СТАНКИ СТРОГАЛЬНО-ПРОТЯЖНОЙ ГРУППЫ
⇐ ПредыдущаяСтр 4 из 11Следующая ⇒
Строгальные и долбежные станки
Общие сведения
В соответствии с современной классификацией металлорежущих станков строгальные и долбежные станки относятся к 7-й группе, в которую входят следующие типы: 1 — продольно-строгальные одностоечные станки, 2 – продольно-строгальные двухстоечные станки, 3 — поперечно-строгальные станки, 4 — долбежные станки, 5 и 7 — протяжные станки, 9 — разные строгальные станки.
Условное обозначение модели станка состоит из трех-четырех цифр. Первая цифра указывает группу, вторая — тип, третья и четвертая — основной параметр станка: у продольно-строгальных — максимальную ширину изделия, у поперечно-строгальных и долбежных — наибольший ход ползуна. Например, модели 7110, 7116, 7112 – это одностоечные продольно-строгальные станки; 7212, 7216, 7228, 7289 – двухстоечные продольно-строгальные станки; 7303, 737, 739, 7307 — поперечно-строгальные станки; 7410, 7414, 7432 — долбежные станки.
Строгальные и долбежные станки по степени универсальности можно разделить на универсальные и специализированные.
Промышленность также выпускает комбинированные строгальные станки: строгально-фрезерные, строгально-шлифовальные, что придало им еще большую универсальность. Так, комбинированные продольно-строгальные станки мод. 7225 и 7220 имеют три строгальных и два фрезерных суппорта.
Специализированные станки предназначены для обработки изделий одного наименования и разных размеров. На них выполняется ограниченное число строгальных операций. К специализированным станкам относятся: кромкострогальные для обработки листового материала; копировально-строгальные, предназначенные для обработки фасонных поверхностей по копиру; внутристрогальные для остовов тяговых двигателей; станки с ЧПУ для строгания пуансонов. Шифр специальных или специализированных станков образуется путем добавления к шифру завода порядкового номера модели. Так, комбинированные продольно-обрабатывающие станки с ручным управлением получили шифр НС-6, НС-8, НС-30; они предназначены для строгания и шлифования.
На них выполняется ограниченное число строгальных операций. К специализированным станкам относятся: кромкострогальные для обработки листового материала; копировально-строгальные, предназначенные для обработки фасонных поверхностей по копиру; внутристрогальные для остовов тяговых двигателей; станки с ЧПУ для строгания пуансонов. Шифр специальных или специализированных станков образуется путем добавления к шифру завода порядкового номера модели. Так, комбинированные продольно-обрабатывающие станки с ручным управлением получили шифр НС-6, НС-8, НС-30; они предназначены для строгания и шлифования.
Если станки имеют программное управление, то к их шифру в конце добавляются индексы: Ц – цикловое программное управление, Т — оперативная система, Ф1 — цифровая индикация и предварительный набор координат, Ф2 — позиционная система числового программного управления (ЧПУ), ФЗ — контурная система ЧПУ, Ф4 — универсальная система ЧПУ с позиционной и контурной обработкой.
Строгальные и долбежные станки предназначены для обработки резцами плоскостей, фасонных линейчатых поверхностей, прямолинейных канавок, пазов, различных выемок и тд. в условиях единичного и мелкосерийного производства. Станки этой группы характеризуются главным возвратно-поступательным движением, которое может сообщаться заготовке или режущему инструменту.
Строгание широко применяют при изготовлении небольшого количества деталей в ремонтных и инструментальных цехах машиностроительных заводов. Такая обработка связана с удалением с заготовки больших объемов металла. По сравнению с другими технологическими методами формообразования строгание экономически более выгодно вследствие простоты конструкции и малой стоимости режущего инструмента. Строганием образуют (рис. 1) вертикальные 1, горизонтальные 2 и наклонные 3 поверхности, уступы 7, пазы 5, канавки 4 и реже — криволинейные поверхности 6.
Строгальные станки делят на поперечно-строгальные (односуппортные и двухсуппортные), продольно-строгальные (одностоечные, двухстоечные и кромкострогальные) и долбежные.
Схемы строгания на станках приведены на рис. 14.1.
Рис. 14.1 Схемы строгания на станках
а – поперечно-строгальном, б – продольно-строгальном, в -долбежном
Поперечно строгальные станки (рис. 5) служат для обработки мелких и средних деталей. Основным параметром этих станков является наибольшая длина хода ползуна — 200… 1000 мм. Главное движение сообщается инструменту.
Рис. 5. Поперечно-строгальный станок
Поперечно-строгальные станки всех размеров изготовляют с механическим приводом главного движения, а станки с ходом ползуна 700 и 1000 мм также и с гидравлическим приводом. Станки имеют автоматические подачи стола и резцового суппорта; управляют ими с центральной кнопочной станции и удобно расположенными рукоятками. Схема строгания на поперечно-строгальном станке показана на рис. 14.1, а. Возвратно-поступательное движение резца — главное движение, а периодическое поперечное (или вертикальное) перемещение стола с заготовкой на величину подачи S — движение подачи.
Станки имеют автоматические подачи стола и резцового суппорта; управляют ими с центральной кнопочной станции и удобно расположенными рукоятками. Схема строгания на поперечно-строгальном станке показана на рис. 14.1, а. Возвратно-поступательное движение резца — главное движение, а периодическое поперечное (или вертикальное) перемещение стола с заготовкой на величину подачи S — движение подачи.
Компоновка поперечно-строгальных станков простая и компактная, при которой обрабатываемая заготовка неподвижна в процессе резания, а резец, закрепленный в ползуне, совершает возвратно-поступательное движение. Общий вид поперечно-строгального станка показан на рис. 5.
На станине 1 установлены и закреплены все узлы станка. По горизонтальным направляющим станины перемещается ползун 7, совершающий возвратно-поступательное движение с помощью кулисного механизма или от гидроцилиндра. На левом конце ползуна закреплен суппорт 6, состоящий из поворотного круга, салазок, поворотной и откидной доски 5 с резцедержателем.
Наклонное перемещение обеспечивается поворотом суппорта относительно горизонтальной оси. Резцедержатель может откидываться под воздействием шарнира, тем самым обеспечивается свободное скольжение резца по заготовке при холостом ходе ползуна. Траверса 4 со столом 3 устанавливается на вертикальных направляющих станины в соответствии с высотой заготовки. Стол служит для установки на нем обрабатываемой заготовки; он перемешается по траверсе в горизонтальной плоскости и сообщает заготовке поперечную подачу. Для большей жесткости стол дополнительно закрепляется в стойке 2.
При увеличении длины строгания увеличивается вылет ползуна и растут реакции в его направляющих, стол станка испытывает все большие деформации, и дополнительная опора должна иметь большую жесткость. Это затруднительно, так как стол получает движение подачи в поперечном направлении. Поэтому для обработки крупных деталей используют продольно-строгальные станки.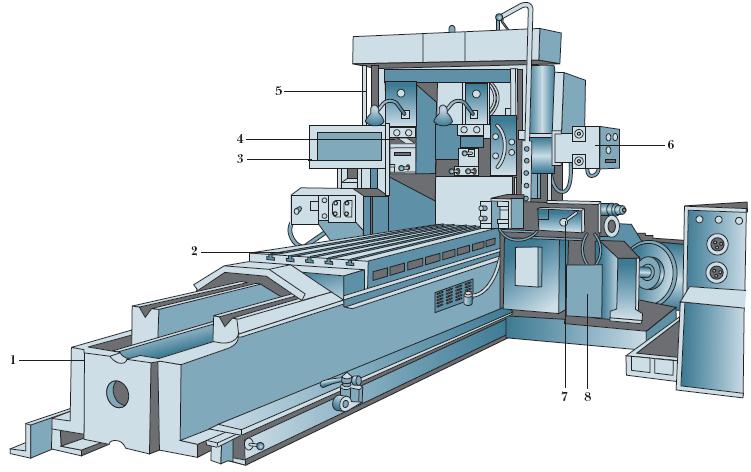
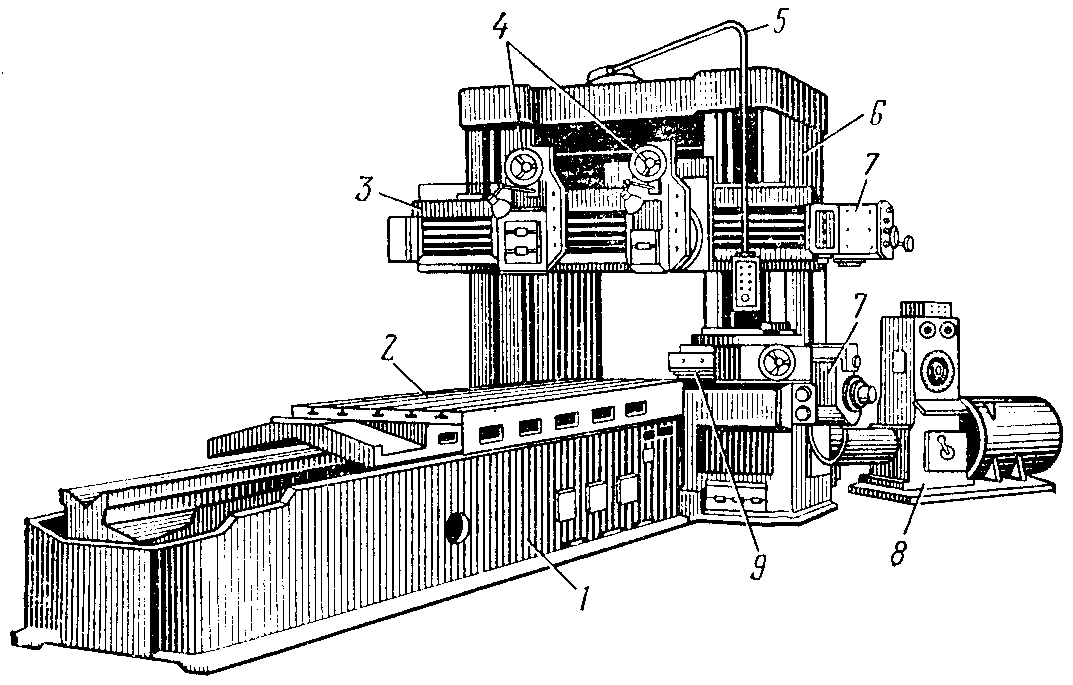
Продольно-строгальные станки (рис. 14.4) предназначены для обработки плоских поверхностей различных деталей. На них можно производить черновое, чистовое, а также отделочное строгание. Эти станки применяют в основном в условиях единичного и мелкосерийного производства, а также в ремонтных цехах.
Рис. 14.4. Продольно-строгальный станок 7212:
1 – станина, 2 – стол, 3 – траверса (поперечина), 4 – вертикальный суппорт, 5 – подвеска пульта управления, 6 – портал, 7 – коробка подач вертикальных и боковых суппортов, 8 – привод стола, 9 – боковой суппорт.
Основными размерами продольно-строгальных станков являются наибольшие длина и ширина строгания, а также наибольшая высота подъема поперечины (траверсы) с суппортами. В зависимости от устройства поперечин различают двухстоечные станки, у которых поперечина поддерживается двумя стойками, и одностоечные станки. Эти станки являются станками общего назначения.
У продольно-строгальных станков привод стола с установленной на нем заготовкой осуществляется от электродвигателя постоянного тока, который наряду с бесступенчатым регулированием скорости движения обеспечивает плавное врезание резца в заготовку и замедленный выход его в конце рабочего хода. При рабочем ходе происходит процесс резания, при обратном ходе резец (или резцы) несколько приподнимается, чтобы задняя поверхность его не касалась заготовки. Скорость обратного хода стола регулируется независимо от скорости рабочего хода. Механизм установки длины хода стола обеспечивает минимальный перебег стола на всем диапазоне скоростей движения стола.Подача происходит за ход стола обычно во время реверсирования его с вспомогательного хода на рабочий, т. е. перед началом рабочего хода стола.
Скорость обратного хода стола регулируется независимо от скорости рабочего хода. Механизм установки длины хода стола обеспечивает минимальный перебег стола на всем диапазоне скоростей движения стола.Подача происходит за ход стола обычно во время реверсирования его с вспомогательного хода на рабочий, т. е. перед началом рабочего хода стола.
Величина и характер усилий, возникающих в суппортах и стойках станка, не зависят от длины строгания. Поскольку суппорты имеют только движение подачи, удобно обрабатывать деталь одновременно несколькими инструментами, что очень важно для крупногабаритных заготовок.
На базе продольно-строгальных станков общего назначения изготовляют специализированные станки и станки, в которых строгание сочетается с фрезерованием, растачиванием, шлифованием и т. д.
Долбежные станки.
В долбежных станках резец движется возвратно-поступательно в вертикальной плоскости, перпендикулярной поверхности стола.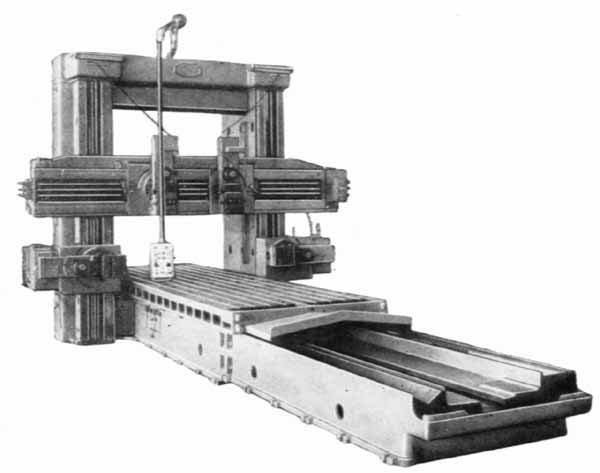 Характер движений у долбежных станков такой же, как и у поперечно-строгальных, поэтому их иногда называют вертикально-строгальными. Основными узлами долбежного станка (рис. 8) являются станина 1 коробчатой формы, на которой установлена вертикальная колонка 12. По вертикальным направляющим колонки перемещается ползун или долбяк 8, в нижней части которого закреплен резцедержатель 7. Обрабатываемое изделие 6 крепится на столе 5. Стол получает круговое, продольное и поперечное движения. Вертикальная компоновка узлов долбежного станка помимо того, что занимает небольшую производственную площадь, позволяет обрабатывать внутренние фасонные контуры, что на продольно- и поперечно-строгальных станках представляет затруднения.
Характер движений у долбежных станков такой же, как и у поперечно-строгальных, поэтому их иногда называют вертикально-строгальными. Основными узлами долбежного станка (рис. 8) являются станина 1 коробчатой формы, на которой установлена вертикальная колонка 12. По вертикальным направляющим колонки перемещается ползун или долбяк 8, в нижней части которого закреплен резцедержатель 7. Обрабатываемое изделие 6 крепится на столе 5. Стол получает круговое, продольное и поперечное движения. Вертикальная компоновка узлов долбежного станка помимо того, что занимает небольшую производственную площадь, позволяет обрабатывать внутренние фасонные контуры, что на продольно- и поперечно-строгальных станках представляет затруднения.
Рис. 8. Долбежный станок мод. 7А420
Сложные контурные поверхности, шпоночные пазы и другие криволинейные контуры в цилиндрических и конических отверстиях предпочтительнее выполнять на долбежных станках, так как это технологически проще. На рис. 4 показаны детали, обработанные на долбежных станках без применения сложных приспособлений.
На рис. 4 показаны детали, обработанные на долбежных станках без применения сложных приспособлений.
Протяжные станки
Протяжные станки предназначены для точной обработки внутренних и наружных поверхностей различного профиля. Некоторые контуры поверхностей, обрабатываемых на протяжных станках, приведены на рис. 14.6. Протяжные станки делят по следующим признакам: а) по назначению — для внутреннего и наружного протягивания; б) по степени универсальности — на станки общего назначения и специальные; в) по направлению и характеру рабочего движения — на горизонтальные, вертикальные, непрерывного действия с прямолинейным конвейерным движением, с круговым движением протяжки или заготовки, с комбинацией различных одновременных движений заготовки и протяжки; г) по числу кареток или позиций — с одной, двумя или несколькими каретками; однопозиционные (обычные) и многопозиционные (с поворотными столами).
Рис. 14.6. Виды работ выполняемых на протяжных станках
Наиболее распространены горизонтально-протяжные станки для внутреннего протягивания, вертикально-протяжные для наружного и внутреннего протягивания и горизонтально-протяжные для непрерывного протягивания. Главное движение у протяжных станков — движение инструмента (протяжки). Механизм подачи у протяжных станков отсутствует, поскольку подача обеспечивается подъемом зубьев протяжки. Основными параметрами, характеризующими протяжные станки, являются наибольшая сила протягивания; она может достигать 290—390 кН у средних станков и 1170 кН у крупных станков; максимальная длина хода протяжки; для средних станков она колеблется в пределах 350— 2300 мм.
Обычно протяжные станки работают по полуавтоматическому циклу; они имеют, как правило, гидравлический привод; однако выпускают высокоскоростные протяжные станки, у которых применяют электромеханический привод от электродвигателя постоянного тока.
Горизонтально-протяжной станок 7Б55 (рис. 14.7) предназначен для протягивания внутренних поверхностей различной геометрической формы и размеров деталей из черных и цветных металлов и сплавов.
Рис. 14.7. Горизонтально-протяжной станок 7Б55
Читайте также:
27.1.2. Электропривод продольно-строгальных станков
Данные
станки предназначаются, в основном, для
обработки резцами плоских горизонтальных
и вертикальных поверхностей.
Продольно-строгальные станки подразделяются
[4-8] на одностоечные (с консольной
поперечной) и двухстоечные (портального
типа). Двухстоечный продольно-строгальный
станок имеет станину с продольными
направляющими. По ним возвратно-поступательно
движется стол, на котором закрепляют
обрабатываемую деталь. Перемещение
стола – главное движение – осуществляется
от электродвигателя через редуктор и
реечную передачу. Снятие стружки с
обрабатываемой детали (строгание)
происходит при ходе стола вперед (прямой
или рабочий ход). Ход стола назад (обратный
ход) совершается обычно с повышенной
скоростью, и снятие стружки не производится
(холостой ход), резцы в это время
автоматически отводятся от обрабатываемой
поверхности. Изменение направления
движения стола производится или при
помощи электромагнитной реверсивной
муфты (на малых станках), или посредством
реверсирования главного двигателя. По
вертикальным направляющим стоек при
помощи ходовых винтов перемещаются
поперечный (траверса) и боковой суппорты.
Поперечина имеет горизонтальные
направляющие, по которым могут перемещаться
вертикальные суппорты. Суппорты с
закрепленными в них резцами осуществляют
прерывистую периодическую подачу за
время реверса стола с обратного хода
на прямой и быстрые установочные
перемещения. Движение суппортам
передается через коробки подач и от
отдельных электродвигателей.
Перемещение
стола – главное движение – осуществляется
от электродвигателя через редуктор и
реечную передачу. Снятие стружки с
обрабатываемой детали (строгание)
происходит при ходе стола вперед (прямой
или рабочий ход). Ход стола назад (обратный
ход) совершается обычно с повышенной
скоростью, и снятие стружки не производится
(холостой ход), резцы в это время
автоматически отводятся от обрабатываемой
поверхности. Изменение направления
движения стола производится или при
помощи электромагнитной реверсивной
муфты (на малых станках), или посредством
реверсирования главного двигателя. По
вертикальным направляющим стоек при
помощи ходовых винтов перемещаются
поперечный (траверса) и боковой суппорты.
Поперечина имеет горизонтальные
направляющие, по которым могут перемещаться
вертикальные суппорты. Суппорты с
закрепленными в них резцами осуществляют
прерывистую периодическую подачу за
время реверса стола с обратного хода
на прямой и быстрые установочные
перемещения. Движение суппортам
передается через коробки подач и от
отдельных электродвигателей.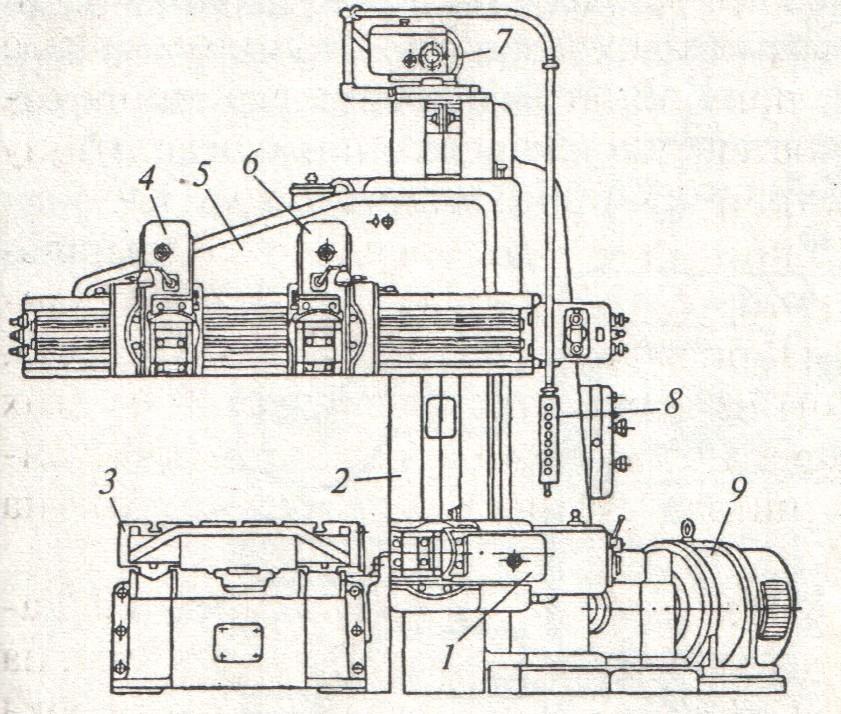 Основными
величинами, характеризующими размеры
и технологические возможности
продольно-строгальных станков, являются
наибольшая длина строгания (ход стола
L
от 1,5 до 12м), наибольшая ширина обработки
(от 0,7 до 4м) и наибольшее тяговое усилие
на рейке стола (до 30-70кН и более).
Основными
величинами, характеризующими размеры
и технологические возможности
продольно-строгальных станков, являются
наибольшая длина строгания (ход стола
L
от 1,5 до 12м), наибольшая ширина обработки
(от 0,7 до 4м) и наибольшее тяговое усилие
на рейке стола (до 30-70кН и более).
Продольно-строгальные станки, наряду с шлифовальными, долбежными и кромко-строгальными, характе-ризуются повторяющи-мися циклами с частотой до 1200-1800 циклов в час [4-29].
В
Рис.27.1. Процесс строгания
Vпр
Vобр
упрощенном виде схема строгания представлена на рис.27.1. Строгание обрабатывае-мой детали на глубинуt осуществляется при пря-мом ходе стола 2 по направляющим со скоростью Vпр. При обратном ходе стола со скоростью Vобр (причем Vобр>Vпр) строгания нет. По окончании обратного хода суппорт с резцом 3 перемещается на величину подачи S. Усилие F и его составляющие Fx, Fy, Fz,
определяются аналогично токарным
станкам по эмпирическим формулам
(23.9…23.11).
Усилие F и его составляющие Fx, Fy, Fz,
определяются аналогично токарным
станкам по эмпирическим формулам
(23.9…23.11).Требования, предъявляемые к электроприводу главного движения и подачи строгальных станков
Электропривод главного движения должен обеспечивать скорость прямого хода в пределах от 1…2 до 30…60м/мин, скорость обратного хода Vобр=40…100м/мин;
— диапазон регулирования скорости до 50:1;
повторяемость отработки перемещения при реверсах и изменении Vпри Vобр в пределах 1,0..60м/мин с точностью 5…10мм;
поддержание заданной угловой скорости двигателя во всем диапазоне регулирования с точностью до ±(5…10%) при изменении нагрузки от 0,1 до 1,2 номинального момента;
динамический перепад скорости, вызванный резким приложением нагрузки (при входе резца в металл), не более 10.
 ..20%, а возникший
при этом переходный процесс должен
заканчиваться в течение 0,1…0,23с;
..20%, а возникший
при этом переходный процесс должен
заканчиваться в течение 0,1…0,23с;скорость при врезании и выходе резца не больше некоторого заданного по условиям технологии значения.
 ..20%, а возникший
при этом переходный процесс должен
заканчиваться в течение 0,1…0,23с;
..20%, а возникший
при этом переходный процесс должен
заканчиваться в течение 0,1…0,23с;Привод подачи должен обеспечивать регулирование скорости в диапазоне (40…80):1.
Для привода подачи точность остановки на длине перемещения до 1мм составляет ±10%, а на длине свыше 1мм составляет ±5%. Подача на строчку (ход), изменяется от 0,1 до 32мм.
Время наибольшей подачи не должно превышать времени реверса стола станка (десятые доли секунды).
Основные сведения о строгальных станках
Классификация и обозначение строгальных станков. Строгальные станки предназначаются для обработки так называемых линейчатых поверхностей — горизонтальных, вертикальных и наклонных плоскостей. К линейчатым относятся и фасонные поверхности, представляющие собой сочетание плоскостей, расположенных под разными углами. Возможна обработка и таких фасонных поверхностей, профиль которых имеет криволинейные участки, образуемые дугами окружности или более сложными кривыми.
Возможна обработка и таких фасонных поверхностей, профиль которых имеет криволинейные участки, образуемые дугами окружности или более сложными кривыми.
Обработке на строгальных станках подвергаются как детали малых размеров, так и весьма крупные поковки, отливки и сварные конструкции длиной до 12 м, шириной до 6 м и высотой до 3 м; вес таких деталей может достигать 200 т.
В зависимости от вида выполняемых работ все строгальные станки можно разделить на две основные группы: станки общего назначения и станки специализированные и специальные.
К станкам общего назначения относятся поперечно-строгальные и продольно-строгальные.
К специализированным станкам относятся поперечно-строгальные с подвижной кареткой (для обработки тяжелых деталей), ямные продольно-строгальные (для обработки весьма крупных и тяжелых деталей) и кромкострогальные (для обработки кромок крупных листов и других деталей).
Специальные станки предназначены для выполнения лишь вполне определенных детале-операций; они применяются в основном в массовом производстве.
Для обозначения металлорежущих станков принята единая цифровая система, по которой все станки, выпускаемые отечественной станкостроительной промышленностью, делятся на 9 групп, каждая группа — на 9 типов, а каждый тип — на размеры.
В соответствии с этой системой любой металлорежущий станок обозначается трехзначным цифровым шифром. Первая цифра шифра обозначает группу станка, вторая — его тип, а третья (иногда и четвертая) условно характеризует размеры станка.
В ряде случаев в шифр станка между первой и второй цифрами вводится прописная буква русского алфавита, указывающая, что станок принадлежит к последующей серии, улучшенной или модернизированной по сравнению с предыдущей. Иногда прописная буква ставится также в конце цифрового шифра, что указывает на ту или иную область применения данной модификации базовой модели.
В принятой классификации строгальные станки составляют седьмую группу, поэтому обозначение (шифр) любого строгального станка начинается с цифры 7.
Станки этой группы разделяются на следующие типы: 1 — продольно-строгальные одностоечные; 2 — продольно-строгальные двухстоечные; 3 — поперечно-строгальные; 4 — долбежные; 5 — протяжные горизонтальные; 7 — протяжные вертикальные и 9 — разные (в том числе и специализированные).
Так, шифр станка, начинающийся с цифр 73…, означает, что это поперечно-строгальный станок. Шифром 7116 обозначен продольно-строгальный одностоечный станок с наибольшими размерами обрабатываемой детали по ширине 1600 мм, а шифром 7210 — продольно- строгальный двухстоечныи станок с наибольшими размерами обрабатываемой детали по ширине 1000 мм. Шифром 736 обозначен поперечно-строгальный станок с наибольшей длиной строгаемой детали 600 мм, а шифром 7A36 — станок такой же размерной характеристики, но отличающийся от предыдущей модели конструктивными и эксплуатационными признаками: он гидрофицирован, вместо коробки скоростей имеет гидравлическое устройство с бесступенчатым регулированием скоростей, а вместо храпового механизма подачи — гидравлический механизм также с бесступенчатым регулированием величины подачи стола.
Поперечно-строгальные станки предназначены для обработки сравнительно небольших по размерам деталей. Наибольшее применение они находят в инструментальных и ремонтных цехах, а также в основных цехах с индивидуальным и мелкосерийным характером производства. В серийном производстве поперечно-строгальные станки успешно используются при обработке деталей типа планок, узких и протяженных поверхностей, а также при обработке пазов и канавок.
В табл. 2 приведены основные технические характеристики наиболее распространенных поперечно-строгальных станков (как выпускаемых, так и уже не включаемых в программу выпуска, но еще эксплуатирующихся в цехах машиностроительных предприятий).
Продольно-строгальные станки предназначены для обработки крупногабаритных и тяжелых деталей (станин, корпусов, рам, направляющих и пр.). Наибольшее применение продольно-строгальные станки имеют в механических цехах заводов крупного и тяжелого машиностроения. Используются они и в ремонтно-механических цехах.
Используются они и в ремонтно-механических цехах.
Как уже указывалось, продольно-строгальные станки подразделяются на одностоечные и более жесткие двухстоечные. В табл. 3 приведены основные технические характеристики наиболее распространенных одностоечных, а в табл. 4 — двухстоечных продольно-строгальных станков.
«Строгальные, долбежные и протяжные станки»
Строгальные, долбежные и протяжные станки
Группа строгальных, долбежных и протяжных станков единственная, в которой главное движение является прямолинейным. На строгальных и долбежных станках обработка ведется резцами, на протяжных — протяжками. Главное движение строгальных станков всегда горизонтальное, долбежных – всегда вертикальное, а протяжных – либо горизонтальное, либо вертикальное. Движение подачи в строгальных и долбежных станках совершает обрабатываемая заготовка или резец, причем подача осуществляется периодически в конце холостого хода. При протягивании подача обеспечивается конструкцией самой протяжки, каждый последующий зуб которой выступает над предыдущим на величину подачи, так что движения подачи на протяжных станках нет.
При протягивании подача обеспечивается конструкцией самой протяжки, каждый последующий зуб которой выступает над предыдущим на величину подачи, так что движения подачи на протяжных станках нет.
шлицевые и круглые протяжки
Строгание и долбление — способы резания резцами на строгальных и долбежных станках, позволяющие получить плоские поверхности изделий 9…12 квалитета с шероховатостью Ra = 0,8…10 мкм.
Протягивание — способ резания протяжками на протяжных станках, обеспечивающий получение наружных и внутренних фасонных поверхностей изделий 7…8 квалитета с шероховатостью Ra = 0,2 … 2,5 мкм.
Протягивание применяется в крупносерийном и массовом производстве металлоизделий, и редко в мелкосерийном и единичном. Протяжки различных конструкций — наружные, внутренние, и дорны, являются одними из наиболее дорогих инструментов для выполнения металлообработки. Подчас каждая протяжка при своем изготовлении требует наивысшей точности и правильного расчета. Это обусловлено тем, что инструмент при протягивании работает в наиболее тяжёлых и суровых условиях огромных нагрузок (растяжение, сжатие, изгиб, абразивное и адгезионное выкрашивание лезвий протяжки). Протягиванию предшествуют подготовительные операции металлообработки, такие как сверление, зенкерование, развертывание, вырубка (т. е. для проведения протягивания требуется достаточно точно обработанная поверхность заготовки).
Подчас каждая протяжка при своем изготовлении требует наивысшей точности и правильного расчета. Это обусловлено тем, что инструмент при протягивании работает в наиболее тяжёлых и суровых условиях огромных нагрузок (растяжение, сжатие, изгиб, абразивное и адгезионное выкрашивание лезвий протяжки). Протягиванию предшествуют подготовительные операции металлообработки, такие как сверление, зенкерование, развертывание, вырубка (т. е. для проведения протягивания требуется достаточно точно обработанная поверхность заготовки).
В мелкосерийном и единичном производстве (обработка шлицевых и шпоночных канавок в отверстиях шкивов, втулок, шестерен, и др.) как альтернативу протягиванию, применяют долбление.
Для выполнения протягивания применяют специальный многолезвийный инструмент, имеющий постоянный (без учета износа) геометрический профиль, и которой расположением рабочих лезвий (так называемых «зубьев») обеспечивает условие подачи. То есть при движении развертки с постоянной скоростью происходит последовательное врезание в обрабатываемую поверхность каждого следующего по подаче режущего лезвия. Образующаяся при резании материала стружка, в отличие от других видов обработки резанием, не удаляется автоматически из зоны резания, а накапливается в впадинах (канавках) между рабочими лезвиями и выносится только по выходу инструмента из тела обрабатываемой заготовки. Это условие крайне утяжеляет обработку и до предела увеличивает нагрузки на инструмент. В отличие от внутренних и наружных протяжек, дорны применяемые для обработки только сквозных отверстий работают на сжатие и изгиб (куда более долговечны чем протяжки). Простейшая протяжка представляет собой инструмент той или иной длины и диаметра (сечения, профиля), имеющий хвостовую часть (захват протяжки с замковым отверстием или пазом), режущую часть (расчетное количество «зубьев» для резания и калибрования), калибрующую часть (выглаживание профиля).
Образующаяся при резании материала стружка, в отличие от других видов обработки резанием, не удаляется автоматически из зоны резания, а накапливается в впадинах (канавках) между рабочими лезвиями и выносится только по выходу инструмента из тела обрабатываемой заготовки. Это условие крайне утяжеляет обработку и до предела увеличивает нагрузки на инструмент. В отличие от внутренних и наружных протяжек, дорны применяемые для обработки только сквозных отверстий работают на сжатие и изгиб (куда более долговечны чем протяжки). Простейшая протяжка представляет собой инструмент той или иной длины и диаметра (сечения, профиля), имеющий хвостовую часть (захват протяжки с замковым отверстием или пазом), режущую часть (расчетное количество «зубьев» для резания и калибрования), калибрующую часть (выглаживание профиля).
Срезание припуска производится последовательно (послойно) режущими зубьями протяжки. Из рисунка видно, что первый зуб не срезает припуск, так как его размер меньше размера отверстия протягивания. Второй зуб срезает слой припуска, расположенный против этого второго зуба и обозначенный цифрой 2. Третий зуб срежет слой 3 так далее. Последние зубья протяжки имеют одинаковый размер и потому срезания припуска не производят, а лишь зачищают поверхность и калибруют ее. Эти зубья называются калибрующими.
Второй зуб срезает слой припуска, расположенный против этого второго зуба и обозначенный цифрой 2. Третий зуб срежет слой 3 так далее. Последние зубья протяжки имеют одинаковый размер и потому срезания припуска не производят, а лишь зачищают поверхность и калибруют ее. Эти зубья называются калибрующими.
Для изготовления протяжек применяют среднелегированные инструментальные стали, быстрорежущие стали, оснащение сборных протяжек и дорнов твердыми сплавами. При протягивании применяют обильное охлаждение инструмента и заготовки СОЖ.
Различают профильное и генераторное протягивание. При профильном протягивании вся обработанная поверхность формируется режущей кромкой последнего режущего зуба. При генераторном протягивании обработанная поверхность формируется отдельными участками режущих кромок режущих зубьев.
Строгальные станки разделяют на продольно-строгальные (одно- и двухстоечные), где главное движение сообщается заготовке, и
поперечно-строгальные, где главное движение сообщается инструменту.
Заготовки на строгальных станках обрабатывают строгальными резцами. Они делятся по назначению на проходные, подрезные, отрезные и фасонные; по форме стержня на прямые и изогнутые; по расположению элементов головки на правые и левые. Часть резца, включающая режущую кромку, может быть изготовлена как из быстрорежущей стали Р9, Р18, так и из твердого сплава ВК8 или Т15К6.
Строгальные резцы бывают прямые и изогнутые. Прямые резцы просты в изготовлении, но менее виброустойчивы по сравнению с изогнутыми. Поэтому они применяются при малых величинах вылета. В случае работы с большими вылетами рекомендуется пользоваться изогнутыми резцами, которые получили широкое распространение в промышленности. В процессе строгания резец под воздействием усилий резания изгибается. При изгибе прямого резца его режущая часть будет углубляться в материал заготовки и резец будет работать с заеданием, что снижает качество обработки и дополнительно нагружает инструмент. При изгибе же изогнутого резца его режущая часть будет отходить от заготовки и срезать меньший слой металла. Это обеспечивает более спокойное протекание процесса резания, особенно при резких колебаниях усилий резания, вызываемых изменениями сечения срезаемого слоя, локальными изменениями свойств обрабатываемого материала.
При изгибе же изогнутого резца его режущая часть будет отходить от заготовки и срезать меньший слой металла. Это обеспечивает более спокойное протекание процесса резания, особенно при резких колебаниях усилий резания, вызываемых изменениями сечения срезаемого слоя, локальными изменениями свойств обрабатываемого материала.
Особый интерес представляют тяжелые продольно-строгальные станки: двухстоечные портального типа (массой более 100 т) и одностоечные консольного типа. В двухстоечных станках портал образуется станиной 1 и двумя стойками 2, связанными перекладиной 4. Поперечина 3, подвешенная на ходовых винтах, предназначенных для ее вертикального перемещения, фиксируется при обработке заготовок на стойках системой зажимов и придает порталу дополнительную жесткость. Верхние суппорты 5, расположенные на поперечине, как на двухопорной балке с защемленными концами, имеют более высокую виброустойчивость, чем при расположении суппортов на консоли одностоечного станка. На обеих стойках портала устанавливаются боковые суппорты 7, позволяющие вести обработку либо одной заготовки с двух сторон, либо двух заготовок одновременно, что повышает производительность станка и расширяет его технологические возможности. Недостатком портальной компоновки является ограничение ширины заготовки расстоянием между его стойками. Привод стола осуществляется от двигателя постоянного тока через двухдиапазонную коробку скоростей. Управление станком, включая настройку длины хода стола, осуществляется с подвесного пульта. Станки могут быть оснащены левым боковым суппортом, накладной фрезерной головкой, накладной шлифовальной головкой, устройством для дозированной подачи СОЖ, приспособлением для высокого подъема резцедержек, комплектом закладных деталей фундамента, помостом и другими устройствами и приспособлениями.
На обеих стойках портала устанавливаются боковые суппорты 7, позволяющие вести обработку либо одной заготовки с двух сторон, либо двух заготовок одновременно, что повышает производительность станка и расширяет его технологические возможности. Недостатком портальной компоновки является ограничение ширины заготовки расстоянием между его стойками. Привод стола осуществляется от двигателя постоянного тока через двухдиапазонную коробку скоростей. Управление станком, включая настройку длины хода стола, осуществляется с подвесного пульта. Станки могут быть оснащены левым боковым суппортом, накладной фрезерной головкой, накладной шлифовальной головкой, устройством для дозированной подачи СОЖ, приспособлением для высокого подъема резцедержек, комплектом закладных деталей фундамента, помостом и другими устройствами и приспособлениями.
Технологические особенности станков позволяют выполнять продольно-строгальную операцию на заготовках весом до 200т, наибольшая ширина поверхностей – до 5м, длина поверхности заготовки может достигать 12-15 м.
Одностоечный продольно-строгальный станок позволяет обрабатывать очень широкие заготовки. Иногда при обработке на одностоечных станках таких заготовок применяют специальные поддерживающие тележки на роликах, которые перемещаются вместе со столом 8. На одностоечных станках только один боковой суппорт 7, в результате чего по производительности они уступают двухстоечным. Кроме того, стойку приходится выполнять с сечением, близким к квадратному, чтобы она могла воспринимать как крутящий, так и изгибающий моменты от сил резания, а это увеличивает массу стойки. Суппорт, работающий на консоли поперечины, получает большие вибрации, чем при строгании поверхностей вблизи стойки, что отражается на качестве обработки. Поэтому для чистового строгания широким резцом лучше использовать двухстоечный станок. Если же применяют одностоечный станок, то для устранения вибраций используют дополнительную переносную стойку. Из-за указанных недостатков одностоечные продольно-строгальные станки с шириной стола более 3000 мм не изготовляют.
Продольно строгальный станок производит движение подачи закрепленным в суппорте резцом. Скорость главного движения является неизменной.
Станки эффективны при обработке длинных узких поверхностей, особенно сквозных, прямых канавок и пазов; получают на них и фасонные линейные наружные поверхности, которые применяются обычно в индив
ГОСТ 439-73 Станки продольно-строгальные. Основные размеры
Текст ГОСТ 439-73 Станки продольно-строгальные. Основные размеры
БЗ 4-2003
ГОСТ 439-73
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАНКИ ПРОДОЛЬНО-СТРОГАЛЬНЫЕ
ОСНОВНЫЕ РАЗМЕРЫ
Издание официальное
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАНКИ ПРОДОЛЬНО-СТРОГАЛЬНЫЕ Основные размеры
Planers. Basic dimensions
МКС 25.080.25
Дата введения 01.01.75
ГОСТ
439-73
Взамен
ГОСТ 439-59
1. Настоящий стандарт распространяется на универсальные одностоечные и двухстоечные продольно-строгальные станки.
Требования настоящего стандарта являются обязательными.
2. Основные размеры продольно-строгальных станков должны соответствовать указанным на чертеже и в таблице.
Примечание. Чертеж не определяет конструкцию станка.
мм
Наименование основных размеров | Величины | ||||||||||
Наибольшие размеры | Ширина В | 630 | 800 | 1000 | 1250 | 1600 | 2000 | 2500 | 3150 | 4000 | 5000 |
обрабатываемого изделия | Высота Н | 560 | 710 | 900 | 1120 | 1400 | 1800 | 2240 | 2800 | 3550 | 4500 |
Размеры рабочей по- | Ширина В\ | 560 | 710 | 900 | 1120 | 1400 | 1800 | 2240 | 2800 | 3550 | 4500 |
верхности стола | Длина | 1600 | 2000 | 2500 | 3150 | 4000 | 5000 | 6300 | 8000 | 10000 | 12500 |
Наибольшая высота резца | 40 | 63 | 80 | 100 | 125 |
Примечание. © Издательство стандартов, 1973
© Издательство стандартов, 1973
© И ПК Издательство стандартов, 2004
3. Допускается увеличение или уменьшение по сравнению с указанными в таблице длины рабочей поверхности стола по ряду Ra 40 и высоты обрабатываемого изделия по ряду Ra 20 ГОСТ 6636.
4. В станках, унифицированных с продольно-фрезерными станками, допускается ширину рабочей поверхности стола выполнять равной ширине обрабатываемого изделия.
5. Размеры пазов в столах и расстояния между ними — по ГОСТ 1574.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 29.10.73 N° 2392
3. ВЗАМЕН ГОСТ 439-59
4. Стандарт соответствует СТ СЭВ 5941—87 в части типоразмерного ряда продольно-строгальных одностоечных и двухстоечных станков: 630; 800; 1000; 1250; 1600; 2000; 2500; 3150; 4000; 5000 в соответствии со специализацией СССР
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 1574-91 | 5 |
ГОСТ 6636-69 | 3 |
6. Ограничение срока действия снято по протоколу № 3—93 Межгосударственного совета по стандартизации, метрологии и сертификации (НУС 5-6—93)
7. ИЗДАНИЕ (август 2004 г.) с Изменениями № 1, 2, утвержденными в июне 1988 г., октябре 1990 г. (НУС 9-88, 1-91)
Редактор Л. В. Коретникова Технический редактор В.И. Прусакова Корректор Т.И. Кононенко Компьютерная верстка И.А. Палейкиной
Изд. лиц. № 02354 от 14.07.2000. Сдано в набор 03.08.2004. Подписано в печать 12.08.2004. Уел. печ.л. 0,47. Уч.-изд.л. 0,25.
Тираж 177 экз. С 3114. Зак. 712.
И ПК Издательство стандартов, 107076 Москва, Колодезный пер., 14. e-mail:
Набрано в Издательстве на ПЭВМ
Отпечатано в филиале ИПК Издательство стандартов — тип. «Московский печатник», 105062 Москва, Лялин пер., 6.
«Московский печатник», 105062 Москва, Лялин пер., 6.
Плр № 080102
Продольно-строгальный станок 7212 | Машины | Другая техника
Предложение № 1973
Станок продольно-строгальный 7212
Производитель: Минский станкостроительный завод «МЗОР»
.Производство: Беларусь
Спецификация:
Класс точности станка: H
Мах. Размеры детали (В х Ш): 1120 х 1250 мм
Максимум. расстояние между столом и траверсой: 1220 мм
Расстояние между колоннами: 1350 мм
Размеры рабочей поверхности стола: 1120 х 4000 мм
Максимум.продольный ход стола (ход по оси X): 900..4200 мм
Максимум. нагрузка на стол (на 1 м длины стола): 2000 кг
Вес стола: 5460 кг
Количество вертикальных опор на траверсе: 2
Количество боковых опор на колонну: 1
Максимум. горизонтальный ход вертикальных опор на траверсе: 1875 мм
Максимум. вертикальный ход ползунов вертикальных опор: 300 мм
вертикальный ход ползунов вертикальных опор: 300 мм
Максимум. вертикальный ход боковой горизонтальной опоры: 1120 мм
Максимум.угол поворота вертикальных опор: ± 60 град
Максимум. вертикальный ход траверсы: 1120 мм
Скорость вертикального поперечного перемещения: 0,346 м / мин
Скорость хода рабочего стола в диапазоне I: 6,5..80 м / мин
Скорость хода рабочего стола в диапазоне II: 4..48 м / мин
Скорость обратного хода стола в диапазоне I: 20..80 м / мин
Скорость обратного хода стола в диапазоне II: 12..48 м / мин
Регулировка скорости хода стола: Бесступенчатая
Диапазон горизонтальных подач вертикальных опор на один ход двойного стола: 0,5..25 мм
Диапазон вертикальных подач вертикальных опор на один ход двойного стола: 0,25..12,5 мм
Диапазон горизонтальной и вертикальной подачи боковой опоры на один ход двойного стола: 0,25..12,5 мм
Шаг горизонтальных подач вертикальных опор: 0,5 мм
Шаг других подач суппортов: 0,25 мм
Скорость горизонтальных перемещений вертикальных опор: 1,47 мм
Скорость вертикальных перемещений вертикальных опор: 0,735 м / мин
Скорость горизонтальных перемещений боковой опоры: 0,735 м / мин
Скорость вертикальных перемещений боковой опоры: 0,735 м / мин
Максимум. тяговое усилие на направляющей стола: 12000 кг
тяговое усилие на направляющей стола: 12000 кг
Предохранитель упора стола: В наличии
Автоматический подъем державки при переворачивании стола: в наличии
Электродвигатель привода стола: 100 кВт
Габариты станка (Д x Ш x В): 9950 х 4500 х 3800 мм
Вес станка: 35000 кг
Нажмите кнопку ПРЕДЛОЖИТЬ ССЫЛКУ, а затем скопируйте эту ссылку, нажав Ctrl + C или кнопку ПРЕДЛОЖИТЬ ССЫЛКУ, а затем щелкните правой кнопкой мыши выделенный текст и выберите «Копировать».
▷ Профилировщик металла для продажи
Строгание и формовка
Движение хода можно регулировать во время работы строгальных станков
Как и формовочные станки, строгальные станки также в основном используются для изготовления плоских поверхностей в различных плоскостях. Как и в формовочных станках, в процессе строгания также можно регулировать длину и положение хода, и для удаления материала используются только одноточечные режущие инструменты. Как формовочные, так и строгальные станки также могут использоваться для изготовления больших криволинейных поверхностей с использованием подходящих приспособлений.Для обработки канавок на криволинейных участках в обоих станках используются формовочные инструменты. Также, что наиболее важно, оба процесса обработки работают по одному и тому же принципу резания. Несмотря на поразительное сходство между этими двумя процессами, между ними есть несколько заметных различий. В строгальном станке вместо инструмента обрабатываемая деталь совершает возвратно-поступательное движение, тем самым обеспечивая быстрое движение резания, и вместо работы инструменту передается медленное движение подачи, в то время как в формовочных станках все наоборот.По сравнению с формовочными станками, строгальные станки намного больше и прочнее по конструкции и обычно используются для обработки больших объемов работ с большей длиной хода и тяжелыми резками. Станок для строгания по металлу также более производительный, чем станок для профилирования.
Как формовочные, так и строгальные станки также могут использоваться для изготовления больших криволинейных поверхностей с использованием подходящих приспособлений.Для обработки канавок на криволинейных участках в обоих станках используются формовочные инструменты. Также, что наиболее важно, оба процесса обработки работают по одному и тому же принципу резания. Несмотря на поразительное сходство между этими двумя процессами, между ними есть несколько заметных различий. В строгальном станке вместо инструмента обрабатываемая деталь совершает возвратно-поступательное движение, тем самым обеспечивая быстрое движение резания, и вместо работы инструменту передается медленное движение подачи, в то время как в формовочных станках все наоборот.По сравнению с формовочными станками, строгальные станки намного больше и прочнее по конструкции и обычно используются для обработки больших объемов работ с большей длиной хода и тяжелыми резками. Станок для строгания по металлу также более производительный, чем станок для профилирования.
Режущий механизм
Быстрая смена стола увеличивает количество ходов в минуту
Строгальный станок имеет относительно более простую кинематическую систему, которая позволяет передавать и преобразовывать вращательное движение главного двигателя в возвратно-поступательное движение станка. большой рабочий стол и медленные движения поперечной подачи (как горизонтальных, так и вертикальных) инструментов.Возвратно-поступательное движение стола, которое передает режущее движение работе, достигается за счет зубчатого механизма. Рейка снабжена столом на своей нижней поверхности, а шестерня установлена на выходном валу коробки передач. Такая конструкция не только позволяет изменять количество ходов в минуту, но также обеспечивает быстрый возврат стола, тем самым сокращая время, необходимое для обратного хода. Головка инструмента, которая удерживает режущие инструменты, может перемещаться горизонтально вдоль поперечной направляющей с помощью системы винтовых гаек, а поперечная направляющая поддерживается колонной станка. Как и те, которые используются в токарной обработке, режущий инструмент, используемый для снятия материала, представляет собой одноточечный режущий инструмент. Единственное отличие состоит в том, что режущий инструмент для строгания должен быть более жестким, поскольку он не подвергается никаким возвратно-поступательным движениям, а только движению подачи. Также требуется более высокая жесткость инструмента, чтобы выдержать более высокие силы резания . Угол заднего прохода инструмента также должен быть больше, чтобы избежать погружения режущего инструмента в обрабатываемую поверхность во время быстрого возврата плунжера по обрабатываемой детали.
Как и те, которые используются в токарной обработке, режущий инструмент, используемый для снятия материала, представляет собой одноточечный режущий инструмент. Единственное отличие состоит в том, что режущий инструмент для строгания должен быть более жестким, поскольку он не подвергается никаким возвратно-поступательным движениям, а только движению подачи. Также требуется более высокая жесткость инструмента, чтобы выдержать более высокие силы резания . Угол заднего прохода инструмента также должен быть больше, чтобы избежать погружения режущего инструмента в обрабатываемую поверхность во время быстрого возврата плунжера по обрабатываемой детали.
Типы строгальных станков по металлу
Строгальные станки можно разделить на два типа: строгальные станки и двухстоечные строгальные станки . Строгальный станок с открытой стороной, также называемый одноколонным строгальным станком, имеет одну стойку, поддерживающую поперечный рельс, на котором установлена головка инструмента. Ширина деталей, которые могут быть обработаны на одноколонном строгальном станке, больше из-за конфигурации станка. Двухстоечный строгальный станок имеет две колонны, по одной с каждой стороны станины и рабочего стола.Как и в строгальном станке с открытыми боковыми стенками, колонны поддерживают поперечину, на которой установлена одна или несколько инструментальных головок. Жесткость и надежность двухстоечных строгальных станков довольно высоки по сравнению с строгальными станками открытого типа из-за наличия двух колонн, но у них есть ограничение по ширине обрабатываемой детали, с которой можно работать на строгальном станке.
Ширина деталей, которые могут быть обработаны на одноколонном строгальном станке, больше из-за конфигурации станка. Двухстоечный строгальный станок имеет две колонны, по одной с каждой стороны станины и рабочего стола.Как и в строгальном станке с открытыми боковыми стенками, колонны поддерживают поперечину, на которой установлена одна или несколько инструментальных головок. Жесткость и надежность двухстоечных строгальных станков довольно высоки по сравнению с строгальными станками открытого типа из-за наличия двух колонн, но у них есть ограничение по ширине обрабатываемой детали, с которой можно работать на строгальном станке.
Применение и преимущества строгальных станков
По сравнению с формовочными станками, строгальные станки более эффективны
Все операции, которые могут выполняться на строгальных станках, могут выполняться также на строгальных станках.Но больший размер, длина хода и более высокая жесткость позволяют строгальным станкам выполнять более тяжелые работы на больших объемах и длинных поверхностях. Производительность строгальных станков также намного превосходит по сравнению с профилегибочными станками для более длинных и быстрых ходов и тяжелых резов. Также существует возможность одновременного использования нескольких инструментов в электрическом строгальном станке, что дополнительно увеличивает производственные мощности строгального станка, что приводит к значительному сокращению времени выполнения заказа.Чаще всего строгальные станки применяются для обработки таких важных деталей, как основные поверхности и направляющие станины и столы различных универсальных промышленных машин, таких как токарные станки, фрезерные станки, шлифовальные станки, протяжные станки, формовочные и строгальные станки и т. Д. строгальные станки также используются для обработки длинных параллельных Т-образных пазов, V-образных и перевернутых V-образных направляющих. Электрорубанки также используются для некоторых критически важных операций по механической обработке, таких как нарезание винтовых канавок на больших стержнях, длинных и широких двумерных криволинейных поверхностях, создание повторяющихся масляных канавок и т. Д.с помощью подходящих специальных приспособлений.
Производительность строгальных станков также намного превосходит по сравнению с профилегибочными станками для более длинных и быстрых ходов и тяжелых резов. Также существует возможность одновременного использования нескольких инструментов в электрическом строгальном станке, что дополнительно увеличивает производственные мощности строгального станка, что приводит к значительному сокращению времени выполнения заказа.Чаще всего строгальные станки применяются для обработки таких важных деталей, как основные поверхности и направляющие станины и столы различных универсальных промышленных машин, таких как токарные станки, фрезерные станки, шлифовальные станки, протяжные станки, формовочные и строгальные станки и т. Д. строгальные станки также используются для обработки длинных параллельных Т-образных пазов, V-образных и перевернутых V-образных направляющих. Электрорубанки также используются для некоторых критически важных операций по механической обработке, таких как нарезание винтовых канавок на больших стержнях, длинных и широких двумерных криволинейных поверхностях, создание повторяющихся масляных канавок и т. Д.с помощью подходящих специальных приспособлений.
Покупка подержанных строгальных станков?
Если вы ищете строгальный станок на продажу, думали ли вы о покупке подержанного ручного строгального станка, а не о новом? Возможно, это был не первый вариант, который приходил в голову, но на сегодняшний день он будет наиболее экономически эффективным. Это связано с тем, что новая техника и оборудование, как правило, дорогое, тогда как использование бывшего в употреблении маршрута может сэкономить вам половину суммы, которую вы заплатили бы за новый строгальный станок, или, возможно, даже больше, если вы внимательно посмотрите на то, что есть в наличии.Если вы планируете развивать новые рынки или расширять свой бизнес , или даже если у вас просто ограниченный бюджет, то любая экономия, которую вы можете сделать, приведет к тому, что средства будут доступны для других проектов. Проверка электрорубанков, выставленных на продажу на аукционах подержанного промышленного оборудования, поможет вам понять, где можно сэкономить. Если вас беспокоит, что подержанные рубанки могут быть ложной экономией, подумайте еще раз. Многие предметы оборудования, которые появляются на аукционах, выставляются на продажу просто потому, что они не соответствуют требованиям, а не потому, что они неисправны.На самом деле, некоторые из выставленных на продажу подержанных рубанков, на которые вы посмотрите, возможно, никогда не использовались или использовались лишь в ограниченной степени. Электрический ручной рубанок , выставленный на продажу на аукционе подержанной техники, может оказаться выгодной сделкой на всю жизнь.
Некоторые производители строгальных станков в мире: HELLER MAQUINA HERRAMIENTA, S.L. , Knuth Machine Tools, Ayon Industriya, SJR MACHINERY CO., LTD.
| электронная почта: tony @ lathes.co.uk На главную Архив станков Станки Продажа и Требуются Справочники по станкам Каталоги Ремни Книги Аксессуары Geo. Планировочный станок для завода Geo Plant & Son, находившаяся в Бирмингеме, была одной из сотен аналогичных небольших компаний в этом большом промышленном городе, записи которых сейчас утеряны. Несмотря на то, что он выглядит почти игрушечным, большим преимуществом ручного строгального станка, такого как показанный ниже, и который был очень популярен с 1850 года до 1930-х годов, является их способность выполнять длинные резы, которые в противном случае потребовали бы использования массивного формирователя. или очень утомительная ручная подача.На небольшом пространстве можно найти универсальный станок, который требует недорогих инструментов и не требует двигателя для работы. К счастью, сегодня они по-прежнему высоко ценятся — даже большие напольные модели — и имеют соответствующие высокие цены. Было обнаружено, что у ряда небольших строгальных станков нет никаких знаков производителя, но известные примеры, которые время от времени становятся доступными в Великобритании, включают Hesketh-Walker, Tom Senior, Britannia, Brittain, Selig Sonnenthal, T.Taylor, Milnes — и даже некоторые из них. недавно сделанные самодельные модели, включая хорошо сконструированный Wilson. |
Строгальные станки по выгодной цене — Выгодные предложения на строгальные станки по дереву от мировых продавцов строгальных станков
Отличные новости !!! Вы попали в нужное место для строгальных станков по дереву. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях.Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене.Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот лучший строгальный станок по дереву вскоре станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели строгальный станок по дереву на AliExpress. С самыми низкими ценами в Интернете, дешевыми тарифами на доставку и возможностью получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в строгальных станках по дереву и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов.Мы поможем вам разобраться, стоит ли доплачивать за высококачественную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе.Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет. Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести Станки для строгания по дереву по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы. На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните лучший опыт покупок прямо здесь.
Что такое лонгитюдное исследование? — Определение с примерами
Продольный опрос может окупиться, если у вас будет время заняться долгосрочным исследовательским проектом.Но прежде чем вы сможете приступить к планированию следующего опроса, вам необходимо ознакомиться с определением лонгитюдного исследования: обсервационное исследование, в котором используются непрерывные или повторяющиеся измерения для отслеживания конкретных людей и наблюдения за одним и тем же набором переменных в течение длительного периода.
Это может показаться устрашающим, но имейте в виду, что определение лонгитюдного исследования в психологии и всех других дисциплинах не включает экспериментирование. Он строго наблюдательный и аналитический. Если у вас есть время записывать наблюдения через повторяющиеся промежутки времени, вы можете проводить продольное исследование.Здесь могут помочь опросы; они могут получать обратную связь сразу от нескольких участников.
В этой статье мы более подробно рассмотрим определяющие характеристики лонгитюдных исследований, рассмотрим плюсы этого типа исследований и обсудим некоторые примеры лонгитюдных исследований. Давайте начнем с того, что разберемся, что такое исследование, а что нет.
Собирать исследовательские идеи
Что такое лонгитюдное исследование?
Продольные исследования часто используют опросы для сбора качественных или количественных данных.Кроме того, в лонгитюдном исследовании создатель опроса не мешает участникам опроса. Вместо этого создатель опроса распределяет анкеты с течением времени, чтобы наблюдать за изменениями участников, поведения или отношения. Многие медицинские исследования являются продольными; исследователи отмечают и собирают данные от одних и тех же субъектов в течение многих лет.
Характеристики продольного исследования
Использование одних и тех же людей или выборок в продольном исследовании означает наблюдение любых измеримых изменений во времени.Это гарантирует, что вы сможете учесть те же самые переменные, представляющие интерес, в продолжительности вашего исследования.
Продольное исследование не ограничивается областью науки или медицины. Это также влияет на бизнес. С помощью лонгитюдного опроса исследователи могут измерять и сравнивать различные бизнес-инициативы и инициативы по брендингу. Вот некоторые из классических примеров продольных исследований:
Многие медицинские исследования являются продольными; здесь набор из выборки или подобных лиц формирует группу. Исследователи наблюдают и изучают группу на протяжении многих лет.Цель использования одних и тех же людей или выборок в продольном исследовании, чтобы увидеть их и проанализировать любые измеримые изменения за период.
Типы опросов, в которых используется продольное исследование
С помощью продольного исследования можно измерить и сравнить различные аспекты бизнеса и брендинга, развернув опросы. Вот некоторые из классических примеров опросов, которые исследователи могут использовать для лонгитюдных исследований:
- Тенденции рынка и узнаваемость бренда: Используйте исследование рынка и маркетинговое исследование, чтобы определить тенденции рынка и повысить узнаваемость бренда.С помощью этих опросов предприятия или организации могут узнать, чего хотят клиенты, а от чего они откажутся. Это исследование можно проводить с течением времени, чтобы повторно оценивать рыночные тенденции, поскольку они изменчивы и имеют тенденцию постоянно меняться.
- Отзыв о продукте: Если компания или торговая марка запускают новый продукт и хотят знать, как обстоят дела с потребителями, опросы отзывов о продуктах — отличный вариант. Собирайте отзывы клиентов о продукте в течение длительного времени. После того, как вы соберете данные, пора применить полученный отзыв на практике и улучшить свои предложения.
- Удовлетворенность клиентов: Опросы удовлетворенности клиентов помогают организации узнать уровень удовлетворенности или неудовлетворенности своих клиентов. С помощью лонгитюдного опроса можно получить обратную связь от новых и постоянных клиентов до тех пор, пока вы хотите их собирать, поэтому он полезен независимо от того, начинаете ли вы бизнес или надеетесь внести некоторые улучшения в уже существующий бренд.
- Вовлеченность сотрудников: Если вы хотите проверить «пульс» своего рабочего места, соберите отзывы с помощью опроса по вовлеченности сотрудников.Узнайте, комфортно ли сотрудникам сотрудничать с коллегами, и оцените уровень их мотивации на работе. Если вы будете регулярно проверять время с помощью продольного опроса, вы получите полную картину культуры вашей компании.
Теперь, когда вы знаете, как исследователи используют лонгитюдные исследования в нескольких дисциплинах, давайте определим три типа исследований, которые вы можете провести с помощью своего опроса.
Виды лонгитюдных исследований
Продольные исследования универсальны, воспроизводимы и могут учитывать количественные и качественные данные.Рассмотрим три основных типа лонгитюдных исследований для будущих исследований:
- Панельное исследование: Панельное исследование включает выборку людей из более значительной популяции и проводится через определенные промежутки времени в течение более длительного периода. Одна из важных особенностей панельного исследования заключается в том, что исследователи собирают данные из одной и той же выборки в разные моменты времени. Большинство панельных исследований предназначены для количественного анализа, хотя их также можно использовать для сбора качественных данных и анализа.
- Когортное исследование: Когортное исследование включает в себя выборку когорты (группы людей, которые обычно переживают одно и то же событие в определенный момент времени). Исследователи-медики обычно проводят когортные исследования. Некоторые могут считать клинические испытания аналогичными когортным исследованиям. Однако в когортных исследованиях исследователи просто наблюдают за участниками без вмешательства, в отличие от клинических испытаний, в которых участники проходят тесты.
- Ретроспективное исследование: В ретроспективном исследовании используются уже существующие данные, собранные в ходе ранее проведенного исследования с использованием аналогичной методологии и переменных.При проведении ретроспективного исследования исследователь использует административную базу данных, уже существующие медицинские записи или индивидуальные интервью.
Продольные исследования и перекрестные исследования
Продольные исследования часто путают с поперечными исследованиями. В отличие от лонгитюдных исследований, в которых исследовательские переменные могут изменяться во время исследования, в кросс-секционном исследовании наблюдается единственный случай, когда все переменные остаются неизменными на протяжении всего исследования.Продольное исследование может стать продолжением перекрестного исследования для более тщательного изучения взаимосвязи между переменными.
Разница между исследованиями заключается в сроках и переменных. В перекрестном исследовании исследователи наблюдают одну и ту же постоянную переменную и проводят исследование только один раз. В ходе лонгитюдного исследования исследователь находит различные переменные с течением времени и собирает данные на основе этих исследований. Например, бизнес-стратеги могут собирать социальную информацию, информацию об образе жизни и финансовую информацию от своей целевой аудитории.Затем они изучают влияние этих факторов, как по отдельности, так и в сочетании, и на основе полученных данных составляют план действий, связанный с предложениями компании.
Преимущества проведения лонгитюдного исследования
Как мы показали, продольное исследование полезно в науке, медицине и многих других областях. Есть много причин, по которым исследователь может захотеть провести лонгитюдное исследование. Одна из основных причин заключается в том, что лонгитюдные исследования дают уникальные идеи, которые не удается реализовать во многих других типах исследований.Взгляните на преимущества проведения продольного исследования:
Преимущества длительного исследования
- Продольное исследование может идентифицировать события и соотносить их. Вы можете раскрыть хронологию между событиями, такими как долгосрочные и краткосрочные изменения переменных, что делает это идеальным для медицинских исследований.
- Аналогичным образом, поскольку лонгитюдное исследование проводится в течение длительного периода, оно помогает идентифицировать и устанавливать конкретную последовательность событий.
- Лонгитюдный анализ обеспечивает значимое понимание, которое может быть невозможно с другими типами исследований, такими как перекрестные и аналогичные исследования.
- Продольное исследование позволяет исследователям отслеживать развитие на временной шкале вместо того, чтобы делать выводы на основе «моментального снимка» данных.
Примеры лонгитюдного исследования
Для многих исследователей и стратегов преимущества лонгитюдных исследований перевешивают недостатки. Рассмотрите примеры, включенные в этот раздел, и решите сами.
Пример 1 продольного исследования: Однояйцевые близнецы
Рассмотрим исследование, проведенное для понимания сходства или различий между однояйцевыми близнецами, которые воспитываются вместе, и однояйцевыми близнецами, которые не воспитывались.В исследовании наблюдаются несколько переменных, но неизменным является то, что у всех участников есть идентичные близнецы.
В этом случае исследователи хотели бы понаблюдать, как эти участники от детства до взрослой жизни понимают, как взросление в разных средах влияет на их черты, привычки и личность. На протяжении многих лет исследователи могут увидеть обе пары близнецов, как они переживают жизнь без вмешательства. Поскольку участники имеют одни и те же гены, предполагается, что любые различия связаны с факторами окружающей среды, но только внимательное изучение может сделать вывод.
Собирать исследовательские идеи
Пример 2 лонгитюдного исследования: Насилие и видеоигры
Во втором примере исследователь изучает, существует ли связь между насилием и использованием видеоигр. Они собирают большую выборку участников для исследования. Чтобы уменьшить вмешательство в их естественные привычки, эти люди происходят из населения, которое уже играет в видеоигры. Здесь возрастная группа ограничена подростками (13-19 лет).
Исследователь регистрирует, насколько участники выборки склонны к насилию в начале. Это создает основу для последующих сравнений. Теперь исследователь будет давать каждому участнику журнал, чтобы отслеживать, сколько и как часто они играют и сколько времени проводят, играя в видеоигры. Это исследование может продолжаться месяцами или годами. В течение этого времени исследователь может сравнивать поведение во время видеоигр с склонностями к насилию. Таким образом, выясняется, есть ли связь между насилием и видеоиграми.
Проведение лонгитюдного исследования с опросами несложно и применимо практически к любой дисциплине. Просмотрите нашу коллекцию с более чем 350 бесплатными шаблонами и анкетами для исследования и начните строить свой лонгитюдный опрос с помощью QuestionPro сегодня.
Контроллер отслеживания продольной скорости — Simulink
Блок продольного драйвера реализует продольное отслеживание скорости контроллер. На основании задания и обратной скорости, блок генерирует нормализованы команды ускорения и торможения, которые могут варьироваться от 0 до 1.Вы можете использовать блок для моделирования динамической реакции водителя или для генерации команд, необходимых для отслеживания продольный ходовой цикл.
Конфигурации
Внешние действияИспользуйте параметры Внешние действия для создания входных портов для сигналов, которые могут отключать, удерживать или отменять ускорение с обратной связью или команды замедления. Блок использует этот порядок приоритета для ввода команды: отключить (самый высокий), удерживать, переопределить.
В этой таблице приведены параметры внешнего воздействия.
| Цель | Параметр внешнего действия | Входные порты | Тип данных | |
|---|---|---|---|---|
| 9 входная команда ускорения. | Ускоритель переопределить | | Boolean | |
| 6 | Ускоритель hold | AccelHld | Boolean |
Отключить команду ускорения. | Ускоритель отключить | AccelZero | Boolean | |
Отменить команду замедлителя с помощью входная команда замедления. | Замедлитель переопределение | | Логическое | |
| Удержание тока | значение.Decelerator hold | DecelHld | Boolean |
Отключить команду замедлителя. | Decelerator disable | DecelZero | Boolean |
Используйте тип управления Control type, cntrlType , чтобы указать его этих вариантов управления.
Настройка | Реализация блока |
|---|---|
| Пропорционально-интегральное регулирование (PI) прямая связь. |
| PI-управление с отслеживанием нарастания и усиления прямой связи, которые являются функция скорости автомобиля. |
| Модель управления оптимальным одноточечным предварительным просмотром (с упреждением), разработанная C. К. МакАдам 1, 2, 3 . Модель представляет водителя поведение рулевого управления при следовании по пути и объезде препятствий маневры.Предварительный просмотр драйверов (смотрите вперед), чтобы следовать заранее определенному пути. Чтобы реализовать модель MacAdam, блок:
|
Используйте Shift type, параметр shftType , чтобы указать один из эти варианты сдвига.
Настройка | Реализация блока |
|---|---|
| Нет передачи. Блок выдает постоянную шестерню 1. Использование этот параметр, чтобы минимизировать количество параметров, которые вам нужно сгенерировать команды ускорения и торможения для отслеживания движения транспортного средства вперед. Этот настройка не позволяет двигаться назад. |
| Блок использует диаграмму Stateflow ® для моделирования переключения передач заднего хода, нейтрали и привода планирование. Используйте этот параметр для создания ускорения и команды торможения для отслеживания движения автомобиля вперед и назад с помощью простых расписание переключения передач заднего хода, нейтрали и ведущего. В зависимости от автомобиля по состоянию и скорости автомобиля, блок использует начальную передачу и время, необходимое для переключения, чтобы перевести автомобиль в режим движения вверх или вниз в обратный или нейтральный. Для нейтральной передачи блок использует торможение команды для управления скоростью автомобиля. Для задних передач в блоке используется команда ускорения для создания крутящего момента и команда торможения для уменьшения скорость автомобиля. |
| Блок использует диаграмму Stateflow для моделирования переключения передач заднего хода, нейтрали, парковки и N-скорости планирование. Используйте этот параметр для создания ускорения и команды торможения для отслеживания движения автомобиля вперед и назад с использованием заднего хода, Планирование переключения передач нейтральной, парковочной и N-скоростной. В зависимости от автомобиля состояние и обратная связь по скорости автомобиля, блок использует эти параметры для определить:
Для нейтральной передачи блок использует торможение команды для управления скоростью автомобиля.Для задних передач в блоке используется команда ускорения для создания крутящего момента и команда торможения для уменьшения скорость автомобиля. |
| Блок использует входную шестерню, состояние транспортного средства и обратную связь по скорости для генерировать команды ускорения и торможения для отслеживания движения вперед и назад движение автомобиля. Для нейтральной передачи блок использует торможение команды для управления скоростью автомобиля.Для задних передач в блоке используется команда ускорения для создания крутящего момента и команда торможения для уменьшения скорость автомобиля. |
Используйте параметр Выходной сигнал шестерни для создания GearCmd выходной порт. Модель GearCmd signal содержит целочисленное значение заданной передачи автомобиля.