их виды и особенности обработки
Резьба по дереву чаще всего ассоциируется с кропотливо работающим мастером, который медленно, но верно творит свои шедевры. Но так было раньше. Современные технологии во многом шагнули вперед, в том числе и в направлении деревообрабатывающих аппаратов.
Резьба по дереву на станке имеет огромные преимущества перед ручным трудом, поскольку весь процесс можно автоматизировать, соответственно сэкономить не только свое время, но и силы.
Современные станки имеют немалую стоимость, но она полностью оправдана, ведь работу свою они выполняют не только аккуратно, но также быстро и точно.
Преимущества автоматического процесса
За счет того что ручная резьба занимает много времени, в обиход вошли самые разнообразные деревообрабатывающие станки. Взять к примеру станки для 3d резьбы по дереву. Этот аппарат способен выполнить самые разнообразные задачи с любой сложностью, а качество при этом не пострадает.
Не менее важно и то, что благодаря автоматизации, любые резные детали приобрели массовую доступность.
Некоторые люди не привыкли доверять машинам и зря. Такую аббревиатуру как ЧПУ расшифровывают как числовое программное управление.
Данная система означает то, что 3d резьба по дереву основана на изначально установленной программе, которая может обладать такими функциями:
- Токарные.
- Фрезерные.
- Гравировальные.
На вопрос что может делать такой аппарат, на удивление ответить можно длинным списком, например:
- Статуи и иконы из дерева.
- Самые разнообразные мебельные детали в виде ножек, поручней и былец.
- Оправы для навесных старинных часов.
- Оригинальные рамки для зеркал и картин.
- Балясины и кронштейны.
- Уникальные детали для деревянных беседок, заборов и многое другое.
Разновидности станков
Любая деревообрабатывающая техника – оборудование, к которому нужен особый подход и в особенности та, у которой числовой программный механизм управления.
Такие станки обладают не только стандартными комплектующими, но и специальным блоком управления и если знаний недостаточно, не следует к нему подходить вообще. Ввиду этого, 3д механизмы подразделяются на несколько типов.
Универсальность аппаратуры
По этому принципу, все станки можно разделить:
- На специальный тип. Основное направление этих станков – узкопрофильная деятельность. То есть на этих станках с ЧПУ для резьбы по дереву можно вырезать один тип деталей, соответственно и применяются они при масштабном изготовлении одинаковых элементов.
- На специализированный тип. Эти аппараты практически не имеют отличия от предыдущих. Единственная разница в том, что такой станок для резьбы по дереву может применяться при изготовлении нескольких вариаций однотипных элементов.
- На универсальный тип. Данный вид станков может быть использован для изготовления любых видов изделий не превышающих определенные параметры по объему.

По точности
Любой станок оборудованный ЧПУ, обозначается специальной маркировкой указывающей на то какова у аппарата точность производимых работ. Минимальное значение в виде буквы Н, что значит нормальное и максимальное – UP, что означает ультрапрецизионное.
За счет того что работа с деревом не требует сверх точной обработки применяются в основном станки с маркировкой Н и в некоторых более сложных случаях – П.
Способ обработки
Разделение деревообрабатывающих станков происходит и по способам обработки материала:
- Когда движется стол. Единственная поправка, данный вид обработки актуален для бытовых моделей.
- В движение приводится специальный модуль с фрезой. Данная аппаратура многофункциональна и имеет широкое применение.
В заключение о важном
За счет того что на этих станках 95% работы выполняет машина, навыков столярных работ от человека не требуется. Но необходимо понимание компьютерных технологий.
В обязанности оператора, с помощью которого и осуществляется резьба по дереву на ЧПУ, входит разработка деталей и прорисовка траектории, по которой и будет перемещаться фреза. Для того чтобы запрограммировать станок нужным уровнем, ответственный за обработку должен уметь пользоваться специальными программами. Когда аппаратура настроена, нужно проверить чтобы ничто не мешало работе.
При самой обработке, особенно при действиях провоцирующих возникновение стружки, пыли и других частиц, крайне желательно надевать специальный костюм и защитные очки с перчатками.
Также не следует превышать номинальную мощность техники, поскольку это чревато как поломкой аппаратуры, так и браком в изделиях.
Видео: станки с ЧПУ по дереву
Резьбонарезной инструмент: разновидности оборудования
При замене металлических труб часто возникают ситуации, когда нужно нарезать резьбу для соединения отдельных частей трубопровода. Чтобы сделать качественный стык, используется резьбонарезной инструмент. Важно понимать какие разновидности этого оборудования бывают и каким образом можно делать резьбу, чтобы в случае необходимости самостоятельно провести ремонтные работы.
Чтобы сделать качественный стык, используется резьбонарезной инструмент. Важно понимать какие разновидности этого оборудования бывают и каким образом можно делать резьбу, чтобы в случае необходимости самостоятельно провести ремонтные работы.
Разновидности
Чтобы выбрать одну из разновидностей резьбонарезного инструмента, нужно понимать какие виды резьбовых соединений бывают:
- Цилиндрическая и коническая резьба.
- Многозаходная — состоящая из нескольких винтовых линий.
- Однозаходная — состоящая из одной винтовой линии.
Резьба для труб может изготавливаться вращением инструмента в правую или левую сторону. Направление зависит от выбранного инструмента.
Электроинструмент
В строительных магазинах можно найти большой выбор электрических резьбонарезных инструментов. Оборудование позволяет увеличить эффективность человеческого труда и повысить производительность. Дополнительно увеличивается качество проводимых работ. Современные электроинструменты позволяют создавать разные виды резьбы, работать в труднодоступных местах. Для закрепления обрабатываемых поверхностей на инструменте есть специальные тиски.
Современные электроинструменты позволяют создавать разные виды резьбы, работать в труднодоступных местах. Для закрепления обрабатываемых поверхностей на инструменте есть специальные тиски.
Однако важно помнить о том, что электроинструменты быстро перегреваются. Поэтому при работе нужно использовать охлаждающие жидкости.
Ручные приспособления
Ручные метчики могут быть отдельной оснасткой для электроинструментов или закрепляться на ручные приспособления. Ручной инструмент представляет собой рукоять и корпус для закрепления плашки. Они могут быть одинарными и симметричными (в зависимости от вида создаваемой резьбы). Двухкомпонентные инструменты могут оборудоваться храповым механизмом для облегчения процесса работы и удобства.
Способы создания винтовой линии
Для создания резьбы, крепёжной нарезки и продольных канавок можно использовать различные приспособления и оснастку. Чтобы сделать качественное соединение, требуется знать, как пользоваться теми или иными приспособлениями.
Чтобы сделать качественное соединение, требуется знать, как пользоваться теми или иными приспособлениями.
Плашкой
Плашка используется для создания резьбы на металлических трубах. Процесс проведения ремонтных работ:
- Места будущего соединения необходимо очистить от грязи, краски, ржавчины, налёта.
- Снять фаску, находящуюся на торцах трубы.
- Выбрать плашку нужного диаметра, смазать её зубья специальным маслом. Им же обработать место, на котором будет резьба.
- Сделать 6 поворотов плашки. При этом можно делать обратные прокруты, чтобы освобождать рабочую поверхность от скапливающейся стружки.
- Снять плашку, очистить её от стружки, смазать зубья и трубу маслом. Повторить процедуру.
Если трубы старые, изначально их нужно проверить на наличие дефектов. При наличии трещин и отверстий изделия обрабатывать нельзя.
Клупп
Представляет собой специальный резьбонарезной инструмент для создания наружной резьбы. Процесс работы:
Процесс работы:
- С рабочих поверхностей требуется снять слой грязи, ржавчины, краски.
- Постараться закрепить обрабатываемое изделие в неподвижном положении.
- На рабочую поверхность нанести олифу.
- С клуппа отжать опорные винты и надеть его на трубу.
- Закрепить режущие плашки, зафиксировать конструкцию винтами.
- С нажимом вперёд вращать клупп по часовой стрелке.
Перед снятием клуппа требуется отжать плашки.
Резцом
Этот вариант изготовления резьбы подразумевает использование токарного оборудования. Мастер закрепляет трубу в шпиндель. После этого фиксирует в суппорте резец и настраивает его. После включения электродвигателя, заготовка начинает вращаться. Мастер медленно подводит её к резцу и начинает обработку.
Метчиком
Метчики применяются для создания внутренней резьбы. Использование метчиков:
Использование метчиков:
- Изделие фиксируется в тисках.
- Подбирается диаметр метчика. Он закрепляется в специальном приспособлении — воротке.
- Необходимо делать по два оборота по часовой стрелке и половину оборота в обратную сторону. Так стружка не будет забиваться между режущими зубцами.
Если используется пластичный сплав металлов, можно использовать шуруповерт, в который закрепляется метчик.
Перед применением метчиков требуется провести расчёт диаметра будущего отверстия. Для этого существуют определённые таблицы, которые можно найти в интернете. Например, если внешний диаметр трубы 10 мм, значит отверстие должно быть на 1 мм меньше.
Электрическим резьборезом
Пользоваться электроинструментом нужно аккуратно, чтобы не испортить обрабатываемую поверхность. Процесс работы:
- Обрезать трубу под углом в 90 градусов.
- Под трубой устанавливается опорная скоба.
- Рабочая поверхность покрывается охлаждающей жидкостью.
- Располагается направляющий рычаг.
- Далее требуется включить резьборез и прижать его к обрабатываемой части.
- В процессе работы должна подаваться охлаждающая жидкость.
Чтобы снять режущий инструмент, включается задний ход.
Требования к работе с устройством
Перед тем как начинать работать с электроинструментом для создания резьбы следует ознакомиться с определёнными требованиями:
- Работая со старыми трубами нужно использовать газовый ключ для их удержания.
- Перед включением оборудования нужно очищать режущую часть от старой стружки. Это же касается обрабатываемой поверхности.
- Заранее проверять направление вращения плашек.
- Использовать охлаждающую жидкость в процессе работы.

Перед применением электроинструмента требуется снимать фаску с торца трубы.
Резьбонарезной инструмент с газовым ключомБрак и его причины
Существует несколько причин по которым можно забраковать обрабатываемую деталь:
- Отсутствие охлаждающей жидкости.
- Мастер не снял фаску перед началом нарезки резьбы.
- Использование неисправного оборудования.
- Тупые или повреждённые зубцы на режущем инструменте.
Нельзя прикладывать чрезмерные усилия при работе с ручным инструментом.
Резьбонарезной инструмент позволяет самостоятельно создавать надёжные соединение металлических труб и других деталей между друг другом. Зная разновидности оснастки и оборудования, можно легко подобрать приспособление и без труда выполнить ремонтные работы. При соблюдении основных правил работы с инструментом можно добиться снижения количества брака.

Нарезание резьбы на токарном станке резцом и плашкой
Один из широко известных и универсальных способов металлообработки — нарезание резьбы на токарном станке. Этот технологический процесс выполняется с помощью специальных токарных инструментов:
- резцов;
- плашек;
- метчиков;
- резьбонарезных головок.
Качество резьбы влияет на надежность соединения различных элементов. Нарезание резьбы — работа, требующая точности, квалификации и опыта.
Профили резьбы
Формы заготовок, в зависимости от вида поверхности, бывают цилиндрическими и коническими. Резьбы бывают наружные (на поверхности) и внутренние (в отверстии болванки). Вид резьбового соединения зависит от профиля резьбы.
Существуют пять видов профиля:
- треугольный;
- прямоугольный;
- трапецеидальный;
- упорный;
- круглый.
Резьба может быть однозаходной и многозаходной:
- однозаходная — формируется единой резьбовой нитью;
- многозаходная — создается двумя или более нитками, размещенными на одинаковом расстоянии одна от другой.
Основные показатели обоих типов резьбы – шаг и ход. Резьбовой шаг — дистанция меж ближайшими витками и меряется по осевой линии обрабатываемой заготовки. Ходом одной резьбовой нитки называется промежуток посреди двух пиков одного витка на рабочей поверхности изделия. Ход равен произведению резьбового шага на число заходов.
Типы и свойства резцов
Токарный резец по металлу состоит из державки и рабочей головки. Качество обработки деталей напрямую зависит от этих элементов. Державка имеет прямоугольное или квадратное сечение. С ее помощью резец фиксируется на токарном станке.
Рабочей головкой обрабатывают детали. Она составлена из различных режущих плоскостей и кромок. Угол затачивания головки обусловлена материалом, из которого изготовлена деталь.
Наружную и внутреннюю резьбу нарезают резьбонарезными резцами разных типов.
Резьбонарезные резцы
Самые используемые из них:
- стержневые;
- призматические;
- круглые.
Стержневые резцы состоят из стержня с рабочей головкой. Эти типы бывают разных профилей. Самые износостойкие — резцы, к которым припаяны твердосплавные рабочие грани. Они не нуждаются в частом точении, так как долго остаются острыми.
Эти типы бывают разных профилей. Самые износостойкие — резцы, к которым припаяны твердосплавные рабочие грани. Они не нуждаются в частом точении, так как долго остаются острыми.
Призматические резцы применяют для обработки только внешней стороны болванки. Их преимущество перед стержневыми – способность обрабатывать большие поверхности. Но их следует чаще подвергать перетачиванию.
Круглые резцы используют в процессе нарезания резьбы внутренней и наружной. Эти инструменты очень удобны в работе, область использования их достаточно широка. Круглые резцы допускают многоразовое перетачивание.
Резьбовые резцы круглые
По конструктивным отличиям металлорежущие инструменты делятся на несколько типов:
- прямые;
- изогнутые;
- отогнутые;
- оттянутые.
Вершина любого резьбового инструмента — скругленная головка или фаска. Профиль резьбы формируется резцом должной конфигурации. Режущими инструментами гнутой формы нарезают резьбовую нить на поверхности болванки.
Прямые резцы здесь используются редко. Резьбу внутри детали совершают изогнутыми резцами, иногда прямыми, закрепленными в специальном держателе.
Резцы разделяются по категориям:
- изготовленные из быстрорежущей легированной стали;
- с напаянными на рабочий элемент твердосплавными пластинами;
- режущие приспособления со сменными многогранными пластинами, закрепленными на головке.
По направлению следования винтовой нарезки, инструменты дифференцируют на правые и левые. При работе первыми подача идет слева направо, вторыми — подача идет влево. Правые используют чаще.
Режем резьбу плашкой
Техника нарезки на металлической детали
Винтовая поверхность, образованная резцом, называется резьбой. Она обеспечивает важные задачи — с ее помощью элементы деталей могут перемещаться относительно друг друга, сочленяются или значительно уплотняются соединения в различных механических приспособлениях.
Чтобы понять, как нарезать резьбу на токарном станке, нужно проследить за процессом нарезки — он достаточно прост и понятен. Резец закрепляют в суппорте токарного станка. Он равномерно перемещается вдоль оси вращающейся детали. Заостренная вершина инструмента прорезает на поверхности детали винтовую линию.
Чтобы правильно установить и направить режущий инструмент, используют специальный шаблон, который размещают над болванкой. Резец располагают вдоль осевой линии станка. По образующемуся просвету определяют, насколько точно проводится нарезка резьбы.
Нарезание имеет свои характерные особенности:
- процесс формирования резьбы имеет некоторые особенности;
- материал, из которого изготовлена деталь, задает передний угол резца;
- величина угла зависит от вязкости, твердости и хрупкости металла;
- плоскости резца на задних боковых углах не должны тереться о нарезанные канавки;
- внутренняя резьба нарезается в уже расточенных или просверленных отверстиях.

Под каждый обрабатываемый материал предназначены определенные металлорежущие инструменты. Для болванок из стали используют резцы, пластины которых сделаны из твердых сплавов Т15К6, Т14К8, Т15К6, Т30К4. Для чугунных заготовок используют режущие инструменты с твердосплавными пластинами ВК4, В2К, ВК6М, ВК3М.
Режущий инструмент – плашка
Плашка – режущий токарный инструмент, изготовленный в форме гайки. Просверленные в ней отверстия делают для отвода стружки. Инструмент состоит из режущих элементов, расположенных на каждой его стороне и образующих заборный конус. Плашкой на токарном станке формируется резьба на болтах, шпильках, винтах и других металлоизделиях.
Наиболее используемые виды плашек:
- метрические;
- левые;
- трубные.
Нарезание резьбы плашкой следует предварить обработкой нужного участка детали. При этом наружное сечение резьбы должны быть больше обработанного участка детали. Сложность нарезки резьбы плашкой — в отсутствие у нее специального захода, что мешает ровно прорезать начальные витки.

Облегчить задачу можно, сделав на торце небольшую фаску так, чтобы ее высота совпала с высотой профиля резьбы. Размер плашки должен совпадать с диаметром детали.
Затем плашку нужного размера фиксируют в плашкодержателе, закрепленный в задней бабке токарного станка. Скорость нарезки резьбы зависит от материала для заготовки: изделия из латуни обрабатываются около 15 м/мин., чугунные – 3 м/мин., стальные болванки — 4 м/мин.
При такой скорости обработки плашка меньше изнашивается. В процессе нарезки каждый оборот плашки нужно сменять ее поворотом назад на треть окружности, чтобы очистить отверстия от стружки.
Видео: Как нарезать резьбу на токарном станке
Нарезание резьбы на токарном станке резцом и другими инструментами
Нарезание резьбы на универсальном токарном станке распространенная операция, особо в ремонтных подразделениях.
Наличие ходового винта, большой диапазон подач позволяют перекрывать основные потребности без переналадок и специального инструмента – достаточно нескольких резьбовых резцов.
Возможность механизированного нарезания ручными, машинными метчиками, лерками – упрощает настройку, ускоряет процесс при сохранении приемлемого качества крепежа.
Типы и свойства резцов
Классификация
На практике применяются резцы для наружной и внутренней резьбы с державкой прямоугольного сечения. Реже встречаются дисковые, призматические, затачиваемые по передней поверхности. Рабочий профиль у всех соответствует размерам винтовой канавки. По направлению нарезаемой спирали выпускают левые и правые.
Различают цельные и сборные инструменты. Первые, преимущественно изготовлены из быстрорежущей стали, небольшого сечения или дисковые. Основная масса оснащается режущими пластинами, закреплёнными пайкой тугоплавким припоем или механическим способом, допускающим замену при износе.
Резцы резьбовые: наружный (черт. 1), внутренний (черт. 2)
Материалы
Для изготовления режущей части служат:
- быстрорежущие стали;
- твёрдые сплавы;
- минералокерамика;
- сверхтвердые инструментальные материалы (СТМ).
Первые применяются для резьбонарезания сталей, сплавов цветных металлов, пластиков. Отличаются высокой прочностью, теплопроводностью, но пониженной, по сравнению с остальными, твердостью, красностойкостью, износостойкостью, ограничивающими скорость резания.
Наибольшую долю применяемых резьбовых резцов составляют оснащенные твёрдосплавными пластинами. Обусловлено это высокой стойкостью, твердостью, достаточной прочностью и жесткостью, приемлемой стоимостью. Производительность обработки выше, чем рапидом, в 2-3 раза.
Широкая номенклатура позволяет подобрать оптимальную марку для обработки в большинстве случаев.
Керамика относительно дешевая, довольно хрупкая, используется для обработки резьбы мелкого шага стальных и чугунных деталей, при жесткой системе СПИД, с ограниченными съемами припуска за проход.
СТМ на основе поликристаллического алмаза (ПКА) или кубического нитрида бора (КНБ) чрезвычайно твердые, теплостойкие, но дорогостоящие. Незаменимы для точных работ по труднообрабатываемым материалам.
ПКА используют для нарезания меди, алюминия, карбида вольфрама. КНБ работают по закаленным сталям, упрочненным чугунам. Успешное применение требует высокой жесткости и плавности хода оборудования.
Расшифровка написания резьб
Нормативные документы: ГОСТ, ОСТ, МН на конкретный тип содержат образцы условной записи.
Графические материалы оформляют, руководствуясь указаниями ГОСТ 2.311-68 «Изображение резьбы».
Типовая структура обозначения содержит:
- буквенную часть, определяющую тип;
- цифры, соответствующие номинальному размеру в миллиметрах или дюймах;
- шаг (мм) указывается только мелкий, после знака «×»;
- у многозаходных вместо предыдущего пункта приводят ход (мм), затем шаг в скобках;
- направление: правое – по умолчанию, левое – обозначают LH;
- поле допуска или класс точности;
- длину свинчивания, отличную от нормальной.

Пример 1: М16×1,5LH–6H. Расшифровка:
- М – метрическая цилиндрическая;
- 16 – номинальный диаметр, мм;
- 1,5 – мелкий шаг, мм;
- LH – левая;
- 6Н – поле допуска, где 6 – степень точности; H – основное отклонение. Прописные буквы применяются для внутренней (гаек), следовательно, резьба в отверстии.
Длина свинчивания не указана, значит – нормальная.
Пример 2: G1/2–A
- G – трубная цилиндрическая;
- 1/2 – размер резьбы, дюймов; соответствует внутреннему диаметру трубы;
- А – класс точности.
Варианты обозначений проиллюстрированы ниже.
Инструменты для нарезки резьбы
Нарезание резьбы с использованием токарного оборудования
Формообразование на станке осуществляется методом копирования рабочего профиля инструмента на деталь по винтовой линии. Поступательное перемещение сообщается резцу, метчику, плашке, гребенке. В сочетании с вращением заготовки получается винтовое движение, инструментальная поверхность совпадает с нарезаемой.
Технические характеристики токарного станка 16Б16КП, схемы
Как правило, нарезание малых партий крепежа, фитингов до М36 производят метчиками, лерками. Крупные заказы выгоднее изготовлять на специализированных автоматах. Резьбы большого диаметра, ходовые, силовые, точные обрабатывают резцами на универсальных токарных, когда не располагают моделями с ЧПУ или программа выпуска недостаточна.
Нарезание внутренней и наружной резьбы резцом
Резьбы с высокой соосностью к другим поверхностям, передающие движение, усилие выполняют резцом. Вращение шпинделя связывают кинематически с ходовым винтом, перемещающим суппорт с резцедержателем.
Общий порядок действий включает:
- Проточку поверхности по длине нарезания, с образованием канавки для выхода инструмента.
- Выбор, при необходимости: заточку, доводку резца с проверкой по угловым шаблонам.
- Установку режимов на станке, настройку гитары на шаг, не обеспечиваемый коробкой.
Перемещение резца за оборот заготовки равняется шагу Р или ходу Н для многозаходных.
- Установку резца по шаблону.
- Нарезание за выбранное по справочнику количество проходов.
Резьбонарезание партии деталей разделяют на черновое, чистовое. Для последнего инструмент тщательно затачивают. Резьбы шагом свыше 2 мм получают боковым врезанием. Левую винтовую канавку получают, переключив трензель, чтобы ходовой винт вращался в противоположную шпинделю сторону. Суппорт с резцом перемещаются слева на право.
Средние скорости при резьбонарезании стали составляют 20 – 35 м/мин быстрорежущим инструментом, 100 – 150 м/мин – твердосплавным. Чистовые хода производят при увеличенной на 50 – 100% скорости. Внутренние резьбы обрабатывают на сниженных на 30% режимах.
Использование метчиков
Распространенная марка Р6М5 позволяет нарезать заготовки твердостью до 240 НВ, метчики из инструментальных легированных сталей применяют для «сырых» деталей. Твердосплавные используют редко, так как кромки выкрашиваются от перекосов, несоосности, увеличивающих изгибающие нагрузки.
Диапазон типичных размеров ограничен М36 – 42, G2. Большие диаметры крупного шага обрабатывают комплектом из 2, лучше 3-х метчиков. Отверстие растачивают несколько больше внутреннего диаметра гайки D1 (cм. Рис. 2), с учетом выпучивания металла из канавки. При сверлении учитывают разбивку. Рекомендуемые значения приведены в справочниках.
Существуют несколько способов обработки:
- Зачастую гайки менее М12 нарезают, удерживая вороток руками. Строго говоря, прием – нарушение ТБ, может привести к травме. В начале завинчивания поджимают метчик центром задней бабки для направления, далее происходит самозатягивание. Останавливают, вывинчивают на реверсе.
- Метчик устанавливают в вороток, упирают в планку, закрепленную в резцедержателе, подпирают центровой державкой или задним центром. Включают малые обороты, нарезают на самозатягивании. Для устранения биения витков рекомендуется поджимать метчик до завинчивания на половину рабочей длины, плавно выдвигая пиноль.

- Применяют качающийся самовыдвижной метчикодержатель.
- Крупные диаметры получают с подачей суппорта по ходовому винту, коробку настраивают на соответствующий шаг. Метчик вставляют в оправку, зажатую в резцедержателе.
Предохранительный патрон, устанавливаемый в пиноль, исключает поломку метчика при достижении дна глухого отверстия. Ускоряет выполнение серийных операций. Метчики с шахматным расположением зуба оптимальны для вязких нержавеющих, жаропрочных сплавов. Рекомендуемые скорости резания для стали 3 – 15 м/мин, для бронзы, чугуна 4 – 22 м/мин, работают с охлаждением. Для левых гаек используют инструменты с левой нарезкой, вращение противоположное, остальное – аналогично.
Плашки для нарезки резьбы
Варианты обработки аналогичны рассмотренным для метчиков:
- Без включения подачи, самонавинчиванием от вращения патрона. При нарезке мелких винтов плашкодержатель удерживают руками (потенциально опасно) или опирают на зажатую державку. На первых витках держатель поджимают грибковым центром, затем –нарезка на самозатягивании. По окончании реверсируют, свинчивая лерку.
 На первых витках держатель поджимают грибковым центром, затем –нарезка на самозатягивании. По окончании реверсируют, свинчивая лерку.
На первых витках держатель поджимают грибковым центром, затем –нарезка на самозатягивании. По окончании реверсируют, свинчивая лерку.- Нарезание подачей суппортом, с опиранием ворота на резцедержку. Перемещение за оборот шпинделя равна шагу. Часто первые нескольких ниток нарезают вручную при выключенном станке.
- Применение оснастки, устанавливаемой в пиноль – более совершенный, безопасный метод.
Крупные типоразмеры обрабатывают, предварительно прорезав канавку на половину глубины резцом. Диаметры стержней меньше номинала на величину подъема.
Скорости резания 2 – 4 м/мин для черных металлов и до 10 м/мин – цветных. Для стали СОЖ: эмульсия, минеральное масло, сульфофрезол. Чугун обрабатывают с керосином или на сухую. Чистую поверхность получают, смазывая стержень салом.
Использование резьбонарезных головок
Резьбонарезные головки служат для высокопроизводительной обработки. Посредством конического хвостовика корпус устанавливается в задней бабке.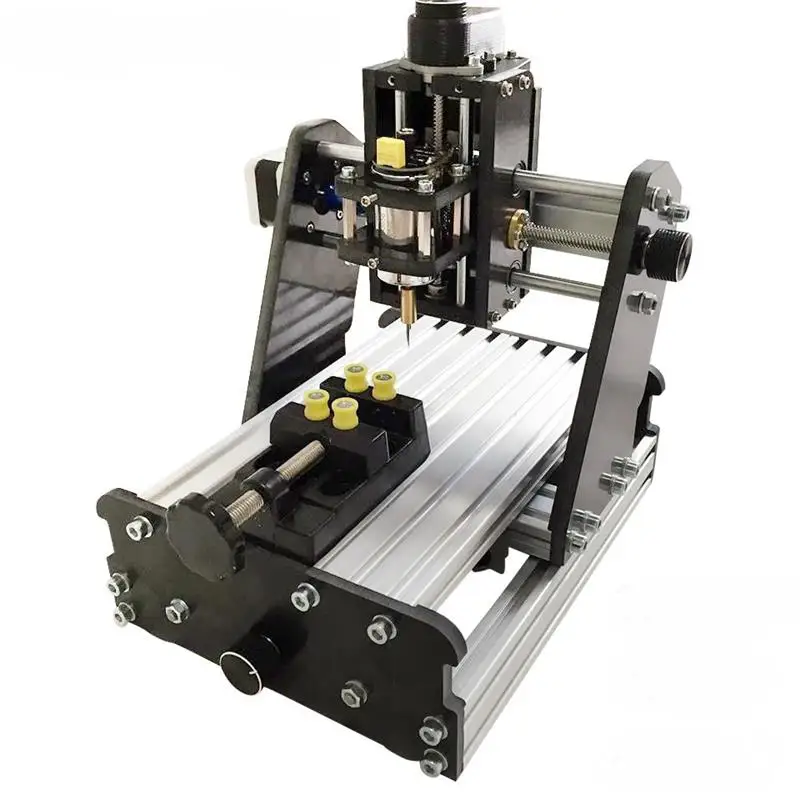 Врезание осуществляют, выдвигая пиноль, вращая маховик, дальнейшая подача – самозатягиванием. По окончанию прохода гребенки без свинчивания радиально разводят поворотом рукоятки. Скорость резания достигает 20 м/мин.
Врезание осуществляют, выдвигая пиноль, вращая маховик, дальнейшая подача – самозатягиванием. По окончанию прохода гребенки без свинчивания радиально разводят поворотом рукоятки. Скорость резания достигает 20 м/мин.
Правила нарезки
Качество профиля зависит от множества факторов:
- Погрешности заготовки. Занижение или завышение диаметра стержня и отверстия соответственно причина неполной высоты витков. Разновысотность по длине – следствие конусности исходной поверхности.
- Рваная поверхность получается при затупившемся инструменте, высокой скорости, неверно выбранной смазке.
- Усадка гайки по среднему диаметру характерна при аналогичном износе метчика.
- Растяжка витков происходит от подтормаживания самовыдвижной оправки.
- Разбивка гайки по среднему диаметру возможна от большого переднего угла, способствующего отжиму перьев метчика.
Во избежание указанного необходимо:
- Грамотно выбрать оснастку и методику нарезания.
- Подготовить заготовку согласно технологической документации или указаний справочных таблиц.
- Правильно подобрать режимы резания и СОЖ.
- Настроить станок на обработку, при необходимости рассчитать и собрать гитару.
- Заточку, установку резца контролировать по шаблону.
- Проверить первые готовые детали, произвести поднастройку, периодически повторять контроль в дальнейшем.
- Следить за исправностью приспособлений, своевременно подтачивать инструменты.
Контроль качества резьбы
Обеспечение требуемых служебных характеристик соединения определяется соответствием действительных значений: наружного, внутреннего, среднего диаметров, половины угла профиля, шага. Проверки выполняются: - Калибрами. Контролируют диаметры резьбы в серийном производстве.
- Шагомерами (резьбовыми шаблонами), микрометрами со сменными вставками. Первыми проверяют на просвет P и α/2, вторые комплектуются набором сменных вставок под разные номиналы, предназначены для замера среднего диаметра болтов. Применяются в мелкосерийных цехах, измерения не точные.
 Применяются в мелкосерийных цехах, измерения не точные.
Применяются в мелкосерийных цехах, измерения не точные.- Точное измерение среднего диаметра винта выполняют, используя три проволочки, микрометр или оптиметр. Погрешность последнего до 2 мкм.
- Особо ответственные детали проверяют с помощью инструментальных микроскопов, позволяющих надежно определять диаметры, шаг, углы.
Источник: https://VseOChpu.ru/nareznye-rezby-na-tokarnom-stanke/
Нарезание резьбы резцом на токарном станке: как это сделать метчиком, плашкой, видео
Для того чтобы нарезать резьбу на токарном станке, могут применяться разные инструменты. Опытные мастера чаще всего делают это при помощи резца.
Но также можно применить и рабочие головки специального назначения, метчики, плашки. А также такая операция, проводится используя технологию накатки.
В этой статье мы разберёмся, какие бывают резьбы, как их получить при помощи разных методов, и как проверить их качество.
Методы получения
Существует два основных метода для получения резьбы. Они делятся на нарезание и накатывание. Также различные методы используются для внутренней и наружной резьбы.
Они делятся на нарезание и накатывание. Также различные методы используются для внутренней и наружной резьбы.
К примеру, для наружной, необходимо воспользоваться разными плашками, резцами, резьбовыми фрезами и гребенками, либо роликами на резьбонакатных автоматах.
При выборе одного или другого метода, нужно учитывать желаемый профиль резьбы, характер материала, необходимый объем и точность.
Классификация
Существует огромное множество типов резьбы. Они отличаются по форме профиля, расположению, направлению заходов, величиной шага и многим другим параметрам.
По форме профиля резьбы бывают
- Трапециевидные.
- Прямоугольные.
- Круглые.
- Упорные.
- Треугольные: метрические; дюймовые; трубные.
По направлению заходов
По расположению
- Наружная (как у болта).
- Внутренняя (как у гайки).
По поверхности, на которой выполнена резьба
- Цилиндрическая.
- Коническая.
- По эксплуатационному назначению.
- Крепёжные.
- Крепёжно-уплотнительные.
- Ходовые.
- Специальные.

Как нарезать на токарном?
К примеру, нарезка на токарном станке, используя резец будет выглядеть так: резец двигается вдоль оси вращающиеся детали, которая поддаётся вперёд и назад по отношению к резцу, и своей заостренной вершинкой прочерчивает линию винтового типа.
Винтовая линия отличается углом её подъёма или увеличения. Величина этого угла, перпендикулярна оси вращения, она измеряется между касательной и определяется: величиной подачи режущего инструмента, который перемещается вдоль оси, с частотой вращения детали.
Нарезание внутренней и наружной
Чтобы нарезать внутреннюю или наружную резьбу, нужно применить стержневой резец. Их изготовление отличается лишь формой резца. Для наружной, применяются прямые или отогнутые резцы.
А для внутренней изогнутые резцы или прямые. Расположение кромки резца обязательно должно совпадать профилем обрабатываемой резьбы.
Расположение кромки резца обязательно должно совпадать профилем обрабатываемой резьбы.
Нарезание метчиками и плашками
Плашками вырезается наружная резьба. Участок детали предварительно обрабатывается. Диаметр поверхности, которая будет обработана должен быть чуть-чуть меньше наружного диаметра резьбы.
Сперва снимается фаска, соответствующая высоте профиля резьбы. Затем плашка устанавливается в патрон (плашкодержатель).
И выбирается скорость в соответствия с нужной резьбой (она указана на тыльной стороне станка).
Метчики часто используются для внутренней метрической резьбы. Как правило, на станке используется машинные метчики, это позволяет за один проход закончить деталь.
Для резьбы из твердых, вязких материалов используются комплекты из 2–3 метчиков. В комплекте из двух, правый делает 75% работы, а второй лишь доводит до нужного размера.
- В комплекте из трёх метчиков, правый или черновой делает 60% работы, средний (получистовой) 30% работы, а третьи 10%.

Использование резьбонарезных головок
Для труб и болтов применяются резьбонарезные головки. Они устанавливаются в станок, затем настраивается нужный диаметр и передвигается по трубе. Они способны осуществлять работу с высокой точностью.
Универсальные головки позволяют установить гребенки от разных компаний. Также есть возможность смазки гребёнок и регулировки размеров, часто встречается ручной зажим.
Особенности левой
Во-первых, нужно переключить режим работы ходового винта, чтобы он начал крутиться влево. Это делается, переключив рычаг, определяющий направление раскручивания. И дальше всё происходит с точностью до наоборот по сравнению с правой резьбой.
Только надо учитывать, что при переключении на реверс, резец не будет отходить на сторону задней бабки, а наоборот, будет двигаться к патрону. Во избежание их столкновения надо тщательно следить за производимыми движениями.
Контроль качества
Чтобы удостовериться в том, что заготовка была обработана правильно, необходимо воспользоваться резьбовыми шаблонами.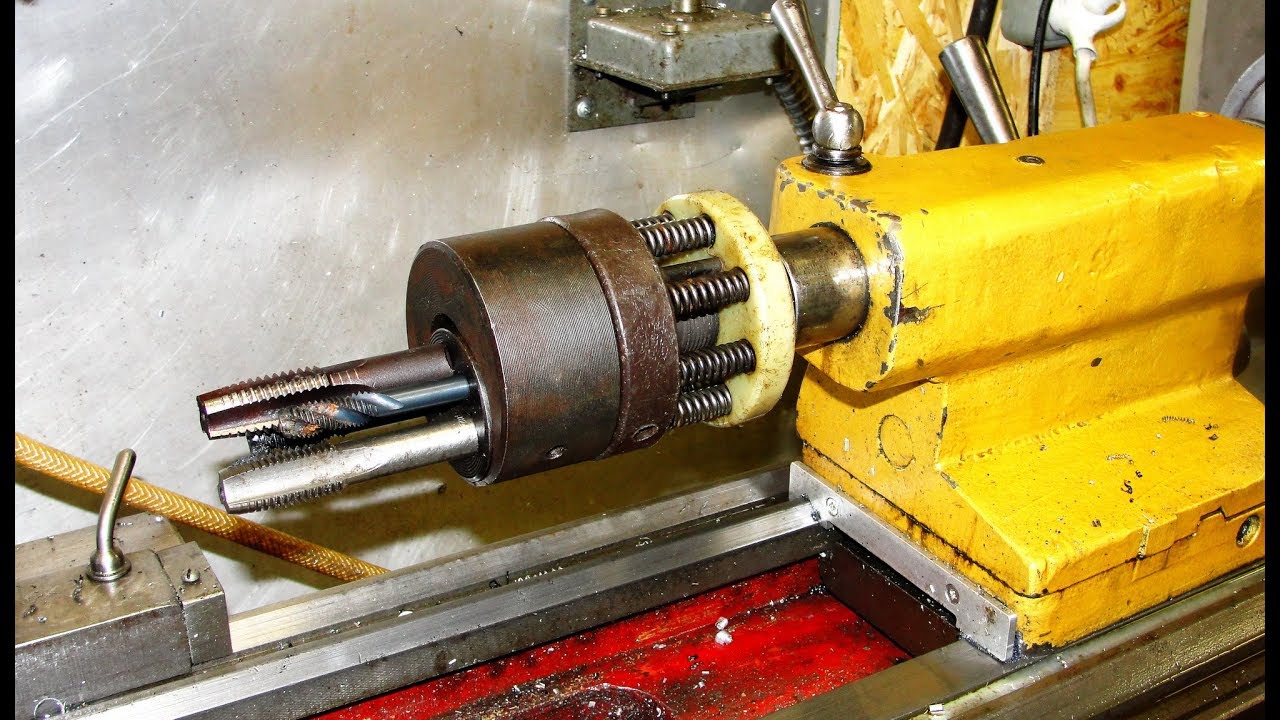 С их помощью проверяется шаг резьбы.
С их помощью проверяется шаг резьбы.
Но для комплексной оценки применяется резьбовой калибр. Для удобства его устанавливают в стойке, и настраивают по эталону или шаблону, затем проверяется ход самой детали.
Также можно воспользоваться самым простым и часто используемым методом. Берётся гайка или болт, и прокручивается по выполненной детали.
Если походу движения на резьбе заметны задиры, или нужно прикладывать больше усилий, тогда вы допустили погрешность в работе. Теперь вы уже знаете, как пользоваться токарным станком для выполнения различных гаек, болтов или резьбовых соединений.
Важно помнить, что такие детали, требуют к себе большой осторожности и нежности при каждом проходе, и даже проверки качества. Лучше потратить больше времени на работу, чем потом испортить несколько заготовок.
Интересное видео
Источник: https://vseostankah.com/tokarnyj-stanok-po-metallu/narezanie-rezby-reztsom.html
Нарезка резьбы резцом на токарном станке видео
Нарезание резьбы на токарном станке это одна из самых распространенных операций, ежедневно выполняемых на тысячах токарных станков. В качестве рабочего инструмента используются резцы, головки резьбонарезные, плашки и метчики. Выполнение резьбы с использованием резца требует особой сноровки и знаний.
Виды резцов
Конструкция токарного станка позволяет нарезать внутреннюю и наружную резьбу. Для этого создано множество разновидностей резцов, относящихся к трем большим группам:
Стержневые — самый простой тип инструмента для нарезки. Это стержень (любой формы сечения) с рабочей головкой. Профиль определяется формой головки. Одна из разновидностей стержневых резцов — с припаянными твердосплавными рабочими гранями. Они более устойчивы к стиранию и не требуют частых заточек. Круглые и призматические относятся к фасонной категории.
Призматические режут только внешнюю сторону. По сравнению со стержневыми способны работать с большими поверхностями. Резец удерживается в держателе «ласточкиным хвостом». Способны к большему количеству переточек, чем стержневые.
Круглые выполняют наружную и внутреннюю резьбу. Они удобнее режут и имеют больший спектр применения, нежели призматические. Их можно перетачивать большее количество раз. В держателе устанавливаются относительно торца и отверстия.
Техника нарезания резьбы
Резец равномерно передвигается вдоль заготовки и своей вершиной прорубает линию в форме винта. Наклон линии к оси, перпендикулярной движению резака, называется углом увеличения винтовой линии. Зависит этот показатель от:
- скорости вращения детали в станке;
- особенностей подачи резака.
Во время заглубления резака в болванку она покрывается винтовой канавкой. Резьба обеспечивает надежное крепление, уплотнение либо передвижение элементов в запланированном направлении.
В зависимости от конфигурации болванки дается название крепления: цилиндрическое либо коническое. Профиль, который является одновременно поперечником проекции на плоскость резьбы, подбирают с учетом назначения. Наиболее применимы следующие профили:
- прямоугольный;
- трапециевидный;
- остроугольный.
Их нарезают однозаходными или многозаходными. Вторые создаются несколькими канавками, расположенными на одинаковых промежутках друг от друга, первые — единой канавкой.
Свойства резьбы определяются такими понятиями, как шаг и ход — расстояние между одинаковыми элементами витка. Он равняется произведению количества заходов на шаг.
Правила нарезки
- Чистота резьбы определяется постановкой и направлением движения инструмента. Чтобы использовать инструмент правильно существует шаблон. Он размещается параллельно серединам станка на заготовке. Проекции инструмента и шаблона накладывают друг на друга и исследуют просвет. Резак размещают исключительно по центральной линии станка.
- Внутренняя резьба нарезается изогнутыми инструментами (при небольшом поперечнике отверстия). Можно использовать ровный инструмент, вставив его в оправку. Наружная — чаще гнутыми, в редких случаях ровными. Выбор резца зависит от типа металла и параметров резьбы.
- Правила размещения рабочей грани инструмента зависят от планируемого профиля. Треугольный выполняют при вершине 60 или 55 град. (для метрической или дюймовой). Так как иногда во время движения суппорта возможны погрешности, используют инструмент с вершиной 59 градусов 30 минут.
- Передний угол инструмента выбирается в соответствии с материалом детали в пределах 0 — 25 град. Чем тверже и хрупче материал, тем меньше угол. Так, для болванок из стали берут инструмент с углом 0 градусов, высоколегированные стали можно нарезать углом до 10 градусов.
- Впадина выполняется гладкой, скругленной или с риской, под форму подбирают верхушку резака.
Инструкция по нарезанию резьбы в видеоролике:
Нарезание резьбы на токарном станке это одна из самых распространенных операций, ежедневно выполняемых на тысячах токарных станков. В качестве рабочего инструмента используются резцы, головки резьбонарезные, плашки и метчики. Выполнение резьбы с использованием резца требует особой сноровки и знаний.
Виды резцов
Конструкция токарного станка позволяет нарезать внутреннюю и наружную резьбу. Для этого создано множество разновидностей резцов, относящихся к трем большим группам:
Стержневые — самый простой тип инструмента для нарезки. Это стержень (любой формы сечения) с рабочей головкой. Профиль определяется формой головки. Одна из разновидностей стержневых резцов — с припаянными твердосплавными рабочими гранями. Они более устойчивы к стиранию и не требуют частых заточек. Круглые и призматические относятся к фасонной категории.
Призматические режут только внешнюю сторону. По сравнению со стержневыми способны работать с большими поверхностями. Резец удерживается в держателе «ласточкиным хвостом». Способны к большему количеству переточек, чем стержневые.
Круглые выполняют наружную и внутреннюю резьбу. Они удобнее режут и имеют больший спектр применения, нежели призматические. Их можно перетачивать большее количество раз. В держателе устанавливаются относительно торца и отверстия.
Техника нарезания резьбы
Резец равномерно передвигается вдоль заготовки и своей вершиной прорубает линию в форме винта. Наклон линии к оси, перпендикулярной движению резака, называется углом увеличения винтовой линии. Зависит этот показатель от:
- скорости вращения детали в станке;
- особенностей подачи резака.
Во время заглубления резака в болванку она покрывается винтовой канавкой. Резьба обеспечивает надежное крепление, уплотнение либо передвижение элементов в запланированном направлении.
В зависимости от конфигурации болванки дается название крепления: цилиндрическое либо коническое. Профиль, который является одновременно поперечником проекции на плоскость резьбы, подбирают с учетом назначения. Наиболее применимы следующие профили:
- прямоугольный;
- трапециевидный;
- остроугольный.
Их нарезают однозаходными или многозаходными. Вторые создаются несколькими канавками, расположенными на одинаковых промежутках друг от друга, первые — единой канавкой.
Свойства резьбы определяются такими понятиями, как шаг и ход — расстояние между одинаковыми элементами витка. Он равняется произведению количества заходов на шаг.
Правила нарезки
- Чистота резьбы определяется постановкой и направлением движения инструмента. Чтобы использовать инструмент правильно существует шаблон. Он размещается параллельно серединам станка на заготовке. Проекции инструмента и шаблона накладывают друг на друга и исследуют просвет.
Резак размещают исключительно по центральной линии станка.
- Внутренняя резьба нарезается изогнутыми инструментами (при небольшом поперечнике отверстия). Можно использовать ровный инструмент, вставив его в оправку. Наружная — чаще гнутыми, в редких случаях ровными. Выбор резца зависит от типа металла и параметров резьбы.
- Правила размещения рабочей грани инструмента зависят от планируемого профиля. Треугольный выполняют при вершине 60 или 55 град. (для метрической или дюймовой). Так как иногда во время движения суппорта возможны погрешности, используют инструмент с вершиной 59 градусов 30 минут.
- Передний угол инструмента выбирается в соответствии с материалом детали в пределах 0 — 25 град. Чем тверже и хрупче материал, тем меньше угол. Так, для болванок из стали берут инструмент с углом 0 градусов, высоколегированные стали можно нарезать углом до 10 градусов.
- Впадина выполняется гладкой, скругленной или с риской, под форму подбирают верхушку резака.
Инструкция по нарезанию резьбы в видеоролике:
Резьба является наиболее распространенным элементом крепежных деталей.
Подразделяется она по ряду признаков, имеет широкое применение и может быть получена на деталях ручными инструментами или резцами на токарно-винторезных станках.
Не смотря на то, что цены на токарные работы могут быть достаточно высокими, качество полученной резьбы несравнимо выше. Залогом этому, к примеру, является опыт специалистов компании СибПромДеталь.
Параметры резьбы
Прежде чем подробнее остановиться на том, как нарезать резьбу на токарном станке резцом, подробнее познакомимся с основными элементами винтовой канавки. Встретить ее можно как на стальных стержнях или гайках, так и на трубной арматуре в газо-, тепло- и водопроводах. Для характеристики резьбы выделяют следующие основные элементы ее профиля (продольного сечения):
- Наружный диаметр;
- Шаг резьбы;
- Угол при вершине.
По диаметру стандартные метрические резьбы до 6 мм имеют шаг в 1 мм, далее – 2 мм. При необходимости на станке не сложно нарезать и семимиллиметровую или девятимиллиметровую резьбу. Ручными резьбонарезными инструментами – метчиками и плашками выполнить такую работу невозможно.
По шагу резьбы делятся на стандартные (1 мм), мелкие (менее 1 мм) и крупные (более 1 мм). Как правило, все метчики рассчитаны на стандартное расстояние между витками. Получить мелкую или крупную резьбу можно лишь на токарно-винторезном станке.
По углу при вершине резьбы разделяются на метрические (угол равен 60о) и дюймовые (угол равен 55о). Для ручного нарезания необходимо иметь набор инструментов под каждый диаметр с различными углами. При механическом нарезании достаточно приобрести лишь два резьбовых резца с нужными углами заточки.
Читать еще: Инверторный сварочный полуавтомат какой лучше рейтинг 2017
Технология нарезания резьбы
Исходя из указанных параметров, подбирают соответствующий резец и режимы нарезания резьбы. Прежде чем приступить к получению на поверхности детали винтовой канавки треугольного, прямоугольного или трапецеидального сечения необходимо обточить заготовку до необходимого диаметра.
Осуществляется данный вид работ стандартным проходным резцом на соответствующих скоростях. В связи с частичным расширением металла при нарезании диаметр заготовки необходимо изготовить на 0,1 мм меньше требуемого диаметра будущей резьбы.
Следующий этап – настройка станка, а конкретнее – гитарного механизма, регулирующего скорость подачи резца. С помощью соответствующих таблиц в зависимости от желаемого шага необходимо выполнить установку необходимых зубчатых колес. После этого можно нарезать резьбу на токарном станке.
Для этого в резцедержатель устанавливают резьбовой резец с необходимым углом заточки и используют для его управления рукоятку подключения суппорта к ходовому винту. Благодаря данному приспособлению вершинка режущего инструмента осуществляет спиральное движение вдоль поверхности детали, постепенно проход за проходом углубляясь на требуемую глубину до получения полного треугольного профиля.
Для получения максимального качества изготавливаемой резьбы не забывайте периодически смазывать поверхность детали машинным маслом. Это снизит шероховатость и частично охладит обрабатываемый стержень. Более подробно посмотреть технологию получения резьбы на токарном станке можно на предлагаемом видео:
Источник: https://moy-instrument.ru/instrumenty/narezka-rezby-reztsom-na-tokarnom-stanke-video.html
Технология нарезания резьбы на токарных станках
| Главная » Статьи » Профессионально о металлообработке » Токарные станки |
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе! Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе! Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России!
Вершина резца при перемещении с постоянной скоростью подачи вдоль вращающейся заготовки, врезаясь, оставляет на ее поверхности винтовую линию (рис. 4.42).
Наклон винтовой линии к плоскости, перпендикулярной оси вращения заготовки, зависит от частоты вращения шпинделя с заготовкой и подачи резца и называется углом μ подъема винтовой линии (рис. 4.43).
Расстояние между винтовыми линиями, измеренное вдоль оси заготовки, называется шагом Р винтовой линии.
Если отрезок на поверхности детали, равный шагу винтовой линии, развернуть на плоскость, то из прямоугольного треугольника АБВ можно определить
tgμ= P/(πd),
где d — диаметр заготовки по наружной поверхности резьбы.
При углублении резца в поверхность заготовки вдоль винтовой линии образуется винтовая поверхность, форма которой соответствует форме вершины резца. Резьба — это винтовая поверхность, образованная на телах вращения и применяемая для соединения, уплотнения или обеспечения заданных перемещений деталей машин и механизмов. Резьбы подразделяются на цилиндрические и конические.
В зависимости от назначения резьбового соединения применяют резьбы различного профиля.
Профиль резьбы — это контур сечения резьбы в плоскости, проходящей через ее ось. Широко применяются резьбы с остроугольным, трапецеидальным и прямоугольным профилями.
Резьбы бывают левые и правые. Винт с правой резьбой завертывают при вращении по часовой стрелке (слева направо), а винт с левой резьбой — против часовой стрелки (справа налево). Различают однозаходные и многозаходные резьбы.
Однозаходная резьба образована одной непрерывной ниткой резьбы, а многозаходная — несколькими нитками резьбы, эквидистантно расположенными на поверхности детали.
Число ниток легко определить на торце детали, где начинается резьбовая поверхность (рис. 4.44, а и б).
Различают ход Ph и шаг Р многозаходной резьбы.
Ход многозаходной резьбы (ГОСТ 11708—82) — это расстояние по линии, параллельной оси резьбы, между любой исходной средней точкой на боковой стороне резьбы и средней точкой, полученной при перемещении исходной средней точки по винтовой линии на угол 360° между одноименными точками одного витка одной нитки резьбы, измеренное параллельно оси детали. Ход многозаходной резьбы равен шагу резьбы, умноженному на число заходов:
Ph= кР,
где k — число заходов.
Нарезание резьбы резцами
На токарно-винторезных станках наиболее широко применяют метод нарезания наружной и внутренней резьб резцами (рис. 4.45). Резьбонарезные резцы бывают стержневые, призматические и круглые; их геометрические параметры не отличаются от геометрических параметров фасонных резцов.
Резьбы треугольного профиля нарезают резцами с углом в плане при вершине ε= 60° ± 10′ для метрической резьбы и ε= 55° ± 10′ для дюймовой резьбы. Учитывая погрешности перемещения суппорта, которые могут привести к увеличению угла резьбы, иногда применяют резцы с углом ε = 59°30′.
Вершина резца может быть скругленной или с фаской (в соответствии с формой впадины нарезаемой резьбы).
Резьбонарезные резцы оснащают пластинами из быстрорежущей стали и твердых сплавов. Предварительно деталь обтачивают таким образом, чтобы ее наружный диаметр был меньше наружного диаметра нарезаемой резьбы.
Для метрической резьбы диаметром до 30 мм эта разница ориентировочно составляет 0,14… 0,28 мм, диаметром до 48 мм — 0,17…0,34 мм, диаметром до 80 мм — 0,2…0,4 мм.
Уменьшение диаметра заготовки обусловлено тем, что при нарезании резьбы материал заготовки деформируется и в результате этого наружный диаметр резьбы увеличивается.
- Нарезание резьбы в отверстии производят или сразу после сверления (если к точности резьбы не предъявляют высоких требований), или после его растачивания (для точных резьб). Диаметр отверстия (мм) под резьбу
- d0 = d-P,
- где d — наружный диаметр резьбы, мм; Р — шаг резьбы, мм.
Диаметр отверстия под резьбу должен быть несколько больше внутреннего диаметра резьбы, так как в процессе нарезания резьбы металл деформируется и в результате этого диаметр отверстия уменьшается.
Поэтому результат, полученный по приведенной выше формуле, увеличивают на 0,2…0,4 мм при нарезании резьбы в вязких материалах (стали, латуни и др.) и на 0,1…
0,02 мм при нарезании резьбы в хрупких материалах (чугуне, бронзе и др.).
В зависимости от требований чертежа резьба может заканчиваться канавкой для выхода резца. Внутренний диаметр канавки должен быть на 0,1 …0,3 мм меньше внутреннего диаметра резьбы, а ширина канавки (мм)
b=(2…3)P.
В процессе нарезания болтов, шпилек и некоторых других деталей при отводе резца, как правило, образуется сбег резьбы.
Для более удобного и точного нарезания резьбы на торце обрабатываемой детали выполняют уступ длиной 2…3 мм, диаметр которого равен внутреннему диаметру резьбы. По этому уступу определяют последний проход резца, после окончания нарезания резьбы уступ срезают.
Точность резьбы во многом зависит от правильной установки резца относительно линии центров.
Для того чтобы установить резец по биссектрисе угла профиля резьбы перпендикулярно к оси обрабатываемой детали, используют шаблон, который устанавливают на ранее обработанной поверхности детали вдоль линии центров станка.
Профиль резца совмещают с профилем шаблона и проверяют правильность установки резца по просвету. Резьбонарезные резцы следует устанавливать строго по линии центров станка.
На токарно-винторезных станках резьбу нарезают резцами за несколько проходов. После каждого прохода резец отводят в исходное положение. По нониусу ходового винта поперечного движения подачи суппорта устанавливают требуемую глубину резания и повторяют проход. При нарезании резьбы с шагом до 2 мм подача составляет 0,05…0,2 мм на один проход.
Если резьбу нарезать одновременно двумя режущими кромками, то образующаяся при этом стружка спутывается и ухудшает качество поверхности резьбы. Поэтому перед рабочим проходом резец следует смещать на 0,1…0,15 мм поочередно вправо или влево, используя перемещение верхнего суппорта, в результате чего обработка ведется только одной режущей кромкой.
Число черновых проходов — 3…6, а чистовых — 3.
Нарезание резьбы плашками и метчиками
Источник: https://www.autowelding.ru/publ/1/tokarnye_stanki/tekhnologija_narezanija_rezby_na_tokarnykh_stankakh/15-1-0-182
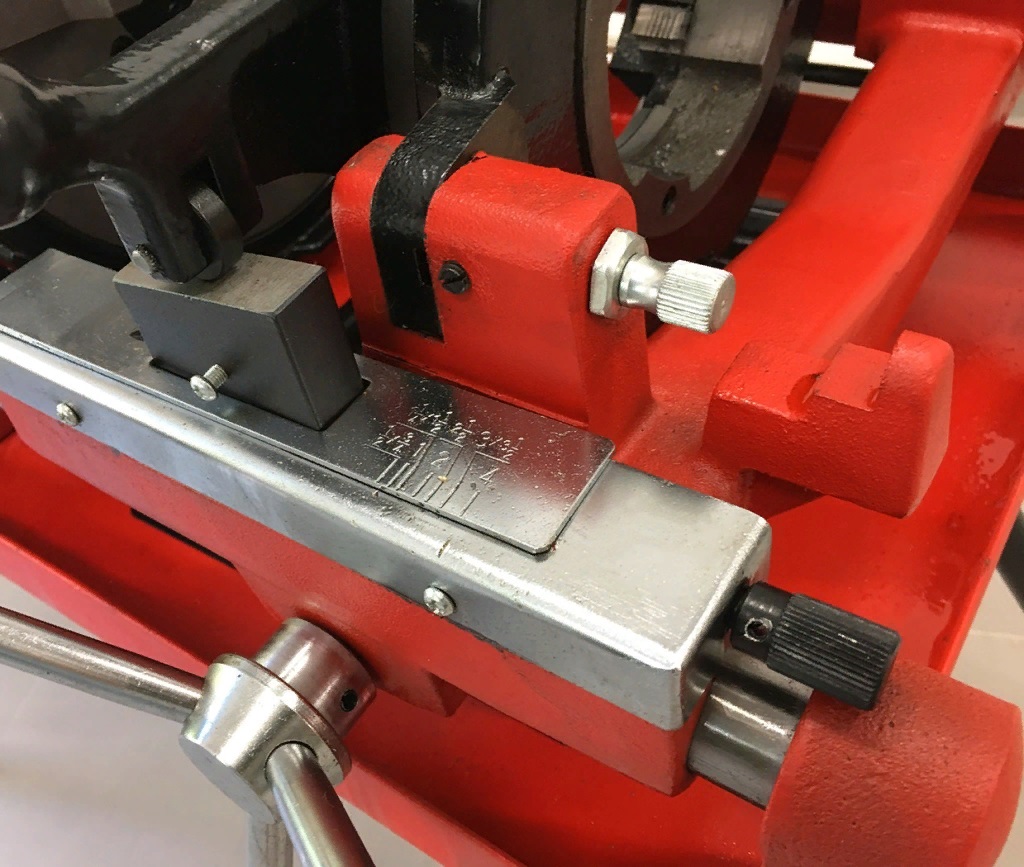
Всё о нарезке резьбы на трубах: 4 секрета токаря
Автор Дмитрий 779 Дата Авг 31, 2016
Разъемное соединение металлических трубопроводов в до
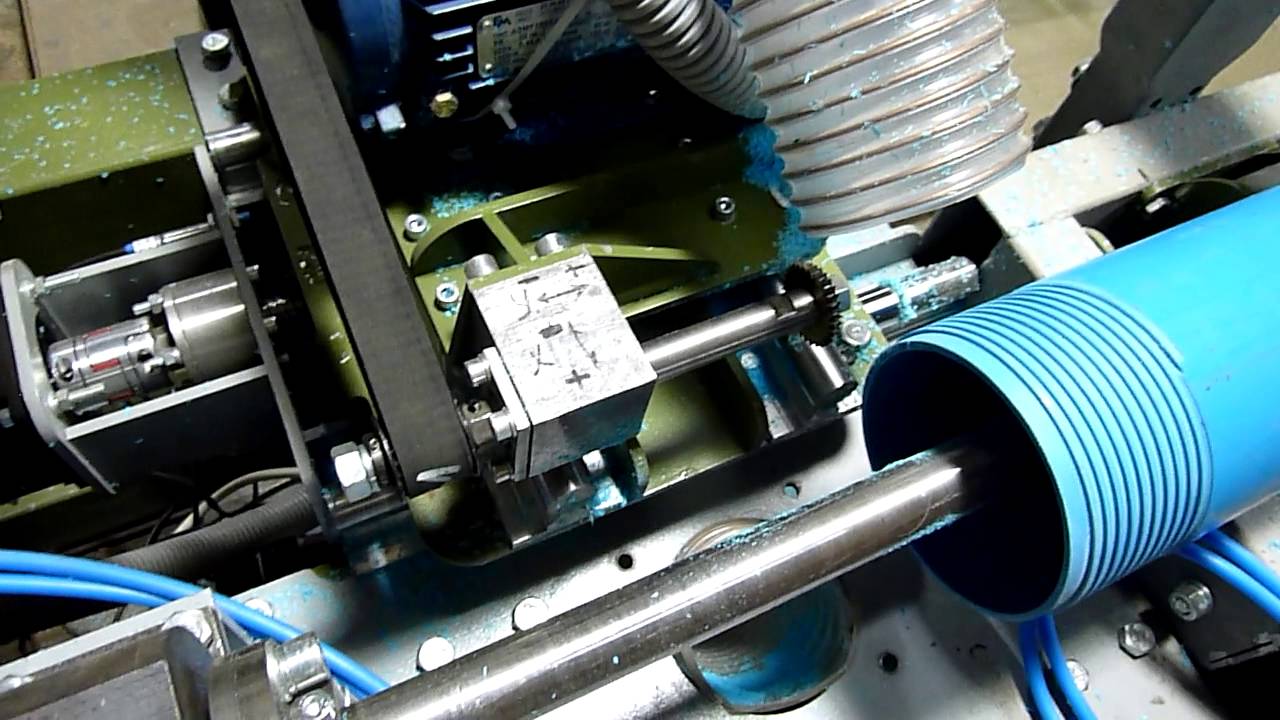
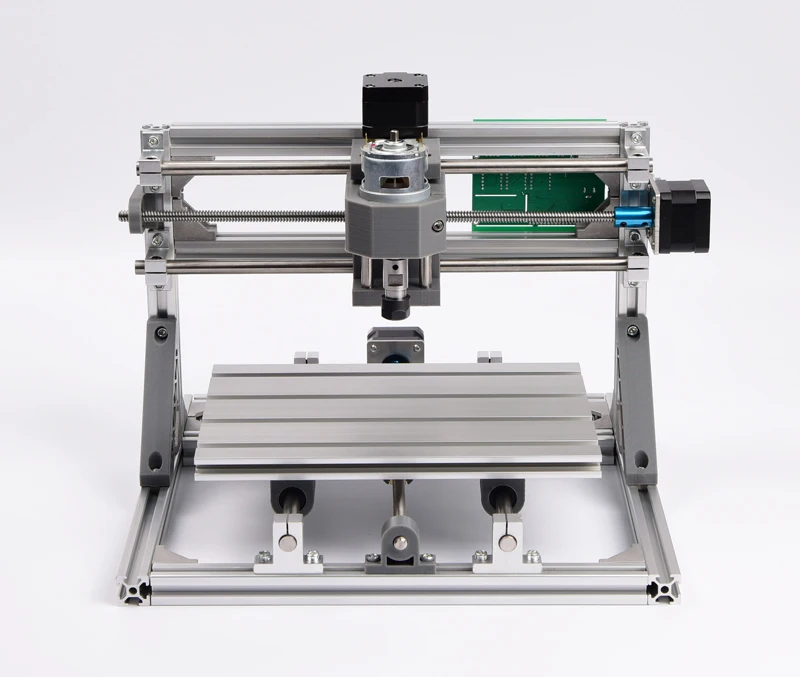
Оборудование для накатки резьбы на болты, винты и заклепки
Технология накатки резьбы, применяемая на станках серии CPR
Преимущества станка:
- Все направляющие станка, включая направляющие ползуна сделаны из легированной (латунной) стали для обеспечения точности накатки резьбы и продления срока службы резьбонакатных плашек.
- Простота настройки блока неподвижной плашки по горизонтали и вертикали
- Шаг резьбы может быть быстро и точно отрегулирован с помощью синхронизации работы эксцентриков с перемещением накатных плашек.
- Механизм подачи заготовок может бысть остановлен вручную или с помощью электрического устройства отвода толкателя (опция). (входит в стандартную комплектацию станков с номером более, чем CPR-20L).
- Направляющий жёлоб может быть отрегулирован по высоте. Для станков с порядковым номером более, чем CPR-25L данная настойка осуществялется с помощью электродвигателя, для остальных – вручную.
- Защитный чехол направляющего жёлоба может быть легко демонтирован в при необходимости доступа в данную область.
- Основание станка обеспечивает максимальную прочность и защиту от деформаций, что приводит более точной накатки резьбы.
- Опционно станок может быть оснащён системой контроля «плавающей резьбы», устройством отвода деффектных изделий,
электрическим устройством отвода толкателя, счётчиком, сепаратором стружки ролликового типа, пневматическим тормозным
устройством, таймером отключения питания, устройством циркуляции смазочного и охлаждающего масла, защитным кожухом с
шумоизоляцией и отводом дыма.
|
|
| Модели станков начиная сCPR-12L по CPR-42L оснащены системой загрузки элеваторноготипа, станки для болтов М20 Х150мм и ниже оснащаются виброзагрузчиком. Модели, начиная с CPR-3 по CPR-16L, доступны вместе с узлом монтажа шайб. Максимальная длина заготовки для болтов с размером М2-М8 составляет 75мм |
Вибрационное загрузочно-подающее устройство является снадартным для моделей с CPR-3 по CPR-12S. Сепаратор стружки роликового типа является опцией.
| Модели станков, начиная с CPR-3 по CPR-12S, оснащены поворотным типом подачи заготовки толкателем. | Защитный кожух является опцией |
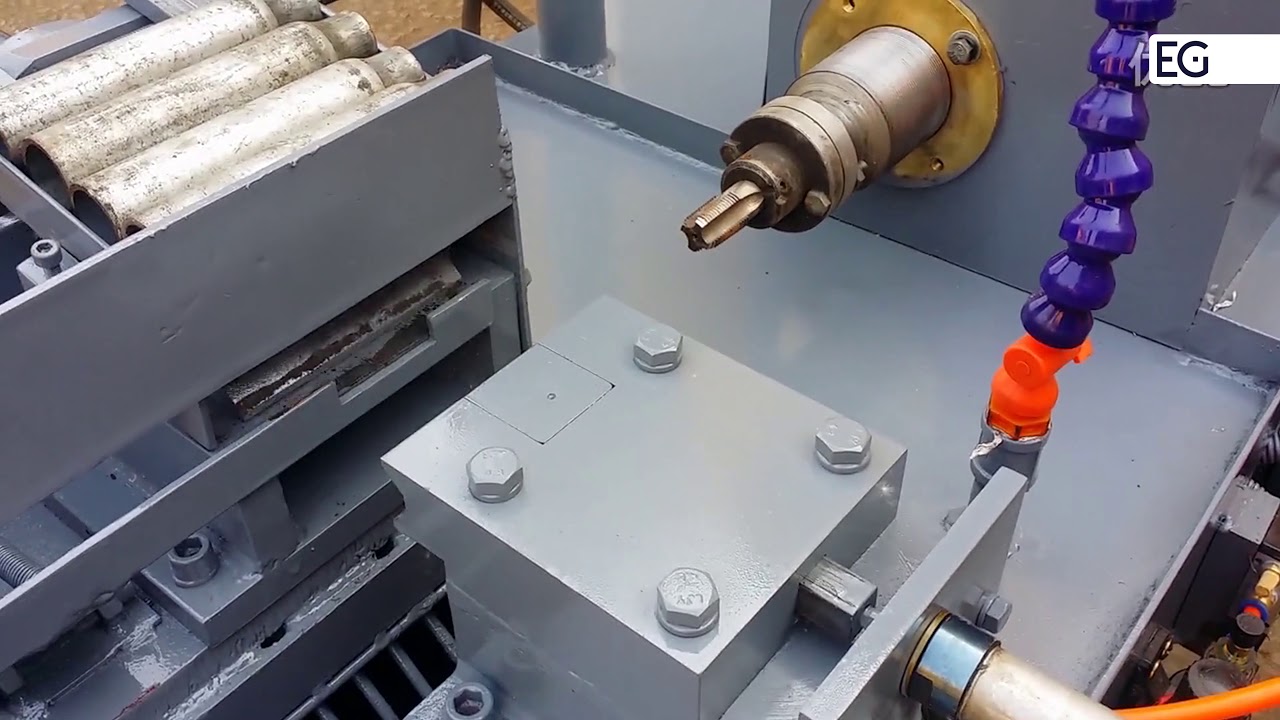
Внешний вид станка CPR-30L
Спецификация на резьбонакатные станки CPR серии
| Серийный номер станка | Величина | CPR-3 | CPR-6S | CPR-8L | CPR-8LL | CPR-10L | CPR-12S | CPR-12L | CPR-16S | CPR-16L | CPR-20S | CPR-20L | CPR-25L | CPR-25LL | CPR-30L |
| Мин.и макс. диаметр резьбы | мм | 2~3 | 3~6 | 4~8 | 4~8 | 4~10 | 8~12.7 | 8~12.7 | 10~16 | 10~16 | 10~20 | 10~20 | 12~25.4 | 12~25.4 | 20~31.75 |
| Мин.и макс. диаметр резьбы для саморезов | мм | #2-#4 | #4-#10 | #6-#14 | #6-#14 | #6-#14 | |||||||||
| Мин.и макс. длина резьбы | мм | 3~22 | 8~50 | 12~50 | 20~102 | (M10*70) 14~102 | 20~75 | 20~75 | 20~100 | 20~100 | 30~100 | 30~100 | 30~102 | 30~250 | 30~102 |
| Мин. И макс. длина изделия под шляпкой | мм | 3~22 | 8~50 | 12~100 | 20~102 | 14~102 | 20~100 | 20~300 | 20~150 | 20~300 | 30~150 | 30~300 | 30~300 | 30~350 | 30~300 |
| Производительность | шт./мин | 400 | 400 | 320 | 200 | 190 | 150 | 75 | 130 | 75 | 90 | 70 | 70 | 50 | 47 |
| Размеры неподвижной/подвижной плашек | мм | 58/66 * 20 * 25 | 95/105 * 25 * 54 | 110/130 * 25 * 55 | 127/140 * 25 * 110 | 180/200 * 35 * 110 | 200/230 * 38 * 85 | 200/230 * 38 * 85 | 230/260 * 40 * 105 | 230/260 * 40 * 105 | 280/310 * 50 * 105 | 280/310 * 50 * 105 | 400/450 * 65 * 110 | 400/450 * 65 * 110 | 500/550 * 65 * 155 |
| Мощность гл. двигателя | ЛС | 2 | 7.5 | 10 | 15 | 15 | 20 | 20 | 25 | 25 | 30 | 30 | 50 | 60 | 60 |
| Вес станка | кг | 550 | 1800 | 2200 | 3600 | 3600 | 4000 | 5000 | 6000 | 6000 | 7000 | 7000 | 15000 | 20000 | 22000 |
| Габариты | мм | 1420 * 800 * 1200 | 2012 * 850 * 1505 | 2202 * 1035 * 1535 | 2845 * 1200 * 1680 | 2845 * 1200 * 1680 | 3200 * 1442 * 1800 | 3200 * 1442 * 1800 | 4100 * 2100 * 2000 | 4100 * 2100 * 2000 | 4300 * 2100 * 2000 | 4300 * 2100 * 2000 | 6200 * 2900 * 2300 | 6200 * 2900 * 2300 | 6560 * 2900 * 2500 |
Инструменты для резьбы — Инструменты и машины
Перейти к основному содержанию- Список желаний
- 0 фунтов стерлингов.00
- ДОМ
- ИНСТРУМЕНТЫ И СТАНКИ
- Просмотр по категориям:
Праздничные предложения! Абразивы / шлифовальные клеи / клеи Лезвия и резаки -
КнигиРезьба ИнструментыЗажимы / зажимы -
Магазин товаров для рукоделияОтделка
| MillRight CNC | Доступные и надежные станки с ЧПУ и аксессуары - Просмотр по категориям:
- Ваша корзина — 0 руб.00
- Дом
- Магазин
- Галерея
- FAQ
- Блог
- Контакт
- ресурсов
- Обзоры
- Форум
0
Нет товаров в корзине.
- Дом
- Магазин
- Галерея
- FAQ
- Блог
- Контакт
- Ресурсы
- Обзоры
- Форум
Все
Принадлежности
Связки
Режущие инструменты
Рекомендуемые
Программное обеспечение
900 Без категории
Ищи:
li> а {высота строки: 110 пикселей; }]]>Меню
Показаны все 22 результатов
Сортировка по умолчанию Сортировать по цене: от низкой к высокой Сортировать по цене: от высокой к низкой Фильтр ПродуктыФрезерный станок X-ACTO
Переключить меню- Поставка виджетов 500 Queen Ave SW Олбани, OR 97322
- (541) 926-1003
- войти в систему регистр
- Сравнить
- Корзина
- Дремель
- Все Dremel
- Вложения
- Наборы бит
- Кисти
- Все кисти
- Кисть — латунь
- Щетка для волос
- Кисть — нейлон
- Кисть — Наборы
- Кисть — Сталь
- Заусенцы — карбид
- Все заусенцы — твердосплавные
- Карбидный заусенец — бутон
- Карбидный заусенец — конус
- Карбидный заусенец — цилиндр
- Карбидный заусенец — круглый
- Карбидный заусенец — структурированный зуб
- Заусенцы — Diamond
- Все заусенцы — алмазные
- Алмазные заусенцы — пуля
- Алмазные заусенцы — конус
- Алмазные заусенцы — перевернутый конус
- Алмазные заусенцы — цилиндр
- Алмазные заусенцы — Стоматологические
- Алмазные заусенцы — Пламя
- Алмазные заусенцы — круглые
- Алмазные заусенцы — Наборы
- Алмазные заусенцы — колеса
- Заусенцы — Сталь
- Все заусенцы — сталь
- Стальные заусенцы — бутон
- Стальные заусенцы — конус
- Стальные заусенцы — с перевернутым конусом
- Стальные заусенцы — чашка
- Стальные заусенцы — цилиндр
- Стальные заусенцы — подшипник Hart-Bearing
- Стальные заусенцы — Рашпили
- Стальные заусенцы — круглые
- Стальные заусенцы — Наборы
- Стальные заусенцы — колесо
- Точилки для цепных пил
- Цанги
- Отрезные диски
- Алмазные диски
- Сверло
- Все сверла
- Сверло — Наборы
- Сверло — плитка-стекло-кладка
- Сверло — Twist
- Сверло — калибр проволоки
- Биты для гипсокартона
- Гравировка
- EZ Lock
- Шлифовальный камень
- Все шлифовальный камень
- Шлифовальный камень — пуля
- Шлифовальный камень — конус
- Шлифовальный камень — цилиндр
- Шлифовальный камень — Правка
- Шлифовальный камень — круглый
- Шлифовальный камень — наборы
- Шлифовальный камень — круг
- Бесключевой патрон
- Биты с длинным хвостовиком
- Оправка
- Все оправки
- Оправка — EZ Lock
- Оправка — шлифовка
- Оправка — Винт
- Оправка — конический винт
- Оправка — резьбовая
- Моторные щетки
- Организаторы
- Полировка
- Вся полировка
- Полировка — Абразивные точки
- Полировка — абразивные круги
- Полировка — полировальные круги
- Полировка — Войлок
- Полировка — Lamina
- Полировка — Кожа
- Полировка — Полировочная паста
- Полировка — Rubber Bullet
- Полировка — резиновый конус
- Полировка — Резиновый цилиндр
- Полировка — Rubber-Flame
- Полировка — Резиновый нож
- Полировка — резиновые колеса
- Роторные инструменты
- Биты маршрутизатора
- Шлифовальный
- Все шлифование
- Шлифование — твердосплавное зерно
- Шлифовальные ленты — 1/2 дюйма
- Шлифовальные ленты — 1/4 дюйма
- Шлифовальные ленты — 1/8 дюйма
- Шлифовальные ленты — 3/4 дюйма
- Шлифовальные ленты — 3/8 дюйма
- Шлифовальные колпачки — 05 x 11 мм
- Шлифовальные шапочки — 07 x 13 мм
- Шлифовальные колпачки — 10 x 15 мм
- Шлифовальные головки — 13 x 19 мм
- Шлифовальные насадки — 16 x 25 мм
- Шлифовальные картриджи
- Шлифовальные диски
- Шлифовальные диски — винты
- Шлифовальные диски
- Лезвия пилы
- Плитка и раствор
- Ультра-пила
- Ножи для хобби
- Все ножи для хобби
- # 2 угловой
- # 8 Утилита
- # 10 изогнутый
- # 11 Классик
- # 12 Мини изогнутый
- # 13 Микропила
- # 15 Замочная скважина
- # 16 Подсчет очков
- # 17 Зубило
- # 18 Зубило
- # 19 Зубило
- # 22 Карвинг
- # 23 Стриптиз
- # 24 Удаление заусенцев
- # 25 Контурный
- # 26 Уиттлинг
- # 27 HD Пила
- # 28 Резьба
- Ассорти
- Резные ножи
- Dualflex Cut
- Gouges
- Ручки — А
- Ручки — B-C-D
- Кухонные ножи
- Резаки для матов
- Карманные ножи
- Бритвенные пилы
- Выдвижной
- Маршрутизаторы
- Скальпели
- Ножи для трафаретов
- Поворотные ножи
- Наборы инструментов
- Универсальные ножи
- Товары для хобби
- Все товары для хобби
- Клеи
- Фурнитура из бисера
- Шнур для Бисероплетения
- Проволока для бисера
- Ремесленная проволока
- Все Ремесленная Проволока
- Провод 12-го калибра
- Проволока калибра 14
- Провод калибра 16
- Провод 18 калибра
- Провод калибра 20
- Провод калибра 22
- Проволока калибра 24
- 26 калибр провода
- Провод 28 калибра
- Проволока калибра 34
- Прыгать кольца
- Провод памяти
- Инструменты для проволоки
- Магниты
- Нельсон Рейнтрейн
- Снаряжение на открытом воздухе
- Полировка
- Предметы для хранения
- Инструмент для хобби
- Все инструменты для хобби
- Кисти
- Инструменты для резьбы
- Заточка цепной пилы
- Зажимы
- Косметический
- Коврики для резки
- Стоматологические инструменты
- Все стоматологические инструменты
- Крючки
- Зеркала
- Зонды
- Скребки
- Наборы
- Шпатели
- Свёрла
- Все сверла
- Дрель — Другое
- Сверло — Твист
- Сверло — Дерево
- Электрические
- Тиснение
- Напильники — Игла
- Инструменты для рыбалки
- Садовые инструменты
- Принадлежности для шлифовальных машин
- Молотки
- Ручные пилы
- Кровоостанавливающие средства
- Брелки
- Лупы
- Все лупы
- стол письменный
- Очки
- Ручка
- Лупы
- Карман
- Стоять
- Носимый
- Инструменты для маркировки
- Измерение
- Бумажные инструменты
- Все бумажные инструменты
- Прочие бумажные инструменты
- Бумажный дырокол
- Триммеры для бумаги
- Инструменты для домашних животных
- Плоскогубцы
- Все плоскогубцы
- Кусачки
- Прямой нос
- Игольчатый нос
- Круглый нос
- Наборы плоскогубцев
- Специальность
- Удары
- Роторный резак
- Аксессуары Rotozip
- Предметы безопасности
- Шлифовальные палочки
- Лезвия пилы
- Ножницы
- Все ножницы
- Косметический
- Ремесло и хобби
- Дом и Сад
- Кухня
- Медицинское
- Офис
- Шитье
- Магазин
- Slip n Snip
- Отвертка
- Лепка
- Шитье
- Заточка
- Шаблоны
- Пинцет
- Все пинцеты
- Пинцет — тупой
- Пинцет — зажим
- Пинцет — немагнитный
- Пинцет — Наборы
- Пинцет — Sharp
- Пинцет — специальный
- Тиски
- выжигание по дереву
- Деревообработка
- Инструмент Ювелир
- Все инструменты ювелира
- Бисерные развертки
- Хранение бус
- Инструменты для бисера
- Скамьи блоки
- Браслет
- Ключи часов
- Инструменты Dapping
- Инструменты для серег
- Ювелирные лупы
- Все ювелирные лупы
- Лупа — 10x
- Лупа — 20х
- Лупа — 30х
- Лупа — Глаз
- Ювелир Руж
- Ювелирная пила
- Все Ювелирные Пилы
- Запчасти для ювелирных пил
- Инструменты для маркировки
- Измерение
- Другие инструменты
- Pin тиски
- Плоскогубцы
- Полировка
- Кольцо Sizer
- Инструменты для колец
- Пинцет
- Ремонт часов
- Инструменты для проволоки
- Специальное
- Все специальные предложения
- Распродажи
- Элементы Flier
- Специальные покупки
- часто задаваемые вопросы
- Конфиденциальность
- Варианты оплаты
- Доставка и возврат
- Свяжитесь с нами
- войти в систему регистр
- Дремель
- Все Dremel
- Вложения
- Наборы бит
- Кисти
- Все кисти
- Кисть — латунь
- Щетка для волос
- Кисть — нейлон