Как пользоваться сварочным инвертором — Моссом.ру в Москве
Сварочные инверторы пользуются сейчас огромной популярностью. Одними из весомых преимуществ являются их вес и габариты. Так, к примеру, сварочный полуавтомат fubag inmig 160 весит чуть более 14 килограмм, и работа с ним не будет проблемой для взрослого мужчины.
Однако аппараты больше ценятся по качеству шва, и в этом у инверторов практически нет конкурентов. Кроме того, инверторы могут работать от бытовых 220 вольт, что позволяет использовать их практически везде.
Инверторы сравнительно просты в эксплуатации, однако и у них есть некоторые сложности в работе. Сейчас мы расскажем, как правильно пользоваться сварочным инвертором:
- Как и при работе с любым сложным аппаратом, перед началом эксплуатации следует тщательно изучить инструкцию, подготовить рабочее место, учесть все необходимых меры безопасности. Сварочные инверторы капризны по отношению к внешним условиям, поэтому их крайне не рекомендуется использовать под дождём или в мороз.

- Узнайте, сколько времени аппарат может проработать на максимальном токе. Выяснить это можно из инструкции. Например, ПВ (коэффициент продолжительности включения), равный 70%, означает, что инвертор 7 минут из 10 может проработать на полной мощности, а 3 минуты аппарату потребуется на «отдых».
- Итак, после того, как теоретическая подготовка завершена и рабочее место готово, можно начать использование сварочного аппарата. Для этого установите инвертор на рабочую поверхность, убедившись, что он заземлён, а расстояние от него до других поверхностей составляет не менее двадцати сантиметров. Подберите нужные электроды и установите оптимальное значение сварочного тока, закрепите детали, подготовленные для сварки.
- Вот теперь можно приступать к процессу сварки. Для правильного использования сварочного аппарата необходимо вставить электрод в держатель, а к детали прикрепить зажим. Методом касания (схожим с зажиганием спички о спичечный коробок) зажигается дуга. После того как сварочная дуга появилась, необходимо удерживать её, при этом водя электродом так, чтобы между электродом и заготовкой был угол примерно в 75 градусов.

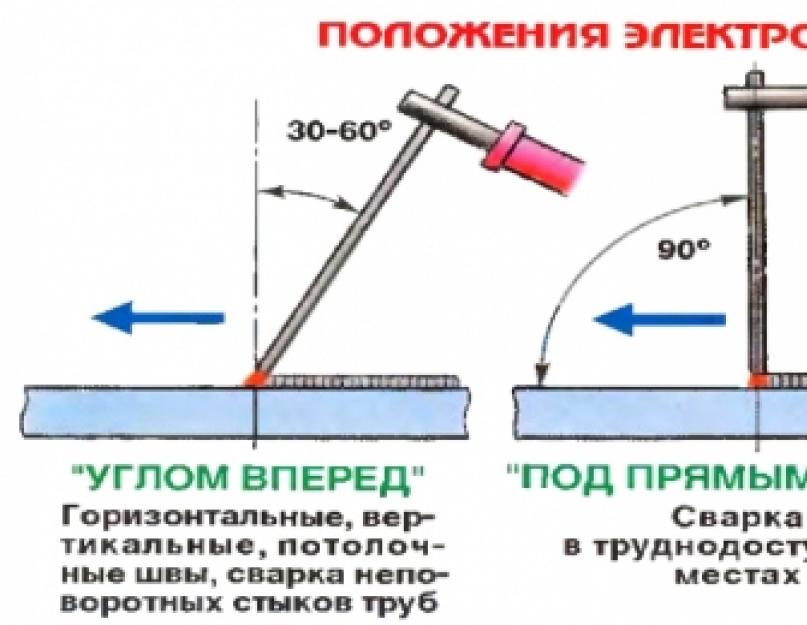 Методом касания (схожим с зажиганием спички о спичечный коробок) зажигается дуга. После того как сварочная дуга появилась, необходимо удерживать её, при этом водя электродом так, чтобы между электродом и заготовкой был угол примерно в 75 градусов.
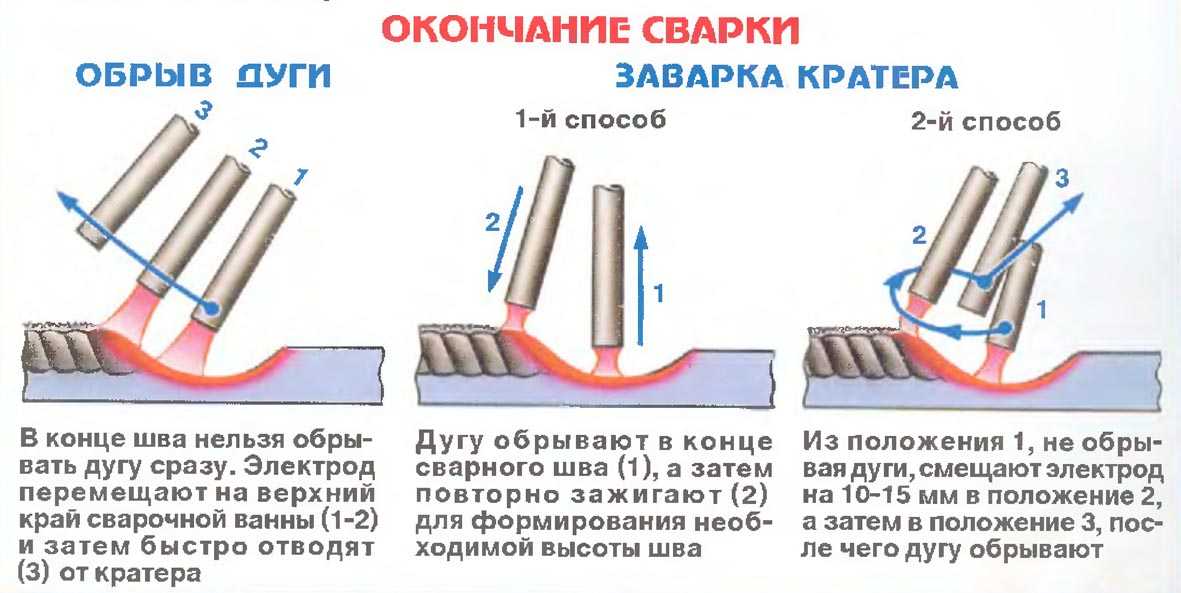
Методом касания (схожим с зажиганием спички о спичечный коробок) зажигается дуга. После того как сварочная дуга появилась, необходимо удерживать её, при этом водя электродом так, чтобы между электродом и заготовкой был угол примерно в 75 градусов.Шов качественно сварится, если дуга будет гореть стабильно. В иных случаях Вам нужно будет немного отрегулировать ток, уменьшив или увеличив его. После остывания шва необходимо молотком отбить частицы шлака и зачистить до блеска поверхность металла.
Если Вы хотите получить качественный сварной шов, используйте различные функции инвертора, например, горячий старт, защита при залипании электрода, форсаж дуги. Подобные функции очень помогут, особенно если Вы – новичок в сварке. Так, «горячий старт» поможет Вам зажечь дугу, что для малоопытного сварщика может оказаться непростым делом. При задействовании этой функции произойдёт дополнительное увеличение (наброс) сварочного тока при касании металла электродом, вследствие чего электрод легко и быстро зажжётся.
Но недостаточно просто зажечь дугу, её необходимо удержать от затухания. Справиться с этим поможет форсаж дуги, который обеспечивает качественный капельный перенос металла в сварочную ванну от электрода, набрасывая дополнительный сварочный ток.
Если у Вас электрод прилип к заготовке, то он не раскалится и не испортится, если есть функция «антизалипание электрода». Она в момент залипания сбрасывает напряжение и ток на электроде до нуля.
А теперь несколько слов о том, какие нужны электроды, если Вы хотите знать, как грамотно пользоваться сварочным инвертором. Сейчас электроды условно разделяются на два вида. Если Вы варите что-либо и на это «что-то» не будет оказано критических нагрузок, Вам подойдут любые электроды АНО, МР-3 и подобные. Если же конструкция может быть под серьёзной нагрузкой, то лучше выбирать электроды УОНИ. Правда для работы с ними нужно иметь некоторый опыт разжигания дуги. А ещё перед работой рекомендуется прокалить электроды в духовке. Основное правило: чем массивнее деталь, тем более высокий требуется ток сварки и более толстый электрод.
Если же вам нужны инверторы с отличными характеристиками, то стоит обратить внимание на два аппарата: сварочный полуавтомат fubag inmig 160 и сварочный аппарат inmig 200 plus – отличных представителей своего класса.
Статьи
Все статьи >
-
Особенности выбора перфоратора
Электрический перфоратор – это инструмент для сверления, долбления или бурения отверстий в следующих твердых материалах:…
Подробнее > -
Особенности выбора поршневого компрессора
Приобретение поршневого компрессора связано с тщательным подбором требуемых рабочих параметров устройства, в нашей статье…
-
Критерии выбора растворонасоса
Растворонасос – это строительное оборудование, которое применяется для перемещения цементных и штукатурных растворов по .
Подробнее > ..
 ..
..Новости
Все новости >
С Новым Годом и Рождеством!
Коллектив интернет-магазина МОССОМ.РУ от всей души поздравля…
Подробнее >Видео
Все видео >
2:43Торцовочная пила с функцией протяжки Bosch — GCM 10 MX Professional
1:55Снос небоскреба без шума и пыли
Статьи
Все статьи >
Особенности выбора перфоратора
Электрический перфоратор – это инструмент для сверления, долбления или бурения отверстий в следующих твердых материалах: бетоне, кирпиче, металле, дереве, композитных материалах и др.
Как правильно варить инверторным сварочным аппаратом
Сварочный инвертор – оборудование, которое помогает существенно упростить работу мастера и выполнять каждый этап сварочных работ более качественно. Однако, достижение такого результата возможно только в случае правильного использования агрегата. Об этом мы и расскажем далее.
Основные правила перед началом эксплуатации инвертора
- Перед эксплуатацией сварочного инвертора необходимо подготовить место для сварки, которое не будет захламлено лишними предметами и позволит вам без неудобств осуществлять работу. Не стоит использовать подобное оборудование при морозе или при повышенной влажности без навеса, также следует избегать нахождения прибора в особо пыльных помещениях и размещения возле рабочего места металлической стружки или другого мусора.
- Обратите внимание на технические возможности вашего прибора (коэффициент продолжительности включения — КП), такие характеристики помогут узнать, какое время он может работать до перегрева. Это также позволит избежать поломки проводки.
- Время бесперебойной работы считается из расчета, что при КП – 100% процесс сварки при максимальном токе – 10 мин. Как правило, инверторы выпускаются с КП 60, 70%, что позволяет осуществлять работу 6-7 мин. Оставшиеся 3-4 мин. – время для остывания аппарата, а также способ предупреждения ухудшения здоровья работающего из-за утяжеления воздуха, связанного с работой подобной техники.
- Чтоб избежать поломок не ставьте перед агрегатом непосильные задачи, не соответствующие его мощности
- Залог успеха при работе с инвертором – регулирование тока и стабильное положение дуги


В комплекте со сварочным инвертором обязательно необходимо использовать вспомогательные средства личной защиты:
- куртку
- перчатки
- маску с затемненным стеклом
Особое внимание следует обратить на ее светофильтр, ведь они бывают разной степени тонирования. Подбирать светофильтр нужно в зависимости от используемого электрода, чтоб стекло позволяло видеть сварочную ванну и защищало ваше зрение от образующихся искр
Категорически запрещено использовать маски с царапинами на стекле или с испачканным светофильтром.
Это позволит обеспечить максимальную безопасность вашей деятельности.
Также следует обратить особое внимание на выбор проводов, которые специальным зажимом соединяются с основным проводом. Способность пропуска электрического тока в них бывает разная от 200 до 500 А, для домашнего использования, как правило, применяют минимальные, однако, стоит подбирать их с учетом толщины выбранного электрода и силы проводимого тока.
Не стоит забыть, что перед работой со сварочным инвертором необходимо проверить качество соединений всех проводов и их целостность.
Как вспомогательное оборудование также необходимо применять держатели электродов. Это могут быть пассатижи или специальные сварочные держатели.
Подготовка к использованию сварочного инвертора
Для успешной работы с подобным оборудованием необходимо соблюдать порядок выполнения всех действий:
- Поместите инвертор на рабочую поверхность на расстоянии более 2 м от стен и других предметов.
- Проверьте заземление (кроме сварочного кабеля аналогично должен быть подключен кабель заземления)
- Выберете электроды. Их размер зависит от толщины материала, который необходимо сварить (в быту обычно используются размеры 2-5 мм)
- Выставьте сварочный ток. Этот параметр определятся исходя из толщины выбранного электрода и плотности свариваемых деталей.
Для новичков на корпусе самих инверторов размещают таблицу соотношения размера электрода с необходимым сварочным током.
Например, при диаметре электрода 1,6 мм сила сварочного тока должна составлять от 25 до 50 А. - Однако, при его недостаточности для поджигания дуги, ток можно увеличивать, но делать это стоит очень аккуратно, чтоб избежать залипания электрода.
- Подготовьте детали для сваривания (для этого их нужно зажать в тисках или надежно закрепить иным образом.
 Например, при диаметре электрода 1,6 мм сила сварочного тока должна составлять от 25 до 50 А.
Например, при диаметре электрода 1,6 мм сила сварочного тока должна составлять от 25 до 50 А.Начните процесс сварки
- Вставьте электрод в держатель
- Прикрепите зажим к детали, которую необходимо обработать
- Зажгите дугу с помощью касания (принцип схож с зажиганием спички). Только электрод лучше держать под углом на расстоянии нескольких миллиметров после однократного постукивания.
- Водите зажженной дугой, делая медленные поступательные движения, по заготовке до образования угла в 75 градусов. При этом лучше концентрировать взор не на свете, образованном дугой, а фокусироваться на сварочной ванне, чтоб следить за процессом сварки.
- Во время сваривания главное, что нужно соблюдать – это расстояние между электродом и рабочим металлом (дуговой промежуток). Правильный подбор такого зазора позволяет держать окончание на одном уровне на протяжении всего процесса и обеспечивает создание нужных швов при постепенном сгорании электрода.
- Лишнюю металлическую стружку, на образованном сварочном шве, после остывания заготовки необходимо убрать молотком, а затем зачистить до блеска щеткой.
 Правильный подбор такого зазора позволяет держать окончание на одном уровне на протяжении всего процесса и обеспечивает создание нужных швов при постепенном сгорании электрода.
Правильный подбор такого зазора позволяет держать окончание на одном уровне на протяжении всего процесса и обеспечивает создание нужных швов при постепенном сгорании электрода.В результате должен получиться красивый и качественный шов.
В помощь новичкам
Успешность и плодотворность работы с современными инверторами новичков обеспечивают встроенные автоматические системы, к ним относятся:
- Система Hot Start позволяет решить наиболее типичную проблему, с которой сталкиваются большинство новичков – сложность первого поджигания дуги.
- Функция Arc Force позволяет предотвратить залипание электрода в случае быстрого приближения последнего к свариваемой детали путем увеличения сварочного тока.
- Если же электрод все-таки залип можно воспользоваться функцией Anti-Stick, которая отключает сварочный ток и способствует предотвращению перегревания сварочного инвертора.

Таким образом, эксплуатация сварочного инвертора позволит существенно облегчить работу, как профессионалам, так и сгладить типичные ошибки новичков, позволяя сделать им более качественные изделия. Такое оборудование удобно в использовании и обеспечивает создание приближенных к идеалу сварочных швов.
Для получения знаний о принципах работы таких агрегатов так же можно посмотреть это видео:
Советы по сварке сварочных аппаратов для начинающих / Краткое руководство
Добро пожаловать в нашу первую статью с советами по сварке для аппаратов, в ней мы рассмотрим основные преимущества и функции сварочных аппаратов, виды применения и металлы, для которых они подходят, и некоторые ловушки, от которых вы, возможно, захотите держаться подальше.
 Вооружившись этими советами по сварке, вы, как начинающий сварщик, сможете сделать более разумную покупку своего первого сварочного аппарата.
Вооружившись этими советами по сварке, вы, как начинающий сварщик, сможете сделать более разумную покупку своего первого сварочного аппарата. Сварка, как и все остальное, — это навык, на совершенствование которого уходят годы. Тем не менее, это может быть довольно быстро и легко научиться, если вы потратите некоторое время на то, чтобы понять физику сварки в целом. Из-за относительно недавнего широкого использования инверторной технологии в сварке, зажигание сварного шва (что обычно является самой сложной частью обучения сварке) становится намного менее неприятным благодаря легкой дуге.
Защитное оборудование, такое как самозатемняющиеся шлемы, делает процесс намного быстрее, безопаснее и менее раздражающим, чем много лет назад, когда их не было рядом. Мы рассмотрим самые важные советы и факты по сварке 90% новичков не знают. От дуговых сварщиков до сварки порошковой проволокой. Приведенное ниже руководство представляет собой лишь базовую статью для начинающих и составлено из наиболее распространенных вопросов, которые мы получаем в магазине о сварке в целом. В первую очередь мы сосредоточимся на информации о сварочном аппарате, а в будущем на некоторой практической информации о фактических действиях самой сварки.
В первую очередь мы сосредоточимся на информации о сварочном аппарате, а в будущем на некоторой практической информации о фактических действиях самой сварки.
Почти каждое технологическое достижение в области сварки сделало ее более безопасной, чем раньше. Инверторные сварочные аппараты более энергоэффективны и значительно снижают риск возгорания или поражения электрическим током. Шлемы с автоматическим затемнением практически устранили опасность дуговых очей (вспышек ожогов глаз) и других травм лицевой области. Просто очень важно понимать элементы и физику сварки в целом, если вы уважаете их, вы можете избежать травм в долгосрочной перспективе. Просто всегда используйте перчатки, каски и избегайте использования длинных тонких удлинителей. Важный совет по сварке: избегайте стандартных сварочных масок. Маски с автоматическим затемнением действительно экономичны и работают. Если вы когда-нибудь получите Arc Eyes, вы пожалеете об этом.
Важный совет по сварке: избегайте стандартных сварочных масок. Маски с автоматическим затемнением действительно экономичны и работают. Если вы когда-нибудь получите Arc Eyes, вы пожалеете об этом.
- шлем (избегайте обычных шлемов, если можете, используйте автоматическое затемнение), убедитесь, что вы получаете те, которые закрывают как минимум большую часть головы. Большинство хороших шлемов подходят.
- Перчатки, комбинезон и кожаный чехол. Тепловое излучение от сварки даст вам очень неприятный загар.
- Дополнительная шапочка или банан для защиты волос на лице и верхней части головы
- сварочный фартук для защиты ног
- защитная обувь или, по крайней мере, кожаная обувь для предотвращения проводимости в редком случае короткого замыкания.
 Выход переменного тока необходим для сварки алюминия из-за слоя окисления, который образуется поверх поверхности алюминия.
Выход переменного тока необходим для сварки алюминия из-за слоя окисления, который образуется поверх поверхности алюминия. Вы увидите эти машины повсюду и не без оснований. Они работают. Основное различие между этими аппаратами и предшествующими технологиями (сварочные аппараты с масляным охлаждением) заключается в том, что на выходе используется постоянный ток. Переменный ток (переменный ток) подается в машину, инверторный трансформатор преобразует его в постоянное напряжение (низкое напряжение, высокая сила тока), и в результате получается гораздо более легкая и энергоэффективная машина. Постоянный ток также имеет тенденцию вызывать меньшее прилипание и меньшее разбрызгивание, чем большие машины с медным трансформатором, использовавшиеся много лет назад. Инверторные сварочные аппараты также имеют очень хороший рабочий цикл для своего размера и стоимости. Когда вы переходите на более промышленные машины, тяжелые медные трансформаторы по-прежнему популярны.
- благодаря цифровой природе электроники, управляющей трансформатором, можно выбрать более точный и точный выходной ток.
- обычно с воздушным охлаждением (также охлаждается намного быстрее, чем старые машины с масляным охлаждением)
Одним из основных аргументов в пользу сварочных аппаратов является рабочий цикл. Рабочий цикл в основном объясняет, как долго сварщик может сваривать при определенной мощности тока. Большинство сварщиков отображают процент рабочего цикла вместе с выходным током, например, 60% при 200 А. Процент зависит от того, как долго сварщик может выдавать этот ток в 10-минутном окне без перегрева (при определенной комнатной температуре).
Таким образом, этот сварочный аппарат будет выполнять сварку при 200 А в течение 6 минут, прежде чем его трансформатор перегреется и отключится. Затем сварщик должен отдохнуть 4 минуты в 10-минутном окне, чтобы его снова можно было использовать. Это означает, что 6 минут на 4 минуты превышают это значение, и сварочный аппарат может перегреться или отключиться. Однако при уменьшении выходного тока рабочий цикл значительно улучшается. Совет по сварке, который мы рекомендуем клиентам, заключается в том, чтобы выбрать аппарат примерно на 25% выше того, который вы будете использовать, и вы никогда не достигнете рабочего цикла в нормальных условиях.
Пожалуйста, имейте в виду, что здесь играет роль множество переменных, поэтому производители, как правило, амбициозны в своих спецификациях. Поэтому мы советуем нашим клиентам использовать ток на 25% выше необходимого, чтобы получить хорошо работающую машину за такую цену. В южноафриканском климате при сварке при температуре 40°С рабочий цикл 60% становится нереалистичным для любой машины.
Затем сварщик должен отдохнуть 4 минуты в 10-минутном окне, чтобы его снова можно было использовать. Это означает, что 6 минут на 4 минуты превышают это значение, и сварочный аппарат может перегреться или отключиться. Однако при уменьшении выходного тока рабочий цикл значительно улучшается. Совет по сварке, который мы рекомендуем клиентам, заключается в том, чтобы выбрать аппарат примерно на 25% выше того, который вы будете использовать, и вы никогда не достигнете рабочего цикла в нормальных условиях.
Пожалуйста, имейте в виду, что здесь играет роль множество переменных, поэтому производители, как правило, амбициозны в своих спецификациях. Поэтому мы советуем нашим клиентам использовать ток на 25% выше необходимого, чтобы получить хорошо работающую машину за такую цену. В южноафриканском климате при сварке при температуре 40°С рабочий цикл 60% становится нереалистичным для любой машины.
 На самом деле ток течет через ручку, а затем через сам стержень.
На самом деле ток течет через ручку, а затем через сам стержень. Также называется дуговой сваркой защищенным металлом. Основное оборудование, которое должно быть в каждой мастерской, начинается со старого надежного аппарата для дуговой сварки. Сварка осуществляется путем создания плавления между экранированным металлическим стержнем и свариваемым металлом. Стержни для дуговой сварки покрыты типом флюса, который при сварке и нагревании флюса сгорает, создавая защитный газ вокруг сварного шва, защищая сварной шов от его врагов кислорода, влаги и других газов, присутствующих в воздухе вокруг вас.
ММА ( ручная дуговая сварка металлическим электродом ) сварочные аппараты в настоящее время являются самыми дешевыми и надежными машинами из-за того, что они очень широко используются и не имеют движущихся частей. Обычно на сварщике MMA большинство сварщиков учатся этому навыку. MMA по-прежнему остается самым популярным решением для сварки и более широко используется для черных металлов. Единственная проблема у них заключается в том, что сварщику необходимо каждые несколько секунд останавливать сварку, чтобы сменить стержень, а дуговые сварщики не очень хороши для точных работ и цветных металлов из-за их глубокого провара и брызг вокруг сварного шва.
Единственная проблема у них заключается в том, что сварщику необходимо каждые несколько секунд останавливать сварку, чтобы сменить стержень, а дуговые сварщики не очень хороши для точных работ и цветных металлов из-за их глубокого провара и брызг вокруг сварного шва.
- экономичные сверхкомпактные машины
- может использоваться в качестве сварочного аппарата TIG для черных металлов (поясняется ниже)
- газ не требуется
- очень прост в освоении (отлично подходит для начинающих)
- не считается подходящим для производства (стержни довольно короткие, и их необходимо заменять каждые несколько секунд)
- меньше расходников, нужны только шатуны.
Качество сварки во многом зависит от используемого стержня. Аспекты, которые следует учитывать, это качество, толщина, металл, тип тока, направление сварки. Все эти аспекты объясняются на крышке упаковки продукта. Тем не менее, некоторые бренды не предлагают силу тока, используемую для каждой толщины стержня, поэтому необходимо провести предварительное исследование, чтобы выбрать правильный сварочный аппарат и стержни. Не стесняйтесь использовать этот калькулятор от Millers, чтобы определить правильную толщину прутка: Калькулятор прутка для дуговой сварки. Толщина стержня зависит от того, какую толщину вы планируете сваривать. Чем толще стержень, тем глубже он проникнет, чтобы посмотреть на свариваемую сталь и взять ее оттуда.
Хороший совет по выбору правильного стержня заключается в том, что вы можете добиться очень хорошего рабочего цикла на сварочном аппарате, если вы используете более низкую настройку на сварочном аппарате. Вы можете купить небольшой аппарат на 160 А и продолжать сварку в течение нескольких часов, если будете использовать стержень диаметром 1,5 мм при меньшей силе тока, чем максимальная мощность аппарата. Другими словами, вы можете сэкономить деньги в долгосрочной перспективе, купив более крупную машину и снизив риск того, что со временем у машины возникнут проблемы.
Тем не менее, некоторые бренды не предлагают силу тока, используемую для каждой толщины стержня, поэтому необходимо провести предварительное исследование, чтобы выбрать правильный сварочный аппарат и стержни. Не стесняйтесь использовать этот калькулятор от Millers, чтобы определить правильную толщину прутка: Калькулятор прутка для дуговой сварки. Толщина стержня зависит от того, какую толщину вы планируете сваривать. Чем толще стержень, тем глубже он проникнет, чтобы посмотреть на свариваемую сталь и взять ее оттуда.
Хороший совет по выбору правильного стержня заключается в том, что вы можете добиться очень хорошего рабочего цикла на сварочном аппарате, если вы используете более низкую настройку на сварочном аппарате. Вы можете купить небольшой аппарат на 160 А и продолжать сварку в течение нескольких часов, если будете использовать стержень диаметром 1,5 мм при меньшей силе тока, чем максимальная мощность аппарата. Другими словами, вы можете сэкономить деньги в долгосрочной перспективе, купив более крупную машину и снизив риск того, что со временем у машины возникнут проблемы. Просто помните, что эти стержни всегда должны быть абсолютно сухими.
Просто помните, что эти стержни всегда должны быть абсолютно сухими.
MIG отличаются от аппаратов дуговой сварки в самом большом смысле, поскольку они используют подаваемую проволоку вместо стержней. Проволока (стальная) подается с ролика или механизма подачи через горелку, а затем выдается из наконечника. Поскольку большинство проволоки представляет собой просто металл, сварной шов по-прежнему должен быть защищен инертным газом, который также подается через горелку для защиты сварного шва от кислорода и влаги. Причиной широкого использования сварочных аппаратов MIG являются дополнительные преимущества, заключающиеся в возможности непрерывной сварки в течение более длительного времени по сравнению со сваркой стержнями или сваркой TIG. Сварщик может сваривать до тех пор, пока рулон все еще подается и держится рабочий цикл. Это делает его очень популярным в производственном бизнесе, где необходимы более длинные сварные швы, например, для герметизации труб или резервуаров для воды.
Полученный сварной шов также чище и создается с меньшим разбрызгиванием, чем дуговая сварка. Проблемы со сваркой MIG включают в себя необходимость иметь дело с газовыми баллонами или более дорогой проволокой с флюсовой сердцевиной, описанной ниже. Они также требуют дополнительного обучения и дополнительных настроек для начала (например, скорость подачи проволоки). Это более дорогие машины из-за дополнительной системы подачи проволоки и более сложных механизмов горелки.
На что следует обратить внимание при покупке аппарата MIG
Сварщик может сваривать до тех пор, пока рулон все еще подается и держится рабочий цикл. Это делает его очень популярным в производственном бизнесе, где необходимы более длинные сварные швы, например, для герметизации труб или резервуаров для воды.
Полученный сварной шов также чище и создается с меньшим разбрызгиванием, чем дуговая сварка. Проблемы со сваркой MIG включают в себя необходимость иметь дело с газовыми баллонами или более дорогой проволокой с флюсовой сердцевиной, описанной ниже. Они также требуют дополнительного обучения и дополнительных настроек для начала (например, скорость подачи проволоки). Это более дорогие машины из-за дополнительной системы подачи проволоки и более сложных механизмов горелки.
На что следует обратить внимание при покупке аппарата MIG
- обратите внимание на толщину проволоки и совместимость с размером фидера
- решите, нужно ли вам использовать ГАЗ или НЕТ ГАЗ. Если вам нужно использовать флюсовый сердечник, приобретите машину с обратной полярностью.
- расходные материалы включают. Наконечники (разных размеров), газовые кожухи (у опытных сварщиков они служат долго), газ и проволока.

Этот пункт будет посвящен сварке MIG и сварке TIG. Чтобы легко ответить на этот вопрос, вам просто нужно понять, что происходит, когда вы свариваете (плавление). Когда при сварке металлы плавятся, создавая большое количество тепла, во время этого процесса тепло притягивает влагу и кислород из непосредственной окружающей среды, что делает сварной шов очень хрупким. Таким образом, газ (в большинстве случаев газ CO2 или аргон) используется для создания временного экрана вокруг нагретой области, чтобы защитить ее от врага или сварочной воды. Преимущества использования газа заключаются в том, что сварной шов практически чистый и не требует очистки от шлака.
Осталось только одно решение: я использую газ CO2 или аргон. Газ CO2 является более распространенным и дешевым в использовании. В современной промышленности вы, скорее всего, столкнетесь со смесями CO2 и АРГОНА, причина этого в том, что смесь создает меньше брызг, чем чистый CO2. Газ CO2 обычно используется для черных металлов, это металлы, содержащие железо. Однако чистый аргон имеет гораздо меньшую проникающую способность, чем смеси CO2, и по этой причине его популярно использовать для обработки цветных металлов, таких как алюминий, магний или медь. В большинстве магазинов, где можно взять напрокат газовые баллоны, вы найдете смесь CO2 и аргона, которая будет работать 90% времени. Только когда вы работаете с более сложными металлами, вам придется переключаться на чистые газы или различные смеси.
В современной промышленности вы, скорее всего, столкнетесь со смесями CO2 и АРГОНА, причина этого в том, что смесь создает меньше брызг, чем чистый CO2. Газ CO2 обычно используется для черных металлов, это металлы, содержащие железо. Однако чистый аргон имеет гораздо меньшую проникающую способность, чем смеси CO2, и по этой причине его популярно использовать для обработки цветных металлов, таких как алюминий, магний или медь. В большинстве магазинов, где можно взять напрокат газовые баллоны, вы найдете смесь CO2 и аргона, которая будет работать 90% времени. Только когда вы работаете с более сложными металлами, вам придется переключаться на чистые газы или различные смеси.
- меньше пыли и брызг по сравнению со сваркой под флюсом (MMA и Flux core)
- — лучший выбор для цветных металлов по сравнению с Flux core.
- в зависимости от используемой марки может обойтись дешевле в расчете на метр сварного шва из-за высокой стоимости порошковой проволоки.
 На этом валу нет флюса. Флюсовая проволока обычно имеет более темный цвет из-за другого производственного процесса и включения флюса внутрь проволоки. Пример меньшего рулона флюсовой проволоки для станков DIY
На этом валу нет флюса. Флюсовая проволока обычно имеет более темный цвет из-за другого производственного процесса и включения флюса внутрь проволоки. Пример меньшего рулона флюсовой проволоки для станков DIY Подобно тому, как работают стержни для дуговой сварки, это достигается за счет использования флюса, который заполняется внутри используемой сварочной проволоки. Вы видите, что сварной шов все еще должен быть защищен от кислорода и влаги в окружающей среде, поэтому флюс заполняется внутри проволоки, чтобы защитить нагретый сварной шов. Преимущества этого заключаются в меньших усилиях и отсутствии необходимости беспокоиться о газовых баллонах. Самая большая проблема с проволокой с флюсовой сердцевиной — это дополнительные затраты на проволоку и некоторое количество шлака, остающегося на охлажденном сварном шве. Благодаря тому, что вам не нужно беспокоиться о дополнительных газовых баллонах, такое решение более компактно. Для сварки более тонких сплавов в большинстве случаев придется переключать полярность на аппарате МИГ и только у некоторых есть такая функция. Ручка сварочного аппарата в основном переключается с + на -. Это изменяет направление тока и изменяет глубину проплавления сварного шва. Полезный совет по сварке: не выполнять сварку под флюсом на машине MIG, не имеющей такой функции. Вы можете найти эту функцию возле приводного ролика или в передней части машины.
Ручка сварочного аппарата в основном переключается с + на -. Это изменяет направление тока и изменяет глубину проплавления сварного шва. Полезный совет по сварке: не выполнять сварку под флюсом на машине MIG, не имеющей такой функции. Вы можете найти эту функцию возле приводного ролика или в передней части машины.
- можно использовать в ветреную погоду благодаря образованию шлака на сварном шве
- производительнее, чем сварка в среде защитных газов, до 100 % быстрее, в зависимости от используемого оборудования
- шлак необходимо очистить после сварки
, хотя, вероятно, является наименее распространенным типом сварки, на сегодняшний день является наиболее передовой и точной. Очень популярный выбор для цветных металлов из-за неглубокого проплавления и лучшего контроля над потоком и дугой сварного шва. Вместо использования стержней или проволоки пользователь вручную подает металл в сварной шов, поэтому сварщик имеет абсолютный полный контроль над каждым аспектом процесса. Результатом является гораздо более точный контроль при работе с чувствительным материалом, таким как алюминий или магний, но скорость процесса сварки намного ниже. Другие проблемы включают тот факт, что ручка горелки со временем нагревается и может даже расплавиться или вызвать травму сварщика, если не будут приняты меры предосторожности. Обычно предпочтительным выбором является аргон, поскольку в большинстве случаев сварки TIG свариваются цветные металлы. Сварка TIG вообще невозможна без газа. Дуга создается вольфрамовым наконечником, расположенным в кожухе сварочной горелки. Кожух изготовлен из керамического материала из-за большого количества тепла, присутствующего в течение длительного времени.
Вместо использования стержней или проволоки пользователь вручную подает металл в сварной шов, поэтому сварщик имеет абсолютный полный контроль над каждым аспектом процесса. Результатом является гораздо более точный контроль при работе с чувствительным материалом, таким как алюминий или магний, но скорость процесса сварки намного ниже. Другие проблемы включают тот факт, что ручка горелки со временем нагревается и может даже расплавиться или вызвать травму сварщика, если не будут приняты меры предосторожности. Обычно предпочтительным выбором является аргон, поскольку в большинстве случаев сварки TIG свариваются цветные металлы. Сварка TIG вообще невозможна без газа. Дуга создается вольфрамовым наконечником, расположенным в кожухе сварочной горелки. Кожух изготовлен из керамического материала из-за большого количества тепла, присутствующего в течение длительного времени.
- очень точный
- лучший выбор для тонкого алюминия и других цветных металлов
- Более профессиональные машины позволяют сварщику контролировать почти каждый аспект сварки.
- обучение находится на кривой, требует больше времени и терпения, чтобы освоить.
- отношение скорости к сварке металла низкое (медленное) Расходные материалы
- включают вольфрамовый наконечник, кожух, газовые и металлические стержни. Вольфрамовые наконечники
- заточены в соответствии со свариваемым материалом.
 Переключатель не будет использоваться, вместо него будет использован старт с нуля.
Переключатель не будет использоваться, вместо него будет использован старт с нуля. Интересный совет по сварке: вы можете начать сварку TIG с нуля с помощью любого аппарата для дуговой сварки с инвертором постоянного тока, просто подключив горелку TIG, газ нужно будет просто подать из баллона прямо в горелку. При использовании дуговой сварки для сварки TIG просто помните, что полярность остается той же, поэтому она будет работать только с более тонкими черными металлами. Поскольку горелка не контролируется машиной, дуга зажигается путем ручного царапания поверхности или металла. Не так точно, как при использовании обычного аппарата TIG с триггером, но действительно удобный прием, позволяющий повысить ценность вашего существующего аппарата для дуговой сварки. PS: не все горелки Scratch TIG подходят для обычных машин MMA с инвертором постоянного тока. Убедитесь, что штекеры подходят. Большинство продаваемых горелок предназначены для ввинчиваемых фитингов, используемых на машинах TIG, где газ подается к горелке. Чтобы это работало, вам понадобится горелка TIG без курка, отдельная трубка для газа и замок с выступом в фитинге (называемый разъемом DINSE).
Чтобы это работало, вам понадобится горелка TIG без курка, отдельная трубка для газа и замок с выступом в фитинге (называемый разъемом DINSE).
Благодарим вас за то, что нашли время, чтобы прочитать эту вводную статью о советах по сварке. Мы написали его, чтобы помочь нашим клиентам сделать правильный выбор в продукте. Можно еще многое сказать о том, что было упомянуто выше, но эта статья предназначена для того, чтобы стать очень простой вводной статьей. Мы будем публиковать более подробные руководства по каждому аспекту сварки в будущем. Если у вас есть какие-либо вопросы по поводу какой-либо информации здесь или если у нас что-то не так, прокомментируйте ниже или свяжитесь с нами в социальных сетях. Нам очень нравится общаться с клиентами.
Сварочные аппараты и цены другие сообщения из блога инструментов и советовSCA 140 AMP Inverter ARC Документ по эксплуатации сварочного аппарата
1
1
Инверторный сварочный аппарат для дуговой сварки SCA 140 AMP Руководство по эксплуатации
ОПИСАНИЕ ПРОДУКТА Благодаря своим основным компонентам управления и передачи, а также специально разработанной схеме управления, он имеет равномерно регулируемый сварочный ток, что позволяет источнику сварочного питания достичь адаптируемости к превосходным процедурам сварки.
 Это в значительной степени повысило защитные способности сварщика, обеспечив безопасную сварку. Он довольно популярен при сварке таких материалов, как низкоуглеродистая сталь, нержавеющая сталь, высокопрочная сталь, легированная сталь и чугун.
Это в значительной степени повысило защитные способности сварщика, обеспечив безопасную сварку. Он довольно популярен при сварке таких материалов, как низкоуглеродистая сталь, нержавеющая сталь, высокопрочная сталь, легированная сталь и чугун.Основные характеристики портативного инверторного сварочного аппарата постоянного тока серии CARi-ARC:
- Обладая небольшим объемом и малым весом, он широко используется в области обивки, ремонта и полевых работ;
- Превосходная функция управления дугой и функция плавления и капельного перехода;
- Применяется при сварке сверху вниз в вертикальном положении и длинной дуговой струйной переносной сварке целлюлозным электродом;
- Благодаря различным характеристикам звукоизоляции он может защитить сварочный аппарат от перегрева, перегрузки по току и так далее. Когда компенсация основного питания составляет не менее ±15%, она может увеличиваться при снижении сварочного тока. Благодаря своей высокой эффективности защиты от помех система управления может реагировать на изменения источника питания, заготовки, электрода и операций со скоростью менее 1 м / с, чтобы поддерживать стабильный выходной ток;
- Его уникальные характеристики электрической дуги могут удовлетворить потребность в различных процедурах сварки
; - Простое подключение. Для осуществления внешнего подключения в серии CARi-ARC используются все разъемы, которые обеспечивают быстрое и безопасное подключение при простом, но надежном исполнении. При изменении содержания руководства или функции сварочного аппарата уведомление не выдается.
 Для осуществления внешнего подключения в серии CARi-ARC используются все разъемы, которые обеспечивают быстрое и безопасное подключение при простом, но надежном исполнении. При изменении содержания руководства или функции сварочного аппарата уведомление не выдается.
Для осуществления внешнего подключения в серии CARi-ARC используются все разъемы, которые обеспечивают быстрое и безопасное подключение при простом, но надежном исполнении. При изменении содержания руководства или функции сварочного аппарата уведомление не выдается.ПРЕДУПРЕЖДЕНИЕ
Во избежание травм и/или повреждения имущества прочитайте ВСЕ эти инструкции и выполняйте их перед сборкой и эксплуатацией данного сварочного аппарата.
Это руководство поможет вам наиболее безопасно и эффективно управлять этим сварочным аппаратом.
БЕЗОПАСНОСТЬ ЭКСПЛУАТАЦИИ
Самозащита оператора
- Всегда соблюдайте правила техники безопасности и гигиены. Носите защитную одежду
, чтобы избежать травм глаз и кожи. - Используйте сварочную маску, чтобы закрыть голову во время работы со сварочным аппаратом.
- Только через светофильтр на сварочной маске вы сможете наблюдать за своим
операция. - Ни при каких обстоятельствах нельзя дотрагиваться какой-либо частью тела до выхода биполярности сварочного аппарата
(рукоятка держателя электрода и заготовка. ).
Внимание - Портативный инверторный сварочный аппарат постоянного тока серии CARi-ARC — это электронные продукты, запасные части которых очень нежные, не меняйте и не настраивайте в спешке, иначе переключатель будет поврежден;
- Проверьте соединение, чтобы убедиться, что оно хорошо подсоединено, надежно ли заземление (земля)N и т. д.;
- Дым и газы, образующиеся при сварке, опасны для здоровья. Убедитесь, что
работает в местах, где есть вытяжные или вентиляционные устройства, чтобы пары или выбросы не попадали в зону дыхания; - Во время сварки следите за тем, чтобы лучи дуги не попадали на окружающих людей. Это происходит только из-за интерференции лучей дуги;
- Никогда не позволяйте никому, кроме самого оператора, перемещать или регулировать сварочный аппарат;
- Никогда не позволяйте людям с кардиостимулятором или любыми другими предметами, чувствительными к электромагнитным полям, приближаться к сварочному аппарату, который мешает нормальной работе кардиостимулятора;
- Сварочный аппарат нельзя использовать для разморозки труб;
- Никогда не позволяйте использовать сварочный аппарат сверх номинального рабочего цикла.
 ).
). 
Меры безопасности, необходимые для обеспечения правильной установки и положения
- Необходимо принять строгие меры предосторожности для защиты оператора и машины от падающих сверху посторонних материалов.
- Пыль, кислота и эрозионная грязь в воздухе на рабочем месте не должны превышать норму (без учета выбросов от сварщика).
- Сварочный аппарат должен быть установлен в месте, защищенном от воздействия солнца, дождя и снега. Также он должен храниться в менее влажном месте с диапазоном температур от -10 до 40˚C.
- Для обеспечения хорошей вентиляции сварочного аппарата должно быть около 50 см свободного пространства.
- Убедитесь, что в сварочный аппарат не попало металлическое инородное тело.
- Отсутствие сильной вибрации в зоне вокруг сварочного аппарата.
- Убедитесь, что в месте установки нет помех окружающей среде.
- Убедитесь, что электропитания достаточно для правильной работы сварочного аппарата. Любой источник питания, необходимый для доступа к сварочному аппарату, должен быть оснащен защитным оборудованием.
- Сварочный аппарат должен быть установлен на горизонтальной поверхности, а если она превышает 10°, то необходимо добавить антисбросовой комплект.
 Любой источник питания, необходимый для доступа к сварочному аппарату, должен быть оснащен защитным оборудованием.
Любой источник питания, необходимый для доступа к сварочному аппарату, должен быть оснащен защитным оборудованием. Проверка безопасности
Каждый из перечисленных ниже пунктов должен быть тщательно проверен перед эксплуатацией:
- Убедитесь, что сварочный аппарат имеет надежное соединение с заземляющим проводом;
- Убедиться в отсутствии короткого замыкания на обоих выходах сварочного аппарата;
- Убедитесь, что звуковой выход и входной провод всегда подключены, а не выставлены наружу. Квалифицированный персонал должен проводить регулярные проверки после установки сварочного аппарата в течение шести месяцев, что включает в себя следующее:
- Необходимо проводить регулярную очистку, чтобы убедиться в отсутствии такого ненормального состояния, как ослабление соединения в сварочном аппарате.
- Внешние детали, установленные на сварочном аппарате, должны гарантировать его правильную работу.
- Проверьте сварочный кабель, чтобы убедиться, что его можно продолжать использовать до того, как он изношен.
- Замените входной кабель сварочного аппарата, как только он будет сломан или поврежден.

ПРЕДУПРЕЖДЕНИЕ. Перед открытием крышки сварочного аппарата
для проверки отключите питание.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Окружающая среда, в которой находится изделие
- Диапазон окружающей температуры:
При сварке: -10~+40°C При транспортировке или хранении: -25~+55°C - Относительная влажность: при 40°C: ≤50%, при 20 °С: ≤90%.
- Пыль, кислота и эрозионные вещества в воздухе не должны превышать нормы (не считая выбросов от сварщика). Отсутствие сильной вибрации на рабочем месте.
- Высота не более 1000м.
- Для обеспечения хорошей вентиляции сварочного аппарата должно быть около 50 см свободного пространства.
- Защита от дождя при использовании на открытом воздухе.
- Пожалуйста, на расстоянии не менее 300 мм от стен и т.п., которые могут ограничивать естественный поток воздуха для охлаждения.
- Скорость ветра на всей территории должна быть менее 1 м/с; Требования к основному питанию
- Осциллограмма напряжения должна отображать фактическую синусоиду, колебания частоты не должны превышать ± 1% от номинального значения.
- Колебания подаваемого напряжения не должны превышать ±15 % от номинального значения.

The Welder’s Principle
Конструкции Welder
В серии Portable CARi-ARC используются подвижные картонные конструкции: Верхняя часть
спереди оснащена ручкой регулировки сварочного тока, индикатором питания ( зеленый), световой индикатор неисправности (желтый), а нижняя часть оснащена быстроразъемным разъемом «+» для токового выхода и быстроразъемным разъемом «-». На задней стороне установлен выключатель питания, охлаждающий вентилятор, провод ввода источника питания. Сверху есть ремешок для удобной транспортировки. Когда вы открываете крышку, там один первичный трансформатор, одна часть печатной платы. Нижняя часть снабжена выходным дросселем, первичным трансформатором и т.д. В средней части установлен радиатор с силовыми элементами.
Сверху есть ремешок для удобной транспортировки. Когда вы открываете крышку, там один первичный трансформатор, одна часть печатной платы. Нижняя часть снабжена выходным дросселем, первичным трансформатором и т.д. В средней части установлен радиатор с силовыми элементами.
Кодировка типа сварочного аппарата
- Нестандартная кодировка:
Комбинация английских букв и арабских цифр. Implication of Coding:
MAIN TECHNICAL DATA
ITEM | CARi-ARC-140 | ||||||||
| Rated Input Voltage | V | 240 | |||||||
| Electrical Source Fre — число | Гц | 50 | |||||||
| Rated Input Current | A | 23 | |||||||
| Rated Input Capacity | KVA | 5.52 | |||||||
| No-load Voltage | V | 78 | |||||||
| Rated Working Voltage | V | 25,6 | |||||||
| Диапазон регуляции тока | A | 20 ~ 140 | |||||||
| Диаметр электрода | φ | 2,5 мм | 2,5 мм 19395 | 2,5 мм 19501 | φ 9036 Rated Welding Current | I2 | 140A | ||
| Rated Duty Cycle | % | 20% | |||||||
| Efficiency | η | 85% | |||||||
| Power Factor | CosΦ | 0.92 | |||||||
| Степень изоляции | H | ||||||||
| Степень защиты корпуса | IP21S | ||||||||
| Тип охлаждения | 2 | ||||||||
| Case Size | cm | 30x12x24 | |||||||
| Net Weight | kg | 4.7 |
The Norm that the Welder Applies
Portable CARi-ARC series DC Inverter Arc Welder conforms with the following
standard для выполнения
AS 60974-6: 2006
Знак и изображения Иллюстрация
Заземление
Однофазный источник питания переменного тока
Однофазный датчик неподвижности Трансформатор-выпрямитель
Постоянный ток
Для определения источника сварочного тока, подходящего для сварки в среде с повышенной опасностью поражения электрическим током.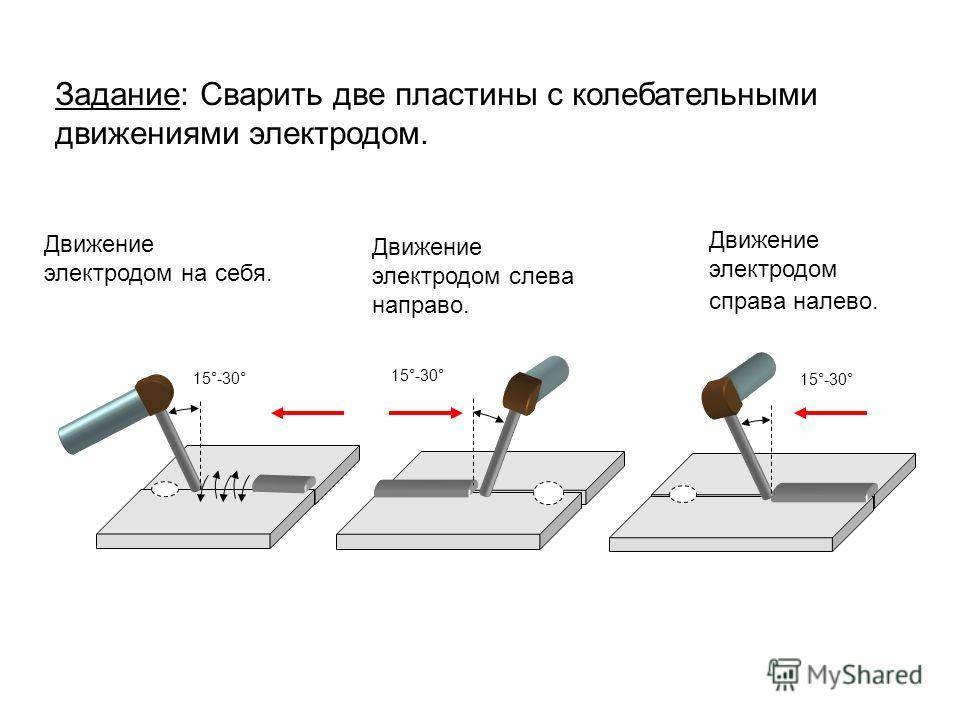
- +: «+» электрод
- -: «-» электрод
- I1max…A: Максимальный номинальный входной ток
- I1eff…A: Максимальное виртуальное значение входного тока
- Φ: Диаметр электрода
- X:Duty Cycle
- I2: Номинальный сварочный ток
- U0: Номинальное напряжение холостого хода
- U1: Номинальное входное напряжение
- U2: Номинальная нагрузка В
- ~50/60 Гц: переменный ток, номинальная частота 50 Гц, рабочая частота 60 Гц.
- …В: Напряжение (В)
- …А: Ток (А)
- …%: Проценты
- ..А/…В~…А/…В: Выходной диапазон. Номинальный минимальный и номинальный максимальный сварочный ток и соответствующее напряжение нагрузки.
IP21S: Класс защиты корпуса . IP – это код международной защиты. 2 означают, что палец пользователя не касается опасных частей; предотвращение попадания в короб твердого материала диаметром не менее 12,5 мм. 1 означает предотвращение стекания воды
вертикально, что безвредно.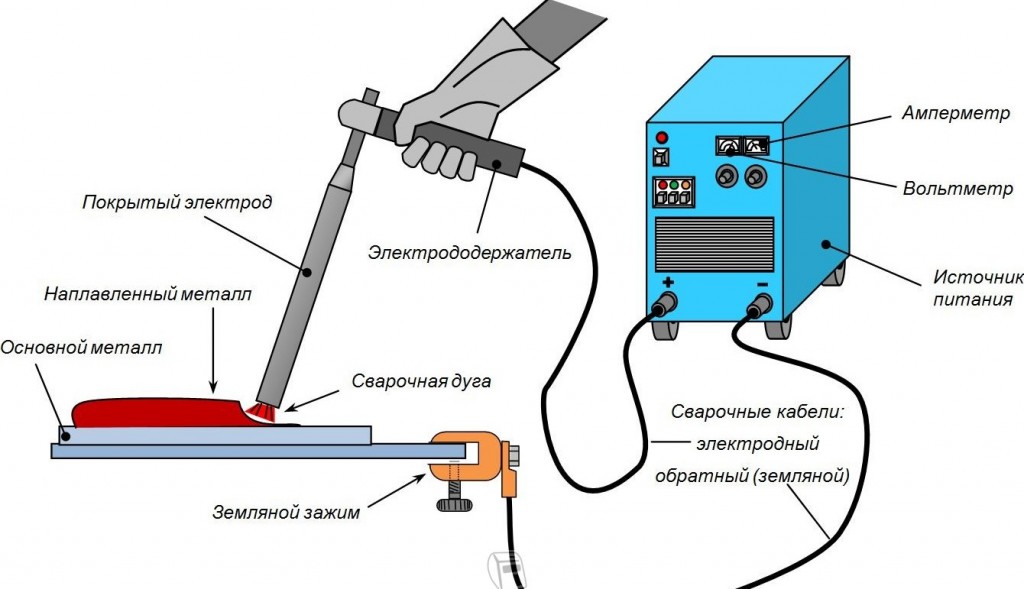 S означает, что испытание на водонепроницаемость проводится, когда подвижные части находятся в состоянии покоя.
S означает, что испытание на водонепроницаемость проводится, когда подвижные части находятся в состоянии покоя.
H : Класс изоляции H.
Примечание: Испытание источника сварочного тока на повышение температуры проводилось при комнатной температуре. Номинальный рабочий цикл 40°C получен путем моделирования.
МЕСТО СВАРЩИКА
Схема подключения сварщика
- Пыль, кислота и эрозионная грязь в воздухе на рабочем месте не должны превышать количества, требуемого нормой.
- Сварочный аппарат должен быть установлен в месте, защищенном от воздействия солнца и дождя. Также он должен храниться в менее влажном месте с диапазоном температур от -10 до 40°C.
- Для обеспечения хорошей вентиляции сварочного аппарата должно быть около 50 см свободного пространства.
- Устройство для исключения ветра и дыма должно быть оборудовано, если внутренняя аэрация не является надежной.
Соединение между сварочным аппаратом и источником питания (см. схему входных соединений) Подключите кабель источника питания на задней панели сварочного аппарата к однофазной сети 220~240 В с выключателем; Источники питания на 380 В это строго
схему входных соединений) Подключите кабель источника питания на задней панели сварочного аппарата к однофазной сети 220~240 В с выключателем; Источники питания на 380 В это строго
запрещено сварщику, который серьезно повредит сварщика, в противном случае пользователь должен нести за это последствия. Кабель питания длиной 2 м с вилкой на 10А. Вставьте вилку в розетку и включите главный выключатель.
- Поднимите сварочный аппарат за ручку.
НЕ ПОДНИМАЙТЕ ЕГО ЗА ШНУР ПИТАНИЯ ИЛИ КАБЕЛЬ ЗАЗЕМЛЕНИЯ ЗАЖИМ И ДЕРЖАТЕЛЬ ЭЛЕКТРОДА
.
Примечание: Заземление сети питания не является нулевым подключением сети питания.
Схема входного соединения
Настройка источника питания сварщика

 Класс
Класс 


 Отключение, вызванное зарядкой емкости основного фильтра питания. Включите основной источник питания.
Отключение, вызванное зарядкой емкости основного фильтра питания. Включите основной источник питания.