.17 время выбега (run down time): Время, прошедшее от приведения в действие устройства управления остановкой … Словарь-справочник терминов нормативно-технической документации
Подача — относительное перемещение режущего инструмента и обрабатываемой на станке заготовки; один из основных параметров, характеризующих режим резания при обработке изделий на станках. П. позволяет последовательно распространить процесс резания… … Большая советская энциклопедия
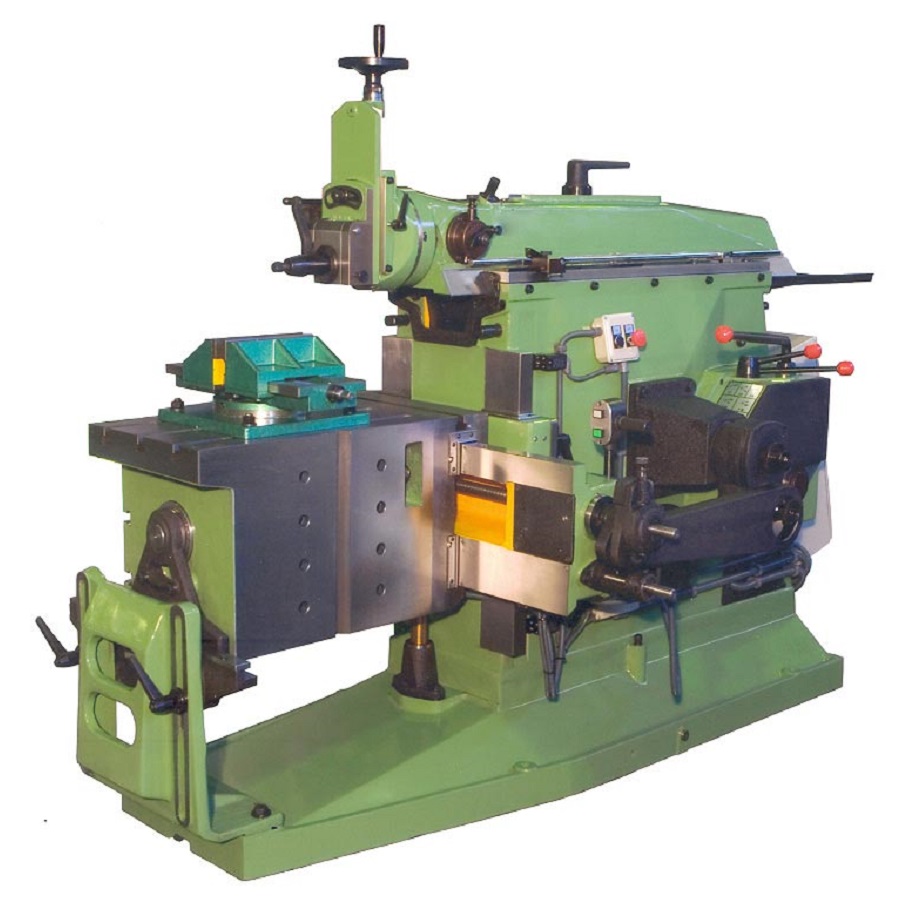
Строгальный станок — Металлорежущий станок для обработки строгальными резцами горизонтальных, вертикальных и наклонных поверхностей с прямолинейными образующими.
index — 01 ОБЩИЕ ПОЛОЖЕНИЯ. ТЕРМИНОЛОГИЯ. СТАНДАРТИЗАЦИЯ. ДОКУМЕНТАЦИЯ 01.020 Терминология (принципы и координация) 01.040 Словари 01.040.01 Общие положения. Терминология. Стандартизация. Документация (Словари) 01.040.03 Услуги. Организация фирм,… … Стандарты Международной организации по стандартизации (ИСО)
индекс — 01 ОБЩИЕ ПОЛОЖЕНИЯ. ТЕРМИНОЛОГИЯ. СТАНДАРТИЗАЦИЯ. ДОКУМЕНТАЦИЯ 01.020 Терминология (принципы и координация) 01.040 Словари 01.040.01 Общие положения. Терминология. Стандартизация. Документация (Словари) 01.040.03 Услуги. Организация фирм,… … Указатель национальных стандартов 2013
25.080 — Металлорежущие станки 25.080.01 Металлорежущие станки в целом 25.080.10 Токарные станки 25.080.20 Расточные и фрезерные станки 25.080.25 Строгальные станки 25.
080.30 Протяжные станки 25.080.40 Сверлильные станки … Стандарты Международной организации по стандартизации (ИСО)25.080 — Металлорежущие станки 25.080.01 Металлорежущие станки в целом 25.080.10 Токарные станки 25.080.20 Расточные и фрезерные станки 25.080.25 Строгальные станки 25.080.30 Протяжные станки 25.080.40 Сверлильные станки 25.080.50 Шлифовальные и… … Указатель национальных стандартов 2013
Московский станкостроительный завод Красный пролетарий — (Московский станкостроительный завод «Красный пролетарий») им. А. И. Ефремова, одно из старейших и ведущих предприятий станкостроения СССР, уникальное по масштабам производства и оснащённости технологического процесса специализированным… … Большая советская энциклопедия
 Нормы точности и жесткости оригинал документа: 2.3.3. Параллельность верхней поверхности А к основанию Г При длине измерения до 1600 мм измерения по ГОСТ 25889.2 83, метод 2 (черт. 32). Черт … Словарь-справочник терминов нормативно-технической документации
Нормы точности и жесткости оригинал документа: 2.3.3. Параллельность верхней поверхности А к основанию Г При длине измерения до 1600 мм измерения по ГОСТ 25889.2 83, метод 2 (черт. 32). Черт … Словарь-справочник терминов нормативно-технической документации
 080.30 Протяжные станки 25.080.40 Сверлильные станки … Стандарты Международной организации по стандартизации (ИСО)
080.30 Протяжные станки 25.080.40 Сверлильные станки … Стандарты Международной организации по стандартизации (ИСО)Строгальный станок — это… Что такое Строгальный станок?
- Строгальный станок
Различают поперечно-строгальные и продольно-строгальные станки (рис.).
Главное движение С. с. — прямолинейное возвратно-поступательное. У поперечно-строгального станка оно сообщается резцу, закрепленному в суппорте, у продольно-строгального станка — столу, на котором устанавливается изделие. Резание производится во время рабочего хода, затем следует холостой ход (с более высокой скоростью), при котором резец (или изделие) возвращается в первоначальное положение. Скорость главного движения остается постоянной у всех продольно-строгальных станков и поперечно-строгальных станков с гидравлическим приводом и меняется (от нуля до максимальной и вновь до нуля) у поперечно-строгальных станков с приводом от кулисно-кривошипного механизма. В конце каждого холостого хода осуществляется движение подачи (в поперечном направлении относительно направления главного движения). У поперечно-строгальных станков оно сообщается столу и закрепленному на нём изделию, у продольно-строгальных — резцу, закрепленному в суппорте.
Продольно-строгальный станок по металлу (модель 7А256).


Большая советская энциклопедия. — М.: Советская энциклопедия. 1969—1978.
- Стробоскопия
- Строгание
Смотреть что такое «Строгальный станок» в других словарях:
СТРОГАЛЬНЫЙ СТАНОК — 1) металлорежущий станок для обработки плоских и фасонных поверхностей.
Главное движение (возвратно поступательное) у поперечно строгальных станков совершает резец вместе с суппортом и ползуном, а у продольно строгальных заготовка.2)… … Большой Энциклопедический словарьстрогальный станок — 1) металлорежущий станок для обработки плоских и фасонных поверхностей. Главное движение (возвратно поступательное) у поперечно строгальных станков совершает резец вместе с суппортом и ползуном, а у продольно строгальных заготовка.… … Энциклопедический словарь
СТРОГАЛЬНЫЙ СТАНОК — 1) металлореж. станок для обработки плоских и фасонных поверхностей. Гл. движение возвратно поступат., движение подачи поступат. периодическое. Гл. движение у поперечно строгальных станков совершает резец вместе с суппортом и ползуном, а у… … Большой энциклопедический политехнический словарь
четырехсторонний строгальный станок — Станок, предназначенный для обработки заготовок и деталей ящика с одной, двух, трех или четырех сторон для придания им заданного профиля сечения и класса шероховатости.
[ГОСТ 20767 75] Тематики тара, стеллажи Обобщающие термины термины… … Справочник технического переводчикаЧетырехсторонний строгальный станок — 6. Четырехсторонний строгальный станок Станок, предназначенный для обработки заготовок и деталей ящика с одной, двух, трех или четырех сторон для придания им заданного профиля сечения и класса шероховатости Источник: ГОСТ 20767 75: Ящики из… … Словарь-справочник терминов нормативно-технической документации
СТАНОК — 1. СТАНОК1, станка, муж. 1. Почтовая или ямская станция, а также вообще место для отдыха и мены лошадей в пути (старин., обл.). || Название небольшого поселка в Сибири. Станок на берегу Енисейского залива. || То же, что становище (обл.). 2.… … Толковый словарь Ушакова
СТАНОК — 1. СТАНОК1, станка, муж. 1. Почтовая или ямская станция, а также вообще место для отдыха и мены лошадей в пути (старин., обл.). || Название небольшого поселка в Сибири.
Станок на берегу Енисейского залива. || То же, что становище (обл.). 2.… … Толковый словарь УшаковаСТРОГАЛЬНЫЙ — СТРОГАЛЬНЫЙ, строгальная, строгальное (тех.). Служащий для обработки строганием дерева или металла. Строгальный станок. Толковый словарь Ушакова. Д.Н. Ушаков. 1935 1940 … Толковый словарь Ушакова
станок — сущ., м., употр. сравн. часто Морфология: (нет) чего? станка, чему? станку, (вижу) что? станок, чем? станком, о чём? о станке; мн. что? станки, (нет) чего? станков, чему? станкам, (вижу) что? станки, чем? станками, о чём? о станках 1. Станком… … Толковый словарь Дмитриева
строгальный — I стро/гальный = строга/льный Предназначенный, служащий для обработки чего л. строганием. Строгальный станок. II строга/льный ая, ое.; см. строгальный II … Словарь многих выражений
 Главное движение (возвратно поступательное) у поперечно строгальных станков совершает резец вместе с суппортом и ползуном, а у продольно строгальных заготовка.2)… … Большой Энциклопедический словарь
Главное движение (возвратно поступательное) у поперечно строгальных станков совершает резец вместе с суппортом и ползуном, а у продольно строгальных заготовка.2)… … Большой Энциклопедический словарь [ГОСТ 20767 75] Тематики тара, стеллажи Обобщающие термины термины… … Справочник технического переводчика
[ГОСТ 20767 75] Тематики тара, стеллажи Обобщающие термины термины… … Справочник технического переводчика Станок на берегу Енисейского залива. || То же, что становище (обл.). 2.… … Толковый словарь Ушакова
Станок на берегу Енисейского залива. || То же, что становище (обл.). 2.… … Толковый словарь УшаковаКлассификация и обозначение строгальных станков
Строгальные станки предназначаются для обработки так называемых линейчатых поверхностей — горизонтальных, вертикальных и наклонных плоскостей. К линейчатым относятся и фасонные поверхности, представляющие собой сочетание плоскостей, расположенных под разными углами. Возможна обработка и таких фасонных поверхностей, профиль которых имеет криволинейные участки, образуемые дугами окружности или более сложными кривыми.
К линейчатым относятся и фасонные поверхности, представляющие собой сочетание плоскостей, расположенных под разными углами. Возможна обработка и таких фасонных поверхностей, профиль которых имеет криволинейные участки, образуемые дугами окружности или более сложными кривыми.
Обработке на строгальных станках подвергаются как детали малых размеров, так и весьма крупные поковки, отливки и сварные конструкции длиной до 12 м, шириной до 6 м и высотой до 3 м; вес таких деталей может достигать 200 т.
Группы станков по виду работ
В зависимости от вида выполняемых работ все строгальные станки можно разделить на две основные группы: станки общего назначения и станки специализированные и специальные.
К станкам общего назначения относятся поперечно-строгальные и продольно-строгальные.
К специализированным станкам относятся поперечно-строгальные с подвижной кареткой (для обработки тяжелых деталей), ямные продольно-строгальные (для обработки весьма крупных и тяжелых деталей) и кром-кострогальные (для обработки кромок крупных листов и других деталей).
Специальные станки предназначены для выполнения лишь вполне определенных детале-операций; они применяются в основном в массовом производстве.
Обозначения
Для обозначения металлорежущих станков принята единая цифровая система, по которой все станки, выпускаемые отечественной станкостроительной промышленностью, делятся на 9 групп, каждая группа — на 9 типов, а каждый тип — на размеры.
Б соответствии с этой системой любой металлорежущий станок обозначается трехзначным цифровым шифром.
Первая цифра
Первая цифра шифра обозначает группу станка,оно не дает заметного эффекта. При обдирке использовать охлаждение с целью повышения скорости резания более целесообразно, чем при чистовом строгании.
Помимо перечисленных факторов на допустимую скорость резания могут оказывать влияние также жесткость крепления резца и обрабатываемой детали, ее массивность, отсутствие зазоров в суппорте станка. При недостаточной жесткости крепления при строгании могут возникнуть вибрации, и резец быстро выйдет из строя.
Вторая и последующие
вторая — его тип, а третья (иногда и четвертая) условно характеризует размеры станка.
В ряде случаев в шифр станка между первой и второй цифрами вводится прописная буква русского алфавита, указывающая, что станок принадлежит к последующей серии, улучшенной или модернизированной по сравнению с предыдущей. Иногда прописная буква ставится также в конце цифрового шифра, что указывает на ту или иную область применения данной модификации базовой модели.
В принятой классификации строгальные станки составляют седьмую группу, поэтому обозначение (шифр) любого строгального станка начинается с цифры 7.
Типы строгальных станков
Станки этой группы разделяются на следующие типы:
- 1 — продольно-строгальные одностоечные
- 2 — продольно-строгальные двухстоечные
- 3 — поперечно-строгальные
- 4 — долбежные
- 5 — протяжные горизонтальные
- 7- протяжные вертикальные и 9 — разные (в том числе и специализированные).

Примеры обозначения
Так, шифр станка, начинающийся с цифр 73…, означает, что это поперечно-строгальный станок. Шифром 7116 обозначен продольно-строгальный одностоечный станок с наибольшими размерами обрабатываемой детали по ширине 1600 мм, а шифром 7210 — продольно-строгальный двухстоечный станок с наибольшими размерами обрабатываемой детали по ширине 1000 мм. Шифром 736 обозначен поперечно-строгальный станок с наибольшей длиной строгаемой детали 600 мм, а шифром 7А36 — станок такой же размерной характеристики, но отличающийся от предыдущей модели конструктивными и эксплуатационными признаками: он гидрофицирован, вместо коробки скоростей имеет гидравлическое устройство с бесступенчатым регулированием скоростей, а вместо храпового механизма подачи — гидравлический механизм также с бесступенчатым регулированием величины подачи стола.
Похожие материалы
виды приборов и особенности их использования в производстве
Строгание — это процесс, который характеризуется снятием слоёв металлов с плоских поверхностей готовых конструкций. Используется такая операция совместно с фрезерованием, но при этом отличается кинематикой движения рабочего прибора: если фреза производит вращательный процесс движения, то резец на строгальном станке — возвратно-поступательное. При помощи такого прибора также в некоторых случаях производят канавки и необычные пазы.
Используется такая операция совместно с фрезерованием, но при этом отличается кинематикой движения рабочего прибора: если фреза производит вращательный процесс движения, то резец на строгальном станке — возвратно-поступательное. При помощи такого прибора также в некоторых случаях производят канавки и необычные пазы.
Разновидности приборов
Строгальный прибор по металлической поверхности может быть сразу двух видов: продольно-строгальным и поперечно-строгальным. Принцип обработки таких частей на оборудованиях будет значительно отличаться.
Продольно-строгальные станки созданы для работы с довольно короткой поверхностью. Именно поэтому в них перемещение приходится на стол, к которому происходит крепление обрабатываемой части. В то время как сам резец будет устанавливаться резцовой головкой суппорта, а также относительно станины станок не будет осуществлять никакого движения.
В поперечно-строгальном станке работа происходит совсем иная: резец производит движение, а установленный на столе полуфабрикат остаётся в неподвижном состоянии.
Строгальные виды станков значительно проигрывают фрезерным в своём функционировании, так как обладают стадией холостого хода, в то время как заготовка или тот же резец перемещается в новое положение. При этом привод не будет сильно энергоёмким, так как процесс вращательного перемещения рабочего прибора (как во фрезерном станке) будет требовать от приводного электродвигателя значительно больших затрат.
Распределение по группам рассматриваемых металлорежущих устройств может происходить и по другим факторам.
- По типу привода в устройстве. Выпускаются такие приборы с гидравлическим приводом хода стола (либо инструмента), а также с кривошипно-кулисными разновидностями приводов. У первых приборов скорость в подвижных узлах остаётся постоянной, а у остальных может зависеть от сообразных особенностей технологического процесса. Для этого достаточно переустановить камень в кулисном механизме в новое положение.
- По числу поверхностей, предназначенных для работы, которые могут обрабатываться совместно, и по металлу, входящему в их состав. Четырёхсторонние станки могут совершать обработку сразу всех граней полуфабриката, а двухсторонние — лишь с противоположенной стороны. Вместе с этим суппорт у станков первого типа обладает более сложными устройствами, он нужен для установки сразу четырёх типов резца. Односторонние станки — это преимущественно компактное оборудование,
- По мощности работы привода. Компактные и малогабаритные станки значительно ограничены в своих возможностях и функциях, но привлекают остальных пользователей своей ценой, а также небольшим размером, именно поэтому их можно легко ставить на небольших металлообрабатывающих предприятиях, либо даже в частных мастерских.
- По конфигурации перемещения стола и инструмента. Для сложных процессов создаются фасонно-строгальные станки по металлу, которые включают в себя систему ЧПУ. Они находят себе применение в мелкосерийном производстве продукции при необходимости создания на конструкции более сложной плоской поверхности. Квалификация сотрудника производства в это время никакого сильного значения не имеет, так как все перемещения происходят по заблаговременно введённым в память систем координат.
 Четырёхсторонние станки могут совершать обработку сразу всех граней полуфабриката, а двухсторонние — лишь с противоположенной стороны. Вместе с этим суппорт у станков первого типа обладает более сложными устройствами, он нужен для установки сразу четырёх типов резца. Односторонние станки — это преимущественно компактное оборудование,
Четырёхсторонние станки могут совершать обработку сразу всех граней полуфабриката, а двухсторонние — лишь с противоположенной стороны. Вместе с этим суппорт у станков первого типа обладает более сложными устройствами, он нужен для установки сразу четырёх типов резца. Односторонние станки — это преимущественно компактное оборудование,
Характеристики строения
Для качественного выполнения функционирования строгальные виды станков обязаны включать в свой состав следующие узлы.
- Станина.
- Механизм для перемещения суппорта либо стола.
- Суппорт с одним или сразу двумя резцедержателями.
- Раму (на больших станках рама создана портальной конфигурации, а на компактных — используется в качестве консоли).
- Рабочий стол с Т-образными плазмами для наиболее точного позиционирования готового продукта.
- Специальный электродвигатель.
- Насосная станция для подачи вместо работы смазочно-охлаждающих условий.
- Поперечины, которые соединяют между собой элементы рамы и придают ей нужный показатель жёсткости.
- Специальный блок управления.
Для перемещения резца в продольно-строгальных станках применяются кривошипно-кулисные привода. Большое количество вариаций по его настройке помогает человеку совершать операции с металлом по горизонтальным, вертикальным, а также наклонным плоскостям.
Быстрое изменение скорости перемещения подвижной части происходит с помощью коробки передач, в которой имеется целый набор нескольких пар шестеренок. Включая (вручную либо специальной программой) в работу какую-то пару, можно получить совершенно новую скорость движения заготовки либо инструмента. В этом случае выбор будет зависеть от механической характеристики обрабатываемого участка в металле.
При использовании менее пластичного материала стоит применять силовое резание с увеличением скорости передач, а пластичные заготовки в это время начинают создаваться с уменьшенной скоростью для того, чтобы исключить процесс налипания стружи на резец, а также уменьшить возможную потерю во время трения и снизить температуру деформации конструкции.
Обозначения и особенности
Все типы размеров строгального прибора входят в группу станков для работы с тонкими поверхностями и материалами. В это время стоит отдельно маркировать отдельные станки общего использования (как поперечно, так и продольно-строгальные), специальные и специализированные.
Общий классификационный параметр такого предмета будет включать в себя буквенно-цифровое значение в виде ХХХХХ. Первым индексом станет цифра, которая будет определять отношение станка к тому либо иному виду. Для рассматриваемых видов станков в обозначении будут присутствовать всего лишь семь цифр. После идёт другая цифра, которая будет указывать на тип станка:
- одностоечный продольно-строгальный;
- поперечно -строгальный;
- двухстоечный продольно-строгальный.
Последние две цифры в маркировке будут говорить о технологических параметрах прибора. Как правило, это наибольший параметр габарита обрабатываемого продукта в дециметрах. К примеру, марка 7310 будет говорить о том, что такой станок — поперечно-строгальный, который нужен для обработки металла с максимальной длинной плоскости до 1000 миллиметров. Если в индексе будет находиться буква (к примеру, 7А110), то это будет говорить о модификации базового оборудования (к примеру, наличие гидропривода, дополнительного узла для прижима и так далее). Если в обозначении имеется буква Ф, то в таком оборудовании будет присутствовать система ЧПУ.
Если в обозначении имеется буква Ф, то в таком оборудовании будет присутствовать система ЧПУ.
Строгальное оборудование следует использовать в технологических кампаниях по обработке и производству разного типа деталей. Исходные разновидности заготовок проходят процесс многоэтапной обработки на станках определённого вида. В оборудовании, которое производится на предприятии машиностроительного типа, применяются детали различных конфигураций и габаритов.
Элементы, которые обладают формой тела вращения, обрабатываются на одних станках, а корпусные предметы уже на других. Метод продольного сгорания применяется при обработке фасонных, а также плоских изделий.
Чтобы добиться наивысшего показателя чистоты и качества поверхности изделия, стоит использовать отдельные инструменты и технологические процессы.
Разновидности строгального оборудования
После произведения анализа строгального оборудования, геометрических размеров, а также свойств металла, которые включены в состав, отделка поверхности происходит на поперечно-строгальном или же продольном аппарате.
Такими методами происходит обработка большой болванки. Если применяется строгальный процесс обработки, то движется один лишь резец, а обрабатываемая поверхность прочно крепится на самом столе. Этот метод используется во время обработки деталей среднего размера. В каждом случае стоит индивидуально подбирать резцы, которые будут полностью подходить конфигурации прибора.
К такому же классу по обработке изделий можно отнести долбёжные, протяжные и фасонно-строгальные механизмы.
С применением резцов, разных по форме и виду, на таких станках совершаются операции по выборке пазов и выемок, проточке новых каналов, а также прорезанию новых видов отверстий.
Главной особенностью строгального станка станет одновременное крепление сразу двух резцов.
По таким особенностям происходит выпуск таких моделей станков, как:
- односторонние;
- двусторонние;
- четырёхсторонние.
Чем больше будет режущих инструментов на одном устройстве продольно-строгального характера, тем качественнее будет его параметр производительности.
Разновидности резцов для строгального оборудования
Резцы, которые используются для обработки деталей на строгальном агрегате по металлу, подразделяются на группы по таким факторам как:
- материал в режущей части;
- размер и общая форма стержня;
- характер режущего инструмента.
Режущая часть инструмента может создаваться целиком из быстрорежущей стали или же специальной насадки твёрдого сплава. В первом случае резцы называют цельными, а во втором — составными.
В виде насадок для режущей части применяют металлокерамические сплавы или же минералокерамические материалы. Державку в таком приборе стоит создавать из конструкционной стали.
Быстрорежущие насадки помещаются на державку при помощи дополнительной сплавки, пайки, либо механическим воздействием.
В зависимости от вида головки, резцы бывают как изогнутые, так и оттянутые. В зависимости от стороны подачи обрабатываемой заготовки, режущие предметы стоит подразделить на левые и правые.
Разновидность конкретного инструмента будет определяться при помощи конкретной операции.
В большинстве случаев встречаются такие резцы:
- проходной;
- чистовой;
- отрезной;
- фасонный;
- подрезной.
Процесс строгания металла происходит лишь при рабочем резце, либо на столах с прочно закреплённой заготовкой.
В тот момент, когда режущий инструмент плотно закреплён в откидном держателе, его процесс изнашивания и истощения будет происходить намного дольше, так как во время обратного хода он начинает откидываться и свободно перемещается по всей поверхности.
Как лучше всего выбрать строгальный станок
Продольно-строгальные станки по процессу обработки металлических изделий широко используются в различных сферах и предприятиях. Это можно объяснить, главным образом, тем, что они более надёжны и удобны при эксплуатации.
В некоторых мастерских можно найти ручной станок для доводки самого металла строганием. В настоящее время такое оборудование не производится и не продаётся на рынке, а на практике его можно увидеть в очень крайних случаях.
В настоящее время такое оборудование не производится и не продаётся на рынке, а на практике его можно увидеть в очень крайних случаях.
Если выбирать станок для обработки металла для решения задач в производстве, стоит обратить особое внимание на технические параметры и особенности стоимости данного агрегата.
Во время комплектации прибора для резки металла инструментами стоит покупать резцы сразу нескольких разновидностей с определённым запасом на будущее.
Практика показала, что прочность и надёжность инструментальной стали не всегда будет полностью соответствовать общим стандартам и техническим условиям. В запасе при этом всегда будут иметься инструменты, различные по профилю и назначению использования.
Резерв стоит заранее пополнять перед любым заказом.
Как в любом металлообрабатывающем агрегате, главным элементом в поперечно-строгальном оборудовании станет основание, а также станина.
На такую опору присоединяют все устройства и дополнительные узлы, которые нужны для того, чтобы качественно обеспечить крепление и перемещение нужных элементов. Деталь стоит закрепить на столе по заданным параметрам.
Деталь стоит закрепить на столе по заданным параметрам.
Устройство строгального станка | Двигатель прогресса
May 13, 2016
В современной промышленности используют разные виды строгальных станков и в рамках этой статьи мы поговорим про устройство и принцип действия подобного оборудования, которое используем мы в своей работе.
Поперечно-строгальный станок
Базовым узлом поперечно-строгального станка является его станина, которая оснащена горизонтальными направляющими, дающими возможность продольного перемещения ползуна, оснащенного суппортом. Что касательно вертикальных направляющих станины, то они обеспечивают равномерное передвижение поперечин, по которым и передвигается рабочий стол вместе со стойкой, предназначенной для максимального повышения стойкости оборудования. Перед началом работы заготовка фиксируется на горизонтальной и вертикальных опорных поверхностях в специальные Т-образные пазы.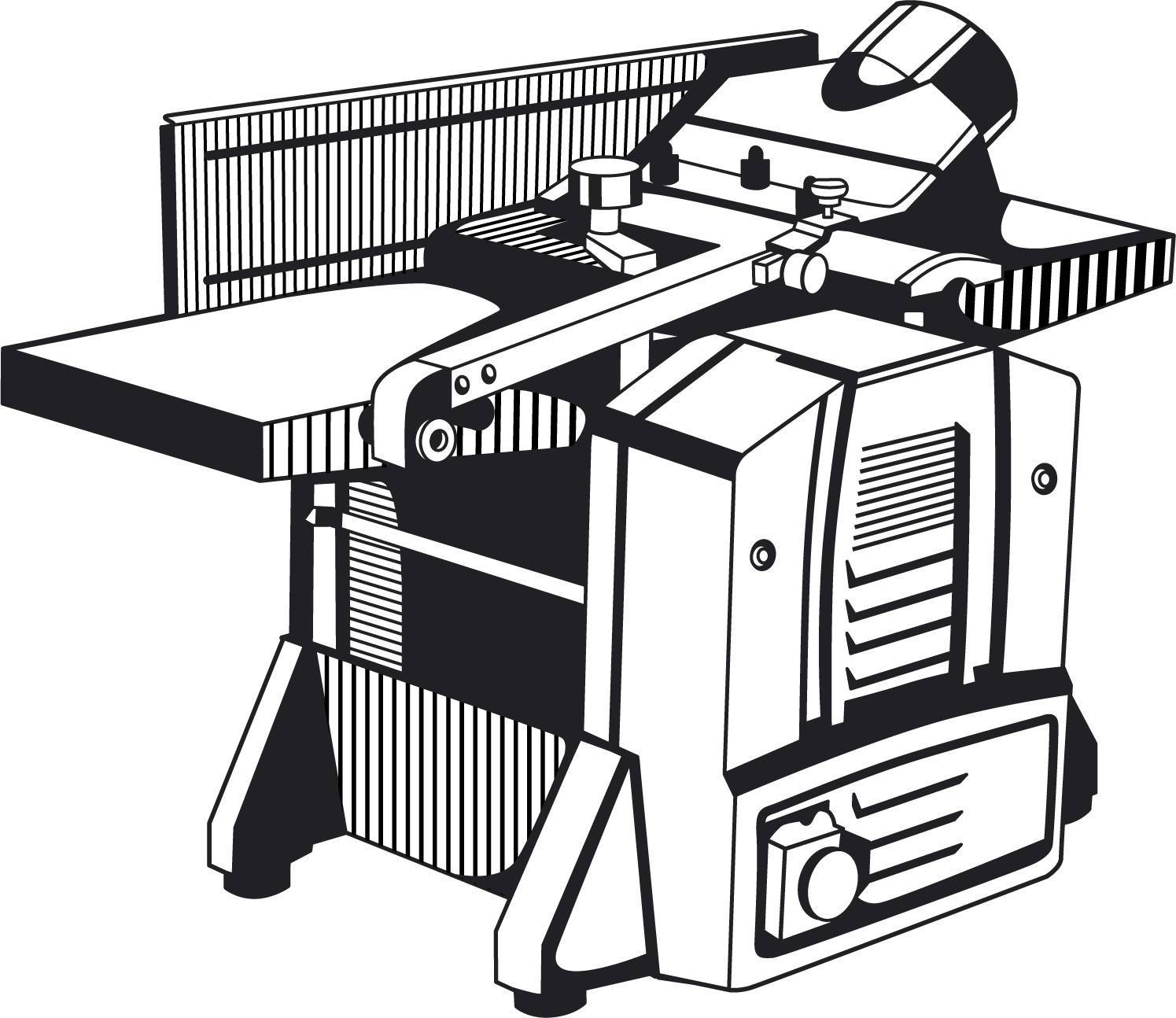 Резец продольно-строгального станка крепится в специальном устройстве под названием резцедержатель. Последний в свою очередь фиксируется в суппорте станка.
Резец продольно-строгального станка крепится в специальном устройстве под названием резцедержатель. Последний в свою очередь фиксируется в суппорте станка.
Основное движение здесь прямолинейное возвратно-поступательного типа. Оно передается ползуну, который оснащен режущим инструментом. Примечательно, что на этапе строгания горизонтальных поверхностей движение подачи заготовки происходит вместе с рабочим столом станка по специальным направляющим. Если нужно осуществить строгание вертикальных или же наклонных поверхностей, то подача должна осуществляться посредством смещения суппорта по вертикальным направляющим станка. Примечательно, что вертикальную подачу суппорта поперечно-строгального станка мастер может выполнить и при помощи вертикального перемещения поперечины в направлении станины. На практике этот прием зачастую применяется только на этапе настройки станочного оборудования в строгом соответствии с размерами детали, которую нужно обработать на том или ином оборудовании. При строгании горизонтальных поверхностей для установки режущего инструмента на глубину резания применяют ручное вертикальное смещение суппорта на этапе настройки оборудования. Иногда этот прием уместен при выполнении повторных проходов.
Иногда этот прием уместен при выполнении повторных проходов.
Станина поперечно-строгального станка включает в себя коробкообразную литую чугунную конструкцию, которая устанавливается на плиту, а та, в свою очередь, фиксируется к фундаменту строения посредством массивных крепежных болтов. Станина таких станков оборудована внутренними ребрами жесткости, что дает возможности существенно увеличить показатели ее жесткости. Верхняя часть станины часто оснащается плоскими направляющими, расположенными горизонтально. Именно к ним посредством винтов осуществляется фиксация планок, которые и формируют собой направляющие, называемые среди мастеров «ласточкин хвост». Эта конструкция в свою очередь обеспечивает беспрепятственное перемещение ползуна и дает возможность плотно усаживать данное устройство благодаря возможности осуществления регулировки одной из направляющих планок посредством винтов, расположенных на боковой стенке станины.
Передняя стенка всегда оснащена направляющими плоского типа, которые обеспечивают вертикальное перемещения поперечины, которая крепит стол. Внутри станины располагается коробка скоростей и кулисный механизм. Оценить состояние этих узлов и их исправность можно посредством специальных отверстий и люков, проделанных в станине. На задней стенке этой составляющей поперечно-строгального станка находится специальный кронштейн, который служит для обеспечения возможность установки электродвигателя. Для отвода отработанного масла, которое время от времени стекает по направляющим ползуна, на задней части станины имеется специальный лоток.
Поперечно-строгальный станок работает непосредственно от электродвигателя, который благодаря червячной передаче передает вращение на коробку скоростей, имеющую шесть передач. Та передает энергию вал со скользящей шпанкой, соединяющей тройной блок шестеренок и дающий возможность валу работать в разных режимах, а именно на трех скоростях. Из этого следует, что на этапе перемещения блока по направлению вдоль сои вала обеспечивается зацеп шестеренок поочередно, так как они фиксируются на валу посредством шпонок. В конечном итоге этот вал может работать на любой из шести скоростей.
Продольно-строгальный станок
Большинство строгальных станков по дереву, и в частности продольно-строгальные их виды, в качестве главных узлов включают в себя рабочий стол, станину и траверсу. Последняя служит для обеспечения перемещения двух суппортов в вертикальном направлении, а вертикальные направляющие, расположенные на станине, дают возможность перемещения боковому суппорту. Что касательно основного рабочего движения, то оно осуществляется электродвигателей посредством червячно-реечной передачи, которая предается непосредственно столу, а движения подачи суппортам станочного оборудования. Стоит отметить, что перемещение суппортов продольно-строгального станка по направляющим траверсы и станины достигается посредством дополнительных электромоторов, которые ориентированы на выполнение только этой функции. Все суппорты, установленные на продольно-строгальном станке, оснащаются специальным устройством, дающим возможность им предельно быстро перемещаться. Также они служат для автоматического подъема резца в конце рабочего хода во время обработки заготовки. Стоит отметить, что траверса подобных станков отличается возможностью ускоренного перемещения по станине не только вверх, но и вниз посредством дополнительных электродвигателей. Управлять современными продольно-строгальными станками по дереву можно посредством специального пульта, который фиксируется на гибком шланге и обеспечивает установку устройства в тех местах, где это будет удобно для мастера на этапе работы со станочным оборудованием. Большинство продольно-строгальных станков состоят из станины, которая может двигаться по штатным горизонтальным направляющим, стоек поперечины с возможностью их перемещения по вертикальным направляющим, верхней балки и суппортов, узла коробки скоростей, коробки передач бокового суппорта, пульта управления, подвесной кнопочной станции. Что касательно привода и управления подачей суппортов, то в случае с продольно-строгальными станками эти задачи осуществляются посредством коробки передач, в то время как контроль за вертикальными суппортами дублируется со всех концов штатной поперечины.
Заточка ножей строгального станка по дереву
Для того чтобы строгальные станки имели возможность работать с максимальной эффективностью, время от времени имеет смысл производить заточку ножей. Выполнить эту работу в целом можно самостоятельно, однако нужно учитывать ряд правил. На начальном этапе нужно правильно определить и выставить угол заточки и только после этого переходите к следующему этапу работ. Чтобы снимать с металла фиксированный слой стружки, нужно использовать упор с двумя бегунками. На них должны быть градуированные шкалы с ценой одного деления в 0.1 миллиметр. Это даст возможность контролировать величину снимаемого металла как можно точно и повысит эффективность заточки ножей.
Стоит отметить, что заточка строгального ножа обязательно должна осуществляться при помощи перемещения держателя с ножом вправо и влево по отношению к заточному полотну. Важно не допустить значительных колебаний упора по время заточки. Для этого после каждой подачи принудительно фиксировать его посредством двух зажимных винтов. На этапе осуществления заточки строгального ножа нужно следить за тем чтобы его края не выходили за пределы заточного камня с учетом остановки держателя на фиксированном расстоянии в двенадцать миллиметров от края заточного полотна. Чтобы не сталкиваться с подобными проблемами целесообразно использовать специальные упоры с возможностью регулировки, которые обеспечивают настройку нужного хода держателя для осуществления качественной заточки строгального ножа.
На этапе заточки строгальных ножей нужно обращать внимание на то, что будет образовываться скопление воды на лезвии с заточного камня, которое в дальнейшем будет постепенно скатываться на корпус заточного станка и на пол. Учитывайте, что вода будет расходоваться в достаточно больших количествах, поэтому добавлять ее нужно будет регулярно в специальный бак. Чтобы максимально снизить количество разливаемой воды рекомендуется на корпусе заточного станка расположить прокладку из ваты высотой до 6-ти миллиметров. Этого будет достаточно, чтобы минимизировать попадание воды на корпус заточного станка. Эта мера в полной степени не избавит от проблемы, но способна существенно исправить положение и защитить узлы оборудования, которые нежелательно подвергать контакту с жидкостями.
Также нужно учитывать, что во время работы заточной камень будет постоянно забиваться и именно из-за этого эффективность заточки существенно снизится. Время проведения работ из-за этого придется увеличить, что не всегда удобно и возможно. В ходе выполнения заточных работ нужно периодически осуществлять чистку поверхности заточного круга и осуществлять выравнивание его поверхности. Также нужно отметить, что сам процесс заточки строгальных ножей во многом зависит от качества металла самого строгального оборудования.
Например, если затачивать нож из стали HSS, то он попросту выведет из строя среднестатистический заточной круг, который мог бы с легкостью справиться с заточкой других строгальных ножей из более мягкой стали. Если говорить про оптимальный вариант для осуществления заточки такого вида ножей, то целесообразно использовать заточные круги марки SB-250, так как они могут обеспечить высокое качество заточки любого строгального ножа, при этом на работу нужно потратить не более двадцати минут. Фаска после доводки ножа будет ровной и красивой, а заусенцы на рабочей поверхности гарантированно будут отсутствовать. Что касательно доводки строгального ножа, то ее целесообразно осуществлять посредством специального круга из кожи с обязательным использованием специальной пасты и полировки РА-70.
Четырехсторонний строгальный станок
Четырехсторонние строгальные станки привлекательны тем, что дают возможность осуществлять одновременное строгание материала со всех сторон за один проход, при этом будет обеспечен фасонный профиль. Это дает возможность изготавливать гребни, шпунты, калевки и другие детали всего за один проход. Если проанализировать устройство этого оборудования, то можно смело сказать, что оно объединяет внутри себя рейсмусовый, фуговальный и фрезерный станок. Эти строгальные станки также оборудованы нижним и верхним ножевым валом горизонтального типа, а также прямыми ножами и ровно размещенными шпинделями.
Шпиндели в этих станках служат исключительно для крепления фрез, головок, патронов, которые в свою очередь дополнительно оснащены фасонными ножами. Что касательно вертикальных шпинделей и нижнего ножевого вала, то они фиксируются непосредственно к станине и верхней рабочей плите. Верхний же вал ножевого типа перемещается в вертикальном направлении, что позволяет осуществить установку на определенную толщину строгания обрабатываемой болванки. Относительно толщины и ширины обрабатываемой детали шпиндели передвигаются строго в вертикальном и горизонтальном направлении. Все современные строгальные станки по дереву отличаются довольно высокими показателями производительности, долговечностью и экономичностью в обслуживании. Их можно использовать для изготовления продукции высочайшего качества, которая соответствует мировым стандартам качества.
Поперечно-строгальная обработка металла в Москве
Вы можете заказать услуги по поперечно-строгальной обработке по телефону +7 (495) 585-51-56, [email protected]
|
|
Менеджер отдела продаж |
На поперечно-строгальном станке происходит обработка деталей небольших габаритов и среднего веса. Это оборудование выполняет строгальные работы по вырезанию канавок, выемок и пазов, а также по обрабатыванию горизонтальных, наклонных и вертикальных плоскостей деталей (снятию припусков, созданию рифлений и т.д.).
Принцип работы поперечно-строгального станка
Основная несущая система станка – станина, в верхних направляющих которой располагается ползун. Ползун осуществляет главное (возвратно-поступательное) движение посредством кулисного механизма. Длина хода ползуна – главная размерная характеристика поперечно-строгального станка. Эта величина может находиться в пределах от 20 см до 240 см. На левом конце ползуна монтируется система, состоящая из получившая название суппорт поворотного диска и салазок. Эта система называется суппортом. Салазки суппорта несут резцовую каретку с откидной планкой, в которой закрепляется в резцедержателе резец. Салазки перемещаются в вертикальном направлении с помощью винта.
По поперечине, находящейся на вертикальных направляющих станины, движется стол. Перемещение стола с закрепленной на нем заготовкой называется движением подачи. Энергию для главного движения станок получает от электродвигателя, который через клиноременную передачу, коробку скоростей и зубчатые передачи движет ползун. Перемещения стола в вертикальном и горизонтальном направлении происходит за счет коробки подач.
Модификации поперечно-строгального станка
В настоящее время активно идет работа в направлении не ускорения процесса строгания, а расширения разнообразия производимых операций, то есть по созданию многопрофильных поперечно-строгальных станков. Это позволяет существенно увеличить производительность и эффективность работы данного вида оборудования. Также инженеры стремятся обеспечить возможность обработки крупногабаритных и тяжелых заготовок на поперечно-строгальных станках.
Современные поперечно-строгальные станки могут выполнять также копировальные, фрезерные, прессовальные и шлифовальные работы за счет доукомплектации дополнительными устройствами. В частности, оборудование копировальными механизмами может быть обработана более сложная профильная поверхность с одновременным увеличением точности производимых работ. За счет дооборудования шлифовальными и фрезерными устройствами отпадает необходимость в перестановке детали, что дает существенную экономию во времени и в трудозатратах. Особенно это касается обработки тяжелых деталей, для переустановки которых необходимы дополнительные механизмы, транспортирующие эту заготовку от одного станка к другому. Конечно, существует способ обработки с помощью мобильных станков, которые можно перемещать к неподвижной заготовке, но этот способ более дорогостоящий и также довольно трудоемкий.
Фрезерование на строгальном станке происходит либо за счет отдельно смонтированного узла, либо путем установки фрезерной головки на место суппорта. Первый вариант гораздо выгоднее, поскольку позволяет проводить одновременно и строгальные и фрезерные работы без особых затрат времени на переналадку оборудования. В отличие от фрезерования, перенастройка поперечно-строгального станка на шлифовальную обработку не требует много труда, поскольку можно просто заменить резец на шлифовальную головку.
Все чаще и чаще для изготовления базовых конструктивных элементов вместо чугуна используется полимерный бетон. Этот материал не подвержен коррозии, обладает высокой тепловой стабильностью, устойчив к воздействию многих химических веществ, имеет высокие демпфирующие свойства.
Обработка на строгальных станках
На производстве такой метод обработки, как строгание, является одним из технологических процессов применяемых для изготовления деталей. Для его практического осуществления используются строгальные станки, рабочим инструментом которых являются специальные резцы.
При строгальной обработке металлических поверхностей на них образуются самые разнообразные пазы, уступы, рифления и фасонные линейные поверхности, имеющие определённую шероховатость. В условиях современного производства строгальная обработка осуществляется на специализированном оборудовании.
Таковым являются строгальные станки, на которых осуществляется поступательное прямолинейное перемещение резцов, закрепляемых в так называемых ползунах. Что касается возвратного движения режущего инструмента, то оно осуществляется обычно холостым ходом.
Для осуществления процесса строгания используются как правые, так и левые резцы, причем выбор той или иной их разновидности зависит от того, каковы именно в том или ином случае к обработке предъявляются технологические требования.
Что касается конфигурации резцов, используемых для строгальных работ, то они чаще всего изогнуты назад. Именно благодаря такой форме этот режущий инструмент наилучшим образом воспринимает немалую ударную нагрузку, оказываемую на него в самом начале рабочего хода. Помимо этого то обстоятельство, что вершина резца вынесена за нейтральную линию, понижает вероятность изгиба и нежелательных колебаний его стержня. Благодаря этому качество обработки поверхности заготовки существенно улучшается.
Для изготовления резцов, используемых на строгальных станках, используются пластины из сталей марок Р6М3, Р12. В тех случаях, когда с помощью режущего инструмента приходится обрабатывать материалы, имеющие высокую твердость, применяют стали марок Р9К10, Р9М4К8Ф, а также твердые сплавы Т15К6, Т5К10,ВК8, ВК6. Помимо правых и левых строгальных резцов, различают также проходные, подрезные, канавочные, а также специальной формы.
Такой технологический процесс, как строгальная обработка, используется как при серийном, так и при штучном производстве различных деталей.
Строгальный станок по металлу
Строгальный станок по металлу представляет собой специализированное металлорежущее оборудование, которое предназначено для того, чтобы производить обработку различных горизонтальных, вертикальных, фасонных линейчатых и наклонных поверхностей, а также различных пазов методом строгания.
Строгальный станок
Одной из основных частей любого строгального станка является массивная чугунная станина, имеющая коробчатую форму, которая устанавливается на специальной фундаментной плите.
Конструкция станины предполагает наличие специальных вертикальных направляющих, которые служат для перемещения так называемой поперечины. С ее помощью осуществляется так же перемещение в горизонтальном направлении салазок с закрепленным на них столом. Еще одной важной составляющей конструкции строгального станка являются горизонтальные направляющие, служащие для перемещения ползуна. На боковой стороне ползуна расположен механизм механической вертикальной подачи суппорта на котором крепится резцедержатель.
Все необходимые движения, которые совершаются строгальным станком, бывают как прямолинейными, так и возвратно-поступательными. При этом прямолинейные возвратно-поступательные движения являются движениями резания, а прерывистые – движениями подач. Кроме того, есть и вспомогательные движения, это могут быть механизированные быстрые и ручные перемещения применяемые при установке стола и суппорта.
Разница между формирователем и строгальным станком
После нескольких статей о формовочном станке и строгальном станке мы понимаем, что между ними мало различий и много общего. Основное различие между ними заключается в том, что заготовка фиксируется на столе, а инструмент совершает возвратно-поступательное движение по направлению к заготовке и отсекает нежелательный материал. Однако на строгальных станках инструмент остается неподвижным, а работа перемещается над ним.
Еще одно существенное различие между ними заключается в том, что строгальные станки предназначены для больших и тяжелых проектов, в то время как формовочные станки предназначены для небольших работ.
Прочтите: все, что вам нужно знать о формовочной машине
Различия между фрезерным и строгальным станками:В таблице ниже представлены различия и сходства формирователя и строгального станка:
| С.нет | Формовщик | Рубанок |
| 1 | В формовочном станке работа остается неподвижной, а режущий инструмент на цилиндре перемещается вперед и назад по заготовке. | На плоском станке инструмент неподвижен, и заготовка перемещается под ним вперед и назад. |
| 2 | Shaper можно использовать для формования более мелких работ. | Строгальный станок предназначен для больших работ, чем может быть выполнен на фрезерном станке.На строгальном станке можно обрабатывать заготовки шириной 6 метров и вдвое длиннее. |
| 3 | Формовщик — это легкая машина. | Рубанок — это сверхмощный станок. |
| 4 | Shaper может использовать легкую резку и более тонкую подачу. | Рубанок может выполнять более тяжелые пропилы и грубую подачу. |
| 5 | Shaper использует только один режущий инструмент. | Строгальный станок использует несколько инструментов для одновременной резки. |
| 6 | Формовщик приводится в движение с помощью механизма быстрого возврата . | Привод на строгальном столе — шестерни или гидравлический. |
| 7 | Он менее жесткий и менее прочный. | Благодаря большей жесткости строгального станка по сравнению с формовочным станком, строгальный станок может обеспечить большую точность на обработанных поверхностях. |
Прочтите: все, что вам нужно знать о строгальном станке
Вот и все, о различиях между формовочным станком и строгальным станком. Надеюсь, вы получите знания, если да, любезно прокомментируйте и поделитесь.Спасибо!
Глава 7: Формовка и строгание | Применение режущего инструмента
И формирователь, и строгальный станок являются одноточечными инструментами, которые режут только по прямым линиям. Они оба делают одинаковые разрезы.
Формовщик справляется с относительно небольшими объемами работы. Рубанок справляется с работой массой до нескольких тонн. Перемещение насадки, прикрепленной к плунжеру, приводит к ходу резания формирователя. Рабочий ход строгального станка достигается за счет перемещения заготовки мимо неподвижного резца.
Рубанок справляется с работой массой до нескольких тонн.
И формирователь, и строгальный станок обычно режут только в одном направлении, поэтому время обратного хода теряется. Однако обратный ход выполняется с удвоенной скоростью хода резания.
Формовочная машина
Формовочная машина — относительно простая машина. Он довольно часто используется в инструментальном цехе или для обработки одной или двух деталей для прототипных работ. Инструменты просты, и формовщики не всегда требуют внимания оператора во время резки.Горизонтальный формирователь является наиболее распространенным типом, его основные компоненты показаны ниже и описаны следующим образом:
Ползун: Ползун перемещается вперед и назад в форме ласточкина хвоста или под прямым углом, передавая мощность на резак. Начальную точку и длину хода можно отрегулировать.
Головка инструмента: Головка инструмента прикреплена к плунжеру на круглой пластине, чтобы ее можно было поворачивать для выполнения угловых резов. Головку инструмента также можно перемещать вверх или вниз с помощью рукоятки для точной регулировки глубины.К головке инструмента прикреплена секция крепления инструмента. У него есть резцедержатель, очень похожий на тот, что используется на токарном станке двигателя. Блок, удерживающий резцедержатель, можно повернуть на несколько градусов, чтобы резак можно было правильно расположить в разрезе. Горизонтальный формирователь является наиболее распространенным типом. Здесь показаны его основные компоненты.
Хлопушка: Хлопушка необходима, потому что резак затягивает работу на обратном ходу. Ящик с хлопушкой закреплен на шарнирах, чтобы обрезок тоже не закапывался.Часто эта заслонка автоматически поднимается за счет механического, воздушного или гидравлического воздействия.
Стол: Стол перемещается влево и вправо, обычно вручную, чтобы разместить работу под резаком при настройке. Затем вручную или, чаще, автоматически, стол перемещается в сторону для подачи заготовки под резак в конце или начале каждого хода.
Седло: Седло перемещается вверх и вниз (ось Y), обычно вручную, чтобы установить приблизительное положение глубины резания.Окончательную глубину можно установить с помощью рукоятки на головке инструмента.
Колонна: Колонна поддерживает гидроцилиндр и направляющие для седла. Механизм перемещения ползуна и стола размещен внутри колонны.
Державки: Державки такие же, как и на токарном станке для двигателей, но часто имеют больший размер. Фреза затачивается с передним и задним углом, как у токарных инструментов, но эти углы меньше, потому что рабочая поверхность обычно плоская.Эти фрезы закреплены в державке. точно так же, как в токарном станке, но в вертикальной плоскости.
Оснастка: Оснастка часто выполняется в тисках. Тиски специально разработаны для использования в формирователях и имеют длинные пути, позволяющие раскрывать губки до 14 дюймов и более, поэтому можно удерживать довольно большие заготовки. Тиски также могут иметь поворотное основание, чтобы резать можно было Заготовка, которую невозможно удержать в тисках (из-за размера или формы), зажимается непосредственно на фрезерном столе почти так же, как детали закрепляются на столах фрезерного станка.
Размер формирователя: Размер формирователя — это максимальная длина хода, которую он может выдержать. Горизонтальные формирователи чаще всего изготавливаются с ходами длиной от 16 до 24 дюймов, хотя доступны и меньшие и большие размеры. Эти формирователи используют двигатели от 2 до 5 л.с. для привода головки и автоматической подачи.
Shaper Width: Максимальная ширина, которую можно обрезать, зависит от доступного движения стола. Большинство формирователей имеют ширину, равную или превышающую длину хода.Максимальная доступная высота по вертикали составляет от 12 до 15 дюймов.
Приводные механизмы
Формообразующие выпускаются с механическим или гидравлическим приводом. На рисунках ниже показаны схемы обоих приводных механизмов формирователя.
Механический привод
В менее дорогом формовочном станке, который чаще всего покупают, используется механический привод. В этом приводе используется кривошипно-шатунный механизм. Зубчатая передача приводится в движение шестерней, которая соединена с валом двигателя через коробку передач с четырьмя, восемью или более доступными скоростями.Число оборотов зубчатого колеса становится числом ходов в минуту (иногда сокращенно SPM) формирователя.
Скорость резания: Скорость резания инструмента в процессе работы будет изменяться во время хода, как показано на диаграмме скоростей. Максимум находится в центре штриха. Однако, если выбранная скорость резания несколько невысока, можно использовать среднюю скорость, и вычисления значительно упрощаются.
Хотя соотношение несколько различается, у некоторых формирователей есть связь, использующая 220 градусов цикла для рабочего хода и 140 градусов для обратного хода.Это близко к соотношению 3: 2.
При настройке механически управляемого формирователя длина реза (в дюймах) известна, а скорость резания (в футах в минуту) выбирается в соответствии с типом разрезаемого металла. Затем необходимо вычислить количество ходов в минуту, поскольку именно так регулируется скорость формирователя. Подобные расчеты выходят за рамки этого текста.
Ход в минуту, доступный на формирователе, будет варьироваться в зависимости от его размера. У более крупных формирователей скорость будет ниже.Формовщик 16 дюймов может иметь скорость от 27 до 150 движений в минуту, тогда как формирователь 24 дюймов будет иметь скорость от 10 до 90 движений в минуту.
Подача при резании: Подача на ход на формирователе сравнима с подачей на оборот на токарном станке. Грубая подача для диапазона черновой обработки до 0,100 за ход (иногда сокращенно IPS) и чистовая обработка от 0,005 до 0,015 дюйма за ход. Чистовая обработка также будет зависеть от радиуса вершины режущего инструмента.
Гидравлический привод
Гидравлический формирователь состоит из тех же основных частей, что и механический; однако гидроцилиндр приводится в движение гидроцилиндром, как показано на упрощенном рисунке.В этих формирователях используются двигатели мощностью от 5 до 10 л.с.
Скорость резания и подача: Скорость резания гидравлического формирователя плавно регулируется посредством гидравлического управления, как и поперечная подача. Обратный ход выполняется быстрее, чем рабочий ход, из-за меньшей площади на обратной стороне цилиндра, если используется насос постоянного объема. Другой метод — увеличить скорость потока жидкости для ускорения обратного хода. Скорость и подача гидравлического формирователя часто регулируются с помощью простых регуляторов.Скорость считывается непосредственно в футах в минуту, а подача — непосредственно в десятичных дюймах. Скорость резания остается почти постоянной на протяжении всего хода.
Вертикальные формирователи
Вертикальный формирователь, иногда называемый блоттером, имеет вертикальный плунжер со столом и седлом, аналогичный горизонтальному формирователю. Если поворотный стол установлен на обычном столе, можно сделать несколько пазов с довольно точно расположенными интервалами. Этот станок может работать как снаружи, так и внутри детали, при условии, что внутреннее отверстие больше, чем головка инструмента.
Рубанок
Рубанок выполняет те же типы пропилов, что и формирователь. Однако это машина производственного типа для определенных видов работ. Он может обрабатывать любую плоскую или угловую поверхность, включая канавки и пазы, в заготовках среднего и большого размера. Типичными работами являются станины и колонны машин, блоки судовых дизельных двигателей и гибочные листы для обработки листового металла. Эти детали обычно представляют собой крупные отливки из чугуна или стальные сварные детали и могут весить от нескольких сотен фунтов до нескольких тонн.Наиболее часто используемый тип строгального станка — это двухкорпусный строгальный станок.
Рама: Рама в основном представляет собой две тяжелые колонны, скрепленные вместе вверху с помощью большой секции распорки и прикрепленные внизу к станине станка. Это создает очень прочную и жесткую конструкцию, способную выдерживать большие нагрузки без прогиба.
Crossrail: Crossrail также представляет собой тяжелый ящик или аналогичную конструкцию. Он скользит вверх и вниз по V-образным или плоским направляющим, управляется вручную или с помощью винтов с механическим приводом.Эти поперечные рельсы настолько тяжелые, что они противовесы с помощью чугунных грузов или гидроцилиндров, чтобы их можно было легко перемещать и точно устанавливать. После установки они фиксируются на месте.
Головки рельсов: две головки рельсов могут перемещаться влево или вправо по поперечине, каждая управляется отдельным ходовым винтом, который можно поворачивать вручную, но обычно с помощью механической подачи. Головку рельса можно поворачивать и регулировать по вертикали по глубине резания так же, как и формовочные головки.У них также есть хлопушка (часто с подъемным механизмом), как у формирователя.
Боковые головки: Боковые головки независимо перемещаются вверх или вниз вручную или с помощью механической подачи, а также могут вращаться и перемещаться внутрь или наружу для обеспечения глубины резания.
Стол: Стол представляет собой тяжелую отливку, по которой работа проходит мимо режущих головок. Он проходит по V-образной или плоской дорожке. Стол приводится в движение либо очень длинным гидроцилиндром, либо шестерней, приводящей в движение рейку, которая закреплена под центром стола.Двигатель, приводящий в движение ведущую шестерню, — реверсивного типа с регулируемой скоростью.
Станина: Станина строгального станка должна быть сварной или отливкой в два раза длиннее стола. Таким образом, для 12-футового стола требуется 24-футовая кровать. Зубчатая передача гидроцилиндров привода стола размещена под станиной.
Державки: В строгальных станках используются режущие инструменты с напайками из быстрорежущей стали или твердосплавного сплава, аналогичные тем, что используются на фрезерных станках. Поскольку строгальные станки делают тяжелые резы, их инструменты намного больше.Углы наклона граблей аналогичны тем, которые используются на токарных станках для резки чугуна или стали, хотя заданные углы часто составляют всего от 3 до 5 градусов, потому что все разрезы выполняются на плоских поверхностях.
Обрабатывающий элемент: Удерживание заготовки при обработке таких тяжелых резов со скоростью от 60 до 100 футов в минуту требует значительных усилий; поэтому заготовки должны быть прочно прикреплены к столу. Поскольку изменение направления происходит довольно быстро, работа должна быть особенно хорошо закреплена на концах.Стол имеет Т-образные пазы, как в продольном, так и в поперечном направлении, в которые можно использовать тяжелые болты и зажимы. Иногда в столе просверливаются отверстия, чтобы можно было использовать большие штифты, чтобы заготовка не соскользнула со стола при реверсе станка.
Размер строгального станка: Размер строгального станка часто называют 30-дюймовым или 60-дюймовым строгальным станком. Это указывает приблизительную ширину стола, которая колеблется от 30 до 72 дюймов. Более полная спецификация:
Ширина стола x высота под поручнем x длина стола (например: 48 дюймов x 48 дюймов x 14 футов).
Ширина и высота обычно, но не всегда, одинаковы. Длина стола часто изготавливается на заказ и может быть от 8 футов до 20 футов и более. Привод может составлять 15 л.с. на строгальных станках меньшего размера и 100 л.с. и более на более крупных моделях.
Для рубанков можно использовать механическую и гидравлическую энергию. Равномерная скорость резания достигается на протяжении всего хода резания. Ускорение и замедление стола происходит на небольшом расстоянии движения и не влияет на время до станка.
Строгальные станки с двойным корпусом: Строгальные станки с двойным корпусом состоят из длинного тяжелого основания, на котором стол совершает возвратно-поступательное движение. Вертикальный корпус рядом с центром на боковой стороне основания поддерживает поперечную балку, по которой инструменты перемещаются поперек работы. На приведенном выше рисунке показано, как инструменты поддерживаются сверху и по бокам, а также их регулировка для резки под углом. Они питаются от источника питания либо в вертикальном, либо в поперечном направлении.
Строгальные станки с открытыми стенками: Строгальные станки с открытыми стенками имеют корпус только с одной стороны.Открытая сторона позволяет обрабатывать более широкие детали. Большинство строгальных станков имеют один плоский и один двойной V-образный профиль, что позволяет неравномерно расширять станину и плиту. Регулируемые фиксаторы сбоку от станины контролируют длину хода валика. Строгальные станки часто превращают в строгальные станки для более эффективной обработки.
Сравнение строгальных и строгальных станков
Хотя и строгальный, и строгальный станок могут обрабатывать плоские поверхности, их применение практически не совпадает.Они сильно различаются по конструкции и по способу работы. Строгальный станок особенно приспособлен для больших работ: формирователь может выполнять только мелкую работу. На строгальном станке работа перемещается относительно неподвижного инструмента: на формирователе инструмент перемещается по заготовке, которая является неподвижной. На строгальном станке инструмент подается в работу; на формирователе работа обычно подается поперек инструмента. Привод строгального стола — шестеренчатый или гидравлический. Плунжер формирователя также может приводиться в движение таким же образом, но во многих случаях используется механизм быстрого возврата.
Большинство строгальных станков отличаются от формообразователей тем, что они достигают большей скорости резания с постоянной скоростью. Инструменты, используемые при формовании и строгании, одноточечные, как на токарном станке, но более тяжелые по конструкции. Держатель предназначен для фиксации насадки инструмента вблизи центральной линии держателя или точки поворота, а не под углом, как это обычно бывает с державками токарных станков.
Режущие инструменты для строгания обычно снабжены режущими пластинами из быстрорежущей стали, литого сплава или твердосплавными пластинами.Быстрорежущая сталь или литейные сплавы обычно используются при тяжелой черновой обработке и карбидах для вторичной черновой и чистовой обработки.
Углы резания для инструментов зависят от используемого инструмента и материала заготовки. Они аналогичны углам, используемым на других одноточечных инструментах, но зазор в конце не превышает 4 градусов. На скорость резания влияет жесткость станка, способ удержания работы, инструмент, материал и количество работающих инструментов. Рабочие столы на строгальных станках и формирователях имеют Т-образные пазы для удержания и зажима обрабатываемых деталей.
Джордж Шнайдер-младший является автором Cutting Tool Applications, справочника по материалам, принципам и конструкциям станков. Он является почетным профессором инженерных технологий Технологического университета Лоуренса и бывшим председателем Детройтского отделения Общества инженеров-технологов.
строгальные станки — купить строгальные станки с бесплатной доставкой на AliExpress
Отличные новости !!! Вы попали в нужное место для строгальных станков.К настоящему времени вы уже знаете, что все, что вы ищете, вы обязательно найдете на AliExpress. У нас буквально есть тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы найдете новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот высококлассный строгальный станок в кратчайшие сроки станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что купили строгальные станки на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в строгальных станках и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести строгальные станки по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Наладчики, операторы и тендеры фрезерных и строгальных станков, Металл и пластик at My Next Move
Потребительские товары состоят из множества металлических и пластиковых деталей. Рабочие по металлу и пластмассе настраивают машины, которые производят детали, и управляют ими во время производства.Сотни тысяч машиностроителей в обрабатывающей промышленности работают на разных этапах производства: следуя чертежам, они настраивают оборудование для производства нужного продукта. Установщики машин подготавливают машины перед производством и проводят тестовые прогоны начальных партий, выполняя ремонт или регулировку по мере необходимости для обеспечения контроля качества. Затем операторы берут на себя ответственность, и им, возможно, придется загружать машину металлическими или пластиковыми материалами или настраивать органы управления машиной во время производства. Они периодически осматривают детали и проводят мелкое обслуживание.По завершении они удаляют и проверяют готовую продукцию, а затем документируют производственные номера. Операторы станков по металлу и пластмассе могут специализироваться на конкретном типе станков, например: Операторы станков с компьютерным управлением управляют роботами для выполнения функций на заготовках. Программисты станков с ЧПУ, называемые работниками ЧПУ, разрабатывают компьютерные программы для управления автоматизированными процессами. Им требуется больше подготовки, чем другим механикам. Рабочие, занимающиеся экструзией и волочением, выталкивают термопластичные или металлические материалы в виде трубок, стержней или шлангов.Рабочие, занимающиеся резкой, штамповкой и штамповкой, работают на станках, чтобы распиливать, гнуть или править материалы. Рабочие, занимающиеся формованием, изготовлением стержней и литейными машинами, используют машины для формования металлических или термопластичных деталей или изделий. Несколько наладчиков станков, операторов и участников тендеров устанавливают или эксплуатируют более одного типа станков для резки или формовки или роботов. На производственных предприятиях обычно работают механические рабочие на полную ставку, обычно в смены, которые включают в себя вечера, выходные и частые сверхурочные. С помощью автоматизации можно управлять несколькими машинами одновременно, поэтому рабочие обучаются на разных машинах и приобретают различные навыки.Поскольку эти рабочие работают с мощными высокоскоростными машинами, они обычно носят защитное снаряжение, такое как защитные очки, беруши и ботинки со стальным носком. Респираторы распространены среди тех, кто работает в пластмассовой промышленности рядом с материалами, выделяющими опасные пары или пыль. Работодатели предпочитают нанимать кандидатов со средним образованием, а затем обучать операторов станков на работе.
▷ Металлообрабатывающий станок для продажи
Строгание по сравнению с формованиемДвижение хода можно регулировать во время работы строгальных станков
Подобно формовочным станкам, строгальные станки также в основном используются для изготовления плоских поверхностей в различных плоскостях.Как и в формовочных станках, в процессе строгания также можно регулировать длину и положение хода, и для удаления материала используются только одноточечные режущие инструменты. Как формовочные, так и строгальные станки также можно использовать для изготовления больших криволинейных поверхностей с использованием подходящих приспособлений. Для обработки канавок на криволинейных участках в обоих станках используются формовочные инструменты. Также, что наиболее важно, оба процесса обработки работают по одному и тому же принципу резания. Несмотря на поразительное сходство между этими двумя процессами, между ними есть несколько заметных различий.В строгальном станке вместо инструмента обрабатываемая деталь совершает возвратно-поступательное движение, тем самым обеспечивая быстрое движение резания, и вместо работы инструменту передается медленное движение подачи, в то время как в формовочных станках все наоборот. По сравнению с формовочными станками, строгальные станки намного больше и прочнее по конструкции и обычно используются для обработки больших объемов работ с большей длиной хода и тяжелыми резками. Станок для резки металла с электроприводом также более производительный, чем станок для обработки металлов давлением.
Режущий механизмБыстрая смена стола увеличивает количество ходов в минуту
Строгальный станок имеет относительно более простую кинематическую систему, которая позволяет передавать и преобразовывать вращательное движение главного двигателя в возвратно-поступательное движение станка. большой рабочий стол и медленные движения поперечной подачи (как горизонтальные, так и вертикальные) инструментов. Возвратно-поступательное движение стола, которое передает режущее движение работе, достигается за счет зубчатого механизма.Рейка снабжена столом на ее нижней поверхности, а шестерня установлена на выходном валу коробки передач. Такое расположение не только позволяет изменять количество ходов в минуту, но также обеспечивает быстрый возврат стола, что сокращает время, необходимое для обратного хода. Головка инструмента, которая удерживает режущие инструменты, может перемещаться горизонтально вдоль поперечной направляющей с помощью системы винтовых гаек, а поперечная направляющая поддерживается колонной станка. Как и те, которые используются в токарном процессе, режущий инструмент, используемый для удаления материала, представляет собой одноточечный режущий инструмент.Единственное отличие состоит в том, что режущий инструмент для строгания должен быть более жестким, поскольку инструмент не подвергается никаким возвратно-поступательным движениям, а только движению подачи. Также требуется более высокая жесткость инструмента, чтобы выдерживать более высокие ударные силы резания . Задний угол инструмента также должен быть больше, чтобы избежать погружения режущего инструмента в обрабатываемую поверхность во время быстрого возврата плунжера над обрабатываемой деталью.
Типы строгальных станков по металлуСтрогальные станки можно разделить на два типа: строгальные станки и двухстоечные строгальные станки .Строгальный станок с открытой стороной, также называемый одноколонным строгальным станком, имеет одну стойку, поддерживающую поперечный рельс, на котором установлена головка инструмента. Ширина деталей, которые могут быть обработаны на одноколонном строгальном станке, больше из-за конфигурации станка. Двухколонный строгальный станок имеет две колонны, по одной с каждой стороны станины и рабочего стола. Как и в строгальном станке с открытыми боковыми стенками, колонны поддерживают поперечный рельс, на котором установлена одна или несколько головок. Жесткость и надежность двухстоечных строгальных станков довольно высоки по сравнению с строгальными станками открытого типа из-за наличия двух колонн, но они имеют ограничение по ширине обрабатываемой детали, с которой можно работать на строгальном станке.
Применение и преимущества строгальных станков
По сравнению с формовочными станками, строгальные станки более эффективны.
Все операции, которые могут выполняться на строгальных станках, могут выполняться также на строгальных станках. Но больший размер и длина хода, а также более высокая жесткость позволяют строгальным станкам выполнять более тяжелые работы на больших объемах и длинных поверхностях. Производительность строгальных станков также намного превосходит по сравнению с профилегибочными станками для более длинных и быстрых ходов и тяжелых резов.Также существует возможность одновременного использования нескольких инструментов в электрическом строгальном станке, что дополнительно увеличивает производственную мощность строгального станка, что приводит к значительному сокращению времени выполнения заказа. Чаще всего строгальные станки используются для обработки таких важных деталей, как основные поверхности и направляющие станины и столы различных универсальных промышленных машин, таких как токарные станки, фрезерные станки, шлифовальные станки, протяжные станки, формовочные и строгальные станки и т. Д.Помимо этого, строгальные станки также используются для обработки длинных параллельных Т-образных пазов, направляющих типа «V» и перевернутых «V». Электрорубанки также используются для некоторых критических операций по механической обработке, таких как нарезание винтовых канавок на больших стержнях, длинных и широких двумерных криволинейных поверхностях и создание повторяющихся канавок для смазки и т. Д. С помощью подходящих специальных приспособлений.
Скорее покупать бывшие в употреблении строгальные станки?
Если вы ищете строгальный станок на продажу, думали ли вы о покупке подержанных ручных строгальных станков, а не о новых? Возможно, это был не первый вариант, который пришел в голову, но на сегодняшний день он будет наиболее экономически эффективным.Это связано с тем, что новая техника и оборудование, как правило, дорогое, тогда как использование бывшего в употреблении маршрута может сэкономить вам половину суммы, которую вы заплатили бы за новый строгальный станок, или, возможно, даже больше, если вы внимательно посмотрите на то, что есть в наличии. Если вы планируете осваивать новые рынки или расширять свой бизнес , или даже если у вас просто ограниченный бюджет, то любая экономия, которую вы можете сделать, приведет к тому, что средства будут доступны для других проектов. Проверка электрорубанков, выставленных на продажу на аукционах подержанного промышленного оборудования, поможет вам понять, где можно сэкономить.Если вас беспокоит, что подержанные рубанки могут быть ложной экономией, подумайте еще раз. Многие предметы оборудования, которые появляются на аукционах, выставляются на продажу просто потому, что они не соответствуют требованиям, а не потому, что они неисправны. Фактически, некоторые из выставленных на продажу подержанных рубанков, на которые вы смотрите, возможно, никогда не использовались или использовались лишь в ограниченной степени. Электрический ручной рубанок , выставленный на продажу на аукционе подержанной техники, может оказаться выгодной сделкой на всю жизнь.
Некоторые производители строгальных станков в мире: HELLER MAQUINA HERRAMIENTA, S.Л., Knuth Machine Tools, Ayon Industriya, SJR MACHINERY CO., LTD.
Высокоточный строгальный станок по дереву для деревообработки
Повысьте эффективность деревообрабатывающего бизнеса с помощью эффективных и жестких. строгальный станок по дереву от Alibaba.com. Эти машины, известные своей чрезвычайно прочной и точной работой, идеально подходят для всех типов коммерческих и промышленных предприятий деревообрабатывающей промышленности. Разнообразные диапазоны. Строгальный станок по дереву , представленный здесь, от ведущих брендов, предлагающих гарантии качества и множество послепродажных услуг.Получите эти гениальные. Строгальный станок по дереву для оптимального функционирования и выполнения различных операций по правке и обрезке древесины.Исключительные категории из них. Строгальный станок деревообрабатывающий станок , доступный на Alibaba.com, построен с использованием модернизированных технологий, которые заботятся как о внешних, так и о внутренних узлах станков. Произведены, разработаны и изготовлены из жестких материалов для обеспечения прочной внешней оболочки и невероятно модернизированных встроенных функций. строгальный станок по дереву — это энергосберегающие станки, которые идеально подходят для бизнеса и при этом являются экологически чистыми.Эти. Строгальный станок по дереву также экономичен, прост в эксплуатации и оснащен высокоточными технологиями для обработки гладких плоских поверхностей с обеих сторон древесины.
Выберите из множества разновидностей. строгальный станок по дереву , который доступен в различных цветах, характеристиках, мощностях и моделях в зависимости от ваших требований. Эти станки оснащены современными бесступенчатыми регуляторами скорости, мощными режущими двигателями, регулировками шпинделя и износостойкими рабочими поверхностями с гальваническим покрытием.Файл. Строгальный станок по дереву также оснащен полностью закрытыми защитными кожухами для предотвращения попадания пыли и гранул и отличается эффективной скоростью подачи. Блестящий. Строгальный станок по дереву — это малошумные варианты и дополнительные устройства, сконфигурированные для придания большей гладкости дереву.
Alibaba.com предлагает широкий выбор. Строгальный станок по дереву поможет вам покупать продукцию в рамках вашего бюджета. Эти продукты протестированы и сертифицированы ISO для обеспечения качества и безопасной работы.Вы также можете выбрать послепродажное обслуживание, которое может включать недорогое техническое обслуживание и установку на месте с видеоуроками.
Типы планировщика, Размер и спецификация планировщика, Операция, выполняемая на строгальном станке, Разница между планировщиком и формирователем ~ MECHTECH GURU
Планирование автомат (Планировщик):
- Рубанок или строгальный станок Станок — это станок, который, как и формирователь, производит плоские поверхности в горизонтальная, вертикальная или наклонная плоскость.
- Фундаментальная разница состоит в том, что строгальный станок работает с действием, противоположным действиям формирователей, т.е. заготовка совершает возвратно-поступательное движение за одну или более неподвижную единственную точку режущие инструменты.
- Планировщики предназначены для обработки крупногабаритных детали, которые нельзя обработать формовочные машины.
- Размер строгального станка и формирователи задаются максимальной длиной хода.
Фотографический вид обычно показывает общую конфигурацию строгальный станок.Как и формовочные станки, строгальные станки также в основном используется для изготовления плоских поверхностей в разных плоскостях. Однако основные Отличия строгальных станков от формовочных:
- Хотя в принципе как формовочные, так и строгальные станки производят плоскую поверхность одинаково за счет совместное действие Generatrix и Directrix, но на строгальном станке, вместо инструмента, заготовка совершает возвратно-поступательное движение, обеспечивая быстрое режущее движение и вместо работы инструменту дается медленная подача.
- По сравнению с формованием станки, строгальные станки намного больше и прочнее и обычно используются для больших работ с большей длиной хода и тяжелыми резками. В строгальном станке, заготовка устанавливается на возвратно-поступательном столе, а инструмент — на горизонтальный рельс, который, опять же, может двигаться вертикально вверх и вниз по вертикальные рельсы.
- o Строгальные станки бытовые более производительный (по сравнению с формовочными станками) для более длинного и быстрого хода, тяжелый резов (высокая подача и глубина резания) возможно и одновременное использование нескольких инструменты.
Как и в формовочных станках, в строгальных станках также;
- Длина и положение хода регулируется
- Только одна точка инструментов используется
- Быстрое возвращение сохраняется
- Инструменты формы часто для обработки пазов криволинейного сечения
- Как формовочная, так и строгальные станки также могут производить большие криволинейные поверхности, используя подходящие вложения.
- Двухкорпусный строгальный станок
- Открытая сторона строгальный станок
- Фуговальный станок
- Фуговальный станок
- Разделенная головка строгальный станок
Размер и спецификация планировщика · Расстояние между двумя колоннами · Длина хода строгального станка · Радиальное расстояние между верхом стола и крайнее нижнее положение поперечной балки · Максимальная длина стола · Мощность мотора · Доступен диапазон скоростей и подачи · Типы требуемых приводов
Операция выполняется на строгальном станке
- Планировка горизонтальной поверхности
- Планирование угла
- Планирование вертикальная поверхность
- Планирование изогнутая поверхность