СТАЛИ ДЛЯ СТРОИТЕЛЬНЫХ. СВАРНЫХ КОНСТРУКЦИЙ
Для изготовления металлических строительных конструкций применяют стали, которые по химическому составу делят на углеродистые и низколегированные.
В зависимости от механических свойств при растяжении стали подразделяют на условные классы прочности, обозначаемые по СНиП П-В, 3-72 буквой С и дробью, где числитель — минимальное значение предела прочности, а знаменатель — предела текучести в кгс/мм2. Всего предусмотрено семь классов прочности (табл. 1).
К классу С 38/23 относится сталь углеродистая обыкновенного качества, к классам от С 44/29 до С 52/40 включительно — сталь низколегированная повышенной прочности, к классам С 60/45 и выше — сталь низколегированная высокой прочности.
В углеродистых сталях сумма основных примесей (марганец, кремний) не должна превышать 1%. Допускается небольшое содержание хрома, никеля и меди — не более 0,3% каждого элемента. В сталях для сварных конструкций верхний предел содержания углерода обычно ограничивают до 0,22, фосфора — 0.
В низколегированных сталях марганец и кремнии присутствуют как легирующие элементы. Содержание марганца достигает 1,8, а кремния допускается до 1,1%. Кроме того, эти стали легируются хромом, никелем, медью. Общее содержание легирующих элементов в низколегированных сталях — 3—4%.
Классы стали для строительных конструкций
* При отсутствии выраженной площадки текучести за предел текучести принимается напряжение, соответствующее остаточному относительному удлинению 0. |
Преимущественное распространение при изготовлении сварных строительных конструкций получила сталь углеродистая типа СтЗ класса С 38/23. Сталь пластична, легко обрабатывается давлением и резанием, свойства ее незначительно зависят от режима прокатки, она мало чувствительна к нагреву и резкому охлаждению.
Все большее распространение находят низколегированные стали повышенной и высокой прочности. Широкое использование этих сталей — один из путей снижения веса конструкций. Наибольший эффект дает их применение в конструкциях типа оболочек или там, где преобладающим в нагрузке является собственный вес конструкций. При особенно больших пролетах и нагрузках, а также дииамичес-
с.
ких воздействиях рекомендуется применять сталь с более высокими прочностными характеристиками.
Сталь углеродистая. Углеродистые стали поставляются по ГОСТ 380—71 * «Сталь углеродистая обыкновенного качества». В зависимости от назначения сталь подразделяют на три группы, а в зависимости от нормируемых показателей сталь каждой группы — на категории.
Стали группы А поставляются по механическим свойствам (табл. 2). Нормируемые показатели для
Таблица 2
Механические свойства углеродистых сталей
Примечание. |
 В эту и последующие таблицы включены стали, которые нашли преимущественное применение в строительных сварных конструкциях.
В эту и последующие таблицы включены стали, которые нашли преимущественное применение в строительных сварных конструкциях.первой категории стали этой группы — временное сопротивление и относительное удлинение, для второй, помимо этого,— изгиб в холодном состоянии, а для третьей также и предел текучести.
Стали группы Б поставляются по химическому составу. Нормируемые показатели для первой категории стали этой группы — содержание углерода, марганца, кремния, фосфора, серы, мышьяка, азота, а для второй категории также хрома, никеля и меди. Для стали марки БСтО нормируется только содержание углерода, фосфора и серы. Химический состав стали этой группы (по плавочному анализу ковшевой пробы) должен соответствовать нормам, указанным в табл. 3.
Стали группы В поставляются по механическим свойствам, соответствующим сталям группы А, и химическому составу, отвечающему сталям группы Б. Марки сталей — ВСт1, ВСт2, ВСтЗ, ВСт4, ВСт5. Стали этой группы подразделяются на 6 категорий.
Для изготовления сварных конструкций применяют преимущественно марки стали группы В.
Сталь всех групп с номерами марок 1, 2, 3 и 4 по степени раскисления изготовляют кипящей, полуспо — койной и спокойной, с номерами 5 и б — полуспо- конной и спокойной. Полуспокойная и спокойная сталь с номерами марок 3 и 5 производится с обычным и повышенным содержанием марганца. Стали марок СтО и БСтО по степени раскисления не разделяют.
Степень раскисления сталей всех групп указывают в маркировке индексами, например: СтЗкп (кипящая), СтЗпс (полуспокойная), СтЗсп (спокойная). После индекса в маркировке стали ставят категорию нормируемых свойств. Первая категория не указывается.
Химический состав углеродистых сталей, проц.
Примечание. |
 0,25—0,50
0,25—0,50 Содержание фосфора должно быть не более 0,07% для стали БСтО и 0,04 для остальных марок, соответственно серы 0,06 и 0,05%. Содержание меди, хрома и никеля в стали БСтО не регламентируется, в остальных марках содержание каждого из этих элементов нс должно превышать 0,3%. Сталь содержит мышьяк в количествах не более 0,08%.
Содержание фосфора должно быть не более 0,07% для стали БСтО и 0,04 для остальных марок, соответственно серы 0,06 и 0,05%. Содержание меди, хрома и никеля в стали БСтО не регламентируется, в остальных марках содержание каждого из этих элементов нс должно превышать 0,3%. Сталь содержит мышьяк в количествах не более 0,08%.Сталь марок ВСт1, ВСт2, ВСтЗ всех степеней раскисления и ВСтЗ с повышенным содержанием марганца, а по требованию заказчика сталь марок БСт1, БСт2, БСтЗ всех степеней раскисления и БСтЗ с повышенным содержанием марганца поставляются с гарантией свариваемости. Сталь с содержанием углерода в готовом прокате более 0,22% применяется для сварных конструкций при условиях сварки, обеспечивающих надежность сварного соединения.
Отклонения по химическому составу в готовом прокате (по ГОСТ 380—71 *) должны соответствовать приведенным в табл. 4.
Допускаемые отклонения по химическому составу в готовом прокате
Примечание. В сталях марки БСтЗ всех степеней раскисления и БСтЗГпс, поставляемых по требованию заказчика с гарантией свариваемости, плюсовые отклонения по углероду не допускаются. |

Обозначение марок стали при заказе, клеймении, в сертификате, на чертежах и другой документации — буквенно-цифровое. Например, обозначение марки стали ВСтЗспб означает: В — группа стали (группа А в обозначении не указывается), Ст — сталь, 3 — условный номер марки стали в зависимости от ее химического состава и механических свойств, сп — спокойная, а цифра в конце — номер категории.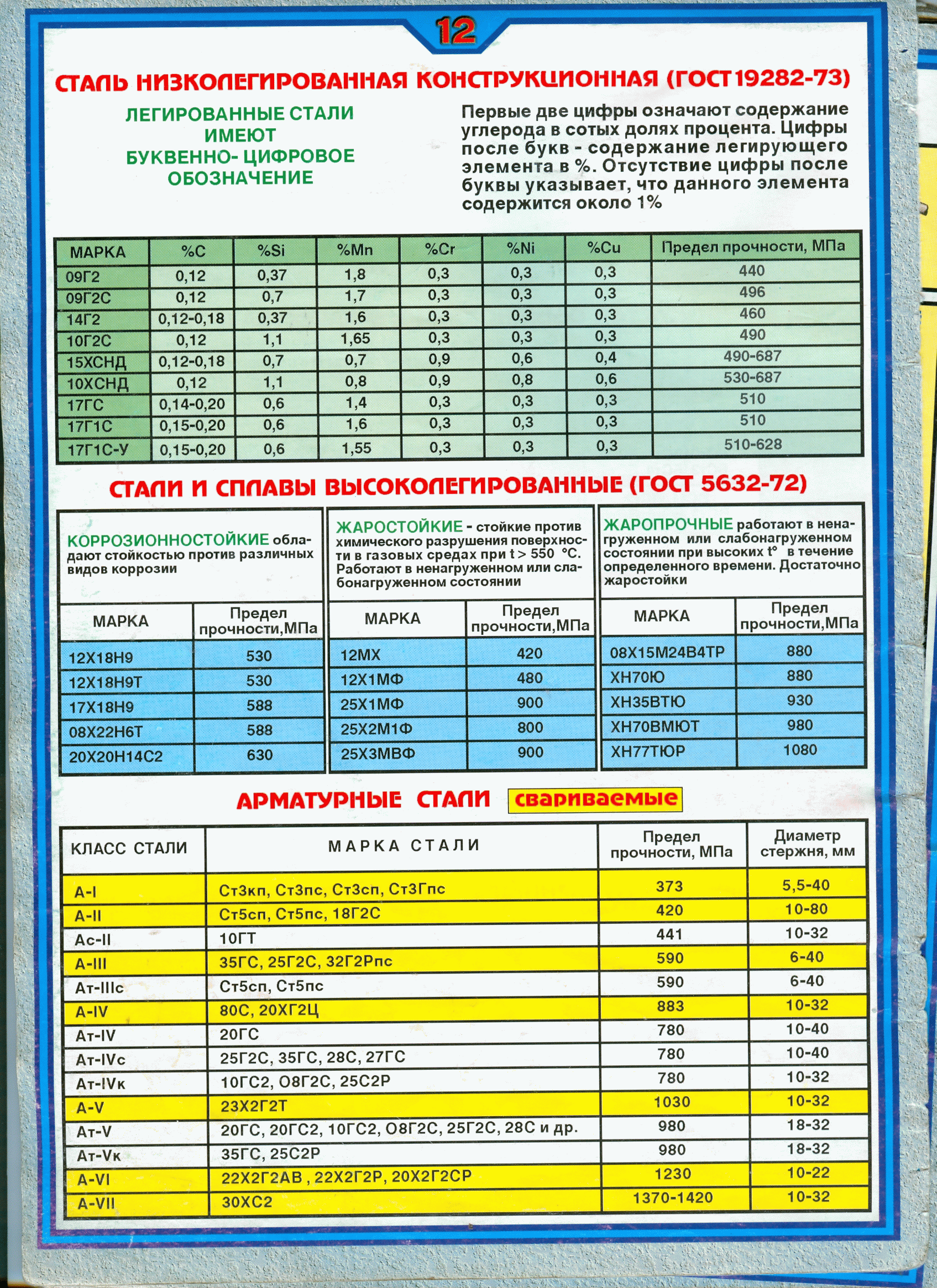 5 кгс-м/см2.
5 кгс-м/см2.
При производстве сварных конструкций получила распространение разработанная Институтом электросварки им. Е. О. Патона АН УССР совместно с Центральным научно-исследовательским институтом строительных конструкций (ЦНИИСК.) им. В. А. Кучеренко и другими организациями малоуглеродистая полуспокойная сталь 18Гпс.
Переход к производству углеродистых по — луспокойных сталей взамен спокойных позволяет без дополнительных капитальных затрат на 8—10% уменьшить расход металла на производство металлопроката, сократить расход окислителей, а также упростить ряд технологических операций при получении стали.
По химическому составу регламентируется следующее содержание элементов, проц.: углерода 0,14—0,22, марганца 0,8—1,2, кремния не более
Химический состав низколегированных
|
 30
300,1, серы и фосфора нс более чем по 0,04, хрома, никеля и меди не более чем по 0,3.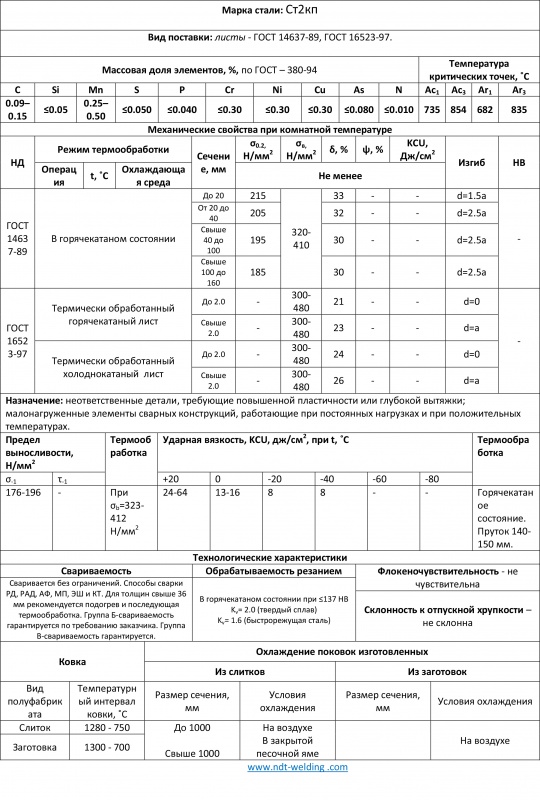 По механическим свойствам сталь должна удовлетворять требованиям ГОСТ 380—71* для стали марки СтЗГсп.
По механическим свойствам сталь должна удовлетворять требованиям ГОСТ 380—71* для стали марки СтЗГсп.
При одинаковом содержании углерода предел текучести стали 18Гпс, как правило, на 1—2 кге/мм2, а предел прочности на 1—4кгс/мм2 выше, чем стали СтЗпс. Полуспокойная сталь имеет более высокие значения ударной вязкости и волокнистости в изломе при всех температурах испытаний. Порог хладноломкости, определенный как по ударной вязкости, так и по наличию 50% волокна в изломе (образцы Менаже), в соответствующих профилях проката лежит при более низких температурах (на 10 — 20° С), чем для стали ВСтЗсп. Сталь устойчива против образования кристаллизационных трещин в сварных швах. Не свариваемость равноценна спокойной стали. Полуспокойную сталь 18Гпс, содержащую в готовом прокате до 0,22% С и 1,1% Мл,
сталей, проц. (ГОСТ 19281—73, ГОСТ 19282—73)
|
 30
30
можно сваривать, применяя те же сварочные материалы и те же режимы, что и для стали марки ВСтЗсп.
Для изготовления технологических сварных конструкций и технологического оборудования можно применять сталь углеродистую качественную конструкционную, а также обыкновенного качества общего назначения листовую и сортовую, химический состав и механические свойства которой должны соответствовать ГОСТ 1050—74.
Сталь низколегированная. Низколегированные стали для сварных конструкций в строительстве поставляются по ГОСТ 19281—73 (сортовой и фасонный прокат) и ГОСТ 19282—73 (листовой и широкополосный прокат).
Химический состав сталей, наиболее часто применяющихся в строительных сварных конструкциях, приведен в табл. 5. Механические свойстза стали должны соответствовать нормам табл. 6.
6.
Механические свойства низколегированных сталей (ГОСТ 19282—73)
|
Продолжение табл.
|
 6
6Значение ударной вязкости при температуре + 20° С после механического старения должно быть не менее 3 кгс-м/см2. Значение ударной вязкости при температуре —20° С должно быть не ниже норм, установленных для температуры —40° С, а при температурах —50 и —60 — не ниже норм, установленных для температуры —70° С. Свариваемость стали обеспечивается технологией ее изготовления и химическим составом.
Значение ударной вязкости при температуре —20° С должно быть не ниже норм, установленных для температуры —40° С, а при температурах —50 и —60 — не ниже норм, установленных для температуры —70° С. Свариваемость стали обеспечивается технологией ее изготовления и химическим составом.
В готовом прокате при условии обеспечения механических свойств стали ГОСТ 19282—73 регламентированы отклонения по химическому составу.
В зависимости от нормируемых механических свойств стали поставляют по категориям, которые определяют при выборе марок сталей в соответствии с табл. 50 СНиП Н-В. 3-72 с изменениями и дополнениями, утвержденными постановлением № 150 Госстроя СССР в сентябре 1975 г. Категорию стали проставляют в заказе и документе о качестве.
В обозначении марок сталей двузначные цифры слева указывают примерное содержание углерода в сотых долях процента. Справа от цифр стоят буквы: Г — марганец, С — кремний, X — хром, Н —никель, Д — медь, Ф — ванадий, А — азот, Б — ниобий, буквы пс в конце обозначения марки свидетельствуют, что сталь полуспокойная.
Фасонные профили, сортовую и листовую сталь поставляют без термической обработки или в термически обработанном состоянии. В качестве термической обработки применяют нормализацию, закалку с отпуском или улучшение. Вид термической обработки обычно выбирает завод-изготовитель. Однако стандартом предусмотрена поставка отдельных марок сталей в определенных пределах толщин по требованию потребителя после закалки с отпуском.
В новые стандарты включены марганцово-ниобие — вые стали 10Г2Б и 10Г2БД. Их физико-механические свойства и свариваемость исследовались в Институте электросварки им. Е. О. Патона АН УССР и в Украинском научно-исследовательском институте металлов. Было установлено, что микролегирование листовой горячекатаной стали ниобием в количестве 0,02—0,05% (содержание регламентировано ГОСТом) примерно на 25% повышает ее прочность.
Свариваемость сталей в период освоения оценивали с участием организаций Минмонтажспецстроя УССР по результатам испытаний тавровых образцов на склонность к кристаллизационным трещинам, плоских образцов на растяжение, стандартных образцов на ударный изгиб, плоских образцов с надрезом на статический изгиб и образцов для вибрационных испытаний. Проектным институтом Днсприроектстальконструкция была изучена также обрабатываемость этой стали.
Проектным институтом Днсприроектстальконструкция была изучена также обрабатываемость этой стали.
В результате всесторонних испытаний установлено, что новая низколегированная сталь 10Г2Б отличается повышенной прочностью, хорошей свариваемостью и, что особенно важно, повышенной вибрационной прочностью сварных соединений. Металл шва, выполненного на этой стали, обладает высокой стойкостью против образования кристаллизационных трещин.
Возможное снижение массы конструкций при использовании стали 10Г2Б или 10Г2БД с медью и замене ими углеродистой стали СтЗсп достигает 20%.
В сталях с нитридным упрочнением азот не является вредной примесью, так как полностью связывается ванадием в мельчайшие нитриды или карбо — нитриды с рдчипрпм чягтип примерно 0.0002 мм.
Дополнительное легирование небольшим количеством ванадия и наличие дисперсных карбонит — ридных фаз, выпадающих при охлаждении стали после термообработки, обеспечивает интенсивное измельчение зерна. Этим определяется благоприятный комплекс механических свойств. Стали характеризуются повышенной прочностью, высокой пластичностью и хорошей свариваемостью, что определяет возможность их применения в больших толщинах проката. Стали этих марок не содержат никеля и поэтому перспективны для применения в сварных строительных металлоконструкциях.
Стали характеризуются повышенной прочностью, высокой пластичностью и хорошей свариваемостью, что определяет возможность их применения в больших толщинах проката. Стали этих марок не содержат никеля и поэтому перспективны для применения в сварных строительных металлоконструкциях.
Сталь 14Г2АФ относится к классу прочности С 52/40, обладает хорошей пластичностью и удовлетворительной свариваемостью. К этому же классу относится полуспокойная сталь 15Г2АФДпс. СПиП 1I-B.3—72 предусмотрено применение стали в листах толщиной до 32 мм. Прочностные характеристики ее равноценны прочностным характеристикам стали 14Г2АФ.
Сталь обладает высокой пластичностью, сопротивлением хрупкому разрушению и хорошей свариваемостью.
Указаниями по применению стали для конструкций зданий и сооружений (СНиП II-B.3-72, табл. 50) предусмотрено назначение сталей 14Г2АФ и 15Г2АФДпс для сварных конструкций группы I, работающих в особо тяжелых условиях и подвергающихся непосредственному воздействию динамических или вибрационных нагрузок, в том числе: балок рабочих площадок главных зданий мартеновских и конверторных цехов, элементов конструкций бункерных и разгрузочных эстакад, непосредственно воспринимающих нагрузку от подвижных составов, подкрановых балок. Для расчетной температуры —40° С стали 14Г2АФ и 15Г2АФДпс применяются с нормируемыми механическими свойствами 12-й категорий, а для температур от —40 до —60 С — со свойствами 15-й категории.
Для расчетной температуры —40° С стали 14Г2АФ и 15Г2АФДпс применяются с нормируемыми механическими свойствами 12-й категорий, а для температур от —40 до —60 С — со свойствами 15-й категории.
Для сварных конструкций группы II, находящихся под непосредственным воздействием динамических и вибрационных нагрузок (кроме указанных в группе I), в том числе: пролетных строений наклонных мостов доменных печей, пролетных строений и опор транспортерных галерей, назначается также сталь класса С 60/45 марки 161 2АФ 12-й или 15-й категории для соответствующих температур. Кроме того, для этой группы конструкций предусмотрено применение стали 18Г2АФпс. Сталь марки 16Г2АФ наряду с высокой прочностью и пластичностью обладает хорошей сопротивляемостью хрупкому разрушению. По данным ЦНИИПроектстальконструк — ция, использование стали марки 16Г2АФ в сварных металлоконструкциях вместо углеродистой стали марки СтЗ позволяет снизить массу элементов конструкций на 45% и дает до 23% снижения их стоимости. Применение этой стали вместо распространенных сталей повышенной прочности 14Г2, 10Г2С1 снижает расход металла на 24 и стоимость конструкций на 9%.
Применение этой стали вместо распространенных сталей повышенной прочности 14Г2, 10Г2С1 снижает расход металла на 24 и стоимость конструкций на 9%.
Стали с нитридным упрочнением используются и для последующих групп (с III по V включительно).
Выбор марок сталей обычной, повышенной и высокой прочности в пределах каждой группы и каждого диапазона расчетных температур производится на основании данных технико-экономических обоснований и расчетов. Стали, рекомендуемые для конструкций I группы, допускается применять для конструкций всех последующих групп при соответствующих диапазонах расчетных температур; стали марок, рекомендуемых для II группы, допускается применять для конструкций последующих групп. При этом характеристика ударной вязкости должна
по содержанию углерода, по нормируемым свойствам, по способу производства. Основные свойства стали вСт3сп.
Углеродистые
стали подразделяют на низкоуглеродистые
(С=0,09. . .0,25%), среднеуглеродистые (С=0,25.
.. 0,46%) и высокоуглеродистые (С=0,46. .
.0,75%). Ннзкоуглеродистые стали чаще
применяют в строительных конструкциях;
среднеуглеродистые — в машиностроении;
высокоуглеродистые — в инструментальном
производстве.
Углеродистые стали
обыкновенного качества, согласно ГОСТ
380—71, разделяются на три группы:
группа
А — сталь поставляется по механическим
свойствам;
группа Б — сталь поставляется
по химическим свойствам;
группа В —
сталь поставляется по механическим и
химическим свойствам (стали этой группы
более дорогостоящие и применяются для
ответственных конструкций). Нормированный
химический состав углеродистых сталей
обыкновенного качества приведен в табл.
2.1.
В сталях содержатся добавки кремния
и марганца, а также вредные примеси —
сера и фосфор, содержание которых в
стали ограничивают.
Сталь получают
главным образом из смеси чугуна,
выплавляемого в доменных печах, со
стальным ломом. Сталь плавят в конверторах,
мартеновских и электрических печах.
Хорошее качество конверторной стали
обеспечивается продувкой кислородом.
. .0,25%), среднеуглеродистые (С=0,25.
.. 0,46%) и высокоуглеродистые (С=0,46. .
.0,75%). Ннзкоуглеродистые стали чаще
применяют в строительных конструкциях;
среднеуглеродистые — в машиностроении;
высокоуглеродистые — в инструментальном
производстве.
Углеродистые стали
обыкновенного качества, согласно ГОСТ
380—71, разделяются на три группы:
группа
А — сталь поставляется по механическим
свойствам;
группа Б — сталь поставляется
по химическим свойствам;
группа В —
сталь поставляется по механическим и
химическим свойствам (стали этой группы
более дорогостоящие и применяются для
ответственных конструкций). Нормированный
химический состав углеродистых сталей
обыкновенного качества приведен в табл.
2.1.
В сталях содержатся добавки кремния
и марганца, а также вредные примеси —
сера и фосфор, содержание которых в
стали ограничивают.
Сталь получают
главным образом из смеси чугуна,
выплавляемого в доменных печах, со
стальным ломом. Сталь плавят в конверторах,
мартеновских и электрических печах.
Хорошее качество конверторной стали
обеспечивается продувкой кислородом. Наивысшие сорта сталей получают их
переплавом: электрошлаковым, вакуумным
дуговым, электронно-лучевым,
плазменно-дуговым.
Плавка стали без
достаточного количества раскислите-лей
сопровождается выделением газов. Такая
сталь называется кипящей (буквы «кп» в
марке стали). Стали, раскисленные
добавками кремния и алюминия, остывают
в изложницах без интенсивного выделения
газов и называются спокойными (буквы
«сп» в марке стали). Промежуточные стали
— полуспокойные — обозначаются буквами
«пс».
Спокойные и полуспокойные стали
по механическим свойствам, как правило,
различаются между собой незначительно.
Спокойные стали обладают более стабильными
свойствами, кипящие — менее однородны,
но более склонны к хрупким разрушениям.
Производство спокойных сталей дороже.
Их обычно применяют в ответственных
конструкциях.
Наивысшие сорта сталей получают их
переплавом: электрошлаковым, вакуумным
дуговым, электронно-лучевым,
плазменно-дуговым.
Плавка стали без
достаточного количества раскислите-лей
сопровождается выделением газов. Такая
сталь называется кипящей (буквы «кп» в
марке стали). Стали, раскисленные
добавками кремния и алюминия, остывают
в изложницах без интенсивного выделения
газов и называются спокойными (буквы
«сп» в марке стали). Промежуточные стали
— полуспокойные — обозначаются буквами
«пс».
Спокойные и полуспокойные стали
по механическим свойствам, как правило,
различаются между собой незначительно.
Спокойные стали обладают более стабильными
свойствами, кипящие — менее однородны,
но более склонны к хрупким разрушениям.
Производство спокойных сталей дороже.
Их обычно применяют в ответственных
конструкциях.
3.Сортамент:основные понятия и примеры. Еденицы измерения момента инерции и момента сопротивления сечений.
В
сварных конструкциях применяют металл
в виде проката, отливок, поковок и
штампованных изделий. Наиболее
часто сварные
конструкции изготовляют из проката. Листовой
прокат.
Листовую сталь получают прокаткой между
валками без бокового давления. Сортамент
на толстую листовую сталь включает
листы толщиной 4. . . 160 мм. Листовой прокат
приобретает все большее значение в
промышленности. Стоимость проката
зависит от его сорта и размеров. Наименьшую
стоимость имеют профили типовых размеров.
Наиболее
часто сварные
конструкции изготовляют из проката. Листовой
прокат.
Листовую сталь получают прокаткой между
валками без бокового давления. Сортамент
на толстую листовую сталь включает
листы толщиной 4. . . 160 мм. Листовой прокат
приобретает все большее значение в
промышленности. Стоимость проката
зависит от его сорта и размеров. Наименьшую
стоимость имеют профили типовых размеров.
Простой
сортовой прокат.
К нему относят круглую, шестигранную и
полосовую сталь. Круглая сталь широко
используется в качестве арматуры
железобетонных сооружений, а также в
строительных конструкциях, работающих
под небольшими нагрузками, например в
фермах легкого типа. Фасонные
профили общего назначения. Если элемент конструкции подвергается
изгибу, то рациональность профиля с
позиции минимальной массы при заданной
несущей способности определяется
отношением WIA, где W — момент сопротивления
изгибу; Л — площадь поперечного сечения.
Чем больше отношение W/Л, тем эффективнее
используется профильный прокат. Двутавровые
балки (двутавры) — профильные элементы с большими
моментами инерции при относительно
небольших площадях поперечного сечения.
Номер двутавра указывает его высоту в
сантиметрах. Двутавры применяют в
различных строительных и машиностроительных
конструкциях.
Угловая сталь (уголки)
состоят из двух полок равной или неравной
ширины.
Швеллеры используют при
конструировании станин, рам, элементов
ферм и других видов конструкций. Сортамент
швеллеров определяет ГОСТ 8240—72. Фасонные
профили отраслевого назначения применяют в
различных областях народного хозяйства:
для изготовления рельсов, железнодорожного
транспорта, тавровых и зетовых элементов
строительных конструкций и т. д. Сортамент
фасонных прокатных профилей весьма
разнообразен. Он включает периодические,
штампованные, гнутые, прессованные и
трубчатые профили.
Периодические
профили (профили переменного сечения)
целесообразно применять для изготовления
арматуры железобетона. Винтообразная
форма стержня увеличивает его поверхность
и улучшает сцепление металла бетоном.
Двутавровые
балки (двутавры) — профильные элементы с большими
моментами инерции при относительно
небольших площадях поперечного сечения.
Номер двутавра указывает его высоту в
сантиметрах. Двутавры применяют в
различных строительных и машиностроительных
конструкциях.
Угловая сталь (уголки)
состоят из двух полок равной или неравной
ширины.
Швеллеры используют при
конструировании станин, рам, элементов
ферм и других видов конструкций. Сортамент
швеллеров определяет ГОСТ 8240—72. Фасонные
профили отраслевого назначения применяют в
различных областях народного хозяйства:
для изготовления рельсов, железнодорожного
транспорта, тавровых и зетовых элементов
строительных конструкций и т. д. Сортамент
фасонных прокатных профилей весьма
разнообразен. Он включает периодические,
штампованные, гнутые, прессованные и
трубчатые профили.
Периодические
профили (профили переменного сечения)
целесообразно применять для изготовления
арматуры железобетона. Винтообразная
форма стержня увеличивает его поверхность
и улучшает сцепление металла бетоном.
Штампованные профили толщиной 5. . .6 мм получают из листовой стали холодной штамповкой. Особенность этих профилей — большой момент инерции прн относительно малых площадях поперечного сечения, а следовательно, и при малой массе. Размеры штампованных элементов зависят от конструкции прессов. Имеются прессы, которые позволяют обрабатывать элементы длиной до 5. . .6 м. Штампованные элементы находят широкое применение в авиастроении, автомобилестроении, промышленном строительстве. Штампуются ребристые плиты, обеспечивающие прочность и жесткость. Гнутые профили изготовляются из горячекатаной и холоднокатаной отожженной листовой ленточной и полосовой стали обыкновенного качества и из низколегированной стали преимущественно малых толщин (3. . .4 мм).
Прессованные профили изготовляют из алюминиевых сплавов. Им можно придавать разнообразные виды (открытые, трубчатые).
Трубчатые
профили различных
очертаний постоянного или переменного
поперечного сечения изготовляют сваркой,
горячей прокаткой, прессованием, горячим
и холодным волочением и раздувкой. Помимо круглого профиля, наиболее
распространенного в промышленности,
изготовляют также фасонные трубы.
Помимо круглого профиля, наиболее
распространенного в промышленности,
изготовляют также фасонные трубы.
Осевыми моментами инерции сечения относительно осей X и Y (рис. 4.3) называются определенные интегралы вида |
Центробежным моментом инерции сечения относительно двух взаимно перпендикулярных осей х и y называется определенный интеграл вида (рис. 4.3) |
Полярным моментом инерции сечения относительно начала координат о называется определенный интеграл вида |
Единица измерения СИ: кг·м².
Осевым моментом сопротивления называется отношение момента инерции относительно данной оси к расстоянию от оси до наиболее удаленной точки поперечного сечения Полярным моментом сопротивления называется отношение полярного момента инерции к расстоянию от полюса до наиболее удаленной точки сечения
Сварка низкоуглеродистых сталей – Осварке. Нет
Нет
 Нет
НетНизкоуглеродистыми называют стали с низким содержанием углерода до 0,25%. Низколегированными называют стали с содержанием до 4% легирующих элементов без учета углерода.
Хороша свариваемость низкоуглеродистых и низколегированных конструкционных сталей является главной причиной их массового применения для производства сварочных конструкций.
Химический состав и свойства сталей
[context] В углеродистых конструкционных сталях углерод основной легирующий элемент. От количества содержания этого элемента зависят механические свойства сталей. Низкоуглеродистые стали разделяют на стали обыкновенного качества и качественные.Стали обыкновенного качества
В зависимости от степени раскисления стали обыкновенного качества разделяют на:
- кипящие — кп;
- полуспокойные — пс;
- спокойные — сп.
Кипящие стали
Стали этой группы содержат не более 0,07% кремния (Si). Получают сталь путем неполного раскисления стали марганцем. Отличительной особенностью кипящей стали является неравномерное распределение серы и фосфора по толщине проката. Попадание участка со скоплением серы в зону сварки может привести к появлению кристаллизационных трещин в шве и зоне термического влияния. Находясь в среде пониженных температур такая сталь может перейти в хрупкое состояние. Поддавшись сварке такие стали могут стареть в околошовной зоне.
Отличительной особенностью кипящей стали является неравномерное распределение серы и фосфора по толщине проката. Попадание участка со скоплением серы в зону сварки может привести к появлению кристаллизационных трещин в шве и зоне термического влияния. Находясь в среде пониженных температур такая сталь может перейти в хрупкое состояние. Поддавшись сварке такие стали могут стареть в околошовной зоне.
Спокойные стали
Спокойные стали содержат не менее 0,12% кремния (Si). Получают спокойные стали при раскислении стали марганцем, кремнием, алюминием. Отличаются более равномерным распределением в них серы и фосфора. Спокойные стали меньше отзываются на нагрев, меньше склонны к старению.
Полуспокойные стали
Полуспокойные стали имеют средние характеристики между спокойными и кипящими сталями.
Производят углеродистые стали обыкновенного качества трех групп. Стали группы А не используют для сварки, поставляют по их механическим свойствам. Букву «А» в обозначение стали не ставят, например «Ст2».
Стали группы Б и В поставляют по их химическим свойствам, химическим и механическим соответственно. В начало обозначения стали ставят букву группы, например БСт2, ВСт3.
Полуспокойные стали марок 3 и 5 могут поставляться с повышенным содержанием марганца. В таких сталях после обозначения марки ставят букву Г (например, БСт3Гпс).
Для изготовления ответственных конструкций следует использовать обыкновенные стали группы В. Изготовление сварочных конструкций из низкоуглеродистых сталей обыкновенного качества не требует применения термической обработки.
Качественные стали
Низкоуглеродистые качественные стали поставляют с нормальным (марки 10, 15 и 20) и повышенным (марки 15Г и 20Г) содержанием марганца. Качественные стали содержат пониженное количество серы. Для изготовления сварочных конструкций из сталей этой группы применяют стали в горячекатаном состоянии, реже стали с термической обработкой. Сварка этих сталей для повышения прочности конструкции может производится с последующей термической обработкой.
Низколегированные стали
Если в углеродистую сталь вводят специальные химические элементы, которые изначально в ней отсутствует, то такую сталь называют легированной. Марганец и кремний считают легирующими компонентами если их содержание превышает 0,7% и 0,4% соответственно. Поэтому стали ВСт3Гпс, ВСт5Гпс, 15Г и 20Г считают одновременно низкоуглеродистыми и низколегированными конструкционными сталями.
Легирующие элементы способны образовывать соединения с железом, углеродом и другими элементами. Это способствует улучшению механических свойств сталей и снижает предел хладноломкости. Как следствие появляется возможность снизить массу конструкции.
Легирование металла марганцем влияет на повышение ударной вязкости и стойкость к хладноломкости. Сварочные соединения с марганцовистых сталей отличаются более высокой прочностью при знакопеременных ударных нагрузках. Повысить стойкость стали от атмосферной и морской коррозии можно легированием медью (0,3-0,4%). Большинство низколегированных сталей для производства сварочных конструкций используют в горячекатаном состоянии. Механические свойства легированных сталей можно улучшить термической обработкой, поэтому некоторые марки сталей для сварных конструкций используют после термической обработки.
Механические свойства легированных сталей можно улучшить термической обработкой, поэтому некоторые марки сталей для сварных конструкций используют после термической обработки.
Свариваемость низкоуглеродистых и низколегированных сталей
Низкоуглеродистые и низколегированные конструкционные стали обладают хорошей свариваемостью. Технология их сварки должна обеспечивать равные механические свойства шва и основного металла (не ниже нижнего предела свойств основного металла). В ряде случаев обусловленных условиями работы конструкции допускается снижение некоторых механических свойств шва. В шве должны отсутствовать трещины, непровары, поры, подрезы и другие дефекты. Форма и геометрические размеры шва должны соответствовать требуемым. К сварному соединению могут предъявляться дополнительные требования, которые связаны с условиями работы конструкции. Все без исключения сварочные швы должны быть долговечными и надежными, а технология обеспечивать производительность и экономичность процесса.
На механические свойства сварного соединения влияет его структура. Структура металла при сварке зависит от химического состава материала, режимов сварки и термической обработки.
Подготовка и сборка деталей под сварку
[context] Подготовку и сборку под сварку осуществляют в зависимости от типа сварочного соединения, способа сварки и толщины металла. Для выдерживания зазора между кромок и правильного положения деталей используют специально созданные сборочные приспособления или универсальные приспособления (подходят для многих простых деталей). Сборку могут выполнять с использованием прихваток, размеры которых зависят от толщины свариваемого металла. Прихватка может быть длиной 20-120 мм, а расстояние между ними 500-800 мм. Сечение прихватки равно примерно трети шва, но не более 25-30 мм2. Прихватки можно выполнять ручной дуговой сваркой или механизированной сваркой в защитных газах. Прежде чем переходить к сварке конструкции прихватки зачищают, осматривают и при наличии них дефектов вырубают или удаляют другими методами. Во время сварки прихватки полностью переплавляют из-за возможного возникновения в них трещин как результат быстрого теплоотвода. Перед электрошлаковой сваркой детали размещают с зазором, который постепенно увеличивается к концу шва. Фиксация деталей для сохранения их взаимоположения выполняется с помощью скоб. Скобы должны быть на расстоянии 500-1000 мм. Удалять их необходимо по мере наложения шва.
Во время сварки прихватки полностью переплавляют из-за возможного возникновения в них трещин как результат быстрого теплоотвода. Перед электрошлаковой сваркой детали размещают с зазором, который постепенно увеличивается к концу шва. Фиксация деталей для сохранения их взаимоположения выполняется с помощью скоб. Скобы должны быть на расстоянии 500-1000 мм. Удалять их необходимо по мере наложения шва.При автоматических методах сварки следует устанавливать заходные и выходные планки. При автоматической сварке тяжело обеспечить качественный провар корня шва и предупредить прожоги металла. Для этого применяют остающиеся и съемные подкладки, флюсовые подушки. Можно также сваривать корень шва ручной дуговой сваркой или полуавтоматической в защитных газах, а остальную часть шва выполнять автоматическими методами.
Сварка ручными и механизированными методами выполняется на весу.
Кромки сварочных деталей тщательно зачищают от шлака, ржавчины, масла и других загрязнений для предупреждения образования дефектов. Ответственные конструкции сваривают преимущественно с двух сторон. Способ заполнения разделки кромок при сварке толстостенных конструкций зависит от его толщины и термический обработки металла перед сваркой. Выявленные после сварки непровары, трещины, поры и другие дефекты удаляют механическим инструментом, воздушно-дуговой или плазменной резкой, после чего заваривают обратно. При сварке низкоуглеродистых сталей свойства и химический состав сварного соединения во многом зависит от используемых материалов и режимов сварки.
Ответственные конструкции сваривают преимущественно с двух сторон. Способ заполнения разделки кромок при сварке толстостенных конструкций зависит от его толщины и термический обработки металла перед сваркой. Выявленные после сварки непровары, трещины, поры и другие дефекты удаляют механическим инструментом, воздушно-дуговой или плазменной резкой, после чего заваривают обратно. При сварке низкоуглеродистых сталей свойства и химический состав сварного соединения во многом зависит от используемых материалов и режимов сварки.
Ручная дуговая сварка низкоуглеродистых сталей
Для получения качественного соединения при помощи ручной дуговой сварки необходимо правильно выбрать сварочные электроды, выставить режимы и применить правильную технику сварки. Недостатком ручной сварки является большая зависимость от опыта и квалификации сварщика, несмотря на хорошую свариваемость рассматриваемых сталей.
Сварочные электроды следует выбирать исходя из типа свариваемой стали и назначения конструкции. Для этого можно воспользоваться каталогом электродов, где хранятся паспортные данные множества марок электродов.
Для этого можно воспользоваться каталогом электродов, где хранятся паспортные данные множества марок электродов.
При выборе электрода следует обратить внимание на рекомендуемые условия по роду и полярности тока, пространственного положения, силе тока и т. д. В паспорте на электроды может указываться типичный состав наплавленного металла и механические свойства соединения выполненных этими электродами.
Подробнее о режимах и технике ручной дуговой сварке можете прочитать здесь:В большинстве случаев сварка низкоуглеродистых сталей производиться без мер направленных на предупреждение образования закалочных структур. Но все же при сварке толстостенных угловых швов и первого слоя многослойного шва для предотвращения образования трещин используют предварительный подогрев деталей до температуры 150-200° C.
При сварке нетермоупрочненных сталей хороший эффект достигается использованием методов сварки каскадом и горкой, что не дает металлу шва быстро остывать. Этот же эффект дает предварительный подогрев до 150-200° C.
Для сварки термоупрочненных сталей рекомендуется выполнять длинные швы по охлажденным предыдущим швам, чтобы избежать разупрочнения околошовной зоны. Также следует выбирать режимы с малой погонной энергией. Исправление дефектов при многослойной сварке следует делать швами большого сечения, длиной не менее 100 мм или предварительно подогревать сталь до 150-200° C.
Дуговая сварка в защитных газах низкоуглеродистых сталей
Сварка низкоуглеродистых и низколегированных сталей осуществляется с применением углекислого газа или его смесей в качестве защитного газа. Можно применять смеси углекислый газ + аргон или кислород до 30%. Для ответственных конструкций сварку можно выполнять с использованием аргона или гелия.
В некоторых случаях применяют сварку угольным и графитовым электродом, для сварки бортовых соединений толщиной 0,2-2,0 мм (например, корпуса конденсаторов, канистры и т. д.). Так как сварка выполняется без использования присадочного прутка, содержание марганца и кремния в шве невелико, в результате теряется прочность соединения на 30-50% ниже от основного металла.
Сварка в углекислом газе выполняется с использованием сварочной проволоки. Для автоматической и полуавтоматической сварки в разных пространственных положениях применяют проволоку диаметром до 1,2 мм. Для нижнего положения используют проволоку 1,2-3,0 мм.
| Сталь | ВСт1, Вст2 | ВСт3 | 10ХСНД, 15ХСНД, 14ХГС, 09Г2, 14Г2 и им подобные |
| Проволока | Св-08ГС, Св-08Г2С, Св-12ГС | Св-08ГС, Св-08Г2С | Св-08Г2С (при одно- и двухслойной сварке), св-08ХГ2С |
Как видно из таблицы для сварки всех сталей можно использовать проволоку Св-08Г2С.
Сварка низкоуглеродистых сталей под флюсом
Качественное сварное соединение с равной прочностью шва и основного металла достигается путем правильного подбора флюсов, проволоки, режимов и техники сварки. Автоматическую сварку под флюсом низкоуглеродистых сталей рекомендуют выполнять проволокой диаметра от 3 до 5 мм, полуавтоматическую сварку под флюсом диаметром 1,2-2 мм. Для сварки низкоуглеродистых сталей применяют флюсы АН-348-А и ОСЦ-45. Низкоуглеродистую сварочную проволоку марок Св-08 и Св-08А, а для ответственных конструкций можно применить проволоку Св-08ГА. Такой комплект сварочных материалов позволяет получить швы с равными или превышающими механическими свойствами основному металлу.
Автоматическую сварку под флюсом низкоуглеродистых сталей рекомендуют выполнять проволокой диаметра от 3 до 5 мм, полуавтоматическую сварку под флюсом диаметром 1,2-2 мм. Для сварки низкоуглеродистых сталей применяют флюсы АН-348-А и ОСЦ-45. Низкоуглеродистую сварочную проволоку марок Св-08 и Св-08А, а для ответственных конструкций можно применить проволоку Св-08ГА. Такой комплект сварочных материалов позволяет получить швы с равными или превышающими механическими свойствами основному металлу.
Для сварки низколегированных сталей рекомендуется применять сварочную проволоку Св-08ГА, Св-10ГА, Св-10Г2 и другие с содержанием марганца. Флюсы что и для низкоуглеродистых сталей. Такие материалы позволяют получить необходимые механические свойства и стойкость металла от образования пор и трещин. При сварке без скоса кромок увеличение доли основного металла в металле шва может повысить содержание углерода. Это повышает прочностные свойства, но уменьшает пластические свойства соединения.
| Марка стали | Марка плавленного флюса | Сварочная проволока |
| ВСт1-ВСт3 | АН-348-А, ОСЦ-45, ФЦ-9 и керамические К-11, КВС-19 | Св-08, Св-08А, для ответственных конструкций Св-08ГА |
| 09Г2 | АН-22 | Св-08ГА |
| 12ГС, 16ГС, 10Г2С1, 17ГС, 17Г1С | АН-60 | Св-ГСМТ (для стали 12ГС также Св-10ГА) |
| 09Г2С | АН-22 | Св-08ГА, Св-10НМА, Св-10ГА |
| 10ХСНД | АН-348-А | Св-08ГСМТ |
| 15ХСНД | АН-348-А, АН-22 | Св-10Г2, Св-08ХГСМА |
 Расходные материалы для сварки низкоуглеродистых и низколегированных сталей под флюсом
Расходные материалы для сварки низкоуглеродистых и низколегированных сталей под флюсомРежимы сварки низкоуглеродистых и низколегированных сталей отличаются незначительно и зависят от техники сварки, типа соединения и шва. При сварке угловых однослойных швов, угловых и стыковых швов толстой стали марки ВСт3 на режимах с малой погонной энергией в околошовной зоне могут образовываться закалочные структуры и понизиться пластичность. Для предотвращения этого следует увеличить сечение шва или применить двухдуговую сварку.
Для предотвращения этого следует увеличить сечение шва или применить двухдуговую сварку.
| Толщина листа, мм | 8-10 | 10-22 | 24-60 |
| Сечение слоя образованного из электродного металла, мм | 25 | 35 | 50 |
Для предупреждения разрушения шва в зоне термического влияния при сварке низколегированных сталей следует использовать режимы с малой погонной энергией, а для сварки не термоупрочненных сталей — режимы с повышенной погонной энергией. Во втором случае для обеспечения пластических свойств шва и прилегающей зоны не хуже основного металла необходимо применять двухдуговую сварку или предварительный подогрев до 150-200° C.
| ГОСТ | Марки стали | Заменитель | Свариваемость |
|---|---|---|---|
| 380-94 | Ст0 | Сваривается без ограничений | |
| Ст2кп Ст2пс Ст2сп | Ст2сп Ст2пс | Сваривается без ограничений. Для толщины более 36 мм рекомендуется подогрев и последующая термообработка Для толщины более 36 мм рекомендуется подогрев и последующая термообработка | |
| Ст3кп | Ст3пс | Сваривается без ограничений. Для толщины более 36 мм рекомендуется подогрев и последующая термообработка | |
| Ст3пс Ст3сп | Ст3сп Ст3пс | Сваривается без ограничений. Для толщины более 36 мм рекомендуется подогрев и последующая термообработка | |
| Ст3Гпс | Ст3пс Сталь 18Гпс | Сваривается без ограничений. Для толщины более 36 мм рекомендуется подогрев и последующая термообработка | |
| Ст4кп | |||
| Ст4пс | Ст4сп | Сваривается ограниченно | |
| Ст5пс Ст5сп | Ст6сп Ст4сп | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка | |
| Ст6пс | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка | ||
| Ст6сп | Ст5сп | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка Рекомендуется подогрев и последующая термообработка | |
| 801-78 | ШХ15 | Стали: ШХ9, ШХ12, ШХ15СГ | Способ сварки КТС |
| ШХ15СГ | Стали: ХВГ, ШХ15, 9ХС, ХВСГ | Способ сварки КТС | |
| ШХ4 | Способ сварки КТС | ||
| 1050-88 | 08 | Сталь 10 | Сваривается без ограничений, кроме деталей после химико-термической обработки |
| 08кп 08пс | Сталь 08 | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
| 10 | Стали: 08, 15, 08кп | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
| 10кп 10пс | Стали: 08кп, 15кп, 10 | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
| 15 | Стали: 10, 20 | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
| 15кп 15пс | Стали: 10кп, 20кп | Сваривается без ограничений | |
| 18кп | Сваривается без ограничений | ||
| 20 | Сталь: 15, 20 | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
| 20кп 20пс | Сталь: 15кп | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
| 25 | Сталь: 20, 30 | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
| 30 | Стали: 25, 35 | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка Рекомендуется подогрев и последующая термообработка | |
| 35 | Стали: 30, 40, 35Г | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка | |
| 40 | Стали: 35, 45, 40Г | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка | |
| 45 | Стали: 40Х, 50, 50Г2 | Трудносвариваемая. Необходим подогрев и последующая термообработка | |
| 50 | Стали: 45, 50Г, 50Г2, 55 | Трудносвариваемая. Необходим подогрев и последующая термообработка | |
| 55 | Стали: 50, 60, 50Г | Не применяется для сварных конструкций | |
| 58 (55пп) | Стали: 30ХГТ, 20ХГНТР, 20ХН2М, 12ХНЗА, 18ХГТ | Не применяется для сварных конструкций | |
| 1414-75 | А20 | Сталь А12 | Не применяется для сварных конструкций |
| А30 А40Г | Сталь: А40Г | Не применяется для сварных конструкций | |
| 1435-90 | У7, У7А | Сталь: У8 | Не применяется для сварных конструкций |
| У8, У8А | Сталь: У7, У7А У10, У10А | Не применяется для сварных конструкций | |
| У9, У9А | Стали: У7, У7А, У8, У8А | Не применяется для сварных конструкций | |
| У10, У10А | Стали: У10, У10А | Не применяется для сварных конструкций | |
| 4543-71 | 15Х | Сталь: 20Х | Сваривается без ограничений, кроме деталей после химико-термической обработки |
| 20Х | Сталь: 15Х, 20ХН, 18ХГТ | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
| 30Х | Сталь: 35Х | Ограниченно сваривается | |
| 35Х | Сталь: 40Х | Ограниченно сваривается | |
| 38ХА | Сталь: 40Х, 35Х | Трудно-свариваемая | |
| 40Х | Сталь: 45Х, 35ХА, 40ХС | Трудно-свариваемая, необходим подогрев и последующая термообработка | |
| 45Х | Сталь: 40Х, 45Х, 50ХН | Трудно-свариваемая, необходим подогрев и последующая термообработка | |
| 50Х | Сталь: 40Х, 45Х, 50ХН | Трудно-свариваемая, необходим подогрев и последующая термообработка | |
| 15Г 20Г | Сталь: 20Г, 20, 30Г | Хорошо свариваемая | |
| 30Г | Сталь: 35, 40Г | Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка Рекомендуется подогрев и последующая термообработка | |
| 35Г | Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка | ||
| 40Г | Стали: 45, 40Х | Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка | |
| 45Г | Стали: 40Г, 50Г | Трудно-свариваемая. Рекомендуется подогрев и последующая термообработка. | |
| 50Г | Стали: 40Г, 50 | Трудно-свариваемая. Рекомендуется подогрев и последующая термообработка. | |
| 10Г2 | Сталь: 09Г2 | Сваривается без ограничений. | |
| 35Г2 | Сталь: 40Х | Трудно-свариваемая. Требуется подогрев и последующая термообработка. | |
| 40Г2 | Сталь: 45Г2, 60Г | Трудно-свариваемая. Требуется подогрев и последующая термообработка. | |
| 45Г2 | Сталь: 50Г2 | Трудно-свариваемая.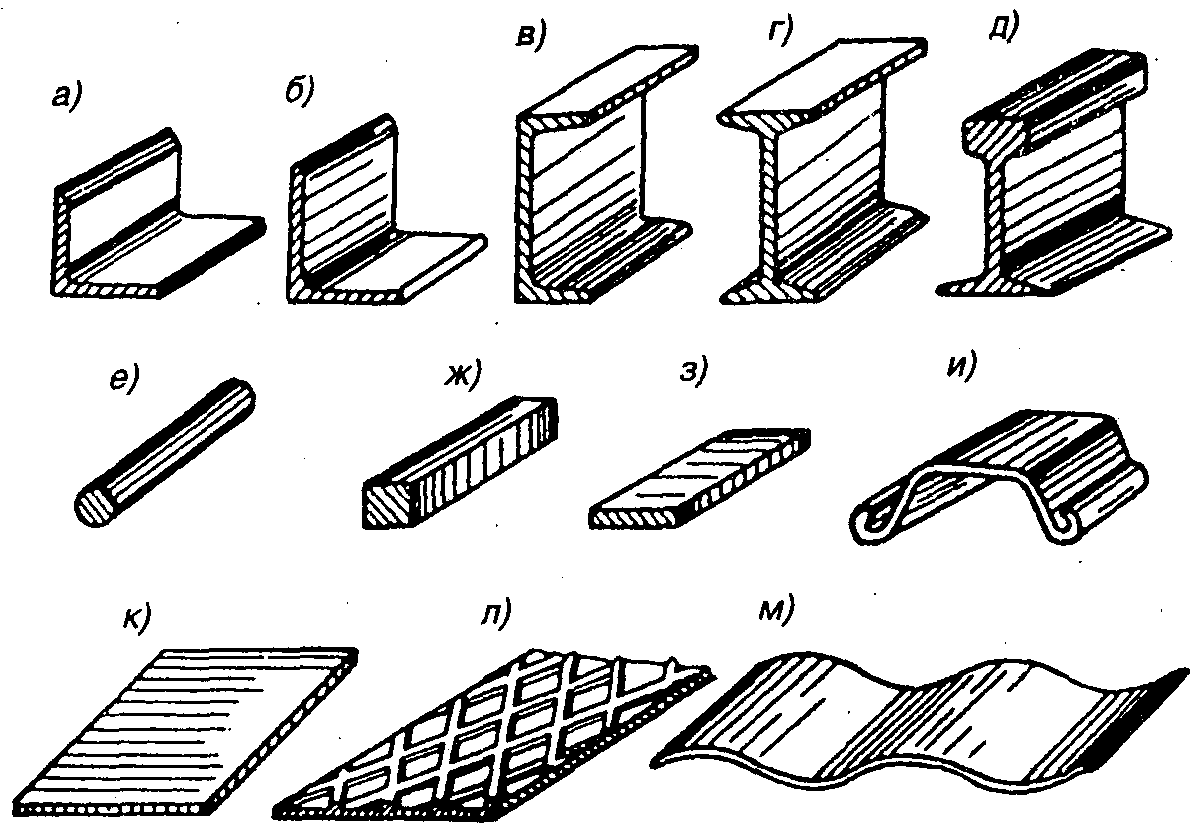 Требуется подогрев и последующая термообработка. Требуется подогрев и последующая термообработка. | |
| 50Г2 | Сталь: 45Г2, 60Г | Не применяется для сварных конструкций | |
| 47ГТ | Сталь: 40ХГРТ | Не применяется для сварных конструкций | |
| 18ХГТ 25 | Сталь: 30ХГТ, 25ХГТ, 12ХН3А, 12Х2Н4А, 20ХН2М, 20ХГР | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
| 20ХГР | Сталь: 20ХН3А, 20ХН24, 18Х1Т, 12ХН2, 12ХН3А | Сваривается без ограничений, кроме деталей после химико-термической обработки | |
| 25Х1Т | Сталь: 18ХГТ, 30ХГТ, 25ХГМ | Требуется последующая термообработка | |
| 30ХГТ | Сталь: 18ХГТ, 20ХН2М, 25ХГТ, 12Х2Н4А | Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка | |
| 33ХС | Трудно-свариваемая | ||
| 38ХС 40ХС | Сталь: 40ХС, 38ХС, 35ХГТ | Трудно-свариваемая | |
| 15ХФ | Сталь: 20ХФ | Сваривается без ограничений (способ КТС) | |
| 40ХФА | Сталь: 40Х, 65Г, 50ХФА, 30Х3МФ | Трудно-свариваемая. Требуется подогрев и последующая термообработка. Требуется подогрев и последующая термообработка. | |
| 15ХМ | Сваривается без ограничений. Рекомендуется подогрев и последующая термообработка | ||
| 30ХМ 30ХМА | Сталь: 35ХМ, 35ХРА | Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка | |
| 35ХМ | Сталь: 40Х, 40ХН, 30ХН, 35ХГСА | Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка | |
| 38ХН | Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка | ||
| 20ХН | Сталь: 15ХГ, 20ХНР, 18ХГТ | Ограниченно свариваемая | |
| 40ХН | Сталь: 45ХН, 50ХН, 38ХГН, 40Х, 35ХГФ, 40ХНР, 40ХНМ, 30ХГВТ | Трудно-свариваемая. Рекомендуется подогрев и последующая термообработка | |
| 45ХН | Сталь: 40ХН | Трудно-свариваемая. Рекомендуется подогрев и последующая термообработка | |
| 50ХН | Сталь: 40ХН, 60ХГ | Не применяется для сварных конструкций | |
| 20ХНР | Сталь: 20ХН | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. Требуется подогрев и последующая термообработка. | |
| 12ХН2 | Сталь: 20хнр, 20ХГНР, 12ХН3А, 18ХГТ, 20ХГР | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. | |
| 12ХН3А | Сталь: 12ХН2, 20ХН3А, 25ХГТ, 12Х2НА, 20ХНР | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. | |
| 20ХН3А | Сталь: 20ХГНР, 20ХНГ, 38ХА, 20ХГР | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. | |
| 12Х2Н4А | Сталь: 20ХГНР, 12ХН2, 20ХГР, 12ХН3А, 20Х2Н4А | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. | |
| 20Х2Н4А | Сталь: 20ХГНР, 20ХГНТР | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. | |
| 30ХН3А | Сталь: 30Х2ГН2, 34ХН2М | Ограниченно свариваемая. Требуется подогрев и последующая термообработка.  | |
| 20ХГСА | Сталь: 30ХГСА | Сваривается без ограничений | |
| 25ХГСА | Сталь: 20ХГСА | Сваривается без ограничений | |
| 30ХГС, 30ХН2МА | Сталь: 40ХФА, 35ХМ, 40ХН, 35ХГСА | Ограниченно свариваемая. Требуется подогрев и последующая термообработка. | |
| 38Х2Н2МА | Не применяется для сварных работ | ||
| 40ХН2МА | Сталь: 40ХГТ, 40ХГР, 30Х3МФ, 45ХН2МФА | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 40Х2Н2МА | Сталь: 38Х2Н2МА | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 38ХН3МА | Сталь: 38ХН3ВА | Не применяется для сварных конструкций | |
| 18Х2Н4МА | Сталь: 20Х2Н4А | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 30ХГСА | Сталь: 40ХФА, 35ХМ, 40ХН, 25ХГСА, 35ХГСА | Трудно-свариваемая. Необходим подогрев и последующая термообработка Необходим подогрев и последующая термообработка | |
| 35ХГСА | Сталь: 30ХГС, 30ХГСА, 30ХГТ, 35ХМ | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 30ХГСН2А | Трудно-свариваемая. Необходим подогрев и последующая термообработка | ||
| 38ХГН | Сталь: 38ХГНМ | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 20ХГНР | Сталь: 20ХН3А | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 20ХН2М | Сталь: 20ХГР, 15ХР, 20ХНР, 20ХГНР | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 30ХН2МФА | Сталь: 30ХН2ВФА | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 36Х2Н2МФА | Трудно-свариваемая | ||
| 38ХН3МФА | Не применяется для сварных конструкций | ||
| 45ХН2МФА | Трудно-свариваемая. Необходим подогрев и последующая термообработка Необходим подогрев и последующая термообработка | ||
| 20ХН4ФА | Сталь: 18Х2Н4МА | Не применяется для сварных конструкций | |
| 38Х2МЮА | Сталь: 38Х2ЮА, 38ХВФЮ, 38Х2Ю, 20Х3МВФ | Не применяется для сварных конструкций | |
| 5520-79 | 16К 18К | Сваривается без ограничений | |
| 20К | Сваривается без ограничений | ||
| 22К | Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка | ||
| 5632-72 | 40Х9С2 | Не применяется для сварных конструкций | |
| 40Х10С2М | Трудно-свариваемая. Необходим подогрев и последующая термообработка | ||
| 08Х13 12Х13 20Х13 25Х13Н2 | Сталь: 12Х13, 12Х18Н9Т Сталь: 20Х13 Сталь: 12Х13, 14Х17Н2 | Ограниченно свариваемая. Подогрев и термообработка применяются в зависимости от метода сварки, вида и назначения конструкций Подогрев и термообработка применяются в зависимости от метода сварки, вида и назначения конструкций | |
| 30Х13 40Х13 | Не применяется для сварных конструкций | ||
| 10Х14АГ16 | Сталь: 12Х18Н9, 08Х18Н10, 12Х18Н9Т, 12Х18Н10Т | Сваривается без ограничений | |
| 12Х17 | Сталь: 12Х18Н9Т | Не рекомендуется для сварных конструкций. Трудно-свариваемая | |
| 08Х17Т, 08Х18Т1 | Сталь: 12Х17, 08Х18Т1, 08Х17Т | Ограниченно свариваемая | |
| 95Х18 | Не применяется для сварных конструкций | ||
| 15Х25Т | Сталь: 12Х18Н10Т | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 15Х28 | Сталь: 15Х25Т, 20Х23Н18 | Трудно-свариваемая. Необходим подогрев и последующая термообработка | |
| 20Х23Н13 | Ограниченно свариваемая | ||
| 20Х23Н18 | Сталь: 10Х25Т, 20Х23Н13 | Ограниченно свариваемая | |
| 10Х23Н10 | Ограниченно свариваемая | ||
| 20Х25Н20С | Ограниченно свариваемая | ||
| 15Х12ВНМФ | Трудно-свариваемая | ||
| 20Х12ВНМФ | Сталь: 15Х12ВНМФ, 18Х11МНФБ | Трудно-свариваемая | |
| 37Х12Н8Г2МФБ | Ограниченно свариваемая | ||
| 13Х11Н2В2МФ | Ограниченно свариваемая | ||
| 45Х14Н14В2М | Трудно-свариваемая | ||
| 40Х15Н7Г7Ф2МС | Трудно-свариваемая | ||
| 08Х17Н13М21 | Сталь: 10Х17Н13М21 | Хорошо свариваемая | |
| 10Х17Н3М2Т | Хорошо свариваемая | ||
| 31Х19Н9МВБТ | Трудно-свариваемая | ||
| 10Х14Г14Н4Т | Сталь: 20Х13Н4Г9, 12Х18Н9Т, 12Х18Н10Т, 08Х18Н10Т | Сваривается удовлетворительно | |
| 14Х17Н2 | Сталь: 20Х17Н2 | Хорошо свариваемая | |
| 12Х18Н9 17Х18Н9 | Сталь: 20Х13Н4Г9, 10Х14Г14Н4Т, 20Х13Н4Г9 | Сваривается без ограничений | |
| 08Х18Н10 08Х18Н10Т 12Х18Н9Т 12Х18Н10Т | Сталь: 12Х18Н10Т, Сталь: 15Х25Т, 08Х18Г8Н2Т, 10Х14Г14Н4Т, 08Х17Т | Сваривается без ограничений | |
| 12Х18Н12Т | Сталь: 12Х18Н9, 12Х18Н9Т, 12Х18Н10Т | Ограниченно сваривается | |
| 08Х18Г8Н2Т | Сталь: 12Х18Н9 | Сваривается без ограничений | |
| 20Х20Н14С2 | Сваривается без ограничений | ||
| 12Х25Н16Г7АР | Сваривается без ограничений | ||
| 08Х22Н6Т | Сталь: 12Х18Н9Т, 12Х18Н10Т, 08Х18Н10Т | Сваривается без ограничений | |
| 06ХН28МДТ | Сплав: 03ХН28МДТ | Сваривается без ограничений | |
| ХН35ВТ | Трудно-свариваемая | ||
| ХН35ВТЮ | Трудно-свариваемая | ||
| ХН70Ю | Ограниченно сваривается | ||
| ХН70ВМЮТ | Трудно-свариваемая | ||
| ХН70ВМТЮФ | Трудно-свариваемая | ||
| ХН77ТЮР | Трудно-свариваемая | ||
| ХН78Т | Сплав: ХН38Т, Сталь: 12Х25Н16Г7АР, 20Х23Н18 | Трудно-свариваемая | |
| ХН80ТБЮ | Трудно-свариваемая | ||
| 5781-82 | 20ХГ2Ц | Сваривается без ограничений | |
| 35ГС 25Г2С | Сталь: Ст5сп, Ст6, Ст5пс | Сваривается без ограничений | |
| 5950-73 | ХВ4Ф | Не применяется для сварных конструкций | |
| 9Х1 | Сталь: 9х2 | Не применяется для сварных конструкций | |
| 9ХС | Сталь: ХВГ | Не применяется для сварных конструкций | |
| ХВГ | Сталь: 9ХС, 9ХВГ, ШХ15СГ | Не применяется для сварных конструкций | |
| 9ХВГ | Сталь: ХВГ | Не применяется для сварных конструкций | |
| Х6ВФ | Сталь: Х12Ф1, Х12М, 9Х5Ф | Не применяется для сварных конструкций | |
| Х12, Х12ВМФ | Сталь: Х12МФ | Не применяется для сварных конструкций | |
| Х12МФ Х12Ф1 | Сталь: Х6ВФ, Х12Ф1, Х12ВМФ Сталь: Х6ВФ, Х6ВФМ | Не применяется для сварных конструкций | |
| 7ХГ2ВМФ | Не применяется для сварных конструкций | ||
| 7Х3 8Х3 | Сталь: 8Х3 Сталь: 7Х3 | Не применяется для сварных конструкций | |
| 5ХНМ | Сталь: 5ХНВ, 5ХГМ, 4ХМФС, 5ХНВС, 4Х5В2ФС | Не применяется для сварных конструкций | |
| 5ХГМ | Сталь: 5ХНМ, 5ХНВ, 6ХВС, 5ХНС, 5ХНСВ | Не применяется для сварных конструкций | |
| 4ЗМФС | Не применяется для сварных конструкций | ||
| 4Х5МФС | Не применяется для сварных конструкций | ||
| 4ХМФ1С | Не применяется для сварных конструкций | ||
| 3Х3МХФ | Не применяется для сварных конструкций | ||
| 6ХС | Не применяется для сварных конструкций | ||
| 4ХВ2С | Сталь: 4Х5В2ФС, 4Х3В2М2 | Не применяется для сварных конструкций | |
| 5ХВ2СФ 6ХВ2С | Сталь: 6ХВ2С Сталь: 6ХЗФС | Не применяется для сварных конструкций | |
| 6ХВГ | Не применяется для сварных конструкций | ||
| 9045-80 | 08Ю | Сваривается без ограничений | |
| 14959-79 | 65 70 | Сталь: 60, 70 65Г | Не применяется для сварных конструкций |
| 75 | Сталь: 70, 80, 85 | Не применяется для сварных конструкций | |
| 85 | Сталь: 70, 75, 80 | Не применяется для сварных конструкций | |
| 60Г | Сталь: 65Г | Не применяется для сварных конструкций | |
| 65Г | Сталь: 70, У8А, 70Г, 60С2А, 9ХС, 50ХФА, 60С2, 55С2 | Не применяется для сварных конструкций | |
| 55С2 | Сталь: 50С2, 60С2, 35Х2АФ | Не применяется для сварных конструкций | |
| 60С2 60С2А | Сталь: 55С2, 50ХФА, 60С2Н2А, 60С2Г, 50ХФА | Не применяется для сварных конструкций | |
| 70С3А | Не применяется для сварных конструкций | ||
| 55ХГР | Не применяется для сварных конструкций | ||
| 50ХФА | Сталь: 60С2А, 50ХГФА, 9ХС | Не применяется для сварных конструкций | |
| 60С2ХА | Сталь: 60С2ХФА, 60С2Н2А | Не применяется для сварных конструкций | |
| 60С2ХФА | Сталь: 60С2А, 60С2ХА, 9ХС, 60С2ВА | Не применяется для сварных конструкций | |
| 65С2ВА | Сталь: 60С2А, 60С2ХА | Не применяется для сварных конструкций | |
| 60С2Н2А | Сталь: 60С2А, 60С2ХА | Не применяется для сварных конструкций | |
| 19265-73 | Р18 | При стыковой электросварке со сталью 45 и 40Х свариваемость хорошая | |
| Р6М5К5 | При стыковой электросварке со сталью 45 и 40Х свариваемость хорошая | ||
| Р9М4К8 | При стыковой электросварке со сталью 45 и 40Х свариваемость хорошая | ||
| 19281-89 | 09Г2 | Сталь: 09Г2С, 10Г2 | Сваривается без ограничений |
| 14Г2 | Сталь: 15ХСНД | Ограниченно свариваемая | |
| 12ГС | Сталь: 15ГС | Сваривается без ограничений | |
| 16ГС | Сталь: 17ГС | Сваривается без ограничений | |
| 17ГС | Сталь: 16ГС | Сваривается без ограничений | |
| 17Г1С | Сталь: 17ГС | Сваривается без ограничений | |
| 09Г2С | Сталь: 10Г2С, 09Г2 | Сваривается без ограничений | |
| 10Г2С1 | Сталь: 10Г2С1Д | Сваривается без ограничений | |
| 10Г2БД | Сталь: 10Г2Б | Сваривается без ограничений | |
| 15Г2СФД | Сваривается без ограничений | ||
| 14Г2АФ | Сталь: 16Г2АФ | Сваривается без ограничений | |
| 16Г2АФ | Сталь: 14Г2АФ | Сваривается без ограничений | |
| 18Г2ФАпс | Сталь: 15Г2ФАДпс, 16Г2АФ, 10ХСНД, 15ХСНД | Сваривается без ограничений | |
| 14ХГС | Сталь: 15ХСНД, 16ГС | Сваривается без ограничений | |
| 15Г2АФДпс | Сталь: 16Г2АФ, 18Г2АФпс, 10ХСНД | Сваривается без ограничений | |
| 10ХСНД | Сталь: 16Г2АФ | Сваривается без ограничений | |
| 10ХНДП | Сваривается без ограничений | ||
| 15ХСНД | Сталь: 16Г2АФ, 14ХГС, 16ГС | Сваривается без ограничений | |
| 20072-72 | 12МХ | Сваривается без ограничений. Рекомендуется подогрев и последующая термическая обработка Рекомендуется подогрев и последующая термическая обработка | |
| 12Х1МФ | Сваривается без ограничений. Рекомендуется подогрев и последующая термическая обработка | ||
| 25Х1МФ | Сваривается без ограничений. Рекомендуется подогрев и последующая термическая обработка | ||
| 20Х3МВФ | Сваривается без ограничений. Рекомендуется подогрев и последующая термическая | ||
| 15Х5М | Сваривается без ограничений. Рекомендуется подогрев и последующая термическая обработка |
Применение строительных металлоконструкций
Стальные конструкции изготовляются в виде отдельных элементов, из которых монтируются каркасы зданий и сооружений на строительных площадках. Производство стальных конструкций на заводах и в мастерских для промышленного, жилищного, общественного и транспортного строительства призвано решать задачу превращения строительства в поточный процесс монтажа зданий и сооружений из крупноразмерных элементов.
Номенклатура стальных конструкций весьма разнообразна, в связи с чем производство стальных конструкций носит преимущественно индивидуальный характер и в отдельных случаях — мелкосерийный.
При изготовлении элементов стальных конструкций применяют два способа соединений сборочных деталей: сварными швами или заклепками.
В настоящее время основным видом соединения стальных конструкций, изготовляемых на отечественных заводах, является сварка. Соединение на заклепках применяется только для подкрановых балок прокатных цехов, наклонных мостов доменных печей, автодорожных и железнодорожных мостов и других конструкций, эксплуатируемых в условиях тяжелого режима работы. В связи с этим только на некоторых заводах стальных конструкций сохранились и работают клепальные цехи .
Стальные конструкции объединены в следующие группы: отдельные элементы зданий и сооружений, конструкции доменных цехов, коксохимических заводов, радио- и телевизионных мачт и башен, газгольдеров, резервуаров, градирен и водонапорных башен, труб вертикальных, вытяжных, вентиляционных и дымовых, конструкции для шахтного строительства и канатных дорог, опоры (мачты) линий электропередачи и открытых подстанций, площадки, лестницы, ограждения и подвесные конструкции для сельского хозяйства, каркасы сборно-разборных зданий, пролетные строения автодорожных и железнодорожных мостов.
Для строительства поставляется следующее количество стальных конструкций, %; промышленные здания и сооружения 66,5; опоры линий электропередачи 10,7; газгольдеры, резервуары и другие листовые конструкции 8,2; габаритные емкости и трубопроводы 3,7; ограждающие конструкции 2,7; гидротехнические сооружения 2,3; доменные цехи 2,2; пролетные строения мостов 1,6; башни, мачты, трубы вертикальные, вытяжные, вентиляционные 1,4; лестницы и площадки 0,7.
К стальным конструкциям каждой группы предъявляются особые требования, вызванные условиями ее работы, применяемым сортаментом стали, технологическими особенностями изготовления и т. д. Стальные конструкции мостов, гидротехнических сооружений, опор ЛЭП, резервуаров, радио- и телезивионных мачт и башен изготовляют специализированные заводы. Остальные конструкции изготовляются на универсальных заводах.
Наибольший удельный вес в структуре производства универсальных заводов имеют, %: колонны 19; фермы 16; подкрановые балки 8,5; балки покрытий 6,3; переплеты 4,9; стойки и ригели фахверка 4; связи покрытий 3,7; балки перекрытий 3,3; прогоны 2,6; связи по колоннам 2,5; бункера 2,4; фонари 1,4; монорельсы 1,5; тормозные конструкции 1,1.
Сварные конструкции
Сварные конструкции
широко применяются в промышленном и гражданском строительстве, а также в машиностроении.Сварные конструкции используются при сооружении объектов любого назначения — каркасов крупных промышленных объектов, резервуаров и емкостей любого назначения и объема, доменных печей и хранилищ для овощей и фруктов, сосудов и аппаратов, магистральных трубопроводов протяженностью в десятки тысяч километров, технологических газопроводов в домах на различные давления и различных размеров.
Основными достоинствами металла как материала для конструкций являются:
- высокая прочность при относительной его легкости;
- изотропность (однородность строения во всех направлениях), малые деформации и высокая упругость в пределах нормальной
работы, определяющие надежность и долговечность конструкций; - водо- и газонепроницаемость.
Металлоконструкции из стали имеют свои недостатки, которые заключаются в том, что они подвержены коррозии под действием влаги и некоторых агрессивных паров и газов и обладают малой огнестойкостью. Поэтому многие металлические сварные конструкции нуждаются в специальной защите (покраска, покрытие лаком), а некоторые должны быть изолированы или снабжены искусственным охлаждением.
Поэтому многие металлические сварные конструкции нуждаются в специальной защите (покраска, покрытие лаком), а некоторые должны быть изолированы или снабжены искусственным охлаждением.
Развитию изготовления сварных конструкций в различных отраслях промышленности способствует в значительной степени широкое внедрение прогрессивных технологических процессов сварки и сварочного оборудования. При этом успехи сварочной науки и техники, используемые в производстве сварных конструкций, сварочные технологии, оборудование и материалы способствуют расширению номенклатуры и повышению качества выпускаемых изделий.
Применение сварных конструкций вместо клепаных, литых и кованых создает экономию металла, уменьшает трудозатраты и сокращает сроки изготовления. Меньший вес (на 20—25%) сварных конструкций по сравнению с клепаными, обусловленный более полным использованием сечений элементов, является одним из основных их преимуществ. Плотность швов, обеспечивающая герметичность таких конструкций, также является существенным преимуществом сварки. Бесшумность производственного процесса, имеющая место при сварке, имеет большое значение с точки зрения охраны труда.
Бесшумность производственного процесса, имеющая место при сварке, имеет большое значение с точки зрения охраны труда.
Сварка металлоконструкций позволяет соединять между собой элементы самой различной толщины. Так, например, посредством контактной точечной сварки соединяют тонкостенные сварные конструкции вагонов, кузовов автомобилей и пр., благодаря же применению электрошлаковой сварки оказывается возможным за один проход сварочного автомата сваривать металл практически неограниченной толщины.
Детали сложной конфигурации, выполнявшиеся раньше литыми или коваными, в настоящее время изготовляют сварными из проката или комбинированными: сварно-литыми, сварно-коваными, сварно-ковано-литыми и т. п.
При замене литых изделийсварными в машиностроении достигается значительная экономия металла — до 30% для стальных и до 50% для чугунных. Кроме того, в литых изделиях, особенно сложной конфигурации, нер
Современная стальная конструкция
Ноябрь 2020
Стальная распорка верхнего фланца
Допустимый профиль сварного шва
Снижение жесткости при сдвиге
Изготовление зубчатой балки
Соединения с торцевой нагрузкой с несколькими стыковочными поверхностями
Октябрь 2020 г.
Инструмент для измерения размеров стали
Четвертое издание Руководство по проектированию сейсмических систем
Материалы конференции
Полезные публикации AISC
Рым-болты
Требования к сварке рамы с обычным моментом
Копия PDF-копии руководства по проектированию сейсмических систем
Сентябрь 2020 г.
Напряжения деформации
Размещение сварных швов на существующих сварных швах
август 2020 г.
Какая сторона шва с разделкой кромок зашита?
Удаление требований
Интервал между сварными швами PJP
Глава K Требования к пластичности
Разъяснение к таблице NSBA для стыков
Июль 2020 г.
Стандарт для SpeedCore
Сотрудничество с AISI
AISC 342: Сейсмическая оценка и модернизация существующих зданий из конструкционной стали
ASD vs.LRFD
июнь 2020
Многоэтажные конструкции высотой более 125 футов
Отношение ширины к толщине балок-колонн
Поддев в болтовых соединениях фланцевых балок с жесткой балкой
Май 2020 г.
Эксцентриситет колонны
Расстояние между прерывистыми угловыми сварными швами для растянутых элементов
Стяжка для устойчивости балки
Апрель 2020 г.
Болты класса A325 диаметром в полдюйма
Свариваемость конструкционной стали
Распределение нагрузки на опорную плиту
Март 2020 г.
Допуск по вертикальности и прямолинейности
Требования к элементам средней и высокой вязкости в сейсмических условиях
февраль 2020 г.
Моментное соединение, пути нагружения в колонны из быстрорежущей стали
Моментное соединение с предварительным натяжением и торцевой пластиной
Расчет на сдвиг колонны
Нормально выглядящие соединения
Январь 2020 г.
Ребра жесткости на косынке
Закупщики и болты для контроля натяжения
Соединение балки с круглым зажимом из быстрорежущей стали
Проверка поворота гайки и перед установкой
Опорные стойки со скошенными балками
Декабрь 2019 г.
Прочность сварного шва при повышенных температурах
Приварка шайб к опорным плитам
Ответственность за перемычки
Требования к отверстиям для доступа к сварным швам для моментных соединений RBS
Ноябрь 2019
Круглые соединения из быстрорежущей стали
Конструкции угловых сварных швов на обжимном фланце
Угловые швы меньшего размера
Сталь «как новая»
Октябрь 2019 г.
Практические правила
Штанги с высаженными штангами
Компаратор AWS, образец 1
Проверка линии текучести вблизи концов HSS
Соединения с торсионным штифтом
Сентябрь 2019 г.
Вертикальные сварные швы в нисходящем направлении
Правильное значение для изменения свойств секции Sx
Анкеры с головкой-шпилькой
Формы каналов, соединенных моментом
Август 2019
Требования OSHA к фиксированной лестнице
Прочность на изгиб секции с рифлением
Требования к шайбе
Руководства по разным цветам
Опорные пластины балки
июль 2019
Углы рассеяния напряжений для нагрузок, проходящих через пластинчатые элементы
Торсионные свойства
AESS, оправдывающая ожидания
Ремонт дефектов, вызванных прокаткой
Июнь 2019 г.
Соединения с торцевой нагрузкой
Деформация изогнутого элемента
Формы WT, изогнутые относительно слабой оси
Процедура расчета однопластинчатого соединения: обязательна или рекомендуется
Май 2019 г.
Не используются материалы, прошедшие предварительную квалификацию согласно AWS D1.1
Достаточное место для хранения на рабочем месте
Гибка профилей из быстрорежущей стали
Требования к неразрушающему контролю для сварных швов CJP
Зазоры для продольных скоб из быстрорежущей стали
Установка ребер жесткости подшипника
Сварка швов для раскосов в системе SCBF
Апрель 2019 г.
Проверка в полевых условиях и допуск толщины фланца
Локальная деформация прямоугольных стержней
Вибрация и низкая собственная частота
Сварные швы для расстегивания молнии
Специальный выпуск NASCC 2019
ASTM A500 Grade C
Соглашение об именах EDI
Изготовление анкерных стержней
Балки, нагруженные ниже своего центроида
AISC или RCSC
OCBF vs.Требования к гибкости скобы SCBF
март 2019 г.
Укрепление нескольких балок
Сосредоточенные силы на каналах
Характеристики сечения исторических форм
Более длинные пролеты палуб
Обновленный список сертифицированных производителей
Февраль 2019 г.
Вышедшие из печати публикации
Размеры отверстий для болтов в метрических и британских единицах
Чрезмерные корневые отверстия
Малые формы из быстрорежущей стали
Рабочие калибры на стойках
Ребра жесткости на частичную глубину
Январь 2019
Стабильность балок во время монтажа
Болты с предварительным натяжением в момент торцевых пластин
Ограничение количества стыков в полевых условиях
Шлифовка между проходами сварки
Задержка сдвига
Декабрь 2018 г.
Сварка в зоне K
Болты со смещением
Анкеры в опорных плитах
Кто обеспечивает основу?
Неразрушающий контроль, выполняемый изготовителем
Ноябрь 2018 г.
Обложка руководства по дизайну 29
Эффекты второго порядка и дизайн колонн
Октябрь 2018 г.
Критерии приемки для контроля сварных швов
Присоединение к опорам
Оцинкованная несущая конструкция, подвергнутая архитектурным воздействиям (AESS)
Предварительное натяжение в плотно прилегающих соединениях
Размеры малых секций
Сентябрь 2018 г.
Углы головок болтов и гаек
Осмотр болтов
Неразрушающий контроль отверстий для доступа к сварным швам
Чрезмерная прочность и анкерные шпильки с головками
августа 2018
Weld All Around?
Определение металла сварного шва
Заполнение отверстий для доступа к сварному шву и монтажных отверстий
Концевые реакции балки на основе единых расчетных нагрузок
Июль 2018 г.
Rolled vs.Нарезание резьбы в деталях с резьбой
Концы без рамы
Эксцентриситет на колоннах
Изгибание при кручении по встречной оси
Июнь 2018 г.
Фланцы с сосредоточенными усилиями
Концентрации напряжений
Использование отверстий увеличенного диаметра в болтовых соединениях фланца и пластины
Май 2018 г.
Запаздывание при сдвиге и эксцентриситет
Отверстия для доступа к сварным швам в предварительно проверенных моментных соединениях
Влияние предварительного натяжения на прочность на растяжение болтов
Спецификация болтов
Апрель 2018 г.
Соединение косынки с колонной и продольное изгибание
Альтернативные процедуры проектирования
Март 2018
Дублирующие пластины для столбцов
Февраль 2018
Тонкие пластины и сварка
Коэффициент модификации сейсмического отклика, R, выраженный как 3¼
Экономия веса рам с промежуточным моментом
Конвейеры в высокосейсмической зоне
Январь 2018 г.
Модифицированные в полевых условиях опорные плиты
Монтажные распорки
Сдвиг на круглых HSS и их сварных швах
Отверстия для доступа к сварным швам в сейсмических опорных плитах
Декабрь 2017 г.
Предел текучести на изгиб одиночных углов
Минимальный радиус изгиба
«Старая» сталь
Сварные швы в отверстиях
Ноябрь 2017 г.
Локальная потеря устойчивости круглых болтовых соединений из быстрорежущей стали
в системе сейсмостойкости
Какое издание руководства ?
PJP Обозначения сварных швов с разделкой кромок
Слишком большие сварные швы
Октябрь 2017 г.
Отверстия в перемычке
Снижение прочности для стержней с отверстиями в натяжной полке
Предварительное натяжение по сравнению сПлотная установка
Сентябрь 2017 г.
Распределение и передача сил в составном элементе в оболочке — Часть 1
Распределение и передача силы в составном элементе в корпусе — Часть 2
Столкновение между конструкциями
Действие поля растяжения в торцевых панелях
Август 2017 г.
Анкеры со стальной головкой, приваренные к изогнутой пластине
Эксцентриситет при комбинированной осевой и поперечной реакции конца балки
Определение сварных швов для повышения прочности основного металла
Использование резиновых матов для защиты от вибрации и звука
Июль 2017 г.
Новые колонны по сравнению с существующими колоннами
Доступность WT
Учет малых эксцентриситетов
Предпочтительный материал пластин
Болтовые соединения с широким фланцем в специальных рамах с концентрическими распорками
Июнь 2017 г.
Специальные проверки и неразрушающий контроль
Центр сдвига канала
Съемная сталь
Заполнения из нержавеющей стали в соединениях, критичных к скольжению
Май 2017 г.
Изгиб и особые инструкции для противоположных
Усиление существующего моментного соединения концевой пластины
Апрель 2017 г.
Эксцентриситет в соединениях концов балки с осевой нагрузкой
Постоянный изгиб консольного каркаса балки над колонной
«Болты», критичные к скольжению
Среднее и максимальное напряжение сдвига
Март 2017 г.
OCBFs, работающие только на растяжение, новый взгляд
Балки из быстрорежущей стали на жестких седлах
Сдвиговые соединения одинарных пластин с перекосом
Февраль 2017 г.
Термическая резка в полевых условиях
Необычная геометрия моментного соединения торцевой пластины
Противоречивые требования для сейсмического проектирования
Январь 2017 г.
Диаметр анкера-шпильки с головкой для композитных балок
Повышение прочности на изгиб сращиваемых элементов с широким фланцем
Общая длина для снятия рычага
Усталость и снятие опоры на усталость
Анкеры-шпильки с короткой головкой
Декабрь 2016 г.
Шевронная скоба с обеими скобами в сжатом состоянии
НК и специальные препятствия для осмотра
Деформация каналов во время цинкования
Удаление стопорных шайб
Более эффективный подход к подъему
Плоских балок с изгибом и тяжелых балок
Критически важные сварные швы 9000 сейсмических
Ноябрь 2016 г.
Составные балки
Компактность перемычки для односимметричных двутавров
Не соответствует требованиям vs.Не утвержден в ASTM F3125
Октябрь 2016 г.
Поперечные ребра жесткости в качестве жесткости для устойчивости
Заказы на завод
Крепления для обеспечения устойчивости для других элементов, кроме элементов с широкими полками
Поперечное армирование композитных балок в краевых условиях
Эксцентрическая жесткость
Сентябрь 2016 г.
Сквозное болтовое соединение HSS
Отверстия в стенке
Незакрепленные опорные пластины
Запаздывание при сдвиге в элементах сжатия
Сварные швы с развальцовкой и конусом
августа 2016 года
классифицирующая Секция Местных деформируемых
Других разделов классации Local деформируемой
Base Plate Модели
Июль 2016 г.
Усталость при сдвиге в болтовых соединениях
Противопожарная защита и отверстия с длинными прорезями
Рассмотрение жесткости для полностью ограниченных соединений
Июнь 2016 г.
Сравнение композитных и несоставных балок
Альтернативные классы крепления
Есть много способов предварительного натяжения болта, но только по одному
Инженер, обучающийся
Май 2016 г.
Подъемники
Расчет веса балки
Расчет веса плиты
Заполненные композитные колонны
Отверстия для полевых работ
Соединения жесткости с стенками колонн
Апрель 2016 г.
Заводская грунтовка
Блокирование, выкрашивание и копирование
Отверстия большого размера и соединения подшипников
Подвешивание нагрузок из существующих отверстий
Март 2016 г.
Исторические требования к второстепенным элементам
Кратковременная коррозия
Процент комбинированного действия
Множественные условия в одной WPS
Февраль 2016 г.
Эксцентриситет на колоннах
Минимальные размеры сварных швов
Пределы гибкости на колоннах
Минимальные нагрузки для стыков
Расчет делегированных соединений
ЯНВАРЬ 2016
Extended Gages
Соединения HSS с двумя пазами
Декабрь 2015 г.
Предел прочности при растяжении сварных швов PJP с разделкой кромок vs.CJP Сварка с разделкой кромок
Проверка перед установкой деталей, прикрепленных болтами к транспортировке
L’p для форм с некомпактными фланцами
Испытания на ударную вязкость
Ноябрь 2015 г.
Сертификация и проектирование
Установочные болты около сварных швов
Применимость ровности пола и уровня пола к композитной плите
Крепление только на растяжение в обычных скрепленных каркасах
октябрь 2015
Соединения, устойчивые к коррозии и сдвигу
Расчетные усилия соединений
Композитные коллекторы
Сентябрь 2015 г.
Эксцентриситет в соединениях вертикальных распорок, соединенных с стенками колонн
Сосредоточенные нагрузки на S-образные профили
Предварительное натяжение болтов ASTM A490 со значениями предварительного натяжения ASTM A325
Допуск по длине стержней
Зазоры в моментных соединениях торцевой пластины
Использование альтернативных Cb для учета высоты груза
Август 2015 г.
Шлифование между сварочными проходами
Повторное использование крепежных изделий, не указанных в спецификации RCSC
Экономичные детали сварки
Каталожные номера изогнутой балки
июль 2015
Изгиб косынки
Моментальные соединения с неупрочненными стенками колонн
Выравнивание композитного пола
Июнь 2015 г.
Наклонные шайбы
Калибровка гаечного ключа
Задержка при сдвиге
Отверстия с прорезями в опорных плитах
Испытание на вращательную способность
Балки с заглушками
Место проверки перед установкой
Сосредоточенные нагрузки на концах стержней
Шайбы для устойчивости
Оцинкованные
Май 2015 г.
Коэффициент скольжения сталь по бетону
Упоры и клинья
Удлинители и ребра жесткости
Сварка поперек фланца
Корректировка викторины
Апрель 2015 г.
Болтовые соединения перемычек для балок, соединенных моментом
НК и утвержденные заводские чертежи
Утверждение заводских чертежей Противопожарная защита и сварка существующих конструкций
Март 2015 г.
Прочность бетонных колонн
Кодекс стандартной практики vs.Особые положения контракта
Требования к максимальному и краевому расстоянию
Безопасность при сварке
Февраль 2015 г.
Поддон — расширенный вид
Конструкция непрерывной косынки
Прогиб крановых опор
Январь 2015 г.
Стропильные системы с обычным моментом
Ссылки на компенсирующие соединения
Высокопрочные стали
Отверстия в стенках пластинчатых ферм
Встроенные колонны в рамах с особым моментом
Декабрь 2014 г.
Направление входа болта
Ограничение количества стыков в полевых условиях
Частичное зацепление резьбы
Эксцентриситет на балках со скругленными углами
Стыки на изогнутой кромочной пластине
ноябрь 2014 г.
Отверстия в опорных плитах
Проектирование конструкций, выходящих за рамки спецификации
Заказ стали
Приспособления для монтажа
Отверстия с термической резкой в полевых условиях
Октябрь 2014 г.
Армирование из различных марок стали
Изогнутые элементы
Сентябрь 2014 г.
Обозначение сварного шва
DTI, используемые для проверки перед установкой
Разные размеры отверстий в соединениях, критичных к скольжению
Наклонные балки с квадратным вырезом
Специальные отказы от осмотра для монтажников
Специальные проверки и небольшие проекты
Сравнение требований AISC 360, глава J и Приложение 3
август 2014 г.
Опора для сейсмических моментов, связанных со слабой осью колонн
Напряжение в болтовых соединениях с несколькими рядами болтов
Перемычка колонны подвержена внеплоскостной нагрузке
Балка-колонна ограничена одним фланцем
Ограничения углового шва
Основание Пластинчатые шайбы
Июль 2014 г.
Пластина A36 с пластиной Fy класса 50
Деформация моментов Концевых пластин
Местное продольное изгибание
Болты с предварительным натяжением в концевых пластинах моментов
Приварка фланца к стенке в пластиковом сечении
Болты большого диаметра
Июнь 2014 г.
Пределы сноса
Заливка опорных плит
PJP-сварные швы при сжатии
Упрочненные пластины при изгибе
Май 2014 г.
Отверстия небольшого размера
ASTM 1085
Стабильность распорок
Выполнение и наблюдение по сравнению с периодическим и непрерывным
Контроль затяжки гаек и натяжения
Снос и стандартная практика
Хордовые связи сжатия
Соединения из быстрорежущей стали с прорезями
Апрель 2014 г.
Сварка в холодную погоду
Ребра жесткости балок
Шайбы для опорных пластин колонн
Сталь отечественного или зарубежного производства?
Толщина стенки из быстрорежущей стали
Износ прямоугольных стержней и скруглений при боковом кручении
Фиксация элементов перемычки фермы
март 2014 г.
Устойчивость балок во время монтажа
Огнестойкость бетононасыщенных элементов из быстрорежущей стали
Предварительно проверенные моментные соединения
Прочность анкерных стержней
Вес элементов из быстрорежущей стали
Запаздывание при сдвиге
Укрепляющая кромка поверх сварного шва CJP с канавкой
Февраль 2014 г.
Термическая резка
Болты групп A и B
Конструкция устойчивости и ELM
Специальная проверка
Допустимая нагрузка существующих сварных швов
Заполнение отверстий для доступа к сварным швам
Январь 2014 г.
Гибка пластин
Болты с эксцентрической нагрузкой
Применение Qf
K-Area Сварочный
Момент Подключение к HSS Колонка
Base Plate Shear Transfer
Октябрь 2013 г.
Производственные допуски
Термическая правка
Повышение направленной прочности углового сварного шва
Плазменная резка отверстий под болты
Изгиб балки
Клевис и стяжка Коэффициент безопасности
Сентябрь 2013 г.
Конструкция подъемных проушин
Размеры отверстий для доступа к сварке
Требования к неразрушающему контролю
Проверка в полевых условиях
Подготовка поверхности для критического скольжения
Метод анализа первого порядка
Измерение толщины покрытия
Повторное использование высокопрочных болтов
Август 2013 г.
Допуски монтажа
Запаздывание при сдвиге
Допуски на шпильки сдвига
Конструкция с одной пластиной
Контактный подшипник
Июль 2013 г.
Сварка стального настила
Вибрационный расчет пешеходных мостов
Расчет на усталость
Прочность присадочного металла
Неплавкая сварная основа
Исторический чугун
Расчет опорных балок
Утилита поиска AISC
Июнь 2013 г.
OCBF
Односторонние угловые сварные швы только на растяжение
Прочность болта A325
Значительное изменение нагрузки
Прочность на срез шпильки
Гибкость скобы SCBF
Внешний вид метки на куске
Одноугловое соединение
Май 2013 г.
Бетонный кожух для анкеров со стальной головкой
Минимальная толщина сухой пленки
Расчетные нагрузки на соединения
Приварные выступы
Термическое выпрямление
Направляющая для ржавчины
Стабилизирующие пластины
Апрель 2013 г.
Каковы важные динамические свойства конструкции?
Что такое спектр реакции при ускорении?
Что такое неэластичный ответ?
Что такое пластичность?
Как неупругий отклик влияет на конструкцию?
Март 2013 г.
Двухугловые сжимаемые элементы
Указание канавок и штифтов
Эксцентриситет рабочей точки OCBF
Калибровка сварочного аппарата
Монтажные метки
Изгиб свободного края косынки
Требования к предварительному нагреву для тяжелых профилей
Февраль 2013 г.
P — Эффекты дельта и анализ второго порядка
Сверление в потоке HSS
Балка-колонна
Поддон в соединениях концевой плиты
Изгиб фланца
Критические соединения скольжения с заполнениями
Конструкция соединения диагональной распоркой
Январь 2013 г.
Допуски для перфорированных отверстий
Жесткость скрепленной рамы
Альтернативные материалы
Определение K-области
Прорези из быстрорежущей стали
Эффективная длина X-распорки
Пескоструйная очистка и соединения, критичные к скольжению
Декабрь 2012 г.
Как указать нагрузки AESS
на сварные швы
Конструкция косынки
Количество болтов
Сварка в зоне K
Прочность подшипников в отверстиях под болты в HSS
Сварка RBS
Ноябрь 2012 г.
Нормы стандартной практики
Изгиб пластины
Соединения из быстрорежущей стали в OMF
Использование значений CMTR в конструкции
Доступность ASTM A709
Коэффициент снижения жесткости
Изгиб боковой стенки
Октябрь 2012 г.
Неразрушающий контроль сварных швов PJP с разделкой кромок
Модификации на месте
Требуемая жесткость раскосов
График производственных чертежей
Требования, выходящие за рамки AISC 360
Ориентация сварного шва с разделкой кромок
Сентябрь 2012 г.
План монтажа и план безопасности
Cb Factor
Одноугловая конструкция
Эксцентриситет соединения
Сейсмический момент Пластины целостности рамы
HSS Workable Flat
Допуск размера отверстия под болт
Свойства сечения
Август 2012 г.
Взаимодействие при изгибе и сдвиге тонкой перемычки
Пластичность болтового соединения
Изогнутая пластина
Одиночные углы с эксцентрической нагрузкой
Повторное использование отверстий под заклепки для болтов
Фланцы CJP, приваренные к канавке, в S-образных формах
Июль 2012 г.
Запаздывание при сдвиге
Частично ограниченные соединения
Предварительно квалифицированное соединение WUF-W
Квалификация сварщика
Методы и частоты неразрушающего контроля
Верхний предел для Cb
Наезд на скругление
Местное продольное изгибание штока тройника
Июнь 2012 г.
Минимальное расстояние от кромки
Сдвиг блока со ступенчатым расположением болтов
Стандарты безопасности
Минимальный размер угловых сварных швов
Конструкция коллектора
Lp для форм HP
PJP Выноска для сварного шва с разделкой на паз
Встроенные I-образные формы
Соединение колонн SFRS
Май 2012 г.
Концевые заделки под угловую сварку
Установка болтов
Конструкция с застроенной колонной
Локальный изгиб фланца
Критерии шероховатости по ANSI
Соединение из быстрорежущей стали
Соединение с одной удлиненной пластиной
Сейсмическая компактность
Апрель 2012 г.
Соединение SMF в верхней части колонны
Приварка шпилек со сдвигом
Ответственность за неразрушающий контроль
Расчет на усталость анкерных стержней
Соединения из быстрорежущей стали
Сейсмический расчет анкерных стержней
Подъем и болты A307
Проектирование болтовых заполнителей
Март 2012 г.
Требования к заводским чертежам для сварных швов
Моментное соединение с удлиненной одинарной пластиной
Расширенное соединение с одной пластиной
Испытания CVN
Геометрия отверстия для доступа к сварке
Одиночные углы с эксцентрической нагрузкой
Февраль 2012 г.
Применение отверстий для доступа под сварку Qf
Одноугловые при сжатии
Конструкция с удлиненным срезным выступом
Блочный срез сварного одноуглового соединения
Исправление ошибок
Сталь Т-1
Январь 2012 г.
Использование точки перегиба в качестве точки раскоса
Высота отверстия под сварку
Углы косынки со скосом
Моментное соединение с колонной из быстрорежущей стали
Конструкция углового сварного шва
Шов с канавкой CJP для круглой из быстрорежущей стали
Допуски на конструктивную форму
Гибкость скобы SCBF
Декабрь 2011 г.
Прочность резьбового отверстия
Критические элементы излома
Подборка
Конструкция стыковой пластины
Эксцентриситет в осевых нагруженных секциях WT
Минимальное краевое расстояние
Коэффициент K для изгиба косынки
Сварка в зоне k
ноября 2011
шпарка Сидящая Прочность соединения
Опорная плита Shear Передача
Форма Свойства
Сварщик Идентификационные
Сварочный электрод хранения
Огонь Проектирование бетонных Заполненные HSS Колонны
эксцентрично Loaded Болт Группы
Октябрь 2011 г.
Болты с эксцентрической нагрузкой
Использование стопорных шайб
Установленная финишная линия
Наличие материалов
Фиксированное соединение с колоннами из быстрорежущей стали
Неразрушающий контроль согласно AISC 360 Глава N
Конструкция соединения OMF
Конструкция монорельсовой взлетно-посадочной полосы
Сталь высокопрочная для металлоконструкций
1 NSCC2009 Высокопрочная сталь для стальных конструкций R.Отдел маркетинга Willms, AG der Dillinger Hüttenwerke, Диллинген, Германия РЕЗЮМЕ: Область применения высокопрочной стали простирается от морских сооружений и гидроэнергетических сооружений до судостроения и мостостроения. Стали с очень высокой прочностью (до 1100 МПа) обычно производятся путем закалки и отпуска (Q + T). Чрезвычайно высокая прочность всегда связана с большим количеством легирующих элементов и, как правило, приводит к более высокой прокаливаемости, что приводит к более высокому риску хрупкого разрушения и образования трещин в сварных конструкциях, вызванных водородом.В особенности это тот случай, когда не используются оптимальные параметры обработки для сварки. Что касается общей эффективности стальных конструкций, преимуществом может быть выбор стали с умеренной прочностью, но с отличной свариваемостью. Эти свойства могут быть достигнуты в пластине с помощью процесса с термомеханическим управлением (TMCP). Хорошая свариваемость этого материала позволяет выбирать эффективные и экономичные сварочные процессы. В этой статье описывается современное состояние производства высокопрочных сталей, особенно дается обзор различных условий поставки.Приведены технологические свойства термомеханически прокатанной стали с минимальным пределом текучести 500 МПа в сравнении со сталями других условий поставки. 1 ВВЕДЕНИЕ Стальные листы в современных стальных конструкциях должны соответствовать возрастающим требованиям. Технические требования к современным стальным конструкциям, а также необходимость в удобном обращении во время транспортировки и изготовления требуют более прочных сталей. Но эти стали также должны обеспечивать хорошие технологические свойства, особенно в отношении сварки на месте.Это настоящий вызов для современных производителей стали. Стали с очень высокой прочностью (до 1100 МПа) обычно производятся путем закалки и отпуска (Q + T). Чрезвычайно высокая прочность в большинстве случаев связана с большим количеством легирующих элементов и склонностью к повышению прокаливаемости. Это может привести к более высокому риску хрупкого разрушения и — при использовании в сварных конструкциях — образования трещин, вызванных водородом, в частности, если не применяются оптимальные параметры обработки для сварки.Благодаря этому в конструкционных металлоконструкциях для специальных элементов целесообразно использовать предел текучести до 690 МПа. Что касается общей эффективности стальных конструкций, преимуществом может быть выбор стали с более умеренной прочностью, но с отличной свариваемостью. Эти свойства могут быть достигнуты в пластине с помощью процесса с термомеханическим управлением (TMCP). При использовании этого метода в сочетании с ускоренным охлаждением (ACC) предел текучести 500 МПа в пластинах толщиной до 100 мм достигается с использованием очень небольшого количества легирующих элементов.Возможны отличные значения ударной вязкости в основном материале и в зоне термического влияния сварного соединения. Кроме того, хорошая свариваемость этого материала позволяет выбирать эффективные и экономичные сварочные процессы. 597
2 В этой статье делается попытка осветить основы производства толстолистового проката, особенно значение различных условий поставки. Исходя из этого, технологические свойства стали TMCP с минимальным пределом текучести 500 МПа приведены в общих чертах по сравнению с нормализованной сталью, закаленной и отпущенной сталью.Прямое влияние условий поставки на технологические свойства дает читателю более ясное представление об этой теме и помогает упростить процесс выбора правильной стали для конкретного применения. 2 ХРОНОЛОГИЯ И ПРОЦЕСС ПРОИЗВОДСТВА Эволюция производства стали в секторе толстолистового проката за последние десятилетия определяется, с одной стороны, разработкой закаленных и отпущенных сталей с очень высоким пределом текучести (S690Q, S890Q, S960Q и S1100Q), а с другой стороны. Термомеханически прокатанные стали с более умеренным пределом текучести, но более высокой вязкостью (S355M, S460M и S500M).Хронология конструкционных сталей проиллюстрирована на рисунке 1. Рисунок 1. Хронология конструкционных сталей Классический стальной лист изготавливается в несколько последовательных этапов. Сначала сталь производится на сталеплавильном заводе и разливается в сляб либо непрерывным способом, либо путем литья в слитки. Затем сляб прокатывают на прокатном стане с двумя целями: формирование желаемых размеров. Улучшение внутренней структуры стали. После прокатки происходит термообработка, чтобы адаптировать микроструктуру для получения желаемых механических свойств.Тем не менее, правильный химический состав важен для механических свойств и его необходимо регулировать в процессе производства стали на сталеплавильном заводе перед разливкой. Там в жидкую фазу добавляются желаемые легирующие элементы и снижается содержание вредных микроэлементов, таких как фосфор, сера, азот и кислород. За счет применения вторичной металлургии, очистки в ковше и вакуумной дегазации должна быть достигнута высокая чистота, которая является основой для получения высококачественной стали. 3 УСЛОВИЯ ПОСТАВКИ Как уже упоминалось в главе 1, существуют различные условия поставки: прокатка (AR), нормализованная (N), закаленная и отпущенная (Q) и термомеханическая прокатка (M).На рис. 2 приведены температурно-временные диаграммы этих условий. После нагрева до температуры около 1100 ° C прокатка сляба происходит в аустенитном состоянии, кристаллической структуре, стабильной при высоких температурах. После этого пластина охлаждается на спокойном воздухе и достигается состояние после прокатки (AR) (процесс A на рисунке 2). 598
3 Затем для получения более однородной микроструктуры может быть проведена дополнительная термообработка.Пластина повторно нагревается до температуры чуть выше температуры превращения феррит-аустенит (около C, в зависимости от содержания углерода) и снова охлаждается на спокойном воздухе. При такой обработке сталь превращается из феррита и перлита в аустенит и обратно. Это приводит к улучшенной микроструктуре феррита и перлита, что называется нормированным условием (N). Путем нормализации марок стали с умеренными требованиями к прочности и ударной вязкости можно производить до S460N (процесс A + B на рисунке 2). Фигура 2.Условия поставки Диаграмма температура-время для процесса закалки и отпуска очень похожа на диаграмму для нормализации (процесс A + C на рисунке 2). После горячей прокатки и охлаждения лист повторно нагревается выше температуры превращения, так что углерод может раствориться в аустените, но затем охлаждение выполняется не на спокойном воздухе, а в воде (закалка) или в другой среде, которая охлаждается достаточно быстро, так что не время для образования феррита и перлита, которые нуждаются в диффузионном процессе.Углерод остается растворенным, и при комнатной температуре микроструктура в основном состоит из мартенсита, искаженной структуры, которая имеет высокую прочность, но низкую вязкость. При дополнительном процессе отпуска кристалл имеет возможность расслабиться, в результате чего прочность уменьшается, а ударная вязкость увеличивается, так что может быть получен материал с удовлетворительным сочетанием свойств прочности на растяжение и ударной вязкости. Влияние отпуска на механические свойства показано на рисунке 3.Стали с пределом текучести до 1100 МПа и выше могут быть реализованы в закаленном и отпущенном состоянии (Q + T). Рис. 3. Влияние повышения температуры отпуска на свойства при растяжении (слева) и температуру перехода по Шарпи V (справа) — S890QL, 60 мм 599
4 Еще один способ получить сталь с высокой прочностью — это создать микроструктуру с очень мелким зерном.Чем меньше размер зерна, тем выше свойства прочности на растяжение и вязкость. Термомеханическая прокатка (TM или TMCP) — это метод реализации такой мелкозернистой микроструктуры путем квалифицированной комбинации этапов прокатки при определенных температурах и тщательного контроля температуры (процессы D — G на рисунке 2). Увеличение прочности, полученное за счет измельчения зерна, позволяет эффективно снизить содержание углерода и легирующих добавок в TM-стали по сравнению с нормализованной сталью той же марки (рис. 4).Улучшенная свариваемость, обусловленная более бедным составом стали, является основным преимуществом TM-листов. Применяемый «график прокатки» разрабатывается индивидуально в зависимости от химического состава, толщины листа и требуемых прочностных и ударных свойств. Некоторые типичные TM-процессы показаны на Рисунке 2. Особенно для толстых листов ускоренное охлаждение (ACC) после заключительного прохода прокатки полезно для достижения наиболее подходящей микроструктуры, поскольку оно вызывает преобразование удлиненных аустенитных зерен до того, как может произойти рекристаллизация. .Для очень толстых листов и высокопрочных сталей после ускоренного охлаждения можно использовать процесс отпуска. Рисунок 4. Достигаемый предел текучести в зависимости от углеродного эквивалента CE. На рисунке 5 показаны микроструктуры при различных условиях доставки. Легко определить типичную микроструктуру нормализованной стали, в которой преобладают феррит и перлит. Прямое сравнение со структурами TMCP показывает два основных различия. Во-первых, меньше черных областей из-за более низкого содержания углерода, а во-вторых, меньший размер зерна, который является самым маленьким при выполнении ACC.Совершенно иной вид имеет закаленная и отпущенная сталь. Мартенсит, образующийся в результате превращения смещения, имеет игольчатую (игольчатую) микроструктуру. Рис. 5. Микроструктуры при различных условиях поставки 600
5 4 ОБРАБОТКА Свариваемость конструкционных сталей представляет большой интерес для производства. Чтобы применять эффективные сварочные процедуры, а также обеспечить высокую безопасность сварного шва даже после неоптимальных условий сварки на месте, стали с превосходной свариваемостью имеют несколько преимуществ.Рис. 6. Расчетная твердость в крупнозернистой ЗТВ как функция времени охлаждения сварного шва (t8 / 5) для некоторых конструкционных сталей в тексте о состоянии после сварки. Температурно-временные циклы во время сварки существенно влияют на механические свойства сварного соединения. Обычно время охлаждения от 800 ° C до 500 ° C (t8 / 5) выбирается для характеристики условий охлаждения отдельного сварочного прохода для металла шва и соответствующей зоны термического влияния (HAZ). Увеличение подводимого тепла и температуры между проходами приводит к более медленному охлаждению и увеличению времени охлаждения t8 / 5.Используя параметры сварки и геометрию соединения, можно рассчитать t8 / 5 (см. EN 1011). Диаграммы, показывающие твердость в ЗТВ как функцию времени t8 / 5, можно использовать для сравнения характеристик трансформации для различных сталей (рис. 6). В целом типичную форму этих кривых можно разделить на три зоны: высокий уровень твердости при коротком времени охлаждения (в основном мартенситная микроструктура), более низкая твердость при длительном времени охлаждения (бейнитная микроструктура), переходная зона при среднем времени охлаждения (смешанный мартенситный / бейнитный микроструктура).Рис. 7. Энергия удара Шарпи-V в ЗТВ S500M после сварки. Однако следует также учитывать, что эти диаграммы представляют только однопроходные сварные швы, тогда как условия в реальных многопроходных сварных швах более сложные из-за трансформации. и уточнение исходной микроструктуры последующими слоями. Рисунок 6 показывает, что при коротких t8 / 5-кратных значениях твердости высокопрочная сталь S690Q имеет более высокие значения твердости в ЗТВ, чем S500M. В связи с этим необходимы ограничения в процессе сварки S690Q.В ЗТВ S500M твердость составляет 601
6 не превышает 320 HV10 даже при очень коротком времени охлаждения. Это приводит к довольно низкой склонности к растрескиванию. Как описано выше, причиной этого преимущества является низкое содержание углерода и легирования в TM-сталях. Тенденция к укрупнению зерна увеличивается с увеличением погонной энергии. Это приводит к более высокому риску плохой пластичности и плохого поведения хрупкого разрушения в зоне термического влияния.Чтобы избежать этого, подвод тепла во время сварки и в связи с этим время t8 / 5 должны быть ограничены максимальным значением. Значения ударной вязкости по Шарпи-V, полученные в различных положениях в зоне термического влияния стыкового сварного шва S500M толщиной 30 мм (процесс SAW, 3,5 кДж / мм), показаны на рисунке 7. Результаты испытаний в состоянии после сварки также по сравнению с таковыми после термообработки после сварки (580 ° C / 4 ч). Рис. 8. Типичные рабочие диапазоны для сварки конструкционных сталей (S355J2 80 мм, S500M 50 мм, S690QL 30 мм). Хотя значения распределены довольно однородно, образцы, взятые из корня (нижняя часть поверхности) и центрального положения пластины, показывают немного более высокую ударную нагрузку. значения из-за положительного эффекта отпуска последующих сварочных проходов, который вызывает улучшение микроструктуры.Также очевидно, что значения, определенные на линии сплавления, т.е. в крупнозернистой зоне (CGHAZ), несколько ниже значений на расстоянии 2 мм. PWHT имеет незначительное влияние на ударную вязкость. Подводя итог, можно сказать, что уровень ударной вязкости 50 Дж при 40 C может быть легко достигнут даже для сварки с высокой погонной энергией 3,5 кДж / мм. Это позволяет производителю применять высокопроизводительные методы сварки и сокращать рабочее время. Рисунок 9. Поведение S500M при старении На Рисунке 8 сравниваются применимые рабочие диапазоны для сварки нескольких конструкционных сталей с разным номинальным пределом текучести.Нижний предел подводимого тепла и температуры промежуточного прохода (температура предварительного нагрева) устанавливается для предотвращения образования холодных трещин, вызванного водородом, верхний предел подводимого тепла и 602
7 температур между проходами настроены для получения достаточных характеристик прочности на растяжение и вязкости. Очевидно, что рабочий диапазон для высокопрочных пластин (S690) ограничен, чтобы получить достаточные значения прочности в сварном шве.Сталь TM имеет самый широкий рабочий диапазон, что дает возможность использовать высокоэффективные сварочные процедуры с высокой безопасностью при сварке на месте. Поведение после холодной штамповки моделируется испытаниями на искусственное растяжение и старение. Холодная штамповка влияет на ударную вязкость стали и даже больше, если холодная штамповка нагревается, как это происходит во время сварки. Это факт. На рисунке 9 показаны кривые перехода Шарпи-V-температура для стали S500M в состоянии поставки, а также после 5% деформации и искусственного старения при 250 ° C.Очевидно, что кривая перехода Шарпи-V смещается в сторону более высоких температур, если выполняется холодная штамповка, и даже больше после дополнительной обработки моделируемым старением. Несмотря на эти жесткие условия, можно достичь очень хорошего уровня вязкости, что приводит к хорошей формуемости. 5 ПРИМЕНЕНИЕ Изначально стали TMCP с минимальным пределом текучести 500 МПа поступали из морской промышленности. На морских платформах высокая безопасность имеет огромное значение. Поэтому неудивительно, что для такого применения используются стали TMCP.На рисунке 10 (слева) показана платформа Valhall в Норвегии. Здесь S500M применялся толщиной до 65 мм. Рис. 10. Платформа Valhall (слева, Фото: Aker Kvaerner, Норвегия), гидроаккумулирующая электростанция (справа, Фото: Voith Siemens Hydro) На рис. 10 (справа) в разрезе представлена типичная структура гидроаккумулирующей электростанции, в которой хранится вода. в верхнем бассейне. Он ускоряется в трубопроводах, так называемых затворах, чтобы использовать кинетическую энергию для производства электроэнергии с помощью генераторов, приводимых в действие турбинами.Толщина стенок затворов может составлять миллиметры и даже больше. Затвор собирается из секций труб, которые изготавливаются путем изгиба пластины вокруг поперечной оси. В тяжелых условиях эти секции необходимо сварить на месте. Здесь применяется термомеханически прокатанный лист из стали марки С500М как оптимальный компромисс между высоким пределом текучести и хорошими технологическими характеристиками. Но не только энергетика рассчитывает на преимущества высокопрочных сталей TMCP. Эти стали также становятся все более популярными на производстве металлоконструкций.На рисунке 11 (слева) показана первая часть ангара Airbus в аэропорту Франкфурта. Ангар имеет длину 180 м, соответственно 170 м для запланированной второй части здания, которая еще не возведена, и глубину 120 м. Он предназначен для обслуживания пяти самолетов Airbus A380 одновременно. Чтобы реализовать ширину пролета 180 м, потребовалось использовать специальную балочную конструкцию. Для этой конструкции была использована сталь TMCP, модифицированная версия S460ML. Европейский стандарт EN устанавливает снижение минимального гарантированного предела текучести с увеличением толщины листа.Для этого проекта минимальный предел текучести 460 МПа был гарантирован даже для
.Толщина листа 8 мм (стандарт EN требует только 385 МПа). Это стало возможным благодаря использованию стальной конструкции S500ML. Рис. 11. Ангар Airbus во Франкфурте (слева, фото: Lufthansa), WFC Шанхай (справа, фото: Mori Building) Мировой финансовый центр в Шанхае (рис. 11, справа) был открыт 30 августа. Он был спроектирован в девяностых годах и изначально планировался чтобы быть самым высоким зданием в мире, сейчас это самое высокое здание в Китае и третье по высоте здание в мире с 492 м и 101 этажом.Здание представляет собой бетонное ядро с четырьмя мегаколоннами по углам, связанными друг с другом ферменными ремнями и с ядром элементами распорок. Для этой очень специальной структуры, среди прочего, был применен S460ML толщиной до 100 мм. Требовался минимальный предел текучести 450 МПа, который мог быть гарантирован вместо 400 МПа в соответствии с европейским стандартом за счет использования той же концепции, что и выше. 6 ЗАКЛЮЧЕНИЕ В документе представлен обзор различных видов конструкционных сталей и условий их поставки.Термомеханическая прокатка развивалась в течение последних лет, так что сегодня можно производить листы с исключительными значениями вязкости и классом предела текучести S500 при толщине до 100 мм. Превосходная свариваемость этих сталей в сочетании с высокой безопасностью обработки, особенно в условиях стройплощадки, делает TM-сталь все более востребованной в стальных конструкциях. 7 СПИСОК ЛИТЕРАТУРЫ [1] R. Willms, F. Schröter — Hochfeste Stahlbleche, Hochleistungswerkstoffe im konstruktiven Stahlbau, VDI-Berichte Nr Bauen mit Innovationn Werkstoffen, 2007, Леонберг, П.301 [2] Ф. Ханус, Ф. Шретер, В. Шютц — Современное состояние производства и использования высокопрочных толстых листов для гидроэнергетики, Труды конференции по высокопрочной стали для гидроэлектростанций, июль 2005 г., Грац, [3] Ф. Шретер, Р. Валентин, Й. Шютц — Производство и применение современных термомеханически прокатанных высокопрочных толстых листов для гидроэнергетики, Труды 14-го Междунар. Семинар по гидроэлектростанциям, 2006 г., Вена. [4] Ф. Мартин, Ф. Шретер — Конструкционная сталь для применения в прибрежных водах, ветряной и гидроэнергетике: сравнение свойств часто используемых материалов при сварке и применении, Труды Международной конференции по Безопасность и надежность сварных деталей в энергетике и перерабатывающей промышленности, IIW, 2008, Грац [5] R.Willms — Высокопрочные стали в стальных конструкциях: применение и обработка, Труды 5-й Европейской конференции по стальным и композитным конструкциям, EUROSTEEL 2008, Грац, P
Мы специализируемся на поставках материалов для …
Лучший выбор для спортзала — это предварительно спроектированное здание из красного железа с прозрачными пролетами, спроектированное LTH Steel Structures с использованием ваших местных норм.Мы можем добавить дополнительные сопутствующие нагрузки для освещения, оборудования крыши или загрузки баскетбольных ворот. Мы также …
С нашими пакетами, предназначенными только для стального каркаса гаража, стоимостью от 4000,00 долларов, стоимость стального гаража не имеет себе равных среди других строительных материалов. Вы можете получить больше квадратных метров за свои деньги, а также заранее сконфигурированный метод строительства, который стоит очень дорого …
Строительство стального дома — прекрасное вложение! Строя с помощью наших стальных каркасных систем, вы получаете превосходную прочность, лучшую энергоэффективность, меньшие затраты на обслуживание, негорючие материалы и использование возобновляемых экологически чистых продуктов в основной сети вашего дома…
Мы производим ангары для самолетов всех размеров, подходящие для ваших судов. Наши стальные рамы поддерживают большие пролеты и высоту для обеспечения свободного пространства. Двустворчатые, распашные или раздвижные двери могут быть встроены в каркас авиационного здания. У нас также есть в наличии очень …
Полюсные амбары или здания с опорными каркасами — один из наименее дорогих способов сконфигурировать основные вертикальные стальные колонны, поддерживающие только крышу и стены.Крыши обшиты толстыми стальными панелями, которые крепятся с помощью …
Есть только один выбор, когда речь идет о строительстве безопасного, надежного, не требующего обслуживания, недорогого и надежного хранилища для самостоятельного хранения, и этот выбор — использование наших предварительно спроектированных стальных систем. Они идеально подходят для сухих складских помещений или блоков с климат-контролем …
Наши стальные манежи для верховой езды идеально подходят для крытых и открытых пространств.Большие пролеты дают вам много места для тренировок, катания на веревке, верховой езды и прыжков. Мы можем создать крышу только в стиле навеса или полностью или частично открытую конструкцию. Наша система наиболее …
Стальные здания с опорными каркасами часто используются в качестве навесов для отдыха, складов товаров, солнечных панелей, укрытий для хранения оборудования, манежей для лошадей и приютов для домашнего скота. Эти здания обычно поддерживают только крышу, а иногда и стены, в зависимости…
Наши здания со свободным пролетом — отличное вложение средств для создания широких открытых пространств для ваших рекреационных нужд. Мы можем спроектировать открытые навесы или полностью закрытые конструкции в зависимости от ваших потребностей и бюджета. Кирпич, блоки, лепнина, стальной сайдинг или любой другой косметический элемент …
Складские здания являются разумным вложением средств, поскольку они защищают ваши активы от внешних воздействий, а также поддерживают вашу организованность.Складские помещения варьируются от небольших навесов для садовых инструментов на заднем дворе до больших складов для размещения дорогостоящего оборудования или …
Наши предварительно спроектированные строительные системы идеально подходят для многих видов использования на фермах, включая конструкции закрытого и открытого типа для размещения сельскохозяйственного оборудования, защиты скота, зданий мастерских или складских помещений. Мы можем разместить большие открытые пролеты, в стиле козырька, …
Если у вас есть дорогое оборудование, транспортные средства или другие виды инвестиций, которые необходимо защитить от внешних воздействий, не ищите более выгодную для вас цену.Эти предварительно спроектированные здания из красного железа сделают свою работу очень эффективно. Мы можем …
Отправьте нам свой эскиз или план нужного вам офисного помещения с указанием местоположения здания. Мы можем настроить для вас полный офисный пакет из металлоконструкций. Либо с использованием красного железа, либо с облегченной версией. Световой индикатор характерен для более сложной конструкции …
Наши стальные строительные системы могут вместить большие пролеты для различных грузовиков и автомобилей и могут иметь множество подъемных дверей для практически любого выхода и легкого проезда через выходы.Некоторые из областей применения — техническое обслуживание и ремонт грузовиков, ремонт кузовных мастерских, автомобили …
Вам нужно больше места для растущего бизнеса? Пристройка со стальным каркасом к вашему существующему зданию идеальна и экономически выгодна, поскольку может добавить необходимое пространство без ущерба для бюджета. Просто дайте нам знать несколько подробностей о ваших потребностях в дизайне. Например, …
Наша система стального каркаса не ограничивает вас тем, какой внешний вид вы предпочитаете.Эти спроектированные пакеты структурного каркаса могут иметь любую форму и размер, что позволяет вам выбрать желаемый тип сайдинга и кровли. С ними легко обращаться …
Конструкции из конструкционной стали используются для зданий с более тяжелой нагрузкой, для которых требуются более прочные участки под нагрузкой, такие как антресоли, лестничные клетки или использование промышленного оборудования. Другое название этого типа конструкции — широкополка, так как фланцы …
Постройте с помощью экологически чистого стального каркаса, не требующего особого ухода, созданного для более быстрого и прочного строительства.Полный комплект стального каркаса, предварительно спроектированный, предварительно вырезанный со всеми необходимыми зажимами и креплениями, готовый к установке. Стальные материалы …
Офисные складские здания отлично подходят для постоянных конструкций, не требующих особого ухода, в которых можно разместить офисные помещения вместе с необходимыми складскими помещениями, для производственных нужд или розничных продаж. Доступно множество вариантов для больших оконных проемов и потолочных дверей, окон или …
Если ваш проект требует цементного блока или наклонных бетонных стен, мы спроектируем ваше здание для открытого строительства другими.Это позволяет предварительно спроектировать вертикальные колонны, кровлю, изоляцию, зоны отделки, что ускорит установку на вашем проекте ….
Готовые стальные стропильные системы для крыши или пола, спроектированные и изготовленные на заводе для вашего проекта в любом месте, экономят труд и время для вашего проекта. Сложные или простые конфигурации вы увидите преимущество в более быстром производстве и более низкой стоимости. Контакты …
Забиваем цены на простые коробчатые постройки.Возможна доставка материалов в течение 3-4 недель. Полностью сертифицированные предварительно спроектированные здания с прямым или большим пролетом. Предварительно сварные зажимы, конструкция двутавровой балки на болтах, стальные входные двери, коммерческие раздвижные двери, размер 26 и 24 …
Наши конструкционные стальные каркасные системы с гальваническим покрытием идеально подходят для защиты от ржавчины и коррозии. Сталь имеет огромное соотношение веса и пролета и делает конструкции более легкими и прочными. Они могут выдерживать очень сильный ветер, высокие сейсмические критерии…
Производим изделия из стального каркаса. Дополнительные цены доступны при использовании стальной кровли или сайдинга в качестве выбора. Вам нужно будет найти подрядчика для строительства церкви; мы не обеспечиваем трудозатраты на строительство вашего проекта. Цены указаны на …
300+ TOP Проектирование стальных конструкций Вопросы с множественным выбором 2020
Проектирование стальных конструкций Вопросы: —
1.Самая тяжелая двутавровая секция для той же глубины —
a) ISMB
b) ISLB
c) ISHB
d) ISWB
Ответ: c
2. Изгибающие, сжимающие и растягивающие напряжения соответственно рассчитываются на основе
a) площадь нетто и площадь брутто
b) площадь нетто и площадь нетто
c) площадь нетто в обоих случаях
d) площадь брутто в обоих случаях
Ответ: б
3. Если толщина самой тонкой внешней пластины составляет 10 мм, то максимальный шаг заклепок при растяжении будет принят равным
a) 120 мм
b) 160 мм
c) 200 мм
d) 300 мм
Ans : b
4.В основании со складками, когда конец колонны подвергается механической обработке для полной опоры на опорную плиту, предполагается, что осевая нагрузка передается на опорную плиту
a) полностью за счет прямого подшипника
b) полностью через крепления
c) 50% прямым подшипником и 50% сквозным креплением
d) 75% прямым подшипником и 25% сквозным креплением
Ответ: c
5. Когда ось нагрузки лежит в плоскости группы заклепок, заклепки подвергаются действию
a) только касательного напряжения
b) только растягивающего напряжения
c) обоих (a) и (b)
d) ничего из вышеперечисленного
Ответ: a
6.Когда ось нагрузки лежит в плоскости группы заклепок, наиболее нагруженной будет заклепка, которая
a) находится на максимальном расстоянии от CG группы заклепок
b) на минимальном расстоянии от CG группа заклепок
c) дает максимальный угол между двумя силами Fa и Fm
d) дает минимальный угол между двумя силами Fa и Fm
, где Fa — нагрузка, разделяемая каждой заклепкой из-за осевой нагрузки, а Fm — срезающая нагрузка из-за момента в любой заклепке.
Ответ: d
7. Какой из следующих типов клепанных соединений не подвержен изгибным напряжениям?
a) соединение внахлест
b) стыковое соединение с одинарной накладкой
c) стыковое соединение с двойной накладкой
d) ничего из вышеперечисленного
Ответ: c
8. Разница между общим диаметром и номинальным диаметром для заклепок диаметром до 25 мм составляет
a) 1,0 мм
b) 1,5 мм
c) 2,0 мм
d) 2,5 мм
Ответ: b
9. По сравнению с полевыми заклепками
a) более прочная
b) более слабая
c) такая же прочная
d) любая из вышеперечисленных
Ответ: a
10.Если толщина пластины, соединяемой заклепкой, составляет 16 мм, то подходящий размер заклепки по формуле Анвина будет
a) 16 мм
b) 20 мм
c) 24 мм
d) 27 мм
Ответ: с
11. Какого из следующих дефектов заклепочного соединения можно избежать, соблюдая достаточное краевое расстояние?
а) разрушение пластины при растяжении
б) разрушение заклепки при сдвиге
в) разрушение пластины при сдвиге
г) разрушение заклепки
Ответ: c
12.Минимальный шаг заклепок должен быть не менее
a) 1,5 d
b) 2,0 d
c) 2,5 d
d) 3,0 d
, где d — общий диаметр заклепки
Ответ: c
13. КПД заклепочного соединения с минимальным шагом по IS: 800 составляет
a) 40%
b) 50%
c) 60%
d) 70%
Ответ: c
14. Выберите правильное утверждение
a) Стоимость материала заклепки выше, чем стоимость болта.
б) Предел прочности на разрыв у болта меньше, чем у заклепки.
c) Болты используются как временное крепление, тогда как заклепки используются как постоянное крепление.
d) Клепка менее шумная, чем приклепка.
Ответ: c
15. Болты наиболее подходят для переноски.
a) срез
b) изгиб
c) осевое растяжение
d) срезание и изгиб
Ответ: c
16. Диаметр отверстия под болт обычно принимается равным
a) общий диаметр болта
b) номинальный диаметр + 1,5 мм
c) номинальный диаметр + 2,0 мм
d) номинальный диаметр болта
Ответ: b
17.Когда болты подвергаются изменению напряжений, наиболее подходящий тип болта —
a) черный болт
b) обычный незавершенный болт
c) повернутый и установленный болт
d) высокопрочный болт
Ответ: d
18. В поперечном сечении сварного шва горловина имеет размер
a) минимальный размер
b) средний размер
c) максимальный размер
d) ничего из вышеперечисленного
Ответ: a
19. Эффективная длина углового шва должна быть не менее
a) в два раза больше размера сварного шва
b) в четыре раза больше размера сварного шва
c) в шесть раз больше размера сварного шва
d) размера сварного шва
Ответ: b
20.Для стандартного скругления 45 ° отношение размера галтеля к толщине горловины составляет
a) 1: 1
b) 1: V2
c) V2: 1
d) 2: 1
Ответ: c
21. Стыковой шов определяется стандартом
a) эффективная толщина шва
b) толщина листа
c) размер сварного шва
d) толщина проплавления
Ответ: a
22. Фактическая толщина стыкового шва по сравнению с толщиной листа обычно составляет
a) больше
b) меньше
c) равно
d) ничего из вышеперечисленного
Ответ: a
23.Согласно ТУ, максимальный шаг заклепок при сжатии составляет
а) меньше 200 мм и 12 т
б) меньше 200 мм и 161
в) меньше 300 мм и 32 т
г) меньше 3 00 мм и 24 t
, где t — толщина самой тонкой наружной пластины или угла
Ответ: a
24. Круглая секция колонны обычно не используется на практике, потому что
a) это неэкономично
b) она не может безопасно нести нагрузку
c) сложно соединить балки с круглыми секциями
d) все выше
Ответ: c
25.Коэффициент гибкости колонны, поддерживаемой по всей длине каменной стеной, составляет
a) ноль
b) 10
c) 100
d) бесконечность
Ответ: a
26. В соответствии со спецификациями IS, эффективная длина колонны, эффективно удерживаемой на обоих концах и ограничиваемой по направлению на одном конце, принимается равной
a) 0,67 L
b) 0,8 L
c) L
d) 1,5 л
Ответ: b
27. Эффективная длина подкоса с латами, эффективно удерживаемого на обоих концах, но не ограниченного по направлению, принимается равной
a) 1.8 л
б) л
в) 1,1 л
г) 1,5 л
Ответ: в
28. Максимальный коэффициент гибкости сжимающего элемента, несущего как статическую, так и наложенную нагрузку, составляет
a) 180
b) 200
c) 250
d) 350
Ответ: a
29. Максимальный коэффициент гибкости стальной колонны, конструкция которой зависит от ветра или сейсмических сил, составляет
a) 150
b) 180
c) 250
d) 350
Ответ: c
30. Согласно IS: 800, в формуле Торговца Ренкина значение индекса несовершенства (n) равно
a) 1.0
б) 1,4
в) 1,8
г) 2,0
Ответ: б
31. Лучшее расположение для обеспечения унифицированного поведения в стальных колоннах —
a) шнуровка
b) обрешетка
c) стяжные пластины
d) перфорированные накладки
Ответ: a
32. Если заклепки 20 мм используются в шнуровке, то минимальная ширина шнуровки должна быть
a) 40 мм
b) 60 мм
c) 80 мм
d) 100 мм
Ответ: b
33. Использование стяжных пластин в ажурных столбцах —
a) запрещено
b) не запрещено
c) разрешено только в начале и конце системы шнуровки
d) разрешено между двумя частями шнуровки
Ответ: c
34.Стержни шнуровки в стальной колонне должны быть спроектированы таким образом, чтобы выдерживать
a) изгибающий момент от 2,5% нагрузки на колонну
b) поперечное усилие от 2,5% нагрузки на колонну
c) 2,5% от нагрузки на колонну
d) оба (a) и (b)
Ответ: b
35. Угол наклона планки шнуровки к продольной оси колонны предпочтительно должен составлять
a) от 10 ° до 30 °
b) от 30 ° до 40 °
c) от 40 ° до 70 °
d) 90 °
Ответ: c
36. Рейка предпочтительна, если
i) колонна несет только осевую нагрузку
ii) расстояние между двумя основными компонентами не очень большое
iii) колонна нагружена эксцентрически. Правильный ответ:
a ) только (i)
b) только (iii)
c) (i) и (ii)
d) (ii) и (iii)
Ответ: c
37.Эффективная длина колонны с рейками увеличивается на
a) 5%
b) 10%
c) 15%
d) 20%
Ответ: b
38. Перекрытие обрешетки с основными элементами в сварных соединениях должно быть более
a) 3t
b) 4t
c) 6t
d) 8t
где t = толщина обрешетки
Ответ: b
39. Коэффициент гибкости планок шнуровки не должен превышать
a) 100
b) 120
c) 145
d) 180
Ответ: c
40.Экономическая глубина плоской балки соответствует
a) минимальный вес
b) минимальная глубина
c) максимальный вес
d) минимальная толщина стенки
Ответ: a
41. Изгиб стенки пластинчатой балки при сдвиге предотвращается путем использования
a) вертикального промежуточного элемента жесткости
b) горизонтального элемента жесткости на нейтральной оси
c) элемента жесткости подшипника
d) ничего из вышеперечисленного
Ответ: a
42. Горизонтальный элемент жесткости в пластинчатой балке предназначен для защиты от
a) продольного изгиба перегородки
b) продольного коробления перегородки
c) с получением
d) всего вышеперечисленного
Ответ: b
43.Минимальная толщина стенки в плоской балке, когда плита доступна и также подвержена атмосферным воздействиям, составляет
a) 5 мм
b) 6 мм
c) 8 мм
d) 10 мм
Ответ: b
44. Деформации стенки из-за чрезмерного напряжения подшипника можно избежать, если
a) увеличить толщину стенки
b) обеспечить подходящие ребра жесткости
c) увеличить длину опорных пластин
d) ничего из вышеперечисленного
Ответ: с
45. Согласно IS: 800 для компрессионного фланца выступ фланцевых пластин не должен превышать
a) 121
b) 161
c) 201
d) 251
где t = толщина самой тонкой фланцевой пластины
Ans : b
46.Промежуточные вертикальные ребра жесткости в плоской ферме необходимо предусмотреть, если глубина стенки превышает
a) 501
b) 851
c) 200 т
d) 2501
где t — толщина стенки
Ответ: b
47. Элемент жесткости подшипника в плоской балке
a) передает нагрузку с верхнего фланца на нижний
b) предотвращает коробление стенки
c) уменьшает эффективную глубину стенки
d) предотвращает чрезмерный прогиб
Ответ: b
48.Силы, действующие на стык стенки пластинчатой балки, составляют
a) осевые силы
b) поперечные и осевые силы
c) поперечные и изгибающие силы
d) осевые и изгибающие силы
Ответ: c
49. Портальные балки спроектированы таким образом, чтобы выдерживать
a) поперечные нагрузки
b) продольные и вертикальные нагрузки
c) поперечные, продольные и вертикальные нагрузки
d) поперечные и продольные нагрузки
Ответ: c
50. Минимальное расстояние между вертикальными ребрами жесткости ограничено
a) d / 4
b) d / 3
c) d / 2
d) 2d / 3
, где d — расстояние между углами полки
Ответ: b
51.Ребра жесткости опоры предусмотрены в позиции
i) опоры
ii) средний пролет
iii) точка приложения сосредоточенных нагрузок Правильный ответ:
a) только (i)
b) оба (i) ) и (ii)
c) и (i), и (iii)
d) (i), (ii) и (iii)
Ответ: c
52. Заклепки, соединяющие уголки фланца с накладками в пластинчатой балке, подвергаются
a) только горизонтальному сдвигу
b) только вертикальной нагрузке
c) как (a) и (b)
d) ни одному из вышеперечисленных
Ответ:
53.Максимальное расстояние между ребрами жесткости по вертикали составляет
a) 1,33 d
b) 1,25 d
c) 1,5 d
d) 1,75 d
, где d — расстояние между углами полки
Ответ: c
54. Диапазон экономичного шага ферм варьируется от
a) L / 3 до L / 5
b) L / 4to2L / 5
c) L / 3 до L / 2
d) 2L / 5 до 3L / 5, где L — интервал
Ответ: a
55. Максимально допустимый пролет асбестоцементных листов составляет
a) 650 мм
b) 810 мм
c) 1250 мм
d) 1680 мм
Ответ: d
56.Обычно угол стропильной фермы с асбестовыми листами должен быть не менее
a) 26 ’/ 2 °
b) 30 °
c) 35 °
d) 40 °
Ответ: b
57. Чтобы минимизировать общую стоимость фермы крыши, отношение стоимости фермы к стоимости прогонов должно составлять
a) 1
b) 2
c) 3
d) 4
Ответ: b
58. Обычно прогоны размещаются в точках панели таким образом, чтобы избежать
a) осевое усилие в стропиле
b) поперечное усилие в стропиле
c) прогиб стропила
d) изгибающий момент в стропиле
Ответ: d
59.Для зданий с низкой проницаемостью внутреннее давление ветра, действующее перпендикулярно поверхности стен и крыши, принимается равным
a) ноль
b) ± 0,2p
c) ± 0,5 p
d) ± 0,7p
где p — базовое ветровое давление
Ответ: b
60. Соотношение между интенсивностью ветрового давления p и скоростью ветра V принято равным
a) pa V
b) paV2
c) p a (1 / V)
d) paV »2
Ответ: b
Вопросы для собеседования по проектированию стальных конструкций
61.Временная нагрузка для наклонной крыши с уклоном 15 °, где доступ к крыше отсутствует, принимается равной
a) 0,65 кН / м2
b) 0,75 кН / м2
c) 1,35 кН / м2
d) 1,50 кН / м2
Ответ: a
62. Коэффициент внутреннего давления на стены для зданий с большой проницаемостью принимается равным
а) ± 0,2
б) ± 0,5
в) ± 0,7
г) 0
Ответ: в
63. Базовая скорость ветра указывается на высоте «h» над средним уровнем земли на открытой местности.Значение’h ’составляет
a) 10 м
b) 20 м
c) 25 м
d) 50 м
Ответ: a
64. Коэффициент риска k зависит от
a) средний вероятный расчетный срок службы конструкций
b) базовая скорость ветра
c) как (a), так и (b)
d) ни одно из вышеперечисленных
Ответ: c
65. Внешнее давление ветра, действующее на крышу, зависит от
a) степени проницаемости крыши
b) уклона крыши
c) обоих (a) и (b)
d) ничего из вышеперечисленного
Ответ: б
66.Площадь проемов для зданий с большой проницаемостью более
а) 10% площади стен
б) 20% площади стен
в) 30% площади стен
г) 50% площади стен
Ответ: b
67. Согласно IS: 875, для определения базовой скорости ветра страна была разделена на
a) 4 зоны
b) 5 зон
c) 6 зон
d) 7 зон
Ответ: c
68. Количество сейсмических зон, на которые была разделена страна, составляет
a) 3
b) 5
c) 6
d) 7
Ответ: b
69.Минимальный шаг стальных емкостей с заклепками составляет
a) 1,5 d
b) 2,0 d
c) 2,5 d
d) 3,0 d
, где d — диаметр заклепок
Ответ: d
70. Допустимое растягивающее напряжение в конструкционных плитах из мягкой стали для стального резервуара принято равным
a) 95,0 МПа на чистой площади
b) 105,5 МПа на чистой площади
c) 105,5 МПа на общей площади
d) 150,0 МПа на общая площадь
Ответ: б
71. Стальные резервуары в основном предназначены для
a) вес резервуара
b) давление ветра
c) давление воды
d) силы землетрясения
Ответ: c
72.Какие из следующих секций предпочтительно использовать в местах возникновения кручения?
а) угловая секция
б) швеллерная секция
в) коробчатая секция
г) любой из вышеуказанных
Ответ: в
73. Вместимость самого маленького бака из штампованной стали составляет
a) 1000 литров
b) 1650 литров
c) 1950 литров
d) 2450 литров
Ответ: c
74. Стяжки между двумя колоннами стального резервуара будут спроектированы таким образом, чтобы противостоять
a) горизонтальному сдвигу только из-за ветра или землетрясения
b) горизонтальному сдвигу из-за ветра или землетрясения +2.5% нагрузок на колонну
c) нагрузки на колонну + 2,5% горизонтального сдвига из-за ветра или землетрясения
d) нагрузки на колонну + полный горизонтальный сдвиг из-за ветра или землетрясения
Ответ: b
75. Минимальная толщина листов в стальной стопке должна составлять
a) 4 мм
b) 5 мм
c) 6 мм
d) 8 мм
Ответ: c
76. Максимальный шаг заклепок, используемых в стальных штабелях, ограничен
a) 6t
b) 101
c) 121
d) 161
где t — толщина соединяемой более тонкой пластины
Ответ: b
77.Диаметр основания конической развальцовки стальной стопки составляет
a) меньше d
b) равно d
c) больше d
d) любое из вышеуказанных
, где d — диаметр цилиндрической части
Ans : c
78. Формула Хадсона дает собственный вес ферменного моста как функцию от
a) площадь нижнего пояса
b) площадь верхнего пояса
c) полезный пролет моста
d) наибольшая осевая нагрузка двигателя
Ответ: a
79. Если нагруженная длина пролета в метрах железнодорожного стального моста, несущего однопутный путь, составляет 6 м, то коэффициент воздействия принимается равным
a) 0
b) 0.5
c) от 0,5 до 1,0
d) 1,0
Ответ: c
80. Если пол поддерживается снизу или около него, но верхние пояса моста не закреплены, то мост называется
a) настил типа
b) сквозной тип
c) полупроходной тип
d) двойной тип колоды
Ответ: c
81. Предполагается, что центробежная сила из-за кривизны пути действует на мост на высоте
a) 1,23 м над уровнем рельсов
b) 1,50 м над уровнем рельсов
c) 1.83 м над уровнем рельсов
d) 2,13 м над уровнем рельсов
Ответ: c
82. При проектировании
i) боковые распорки
ii) элементы пояса
учитываются эффекты стягивающих усилий. Правильный ответ —
a) только (i)
b) только (ii)
c) оба ( i) и (ii)
d) ничего из вышеперечисленного
Ответ: a
83. Распорка портала фермы моста используется для
a) передачи нагрузки от верха концевых стоек на подшипники
b) сохранения прямоугольной формы поперечного сечения моста
c) усиления конструкции в поперечном направлении
d) предотвращение бокового коробления верхнего пояса
Ответ: a
84.Распорка
a) 2Vi% ветровой нагрузки верхней панели на нижнюю распорку
b) 10% ветровой нагрузки верхней панели на нижнюю распорку
c) 25% ветровой нагрузки верхней панели на нижнюю распорку
d) 50% ветровой нагрузки верхней панели на нижнюю распорку
Ответ: d
85. Изучите следующие утверждения.
i) Верхние боковые распорки предотвращают искривление пояса вбок.
ii) Поперечное крепление сохраняет прямоугольную форму поперечного сечения моста.
iii) Стойка качения передает нагрузку от верхней части концевых стоек на подшипники.
Правильный ответ:
a) только (i)
b) оба (i) и (ii)
c) оба (i) и (iii)
d) все (i), (ii) и (iii)
Ответ: b
86. Распорка, расположенная в плоскости концевых стоек, называется
a) раскос
b) портальная распорка
c) верхняя поперечная распорка
d) нижняя поперечная распорка
Ответ: b
87. Сила сжатия в двух концевых стойках Штифт коромысла в мосту рассчитан на
a) подшипник и сдвиг
b) изгиб и сдвиг
c) подшипник и изгиб
d) подшипник, сдвиг и изгиб
Ответ: d
88.Наименьший размер в случае круглой колонны диаметром D принимается равным
a) 0,5 D
b) 0,68 D
c) 0,88 D
d) D
Ответ: c
89. В случае деревянных конструкций коэффициент формы для массивного круглого сечения принимается равным
a) 1,18
b) 1,414
c) 1,67
d) 1,81
Ответ: a
90. В случае деревянных конструкций простая формула изгиба M = fz может применяться для
a) прямоугольных балок глубиной до 300 мм
b) всех прямоугольных балок
c) только сплошных круглых балок
d) всех квадратных поперечные балки
Ответ: а
91.Упругая деформация для стали составляет примерно
а) 1/12 деформации в начале деформационного упрочнения и примерно 1/120 максимальной деформации
б) 1/2 деформации в начале деформационного упрочнения и примерно 1 / 12 максимальной деформации
c) 1/12 деформации в начале деформационного упрочнения и 1/200 максимальной деформации
d) 1/24 деформации в начале деформационного упрочнения и примерно 1/200 максимальной деформации
Ответ: c
92. Механический метод и статический метод дают
a) нижнюю и верхнюю границы соответственно прочности конструкции
b) верхнюю и нижнюю границы соответственно прочности конструкции
c) нижнюю границу прочности конструкции
г) верхняя граница прочности конструкции
Ответ: b
93.Взаимосвязь момента и кривизны у пластикового шарнира составляет
a) линейная
b) параболическая
c) постоянный момент для всех кривизны
d) постоянная кривизна для всех моментов
Ответ: c
94. Коэффициент формы — это свойство, которое зависит от
a) только от предельного напряжения материала
b) только от предела текучести материала
c) только от геометрии сечения
d) как от предел текучести и предел прочности материала
Ответ: c
95.Статический метод пластического анализа удовлетворяет
a) условиям равновесия и механизма
b) условиям равновесия и пластическому моменту
c) условиям механизма и пластического момента
d) только условию равновесия
Ответ: b
96. Механический метод пластического анализа удовлетворяет
a) условия равновесия и механизма
b) условия равновесия и пластического момента
c) условия механизма и пластического момента
d) только условие равновесия
Ответ: a
97.Коэффициент нагрузки составляет
a) всегда равен коэффициенту безопасности
b) всегда меньше коэффициента безопасности
c) всегда больше коэффициента безопасности
d) иногда превышает коэффициент безопасности
Ответ: c
98. Отношение модуля упругого сечения к модулю упругого сечения
a) равно 1
b) всегда меньше 1
c) всегда больше 1
d) может быть меньше 1
Ответ: c
99. При прочих равных условиях коэффициент нагрузки в неопределенных конструкциях составляет
a) равен коэффициенту нагрузки в определенных конструкциях
b) больше, чем коэффициент нагрузки в определенных конструкциях
c) меньше, чем коэффициент нагрузки в определенных конструкциях
г) непредсказуемо
Ответ: б
100.Какое из следующих условий должно выполняться как при упругом, так и при пластическом анализе?
a) условие равновесия
b) условие текучести
c) условие пластического момента
d) условие механизма
Ответ: a
101. В виртуальном методе работы виртуальная величина равна
a) смещение
b) нагрузка
c) наклон
d) момент
Ответ: a
102. В соответствии с IS: 800, в пластмассовом исполнении, какие из следующих пар подходят правильно?
Рабочие нагрузки Коэффициент нагрузки
(i) Собственная нагрузка 1.7
(ii) Статическая нагрузка + приложенная нагрузка 1,7
(iii) Собственная нагрузка + нагрузка из-за ветра или 1,3 сейсмических сил
(iv) Статическая нагрузка + приложенная нагрузка + нагрузка 1,7
из-за ветра или сейсмические силы Из этих утверждений
a) (i) и (ii) верны
b) (i), (ii) и (iii) верны
c) (ii) и (iii) верны
d) только (i) правильно
Ответ: a
103. Коэффициент формы равнобедренного треугольника для изгиба вокруг оси, параллельной основанию, равен:
a) 1.5
б) 1,7
в) 2,0
г) 2,34
Ответ: г
104. В случае пластиковой конструкции расчетная максимальная прочность на сдвиг балки согласно IS: 800 должна составлять
a) 0,55 Awfy
b) 0,65 Awfy
c) 0,75 Awfy
d) 0,85 Awfy
где, Aw = эффективная площадь поперечного сечения, сопротивляющаяся сдвигу fy = предел текучести стали
Ответ: a
105. Минимальная толщина стального листа, который подвергается прямому воздействию погодных условий и недоступен для очистки и перекраски, должна составлять:
a) 4.5 мм
b) 6 мм
c) 8 мм
d) 10 мм
Ответ: c
106. Момент инерции пары вертикальных ребер жесткости относительно центральной линии стенки не должен быть меньше чем.
a) 1,5dV / C
b) 1,5d ¥ / C
c) 1,5d ¥ / C2
d) 1,5dY / C3
где ‘t’ — минимальная требуемая толщина полотна, а ‘C — максимально допустимое расстояние в свету между вертикальными ребрами жесткости для толщины «t».
Ответ: c
107. Присоединение промежуточных вертикальных ребер жесткости к стенке, не подверженное внешним нагрузкам, должно быть рассчитано на минимальное поперечное усилие (кН / м)
a) 75 т2 / ч
b) 125 т3 / ч3
c) 125 т2 / ч
d) 175 т2 / ч
где t = толщина стенки в мм
h = выступ ребра жесткости в мм
Ответ: c
108.Для сжимающего элемента с двойным угловым сечением какое из следующих сечений даст большее значение минимального радиуса вращения?
a) равные углы спина к спине
b) неодинаковые углы с длинными опорами спина к спине
c) неодинаковые углы с короткими опорами спина к спине
d) оба (b) или (c)
Ответ: b
109. Уголки наконечников
a) используются для уменьшения длины соединения.
б) — неравные углы.
c) увеличивает задержку сдвига.
d) все вышеперечисленное
Ответ: a
110.Для натянутых заклепок с потайной головкой значение растяжения должно быть
a) уменьшено на 25%
b) уменьшено на 33,3%
c) увеличено на 25%
d) увеличено на 33,3%
Ответ: b
111. Стальная балка, поддерживающая нагрузки от плиты перекрытия, а также от стены, обозначается как
a) поперечная балка
b) поперечная балка
c) перемычка
d) верхняя балка
Ответ: c
112. Шаг прихваточных заклепок, когда двойные углы соединены спиной к спине и действуют как натяжные элементы, не должен превышать
a) 500 мм
b) 600 мм
c) 1000 мм
d) 300 мм
Ответ: с
113.В моментных соединениях моментное сопротивление заклепочного соединения зависит от
a) сдвига в заклепках
b) сжатия в заклепках
c) растяжения заклепок
d) прочности заклепок в подшипнике
Ответ: c
120. Допустимое напряжение сдвига в стенке балок из низкоуглеродистой стали уменьшается на
a) уменьшение отношения h / t
b) увеличение отношения h / t
c) уменьшение толщины
d) увеличение высоты
где ‘h’ — высота, а t — толщина
Ответ: b
ПРОЕКТИРОВАНИЕ СТАЛЬНЫХ КОНСТРУКЦИЙ Объективные вопросы и ответы pdf скачать бесплатно ::
Просмотры сообщений: 249
.