Жаростойкая нержавеющая сталь – какая бывает и где применяется
Сделать заказ можно по телефону
Наши специалисты с радостью вам помогут
+7 495 775-50-79
Для стали есть два основополагающих параметра, которые определяют ее устойчивость к высоким температурам – жаропрочность и жаростойкость. Несмотря на то что параметры созвучны они отражают различные свойства материалов.
Жаростойкая нержавеющая сталь – это материал способный противостоять образованию коррозии и окалины при температурах более 500 градусов Цельсия. Высокое процентное содержание легирующих примесей связывает атомы железа и не дает распространяться процессу окисления.
Жаропрочная нержавеющая сталь – этот материал способен не подвергаться пластической деформации под действием высоких температур.
Если необходима максимальная жаростойкость конструкции, то для ее изготовления применяется жаростойкая нержавеющая сталь с высоким процентным содержанием хрома.
Какие жаростойкие нержавеющие стали встречаются
В зависимости от содержания легирующих примесей жаростойкие стали могут классифицироваться как:
- Хромистые;
- Хромоникелевые;
- Хромокремнистые;
При этом содержание примесей легирующих элементов в нержавеющем металле можно определить по его маркировке. Например, сталь нержавеющая 12Х18Н10Т содержит:
- 12 сотых долей процента углерода;
- 18 сотых долей процента хрома;
- 10 сотых долей процента никеля;
- Менее 1 сотой доли процента титана.
Где применяются жаропрочные нержавеющие стали
Самые распространенные из нержавеющих жаропрочных материалов с высоким содержанием хрома могут выдерживать температуры выше 1000 градусов если на них не воздействуют механические нагрузки. Основное применение материал нашел для изготовления конструкций эксплуатирующийся при температуре +18 градусов и выше.
Хромокремнистые нержавеющие стали с добавлением большого процента молибдена, применяются для изготовления впускных клапанов системы двигателей внутреннего сгорания.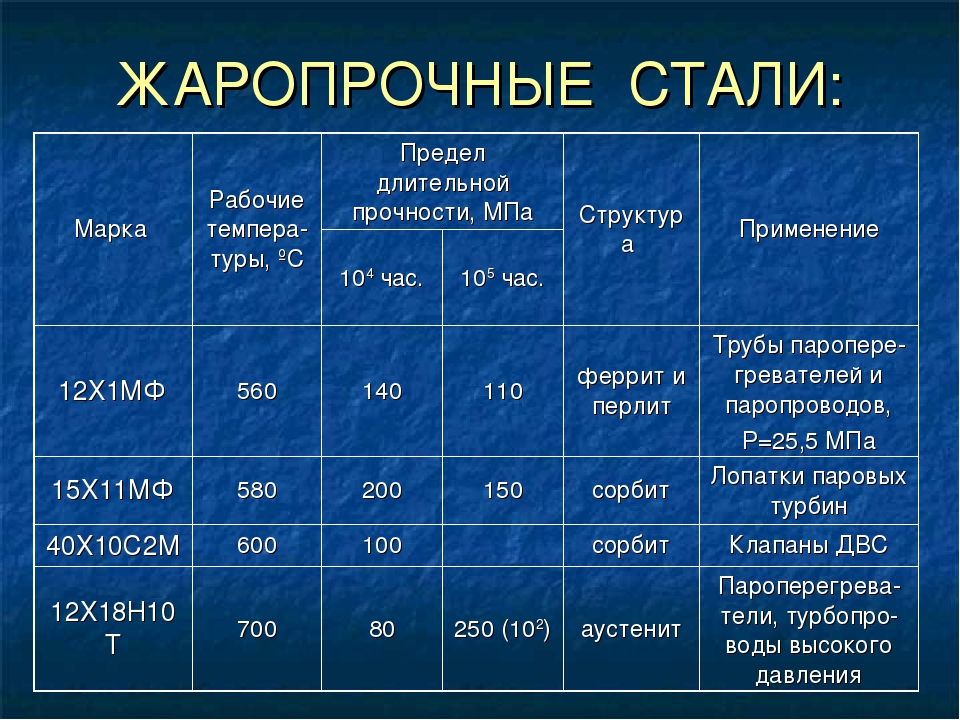 Применяются как для дизельных агрегатов, так и для высокооктановых авиационных моторов.
Применяются как для дизельных агрегатов, так и для высокооктановых авиационных моторов.
Хромоникелевые сплавы применяются для изготовления механизмов, работающих при небольших нагрузках. Максимальная жаростойкость материала составляет 900-1050 градусов Цельсия. Сплавы делятся на две основные категории – ферритные и аустенитные. Первые являются наиболее хрупкими и не выдержив/products/stainless-sheets/»>нержавеющие листы, трубы, арматуру к ним.
Жаропрочная сталь – особенности и применение
На сегодняшний день развитие большинства сфер промышленности и производства предполагает не только использование оборудования высокого качества, но и применение нового сырья или материалов с улучшенными технологическими характеристиками, по сравнению с предшественниками.
Металлургия и связанные с ней отрасли также не стали исключением. К примеру, в энергетике и газотурбинной промышленности уровень рабочих температур постоянно растет. Именно поэтому разработаны жаропрочные сплавы, которые без проблем смогут выдерживать температуры в 1100 °C и выше.
Бесперебойную работу деталей и механизмов в условиях высоких температур гарантирует использование в процессе производства жаропрочных и жаростойких сталей.
К жаропрочным маркам нержавеющей стали относятся AISI 310 — 20Х23Н18 (ЭИ417), AISI 310S — 10Х23Н18 (ЭИ417), AISI 309 — 20Х20Н14C2 (ЭИ211), AISI 314 — 20Х25Н20С2 (ЭИ283).
Некоторые детали и механизмы, например, камеры сгорания или лопатки газотурбинных двигателей в процессе производства проходят ряд технологических операций — штамповку, прессовку, гибку, обработку, шлифовку, литье и т.д. А значит материал, из которого производится данная продукция доложен обладать соответствующими технологическими характеристиками. В таких ситуациях без использования жаропрочных и жаростойких сталей просто не обойтись.
Базовыми компонентами всех жаропрочных сплавов являются железо и никель. Остальные легирующие элементы лишь придают дополнительные свойства и открывают новые возможности для применения изделий из жаропрочной нержавейки. Так наличие в сплаве хрома обеспечивает высокое сопротивление материала окислению. Процентное содержание хрома выше 14% существенно повышает жаростойкость стали, оптимальный показатель 15-23%. А вот повышенное количество в сплаве углерода, наоборот, понижает жаростойкие характеристики металла. К примеру, в стали 20Х23Н18 (AISI 310) содержание углерода ограничено до 0,2%.
Краткая характеристика жаропрочных сталей
20Х23Н18 (AISI 310) — жаростойкая сталь тугоплавкая аустенитная. Успешно применяется в машиностроении, выдерживает рабочие температуры до 1100°С и до 1000°С в восстанавливающей среде.
Основными эксплуатационно-технологическими свойствами 20Х23Н18 можно назвать следующие:
• выплавление в открытых дуговых печах;
• температура начала деформации 1180°C, конца — 900°C. После деформации сталь охлаждается на воздухе.
После деформации сталь охлаждается на воздухе.
• оптимальные режимы термической обработки:
— нагрев до 1160 – 1180°C, охлаждение в воде, старение на 800°С при выдержке до 5 часов
• Сварка 20Х23Н18 обычно производится электродами ЦТ-19.
AISI 310S — 10Х23Н18 (ЭИ417) — низкоуглеродистая модификация AISI 310. Применяется там, где есть вероятность коррозии деталей и механизмов под влиянием высокотемпературных газов и конденсата — в нагревательных элементах, при производстве конвейерных лент для транспортеров печей, в установках для термической обработки и при гидрогенизации, а также теплообменниках для печей; при изготовлении дверей, штифтов, кронштейнов, деталей установок для конверсии метана, газопроводов, камер сгорания.
AISI 309 — 20Х20Н14C2 (ЭИ211) – разновидность жаропрочной высоколегированной нержавеющей стали. Температура ковки материала составляет 1170 °С в начале процесса и 850 °С в конце. Заготовки охлаждаются на воздухе.
Заготовки охлаждаются на воздухе.
ООО «Оникспром» поставляет жаропрочные листы 20Х20Н14C2 для производства составных частей термических печей для производства печных конвейеров, изготовления ящиков для цементации и пр.
AISI 314 — 20Х25Н20С2 (ЭИ283).
20Х25Н20С2 выплавляют в открытых электропечах. Температура начала ковки — 1170 °С, конца — 850 °С. Рекомендуемые режим термической обработки: закалка с 1100-1200 °С на воздухе или в воде.
Преимущества 20Х23Н18 (AISI 310)
Окалиностойкие металлы очень экономичны. Этот показатель определяется такими параметрами: экономное легирование; высокие технологические и эксплуатационные характеристики.
Жаропрочная сталь 20Х23Н18 (AISI 310) содержит в своем составе оптимальное соотношение легирующих элементов и отличается пластичностью, повышенной жаропрочностью технологичностью и отлично поддается свариванию.
На сайте нашей компании вы можете приобрести со склада или под заказ жаростойкие трубы, жаропрочные листы и прочие изделия из нержавеющей стали марки 20Х23Н18, а также других марок.
Доставим прокат в пункт назначения в кратчайшие сроки. Звоните по телефонам, указанным на сайте, или задайте вопрос прямо сейчас через форму обратной связи.
Обратная связь
Сообщение
Неверный ввод
Введите проверочные символы(*)
Отправить Очистить
| Ст0 | Для второстепенных элементов конструкций и неответственных деталей: настилов, арматуры, подкладки, шайб, перил, кожухов, обшивки и др. | |
| ВСт2кп | Неответственные детали повышенной пластичности, малонагруженные элементы сварных конструкций, работающие при постоянных нагрузках и положительных температурах. | |
| ВСт2пс | ВСт2сп | Неответственные детали, требующие повышенной пластичности или глубокой вытяжки, малонагруженные элементы сварных конструкций,работающие при постоянных нагрузках и положительных температурах. |
| ВСт2сп | ВСт2пс | Неответственные детали, требующие повышенной пластичности или глубокой вытяжки, малонагруженные элементы сварных конструкций,работающие при постоянных нагрузках и положительных температурах. |
| ВСт3кп | ВСт3пс | Для второстепенных и малонагруженных элементов сварных и несварных конструкций, работающих в интервале температур от -10 до 400°С. |
| ВСт3пс | ВСт3сп | Несущие и ненесущие элементы сварных и несварных конструкций и деталей, работающих при положительных температурах.Фасонный и листовой прокат (5-й категории)толщиной до 10 мм для несущих элементов сварных конструкций, работающих при переменных нагрузках в интервале от -40 до +425°С. Прокат от 10 до 25 мм — для несущих элементов сварных конструкций, работающих при температуре от -40 до +425°С при условии поставки с гарантируемой свариваемостью. |
| ВСт3сп | ВСт3пс | Несущие элементы сварных и несварных конструкций и деталей, работающих при положительных температурах.Фасонный и листовой прокат (5-й категории) — для несущих элементов сварных конструкций, работающих при переменных нагрузках:при толщине проката до 25 мм в интервале температур от -40 до +425°С; при толщине проката свыше 25 мм в интервале от -40 до +425°С при условии поставки с гарантируемой свариваемостью. |
| ВСт3Гпс | ВСт3пс, 18Гпс | Фасонный и листовой прокат толщиной от 10 до 36 мм для несущих элементов сварных конструкций, работающих при переменных нагрузках при температуре от -40 до +425°С; и для ненесущих элементов сварных конструкций, работающих при переменных нагрузках при температуре от -40 до +425°С при гарантируемой свариваемости. |
| ВСт4кп | Сварные, клепаные и болтовые конструкции повышенной прочности в виде сортового, фасонного и листового проката, а также для малонагруженных деталей. | |
| ВСт4пс | ВСт4сп | Сварные, клепаные и болтовые конструкции повышенной прочности в виде сортового, фасонного и листового проката, а также для малонагруженных деталей типа валов, осей, втулок и др. |
| ВСт5пс | Детали клепаных конструкций, болты, гайки, ручки, тяги, втулки, ходовые валики, клинья, цапфы, рычаги, упоры, штыри, пальцы, стержни, звездочки, трубчатые решетки, фланцы и другие детали, работающие в интервале температур от 0 до +425°С; поковки сечением до 800 мм. | |
| ВСт5сп | Ст6сп, ВСт4сп | Детали клепаных конструкций, болты, гайки, ручки, тяги, втулки, ходовые валики, клинья, цапфы, рычаги, упоры, штыри, пальцы, стержни, звездочки, трубчатые решетки, фланцы и другие детали, работающие в интервале температур от 0 до +425°С; поковки сечением до 800 мм. |
| ВСт6пс | Для деталей повышенной прочности: осей, валов, пальцев поршней и т. д. | |
| ВСт6сп | ВСт5сп | Для деталей повышенной прочности: осей, валов, пальцев поршней и других деталей в термообработанном состоянии, а также для стержневой арматуры периодического профиля. |
| Ст05кп | Неответственные детали, изготавливаемые методом холодной штамповки и высадки. | |
| Ст08 | Ст 10 | Детали, к которым предъявляются требования высокой пластичности: шайбы, патрубки, прокладки и другие неответственные детали, работающие в интервале температур от -40 до 450°С. |
| Ст08(кп,пс) | Ст 08 | Для прокладок, шайб, вилок, труб, а также деталей, подвергаемых химико-термической обработке, -втулок, проушин, тяг. |
| Ст10 | Ст08,15,08кп | Детали,работающие в интервале температур от -40 до 450°С, к которым предъявляются требования высокой пластичности. После ХТО — детали с высокой поверхностной твердостью при невысокой прочности сердцевины. После ХТО — детали с высокой поверхностной твердостью при невысокой прочности сердцевины. |
| Ст10(кп,пс) | Ст08кп,15кп,10 | Детали,работающие в интервале температур до 450°С, к которым предъявляются требования высокой пластичности, а также втулки, ушки, шайбы, винты и другие детали после ХТО, к которым предъявляются требования высокой поверхностной твердости и износостойкости при невысокой прочности сердцевины. |
| Ст15 | Ст10,20 | Болты, винты, крюки и другие детали, к которым предъявляются требования высокой пластичности и работающие в интервале температур от -40 до 450°С; после ХТО — рычаги, кулачки, гайки и другие детали,к которым предъявляются требования высокой поверхностной твердости и невысокой прочности сердцевины. |
| Ст15(кп,пс) | Ст10кп,20кп | Элементы трубных соединений, штуцера, вилки и другие детали котлотурбостроения, работающие при температуре от -40 до 425°С. После цементации и цианирования — детали, от которых требуется высокая твердость поверхности и невысокая прочность сердцевины (крепежные детали, оси, рычаги и другие детали). |
| Ст18кп | Для сварных строительных конструкций в виде листов различной толщины и фасонных профилей. | |
| Ст20(20А) | Ст15,25 | После нормализации или без термообработки — крюки кранов, муфты, вкладыши подшипников и другие детали,работающие при температуре от -40 до 425°С под давлением, после ХТО — шестерни, червяки и другие детали, к которым предъявляются требования высокой поверхностной твердости при невысокой прочности сердцевины. |
| Ст20(кп,пс) | Ст15кп | После нормализации или без термообработки — патрубки, штуцера, вилки, болты, фланцы, корпуса аппаратов и другие детали из кипящей стали, работающие от -20 до 425°С;после цементации и цианирования — детали, от которых требуется высокая твердость поверхности и невысокая прочность сердцевины (крепежные детали, оси, пальцы, звездочки и другие). |
| Ст25 | Ст20, 30 | Оси, валы, соединительные муфты, собачки, рычаги, вилки, шайбы, валики, болты, фланцы, тройники, крепежные детали и другие неответственные детали;после ХТО — винты, втулки, собачки и другие детали, к которым предъявляются требования высокой поверхностной твердости и износостойкости при невысокой прочности сердцевины. |
| Ст30 | Ст25, 35 | Тяги, серьги, траверсы, рычаги, валы, звездочки, шпиндели, цилиндры прессов, соединительные муфты и другие детали невысокой прочности. |
| Ст35 | Ст30,40,35Г | Детали невысокой прочности, испытывающие небольшие напряжения:оси, цилиндры, коленчатые валы, шатуны, шпиндели, звездочки, тяги, ободы, траверсы, валы, бандажи, диски и другие детали. |
| Ст40 | Ст35, 45, 40Г | После улучшения — коленчатые валы, шатуны, зубчатые венцы, маховики, зубчатые колеса, болты, оси и др. детали;после поверхностного упрочнения с нагревом ТВЧ — детали средних размеров, к которым предъявляются требования высокой поверхностной твердости и износостойкости при малой деформации (длинные валы, ходовые валики, зубчатые колеса). |
| Ст45 | Ст40Х, 50, 50Г2 | Вал-шестерни, коленчатые и распределительные валы, шестерни, шпиндели, бандажи, цилиндры, кулачки и другие нормализованные, улучшаемые и подвергаемые поверхностной термообработке детали, от которых требуется повышенная прочность. |
| Ст50 | Ст45, 50Г, 50Г2, 55 | После нормализации с отпуском и закалки с отпуском — зубчатые колеса, прокатные валки, штоки, тяжелонагруженные валы, оси, бандажи, малонагруженные пружины и рессоры, лемехи, пальцы звеньев гусениц, муфты сцепления коробок передач, корпуса форсунок и другие детали, работающие на трение. |
| Ст55 | Ст50, 60, 50Г | После нормализации с отпуском и закалки с отпуском — зубчатые колеса, прокатные валки, штоки, тяжелонагруженные валы, оси, бандажи, малонагруженные пружины и рессоры, лемехи, пальцы звеньев гусениц, муфты сцепления коробок передач, корпуса форсунок и другие детали, работающие на трение. |
| Ст60 | Ст55, 65Г | Цельнокатаные колеса вагонов, валки рабочие листовых станов для горячей прокатки металлов, шпиндели, бандажи, диски сцепления, пружинные кольца амортизаторов, замочные шайбы, регулировочные шайбы, регулировочные прокладки и другие детали,к которым предъявляются требования высокой прочности и износостойкости. |
| А12 | А20 | Оси, втулки, зубчатые колеса, шестерни, пальцы, винты, болты и другие малонагруженные мелкие детали сложной формы, обрабатываемые на станках-автоматах, к которым предъявляются повышенные требования по качеству поверхности и точности размеров. |
| А20 | А12 | Мелкие детали машин и приборов, малонагруженные детали сложной конфигурации, к которым предъявляются повышенные требования по качеству поверхности и точности размеров, после цементации и цианирования — малонагруженные детали,к которым предъявляются требования износостойкости и повышенного качества поверхности. |
| А30 | А40, А40Г | Оси, втулки, зубчатые колеса, шестерни, пальцы, винты, болты и другие детали сложной формы, обрабатываемые на станках-автоматах, к которым предъявляются повышенные требования по качеству поверхности, работающие при повышенных напряжениях и давлениях. |
| А40Г | Оси, втулки, зубчатые колеса, шестерни, пальцы, винты, болты и другие детали сложной формы, обрабатываемые на станках-автоматах, к которым предъявляются повышенные требования к чистоте поверхности, работающие при повышенных напряжениях и давлениях. | |
| АС12ХН | АС14ХГН, АС19ХГН | Храповики коленчатого вала, фланцы масляного насоса, штифты, рычаги переключения передач, тяги, гайки, муфты, оси. |
| АС14ХГН | АС12ХН, АС19ХГН | Оси сателлитов, ступицы, скользящие муфты синхронизатора. |
| АС19ХГН | АС12ХН, АС14ХГН,АС20ХГНМ | Промежуточные шестерни заднего хода, венцы синхронизаторов, шестерни коробки передач. |
| АС35Г2 | А40Г | Валики масляного насоса, шпильки, оси. |
| АС30ХМ | АС38ХГМ, АС40ХГНМ | Червяки рулевого управления, шестерни, валики, шпильки. |
| АС38ХГМ | АС30ХМ, АС40ХГНМ | Кольца запорного подшипника, полуоси, шестерни, шпильки, шпиндели. |
| АС40ХГНМ | АС38ХНМ | Ответственные детали в автомобилестроении, шестерни, валики и т.д. |
| 09Г2 | 10Г2, 9Г2С, 09Г2Д, 09Г2Т | Стойки ферм, верхние обвязки вагонов, хребтовые балки, двутавры и другие детали вагоностроения, детали экскаваторов, элементы сварных металлоконструкций и другие детали, работающие при температуре от -40 до +450°С. |
| 14Г2 | 15ХСНД | Для крупных листовых конструкций, работающих до температуры -70°С. |
| 12ГС | 12Г2А, 14Г2А, 15ГС | Детали, изготовляемые путем вытяжки, ковки, штамповки. |
| 16ГС | 17ГС, 15ГС, 20Г2С, 20ГС, 18Г2С | Фланцы, корпуса и другие детали, работающие при температуре от -40 до 475°С под давлением;элементы сварных металлоконструкций,работающих при температуре -70°С. |
| 17ГС | 16ГС | Корпуса аппаратов, днища, фланцы и другие сварные детали,работающие под давлением при температурах от -40 до +475°С. |
| 17Г1С | 17ГС | Сварные детали,работающие под давлением при температурах от -40 до +475°С. |
| 09Г2С | 09Г2, 09Г2ДТ, 09Г2Т, 10Г2С | Различные детали и элементы сварных металлоконструкций,работающих под давлением при температурах от -40 до +475°С. |
| 10Г2С1 | 10Г2С1Д | Различные детали и элементы сварных металлоконструкций,работающих при температуре от -70°С;аппараты, сосуды и части паровых котлов,работающих под давлением при температурах от -40 до +475°С. |
| 10Г2Б | 0Г2Б | Для сварных металлических конструкций. |
| 15Г2СФД | Для сварных металлических конструкций в строительстве и машиностроении. | |
| 14Г2АФ | 16Г2АФ | Металлоконструкции для промышленных зданий, подкрановые фермы для мостовых кранов. |
| 16Г2АФ | 15Г2АФ, 14Г2АФ | Металлоконструкции, сварные фермы. Для изделий машиностроения. |
| 18Г2АФпс | 15Г2АФДпс, 16Г2АФ, 10ХСНД, 15ХСНД | Листовой прокат для несущих элементов сварных конструкций, работающих при переменных нагрузках в интервале температур до -60°С. |
| 14ХГС | 15ХСНД, 16ГС, 14ГН, 16ГН, 14СНД | Сварные конструкции, листовые, клапанные конструктивные детали. |
| 15Г2АФДпс | 18Г2АФпс, 16Г2АФ, 10ХСНД, 1БХСНД | Ответственные сварные конструкции, в том числе северного исполнения. |
| 20ХГ2Ц | Для изготовления арматуры периодического профиля класса А-4 диаметром от 10 до 32 мм. | |
| 10ХСНД | 16Г2АФ | Элементы сварных металлоконструкций и различные детали, к которым предъявляются требования повышенной прочности и коррозионной стойкости с ограничением массы и работающие при температуре от -70 до +450°С. |
| 10ХНДП | В строительстве и машиностроении для сварных конструкций. | |
| 15ХСНД | 16Г2АФ, 15ГФ, 14ХГС, 16ГС, 14СНД | |
| 35ГС | ВСт5сп, Ст6, Ст5пс | Для изготовления арматуры периодического профиля класса А-3 диаметром от 6 до 40 мм. |
| 25Г2С | Для изготовления арматуры периодического профиля класса А-4 диаметром от 10 до 32 мм. | |
| 15Х | 20Х | Втулки, пальцы, шестерни,валики, толкатели и другие цементуемые детали,к которым предъявляются требования высокой поверхностной твердости при невысокой прочности сердцевины,детали,работающие в условиях износа при трении. |
| 20Х | 15Х,20Хн, 12ХН2, 18ХГТ | Втулки, обоймы, гильзы, диски и другие цементуемые детали,к которым предъявляются требования высокой поверхностной твердости при невысокой прочности сердцевины,детали,работающие в условиях износа при трении. |
| 30Х | 30ХРА, 35Х, 35ХРА | Для осей, валиков, рычагов, болтов,гаек и других некрупных деталей. |
| 35Х | 40Х, 35ХР | Оси, валы, шестерни, кольцевые рельсы и другие улучшаемые детали. |
| 38ХА | 40Х, 35Х, 40ХН | Червяки, зубчатые колеса, шестерни, валы, оси, ответственные болты и другие улучшаемые детали. |
| 40Х | 45Х, 38ХА, 40ХН, 40ХС, 40ХФ, 40ХР | Оси, валы, вал-шестерни, коленчатые и кулачковые валы, зубчатые венцы, шпиндели, оправки, рейки и другие улучшаемые детали повышенной прочности. |
| 45Х | 40Х, 50Х, 45ХЦ, 40ХГТ, 40ХФ, 40Х2АФЕ | Валы, шестерни, оси, болты, шатуны и другие детали, к которым предъявляются требования повышенной прочности, твердости,износостойкости и работающие при незначительных ударных нагрузках. |
| 50Х | 40Х, 45Х, 50ХН, 50ХФА | Валы, шпиндели,установочные винты, крупные зубчатые колеса, редукторные валы, упорные кольца, валки горячей прокатки и другие улучшаемые детали, к которым предъявляются требования повышенной прочности, твердости,износостойкости и работающие при незначительных ударных нагрузках. |
| 15Г | 20Г | После улучшения — заклепки ответственного назначения; после цементации или цианирования — поршневые пальцы, фрикционные диски, пальцы рессор, кулачковые валики, болты, гайки, винты, шестерни,червяки и другие детали, к которым предъявляются требования повышенной прочности, твердости,износостойкости;без термообработки — сварные подмоторные рамы, башмаки, косынки, штуцера, втулки. |
| 35Г | Тяги, оси, серьги,траверсы, рычаги, муфты, валы, звездочки, цилиндры, диски, шпиндели, соединительные муфты паровых турбин, болты, гайки, винты и другие детали, к которым предъявляются требования невысокой прочности. | |
| 20Г | Ст20, 30Г | После улучшения — заклепки ответственного назначения; после цементации или цианирования — поршневые пальцы, фрикционные диски, пальцы рессор, кулачковые валики, болты, гайки, винты, шестерни,червяки и другие детали, к которым предъявляются требования повышенной прочности, твердости,износостойкости;без термообработки — сварные подмоторные рамы, башмаки, косынки, штуцера, втулки. |
| 30Г | Ст35, 40Г | Тяги, оси, серьги,траверсы, рычаги, муфты, валы, звездочки, цилиндры, диски, шпиндели, болты, гайки, винты и другие детали, к которым предъявляются требования невысокой прочности. |
| 40Г | Ст45, 40Х | Оси, коленчатые валы, шестерни, штоки, бандажи, детали арматуры, шатуны, звездочки, распределительные валики, головки плунжеров и другие детали, к которым предъявляются требования повышенной прочности. |
| 45Г | 40Г, 50Г | Коленчатые валы, шатуны, оси, карданные валы, тормозные рычаги, диски трения, зубчатые колеса, шлицевые и шестеренные валы, анкерные болты. |
| 50Г | 40Г, 50 | Диски трения, валы, шестерни, шлицевые валы, шатуны, распределительные валики, втулки подшипников, кривошипы, шпиндели, ободы маховиков, коленчатые валы дизелей и газовых двигателей и другие детали, к которым предъявляются требования повышенной прочности и износостойкости. |
| 10Г2 | 09Г2 | Крепежные и другие детали, работающие при температуре от -70°С под давлением. |
| 35Г2 | 0Х | Валы, полуоси, цапфы, рычаги сцепления, вилки, фланцы, коленчатые валы, шатуны, болты, кольца, кожухи, шестерни и другие детали, применяемые в различных отраслях машиностроения, к которым предъявляются требования повышенной износостойкости. |
| 40Г2 | 45Г2, 60Г | Оси, коленчатые валы, поршневые штоки, рычаги, распределительные валики, карданные валы, полуоси и другие детали. |
| 45Г2 | 50Г2 | Валы-шестерни, коленчатые и карданные валы, полуоси, червяки, крышки шатунов, шатуны, звенья конвейерных цепей и другие крупногабаритные средненагруженные детали. |
| 50Г2 | 45Г2, 60Г | Шестерни, диски трения, шестеренные валы и другие детали, работающие на истирание. |
| 47ГТ | 40ХГРТ | Полуоси автомобилей. |
| 18ХГ | 20Х, 18ХГТ, 20ХГР, 15Х, 20ХН | Улучшаемые и цементуемые детали. |
| 18ХГТ | 30ХГТ, 25ХГТ, 12ХН3А, 12Х2Н4А, 20ХН2М, 14ХГСН2МА, 20ХГР | Улучшаемые или цементуемые детали ответственного назначения, от которых требуется повышенная прочность и вязкость сердцевины, а также высокая поверхностная твердость, работающие под действием ударных нагрузок. |
| 25ГС | 17Г1С, 17ГС, 25Г2С | Крупные детали, изготавливаемые с применением ЭШС, цилиндры гидропрессов, валы гидротурбин и т.д. |
| 20ХГР | 20ХН3А, 20ХН2М, 12ХН3А, 18ХГТ, 12ХН2 | Зубчатые колеса, вал-шестерни, червяки, кулачковые муфты, валики, пальцы, втулки и другие улучшаемые или цементуемые детали, работающие под действием ударных нагрузок. |
| 30ХГТ | 18ХГТ, 20ХН2М, 25ХГТ, 12Х2Н4А | Улучшаемые и цементуемые детали, от которых требуется высокая прочность, вязкая сердцевина и высокая поверхностная твердость, работающие при больших скоростях и повышенных удельных давлениях под действием ударных нагрузок. |
| 15ХФ | 20ХФ | Для некрупных деталей, подвергаемых цементации и закалке с низким отпуском (зубчатые колеса, поршневые пальцы, распределительные валики, плунжеры, копиры). |
| 40ХФА | 40Х, 65Г, 50ХФА, 30Х3МФ | В улучшенном состоянии шлицевые валы, штоки, установочные винты, траверсы, валы экскаваторов и другие детали, работающие при температуре до 400 °С; после закалки и низкого отпуска — червячные валы и другие детали повышенной износостойкости. |
| 40ХМФА | Замки насосно-компрессорных труб, шлицевые валы, штоки, шатуны, крепежные детали трубопроводов, работающие при температуре до 400 °С. | |
| 33ХС | Улучшаемые детали пружинного типа сравнительно небольших сечений, от которых требуется высокая прочность, износостойкость и упругость. | |
| 25ХГТ | 18ХГТ, 30ХГТ, 25ХГМ | Нагруженные зубчатые колеса и другие детали, твердость которых более HRC 59. |
| 38ХС | 40ХС | Валы, шестерни, муфты, пальцы и другие улучшаемые детали небольших размеров, от которых требуется высокая прочность, износостойкость и упругость. |
| 40ХС | 38ХС, 35ХГТ | Валы, шестерни, муфты, пальцы и другие улучшаемые детали небольших размеров, от которых требуется высокая прочность, износостойкость и упругость. |
| 20ХГСА | 30ХГСА | Ходовые винты, оси, валы, червяки и другие детали, работающие в условиях износа и при знакопеременных нагрузках при температурах до 200°С. |
| 25ХГСА | 20ХГСА | Ответственные сварные и штампованные детали, применяемые в улучшенном состоянии:ходовые винты, оси, валы, червяки, шатуны, коленчатые валы, штоки и другие детали. |
| 30ХГС | 40ХФА, 35ХМ, 40ХН, 35ХГСА | Различные улучшаемые детали: валы, оси, зубчатые колеса, тормозные ленты моторов, фланцы, корпуса обшивки, лопатки компрессорных машин, рычаги, толкатели, ответственные сварные конструкции, работающие при знакопеременных нагрузках, крепежные детали. |
| 30ХГСА | 40ХФА, 35ХМ, 40ХН, 25ХГСА,35ХГСА | Различные улучшаемые детали: валы, оси, зубчатые колеса, фланцы, корпуса обшивки, лопатки компрессорных машин,работающие при температуре до 400 °С; рычаги, толкатели, ответственные сварные конструкции, работающие при знакопеременных нагрузках, крепежные детали, работающие при низких температурах. |
| 35ХГСА | 30ХГС, 30ХГСА, 30ХГТ, 35М | Фланцы, кулачки, пальцы, валики, рычаги, оси, детали сварных конструкций и другие улучшаемые детали сложной конфигурации, работающие в условиях знакопеременных нагрузок. |
| 30ХМ(30ХМА) | 35ХМ, 35ХРА | Шестерни, валы, цапфы, шпильки, гайки и различные другие детали, работающие при температуре до 450-500 °С. |
| 35ХМ | 40Х, 40ХН, 30ХМ, 35ХГСА | Валы, шестерни, шпиндели, шпильки, фланцы,диски, покрышки, штоки и другие ответственные детали, работающие в условиях больших нагрузок и скоростей при температуре до 450-500 °С. |
| 38ХМА | Ответственные детали общего назначения в машиностроении. | |
| 14Х2ГМР | 14ХНМДФР | Тяжелонагруженные сварные детали и узлы. |
| 20ХН | 15ХР, 20ХНР, 18ХГТ | Шестерни, втулки, пальцы, детали крепежа и другие детали, от которых требуется повышенная вязкость и умеренная прокаливаемость. |
| 40ХН | 45ХН, 50ХН, 38ХГН, 40Х, 35ХГФ, 40ХНР, 40ХНМ, 30ХГВТ | Оси, валы, шатуны, зубчатые колеса, валы экскаваторов, муфты, валы-шестерни, шпиндели, болты, рычаги, штоки, цилиндры и другие ответственные нагруженные детали, подвергающиеся вибрационным и динамическим нагрузкам, к которым предъявляются требования повышенной прочности и вязкости. Валки рельсобалочных и крупносортных станов для горячей прокатки металла. Валки рельсобалочных и крупносортных станов для горячей прокатки металла. |
| 45ХН | 40ХН | Коленчатые валы, шатуны, шестерни, шпиндели, муфты, болты и другие ответственные детали. |
| 50ХН | 40ХН, 60ХГ | Валки для горячей прокатки, валы-шестерни, зубчатые колеса, бандажи, коленчатые валы, шатуны, болты, выпускные клапаны и другие крупные ответственные детали. |
| 20ХНР | 20ХН | Зубчатые колеса, вал-шестерни, червяки, кулачковые муфты, валики, пальцы, втулки и другие нагруженные крупные детали, работающие в условиях ударных нагрузок. |
| 12ХН2 (12ХН2А) | 20ХНР, 20ХГНР, 12ХН3А, 18ХГТ, 20ХГР | Шестерни, валы, червяки, кулачковые муфты, поршневые пальцы и другие цементуемые детали, к которым предъявляются требования повышенной прочности, пластичности и вязкости сердцевины и высокой поверхностной твердости, работающие под действием ударных нагрузок и при отрицательных температурах. |
| 12ХН3А | 12ХН2, 20ХН3А, 25ХГТ, 12Х2Н4А, 20ХНР | Шестерни, валы, червяки, кулачковые муфты, поршневые пальцы и другие цементуемые детали, к которым предъявляются требования повышенной прочности, пластичности и вязкости сердцевины и высокой поверхностной твердости, работающие под действием ударных нагрузок и при отрицательных температурах. |
| 20Х2М | Ст30, 22Х3М | Круглые детали, изготавливаемые методом ЭШС, днища, обечайки, колонны гидропрессов, поковки для деталей, работающих под давлением. |
| 12Х2Н4А | 0ХГРН, 12ХН2, 12ХН3А, 20Х2Н4А, 20ХГР | Зубчатые колеса, валы, ролики, поршневые пальцы и другие крупные особо ответственные цементуемые детали, к которым предъявляются требования повышенной прочности, пластичности и вязкости сердцевины и высокой поверхностной твердости, работающие под действием ударных нагрузок или при отрицательных температурах. |
| 25Х2Н4МА | Крупногабаритные шатуны и другие детали большой вязкости и прокаливаемости (для дизелестроения). | |
| 30ХН3А | 30Х2ГН2, 25Х2ГНТА, 34ХН2М | Венцы ведомых колес тяговых зубчатых передач электропоездов, шестерни и другие улучшаемые детали. Может применяться при температуре -80 °С (толщина стенки не более 100 мм). |
| 20ХН3А | 20ХГНР, 20ХНГ, 38ХА, 15Х2ГН2ТА, 20ХГР | Шестерни, валы, червяки, кулачковые муфты, поршневые пальцы и другие цементуемые детали, к которым предъявляются требования повышенной прочности, пластичности и вязкости сердцевины и высокой поверхностной твердости, работающие под действием ударных нагрузок и при отрицательных температурах. |
| 20Х2Н4А | 20ХГНР, 15ХГН2ТА, 20ХГНТР | Шестерни, валы, пальцы и другие цементуемые особо ответственные высоконагруженные детали, к которым предъявляются требования повышенной прочности, пластичности и вязкости сердцевины и высокой поверхностной твердости, работающие под действием ударных нагрузок или при отрицательных температурах. |
| 38ХГН | 38ХГНМ | Детали экскаваторов, крепеж, валы, оси, зубчатые колеса, серьги и другие ответственные детали, к которым предъявляются требования повышенной прочности. |
| 20ХГНР | 20ХН3А, 12ХН2, 12ХН3А | Зубчатые колеса, вал-шестерни, червяки, кулачковые муфты, валики, пальцы, втулки и другие ответственные детали, работающие в условиях ударных нагрузок. |
| 30ХГСН2А | Шестерни, фланцы, кулачки, пальцы, валики, оси, шпильки и другие ответственные тяжелонагруженные детали. | |
| 20ХН2М (20ХНМ) | 20ХГР, 15ХР, 20ХНР, 20ХГНР | Шестерни, полуоси, сателлиты, кулачки, шарниры и другие детали. |
| 30ХН2МА | Коленчатые валы, шатуны, ответственные болты, шпильки, диски, звездочки и другие ответственные детали, работающие в сложных условиях нагружения при нормальных, пониженных и повышенных температурах. | |
| 30Х3МФ | Детали судовых дизелей, плунжеры топливных насосов высокого давления, направляющие, тонкостенные гильзы и другие детали (в том числе прецизионные), которые должны обладать износостойкостью при высоких давлениях. | |
| 38Х2Ю | Трущиеся детали приборов, детали вспомогательных агрегатов, валики водяных насосов, работающие в подшипниках скольжения, плунжеры, направляющие втулки кондукторов. | |
| 38Х2Н2МА | Валы, шатуны, болты, шпильки и другие крупные особо ответственные тяжелонагруженные детали сложной конфигурации, применяемые в улучшенном состоянии. | |
| 40ХН2МА | 40ХГТ, 40ХГР, 30Х3МФ, 45ХН2МФА | Коленчатые валы, клапаны, шатуны, крышки шатунов, ответственные болты, шестерни, кулачковые муфты, диски и другие тяжелонагруженные детали. Валки для холодной прокатки металлов. |
| 40Х2Н2МА | 38Х2Н2МА | Крупные детали: валы, диски, редукторные шестерни, а также крепежные детали. |
| 38ХН3МА | 38ХН3ВА | Валы, оси, шестерни и другие особо ответственные детали. |
| 18Х2Н4МА (18Х2Н4ВА) | 15Х2ГН2ТРА, 20Х2Н4А | В цементованном и улучшенном состоянии применяется для ответственных деталей, к которым предъявляются требования повышенной прочности, износостойкости и вязкости, а также для деталей, подвергающихся высоким вибрационным и динамическим нагрузкам. Сталь может применяться при температуре от -70 до 450 °С. Сталь может применяться при температуре от -70 до 450 °С. |
| 30ХН3М2ФА | Диски паровых турбин. | |
| 38ХН3МФА | Наиболее ответственные тяжелонагруженные детали, работающие при температурах до 400°С. | |
| 45ХН2МФА | Торсионные валы, коробки передач и другие нагруженные детали, работающие при скручивающих повторно-переменных нагрузках и испытывающие динамические нагрузки. | |
| 20ХН4ФА | 18Х2Н4МА | Клапаны впуска, болты, шпильки и другие ответственные детали, работающие в коррозионной среде при повышенных температурах (300-400°С). |
| 38Х2МЮА | 38Х2ЮА, 38ХВФЮ, 20Х3МВФ, 38Х2Ю | Штоки клапанов паровых турбин, работающие при температуре до 450°С, гильзы цилиндров двигателей внутреннего сгорания, иглы форсунок, тарелки букс, распылители, пальцы, плунжеры, распределительные валики, шестерни, валы, втулки и другие детали. |
| 35ХН1М2ФА | Диски паровых турбин, оси, валы и другие особо ответственные крупные детали с высокими требованиями к механическим свойствам. | |
| 38Х2Н3М | Ответственные детали контейнеров с высокими требованиями по механическим свойствам при повышенных температурах. | |
| 34ХН1М | 38Х2НМ, 34ХН3М, 38Х2Н2МА, 40Х2Н2МА | Диски, валы, роторы турбин и компрессорных машин, валы экскаваторов, оси, муфты, шестерни, полумуфты, вал-шестерни, болты, силовые шпильки и другие особо ответственные высоконагруженные детали, к которым предъявляются высокие требования по механическим свойствам и работающие при температуре до 500°С. |
| 30ХН2МФА | 30ХН2ВФА | Валы, цельнокованные роторы, диски, детали редукторов, болты, шпильки и другие ответственные детали турбин и компрессорных машин, работающих при повышенных температурах. |
| 36Х2Н2МФА | 37ХН3МФА | Для крупных ответственных деталей-дисков, крепежных болтов и т. д. д. |
| 34ХН3М | 35ХНВ, 35ХГНМ, 38Х2НМ, 34ХН1М, 34ХН3МА, 34ХН3МФА | Крупные особо ответственные детали с высокими требованиями к механическим свойствам. |
| 38Х2НМ | 34ХН1М, 40ХН2МА | Ответственные детали тяжелого и транспортного машиностроения типа осей, валов и другие высоконагруженные детали, а также детали, используемые в условиях низких температур. |
| 38Х2НМФ | 4ХН1М, 40ХН2МА, 34ХН3М | Ответственные детали тяжелого и транспортного машиностроения типа осей, валов и другие высоконагруженные детали, а также детали, используемые в условиях низких температур. |
| 12К | Для изготовления деталей, частей котлов и сосудов, работающих под давлением при комнатной, повышенной и пониженной температурах. | |
| 15К | 20К | Фланцы, днища, цельнокованые и сварные барабаны паровых котлов, корпуса аппаратов и другие детали котлостроения и сосудов, работающих под давлением при температуре до 450°С. |
| 16К | Для изготовления деталей, частей котлов и сосудов, работающих под давлением при комнатной, повышенной и пониженной температурах. | |
| 18К | Для изготовления деталей, частей котлов и сосудов, работающих под давлением при комнатной, повышенной и пониженной температурах. | |
| 20К | 15К | Фланцы, днища, цельнокованые и сварные барабаны паровых котлов, корпуса аппаратов и другие детали котлостроения и сосудов, работающих под давлением при температуре до 450°С. |
| 22К | 25К | Фланцы, днища, цельнокованые и сварные барабаны паровых котлов, полумуфты, патрубки и другие детали , работающие под давлением при температуре от -40 до 450°С. |
| 12МХ | Различные детали, работающие при температуре до 530°С. | |
| 12Х1МФ | Различные детали, работающие при температуре 540 — 580°С. | |
| 25Х1МФ | Различные детали, работающие при температуре до 540°С. Крепежные детали, работающие при температуре от — 40 до 500°С. | |
| 25Х2М1Ф | Крепежные детали, работающие при температуре до 535°С, плоские пружины, болты, шпильки и другие детали. | |
| 20Х3МВФ | Крепеж и детали, работающие при температуре до 540 — 560°С. | |
| 15Х5М | Трубы, задвижки, крепеж и другие детали, от которых требуется сопротивляемость окислению при температуре до 600 — 650°С. | |
| 15ХМ | Различные детали, работающие при температуре от — 40 до 560°С под давлением. | |
| ШХ15 | ЩХ9, ШХ12, ШХ15СГ | Шарики диаметром до 150 мм, ролики диаметром до 23 мм, кольца подшипников с толщиной стенки до 14 мм, втулки плунжеров, плунжеры, нагнетательные клапаны, корпуса распылителей, ролики толкателей и другие детали, от которых требуется высокая твердость, износостойкость и контактная прочность. |
| ШХ15СГ | ХВГ, ШХ15, 9ХС, ХВСГ | Крупногабаритные кольца шарико- и роликоподшипников со стенками толщиной более 20 — 30 мм; шарики диаметром более 50 мм; ролики диаметром более 35 мм. |
| 95Х18 | Кольца, шарики и ролики подшипников, втулки, оси, стержни и другие детали,от которых требуются повышенная прочность и износостойкость и работающие при температуре до 500°С или подвергающиеся действию умеренных агрессивных сред(морской или речной воды, щелочных растворов, азотной и уксусной кислоты и др.). | |
| ШХ4 | Кольца железнодорожных подшипников. | |
| Ст65 | Ст60, 70 | Рессоры, пружины и другие детали, от которых требуются повышенные прочностные и упругие свойства, износостойкость; детали, работающие в условиях трения при наличии высоких статических и вибрационных нагрузок. |
| Ст70 | 65Г | Рессоры, пружины и другие детали, от которых требуются повышенные прочностные и упругие свойства, а также износостойкость. |
| Ст75 | Ст70, 80, 85 | Круглые и плоские пружины различных размеров, пружины клапанов двигателя автомобиля, пружины амортизаторов, рессоры, замковые шайбы, диски сцепления, эксцентрики, шпиндели, регулировочные прокладки и другие детали, работающие в условиях трения и под действием статических и вибрационных нагрузок. |
| Ст85 | Ст70, 75, 80 | Пружины, фрикционные диски и другие детали, к которым предъявляются требования высоких прочностных и упругих свойств и износостойкости. |
| 60Г | 65Г | Плоские и круглые пружины, рессоры, пружинные кольца и другие детали пружинного типа, от которых требуются высокие упругие свойства и износостойкость; бандажи, тормозные барабаны и ленты, скобы, втулки и другие детали общего и тяжелого машиностроения. |
| 65Г | Ст70, У8А, 70Г, 60С2А, 9ХС, 50ХФА, 60С2, 55С2 | Пружины, рессоры, упорные шайбы, тормозные ленты, фрикционные диски, шестерни, фланцы, корпуса подшипников, зажимные и подающие цанги и другие детали, которым предъявляются требования повышенной износостойкости, и детали, работающие без ударных нагрузок. |
| 55С2 | 0С2, 60С2, 35Х2АФ | Пружины и рессоры, применяемые в автомобилестроении, тракторостроении, железнодорожном транспорте и других отраслях машиностроения. |
| 60С2 | 5С2, 50ХФА | Тяжелонагруженные пружины, торсионные валы, пружинные кольца, цанги, фрикционные диски, шайбы пружинные. |
| 60С2А | 60С2Н2А, 60С2Г, 50ХФА | Тяжелонагруженные пружины, торсионные валы, пружинные кольца, цанги, фрикционные диски, шайбы Гровера и др. |
| 70С3А | Тяжелонагруженные пружины ответственного назначения. | |
| 55ХГР | Для изготовления рессорной полосовой стали толщиной 3 — 24 мм. | |
| 50ХФА | 60С2А, 50ХГФА, 9ХС | Тяжелонагруженные ответственные детали, к которым предъявляются требования высокой усталостной прочности, пружины, работающие при температуре до 300°С и другие детали. |
| 60С2Н2А | 60С2А, 60С2ХА | Ответственные и тяжелонагруженные пружины и рессоры. |
| 60С2Х2 | 60С2ХФА, 60С2Н2А | Для изготовления крупных высоконагруженных пружин и рессор ответственного назначения. |
| 60С2ХФА | 60С2А, 60С2ХА, 9ХС, 60С2ВА | Ответственные и тяжелонагруженные пружины и рессоры, изготовляемые из круглой калиброванной стали. |
| 65С2ВА | 60С2А, 60С2ХА | Ответственные и высоконагруженные пружины и рессоры. |
 Управляющая компания
Управляющая компанияСталь жаростойкая — Энциклопедия по машиностроению XXL
Назначение — клапаны авиадвигателей, автомобильных и тракторных дизельных двигателей, крепежные детали двигателей. Сталь жаростойкая и жаропрочная мартенситного класса обладает высокими механическими свойствами до 600 °С, однако при длительных выдержках при 500 °С и особенно при 600 °С ударная вязкость резко снижается до 150 кДж/м . [c.456]
[c.456]Назначение — изделия, работающие в окислительных средах, а также в атмосферных условиях, кроме морской атмосферы, в которой возможна точечная коррозия. Теплообменники, трубы. Сварные конструкции, не подвергающиеся действию ударных нагрузок и работающие при температуре не ниже —20 °С. Сталь жаростойкая, коррозионно-стойкая ферритного класса [c.476]
Назначение — конструкции, не подвергающиеся воздействию ударных нагрузок и работающие в основном в окислительных средах, например, раствора азотной кислоты. Применение в сварных конструкциях в основном ограничивается малыми сечениями деталей (до 3,0 мм). Не рекомендуется использовать для сварных конструкций, работающих в условиях ударных нагрузок. Предельная температура службы сварных конструкций не ниже —20 С. Сталь жаростойкая и коррозионно-стойкая ферритного класса. [c.479]
Назначение — рекомендуется для сварных конструкций, не подвергающихся действию ударных нагрузок при температуре эксплуатации не ниже —20 С. Трубы для теплообменной аппаратуры, работающей в агрессивных средах. Аппаратура, детали, чехлы термопар, электроды искровых зажигательных свечей, теплообменники. Сталь жаростойкая до 1100 С, коррозионно-стойкая ферритного класса.
[c.480]
Трубы для теплообменной аппаратуры, работающей в агрессивных средах. Аппаратура, детали, чехлы термопар, электроды искровых зажигательных свечей, теплообменники. Сталь жаростойкая до 1100 С, коррозионно-стойкая ферритного класса.
[c.480]
Назначение— поковки, бандажи для работы при 650—700 С, детали камер сгорания, хомуты, подвески и другие детали крепления котлов, муфелей для работы при температуре до 1100 Q бесшовные трубы. Сталь жаростойкая и жаропрочная аустенитного класса. [c.487]
Назначение — листовые детали, трубы, арматура (при пониженных нагрузках), работающие при 1000 С. Сталь жаростойкая, жаропрочная, аустенитного класса. [c.490]
Назначение — детали печей, работающие при температуре до 1100 С в воздушной и углеводородной атмос рах. Сталь жаростойкая аустенитного класса. [c.491]
Назначение — лист, проволока, трубы, лента, детали, работающие до 950 °С при умеренных напряжениях. Сталь жаростойкая, жаропрочная аустенитного класса.
[c.536]
Сталь жаростойкая, жаропрочная аустенитного класса.
[c.536]
Назначение — печные конвейеры, ящики для цементации и другие детали, работающие при высоких температурах в нагруженном состоянии. Сталь жаростойкая до 1000—1050 С, устойчива в науглероживающей среде, аустенито-ферритного класса. [c.605]
Хром способствует самозакаливанию стали и углублению закалки, повышает твердость стали и прочностные свойства, уменьшая пластические. В сочетании с кремнием он придает стали жаростойкость. ТТри низком содержании углерода высокохромистые [c.84]
Бекетов Б.И. Исследование влияния легирующих элементов на характер и кинетику высокотемпературного окисления и разработка ферритной стали, жаростойкой до 1100°С Автореф. канд. дис. М., 1971. [c.95]
Назначение. Клапаны впуска и выпуска автомобильных, тракторных и дизельных моторов, колосники, элементы теплообменников. Сталь жаростойкая и жаропрочная мартенситного класса. [c.276]
[c.276]
Сталь жаростойкая и жаропрочная мартенситного класса. [c.277]
Назначение. Головки форсунок, детали печных конвейеров. Сталь пригодна для длительной работы в ненагруженном состоянии. Сталь жаростойкая аустенитного класса. [c.351]
Сталь жаростойкая аустенитно-ферритного класса. [c.354]
Сталь жаростойкая и коррозионно-стойкая ферритного класса. [c.365]
Сталь жаростойкая аустенитного класса. [c.368]
Сталь жаростойкая до 800°С и жаропрочная до 700 С мартенситного класса. [c.539]
Сталь жаростойкая до 1000-1050 С, устойчивая в науглероживающей среде, аустенитно-ферритного класса. [c.561]
Кубический нитрид бора (эльбор, кубонит) имеет микротвердость 80-10 … 10-Ю МПа, обладает высокой химической устойчивостью к кислотам и щелочам, инертен к железу, имеет низкий коэффициент термического расширения, который возрастает с повышением температуры. Эльбор обычной прочности обозначают ЛО, повышенной прочности — ЛП. Применяют эльбор при чистовом шлифовании деталей из быстрорежущих и высоколегированных сталей, жаростойких и коррозионно-стойких сплавов.
[c.91]
Эльбор обычной прочности обозначают ЛО, повышенной прочности — ЛП. Применяют эльбор при чистовом шлифовании деталей из быстрорежущих и высоколегированных сталей, жаростойких и коррозионно-стойких сплавов.
[c.91]
Коррозионно-стойкие стали Жаростойкие стали [c.367]
Марка стали Жаростойкость. Температура образования окалины, °С Жаропрочность. Температура работы, °С [c.193]
Термодиффузионные покрытия придают изделиям из углеродистой стали жаростойкость и износостойкость это позволяет использовать такие стали в окислительной среде при высоких температурах взамен высоколегированных сталей. [c.136]
Это достигается двумя путями. Во-первых, для постройки реактора подбираются материалы, которые не реагируют на воздействие нейтронов и являются стойкими по отношению ко всем другим разрушительно действующим факторам. Для полной гарантии качества эти материалы исследуются вначале в реакторах, служащих специально для таких целей. Подобные исследования показали, что для строительства атомных реакторов наиболее пригодными материалами являются специальные стали, жаростойкий металл цирконий, а также алюминий и некоторые его сплавы.
[c.141]
Подобные исследования показали, что для строительства атомных реакторов наиболее пригодными материалами являются специальные стали, жаростойкий металл цирконий, а также алюминий и некоторые его сплавы.
[c.141]
Цель работы — получение на стали жаростойкого диффузионного покрытия и исследование влияния длительности или тем-, ператур процесса нанесения этого покрытия на его толщину. Работа состоит в получении диффузионного покрытия в порошкообразной смеси при различных выдержках или температурах и металлографическом определении толщины полученного покрытия. [c.156]
Сталь жаростойкая, жаропрочная и клапанная. Химический состав и свойства жаростойкой, жаропрочной и клапанной стали приведены в табл. 81. [c.150]
Для легирования стали часто применяют хром, который повышает ее прочность и твердость. Если хрома содержится более 1,5%, повышается сопротивляемость стали коррозии. Хром придает стали жаростойкость (окалиностойкость). Высокохромистые стали (с содержанием хрома выше 13%) относятся к категории нержавеющих. Хром затрудняет сварку стали.
[c.78]
Высокохромистые стали (с содержанием хрома выше 13%) относятся к категории нержавеющих. Хром затрудняет сварку стали.
[c.78]
Никель повышает вязкость стали, улучшает ее свариваемость. Хромоникелевая сталь жаростойка, имеет высокую прочность и большую сопротивляемость коррозии. [c.78]
Такая обработка изделия придает поверхностным слоям стали жаростойкость, износоустойчивость, сопротивление коррозии. [c.138]
В связи с рассмотренными условиями работы металлорежущих инструментов стали должны обладать следующими основными свойствами иметь высокую прочность, а для инструментов, подвергающихся динамическим нагрузкам, достаточную вязкость обладать высокой твердостью, достигающей в обычных условиях HR 62 — 66, а для резания чугуна и труднообрабатываемых сталей (жаростойких, нержавеющих и т. п.) HR 66—69 быть теплостойкими, особенно когда резание выполняется по труднообрабатываемым металлам и ведется с повышенной скоростью. [c.255]
[c.255]
Некоторые из указанных соединений уже нашли широкое применение, в частности карбиды и нитриды титана. Применение других соединений ограничено из-за крайней дефицитности ряда тугоплавких металлов и сложной технологии получения их соединений существующими методами. Однако уникальность их свойств, особенно таких, как высокая твердость, которая сохраняется при повышенных температурах, химическая инертность по отношению к конструкционным сталям, жаростойкость, коррозионная стойкость и т. д., позволяет предполагать, что часть из них найдет широкое применение в качестве покрытий. Особенно это относится к нитридам, карбонитридам, боридам, окислам и их смесям тугоплавких металлов. [c.35]
Назначение — сварные конструкции, не подвергающиеся действию ударных нагрузок при температуре эксплуатации не ниже —20°С спаи со стеклом. Аппаратура, детали, трубы пиролизных установок, теплообменники. Трубы для теп-лообменной аппаратуры, работающей в агрессивных средах. Сталь жаростойкая коррозионно-стойкая ферритного класса.
[c.482]
Сталь жаростойкая коррозионно-стойкая ферритного класса.
[c.482]
Назначение — детали, работающие при высоких температурах в слабонагру-женном состоянии. Сталь жаростойкая до 900—1000 °С, аустенитно-ферритного класса. [c.485]
Размеры 13 — 2ti9 Жаростойкая сталь — см. Сталь жаростойкая Жаростойкий силумин — см. Силумин жаростойкий [c.75]
Сталь жаропрочная — см. Сталь жаростойкая Сталь жаростойкая 3 — 491 —— окалиностойкая хромомолибденованадие-вая — Справочные карты 3 — 682 [c.279]
Теплоустойчивая сталь 3 — 494—см. также Сталь жаростойкая Тербий — Кристаллическая структура 3—310 Теребильные ленты зажимных транспортёров льнокомбайнов 12 — 146 — льнотеребильных машин — Расчёт скорости 12—140 Теребильные транспортёры свёклоуборочных машин 12—162 Термическая диссоциация 1 (1-я) — 370 [c.298]
Сталь жаростойкая в окислительной атмосфере, содержащей серу и сернистые соединения, углеродсодержащей, в водороде, вакууме, работает в контакте с высокоглиноземистой керамикой, не склонна к язвенной коррозии, склонна к провисанию при высоких температурах. 1е ьщеряа1вает резких динамичес
[c.359]
1е ьщеряа1вает резких динамичес
[c.359]
Дополиителыыэ данные. Сталь жаростойка до 650° склонна к воздушной закалке обладает пэвы ненкой коррозионной стойкостью в горячих нефтяных сернистых средах. [c.354]
Чугун немагнитный рекомендуется для изготовления ответственных деталей корпусов, оснований, плит, рамок и других подвергающихся механическим нагрузкам. Пластмассу на основе эпоксидных смол рекомендуют для заливки пространства между полюсами магнитов, стали жаростойкие (12Х18Н9Т, 12Х18Н10Т, и т. д.) — для изготовления ответственных деталей плит, оснований и др. [c.269]
Сталь 20Х23Н18 и 20Х25Н20С2 — детали камер сгорания, хомуты, подвески и другие детали крепления котлов, муфелей и др. для работы при температуре до 1100 °С. Сталь жаростойкая и жаропрочная. [c.650]
Жаростойкая сталь | Сталь и всё о стали
Жаростойкой, или жароупорной, называется сталь, способная выдерживать длительные нагревы в области высоких температур без значительного окисления, т. е. обладающая стойкостью против окалинообразования.
е. обладающая стойкостью против окалинообразования.
Так как образование окалины является результатом коррозионного воздействия газов с поверхности, то жаростойкость следует рассматривать как сопротивление металла газовой коррозии. Сопротивляемость газовой коррозии при высоких температурах нагрева достигается за счет образования на поверхности сплава защитных пленок окислов металлов.
Газовая коррозия при высоких температурах представляет химический процесс взаимодействия металлов преимущественно с кислородом и с другими газами. В результате этого на поверхности металлов первоначально образуется тонкая пленка окислов.
Если пленка окажется достаточно плотной, то она будет защищать металл от дальнейшего химического воздействия окружающей среды и коррозия прекратится. Наоборот, рыхлая (неплотная) пленка не способна защитить металл от воздействия среды, и процесс окалинообразования будет постепенно развиваться.
При нагревании обычной нелегированной стали образуется неплотная пленка окислов (главным образом, FeO и Fe304), не способная защищать сталь от дальнейшего воздействия среды. Поэтому такая сталь при длительном высокотемпературном нагреве все более превращается в окалину с поверхности.
Основным легирующим элементом современных жаростойких сталей является хром, образующий плотную защитную пленку окислов с поверхности. Чем выше содержание в стали хрома, тем больше ее жаростойкость. Например, обычная хромистая нержавеющая сталь, содержащая 12-14% С, жаростойка приблизительно до температуры 750-800°, хромистая сталь с 25% Сг — до 1000°, а сталь с 30-35% Сг- до 1100°.
Положительное влияние на повышение жаростойкости стали оказывают также такие добавки, как Si и А1 в количестве порядка нескольких процентов. В качестве типичной жаростойкой стали может быть указана марка Х25 фер-ритного класса (содержания: 0,20% С, ~1,0% Si и 25% Сг). Согласно сказанному при таком содержании хрома жаростойкость ее сохраняется приблизительно до 100°.
Применяется она в литом и иногда кованом состоянии для изготовления различных деталей печной арматуры, цепей печных конвейеров, ящиков для термической обработки металлов, частей металлических топок и других деталей, предназначенных для работы при высоких температурах, но не испытывающих значительных механических воздействий.
Как всякая сталь ферритного класса, она не может подвергаться закалке. Изделия из этой стали поступают в работу обычно без специальной термической обработки.
ГОСТ 7350-77* «Сталь толстолистовая коррозионно-стойкая, жаростойкая и жаропрочная. Технические условия»
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТАЛЬ
ТОЛСТОЛИСТОВАЯ
КОРРОЗИОННО-СТОЙКАЯ,
ЖАРОСТОЙКАЯ И ЖАРОПРОЧНАЯ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 7350-77
(СТ СЭВ 6434-88)
ГОСУДАРСТВЕННЫЙ
КОМИТЕТ СССР
ПО УПРАВЛЕНИЮ КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
СТАЛЬ ТОЛСТОЛИСТОВАЯ КОРРОЗИОННО-СТОЙКАЯ, ЖАРОСТОЙКАЯ И ЖАРОПРОЧНАЯ Технические условия Plate steel, corrosion-resistant, |
ГОСТ (CT СЭВ 6434-88) |
Срок действия с 01.01.79
до 01.01.94
Настоящий стандарт распространяется на толстолистовую, горячекатаную и холоднокатаную коррозионно-стойкую, жаростойкую и жаропрочную сталь, изготовляемую в листах.
Стандарт полностью соответствует СТ СЭВ 6434-88.
1.1. Толстолистовую коррозионно-стойкую, жаростойкую и жаропрочную сталь подразделяют:
по состоянию материала и качеству поверхности на группы:
холоднокатаная нагартованная — h2,
холоднокатаная полунагартованная — ПН1,
холоднокатаная, термически обработанная, травленая или после светлого отжига — М2а, М3а, М4а, М5а,
холоднокатаная термически обработанная — М5в,
горячекатаная термически обработанная,
травленая или после светлого отжига — М2б, М3б, М4б, М5б,
горячекатаная термически обработанная нетравленая — М5г,
горячекатаная без термической обработки и нетравленая - М5д;
по точности прокатки:
повышенной точности — А,
нормальной точности — Б;
по виду кромок на:
обрезную — О;
необрезную — НО;
по неплоскостности листов с временным сопротивлением 690 Н/мм2 (70 кгс/мм2) и менее на:
особо высокую плоскостность — ПО; высокую плоскостность - ПВ,
улучшенную плоскостность — ПУ,
нормальную плоскостность — ПН.
(Измененная редакция, Изм. № 2).
1.2. Допускается изготовлять толстолистовую сталь с точностью прокатки более высокой, чем указано в заказе.
2.1. Горячекатаную толстолистовую сталь изготовляют толщиной от 4 до 50 мм, холоднокатаную от 4 до 5 мм.
2.2. Форма, размеры и предельные отклонения по размерам толстолистовой стали должны соответствовать требованиям:
для горячекатаной — ГОСТ 19903-74,
для холоднокатаной — ГОСТ 19904-74.
Горячекатаные листы толщиной более 20 мм с обрезной кромкой изготовляют по соглашению изготовителя с потребителем.
Горячекатаные листы повышенной точности прокатки А изготовляют по требованию потребителя.
(Измененная редакция, Изм. № 2).
2.3. Неплоскостность листов должна соответствовать указанной в табл. 1.
Таблица 1
|
Временное сопротивление, Н/мм2 (кгс/мм2) |
Неплоскостность листов на 1 м длины, мм |
|
|
горячекатаные |
холоднокатаных |
|
|
До 690 (70) включ. |
По ГОСТ 19903-74 (ПО, ПВ, ПУ, ПН) |
По ГОСТ 19904-74 (ПО, ПВ, ПУ, ПН) |
|
Св. 690 до 830 (св. 70 до 85) включ. |
15 |
25 |
|
Св. 830 (85) |
25 |
По согласованию изготовителя с потребителем |
Примечания:
1. По требованию потребителя горячекатаные листы толщиной 4-5 мм изготовляют особо высокой плоскостности (ПО), толщиной 6 мм и более — с повышенной (ПВ) и улучшенной (ПУ) плоскостностью.
2. По соглашению изготовителя с потребителем листы толщиной более 20 мм изготовляют без правки. В этом случае неплоскостность не должна превышать 30 мм на 1 м длины.
3. Для листов в термически обработанном состоянии без травления неплоскостность не нормируется.
Примеры условных обозначений
Сталь холоднокатаная, термически обработанная, травленая, толстолистовая, марки 12X18h20T, М2а группы поверхности, повышенной точности прокатки, с обрезной кромкой, улучшенной плоскостности, размером 5´1250´2500 мм:
То же, горячекатаная, термически обработанная, травленая, толстолистовая, марки 20X13, М3б группы поверхности, с необрезной кромкой, нормальной плоскостности, размером 40´400´3000 мм:
(Измененная редакция, Изм. № 2, 3).
3.1. Толстолистовую сталь изготовляют следующих марок: 20X13, 09Х16Н4Б, 12X13, 14X17h3, 08X13, 12X17, 08Х17Т, 15Х25Т, 07Х16Н6, 09Х17Н7Ю, 03X18h21, 03Х17Н14М3, 08Х22Н6Т, 12X21H5T, 08X21Н6М2Т, 20Х23Н13, 08Х18Г8Н2Т, 15Х18Н12С4ТЮ, 10Х14Г14Н4Т, 12Х17Г9АН4, 08Х17Н13М2Т, 10X17Н13М2Т, 10X17h23M3T, 08Х17Н15М3Т, 12Х18Н9, 17X18Н9, 12Х18Н9Т, 04Х18Н10, 08Х18Н10, 08Х18Н10Т, 12Х18Н10Т, 08Х18Н12Т, 12Х18Н12Т, 08Х18Н12Б, 03Х21Н21М4ГБ, 03Х22Н6М2, 03Х23Н6, 20Х23Н18, 12X25Н16Г7АР, 06ХН28МДТ, 03ХН28МДТ, 15Х5М.
(Измененная редакция, Изм. № 2, 3).
3.1а. Толстолистовую сталь изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
(Введен дополнительно, Изм. № 2).
3.2. Химический состав стали всех марок — по ГОСТ 5632-72, кроме стали марки 15Х5М, химический состав которой должен соответствовать указанному в ГОСТ 20072-74.
Химический состав марок 03Х23Н6 и 03Х22Н6М2 должен соответствовать табл. 1а.
3.3. В листах не должно быть следов усадочной раковины, расслоений, инородных включений и пузырей.
3.4. Механические свойства термически обработанных листов должны соответствовать нормам, указанным в табл. 2.
3.5. Механические свойства листов, определенные на контрольных термически обработанных образцах, должны соответствовать нормам, указанным в табл. 3.
Таблица 1а
|
Марка стали |
Массовая доля элементов, % |
|||||||
|
Углерод |
Кремний |
Сера |
Фосфор |
Марганец |
Хром |
Никель |
Молибден |
|
|
не более |
||||||||
|
03X23Н6 |
0,03 |
0,4 |
0,020 |
0,035 |
1,0-2,0 |
22,0-24,0 |
5,6-6,3 |
— |
|
03Х22Н6М2 |
0,03 |
0,4 |
0,020 |
0,035 |
1,0-2,0 |
21,0-23,0 |
5,5-6,5 |
1,8-2,5 |
Примечания:
1. Допускается в готовом прокате отклонение по массовой доле: кремния +0,4 %, серы +0,005 %, никеля ±0,2 %, хрома +0,5 %.
2. В стали марки 03Х22Н6М2 допускается увеличение массовой доли молибдена +0,2 %.
3. Допускается массовая доля остаточного титана не более 0,05 %, прочих остаточных элементов — по ГОСТ 5632-72.
(Измененная редакция, Изм. № 2).
3.6. Механические свойства нагартованных и полунагартованных листов не нормируются, но определяются обязательно. Нормы устанавливаются по соглашению изготовителя с потребителем.
3.7. По виду и качеству поверхности листы должны соответствовать требованиям, указанным в табл. 4.
3.8 Листы из стали марок 09Х17Н7Ю, 03Х18Н11, 03Х17Н14М3, 08Х22Н6Т, 08Х21Н6М2Т, 10Х14Г14Н4Т, 12Х17Г9АН4, 08Х17Н13М2Т, 10Х17Н13М2Т, 10Х17Н13М3Т, 08Х17Н15М3Т, 12Х18Н9, 12Х18Н9Т, 04Х18Н10, 08Х18Н10, 08Х18Н10Т, 12Х18Н10Т, 08Х18Н12Т, 12Х18Н12Т, 08Х18Н12Б, 08Х18Г8Н2Т, 03Х21Н21М4ГБ, 03Х22Н6М2; 03Х23Н6, 06ХН28МДТ, 03ХН28МДТ не должны обладать склонностью к межкристаллитной коррозии.
Нормы межкристаллитной коррозии для стали марок 03Х22Н6М2 и 03Х23Н6 не являются обязательными до 01.01.93 г. Определение обязательно для набора данных.
(Измененная редакция, Изм. № 2, 3).
3.9. По требованию потребителя листы изготовляют с нормированием:
а) склонности к охрупчиванию стали марки 12Х21Н5Т. Режим термической обработки и нормы должны соответствовать указанным в табл. 5.
б) шероховатости поверхности нагартованной и полунагартованной стали;
в) альфа-фазы в аустенитных сталях;
г) склонности к межкристаллитной коррозии для стали марок, не указанных в ГОСТ 6032-84;
Таблица 2
|
Марка стали |
Режим термической обработки |
Временное сопротивление sВ, Н/мм2 (кгс/мм2) |
Предел текучести sт, Н/мм2 (кгс/мм2) |
Относительное удлинение δ5, % |
Ударная вязкость КС U, Дж/см2 (кгс·м/см2) |
|
не менее |
|||||
|
15Х5М |
Отжиг при 840-870°, охлаждение на воздухе |
470 (48) |
235 (24) |
18 |
— |
|
20X13 |
Нормализация или закалка при 1000-1050 °С, охлаждение на воздухе, отпуск при 680-780 °С, охлаждение с печью или на воздухе |
510 (52) |
375 (38) |
20 |
— |
|
Отжиг по режиму изготовителя |
Не более 750 (76) |
|
|
|
|
|
14X17112* |
Отжиг или отпуск при 650-700 °С |
По согласованию изготовителя с потребителем |
|||
|
09X16Н4Б |
Отжиг по режиму изготовителя |
не более 1030 (105) |
— |
13 |
— |
|
12X13 |
Закалка при 960-1020 °С, охлаждение на воздухе, отпуск при 680-780 °C, охлаждение на воздухе или с печью |
490 (50) |
345 (35) |
21 |
— |
|
Отжиг по режиму изготовителя |
Не более 650 (66) |
250 (25) |
15 |
— |
|
|
08X13 |
Закалка при 960-1020 °С, охлаждение в воде или на воздухе, отпуск при 680-780 °С, охлаждение на воздухе или с печью |
420 (43) |
295 (30) |
23 |
— |
|
Отжиг по режиму изготовителя |
Не более 650 (66) |
250 (25) |
15 |
— |
|
|
12X17* |
Отжиг или отпуск при 760-780 °C, охлаждение на воздухе или с печью |
440 (45) |
— |
18 |
— |
|
08X17Т* |
Отжиг или отпуск при 760-780 °С, охлаждение на воздухе |
440 (45) |
— |
18 |
— |
|
15Х2Т* |
Отжиг или отпуск при 740-780 °С, охлаждение в воде |
440 (45) |
— |
14 |
20 (2) |
|
08Х22Н6Т |
Закалка при 1000-1050 °С, охлаждение в воде |
590 (60) |
345 (35) |
18 |
59 (6) |
|
03Х23Н6 |
Закалка 1030-1050 °С, охлаждение в воде |
590 (60) |
345 (35) |
25 |
— |
|
12Х21Н5Т* |
Закалка при 950-1050 °С, охлаждение в воде или на воздухе |
690 (70) |
390 (40) |
14 |
— |
|
08Х21Н6М2Т |
Закалка при 1050±25 °С, охлаждение в воде |
590 (60) |
345 (35) |
20 |
59 (6) |
|
03Х22Н6М2 |
Закалка при 1030-1050 °С, охлаждение в воде |
590 (60) |
345 (35) |
25 |
— |
|
20Х23Н13* |
Закалка при 1030-1120 °С, охлаждение в воде |
570 (58) |
— |
35 |
— |
|
10Х14Г14Н4Т |
Закалка при 1050-1080 °С, охлаждение в воде или на воздухе |
590 (60) |
245 (25) |
40 |
— |
|
12Х17Г9АН4* |
Закалка при 1030-1100 °С, охлаждение в воде |
690 (70) |
345 (35) |
40 |
— |
|
10Х17Н13М2Т |
Закалка при 1030-1080 °С, охлаждение в воде или на воздухе |
530 (54) |
235 (24) |
37 |
— |
|
08Х17Н13М2Т |
Закалка при 1030-1080 °С, охлаждение в воде или на воздухе |
510 (52) |
196 (20) |
40 |
— |
|
10Х17Н13М3Т |
Закалка при 1030-1080 °С, охлаждение в воде или на воздухе |
530 (54) |
235 (24) |
37 |
— |
|
08Х17Н15М3Т* |
Закалка при 1030-1080 °С, охлаждение в воде или на воздухе |
510 (52) |
196 (20) |
40 |
— |
|
17Х18Н9 |
Закалка при 1080-1120 °С, охлаждение в воде |
590 (60) |
265 (27) |
35 |
— |
|
12Х18Н9 |
Закалка при 1050-1120 °С, охлаждение в воде или под водяным душем |
530 (54) |
215 (22) |
38 |
— |
|
12Х18Н9Т |
Закалка при 1030-1080 °С, охлаждение в воде или на воздухе |
530 (54) |
215 (22) |
38 |
— |
|
08X18Н10 |
Закалка при 1050-1100 °С, охлаждение в воде или на воздухе |
510 (52) |
205 (21) |
43 |
— |
|
04X18Н10 |
Закалка при 1050-1100 °С, охлаждение в воде или на воздухе |
490 (50) |
175 (18) |
45 |
— |
|
12Х18Н10Т |
Закалка при 1000-1080 °С, охлаждение в воде или на воздухе |
530 (54) |
235 (24) |
38 |
— |
|
08Х18Н10Т |
Закалка при 1000-1080 °С, охлаждение в воде или ни воздухе |
510 (52) |
205 (21) |
43 |
— |
|
12X18Н12Т |
Закалка при 1030-1080 °С, охлаждение в воде или на воздухе |
530 (54) |
235 (24) |
38 |
— |
|
08Х18Н12Т |
Закалка при 1030-1080 °С, охлаждение в воде или на воздухе |
510 (52) |
205 (21) |
43 |
— |
|
08Х18Н12Б |
Закалка при 1000-1100 °С, охлаждение в воде или на воздухе |
510 (52) |
205 (21) |
40 |
— |
|
20Х23Н18 |
Закалка при 1030-1130 °С, охлаждение в воде |
540 (55) |
265 (27) |
35 |
— |
|
03Х28МДТ* |
Закалка при 1040-1080 °С, охлаждение в воде |
540 (55) |
215 (22) |
35 |
— |
|
12Х25Н16Г7АР* |
Закалка при 1050-1150 °С, охлаждение в воде или на воздухе |
740 (75) |
390 (40) |
50 |
— |
|
15Х18Н12С4ТЮ* |
Закалка при 1020-1050 °С, охлаждение в воде или на воздухе |
690-930 (70-95) |
345 (35) |
30 |
— |
|
07X16Н6 |
Нормализация при (1040±10) °С, охлаждение на воздухе |
не более 1180 (120) |
не более 390 (40) |
15 |
— |
|
03Х21Н21М4ГБ* |
Закалка при 1060-1120 °С, охлаждение в воде или под водяным душем |
590 (60) |
295 (30) |
30 |
— |
|
08Х18Г8Н2Т |
Закалка при 980-1020 °С, охлаждение в воде или под водяным душем |
590 (60) |
345 (35) |
20 |
59 (6) |
|
09X17H7Ю |
Закалка при 1030-1070 °С, охлаждение на воздухе, двукратный первый отпуск при 740-760 °С, охлаждение на воздухе или в воде, второй отпуск при 580-680 °С, охлаждение на воздухе |
830 (85) |
не более 735 (75) |
12 |
49 (5) |
|
06ХН28МДТ |
Закалка 950-1080 °С, охлаждение в воде |
540 (55) |
215 (22) |
35 |
— |
|
03Х18Н11 |
Закалка при 1080-1100 °С, охлаждение в воде или на воздухе |
490 (50) |
196 (20) |
40 |
— |
|
03Х17Н14М3 |
Закалка при 1080-1100 °С, охлаждение в воде или на воздухе |
490 (50) |
196 (20) |
40 |
— |
* Для листов толщиной свыше 25 мм механические свойства не нормируются, определение обязательно.
Примечание. Отжиг листов из стали марок 20X13, 12X13, 08X13 проводят по требованию потребителя. Нормы не являются обязательными до 01.01.94. Определение обязательно для набора данных.
(Измененная редакция, Изм. № 2, 3).
Таблица 3
|
Марка стали |
Режим термической обработки образцов |
Временное сопротивление sВ, Н/мм2 (кгс/мм2) |
Предел текучести sт, Н/мм2 (кгс/мм2) |
Относительное удлинение δ5, % |
Ударная вязкость КС U, Дж/см2 (кгс·м/см2) |
|
не менее |
|||||
|
14Х17Н2 |
Закалка при 960-1050 °С, охлаждение в воде или на воздухе, отпуск при 275-350 °С, охлаждение на воздухе |
1080 (110) |
885 (90) |
10 |
— |
|
09X16Н4Б |
Закалка при 950-980 °С, охлаждение на воздухе, отпуск при 300-350 °С, охлаждение на воздухе |
1230 (125) |
980 (100) |
8 |
— |
|
07Х16Н6 |
Нормализация при (975±10) °С, обработка холодом при — 70 °С 2 ч., отпуск при (425±10) °С 1 ч, охлаждение на воздухе |
1080 (110) |
835 (85) |
10 |
— |
Примечание. По соглашению изготовителя с потребителем допускается изменение режима термической обработки с соответствующим изменением норм механических свойств.
(Измененная редакция, Изм. № 2).
Таблица 4
|
Группа поверхности |
Условное обозначение группы |
Состояние материала |
Характеристика поверхности |
Наименование допускаемых дефектов поверхности |
Максимальная глубина залегания дефектов |
|
1 |
Н1 ПН1 |
Нагартованные (Н) и полунагартованные (ПН) |
Блестящая, без пузырей-вздутий, раскатанных пузырей, плен, рябизны, перетрава, с незначительной разницей оттенков |
Царапины, забоины, отпечатки, риски, раскатанные отпечатки |
1/2 суммы предельных отклонений по толщине |
|
2 |
М2а |
а) Холоднокатаные, термически обработанные, травленые или после светлого отжига |
Серебристо-матовая или блестящая, без пузырей-вздутий, раскатанных пузырей, плен, трещин, окалины и перетрава |
Рябизна, царапины, забоины, отпечатки, риски, раскатанные отпечатки |
Глубина, не выводящая лист за предельные отклонения |
|
М2б |
б) Горячекатаные, термически обработанные, травленые или после светлого отжига |
То же и раковины |
|||
|
3 |
М3а |
а) Холоднокатаные, термически обработанные или после отжига |
Рябизна, царапины, отпечатки, забоины, риски, раскатанные отпечатки |
1/2 суммы предельных отклонений по толщине |
|
|
М3б |
б) Горячекатаные, термически обработанные, травленые или после светлого отжига |
То же и раковины |
|||
|
4 |
М4а |
а) Холоднокатаные, термически обработанные, травленые или после светлого отжига |
Рябизна, царапины, отпечатки, забоины, риски, раскатанные отпечатки |
Сумма предельных отклонений по толщине |
|
|
М4б |
б) Горячекатаные, термически обработанные, травленые или после светлого отжига |
То же и раковины |
|||
|
5 |
М5а |
а) Горячекатаные, термически обработанные, травленые или после светлого отжига |
Матовая с серым оттенком или блестящая, без пузырей-вздутий, |
Рябизна, царапины, отпечатки, забоины, риски, мелкие прокатные плены, раскатанные отпечатки |
Сумма предельных отклонений по толщине |
|
М5б |
б) Горячекатаные, термически обработанные, травленые или после светлого отжига |
раскатанных пузырей, трещин, окалины и перетрава |
То же и раковины |
||
|
М5в |
в) Холоднокатаные, термически обработанные |
Темная |
Рябизна, царапины, отпечатки, забоины, риски, мелкие прокатные плены, раскатанные отпечатки, окалины |
||
|
М5г |
г) Горячекатаные, термически обработанные |
Рябизна, царапины, отпечатки, забоины, риски, мелкие прокатные плены, раковины, раскатанные отпечатки, окалина |
|||
|
5д |
д) Горячекатаные, термически необработанные и нетравленые |
То же |
Примечания:
1. Требования к качеству поверхности термически обработанной стали по количеству и характеру дефектов могут уточняться по соглашению сторон по эталонам.
2. Допускается местная пологая зачистка поверхности, при этом глубина зачистки не должна превышать норм глубины залегания допускаемых дефектов. Поджоги от зачистки не допускаются.
3. По требованию потребителя листы изготовляют без зачистки и вырезки недопустимых дефектов.
4. Цвета побежалости и различные оттенки от травления на холоднокатаных и горячекатаных термически обработанных листах, травленых или после светлого отжига, не являются браковочным признаком.
5. Заварка дефектов на листах допускается по соглашению с потребителем.
(Измененная редакция, Изм. № 2).
д) ударной вязкости сталей, для которых в табл. 2 ударная вязкость не указана;
е) величины зерна;
ж) механических свойств горячекатаных листов, поставляемых без термической обработки и травления;
з) механических свойств при повышенных температурах;
и) загрязненности стали неметаллическими включениями;
к) механических свойств, отличных от указанных в табл. 2.
Примечание. Нормы по подпунктам б, в, д, е, ж, з, и, к, а также методы контроля по подпунктам в, г устанавливаются но соглашению изготовителя с потребителем.
Таблица 5
|
Режим термической обработки |
Толщина листа, мм |
Тип образца |
Ударная вязкость КС U, Дж/см2 (кгс·м/см2), не менее |
|
Нагрев до 550 °С, выдержка 1 ч, охлаждение с печью со скоростью 100 °С/ч до 300 °С, затем охлаждение на воздухе |
До 10 |
Тип VIII по ГОСТ 6996-60 |
39 (4,0) 29 (3,0) |
|
Св. 10 |
Тип I по ГОСТ 9454-78 |
|
3.10. По требованию потребителя листы изготовляют:
а) с проверкой склонности к межкристаллитной коррозии стали марок 08Х17Т, 15Х25Т и 07Х16Н6;
б) с проверкой внутренних дефектов неразрушающими методами. Нормы устанавливаются по соглашению изготовителя с потребителем;
в) без механических или других испытаний при условии обеспечения норм, установленных в настоящем стандарте;
г) с контролем твердости термически обработанных листов;
д) с испытанием на изгиб.
(Измененная редакция, Изм. № 2, 3).
4.1. Листовую сталь принимают партиями. Партия должна состоять из металла одной плавки, одного состояния материала, одной толщины, а для термически обработанной стали — одного режима термической обработки. В одну партию могут быть объединены листы, отличающиеся по толщине не более 40 % — для листов толщиной от 4 до 12 мм, не более 5 мм - для листов толщиной свыше 12 мм.
По соглашению изготовителя с потребителем допускаются партии, состоящие из нескольких плавок одной марки или одной плавки листов разной толщины.
(Измененная редакция, Изм. № 3).
4.1.1. Каждая партия должна сопровождаться документом о качестве по ГОСТ 7566-81 с дополнениями:
результатов испытаний механических свойств нагартованных и полунагартованных листов и листов толщиной свыше 25 мм;
результатов испытаний листов из стали марок 03Х22Н6М2 и 03Х23Н6 на склонность к межкристаллитной коррозии;
результатов проверки листов на внутренние дефекты;
результатов контроля твердости.
(Введен дополнительно, Изм. № 2).
4.2. Контролю поверхности, неплоскостности и размеров подвергают все листы партии.
Изготовителю разрешается контролировать неплоскостность и размеры листов выборочно, но не менее чем на одном листе каждой толщины в партии.
4.3. Для проверки качества листов отбирают:
для испытания на растяжение, определения ударной вязкости, величины зерна и шероховатости поверхности — один лист от партии;
для определения склонности к межкристаллитной коррозии — по ГОСТ 6032-84;
для определения загрязненности стали неметаллическими включениями — по ГОСТ 1778-70;
для проверки химического состава — по ГОСТ 7565-81.
Для проверки механических свойств, склонности к межкристаллитной коррозии, загрязненности неметаллическими включениями и величины зерна допускается от партии, состоящей из листов разной толщины и одного режима термической обработки, отбирать лист наибольшей толщины.
4.4. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей повторные испытания проводят на выборке, отобранной по ГОСТ 7566-81.
5.1. Отбор проб для определения химического состава стали — по ГОСТ 7565-81. Химический состав определяют по ГОСТ 20560-81, ГОСТ 12344-88, ГОСТ 12345-88, ГОСТ 12346-78, ГОСТ 12347-77, ГОСТ 12348-78, ГОСТ 12349-83, ГОСТ 12350-78, ГОСТ 12351-81, ГОСТ 12352-81, ГОСТ 12353-78, ГОСТ 12354-81, ГОСТ 12355-78, ГОСТ 12356-81, ГОСТ 12357-84, ГОСТ 12358-82, ГОСТ 12359-81, ГОСТ 12360-82, ГОСТ 12361-82, ГОСТ 12362-79, ГОСТ 12363-79, ГОСТ 12364-84, ГОСТ 12365-84 или другими методами, обеспечивающими требуемую точность анализа.
5.2. Качество поверхности проверяют без применения увеличительных приборов.
5.3. Измерение толщины листов и неплоскостности производят по ГОСТ 19903-74 и ГОСТ 19904-74. Размеры и форму листов проверяют измерительным инструментом, обеспечивающим необходимую точность измерения.
5.4. Отбор и подготовку проб для механических испытаний производят по ГОСТ 7564-73 поперек направления прокатки, а для стали марки 09Х17Н7Ю — вдоль направления прокатки.
От каждого контрольного листа отбирают:
для испытания на растяжение и определения шероховатости поверхности по одному образцу;
для определения ударной вязкости и величины зерна — по два образца.
5.5. Испытание на растяжение при комнатной температуре проводят по ГОСТ 1497-84, при повышенной температуре — по ГОСТ 9651-84 на коротких образцах.
(Измененная редакция, Изм. № 2).
5.6. Ударную вязкость определяют только для листов толщиной 11 мм и более по ГОСТ 9454-78 на образцах типа 1.
5.7. Шероховатость поверхности определяют в соответствии с требованиями ГОСТ 2789-73 профилографом — профилометром по ГОСТ 19300-86 или сравнением с рабочими образцами.
(Измененная редакция, Изм. № 2).
5.10. Испытание стали на склонность к межкристаллитной коррозии проводят по ГОСТ 6032-75.
Листы без термической обработки на склонность к межкристаллитной коррозии не проверяют.
При получении неудовлетворительных результатов испытаний по методам АМУ и ВУ по согласованию изготовителя с потребителем допускается проводить повторные испытания соответственно по методам АМ и В;
Испытание стали марок 03Х23Н6 и 03Х22Н6М2 на склонность к межкристаллитной коррозии проводят по методу ДУ ГОСТ 6032-84.
Листы из стали марки 03Х22Н6М2 контролируются в закаленном состоянии, а из стали марки 03Х23Н6 — в состоянии закалки и последующего отпуска при 550 °С в течение 1 ч.
5.11. Отсутствие в листах внутренних дефектов, указанных в п. 3.3, обеспечивается технологией производства стали и листов.
Контроль осуществляется визуально на кромках листов.
Ультразвуковой контроль внутренних дефектов проводят по требованию потребителя по нормативно-технической документации.
(Измененная редакция, Изм. № 2).
5.12. Для испытания механических свойств и отсутствия склонности к межкристаллитной коррозии допускается применять статистические методы контроля, утвержденные в установленном порядке.
5.13. Определение твердости проводят по ГОСТ 9012-59 на заготовках для изготовления образцов на растяжение.
5.14. Испытание на изгиб проводят по ГОСТ 14019-80.
5.13; 5.14. (Введен дополнительно, Изм. № 2).
6.1. Упаковка, маркировка, транспортирование и хранение — по ГОСТ 7566-81.
(Измененная редакция, Изм. № 2).
6.2. (Исключен, Изм. № 2).
6.3. При упаковке листов в пачки каждая пачка должна состоять из листов одной партии. Допускается упаковывать в одну пачку листы разных партий, изготовленных из одной плавки. В этом случае партии должны разделяться прокладками. Допускается повязка пачек горячекатаных нетравленных листов поперечными обвязками в количестве, равном сумме продольных и поперечных обвязок, предусмотренных ГОСТ 7566-81. При этом не должно быть смещения листов в пачки при транспортировании. Вместо маркировки верхнего листа пачки допускается наносить маркировку на металлическую карту размером не менее 200´290 мм, прочно прикрепляемую не менее чем в двух местах к упаковочной ленте на верх пачки.
ПРИЛОЖЕНИЕ. (Исключено, Изм. № 1).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР
РАЗРАБОТЧИКИ
И. Н. Голиков, д-р техн. наук; Р. И. Трубецкова; Э. Г. Фельдгандлер; С. С. Грацианова; О. И. Путимцева
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 21.07.77 № 1786
3. Стандарт полностью соответствует СТ СЭВ 6434-88
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 1497-84 |
5.5 |
|
ГОСТ 1778-70 |
4.3; 5.8 |
|
ГОСТ 2789-73 |
5.7 |
|
ГОСТ 5632-72 |
3.2 |
|
ГОСТ 5639-82 |
5.9 |
|
ГОСТ 6032-84 |
3.9, 4.3, 5.10 |
|
ГОСТ 6996-66 |
3.9 |
|
ГОСТ 7564-73 |
5.4 |
|
ГОСТ 7565-81 |
4.3, 5.1 |
|
ГОСТ 7566-81 |
4.1, 6.1, 6.3 |
|
ГОСТ 9012-59 |
5.13 |
|
ГОСТ 9454-78 |
3.9, 5.6 |
|
ГОСТ 9651-84 |
5.5 |
|
ГОСТ 12344-88 |
5.1 |
|
ГОСТ 12345-88 |
5.1 |
|
ГОСТ 12346-78 |
5.1 |
|
ГОСТ 12347-77 |
5.1 |
|
ГОСТ 12348-78 |
5.1 |
|
ГОСТ 12349-83 |
5.1 |
|
ГОСТ 12350-78 |
5.1 |
|
ГОСТ 12351-81 |
5.1 |
|
ГОСТ 12352-81 |
5.1 |
|
ГОСТ 12353-78 |
5.1 |
|
ГОСТ 12354-81 |
5.1 |
|
ГОСТ 12355-78 |
5.1 |
|
ГОСТ 12356-81 |
5.1 |
|
ГОСТ 12357-84 |
5.1 |
|
ГОСТ 12358-82 |
5.1 |
|
ГОСТ 12359-81 |
5.1 |
|
ГОСТ 12360-82 |
5.1 |
|
ГОСТ 12361-82 |
5.1 |
|
ГОСТ 12362-79 |
5.1 |
|
ГОСТ 12363-79 |
5.1 |
|
ГОСТ 12364-84 |
5.1 |
|
ГОСТ 12365-84 |
5.1 |
|
ГОСТ 14019-80 |
5.14 |
|
ГОСТ 19300-86 |
5.7 |
|
ГОСТ 19903-74 |
2.2, 2.3, 5.3 |
|
ГОСТ 19904-74 |
2.2, 2.3, 5.3 |
|
ГОСТ 20072-74 |
3.2 |
|
ГОСТ 20560-81 |
5.1 |
5. Срок действия продлен до 01.01.94 (Постановление Госстандарта СССР от 29.06.88 № 2556)
6. Переиздание (октябрь 1990 г.) с Изменениями 1, 2, 3, утвержденными в ноябре 1987 г., июне 1988 г., октябре 1989 г. (ИУС 2-88, 11-88, 2-90)
СОДЕРЖАНИЕ
Жаропрочные нержавеющие стали: маркировка, область применения
Жаропрочные стали
Жаропрочные нержавеющие стали и сплавы применяются в машиностроении, электроэнергетике, химической и пищевой промышленности – на производствах, где есть особые требования к надёжности работы в агрессивных средах и при повышенных температурах.
Их используют в машиностроении для производства отдельных деталей машин и механизмов: подшипников, электродов, деталей компрессоров, теплообменников, труб различного назначения.
Основные свойства жаропрочной стали
- Повышенная термостойкость (выдерживают температуры свыше 1000 градусов).
- Механическая и коррозионная стойкость.
- Износостойкость.
- Высокий предел ползучести.
Марки жаропрочной стали определяются их химическим составом. Стойкость к высоким температурам обеспечивают легирующие добавки – хром, никель, титан. Содержание примесей можно определить по маркировке. Например, жаропрочная сталь 20х23н18 содержит 0,20% углерода, 0,23% хрома и 0,18% никеля. Химический состав и маркировка жаропрочных сталей регламентированы ГОСТ 5632-72.
Жаростойкие и жаропрочные стали
Выделяют два типа нержавеющих материалов, стойких к высоким температурам: жаростойкие и жаропрочные. Жаростойкость (окалиностойкость) – способность противостоять газовой коррозии и образованию окалины в условиях повышенных температур. В жаростойких материалах легирующие примеси связывают атомы железа и не дают распространяться процессу окисления.
Жаропрочность – способность не разрушаться и не деформироваться под длительным постоянным воздействием высоких температур. Это свойство определяет ползучесть материала – предел, при котором сталь начинает деформироваться от постоянной нагрузки.
Продажа жаропрочной нержавеющей стали
Купить жаропрочные стали с доставкой по Удмуртии и России вы можете в компании «Карат». В каталоге представлен широкий ассортимент продукции ведущих производителей, выполненные в соответствии с ГОСТ. Самые востребованные позиции всегда есть на складе. Мы гарантируем быструю поставку необходимых марок нержавеющей жаропрочной стали в любом объёме.
Получить консультацию и оформить заказ вы можете по телефонам +7 (3412) 790-720, +7 (912) 450-11-60.
Металлы и сплавы для высокотемпературных служб и приложений
Если ваша компания работает со сплавами в жарких условиях, выбор правильных сплавов для высокотемпературной службы может вызвать затруднения. В конце концов, когда дело касается работы при экстремальных температурах, не бывает единообразия.
Требуемый сплав будет зависеть от функции, которую будет выполнять металл. Вот разбивка некоторых из самых жаропрочных металлов и сплавов в мире, а также другие факторы, которые следует учитывать перед покупкой.
Что такое жаропрочный сплав?
Жаропрочные сплавы — это сплавы, которые хорошо работают при высоких температурах, что означает, что они обладают высоким сопротивлением ползучести и прочностью при высоких температурах. Уровни жаростойкости этих сплавов подтверждаются двумя физическими свойствами, а именно структурой сплава и прочностью межатомных связей внутри него. Структура, необходимая для сплава с высокой степенью обработки, обычно достигается термической обработкой.
Мы бы разделили жаропрочные сплавы на три категории: сплавы, которые подвергаются небольшому тепловому напряжению (от секунд до минут), сплавы, которые подвергаются умеренному количеству теплового напряжения (часы или сотни часов), сплавы, которые подвергаются для теплового стресса в течение длительного времени (тысячи часов).Сплав, который рассчитан на то, чтобы выдерживать нагрев в течение тысяч часов, потребует другого.
Жаропрочные сплавы классифицируются по их основе, которая может включать никель, железо, титан, бериллий и другие металлы.
Металлы и сплавы, выдерживающие высокие температуры
1. Титан
Титан — это блестящий переходный металл серебристого цвета. Обладает низкой плотностью, высокой прочностью и термостойкостью. Титановые сплавы устойчивы к коррозии, химическим веществам и нагреву и могут выдерживать температуру более 600 градусов.Он также поддается сварке, обладает хорошей технологичностью и эффективностью в сложных промышленных применениях. Обычно титановые сплавы используются в самолетах, ракетах и ракетах, где термостойкость жизненно важна.
2. Вольфрам
Вольфрам — это металл серо-стального или серебристо-белого цвета, обладающий высокой твердостью, высокой температурой плавления и устойчивостью к воздушной эрозии при комнатной температуре. Как тугоплавкий металл, он обладает высокой термостойкостью и высокой температурой плавления. Вольфрам может быть использован в качестве основного металла для сплава или опорного элемента.Вольфрам обычно используется в футеровках для сгорания, компонентах выхлопных газов турбин, обогревателях салонов самолетов, переходных каналах, промышленных печах.
3. Нержавеющая сталь
Нержавеющая сталь — это металлический сплав, содержащий железную основу, 11% или более хрома, а также другие металлы, такие как молибден и никель. Сплавы из нержавеющей стали известны своей устойчивостью к коррозии и нагреву, что делает их идеальными для использования в аэрокосмической, автомобильной и строительной отраслях, а также в таких конкретных деталях, как сосуды высокого давления, паровые турбины, котлы и трубопроводные системы.
4. Молибден
Молибден — тугоплавкий металлический элемент, который образует твердые, стабильные карбиды, улучшающие прокаливаемость, прочность, ударную вязкость и стойкость к износу и коррозии. Молибден чаще всего используется в качестве жаропрочного металлического сплава для стали, чугуна и суперсплавов в военной и оборонной промышленности, в цехах полупроводников и в специализированных машиностроительных мастерских.
5. Никель
Никель — это встречающийся в природе серебристо-белый блестящий металл с золотым оттенком.Он податливый, пластичный, обладает превосходной прочностью и устойчивостью к коррозии. Никель обычно используется в нержавеющей стали и других сплавах, чтобы сделать их прочнее. Никелевые сплавы используются в газовых турбинах, электроэнергетике, авиастроении, специальной технике и электронике.
6. Тантал
Тантал — блестящий серебристый металл, мягкий в чистом виде. Он практически устойчив к коррозии благодаря окисленной пленке на его поверхности. Тантал особенно полезен при высоких температурах в авиационных двигателях, а также в электронных устройствах.
Другие факторы, влияющие на термостойкость сплава
Каждый сплав обладает свойствами, которые заставляют его по-разному реагировать на другие сплавы при длительном нагревании.
Поэтому очень важно, чтобы вы проверили технические данные, описывающие свойства рассматриваемого металла, прежде чем решать, подходит ли он вам.
Довольно часто температура является первым, а в некоторых случаях единственным показателем данных, на который большинство людей обращает внимание при выборе сплава.Это неправильный поступок.
Мы должны преувеличить, что вы не должны выбирать сплав только на основе температуры, есть много других вещей, которые следует учитывать. К ним относятся:
- Механические свойства сплава при определенной температуре.
- Стойкость сплава к окислению.
- Стойкость сплава к горячей коррозии.
- Металлургическая стабильность материала.
Найдите поставщика, приверженного качеству и отраслевому опыту
В NeoNickel мы поставляем самые лучшие специальные металлы компаниям по всему миру.Этим компаниям требуются высококачественные сплавы, которые оставались бы стабильными, прочными и надежными в условиях экстремальных температур.
В течение многих лет мы поставляем товары для предприятий любого размера в аэрокосмической, фармацевтической, автомобильной и термической отраслях. Этот опыт и знания позволяют нам дать всем, кто ищет жаропрочные сплавы, именно то, что им нужно.
Обширный перечень жаропрочных сплавов
В наш обширный перечень входит RA330, который стал стандартным материалом в индустрии термической обработки стали и сочетает в себе хорошую стойкость к окислению с высокой температурой плавления.
Таким образом, он может выдерживать экстремальные температуры до 1200 градусов C (2200 градусов F). Он популярен, потому что доступен в широком диапазоне форм продукции (лист, лист до 4 дюймов, стержень с резьбой, гайки, труба и просечно-вытяжной металл), что делает его универсальным сплавом для множества применений в термической и нефтехимической промышленности.
602A Сплав
602A — это аустенитный жаропрочный сплав, демонстрирующий превосходную прочность при температурах до 1200 ° C (2200 ° F).
Фактически, это единственный самый прочный и наиболее стойкий к окислению деформируемый сплав, доступный в настоящее время для работы при температуре выше 1040 ° C (1900 ° F).
Выдающаяся прочность, демонстрируемая этим сплавом, стала свидетелем его расцвета, когда он используется в таких областях, как крепление вакуумных печей, реторты CVD, вращающиеся кальцинаторы и газовые радиационные трубы.
Это лишь несколько примеров из нашего ассортимента жаропрочных сплавов, которые сделали NeoNickel одним из самых надежных европейских поставщиков высококачественных специальных металлов.
Металлы, которые процветают и процветают в самых тяжелых условиях. Однако это только верхушка айсберга. В нашем арсенале гораздо больше сплавов; все со свойствами, подходящими для различных применений при различных температурах.
Если вам нужна дополнительная информация о наших жаропрочных сплавах или вы хотите обсудить с одним из наших металлургов выбор правильных сплавов для работы при высоких температурах, пожалуйста, , свяжитесь с нами , и мы будем рады помочь !
Жаропрочная сталь
Упрочняющий потенциал молибдена не может быть использован в полной мере, так как пластичность при ползучести сильно снижается с увеличением содержания молибдена.Другим ограничением применения Mo сталей является разложение карбидов железа при температуре выше 500 ° C, известное как графитизация. Решением обеих проблем было легирование хромом в сочетании с молибденом. Фактически, стали CrMo были первыми, у которых температура пара на электростанциях превышала 500 ° C. Свойства классических хромомолибденовых сталей 13CrMo4-5 (T / P11) и 11CrMo9-10 (T / P22) показаны на рисунке 2 (b). Предел прочности при ползучести этих сплавов значительно превосходит таковые у простых молибденовых сталей [рис. 2 (а)] из-за более высокого содержания в них молибдена.CrMo-стали образуют карбиды хрома, устойчивые при температуре выше 500 ° C, что предотвращает графитизацию. Хром также улучшает стойкость к окислению при более высоких температурах. Недавно разработанные стали 7CrMoVTiB10-10 (T / P24) и T / P23, показанные на Рисунке 2 (b), обладают чрезвычайно высокими прочностными свойствами. Эти сплавы основаны на T / P22 и имеют микроструктуру. Их прочность значительно повышается за счет дополнительного легирования титаном, ванадием и бором в случае T / P24 и вольфрамом, ванадием, ниобием и бором в случае T / P23.
Повышение содержания хрома в CrMo-сталях до более 7% приводит к появлению группы сталей, содержащих мартенсит. Эта микроструктура вводит новый элемент структурного упрочнения. Мартенсит характеризуется высокой плотностью дислокаций и мелкой реечной структурой, стабилизированной выделениями M 23 C 6 . Таким образом, структурное упрочнение является причиной значительного увеличения прочности X11CrMo9-1 по сравнению с 11CrMo9-10 [Рисунок 2 (c)]. Дальнейшие улучшения, особенно в отношении сопротивления ползучести, были достигнуты за счет легирования ванадием, ниобием, вольфрамом и бором, как также показано на рисунке 2 (c).Внедрение X20CrMoNiV11-1 в начале 60-х годов позволило значительно повысить эффективность электростанции. Поведение при трансформации и микроструктура этого сплава сопоставимы с X11CrMo9-1. Более высокая прочность на разрыв при ползучести X20CrMoNiV11-1 в основном является результатом большего объема карбидов M 23 C 6 в микроструктуре, что является результатом более высокого содержания углерода в сплаве. Модифицированная сталь 9% Cr T / P91 (обозначение EN: X10CrMoVNb9-1), изобретенная в США, в настоящее время используется на электростанциях по всему миру, как на новых предприятиях, так и при ремонте трубопроводных систем высокого давления / высоких температур. .Хотя содержание углерода в T / P91 ниже, чем в X20CrMoNiV11-1, его прочность на разрыв при ползучести заметно выше. Это улучшение достигается за счет легирования ванадием и ниобием. T / P91 использует преимущества мелкодисперсных выделений карбонитрида MX Nb / V для дополнительного упрочнения. Было важно сбалансировать состав сплава, поскольку оптимальная дисперсия выделений MX и размер частиц могут быть достигнуты только за счет оптимизации соотношения Nb / V и содержания азота. Впоследствии на основе T / P91 были разработаны новые марки стали, такие как X11CrMoWVNb9-1-1 (T / P911), T / P92 и T / P122.Эти марки представляют собой текущее состояние разработки жаропрочных ферритных сталей.
Выбор нержавеющей стали для высокотемпературных применений
Многие современные производственные приложения включают использование горячих печей для завершения обработки металлических деталей. Независимо от того, подвергаются ли детали отжигу, нанесению горячего покрытия или стерилизации, длительное воздействие температур, подобных печным, слишком распространено. Проблема в том, что любой контейнер, используемый для удержания деталей в этих перегретых печах, конечно же, сам будет подвергаться воздействию этих температур.
Корзины, предназначенные для хранения деталей в условиях печи, должны быть изготовлены из материалов, способных выдерживать экстремальные температуры. Нержавеющая сталь часто допускает высокие температуры, но какая нержавеющая сталь лучше всего подходит для высокотемпературных применений?
Ответ зависит не только от точной температуры, которой будет достигнуто приложение, но и от продолжительности времени, в течение которого корзина будет подвергаться воздействию высоких температур — вот почему многие металлические сплавы определяют как кратковременную, так и постоянную температуру использования.
Температуры непрерывной и периодической эксплуатации сплавов нержавеющей стали
При указании металла для конкретной печи часто необходимо знать, будет ли сплав подвергаться воздействию температур в течение нескольких секунд, нескольких минут или часа или более. Кратковременное периодическое воздействие, прерываемое удалением из печи для охлаждения, называется периодическим воздействием, а длительное погружение в печь называется непрерывным воздействием.
Дело в том, что металлический сплав может иметь разные допуски на воздействие высоких температур в зависимости от того, является ли указанное воздействие непрерывным или периодическим.Вот несколько примеров непрерывных и прерывистых температурных ограничений нержавеющей стали:
- Марка 304
- Непрерывно: 1700 ° F (925 ° C)
- Прерывистый: 870 ° C (1600 ° F)
- Марка 309
- Непрерывно: 2,000 ° F (1095 ° C)
- Прерывистый: 1800 ° F (980 ° C)
- Марка 310
- Непрерывный: 2100 ° F (1150 ° C)
- Прерывистый: 1,900 ° F (1025 ° C)
- Марка 316
- Непрерывно: 1700 ° F (925 ° C)
- Прерывистый: 870 ° C (1600 ° F)
- Марка 410
- Непрерывно: 1300 ° F (705 ° C)
- Прерывистый: 1500 ° F (815 ° C)
- Марка 420
- Непрерывно: 1150 ° F (620 ° C)
- Прерывистый: 1350 ° F (735 ° C)
- Марка 430
- Непрерывно: 1,500 ° F (815 ° C)
- Прерывистый: 870 ° C (1600 ° F)
Возможно, вы заметили странную и потенциально противоречивую тенденцию для перечисленных здесь сплавов нержавеющей стали серии 300.В частности, рекомендуемая максимальная температура непрерывного использования выше, чем предельные температуры периодического периодического использования. Естественно предположить, что воздействие на металл высоких температур в течение более короткого времени вызовет меньшую нагрузку на него, чем более длительное воздействие.
Тем не менее, периодическое воздействие печи приводит к другому механическому напряжению, чем само тепло, — явление, известное как «термоциклирование». Когда кусок металла быстро переключается между крайними значениями температуры, может произойти несколько вещей.
Когда металл нагревается, он может расширяться, а затем может сжиматься при охлаждении. Кроме того, стальные сплавы в условиях печи могут образовывать накипь на своей поверхности — своего рода чешуйчатое вещество, состоящее из железа и оксида железа, — которое заменяет внешний слой металла.
При многократном переключении между высокими и низкими температурами окалина может начать трескаться и раскалываться, ослабляя металлическую форму. Это может произойти из-за различий в коэффициенте расширения между сердечником металла из нержавеющей стали и его поверхностью окалины.Проще говоря, внутренняя часть металла расширяется или сжимается с одной скоростью, а шкала на поверхности с другой. Эта разница приводит к тому, что металл начинает разламываться слой за слоем, пока наконец не сломается.
Какой металл лучше всего подходит для моей печи?
Выбор лучшего сплава для использования в конкретных технологических задачах, связанных с печью, будет зависеть не только от температуры, которую сплав может выдерживать при периодическом и / или непрерывном использовании, но и от стоимости этого сплава по сравнению с его характеристиками.
Например, рассмотрим Inconel 600®. Это сплав, специально созданный для использования в экстремальных температурных условиях. Этот сплав имеет постоянную рабочую температуру около 2 000 ° F (1093 ° C), что делает его сопоставимым с нержавеющей сталью марки 309.
Однако может существовать значительная разница в стоимости между сплавом Inconel® торговой марки и более обычной нержавеющей сталью, что может серьезно повлиять на стоимость приобретения корзины, сделанной из металла, без значительного влияния на срок службы или универсальность корзины.
В других случаях вам может потребоваться рассмотреть химическую стойкость металла в дополнение к его рабочей температуре, чтобы создать специальную проволочную корзину, которая сможет удерживать ваши детали в нескольких процессах вне печи.
Если вам нужна помощь в выборе металлического сплава для вашей следующей проволочной корзины, обратитесь к экспертам Marlin Steel сегодня! Команда инженеров Marlin имеет многолетний опыт оказания помощи производителям в решении бесчисленных проблем, связанных с экстремальными температурами и химической коррозией, и может использовать этот опыт, чтобы помочь вам создать лучшую корзину печи!
| Высокотемпературные коррозионно-стойкие сплавы из национальных электронных сплавов Молибден, нержавеющая сталь 302, 304, 316, никель 600, 625, 718, 750, вольфрам, тантал и титанВысокотемпературные коррозионно-стойкие сплавы представляют собой смеси различных металлов, включая нержавеющую сталь, хром, никель, железо, медь, кобальт, молибден, вольфрам и титан, которые могут противостоять высоким температурам и коррозии более эффективно, чем стандартная углеродистая сталь. Эти сплавы широко используются в химической обрабатывающей промышленности, обеспечивая высокую стойкость к равномерному воздействию, исключительную стойкость к локальной коррозии и коррозионному растрескиванию под напряжением, а также простоту сварки и изготовления. Устойчивые к высоким температурам и коррозионно-стойкие сплавы исключают необходимость в дорогостоящем ремонте, обеспечивая ценные преимущества в отношении стоимости жизненного цикла. Молибден: Молибден — тугоплавкий металлический элемент, который легко образует твердые, стабильные карбиды, улучшая прокаливаемость, прочность, ударную вязкость и стойкость к износу и коррозии.Молибден чаще всего используется в военной и оборонной промышленности, в цехах полупроводников и специальных станков. 302, 304, 316 Нержавеющая сталь: Сплавы нержавеющей стали устойчивы к коррозии, сохраняют свою прочность при высоких температурах и просты в обслуживании. Чаще всего они включают хром, никель и молибден. Сплавы нержавеющей стали используются в автомобильной, авиакосмической и строительной отраслях. Никель 600, 625, 718, 750: Никелевые сплавы — это стойкие к окислению и коррозии материалы, хорошо подходящие для экстремальных условий окружающей среды, демонстрирующие превосходную механическую прочность и сопротивление ползучести, а также высокие температуры и хорошую стабильность поверхности.Никелевые сплавы обычно используются в авиационной и авиакосмической промышленности, а также в пружинах и электрических компонентах. Вольфрам: Вольфрам обладает твердостью и высокой плотностью, что делает его идеальным для использования в военных целях, в соплах ракет, лопатках турбин, а также в износостойких деталях и покрытиях. Вольфрам имеет самый низкий коэффициент теплового расширения, самую высокую температуру плавления, самое низкое давление пара и самый высокий предел прочности на разрыв среди всех металлов в чистом виде. Тантал: Тантал используется для производства различных сплавов с высокими температурами плавления и хорошей пластичностью.Его химическая инертность делает тантал ценным заменителем платины. Танталовые сплавы часто используются для изготовления твердосплавных инструментов для металлообрабатывающего оборудования, компонентов реактивных двигателей, химического технологического оборудования, ядерных реакторов и деталей ракет. Титан: Титан имеет самое высокое отношение прочности к весу среди всех металлов. Его высокая коррозионная стойкость, сопротивление усталости, высокая трещиностойкость и способность противостоять высоким температурам без сползания делают титан идеальным для применения в аэрокосмической, военной и морской промышленности, от кораблей и ракет до шасси и гидравлических систем. |
Нержавеющая / жаропрочная сталь | Прутки и трубы из специальной стали | Продукция
Нержавеющая / жаропрочная сталь
Различные функции, отвечающие самым разным потребностям
Нержавеющая сталь и жаропрочная сталь характеризуются высокой коррозионной стойкостью, кислотной коррозией, стойкостью к окислению и жаростойкостью.
Sanyo Special Steel производит высококачественную нержавеющую сталь и жаропрочную сталь на основе передовых производственных технологий и систем обеспечения качества. Нержавеющая и жаропрочная сталь производства Sanyo Special Steel широко используется в знакомой каждому бытовой технике, а также в заводах, электронных устройствах, кораблях и т. Д.
AcrobatReader требуется для просмотра файлов PDF.
Загрузить
| Основные классы | |
|---|---|
| Аустенитная группа | Отличается высокой обрабатываемостью в холодном состоянии благодаря высокой коррозионной стойкости, пластичности и вязкости. |
| Мартенситная группа | Может быть обеспечен широкий диапазон механических свойств, поскольку сталь может быть упрочнена закалкой. |
| Ферритная группа | Формуемость и коррозионная стойкость выше по сравнению с мартенситной сталью. Сталь также отличается высокой свариваемостью. |
| Дуплексная группа | Обладает высокой стойкостью к точечной коррозии, межкристаллитной коррозии и коррозионному растрескиванию под напряжением, с более высокой прочностью, чем аустенитная сталь. |
| Группа осадков | Прочность стали можно повысить за счет дисперсионного твердения.Эта сталь превосходит мартенситную нержавеющую сталь по прочности, коррозионной стойкости и свариваемости. |
Труба из жаропрочной нержавеющей стали, Труба из жаропрочной нержавеющей стали, Труба из жаропрочной стали
На аукционе выставлены 6-метровые трубы из нержавеющей стали высшего качества марки 409 с толщиной стенки 1,2 мм и диаметром 38,1 мм (1 1/2 дюйма).
Этот сорт нержавеющей стали подходит для производства выхлопных газов автомобилей и других двигателей.
Эти нержавеющие стали обладают хорошими жаропрочными характеристиками, подходят для работы в среде пара или 550 ℃ и вышеупомянутых температур.
- 310S Нержавеющая сталь — это сочетание хорошей прочности и коррозионной стойкости при температурах до 2100oF (1149 ℃). Благодаря относительно высокому содержанию хрома и никеля в большинстве сред он превосходит нержавеющую сталь 304 или 309.
- 309S Высокая коррозионная стойкость, хромоникелевый сплав с ограниченным содержанием углерода.08 для уменьшения осаждения углерода во время сварки. Максимальная рекомендуемая рабочая температура: постоянная 1100 ℃ / кратковременная 980 ℃
- 304H содержание углерода регулируется в диапазоне 0,04-0,08 для обеспечения повышенной жаропрочности деталей, подвергающихся воздействию температур выше 800 ° F (427 ℃).
- 321H обладает превосходной стойкостью к межкристаллитной коррозии после воздействия температур в диапазоне осаждения карбида хрома от 800 до 1500 ° F (427–816 ° C).
- 347H в более высоких допустимых напряжениях при повышенных температурах для этих стабилизированных сплавов для приложений ASME по котлам и сосудам под давлением. Сплавы 321 и 347 имеют максимальную рабочую температуру 1500 ° F (816 ° C)
Трубки теплообменника используются во всех типах обрабатывающих производств. Характерные требования: сварной шов с валиком, фиксированная длина и обширные испытания.
Для того, чтобы удовлетворить потребность в быстрой доставке, у нас есть запас полосы как стандартных, так и специальных марок стали самой распространенной толщины.
Поставляем как бесшовные, так и сварные трубы, соответствующие требованиям кожухотрубных теплообменников:
Диапазон размеров 6,35–76,2 мм OD x 0,91–3,25 мм толщина стенки
Трубки теплообменника поставляются со стандартным калибром проволоки (SWG) или бирмингемским калибром проволоки (BWG)
Популярные марки: 1.4306 (304L), 1.4404 (316L)
Высокотемпературное окислительное поведение жаропрочной стали с редкоземельным элементом Ce
Жаропрочные стали широко используются в различных жаропрочных конструкциях в электроэнергетике, металлургии и нефтехимии благодаря стабильным жаропрочным свойствам [1–3].Легче вывести из строя материалы, работающие в сложной среде, тем самым вызывая прерывание работы оборудования [4]. Неисправность оборудования не только причиняет неудобства для производства и жизни людей, но и вызывает прямые или косвенные экономические потери [5, 6]. Высокотемпературное окисление — один из основных факторов высокотемпературного разрушения материалов. Поведение материалов к окислению при высоких температурах — очень сложный процесс изменения [7]. В последние годы в центре внимания исследователей высокотемпературного окисления жаропрочных сталей [8–10].
Некоторые исследования показали, что добавление легирующих элементов может значительно улучшить стойкость жаропрочной стали к высокотемпературному окислению [7, 9]. По нашим данным, редкоземельные элементы оказывают существенное влияние на высокотемпературную окислительную способность жаропрочной стали [8, 10]. Как правило, исследования стойкости к высокотемпературному окислению редкоземельной стали в основном обсуждаются с точки зрения морфологии оксида, скорости роста оксида, состава оксидной фазы и структуры оксидной пленки при высоких температурах [11–13].Кроме того, добавление редкоземельных элементов могло вызвать преимущественно селективное окисление некоторых оксидов [10]. Насколько нам известно, хотя есть некоторые исследования о влиянии редкоземельных элементов на стойкость жаропрочной стали к высокотемпературному окислению, все они ориентированы на особые условия применения. Например, Лян и др. [14] изучали стойкость к окислению редкоземельной стали в условиях высокотемпературного пара. Этот материал в основном используется в сверхкритических котельных трубах для электростанций [15].Ян и др. [16] обсуждали влияние иттрия на циклическое окисление жаропрочной стали HP40 при 1373 К. Другие также анализировали свойства жаропрочной стали при непрерывном окислении при повышенных температурах [17, 18] . Эти теории в основном указывали на то, что редкоземельные элементы были обогащены на границах зерен, тем самым предотвращая диффузию анионов и катионов [14, 16]. В то же время адгезия оксидов может увеличиваться в процессе высокотемпературного окисления и снижать скорость окисления [15–18].
Целью данной работы является исследование влияния редкоземельного элемента Се на высокотемпературное окислительное поведение аустенитной жаропрочной стали при различных температурах. Кинетика окисления и характеристики поверхностного оксидообразования экспериментальных материалов, а также состав выделений вблизи оксидной пленки систематически исследовались при 600–900 ° C.
Фактический химический состав экспериментальных сталей для детектирования энергетического спектра показан в таблице 1.Чтобы устранить или, по крайней мере, минимизировать разницу по другим основным составам, за исключением Се, в испытанных сталях, печь жидкой стали разливали в два разливочных ковша для затвердевания. Один добавил при заливке редкоземельный элемент Се, а другой — без него. Окисленные образцы размером 10 мм × 10 мм × 5 мм шлифовали, полировали и помещали в сушилку.
Таблица 1. Химический состав опытных сталей (мас.%).
| Количество элементов (мас.%) | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| Образцы | С | Cr | Ni | Si | Mn | Пн | В | CE | Fe |
| Матрица | 0,11 | 20,88 | 31,07 | 0,74 | 1,06 | 0.12 | 0,10 | – | Бал. |
| Матрица + Ce | 0,11 | 20,86 | 31,05 | 0,75 | 1,03 | 0,10 | 0,10 | 0,24 | Бал. |
Перед экспериментом по окислению все тигли многократно сушили в печи при температуре на 50 ° C выше экспериментальной. Образцы окисления помещали в тигли, когда не было дальнейшего изменения веса тигля.В каждый тигель помещался только один образец. Для проведения окислительных испытаний использовали коробчатую печь сопротивления (КСС-1400). Эксперименты по окислению при постоянной температуре проводили при 600 ° C, 700 ° C, 800 ° C и 900 ° C в течение 150 часов с последующим охлаждением на воздухе. Измерения веса проводили до и после различного времени окисления с использованием аналитических весов GL623-1SCN с точностью до 0,1 мг. Время измерения было установлено на 20, 40, 60, 80, 100, 120 и 150 часов соответственно. Микроструктуру окисленной поверхности образцов характеризовали различными аналитическими методами.Сканирующий электронный спектроскоп (SEM; Nova Nano 430) с энергодисперсионной спектроскопией (EDS) использовался для морфологии оксидов и анализа поперечного сечения, а дифракция рентгеновских лучей (XRD-D8; дифрактометр Advance) использовалась для характеристики фазы. Кроме того, после кратковременных выдержек (1 час и 3 часа) при 900 ° C шероховатость поверхности и трехмерная морфология оксидной пленки были проанализированы с помощью атомно-силовой микроскопии (AFM; Park Systems).
3.1. Динамические кривые окисления
Кривые набора массы оксида и массы разрушенных образцов оксида с анализом ошибок при различных условиях окисления, как показано на рисунке 1. Как показано на кривых окисления, окисление экспериментальных сталей не является значительным при 600 ° C и 700 ° C, поэтому погрешность относительно небольшая. Увеличение массы за счет окисления и выделение оксидов демонстрируют параболическую тенденцию с увеличением времени окисления. Более высокая температура приводит к большему увеличению массы и массовому разрушению образцов при одинаковом времени окисления.Прирост массы и осыпание оксидов образцов быстро увеличиваются на начальной стадии окисления (0–20 ч). Увеличение массы замедляется и становится стабильным при увеличении времени окисления. После непрерывного окисления в течение 150 ч при 600–900 ° C прирост массы оксида в образцах матричной стали составляет 1,31 мг см –2 , 2,94 мг см –2 , 13,98 мг см –2 и 15,63 мг · см −2 соответственно. Прирост массы оксида в редкоземельной стали составляет 1,25 мг / см −2 ,2.41 мг см −2 , 12,34 мг см −2 , 13,37 мг см −2 соответственно. Стоит отметить, что прирост массы оксида у Ce-содержащей стали меньше, чем у матричной стали при тех же условиях окисления, и это явление более выражено при 800 ° C и 900 ° C. Это явление указывает на то, что редкоземельная сталь имеет лучший антиоксидантный эффект с повышением температуры. Количество выделяющихся оксидов также подчиняется тому же закону. По сравнению с 600 ° C и 700 ° C, привлекает тот факт, что прирост массы и количество выпадения оксидов резко возрастают на протяжении всего процесса окисления, когда температура окисления составляет 800 ° C и 900 ° C.
Приблизить Уменьшить Сбросить размер изображения
Рис. 1. Динамические кривые окисления (а) прирост массы оксида и (б) масса разорванного оксида.
Загрузить рисунок:
Стандартный образ Изображение высокого разрешенияСкорость окисления относится к приросту массы образцов на единицу площади и единицу времени, которая может быть использована для характеристики скорости окисления материалов [19]. Окисление представляет собой динамический постепенный процесс и может быть охарактеризован путем расчета средней скорости окисления:
, где V — средняя скорость окисления, г / (м 2 ч). Δm — качество набора массы при окислении, г. S — площадь контакта, м 2 . T — время окисления, ч. Скорость окисления образцов в различных условиях может быть рассчитана по уравнению (1), как показано на рисунке 2. Очевидно, что скорости окисления образцов при различных температурах демонстрируют аналогичное изменение. Скорость окисления быстро увеличивается на ранней стадии и постепенно уменьшается, когда время окисления превышает 20 часов. Скорость окисления в конечном итоге становится стабильной с увеличением времени окисления.Процесс окисления условно разделен на три стадии [20–22]: стадия быстрого окисления, стадия перехода к окислению и стадия равновесия окисления.
Приблизить Уменьшить Сбросить размер изображения
Рис. 2. Кривые скорости окисления экспериментальных материалов при различных температурах.
Загрузить рисунок:
Стандартный образ Изображение высокого разрешенияСкорость окисления постепенно увеличивается с повышением температуры окисления.Интересно отметить, что период времени раннего быстрого окисления одинаков, даже если экспериментальные стали окисляются при разных температурах. Оба они находятся в первых 20 часах окисления. Однако материалы будут значительно отличаться на стадии перехода позднего окисления и стадии равновесия окисления, когда они окисляются при разных температурах. Опытные стали достигают стадии окислительного равновесия после окисления при 600 ° C и 700 ° C в течение 80 часов. Для сравнения, стадия окислительного равновесия достигается после окисления в течение более 120 часов при 800 ° C и 900 ° C.Также ясно, что скорость окисления Ce-содержащей стали всегда меньше, чем у матричной стали при тех же условиях.
Для дальнейшего исследования свойства окисления следует отметить, что кинетические кривые окисления являются параболическими, которые определяются следующим образом:
, где Δm , S и T имеют то же значение, что и в уравнении (1). K p — параболическая константа скорости, а C — постоянная [19].Детальная кинетика окисления материалов, окисленных при различных температурах, анализируется с помощью квадрата прироста массы как функции времени. После подгонки мы можем получить значение K p для экспериментальных сталей при различных условиях окисления. Конкретные данные показаны в таблице 2. Кроме того, R 2 — это коэффициент достоверности, который указывает, насколько хорошо статистическая модель соответствует набору наблюдений. Можно видеть, что значения K p для редкоземельной стали Ce всегда меньше, чем у матричной стали при тех же условиях окисления из таблицы 2, что дополнительно показывает, что добавление редкоземельного элемента Ce снижает скорость окисления стали.
Таблица 2. Кинетические параметры окисления опытных сталей (мас.%).
| Параметры | ||||
|---|---|---|---|---|
| Материалы | Температура / ° C | К p | С | R 2 |
| Матрица | 600 | 1.07 × 10 −2 | 2,03 × 10 −1 | 0,95 |
| 700 | 5,91 × 10 −2 | 4,91 × 10 −1 | 0,98 | |
| 800 | 1,17 | 1,76 | 0,89 | |
| 900 | 1,53 | 10,53 | 0,98 | |
| Матрица + Ce | 600 | 1.06 × 10 −2 | −2,40 × 10 −1 | 0,89 |
| 700 | 4,34 × 10 −2 | −3,40 × 10 −1 | 0,96 | |
| 800 | 0,94 | -2,39 | 0,95 | |
| 900 | 1,22 | -1,92 | 0,99 | |
3.2. Анализ поверхностных оксидов
На рис. 3 показана окисленная поверхность экспериментальных материалов после непрерывного окисления в течение 150 часов при различных температурах. Как показано на рисунке, морфология поверхности окисленных образцов сильно различается в разных условиях. Оксиды на поверхности экспериментальных сталей являются небольшими при 600 ° C, как показано на рисунках 3 (а) и (е), и следы полировки все еще видны. Это указывает на то, что оксидный слой экспериментальных материалов очень тонкий при температуре ниже 600 ° C, а оксидная пленка не является полной и прерывистой.При повышении температуры окисления до 700 ° С оксиды постепенно нарастают, а следы полировки на поверхности образцов исчезают. Как показано на фиг.3 (b), поверхность матричной стали покрыта слоем шпинелеподобного оксида одинакового размера. Кроме того, некоторое количество игольчатого оксида равномерно распределяется по поверхности редкоземельной стали, как показано на рисунке 3 (f). У нас есть основания полагать, что добавление в сталь редкоземельного элемента Ce может способствовать образованию игольчатого оксида при 700 ° C.Эти игольчатые оксиды заполняют пустоты между оксидом шпинели и делают поверхностные оксиды более плотными. Плотная оксидная пленка может препятствовать диффузии внутрь ионов кислорода и улучшать антиоксидантную способность материалов [10, 16].
Приблизить Уменьшить Сбросить размер изображения
Рис. 3. СЭМ морфология поверхностного слоя образцов, окисленных при 600 ° C, 700 ° C, 800 ° C и 900 ° C в течение 150 ч (а) матрица и (б) матрица + Ce.
Загрузить рисунок:
Стандартный образ Изображение высокого разрешенияЯсно видно, что на поверхности образцов появляется осыпание, когда температура окисления достигает 800 ° C. Кроме того, поверхностные оксиды матричной стали имеют шаровидную форму и есть некоторые микроскопические трещины от окисления, как показано на рисунках 3 (c) и (g), а игольчатые оксиды на поверхности редкоземельной стали постепенно превращаются в хлопья. -подобно с повышением температуры окисления. Морфология оксидов на материалах при 900 ° C весьма различна.Поверхностные оксиды матричной стали рыхлые и пористые. Более того, оксиды сильно отслаиваются, и призматические оксиды могут наблюдаться в зоне отслаивания, как показано на рисунке 3 (d). Считается, что эти столбчатые оксиды могут быть предварительно образованными оксидами шпинели. Это связано с тем, что время воздействия на внутренний материал короткое, когда оксид отделяется, и призматические оксиды не могут образовывать шпинель. Поверхности из редкоземельной стали в основном подобны шпинели, и большое количество мелких гранулированных оксидов диспергировано вокруг оксида шпинели, как показано на рисунке 3 (h).Эти мелкозернистые оксиды компенсируют зазор между оксидами шпинели, что увеличивает плотность окисленной поверхности стали. Это связано с тем, что добавка в сталь редкоземельного элемента может способствовать образованию поверхностных оксидов шпинели при высоких температурах [23, 24]. Наличие этих оксидов шпинели может лучше предотвратить дальнейшее окисление стали внутри [9, 16, 23].
Рентгенограммы оксидных чешуек, образовавшихся на образцах при 900 ° C на воздухе в течение 150 часов, показаны на рисунке 4.Установлено, что поверхностные оксиды экспериментальных материалов в основном состоят из Fe 3 O 4 , шпинелеподобных, (Fe, Cr) 2 O 3 и SiO 2 . Оксиды шпинели могут включать (Fe, Cr, Ni, Mn) 3 O 4 . На рис. 5 также показан энергетический спектр EDS экспериментальной поверхности оксида стали. Основными элементами на поверхности тестируемых образцов являются Fe, Cr, Ni, Mn, O и Si. Этот результат согласуется с данными XRD. Поскольку ионные радиусы и внешняя электронная схема Ni, Cr, Mn и Fe очень похожи [25, 26], трудно определить точный состав оксидного продукта по положению пика на рентгенограмме [25 , 27].Кроме того, пик прочности шпинелеподобного оксида у редкоземельной стали относительно выше. В процессе окисления редкоземельный элемент Се способствует образованию шпинели в оксиде [28], тем самым лучше предотвращая улетучивание внутреннего богатого хромом оксида при высокой температуре [29, 30].
Приблизить Уменьшить Сбросить размер изображения
Рис. 4. Рентгенограммы экспериментальных сталей после окисления при 900 ° C в течение 150 часов.
Загрузить рисунок:
Стандартный образ Изображение высокого разрешенияПриблизить Уменьшить Сбросить размер изображения
Рис. 5. Морфология SEM и соответствующая EDS-спектроскопия поверхности окисления экспериментальных сталей (а) матрица и (б) матрица + Ce.
Загрузить рисунок:
Стандартный образ Изображение высокого разрешенияНа рисунке 6 показаны типичные трехмерные характеристики АСМ экспериментальных образцов после выдержки на воздухе при 900 ° C в течение разного времени.Атомно-силовой микроскоп представляет собой трехмерную характеристику микроскопической поверхности материалов, площадь исследуемой оксидной пленки составляет всего 50 × 50 мкм м 2 , а различная высота оксида описывается формулой изменение цвета [20, 31]. Из результатов ясно видно, что трехмерная морфология образцов после окисления в разное время сильно различается. При увеличении времени окисления от 1 до 3 часов оксид постепенно растет, и поверхность образца становится более шероховатой.По сравнению с матричной сталью количество высоких пиков на поверхности Се-содержащей стали меньше при тех же начальных условиях окисления. Это явление указывает на то, что редкоземельный элемент Ce ингибирует скорость роста ранних оксидов, что согласуется с данными других исследований [10, 13].
Приблизить Уменьшить Сбросить размер изображения
Рис. 6. Топографии поверхности оксидной пленки AFM экспериментальных образцов, подвергнутых воздействию воздуха при 900 ° C в течение 1 и 3 часов (а), (б) матрица и (в), (г) матрица + Ce.
Загрузить рисунок:
Стандартный образ Изображение высокого разрешенияМорфология поверхности оксидной пленки дополнительно анализируется с помощью параметров шероховатости R a и R q , полученных с помощью АСМ. Где R a — среднее арифметическое отклонение, а R q — среднеквадратичное отклонение. Известно, что параметры R a и R q могут отражать свойства поверхности оксидного слоя с разных сторон.Эти конкретные параметры шероховатости показаны в таблице 3. Следует отметить, что значения R a и R q матричной стали через 1 час больше, чем у Ce, содержащей стали. . Однако значения для редкоземельной стали R a и R q больше, чем у матрицы через 3 часа. Результаты показывают, что добавление в сталь редкоземельного элемента Ce не только снижает скорость роста экспериментального оксида стали, но также способствует преимущественному росту шпинелеподобного оксида на ранней стадии окисления [9–11, 24 ].
Таблица 3. Шероховатость оксидной пленки на поверхности экспериментальных образцов.
| Образцы | 1 ч | 3 ч | ||
|---|---|---|---|---|
| R a / мкм м | R q / μ м | R a / мкм м | R q / μ м | |
| Матрица | 0.443 | 0,542 | 0,576 | 0,707 |
| Матрица + Ce | 0,356 | 0,532 | 0,618 | 0,949 |
3.3. Анализ поперечного сечения оксида
Вертикальное поперечное сечение образцов после окисления при 700 ° C и 900 ° C в течение 150 часов также наблюдается, и результаты показаны на рисунке 7. Показано, что окисление Материал не имеет значения при 700 ° C, а оксидные слои на обоих образцах относительно тонкие.В то же время оксидный слой матричной стали является прерывистым, и четко наблюдаются окислительные трещины, отверстия и области отслаивания, как показано на рисунке 7 (а). Но оксидный слой редкоземельной стали на рисунке 7 (c) более однородный и сплошной. Внешний слой оксидной пленки похож на шпинель и образует большое количество внутренних оксидов вблизи подложки на рисунке 7 (c). Когда температура окисления повышается до 900 ° C, вероятность роста оксидов выше, поэтому образцы будут иметь более толстый оксидный слой за то же время окисления [28].Как видно из сравнения рисунков 7 (b) и (d), толщина оксидного слоя на матричной стали составляет в среднем около 5–10 мкм мкм, а оксидная пленка на Ce-содержащей стали составляет примерно 10–15 мкм м. Кроме того, оксидная пленка матричной стали неравномерна по толщине и имеет трещины. На дне оксидного слоя образуется лишь небольшое количество внутреннего оксида. Оксидная пленка Ceсодержащей стали толще, и появляется большое количество внутренних оксидов, которые распространяются внутрь подложки.Оксидный слой, содержащий сталь Ce, более плотный, с меньшим количеством трещин и отверстий. Большинство ученых считают, что редкоземельные элементы могут способствовать образованию внутренних оксидов в сплавах [32, 33]. Присутствие оксидов между оксидным слоем и подложкой будет обеспечивать лучший эффект закрепления на внешней оксидной пленке и уменьшать отслаивание оксида [16, 32], тем самым обеспечивая лучшую стойкость к окислению.
Приблизить Уменьшить Сбросить размер изображения
Рисунок 7. Изображения поперечных сечений экспериментальных сталей после высокотемпературного окисления в течение 150 ч (а), (б) матрица и (в), (г) матрица + Ce.
Загрузить рисунок:
Стандартный образ Изображение высокого разрешенияДля дальнейшего определения состава оксидов экспериментальных сталей был проведен EDS-анализ поперечного сечения окисления. На рисунках 8 и 9 показаны SEM и соответствующие карты EDS поперечного сечения оксидного слоя матричной стали и редкоземельной стали соответственно.Установлено, что оксиды экспериментальных материалов в основном состоят из таких элементов, как Fe, Cr, Mn, O и Si. Этот результат согласуется с XRD-анализом оксида, показанным на рисунке 4. По сравнению с матричной сталью, содержание Cr и Mn выше в слое оксида редкоземельной стали. В сочетании с рентгенограммой у нас есть основания полагать, что элемент Cr может в основном участвовать в образовании Cr 2 O 3 , MnCr 2 O 4 . Кроме того, в процессе окисления может образовываться небольшое количество FeCr 2 O 4 и FeMn 2 O 4 .Элемент Mn может образовывать оксиды шпинели MnCr 2 O 4 и FeMn 2 O 4 , а элемент Si в основном образует внутренний оксид SiO 2 вблизи подложки.
Приблизить Уменьшить Сбросить размер изображения
Рис. 8. СЭМ и соответствующие карты EDS поперечного сечения матричной стали, окисленной при 900 ° C в течение 150 часов.
Загрузить рисунок:
Стандартный образ Изображение высокого разрешенияПриблизить Уменьшить Сбросить размер изображения
Рисунок 9. SEM и соответствующие карты EDS поперечного сечения Ce-содержащей стали, окисленной при 900 ° C в течение 150 часов.
Загрузить рисунок:
Стандартный образ Изображение высокого разрешенияПрисутствие оксидов с высоким содержанием хрома и марганца увеличивает плотность оксидной пленки. Эти плотные шпинелеподобные оксиды во внешнем слое редкоземельной стали могут замедлять проникновение ионов кислорода в подложку. В то же время они могут эффективно блокировать улетучивание внутренних оксидов [16, 34].Редкоземельный элемент Ce также может способствовать образованию SiO 2 на внутренней стороне оксидного слоя [10]. SiO 2 будет проходить в продольном направлении от оксидного слоя в подложку до определенной степени, как показано на рисунках 6 (c) и (d), что служит закрепляющим эффектом для увеличения адгезии поверхностных оксидов [16, 32 ].
Скорость окисления экспериментальных сталей ниже при окислении при 600 ° C и 700 ° C. Это связано с тем, что оксиды на поверхности образцов медленно растут при более низких температурах окисления, а окисление не очевидно.При повышении температуры окисления до 800 ° C и 900 ° C рост оксидов ускоряется, и на поверхности образцов появляются участки осыпания. Экспериментальные стали имеют разное поведение при окислении при 600–900 ° C, однако стойкость к окислению редкоземельной стали всегда лучше, чем у матричной стали при тех же условиях окисления. В сочетании с кинетической кривой окисления, морфологией окисления поверхности и поперечного сечения у нас, по-видимому, есть достаточно оснований полагать, что добавление Ce в сталь не только ингибирует рост поверхностных оксидов, но также способствует образованию шпинелеподобных оксидов и Оксиды с высоким содержанием хрома на поверхности образцов, что улучшает компактность поверхностных оксидов и снижает скорость окисления экспериментальных материалов.Между тем, редкоземельный элемент Се способствует образованию оксида с высоким содержанием кремния внутри экспериментальных сталей и подавляет осыпание оксида. Мы предполагаем, что появление игольчатых и чешуйчатых оксидов в редкоземельной стали должно быть ранним существованием оксидов шпинели. Плотная оксидная пленка может препятствовать диффузии ионов и улучшать стойкость материала к окислению [10, 16, 19].
В этом исследовании изучались высокотемпературные окислительные свойства редкоземельной стали при 600–900 ° C на воздухе.Основные выводы таковы:
(1)
Экспериментальные материалы имеют схожую кинетику окисления при окислении при 600–900 ° C. Кривые набора массы и массы разорвавшегося оксида подобны параболической форме на протяжении всего процесса окисления. Величина скорости окисления достигает максимума через 20 ч, затем постепенно уменьшается и стабилизируется с увеличением времени окисления.
(2)
Окисление экспериментальных материалов при 600 ° C и 700 ° C не является очевидным.После непрерывного окисления в течение 150 часов увеличение массы за счет окисления и количество выделившегося оксида составляют только менее 3 мг / см -2 и 1,5 мг / см -2 соответственно. После непрерывного окисления при 800 ° C и 900 ° C в течение 150 часов увеличение массы за счет окисления и количество выпадения оксида превышают 12 мг / см -2 и 2,5 мг / см -2 , соответственно.
(3)
Значения R a и R q для редкоземельной стали меньше, чем у матричной стали при 900 ° C в течение 1 часа, но они больше, чем у матричной стали при окислении в течение 3 часов.На ранней стадии окисления количество пиков оксидов редкоземельной стали всегда меньше, чем у матричной стали.
(4)
Элемент Ce может способствовать образованию поверхностного оксида шпинели и улучшать его компактность, способствовать образованию внутренних оксидов с высоким содержанием Si на границе раздела оксид / матрица. Внутренний оксид увеличивает площадь контакта между оксидом и подложкой, улучшает адгезию оксидной пленки и препятствует отслаиванию оксидов.
Эта работа финансируется GDAS ‘Project of Science and Technology Development (Nos.2019GDASYL-0501014 и 2019GDASYL-0104024), Программа исследований и разработок в ключевых областях провинции Гуандун (2019B010942001), Проект планирования науки и технологий Гуанчжоу (№ 2010026 и 201