Гид по ваннам. Часть 4. Сравнительные характеристики материалов
Какую ванну выбрать?
Чтобы определиться с тем, какую ванну выбрать — чугунную, акриловую или из других материалов, проведём сравнение этих технологий, руководствуясь несколькими важными критериями.
Чугунные ванны отличаются высокой теплоёмкостью, например, по сравнению со своими стальными «собратьями», однако после появления на рынке акриловых ванн, а также изделий из Flight® и Neoroc уже едва ли можно говорить о безусловном первенстве чугуна в способности удерживать тепло. Так, известно, что некоторые полимерные и композитные чаши сохраняют температуру воды чуть ли не вдвое дольше, чем чугунные, хотя нужно принимать во внимание такие параметры, как вентиляция помещения, толщина стенок ванны и проч. Поэтому, когда речь заходит о теплоёмкости, сложно определить, какая ванна лучше — многое зависит от особенностей конкретной модели.
В отношении срока службы и прочности конструкции первенство, без сомнения, принадлежит чугунным моделям.
Что касается акриловых чаш и ванн из Flight® и Neoroc, то срок их эксплуатации зависит не от материала, а от качества изделия и от технологии его изготовления. Например, качественные ванны из настоящего литьевого акрила имеют срок службы
10-15 лет, а «сэндвичи» едва ли прослужат больше трёх-четырёх. В прочности акриловые изделия также уступают чугунным. Каким бы высоким ни было качество акриловой чаши, под воздействием веса человеческого тела она деформируется, создавая ощущение неустойчивости и дискомфорта. Однако этого нельзя сказать об изделиях из материалов Flight® и Neoroc, которые совершенно не поддаются деформации, сочетая в себе прочность и устойчивость чугуна с лёгкостью и пластичностью акрила.
В отношении внешнего вида ванны из акрила, Flight® и Neoroc — вне конкуренции. Физические свойства этих материалов (мягкость, пластичность) позволяют воплощать самые смелые и нестандартные дизайнерские решения — как по форме, так и по цвету. Ванны из акрила, Flight® и Neoroc обладают большой эстетической привлекательностью; также эти изделия теплы и приятны на ощупь. Чугун же в силу своих физических свойств довольно жёстко ограничивает свободу дизайнерской мысли. Существует очень немного моделей чугунных ванн, и доступны они всего в трёх классических формах и по преимуществу в одном цвете — белом.
Ванны из акрила, Flight® и Neoroc обладают большой эстетической привлекательностью; также эти изделия теплы и приятны на ощупь. Чугун же в силу своих физических свойств довольно жёстко ограничивает свободу дизайнерской мысли. Существует очень немного моделей чугунных ванн, и доступны они всего в трёх классических формах и по преимуществу в одном цвете — белом.
Что касается монтажа, то транспортировка и установка чугунной ванны достаточно сложны, что обусловлено её большим весом. Если при этом учесть ещё массу человека, принимающего ванну и объём воды в чаше, то получится около 250 кг. Чтобы установить такую ванну, например, в частном доме, потребуется усиление деревянных конструкций пола. В остальном же тяжесть чугунных ванн работает на человека — они обладают прекрасной устойчивостью, внушая чувство комфорта и надёжности.
В отношении ванн из Flight® и акриловых чаш, транспортировка и монтаж не являются проблемой из-за небольшого веса изделий (30 — 50 кг), в то время как Neoroc из-за наличия в составе большого количества камня по «весовой категории» стоит гораздо ближе к чугуну. Вместе с тем для акриловых ванн именно их лёгкость становится препятствием, когда дело касается устойчивости чаши. Этот вопрос решается с помощью металлического каркаса, необходимого для усиления ванны. Некоторые пользователи считают, что такого каркаса недостаточно для обеспечения устойчивости конструкции и прибегают к более изощрённым способам укрепления ванны, например, делают под неё кирпичное основание. Указанные трудности не коснутся владельцев ванн из Flight® и Neoroc — эти чаши не требуют усиления и легко устанавливаются на ножки, входящие в комплект.
Вместе с тем для акриловых ванн именно их лёгкость становится препятствием, когда дело касается устойчивости чаши. Этот вопрос решается с помощью металлического каркаса, необходимого для усиления ванны. Некоторые пользователи считают, что такого каркаса недостаточно для обеспечения устойчивости конструкции и прибегают к более изощрённым способам укрепления ванны, например, делают под неё кирпичное основание. Указанные трудности не коснутся владельцев ванн из Flight® и Neoroc — эти чаши не требуют усиления и легко устанавливаются на ножки, входящие в комплект.
Что касается цены, то её, в первую очередь, определяют бренд, дизайн, качество изделия. Как бы там ни было, всегда можно купить за приемлемую сумму не только чугунную и акриловую ванну, но и чашу из инновационных материалов Flight® или Neoroc. Поэтому решение вопроса о покупке ванны в конечном счёте целиком зависит от вкусов и предпочтений покупателя и не определяется никакими внешними критериями, включая цену.
Таблица.
 Сравнительные характеристики ванн
Сравнительные характеристики ванн
| Flight® | Чугун | Neoroc | Сталь | ||
| Цена | низкая | средняя | высокая | высокая | очень низкая |
| Вес | небольшой | средний | большой | большой | очень небольшой |
| Лёгкость очистки | легко | легко | легко | легко | легко |
| Скольжение | низкое | низкое | высокое (без специальной обработки) | низкое | высокое (без специальной обработки) |
| Деформация | низкая | очень низкая | очень низкая | очень низкая | высокая |
| На собственной опоре | нет | да | да | да | да |
| Ожидаемое качество | хорошее | высокое | высокое | высокое | хорошее |
| Устойчивость к сколам | низкая | низкая | высокая | высокая | средняя |
| Устойчивость к истиранию | хорошая | хорошая | высокая | высокая | хорошая |
| анти бактериальная обработка, возможность просверлить отверстия при необходимости | анти бактериальная обработка (Biocote) | высокая теплоёмкость, шумоподавле-ние | неограниченный выбор форм | низкая цена, неограниченный выбор форм | |
| Гарантия Jacob Delafon | 10 лет | 10 лет | 25 лет | 5 лет |
Часть 1. Эмалированный Чугун
Эмалированный Чугун
Часть 2. Роскошь литьевого акрила
Часть 3. Инновационные и другие материалы
Свойства посуды из чугуна — мнение экспертов FISSMAN
Посуда из чугуна — тонкости ухода
Бесспорное первенство, посуда из старого доброго чугуна, заслужила благодаря очевидным достоинствам.
• Долговечность – посуда при надлежащем уходе прослужит веками.
• Прочность – выдерживает нагрузки и высокие перепады температур.
• Универсальность – можно готовить на плите любого типа, в духовом шкафу, на гриле и даже на костре.
• Экологичность – сплав абсолютно безопасен для здоровья человека и не загрязняет окружающую среду
• Естественные антипригарные свойства – образующиеся в процессе постоянного использования.
Для Вас дорогие друзья, команда FISSMAN, подготовила полезную статью. Где мы, делимся секретами, рассказываем Вам о тонкостях ухода и эксплуатации чугунной посуды. Бережно сохраняя традиции, компания FISSMAN, уже много лет выпускает серию чугунной посуды. Каждый год, на прилавки магазинов, поступают новинки из этого удивительного сплава. Бесспорное первенство старый добрый чугун заслужил благодаря очевидным достоинствам. Прежде всего, это долговечность.
Бережно сохраняя традиции, компания FISSMAN, уже много лет выпускает серию чугунной посуды. Каждый год, на прилавки магазинов, поступают новинки из этого удивительного сплава. Бесспорное первенство старый добрый чугун заслужил благодаря очевидным достоинствам. Прежде всего, это долговечность.
При надлежащем использовании и уходе такая посуда выдержит испытание временем и прослужит не одному поколению. Высокая прочность материала, позволяет выдерживать нагрузки, падения и высокие перепады температуры. Чугунный сплав абсолютно безопасен для здоровья человека и не загрязняет окружающую среду.
Еще одно преимущество — естественные антипригарные свойства чугуна, которые с течением времени только улучшаются, поэтому его легко использовать и легко мыть. Считается, что такая хорошо проводящая тепло посуда с толстыми стенками лучше всего подходит для тушения и томления, но она универсальна и в ней можно готовить на плите любого типа, в духовом шкафу, на гриле и даже на костре.
Мы расскажем Вам как правильно подготовить чугунные сковороды перед первым применением, о тонкостях использования о секретах ухода и правильности хранения. Соблюдая рекомендации, указанные в статье, вы сохраните, продлите, и без того неограниченный срок эксплуатации посуды из этого уникального сплава.
ВАЖНО ЗНАТЬ: Чугун — это материал, легко подверженный коррозии. Ржавчина на чугунной посуде не является дефектом или браком, это следствие неправильной эксплуатации или ухода!
Небольшой секрет: Пятна ржавчины легко удаляются при помощи металлической щетки или наждачной бумаги. После удаления ржавчины посуду необходимо заново обработать (см. пункт «Подготовка к эксплуатации и уход за посудой из традиционного черного чугуна»)
Подготовка к эксплуатации и уход за посудой из черного чугуна
Перед первым применением для удаления загрязнений, возможно оставшихся при производстве, а также при появлении пятен ржавчины, пригорании пищи к стенкам посуды или появлении металлического привкуса посуду необходимо прокалить.
• Очистите поверхность от следов коррозии (если таковые имеются) при помощи металлической щетки или наждачной бумаги.
• Тщательно вымойте посуду вручную горячей водой с использованием мягкого моющего средства и вытрите насухо.
• Обильно смажьте всю поверхность изнутри и снаружи любым растительным маслом и прокалите при температуре 150-200C в течение 30-40 минут.
Прокаливать лучше в духовке, при этом необходимо снять все бакелитовые, деревянные и стеклянные части во избежание повреждения от высокой температуры.
Если конструктивные особенности посуды не позволяют поставить ее в духовку (есть несъемные бакелитовые, деревянные или иные части), то можно прокалить посуду на конфорке.
• Оставьте на воздухе до полного остывания.
• В результате прокаливания с жиром создается защитный слой, который препятствует коррозии и обладает антипригарными свойствами.
Теперь чугунная посуда готова к использованию!
Использование
• При каждом использовании чугунной посуды смазывайте рабочую поверхность небольшим количеством масла.
• С течением времени этот слой будет только улучшать антипригарные свойства посуды.
• Очень важно соблюдать правильный температурный режим при готовке: прежде чем положить в посуду продукты, нагревайте ее постепенно.
• Нельзя ставить холодную чугунную посуду на горячую конфорку или в духовой шкаф, резкий перепад температуры может повредить металл.
• Как известно, чугун отлично проводит тепло, поэтому для готовки можно использовать несильный нагрев, еда все равно приготовится достаточно быстро.
• Не забывайте использовать рукавицу-прихватку, чтобы взять посуду за ручки. Металлические кухонные инструменты (вилки, лопатки, ножи и т.д.) могут поцарапать верхний антипригарный слой.
• Старайтесь использовать на такой посуде деревянные или силиконовые инструменты.
Уход
• Чугунную посуду НЕЛЬЗЯ мыть в посудомоечной машине, скрести металлическими щетками или абразивными чистящими средствами!
• Это разрушит естественный антипригарный слой на поверхности, и посуду надо будет заново готовить для использования, дополнительно прокаливая с маслом.
• Посуду следует мыть сразу после использования в горячей воде, причем, чем вода горячее, тем легче мыть посуду.
• Никогда не замачивайте ее на долгое время.
• Приставшие частички пищи можно удалить мягким абразивом, например, крупной солью, или неметаллической щеткой.
• Если пища пригорела к поверхности, засыпьте загрязнение пищевой содой и замочите на 2-5 минут в горячей воде.
• Для окончательного ополаскивания можно добавить в воду немного пищевой соды, это также будет способствовать защите от ржавчины.
• Образование натурального антипригарного слоя на поверхности чугунной посуды – постоянный процесс.
• Чем чаще используется посуда – тем лучше и крепче защищается поверхность.
• Если Вы заметили, что пища стала пригорать при готовке вследствие каких-либо причин, посуду можно заново прокалить для получения лучшего результата.
• После мытья посуду обязательно следует насухо вытереть кухонным полотенцем.
Хранение
• Чугунная посуда должна храниться в исключительно сухом месте без доступа влаги.
• Те предметы, которые используются часто, можно подвесить на крючок или поставить на полку в шкафу, но если посуда не используется часто, перед хранением вотрите в поверхность небольшое количество масла или парафина, это предотвратит ржавление.
• Старайтесь использовать как можно меньше масла, излишек может давать неприятный вкус и запах.
• Если Вы храните предметы чугунной посуды в стопке, используйте между ними специальные вкладыши для хранения посуды или просто слои бумажного полотенца, чтобы защитить поверхность от царапин.
Продукция компании FISSMAN — настоящее качество, проверенное временем!
Читайте также: Что вы знаете о посуде из бамбукового волокна?
Читайте также: Посуда с антипригарным покрытием
Читайте также: Дуршлаг для дружеских мероприятий
ЛТК Свободный сокол: Сваи забивные
Трубы свайные из высокопрочного чугуна широко известны как надежная система для создания различного рода фундаментов гражданского, промышленного и специализированного строительства, а так же как система для устройства водозаборных скважин.
Ключом к успеху является исходный материал – высокопрочный чугун с шаровидным графитом (ВЧШГ). Получивший свое распространение в начале 50-х годов прошлого века он обладает всеми характеристиками, которые требуются для системы забивных свай: пластичностью, ударной прочностью и устойчивостью к появлению коррозии.
Многочисленные проекты с использованием свайных труб из ВЧШГ в Австрии, Германии, Португалии, Испании и во всей Европе, являются подтверждением безупречности этого технического решения. Там, где грунт из-за геологических особенностей является нестабильным – применение таких свай лучшее и самое надежное решение.
Там, где грунт из-за геологических особенностей является нестабильным – применение таких свай лучшее и самое надежное решение.
Раструбное соединение
ЗАБИВНЫЕ СВАИ
Высокопрочный чугун изначально является материалом, который выдерживает высокие механические нагрузки, возникающие в динамической форме в процессе забивки свай.
Сваи изготавливаются центробежным способом и имеют два размера: диаметр 118 мм и 170 мм, а также различную толщину стенки в зависимости от требований к переносимой нагрузке.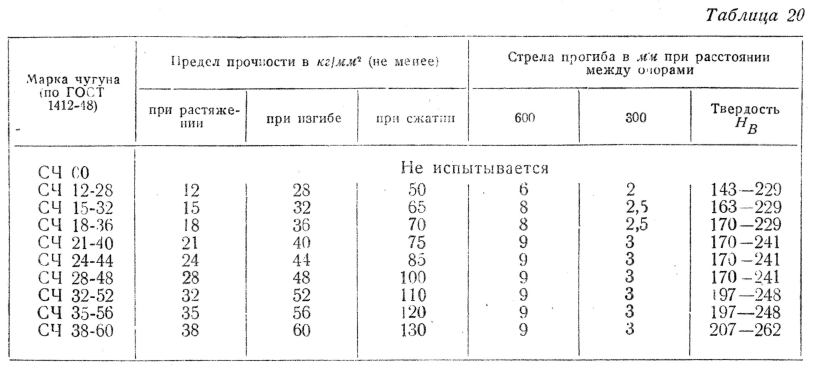 Свая имеет в верхней части раструб с конической внутренней поверхностью и в нижней части конический гладкий конец. Эффективная длина свайной трубы (без раструба) составляет 5900 мм. Необходимая общая длина сваи достигается за счет установки свай друг в друга.
Свая имеет в верхней части раструб с конической внутренней поверхностью и в нижней части конический гладкий конец. Эффективная длина свайной трубы (без раструба) составляет 5900 мм. Необходимая общая длина сваи достигается за счет установки свай друг в друга.
Для забивания свай в грунт не требуется тяжелой специальной техники, достаточно обычного легкого экскаватора. Вместо ковша устанавливается гидравлический молот с адаптером под раструб сваи. Такая техника имеется в распоряжении практически у каждой строительной компании. Лёгкий и подвижный экскаватор с быстроходным гидравлическим молотом позволяет возводить фундамент на сваях в трудно-доступных местах или в условиях ограниченного пространства. Расположение свай возможно в пределах 40 см от существующих конструкций, а также под углом до 45° к горизонту.
На первую сваю устанавливается так называемый башмак, который препятствует попаданию грунта внутрь сваи. Следующая свая закладывается в раструб уже забитой сваи и процесс повторяется. Это продолжается до тех пор, пока либо не достигается необходимая длина сваи, либо свая попадет на твердый участок грунта. За счет энергии удара в процессе забивания свай возникает так называемая сварка трением,
Это продолжается до тех пор, пока либо не достигается необходимая длина сваи, либо свая попадет на твердый участок грунта. За счет энергии удара в процессе забивания свай возникает так называемая сварка трением,
являющаяся основой их абсолютно неподвижного соединения. Как только первая свая достигнет твердого грунта, процесс останавливается и оставшаяся на поверхнос-
ти часть отрезается дисковой фрезой. Отрезанный кусок сваи является первой забиваемой в следующей серии сваей, таким образом, эта технология является полностью безотходной. Когда забивка свай заканчивается, они заполняются бетоном для увеличения несущей способности и в зависимости от требуемой нагрузки, головка сваи оснащается плитой — распределителем давления или арматурным каркасом.
Забивные сваи с последующим бетонированием (стандартные несущие сваи)
Установка забивных свай ВЧШГ один из самых быстрых и простых доступных методов установки свай. Связка определяется как пониженный темп проникновения сваи по отношению к непрерывной забивной силе (молота) за отведенное время. Создание связки демонстрирует способность свай выдерживать расчетную нагрузку на долгосрочной основе. Значения для связки (например, степень проникновения по отношению к длительности движущей силы) определяются данными наблюдений и зависят от статистической нагрузки и результатов испытаний в различных состояниях грунта в течение многих лет.
|
 Сваи забиваются в «связку» в плотный гравий или в коренную породу. Затем в ствол сваи заливается бетон для придания дополнительной прочности. Концевая заглушка или насадка для твердых пород устанавливаются на ведущую секцию, которая затем забивается на полную длину и, при необходимости добавляются новые секции.
Сваи забиваются в «связку» в плотный гравий или в коренную породу. Затем в ствол сваи заливается бетон для придания дополнительной прочности. Концевая заглушка или насадка для твердых пород устанавливаются на ведущую секцию, которая затем забивается на полную длину и, при необходимости добавляются новые секции.
Забивные сваи с зацементированным затрубным пространством (стандартные сваи с боковым сопротивлением)
Цементируемые забивные сваи объединяют преимущества установки свай с гибкостью системы цементирования. Большая цементируемая насадка устанавливается на основание ведущей секции забивной сваи. Когда свая забивается в землю, большая насадка создает затрубное пространство между стволом сваи и землей, которое постоянно заполняется стволом сваи и цементом, создавая поверхностное трение. Установленные с помощью комбинированной техники забивки и цементирования сваи могут использоваться в таких условиях грунта, где другие системы не пригодны (например, близость грунтовых вод или загрязненные участки).
Большая цементируемая насадка устанавливается на основание ведущей секции забивной сваи. Когда свая забивается в землю, большая насадка создает затрубное пространство между стволом сваи и землей, которое постоянно заполняется стволом сваи и цементом, создавая поверхностное трение. Установленные с помощью комбинированной техники забивки и цементирования сваи могут использоваться в таких условиях грунта, где другие системы не пригодны (например, близость грунтовых вод или загрязненные участки).
ВСПОМОГАТЕЛЬНЫЕ ПРИНАДЛЕЖНОСТИ
Концевая заглушка Концевая заглушка это стандартная свайная насадка для забивной сваи
Насадка для твердых пород Это альтернатива концевой заглушки, если свая забивается в твёрдую, например, вывет-ренную породу.
| |
Устройство закачки цементного раствора (насос для подачи бетона)
Используется при установке забивных свай. Готовый бетон (максимальная крупность заполнителя 4 мм) закачивается в сваю при забивке, заполняя затрубное пространство между стволом сваи и землей. Для закачивания бетона применяют обычные бетонные насосы, с которыми работает большинство строительных фирм.
Бур для сухого бурения
Служит для установки несущей сваи. Бур для сухого бурения устанавливается на молоте экскаватора, вместо стандартного долота. Сваи забиваются в связку и затем заполняются бетоном.
ОБЛАСТИ ПРИМЕНЕНИЯ
Трубы свайные используются при строительстве и реконструкции зданий различного назначения, опор мостов, магистральных трубопроводов, высоковольтных линий электропередач, антенно-мачтовых сооружений, открытых распределительных устройств, линий связи, при прокладке каналов на сваях, при устройстве подпорных стен в местах возможных сходов селей и оползней, устройстве фундаментов под башни, усилении старых фундаментов, при укреплении склонов, откосов, береговой линии водоёмов, закреплении насыпных и просадочных грунтов, в качестве упоров безопасности (как компенсация подъёмной силы). Наклон сваи относительно отвесной лини не может составлять более 45° (только в исключительных случаях допус-кается горизонтальная забивка при укреплении откосов). Передача незначительных нагрузок происходит за счет косой установки сваи, перенос момента нагрузки — за счет опоры сваи. Для цели передачи нагрузки нужны как минимум грунты со средней плотностью. Как только достигнут этот горизонт, необходимо забивать сваи на предварительно рассчитанную конечную глубину.
|
|
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Предельная нагрузка на сваи
Диаметр | 118 мм с буром190 мм | 170 мм с буром 250 мм |
Грунт средняя плотность | 90 кН/м | 118 кН/м |
Нормальная плотность | 119 кН/м | 157 кН/м |
Высокая плотность | 149 кН/м | 195 кН/м |
Преимущества:
· простой монтаж;
· возможность работать на ограниченной площади;
· возможность забивать сваи на расстоянии от объекта = 40 см;
· полное отсутствие отходов;
· не требуется доработка головной части сваи и поэтому строительные работы выполняются непрерывно;
· предельная нагрузка и длина сваи определяются для каждой сваи на месте в зависимости от условий забивания;
· внешняя нагрузка сваи увеличивается за счет запрессовывания;
· экономичность;
· достаточно высокая коррозионная устойчивость;
Незначительные инвестиции только в оборудование и высокая производительность 200- 400 пог. метров в день являются гарантом экономического и технологического успеха.
метров в день являются гарантом экономического и технологического успеха.
МАТЕРИАЛ
Высокопрочный чугун с шаровидным графитом это разновидность серого чугуна, материала который использовался веками из-за его высокого сопротивления химическому и механическому воздействию. Благодаря очень высокой вязкости, высокопрочный чугун с шаровидным графитом способен выдержать большую энергию удара при забивке свай.
Технические характеристики
Вне-шний диа-метр | Тол-щина стен-ки | Длина | Вес трубы | Попе-речное сечение | Предел прочно-сти | Предел текучести | Предель-ная наг-рузка | Нагру-зка | Момент сопротив-ления | Момент инер-ции |
мм | мм | мм | кг | мм2 | Н/мм2 | Н/мм2 | кН | кН | см3 | см4 |
118 | 7,5 | 5900 | 122,0 | 2604 | 420 | 300 | 1093 | 781 | 68 | 399 |
118 | 9,0 | 5900 | 142,4 | 3082 | 420 | 300 | 1294 | 925 | 78 | 461 |
118 | 10,6 | 5900 | 163,3 | 3576 | 420 | 300 | 1502 | 1073 | 88 | 521 |
170 | 9,0 | 5900 | 206,0 | 4552 | 420 | 300 | 1912 | 1366 | 174 | 1480 |
170 | 10,6 | 5900 | 235,7 | 5308 | 420 | 300 | 2229 | 1592 | 199 | 1693 |
Внутренняя несущая способность (механические характеристики чугуна – предел прочности 420 Н/мм2, предел текучести 300 Н/мм2)
Внеш-ний диа-метр/ толщина стенки | Пло-щадь свайной трубы, | Допусти-мая нагру-зка, | Площадь бетонного столба | Марка бетона | Суммарная допустимая нагрузка на сваи с бетоном | ||||
В20/25 | В25/30 | В30/37 | В20/25 | В25/30 | В30/37 | ||||
мм | мм2 | кН | мм2 | кН | кН | кН | кН | кН | кН |
118*7,5 | 2604 | 526 | 8332 | 82 | 103 | 123 | 608 | 629 | 649 |
118*9,0 | 3082 | 623 | 7854 | 78 | 97 | 116 | 700 | 720 | 739 |
118*10,6 | 3577 | 723 | 7359 | 73 | 91 | 109 | 795 | 813 | 832 |
170*9,0 | 4553 | 920 | 18145 | 179 | 224 | 269 | 1099 | 1144 | 1189 |
170*10,6 | 5309 | 1072 | 17389 | 172 | 215 | 258 | 1244 | 1287 | 1330 |
Примечание.
Значение допустимых нагрузок на сваи рассчитываются, принимая во внимание, что сваи на 100% нагружены собственным весом.
ОЦЕНКА КОРРОЗИОННОГО РАЗРУШЕНИЯ СВАЙ из ВЧШГ
На сваи без заливки бетоном воздействует окружающая почва, поэтому учитывается определенная скорость коррозии свай. Большинство существующих таблиц по коррозии свай и/или шпунтовых свай составлены для стальных компонентов. Чугун в отношении коррозии ведет себя по-другому. Прежде всего, скорость коррозии чугуна ниже, и, второе, поверхностные отложения создают дополнительный барьер, замедляющий коррозию. Таблицы ниже показывают допустимую нагрузку на сваи, принимая во внимание оценку коррозии.
Допустимая нагрузка на сваи, залитые бетоном под давлением, и свай в грунте с очень низкой агрессивностью (механические характеристики чугуна420/300 Н/мм2)
Внеш-ний диа-метр/ толщина стенки | Пло-щадь свайной трубы, | Допусти-мая нагру-зка, | Площадь бетонногостолба | Марка бетона | Суммарная допустимая нагрузка на сваи с бетоном | ||||
В20/25 | В25/30 | В30/37 | В20/25 | В25/30 | В30/37 | ||||
мм | мм2 | кН | мм2 | кН | кН | кН | кН | кН | кН |
118*7,5 | 2604 | 526 | 8332 | 82 | 103 | 123 | 608 | 629 | 649 |
118*9,0 | 3082 | 623 | 7854 | 78 | 97 | 116 | 700 | 720 | 739 |
118*10,6 | 3577 | 723 | 7359 | 73 | 91 | 109 | 795 | 813 | 832 |
170*9,0 | 4553 | 920 | 18145 | 179 | 224 | 269 | 1099 | 1144 | 1189 |
170*10,6 | 5309 | 1072 | 17389 | 172 | 215 | 258 | 1244 | 1287 | 1330 |
Допустимая нагрузка на сваи, залитые бетоном под давлением, и свай в грунте со средней агрессивностью (механические характеристики чугуна420/300 Н/мм2)
Внеш-ний диа-метр/ толщина стенки | Пло-щадь свайной трубы, | Допусти-мая нагру-зка, | Площадь бетонногостолба | Марка бетона | Суммарная допустимая нагрузка на сваи с бетоном | ||||
В20/25 | В25/30 | В30/37 | В20/25 | В25/30 | В30/37 | ||||
мм | мм2 | кН | мм2 | кН | кН | кН | кН | кН | кН |
118*7,5 | 2328 | 470 | 8332 | 82 | 103 | 123 | 553 | 573 | 594 |
118*9,0 | 2806 | 567 | 7854 | 78 | 97 | 116 | 644 | 664 | 683 |
118*10,6 | 3300 | 667 | 7359 | 73 | 91 | 109 | 739 | 758 | 776 |
170*9,0 | 4156 | 839 | 18145 | 179 | 224 | 263 | 1018 | 1063 | 1108 |
170*10,6 | 4910 | 992 | 17389 | 172 | 215 | 258 | 1164 | 1207 | 1250 |
Допустимая нагрузка на сваи, залитые бетоном под давлением, и свай в грунте с высокой агрессивностью (механические характеристики чугуна420/300 Н/мм2)
Внеш-ний диа-метр/ толщина стенки | Пло-щадь свайной трубы, | Допусти-мая нагру-зка, | Площадь бетонногостолба | Марка бетона | Суммарная допустимая нагрузка на сваи с бетоном | ||||
В20/25 | В25/30 | В30/37 | В20/25 | В25/30 | В30/37 | ||||
мм | мм2 | кН | мм2 | кН | кН | кН | кН | кН | кН |
118*7,5 | 1875 | 379 | 8332 | 82 | 103 | 123 | 461 | 482 | 502 |
118*9,0 | 2353 | 475 | 7854 | 78 | 97 | 116 | 553 | 572 | 592 |
118*10,6 | 2848 | 575 | 7359 | 73 | 91 | 109 | 648 | 666 | 684 |
170*9,0 | 3497 | 706 | 18145 | 179 | 224 | 263 | 886 | 931 | 975 |
170*10,6 | 4253 | 859 | 17389 | 172 | 215 | 258 | 1031 | 1074 | 1117 |
Чугун. История. Характеристики. — Везувий
Чугун – является сплавом в состав, которого входит железо и углероды. Содержащегося в железе углерода, обычно составляет не менее 2,14%. Углерод собой может представлять цементит или графит. В чугуне содержатся примеси такие как Si, Mn, S, P и легирующие элементы (Cr, Ni, V, Al и др.) получают в доменных печах из железорудных материалов. Чугун обладает не плохими литейными свойствами и малой способностью к пластической деформации, а так же является важнейшим первичным продуктом чёрной металлургии.
История чугуна начинается с 4—5 вв. до нашей эры, одним из античных металлургов. В 6 веке до нашей эры из высокофосфористых железных руд начали получать чугун в Китае.
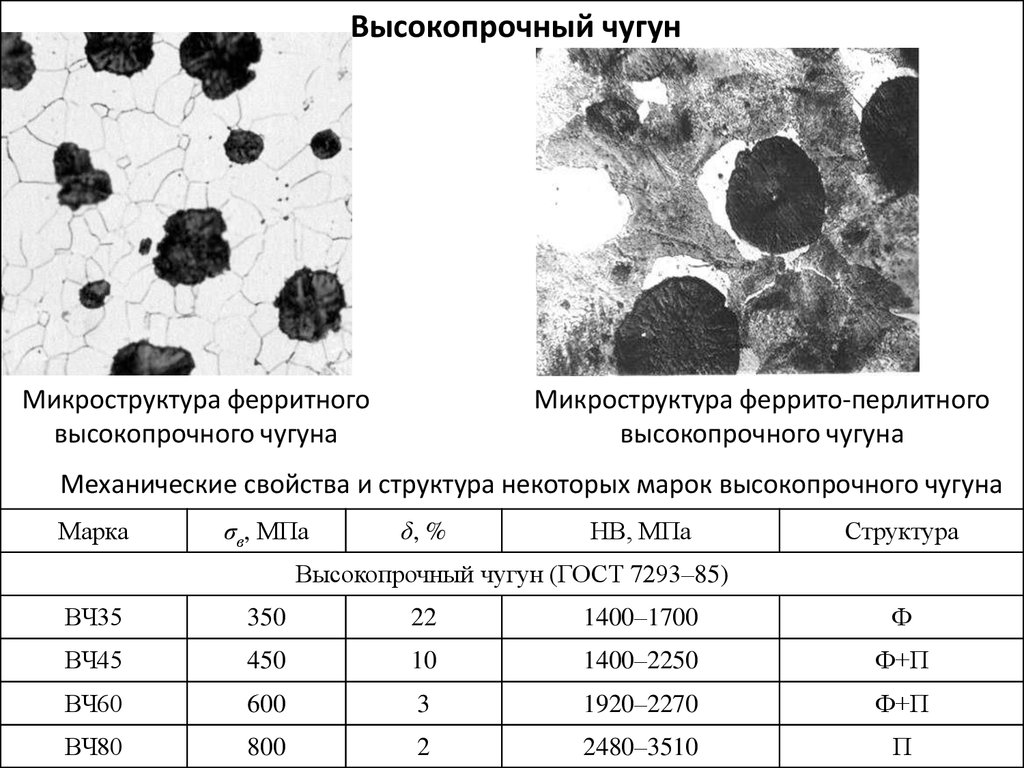
Чугун серый – является высокопрочным и содержит в качестве примесей марганец, фосфор, серу. У него низкая температура кристаллизации, текучесть в жидком состоянии, малая усадка. Свойства серого чугуна зависят от свойств металлической матрицы, формы и размеров графитовых включений. Не высокая прочность графита, снижает прочность чугуна. Так же прочность чугуна зависит от графитовых включений, чем их меньше и выше и дисперсность, тем прочнее сам чугун. В зависимости от скорости дальнейшего охлаждения после затвердевания (а значит и от размера отливки) чугун может иметь ферритную, феррито-перлитную и чисто перлитную металлическую основу. С ростом скорости охлаждения возрастает доля перлита, а следовательно и прочность чугуна, но падает его пластичность. Для каждой области применения выбирают марку чугуна с оптимальным для этого случая сочетанием свойств. Он применяется в машиностроении, для отливки станков и механизмов, поршней и цилиндров.
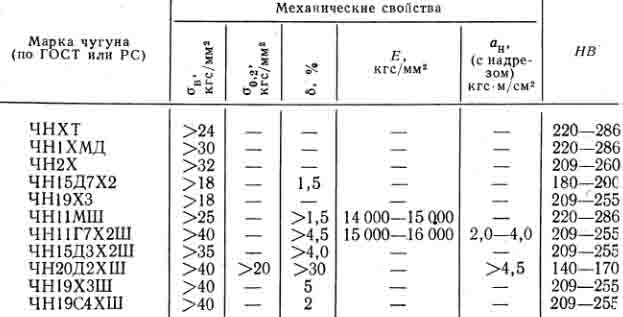
Несмотря на огромное количество марок чугуна, чугун для бани, подобрать не так то просто, потому, что он должен выдерживать длительное нахождение в агрессивной среде. В процессе горения, идёт быстрое окисление и коррозия плюс температура близкая 1000 градусов. Для таких условий необходим особый, специально приспособленный к таким нагрузкам чугун, это чугун марки ЧХ16. ЧХ16 это высоколегированный чугун, обладающий всеми необходимыми свойствами для банной печи:
жаростойкий в воздушной среде до 1173 градусов;
износостойкий при повышенных температурах;
повышенная коррозийная стойкость в воздушной, газовой и щелочной средах.
Чугун для бани марки ЧХ 16, в сочетании с камнями малинового кварцита или талько-хлорита, обеспечит вас лёгким, мелкодисперсионным паром. Чтобы предотвратить распирание стенок печи, укладка чугунины для бани, должна производиться с учётом большого коэффициента расширения при нагревании.
Чугунные печи появились вместе с технологией чугунного литья. Как ни одна другая деталь интерьера, они всегда совмещали в себе функциональность и изысканную красоту, придавая жилью неповторимый шарм. Расцвет моды на чугунные печи пришелся на 19 век, когда их производство в Европе было поставлено на промышленную основу. Француз Жан Батист Годэн первым признал уникальные свойства чугуна и развернул массовое производство чугунных печей на своих литейных предприятиях. Эта инициатива из-за огромной популярности печей была быстро подхвачена другими мастерами из разных стран, и очень скоро печи и камины из чугуна стали предметом быта каждого европейского дома.
Чугун, вытеснив кафель, благодаря своим уникальным качествам, стал самым востребованным печным материалом . Даже в начале 20 века, когда появились стальные печи, чугун не уступил своих позиций, оставшись главным материалом для эксклюзивных печей.
Преимущества таких печей объясняются уникальными свойствами этого материала:
Теплопроводность чугуна выше, чем стали примерно в полтора раза! Это означает, что определенное количество тепла от чугуна передастся в полтора раза быстрее, чем от стали, и помещение будет гораздо быстрее прогрето. Накопленное тепло передается в окружающее пространство тепловым излучением, которое у чугуна почти вдвое выше, чем у стали. Вспомним, какими замечательными качествами обладают чугунные сковородки!
Пористая структура чугуна позволяет долго сохранять тепло, постепенно отдавая его в пространство.
Чугун легко переносит большие температурные перепады, идеально сохраняя форму. Этот материал без малейших изменений способен служить многие десятки лет. Покупка готовой печи из чугуна обойдется хозяину гораздо дешевле, чем строительство каменной дровяной печи.
Чугунная печь быстро разогревается после растопки, примерно за 15-20 минут прогревая помещение, в котором установлена. Конструкции печей позволяют экономно расходовать отопительные материалы. Эксплуатировать и обслуживать чугунную печь очень просто. Современные чугунные печи многофункциональны. Кроме отопления, многие конструкции приспособлены для приготовления пищи, выпечки, сушки (заготовки) продуктов.
Срок эксплуатации чугунных печей составляет не менее 40-50 лет.
Главным достижением компании Везувий является разработка специального сплава чугуна и качественных отливок, которые выдерживают максимальные температурные перепады, т.е. даже при попадании большого количества воды чугунная печь сохраняет свою исключительную целостность и не лопается в отличие от изделий других производителей.
Просмотров: 3586
Дата: Понедельник, 27 Марта 2017
Чугунные радиаторы — технические характеристики отопительных приборов + Видео
Казалось бы, пришло время сдавать свои позиции чугунным радиаторам, придуманным еще в 1857 году изобретательным Францем Сан-Галли. Те, кто производит биметаллические или алюминиевые изделия, в этом твердо уверены. Мол, чугун катастрофически устарел – пора ему в утиль. Что ж, проверим и рассмотрим в данном материале чугунные радиаторы – технические характеристики которых сравним с аналогичными показателями батарей, сделанных из более современных материалов.
О конструкции и видах чугунных радиаторов
Каждый радиатор, подобно конструктору, составляется из нескольких одинаковых секций. Их льют в заводских условиях из серого сорта чугуна. Каналы, по которым протекает горячая вода, могут иметь круглую либо эллипсовидную форму. На этапе сборки секции соединяются одна с другой с помощью ниппелей, а места стыка дополнительно герметизируются. Для этого берут термостойкие резиновые или паронитовые прокладки.
По количеству каналов одной секции они могут быть:
- одноканальные;
- двухканальные.
Радиаторы из чугуна могут иметь различную ширину (которая зависит от количества секций) и высоту. Ширина радиатора зависит от объема обогреваемого помещения, количества окон в нем, толщины наружных стен. Ведь чем больше секций используется, тем больше тепла отдаст радиатор. Что касается высоты, то она может колебаться от 35 сантиметров до полутора метров. Не забудем взглянуть и на такой показатель, как глубина радиатора. Ведь от нее зависит, как впишутся в дизайн комнаты эти чугунные изделия. Глубина может иметь значение и от 50 до 140 сантиметров и более.
Для монтажа понадобятся специальные прочные кронштейны, которые надо надежно закрепить на стене. Ведь обычно тяжелые батареи подвешивают под оконным проемом на эти кронштейны, располагая их так, чтобы батарея от стенки отступала на некоторое расстояние. Впрочем, сейчас появились новые модели напольного типа, у которых в комплекте прилагаются ножки.
Читайте также:
Положительные характеристики чугунных радиаторов
Им подходит любой теплоноситель
Пока техническая горячая вода добирается из котельной до батареи, качество ее лучше не становится. Она, впрочем, и изначально не была идеальной, а потом, следуя по трубопроводам, захватывает с собой изрядное количество примесей. Так что в наши квартиры поступает уже некая жидкость, достаточно агрессивная в химическом отношении. Эта самая агрессивная вода (если конкретнее, то в ней много щелочей) несет с собой вдобавок и кучу маленьких песчинок, действующих подобно абразивам.
И начинает она активно разъедать батареи из стали, например. А песчинки, словно наждак, протирают их тонкие стенки. А чугунну всё это нипочем – ведь он химически пассивен, а стенки у радиаторов из этого металла весьма толстые. И летом, когда из системы сольют воду, чугунная батарея не проржавеет изнутри.
Максимальное рабочее давление
Рабочее давление чугунных радиаторов составляет от 9 атмосфер и более в зависимости от производителя и модели. Они хорошо переносят гидроудары и поэтому часто используются в системах централизованного отопления.
Долговечность
Если время от времени промывать батареи из чугуна, а также по мере необходимости заменять межсекционные прокладки, то они ответят на такой уход благодарно. Лет пятьдесят смогут проработать, исправно нагревая ваши комнаты. Кстати, в Санкт-Петербурге до сих пор живы ретро-батареи из чугуна, отливали которые еще на первых заводах. Сто лет с лишним прошло, как-никак.
Невысокая цена
Если сравнивать цену чугунных батарей со стоимостью ставших модными в последнее время биметаллических изделий, то по бюджету чугун окажется намного выгоднее. А если предстоит покупать радиаторы не для одной комнаты, а для нескольких, то экономия окажется весьма и весьма внушительной.
О минусах чугунных батарей, зачастую превращающихся в плюсы
Долгое нагревание
Поборники новых алюминиевых и стальных батарей ругают чугун за его тепловую инерционность. Да, это так. «Раскочегаривается» чугунный радиатор довольно долго – это тебе не тоненький стальной корпус. Когда предстоит нагреть в начале холодов промерзший дом, это вызывает раздражение. Зато ведь и стынет толстая чугунная батарея тоже долго. Представьте – за окном мороз, а отопление внезапно отключили. Алюминиевые, стальные и биметаллические изделия сразу же станут холодными. А возле старого доброго чугуна можно будет еще погреться некоторое время.
Медленная отдача тепла в комнату
Сравним теплоотдачу, которая присуща одной секции чугунной батареи (это в среднем 110 ватт) и аналогичный показатель радиаторов из алюминия из стали. Выяснится, что последние, имея такие же габариты, и горячей воды меньше требуют, и тепла в полтора раза больше отдают. Однако конвекционно-воздушный способ обогрева у алюминия и биметалла, где греется только сердечник, а не кожух, проигрывает лучевому способу у стали и чугуна. У последних тепловые лучи не только воздушные массы нагревают, но и до предметов в комнате дотягиваются. В результате предметы также начинают излучать тепло, и комната прогревается качественнее и эффективнее.
Они тяжелые
Неуклюжую и увесистую чугунную батарею не каждый сможет поднять в одиночку – ведь только одна секция весит в среднем 5-6 килограммов. Но ведь мало кто из хозяев квартир и домов таскает эти батареи – обычно для их установки и снятия приглашаются сантехника. Вот им-то и не люб чугун. И еще надо заметить, что большой вес эти радиаторы имеют из-за толстых стенок, благодаря которым долго удерживают тепло и служат не меньше пятидесяти лет.
Они «кушают» много теплоносителя
Ну да, в чугунную секцию в среднем заливается 0,9 литра горячей воды, а в алюминиевую – всего 0,4 литра. Заметим, что при этом и габаритные размеры у этих двух видов батарей отличаются – алюминиевые гораздо меньше.
Они некрасивые
Стандартные радиаторы из чугуна, которые повсеместно ставили в советское время, то они, конечно, красотой не блещут. Грели-то они хорошо, вот только хотелось их спрятать с глаз долой.
Вот и закрывали их хозяева квартир всякими ширмочками и экранами, отнимающими тепло.
Сегодня же появились эстетичные художественные литьевые изделия из чугуна. На их поверхности имеются узоры в самых разных стилях. Стоят такие батареи (немецкие, английские, турецкие, французские, китайские) дорого, но выглядят просто роскошно. Отечественные радиаторы, конечно, не столь красивые, зато дешевые. Но всё равно их дизайн вполне привлекателен, а плоская поверхность выглядит аккуратно.
Художественные литые радиаторы в ретро стиле.
Характеристики чугунных радиаторов различных производителей и моделей
В советские времена заводов по выпуску чугунных радиаторов было не счесть – ведь альтернативы не было. Вот, к примеру, лишь несколько их видов: НМ-140, НМ-150, Минск-110, Р-90, РКШ. Почти все они уже не производятся. Долго живет, пожалуй, лишь одна испытанная модель – МС-140, классическая и добротная.
Новые модели выглядят посимпатичнее, вот, например, Мс-110 завода Сантехлит имеет небольшую глубину (всего 11 сантиметров) и хорошо помещается под узенькими пластиковыми подоконниками.
Радиатор МС — 110.
В Чебоксарах делают радиаторы ЧМ с одним, двумя и тремя каналами. Их наружная сторона плоская, что смотрится вполне эстетично, да и пыль вытирать легче.
Модели радиаторов ЧМ.
В Минске выпускают красивые двухканальные радиаторы, всего около 10 моделей.
Примером может служить радиаторы 2К60П, 2К60ПП, 2КП100-90-500, 2К60П-300.
Секционные батареи из чугуна и из-за границы к нам привозят. Зарубежные изделия более гладкие как снаружи, так и внутри, поэтому теплоотдача у них выше. Отметим китайскую фирму Kоnner (особенно хороши модели «Хит», «Модерн» и «Форт»).
Радиаторы фирмы Konner, модель Модер.
Чешский завод Viadrus, турецкая фирма DemirDöküm и испанский концерн Roca также делают хорошие радиаторы. Европейские изготовители делают весьма изящные батареи с чугунным литьевым узором. Правда, стоят такие радиаторы на порядок дороже, чем отечественные.
Таблица. Сравнительные характеристики чугунных радиаторов отопления наиболее распространенных производителей и моделей
| Марка и модель | Размеры секции, В/Ш/Г | Рабочее давление, атм | Тепловая мощность, кВт | Площадь прогрева 1 секцией, м2 | Объем воды в секции, л | Вес секции, кг |
|---|---|---|---|---|---|---|
| МС-140 | от 388 до 588/93/140 | 9 | от 0,12 до 0,16 | 0,244 | от 1,11 до 1,45 | от 5,7 до 7,1 |
| ЧМ1 | от 370 до 570/80/70 | 9 | от 0,075 до 0,11 | от 0,103 до 0,165 | от 0,66 до 0,9 | от 3,3 до 4,8 |
| ЧМ2 | от 372 до 572/80/100 | 9 | от 0,1009 до 0,1423 | от 0,148 до 0,207 | от 0,7 до 0,95 | от 4,5 до 6,3 |
| ЧМ3 | от 370 до 570/90/120 | 9 | от 0,1083 до 0,1568 | от 0,155 до 0,246 | от 0,95 до 1,38 | от 4,8 до 7 |
| Konner Модерн | 565/60/80 | 12 | от 012 до 0,15 | — | от 0,66 до 0,96 | от 3,5 до 4,75 |
Мы привели основные технические характеристики чугунных радиаторов отопления, наиболее часто востребованных. Думается, они помогли вам составить общую картину.
Если вы заметили ошибку, не рабочее видео или ссылку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
ВНУТРИФОРМЕННОЕ МОДИФИЦИРОВАНИЕ ЧУГУНОВ. ИССЛЕДОВАНИЕ ВЛИЯНИЯ МОДИФИКАТОРОВ, ПОЛУЧЕННЫХ ПЛАЗМОХИМИЧЕСКИМ И СВС МЕТОДАМИ, НА ЭКСПЛУАТАЦИОННЫЕ ХАРАКТЕРИСТИКИ СЕРОГО ЧУГУНА. СООБЩЕНИЕ 2 | Полубояров
1. Сабуров В.П., Черепанов А.Н., Жуков М.Ф. Плазмохимический синтез ультрадисперсных порошков и их применение для модифицирования металлов и сплавов. – Новосибирск: Наука. Сибирская издательская фирма РАН, 1995. – 344 с. Saburov V.P., Cherepanov A.N., Zhukov M.F. Plazmokhimicheskii sintez ul’tradispersnykh poroshkov i ikh primenenie dlya modifi tsirovaniya metallov i splavov [Plasma chemical synthesis of ultra-disperse powders and their application for modifi cation of metals and alloys]. Novosibirsk: Nauka. Sibirskaya izdatel’skaya fi rma RAN, 1995. 344 p. (In Russ.).
2. Жуков М.Ф., Черский И.Н. Упрочнение металлических, полимерных и эластомерных материалов ультрадисперсными порошками плазмохимического синтеза. – Новосибирск: Наука. Сибирская издательская фирма РАН, 1999. – 312 с. Zhukov M.F., Cherskii I.N. Uprochnenie metallicheskikh, polimernykh i elastomernykh materialov ul’tradispersnymi poroshkami plazmokhimicheskogo sinteza [Strengthening of metal, polymer and elastomer materials with ultra-disperse powders of plasma chemical synthesis]. Novosibirsk: Nauka. Sibirskaya izdatel’skaya fi rma RAN, 1999. 312 p. (In Russ.).
3. Комшуков В.П., Фойгт Д.Б., Черепанов А.Н., Амелин А.В. Модифицирование непрерывнолитой стали нанопорошками тугоплавких соединений // Сталь. 2009. № 4. С. 65 ‒ 68. Komshukov V.P., Foigt D.B., Cherepanov A.N., Amelin A.V. Modifying continuous-cast steel with refractory nanopowder. Steel in Translation. 2009, vol. 39, no. 4, pp. 363–365.
4. Комушков В.П., Черепанов А.Н., Протопопов Е.В. Исследование влияния модифицирования металла нанопорошковыми материалами на качество сортовой непрерывной заготовки // Изв. вуз. Черная металлургия. 2010. № 8. С. 57 ‒ 64. Komshukov V.P., Cherepanov A.N., Protopopov E.V. Study of the infl uence of metal modifi cation with nano-powdered materials on the quality of profi led continuous billet. Izvestiya VUZov. Chernaya metallurgiya = Izvestiya. Ferrous Metallurgy. 2010, no. 8, pp. 57‒64. (In Russ.).
5. Предтеченский М.Р., Черепанов А.Н., Тухто О.М., Коваль И.Ю., Алексеев А.В. Плазмохимический синтез нанопорошков тугоплавких соединений и их применение для модифицирования конструкционных сталей и сплавов // Литейщик России. 2010. № 3. С. 28, 29. Predtechenskii M.P., Cherepanov A.N., Tukhto O.M., Koval I.Yu., Alekseev A.V. Plasma chemical synthesis of nano-powders of refractory compounds and their application to modify structural steels and alloys. Liteishchik Rossii. 2010, no. 3, pp. 28‒29. (In Russ.).
6. Комушков В.П., Черепанов А.Н., Протопопов Е.В. Модифицирование металла нанопорошковыми инокуляторами в кристаллизаторе сортовой машины непрерывного литья заготовок. Механические и металлографические исследования // Изв. вуз. Черная металлургия. 2008. № 10. С. 21 – 24. Komshukov V.P., Cherepanov A.N., Protopopov E.V. Metal modifi cation with nano-powdered inoculators in the crystallizer of continuous casting machine. Mechanical and metallographic studies. Izvestiya VUZov. Chernaya metallurgiya = Izvestiya. Ferrous Metallurgy. 2008, no.10, pp. 21‒24. (In Russ.).
7. Крушенко Г.Г., Черепанов А.Н., Полубояров В.А., Кузнецов В.А. Результаты опытно-промышленных исследований повышения свойств черных и цветных металлов с помощью тугоплавких нанопорошковых материалов // Изв. вуз. Черная металлургия. 2003. № 4. С. 23 – 29. Krushenko G.G., Cherepanov A.N., Poluboyarov V.A., Kuznetsov V.A. The results of half-industrial studies for improving the properties of ferrous and non-ferrous metals with the help of refractory nanopowdered materials. Izvestiya VUZov. Chernaya metallurgiya = Izvestiya. Ferrous Metallurgy. 2003, no. 4, pp. 23‒29. (In Russ.).
8. Еремин Е.Н., Жеребцов С.Н. Центробежное электрошлаковое литье фланцевых заготовок с применением инокулирующего модифицирования // Современная электрометаллургия. 2004. № 3. С. 15 – 17. Eremin E.N., Zherebtsov S.N. Centrifugal electroslag casting of fl ange billets with the use of inoculating modifi cation. Sovremennaya elektrometallurgiya. 2004, no. 3, pp. 15‒17. (In Russ.).
9. Hossein Nedjad S., Farzaneh A. Formation of fi ne intragranular ferrite in cast plain carbon steel inoculated by titanium oxide nanopowder // Scripta Materialia. 2007. № 57. Р. 937 – 940.
10. Крушенко Г.Г., Ямских И.С., Бонченков А.А., Мишин А.С. Повышение качества чугунных отливок с помощью нанопорошков // Металлургия машиностроения. 2002. № 2(9). С. 20,21. Krushenko G.G., Yamskikh I.S., Bonchenkov A.A., Mishin A.S. Improvement of the quality of cast iron castings with the help of nanopowders. Metallurgiya mashinostroeniya. 2002, no. 2 (9), pp. 20–21. (In Russ.).
11. Хрычиков В.Е., Калинин В.Т., Кривошеев В.А., Доценко Ю.В., Селиверстов В.Ю. Ультрадисперсные модификаторы для повышения качества отливок // Литейное производство. 2007. № 7. С. 2 – 5. Khrychikov V.E., Kalinin V.T., Krivosheev V.A., Dotsenko Yu.V., Seliverstov V.Yu. Ultra-disperse modifi ers for increasing the quality of castings. Liteinoe proizvodstvo. 2007, no. 7, pp. 2‒5. (In Russ.).
12. Пинкин В.Ф., Каренгин А.Г., Осиненко С.А. Модифицирование высокохромистого чугуна ИСЦ ультрадисперсным порошком // Литейное производство. 1994. № 3. С. 7. Pinkin V.F., Karengin A.G., Osinenko S.A. Modifi cation of high-chromium cast iron with ultra-disperse powder. Liteinoe proizvodstvo. 1994, no. 3, p. 7. (In Russ.).
13. Влас М.И., Калинин В.Т., Хрычиков В.Е., Кривошеев В.А., Меняйло Е.В., Кондрат А.А. Модифицирование износостойких чугунов ультра- и нанодисперсными материалами // Системные технологии. 2010. 1 (66). С. 150 – 162. Vlas M.I., Kalinin V.T., Khrychikov V.E., Krivosheev V.A., Menyailo T.V., Kondrat A.A. Modifi cation of wear-resistant cast iron with ultra- and nano-disperse materials. Sistemnye tekhnologii. 2010, no. 1 (66), pp. 150‒162. (In Russ.).
14. Jian-wei Lia, Mei-ling Chenb, Hong Gaob, Ying-hua Zhaoc. Structures and Properties of Cast Irons Reinforced by Trace Addition of Modifi ed SiC Nanopowders // Сhinese journal of chemical physics. 2007. Vol. 20. Р. 625 – 631.
15. Пат. 2508249 РФ. Способ получения нанодисперсных порошков карбидов вольфрама и титана методом СВС / Полубояров В.А., Мали В.И., Коротаева З.А., Жданок А.А., Паули И.А., Степанова Н.В.; опубл. 27.02.14. Бюл. № 6. Poluboyarov V.A., Mali V.I., Korotaeva Z.A., Zhdanok A.A., Pauli I.A., Stepanova N.V. Sposob polucheniya nanodispersnykh poroshkov karbidov vol’frama i titana metodom SVS [Method for production of nano-disperse powders of tungsten and titanium carbides by SHS method]. Patent RF no. 2508249. Byulleten’ izobretenii. 2014. no. 6. (In Russ.).
Теплоемкость чугуна, теплопроводность чугуна, плотность, энтальпия, состав и свойства
Удельная теплоемкость чугуна
В таблице представлены значения средней удельной теплоемкости чугуна и энтальпия (теплосодержание) серых чугунов различного состава в зависимости от температуры.
Теплоемкость чугуна выражена в кДж/(кг·град) и указана в диапазоне от 100 до 1350°С.
Из таблицы видно, что с повышением температуры значения массовой теплоемкости чугуна и его энтальпия возрастают.
То же можно сказать и про энтальпию серых чугунов. Значения удельной теплоемкости чугунов и их энтальпия имеют различие в зависимости от состава чугуна. Например, при температуре 200°С теплоемкость чугуна в зависимости от состава изменяется от 290,1 до 460,5 Дж/(кг·град). При нагревании чугуна до температуры 1300°С эта величина увеличивается и становится равной 800…900 Дж/(кг·град).
Теплопроводность чугуна
В таблице даны значения теплопроводности чугуна в зависимости от температуры и состава. Также указана теплопроводность жидкого чугуна при температуре 1400°С.
Представлены значения теплопроводности для следующих марок чугуна: обыкновенный чугун, чугун молибденохромистый, молибденовый, хромоникелевый, марганцевоникелевый, чугун никельрезист, никросилал, хромоалюминиевый, медистый, обыкновенный чистый, серый чугун, отожженый ковкий чугун, жидкий чугун.
Теплопроводность чугуна дана в зависимости от температуры в диапазоне от 0 до 400°С. По данным таблицы видно, что с ростом температуры теплопроводность чугуна уменьшается. Значения теплопроводности чугуна распространенных марок указаны также в этой таблице.
Плотность чугуна, температура плавления и коэффициент линейного расширения
В таблице представлена плотность чугуна различных сортов, а также температура плавления чугуна и его коэффициент теплового линейного расширения (КТлР).
Следует отметить что плотность чугуна в зависимости от сорта находится в диапазоне от 6600 до 7700 кг/м3. Температура плавления чугуна составляет от 1095 до 1315°С, а его КТлР от 10,5 до 18·10-6 1/град.
| Плотность чугуна, кг/м3 | |
|---|---|
| Серый чугун наименее плотный высокоуглеродистый | 6600-6950 |
| Серый чугун обычный средней плотности | 7000-7300 |
| Высококачественный чугун малоуглеродистый | 7400-7500 |
| Жаростойкий, жаропрочный | 7500-7600 |
| Чугун высоколегированный аустенитного класса | 7500-7700 |
| Температура плавления чугуна, °С | |
| Обычный серый чугун | 1095-1315 |
| Жаростойкий чугун | 1300 |
| Коэффициент линейного расширения чугуна (КТлР), 1/град | |
| Обычный серый при температуре 20…450°С | 10,5·10-6 |
| Обычный серый при температуре 20…750°С | 14·10-6 |
| Высоколегированный аустенитного класса при температуре 20…150°С | (16…18)·10-6 |
| Жаростойкий чугун при температуре 20…250°С | 16,7·10-6 |
| Жаростойкий чугун при температуре 250…750°С | 17,6·10-6 |
Источники:
- Казанцев Е. И. Промышленные печи. Справочное руководство для расчетов и проектирования.
- Чиркин В. С. Теплофизические свойства материалов ядерной техники. Справочник.
: характеристики, применение и проблемы
Бетон
Двухгодичная очистка и удаление пятен с деревянных конструкций
Код процедуры: 640002S
Заполнение отверстий в деревянной облицовке шпоном
Код процедуры: 640002S
Ремонт трещин и отверстий в деревянных изделиях
Код процедуры: 640016S
Периодическое обслуживание деревянных панелей из шпона
Код процедуры: 640001S
Удаление шеллака с деревянных деталей и повторная окраска
Код процедуры: 640012S
Ремонт деревянных конструкций, поврежденных водой
Код процедуры: 640011S
Замена изношенных деревянных конструкций
Код процедуры: 640015S
Окрашивание и лакирование изделий из дерева
Код процедуры: 640014S
Изготовление воды Javelle
Код процедуры: 371002S
Приготовление раствора для удаления напитков, сажи, смолы и других пятен с бетона
Код процедуры: 371001S
Обработка пятен бронзы и меди на бетоне
Код процедуры: 371044S
Запечатывание составных пятен от бетона
Код процедуры: 371009S
Обработка пятен компаундом от бетона
Код процедуры: 371014S
Пятна чернил на бетоне
Код процедуры: 371024S
Удаление пятен йода с бетона
Код процедуры: 371025S
Очистка железных пятен ржавчины от бетона
Код процедуры: 371026S
Обработка пятен льняного, соевого и тунгового масла от бетона
Код процедуры: 371030S
Удаление пятен смазки и нефтяного масла с бетона
Код процедуры: 371031S
Обработка пятен пота от бетона
Код процедуры: 371033S
Укладка фанеры или пятен герметика от бетона
Код процедуры: 371034S
Удаление пятен мочи с бетона
Код процедуры: 371038S
Нанесение пятен от конфет и кондитерских изделий на бетон
Код процедуры: 371008S
Удаление пятен асфальта с бетона
Код процедуры: 371005S
Удаление пятен от напитков с бетона
Код процедуры: 371006S
Удаление пятен крови с бетона
Код процедуры: 371007S
Удаление жевательной резинки с бетона
Код процедуры: 371010S
Удаление пятен угольной смолы с бетона
Код процедуры: 371012S
Удаление пятен креозота с бетона
Код процедуры: 371013S
Удаление высолов с бетона
Код процедуры: 371016S
Удаление отделки и отверждение обесцвечивания бетона
Код процедуры: 371018S
Удаление пятен от огня, дыма, копоти, смолы и древесной смолы с бетона
Код процедуры: 371019S
Удаление жирных пятен с бетона
Код процедуры: 371001S
Удаление пятен от гипсовой штукатурки с бетона
Код процедуры: 371022S
Удаление пятен плесени с бетона
Код процедуры: 371028S
Удаление пятен мха с бетона
Код процедуры: 371029S
Удаление старого эластичного клея для полов с бетона
Код процедуры: 371003S
Удаление поверхностной грязи с бетона
Код процедуры: 371015S
Удаление пятен табака с бетона
Код процедуры: 371037S
Удаление пятен от древесины с бетона
Код процедуры: 371042S
Стандартная последовательность испытаний для удаления неизвестных пятен с бетона
Код процедуры: 371003G
Удаление пыли с бетонных полов
Код процедуры: 371002S
Исправление отложений для бетонной кладки
Код процедуры: 373202S
Ямочный ремонт сколотого бетона
Код процедуры: 373204S
Удаление и замена изношенного бетонного покрытия
Код процедуры: 373203S
Ремонт трещин в бетоне путем введения эпоксидной смолы
Код процедуры: 373201S
Типы трещин в бетоне и типичные причины
Код процедуры: 373202G
Избранные материалы по восстановлению и очистке бетона
Код процедуры: 370001R
Обработка восходящей влаги путем введения химической гидроизоляции
Код процедуры: 715001S
Очистка исторического стекла
Код процедуры: 880002S
Замена разбитого стекла в деревянных и металлических окнах
Код процедуры: 880001S
Очистка дверной фурнитуры
Код процедуры: 870002S
Установка гидроизоляционного камня для защиты стыков кладки
Код процедуры: 765601S
Установка уплотнителя на металлических окнах с двойным подвесом
Код процедуры: 850001S
Ремонт листового металла
Код процедуры: 762004S
Рекомендации по установке крыши из листового металла со стоячим швом
Код процедуры: 761001S
Установка кровли из листового металла Terne
Код процедуры: 761007S
Ремонт отдельного рулонного шва обрешетки на кровле из листового металла
Код процедуры: 761010S
Ремонт отдельного стоячего шва на медной крыше
Код процедуры: 761011S
Восстановление кровли с использованием шиферной черепицы
Код процедуры: 731503S
Три метода предотвращения образования обледенения на крышах из шиферной черепицы
Код процедуры: 731504S
Крепление внешней деревянной балюстрады
Код процедуры: 643001S
Герметизация дырявых деревянных окон с двойным подвесом
Код процедуры: 861101S
Ремонт царапин, выбоин и вмятин в деревянных орнаментах стен
Код процедуры: 644004S
Замена поврежденных или отсутствующих частей деревянного карниза
Код процедуры: 644002S
Двери и окна
Переустановка врезной петли
Код процедуры: 871201S
Устранение скрипа и шлифовки петель
Код процедуры: 871202S
Ремонт латунной фурнитуры для окон и дверей
Код процедуры: 871004S
Ремонт микротрещин в пигментированных панелях структурного стекла
Код процедуры: 881001S
Ремонт отверстий и больших трещин в пигментированных панелях структурного стекла
Код процедуры: 881003S
Замена поврежденных пигментированных панелей структурного стекла
Код процедуры: 881002S
Избранные материалы по остеклению
Код процедуры: 880001R
Временная заделка сколов и трещин в оконном остеклении
Код процедуры: 880002S
Обработка конденсата на историческом стекле и штормовых створках
Код процедуры: 880001S
Копирование бронзового оборудования
Код процедуры: 870001S
Выбранное чтение на оборудовании
Код процедуры: 870001R
Ремонт существующего свинцового стекла
Код процедуры: 882201S
Замена разбитого, отсутствующего или неоригинального стекла на новые панели из свинцового стекла
Код процедуры: 882202S
Удаление и перекраска металлических дверей
Код процедуры: 810001S
Нанесение позолоченной надписи на внутренние деревянные двери
Код процедуры: 501027S
Очистка и покраска стальных окон
Код процедуры: 850002S
Выбранное чтение на металлических окнах
Код процедуры: 850001R
Зачистка и перекраска наружных оцинкованных металлических окон
Код процедуры: 850003S
Установка бронзовых вращающихся дверей
Код процедуры: 847001S
Ремонт и замена поврежденного оконного экрана
Код процедуры: 866001S
Перекраска стальных окон
Код процедуры: 851001S
Выбранное чтение в Storm Windows
Код процедуры: 867001R
Ремонт двойных грузов для оконных створок и шнуров / цепей
Код процедуры: 876001S
Избранные надписи на деревянных дверях
Код процедуры: 820001R
Ремонт переплетной двери
Код процедуры: 821001S
Ремонт изгибов или неровностей деревянной дверной коробки
Код процедуры: 821002S
Ремонт заклинивания или заклинивания дверок карманов
Код процедуры: 821004S
Ремонт дверей без отвеса
Код процедуры: 821005S
Ремонт дверной фурнитуры кармана, включая направляющие и упоры
Код процедуры: 821006S
Замена поврежденных деревянных дверей
Код процедуры: 821003S
Общие инструкции по изготовлению и установке деревянных окон
Код процедуры: 861002S
Восстановление деревянных окон
Код процедуры: 861001S
Ремонт погодных проверок на деревянном подоконнике
Код процедуры: 861005S
Замена деревянного подоконника
Код процедуры: 861004S
Восстановление деревянных оконных створок и рам
Код процедуры: 861006S
Выбранное чтение на деревянных окнах
Код процедуры: 861009R
Отклеивание деревянной створки окна с двойным подвешиванием
Код процедуры: 861003S
Электрооборудование
Избранные материалы по общим электрическим требованиям
Код процедуры: 1601001R
Рекомендации по установке пожарной сигнализации в исторических зданиях
Код процедуры: 1672101G
Источники исторических репродукций освещения
Код процедуры: 1650001R
Очистка и покраска чугунных ламп
Код процедуры: 1651005S
Очистка декоративных бронзовых осветительных приборов
Код процедуры: 1651003S
Замена декоративных бронзовых осветительных приборов
Код процедуры: 1651002S
Восстановление оригинальных настенных светильников из кованого железа
Код процедуры: 1651001S
Избранные материалы по обслуживанию и распространению
Код процедуры: 1640001R
Отделка
Установка клеевых акустических потолочных плит
Код процедуры: 951201S
Удаление пятен на ковровом покрытии
Код процедуры: 968001S
Общие инструкции по техническому обслуживанию керамической плитки
Код процедуры: 931001G
Установка пола из керамической мозаики в соответствии с существующей плиткой
Код процедуры: 931002S
Установка новой глазурованной настенной плитки
Код процедуры: 931010S
Методы удаления пятен ржавчины с керамической плитки
Код процедуры: 931001S
Перетяжка керамической плитки
Код процедуры: 931008S
Удаление пятен меди, серебра и никеля с керамической плитки
Код процедуры: 931005S
Удаление высолов с керамической плитки
Код процедуры: 931011S
Удаление жирных пятен с керамической плитки
Код процедуры: 931004S
Ремонт сломанной плитки
Код процедуры: 931009S
Замена поврежденной или отсутствующей керамической плитки
Код процедуры: 931003S
Регулярная чистка и удаление пятен с керамической плитки
Код процедуры: 931006S
Замена треснувшей керамической плитки для пола
Код процедуры: 931101S
Окраска внешней штукатурки
Код процедуры: 9
Зашивание волосяных трещин в гипсе
Код процедуры: 2S
Устранение мелких сколов и трещин в штукатурке
Код процедуры: 5S
Ремонт сломанных вертикальных стяжек на подвесном гипсовом потолке
Код процедуры: 6S
Повторное отверждение штукатурки для стен или потолка
Код процедуры: 4S
Трехслойная заделка отверстий в штукатурке
Код процедуры: 3S
Архитектурная Скальола: характеристики, использование и проблемы
Код процедуры:
5G
Очистка и удаление краски с гипсовых поверхностей
Код процедуры:
8S
Скрытие пятен от воды на гипсовых поверхностях
Код процедуры:
Консолидация расслоенной скальолы
Код процедуры:
6S
Дублирование гипсовых отливок
Код процедуры:
Обрешетка и штукатурка стен и потолков
Код процедуры:
3S
Закрытие больших отверстий в штукатурке гипсокартоном
Код процедуры:
Полировка архитектурной скальолы
Код процедуры:
7S
Удаление высолов с гипса
Код процедуры:
4S
Удаление рыхлой штукатурки и наложение заплат
Код процедуры:
Удаление пятен и высолов с архитектурной скальолы
Код процедуры:
9S
Ремонт трещин в архитектурном скальоле
Код процедуры:
Репликация декоративной гипсовой отделки
Код процедуры:
5S
Восстановление металлических листов на штукатурке
Код процедуры:
1S
Выбранные показания на планке и гипсе
Код процедуры:
4R
Установка подвесных потолочных систем
Код процедуры: 951301S
Ремонт радиатора
Код процедуры: 1575001S
Сохранение декоративной росписи на штукатурке
Код процедуры: 9S
Оценка необходимости смягчения воздействия свинцовой краски
Код процедуры: 9G
Общие инструкции по окраске внешних и внутренних поверхностей
Код процедуры: 9
S
Руководство по определению исторических цветов краски
Код процедуры: 9
Свойства и использование кальциминовой краски
Код процедуры: 9
Свойства и способы применения побелочной краски
Код процедуры: 9
G
Меры защиты для работ по снижению опасности красок на основе свинца
Код процедуры: 9
G
Снижение опасностей, связанных с краской на основе свинца, с помощью комбинации методов борьбы с загрязнением и временного контроля в Windows
Код процедуры: 9
S
Снижение опасностей, связанных с краской на основе свинца, с помощью методов временного контроля в Windows
Код процедуры: 9S
Регулярная чистка окрашенных или побеленных дверей
Код процедуры: 9
S
Регулярная и периодическая чистка стен и потолков
Код процедуры: 0180004S
Избранные показания по окраске (прозрачные и непрозрачные покрытия)
Код процедуры: 9
R
Рекомендации по подготовке поверхности для кирпича, металла, дерева и штукатурки
Код процедуры: 9
G
Установка новой карьерной плитки в соответствии с исторической карьерной плиткой
Код процедуры: 933001S
Замена ослабленных, сломанных или отсутствующих отдельных плиток карьера
Код процедуры: 933002S
Удаление клея линолеума с полов
Код процедуры: 965001S
Очистка пола из пробковой плитки
Код процедуры: 966002S
Очистка и уход за виниловыми плиточными полами
Код процедуры: 966006S
Пробковая плитка: характеристики, применение и проблемы
Код процедуры: 966001G
Линолеум: характеристики, применение и проблемы
Код процедуры: 966002G
Удаление скоплений грязи на асфальтовой плитке
Код процедуры: 966004S
Замена треснувшей или отсутствующей асфальтовой плитки
Код процедуры: 966002S
Замена поврежденной или отсутствующей пробковой плитки для пола
Код процедуры: 966003S
Замена пола из пробковой плитки
Код процедуры: 966001S
Регулярная и периодическая чистка упругого плиточного пола
Код процедуры: 966001S
Повторное крепление потолочных панелей из незакрепленного или упавшего олова
Код процедуры: 954501S
Отдельные показания на специальных поверхностях потолка
Код процедуры: 954501R
Удаление и замена структурных стеклянных стеновых панелей
Код процедуры: 954001S
Удаление подвесной акустической потолочной системы и восстановление оригинального гипсового потолка
Код процедуры: 951101S
Эпоксидная заделка трещин в полах Terrazzo
Код процедуры: 940005S
Установка нового склеенного пола из терраццо, соответствующего историческому терраццо
Код процедуры: 940004S
Заполнение мелких сколов и трещин в терраццо цементным раствором
Код процедуры: 940003S
Шлифовка полов Terrazzo
Код процедуры: 940010S
Удаление кофейных пятен с полов терраццо
Код процедуры: 940008S
Удаление чернильных пятен с полов терраццо
Код процедуры: 940001S
Удаление пятен йода с полов Terrazzo
Код процедуры: 940009S
Удаление пятен смазочного масла с полов Terrazzo
Код процедуры: 940006S
Удаление пятен табака с полов терраццо
Код процедуры: 940007S
Руководство по текущему профилактическому обслуживанию Terrazzo
Код процедуры: 940001S
Зачистка и очистка грязных или обесцвеченных полов Terrazzo
Код процедуры: 940002S
Удаление застроенных напольных покрытий с Terrazzo
Код процедуры: 940011S
Терраццо: характеристики, использование и проблемы
Код процедуры: 940001G
Замена поврежденной энкаустической напольной плитки
Код процедуры: 930001S
Выбранное чтение на плитке
Код процедуры: 930001R
Нанесение одно- и двухслойной шпоновой штукатурки на гипсовую основу
Код процедуры: 1S
Искусственная кожа «Pantasote»: Общие сведения
Код процедуры: 995001G
Очистка обесцвеченных или окрашенных настенных покрытий
Код процедуры: 995003S
Восстановление существующей кожаной отделки на откидных дверях зала судебных заседаний
Код процедуры: 995002S
Удаление настенного покрытия для восстановления штукатурных стен
Код процедуры: 995001S
Избранные чтения на настенных покрытиях
Код процедуры: 995002R
09720 СОХРАНЕНИЕ И ВОССТАНОВЛЕНИЕ ОБОИ
Код процедуры: 1800001
Мелкий ремонт обоев
Код процедуры: 995302S
Установка нового настила из деревянных блоков в соответствии с существующим
Код процедуры: 956501S
Удаление и повторная полировка дверей из окрашенного и лакированного дерева
Код процедуры: 0821007S
Методы отбеливания пятен на деревянных полах
Код процедуры: 955001S
Замена поврежденного чернового пола под деревянным полом с язычком и канавкой
Код процедуры: 955003S
Выбранные показания на деревянном полу
Код процедуры: 955001R
Пятна для очистки деревянных полов
Код процедуры: 955004S
Удаление, окрашивание и полировка деревянных полов
Код процедуры: 955002S
Замена части паркетного пола
Код процедуры: 957001S
Голландец Ремонт деревянных половиц
Код процедуры: 956003S
Ремонт чашеобразных половиц
Код процедуры: 956005S
Ремонт небольших отверстий и трещин в деревянных полах
Код процедуры: 956002S
Замена поврежденных половиц
Код процедуры: 956001S
Отключение звука скрипящего деревянного пола
Код процедуры: 956004S
Общие требования
Контрольный список для текущего осмотра зданий
Код процедуры: 180001G
Общие инструкции по техническому обслуживанию GSA
Код процедуры: 180003G
Распознавание чрезмерной конденсации в зданиях
Код процедуры: 180005G
Стандартное время выполнения различных задач обслуживания
Код процедуры: 180002G
Инструкции по модернизации пожарной безопасности исторических зданий
Код процедуры: 109121G
GSA Руководство по изменению интерьеров
Код процедуры: 109120G
Руководство по утилизации исторических строительных материалов в случае бедствия
Код процедуры: 109122G
Планирование доступности для лиц с ограниченными возможностями
Код процедуры: 106005G
Общие требования безопасности и здоровья
Код процедуры: 106001S
Законы, постановления и распоряжения о сохранении
Код процедуры: 106004R
Избранные материалы по доступности зданий
Код процедуры: 106003R
Контрольный список архитектора для восстановления исторических сооружений
Код процедуры: 110012G
Меры противопожарной безопасности для горячих работ
Код процедуры: 110001G
Общие принципы проекта
Код процедуры: 110007S
Избранные материалы по специальным процедурам проекта
Код процедуры: 110006R
Кладка
Химическое удаление краски и перекраска кирпичной кладки
Код процедуры: 421114S
Общая очистка наружной кирпичной кладки
Код процедуры: 421104S
Руководство по оценке состояния кирпичной кладки и раствора
Код процедуры: 421109G
Исторический (ранний) кирпич: характеристики, применение и проблемы
Код процедуры: 421108G
Заплатка трещин в кирпичной кладке
Код процедуры: 421103S
Обработка пятен меди / бронзы от кирпичной кладки
Код процедуры: 421106S
Удаление и замена изношенной кирпичной кладки
Код процедуры: 421102S
Удаление грязи с кирпичной кладки
Код процедуры: 421109S
Удаление отложений известкового раствора с кирпичной кладки
Код процедуры: 421113S
Удаление марганцевых пятен с кирпичной кладки
Код процедуры: 421111S
Удаление пятен дыма с кирпичной кладки
Код процедуры: 421107S
Удаление пятен ванадия с кирпичной кладки
Код процедуры: 421112S
Герметизация или покраска кирпичной кладки, ранее подвергнутой пескоструйной очистке
Код процедуры: 421101S
Литой камень: характеристики, применение и проблемы
Код процедуры: 472001G
Удаление и замена изношенных балясин из литого камня
Код процедуры: 472001S
Стабилизация двухсторонних плиточных стен с помощью клеевого пенопласта
Код процедуры: 421201S
Бетонный блок: характеристики, применение и проблемы
Код процедуры: 422001G
Заделка сколов и трещин в декоративных бетонных блоках
Код процедуры: 422003S
Общие инструкции по резке и наложению заплат
Код процедуры: 104501S
Конопатка гранитных ступеней водонепроницаемым герметиком для швов
Код процедуры: 446507S
Ремонт сколов гранита или поврежденных участков с помощью цементных пластинок
Код процедуры: 446528S
Очистка полированного черного гранита
Код процедуры: 446519S
Очистка неполированного белого гранита
Код процедуры: 446520S
Общая очистка полированного и шлифованного гранита снаружи
Код процедуры: 446508S
Генеральная очистка гранита
Код процедуры: 446506S
Гранит: характеристики, применение и проблемы
Код процедуры: 446501G
Заделка сколов и небольших отверстий в граните
Код процедуры: 446510S
Заделка отверстий в граните
Код процедуры: 446509S
Определение гранита и заполнение трещин
Код процедуры: 446512S
Указывая ступенчатые соединения из гранита
Код процедуры: 446527S
Восстановление рыхлого гранита
Код процедуры: 446524S
Повторное прикрепление отслоившихся или отслоившихся гранитов
Код процедуры: 446511S
Удаление водонепроницаемого покрытия с гранита
Код процедуры: 446504S
Удаление расслоенного гранита
Код процедуры: 446515S
Удаление краски с гранита
Код процедуры: 446526S
Удаление солей с гранита
Код процедуры: 446516S
Ремонт сколов гранита с помощью эпоксидного клея
Код процедуры: 446521S
Повторная полировка гранита
Код процедуры: 446525S
Удаление пятен меди / бронзы на граните
Код процедуры: 446502S
Удаление пятен от железа на граните
Код процедуры: 446501S
Очистка пятен от масляных пятен на граните
Код процедуры: 446503S
Конопатка горизонтальных поверхностей известняка водонепроницаемым герметиком
Код процедуры: 446006S
Очистка внутренних стен из известняка
Код процедуры: 446005S
Ремонт известняка голландцем
Код процедуры: 446011S
Эпоксидный ремонт трещин в известняке
Код процедуры: 446010S
Общая очистка наружного известняка
Код процедуры: 446003S
Известняк: характеристики, применение и проблемы
Код процедуры: 446001G
Устранение отслоившегося известняка
Код процедуры: 446009S
Повторное прикрепление рыхлого или отслоившегося известняка
Код процедуры: 446007S
Удаление грязи с известнякового орнамента с помощью припарки горячей извести
Код процедуры: 446001S
Удаление растворимых солей из известняка
Код процедуры: 446004S
Восстановление известняка
Код процедуры: 446013S
Ремонт поверхности известняка путем уплотнения и использования известкового раствора
Код процедуры: 446002S
Голландец Ремонт мрамора
Код процедуры: 445522S
Эпоксидное покрытие небольших трещин и отверстий в мраморе
Код процедуры: 445503S
Общий метод очистки камня Манкато / желтого мрамора Касота
Код процедуры: 445501S
Мрамор: характеристики, применение и проблемы
Код процедуры: 445501G
Методы очистки мрамора от грязи
Код процедуры: 445506S
Повторное закрепление незакрепленных фрагментов мрамора
Код процедуры: 445521S
Перетяжка изношенных швов в мраморе
Код процедуры: 445505S
Удаление клея с мрамора
Код процедуры: 112886S
Удаление и замена поврежденного мраморного шпона
Код процедуры: 445504S
Удаление отложений с внутреннего мрамора
Код процедуры: 445501S
Удаление высолов с мрамора
Код процедуры: 445525S
Удаление следов травления на мраморе
Код процедуры: 445515S
Удаление жирных пятен с мрамора с помощью ватного тампона
Код процедуры: 445510S
Удаление пятен чернил и красителей с мрамора
Код процедуры: 445518S
Удаление пятен йода с мрамора
Код процедуры: 445516S
Удаление пятен льняного масла с мрамора
Код процедуры: 445512S
Удаление пятен плесени с мрамора
Код процедуры: 445526S
Удаление отложений строительного раствора и пятен с мрамора
Код процедуры: 445527S
Удаление масляных и жировых пятен с мрамора
Код процедуры: 445511S
Удаление органических пятен с мрамора
Код процедуры: 445514S
Удаление неизвестных пятен с мрамора методом «гнезда»
Код процедуры: 445509S
Удаление пятен мочи с мрамора
Код процедуры: 445517S
Удаление желтого обесцвечивания мрамора
Код процедуры: 445528S
Ремонт микротрещин и мелких вмятин в мраморе
Код процедуры: 445508S
Замена поврежденных или отсутствующих мраморных плинтусов
Код процедуры: 445507S
Повторное нанесение мрамора
Код процедуры: 445520S
Повторная полировка мрамора
Код процедуры: 445502S
Удаление застроенных полов с мрамора
Код процедуры: 445519S
Обработка беленых участков на мраморе
Код процедуры: 445524S
Установка анкеров из стальных стержней в кирпичные стены с цементным раствором
Код процедуры: 415001S
Установка анкеров для стальных стержней в кирпичную кладку со смолами
Код процедуры: 415002S
Очистка кладки с помощью фтористого аммония
Код процедуры: 451003S
Рекомендации по использованию оборудования для очистки под высоким давлением на кирпичной кладке
Код процедуры: 451004G
Обзор технологий очистки кладки
Код процедуры: 451008S
Удаление птичьих экскрементов из каменных зданий
Код процедуры: 451002S
Удаление гелей репеллентов от птиц из кладки
Код процедуры: 451001S
Типы чистящих средств
Код процедуры: 451007G
Повторное нанесение кладки с использованием известкового раствора
Код процедуры: 452002S
Гидроизоляция стыков кладки с использованием расплавленного свинца, свинцовой ваты или собственной системы свинцовых заглушек
Код процедуры: 452001S
Удаление солей / высолов с кирпичной и каменной кладки
Код процедуры: 450002S
Удаление растворимых солей из кирпичной и каменной кладки
Код процедуры: 450003S
Избранные материалы по восстановлению и очистке кладки
Код процедуры: 450003R
Подготовка известкового раствора для повторного нанесения кладки
Код процедуры: 410003G
Заплатка выветрившегося, отслоившегося или вздыбленного песчаника
Код процедуры: 447001S
Удаление загрязнений с песчаника перед перенацеливанием
Код процедуры: 447005S
Удаление скоплений грязи с песчаника
Код процедуры: 447003S
Удаление окрашенных граффити с песчаника
Код процедуры: 447009S
Ремонт песчаника методом сквозного ремонта
Код процедуры: 447002S
Повторное определение песчаника
Код процедуры: 447006S
Сброс единиц рыхлого песчаника
Код процедуры: 447004S
Песчаник: характеристики, применение и проблемы
Код процедуры: 447001G
Контрольный список для проверки повреждений каменной кладки
Код процедуры: 440001G
Очистка потемневшего или обесцвеченного травертина
Код процедуры: 440002S
Раствор для заделки отверстий в каменной кладке
Код процедуры: 440003S
Строительный раствор для ремонта известняковых и мраморных ступеней
Код процедуры: 440005S
Очистка пятен ржавчины от известняка и мрамора
Код процедуры: 440006S
Удаление пятен меди / бронзы с известняка и мрамора
Код процедуры: 440007S
Удаление грязи с каменной кладки промывкой под давлением
Код процедуры: 440001S
Удаление грязи с каменной кладки с помощью очистки паром
Код процедуры: 440002S
Удаление грязи с каменной кладки методом замачивания водой
Код процедуры: 440003S
Удаление и замена изношенной каменной кладки
Код процедуры: 440004S
Микрокотта как альтернативная замена терракотовой
Код процедуры: 421404G
Устранение небольших отверстий, мелких сколов и сколов в терракоте
Код процедуры: 421401S
Усиление свободных терракотовых блоков и заплат
Код процедуры: 421403S
Ремонт терракотовой плитки с отколом
Код процедуры: 421406S
Замена поврежденных терракотовых блоков
Код процедуры: 421404S
Переназначение Terra Cotta
Код процедуры: 421407S
Уплотнение Terra Cotta
Код процедуры: 421405S
Terra Cotta: Характеристики, использование и проблемы
Код процедуры: 421403G
Мониторинг и оценка трещин в кладке
Код процедуры: 420002G
Заполнение трещин в кирпичной кладке герметиком или герметиком
Код процедуры: 420003S
Удаление черных пятен с кирпича, гранита, бетона и известняка
Procedure Code: 420008S
Removing Biological Growth from Exterior Masonry and Stucco
Procedure Code: 420002S
Removing Climbing Plants And Creepers From Masonry
Procedure Code: 420004S
Removing Copper-Based Stains from Brick, Concrete and Limestone
Procedure Code: 420007S
Removing Old Sulphated Limewash From Masonry
Procedure Code: 420006S
Removing Painted Graffiti From Masonry
Procedure Code: 420005S
Mechanical
Guidelines For Locating New Ducts, Grilles, Light Fixtures And Switches In Historic Buildings
Procedure Code: 1501003G
Selected Reading On General Mechanical Requirements
Procedure Code: 1501002R
Design Guidelines For Installing Sprinkler Systems In Historic Buildngs
Procedure Code: 1530001G
Selected Reading On Heat Transfer
Procedure Code: 1575001R
Selected Reading On Plumbing
Procedure Code: 1540001R
Metals
Refinishing Polished Bronze Doors and Hardware
Procedure Code: 0814001S
Copper: Characteristics, Uses And Problems
Procedure Code: 501501G
Removing Black Stains from Exterior Copper
Procedure Code: 501501S
Repairing A Wobbly Or Broken Exterior Cast Iron Newel Post
Procedure Code: 552301S
Patination Formulas For Bronze
Procedure Code: 503002G
Selected Reading On Metal Coatings
Procedure Code: 503001R
Aluminum: Charcteristics, Uses And Problems
Procedure Code: 501008G
Applying A Clear Protective Coating To Yellow And White Bronze
Procedure Code: 501008S
Applying Benzotriazole (BTA) To Bronze
Procedure Code: 501007S
Applying Cold Microcrystalline Wax To Bronze
Procedure Code: 501006S
Applying Hot Wax To Outdoor Bronze
Procedure Code: 501004S
Applying Paste Wax Over «Incralac» Coated Bronze
Procedure Code: 501005S
Applying a Protective Coating to Brass-Plate and Solid Brass
Procedure Code: 501012S
Applying a Sacrificial Coating to Wrought Iron, Cast Iron and Steel
Procedure Code: 501018S
Bronze: Characteristics, Uses And Problems
Procedure Code: 501003G
Cast Iron: Characteristics, Uses and Problems
Procedure Code: 501004G
Checklist For Inspecting Bronze Failures
Procedure Code: 501002G
Checklist For Inspecting Cast Iron Failures
Procedure Code: 501001G
Classifications Of Aluminum Cleaners
Procedure Code: 501012G
Cleaning And Oiling Statuary Bronze Surfaces
Procedure Code: 501022S
Cleaning And Polishing Bronze
Procedure Code: 501001S
Cleaning And Polishing Bronze Elevator Doors And Cabs
Procedure Code: 501030S
Cleaning and Polishing Brass-Plate
Procedure Code: 501003S
Cleaning and Polishing Solid Brass
Procedure Code: 501010S
Cleaning and Repainting Exterior Aluminum
Procedure Code: 501029S
Duplicating Cast Iron Ornament
Procedure Code: 501014S
Galvanized Iron And Steel: Characteristics, Uses And Problems
Procedure Code: 501009G
General Cleaning Of Aluminium Features
Procedure Code: 501020S
General Cleaning Of Stainless Steel
Procedure Code: 501006S
General Guidelines For Repairing Three-Dimensional Aluminum Features
Procedure Code: 501009S
General Guidelines For The Repair Of Sheet Metal Aluminum Features
Procedure Code: 501008S
General Maintenance of Yellow Bronze and White Bronze
Procedure Code: 501009S
General Method Of Cleaning Nickel Silver
Procedure Code: 501002S
Gilding Aluminum Features
Procedure Code: 501015S
Lead: Characteristics, Uses and Problems
Procedure Code: 501014G
Maintenance Of Aluminum Window Frames
Procedure Code: 501011S
Monel: Characteristics, Uses and Problems
Procedure Code: 501016G
Nickel Silver: Characteristics, Uses and Problems
Procedure Code: 501017G
Paint Removal and Repainting Sheet Iron, Steel and Tin-Plate Ceilings
Procedure Code: 501004S
Preserving And Restoring The Aluminum Finish Of Decorative Architectural Features
Procedure Code: 501010S
Primers And Paints For Zinc And Galvanized Iron And Steel
Procedure Code: 501015G
Primers and Paints for Wrought Iron, Cast Iron and Steel
Procedure Code: 501013G
Procedures for Soldering Sheetmetal
Procedure Code: 501007S
Refinishing Bronze Features
Procedure Code: 501024S
Removing Copper Sulfate from Bronze Features
Procedure Code: 501023S
Removing Graffiti From «Incralac» Coated Bronze
Procedure Code: 501003S
Removing Old Lacquer Or Paint From Solid Brass Or Brass-Plate
Procedure Code: 501031S
Removing Paint From Bronze
Procedure Code: 501019S
Removing Paint from Wrought Iron, Cast Iron and Steel Using Abrasive Methods
Procedure Code: 501005S
Removing Paint from Wrought Iron, Cast Iron and Steel Using Chemical Methods
Procedure Code: 501017S
Removing Paint from Wrought Iron, Cast Iron and Steel Using Thermal Methods
Procedure Code: 501016S
Removing Patina or Tarnish from Solid Brass
Procedure Code: 501032S
Repairing Corrosion Pitting And Cracks In Cast Iron
Procedure Code: 501001S
Repairing Fractured Cast Iron Features
Procedure Code: 501013S
Repairing Minor Deterioration Of Brass Features
Procedure Code: 501002S
Repairing Small Holes, Nicks, And Minor Imperfections In Cast Iron
Procedure Code: 501012S
Repairing a Scratched or Worn Incralac Coating on Bronze
Procedure Code: 501011S
Selected Reading On Metal Materials
Procedure Code: 501007R
Stainless Steel: Characteristics, Uses and Problems
Procedure Code: 501018G
Stripping and Repainting Iron and Steel Features
Procedure Code: 501026S
Tin: Characteristics, Uses And Problems
Procedure Code: 501010G
Wrought Iron: Characteristics, Uses and Problems
Procedure Code: 501011G
Cleaning Exterior Copper Components
Procedure Code: 575001S
Patinizing Exterior Copper Elements
Procedure Code: 575003S
Supplemental Guidelines For Specifying Repairs To Ornamental Copper Metal Work
Procedure Code: 575001S
Installing New Brass, Cast-Iron And Steel Ornamental Handrails And Railing Systems To Match Historic
Procedure Code: 572002S
Initial Assessment Procedures For Inspecting Outdoor Sculptures
Procedure Code: 572501G
Repairing Loose Cast Iron Joints
Procedure Code: 572502S
Semi- Annual Procedures For Inspecting Outdoor Sculpture
Procedure Code: 572502G
Water Washing Of Metal With/Without Detergents
Procedure Code: 572501S
Removing Dirt Build-Up On Ornamental Metal
Procedure Code: 570002S
Repairing Damaged Or Missing Ornamental Metal
Procedure Code: 570001S
Selected Reading On Ornamental Metal
Procedure Code: 570001R
Stripping Paint From Ornamental Metal
Procedure Code: 570003S
Installing a Tin Ceiling and Cornice
Procedure Code: 573002S
Sitework
Installing Grouted Exterior Brick Pavers
Procedure Code: 252001S
Removing and Disposing of PCB-Containing Light Ballasts
Procedure Code: 208002S
General Planting Procedures for Landscape Work
Procedure Code: 2S
Selected Reading on Landscape
Procedure Code: 2R
General Guidelines for the Demolition Of Selected Masonry Materials
Procedure Code: 207001S
Selected Reading on Site Preparation
Procedure Code: 210001R
Specialties
Installing A Netting Bird Deterrent System To Protect Large Areas Of Carvings, Sculpture And Moldings
Procedure Code: 1029601S
Methods Of Bird Control: Advantages And Disadvantages
Procedure Code: 1029601G
Guidelines for Installing Accessible Building Hardware in Ornamental Wall Finishes
Procedure Code: 870002G
Controlling Termites with Termicide Treatments
Procedure Code: 1029001S
Selected Reading On Pest Control
Procedure Code: 1029001R
Preparing a Non-Toxic Water-Repellent Preservative
Procedure Code: 631001S
Stripping Deteriorated Varnish from Wood Handrails and Refinishing
Procedure Code: 643004S
Thermal and Moisture Protection
Repairing Pinch Cracks In Long Copper Gutters
Procedure Code: 760201S
Minor Repairs To Asphalt Roll-Roofing Or Built-Up Roofing
Procedure Code: 751102S
Removing And Replacing A Built-Up Asphalt Roof
Procedure Code: 751103S
Built-Up Roofing: Problems At Parapets
Procedure Code: 751001G
Cleaning Blackened Clay Roofing Tiles
Procedure Code: 732102S
Removing And Replacing A Clay Tile Roof
Procedure Code: 732101S
Replacing Loose, Broken Or Missing Clay Roof Tiles
Procedure Code: 732103S
Removing And Replacing Built-Up Roofing Using Cold-Applied Mastics
Procedure Code: 751501S
Selected Reading On Flashing And Sheetmetal
Procedure Code: 760001R
General Inspection And Maintenance Of Gutters And Downspouts
Procedure Code: 763101S
Patching Metal Gutters
Procedure Code: 763103S
Selected Reading On Insulation
Procedure Code: 720001R
Clearing Blocked Internal Storm Drains
Procedure Code: 764101S
Criteria For Selecting Masonry Joint Sealants
Procedure Code: 7G
Replacing Deteriorated Caulk At Masonry Surfaces
Procedure Code: 7
S
Replacing Deteriorated Sealant
Procedure Code: 7S
Replacing Joint Sealants Between Architectural Bronze Window Frames And Exterior Stone Masonry
Procedure Code: 7S
Sealants: Characteristics, Uses And Problems
Procedure Code: 7
G
Sealing Masonry Joints To Make Them Airtight And Watertight
Procedure Code: 7S
Sources of Flat Roof Failures — Inspection Guidance
Procedure Code: 750001G
Types Of Flat Roofing And Factors Affecting Its Deterioration
Procedure Code: 750002G
Repairing A Metal Shingle Roof
Procedure Code: 731301S
Repairing Chimney Flashing
Procedure Code: 762002S
Repairing Small Holes In Roof Flashing
Procedure Code: 762003S
Restoration of Ornamental Copper Sheetmetal Fascia and Roof Flashing
Procedure Code: 762001S
Installing a Terne-Coated Stainless Steel Sheetmetal Roof
Procedure Code: 761013S
Installing a Transverse Expansion Joint in a Standing Seam Copper Sheetmetal Roof
Procedure Code: 761002S
Minor Repairs to Lead Roofing and Accessories
Procedure Code: 761008S
Repair Of Star Cracks In Copper Roofs
Procedure Code: 761012S
Repairing A Wind-Damaged Copper Sheetmetal Roof Ridge & Installing A New Ridge Cap
Procedure Code: 761004S
Repairing Corroded Copper Sheetmetal Roofing Materials
Procedure Code: 761006S
Repairing Holes In A Sheetmetal Roof
Procedure Code: 761005S
Repairing a Bowing Sheetmetal Roof
Procedure Code: 761003S
Repairing and Replacing Corroded Tinplate and Terneplate Roofing
Procedure Code: 761009S
Selected Reading On Shingles And Roofing Tiles
Procedure Code: 730001R
Minor Repairs To Slate Roofs
Procedure Code: 731501S
Removing Dirt Build-Up From Slate Shingles
Procedure Code: 731502S
Specifications for Slate Shingles
Procedure Code: 731502S
Supplemental Guidelines for Repairing & Replacing Slate Roofs
Procedure Code: 731504G
Types Of Masonry Water Repellents
Procedure Code: 718001G
Selected Reading On General Waterproofing And Roofing
Procedure Code: 710002R
Wood and Plastics
Chemically Removing Paint from Wood Features
Procedure Code: 640007S
Cleaning And Refinishing Of Woodwork
Procedure Code: 640005S
Dusting and Mopping of Wood Surfaces
Procedure Code: 640001S
Refinishing Interior Wood
Procedure Code: 640010S
Removing Paint from Wood Features Using Thermal Methods
Procedure Code: 640009S
Selected Reading On Architectural Woodwork
Procedure Code: 640001R
Supplemental Guidelines For Removing Paint From Interior And Exterior Wood Surfaces
Procedure Code: 640002G
Supplemental Guidelines For Specifying Repairs To Damaged Woodwork
Procedure Code: 640004S
Selected Reading On General Wood Carpentry
Procedure Code: 600101R
General Cleaning Of Painted Or Waxed Wood Surfaces
Procedure Code: 620001S
Selected Reading On Finish Carpentry
Procedure Code: 620001R
Applying a Water-Repellent Preservative to Wood
Procedure Code: 631001S
Selected Reading On Rough Carpentry
Procedure Code: 610001R
Repairing A Wobbly Wood Handrail
Procedure Code: 643007S
Repairing Separation Of A Wood Handrail Seam
Procedure Code: 643006S
Replacing Wood Treads And Risers
Procedure Code: 643002S
Silencing A Squeaky Wood Stair
Procedure Code: 643003S
Stabilizing A Sagging Wood Stair
Procedure Code: 643005S
Closing Open Joints In Wood Wall Moldings
Procedure Code: 644003S
Repairing Cracks And Checks In Wood Wall Ornament
Procedure Code: 644001S
Repairing Damaged Wood Veneer
Procedure Code: 644006S
Applying a Semi-Transparent or Opaque Stain to Wood
Procedure Code: 630003S
Epoxy Repair For Deterioration And Decay In Wooden Members
Procedure Code: 630001S
Surface Preparation for Painting Wood
Procedure Code: 630002S
Cast irons
Cast ironsCast irons typically contain 2-4 wt% of carbon with a high silicon concentrations and a greater concentration of impurities than steels.Углеродный эквивалент (CE) чугуна помогает отличить серый чугун, который остывает до микроструктуры, содержащей графит, и белый чугун, где углерод присутствует в основном в виде цементита. Углеродный эквивалент определяется как:
Высокая скорость охлаждения и низкий углеродный эквивалент благоприятствуют образованию белого чугуна, тогда как низкая скорость охлаждения или высокий углеродный эквивалент способствует образованию серого чугуна.
Во время затвердевания большая часть углерода выпадает в виде графита или цементита.Когда затвердевание только что завершено, осажденная фаза погружается в матрицу аустенита, которая имеет равновесную концентрацию углерода около 2 мас.%. При дальнейшем охлаждении концентрация углерода в аустените уменьшается по мере того, как из твердого раствора выделяется больше цементита или графита. В случае обычного чугуна аустенит затем разлагается на перлит при температуре эвтектоида. Однако в серых чугунах, если скорость охлаждения за счет температуры эвтектоида достаточно мала, то получается полностью ферритная матрица с отложением избыточного углерода на уже существующем графите.
Белый чугун твердый и хрупкий; их нелегко обработать.
Фазовая диаграмма железо-углерод, показывающая эвтектические и эвтектоидные реакции. Воспроизведено с разрешения Jud Ready из Технологического института Джорджии. Объединенное студенческое отделение ASM / TMS.
Серый чугун более мягкий с микроструктурой графита в матрице из преобразованного аустенита и цементита. Чешуйки графита, которые представляют собой трехмерные розетки, имеют низкую плотность и, следовательно, компенсируют сжатие при замерзании, что дает хорошие отливки без пористости.
Чешуйки графита обладают хорошими демпфирующими характеристиками и хорошей обрабатываемостью (потому что графит действует как стружколом и смазывает режущие инструменты. В приложениях, связанных с износом, графит полезен, потому что он помогает удерживать смазочные материалы. Однако чешуйки графита также являются концентраторами напряжений, что приводит к плохой вязкости. Рекомендуемое прилагаемое напряжение растяжения составляет лишь четверть его фактического предела прочности на разрыв.
Известно, что сера в чугунах способствует образованию чешуек графита.Графит может быть вызван осаждением сфероидальной формы путем удаления серы из расплава с использованием небольшого количества карбида кальция. За этим следует небольшое количество магния или церия, которые отравляют предпочтительные направления роста и, следовательно, приводят к изотропному росту, что приводит к образованию сфероидов графита. Обработка кальцием необходима перед добавлением магния, поскольку последний также имеет сродство как к сере, так и к кислороду, тогда как его сфероидизирующая способность зависит от его присутствия в растворе в жидком железе.Магний часто добавляют в виде сплава с железом и кремнием (Fe-Si-Mg), а не в виде чистого магния.
Однако магний имеет тенденцию способствовать осаждению цементита, поэтому также добавляют кремний (в форме ферросилиния), чтобы обеспечить осаждение углерода в виде графита. Ферросиликон известен как модификатор .
Чугун с шаровидным графитом обладает превосходной вязкостью и широко используется, например, в коленчатых валах.
Последний прорыв в производстве чугунов заключается в том, что матрица чугуна с шаровидным графитом представляет собой не перлит, а бейнит.Это приводит к значительному повышению прочности и прочности. Бейнит получают путем изотермического превращения аустенита при температурах ниже той, при которой образуется перлит.
Вы можете щелкнуть изображения, чтобы увеличить их. Также можно загружать изображения с очень высоким разрешением (6 Мбайт каждое), а также кристаллические структуры феррита, цементита, графита и аустенита.
| Серый чугун, Fe-3.2C — 2,5Si мас.%, Содержащий чешуйки графита в перлитной матрице. Пятнистые белые области представляют собой фосфидную эвтектику. Офорт: Nital 2% | Серый чугун, Fe-3,2C-2,5Si мас.%, Содержащий чешуйки графита в перлитной матрице. Можно разрешить пластинчатую структуру перлита, которая состоит из чередующихся слоев цементита и феррита. Пятнистые белые области представляют собой фосфидную эвтектику. Офорт: Nital 2% |
Химический состав чугуна аналогичен химическому составу серого чугуна, но с 0.05 мас.% Магния. Все образцы протравлены с использованием 2% нитала.
| Иллюстрация пластичности чугуна с шаровидным графитом. Фотография воспроизведена из журнала Physical Metallurgy of Engineering Materials Э. Р. Петти с разрешения Института материалов. | Чугун с шаровидным графитом, Fe-3,2C-2,5Si-0,05Mg мас.%, Содержащий узелки графита в перлитной матрице.Один из конкреций окружен ферритом просто потому, что область вокруг конкреции обезуглерожена в виде углеродных отложений на графите. Офорт: Nital 2% |
Чугун с шаровидным графитом обычно имеет перлитную матрицу. Однако отжиг вызывает осаждение углерода в перлите на имеющийся графит или образование дополнительных мелких частиц графита, оставляя после себя ферритную матрицу.Это придает утюгу еще большую пластичность. Все образцы протравлены с использованием 2% нитала.
| Графитовые конкреции в ферритной матрице. | Графитовые конкреции в ферритной матрице. Также виден углерод, отложившийся во время отпуска. Офорт: Nital 2% |
Химический состав чугуна — Fe-3.52C-2,51Si-0,49Mn-0,15Mo-0,31Cu мас.%. Все образцы протравлены с использованием 2% нитала. Цветные микрофотографии получают путем первого травления 2% ниталем с последующей термообработкой металлографического образца на открытом воздухе при 270 o ° C в течение 3 часов. Это окисляет образец и дает интерференционные цвета, зависящие от фазы.
| Ковкий чугун в литом состоянии. Конкреции графита, перлита (темные островки) и феррита (светлый фон).Офорт: Nital 2% | Ковкий чугун в литом состоянии. Конкреции графита, перлита (темные островки) и феррита (светлый фон). Офорт: Nital 2% |
| Аустенитизированная 950 ° C, аустенитная 350 ° C в течение 64 мин. | Аустенитизировано при 950 ° C, аустенизировано при 350 ° C в течение 64 мин. |
Следующие изображения представляют собой автомобильные компоненты из закаленного высокопрочного чугуна, предоставленные Институтом инженеров по литью металлов.Чтобы избежать деформации, коленчатый вал спортивного автомобиля TVR подвергается грубой механической обработке после литья, термообработке для получения бейнитной микроструктуры, а затем соответствующей механической обработке. Сообщается, что он обладает отличными усталостными свойствами; его демпфирующие характеристики из-за графита снижают шум двигателя.
Рычаг подвески Ford Mustang был изготовлен из закаленного высокопрочного чугуна с целью снижения веса, шума и стоимости. Он был разработан с использованием моделирования методом конечных элементов для оптимизации прочности и жесткости.Были рассмотрены алюминиевые сплавы, но они были отвергнуты, поскольку в этом случае компонент занимал бы гораздо больше места из-за их меньшей прочности.
Рычаг подвески прицепа грузовика изначально был изготовлен из сварной стали для использования при транспортировке по суровой австралийской глубинке. Они вышли из строя на сварных швах и были связаны с деформациями, которые привели к ускоренному износу шин. Подвеска, изготовленная из литого высокопрочного чугуна с закалкой, оказалась намного более прочной.
| TVR Tuscan Speed 6, высокопроизводительный спортивный автомобиль с закаленным коленчатым валом из ковкого чугуна. | Коленчатый вал из закаленного высокопрочного чугуна для спортивного автомобиля TVR. |
| Рычаг подвески из высокопрочного чугуна для Ford Mustang Cobra | Рычаг подвески прицепа грузовика, изготовленный из закаленного высокопрочного чугуна, Steele and Lincoln Foundry. |
Blackheart получают путем нагревания белого чугуна при температуре 900-950 o C в течение многих дней перед медленным охлаждением.Это приводит к микроструктуре, содержащей нерегулярные, хотя и равноосные узелки графита в ферритной матрице. Термин «черное сердце» происходит от того факта, что поверхность излома имеет серый или черный цвет из-за присутствия графита на поверхности. Целью термической обработки является повышение пластичности чугуна. Однако этот процесс в настоящее время устарел, поскольку сфероидальный графит может быть получен непосредственно при отливке путем модифицирования магнием или церием. Все образцы протравлены с использованием 2% нитала.
| Чугун Blackheart. | Чугун Blackheart. Офорт: Nital 2% |
Этот чугун используется в случаях, когда желательна очень высокая износостойкость. Например, при сильном дроблении горных пород и полезных ископаемых. Он содержит комбинацию очень прочных карбидообразующих легирующих элементов.Следовательно, его химический состав составляет Fe-2.6C-17Cr-2Mo-2Ni мас.%.
Все образцы травятся с использованием реактива Виллелы, который представляет собой смесь пикриновой кислоты, соляной кислоты и этанола. Материал, из которого были получены эти микрофотографии, был любезно предоставлен доктором Арнольдо Бедолла-Хакуинде из Мексики. Подробная информация о чугуне опубликована в International Journal of Cast Metals Research, 13 (2001) 343-361.
| Белая фаза — это богатый хромом карбид, известный как M 7 C 3 .Матрица состоит из дендритов аустенита, некоторые из которых могли преобразоваться в мартенсит. Также могут быть относительно небольшие количества карбидов других сплавов. | Белая фаза — это богатый хромом карбид, известный как M 7 C 3 . Матрица состоит из дендритов аустенита, некоторые из которых могли преобразоваться в мартенсит. Также могут быть относительно небольшие количества карбидов других сплавов. |
Процесс литья никогда не бывает идеальным, особенно при работе с крупногабаритными деталями.Вместо того, чтобы списывать дефектные отливки, их часто можно отремонтировать сваркой. Естественно, очень высокая концентрация углерода в типичных чугунах вызывает трудности из-за введения хрупкого мартенсита в зону термического влияния сварного шва. Поэтому необходимо предварительно нагреть до температуры около 450 ° C с последующим медленным охлаждением после сварки, чтобы избежать растрескивания.
Материалы, используемые в качестве наполнителей во время сварки, обычно содержат большие концентрации никеля, поэтому получаемый аустенитный металл сварного шва нечувствителен к улавливанию углерода из чугуна.Отложения мягкие и могут быть обработаны для придания необходимой формы и отделки. Конечно, никель стоит дорого, поэтому при крупном ремонте сварной зазор сначала покрывается («смазывается маслом») богатым никелем наполнителем, а затем оставшийся зазор заполняется менее дорогим присадочным металлом из мягкой стали.
Первый в мире железный мост 1779 года. Вся конструкция сделана из чугуна. Фотографии любезно предоставлены Ёкота Томоюки и его семьей.
Жетон полпенни Коулбрукдейла, 1792
На фотографиях ниже изображен жетон в полпенни, отчеканенный в 1792 году, на одной стороне которого изображен корабль, проходящий под первым в мире железным мостом. Железная руда и уголь транспортировались по каналу, но металлургический завод в Кетли находился на 22 м выше этого канала. Таким образом, была построена «наклонная плоскость» (2-е изображение), чтобы лодки можно было поднимать через люльку и шлюз в верхнюю часть канала, ведущего к металлургическому заводу.
Токен предоставлен Майклом Куком.
| | III |
Чугун имеет «твердый вид» и привлекательный внешний вид. Есть много обычных применений чугуна.
Следующие фотографии были любезно предоставлены Беном Деннисом-Смитером, Фрэнком Кларком и Мохамедом Шерифом.
Следующие фотографии были любезно предоставлены Джимом Чарльзом.
| Древние украшения из чугуна | Старинные украшения из чугуна |
Образцы деталей из чугуна и окружающей среды
Фотографии любезно предоставлены Мэтью Питом
Чугун, Буэнос-Айрес, Аргентина
| Пуэрот-Мадеро, Буэнос-Айрес, Аргентина | Пуэрот-Мадеро, Буэнос-Айрес, Аргентина.Массивные чугунные причалы украшают берег, сделанные на литейном заводе в Кардиффе, Уэльс, Великобритания | Пуэрот-Мадеро, Буэнос-Айрес, Аргентина. Массивные чугунные причалы украшают берег, сделанные на литейном заводе в Кардиффе, Уэльс, Великобритания |
| Puerot Madero, Буэнос-Айрес, Аргентина | Мост женщины (Пуэнте-де-ла-Мухер), Буэнос-Айрес, Аргентина |
Чугунные ворота дворца Гуэля работы Гауди в Барселоне
Следующие фотографии любезно предоставлены Франсиской Кабальеро и Карлосом Капдевилой Монтес.
Рецензия на книгу о чугунных изделиях, содержащих редкие земли.
Графитизация
Металлография чугунов.
Чугун: состав и свойства | Сплавы | Утюг
В этой статье мы обсудим: — 1. Введение в чугуны 2. Состав и скорость охлаждения чугунов 3. Сравнение свойств 4. Наука о разработке микроструктур.
Введение в чугуны:Чугуны — это сплавы железо-углерод (и кремний), имеющие углеродный или углеродный эквивалент, превышающий 2% (на самом деле это 2,1-1%), то есть больше, чем максимальная растворимость углерода в твердом аустените, при которой происходит эвтектическая реакция. во время застывания. Поскольку более высокое содержание углерода делает их более хрупкими, промышленные чугуны обычно содержат углерод от 2,11 до 4% и кремний от 0,5 до 3% (наряду с другими элементами, такими как марганец, сера и фосфор).
Чугун, будучи хрупким, нельзя ковать, катать, вытягивать и т. Д., А можно только «отливать» в желаемые формы и размеры (с механической обработкой или без нее) путем заливки расплавленного сплава желаемого состава в форму желаемого размера. форма, а затем, позволяя ему затвердеть.
Поскольку литье является единственным и единственным подходящим процессом для придания формы этим сплавам, они называются чугунами. Чугуны — наименее дорогие, легкоплавкие (1140-1200 ° C) материалы с хорошей литейной способностью, хорошей обрабатываемостью, хорошей износостойкостью, высокой демпфирующей способностью, высокой прочностью на сжатие (в 3-5 раз выше прочности на разрыв), нечувствительными к зазубринам (серый утюги) и хорошей коррозионной и жаростойкостью.Хотя чугуны уступают стали по механическим свойствам, они превосходят по демпфирующей способности, качеству скольжения, износостойкости и, конечно же, стоимости.
Состав и скорость охлаждения чугунов:
Углерод в чугуне может находиться в комбинированной форме в виде цементита, в свободной форме в виде графита или в том и другом виде.
Зависит от химического состава (включая наличие зародышей графита) и скорости охлаждения отливки из расплавленного состояния:
1.Состав чугуна:
(a) Углерод:
По мере увеличения содержания углерода температура плавления (по сравнению со сталями) снижается до 1200–1140 ° C, и, таким образом, углерод действует как графитизатор. Но чем больше образуется графита, тем ниже механические свойства.
(б) Кремний (0,5-3,0%):
Кремний в основном контролирует форму углерода, присутствующего в чугуне. Кремний — сильный графитизатор.В зависимости от его содержания (и скорости охлаждения) кремний не только помогает осаждать графит во время затвердевания, но также может графитизировать вторичный, а также эвтектоидный цементит. После того, как графитовая чешуйка образовалась, ее форму впоследствии нельзя изменить никаким способом. Рис. 15.1 (b) иллюстрирует влияние углерода и кремния на структуру белого или серого чугуна.
Кремний снижает эвтектический состав примерно на 0,30% углерода на каждый 1% кремния, то есть эвтектический состав затем рассчитывается с использованием CEV.Кремний также снижает содержание эвтектоидного углерода. В зависимости от содержания кремния и скорости охлаждения содержание углерода в перлите снижается до 0,50% при 2,5% кремния.
Кремний сдвигает эвтектическую линию графита вверх, так что температурный интервал между линией графита и линией цементита увеличивается с 6 ° C при 0% Si до 35 ° C при 2% Si (это увеличивает степень переохлаждения, что способствует образованию графита. ).
Природа чугуна, белого или серого, может быть изменена путем изменения содержания углерода и кремния, а также скорости охлаждения.Для высокой прочности углерод держится на нижней стороне (чтобы иметь небольшой объем графита), а кремний — на верхней стороне (сохраняя баланс, чтобы получить хорошую обрабатываемость). Рис. 15.1 (а) показывает, что наибольшая структурная прочность достигается, когда углерод составляет около 2,75%, а кремний — около 1,5%, то есть когда матрица полностью перлитная.
На рис. 15.2 показано, что перлитный серый чугун CEV = 4,2 должен иметь размер пластины толщиной от 15 до 4,5 мм или от 30 до 8,5 мм в диаметре. полоса, иллюстрирующая влияние скорости охлаждения.Легирующие элементы, добавленные для придания особых свойств, создают ощущение холода. Некабидообразующие элементы, такие как Ni, Al, Cu, способствуют образованию графита, тогда как карбидообразующие элементы, такие как Mn, Cr, Mo и т. Д., Способствуют образованию цементита.
В зависимости от потенции эффект обычно рассчитывается как эквивалент кремния:
Si Equ. Значение-% Si + 3 (% C) + 0,3 (Ni% +% Cu) + 0,5 (% Al) +% P — 0,25 (% Mn) — 0,35 (% Mo) — 1,2 (% Cr)… (15,1)
(c) Сера и марганец:
Сера (0.06-0,12%), когда присутствует в виде FeS (который увеличивает склонность к хрупкости), как правило, способствует образованию цементита, то есть замедляет графитизацию и увеличивает размер чешуек. Марганец (0,5-1,0%) является мягким карбидообразующим веществом и контролирует эффект серы, если присутствует достаточное количество Mn (одна часть серы на 1,72 части марганца), поскольку он имеет большее сродство к сере (чем Fe). с образованием MnS, который поднимается к верху отливки и присоединяется к шлаку, тем самым устраняя краснелость эвтектики FeS.
Марганец, таким образом, имеет косвенный эффект, способствуя графитизации, поскольку он удаляет серу (которая способствует образованию цементита). Более прямые эффекты марганца включают сильное стабилизирующее влияние цементита на эвтектоид-графитизацию (около 1% Mn может быть добавлено для получения перлитной матрицы в графитовых чугунах), упрочнение железа, измельчение зерен и увеличение прочности.
(d) Фосфор (0,1-0,9%):
Когда фосфор составляет менее 0,3%, он растворяется в феррите, в противном случае он образует Fe 3 P, который образует эвтектику (91.19% Fe, 1,92% C, 6,89% P), называемый стеадитом, который является хрупким (вызывает хладноломкость, т. Е. Отливки не подходят для ударопрочности) и низкоплавким, M.P. 960 ° С.
Это увеличивает диапазон эвтектического затвердевания и, таким образом, способствует образованию графита и улучшает литье даже тонких и сложных профилей. 1% фосфора в чугуне дает стеадит, который составляет 10% от объема отливки; эффект охрупчивания стеадита очевиден.
2. Скорость охлаждения чугуна :
В сплавах Fe-C, хотя графит является более стабильной фазой, но образование цементита кинетически благоприятно, так как это легче и быстрее (только 6.67% атомов углерода необходимо для разделения) с образованием цементита. Высокая скорость охлаждения предотвращает образование графита на всех стадиях (от жидкости до эвтектоидной реакции).
Однако, если содержание кремния превышает 3%, графит получается даже при быстром охлаждении отливки. На рис. 15.2 показано влияние размера сечения (то есть скорости охлаждения) и значения углеродного эквивалента на тип конструкции и, таким образом, на тип полученного чугуна.
Наличие модификаторов, таких как Ca, Al, Ti, Zr, SiC, CaSi и т. Д., уменьшает размер чешуек и улучшает однородность их распределения, вероятно, потому, что зародыши способствуют зарождению первичного аустенита, таким образом уменьшая размер их зерен и, таким образом, размер чешуек и лучшее распределение.
Сравнение свойств чугунов:
В таблице 15.6 сравниваются некоторые свойства некоторых чугунов. Серый чугун — самый дешевый и самый простой в использовании для получения прочного литья. Чугуны с компактным графитом обладают превосходными механическими свойствами даже при повышенных температурах, чем серый чугун, но они дороги и обычно не подвергаются термической обработке.
Миханитовый чугун лучше серого чугуна, но немного дороже. Чугун S.G. подвергается большей усадке во время литья (требует больших стояков и т. Д.) И стоит дорого, но приводит к гораздо более высокой прочности, пластичности и ударной вязкости. Ковкий чугун трудно отливать (как белый чугун), и есть ограничения по размеру сечения, чем у чугуна S.G.
В конечном виде они обычно стоят дороже, чем чугун S.G., но тонкие срезы ковкого чугуна могут быть предпочтительнее из-за более высокой прочности; С.Для получения более однородной структуры железо G. может потребоваться отжиг.
Для того, чтобы различать утюги, железо S.G. дает отчетливое кольцо при ударе молотком (не такое чистое, как сталь), тогда как серое железо дает приглушенный звук. Однако при дыхании только что отполированной поверхностью S.G. железа возникает запах ацетиленового газа (его карбид магния вступает в реакцию с влагой из дыхания).
Наука о разработке микроструктур чугунов:
Графитовые чугуны содержат графит, внедренный в стальную матрицу, т.е.е., различное соотношение феррита и перлита (от нуля процентов перлита до 100%). Свойства чугунов определяются как свойствами матрицы, так и количеством, размером, формой и распределением столь необходимых включений графита (для некоторых свойств, таких как обрабатываемость, демпфирующая способность, износостойкость и т. Д.). Чешуйки графита в сером чугуне обладают эффектом ослабления и охрупчивания, поскольку графит можно представить как пустоты или острые трещины, нарушающие целостность пластичной матрицы.
Острые концы каждой чешуйки действуют как внутренняя выемка, которая под действием напряжения действует как концентратор напряжения, легко распространяя трещину в пластиковой матрице, давая хрупкую, покрытую сажей, серую трещину при низких напряжениях от 150 до 400 МНм. -2 , в зависимости от характера матрицы; максимальное значение имеет место, когда матрица состоит только из тонкого перлита.
Термическая обработка серого чугуна может привести к образованию других структур матрицы, таких как отпущенный мартенсит, который обычно обладает более высокими прочностными свойствами, но важные свойства, такие как предел прочности на разрыв, ударная вязкость и пластичность, не сильно меняются, потому что хлопья вызывают хрупкое разрушение. .Прочностные свойства серого чугуна еще больше ухудшаются по мере того, как объем графита становится больше, а чешуйки становятся более крупными. Замкнутая сеть чешуек графита приводит к худшим механическим свойствам.
Повышение прочности и ударной вязкости может быть достигнуто за счет уменьшения размера чешуек, например, в механитовом чугуне, и за счет уменьшения общего объема графита за счет меньшего содержания углерода и кремния. Затем прочность и ударную вязкость можно повысить за счет термической обработки, то есть путем изменения матрицы.
Охрупчивающий эффект графита может быть значительно уменьшен, поскольку форма графита изменяется от чешуйчатой до сфероидальной, поскольку круглые включения графита не создают резких концентраций напряжений, поскольку они не действуют как острые трещины в матрице (даже короткие чешуйки- графитовые стержни со скругленными краями в чугуне с компактным графитом являются меньшим концентратором напряжений).
Таким образом, чугуны S.G. обладают более высокой прочностью на растяжение и изгиб, а также пластичностью. С той же стальной матрицей пластичность (выраженная в% относительного удлинения) чугунов изменяется в зависимости от формы графита, как указано в i.е. пластичность, по-видимому, больше зависит от формы и размера графита, чем от металлической матрицы в графитовых чугунах.
Твердость (макро) больше зависит от структуры матрицы и меньше от формы графита. Серый чугун обычно закаливают и отпускают для повышения его устойчивости к износу и истиранию за счет увеличения твердости за счет структуры, состоящей из графита, встроенного в твердый мартенсит. Чугун вообще никогда не закаливают в воде (за исключением поверхностного упрочнения), поскольку он имеет относительно высокую закаливаемость, позволяющую получить мартенсит закалкой в масле, и не вызывает больших закалочных напряжений.
Поскольку графит в виде конкреций в шаровидном чугуне (а также в ковком чугуне) не является резким концентратором напряжений и не действует как трещина, изменение микроструктуры матрицы путем соответствующей термической обработки приводит к заметному увеличению прочностные свойства чугуна с шаровидным графитом (также ковкого чугуна), и поэтому подвергаются различной термообработке.
Когда графитовый чугун нагревается для термообработки, он имеет тенденцию к образованию защитной атмосферы при помещении в герметичную печь или коробку, в противном случае происходит нежелательное сильное окисление.Образуется субшкала силиката железа, которую можно удалить только электролизом расплавленных солей (процесс Колена). Лучше использовать атмосферу защитного газа, особенно для деталей после чистовой обработки.
Нагрев графитового железа может изменить его матрицу. Когда он нагревается, то при температурах, приближающихся к более низкой критической температуре, выше примерно 540 ° C, его кремний может вызвать диссоциацию цементита перлита на феррит и углерод. Углерод диффундирует в уже имеющийся графит и откладывается на нем.
Нижняя критическая температура чугуна рассчитывается как:
Нижняя критическая температура, ° C = 730 + 28 (% Si) — 25 (% Mn)… (15,2)
Когда этот чугун нагревается выше критической температуры, образуется аустенит, который за короткое время насыщается углеродом, растворенным из графита. Микроструктура чугуна при температуре немного выше T 2 должна содержать графит и аустенит с точкой состава C 1 , как показано на рис.15.14.
Если чугун нагревается до более высокой температуры, из графита растворяется больше углерода, чтобы насыщать аустенит при новой температуре. Например, при температуре T (≈ 900 ° C) аустенит имеет содержание углерода около 1,1%. Таким образом, как только аустенит получен, чугуны можно подвергать большей части термической обработки, как и сталям, при условии, что они экономичны с коммерческой точки зрения.
Химический состав также влияет на термическую обработку чугунов. В нелегированных чугунах есть кремний и марганец.Кремний ускоряет различные реакции, происходящие при термообработке; снижает растворимость углерода в аустените, увеличивает скорость диффузии углерода в аустените; значительно повышает температуру аустенизации, как указано в уравнении 15.2; уменьшает объем цементита в перлите, т.е. содержание углерода в перлите составляет менее 0,77% и может составлять 0,50% при 2,5% кремния.
Марганец оказывает противоположное действие — снижает температуру аустенизации; увеличивает растворимость углерода в аустените; уменьшает диффузию углерода в аустените; увеличивает объем цементита в перлите, т.е.е., увеличивает содержание углерода в перлите; стабилизирует перлитный карбид, тем самым увеличивает содержание перлита; уменьшает интервалы перлита, тем самым повышая прочность; увеличивает прокаливаемость, но обычно замедляет реакции термической обработки.
Ковкий чугун — Свойства и применение
На рисунке представлена фазовая диаграмма железо – карбид железа (Fe – Fe3C). Процент присутствующего углерода и температура определяют фазу железоуглеродистого сплава и, следовательно, его физические характеристики и механические свойства.Процент углерода определяет тип сплава черных металлов: чугун, сталь или чугун. Источник: wikipedia.org Läpple, Volker — Wärmebehandlung des Stahls Grundlagen. Лицензия: CC BY-SA 4.0В материаловедении чугуны — это класс черных сплавов с содержанием углерода более 2,14 мас.% . Как правило, чугуны содержат от 2,14 мас.% До 4,0 мас.% Углерода и от 0,5 до 3 мас.% Кремния . Сплавы железа с более низким содержанием углерода известны как сталь.Разница в том, что чугуны могут использовать преимущества эвтектического затвердевания в бинарной системе железо-углерод. Термин эвтектика в переводе с греческого означает « легко или хорошо плавящийся », а точка эвтектики представляет собой состав на фазовой диаграмме, при котором достигается самая низкая температура плавления . Для системы железо-углерод эвтектическая точка встречается при составе 4,26 мас.% C и температуре 1148 ° C .
См. Также: Типы чугунов
Ковкий чугунКовкий чугун — белый чугун, прошедший отжиг.Путем термообработки отжигом хрупкая структура при первом отливке преобразуется в пластичную форму . Таким образом, его состав очень похож на белый чугун с немного большим содержанием углерода и кремния. Ковкий чугун содержит узелки графита, которые не являются действительно сферическими, как в ковком чугуне, потому что они образуются в результате термической обработки, а не во время охлаждения из расплава. Ковкий чугун получают путем отливки сначала белого чугуна, чтобы избежать образования чешуек графита, а весь нерастворенный углерод находится в форме карбида железа.Ковкий чугун представляет собой отливку из белого чугуна, которую затем подвергают термообработке в течение дня или двух при температуре около 950 ° C (1740 ° F), а затем охлаждают в течение дня или двух. В результате углерод в карбиде железа превращается в графитовые конкреции, окруженные ферритной или перлитной матрицей, в зависимости от скорости охлаждения. Медленный процесс позволяет поверхностному натяжению образовывать графитовые узелки, а не хлопья. . Ковкий чугун, как и ковкий чугун, обладает значительной пластичностью и ударной вязкостью благодаря сочетанию шаровидного графита и металлической матрицы с низким содержанием углерода.Как и ковкий чугун, ковкий чугун также обладает высокой устойчивостью к коррозии и отличной обрабатываемостью. Хорошая демпфирующая способность и усталостная прочность ковкого чугуна также полезны для длительной службы в сильно нагруженных деталях. Есть два типа ферритного ковкого чугуна: черное сердце и белое сердце.
Часто используется для небольших отливок, требующих хорошей прочности на разрыв и способности изгибаться без разрушения (пластичность). Ковкий чугун применяется для многих основных автомобильных деталей, таких как опоры дифференциала, корпуса дифференциалов, крышки подшипников, корпуса рулевого механизма.Другие области применения включают ручные инструменты, кронштейны, детали машин, электрическую арматуру, трубопроводную арматуру, сельскохозяйственное и горное оборудование.
Свойства ковкого чугуна — ASTM A220
Свойства материала — это интенсивных свойств , что означает, что они не зависят от количества массы и могут изменяться от места к месту в системе в любой момент. В основе материаловедения лежит изучение структуры материалов и их соотнесение с их свойствами (механическими, электрическими и т. Д.).). Как только специалист по материалам узнает об этой корреляции структура-свойство, он может перейти к изучению относительных характеристик материала в данном приложении. Основными определяющими факторами структуры материала и, следовательно, его свойств являются составляющие его химические элементы и способ, которым он был переработан в свою окончательную форму.
Механические свойства ковкого чугуна — ASTM A220
Материалы часто выбирают для различных применений, потому что они имеют желаемое сочетание механических характеристик.Для структурных применений свойства материалов имеют решающее значение, и инженеры должны их учитывать.
Прочность ковкого чугуна — ASTM A220
В механике материалов сила материала — это его способность выдерживать приложенную нагрузку без разрушения или пластической деформации. Прочность материалов в основном рассматривает взаимосвязь между внешними нагрузками , приложенными к материалу, и результирующей деформацией или изменением размеров материала. Прочность материала — это его способность выдерживать эту приложенную нагрузку без разрушения или пластической деформации.
Предел прочности на разрыв
Предел прочности на разрыв ковкого чугуна — ASTM A220 составляет 580 МПа.
Предел прочности на разрыв является максимальным на инженерной кривой напряжения-деформации. Это соответствует максимальному напряжению , которое может выдержать конструкция при растяжении. Предел прочности на разрыв часто сокращают до «прочности на разрыв» или даже до «предела».«Если это напряжение приложить и поддерживать, в результате произойдет разрушение. Часто это значение значительно превышает предел текучести (на 50–60 процентов больше, чем предел текучести для некоторых типов металлов). Когда пластичный материал достигает предела прочности, он испытывает образование шейки, где площадь поперечного сечения локально уменьшается. Кривая «напряжение-деформация» не содержит напряжения, превышающего предел прочности. Несмотря на то, что деформации могут продолжать увеличиваться, напряжение обычно уменьшается после достижения предела прочности.Это интенсивное свойство; поэтому его значение не зависит от размера испытуемого образца. Однако это зависит от других факторов, таких как подготовка образца, наличие или отсутствие поверхностных дефектов, а также температура испытательной среды и материала. Предел прочности на разрыв варьируется от 50 МПа для алюминия до 3000 МПа для очень высокопрочных сталей.
Предел текучести
Предел текучести ковкого чугуна — ASTM A220 составляет 480 МПа
Предел текучести — это точка на кривой зависимости напряжения от деформации, которая указывает предел упругого поведения и начало пластического поведения. Предел текучести или предел текучести — это свойство материала, определяемое как напряжение, при котором материал начинает пластически деформироваться, тогда как предел текучести — это точка, в которой начинается нелинейная (упругая + пластическая) деформация. До достижения предела текучести материал будет упруго деформироваться и вернется к своей исходной форме, когда приложенное напряжение будет снято. После достижения предела текучести некоторая часть деформации будет постоянной и необратимой. Некоторые стали и другие материалы демонстрируют поведение, называемое явлением предела текучести.Предел текучести варьируется от 35 МПа для алюминия с низкой прочностью до более 1400 МПа для высокопрочных сталей.
Модуль упругости Юнга
Модуль упругостиЮнга ковкого чугуна — ASTM A220 составляет 172 ГПа.
Модуль упругости Юнга представляет собой модуль упругости для растягивающего и сжимающего напряжения в режиме линейной упругости при одноосной деформации и обычно оценивается с помощью испытаний на растяжение. С точностью до предельного напряжения тело сможет восстановить свои размеры при снятии нагрузки.Приложенные напряжения заставляют атомы в кристалле перемещаться из положения равновесия. Все атомы смещаются на одинаковую величину и по-прежнему сохраняют свою относительную геометрию. Когда напряжения снимаются, все атомы возвращаются в исходное положение, и остаточная деформация не происходит. Согласно закону Гука напряжение пропорционально деформации (в упругой области), а наклон равен модулю Юнга . Модуль Юнга равен продольному напряжению, деленному на деформацию.
Твердость ковкого чугуна — ASTM A220
Твердость по Бринеллю ковкого чугуна — ASTM A220 составляет примерно 250 МПа.
В материаловедении твердость — это способность выдерживать поверхностных вдавливаний ( локализованных пластических деформаций ) и царапин . Твердость — вероятно, наиболее плохо определенное свойство материала, поскольку оно может указывать на устойчивость к царапинам, сопротивление истиранию, сопротивление вдавливанию или даже сопротивление формованию или локализованной пластической деформации.Твердость важна с инженерной точки зрения, потому что сопротивление износу из-за трения или эрозии паром, маслом и водой обычно увеличивается с увеличением твердости.
Испытание на твердость по Бринеллю — это одно из испытаний на твердость при вдавливании, разработанное для испытания на твердость. При испытаниях по Бринеллю твердый сферический индентор под определенной нагрузкой вдавливается в поверхность испытываемого металла. В типичном испытании в качестве индентора используется шарик из закаленной стали диаметром 10 мм (0,39 дюйма) с усилием 3000 кгс (29.42 кН; 6,614 фунт-силы) сила. Нагрузка поддерживается постоянной в течение определенного времени (от 10 до 30 с). Для более мягких материалов используется меньшее усилие; для более твердых материалов шарик из карбида вольфрама заменяет стальной шарик.
Испытание предоставляет численные результаты для количественной оценки твердости материала, которая выражается числом твердости по Бринеллю — HB . Число твердости по Бринеллю обозначается наиболее часто используемыми стандартами испытаний (ASTM E10-14 [2] и ISO 6506–1: 2005) как HBW (H — твердость, B — по Бринеллю, W — материал индентора, вольфрам ( вольфрам) карбид).В прежних стандартах HB или HBS использовались для обозначения измерений, сделанных со стальными инденторами.
Твердость по Бринеллю (HB) — это нагрузка, деленная на площадь поверхности вмятины. Диаметр слепка измеряется с помощью микроскопа с наложенной шкалой. Число твердости по Бринеллю рассчитывается по формуле:
Существует множество широко используемых методов испытаний (например, по Бринеллю, Кнупу, Виккерсу и Роквеллу). Существуют таблицы, которые коррелируют значения твердости по различным методам испытаний, где корреляция применима.Во всех шкалах высокое число твердости соответствует твердому металлу.
Термические свойства ковкого чугуна — ASTM A220
Термические свойства материалов относятся к реакции материалов на изменения их температуры и на приложение тепла. Поскольку твердое тело поглощает энергию в виде тепла, его температура повышается, а его размеры увеличиваются. Но различных материалов реагируют на приложение тепла по-разному .
Теплоемкость, тепловое расширение и теплопроводность — это свойства, которые часто имеют решающее значение при практическом использовании твердых тел.
Точка плавления ковкого чугуна — ASTM A220
Температура плавления ковкого чугуна — ASTM A220 составляет около 1260 ° C.
В общем, плавление представляет собой фазовый переход вещества из твердой фазы в жидкую. Температура плавления вещества — это температура, при которой происходит это фазовое изменение. Точка плавления также определяет состояние, в котором твердое вещество и жидкость могут существовать в равновесии.
Теплопроводность ковкого чугуна — ASTM A220
Теплопроводность ковкого чугуна составляет примерно 40 Вт / (м · К).
Характеристики теплопередачи твердого материала измеряются свойством, называемым теплопроводностью , , k (или λ), измеренным в Вт / м · K . Это мера способности вещества передавать тепло через материал за счет теплопроводности. Обратите внимание, что закон Фурье применяется ко всем веществам, независимо от их состояния (твердое, жидкое или газообразное), поэтому он также определен для жидкостей и газов.
Теплопроводность большинства жидкостей и твердых тел зависит от температуры. Для паров это также зависит от давления. Всего:
Большинство материалов почти однородны, поэтому обычно можно записать k = k (T) . Подобные определения связаны с теплопроводностью в направлениях y и z (ky, kz), но для изотропного материала теплопроводность не зависит от направления переноса, kx = ky = kz = k.
Взгляд на современный чугун
Попытайтесь представить себе металл, обладающий прочностью стального прутка, но из которого можно обрабатывать готовые детали в два раза быстрее при меньшем износе инструмента. Он на 10 процентов легче, может подвергаться термообработке без науглероживания и не деформируется. Он обладает демпфирующими свойствами, которые делают более тихие зубчатые передачи, а стоимость фунта примерно такая же, как у стальной прутковой заготовки. Что это? Если вы еще не догадались, описанный выше высокотехнологичный металл — это современный чугун.
Чугун, который часто называют дешевым, грязным и хрупким металлом, сегодня привлекает гораздо больше внимания из-за его обрабатываемости, легкого веса, прочности, износостойкости и демпфирующих свойств. Конструированные чугуны сегодня сильно отличаются от тех, которые были даже 20 лет назад, благодаря лучшему пониманию и усовершенствованию процессов, используемых для их производства. Пруток из непрерывно литого чугуна с шаровидным графитом, производимый в Соединенных Штатах, очень выгодно конкурирует с недорогими зарубежными стальными прутками, поскольку его можно обрабатывать со стандартными твердосплавными пластинами на скоростях, превышающих 1200 поверхностных футов в минуту (sfm).По своим механическим свойствам ковкий чугун очень похож на сталь, что делает его отличным материалом для машинистов и инженеров-конструкторов.
В сегодняшней конкурентной среде существует постоянное давление с целью снижения цен и повышения производительности. Инженеры-конструкторы должны изготавливать компоненты с более длительным сроком службы, но использование более прочных и износостойких материалов часто означает увеличение стоимости производства. Пруток из цельного чугуна может быть отличной альтернативой стали, предлагая хороший баланс между механическими свойствами, такими как долговечность, и обрабатываемостью.
Процесс непрерывного литья
КомпанияWells Manufacturing Co. впервые представила процесс непрерывной разливки серого и высокопрочного чугуна в США в 1960-х годах. Оригинальные машины использовались для производства высококачественного серого чугуна, который мог конкурировать с отливками в песчаные формы. Однако большая часть роста за последние 20 лет была и будет продолжаться в будущем за счет перехода на высокопрочный чугун, который преимущественно обрабатывается из прутков из углеродистой стали.
В процессе непрерывного литья используется графитовая фильера с водяным охлаждением, установленная на дне тигля для литья прутков (вверху). Железо поступает в матрицу, и образуется корка, принимающая форму стержня. Пруток пропускается через матрицу серией ходов длиной от 1 до 2 дюймов с паузами между ходами, чтобы расплавленное железо могло войти в матрицу и сформировать «обод»; когда пруток выходит из матрицы, затвердевает только внешний обод. Большая часть стержня состоит из сердечника из расплавленного железа, который повторно нагревает обод выше критической температуры.По мере того, как пруток удлиняется от матрицы, он в конечном итоге затвердевает, образуя гомогенизированную микроструктуру.
Сплошной чугунный пруток может быть изготовлен во многих формах. Чугунный пруток, продаваемый под торговой маркой Dura-Bar, доступен в виде круглого прутка диаметром до 20 дюймов, прямоугольного и квадратного прутка размером до 18,5 на 22 дюйма и специальной экструдированной формы.
Некоторые определения
Чугун — это общий термин, обозначающий высокоуглеродистый железный сплав с высоким содержанием кремния. Он похож на сталь в том, что на прочность, износостойкость, реакцию на термообработку и обрабатываемость влияет количество углерода в растворе с железом.Прочность и износостойкость повышаются с увеличением количества комбинированного углерода; обрабатываемость в целом снижается.
Чугун уникален тем, что углерод добавляется сверх его растворимости в железе при комнатной температуре. Во время затвердевания, когда расплавленный металл охлаждается и предел растворимости углерода в железе уменьшается, избыток углерода выпадает в осадок в виде твердых частиц графита. Отливка из чугуна на самом деле представляет собой смесь осадка графита и твердой металлической матрицы.
Размер и форма частиц графита контролируются с помощью кремния в качестве модификатора для «затравки» зародышеобразования графита и вытеснения его из раствора в расплавленном чугуне.Серый чугун обычно имеет чешуйчатый графит и высокопрочный чугун с шаровидным графитом, как видно на микрофотографиях на следующей странице.
Чугун классифицируется как свободная обработка, потому что графит действует как стружколом, подобно тому, как сульфиды, фосфиды и свинец действуют в повторно сульфированных, повторно фосфорированных и свинцовых сталях. Ковкий чугун является естественной заменой свинцовым сталям, поскольку он не токсичен и не представляет опасности утилизации стружки, наносящей вред окружающей среде. Графит также помогает отводить тепло от поверхности раздела пластина / заготовка и снижает трение о пластину во время операций резания.Он также делает чугун на 10 процентов легче стали и обеспечивает отличные коэффициенты демпфирования для шестерен и других компонентов.
Металлическая матрица чугуна подобна стали. Его состав зависит от количества остающегося углерода, которое также контролируется путем правильной инокуляции. Углерод соединяется с железом с образованием карбида железа, очень твердого и хрупкого компонента. Когда железо охлаждается, карбид образует пластины, чередующиеся с пластинами феррита, образуя структуру, называемую перлитом.Перлит намного мягче, чем чистый карбид железа, но он очень износостойкий, имеет высокую прочность, некоторую пластичность и легко поддается механической обработке.
Марки высокопрочного чугуна состоят из шаровидного графита в матричной структуре, которая варьируется от всего феррита до всего перлита с различным соотношением между ними. По мере увеличения количества перлита прочность и твердость возрастают, а относительное удлинение и обрабатываемость уменьшаются. Марки ковкого чугуна идентифицируются по их механическим свойствам: пределам прочности и текучести в тысячах фунтов на квадратный дюйм (psi) и относительному удлинению в процентах.Например, ковкий чугун 80-55-06 должен иметь минимальный предел прочности на разрыв 80 000 фунтов на квадратный дюйм, минимальный предел текучести 55 000 фунтов на квадратный дюйм и минимальное удлинение 6 процентов.
Факторы, влияющие на обрабатываемость
Чем тверже материал, тем сложнее его обрабатывать, и до недавнего времени это было в значительной степени тем, что промышленность знала об обработке ковкого чугуна. Испытания на стойкость инструмента, проведенные на различных марках ковкого и серого чугуна и на аналогичных марках с использованием различных комбинаций методов обработки, показали, что ряд факторов влияет на обрабатываемость ковкого чугуна.
Чугун и режущая сталь в основной загрузке расплава, различные типы и количества кремниевого модификатора, используемого для образования зародышей графита, и сплавы, используемые для стабилизации перлита, — все это в некоторой степени влияет на обрабатываемость. В процессе непрерывной разливки важными факторами являются толщина и концентричность затвердевшего обода прутка, а также контроль за всеми процессами, позволяющий растворить микроскопические твердые пятна от процесса быстрого охлаждения. Правильный контроль этих факторов на литейном производстве может позволить пользователю прутка из непрерывного чугуна увеличить скорость вращения с 600 до 1200 футов в минуту без потери срока службы инструмента.
Wells Manufacturing Co., Dura-Bar Div. (Вудсток, Иллинойс) провели эксперименты, чтобы оценить влияние основных параметров обработки на стойкость инструмента, частично на основе испытаний, проведенных в независимом механическом цехе. Срок службы инструмента был установлен для обработки непрерывнолитого перлитного серого чугуна. Также были установлены эталоны для трех марок высокопрочного чугуна: 65-45-12 с твердостью от 140 до 187 BHN, 80-55-06 с твердостью от 207 до 229 BHN и 100-70-02 с твердостью. от 241 до 302 BHN.Затем в ходе экспериментов пытались определить, можно ли повысить стойкость инструмента без изменения основных металлургических и механических свойств материалов.
Для испытаний на стойкость инструмента непрерывные чугунные прутки диаметром 2,375 дюйма были превращены в заготовки диаметром 1,125 дюйма и длиной 1,125 дюйма со скоростью 450 фут / мин с использованием глубины резания 0,125 дюйма и 0,015 дюйма. / оборот подачи. Количество заготовок или «частей», производимых на вставку, контролировалось и регистрировалось. Показания измерителя нагрузки, записанные во время механической обработки и чистовой обработки поверхности деталей, использовались для определения того, когда вставка изнашивалась.
В дополнение к испытаниям параметров обработки, с помощью программы моделирования затвердевания, разработанной для этой цели, изучали поведение стержня при затвердевании и охлаждении под влиянием параметров литья. Компьютеризированное моделирование процесса непрерывного литья использовалось для прогнозирования того, где и когда образуется край непрерывнолитого стержня внутри матрицы и какой толщины он будет на выходе из матрицы. После установления зависимости расхода воды в охладителе головки и температуры была использована оценка микроструктуры, чтобы гарантировать, что все микроскопические карбиды, образовавшиеся при быстром охлаждении внутри охладителя, были удалены.
Измерения стойкости инструмента после оптимизации каждой из переменных обработки и литья показали 30-процентное улучшение деталей, обрабатываемых одной пластиной для прутков из перлитного серого чугуна и высокопрочного чугуна 65-45-12. Частично перлитный ковкий чугун 80-55-06 показал повышение стойкости инструмента на 80%, а ковкий чугун с преимущественно перлитным покрытием 100-70-02 показал почти вдвое большую стойкость. (Вверху) Микроструктура, твердость и механические свойства были схожими, и единственными изменениями в процессе были сырье, используемое в зарядах, модифицирующие сплавы для зародышеобразования графита, а также тип и количество перлитных стабилизаторов в соотношении фильера / охладитель. .
Повышение скорости поворота
После определения оптимального срока службы инструмента следующим шагом было определение максимальной скорости, с которой пруток может быть обработан на токарном станке без быстрого износа инструмента. Обычно рекомендуемые скорости для пластин с твердосплавным покрытием в чугун составляют менее 800 футов в минуту, хотя механические цеха сообщают, что черновая обработка непрерывнолитого прутка достигает 1400 футов в минуту, а чистовая обработка — 2100 футов в минуту.
В Университете Алабамы в Бирмингеме был проведен тест на износ инструмента для изучения степени износа по задней поверхности пластины после обработки определенного количества материала с использованием твердосплавной пластины на заданной скорости.Результирующий график представляет собой линейную зависимость с рассчитанным наклоном, представляющим скорость износа материала при этой скорости. Построение графика скорости износа для диапазона скоростей дает кривую скорости износа, и форма этой линии помогает определить, насколько быстро материал может быть обработан, прежде чем оператор столкнется с быстрым отказом инструмента.
Кривые износапомогают объяснить, почему производители режущих пластин рекомендуют 800 футов в минуту в качестве максимальной скорости обработки чугуна. Они также помогают объяснить общее нежелание обрабатывать чугун на высоких скоростях.Ниже 800 sfm вариации в партиях нагрева материала или даже вариации в сортах материала не имеют большого влияния на скорость износа инструмента. (справа) Однако по мере увеличения скорости резания эти изменения становятся критическими, и их необходимо контролировать. На литейное производство ложится ответственность следить за всеми процессами и контролировать их, чтобы заказчик мог производить обработку как можно быстрее без ущерба для срока службы инструмента.
Эксперименты, аналогичные тем, которые использовались при испытаниях на стойкость инструмента, были использованы для определения влияния переменных обработки и литья на скорость износа инструмента.И снова цель экспериментов состояла в том, чтобы оптимизировать эти переменные для получения большего количества обрабатываемых марок без изменения основных механических или металлургических свойств металла. За счет управления критическими параметрами обработки, которые, как было установлено, влияют на обрабатываемость, скорость износа инструмента при 650 sfm упала с 103 мил / дюйм3 до менее 73 мил / дюйм3.
Окончательная стоимость обработанной детали зависит от цены сырья и затрат на его обработку. Простые затраты на механическую обработку можно рассчитать, разделив стоимость механического цеха в долларах в час на количество деталей, производимых в час.Стоимость материалов — это просто вес используемого сырья, умноженный на его стоимость в долларах за фунт. Важно понимать соотношение затрат на сырье и обработку в конечной стоимости детали, чтобы получить представление об общей экономии затрат на детали.
| Начальная стоимость: | Стоимость после увеличения обрабатываемости на 20%: | ||
| Затраты на обработку: (50 долларов США / час) / (5 частей / час) = 10 долларов США / часть Затраты на материалы: Общая стоимость = 15 долларов США / часть | Затраты на обработку: (50 долларов в час) / (6 деталей в час) = 8,33 доллара за деталь Затраты на материалы: Общая стоимость = 13,33 $ / часть | ||
Например, предположим, что пять деталей обрабатываются в час в цехе с производительностью 50 долларов в час, и на каждую деталь используется 5 долларов материала. Первоначальная стоимость материала и обработки составляет 15 долларов США за деталь с разбивкой затрат на обработку 67% и материал 33%.Если бы можно было обрабатывать одну дополнительную деталь в час — повышение обрабатываемости на 20 процентов — стоимость детали упала бы до 13,33 доллара США из-за повышения производительности. Расчеты показаны вверху предыдущей страницы
Наконец, выбор «лучшей» марки непрерывного чугуна в качестве замены углеродистой стали зависит от требований к свойствам материала для данной области применения. Из-за узелков графита прочность на растяжение высокопрочного чугуна несколько ниже, чем у углеродистых сталей с аналогичной матрицей.Однако в случаях, когда свойства непрерывной чугунной прутковой заготовки подходят для данной области применения, потенциальная экономия средств за счет возможности увеличения скорости обработки и количества деталей, производимых за данный период времени, делает ее все более привлекательной альтернативой стали.
Например, показанная выше гидравлическая втулка была преобразована из стали 1144 в пруток из высокопрочного чугуна 65-45-12, что привело к снижению затрат на 30%. Пруток из ковкого чугуна стоит немного больше за фунт, чем стальной, однако пользователь смог увеличить скорость поворота с 650 до 1400 футов в минуту.Время цикла было сокращено на 2 минуты без разницы в сроке службы инструмента. Никаких других параметров обработки заказчику менять не пришлось. Если у вас есть аналогичные детали, вам будет выгодно изучить, как переход на современный чугун может помочь вашей прибыли.
Улучшенный токарный инструмент для чугуна
Лео Раковски
Успехи в обработке чугуна никоим образом не ограничиваются улучшением материала. Производители режущего инструмента предлагают изделия, разработанные специально для обработки чугуна на более высоких скоростях и подачах, чтобы значительно сократить время цикла.
Например, твердосплавные пластины с покрытием KO5A от Sandvik Coromant разработаны для оптимальной работы на самых высоких скоростях при черновой и чистовой обработке чугуна с шаровидным графитом. Испытания обычно показывают увеличение производительности до 25 процентов за счет более высоких скоростей и большей стойкости инструмента по сравнению с другими твердосплавными пластинами с покрытием. Этот сплав отличается очень твердой подложкой из карбида вольфрама с превосходным сопротивлением пластической деформации и покрытием TiCN / Al2O3 / TiN MT-CVD толщиной 9 микрометров с повышенной стойкостью к отслаиванию.
Дарвел Хансен, директор по управлению продукцией Sandvik Coromant, объясняет, что фирмы, обрабатывающие чугун, могут обрабатывать чугун на привычных скоростях и получить от KO5A увеличение срока службы инструмента на 20–50 процентов. «Но реальная экономия средств не в этом», — спешит он добавить. «Пользователям необходимо увеличить скорость резания, чтобы в полной мере использовать потенциал производительности пластины».
Роджер Грей, специалист по разработке сплавов Sandvik Coromant, приводит пример компании, которая обращалась и вращала чугунный водило GS500 со скоростью и подачей 760 футов в минуту и 0.014 ipr и получение 20 деталей на кромку с твердосплавной пластиной с покрытием. Перейдя на пластину Sandvik KO5A, компания смогла обработать деталь со скоростью 840 футов в минуту (та же скорость подачи) и получить 26 деталей на кромку — это примерно на 10% быстрее и примерно на 25% больше деталей на кромку. «Это хороший пример, потому что пользователь смог добиться значительного улучшения по сравнению с уже приемлемой скоростью резания», — отмечает г-н Грей.
«Повышение производительности — это не просто увеличение скорости резания», — сказал г-н.Грей продолжает. «Наша пластина доступна с геометрией Wiper, которая позволяет пользователям обрабатывать чугунные детали со значительно более высокой подачей, что сокращает время цикла, но при этом обеспечивает хорошее качество поверхности. По ряду причин многие детали невозможно обработать быстрее. В таких случаях увеличение скорости подачи с использованием технологии Wiper может привести к большему увеличению производительности, чем увеличение скорости резания ».
Г-н Хансен добавляет, что на режущие инструменты в настоящее время приходится около 3% общих производственных затрат, и что увеличение срока службы инструмента на 50% снижает общие затраты только на 1%.Однако увеличение скорости резания или подачи на 20% может привести к снижению общих затрат на 15%. Таким образом, ключом к большей экономии является приобретение таких инструментов, как KO5A, которые могут работать при более высоких скоростях и подачах, а также их использование на более высоких скоростях и подачах для получения большего количества деталей за меньшее время.
Металлография чугуна Insight
Трудности металлографической подготовки чугуна
Основная задача при изготовлении образцов чугуна — сохранить графит в его первоначальной форме и размере, чтобы гарантировать правильное отображение микроструктуры чугуна.
Рис. 4: Серый чугун с чешуйчатым графитом, недостаточная полировка (Mag: 200x)
Рис. 5: Серый чугун с чешуйчатым графитом, с правильной полировкой (Mag: 200x)
Изображение под микроскопом графита видна двумерно. Однако на самом деле он трехмерный. Это означает, что определенный процент графита во время шлифовки и полировки режется очень мелко и лишь слабо удерживается в матрице. Следовательно, всегда существует вероятность того, что графит не может быть полностью удержан, особенно очень большие хлопья или скопления хлопьев.В результате графитовая фаза не всегда может хорошо удерживаться или полироваться.
В ковких чугунах графит существует в форме розеток или отпущенного углерода. Это рыхлая форма графита, и ее особенно трудно удерживать во время металлографической подготовки.
Распространенная ошибка подготовки — недостаточное удаление смазанного металла матрицы после шлифования, которое может скрыть истинную форму и размер графита. Это особенно характерно для ферритных и аустенитных чугунов, склонных к деформации и царапинам.Для этих материалов очень важны тщательная алмазная обработка и окончательная полировка.
Большинство стандартных микроскопических проверок чугунов выполняется при увеличении в 100 раз, в результате чего графит кажется черным. Однако требуется большее увеличение, чтобы проверить, полностью ли удерживается углерод, поскольку хорошо отполированный графит имеет серый цвет.
Рис. 6: Недостаточная полировка оставляет графитовые узелки, покрытые размазанным металлом, протравленным 3% ниталем (Mag: 200x)
Рис.7: Правильная полировка показывает форму и размер графитовых узелков, подходящих для оценки, протравленный 3% нитал (Mag: 200x)
Рис.8: Хорошо отполированные чешуйки графита (магн. 500x)
| Инженерное дело360
Чугуны — это большая группа сплавов черных металлов, которые содержат большое количество углерода и затвердевают с эвтектикой (химический карбид, который затвердевает при более низкой температуре). Они производятся из чугуна и в основном легированы углеродом и кремнием.
Температуры плавления у них заметно ниже, чем у стали. Расплавленный чугун более текуч, чем расплавленная сталь, и менее вступает в реакцию с формовочными материалами, что делает его идеальным для литья. Чугун, который часто называют дешевым, грязным и хрупким металлом, сегодня привлекает гораздо больше внимания и используется из-за его обрабатываемости, легкого веса, прочности, износостойкости и демпфирующих свойств.
Типы
Существует четыре основных типа чугуна: белый чугун, серый чугун, ковкий чугун и ковкий чугун.
Белый чугун содержит большой процент эвтектических карбидов, повышающих твердость за счет прочности. Присутствие различных карбидов, полученных легированием, делает белое чугун чрезвычайно твердым и стойким к истиранию, но при этом очень хрупким.
Серый чугун характеризуется микроструктурой графита, из-за которой изломы материала приобретают серый цвет. Это наиболее часто используемый чугун. Чешуйчатая форма графита в сером чугуне влияет на его механические свойства.Чешуйки графита могут действовать как концентраторы напряжения, которые могут преждевременно вызвать локализованную пластичность и вызвать разрушение матрицы. В результате серый чугун не проявляет упругих свойств и разрушается при растяжении без значительной пластической деформации, но придает ему превосходную обрабатываемость, демпфирующие характеристики и самосмазывающиеся свойства.
Ковкий чугун , также называемый чугуном с шаровидным графитом, содержит небольшое количество магния или церия, добавленного к этим сплавам для замедления роста выделений графита.Благодаря времени и контролю это позволяет углю отделяться в виде сфероидальных частиц во время затвердевания. Свойства аналогичны ковкому чугуну, но можно отливать детали с большим сечением.
Ковкий чугун отливают как карбидный чугун, и для преобразования карбида в графит используется термообработка отжигом. Графит существует в более сферической форме в ковком чугуне, что придает ему пластичность и прочность, аналогичную литой низкоуглеродистой стали. Образование карбида вызывает усадку чугуна, и, таким образом, процесс литья требует большего поля, чем желаемый выход.
Технические характеристики
Выбор металлических сплавов требует анализа требуемых размеров и технических характеристик. Размеры, которые следует учитывать, включают:
- Наружный диаметр (OD)
- Внутренний диаметр (ID)
- Общая длина
- Общая толщина
Другие важные характеристики (в зависимости от области применения) включают форму продукта, предел прочности, предел текучести, точку плавления, проводимость, коррозионную стойкость, пластичность и пластичность.