20Л сталь: характеристики и расшифовка, применение и свойства стали
- Стали
- Стандарты
Всего сталей
| Страна | Стандарт | Описание | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Россия | ГОСТ 977-88 | Отливки стальные. | ||||||||||
| Россия | ГОСТ 4491-2016 | Центры колесные литые железнодорожного подвижного состава. Общие технические условия | ||||||||||
Характеристики стали 20Л
| Классификация | Сталь конструкционная обыкновенная |
| Применение | Используется во многих областях промышленности: для изготовления арматуры, отливок различных деталей для машиностроения. Любые детали и элементы, которые производят с применением метода выплавки, сварно-литьевым способом, которые предназначены для эксплуатации в температурных режимах -40 до 450 °С. Любые детали и элементы, которые производят с применением метода выплавки, сварно-литьевым способом, которые предназначены для эксплуатации в температурных режимах -40 до 450 °С. |
Маркировка стали расшифровывается: «Л» — сталь литейная, 20 – процентное содержание углерода — 0,20% (примеси пр. элементов минимальны).
Сталь марки 20Л отличается слабой стойкостью к воздействию кислотных и щелочных сред. В условиях повышенной влажности поверхность изделий из 20Л подвержена сильной коррозии, что резко снижает прочность. Для её повышения на изделия рекомендовано наносить защитные покрытия – цинк, хром, пр.
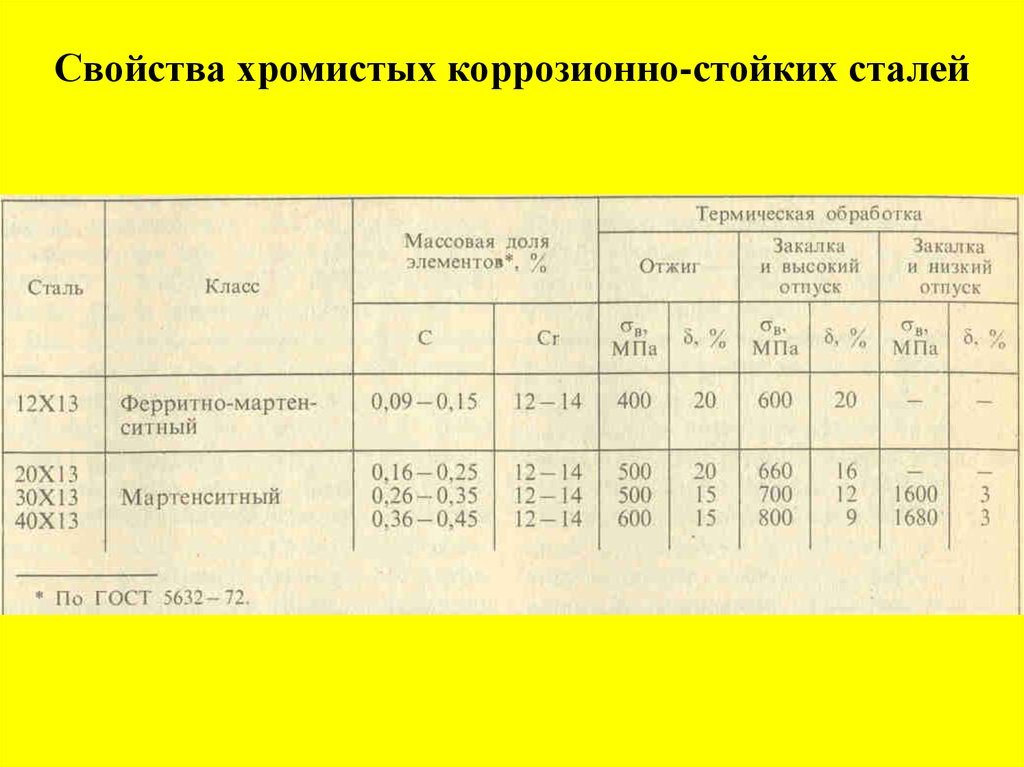
К особенностям стали 20Л относят её структуру — смесь перлита и феррита. Используя термическую обработку 20Л, можно создать структуру пакетного мартенсита. Все эти мероприятия существенно повышают прочность и снижают пластичность стали. После упрочнения термическим способом прокат 20Л применяют для производства метизов, так как прочность достигает 8,8 класса.
Механические свойства 20Л
Механические свойства по стандарту ГОСТ 977-88
| Категория прочности | Предел текучести, МПа, min | Временное сопротивление, МПа, min | Относительное удлинение, %, min | Относительное сужение, %, min |
Ударная вязкость KCU, кДж/м |
| К20 | 216 | 412 | 22 | 35 | 491 |
Механические свойства по стандарту ГОСТ 4491-2016
| Предел текучести, МПа, min | Временное сопротивление, МПа, min | Относительное удлинение, %, min | Относительное сужение, %, min | Ударная вязкость KCU, кДж/м2, min | |
| при 20 °С | при минус 60 °С | ||||
| 245 | 440 | 22 | 32 | 49,0 | 24,5 |
×
Отмена Удалить
×
Выбрать тариф
×
Подтверждение удаления
Отмена Удалить
×
Выбор региона будет сброшен
Отмена
×
×
Оставить заявку
×
| Название | |||
Отмена
×
К сожалению, данная функция доступна только на платном тарифе
Выбрать тариф
Сталь 20Л — расшифровка марки и все характеристики » Металлобазы.
 ру
руВыбор металлопрокатаАрматураБалка двутавроваяКатанкаКвадратКругЛентаЛистПолосаПроволокаСеткаТруба профильнаяТруба круглаяТруба чугуннаяУголокШвеллерШестигранникШпунтТипРазмер
По всей РоссииСанкт-Петербург
Сталь для отливок марки 20Л предназначена для производства деталей общего машиностроения, а так-же детали сварно-литых конструкций, работающие при температуре от -40 до +450 °С, изготовляемые методом выплавляемых моделей.
Цифра 20 расшифровывается как сталь — содержащая в своем химическом составе около 0,20% углерода, а буква Л классифицирует сталь как — литейную.
- Заменитель (сталь — близкая по основным параметрам): 25Л, 35Л.
- Основное назначение стали: шаботы, арматура, фасонные отливки деталей
Химический состав
| C | Mn | Si | Cr | Ni | Cu | S | P |
| не более | |||||||
| 0,17 — 0,25 | 0,35 — 0,90 | 0,20 — 0,52 | 0,30 | 0,30 | 0,30 | 0,045 | 0,04 |
|
C — углерод; Mn — марганец; Si — кремний; |
Cr — хром; Ni — никель; Cu — медь; |
S — сера; P — фосфор. 
|
Механические свойства в сечениях до 100мм
| Состояние поставки, режимы термообработки | σ0,2 | σв | δ5 | ψ | KCU Дж/см2 | |
| Мпа | % | |||||
| Не менее | ||||||
| Нормализация 910-930 °С. Отпуск 670-690°С. | 220 | 420 | 22 | 35 | 500 | |
Механические свойства в зависимости от сечения литой заготовки
| Сечение (мм) | Место вырезки образца | σ0,2 | σв | δ5 | ψ | KCU Дж/см2 | НВ |
| Мпа | % | ||||||
Нормализация 870-890 °С, воздух до 250-300 °С. Отпуск 630-650 °С, воздух Отпуск 630-650 °С, воздух
|
|||||||
| 10 | Ц | 215-255 | 450-495 | 27-37 | 45-63 | - | 131 |
| 30 | 200-265 | 425-480 | 31-37 | 48-63 | 60-83 | 134-143 | |
| 50 | 200-275 | 460-480 | 31-33 | 48-57 | 64-96 | 124-143 | |
| 100 | Ц, К | 200-245 | 420-485 | 29-36 | 44-64 | 107-141 | 131-134 |
| 210-245 | 440-490 | 30-34 | 44-64 | 92-153 | 131-143 | ||
| 200 | Ц, К | 210-255 | 430-470 | 14-34 | 24-61 | 103-149 | 121-143 |
| 210-265 | 430-485 | 19-37 | 28-64 | 90-127 | 131 | ||
| σ0,2 — условный предел текучести; σв — временное сопротивление разрыву; δ5 — относительное удлинение после разрыва; |
ψ — относительное сужение; KCU — ударная вязкость. 
|
Температура критических точек
| Ас1 | Ас3 (Асм) | Ар (Арсм) | Ар1 |
| 735°С | 854°С | 835°С | 680°С |
Технологические свойства
| Наименование свойств | Показатель |
| Свариваемость: | сваривается без ограничений. Способы сварки РДС, АДС — под газовой защитой, ЭШС. |
| Обрабатываемость резанием: | в нормализованном состоянии при |
| Флокеночувствительность | не чувствительна |
| Склонность к отпускной хрупкости | не склонна |
Литейные свойства
| Наименование свойств | Значение |
| Температура начала затвердевания: | 1512-1251°С |
| Показатель трещиноустойчивости: | 1,0 |
| Склонность к образованию усадочных раковин: | 0,9 |
| Жидкотекучесть: | 0,9 |
| Линейная усадка: | 2,2-2,3% |
| Склонность к образованию усадочной пористости: | 1,0 |
При составлении характеристик стали 20Л использованы материалы книги «Марочник сталей и сплавов» (Авт. Сорокин В. Г., Мирмельштейн В.А.). Издательство 1989 года.
Сорокин В. Г., Мирмельштейн В.А.). Издательство 1989 года.
Сталь 20л / Ауремо
Сталь 08Л Сталь 15л Сталь 20л Сталь 25л Сталь 30л Сталь 35л Сталь 40л Сталь 45л Сталь 50L
Обозначение
| Наименование | Значение |
|---|---|
| Обозначение ГОСТ Кириллица | 20Л |
| Обозначение ГОСТ латинское | 20 л |
| Транслитерация | 20 л |
| Элементы химические | 20 |
Описание
Сталь 20Л применяется : для изготовления арматуры, арматуры, деталей машин общего назначения, изготавливаемых методом литья по выплавляемым моделям; детали кузовных конструкций и другие детали, работающие при температуре от минус 40 до 450°С; литейные детали, паровые, газовые, гидротурбины и компрессоры, работающие при температуре от -40 до +350 °С; отливка к нему 2-й и 3-й частей арматуры и приводов (корпуса присоединения к сварке и литейно-сварные конструкции) с температурой рабочей среды от -30 до +450 °С без ограничения номинального рабочего давления; литые центры колесных пар локомотивов и моторных вагонов электро- и дизель-поездов железных дорог 1520 мм в климатическом исполнении УХЛ; литье деталей оборудования (арматуры) для АЭС, ТЭЦ, ТЭЦ, экспериментальных и исследовательских ядерных реакторов и установок; центробежнолитых труб, применяемых в качестве комплектующих в оборудовании для металлургической, машиностроительной, стекольной, керамической, горно-обогатительной, нефтехимической промышленности и предназначенных для изготовления заготовок и деталей, используемых в составе изделий авиационной и атомной промышленности.
Примечание
Сталь перлитного класса.
Допускается применять отливки деталей трубопроводной арматуры из стали марки 20Л до рабочей температуры минус 40 °С при условии термической обработки в режиме закалки плюс отпуск или нормализации плюс отпуск с испытанием на ударную вязкость ККУ -40 ≥200 кДж /м 2 (2,0 кгс·м/см 2 ).
Стандарты
| Наименование | Код | Стандарты |
|---|---|---|
| Бинты. Колеса. Оси | В41 | ГОСТ 4491-86 |
| Отливки стальные | В82 | ГОСТ 977-88, ОСТ 108.961.04-80, ОСТ 26-07-402-83, ОСТ 24.920.01-80, ОСТ 3-4365-79, ОСТ 5Р.9285-95, ТУ 26-02-19- 75, ТУ 108.11.352-87, ТУ 4112-091-00220302-2006, СТ ЦКБА 014-2004, ТУ 5.961-11151-92 |
| Твердые сплавы, металлокерамические изделия и порошки, металл | В56 | ОСТ 107.750001.001-91 |
| Классификация, номенклатура и общие нормы | В20 | ОСТ 84-218-85 |
Сварка и резка металлов. Пайка, клепка Пайка, клепка | В05 | РТМ 108.020.122-78 |
| Трубы стальные и соединительные детали к ним | В62 | ТУ 1333-003-76886532-2014 |
Химический состав
| Стандарт | С | С | Р | Мн | Кр | Си | Ni | Фе | Медь |
|---|---|---|---|---|---|---|---|---|---|
| ГОСТ 4491-86 | 0,17-0,25 | ≤0,025 | ≤0,03 | 0,6-0,9 | ≤0,5 | 0,2-0,52 | ≤0,5 | Остальные | ≤0,4 |
| ТУ 5.961-11151-92 | 0,17-0,25 | ≤0,025 | ≤0,025 | 0,45-0,9 | — | 0,2-0,52 | — | Остальные | — |
| ТУ 1333-003-76886532-2014 | 0,17-0,25 | ≤0,04 | ≤0,04 | 0,45-0,9 | — | 0,2-0,52 | — | Остальные | — |
| СТ ЦКБА 014-2004 | 0,17-0,25 | ≤0,04 | ≤0,04 | 0,45-0,9 | ≤0,45 | 0,2-0,52 | ≤0,4 | Остальные | ≤0,4 |
Fe – основа.
По ГОСТ 977-88 массовая доля содержания S и P указывается для 1 группы отливок из основной стали. Содержание серы и фосфора в отливках групп 2 и 3, в кислой и основной мартеновской стали — см. табл. 4а по ГОСТ 977-88.
Согласно ТУ 5.961-11151-92 для отливок марок 1 и 2 массовая доля кобальта в стали не должна превышать 0,20%, а для отливок в зоне прямого облучения — 0,15%.
Механические характеристики
| Сечение, мм | с Т |с 0,2 , МПа | σ B , МПа | д | г, % | кДж/м 2 , кДж/м 2 | Число твердости по Бринеллю, МПа |
|---|---|---|---|---|---|---|
| Литые детали газовых турбин. Нормализация при 880-900°С или Нормализация при 880-900°С, охлаждение на воздухе + отпуск при 630-650°С, охлаждение на воздухе | ||||||
| 100 | ≥216 | ≥412 | ≥22 | ≥35 | ≥491 | 116-144 |
| Нормализация при 870-890 °С с охлаждением на воздухе до 250-300 °С + отпуск при 630-650 °С, охлаждение на воздухе (имя места вырезки образца) | ||||||
| 100 | 210-245 | 440-490 | 30-34 | 44-64 | — | 131-143 |
Отливки с толщиной стенки до 100 мм в состоянии поставки на др 5. 961-11151-92. Нормализация при 880-900°С + Отпуск при 630-650°С. Критическая температура хрупкости ТКО ≤ 55 °С. 961-11151-92. Нормализация при 880-900°С + Отпуск при 630-650°С. Критическая температура хрупкости ТКО ≤ 55 °С. | ||||||
| — | ≥216 | ≥412 | ≥22 | ≥35 | ≥490 | 116-144 |
| Нормализация при 870-890 °С с охлаждением на воздухе до 250-300 °С + отпуск при 630-650 °С, охлаждение на воздухе (имя места вырезки образца) | ||||||
| 200 | 210-265 | 430-485 | 19-37 | 28-64 | — | 131 |
| Отливки для судостроения. При нормализации 890-920°С + отпуск при 630-670°С, охлаждение на воздухе | ||||||
| — | ≥220 | ≥420 | ≥22 | ≥35 | ≥500 | 116-144 |
Отливки с толщиной стенки до 100 мм в состоянии поставки по др. 5.961-11151-92. Нормализация при 880-900°С + Отпуск при 630-650°С. Критическая температура хрупкости ТКО ≤ 55 °С. Критическая температура хрупкости ТКО ≤ 55 °С. | ||||||
| — | ≥170 | ≥370 | — | ≥35 | — | — |
| Центры литые колесных пар вагонов по ГОСТ 4491-86. Нормализация при 940-960 °С (выдержка 2,5-3,0 ч), ускоренное охлаждение до 300-400 °С со скоростью не менее 0,4 °С·с-1 + Отпуск при 640-660 °С, выдержка 2,5- 3,0 ч (KCU+20°/KCU-60°) | ||||||
| ≥245 | ≥440 | ≥22 | ≥32 | ≥490/245 | — | |
| Нормализация при 870-890 °С с охлаждением на воздухе до 250-300 °С + отпуск при 630-650 °С, охлаждение на воздухе (имя места вырезки образца) | ||||||
| 10 | 215-225 | 450-495 | 27-37 | 45-63 | — | 131 |
Отливки с толщиной стенки до 100 мм в состоянии поставки по др. 5. 961-11151-92. Нормализация при 880-900°С + Отпуск при 630-650°С. Критическая температура хрупкости ТКО ≤ 55 °С. 961-11151-92. Нормализация при 880-900°С + Отпуск при 630-650°С. Критическая температура хрупкости ТКО ≤ 55 °С. | ||||||
| — | ≥160 | ≥370 | — | ≥33 | — | — |
| Нормализация при 870-890 °С с охлаждением на воздухе до 250-300 °С + отпуск при 630-650 °С, охлаждение на воздухе (имя места вырезки образца) | ||||||
| 100 | 200-245 | 420-485 | 31-33 | 44-64 | — | 131-134 |
| Отливки с толщиной стенки до 100 мм в состоянии поставки на др 5.961-11151-92. Нормализация при 880-900°С + Отпуск при 630-650°С. Критическая температура хрупкости ТКО ≤ 55 °С. | ||||||
| — | ≥140 | ≥360 | — | ≥32 | — | — |
| Нормализация при 870-890 °С с охлаждением на воздухе до 250-300 °С + отпуск при 630-650 °С, охлаждение на воздухе (имя места вырезки образца) | ||||||
| 200 | 210-255 | 430-470 | 14-34 | 24-61 | — | 121-143 |
| 30 | 200-265 | 425-480 | 31-37 | 48-63 | — | 134-143 |
| 50 | 200-275 | 460-480 | 31-33 | 48-57 | — | 124-143 |
Описание механических меток
| Наименование | Описание |
|---|---|
| Раздел | Секция |
| с Т | с 0,2 | Предел текучести или предел пропорциональности с допуском на остаточную деформацию 0,2% |
| о В | Предел кратковременной прочности |
| у | Относительное сужение |
| кДж/м 2 | Прочность |
Физические характеристики
| Температура | Е, ГПа | Г, ГПа | р, кг/м3 | л, Вт/(м · °С) | Р, НОМ · м | а, 10-6 1/°С | С, Дж/(кг·°С) |
|---|---|---|---|---|---|---|---|
| 20 | 201 | 78 | 7850 | 54 | 170 | — | — |
| 100 | 196 | 76 | — | 53 | 220 | 122 | 487 |
| 200 | 188 | 73 | — | 51 | 294 | 127 | 500 |
| 300 | 183 | 71 | — | 48 | 385 | 131 | 517 |
| 400 | 173 | 67 | — | 43 | 490 | 135 | 533 |
| 500 | 165 | 63 | — | 39 | 604 | 139 | 559 |
| 600 | 152 | 58 | — | 35 | 761 | 144 | 588 |
| 700 | 132 | 50 | — | 32 | 932 | 149 | 638 |
| 800 | 120 | 45 | — | 27 | 1101 | 126 | 706 |
| 900 | — | — | — | 27 | 1139 | 126 | 706 |
| 1100 | — | — | — | — | — | 124 | 706 |
Технологические свойства
| Имя | Значение |
|---|---|
| Свариваемость | Сваривается без ограничений.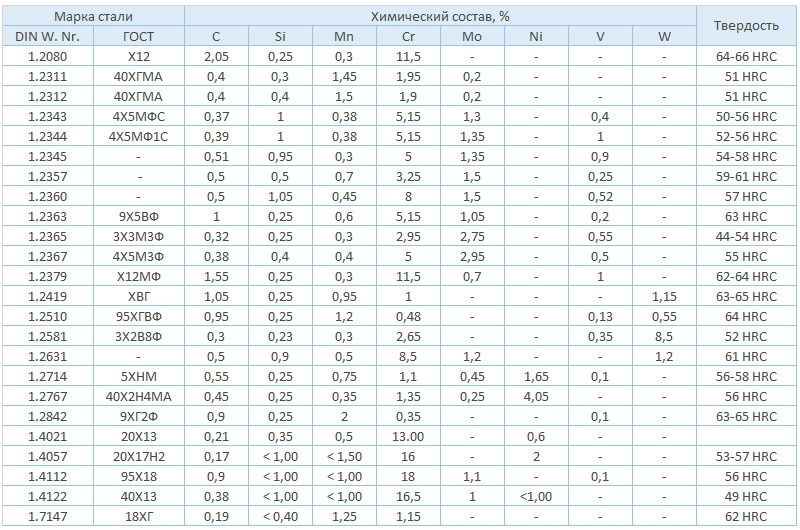 Способы сварки: РДС, АДС, электрошлаковая сварка в газовой защите. После ремонта дефектов сваркой применяется отпуск при 619-660°С. Способы сварки: РДС, АДС, электрошлаковая сварка в газовой защите. После ремонта дефектов сваркой применяется отпуск при 619-660°С. |
| Склонность к отпускной хрупкости | Нет. |
| Чувствительность к флоку | не чувствителен. |
| Наплавка | Наплавка уплотнительных поверхностей арматуры по ОСТ 26-07-2028-81 производится ручной дуговой наплавкой электродами типа Э-20Х13 гипсовой СССИ-13НЖ, НИИ-48, НИИ-48Ж-1 или проволокой СВ-12х23 или СВ-20Х13. Подготовка поверхности под наплавку производится механической обработкой. Наплавку производят с предварительным и сопутствующим подогревом до 400-450 °С не менее чем в 3 слоя толщиной не менее 4 мм без учета припуска на механическую обработку. Термическую обработку после сварки производят отпуском при 550-600 °С (выдержка 2-5 ч) твердостью НВ=301-350, при 600-650 °С (выдержка 2-5 ч) твердостью НВ=240-300, при 400-450 °С (выдержка 2-5 ч) твердость НВ=351-400. Температура печи при загрузке деталей для дома должна быть не более 300 °С. |
| Дефект сварки | Сварку дефектов отливок после резки обычно проводят без предварительного и сопутствующего нагрева. При полуавтоматической сварке в среде углекислого газа применяют сварочную проволоку СВ-08Г2С диаметром 2 мм при силе тока 380-420 А. Заварку дефектов ручной сваркой выполняют электродами типа Э42А (ГОСТ 9467) марки УОНИ-13/45. При сварке жесткого контура отливки или образца объемом более 2000 см3 рекомендуется перед нанесением первого ролика произвести предварительный подогрев на 120-150 °С. При сварке образцов объемом более 5000 см3 необходимо производить предварительный и сопутствующий нагрев до 150-180 °С. |
Gear Corner: Hard-Working-Hardware :: f-stop
В этом третьем выпуске нашего Gear Corner «глубокое погружение» в то, как мы проектируем ваши фотосумки, мы смотрим на аппаратное обеспечение. Пряжки, зажимы и защелки, которые фиксируют ваше снаряжение и позволяют вашей сумке сидеть и функционировать. От сжатия наполовину полной сумки, чтобы ваше снаряжение было устойчивым, до крепления камеры на груди — эти маленькие компоненты удерживают все вместе. Как и у любого другого компонента, у их разработки есть история и множество вариантов, через которые мы проходим, чтобы найти лучшее для наших сумок.
От сжатия наполовину полной сумки, чтобы ваше снаряжение было устойчивым, до крепления камеры на груди — эти маленькие компоненты удерживают все вместе. Как и у любого другого компонента, у их разработки есть история и множество вариантов, через которые мы проходим, чтобы найти лучшее для наших сумок.
Тонкости оборудования … и почему это важно
Каждый день мы лезем в наши сумки и рюкзаки, чтобы взять то, что нам нужно. Регулируем лямки, зажимаем или расстегиваем аксессуары, может быть, защелкиваем один из подсумков. Мы занимаемся именно этим уже тысячи лет. И хотя это повторение поведения может показаться тривиальным, подумайте о том, каким чудом изобретательности является каждое из этих маленьких приспособлений, от крючков и петель до защелок и пряжек. Эти относительно простые конструкции продолжают использоваться в повседневной жизни по всему миру. В этом эпизоде, посвященном снаряжению, мы рассмотрим различные виды фурнитуры, которые мы используем на наших сумках, и то, как может выглядеть будущее фурнитуры и застежек.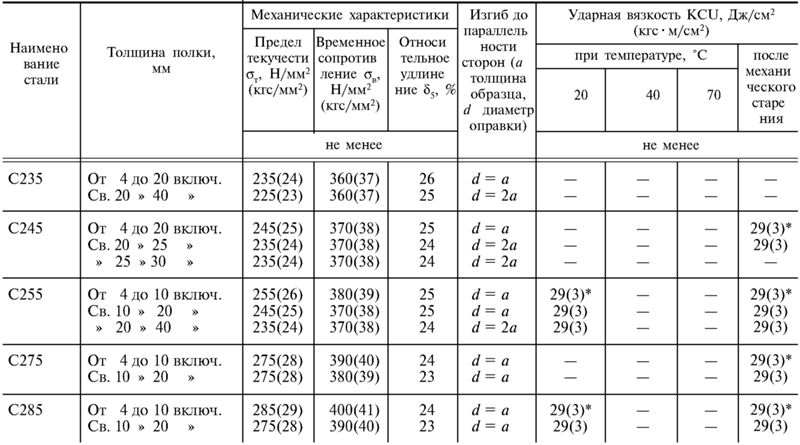
Застежки-защелки: Оригинальные
Защелкивающиеся соединители используются уже тысячи лет. Ранние предшественники Snaps присутствовали во времена династии Цин в Китае еще в 210 г. до н.э. Эти ранние защелки, используемые для крепления недоуздков, использовали штифт между двумя металлическими компонентами, чтобы зафиксировать соединение на месте. Простое удаление штифта позволило разделить компоненты и снять недоуздок.
Сегодня застежка-кнопка состоит из переплетенных дисков, изготовленных из металла или пластика, которые обычно используются вместо пуговиц для застегивания одежды и для аналогичных целей. Круглая кромка под одним диском входит в канавку наверху другого, удерживая их до тех пор, пока не будет приложено определенное усилие. Современные застежки-кнопки были впервые запатентованы в середине 19 века.-й -й век в Европе и начало 20 -го -го века в США. С точки зрения функциональности, материалов и конструкции кнопки с тех пор практически не изменились, а кнопки, которые вы найдете на джинсах или школьном рюкзаке, практически идентичны. f-stop использует защелки в наших упаковках и аксессуарах Urban Series, и да, они практически одинаковы. Поскольку кнопки не закрывают карман полностью, мы используем кнопки, чтобы придерживать клапаны карманов или удерживать детали на месте.
f-stop использует защелки в наших упаковках и аксессуарах Urban Series, и да, они практически одинаковы. Поскольку кнопки не закрывают карман полностью, мы используем кнопки, чтобы придерживать клапаны карманов или удерживать детали на месте.
Пряжка, новое изобретение и эволюция
Найдите старую картину. Например, очень старая картина, которая предшествует автомобилям, радио и даже современной сантехнике. Предполагая, что на картине изображены люди, и эти люди одеты, вы заметите одно из самых инновационных и распространенных изобретений в истории. Простая пряжка веками использовалась для ношения мечей, одежды и крепления седел. И хотя современные пряжки со временем сильно изменились и постепенно превратились в изящное и надежное устройство с миллионами применений, это еще один пример технологии, которую мы воспринимаем как должное. Итак, давайте рассмотрим историю пряжки, ее использование, различные виды пряжек и почему это важно.
(Изображение предоставлено общим)
Пряжки были одними из первых устройств, используемых для скрепления текстиля и кожи. Хотя трудно точно определить происхождение пряжки, она определенно использовалась людьми Древней Греции и Древнего Рима, а также жителями Северной Европы. Но начиная где-то с 15 го или 16 го века, пояс и пряжка приобрели реальное значение для того, чтобы держать штаны для военных и торговцев в ненастную погоду. На протяжении веков первые пряжки имели схожую конструкцию, которую мы выше назвали пряжкой с рамкой / стержнем / зубцом.
Перенесемся к различным типам пряжек и застежек, которые мы используем сегодня. Пряжка представляет собой нечто большее, чем просто крепление ремней, она является одним из самых надежных устройств для крепления самых разных предметов. Он бывает самых разных конструкций: в одних используются кулачки, в других — простые блокирующие застежки, и давайте не будем забывать о конструкциях пряжек ремней безопасности, на которые мы ставим наши жизни миллиарды раз в день.
До 1960-х годов в рюкзаках также использовались металлические пряжки для закрытия различных отделений и карманов рюкзака, а также для регулировки и закрытия лямок и поясных ремней. В настоящее время f-stop не использует металлические пряжки на рюкзаках, но мы всегда тестируем и изучаем новые инновации в дизайне, которые являются прочными, надежными и не утомляющими.
Ваш браузер не поддерживает тег видео HTML5.
Застежки-липучки, появление липучки
Застежки-липучки — это то, что мы обычно называем липучками. Обычно называемые застежками с крючками и петлями, крючками и ворсами или сенсорными застежками, они состоят из двух компонентов: обычно двух линейных тканевых полос (или, альтернативно, круглых «точек» или квадратов), которые прикрепляются к противоположным скрепляемым поверхностям. Первый компонент имеет крошечные крючки, второй — петли меньшего размера. Когда две части прижимаются друг к другу, крючки зацепляются за петли, и две части временно скрепляются или связываются. При разделении путем растягивания или отрыва двух поверхностей полоски издают характерный «рвущийся» звук. Первоначально разработан швейцарским инженером Жоржем де Местралем в 1941, эта система впервые стала коммерчески жизнеспособной в середине 1960-х годов на волне энтузиазма по поводу «застежки-молнии без молнии».
При разделении путем растягивания или отрыва двух поверхностей полоски издают характерный «рвущийся» звук. Первоначально разработан швейцарским инженером Жоржем де Местралем в 1941, эта система впервые стала коммерчески жизнеспособной в середине 1960-х годов на волне энтузиазма по поводу «застежки-молнии без молнии».
Хотя сенсорные застежки очень прочные, долговечные и податливые, они могут издавать шум при открытии и закрытии и могут собирать волокна и другие предметы, включая снег. Поскольку громкий звук рвущейся липучки может предупредить фотографируемого о присутствии фотографа, а также из-за накопления, f-stop не использует сенсорные застежки во многих продуктах.
Литье под давлением и рост развлечений
С изобретением и распространением литья термопластов после Второй мировой войны появилось больше возможностей для разработки различных типов пряжек и пряжеподобной фурнитуры. В середине 1970-х дизайнер из компании ITW Nexus по имени Дик Трейси разрабатывал для клиента пластиковую крышку другого типа. В процессе решил нагрузить рюкзак гирями и отнести в лес для оценки закрытия:
В процессе решил нагрузить рюкзак гирями и отнести в лес для оценки закрытия:
«Мы подошли к этой реке и должны были пересечь ее, идя по бревну. Примерно на полпути через реку я понимаю, что если я упаду в воду со всем этим весом на спине и с металлическим небыстрым сбросом пряжка на поясном ремне, что я мертвец»,
На следующий день, в самолете домой, Трейси сосредоточил свою энергию на создании первоначального наброска концепции Side Release, и он говорит: «Остальное история». (Цитата: Ассоциация индустрии активного отдыха)
Пластиковые (полимерные) пряжки Side Release — это быстро, легко, безопасно и надежно. Но достаточно ли они сильны для любителей активного отдыха, чтобы бить их изо дня в день, год за годом? В настоящее время f-stop поставляет пряжки и другие пластиковые компоненты от ведущих производителей, где каждый пластиковый компонент проверяется на прочность при растяжении, а также на тысячи циклов открывания и закрывания. Помимо заводских испытаний, пряжки, изготовленные методом литья под давлением, тестируются нашей командой представителей в полевых условиях. .. и, в конечном счете, миллионы раз каждый день всеми нами на практике.
.. и, в конечном счете, миллионы раз каждый день всеми нами на практике.
ТОЧНОСТЬ ОЗНАЧАЕТ ПРОИЗВОДИТЕЛЬНОСТЬ ПРИ ПРОИЗВОДСТВЕ ОБОРУДОВАНИЯ
Пластик оказал огромное влияние на эволюцию регуляторов и пряжек. Подобно тому, как металлические пряжки для ремней приобрели всевозможные формы и функциональные конструкции, пряжки с боковой разблокировкой превратились в сотни различных модификаций. Кольца, регуляторы ремешка, кулачковые пряжки, практически все виды пряжек, которые только можно себе представить, могут быть изготовлены с помощью технологии литья под давлением. Хотите ли вы систему шкивов, самозатягивающуюся пряжку, фиксированную регулируемую пряжку, сегодня все это делается из пластика.
f-stop использует пластиковую фурнитуру на каждой упаковке, которую мы производим. В поясных ремнях используются боковые пряжки для их скорости и безопасности, нагрудные ремни имеют пряжки со встроенными аварийными свистками. оторваться. В наших различных компрессионных ремнях используются регулируемые пряжки с боковым расстегиванием для скорости и удобства.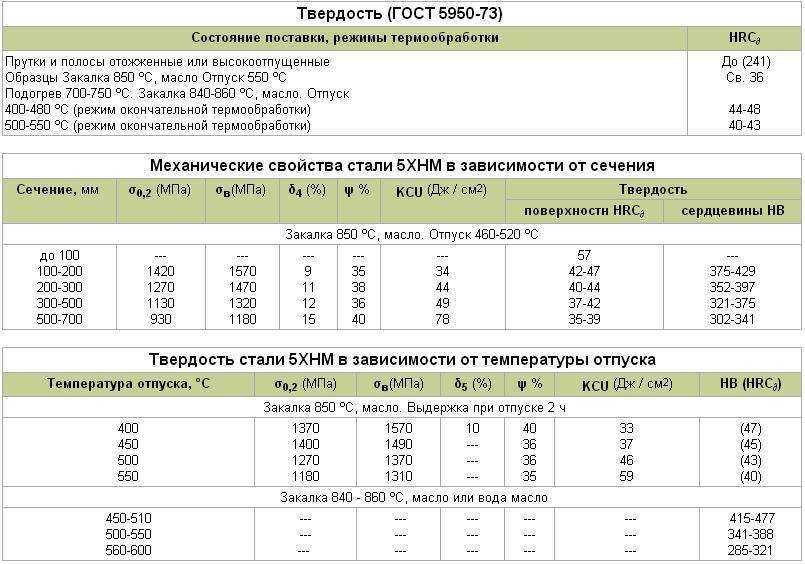 Пластиковая фурнитура легкая, прочная и специально разработана в соответствии с требуемыми характеристиками. Если нам нужен немного более длинный регулировочный язычок на наших регуляторах ремня, мы можем его получить. Технология литья пластмассы и пластиковых пряжек позволяет нам разрабатывать наши рюкзаки так, чтобы они работали именно так, как мы хотим.
Пластиковая фурнитура легкая, прочная и специально разработана в соответствии с требуемыми характеристиками. Если нам нужен немного более длинный регулировочный язычок на наших регуляторах ремня, мы можем его получить. Технология литья пластмассы и пластиковых пряжек позволяет нам разрабатывать наши рюкзаки так, чтобы они работали именно так, как мы хотим.
Будущее связи: что будет дальше?
Куда мы пойдем дальше? Учитывая тот факт, что пряжки и застежки пережили последние несколько столетий практически нетронутыми, можно поспорить, что они прослужат еще некоторое время. Но они также будут продолжать развиваться. В f-stop мы смотрим на эволюцию и инновации во всех их формах. Мы видим многообещающие разработки в области более простых металлических и лямочных пряжек с крючками, магнитных застежек, и мы будем тесно сотрудничать с поставщиками пряжек для разработки более изящных и качественных продуктов. f-stop также стремится сократить выбросы углекислого газа в наших производственных процессах, поэтому мы будем следить за этим и работать с поставщиками, которые вводят новшества в свои методы производства.