Cталь 45 механические, технологические, физические свойства, химический состав. Сталь 45 круг стальной пруток,сталь 45 шестигранник,сталь 45 лист стальной
Справочная информация
Характеристика материала сталь 45| Марка стали | сталь 45 |
| Заменитель стали | сталь 40Х, сталь 50, сталь 50Г2 |
| Классификация стали | Сталь конструкционная углеродистая качественная |
| ГП «Стальмаш» поставляет следующие виды металлопроката сталь 45: круг ст 45 ГОСТ 2590-2006 круг (пруток) горячекатаный круг ст 45 ГОСТ 7417-75 круг (пруток) калиброванный круг ст 45 ГОСТ 14955-77 круг (пруток) со спецотделкой поверхности (серебрянка) шестигранник ст 45 ГОСТ 2879-2006 шестигранник горячекатаный шестигранник ст 45 ГОСТ 8560-78 шестигранник калиброванный лист ст 45 ГОСТ 19903-74 прокат листовой горячекатаный | |
вал-шестерни, коленчатые и распределительные валы, шестерни, шпиндели, бандажи, цилиндры, кулачки и другие нормализованные, улучшаемые и подвергаемые поверхностной термообработке детали, от которых требуется повышенная прочность. | |
Химический состав в % материала сталь 45
| C | Si | Mn | Ni | S | P | Cr | Cu | As |
| 0.42 — 0.5 | 0.17 — 0.37 | 0.5 — 0.8 | до 0.25 | до 0.04 | до 0.035 | до 0.25 | до 0.25 | до 0.08 |
Температура критических точек материала сталь 45
| Ac1 = 730 , Ac3(Acm) = 755 , Ar3(Arcm) = 690 , Ar1 = 780 , Mn = 350 |
Механические свойства при Т=20oС материала сталь 45
| Сортамент | Размер | Напр. | sв | sT | d5 | y | KCU | Термообр. |
| — | мм | — | МПа | МПа | % | % | кДж / м2 | — |
| Лист горячекатан. | 80 | 590 | | 18 | Состояние поставки | |||
| Полоса горячекатан. | 6 — 25 | 600 | 16 | 40 | Состояние поставки | |||
| Поковки | 100 — 300 | 470 | 245 | 19 | 42 | 390 | Нормализация | |
| Поковки | 300 — 500 | 470 | 245 | 17 | 35 | 340 | Нормализация | |
| Поковки | 500 — 800 | 470 | 245 | 15 | 30 | 340 | Нормализация |
| Твердость материала сталь 45 горячекатанного отожженного , | HB 10 -1 = 170 МПа |
| Твердость материала сталь 45 калиброванного нагартованного , | HB 10 -1 = 207 МПа |
Физические свойства материала сталь 45
| T | E 10— 5 | a 10 6 | l | r | C | R 10 9 |
| Град | МПа | 1/Град | Вт/(м·град) | кг/м3 | Дж/(кг·град) | Ом·м |
| 20 | 2 | 7826 | ||||
| 100 | 2. | 11.9 | 48 | 7799 | 473 | |
| 200 | 1.93 | 12.7 | 47 | 7769 | 494 | |
| 300 | 1.9 | 13.4 | 44 | 7735 | 515 | |
| 400 | 1.72 | 14.1 | 41 | 7698 | 536 | |
| 500 | 14. 6 6 | 39 | 7662 | 583 | ||
| 600 | 14.9 | 36 | 7625 | 578 | ||
| 700 | 15.2 | 31 | 7587 | 611 | ||
| 800 | 27 | 7595 | 720 | |||
| 900 | | 26 | 708 | |||
| T | E 10— 5 | a 10 6 | l | r | C | R 10 9 |
Технологические свойства материала сталь 45
| Свариваемость: | трудносвариваемая.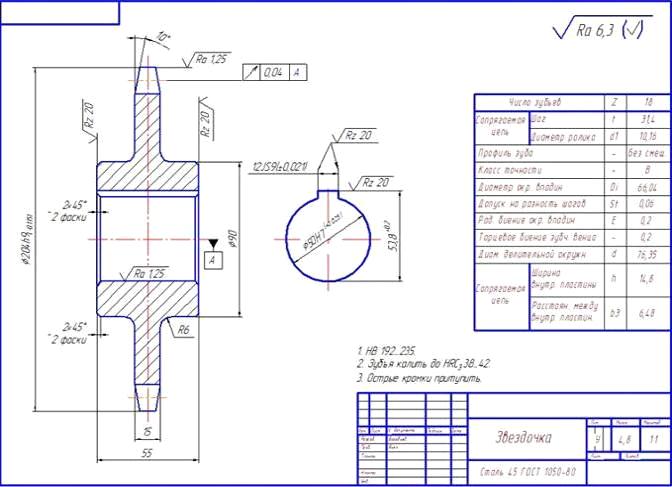 |
| Флокеночувствительность: | малочувствительна. |
| Склонность к отпускной хрупкости: | не склонна. |
Зарубежные аналоги материала сталь 45Внимание! Указаны как точные, так и ближайшие аналоги.
| США | Германия | Япония | Франция | Англия | Евросоюз | Италия | Бельгия | Испания | Китай | Швеция | Болгария | Венгрия | Польша | Румыния | Чехия | Австрия | Австралия | Швейцария | Юж.Корея | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| — | DIN,WNr | JIS | AFNOR | BS | EN | UNI | NBN | UNE | GB | SS | BDS | MSZ | PN | STAS | CSN | ONORM | AS | SNV | KS | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
 0503
0503 1191
1191Обозначения:
| Механические свойства : | |
| sв | — Предел кратковременной прочности , [МПа] |
| sT | — Предел пропорциональности (предел текучести для остаточной деформации), [МПа] |
| d5 | — Относительное удлинение при разрыве , [ % ] |
| y | — Относительное сужение , [ % ] |
| KCU | — Ударная вязкость , [ кДж / м2] |
| HB | — Твердость по Бринеллю , [МПа] |
Физические свойства : | |
| T | — Температура, при которой получены данные свойства , [Град] |
| E | — Модуль упругости первого рода , [МПа] |
| a | — Коэффициент температурного (линейного) расширения (диапазон 20o — T ) , [1/Град] |
| l | — Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)] |
| r | — Плотность материала , [кг/м3] |
| C | — Удельная теплоемкость материала (диапазон 20o — T ), [Дж/(кг·град)] |
| R | — Удельное электросопротивление, [Ом·м] |
Свариваемость : | |
| без ограничений | — сварка производится без подогрева и без последующей термообработки |
| ограниченно свариваемая | — сварка возможна при подогреве до 100-120 град. и последующей термообработке и последующей термообработке |
| трудносвариваемая | — для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 град. при сварке, термообработка после сварки — отжиг |
Закалка и отпуск стали 45: твердость, HRC, режимы, технология
Влияние термической обработки на качество
Сталь в исходном состоянии представляет собой довольно пластичную массу и поддается обработке путём деформирования. Ее можно ковать, штамповать, вальцевать.
Для изменения механических свойств и достижения необходимых качеств применяется термическая обработка металла. Суть термической или тепловой обработки заключается в применении совокупности операций по нагреву, выдержке и охлаждению твердых металлических сплавов. В результате такой обработки сплав изменяет свою внутреннюю структуру и приобретает определенные, необходимые производителю и потребителю, свойства.
Критические точки
Критические точки — это температуры, при которых изменяется структура стали и ее фазовое состояние. Вычислены в 1868 году русским металлургом и изобретателем Дмитрием Константиновичем Черновым, поэтому иногда их называют точками Чернова.
Обозначают такие точки буквой А. Нижняя точка А1 соответствует температуре, при которой аустенит превращается в перлит при охлаждении или перлит в аустенит при нагреве. Точка А3 — верхняя критическая точка, соответствующая температуре, при которой начинается выделение феррита при охлаждении или заканчивается его растворение при нагреве.
Если критическая точка определяется при нагреве, то к букве «А» добавляется индекс «с», а при охлаждении — индекс «r».
Для данной стали определена следующая температура критических точек:
- 743*С — Ас1;
- 815*С — Ас3;
- 730*C — Аr3;
- 693*C — Ar1.
Алгоритм термообработки стали и сплавов:
- отжиг:
- закалка;
- отпуск;
- нормализация;
- старение;
- криогенная обработка.

Термообработка для стали 40х. Характеристика температурного режима в соответствии с требованиями ГОСТ 4543–71:
- закалка стали 40х в масляной среде при температуре 860*С;
- отпуск в воде или масле при температуре 500*С.
В результате такой термической обработки данная сталь приобретает повышенную твердость (число твердости НВ не более 217), высокий предел прочности при разрыве (980 Н/м2) и ударную вязкость 59 Дж/см2.
Предел текучести
Говоря о механических свойствах, нужно обязательно упомянуть о такой важной характеристике, как предел текучести. Если приложенная нагрузка слишком велика, то конструкция или ее детали начинают деформироваться и в металле возникают не упругие (полностью исчезающие, обратимые), а пластические (необратимые остаточные) деформации
Говоря другими словами, металл «течет».
Предел текучести — это граница между упругими и упругопластическими деформациями. Значение предела текучести зависит от множества факторов: режима термической обработки, наличия примесей и легирующих элементов в стали, микроструктуры и типа кристаллической решетки, температуры.
В металловедении различают понятия физического и условного предела текучести.
Физический предел текучести — это такое значение напряжения, при котором деформация испытываемого образца увеличивается без увеличения приложенной нагрузки. В справочниках эта величина обозначается σт и для марки 40х ее значение не менее 785 Н/мм2 или 80 КГС/мм2.
Следует отметить, что пластические (необратимые) деформации появляются в металле не мгновенно, а нарастают постепенно, с увеличением приложенной нагрузки. Поэтому, с точки зрения технологии, уместнее применение термина «условный (технический) предел текучести».
Условным (или техническим) пределом текучести называется напряжение, при котором опытный образец получает пластическое (необратимое) удлинение своей расчетной длины на 0.2%. В таблицах эта величина обозначается как σ 0,2 и для стали 40х составляет:
- при температуре от 101 до 200*С — 490 МПа;
- при температуре от 201 до 300*С — 440 МПа;
- при температуре от 301 до 500*С — 345 МПа.
Термообработка стали 45
Термообработка стали 45, так же как и термическая обработка любой другой марки стали выполняется для улучшения технических характеристик данного материала. Такая обработка подразумевает первоначальный нагрев металла и последующее его охлаждение. Собственно, в зависимости от времени нагрева материала и скорости охлаждения, термообработка стали 45 и других марок подразделяется на 3 последовательно выполняемых операции:
- Отжиг стали 45
- Закалка стали 45
- Отпуск стали 45
Отжиг стали 45 — это нагрев материала в специальной печи до очень высокой температуры и последующее его охлаждение, которое выполняется естественным образом, то есть вместе с печью. Существует отжиг первого рода, при котором нагрев идет до критических значений, но не превышает их. Также существует и отжиг второго рода, при котором температура уже превышает критическую отметку и приводит к некоторым изменениям в структуре.
Так или иначе, любой из данных способов позволяет избавиться от неоднородности состава, а также снять внутреннее напряжение материала и достичь зернистой структуры. Кроме того, проведение отжига стали 45 поможет снизить твердость сплава, что значительно облегчит в дальнейшем процесс переработки. Примечательно, что отжиг второго рода подразделяется на несколько следующих категорий, различающихся по их назначению и исполнению:
- диффузионный отжиг
- полный отжиг
- неполный отжиг
- изотермический отжиг
- рекристализационный
Как правило, для углеродистых сталей применяется полный отжиг. Суть данной технологии состоит в том, что заготовки нагреваются до температуры, которая превышает критическую отметку (верхняя точка Ас3) примерно на значение от +30°С до +50°С. После этого сталь 45 охлаждают с медленной скоростью от +150°С до +200°С до тех пор, пока ее температура не сравняется со значением температуры в рабочем интервале от +500°С до +550°С.
Кстати говоря, при отжиге первого и второго рода охлаждение материала происходит в печи, в которой был произведен нагрев. Если же процесс охлаждения производят уже на открытом воздухе, то такая технология будет называться не отжиг стали 45, а нормализация. Поскольку при нормализации стали охлаждение происходит быстрее, перлит получает тонкое строение и наибольшую твердость. Поэтому нормализованная сталь тверже отожженной.
Основные характеристики стали 45
Любой сплав имеет свои отличительные характеристики, определенный химический состав, ряд заменителей, функциональное предназначение.
Марки 40, 45, 50 выделяются высокими показателями прочности, имея при этом небольшую вязкость и пластичность. Поскольку механические свойства марки и 45 идентичны маркам 40 и 50, эти стали являются взаимозаменяемыми.
Химический состав и свойства
Химическими составляющими сплава помимо железа и углерода являются и ряд других элементов, количество которых малосущественно. Процентное отношение химических составляющих стали 45:
Процентное отношение химических составляющих стали 45:
- Железо (Fe) — около 97%.
- Углерод (C) — 0,42—0,5%.
- Марганец (Mn) — 0,5—0,8%.
- Кремний (Si) — 0,17—0,37%.
- Никель (Ni) — не больше 0,25%.
- Хром (Cr) — не больше 0,25%.
- Медь (Cu) — не больше 0,25%.
- Мышьяк (As) — не больше 0,08%.
- Сера (S) — не больше 0,04%.
- Фосфор (P) — не больше 0,035%.
От химического состава стали и структуры напрямую зависят ее химические свойства. Все элементы входящие в состав условно делятся на полезные и вредные. Процесс добавления полезных примесей носит название легирование. Если расшифровать маркировку 45х, то становится ясно что сплав содержит добавление хрома, 45 г — марганца.
Основные химические свойства материала:
- степень окисления:
- устойчивость к коррозии;
- жароустойчивость;
- жаропрочность.
Механические характеристики
Для анализа и контролирования свойств стали используют различные методы их определения. К примеру, критерии прочности и пластичность определяют опытным путем, образцы растягивают до разрыва. Твердость сплавов фиксируют измеряя противодействие материала при влиянии на его поверхность твердого элемента, например, алмазного наконечника. Вязкость — ударными испытаниями специальных образцов.
К примеру, критерии прочности и пластичность определяют опытным путем, образцы растягивают до разрыва. Твердость сплавов фиксируют измеряя противодействие материала при влиянии на его поверхность твердого элемента, например, алмазного наконечника. Вязкость — ударными испытаниями специальных образцов.
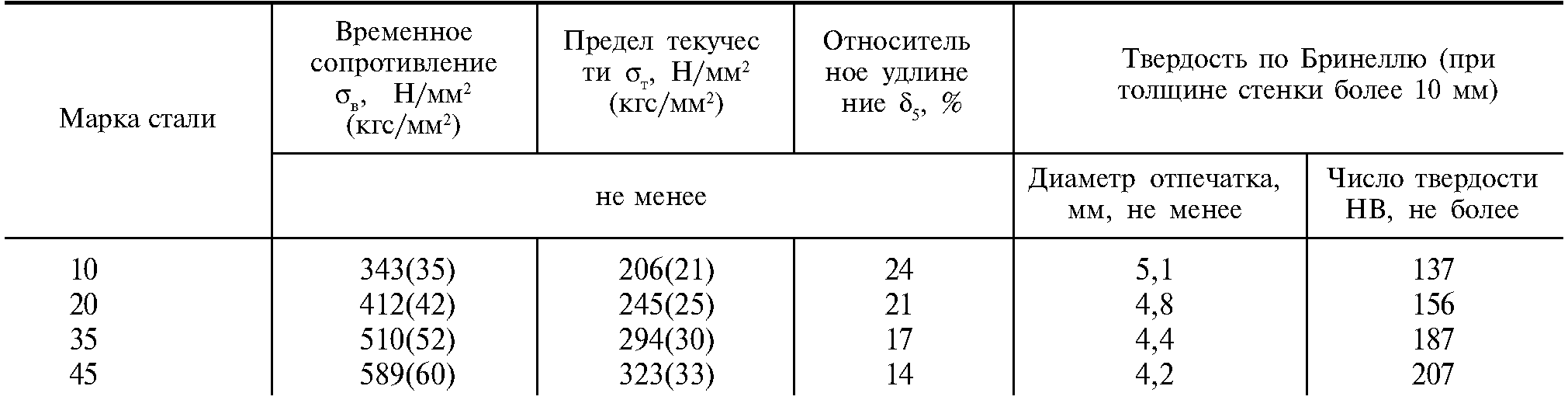
Механические свойства и характеристики стали 45 (при t=20C).
Прочность — способность сплава выносить внешние нагрузки, не подвергаясь при этом разрушениям внутри. Характеризуется величинами: предел прочности, sв и предел текучести стали 45, sT .
- труба — ГОСТ 8731–87 , sв =588 МПа, sT =323 МПа;
- прокат — ГОСТ 1050–88 , sв=600 МПа, sT =355 МПа;
- прокат отожженный — ГОСТ 1050–88 , sв =540 МПа.
Твердость — способность сплава оказывать сопротивление при воздействии твердых тел. Характеризуется величинами: твердость по Н. В. Бринеллю 10—1 , по Роквеллу HRC . Для марки 45 в состоянии поставки:
- труба — ГОСТ 8731–87 , HB 10—1 = 207 МПа;
- прокат — ГОСТ 1050–88 , HB 10—1 = 229 МПа;
- прокат отожженка — ГОСТ 1050–88 , HB 10—1 = 207 МПа.
Пластичность — возможность сплава видоизменять свою форму под влиянием нагрузки и восстанавливать ее по окончании воздействия. Характеризуется величиной, относительное удлинение при разрыве, δ5 :
- труба — ГОСТ 8731–87 , δ5 =14%;
- прокат — ГОСТ 1050–88 , δ5 =16%;
- прокат отожженка — ГОСТ 1050–88 — δ5 =13%.
Ударная вязкость — способность материала сопротивляться динамическим воздействиям нагрузки, KCU [ кДж / м2].
Физические свойства
К физическим характеристикам стали относятся: плотность, коэффициент теплового расширения, теплопроводность, модуль упругости, удельная теплоемкость и электропроводность.
Металлические сплавы имеют высокие показатели плотности, теплоемкости и электрической проводимости. Рассмотрим физические свойства марки 45 (при t=20C).
Плотность или удельный вес — масса вещества на единицу объема, плотность стали 45 ГОСТ 1050–88 ρ=7826—7595 кг/м3.
Коэффициент линейного теплового расширения количественно равен относительной перемене линейных размеров вещества при росте (понижении) температуры в сплаве на 1 градус Цельсия, α (1/град).
Теплопроводность вещества — способность отдавать количество тепла от более прогретого участка к менее прогретому. Характеризуется величиной коэффициента теплопроводности, λ [Вт/(м·град)].
Под модулем Юнга подразумевается физическая величина, которая косвенно отображает возможности стали противостоять продольным деформациям (растяжению или сжатию)
Эта величина указывает на жесткость материала и является важной физической особенностью, E 10—5=2 МПа;. Удельная теплоемкость — количество тепла, необходимое для нагрева 1 килограмма вещества на 1 градус Цельсия, Ϲ [Дж/(кг·град)
Удельная теплоемкость — количество тепла, необходимое для нагрева 1 килограмма вещества на 1 градус Цельсия, Ϲ [Дж/(кг·град).
Электропроводность — способность материала быть проводником электрического тока. Характеризуется величиной удельного электрического сопротивления, Ṛ .
https://www.youtube.com/watch?v=qbg1nU99OBYhttps ://www.youtube.com/watch?v=L3w8hfcBXW8
 youtube.com/embed/M4X2j0rEQ9M?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/M4X2j0rEQ9M?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Достоинства и недостатки
Закалка деталей с помощью ТВЧ обладает как достоинствами, так и недостатками. К достоинствам можно отнести следующее:
- После закалки ТВЧ у детали сохраняется мягкой середина, что существенно повышает ее сопротивление пластической деформации.
- Экономичность процесса закалки деталей ТВЧ связана с тем, что нагревается только поверхность или зона, которую необходимо закалить, а не вся деталь.
- При серийном производстве деталей необходимо настроить процесс и далее он будет автоматически повторяться, обеспечивая необходимое качество закалки.
- Возможность точно рассчитать и регулировать глубину закаленного слоя.
- Непрерывно-последовательный метод закалки позволяет использовать оборудование малой мощности.
- Малое время нагрева и выдержки при высокой температуре способствует отсутствию окисления обезуглероживания верхнего слоя и образования окалины на поверхности детали.
- Быстрый нагрев и охлаждение не дают большого коробления и поводок, что позволяет уменьшить припуск на чистовую обработку.
https://youtube.com/watch?v=IjuKarv04Ec
Но индукционные установки экономически целесообразно применять только при серийном производстве, а для единичного производства покупка или изготовление индуктора невыгодно. Для некоторых деталей сложной формы производство индукционной установки очень сложно или невозможно получить равномерность закаленного слоя. В таких случаях применяют другие виды поверхностных закалок, например, газопламенную или объемную закалку.
Для некоторых деталей сложной формы производство индукционной установки очень сложно или невозможно получить равномерность закаленного слоя. В таких случаях применяют другие виды поверхностных закалок, например, газопламенную или объемную закалку.
Физические характеристики
Почти все физические свойства металлов прямо или обратно пропорционально зависят от температуры. Такие показатели, как удельное сопротивление, коэффициент линейного расширения и удельная теплоемкость возрастают с ростом температуры, а плотность стали, ее модуль упругости и коэффициент теплопроводности, наоборот, падают при увеличении температуры.
Еще одна физическая характеристика, называемая массой, не зависит практически ни от чего. Образец можно подвергать термической обработке, охлаждать, обрабатывать, придавать ему различную форму, а масса при этом будет оставаться величиной неизменной.
Физические показатели всех известных марок отечественных сталей и сплавов, в том числе и описываемой марки, сведены в таблицы и размещены в справочниках по металловедению.
Рекомендации при выборе
Сталь 65г совсем не поддаётся свариванию. При изготовлении изделий следует учитывать это свойство.
Также нужно помнить, что материал чаще всего применяется для спортивного холодного оружия. Это обусловлено хорошей стойкостью к ударам при одновременной низкой стоимостью исходного материала. Это позволяет иметь в наличии снаряды при небольших материальных затратах.
Нож сделанный из стали 65Г.
Ножи из 65г не рекомендуется использовать в хозяйственных целях, например, на кухне, где постоянная сырость. Чтобы режущие инструменты, изготовленные из этой марки, не покрывались ржавчиной, их необходимо хранить в сухих помещениях. Масляное покрытие защитит клинки от коррозии.
Зачем проводить закалку?
В последнее время закалка все чаще проводится для того, чтобы повысить твердость поверхность для повышения срока службы детали. Если закалка прошла правильно, ее результатом станет:
- Существенно повышается прочность и твердость. Для того чтобы поверхность зуба зубчатого колеса не деформировалось при воздействии нагрузки выполняется рассматриваемая процедура. Также пружины и рессоры могут выдерживать большие нагрузки по причине существенного повышения прочности путем изменения структуры при сильном нагреве и быстром охлаждении материала.
- Повышается износостойкость поверхности. Несмотря на хорошие эксплуатационные качества стали, при ее использовании для изготовления деталей, используемых в машиностроении, авиастроении, есть вероятность быстрого износа из-за возникающей силы трения при контакте. Существенно повысить срок службы деталей можно путем изменения начальной структуры металла.
- Современные методы проведения рассматриваемого процесса позволяют улучшить качества только поверхности детали, сердцевина, ее вязкость, остается неизменной. Этот момент определяет то, что прочность, твердость и износостойкость повышаются без проявления хрупкости, то есть получаемая деталь также имеет хорошую пластичность, может выдерживать продольную нагрузку.
 Для того чтобы поверхность зуба зубчатого колеса не деформировалось при воздействии нагрузки выполняется рассматриваемая процедура. Также пружины и рессоры могут выдерживать большие нагрузки по причине существенного повышения прочности путем изменения структуры при сильном нагреве и быстром охлаждении материала.
Для того чтобы поверхность зуба зубчатого колеса не деформировалось при воздействии нагрузки выполняется рассматриваемая процедура. Также пружины и рессоры могут выдерживать большие нагрузки по причине существенного повышения прочности путем изменения структуры при сильном нагреве и быстром охлаждении материала.
Качество проводимой закалки зависит от скорости нагрева и правильности выбора температуры, времени выдержки и охлаждения. При этом наиболее важным параметром можно назвать температуру нагрева и скорость охлаждения, так как они определяют твердость, прочность металла. Закалка является сложным технологически процессом, для реализации которого нужно специальное оборудование и определенные навыки в проведении подобной работы.
Сталь 45 твердость после нормализации
Применение углеродистой конструкционной Стали 45 при производстве редукторов и цепных звёздочек.
Сталь 45. Применение в производстве.
Сталь 45 относится к конструкционным углеродистым качественным сталям. Благодаря высокой выносливости и терпимости к значительным перепадам температуры, сталь 45 применяется при производстве редукторов. Из данной стали изготавливают валы-шестерни и зубчатые колёса для таких массовых изделий из нашего каталога, как редукторы РМ-250, РМ-350, РМ-400, РМ-500 и РМ-850. Сталь 45 является относительно дешёвым металлом, что позволяет производить из неё и цепные приводные звёздочки. После соответствующей термообработки звездочки для цепей ПР-25,4, ПР-31,75, ПР-38,1, ПР-44,45 и ПР-50,8 обеспечивают долгую работоспособность цепного привода.
Из данной стали изготавливают валы-шестерни и зубчатые колёса для таких массовых изделий из нашего каталога, как редукторы РМ-250, РМ-350, РМ-400, РМ-500 и РМ-850. Сталь 45 является относительно дешёвым металлом, что позволяет производить из неё и цепные приводные звёздочки. После соответствующей термообработки звездочки для цепей ПР-25,4, ПР-31,75, ПР-38,1, ПР-44,45 и ПР-50,8 обеспечивают долгую работоспособность цепного привода.
Химический состав стали.
Хотя основной долей в составе Стали 45 обладает железо (Fe) – до 97%, но определяющим показателем марки является углерод (C), его доля составляет 0,42 – 0,5%. Именно это число обозначается в маркировке стали. Приведём полный химический состав:
- железо (Fe) – до 97%;
- углерод (С) – от 0,42 до 0,5%;
- кремний (Si) – от 0,17 до 0,37%;
- хром (Cr) – до 0,25%;
- марганец (Mn) – 0,5 – 0,8%;
- никель (Ni) – до 0,25%;
- медь (Cu) – до 0,25%;
- фосфор (P) – до 0,035%;
- сера (S) – до 0,04%;
- мышьяк (As) – 0,08.
Малое процентное содержание хрома и никеля определяет подверженность изделий из Стали 45 коррозии, что необходимо учитывать при техническом обслуживании и смазке редукторов и цепных звёздочек.
Сталь 45 ГОСТ.
Сталь 45 применяется в качестве заготовки для самых разнообразных изделий. В зависимости от формы, весь металлопрокат регламентируется ГОСТами. Подробнее:
- Сортовой прокат, в том числе фасонный – ГОСТ 1050-74, ГОСТ 2590-71, ГОСТ 2591-71, ГОСТ 2879-69, ГОСТ 8509-86, ГОСТ 8510-86, ГОСТ 8239-72, ГОСТ 8240-72, ГОСТ 10702-78.
- Калиброванный пруток ГОСТ 1050-74, ГОСТ 7414-75, ГОСТ 8559-75, ГОСТ 8560-78, ГОСТ 10702-78.
- Лист толстый ГОСТ 1577-81, ГОСТ 19903-74.
- Лист тонкий ГОСТ 16523-70.
- Лента ГОСТ 2284-79.
- Полоса ГОСТ 1577-81, ГОСТ 103-76, ГОСТ 82-70.
- Проволока ГОСТ 17305-71, ГОСТ 5663-79.
- Поковки и кованые заготовки ГОСТ 8479-70, ГОСТ 1131-71.
- Трубы ГОСТ 8732-78, ГОСТ 8733-87, ГОСТ 8734-75, ГОСТ 8731-87, ГОСТ 21729-78.
Сталь 45. Механические свойства.
Механические характеристики при повышенных температурах
| t испытания, °C | s0,2, МПа | sB, МПа | d5, % | d, % | y, % | KCU, Дж/м2 |
| Нормализация | ||||||
| 200 | 340 | 690 | 10 | 36 | 64 | |
| 300 | 255 | 710 | 22 | 44 | 66 | |
| 400 | 225 | 560 | 21 | 65 | 55 | |
| 500 | 175 | 370 | 23 | 67 | 39 | |
| 600 | 78 | 215 | 33 | 90 | 59 | |
| Образец диаметром 6 мм и длиной 30 мм, кованый и нормализованный. Скорость деформирования 16 мм/мин. Скорость деформации 0,009 1/с. | ||||||
| 700 | 140 | 170 | 43 | 96 | ||
| 800 | 64 | 110 | 58 | 98 | ||
| 900 | 54 | 76 | 62 | 100 | ||
| 1000 | 34 | 50 | 72 | 100 | ||
| 1100 | 22 | 34 | 81 | 100 | ||
| 1200 | 15 | 27 | 90 | 100 | ||
Механические свойства проката
| Термообработка, состояние поставки | Сечение, мм | sB, МПа | d5, % | d4, % | y, % |
| Сталь горячекатаная, кованая, калиброванная и серебрянка 2-й категории после нормализации | 25 | 600 | 16 | 40 | |
| Сталь калиброванная 5-й категории после нагартовки | 640 | 6 | 30 | ||
| Сталь калиброванная и калиброванная со специальной отделкой после отпуска или отжига |
| Режим термической обработки | Температура нагрева, 0 С | Продолжительность нагрева, мин | Продолжительность выдержки, мин | Охлаждающая среда | HRC | HB |
| Сталь 45 | ||||||
| Отжиг Нормализация Закалка Отпуск Отпуск Отпуск | ||||||
| Сталь У10 | ||||||
| Отжиг Нормализация Закалка Отпуск Отпуск Отпуск |
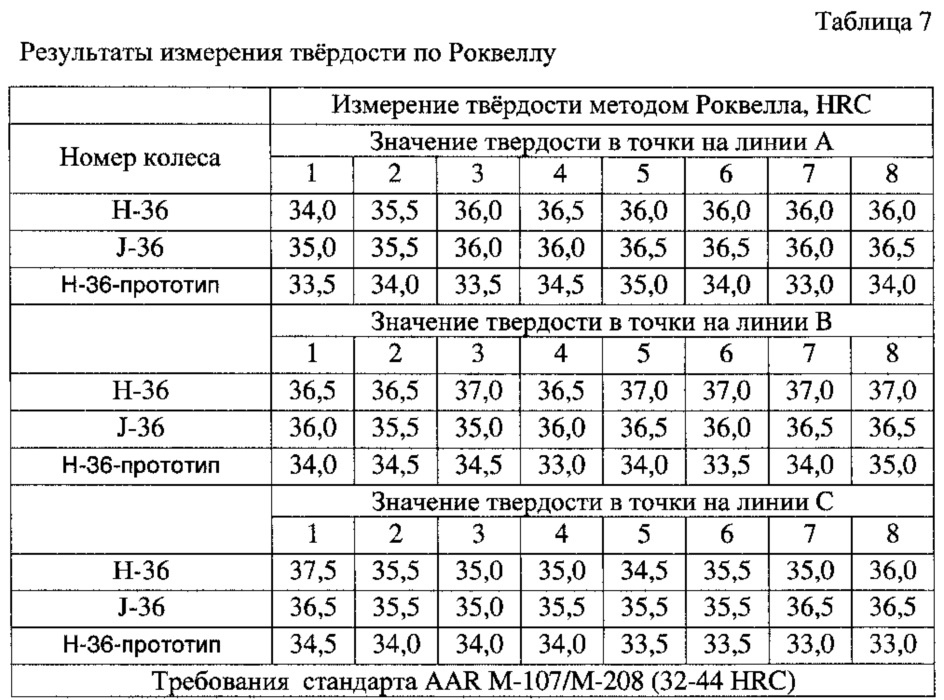
Таблица 7.3
Влияние содержания углерода на твердость закаленной
| Марка стали | Содержание углерода, % | Твердость |
| HRB | HRC | HB |
| У8 У12 | 0,2 0,45 0,8 1,2 |
Содержание отчета
1. Тема и цель работы.
Тема и цель работы.
2. Краткие ответы на контрольные вопросы.
3. Область диаграммы состояния сплавов системы Fe – C, относящаяся к сталям с температурными интервалами нагрева сталей под термическую обработку.
4. Режимы отжига, нормализации, закалки и отпуска сталей 45 и У10.
5. Результаты измерения твердости сталей 45 и У8 после различных видов термической обработки в соответствии с заданиями.
Лабораторная работа № 8
СТРУКТУРА СТАЛЕЙ В НЕРАВНОВЕСНОМ СОСТОЯНИИ
Цель работы: изучение влияния закалки и отпуска на структуру углеродистых сталей, установление связи между структурой термически обработанных сталей, их диаграммами изотермического распада аустенита и механическими свойствами.
ТЕОРЕТИЧЕСКИЕ СВЕДЕНИЯ
Эксплуатационные свойства стали зависят от ее химического состава и структуры. Желаемое изменение структуры, а, следовательно, и механических свойств, достигается термической обработкой. Различные структуры стали формируются в процессе ее охлаждения из аустенитного состояния.
Различные структуры стали формируются в процессе ее охлаждения из аустенитного состояния.
Незначительная степень переохлаждения или весьма медленное охлаждение обеспечивает получение равновесных структур (лабораторная работа № 7). Чем больше степень переохлаждения аустенита или скорость его охлаждения, тем при более низких температурах происходит превращение аустенита, тем более неравновесная структура получаемой стали. Сталь при этом может приобрести структуры сорбита, троостита, игольчатого троостита (бейнита) илимартенсита.
Закалка, обеспечивающая получение наиболее неравновесной структуры стали – мартенсита, сопровождается возникновением больших внутренних напряжений. Поскольку эти напряжения могут вызвать коробление или разрушение детали, их уменьшают путем отпуска.
Рис. 8.1. Микроструктура закаленной низкоуглеродистой (0,15 % С) стали. Х200
При отпуске из структур закаленной стали образуются структуры отпуска (троостит, сорбит, перлит). Рассмотрим подробнее структуры углеродистых сталей, образующиеся при закалке, а затем при отпуске. Получаемая структура стали зависит не только от скорости охлаждения аустенита, но и от температуры нагрева и химического состава стали.
Получаемая структура стали зависит не только от скорости охлаждения аустенита, но и от температуры нагрева и химического состава стали.
Низкоуглеродистая сталь, содержащая до 0,15 % углерода, нагретая выше температуры АС3 и закаленная в воде, имеет структуру малоуглеродистого мартенсита (рис. 8.1).
Рис. 8.2. Изменение температурного интервала мартенситного превращения – а (область Мн – Мк заштрихованная, сплошная линия – tкомн) и массовой доли остаточного аустенита – б (возможная доля Аост, заштрихована) от содержания углерода в стали
Мартенсит – это пересыщенный твердый раствор углерода в a-железе. Он содержит столько углерода, сколько было в аустените, т.е. в стали. Мартенсит имеет тетрагональную объемно центрированную решетку. С увеличением содержания углерода тетрагональность кристаллической решетки мартенсита, твердость и прочность закаленной стали возрастают. Он имеет характерное пластинчатое, под микроскопом – игольчатое, строение. Рост пластин мартенсита происходит со скоростью около 1000 м/с по бездиффузионному механизму. Они ориентируются по отношению друг к другу под углом 60 и 120 о в соответствии с определенными кристаллографическими плоскостями аустенита пределах аустенитного зерна, и чем выше температура нагрева под закалку и чем, следовательно, крупнее зерно аустенита, то тем более крупноигольчатым и хрупким он будет.
Он имеет характерное пластинчатое, под микроскопом – игольчатое, строение. Рост пластин мартенсита происходит со скоростью около 1000 м/с по бездиффузионному механизму. Они ориентируются по отношению друг к другу под углом 60 и 120 о в соответствии с определенными кристаллографическими плоскостями аустенита пределах аустенитного зерна, и чем выше температура нагрева под закалку и чем, следовательно, крупнее зерно аустенита, то тем более крупноигольчатым и хрупким он будет.
Твердость мартенсита весьма высока, например, для среднеуглеродистой стали – 55. 65 HRC, (НВ = 5500. 6500 МПа). Превращение аустенита в мартенсит сопровождается увеличением удельного объема стали, поскольку мартенсит имеет больший объем, чем аустенит. В сталях, содержащих более 0,5 % С, не происходит полного превращения аустенита в мартенсит и сохраняется так называемый остаточный аустенит. Чем выше содержание углерода в стали, тем ниже температурный интервал (Мн– Мк) мартенситного превращения (рис. 8.2, а)и больше остаточного аустенита (рис. 8.2, б). При обработке холодом можно достичь температуры Мк и обеспечить переход аустенита остаточного в мартенсит.
В доэвтектоидных сталях, закаленных с оптимальных температур (на 30. 50 о С выше АС3), мартенсит имеет мелкоигольчатое строение (рис. 8.3).
Заэвтектоидные стали подвергают неполной закалке (температура нагрева на 30. 50 0 С превышает АС1). Сталь приобретает структуру мартенсита с равномерно распределенными зернами вторичного цементита и остаточного аустенита (5. 10 % Аост.) (рис. 8.4).
После полной закалки заэвтектоидная сталь имеет структуру крупноигольчатого мартенсита и в ней содержится свыше 20 % остаточного аустенита (рис. 8.5) . Такая сталь обладает значительно меньшей твердостью, чем после неполной закалки.
Рис. 8.3. Мартенсит закалки в доэвтектоидной стали. Х600
Рис. 8.4. Микроструктура закаленной заэвтектоидной стали:
мартенсит, аустенит остаточный, зерна цементита вторичного. Х400
Рис. 8.5. Микроструктура перегретой закаленной стали:
мартенсит крупноигольчатый, аустенит остаточный. Х400
Рис. 8.6. Микроструктура троостита закалки:
а – увеличение 500; б – увеличение 7500
Закалка на мартенсит обеспечивается охлаждением углеродистых сталей в воде со скоростью выше критической. При более медленном охлаждении стали из аустенитного состояния, например, в масле со скоростью, меньше критической, аустенит при температурах 400. 500 о С распадается на высокодисперсную феррито-цементитную смесь пластинчатого строения, называемую трооститом закалки. Троостит – структура с повышенной травимостью (рис. 8.6, а) и характерным пластинчатым строением (рис. 8.6, б).
Еще более медленное охлаждение стали (например, в струе холодного воздуха) вызывает при температурах 500. 650 0 С распад аустенита на более грубую, чем троостит, феррито-цементитную смесь также пластинчатого строения, называемую сорбитом закалки. По мере уменьшения скорости охлаждения и перехода от структур мартенсита к трооститу, сорбиту и, наконец, перлиту твердость стали уменьшается.
Рис. 8.7. Микроструктура троостита (а)и сорбита (б) отпуска. Х7500
Сталь с неравновесной мартенситной структурой при нагреве получает равновесную перлитную структуру. При нагреве закаленной стали до температур 150. 250 о С (низкий отпуск) образуется структура кубического (отпущенного) мартенсита. Увеличение температуры отпуска (300. 400 о С – средний отпуск и 550. 650 о С – высокий отпуск) ведет к появлению структуры зернистых трооститаи сорбита отпуска соответственно. Эти структуры показаны на рис. 8.7, а и 8.7, б. Сталь со структурой троостита с твердостью 35. 45 HRC (НВ = 3500. 4500 МПа) обеспечивает максимальную упругость, необходимую, как правило, при изготовлении рессор, пружин, мембран. Сталь со структурой зернистого сорбита отпуска (25. 35 HRC) обладает наилучшим комплексом механических свойств и высокой конструкционной прочностью. Именно поэтому закалку и высокий отпуск называют термическим улучшением.
Нагрев закаленной стали вплоть до температуры АС1 (727 о С) обеспечивает получение равновесной структуры зернистого перлита, т.е. менее дисперсной, чем сорбит и троостит, ферритно-цементитной смеси. Если сталь является доэвтектоидной, в ней обособляются зерна избыточного феррита.
Таким образом, при переохлаждении аустенита по мере увеличения скорости охлаждения образуются перлит, сорбит, троостит пластинчатого строения и мартенсит закалки, а при распаде мартенсита по мере повышения температуры отпуска формируются мартенсит кубический (отпущенный), троостит, сорбит, перлит зернистого строения.
Зернистые структуры, образующиеся при отпуске, характеризуются более высокой пластичностью и ударной вязкостью по сравнению с аналогичными структурами пластинчатого строения.
Порядок выполнения работы
1. Ознакомиться с теоретическими сведениями и в случае необходимости, определяемой преподавателем, сдать теоретический зачет по теме.
2. Вычертить двойную диаграмму состояния железоуглеродистых сплавов, ее участок, соответствующий сталям и нанести на него температурные интервалы нагрева сталей под термическую обработку.
3. Начертить диаграммы изотермического распада аустенита для исследуемых сталей и нанести на них режимы термической обработки (температуры изотермических выдержек, скорости охлаждения).
4. Изучить и зарисовать микроструктуры термообработанных сталей, указать их твердость.
5. Сделать выводы и отчет по работе в соответствии с заданиями.
Контрольные вопросы
1. Что называется мартенситом? Каковы его структура и свойства?
2. Какая фаза называется остаточным аустенитом? Причина появления остаточного аустенита в закаленной стали? Условия, от которых зависит количество остаточного аустенита в структуре закаленных сталей? Влияние остаточного аустенита на свойства закаленных сталей.
3. Оптимальные температуры нагрева под закалку доэвтектоидных и заэвтектоидных сталей. Каковы структура и свойства сталей после закалки?
4. Что называется сорбитом, трооститом закалки, сорбитом и трооститом отпуска? Условия образования этих структур. Каковы их структура и свойства?
5. Что называется низким, средним и высоким отпуском?
Содержание отчета
1. Тема и цель работы.
2. Краткие ответы на контрольные вопросы.
3. Область диаграммы состояния сплавов системы Fe – C, относящаяся к сталям с температурными интервалами нагрева сталей под термическую обработку.
4. Диаграммы изотермического распада аустенита для исследуемых сталей с режимами термической обработки (температуры изотермических выдержек, скорости охлаждения).
5. Результаты микроструктурного анализа сплавов, выполненного в соответствии с заданиями.
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Таблица соответствия HB-HRC
Твёрдость — это сопротивление тела внедрению индентора — другого твёрдого тела. Способы испытания твёрдости подразделяются на статические и динамические.
К статическим относятся способы измерения твёрдости по Бринеллю, Викерсу, Роквеллу, Кнупу; к динамическим — способы измерения твёрдости по Шору, Шварцу, Бауману, Польди, Морину, Граве.
Измерения твёрдости осуществляют при 20±10°С.
Измерение твёрдости по Бринеллю
Бринелля метод [по имени шведского инженера Ю.А.Бринелля (J.A.Brinell)] — способ определения твёрдости материалов вдавливанием в испытываемую поверхность стального закалённого шарика диаметром 2,5; 5 и 10 мм пр нагрузке P от 625 H до 30 кН. Число твёрдости по Бринеллю HB — отношение нагрузки (кгс) к площади (мм2) поверхности отпечатка. Для получения сопоставимых результатов относительной твёрдости материалы (HB свыше 130) испытывают при отношении P:D2=30, материалы средней твёрдости (HB 30-130) — при P:D2=10, мягкие (HB<30) — при P:D2=2,5. Испытания по методу Бринелля проводят на стационарных твердомерах — прессах Бринелля, обеспечивающих плавное приложение заданной нагрузки к шарику и постоянство её при выдержке в течение установленного времени (обычно 30 секунд).
Метод измерения твердости металлов по Бринеллю регламентирует ГОСТ 9012-59 «Металлы. Метод измерения твердости по Бринеллю»: Стандарт устанавливает метод измерения твердости по Бринеллю металлов с твердостью не более 650 единиц. Сущность метода заключается во вдавливании шарика (стального или из твердого сплава) в образец (изделие) под действием усилия, приложенного перпендикулярно к поверхности образца, в течение определенного времени, и измерении диаметра отпечатка после снятия усилия. ГОСТ 9012-59, в частности, определяет требования, предъявляемые к отбору образцов металла для измерения твёрдости по Бринеллю — размер образцов, шероховатость поверхности и др.
Измерение твёрдости по Роквеллу
Роквелла метод [по имени американского металлурга С.Роквелла (S.Rockwell), разработавшего этод метод] — способ определения (измерения) твёрдости материалов (главным образом металлов) вдавливанием в испытываемую поверхность алмазного индентора с углом при вершине 120° (шкалы А и С) или стального закалённого шарика диаметром 1/16 дюйма или 1,588 мм (шкала B. Твёрдость по Роквеллу выражается в условных единицах. За единицу твёрдости принята величина, соответствующая перемещению индентора на 0,002 мм. Испытание методов Роквелла проводят на специальном настольном приборе, снабжённом индикатором, который показывает число твёрдости. ГОСТ 23677-79.
Таблица соответствия HB – HRC (Перевод значений твёрдости)
(соотношение твёрдости по Бриннелю твёрдости по Роквеллу,определяемых методами в соответствии с ГОСТ 8.064-79)
|
Твердость по Роквеллу |
Твердость по Роквеллу | Твердость по Бринеллю | |
| HRCэ | HRC | D=10мм HB | Р=3000кг диаметр отпечатка в мм |
| — | — | HB 95,0 | 6 |
| — | — | HB 100 | 5,87-5,89 |
| — | — | HB 111 | 5,60-5,62 |
| — | — | HB 115 | 5,51-5,53 |
| — | — | HB 116 | 5,49-5,50 |
| — | — | HB 120 | 5,41-5,42 |
| — | — | HB 125 | 5,31-5,42 |
| — | — | HB 130 | 5,22 |
| — | — | HB 135 | 5,13 |
| — | — | HB 137 | 5,09-5,10 |
| — | — | HB 138 | 5,07-5,08 |
| — | — | HB 140 | 5,04-5,05 |
| — | — | HB 141 | 5,02-5,03 |
| — | — | HB 142 | 5,01 |
| — | — | HB 143 | 5 |
| — | — | HB 143 | 4,99 |
| — | — | HB 144 | 4,98 |
| — | — | HB 144 | 4,97 |
| — | — | HB 145 | 4,96 |
| — | — | HB 146 | 4,95 |
| — | — | HB 152 | 4,86 |
| — | — | HB 161 | 4,72-4,73 |
| — | — | HB 164 | 4,68-4,69 |
| — | — | HB 167 | 4,64-4,65 |
| — | — | HB 170 | 4,60-4,61 |
| — | — | HB 174 | 4,55-4,56 |
| — | — | HB 179 | 4,49-4,50 |
| — | — | HB 185 | 4,42-4,43 |
| — | — | HB 197 | 4,29-4,30 |
| — | — | HB 198 | 4,28 |
| — | — | HB 199 | 4,27 |
| — | — | HB 200 | 4,26 |
| — | — | HB 201 | 4,25 |
| — | — | HB 202 | 4,24 |
| — | — | HB 203 | 4,23 |
| — | — | HB 204 | 4,22 |
| — | — | HB 205 | 4,21 |
| HRCэ 20,0 | HRC 17,9 | HB 206 | 4,2 |
| HRCэ 20,5 | HRC 18,3 | HB 209 | 4,18 |
| HRCэ 21,0 | HRC 19,0 | HB 212 | 4,15 |
| HRCэ 21,5 | HRC 19,7 | HB 215 | 4,12 |
| HRCэ 22,0 | HRC 20,1 | HB 217 | 4,1 |
| HRCэ 22,5 | HRC 20,5 | HB 219 | 4,08 |
| HRCэ 23,0 | HRC 20,9 | HB 222 | 4,06 |
| HRCэ 23,5 | HRC 21,3 | HB 224 | 4,04 |
| HRCэ 24,0 | HRC 22,0 | HB 229 | 4 |
| HRCэ 24,5 | HRC 22,4 | HB 231 | 3,98 |
| HRCэ 25,0 | HRC 22,8 | HB 234 | 3,96 |
| HRCэ 25,5 | HRC 23,6 | HB 239 | 3,92 |
| HRCэ 26,0 | HRC 24,0 | HB 241 | 3,9 |
| HRCэ 26,5 | HRC 24,4 | HB 244 | 3,88 |
| HRCэ 27,0 | HRC 24,8 | HB 246 | 3,86 |
| HRCэ 27,5 | HRC 25,6 | HB 252 | 3,82 |
| HRCэ 28,0 | HRC 26,0 | HB 255 | 3,8 |
| HRCэ 28,5 | HRC 26,4 | HB 257 | 3,78 |
| HRCэ 29,0 | HRC 27,3 | HB 263 | 3,74 |
| HRCэ 30,0 | HRC 28,1 | HB 269 | 3,7 |
| HRCэ 30,5 | HRC 28,6 | HB 272 | 3,68 |
| HRCэ 31,0 | HRC 29,0 | HB 275 | 3,66 |
| HRCэ 31,5 | HRC 29,4 | HB 278 | 3,64 |
| HRCэ 32,0 | HRC 29,9 | HB 282 | 3,62 |
| HRCэ 32,5 | HRC 30,3 | HB 285 | 3,6 |
| HRCэ 33,0 | HRC 30,8 | HB 288 | 3,58 |
| HRCэ 33,5 | HRC 31,6 | HB 295 | 3,54 |
| HRCэ 34,0 | HRC 32,1 | HB 298 | 3,52 |
| HRCэ 34,5 | HRC 32,5 | HB 302 | 3,5 |
| HRCэ 35,0 | HRC 33,0 | HB 306 | 3,48 |
| HRCэ 35,5 | HRC 33,8 | HB 313 | 3,44 |
| HRCэ 36,0 | HRC 34,3 | HB 317 | 3,42 |
| HRCэ 36,5 | HRC 34,7 | HB 321 | 3,4 |
| HRCэ 37,0 | HRC 35,2 | HB 325 | 3,38 |
| HRCэ 37,5 | HRC 35,6 | HB 329 | 3,36 |
| HRCэ 38,0 | HRC 36,0 | HB 333 | 3,34 |
| HRCэ 38,5 | HRC 36,5 | HB 337 | 3,32 |
| HRCэ 39,0 | HRC 36,9 | HB 341 | 3,3 |
| HRCэ 39,5 | HRC 37,8 | HB 350 | 3,26 |
| HRCэ 40,0 | HRC 38,2 | HB 354 | 3,24 |
| HRCэ 40,5 | HRC 38,7 | HB 359 | 3,22 |
| HRCэ 41,0 | HRC 39,1 | HB 363 | 3,2 |
| HRCэ 41,5 | HRC 40,0 | HB 373 | 3,16 |
| HRCэ 42,0 | HRC 40,5 | HB 378 | 3,14 |
| HRCэ 42,5 | HRC 40,9 | HB 383 | 3,12 |
| HRCэ 43,0 | HRC 41,4 | HB 388 | 3,1 |
| HRCэ 43,5 | HRC 41,9 | HB 393 | 3,08 |
| HRCэ 44,0 | HRC 42,4 | HB 398 | 3,06 |
| HRCэ 44,5 | HRC 42,9 | HB 403 | 3,04 |
| HRCэ 45,0 | HRC 43,3 | HB 409 | 3,02 |
| HRCэ 45,5 | HRC 43,8 | HB 415 | 3 |
| HRCэ 46,0 | HRC 44,4 | HB 420 | 2,98 |
| HRCэ 46,5 | HRC 44,9 | HB 426 | 2,96 |
| HRCэ 47,0 | HRC 45,4 | HB 432 | 2,94 |
| HRCэ 47,5 | HRC 45,9 | HB 438 | 2,92 |
| HRCэ 48,0 | HRC 46,5 | HB 444 | 2,9 |
| HRCэ 48,5 | HRC 47,0 | HB 451 | 2,88 |
| HRCэ 49,0 | HRC 47,6 | HB 457 | 2,86 |
| HRCэ 49,5 | HRC 48,2 | HB 464 | 2,84 |
| HRCэ 50,0 | HRC 48,8 | HB 470 | 2,82 |
| HRCэ 50,5 | HRC 49,4 | HB 477 | 2,8 |
| HRCэ 51,0 | HRC 50,0 | HB 484 | 2,78 |
| HRCэ 51,5 | HRC 50,6 | HB 492 | 2,76 |
| HRCэ 52,0 | HRC 50,7 | HB 502 | 2,74 |
| HRCэ 52,5 | HRC 51,5 | HB 503 | 2,73 |
| HRCэ 52,0 | HRC 51,8 | HB 506 | 2,72 |
| HRCэ 53,5 | HRC 52,5 | HB 514 | 2,7 |
| HRCэ 54,0 | HRC 53,1 | HB 522 | 2,68 |
| HRCэ 54,5 | HRC 53,5 | HB 526 | 2,67 |
| HRCэ 55,0 | HRC 53,8 | HB 530 | 2,66 |
| HRCэ 55,5 | HRC 54,1 | HB 534 | 2,65 |
| HRCэ 56,0 | HRC 54,5 | HB 538 | 2,64 |
| HRCэ 56,5 | HRC 55,1 | HB 547 | 2,62 |
| HRCэ 57,0 | HRC 55,8 | HB 555 | 2,6 |
| HRCэ 57,5 | HRC 56,5 | HB 564 | 2,58 |
| HRCэ 58,0 | HRC 57,2 | HB 573 | 2,56 |
| HRCэ 58,5 | HRC 57,6 | HB 578 | 2,55 |
| HRCэ 59,0 | HRC 57,9 | HB 582 | 2,54 |
| HRCэ 59,5 | HRC 58,6 | HB 592 | 2,52 |
| HRCэ 60,0 | HRC 59,3 | HB 601 | 2,5 |
| HRCэ 60,5 | HRC 59,7 | HB 606 | 2,49 |
| HRCэ 61,0 | HRC 60,0 | HB 611 | 2,48 |
| HRCэ 61,5 | HRC 60,4 | HB 616 | 2,47 |
| HRCэ 62,0 | HRC 60,7 | HB 621 | 2,46 |
| HRCэ 62,5 | HRC 61,1 | HB 627 | 2,45 |
| HRCэ 63,0 | HRC 61,4 | HB 632 | 2,44 |
| HRCэ 63,5 | HRC 62,1 | HB 643 | 2,42 |
| HRCэ 64,0 | HRC 63,2 | HB 659 | 2,39 |
| HRCэ 64,5 | HRC 63,6 | HB 665 | 2,38 |
| HRCэ 65,0 | HRC 63,9 | HB 670 | 2,37 |
| HRCэ 65,5 | HRC 64,3 | HB 676 | 2,36 |
Задать вопрос
ЧТО РАССКАЖЕТ О НОЖЕ ПОКАЗАТЕЛЬ HRC? @ Японские кухонные ножи
В мире японских ножей, в числе прочих параметров изделия, принято указывать и показатель HRC. Уже несколько клиентов поинтересовались у нас, что же обозначает этот показатель. Постараемся внести в дело немного ясности.
HRC (HardnessRockwellC—scale) отображает твердость материала. Если речь идет о ножах, то в этом случае HRC говорит о твердости стали после термообработки. Однако этот показатель связан не только с миром ножей. На самом деле HRC можно использовать для отображения твердости любого материала. И все же данный показатель чаще всего применяется относительно изделий из стали. Твердость материала важна, например, при изготовлении инструментов, подшипников, пружин, болтов-гаек и т.д. Чем выше показатель HRC, тем тверже сталь.
Немного историиТесты и прибор для их проведения (пресс Роквелла), используемые для определения твердости стали, разработали в 1914 году в Америке братья Хью и Стэнли Роквеллы, которые работали на предприятии NewDepartureManufacturing: оно производило подшипники. В 1919 году братья запатентовали пресс. Использование метода и шкалы Роквелла и по сей деньявляется наиболее применяемым (наряду, например, с методами Бринелля и Виккерса) способом определения твердости стали. Безусловно, механический испытательный пресс, бывший в ходу изначально, сменился автоматическими и цифровыми приборами. В Эстонии испытания по методу Роквелла проводит, например, ответственная испытательная лаборатория Taltech.
Как определяется твердость стали?Измерение твердости осуществляется путем вдавливания наконечника в тестируемый материал. После вдавливания наконечника на поверхности материала остается след. Чем ниже твердость, тем глубже проникает наконечник и тем заметнее след.
В ходе теста Роквелла в тестируемый материал вдавливают твердосплавный конус с углом при вершине 120°. С помощью пресса в течение определенного времени на материал воздействуют силой 1470 Н. Измерительная шкала, присоединенная к прибору, показывает глубину следа, оставшегося на поверхности стали. Чем мягче сталь, тем сильнее след и ниже показатель на шкале Роквелла. Высокий показатель HRC, соответственно, означает, что на стали остался небольшой след, а сама сталь – крепкая.
Почему показатель HRC часто указывается в виде интервала?
В описании японских ножей можно нередко увидеть варьирущийся показатель HRC, например, HRC 60-61 и т.д. Это обусловлено тем обстоятельством, что тесты Роквелла обязательно проводят производители сырья, поставляющие изготовителям ножей незакаленную сталь или заготовки. Известными японскими производителями ножевой стали являются, например, HitachiMetals, DaidoSteel, TakefuSpecialSteel и т.д.
Конечный показатель HRC зависит от горячей обработки и закалки, осуществляемых изготовителем ножей, и может несколько отличаться от представленных производетелем стали показателей. Случается и так, что у ножей, произведенных из одной и той же стали, но прошедших разную обработку, отличается и показатель HRC. Это касается, например, предлагаемой нашим магазином популярнейшей серии ножей Kanetsune Hon-Warikomi.
Трехслойные сердцевины лезвий этих ножей изготовлены из углеродистой стали TakefuShiro 2, однако показатели твердости разных моделей варьируются в промежутке между 59 и 63. Вариативность показателей твердости часто также наблюдается у изделий небольших японских производителей и мастеров, которые точно не проводят тесты Роквелла для своей конечной продукции (маленьких партий товаров и ножей ручной работы).
Что показатель HRC обозначает на практике?Показатель HRC (то есть твердость стали) невероятно важен для японских ножей. Как правило, можно сказать, что высоким показателем HRC обозначают дорогое, качественное сырье с высоким содержанием углерода. Нож, умело изготовленный из такой стали, сохраняет остроту на протяжении длительного времени и долго не изнашивается.
Однако HRC является далеко не единственным показателем, на основании которого можно оценить качество режущего инструмента. Важны также особенности, связанные с упругостью, эластичностью и устойчивостью перед крошением. Одновременно при выборе ножа, помимо качества материала, следует также оценить десятки других факторов. К ним, например, относятся размеры и вес ножа, качество сборки, геометрия лезвия и рукояти и зависящий от этих показателей баланс ножа, материал рукояти, тип крепежа лезвия, а также эргономическая, эстетическая и визуальная составляющие и т.д. По этой причине выбор подходящего ножа является сложным, но невероятно увлекательным занятием.
Примеры показателей HRC различных изделий
-
Рабочие инструменты (например, молотки, топоры, зубила и т.д.) – 45-55 HRC
-
ПоварскиеножиFiskarsFunctionalForm – HRC 52-53
-
ПоварскиеножиJ.A. Henckels – HRC 54
-
ПоварскиеножиFiskarsNorden – HRC 56
-
ПоварскиеножиVictrinoxFibrox — HRC 56
-
ПоварскиеножиWüsthof– HRC 58
-
Однослойныеножи Samura – HRC 58
-
Поварские ножи SakaiTakayuki из дамасской стали – HRC 60-61
-
Поварскиеножи KanetsuneHonWarikomi — HRC 59-63
-
Метчикии напильники – HRC 62-64
-
Нержавеющая порошковая сталь R2/SG2 — 63-64
-
Нержавеющая порошковая сталь ZDP 189 – HRC 65-67
Сталь, из которой изготовлены ножи, представленные в нашем интернет-магазине
Нержавеющая сталь
-
Нержавеющая сталь AUS 8 – HRC 58-59
-
Нержавеющая сталь VG-1 – HRC 58-59
-
Нержавеющая сталь AUS-10 – HRC 59-60
-
Нержавеющаясталь Silver 3 (Ginsan) – HRC 59-60
-
Нержавеющая сталь VG-10 – HRC 60-61
Углеродистая сталь
-
Белая углеродистая сталь #2 (Shirogami) – HRC 60-61
-
Белая углеродистая сталь TakefuShiro-2 – HRC 59-63
-
Синяя углеродистая сталь #2 (Aogami) – HRC 61-62
-
Синяя углеродистая сталь SuperAogami – HRC 64-65
МТР 45±5 HRC мера твердости Роквелла
Меры твёрдости предназначены для воспроизведения твёрдости металлов по стандартизированным шкалам твердости.
Мера твердости Роквелла МТР 45±5 HRC и её особенности
- МТР применяются для поверки и калибровки приборов, измеряющих твёрдость металлов по методу Роквелла (ГОСТ 9013-59).
- Меры твёрдости Роквелла изготавливаются в виде плиток прямоугольной формы с одной рабочей поверхностью, на которой в левом углу градуировкой нанесено её номинальное значение. Также на рабочей поверхности меры имеется 5 отпечатков — заводская калибровка меры при выпуске из производства.
- Каждая мера твёрдости имеет идентификационный номер, выгравированный на её боковой поверхности.
- Меры твёрдости подвергнуты консервации в масляном составе по группе I ГОСТ 9.014. Срок консервации не менее 2 лет.
Для изготовления мер твёрдости применяется качественная углеродистая или легированная сталь по ГОСТ 1435, ГОСТ 5950 и ГОСТ 1050.
Рекомендуем приобрести комплект мер твердости Роквелла МТР-1
МТР мера твердости Роквелла — технические параметры
| Диапазон значений твердости мер | HRC: 45±5 |
| Размах значений твердости по ГОСТ 9031-75 | 0,8 HRC |
| Нагрузка мер твердости, кгс | 150 |
| Габариты мер твердости Роквелла | прямоугольная, размер 60 х 40 х 10 мм |
| Вес меры | 200 гр |
Меры твёрдости с поверкой обязательны для поверки твердомеров, закупаются в основном организациями, аккредитованными на право поверки (Центры Стандартизации и Метрологии). Меры твёрдости с поверкой внесены в Госреестр СИ.
Меры твёрдости без поверки применяются для самостоятельной калибровки твердомеров на предприятии. Меры твёрдости без поверки имеют Свидетельство о калибровке, но не внесены в Госреестр СИ и не подлежат поверке.
Комплект поставки МТР:
- мера твёрдости Роквелла 45±5HRC
- сертификат о калибровке
Влияние термической обработки на твердость сталей 45 и У10
| Режим термической обработки | Температура нагрева, 0С | Продолжительность нагрева, мин | Продолжительность выдержки, мин | Охлаждающая среда | HRC | HB | |
| Сталь 45 | |||||||
| Отжиг Нормализация Закалка Отпуск Отпуск Отпуск | |||||||
| Сталь У10 | |||||||
| Отжиг Нормализация Закалка Отпуск Отпуск Отпуск | |||||||
Таблица 7.3
Влияние содержания углерода на твердость закаленной
стали
| Марка стали | Содержание углерода, % | Твердость | ||
| HRB | HRC | HB | ||
| У8 У12 | 0,2 0,45 0,8 1,2 |
Содержание отчета
1. Тема и цель работы.
2. Краткие ответы на контрольные вопросы.
3. Область диаграммы состояния сплавов системы Fe – C, относящаяся к сталям с температурными интервалами нагрева сталей под термическую обработку.
4. Режимы отжига, нормализации, закалки и отпуска сталей 45 и У10.
5. Результаты измерения твердости сталей 45 и У8 после различных видов термической обработки в соответствии с заданиями.
6. Выводы.
Лабораторная работа № 8
СТРУКТУРА СТАЛЕЙ В НЕРАВНОВЕСНОМ СОСТОЯНИИ
Цель работы: изучение влияния закалки и отпуска на структуру углеродистых сталей, установление связи между структурой термически обработанных сталей, их диаграммами изотермического распада аустенита и механическими свойствами.
ТЕОРЕТИЧЕСКИЕ СВЕДЕНИЯ
Эксплуатационные свойства стали зависят от ее химического состава и структуры. Желаемое изменение структуры, а, следовательно, и механических свойств, достигается термической обработкой. Различные структуры стали формируются в процессе ее охлаждения из аустенитного состояния.
Незначительная степень переохлаждения или весьма медленное охлаждение обеспечивает получение равновесных структур (лабораторная работа № 7). Чем больше степень переохлаждения аустенита или скорость его охлаждения, тем при более низких температурах происходит превращение аустенита, тем более неравновесная структура получаемой стали. Сталь при этом может приобрести структуры сорбита, троостита, игольчатого троостита (бейнита) илимартенсита.
Закалка, обеспечивающая получение наиболее неравновесной структуры стали – мартенсита, сопровождается возникновением больших внутренних напряжений. Поскольку эти напряжения могут вызвать коробление или разрушение детали, их уменьшают путем отпуска.
Рис. 8.1. Микроструктура закаленной низкоуглеродистой (0,15 % С) стали. Х200
При отпуске из структур закаленной стали образуются структуры отпуска (троостит, сорбит, перлит). Рассмотрим подробнее структуры углеродистых сталей, образующиеся при закалке, а затем при отпуске. Получаемая структура стали зависит не только от скорости охлаждения аустенита, но и от температуры нагрева и химического состава стали.
Низкоуглеродистая сталь, содержащая до 0,15 % углерода, нагретая выше температуры АС3 и закаленная в воде, имеет структуру малоуглеродистого мартенсита (рис. 8.1).
Рис. 8.2. Изменение температурного интервала мартенситного превращения — а (область Мн – Мк заштрихованная, сплошная линия – tкомн) и массовой доли остаточного аустенита – б (возможная доля Аост, заштрихована) от содержания углерода в стали
Мартенсит – это пересыщенный твердый раствор углерода в a-железе. Он содержит столько углерода, сколько было в аустените, т.е. в стали. Мартенсит имеет тетрагональную объемно центрированную решетку. С увеличением содержания углерода тетрагональность кристаллической решетки мартенсита, твердость и прочность закаленной стали возрастают. Он имеет характерное пластинчатое, под микроскопом – игольчатое, строение. Рост пластин мартенсита происходит со скоростью около 1000 м/с по бездиффузионному механизму. Они ориентируются по отношению друг к другу под углом 60 и 120о в соответствии с определенными кристаллографическими плоскостями аустенита пределах аустенитного зерна, и чем выше температура нагрева под закалку и чем, следовательно, крупнее зерно аустенита, то тем более крупноигольчатым и хрупким он будет.
Твердость мартенсита весьма высока, например, для среднеуглеродистой стали – 55…65 HRC, (НВ = 5500…6500 МПа). Превращение аустенита в мартенсит сопровождается увеличением удельного объема стали, поскольку мартенсит имеет больший объем, чем аустенит. В сталях, содержащих более 0,5 % С, не происходит полного превращения аустенита в мартенсит и сохраняется так называемый остаточный аустенит. Чем выше содержание углерода в стали, тем ниже температурный интервал (Мн– Мк) мартенситного превращения (рис. 8.2, а)и больше остаточного аустенита (рис. 8.2, б). При обработке холодом можно достичь температуры Мк и обеспечить переход аустенита остаточного в мартенсит.
В доэвтектоидных сталях, закаленных с оптимальных температур (на 30…50 оС выше АС3), мартенсит имеет мелкоигольчатое строение (рис. 8.3).
Заэвтектоидные стали подвергают неполной закалке (температура нагрева на 30…50 0С превышает АС1). Сталь приобретает структуру мартенсита с равномерно распределенными зернами вторичного цементита и остаточного аустенита (5…10 % Аост.) (рис. 8.4).
После полной закалки заэвтектоидная сталь имеет структуру крупноигольчатого мартенсита и в ней содержится свыше 20 % остаточного аустенита (рис. 8.5) . Такая сталь обладает значительно меньшей твердостью, чем после неполной закалки.
Рис. 8.3. Мартенсит закалки в доэвтектоидной стали. Х600
Рис. 8.4. Микроструктура закаленной заэвтектоидной стали:
мартенсит, аустенит остаточный, зерна цементита вторичного. Х400
Рис. 8.5. Микроструктура перегретой закаленной стали:
мартенсит крупноигольчатый, аустенит остаточный. Х400
Рис. 8.6. Микроструктура троостита закалки:
а – увеличение 500; б – увеличение 7500
Закалка на мартенсит обеспечивается охлаждением углеродистых сталей в воде со скоростью выше критической. При более медленном охлаждении стали из аустенитного состояния, например, в масле со скоростью, меньше критической, аустенит при температурах 400…500 оС распадается на высокодисперсную феррито-цементитную смесь пластинчатого строения, называемую трооститом закалки. Троостит – структура с повышенной травимостью (рис. 8.6, а) и характерным пластинчатым строением (рис. 8.6, б).
Еще более медленное охлаждение стали (например, в струе холодного воздуха) вызывает при температурах 500…650 0С распад аустенита на более грубую, чем троостит, феррито-цементитную смесь также пластинчатого строения, называемую сорбитом закалки. По мере уменьшения скорости охлаждения и перехода от структур мартенсита к трооститу, сорбиту и, наконец, перлиту твердость стали уменьшается.
Рис. 8.7. Микроструктура троостита (а)и сорбита (б) отпуска. Х7500
Сталь с неравновесной мартенситной структурой при нагреве получает равновесную перлитную структуру. При нагреве закаленной стали до температур 150…250 оС (низкий отпуск) образуется структура кубического (отпущенного) мартенсита. Увеличение температуры отпуска (300…400 оС – средний отпуск и 550…650 оС – высокий отпуск) ведет к появлению структуры зернистых трооститаи сорбита отпуска соответственно. Эти структуры показаны на рис. 8.7, а и 8.7, б. Сталь со структурой троостита с твердостью 35…45 HRC (НВ = 3500…4500 МПа) обеспечивает максимальную упругость, необходимую, как правило, при изготовлении рессор, пружин, мембран. Сталь со структурой зернистого сорбита отпуска (25…35 HRC) обладает наилучшим комплексом механических свойств и высокой конструкционной прочностью. Именно поэтому закалку и высокий отпуск называют термическим улучшением.
Нагрев закаленной стали вплоть до температуры АС1 (727 оС) обеспечивает получение равновесной структуры зернистого перлита, т.е. менее дисперсной, чем сорбит и троостит, ферритно-цементитной смеси. Если сталь является доэвтектоидной, в ней обособляются зерна избыточного феррита.
Таким образом, при переохлаждении аустенита по мере увеличения скорости охлаждения образуются перлит, сорбит, троостит пластинчатого строения и мартенсит закалки, а при распаде мартенсита по мере повышения температуры отпуска формируются мартенсит кубический (отпущенный), троостит, сорбит, перлит зернистого строения.
Зернистые структуры, образующиеся при отпуске, характеризуются более высокой пластичностью и ударной вязкостью по сравнению с аналогичными структурами пластинчатого строения.
Порядок выполнения работы
1. Ознакомиться с теоретическими сведениями и в случае необходимости, определяемой преподавателем, сдать теоретический зачет по теме.
2. Вычертить двойную диаграмму состояния железоуглеродистых сплавов, ее участок, соответствующий сталям и нанести на него температурные интервалы нагрева сталей под термическую обработку.
3. Начертить диаграммы изотермического распада аустенита для исследуемых сталей и нанести на них режимы термической обработки (температуры изотермических выдержек, скорости охлаждения).
4. Изучить и зарисовать микроструктуры термообработанных сталей, указать их твердость.
5. Сделать выводы и отчет по работе в соответствии с заданиями.
Контрольные вопросы
1. Что называется мартенситом? Каковы его структура и свойства?
2. Какая фаза называется остаточным аустенитом? Причина появления остаточного аустенита в закаленной стали? Условия, от которых зависит количество остаточного аустенита в структуре закаленных сталей? Влияние остаточного аустенита на свойства закаленных сталей.
3. Оптимальные температуры нагрева под закалку доэвтектоидных и заэвтектоидных сталей. Каковы структура и свойства сталей после закалки?
4. Что называется сорбитом, трооститом закалки, сорбитом и трооститом отпуска? Условия образования этих структур. Каковы их структура и свойства?
5. Что называется низким, средним и высоким отпуском?
Содержание отчета
1. Тема и цель работы.
2. Краткие ответы на контрольные вопросы.
3. Область диаграммы состояния сплавов системы Fe – C, относящаяся к сталям с температурными интервалами нагрева сталей под термическую обработку.
4. Диаграммы изотермического распада аустенита для исследуемых сталей с режимами термической обработки (температуры изотермических выдержек, скорости охлаждения).
5. Результаты микроструктурного анализа сплавов, выполненного в соответствии с заданиями.
6. Выводы.
Лабораторная работа № 9
hrc 45 твердость
Хотя нет точных таблиц преобразования и уравнений, но литейный завод Даньдун рекомендует следующие формулы и сравнительные таблицы в соответствии с опытом и стандартами. 60 73. (HRC-45) Образец стандартной твердости HRC от YAMAMOTO SCIENTIFIC TOOL LABORATORY в Varian Varianten im MISUMI Онлайновый магазин предлагает Костенлозе CAD-Daten Schnelle Lieferung Faire Preise Jetzt auswählen und konfigurieren. Чугунная сковорода, где d — глубина (от точки нулевой нагрузки), а N и s — масштабные коэффициенты, которые зависят от масштаба используемого испытания (см. Следующий раздел).Например. 820. Твердость (HRC) 45-53: Установочные винты ASME B18.3. Противовес из серого чугуна MISUMI предлагает бесплатные загрузки САПР, быстрое выполнение заказов, конкурентоспособные цены и отсутствие минимального количества заказа. Прочность — важнейшее свойство режущей кромки. [3] Метод дифференциальной глубины вычитал ошибки, связанные с механическими дефектами системы, такими как люфт и дефекты поверхности. Чугунная дренажная труба S.P. 80… значение твердости HR… согласно Rockwell hrc.Литейное предприятие Даньдун рекомендует следующие формулы и сравнительные таблицы: Цена на сталь. При испытании металлов твердость на вдавливание линейно коррелирует с пределом прочности на разрыв [2]. Если необходимо измерить твердость выпуклой поверхности, можно использовать поправочный коэффициент [14]. 208-225. 800. Решетки для газовых плит Они подали заявку на патент 15 июля 1914 года. Таблицы преобразования взяты из стандарта ASTM A 370. Твердость по Бринеллю-Роквеллу. r m. hv. 8 мин. R. a. Радиус сферической вершины индентора 200 мкм-30 ° (от оси) + 30 ° (от.1220 мин. Классификация твердомеров по Роквеллу на основе шкал Роквелла, E.L. Tobolski & A. Поскольку инструмент, скорее всего, будет небольшим, может потребоваться быстрый шпиндель для реализации этого диапазона скоростей резания. Образец стандартной твердости HRC (YAMAMOTOKAGAKU) YAMAMOTOKAGAKU, HRC-45, Ознакомьтесь с разнообразием конфигурируемых образцов твердости HRC (YAMAMOTOKAGAKU) YAMAMOTOKAGAKU, HRC-45, MISUMI имеет другие механические компоненты, пресс-формы и изделия из пластмассовых форм имеется в наличии. Подходит для водородной сварки и аргонодуговой сварки, не подходит для газовой сварки.45 кгс 3000 кгс Твердость 10 кгс 500 гс и более Экв. 870. 70. Корреляция предела текучести и прочности на растяжение с твердостью для сталей, Journal of Materials Engineering and Performance, https://en.wikipedia.org/w/index.php?title=Rockwell_scale&oldid=1001614865, Лицензия Creative Commons Attribution-ShareAlike, Подшипниковый сплав, олово, твердые пластмассы. Обрабатываемость% CD1212. Некоторые условия, особенно случаи холодной обработки, могут сильно изменить соотношение между прочностью на разрыв и твердостью.НВ — шар 10 мм, нагрузка 29400Н (3000 кгс) по дюрата 15 секунд. 204-220. Шкала Роквелла — это шкала твердости, основанная на твердости материала при вдавливании. = China Foundry, China Casting Foundry, Турбокомпрессор в Китае. Испытание на твердость по Роквеллу. 64,7. 62-690,66,7. Приобретите кусок стандартной твердости HRC-45 HRC у YAMAMOTOKAGAKU и многие другие промышленные компоненты. Предварительное усилие 98,0665 Н — — F. Общее испытательное усилие 1470,998 Н — — α. м. Угол индентора 120 ° ± 30 ° ± 400 мкм.F. 0. Чугунные отливки для грузовиков [13] Кроме того, показания следует снимать с плоской перпендикулярной поверхности, поскольку выпуклые поверхности дают более низкие показания. Литье Тест на твердость по Роквеллу является отраслевым стандартом для ножей. HV — алмазный пенетратор 136 °, нагрузка 294 Н (30 кгс) продолжительность 15 Фактическая твердость данной плавки стали будет строго зависеть от ее удельной закаливаемости. Твердость может быть увеличена до HRC 50 — 52 для применения в пластиковых формах: Пластмассовые формы с требованиями защиты от ржавчины: LKM420H: 420: Предварительно закаленные: 29-35: Хорошие антикоррозионные свойства.Освободить нагрузку; значение Роквелла обычно автоматически отображается на циферблате или экране. [6] [7] Роквелл переехал в Уэст-Хартфорд, штат Коннектикут, и в 1921 году сделал дополнительное усовершенствование. Впоследствии заявка была одобрена 11 февраля 1919 года и имеет патент США 1 294 171. Запрос на аккредитацию на эту сессию. Класс собственности 45H; Твердость (HRC) 45-53: Механические свойства шестигранных изделий. Значение твердости близко к пределу (в пределах 15%) допустимого диапазона конкретной шкалы твердости.секунд. процесс обработки и механической обработки. Основание зонта из чугуна 200. HRC — алмаз. Испытание на твердость по Бринеллю, изобретенное в Швеции, было разработано ранее — в 1900 году — но оно было медленным, бесполезным для полностью закаленной стали и оставило слишком большой отпечаток, чтобы считаться неразрушающим. Твердость и предел прочности на разрыв (Rm). Материал: карбид, K10 без покрытия. 1100 мин. Шкала 45N выдерживает нагрузку 45 кгс на алмазный конусный индентор Brale и может использоваться на плотной керамике.ЕВРОПЕЙСКИЙ КЛАСС: EN10083-2 / EN10277-2 / EN10277-5 C45 1.0503 C45R 1.1201 C45E 1.1191 СРАВНИТЕЛЬНЫЙ КЛАСС Китай GB США SAE -AISI Япония JIS Германия DIN Индия IS Корея KS Россия ГОСТ 45 1045 S 45 C Ck45 45C8 SM 45 C 45… Существует несколько альтернативных шкал, наиболее часто используемые шкалы «B» и «C». Карбид имеет более высокую твердость и износостойкость, а также превосходные режущие характеристики, чем быстрорежущая сталь. MISUMI предлагает бесплатные загрузки САПР, быстрое выполнение заказов, конкурентоспособные цены и отсутствие минимального количества заказа.Die Härte eines Werkstoffs hat nur bedingt etwas mit der Festigkeit des Werkstoffs zu tun, auch wenn die Festigkeit die Prüfverfahren zur Härtemessung, die auf der Eindringtiefe verschiedener Prüfkörper beruhen. Число шкалы твердости по Роквеллу оказывается обратным вычислению разности глубин. Таким образом, я мог бы довольно легко визуализировать / представить, насколько глубоко проникает каждый конкретный показатель твердости — например, сталь с твердостью 67 HRC будет проникать в сталь на 0,0025 дюйма, где, по мере того, как алмазный конус будет проникать.0035 «при 55 HRC. Другими словами, чем большее давление требуется для вдавливания поверхности, тем выше будет число на шкале. Они также требовали четкого метода представления результатов испытаний на прочность. Результаты закалки в твердости поверхности для 2 дюйма. Шкала твердости по Роквеллу получила свое название от ее изобретателей Хью М. Роквелла и Стэнли П. Роквелла. Литая железная пластина 900. Определение HRC. 209–230. Количество канавок: 2. Определение твердости по Роквеллу Материал предполагает приложение небольшой нагрузки, за которой следует большая нагрузка.Немагнитный магнитный. Твердость по Роквеллу (HRC и HRB) и твердость по Бринеллю (HB или BHN) чаще всего используются для стальных и чугунных отливок. 810. Шкала HRC, сертифицированная с использованием индентора Diamond Brale Номер детали Шкала значения твердости Мин Макс Быстрая доставка 9203-111: 25 HRC 22,5 27,5 9203-121: 30 HRC 27,5 32,5 9203-131: 35 HRC 32,5 37,5 9203-141: 40 HRC 37,5 42,5 9203- 151: 45 Предел текучести при смещении 0,2% (МПа) 940 мин. 60-680. Легированная сталь 4140 обычно нормализуется до 870 ° C (1600 ℉) и должна охлаждаться до заданной температуры в неподвижном воздухе.Немагнитный до слегка… Новый тестер имеет патент США 1516207. Просто имейте в виду, что минимальная толщина составляет 0,040 дюйма и меньше диапазона, поэтому вы можете найти ссылку, если вам когда-нибудь понадобится. Кривые упрочняемости показывают, что соответствующая твердость поверхности будет 51-59 HRC при твердости сердцевины 46-57 HRC. Н / мм². Несколько других шкал, включая обширную шкалу A, используются для специализированных приложений. Отожженные нарисованные немагнитные. Рейтинг Роквелла — это шкала, которая используется для измерения твердости материала.55 90. Они осознали необходимость точного и быстрого испытания прочности металла дорожек подшипников. Оставьте основную нагрузку на «время выдержки», достаточное для того, чтобы вмятин остановился. Мы надеемся, что эта сравнительная таблица поможет вам конвертировать между ними. 45… значение твердости HR… по Роквеллу C… при основной нагрузке 150 кгс и алмазном инденторе 120 ° b. Процедура Супер Роквелла (Superficial Rockwell), метод HR30T: 80 HR30TW.
термообрабатывая коррозионную стойкость твердости 45HRC стального листа 440c Ss
Термообработка 440c Стальной лист из нержавеющей стали Твердость 45HRC Коррозионная стойкость
Термическая обработка 440c Твердость листа нержавеющей стали SUS 440c Коррозионная стойкость нержавеющей стали
Тип 440C — это мартенситная нержавеющая сталь с высоким содержанием углерода и хрома. После термообработки он способен достигать наивысшей прочности, твердости и износостойкости среди всех нержавеющих сплавов. По сравнению с аустенитными марками 440C имеет умеренную коррозионную стойкость, сравнимую с 304.Этот сорт листа нержавеющей стали может быть закален посредством термической обработки, но механическая обработка предпочтительнее в отожженном состоянии и становится чрезвычайно трудной после закалки.
Наивысшая стойкость может быть достигнута за счет закалки и полировки, а свойства стали 440C делают ее идеальной для лезвий ножей и режущих инструментов, таких как хирургические лезвия. После затвердевания этот сплав сохраняет острую кромку, устойчив к коррозии и может быть отполирован до почти зеркального блеска. Благодаря своей прочности и способности противостоять износу нержавеющая сталь 440C является хорошим выбором для таких инструментов, как долота и шарикоподшипники.
характеристики
- UNS S44004
- AMS 5630 Chem Only
- ASTM: A480
Характеристики
- Закаливаемая хромистая сталь
- Высокая прочность
- Высокая износостойкость
Свяжитесь с нами, чтобы получить более подробную информацию.
Технические данные предоставлены только для информации, а не для целей проектирования. На это не распространяется гарантия.
| Элемент | Процент по массе | ||||
|---|---|---|---|---|---|
| C | Углерод | 1,20 | |||
| Cr | Хром | 18,0 | 900 Mn | Марганец | 1,00 |
| Mo | Молибден | 0.75 | |||
| P | Фосфор | 0,04 | |||
| Si | Кремний | 1,00 | |||
| S | Сера | 0,30 | |||
Общие области применения пластины из нержавеющей стали 440C включают:
- Режущие инструменты
- Лезвия ножа
- Хирургические инструменты
- Долота
- Измерительные инструменты
- Шариковые подшипники и клапаны
ФИЗИЧЕСКИЕ СВОЙСТВА ФИЗИЧЕСКИЕ СВОЙСТВА | |
|---|---|
| Плотность кг / м² | 7650 |
| Теплопроводность при 212 ° F (100 ° C) | 24.2 |
| Теплопроводность при 932 ° F (500 ° C) | — |
| Удельное электрическое сопротивление | 600 |
| Модуль упругости (ГПа) | 200 |
МЕХАНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СВОЙСТВА | ОТЖИМ |
|---|---|
| Предел текучести 0,2% Испытание (МПа) | 448 |
| Прочность на растяжение (МПа) | 75 |
| Относительное удлинение (% в 50 мм) | |
| Твердость (HB) | 269 макс |
Термообработка стального листа 440c Ss Твердость 45HRC Изображения коррозионной стойкости |
% PDF-1.2 % 16 0 объект > поток BT 189,24 747,36 TD 0 0 0 рг / F0 15,96 Тс 0,0274 Tc 0,0179 Tw (Cincinnati Tool Steel Company) Tj 269,4 0 TD 0 Tc -0,0347 Tw () Tj -315,36 -16,32 TD 0,251 0 0 rg / F1 12 Тс 0,0072 Tc -0,0552 Tw (Телефон: \ (815 \) 226) Tj 101,28 0 TD 0,024 Tc 0 Tw (-) Tj 3,72 0 TD 0,018 Tc (8800) Tj 27,84 0 TD 0 Tc -0,048 Tw () Tj 10,44 0 TD 0,006 Tc -0,054 Tw (\ (800 \) 435) Tj 56,88 0 TD 0.024 Tc 0 Tw (-) Tj 3,72 0 TD 0,018 Tc (0717) Tj 25,56 0 TD 0 Tc 0,032 Tw () Tj 10,68 0 TD 0,0083 Tc -0,0563 Tw (Факс: \ (815 \) 226) Tj 90,12 0 TD 0,024 Tc 0 Tw (-) Tj 3,72 0 TD 0,012 Tc (4388) Tj 27,36 0 ТД 0 0 0 рг / F2 12 Тс 0 Tc () Tj -198,6 -34,56 TD / F0 15,96 Тс -0,0347 Tw () Tj -216 -35,52 TD / F3 18 Тс -0,0225 Tc 0,0585 Tw (AISI) Tj 39,96 0 TD 0,036 Tc 0 Tw (h23) Tj 33 0 TD 0 Tc 0,036 Tw () Tj 5.04 0 TD () Tj -78 -30,96 TD / F4 14,04 Тс -0,0066 Tc -0,0566 Tw (горячая сталь) Tj 98,16 0 TD 0 Tc 0,0569 Tw () Tj -98,16 -26,52 TD / F4 9,96 Тс 0,0161 Tc 0,007 Tw (h23 сочетает в себе хорошую красную твердость и стойкость к истиранию со способностью выдерживать тепловую проверку.) Tj 0-11,52 TD 0,0197 Tc 0,0014 Tw (это инструмент для горячей обработки AISI h23) Tj 147,84 0 TD 0,0205 Tc -0,0093 Tw (el, наиболее широко используемая сталь для литья под давлением алюминия и цинка) Tj -147.84 -11,52 TD 0,0181 Tc -0,0199 Tw (штампы. Он также популярен для изготовления оснастки для экструзионных прессов из-за его способности выдерживать резкое охлаждение) Tj 0-11,52 TD 0,0203 Tc -0,0292 Tw (от высоких рабочих температур) Tj 153,36 0 TD 0 Tc -0,0089 Tw () Tj -153,36 -25,44 TD 0,0155 Tc 0,0057 Tw (h23 производится из вакуумно-дегазированной инструментальной стали) Tj 238,44 0 TD 0,0208 Tc -0,0057 Tw (оц. Эта производственная практика плюс) Tj -238,44 -11,52 TD 0,0168 Tc -0,0039 Tw (тщательно контролируемая горячая обработка обеспечивает оптимальную однородность и постоянную реакцию на тепло) Tj 0-11.52 TD 0,0166 Tc -0,0255 Tw (обработка и длительный срок службы.) Tj 141,6 0 TD 0 Tc -0,0089 Tw () Tj -141,6 -25,44 TD 0,0192 Tc -0,021 Tw (h23 — выдающаяся штамповая сталь для литья под давлением алюминия и марганца. Используется для цинкования) Tj 414 0 TD 0 Tc -0,0089 Tw () Tj -414 -11,52 TD 0,0215 Tc -0,0218 Tw (длительное производство, а также успешно применяется для суппортов и стержней в инструментальных сборках.) Tj 414,12 0 TD 0 Tc -0,0089 Tw () Tj -414,12 -25,56 TD 0.0184 Tc -0.0147 Tw (h23 в диапазоне твердости 45/52 RC — отличная сталь для пластиковых форм. Требуется высокая) Tj 0 -11,4 TD 0,0211 Tc -0,018 Tw (полироль, что делает его пригодным для форм для линз и столовой посуды.) Tj 254,04 0 TD 0 Tc -0,0089 Tw () Tj -254,04 -25,56 TD -0,0044 Tc 0 Tw (Co) Tj 12,72 0 TD 0,0183 Tc -0,0047 Tw (кроме использования этой марки инструментальной стали для горячей обработки для применений, где требуется резкое охлаждение) Tj -12,72 -11,52 TD 0,0181 Tc -0,003 Tw (во время работы и там, где важны высокая твердость по красному цвету и устойчивость к нагреву.) Tj 0-11,52 TD 0,0136 Tc 0,0135 Tw (эта марка широко применяется для штампов для литья под давлением) Tj 271,8 0 TD 0,0154 Tc 0,0158 Tw (цинк, белый металл, алюминий и) Tj -271,8 -11,4 TD 0,0181 Tc -0,0044 Tw (магний. Он также широко используется для экструзионных штампов, триммерных штампов, захватных штампов, лезвий для горячей резки) Tj 0 -11,52 TD 0,0149 Tc -0,0067 Tw (обсадные трубы и другие аналогичные приложения для горячей обработки) Tj 214,92 0 TD 0 Tc -0,0089 Tw () Tj -214,92 -25,44 TD / F3 9.96 Тс 0,0295 Tc 0 Tw (Машиностроение) Tj 63,24 0 TD / F4 9,96 Тс 0 Tc -0,0089 Tw () Tj 2,76 0 TD 0,0433 Tc 0 Tw (-) Tj 3,36 0 TD 0,0205 Tc -0,0161 Tw (В полностью отожженном состоянии h23 может быть машинным) Tj 264,12 0 TD 0,0071 Tc 0,014 Tw (д без затрудн. It) Tj -333,48 -11,64 TD 0,0147 Tc 0,0184 Tw (имеет рейтинг 75 по сравнению с 1% углеродистой инструментальной сталью, которая имеет рейтинг 100.) Tj 385,2 0 TD 0 Tc -0,0089 Tw () Tj -385.2 -25,32 TD / F3 9,96 Тс 0,0337 Tc -0,0426 Tw (размерная стабильность) Tj 101,04 0 TD / F4 9,96 Тс 0 Tc -0,0089 Tw () Tj 2,76 0 TD 0,0433 Tc 0 Tw (-) Tj 3,36 0 TD 0,0262 Tc -0,0351 Tw (при закалке на воздухе от надлежащей температуры затвердевания, h23) Tj -107,16 -11,64 TD 0,0111 Tc 0,0315 Tw (обычно расширяется на 0,001 дюйма / дюйм поперечного сечения) Tj 213,36 0 TD 0 Tc -0,0089 Tw () Tj -213,36 -38,52 TD / F3 24 Тс 0,048 Tw () Tj 0 -18,12 TD / F3 14.04 Тс -0,0145 Tc 0 Tw (типичный) Tj 36,48 0 TD -0,0216 Tc 0,1985 Tw (al анализ) Tj 73,2 0 TD / F4 14,04 Тс 0 Tc 0,0569 Tw () Tj 3,96 0 TD () Tj -113,64 -31,08 TD / F4 9,96 Тс 0,0019 Tc 0,1092 Tw (углерод 0,400) Tj 60,48 0 TD 0 Tc -0,0089 Tw () Tj 18,36 0 TD 0,015 Tc -0,0238 Tw (Хром 5,250) Tj 73,8 0 TD 0 Tc -0,0089 Tw () Tj ET 0,9255 0,9137 0,8471 rg 85,92 222,48 0,72 4,56 отн. Ед. 85,92 226,32 0,72 0,72 отн. Ед. 86.64 226,32 79,2 0,72 отн. 165,84 226,32 0,72 0,72 отн. Ед. 166,56 226,32 90,84 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 257,4 222,48 0,72 4,56 отн. Ед. 0,9255 0,9137 0,8471 rg 257,4 226,32 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 87,72 224,04 0,72 0,72 отн. Ед. 87,72 224,04 0,72 0,72 отн. Ед. 88,44 224,04 75,96 0,72 отн. 0,9255 0,9137 0,8471 rg 164,4 224,04 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 164,4 224,04 0,72 0,72 отн. Ед. 87,72 208,68 0,72 0,72 отн. Ед. 0,9255 0,9137 0.8471 рг 87,72 208,68 0,72 0,72 отн. Ед. 88,44 208,68 75,96 0,72 отн. 164,4 208,68 0,72 0,72 отн. Ед. 164,4 208,68 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 87,72 209,4 0,72 14,64 отн. Ед. 0,9255 0,9137 0,8471 rg 164,4 209,4 0,72 14,64 об. 85,92 207,96 0,72 14,52 отн. Ед. 0,6745 0,6588 0,6 мкг 166,56 224,04 0,72 0,72 отн. Ед. 166,56 224,04 0,72 0,72 отн. Ед. 167,28 224,04 88,2 0,72 отн. 0,9255 0,9137 0,8471 rg 255,48 224,04 0,72 0,72 отн. 0,6745 0,6588 0,6 мкг 255.48 224,04 0,72 0,72 отн. 166,56 208,68 0,72 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 166,56 208,68 0,72 0,72 отн. Ед. 167,28 208,68 88,2 0,72 отн. Ед. 255,48 208,68 0,72 0,72 отн. Ед. 255,48 208,68 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 166,56 209,4 0,72 14,64 об. 0,9255 0,9137 0,8471 rg 255,48 209,4 0,72 14,64 об. 0,6745 0,6588 0,6 мкг 257,4 207,96 0,72 14,52 отн. Ед. BT 90 195.72 ТД 0 0 0 рг 0,009 Tc -0,0179 Tw (кремний 1.000) Tj 57,12 0 TD 0 Tc -0.0089 Tw () Tj 21,72 0 TD 0,0179 Tc -0,0268 Tw (молибден 1,250) Tj ET q 253,8 193,56 3,6 11,04 р ч W н BT 253,8 195,72 TD 0 Tc -0,0089 Tw () Tj ET Q 0,9255 0,9137 0,8471 rg 85,92 204,96 0,72 3 отн. 0,6745 0,6588 0,6 мкг 257,4 204,96 0,72 3 об. 87,72 206,52 0,72 0,72 отн. Ед. 87,72 206,52 0,72 0,72 отн. Ед. 88,44 206,52 75,96 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 164,4 206,52 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 164.4 206,52 0,72 0,72 отн. 87,72 191,28 0,72 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 87,72 191,28 0,72 0,72 отн. Ед. 88,44 191,28 75,96 0,72 отн. Ед. 164,4 191,28 0,72 0,72 отн. Ед. 164,4 191,28 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 87,72 192 0,72 14,52 отн. 0,9255 0,9137 0,8471 rg 164,4 192 0,72 14,52 отн. 85,92 190,56 0,72 14,4 об. 0,6745 0,6588 0,6 мкг 166,56 206,52 0,72 0,72 отн. Ед. 166,56 206,52 0,72 0,72 отн. Ед. 167,28 206,52 88,2 0,72 отн. Ед. 0,9255 0,9137 0.8471 рг 255,48 206,52 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 255,48 206,52 0,72 0,72 отн. Ед. 166,56 191,28 0,72 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 166,56 191,28 0,72 0,72 отн. Ед. 167,28 191,28 88,2 0,72 отн. Ед. 255,48 191,28 0,72 0,72 отн. Ед. 255,48 191,28 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 166,56 192 0,72 14,52 отн. Ед. 0,9255 0,9137 0,8471 rg 255,48 192 0,72 14,52 отн. 0,6745 0,6588 0,6 мкг 257,4 190,56 0,72 14,4 об. BT 90 178.32 TD 0 0 0 рг 0.0154 Tc -0,0243 Tw (Ванадий 1,050) Tj ET q 162,72 176,16 3,12 11,04 р ч З н BT 162,72 178,32 TD 0 Tc -0,0089 Tw () Tj ET Q BT 168,84 178,32 TD 0,0142 Tc -0,0231 Tw (марганец 0,400) Tj 79,92 0 TD 0 Tc -0,0089 Tw () Tj ET 0,9255 0,9137 0,8471 rg 85,92 187,56 0,72 3 об. 0,6745 0,6588 0,6 мкг 257,4 187,56 0,72 3 об. 87,72 189,12 0,72 0,72 отн. Ед. 87,72 189,12 0,72 0,72 отн. Ед. 88,44 189,12 75,96 0,72 отн. Ед. 0.9255 0,9137 0,8471 rg 164,4 189,12 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 164,4 189,12 0,72 0,72 отн. Ед. 87,72 173,76 0,72 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 87,72 173,76 0,72 0,72 отн. Ед. 88,44 173,76 75,96 0,72 отн. 164,4 173,76 0,72 0,72 отн. Ед. 164,4 173,76 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 87,72 174,48 0,72 14,64 отн. 0,9255 0,9137 0,8471 rg 164,4 174,48 0,72 14,64 об. 85,92 172,2 0,72 15,36 отн. Ед. 85,92 171,48 0,72 0,72 отн. Ед. 0,6745 0.6588 0,6 мкг 85,92 171,48 0,72 0,72 отн. Ед. 86,64 171,48 79,2 0,72 отн. Ед. 166,56 189,12 0,72 0,72 отн. Ед. 166,56 189,12 0,72 0,72 отн. Ед. 167,28 189,12 88,2 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 255,48 189,12 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 255,48 189,12 0,72 0,72 отн. Ед. 166,56 173,76 0,72 0,72 отн. 0,9255 0,9137 0,8471 rg 166,56 173,76 0,72 0,72 отн. 167,28 173,76 88,2 0,72 отн. 255,48 173,76 0,72 0,72 отн. Ед. 255,48 173,76 0,72 0,72 отн. Ед. 0,6745 0.6588 0,6 мкг 166,56 174,48 0,72 14,64 отн. 0,9255 0,9137 0,8471 rg 255,48 174,48 0,72 14,64 отн. 0,6745 0,6588 0,6 мкг 165,84 171,48 0,72 0,72 отн. Ед. 166,56 171,48 90,84 0,72 отн. 257,4 172,2 0,72 15,36 об. 257,4 171,48 0,72 0,72 отн. Ед. 257,4 171,48 0,72 0,72 отн. Ед. BT 90 144,6 т. Д. 0 0 0 рг / F3 14,04 Тс -0,021 Tc 0 Tw (отжиг) Tj 67,68 0 TD / F4 14,04 Тс 0 Tc 0,0569 Tw () Tj 3,96 0 TD () Tj -71,64 -26,4 TD / F4 9,96 Тс 0.0226 Tc -0,0244 Tw (h23 может быть отожжен нагреванием до 1600 \ 260F. Выдержать один час на дюйм наибольшей толщины, и) Tj 0-11,52 TD 0,0132 Tc 0,0179 Tw (охлаждение печи при 30 градусах в час до 900 \ 260F. T) Tj 210,84 0 TD 0,0166 Tc 0,0259 Tw (охлаждение на воздухе. Правильная процедура отжига включает) Tj -210,84 -11,52 TD 0,0175 Tc 0,0056 Tw (упаковка в герметичный контейнер с использованием нейтрального инертного материала. Результат, максимальная твердость по Бринеллю) Tj 0 -11,52 TD -0,0155 Tc 0,0067 Tw (207.) Tj 22.08 0 TD 0 Tc -0.0089 Tw () Tj -22,08 -29,04 ТД / Ф3 14,04 Тс 0,0569 Tw () Tj ET конечный поток эндобдж 17 0 объект 9768 эндобдж 4 0 объект > / ProcSet 2 0 R >> / Содержание 16 0 руб. >> эндобдж 19 0 объект > поток BT 90 752,16 ТД 0 0 0 рг / F3 14,04 Тс 0 Tc 0,0569 Tw () Tj 0 -30,12 TD () Tj T * -0,0209 Tc 0 Tw (закалка) Tj 69,24 0 TD / F4 14,04 Тс 0 Tc 0,0569 Tw () Tj 3.96 0 TD () Tj -73,2 -26,4 TD / F4 9,96 Тс 0,0203 Tc -0,0206 Tw (В контролируемой атмосфере тщательно разогрейте до 1300–1400 \ 260F. Затем нагрейте до 1850 \ 260F a) Tj 394,92 0 TD -0,0033 Tc 0,0544 Tw (удержание) Tj -394,92 -11,52 TD 0,0203 Tc -0,0151 Tw (для часа на дюйм наибольшего поперечного сечения. Закалить на неподвижном воздухе и немедленно отпустить. Когда) Tj 0 -11,52 TD 0,0206 Tc -0,022 Tw (максимальная твердость является основным требованием, h23 может закалываться в масле, но имейте в виду, что) Tj Т * 0.0124 Tc 0,0321 Tw (при закалке в масле этот сорт подвержен растрескиванию и) Tj 262,32 0 TD 0,0196 Tc -0,0045 Tw (имеет такие же искажения) Tj -262,32 -11,52 TD 0,0129 Tc 0,0125 Tw (характеристики как инструментальной стали с закалкой в масле) Tj 199,44 0 TD 0 Tc -0,0089 Tw () Tj -199,44 -25,44 TD 0,0115 Tc 0,033 Tw (образцы круглой формы размером 1 дюйм и длиной 3 дюйма были предварительно) Tj 197,76 0 TD 0,0433 Tc 0 Tw (-) Tj 3,36 0 TD 0,0229 Tc -0,0184 Tw (нагретые до 1350 \ 260F. Затем они были перенесены в a) Tj -201.12 -11,52 TD 0,0339 Tc 0 Tw (высокий) Tj 18,84 0 TD 0,0433 Tc (-) Tj 3,36 0 TD 0,0143 Tc -0,0231 Tw (печь и воздух) Tj 88,92 0 TD 0,0433 Tc 0 Tw (-) Tj 3,36 0 TD 0,0234 Tc -0,0323 Tw (закалка от различных температур от 1750 до 200) Tj 277,92 0 TD 0,0259 Tc -0,0348 Tw (0 \ 260F.) Tj 21,24 0 TD 0 Tc -0,0089 Tw () Tj -413,64 -25,56 TD 0,0208 Tc -0,0197 Tw (Твердость и размер зерна излома этих образцов были следующими:) Tj 328.44 0 TD 0 Tc -0,0089 Tw () Tj -205,2 -30,6 TD / F3 9,96 Тс 0,0199 Tc 0 Tw (закалка) Tj 52,2 0 TD / F4 9,96 Тс 0 Tc -0,0089 Tw () Tj 26,88 0 TD / F3 9,96 Тс () Tj 2,76 0 TD () Tj 2,76 0 TD () Tj 2,76 0 TD 0,0138 Tc 0 Tw (трещина) Tj 39,96 0 TD / F4 9,96 Тс 0 Tc -0,0089 Tw () Tj 2,76 0 TD () Tj ET q 346,08 524,16 3 11,04 р ч З н BT 346.08 526.32 TD () Tj ET Q BT 352,08 526,2 ТД () Tj 2.76 0 TD () Tj ET 0,9255 0,9137 0,8471 rg 188,16 535,44 1,44 5,28 об. 188,16 539,28 1,44 1,44 об. 189,6 539,28 99,6 1,44 об. 289,2 539,28 1,44 1,44 об. 290,64 539,28 58,44 1,44 об. 349,08 539,28 1,44 1,44 об. 350,52 539,28 71,88 1,44 об. 0,6745 0,6588 0,6 мкг 422,4 535,44 1,44 5,28 об. 0,9255 0,9137 0,8471 rg 422,4 539,28 1,44 1,44 об. 0,6745 0,6588 0,6 мкг 190,32 537 0,72 0,72 отн. Ед. 190,32 537 0,72 0,72 отн. 191,04 537 96.72 0,72 об. 0,9255 0,9137 0,8471 rg 287,76 537 0,72 0,72 отн. 0,6745 0,6588 0,6 мкг 287,76 537 0,72 0,72 отн. 190,32 521,64 0,72 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 190,32 521,64 0,72 0,72 отн. Ед. 191,04 521,64 96,72 0,72 отн. 287,76 521,64 0,72 0,72 отн. 287,76 521,64 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 190,32 522,36 0,72 14,64 об. 0,9255 0,9137 0,8471 rg 287,76 522,36 0,72 14,64 об. 188,16 520,92 1,44 14,52 об. 0,6745 0,6588 0,6 мкг 289.92 537 0,72 0,72 отн. 289,92 537 0,72 0,72 отн. Ед. 290,64 537 57 0,72 об. 0,9255 0,9137 0,8471 rg 347,64 537 0,72 0,72 отн. 0,6745 0,6588 0,6 мкг 347,64 537 0,72 0,72 отн. 289,92 521,64 0,72 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 289,92 521,64 0,72 0,72 отн. Ед. 290,64 521,64 57 0,72 отн. Ед. 347,64 521,64 0,72 0,72 отн. 347,64 521,64 0,72 0,72 отн. 0,6745 0,6588 0,6 мкг 289,92 522,36 0,72 14,64 отн. 0,9255 0,9137 0,8471 rg 347,64 522,36 0,72 14.64 re f 0,6745 0,6588 0,6 мкг 349,8 537 0,72 0,72 отн. 349,8 537 0,72 0,72 отн. 350,52 537 70,44 0,72 отн. 0,9255 0,9137 0,8471 rg 420,96 537 0,72 0,72 отн. 0,6745 0,6588 0,6 мкг 420,96 537 0,72 0,72 отн. Ед. 349,8 521,64 0,72 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 349,8 521,64 0,72 0,72 отн. Ед. 350,52 521,64 70,44 0,72 отн. 420,96 521,64 0,72 0,72 отн. Ед. 420,96 521,64 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 349,8 522,36 0,72 14,64 об. 0,9255 0.9137 0,8471 рг 420,96 522,36 0,72 14,64 отн. 0,6745 0,6588 0,6 мкг 422,4 520,92 1,44 14,52 об. BT 192,6 508,8 TD 0 0 0 рг () Tj 2,76 0 TD () Tj 2,76 0 TD () Tj 2,76 0 TD / F3 9,96 Тс 0,0138 Tc -0,0227 Tw (Температура) Tj 63,24 0 TD 0,0433 Tc 0 Tw (-) Tj 3,36 0 TD 0,0052 Tc 0,0459 Tw (\ 260F) Tj ET 200,88 506,64 82,32 1,08 об. BT 283,2 508,8 TD / F4 9,96 Тс 0 Tc -0,0089 Tw () Tj ET q 285.96 506,64 3,24 11,04 об. Ч. З. Н. BT 285,96 508,8 TD () Tj ET Q BT 305,28 508,8 TD / F3 9,96 Тс 0,0085 Tc 0 Tw (рейтинг) Tj ET 305,28 506,64 27,72 1,08 об. BT 333 508,8 TD / F4 9,96 Тс 0 Tc -0,0089 Tw () Tj 19.08 0 TD () Чт 2,76 0 TD () Tj 2,76 0 TD / F3 9,96 Тс () Tj 2,76 0 TD 0,0179 Tc 0 Tw (Роквелл) Tj 43,32 0 TD 0 Tc -0,0089 Tw () Tj 2,76 0 TD 0,0089 Tc -0,0178 Tw (C) Tj ET 357.6 506,64 58,8 1,08 об. BT 416,4 508,8 TD / F4 9,96 Тс 0 Tc -0,0089 Tw () Tj ET q 419,16 506,64 3,24 11,04 р ч W н BT 419,16 508,8 TD () Tj ET Q 0,9255 0,9137 0,8471 rg 188,16 517,92 1,44 3 об. 0,6745 0,6588 0,6 мкг 422,4 517,92 1,44 3 об. 190,32 519,48 0,72 0,72 отн. Ед. 190,32 519,48 0,72 0,72 отн. Ед. 191,04 519,48 96,72 0,72 отн. 0,9255 0,9137 0,8471 rg 287,76 519,48 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 287.76 519,48 0,72 0,72 отн. 190,32 504,24 0,72 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 190,32 504,24 0,72 0,72 отн. Ед. 191,04 504,24 96,72 0,72 отн. Ед. 287,76 504,24 0,72 0,72 отн. Ед. 287,76 504,24 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 190,32 504,96 0,72 14,52 отн. Ед. 0,9255 0,9137 0,8471 rg 287,76 504,96 0,72 14,52 отн. Ед. 188,16 503,52 1,44 14,4 об. 0,6745 0,6588 0,6 мкг 289,92 519,48 0,72 0,72 отн. Ед. 289,92 519,48 0,72 0,72 отн. Ед. 290,64 519,48 57 0,72 отн. Ед. 0.9255 0,9137 0,8471 rg 347,64 519,48 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 347,64 519,48 0,72 0,72 отн. Ед. 289,92 504,24 0,72 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 289,92 504,24 0,72 0,72 отн. Ед. 290,64 504,24 57 0,72 об. 347,64 504,24 0,72 0,72 отн. Ед. 347,64 504,24 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 289,92 504,96 0,72 14,52 отн. Ед. 0,9255 0,9137 0,8471 rg 347,64 504,96 0,72 14,52 отн. 0,6745 0,6588 0,6 мкг 349,8 519,48 0,72 0,72 отн. Ед. 349,8 519.48 0,72 0,72 отн. Ед. 350,52 519,48 70,44 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 420,96 519,48 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 420,96 519,48 0,72 0,72 отн. Ед. 349,8 504,24 0,72 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 349,8 504,24 0,72 0,72 отн. Ед. 350,52 504,24 70,44 0,72 отн. Ед. 420,96 504,24 0,72 0,72 отн. Ед. 420,96 504,24 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 349,8 504,96 0,72 14,52 отн. Ед. 0,9255 0,9137 0,8471 rg 420,96 504,96 0,72 14,52 отн. Ед. 0,6745 0.6588 0,6 мкг 422,4 503,52 1,44 14,4 об. BT 228,24 491,28 TD 0 0 0 рг -0,0178 Tc 0 Tw (1750) Tj 22.08 0 TD 0 Tc -0.0089 Tw () Tj 57,48 0 TD -0,0178 Tc 0 Tw (8) Tj 5,52 0 TD 0,0433 Tc (-) Tj 3,36 0 TD -0,0148 Tc (1/2) Tj 13,8 0 TD 0 Tc -0,0089 Tw () Tj 49,68 0 TD -0,0178 Tc 0 Tw (46) Tj 11.04 0 TD 0 Tc -0.0089 Tw () Tj ET 0,9255 0,9137 0,8471 rg 188,16 500,52 1,44 3 об. 0,6745 0,6588 0,6 мкг 422,4 500,52 1.44 3 об. 190,32 502,08 0,72 0,72 отн. Ед. 190,32 502,08 0,72 0,72 отн. Ед. 191,04 502,08 96,72 0,72 отн. 0,9255 0,9137 0,8471 rg 287,76 502,08 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 287,76 502,08 0,72 0,72 отн. Ед. 190,32 486,72 0,72 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 190,32 486,72 0,72 0,72 отн. Ед. 191,04 486,72 96,72 0,72 отн. 287,76 486,72 0,72 0,72 отн. 287,76 486,72 0,72 0,72 отн. 0,6745 0,6588 0,6 мкг 190,32 487,44 0,72 14,64 об. 0,9255 0,9137 0.8471 рг 287,76 487,44 0,72 14,64 отн. 188,16 486 1,44 14,52 об. 0,6745 0,6588 0,6 мкг 289,92 502,08 0,72 0,72 отн. Ед. 289,92 502,08 0,72 0,72 отн. Ед. 290,64 502,08 57 0,72 об. 0,9255 0,9137 0,8471 rg 347,64 502,08 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 347,64 502,08 0,72 0,72 отн. Ед. 289,92 486,72 0,72 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 289,92 486,72 0,72 0,72 отн. Ед. 290,64 486,72 57 0,72 отн. Ед. 347,64 486,72 0,72 0,72 отн. 347,64 486,72 0,72 0.72 об. 0,6745 0,6588 0,6 мкг 289,92 487,44 0,72 14,64 отн. 0,9255 0,9137 0,8471 rg 347,64 487,44 0,72 14,64 отн. 0,6745 0,6588 0,6 мкг 349,8 502,08 0,72 0,72 отн. Ед. 349,8 502,08 0,72 0,72 отн. 350,52 502,08 70,44 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 420,96 502,08 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 420,96 502,08 0,72 0,72 отн. Ед. 349,8 486,72 0,72 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 349,8 486,72 0,72 0,72 отн. Ед. 350,52 486,72 70,44 0,72 отн. 420.96 486,72 0,72 0,72 отн. 420,96 486,72 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 349,8 487,44 0,72 14,64 об. 0,9255 0,9137 0,8471 rg 420,96 487,44 0,72 14,64 отн. Ед. 0,6745 0,6588 0,6 мкг 422,4 486 1,44 14,52 об. BT 228,24 473,76 TD 0 0 0 рг -0.0178 Tc 0 Tw (1800) Tj 22.08 0 TD 0 Tc -0.0089 Tw () Tj 57,48 0 TD -0,0178 Tc 0 Tw (8) Tj 5,52 0 TD 0,0433 Tc (-) Tj 3,36 0 TD -0,0148 Tc (3/4) Tj 13,8 0 TD 0 Tc -0,0089 Tw () Tj 49.68 0 TD -0,0178 Tc 0 Tw (52) Tj 11.04 0 TD 0 Tc -0.0089 Tw () Tj ET 0,9255 0,9137 0,8471 rg 188,16 483 1,44 3 об. 0,6745 0,6588 0,6 мкг 422,4 483 1,44 3 об. 190,32 484,56 0,72 0,72 отн. Ед. 190,32 484,56 0,72 0,72 отн. Ед. 191,04 484,56 96,72 0,72 отн. 0,9255 0,9137 0,8471 rg 287,76 484,56 0,72 0,72 отн. 0,6745 0,6588 0,6 мкг 287,76 484,56 0,72 0,72 отн. 190,32 469,2 0,72 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 190,32 469,2 0,72 0,72 отн. Ед. 191.04 469,2 96,72 0,72 отн. 287,76 469,2 0,72 0,72 отн. Ед. 287,76 469,2 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 190,32 469,92 0,72 14,64 об. 0,9255 0,9137 0,8471 rg 287,76 469,92 0,72 14,64 отн. 188,16 468,48 1,44 14,52 об. 0,6745 0,6588 0,6 мкг 289,92 484,56 0,72 0,72 отн. Ед. 289,92 484,56 0,72 0,72 отн. 290,64 484,56 57 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 347,64 484,56 0,72 0,72 отн. 0,6745 0,6588 0,6 мкг 347,64 484,56 0,72 0,72 отн. 289,92 469.2 0,72 0,72 об. 0,9255 0,9137 0,8471 rg 289,92 469,2 0,72 0,72 отн. Ед. 290,64 469,2 57 0,72 отн. Ед. 347,64 469,2 0,72 0,72 отн. 347,64 469,2 0,72 0,72 отн. 0,6745 0,6588 0,6 мкг 289,92 469,92 0,72 14,64 отн. 0,9255 0,9137 0,8471 rg 347,64 469,92 0,72 14,64 об. 0,6745 0,6588 0,6 мкг 349,8 484,56 0,72 0,72 отн. Ед. 349,8 484,56 0,72 0,72 отн. Ед. 350,52 484,56 70,44 0,72 отн. 0,9255 0,9137 0,8471 rg 420,96 484,56 0,72 0,72 отн. Ед. 0,6745 0,6588 0.6 пг 420,96 484,56 0,72 0,72 отн. Ед. 349,8 469,2 0,72 0,72 отн. 0,9255 0,9137 0,8471 rg 349,8 469,2 0,72 0,72 отн. 350,52 469,2 70,44 0,72 отн. 420,96 469,2 0,72 0,72 отн. Ед. 420,96 469,2 0,72 0,72 отн. 0,6745 0,6588 0,6 мкг 349,8 469,92 0,72 14,64 отн. 0,9255 0,9137 0,8471 rg 420,96 469,92 0,72 14,64 отн. Ед. 0,6745 0,6588 0,6 мкг 422,4 468,48 1,44 14,52 об. BT 228,24 456,24 ТД 0 0 0 рг -0,0178 Tc 0 Tw (1850) Tj 22.08 0 TD 0 Tc -0.0089 Tw () Tj 66,12 0 TD -0,0178 Tc 0 Tw (9) Tj 5.52 0 TD 0 Tc -0.0089 Tw () Tj 58,2 0 TD -0,0178 Tc 0 Tw (54) Tj 11.04 0 TD 0 Tc -0.0089 Tw () Tj ET 0,9255 0,9137 0,8471 rg 188,16 465,48 1,44 3 об. 0,6745 0,6588 0,6 мкг 422,4 465,48 1,44 3 об. 190,32 467,04 0,72 0,72 отн. 190,32 467,04 0,72 0,72 отн. 191,04 467,04 96,72 0,72 отн. 0,9255 0,9137 0,8471 rg 287,76 467,04 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 287,76 467.04 0,72 0,72 об. 190,32 451,68 0,72 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 190,32 451,68 0,72 0,72 отн. Ед. 191,04 451,68 96,72 0,72 отн. 287,76 451,68 0,72 0,72 отн. Ед. 287,76 451,68 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 190,32 452,4 0,72 14,64 об. 0,9255 0,9137 0,8471 rg 287,76 452,4 0,72 14,64 об. 188,16 450,96 1,44 14,52 об. 0,6745 0,6588 0,6 мкг 289,92 467,04 0,72 0,72 отн. Ед. 289,92 467,04 0,72 0,72 отн. 290,64 467,04 57 0,72 об. 0,9255 0.9137 0,8471 рг 347,64 467,04 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 347,64 467,04 0,72 0,72 отн. Ед. 289,92 451,68 0,72 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 289,92 451,68 0,72 0,72 отн. Ед. 290,64 451,68 57 0,72 отн. Ед. 347,64 451,68 0,72 0,72 отн. Ед. 347,64 451,68 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 289,92 452,4 0,72 14,64 отн. 0,9255 0,9137 0,8471 rg 347,64 452,4 0,72 14,64 об. 0,6745 0,6588 0,6 мкг 349,8 467,04 0,72 0,72 отн. 349,8 467,04 0,72 0.72 об. 350,52 467,04 70,44 0,72 отн. 0,9255 0,9137 0,8471 rg 420,96 467,04 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 420,96 467,04 0,72 0,72 отн. Ед. 349,8 451,68 0,72 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 349,8 451,68 0,72 0,72 отн. Ед. 350,52 451,68 70,44 0,72 отн. 420,96 451,68 0,72 0,72 отн. Ед. 420,96 451,68 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 349,8 452,4 0,72 14,64 об. 0,9255 0,9137 0,8471 rg 420,96 452,4 0,72 14,64 отн. 0,6745 0,6588 0,6 мкг 422.4 450,96 1,44 14,52 об. BT 228,24 438,72 TD 0 0 0 рг -0,0178 Tc 0 Tw (1900) Tj 22.08 0 TD 0 Tc -0.0089 Tw () Tj 66,12 0 TD -0,0178 Tc 0 Tw (9) Tj 5.52 0 TD 0 Tc -0.0089 Tw () Tj 58,2 0 TD -0,0178 Tc 0 Tw (54) Tj 11.04 0 TD 0 Tc -0.0089 Tw () Tj ET 0,9255 0,9137 0,8471 rg 188,16 447,96 1,44 3 об. 0,6745 0,6588 0,6 мкг 422,4 447,96 1,44 3 об. 190,32 449,52 0,72 0,72 отн. Ед. 190,32 449,52 0,72 0,72 отн. Ед. 191,04 449.52 96,72 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 287,76 449,52 0,72 0,72 отн. 0,6745 0,6588 0,6 мкг 287,76 449,52 0,72 0,72 отн. 190,32 434,16 0,72 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 190,32 434,16 0,72 0,72 отн. Ед. 191,04 434,16 96,72 0,72 отн. 287,76 434,16 0,72 0,72 отн. Ед. 287,76 434,16 0,72 0,72 отн. 0,6745 0,6588 0,6 мкг 190,32 434,88 0,72 14,64 об. 0,9255 0,9137 0,8471 rg 287,76 434,88 0,72 14,64 отн. 188,16 433,44 1,44 14,52 об. 0,6745 0.6588 0,6 мкг 289,92 449,52 0,72 0,72 отн. Ед. 289,92 449,52 0,72 0,72 отн. Ед. 290,64 449,52 57 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 347,64 449,52 0,72 0,72 отн. 0,6745 0,6588 0,6 мкг 347,64 449,52 0,72 0,72 отн. 289,92 434,16 0,72 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 289,92 434,16 0,72 0,72 отн. Ед. 290,64 434,16 57 0,72 об. 347,64 434,16 0,72 0,72 отн. 347,64 434,16 0,72 0,72 отн. 0,6745 0,6588 0,6 мкг 289,92 434,88 0,72 14,64 отн. 0,9255 0,9137 0.8471 рг 347,64 434,88 0,72 14,64 об. 0,6745 0,6588 0,6 мкг 349,8 449,52 0,72 0,72 отн. Ед. 349,8 449,52 0,72 0,72 отн. Ед. 350,52 449,52 70,44 0,72 отн. 0,9255 0,9137 0,8471 rg 420,96 449,52 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 420,96 449,52 0,72 0,72 отн. Ед. 349,8 434,16 0,72 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 349,8 434,16 0,72 0,72 отн. Ед. 350,52 434,16 70,44 0,72 отн. 420,96 434,16 0,72 0,72 отн. Ед. 420,96 434,16 0,72 0,72 отн. Ед. 0,6745 0,6588 0.6 пг 349,8 434,88 0,72 14,64 об. 0,9255 0,9137 0,8471 rg 420,96 434,88 0,72 14,64 отн. Ед. 0,6745 0,6588 0,6 мкг 422,4 433,44 1,44 14,52 об. BT 228,24 421,2 TD 0 0 0 рг -0,0178 Tc 0 Tw (1950) Tj 22.08 0 TD 0 Tc -0.0089 Tw () Tj 66,12 0 TD -0,0178 Tc 0 Tw (9) Tj 5.52 0 TD 0 Tc -0.0089 Tw () Tj 58,2 0 TD -0,0178 Tc 0 Tw (55) Tj 11.04 0 TD 0 Tc -0.0089 Tw () Tj ET 0,9255 0,9137 0,8471 rg 188,16 430,44 1,44 3 об. 0.6745 0,6588 0,6 rg 422,4 430,44 1,44 3 об. 190,32 432 0,72 0,72 отн. Ед. 190,32 432 0,72 0,72 отн. Ед. 191,04 432 96,72 0,72 отн. 0,9255 0,9137 0,8471 rg 287,76 432 0,72 0,72 отн. 0,6745 0,6588 0,6 мкг 287,76 432 0,72 0,72 отн. 190,32 416,64 0,72 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 190,32 416,64 0,72 0,72 отн. Ед. 191,04 416,64 96,72 0,72 отн. 287,76 416,64 0,72 0,72 отн. Ед. 287,76 416,64 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 190,32 417,36 0,72 14.64 re f 0,9255 0,9137 0,8471 rg 287,76 417,36 0,72 14,64 отн. 188,16 415,92 1,44 14,52 об. 0,6745 0,6588 0,6 мкг 289,92 432 0,72 0,72 отн. 289,92 432 0,72 0,72 отн. 290,64 432 57 0,72 об. 0,9255 0,9137 0,8471 rg 347,64 432 0,72 0,72 отн. 0,6745 0,6588 0,6 мкг 347,64 432 0,72 0,72 отн. 289,92 416,64 0,72 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 289,92 416,64 0,72 0,72 отн. Ед. 290,64 416,64 57 0,72 отн. Ед. 347,64 416,64 0,72 0,72 отн. 347.64 416,64 0,72 0,72 отн. 0,6745 0,6588 0,6 мкг 289,92 417,36 0,72 14,64 отн. 0,9255 0,9137 0,8471 rg 347,64 417,36 0,72 14,64 об. 0,6745 0,6588 0,6 мкг 349,8 432 0,72 0,72 отн. 349,8 432 0,72 0,72 отн. 350,52 432 70,44 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 420,96 432 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 420,96 432 0,72 0,72 отн. Ед. 349,8 416,64 0,72 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 349,8 416,64 0,72 0,72 отн. Ед. 350,52 416,64 70,44 0,72 отн. 420.96 416,64 0,72 0,72 отн. 420,96 416,64 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 349,8 417,36 0,72 14,64 об. 0,9255 0,9137 0,8471 rg 420,96 417,36 0,72 14,64 отн. 0,6745 0,6588 0,6 мкг 422,4 415,92 1,44 14,52 об. BT 228,24 403,68 TD 0 0 0 рг -0,0178 Tc 0 Tw (2000) Tj 22.08 0 TD 0 Tc -0.0089 Tw () Tj 57,48 0 TD -0,0178 Tc 0 Tw (8) Tj 5,52 0 TD 0,0433 Tc (-) Tj 3,36 0 TD -0,0148 Tc (1/2) Tj 13,8 0 TD 0 Tc -0,0089 Tw () Tj 49.68 0 TD -0,0178 Tc 0 Tw (56) Tj 11.04 0 TD 0 Tc -0.0089 Tw () Tj ET 0,9255 0,9137 0,8471 rg 188,16 412,92 1,44 3 об. 0,6745 0,6588 0,6 мкг 422,4 412,92 1,44 3 об. 190,32 414,48 0,72 0,72 отн. Ед. 190,32 414,48 0,72 0,72 отн. Ед. 191,04 414,48 96,72 0,72 отн. 0,9255 0,9137 0,8471 rg 287,76 414,48 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 287,76 414,48 0,72 0,72 отн. Ед. 190,32 399,24 0,72 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 190,32 399,24 0,72 0.72 об. 191,04 399,24 96,72 0,72 об. 287,76 399,24 0,72 0,72 отн. Ед. 287,76 399,24 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 190,32 399,96 0,72 14,52 отн. Ед. 0,9255 0,9137 0,8471 rg 287,76 399,96 0,72 14,52 отн. Ед. 188,16 397,68 1,44 15,24 об. 188,16 396,24 1,44 1,44 об. 0,6745 0,6588 0,6 мкг 188,16 396,24 1,44 1,44 об. 189,6 396,24 99,6 1,44 об. 289,92 414,48 0,72 0,72 отн. Ед. 289,92 414,48 0,72 0,72 отн. Ед. 290,64 414,48 57 0,72 отн. Ед. 0,9255 0,9137 0.8471 рг 347,64 414,48 0,72 0,72 отн. 0,6745 0,6588 0,6 мкг 347,64 414,48 0,72 0,72 отн. 289,92 399,24 0,72 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 289,92 399,24 0,72 0,72 отн. Ед. 290,64 399,24 57 0,72 об. 347,64 399,24 0,72 0,72 об. 347,64 399,24 0,72 0,72 об. 0,6745 0,6588 0,6 мкг 289,92 399,96 0,72 14,52 отн. Ед. 0,9255 0,9137 0,8471 rg 347,64 399,96 0,72 14,52 отн. Ед. 0,6745 0,6588 0,6 мкг 289,2 396,24 1,44 1,44 об. 290,64 396,24 58,44 1,44 об. 349.8 414,48 0,72 0,72 отн. Ед. 349,8 414,48 0,72 0,72 отн. Ед. 350,52 414,48 70,44 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 420,96 414,48 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 420,96 414,48 0,72 0,72 отн. Ед. 349,8 399,24 0,72 0,72 об. 0,9255 0,9137 0,8471 rg 349,8 399,24 0,72 0,72 об. 350,52 399,24 70,44 0,72 об. 420,96 399,24 0,72 0,72 отн. Ед. 420,96 399,24 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 349,8 399,96 0,72 14,52 отн. Ед. 0,9255 0,9137 0,8471 rg 420,96 399.96 0,72 14,52 отн. Ед. 0,6745 0,6588 0,6 мкг 349,08 396,24 1,44 1,44 об. 350,52 396,24 71,88 1,44 об. 422,4 397,68 1,44 15,24 об. 422,4 396,24 1,44 1,44 об. 422,4 396,24 1,44 1,44 об. BT 90 359,88 TD 0 0 0 рг / F3 24 Тс 0,048 Tw () Tj 0 -32,04 TD / F3 14,04 Тс -0,0147 Tc 0 Tw (отпуск) Tj 71,64 0 TD 0 Tc 0,0569 Tw () Tj 3,96 0 TD -0,0062 Tc 0 Tw (\ 226) Tj 7,68 0 TD 0 Tc 0,0569 Tw () Tj 3,96 0 TD / F4 12 Тс -0.0165 Tc 0,0405 Tw (Следующая страница) Tj 56,04 0 TD / F3 14,04 Тс 0 Tc 0,0569 Tw () Tj -143,28 -30,12 TD () Tj 0 -30,12 TD () Tj T * () Tj T * () Tj T * () Tj 0-30 TD () Tj 0 -30,12 TD () Tj T * () Tj T * () Tj ET конечный поток эндобдж 20 0 объект 18511 эндобдж 18 0 объект > / ProcSet 2 0 R >> / Содержание 19 0 руб. >> эндобдж 22 0 объект > поток BT 90 752,16 ТД 0 0 0 рг / F3 14.04 Тс 0 Tc 0,0569 Tw () Tj 0 -30,12 TD () Tj T * -0,0147 Tc 0 Tw (отпуск) Tj 71,64 0 TD / F4 14,04 Тс 0 Tc 0,0569 Tw () Tj 3,96 0 TD () Tj -75,6 -26,4 TD / F4 9,96 Тс 0,0115 Tc 0,0263 Tw (Для горячих работ используется h23 в диапазоне твердости HRC от 38 до 48. Обычно) Tj 0-11,52 TD 0,0189 Tc 0 Tw (диапазон твердости для штампов для литья под давлением составляет HRC от 44 до 48, требующих отпуска примерно при 1100 \ 260F.) Tj T * 0,0155 Tc -0,0094 Tw (Для повышения ударопрочности сталь часто используется как te) Tj 225.48 0 TD 0,0257 Tc -0,0345 Tw (выдержано при температурах, приближающихся к 1150 \ 260F,) Tj -225,48 -11,52 TD 0,0166 Tc 0,0027 Tw (дает твердость HRC от 40 до 44. Сталь должна выдерживаться при температуре отпуска) Tj 0 -11,52 TD 0,0172 Tc -0,0134 Tw (не менее двух часов на дюйм наибольшего поперечного сечения. Вся горячая сталь должна быть отпущена при температуре) Tj T * 0,0212 Tc -0,0301 Tw (минимум 50 de) Tj 87,72 0 TD 0,023 Tc -0,0318 Tw (выше ожидаемой максимальной рабочей температуры инструмента или матрицы.) Tj -87,72 -11,4 TD 0,0194 Tc -0 Tw (Двойная закалка, вторая закалка на 25-50 градусов ниже первой) Tj 0 -11,52 TD 0,016 Tc 0,0284 Tw (рекомендуется всегда, особенно при проблемах с тепловым контролем) Tj 286,92 0 TD 0 Tc -0,0089 Tw () Tj -286,92 -25,56 TD 0,0195 Tc 0,0116 Tw (испытания на твердость были сумасшедшими) Tj 113,4 0 TD -0,0178 Tc 0,0089 Tw (e on 1) Tj 27,6 0 TD 0,0433 Tc 0 Tw (-) Tj 3,36 0 TD 0,0216 Tc 0,0296 Tw (круглые образцы h23 дюйма, закаленные на воздухе) Tj -144.36 -11,52 TD 0,0157 Tc 0,0108 Tw (1850 \ 260F и отпуск в течение двух часов при различных температурах. Приведенные ниже результаты можно использовать как) Tj 0 -11,4 TD 0,0226 Tc -0,0244 Tw (руководство по отпуску, учитывая, что инструменты тяжелого сечения или массы могут быть на несколько пунктов ниже) Tj 0 -11,52 TD -0,0344 Tc 0 Tw (дюйм) Tj 7,68 0 TD 0,034 Tc -0,0428 Tw (твердость) Tj 49,56 0 TD 0 Tc -0,0089 Tw () Tj 93,72 -30,72 TD / F3 9,96 Тс 0,0227 Tc 0 Tw (отпуск) Tj 51,12 0 TD / F4 9.96 Тс 0 Tc -0,0089 Tw () Tj 27,24 -0,12 TD () Tj 2,76 0 TD () Tj ET 0,9255 0,9137 0,8471 rg 215,4 503,4 1,44 5,28 отн. 215,4 507,24 1,44 1,44 об. 216,84 507,24 99,48 1,44 об. 316,32 507,24 1,44 1,44 об. 317,76 507,24 77,4 1,44 об. 0,6745 0,6588 0,6 мкг 395,16 503,4 1,44 5,28 об. 0,9255 0,9137 0,8471 rg 395,16 507,24 1,44 1,44 об. 0,6745 0,6588 0,6 мкг 217,56 504,96 0,72 0,72 отн. Ед. 217,56 504,96 0,72 0,72 отн. Ед. 218.28 504,96 96,6 0,72 отн. 0,9255 0,9137 0,8471 rg 314,88 504,96 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 314,88 504,96 0,72 0,72 отн. Ед. 217,56 489,72 0,72 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 217,56 489,72 0,72 0,72 отн. 218,28 489,72 96,6 0,72 отн. 314,88 489,72 0,72 0,72 отн. Ед. 314,88 489,72 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 217,56 490,44 0,72 14,52 отн. Ед. 0,9255 0,9137 0,8471 rg 314,88 490,44 0,72 14,52 отн. Ед. 215,4 489 1,44 14,4 об. 0,6745 0.6588 0,6 мкг 317,04 504,96 0,72 0,72 отн. Ед. 317,04 504,96 0,72 0,72 отн. Ед. 317,76 504,96 75,96 0,72 отн. 0,9255 0,9137 0,8471 rg 393,72 504,96 0,72 0,72 отн. 0,6745 0,6588 0,6 мкг 393,72 504,96 0,72 0,72 отн. 317,04 489,72 0,72 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 317,04 489,72 0,72 0,72 отн. Ед. 317,76 489,72 75,96 0,72 отн. 393,72 489,72 0,72 0,72 отн. 393,72 489,72 0,72 0,72 отн. 0,6745 0,6588 0,6 мкг 317,04 490,44 0,72 14,52 отн. Ед. 0,9255 0.9137 0,8471 рг 393,72 490,44 0,72 14,52 отн. Ед. 0,6745 0,6588 0,6 мкг 395,16 489 1,44 14,4 об. BT 219,84 476,88 TD 0 0 0 рг () Tj 2,76 0 TD () Tj 2,76 0 TD () Tj 2,76 0 TD / F3 9,96 Тс 0,0138 Tc -0,0227 Tw (Температура) Tj 63,24 0 TD 0,0433 Tc 0 Tw (-) Tj 3,36 0 TD 0,0052 Tc 0,0459 Tw (\ 260F) Tj ET 228,12 474,72 82,32 1,08 об. BT 310,44 476,88 TD / F4 9,96 Тс 0 Tc -0,0089 Tw () Tj ET q 313.2 474,72 3,12 11,04 об. Ч. З. Н. BT 313,2 476,88 TD () Tj ET Q BT 319,32 476,88 TD () Tj 2,76 0 TD () Tj 2,76 0 TD () Tj 2,76 0 TD () Tj 2,76 0 TD / F3 9,96 Тс 0,0089 Tc 0 Tw (R) Tj 7,2 0 TD 0,0179 Tc -0,0268 Tw (ockwell C) Tj 48,96 0 TD 0 Tc -0,0089 Tw () Tj ET 337,56 474,72 54,48 1,08 об. q 392,04 474,72 3,12 11,04 об. Ч. З. Н. BT 392,04 476,88 ТД / F4 9,96 Тс () Tj ET Q 0.9255 0,9137 0,8471 rg 215,4 486 1,44 3 об. 0,6745 0,6588 0,6 мкг 395,16 486 1,44 3 об. 217,56 487,56 0,72 0,72 отн. 217,56 487,56 0,72 0,72 отн. Ед. 218,28 487,56 96,6 0,72 отн. 0,9255 0,9137 0,8471 rg 314,88 487,56 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 314,88 487,56 0,72 0,72 отн. Ед. 217,56 472,2 0,72 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 217,56 472,2 0,72 0,72 отн. Ед. 218,28 472,2 96,6 0,72 отн. 314,88 472,2 0,72 0,72 отн. Ед. 314,88 472,2 0,72 0.72 об. 0,6745 0,6588 0,6 мкг 217,56 472,92 0,72 14,64 отн. 0,9255 0,9137 0,8471 rg 314,88 472,92 0,72 14,64 отн. 215,4 471,48 1,44 14,52 об. 0,6745 0,6588 0,6 мкг 317,04 487,56 0,72 0,72 отн. Ед. 317,04 487,56 0,72 0,72 отн. Ед. 317,76 487,56 75,96 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 393,72 487,56 0,72 0,72 отн. 0,6745 0,6588 0,6 мкг 393,72 487,56 0,72 0,72 отн. 317,04 472,2 0,72 0,72 отн. 0,9255 0,9137 0,8471 rg 317,04 472,2 0,72 0,72 отн. 317.76 472,2 75,96 0,72 отн. 393,72 472,2 0,72 0,72 отн. Ед. 393,72 472,2 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 317,04 472,92 0,72 14,64 отн. 0,9255 0,9137 0,8471 rg 393,72 472,92 0,72 14,64 отн. 0,6745 0,6588 0,6 мкг 395,16 471,48 1,44 14,52 об. BT 258,24 459,24 ТД 0 0 0 рг / F4 9,96 Тс -0,0178 Tc 0 Tw (400) Tj 16,56 0 TD 0 Tc -0,0089 Tw () Tj 75,36 0 TD -0,0178 Tc 0 Tw (54) Tj 11.04 0 TD 0 Tc -0.0089 Tw () Tj ET 0,9255 0.9137 0,8471 рг 215,4 468,48 1,44 3 об. 0,6745 0,6588 0,6 мкг 395,16 468,48 1,44 3 об. 217,56 470,04 0,72 0,72 отн. 217,56 470,04 0,72 0,72 отн. Ед. 218,28 470,04 96,6 0,72 отн. 0,9255 0,9137 0,8471 rg 314,88 470,04 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 314,88 470,04 0,72 0,72 отн. 217,56 454,68 0,72 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 217,56 454,68 0,72 0,72 отн. 218,28 454,68 96,6 0,72 отн. 314,88 454,68 0,72 0,72 отн. Ед. 314,88 454,68 0.72 0,72 об. 0,6745 0,6588 0,6 мкг 217,56 455,4 0,72 14,64 об. 0,9255 0,9137 0,8471 rg 314,88 455,4 0,72 14,64 об. 215,4 453,96 1,44 14,52 об. 0,6745 0,6588 0,6 мкг 317,04 470,04 0,72 0,72 отн. 317,04 470,04 0,72 0,72 отн. 317,76 470,04 75,96 0,72 отн. 0,9255 0,9137 0,8471 rg 393,72 470,04 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 393,72 470,04 0,72 0,72 отн. Ед. 317,04 454,68 0,72 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 317,04 454,68 0,72 0.72 об. 317,76 454,68 75,96 0,72 отн. 393,72 454,68 0,72 0,72 отн. 393,72 454,68 0,72 0,72 отн. 0,6745 0,6588 0,6 мкг 317,04 455,4 0,72 14,64 об. 0,9255 0,9137 0,8471 rg 393,72 455,4 0,72 14,64 об. 0,6745 0,6588 0,6 мкг 395,16 453,96 1,44 14,52 об. BT 258,24 441,72 TD 0 0 0 рг -0,0178 Tc 0 Tw (500) Tj 16,56 0 TD 0 Tc -0,0089 Tw () Tj 75,36 0 TD -0,0178 Tc 0 Tw (53) Tj 11.04 0 TD 0 Tc -0.0089 Tw () Tj ET 0,9255 0.9137 0,8471 рг 215,4 450,96 1,44 3 об. 0,6745 0,6588 0,6 мкг 395,16 450,96 1,44 3 об. 217,56 452,52 0,72 0,72 отн. Ед. 217,56 452,52 0,72 0,72 отн. Ед. 218,28 452,52 96,6 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 314,88 452,52 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 314,88 452,52 0,72 0,72 отн. Ед. 217,56 437,16 0,72 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 217,56 437,16 0,72 0,72 отн. Ед. 218,28 437,16 96,6 0,72 об. 314,88 437,16 0,72 0,72 отн. Ед. 314,88 437,16 0.72 0,72 об. 0,6745 0,6588 0,6 мкг 217,56 437,88 0,72 14,64 отн. 0,9255 0,9137 0,8471 rg 314,88 437,88 0,72 14,64 отн. 215,4 436,44 1,44 14,52 об. 0,6745 0,6588 0,6 мкг 317,04 452,52 0,72 0,72 отн. Ед. 317,04 452,52 0,72 0,72 отн. Ед. 317,76 452,52 75,96 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 393,72 452,52 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 393,72 452,52 0,72 0,72 отн. Ед. 317,04 437,16 0,72 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 317,04 437,16 0,72 0.72 об. 317,76 437,16 75,96 0,72 отн. 393,72 437,16 0,72 0,72 отн. Ед. 393,72 437,16 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 317,04 437,88 0,72 14,64 об. 0,9255 0,9137 0,8471 rg 393,72 437,88 0,72 14,64 отн. 0,6745 0,6588 0,6 мкг 395,16 436,44 1,44 14,52 об. BT 258,24 424,2 TD 0 0 0 рг -0,0178 Tc 0 Tw (600) Tj 16,56 0 TD 0 Tc -0,0089 Tw () Tj 75,36 0 TD -0,0178 Tc 0 Tw (53) Tj 11.04 0 TD 0 Tc -0.0089 Tw () Tj ET 0.9255 0,9137 0,8471 rg 215,4 433,44 1,44 3 об. 0,6745 0,6588 0,6 мкг 395,16 433,44 1,44 3 об. 217,56 435 0,72 0,72 отн. Ед. 217,56 435 0,72 0,72 отн. 218,28 435 96,6 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 314,88 435 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 314,88 435 0,72 0,72 отн. Ед. 217,56 419,64 0,72 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 217,56 419,64 0,72 0,72 отн. Ед. 218,28 419,64 96,6 0,72 отн. Ед. 314,88 419,64 0,72 0,72 отн. Ед. 314,88 419,64 0,72 0,72 отн. Ед. 0.6745 0,6588 0,6 rg 217,56 420,36 0,72 14,64 об. 0,9255 0,9137 0,8471 rg 314,88 420,36 0,72 14,64 об. 215,4 418,92 1,44 14,52 об. 0,6745 0,6588 0,6 мкг 317,04 435 0,72 0,72 отн. 317,04 435 0,72 0,72 отн. 317,76 435 75,96 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 393,72 435 0,72 0,72 отн. 0,6745 0,6588 0,6 мкг 393,72 435 0,72 0,72 отн. 317,04 419,64 0,72 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 317,04 419,64 0,72 0,72 отн. Ед. 317,76 419,64 75,96 0.72 об. 393,72 419,64 0,72 0,72 отн. 393,72 419,64 0,72 0,72 отн. 0,6745 0,6588 0,6 мкг 317,04 420,36 0,72 14,64 об. 0,9255 0,9137 0,8471 rg 393,72 420,36 0,72 14,64 об. 0,6745 0,6588 0,6 мкг 395,16 418,92 1,44 14,52 об. BT 258,24 406,68 TD 0 0 0 рг -0,0178 Tc 0 Tw (700) Tj 16,56 0 TD 0 Tc -0,0089 Tw () Tj 75,36 0 TD -0,0178 Tc 0 Tw (53) Tj 11.04 0 TD 0 Tc -0.0089 Tw () Tj ET 0,9255 0,9137 0,8471 rg 215,4 415.92 1,44 3 об. 0,6745 0,6588 0,6 мкг 395,16 415,92 1,44 3 об. 217,56 417,48 0,72 0,72 отн. Ед. 217,56 417,48 0,72 0,72 отн. Ед. 218,28 417,48 96,6 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 314,88 417,48 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 314,88 417,48 0,72 0,72 отн. Ед. 217,56 402,24 0,72 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 217,56 402,24 0,72 0,72 отн. Ед. 218,28 402,24 96,6 0,72 отн. Ед. 314,88 402,24 0,72 0,72 отн. Ед. 314,88 402,24 0,72 0,72 отн. Ед. 0,6745 0,6588 0.6 пг 217,56 402,96 0,72 14,52 отн. Ед. 0,9255 0,9137 0,8471 rg 314,88 402,96 0,72 14,52 отн. 215,4 401,52 1,44 14,4 об. 0,6745 0,6588 0,6 мкг 317,04 417,48 0,72 0,72 отн. Ед. 317,04 417,48 0,72 0,72 отн. Ед. 317,76 417,48 75,96 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 393,72 417,48 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 393,72 417,48 0,72 0,72 отн. Ед. 317,04 402,24 0,72 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 317,04 402,24 0,72 0,72 отн. Ед. 317,76 402,24 75,96 0.72 об. 393,72 402,24 0,72 0,72 отн. Ед. 393,72 402,24 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 317,04 402,96 0,72 14,52 отн. 0,9255 0,9137 0,8471 rg 393,72 402,96 0,72 14,52 отн. 0,6745 0,6588 0,6 мкг 395,16 401,52 1,44 14,4 об. BT 258,24 389,28 TD 0 0 0 рг -0,0178 Tc 0 Tw (800) Tj 16,56 0 TD 0 Tc -0,0089 Tw () Tj 75,36 0 TD -0,0178 Tc 0 Tw (53) Tj 11.04 0 TD 0 Tc -0.0089 Tw () Tj ET 0,9255 0,9137 0,8471 rg 215,4 398.52 1,44 3 об. 0,6745 0,6588 0,6 мкг 395,16 398,52 1,44 3 об. 217,56 400,08 0,72 0,72 отн. 217,56 400,08 0,72 0,72 отн. 218,28 400,08 96,6 0,72 отн. 0,9255 0,9137 0,8471 rg 314,88 400,08 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 314,88 400,08 0,72 0,72 отн. Ед. 217,56 384,72 0,72 0,72 отн. 0,9255 0,9137 0,8471 rg 217,56 384,72 0,72 0,72 отн. 218,28 384,72 96,6 0,72 отн. 314,88 384,72 0,72 0,72 отн. Ед. 314,88 384,72 0,72 0,72 отн. Ед. 0,6745 0,6588 0.6 пг 217,56 385,44 0,72 14,64 отн. 0,9255 0,9137 0,8471 rg 314,88 385,44 0,72 14,64 отн. 215,4 384 1,44 14,52 об. 0,6745 0,6588 0,6 мкг 317,04 400,08 0,72 0,72 отн. 317,04 400,08 0,72 0,72 отн. 317,76 400,08 75,96 0,72 отн. 0,9255 0,9137 0,8471 rg 393,72 400,08 0,72 0,72 отн. 0,6745 0,6588 0,6 мкг 393,72 400,08 0,72 0,72 отн. Ед. 317,04 384,72 0,72 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 317,04 384,72 0,72 0,72 отн. Ед. 317,76 384,72 75,96 0.72 об. 393,72 384,72 0,72 0,72 отн. 393,72 384,72 0,72 0,72 отн. 0,6745 0,6588 0,6 мкг 317,04 385,44 0,72 14,64 об. 0,9255 0,9137 0,8471 rg 393,72 385,44 0,72 14,64 отн. 0,6745 0,6588 0,6 мкг 395,16 384 1,44 14,52 об. BT 258,24 371,76 TD 0 0 0 рг -0,0178 Tc 0 Tw (900) Tj 16,56 0 TD 0 Tc -0,0089 Tw () Tj 75,36 0 TD -0,0178 Tc 0 Tw (54) Tj 11.04 0 TD 0 Tc -0.0089 Tw () Tj ET 0,9255 0,9137 0,8471 rg 215,4 381 1.44 3 об. 0,6745 0,6588 0,6 мкг 395,16 381 1,44 3 об. 217,56 382,56 0,72 0,72 отн. Ед. 217,56 382,56 0,72 0,72 отн. Ед. 218,28 382,56 96,6 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 314,88 382,56 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 314,88 382,56 0,72 0,72 отн. Ед. 217,56 367,2 0,72 0,72 отн. 0,9255 0,9137 0,8471 rg 217,56 367,2 0,72 0,72 отн. Ед. 218,28 367,2 96,6 0,72 отн. Ед. 314,88 367,2 0,72 0,72 отн. Ед. 314,88 367,2 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 217.56 367,92 0,72 14,64 отн. 0,9255 0,9137 0,8471 rg 314,88 367,92 0,72 14,64 отн. Ед. 215,4 366,48 1,44 14,52 об. 0,6745 0,6588 0,6 мкг 317,04 382,56 0,72 0,72 отн. Ед. 317,04 382,56 0,72 0,72 отн. Ед. 317,76 382,56 75,96 0,72 отн. 0,9255 0,9137 0,8471 rg 393,72 382,56 0,72 0,72 отн. 0,6745 0,6588 0,6 мкг 393,72 382,56 0,72 0,72 отн. 317,04 367,2 0,72 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 317,04 367,2 0,72 0,72 отн. 317,76 367,2 75,96 0,72 отн. 393.72 367,2 0,72 0,72 отн. 393,72 367,2 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 317,04 367,92 0,72 14,64 отн. 0,9255 0,9137 0,8471 rg 393,72 367,92 0,72 14,64 отн. 0,6745 0,6588 0,6 мкг 395,16 366,48 1,44 14,52 об. BT 255,48 354,24 TD 0 0 0 рг -0,0178 Tc 0 Tw (1000) Tj 22.08 0 TD 0 Tc -0.0089 Tw () Tj 72,6 0 TD -0,0178 Tc 0 Tw (52) Tj 11.04 0 TD 0 Tc -0.0089 Tw () Tj ET 0,9255 0,9137 0,8471 rg 215,4 363,48 1,44 3 об. 0.6745 0,6588 0,6 rg 395,16 363,48 1,44 3 об. 217,56 365,04 0,72 0,72 отн. 217,56 365,04 0,72 0,72 отн. 218,28 365,04 96,6 0,72 отн. 0,9255 0,9137 0,8471 rg 314,88 365,04 0,72 0,72 отн. 0,6745 0,6588 0,6 мкг 314,88 365,04 0,72 0,72 отн. Ед. 217,56 349,68 0,72 0,72 отн. 0,9255 0,9137 0,8471 rg 217,56 349,68 0,72 0,72 отн. Ед. 218,28 349,68 96,6 0,72 отн. Ед. 314,88 349,68 0,72 0,72 отн. Ед. 314,88 349,68 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 217,56 350.4 0,72 14,64 об. 0,9255 0,9137 0,8471 rg 314,88 350,4 0,72 14,64 об. 215,4 348,96 1,44 14,52 об. 0,6745 0,6588 0,6 мкг 317,04 365,04 0,72 0,72 об. 317,04 365,04 0,72 0,72 об. 317,76 365,04 75,96 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 393,72 365,04 0,72 0,72 отн. 0,6745 0,6588 0,6 мкг 393,72 365,04 0,72 0,72 отн. 317,04 349,68 0,72 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 317,04 349,68 0,72 0,72 отн. Ед. 317,76 349,68 75,96 0,72 отн. 393,72 349.68 0,72 0,72 отн. Ед. 393,72 349,68 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 317,04 350,4 0,72 14,64 об. 0,9255 0,9137 0,8471 rg 393,72 350,4 0,72 14,64 отн. 0,6745 0,6588 0,6 мкг 395,16 348,96 1,44 14,52 об. BT 255,48 336,72 TD 0 0 0 рг -0,0178 Tc 0 Tw (1100) Tj 22.08 0 TD 0 Tc -0.0089 Tw () Tj 72,6 0 TD -0,0178 Tc 0 Tw (46) Tj 11.04 0 TD 0 Tc -0.0089 Tw () Tj ET 0,9255 0,9137 0,8471 rg 215,4 345,96 1,44 3 об. 0.6745 0,6588 0,6 rg 395,16 345,96 1,44 3 об. 217,56 347,52 0,72 0,72 отн. Ед. 217,56 347,52 0,72 0,72 отн. Ед. 218,28 347,52 96,6 0,72 отн. 0,9255 0,9137 0,8471 rg 314,88 347,52 0,72 0,72 отн. Ед. 0,6745 0,6588 0,6 мкг 314,88 347,52 0,72 0,72 отн. Ед. 217,56 332,16 0,72 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 217,56 332,16 0,72 0,72 отн. Ед. 218,28 332,16 96,6 0,72 об. 314,88 332,16 0,72 0,72 об. 314,88 332,16 0,72 0,72 об. 0,6745 0,6588 0,6 мкг 217,56 332.88 0,72 14,64 об. 0,9255 0,9137 0,8471 rg 314,88 332,88 0,72 14,64 об. 215,4 331,44 1,44 14,52 об. 0,6745 0,6588 0,6 мкг 317,04 347,52 0,72 0,72 отн. Ед. 317,04 347,52 0,72 0,72 отн. Ед. 317,76 347,52 75,96 0,72 отн. 0,9255 0,9137 0,8471 rg 393,72 347,52 0,72 0,72 отн. 0,6745 0,6588 0,6 мкг 393,72 347,52 0,72 0,72 отн. 317,04 332,16 0,72 0,72 об. 0,9255 0,9137 0,8471 rg 317,04 332,16 0,72 0,72 об. 317,76 332,16 75,96 0,72 об. 393,72 332.16 0,72 0,72 отн. Ед. 393,72 332,16 0,72 0,72 об. 0,6745 0,6588 0,6 мкг 317,04 332,88 0,72 14,64 об. 0,9255 0,9137 0,8471 rg 393,72 332,88 0,72 14,64 об. 0,6745 0,6588 0,6 мкг 395,16 331,44 1,44 14,52 об. BT 255,48 319,2 TD 0 0 0 рг -0,0178 Tc 0 Tw (1200) Tj 22.08 0 TD 0 Tc -0.0089 Tw () Tj 72,6 0 TD -0,0178 Tc 0 Tw (36) Tj 11.04 0 TD 0 Tc -0.0089 Tw () Tj ET 0,9255 0,9137 0,8471 rg 215,4 328,44 1,44 3 об. 0.6745 0,6588 0,6 rg 395,16 328,44 1,44 3 об. 217,56 330 0,72 0,72 отн. 217,56 330 0,72 0,72 отн. Ед. 218,28 330 96,6 0,72 об. 0,9255 0,9137 0,8471 rg 314,88 330 0,72 0,72 отн. 0,6745 0,6588 0,6 мкг 314,88 330 0,72 0,72 отн. 217,56 314,76 0,72 0,72 отн. 0,9255 0,9137 0,8471 rg 217,56 314,76 0,72 0,72 отн. Ед. 218,28 314,76 96,6 0,72 отн. 314,88 314,76 0,72 0,72 отн. Ед. 314,88 314,76 0,72 0,72 отн. 0,6745 0,6588 0,6 мкг 217,56 315,48 0,72 14.52 re f 0,9255 0,9137 0,8471 rg 314,88 315,48 0,72 14,52 отн. Ед. 215,4 313,2 1,44 15,24 об. 215,4 311,76 1,44 1,44 об. 0,6745 0,6588 0,6 мкг 215,4 311,76 1,44 1,44 об. 216,84 311,76 99,48 1,44 об. 317,04 330 0,72 0,72 отн. 317,04 330 0,72 0,72 отн. 317,76 330 75,96 0,72 отн. 0,9255 0,9137 0,8471 rg 393,72 330 0,72 0,72 отн. 0,6745 0,6588 0,6 мкг 393,72 330 0,72 0,72 отн. 317,04 314,76 0,72 0,72 отн. Ед. 0,9255 0,9137 0,8471 rg 317.04 314,76 0,72 0,72 отн. Ед. 317,76 314,76 75,96 0,72 отн. 393,72 314,76 0,72 0,72 отн. 393,72 314,76 0,72 0,72 отн. 0,6745 0,6588 0,6 мкг 317,04 315,48 0,72 14,52 отн. Ед. 0,9255 0,9137 0,8471 rg 393,72 315,48 0,72 14,52 отн. Ед. 0,6745 0,6588 0,6 мкг 316,32 311,76 1,44 1,44 об. 317,76 311,76 77,4 1,44 об. 395,16 313,2 1,44 15,24 об. 395,16 311,76 1,44 1,44 об. 395,16 311,76 1,44 1,44 об. 90 302,88 432 1,56 об.
,2 0,24 0,24 отн. 90 304.2 0,24 0,24 об. 90,24 304,2 431,52 0,24 об. 0,9451 0,9373 0,8863 рг 521,76 304,2 0,24 0,24 отн. 0,6745 0,6588 0,6 мкг 521,76 304,2 0,24 0,24 отн. 90 303,12 0,24 1,08 об. 0,9451 0,9373 0,8863 рг 521,76 303,12 0,24 1,08 отн. 0,6745 0,6588 0,6 мкг 90 302,88 0,24 0,24 отн. 0,9451 0,9373 0,8863 рг 90 302,88 0,24 0,24 отн. 90,24 302,88 431,52 0,24 об. 521,76 302,88 0,24 0,24 отн. 521,76 302,88 0,24 0,24 отн. BT 522 300,36 TD 0 0 0 рг () Tj -416.16-21 TD / F4 7,56 Тс -0,0261 Tc 0,015 Tw (Показанные данные являются типичными и не должны рассматриваться как максимальные или минимальные значения для спецификации или для окончательного d) Tj 380,4 0 TD -0,0417 Tc -0,02 Tw (проект) Tj 22.08 0 TD 0 Tc 0,0583 Tw () Tj -316,2 -8,64 TD () Tj 2,16 0 TD -0,0349 Tc 0,0277 Tw (Данные по любому конкретному куску материала могут отличаться от приведенных здесь.) Tj 225,48 0 TD / F5 9,96 Тс 0 Tc -0,0089 Tw () Tj 2,76 0 TD / F4 9,96 Тс () Tj -332.52 -24,96 TD () Tj ET конечный поток эндобдж 23 0 объект 18296 эндобдж 21 0 объект > / ProcSet 2 0 R >> / Содержание 22 0 руб. >> эндобдж 6 0 obj > эндобдж 7 0 объект > эндобдж 26 0 объект > поток HU XSWK®A * nSX * W «A-h @ Em (u {; ت CBBt: 6» dn «è3ss9 {@ A1CF0ĤL] V [Что шкала твердости Роквелла может рассказать вам о кухонном ноже — Misen
Некоторая сталь на самом деле слишком мягкая, чтобы из нее можно было сделать практичный нож.
- Некоторая сталь слишком хрупкая для изготовления ножей.
- Более мягкая сталь облегчает уход за ножом.
- Нож из более твердой стали дольше будет острее.
Насколько остро остро? Это относительно, если у нас нет точных измерений для сравнения, поэтому в 1912 году Уилбер Сковилл решил создать шкалу для оценки остроты перца чили и перца путем измерения содержания в них капсаицина. Первоначально он был определен путем разбавления экстракта перца в сахарной воде до тех пор, пока группа из пяти человек больше не могла его пробовать.
Перец халапеньо получил оценку 5000 по шкале Сковилла, потому что для того, чтобы его больше нельзя было пробовать, ему требовалось разбавить его в соотношении 5000: 1. Сегодня мы можем быть гораздо точнее, используя такие методы, как жидкостная хроматография высокого давления. И именно так мы узнаем, что рейтинг самого острого перца чили в мире — Каролинского жнеца — составляет 1 641 183 единицы Сковилла.
Точные измерения также полезны, если вы ищете качественный кухонный нож. Существует так много видов стали, что бывает трудно определить, какая сталь лучше всего подходит для кухонных ножей — если у вас нет системы точных измерений.Введите шкалу твердости Роквелла. Думайте об этом как о шкале Сковилла для стали.
Шкала твердости по Роквеллу важна для вашего поиска идеальных кухонных ножей, потому что более твердая сталь держит острую режущую кромку лучше, чем более мягкая сталь. Но насколько сложно?
Шкала твердости по Роквеллу
Тест на твердость по Роквеллу изначально был разработан для измерения шариковых подшипников.
Спустя семь лет после того, как Уилбер Сковилл решил серьезно заняться точным измерением пряностей, металлург, работающий на заводе шарикоподшипников в Новой Англии, изобрел точный и повторяемый способ измерения твердости.Стэнли П. Роквелл создал способ измерения стальных шарикоподшипников, созданных его компанией, но испытание было легко применить к любому типу металлических или неметаллических материалов.
Шкала, названная его именем, определяет относительную твердость металла путем измерения глубины вмятины после удара тяжелого предмета о кусок металла. Алмаз — самое твердое природное вещество, известное человеку. В наиболее часто используемом варианте теста Роквелла для удара по металлу используется алмаз конической формы. Затем измеряется сила и глубина конусообразной выемки.Тест проводится дважды.
Первоначально прикладывается только небольшая нагрузка давления, и выполняется измерение. Во второй раз — в точном положении — давление увеличивают до основной нагрузки, составляющей около 300 фунтов давления, а затем снова измеряют вдавливание.
Разница между глубиной первого и второго вдавливания определяет твердость. Испытание проводится не менее двух раз на куске металла для получения среднего значения. Производители обычно предлагают диапазон значений твердости, поскольку твердость стали может незначительно отличаться.
Более одного теста Роквелла
Тест Роквелла — не единственный способ измерения твердости материала. Шкала создается путем сравнения сопротивления вдавливанию. Чаще всего испытание проводится на закаленных сталях, но его можно проводить практически на любом материале — от пластика до бетона.
Существует 30 различных шкал Роквелла, каждая из которых использует уникальную комбинацию испытательных сил и типов вдавливания. Шкала соответствует буквам алфавита.Важной шкалой для ножевой стали является шкала С Роквелла, часто обозначаемая как HRC.
Существуют и другие тесты, которые могут быть более подходящими для определения твердости материала. Например, испытание на твердость по Бринеллю используется для материалов, которые слишком грубые, чтобы зафиксировать крошечные вмятины, оставленные алмазным наконечником.
На другом конце спектра метод определения твердости по Виккерсу используется для тонких металлов, а также композитов и керамики. В тесте используется алмазный индентор пирамидальной формы с квадратным основанием.Подобен Виккерсу метод Кнупа, в котором используется алмаз прямоугольной формы и измеряется твердость по краю очень тонких и мягких материалов.
Поскольку метод Роквелла быстрый и надежный, он является наиболее популярным методом определения твердости нержавеющей стали, используемой для изготовления лезвий ножей.
О чем говорят испытания на твердость
В случае шкалы твердости Роквелла на самом деле измеряется стойкость стали к постоянным деформациям. В итоге вы получите значение числа твердости по Роквеллу, измеренное на микроскопическом уровне и выраженное в градусах.Что касается кухонных ножей:
- Все, что ниже рейтинга 52 HRC, будет слишком мягким для кухонного ножа. Например, средний топор имеет HRC около 50, поэтому заостренное лезвие может выдержать удар от удара о твердый кусок дерева, не сломавшись.
- Рейтинг HRC 52-54 — это мягко, но из него получится недорогой кухонный нож.
- Профессионалы и опытные домашние повара выбирают кухонные ножи с рейтингом HRC 55 и выше.
Большинство премиальных сталей относятся к диапазону 59-64 HRC. Рейтинг выше этого числа указывает на крайнюю хрупкость. Из него получится ненадежный нож, потому что вы можете легко сломать лезвие во время его использования.
Значения твердости по Роквеллу и кухонные ножи
Твердость стали чаще всего изменяется за счет добавления углерода.
Более твердая сталь держит острую режущую кромку, поэтому высокая твердость по шкале Роквелла — ваша цель при выборе кухонного ножа, верно? Это логичное предположение, но есть компромиссы.Тест на твердость по Роквеллу позволяет производителям ножей найти баланс, который способствует остроте лезвия и помогает владельцу поддерживать ее в таком состоянии.
Как правило, нож с рейтингом твердости по шкале Роквелла 58-62 удерживает лезвие лучше, чем лезвие с более низким рейтингом HRC. Ножи японского стиля обычно имеют рейтинг HRC от 60 и выше.
Но слишком твердая сталь может сделать лезвие ножа хрупким и снизить его прочность на разрыв, поэтому нож будет легко повредить при неправильном использовании. Для заточки более твердой стали может потребоваться больше времени и усилий, но тогда, конечно, она будет оставаться такой в течение более длительных периодов времени.
Более мягкая сталь более долговечна. Оценка от низкого до среднего значения 50 будет означать, что лезвие ножа также не будет удерживать свою острую кромку, но его будет легче затачивать, и для него потребуется меньше навыков. Мастера ножей в немецком стиле, такие как Zwilling J.A. Henckels и Wüsthof используют нержавеющую сталь с рейтингом HRC около 55.
The Sweet Spot
Невозможно иметь твердость, гибкость и прочность. Изготовители ножей ищут то оптимальное место между высокой и низкой HRC, которое обеспечивает приемлемую степень удержания лезвия, не создавая при этом нож, который будет настолько хрупким, что его можно будет легко повредить.
Твердость стали чаще всего регулируется добавлением углерода. Твердость лезвия увеличивается, когда добавляется больше углерода. Производители ножей нагревают металл для своих лезвий до определенных температур. Это приводит к изменению порядка атомов стали и углерода, что изменяет характеристики металла. Могут быть добавлены другие элементы, помимо углерода, чтобы придать стали для кухонных лезвий различные свойства.
Подобно углю, хром увеличивает твердость и помогает ножу сохранять остроту.Хром также делает сталь стойкой к ржавчине и обесцвечиванию. Марганец, ванадий и молибден также могут влиять на твердость, помогая стальному лезвию сохранять остроту кромки.
Более твердый материал позволяет получить более тонкое лезвие с более тонкой режущей кромкой. Ножи, изготовленные из этих более твердых металлов, острее и будут стоить дороже. Кухонный нож с HRC выше 60 наградит вас отличным удержанием лезвия, но потребуется больше времени и усилий для заточки, когда хонингование больше не восстанавливает эту острую, как бритва, лезвие.
Нож с HRC выше 50 обеспечивает более высокую прочность на разрыв, что означает, что он может изгибаться, не ломаясь. Это важный момент при выборе ножа для очистки овощей.
Не позволяйте Роквеллу быть вашим главным лицом, принимающим решения
Подобно модному спортивному автомобилю, нож с рейтингом HRC значительно выше 60 может быть дорогим и сложным в обслуживании.
Вы, вероятно, не стали бы использовать Maserati в качестве пригородного автомобиля, так же как не захотели бы покупать высококлассный поварской нож в японском стиле с HRC выше 60 для повседневного использования на непрофессиональной кухне.И автомобиль, и нож требуют дополнительного внимания и потенциально дорогостоящего обслуживания.
Рейтинг HRC является показателем качества для вас, но для производителей ножей это скорее способ поддержания контроля качества. Имейте в виду HRC, но больше внимания уделяйте стилю ножа, который вы предпочитаете.
Теперь вы знаете, что означают значения твердости HRC по Роквеллу и как они могут помочь вам при совершении покупок. Купить качественные кухонные ножи не должно быть трудно — или сложно.
Зубчатые передачи | KHK Шестерни
В зависимости от назначения шестерни изготавливаются из различных материалов, таких как материалы на основе железа, цветные металлы или пластмассы.Прочность шестерен различается в зависимости от типа материала, применяемой термообработки или закалки.
9.1 Типы материалов зубчатых передач
В таблице 9.1 перечислены механические свойства и характеристики наиболее часто используемых материалов для зубчатых передач.
Таблица 9.1 Типы материалов зубчатых передач
Материал: углеродистая сталь для использования в конструкционных машинах
Номер материала JIS: S15CK
Предел прочности на разрыв, Н / мм2 Более: 490
Относительное удлинение (%) Более: 20
Вытягиваемость (%) Более: 50
Твердость HB: 143- 235
Характеристики, применяемая термообработка: Сталь низкоуглеродистая.Высокая твердость, полученная путем науглероживания.
Материал: углеродистая сталь для использования в конструкционных машинах
Номер материала JIS: S45C
Предел прочности на разрыв, Н / мм2 Более: 690
Относительное удлинение (%) Более: 17
Вытягиваемость (%) Более: 45
Твердость HB: 201- 269
Характеристики, применяемая термообработка: Чаще всего используется среднеуглеродистая сталь. Термическая обработка / индукционная закалка.
Материал: легированная сталь для использования в конструкции машин
Номер материала JIS: SCM435
Предел прочности на разрыв, Н / мм2 Более: 930
Относительное удлинение (%) Более: 15
Тяговость (%) Более: 50
Твердость HB: 269- 331
Характеристики, применяемая термообработка: Среднеуглеродистая легированная сталь (содержание C: 0.3-0,7%). Термическая обработка и индукционная закалка. Высокая прочность (высокая прочность на изгиб / высокая поверхностная прочность). Применяется в производстве зубчатых колес, кроме червячных передач.
Материал: легированная сталь для использования в конструкции машин
Номер материала JIS: SCM440
Предел прочности на разрыв, Н / мм2 Более: 980
Относительное удлинение (%) Более: 12
Вытягиваемость (%) Более: 45
Твердость HB: 285- 352
Характеристики, применяемая термообработка: Среднеуглеродистая легированная сталь (содержание C: 0,3-0.7%). Термическая обработка и индукционная закалка. Высокая прочность (высокая прочность на изгиб / высокая поверхностная прочность). Применяется в производстве зубчатых колес, кроме червячных колес.
Материал: легированная сталь для использования в конструкции машин
Номер материала JIS: SNCM439
Предел прочности на разрыв, Н / мм2 Более: 980
Относительное удлинение (%) Более: 16
Тяговость (%) Более: 45
Твердость HB: 293- 352
Характеристики, применяемая термообработка: Среднеуглеродистая легированная сталь (содержание C: 0,3-0,7%).Термическая обработка и индукционная закалка. Высокая прочность (высокая прочность на изгиб / высокая поверхностная прочность). Применяется в производстве зубчатых колес, кроме червячных колес.
Материал: легированная сталь для использования в конструкции машин
Номер материала JIS: SCr415
Предел прочности на разрыв, Н / мм2 Более: 780
Относительное удлинение (%) Более: 15
Вытягиваемость (%) Более: 40
Твердость HB: 217- 302
Характеристики, применяемая термообработка: Низкоуглеродистая легированная сталь (содержание C менее 0,3%). Применяемая поверхностно-упрочняющая обработка (науглероживание, азотирование, карбоновое азотирование и т. Д.) Высокая прочность (прочность на изгиб / долговечность поверхности).
Материал: легированная сталь для использования в конструкции машин
Номер материала JIS: SCM415
Предел прочности на разрыв, Н / мм2 Более: 830
Относительное удлинение (%) Более: 16
Вытягиваемость (%) Более: 40
Твердость HB: 235- 321
Характеристики, применяемая термообработка: низкоуглеродистая легированная сталь (содержание C менее 0,3%). Применяемая поверхностно-упрочняющая обработка (науглероживание, азотирование, карбонитрирование и т. Д.) Высокая прочность (прочность на изгиб / долговечность поверхности).
Материал: легированная сталь для использования в конструкции машин
Номер материала JIS: SNC815
Предел прочности на разрыв, Н / мм2 Более: 980
Относительное удлинение (%) Более: 12
Вытягиваемость (%) Более: 45
Твердость HB: 285- 388
Характеристики, применяемая термообработка: низкоуглеродистая легированная сталь (содержание C менее 0,3%). Применяемая поверхностно-упрочняющая обработка (науглероживание, азотирование, карбонитрирование и т. Д.) Высокая прочность (прочность на изгиб / долговечность поверхности).
Материал: легированная сталь для использования в конструкции машин
Материал JIS No.: SNCM220
Предел прочности на разрыв, Н / мм2 Более: 830
Относительное удлинение (%) Более: 17
Вытягиваемость (%) Более: 40
Твердость HB: 248-341
Характеристики, применяемая термообработка: Низкоуглеродистая легированная сталь ( Содержание C ниже 0,3%). Применяемая поверхностно-упрочняющая обработка (науглероживание, азотирование, карбонитрирование и т. Д.) Высокая прочность (прочность на изгиб / долговечность поверхности).
Материал: легированная сталь для использования в конструкции машин
Номер материала JIS: SNCM420
Предел прочности на разрыв, Н / мм2 Более: 980
Относительное удлинение (%) Более: 15
Вытягиваемость (%) Более: 40
Твердость HB: 293- 375
Характеристики, применяемая термообработка: низкоуглеродистая легированная сталь (содержание C ниже 0.3%). Применяемая поверхностно-упрочняющая обработка (науглероживание, азотирование, карбонитрирование и т. Д.) Высокая прочность (прочность на изгиб / долговечность поверхности).
Материал: стальной прокат для общих конструкций
Номер материала JIS: SS400
Предел прочности на разрыв Н / мм2 Более: 400
Относительное удлинение (%) Более: —
Тяговость (%) Более чем: —
Твердость HB: —
Характеристики , применяемые термообработки: Низкая прочность. Бюджетный.
Материал: серый чугун
Материал JIS No.: FC200
Предел прочности на разрыв, Н / мм2 Более: 200
Относительное удлинение (%) Более: —
Тяговость (%) Более чем: —
Твердость HB: Менее 223
Характеристики, применяемая термообработка: Низкая прочность, чем у стали. Подходит для массового производства.
Материал: чугун с шаровидным графитом
Номер материала JIS: FCD500-7
Предел прочности на разрыв, Н / мм2 Более: 500
Относительное удлинение (%) Более: 7
Тяговость (%) Более: —
Твердость HB: 150- 230
Характеристики, применяемая термообработка: Высокопрочный высокопрочный высокопрочный высокопрочный чугун.Используется при производстве крупногабаритных литых шестерен.
Материал: нержавеющая сталь
Номер материала JIS: SUS303
Предел прочности на разрыв, Н / мм2 Более: 520
Относительное удлинение (%) Более: 40
Вытягиваемость (%) Более: 50
Твердость HB: Менее 187
Характеристики, применяемая термообработка: Обладает большей обрабатываемостью, чем SUS304. Повышает сопротивление схватыванию.
Материал: нержавеющая сталь
Номер материала JIS: SUS304
Предел прочности на разрыв, Н / мм2 Более: 520
Относительное удлинение (%) Более: 40
Вытягиваемость (%) Более чем: 60
Твердость HB: Менее 187
Характеристики, Применяемая термообработка: Чаще всего используется нержавеющая сталь.Используется для машин пищевой промышленности и т. Д.
Материал: нержавеющая сталь
Номер материала JIS: SUS316
Предел прочности на разрыв, Н / мм2 Более: 520
Относительное удлинение (%) Более: 40
Вытягиваемость (%) Более: 60
Твердость HB: Менее 187
Характеристики, применяемая термообработка: имеет коррозионную стойкость к соленой морской воде лучше, чем SUS304.
Материал: нержавеющая сталь
Номер материала JIS: SUS420J2
Предел прочности на разрыв, Н / мм2 Более: 540
Относительное удлинение (%) Более: 12
Вытягиваемость (%) Более: 40
Твердость HB: Более 217
Характеристики, Применяемая термообработка: Мартенситная нержавеющая сталь, возможна закалка.
Материал: нержавеющая сталь
Номер материала JIS: SUS440C
Предел прочности на разрыв, Н / мм2 Более: —
Относительное удлинение (%) Более чем: —
Вытягиваемость (%) Более чем: —
Твердость HB: более 58HRC
Характеристики, Применяемая термообработка: Высокая твердость может быть получена закалкой. Высокая прочность поверхности.
Материал: цветные металлы
Номер материала JIS: C3604
Предел прочности на разрыв, Н / мм2: 335
Относительное удлинение (%) Более: —
Вытягиваемость (%) Более чем: —
Твердость HB: более 80HV
Характеристики, термическая обработка применено: Free-Cutting Brass.Используется при изготовлении малых шестерен.
Материал: Цветные металлы
Номер материала JIS: CAC502
Предел прочности на разрыв, Н / мм2: 295
Относительное удлинение (%) Более: 10
Тяговость (%) Более чем: —
Твердость HB: Более 80
Характеристики, термическая обработка Применено: литье из фосфористой бронзы. Подходит для червячных колес.
Материал: Цветные металлы
Номер материала JIS: CAC702
Предел прочности на разрыв, Н / мм2: 540
Относительное удлинение (%) Более: 15
Тянутость (%) Более чем: —
Твердость HB: Более 120
Характеристики, термическая обработка Применено: литье из алюминиевой бронзы.Используется для червячных колес и т. Д.
Материал: инженерные пластмассы
Номер материала JIS: MC901
Предел прочности на разрыв, Н / мм2: 96
Относительное удлинение (%) Более чем: —
Вытягиваемость (%) Более чем: —
Твердость HB: 120HRR
Характеристики, применяемая термообработка: Используется для зубчатых колес с механической обработкой. Легкий. Антикоррозийная.
Материал: инженерные пластмассы
Номер материала JIS: MC602ST
Предел прочности на разрыв, Н / мм2: 96
Относительное удлинение (%) Более чем: —
Вытягиваемость (%) Более чем: —
Твердость HB: 120HRR
Характеристики, применяемая термообработка: Используется для зубчатых колес с механической обработкой.Легкий. Антикоррозийная.
Материал: инженерные пластмассы
Номер материала JIS: M90
Предел прочности на разрыв, Н / мм2: 62
Относительное удлинение (%) Более: —
Вытягиваемость (%) Более чем: —
Твердость HB: 80HRR
Характеристики, применяемая термообработка: Используется для литых под давлением шестерен. Подходит для массового производства по невысокой цене. Применяется для работы с небольшой нагрузкой.
9.2 Термическая обработка
Термическая обработка — это процесс, который контролирует нагрев и охлаждение материала, выполняемый для получения требуемых структурных свойств металлических материалов.Способы нагрева включают нормализацию, закалку отжигом, отпуск и поверхностную закалку.
Термическая обработка проводится для улучшения свойств стали. по мере увеличения твердости за счет применения последовательных термических обработок вместе с этим увеличивается и прочность зубчатого колеса; резко возрастает прочность поверхности зуба. Как показано в Таблице 9.2, термическая обработка различается в зависимости от количества углерода (C), содержащегося в стали.
Таблица 9.2 Термическая обработка
ПРИМЕЧАНИЕ 1.Для азотирования необходимо, чтобы материал содержал один или несколько элементов сплава, таких как Al, Cr, Mo или V.
(1) Нормализация
Нормализация — это термообработка, применяемая к микроструктуре мелких кристаллов стали для унификации общей структуры. Эта обработка выполняется для снятия внутреннего напряжения или устранения противоречивой структуры волокна, возникшей в результате обработки формованием, такой как прокатка.
(2) Отжиг
Отжиг — это термообработка, применяемая для размягчения стали, корректировки кристаллической структуры, снятия внутренних напряжений и изменения характеристик холодной обработки и резки.В зависимости от области применения существует несколько типов отжига, таких как полный отжиг, размягчение, снятие напряжений, выпрямляющий отжиг и промежуточный отжиг.
- Полный отжиг
Отжиг для снятия внутренних напряжений без изменения структуры. - Выпрямляющий отжиг
Отжиг для исправления деформации стали или других материалов. Лечение проводится с применением нагрузки. - Промежуточный отжиг
Отжиг, применяемый в процессе холодной обработки, применяется для смягчения деформационного упрочненного материала, чтобы облегчить следующий процесс.
(3) Закалка
Закалка — это обработка стали с применением быстрого охлаждения после нагрева до высокой температуры. Существует несколько видов закалки в зависимости от условий охлаждения; закалка в воде, закалка в масле и закалка в вакууме. После закалки обязательно провести отпуск.
(4) Закалка
Закалка — это термообработка, при которой применяется охлаждение с определенной скоростью. После закалки материал снова нагревают, затем проводят отпуск.После закалки необходимо проводить отпуск. Закалка применяется для регулирования твердости, увеличения прочности и снятия внутреннего напряжения. Существует два типа отпуска: один — это высокотемпературный отпуск, а другой — низкотемпературный. Применение отпуска при более высокой температуре позволяет получить большую ударную вязкость, хотя твердость уменьшается.
Для термического рафинирования выполняется высокотемпературный отпуск.
Для индукционной закалки или науглероживания необходим отпуск, выполняемый после обработки поверхностным упрочнением, — это низкотемпературный отпуск.
(5) Термическое рафинирование
Термическое рафинирование — это термическая обработка, применяемая для регулировки посадки / прочности / ударной вязкости стали. Эта обработка включает в себя закалку и высокотемпературный отпуск в сочетании. После выполнения термического рафинирования твердость регулируется с помощью этих обработок для улучшения обрабатываемых свойств металлов.
Целевая пригодность для термического рафинирования:
S45C (углеродистая сталь для использования в конструкции машин) 200 — 270 HB
SCM440 (легированная сталь для использования в конструкции машин) 230 — 270 HB
(6) Науглероживание
Науглероживание — это термообработка, выполняемая специально для упрочнения поверхности, на которой присутствует углерод и проникает через поверхность.Поверхность низкоуглеродистой стали науглерожена (проникновение углерода) и находится в высокоуглеродистом состоянии, где требуется закалка. После закалки применяется низкотемпературный отпуск для регулирования твердости.
Не только поверхность, но и внутренняя структура материала также несколько упрочнены некоторым уровнем науглероживания, однако он не такой твердый, как поверхность.
Если на часть поверхности нанести маскирующий агент, проникновение углерода предотвращается и твердость не изменяется. Целевая твердость на поверхности и глубина закалки:
— Закалка 55 — 63 HRC (справочное значение)
— Эффективная глубина закалки 0.3 — 1,2 мм (справочное значение)
Шестерни деформируются из-за науглероживания, и точность снижается. Для повышения точности необходимо шлифование зубчатых колес.
(7) Индукционная закалка
Индукционная закалка — это термообработка, выполняемая для упрочнения поверхности путем индукционного нагрева стали, состоящей из 0,3% углерода. Для зубчатых передач индукционная закалка эффективна для упрочнения участков зуба, включая поверхность зуба и вершину, однако в некоторых случаях корень может не закалиться.
Как правило, точность зубчатых колес снижается из-за деформации, вызванной индукционной закалкой.Для индукционной закалки продуктов S45C см. Значения ниже.
— Твердость закалки 45 — 55 HRC
— Эффективная глубина закалки 1-2 мм
(8) Закалка пламенем
Закалка пламенем — это обработка поверхности, выполняемая путем нагрева пламенем. Эта обработка обычно выполняется на поверхности для частичного упрочнения чугуна и стали.
(9) Азотирование
Азотирование — это термообработка, выполняемая для упрочнения поверхности путем введения азота в поверхность стали.Если стальной сплав включает алюминий, хром и молибден, он улучшает азотирование и может быть получен твердость. Типичной нитридной сталью является SACM645 (алюминий-хром-молибденовая сталь)
(10) Полная закалка
Термическая обработка путем нагревания всего стального материала до сердечника с последующим быстрым охлаждением, при котором не только поверхность затвердевает, но и часть сердечника упрочняется.
Ссылки по теме:
Зубчатая рейка и шестерня — подробное описание зубчатой рейки и шестерни
Цилиндрические шестерни — подробное описание прямозубых шестерен
Материалы зубчатых колес и термическая обработка — страница Азбуки зубчатых колес / Основное руководство — B
Шестерни и термообработка — страница Введение в шестерни
Toolox 44 Сталь | Сталь Toolox | Торонто, Миссиссауга, ON
Toolox 44 — это новая закаленная и отпущенная сталь, обладающая высокой ударопрочностью и низкими остаточными напряжениями, а значит, хорошей размерной стабильностью.Несмотря на твердость 44 HRC, новая сталь легко обрабатывается. Toolox 44 Steel особенно подходит для изготовления пластиковых форм, поскольку ее можно полировать и травить с очень хорошими результатами. Сферы применения включают:
- Детали машин
- Изнашиваемые детали
- Формы пластиковые
- Формы резиновые
- Прессование
- Плашки для литья под давлением
- Поковки
- Якорные боксы
- Формы постоянные
Характеристики
Несмотря на номинальную твердость 45 HRC, эту новую сталь легко обрабатывать.
Особенно подходит для изготовления пластиковых форм, так как его можно полировать и травить с очень хорошими результатами.
Отлично подходит для направляющих, гибочных инструментов и т. Д., Когда требуются высокопрочные материалы.
Технические характеристики
| Твердость | Диапазон твердости 41-47 HRC |
| Ударная вязкость | Температура испытания ºF 68 Энергия удара, тест Шарпи-V для пластины, направление Гарантированный минимум Ft.фунты. 14 |
| Фрезерный | При скорости резания 140 м / мм, подаче 0,15 мм и эффективном времени обработки 10 мин с использованием Sandvik Coromil 200 и пластин GC 1025 Гарантируем максимальный износ кромок 0,3 мм |
| Офорт | Toolox 44 соответствует требованиям к травлению NADCA 207-2003 |
| Размеры | Toolox 44 поставляется в виде листа толщиной между.200 ″ — 5 1/8 ″ |
| Термическая обработка | Toolox 44 не предназначен для дальнейшей термообработки. Если Toolox 44 нагревается выше 590 ° C, никаких гарантий свойств стали не дается. |
| Азотирование / покрытие | Ниже температуры <590ºC / 1094ºF |
Техническая информация (типовые значения)
Химический состав (типовые значения)
| К | Si | млн | S, макс. | Кр | Ni | Пн | В |
| 0.31% | 0.60% | 0,90% | 40 страниц в минуту | 1,35% | 0,70 | 0,80% | 0,145% |
Прочность на сжатие (типовые значения)
| Предел текучести | фунтов / кв. Дюйм |
| при + 20 ° C | 181 300 |
| при + 200 ° C | 166,340 |
| при + 300 ° C | 162 400 |
| при + 400 ° C | 150 840 |
Включения (типовые значения)
| Размер включения (экв.диаметр) | 6 мкм |
| Площадь фракции | 0,015% |
| Соотношение сторон | 1,2 |
Механические свойства (типовые значения)
| + 20 ° С | + 200 ° С | |
| Предел прочности, PSI | 210 300 | 200,150 |
| Предел текучести, фунт / кв. Дюйм | 188 500 | 174 045 |
| Относительное удлинение, A5 [%] | 13 | 10 |
| Ударная вязкость, стандартная | 22 фут.фунты. | 22 фунт-фут |
| Твердость [HRC] | 45 | 45 |
Физические свойства (типовые значения)
| Коэффициент теплового расширения | дюйм / дюйм F | + 200 ° С |
| 68 ° F -> 750 ° F | 7,5 | 20 |
Газовое азотирование Toolox 44, 60 ч, 510 ° C
Механическая обработка
Toolox 44 Сталь можно обрабатывать на обычных станках.Важно использовать острые инструменты с положительным углом резания и избегать вибрации. Используйте следующие рекомендации в качестве руководства и отправной точки для вашей собственной оценки передового опыта.
Рекомендуемый предварительный нагрев температура при газовой резке и сварке Минимум 250º C
Рекомендуемое снятие напряжений отжиг (после медленного охлаждения до комнатной температуры) после газовой резки и сварки 580º C
Рекомендуемая литература
Презентации на:
Toolox 44 Приложение:
Toolox 44 Тестирование инструментов:
Статьи на:
Щелкните здесь, чтобы просмотреть брошюру.
Переход к фрезерованию термообработанной стали
Вместо того, чтобы использовать метчики для нарезания резьбы по стали перед закалкой, все большее число цехов выбирают резьбовые фрезерные станки для термообработанной стали.Если метчик сломается, это может повредить резьбу, что означает отказ от детали — и Душан Мичич не собирался рисковать. Мичич, владелец 3½-летней мастерской Redrox Industrial, Миссиссуага, Онтарио, специализируется на 5-осевом фрезеровании деталей для аэрокосмической и военной промышленности.Тщательное планирование таких работ так же важно, как и умелая обработка, и в июне 2008 года Мичик получил заказ на работу, который побудил его проконсультироваться с производителем инструментов Myles Tool Co. Inc., Санборн, штат Нью-Йорк, где также находится механический цех.
Деталь, как он объяснил Джо Адамсу, супервайзеру по заточке резцов Myles Tool, была пластина для крепления камеры. Состоящий из дисперсионно-упрочненной нержавеющей стали 17-4, подвергнутой термообработке до твердости 45 HRC, компонент имел внутреннюю резьбу в серии отверстий, два из которых — каждое размером 0 °.106 дюймов в диаметре и ¼ дюйма в глубину — были особенно маленькими.
Нажатие было недоступно. Материал был слишком твердым; риск того, что инструмент сломается, слишком велик. «Когда кран ломается, его может быть очень трудно вынуть, и отверстие может быть повреждено», — сказал Мичич. В то время как метчик полностью врезан в заготовку при нарезании резьбы, резьбовая фреза свободно вращается внутри просверленного отверстия, формируя резьбу с каждым оборотом. Движения резьбовой фрезы контролируются 3-осевыми фрезами с одновременной винтовой интерполяцией (оси X и Y перемещаются в круговом направлении, а ось Z следует линейной траектории).Если инструмент сломается, он упадет на дно, откуда его легко извлечь плоскогубцами.
Адамс предложил продеть отверстия с помощью резьбовой фрезы 6-32 (резьба №6 при 32 витках на дюйм). «Это твердосплавный инструмент с субмикрозерном, обладающий высокой поперечной прочностью на разрыв, покрытый нитратом алюминия и титана», — сказал Адамс.
Затем Мичик и Адамс рассчитали необходимые подачи и скорости. «В нашем механическом цехе, — сказал Адамс, — у нас есть твердый фрезерный инструмент для фрезерования материалов с твердостью до 62 HRC, поэтому я просмотрел эту диаграмму подачи и скорости, а затем подтвердил цифры примерно на 30 процентов, потому что геометрия 6 -32 не похож на твердую мельницу; это всего лишь 0.100 дюймов в диаметре. Термообработанный материал намного более абразивен, чем материал в мягком состоянии. Когда вы обрабатываете [закаленную сталь], вы должны очень внимательно относиться к нагрузке на инструмент; вы должны следить за тем, насколько сильно вы собираетесь толкать этот инструмент, потому что он настолько прочен, насколько прочен его наименьший диаметр ».
Micic запрограммировал свой 3-осевой VF5 Haas на резьбу при 2100 об / мин со скоростью подачи 1,5 дюймов в минуту. Он использовал фиксирующую пластину, чтобы удерживать заготовку. Чтобы свести к минимуму вибрацию и нагрузку на инструмент, Micic входил и выходил из отверстия.Начиная с нижней части детали, он использовал технику подъемного фрезерования, при которой подающая и вращающаяся резьбонарезная фреза вращаются в одном направлении. Благодаря этому стружка попадает за резьбовую фрезу, что помогает обеспечить оптимальную чистоту поверхности и продлить срок службы инструмента.
Инструмент 6-32 выполнил первый проход в каждом отверстии примерно за 20 секунд. «С этим материалом нельзя быть слишком агрессивным. Я сделал по три прохода в каждую лунку, полуфиниш и два финиша », — сказал Мичич. «Я все еще постукиваю, но все зависит от приложения.Если это очень сложное приложение, я фрезерую резьбу. Это дает мне душевное спокойствие ».
Термообработанная сталь
Фрезерование внутренней резьбы в термообработанных стальных деталях от 40 до 55 HRC получило распространение в последние годы как часть более широкой тенденции среди цехов обрабатывать более твердые и эластичные материалы. Джим Хартфорд, вице-президент Advent Tool and Manufacturing Inc., Лейк-Блафф, штат Иллинойс, подсчитал, что за последние 5 лет процент его клиентов, работающих с термообработанной сталью для резьбонарезания, увеличился примерно на 30 процентов.
Этой тенденции способствовали технологические достижения, такие как 3-осевые станки с ЧПУ, способные выполнять одновременную многоосевую спиральную интерполяцию, более широкое использование твердосплавных резьбовых фрез и, не в последнюю очередь, интерес цехов к оптимизации операций.
Традиционно компании, работающие с закаленной сталью, сначала нарезали резьбу метчиком или резьбовой фрезой, отправляли ее на термообработку, отправляли обратно, а затем выполняли шлифование или что-то еще, что было необходимо для устранения проблем из-за теплового движения в стали.Часто это был обременительный и отнимающий много времени режим. «Если вы покупаете уже затвердевший материал, все, что вам нужно сделать, это обработать его», — сказал Ник Гатен, менеджер по фрезерованию в Kennametal Inc., Латроб, Пенсильвания. «Намного быстрее доставить деталь из затвердевшего куска. стали, чем делать это традиционным способом. И, конечно же, скорость — большое преимущество, когда дело доходит до выигрыша заказов ».
Обработка закаленной стали — и тем самым предотвращение возможного перемещения или деформации резьбы из-за термической обработки — также улучшает качество, — сказал Дон Халас, менеджер по продукции для нарезания резьбы и канавок Seco Tools Inc., Трой, штат Мичиган. «Вы получаете идеально выглядящую нить, и вам не нужно ничего выгонять [окалина от термообработки], потому что покрытие исключительно хорошее. Кроме того, благодаря тому, что вы заправляете резьбу после термообработки, ваше позиционирование на 100 процентов точно »
Твердосплавные резьбовые фрезы
Лучшим инструментом для нарезания резьбы отверстий диаметром ¾ дюйма и меньше в термообработанной стали является твердосплавная резьбовая фреза. Многие производители инструментов рекомендуют использовать твердосплавные фрезы для сверления больших отверстий.Предпочтение отдается индексируемым файлам, поскольку они обеспечивают большую экономию средств; Вместо того, чтобы заменять весь инструмент из-за износа, нужно менять только вставки. Хартфорд из Advent Tool, которая производит твердосплавные резьбовые фрезы, сказал, что инструменты компании изготовлены из карбидных смесей для повышения твердости и дополнительной гибкости, чтобы обеспечить «небольшое отклонение для бокового давления».
Он добавил: «Мы используем специальную субмикронную смесь с 10% кобальта для более твердой стали, 12% кобальта для более мягкой стали и, для инструментов с алмазным покрытием, более стандартного размера с 6% кобальта.”
Фирма шлифует и затачивает кромку резьбовой фрезы. «Поскольку смесь с высоким содержанием кобальта с твердостью около 91 HRA может привести к быстрому износу инструмента, мы используем осаждение из паровой фазы, чтобы нанести на него покрытие из нитрида титана и алюминия, чтобы повысить твердость», — сказал Хартфорд.
Фрезерная нержавеющая
X-L Engineering Inc., Найлс, Иллинойс, производит медицинские и аэрокосмические компоненты и, в зависимости от работы, фрезерует или нарезает резьбу. «Мы производим множество внутренних компонентов, используемых в хирургических инструментах», — сказал Тед Творек, менеджер по производству.«Большинство деталей, с которыми мы имеем дело, имеют диаметр 1 дюйм или меньше».
Помимо твердости материала, величина зазора на дне отверстия может быть решающим фактором при выборе резьбовой фрезы или метчика. Если отверстие слишком мелкое для длины заходной резьбы метчика, лучше использовать резьбовую фрезу. «Вы лучше удерживаете размер [с резьбовой фрезой] по сравнению с метчиком для нижней части, который имеет тенденцию сокращать размеры с превышением размера», — сказал Творек.
Недавняя работа заключалась в нарезании резьбы для компонента, используемого в хирургическом инструменте с пневматическим приводом.Это была деталь из нержавеющей стали марки 416, прошедшая термообработку до твердости от 36 до 44 HRC. Работа требовала резьбы 2-56 с минимальной глубиной резьбы 0,125 дюйма и максимальной глубиной сверления 0,150 дюйма в отверстии диаметром 0,070 дюйма.
Tworek использовал резьбовую фрезу 2-56 Vardex, установленную на 9600 об / мин со скоростью подачи около 14,5 дюймов в минуту. Он запрограммировал инструмент на четыре прохода, используя технику подъемного фрезерования. «Из-за более твердого материала у вас больше шансов взорвать инструмент, поэтому я люблю добавлять проходы», — сказал он.Tworek делал два прохода, удаляя каждый раз около 0,003 дюйма материала, и два прохода пружины, чтобы получить чистую поверхность. «Это заняло меньше минуты, — сказал он. — Так что действительно не было разницы во времени между нарезанием резьбы и нарезанием резьбы. все сводится к стоимости детали
и заявки ».
Подъемное фрезерование, практикуемое Мичиком и Твореком, необходимо для эффективного нарезания резьбы, — сказал Уильям Дюроу, старший специалист по фрезерованию Sandvik Coromant Co., Fair Lawn, Нью-Джерси. ,» он сказал.«Твердосплавные резьбовые фрезы очень хорошо работают на сжатие; при использовании обычной фрезы возникают растягивающие напряжения, которые не нравятся карбиду. [Обычное фрезерование] также выделяет больше тепла, а когда вы имеете дело с материалами, которые трудно обрабатывать, условия множатся ».
Нарезание резьбы и фрезерование
В то время как Tworek из X-L Engineering отметил, что нарезание резьбы и фрезерование резьбы идет от носа к носу с точки зрения времени нарезания резьбы, нарезание резьбы имеет явное преимущество, когда речь идет о отверстиях определенного размера в закаленном материале.Использование метчика является разумным вариантом, когда отношение глубины к диаметру составляет примерно 3: 1 или больше. В таких случаях риск прогиба резьбовой фрезы возрастает. «По мере того, как резьбовая фреза опускается в глубокое отверстие, она теряет жесткость и возникает эффект отталкивания от заготовки, поэтому инструмент не может производить эффективную резьбу», — сказал Халас из Seco. «Хотя всегда есть шанс, что кран сломается, это лучший вариант».
Согласно источникам для этой статьи, помимо обработки длинных отверстий, нарезание резьбы на закаленной стали явно превосходит эффективность нарезания резьбы.В дополнение к уже упомянутым возможностям, фрезерование резьбы обеспечивает меньшую стружку — около 0,3 дюйма длиной — в то время как стружка, полученная во время нарезания резьбы, может быть в несколько раз больше, что может создавать проблемы с эвакуацией. Кроме того, резьбовые фрезы можно запрограммировать на обработку отверстий различного диаметра и шаг, в то время как метчик ограничен одним шагом и размером отверстия. «Допустим, вы хотите изменить диаметр шага, сделать его больше или меньше, — сказал Халас. — Что ж, вы можете сделать это с помощью офсетного станка с ЧПУ — и даже нарезайте правую и левую резьбу с помощью одной и той же резьбовой фрезы.Вы не можете сделать это одним касанием. Какой бы кран вы ни купили, вы получите именно его. Так что это большое преимущество резьбовых фрез ».
И хотя резьбовая фреза может стоить в пять или более раз больше, чем метчик, она с гораздо большей вероятностью, чем метчик, останется неповрежденной при выполнении нескольких работ нарезания резьбы на закаленном материале. (Метчик для отверстия с резьбой Micic стоит около 16 долларов, тогда как цена резьбовой фрезы 6-32 может составлять от 57 до 97 долларов.)
Резьбовые фрезы также обеспечивают более глубокую и прочную резьбу. «При нарезании резьбы сначала просверливается отверстие, обычно на 25% больше [меньшего диаметра], чтобы облегчить нарезание резьбы», — сказал Халас.«Это означает, что поток не на 100 процентов; это только 75 процентов, потому что вы потеряли 25 процентов негабаритного диаметра. При резьбофрезеровании все происходит наоборот. Вы выбираете меньший размер, снимаете материал и наматываете на него стопроцентную нить. В результате вы получите от 5 до 7 процентов большей прочности резьбы ».
Качественная резьба
Для достижения оптимальных результатов нарезания резьбы обычно требуется немного больше, чем правильное программирование программного обеспечения резьбовых фрез, которое предоставляется производителями резьбовых фрез.«С помощью нашего руководства вы вводите инструмент, который используете, и тип материала, над которым работаете, и оно генерирует для вас код», — сказал Дуроу из Sandvik. «Это дает вам ваши каналы и скорость в файле [Microsoft] Word, вы вставляете его в свою программу, и все готово».
Проблемы могут возникнуть, когда компании пренебрегают правилами программирования. «Некоторые люди используют программное обеспечение только для того, чтобы выбрать инструмент», — сказал Гейтен из Kennametal. «Но если вы не используете выходные подачи и скорости, которые указаны в программе ЧПУ, которую генерирует программное обеспечение, у вас могут возникнуть проблемы.«Компании, которые отказываются от рекомендаций по программированию, обычно неправильно рассчитывают фиды, — продолжил Гейтен. «Если у вас есть инструмент в отверстии, которое не намного больше, чем сам инструмент, инструмент проходит по периферии резьбы, но центр инструмента проходит по гораздо меньшему диаметру. Станок контролирует скорость подачи этого меньшего диаметра, и люди часто определяют скорость подачи на режущей кромке и забывают компенсировать ее разницу в радиусе движения инструмента по сравнению с радиусом, который находится в центре режущей кромки. инструмент движется.В итоге получаются ужасно высокие подачи, а на резьбонарезных станках происходит стружка ».
Кроме того, по словам Халаса из Seco, цехам, работающим с закаленными материалами, иногда необходимо выполнять несколько проходов нарезания резьбы, чтобы гарантировать качество резьбы. «Допустим, длина резьбы составляет 1 дюйм, и вы опускаетесь на три четверти пути вниз, и инструмент останавливается, — продолжил он. — Это означает, что резак отталкивался, он не мог обрезать достаточно большие резьбы и [ заправка] на самом деле выглядит как колокольчик, поскольку он сужается к низу.Но если вы сделаете дополнительный пас, а иногда и три, это поможет облегчить ситуацию ».
Что касается дальнейших разработок, направленных на расширение возможностей резьбофрезерования, Халас сказал, что Seco экспериментирует с резьбовыми фрезами из CBN, материала, почти такого же твердого, как алмаз. Если он окажется эффективным, это станет еще одним шагом вперед для цехов, заинтересованных в резьбофрезеровании термообработанной стали. «Как только магазины пробуют нарезать резьбу, они попадают на крючок, — сказал Халас. «На самом деле, мы наблюдаем рост продаж резьбонарезных станков после того, как [экономика] замедлилась.Раньше в большинстве магазинов был килт. У них не было времени попробовать. Так что теперь они пробуют нарезать резьбу, и им это очень нравится ». CTE
Щелкните изображение выше, чтобы просмотреть его в формате PDF.
Авторы
Advent Tool and Manufacturing Inc.
(800) 847-3234
www.advent-threadmill.com
Applied Thermal Technologies Inc.
(866) 998-6029
www.appliedthermaltechnologies.com
Kennametal Inc.
(800) 446-7738
www.kennametal.com
Myles Tool Co. Inc.
(716) 731-1300
www.mylestool.com
Redrox Industrial
(905) 670-2277
Sandvik Coromant Co.
(800) 726-3845
www.sandvik.coromant.com/us
Seco Tools Inc.
(248) 528-5200
www.secotools.com
X-L Engineering Corp.
(847) 965-3030
www.xleng.com
Делаем сталь твердой, но не слишком твердой
В Варшаве, инд., Applied Thermal Technologies Inc. специализируется на вакуумной термообработке и пайке сталей и экзотических материалов. «Оснащенная девятью вакуумными печами и восемью печами отпуска, компания обслуживает ортопедическую и аэрокосмическую промышленность», — сказал Микки Брадикан, президент Applied Th ermal. «В то время как медицинские имплантаты обычно изготавливаются из титана, хирургические инструменты, как правило, изготавливаются из нержавеющей стали, а в аэрокосмической отрасли — от инконелей до кобальтовых сплавов, титана и нержавеющей стали», — сказал он.
Способы термической обработки металлов для повышения твердости и прочности на разрыв различаются.Сталь, черный металл, обычно проходит двухэтапный процесс, называемый «закалкой и отпуском». В зависимости от химического состава и размера детали сталь нагревается до 1400 ° F или выше в течение минимум 30 минут. Нагревание перемещает атомы углерода и укрепляет атомные связи. Затем сталь быстро закаливают в воде, масле или воздухе, фиксируя атомы углерода на месте. Следующий шаг — закалка — включает повторный нагрев стали от 200 ° F до 800 ° F, чтобы частично снизить твердость, но при этом сохранить ее в количестве, достаточном для предполагаемого использования детали.
Хотя закалка и отпуск используются для большинства сталей, это не единственный метод термической обработки материала. Определенный химический состав (процентное содержание углерода, железа и других сплавов) является определяющим фактором. Например, пластина из нержавеющей стали 17-4 PH для крепления камеры, указанная в начале основной статьи, содержит железо, никель и хром, и для этого потребовался бы одностадийный процесс (нагрев при 900 ° F в течение 1 часа). достичь твердости 45 HRC.
—D.Макканн
Устранение типичных проблем с резьбовой фрезой
КомпанияMyles Tool Inc. составила таблицу поиска и устранения неисправностей, в которой перечислены 11 наиболее распространенных проблем и способов их устранения. Ниже перечислены четыре наиболее важных проблемы и соответствующие решения. Чтобы просмотреть весь список, посетите сайт www.ctemag.com, нажмите «Операции машины, резка» и прокрутите вниз до «Где от страха к резьбе».
1. Резьбовая фреза показывает ускоренный или чрезмерный износ.
Причины:
a) Неправильный выбор скорости и подачи. Решение: убедитесь, что из таблицы скорости и подачи были выбраны правильная скорость и подача.
b) Чрезмерное давление инструмента. Решения: уменьшите подачу на зуб; выполнять смену инструмента через более короткие интервалы; проверьте инструмент на предмет чрезмерного износа — начальная резьба изнашивается быстрее всего.
c) Неправильное покрытие, создающее наросты по краю. Решения: изучить другие покрытия; увеличить расход и объем охлаждающей жидкости.
d) Скорость шпинделя слишком высокая. Решение: уменьшите скорость шпинделя.
2. Сколы на режущих кромках.
Причины:
a) Неправильный выбор скорости и подачи. Решение: убедитесь, что из таблицы скорости и подачи были выбраны правильная скорость и выбранная подача.
b) Мельница считывания перемещалась или проскальзывала в своем удерживающем устройстве. Решение: используйте гидравлический зажимной патрон.
в) Недостаточная жесткость станка. Решения: убедитесь, что заготовка правильно зажата; при необходимости подтяните или увеличьте устойчивость.
d) Недостаточное давление или расход охлаждающей жидкости. Решение: увеличьте расход и объем охлаждающей жидкости.
3. Ступеньки в профиле резьбы.
Причины:
a) Слишком высокая подача. Решение: уменьшите подачу на зуб.
b) Врезание запрограммировано как осевое перемещение. Решение: убедитесь, что резьбовая фреза излучает дугу на большом диаметре, а не совершает радиальное перемещение.
c) Чрезмерный износ резьбовой фрезы. Решение: выполняйте замену инструмента через более короткие интервалы.
г) Инструмент слишком сильно выступает из держателя. Решение: Сделайте выступ в держателе как можно короче.
4. Разница в размерах от детали к детали.
Причины:
a) Инструмент слишком сильно выступает из держателя. Решение: максимально уменьшить вылет удерживающего устройства.
б) Неправильное покрытие, создающее BUE. Решения: изучить другие покрытия; увеличить расход и объем охлаждающей жидкости.
c) Чрезмерный износ резьбовой фрезы.Решение: выполняйте замену инструмента через более короткие интервалы.
г) Заготовка движется в своей фиксации. Решение: убедитесь, что заготовка правильно зажата — при необходимости подтяните или увеличьте устойчивость.
.