Сталь 40хн — характеристики, термообработка, применение
Сталь 40хн (Гост 4543-71) относится к качественным конструкционным сталям (т.е предназначенным для изготовления машиностроительных и строительных изделий) легированным хромоникелевым стальным сплавам. Добавление никеля в состав стали повышает ее химическую устойчивость. Впервые это явление было открыто в конце девятнадцатого века. Французский химик Пруст высказал предположение, что железные метеориты слабо подвержены коррозии именно благодаря никелю в их составе. Через 20 лет Фарадей выплавил первый сплав железа и никеля, который обладал повышенной антикоррозийной устойчивостью. Но только после получения ковкого никеля появилась возможность создавать никелевые стальные сплавы, которые обладали в два раза большим пределом упругости, высокими антикоррозийными свойствами и большой механической прочностью. Дополнительную устойчивость к коррозирующим факторам сталь 40 хн приобретает благодаря добавке хрома. Он также усиливает такие механические свойства стали 40хн, как твердость и прочность.
Основная область применения стали 40хн – изготовление деталей, которые эксплуатируются в условиях повышенной динамической нагрузки, вибрации. Это такие детали, как оси, шатуны, валы, замки (ниппели и муфты) для нефтепроводов. Изготавливают из стали 40хн также зубчатые колеса, шпиндели, болты, штоки гидроцилиндров, валки прокатных станов. В общем, этот сплав используется для деталей, материал которых должен обладать повышенной вязкостью, и прочностью. Максимальная толщина деталей из стали 40хн не должна превышать 120 мм. Аналоги стали 40хн, разрешенные к применению в тех же целях: 40Х, 40ХНМ, 40ХНР, 30ХГВТ, 35ХГФ, 38ХГН, 45ХН, 50ХН.
Сталь 40хн имеет в своем составе: от 0,36 до 0,44% углерода; 0,17-0,37% кремния; 0,5 — 0,8% марганца; от 1 до 1,4% никеля; максимум 0,035% серы и столько же фосфора; 0,45 – 0,75% хрома и до 0,3% меди. Содержание серы и фосфора (меньше 0, 36%) позволяет причислять сталь 40хн к качественным легированным сталям.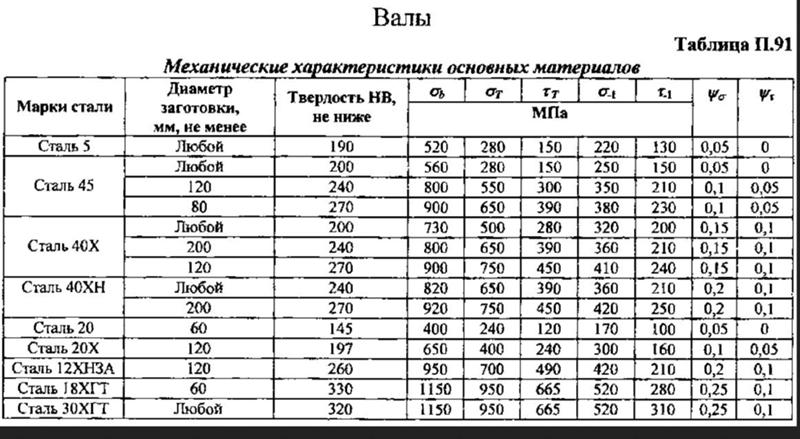
Закалка металла 40ХН обычно производится в масле; крупногабаритные детали в редких случаях подвергают закаливанию в воде с последующим немедленным низким отпуском или с переносом в масло. Часто детали из стали 40 хн закаливают при нагревании высокочастотными токами и последующим отпуском. В результате этой процедуры получают высокую поверхностную твердость (RC = 52—56).
Термообработка валов и осей — Энциклопедия по машиностроению XXL
Типовые режимы термообработки валов и осей [c.488]В обычных условиях для изготовления валов и осей без термообработки часто используют и некоторые углеродистые стали обычного качества (ГОСТ 380—60) Ст 3, Ст 4, Ст 5. В более ответственных случаях или при тяжелых нагрузках валы делают из легированных сталей (ГОСТ 4543—71), например, из стали 15Х, 20Х — [c.290]
Материалы валов и осей. Материалы валов и осей должны быть прочными, хорошо обрабатываться и иметь высокий модуль упругости. Валы и оси изготовляют преимущественно из углеродистых и легированных сталей. Для валов и осей без термообработки применяют стали Ст5, Стб для валов с термообработкой — стали 45, 40Х (см. табл. 8.4). Быстроходные валы, работающие
 294]
294]
Валы и оси в металлорежущих станках, имеющие высокую поверхностную твердость при незначительной деформации в процессе термообработки 45 HR 50-58 (закалка с нагревом т. в. ч.) [c.312]
Работающие на износ валы и оси с высокой поверхностной твердостью при незначительной допускаемой деформации в процессе термообработки 40Х HR 48—53 [c.313]
Опорные устройства, предназначенные для поддержания вращающихся осей, валов и других деталей и восприятия передаваемых от них радиальных и осевых усилий, называются подшипниками. По виду трения, возникающего в рабочих элементах опорных устройств, различают подшипники качения и скольжения. Наибольшее распространение в приводах получили подшипники качения, обладающие рядом преимуществ большой несущей способностью на единицу ширины подшипника в осевом направлении высоким к, п. д. отсутствием специальных требований к валам и осям по термообработке в местах установки подшипников отсутствием необходимости использовать цветные металлы.
Материалы и допускаемые напряжения для валов и осей. Для валов и осей без термообработки применяются стали марок СтЗ, Ст4, Ст5. Для валов с повышенной несущей способностью применяют среднеуглеродистые и легированные стали с термообработкой — сталь 45 или 40Х. Для быстроходных валов на подшипниках скольжения применяют цементируемые и закаливаемые стали 20 и 20Х.
Материал валов и осей назначается с учетом условий их работы. Основным материалом для валов и осей являются сталь Ст. 5 (без термообработки) и стали 45, 50, 40Х, У8А, У ЮЛ (термически обработанные — улучшенные, закаленные с высоким отпуском или закаленные ТВЧ с низким отпуском). [c.369]
Марка стали и термообработка обеспечивают достаточную прочность вала (оси) и достаточное сопротивление истиранию. На выбор марки стали и её термообработки влияют условия работы вала, его напряжённость при заданных габаритах, скорость вращения, назначение и конструкция вала и его опор.
Вал, диски, оси под молотки изготовляют из обычных конструкционных сталей, а молотки — из легированной термически обработанной вязкой износоустойчивой стали, например, марки ЗОХГСА. Термообработка стали этой марки заключается в ее нагреве до 880° С с дальнейшим охлаждением в масле и отпуске при 225° С. После такой термообработки молотки имеют твердость НВ 390—475. [c.57]
Длинные валы выполняют составными. Для облегчения вала или оси их иногда делают полыми. Оси и валы изготовляют из углеродистой стали марок Стб (без термообработки),35, 40, 45 (с термообработкой) и легированной стали марок 40Х, ЗОХГТ и др. [c.245]
При проектировании колец из углеродных материалов необходимо избегать концентраторов напряжений — все углы закруглять (радиус закругления Я — 1-=-3 мм), не применять потайных винтов, шпоночных канавок. Допускается несколько (желательно, четное число) отверстий под штифты или лысок для тангенциальной фиксации кольца при условии, их симметричного расположения относительно оси. Вследствие малого коэффициента линейного расширения недопустима напрессовка внутренних диаметров колец на металлические валы и втулки. Горячая запрессовка колец в металлические обоймы по наружному диаметру допустима при условии предварительной термообработки обоймы для снятия внутренних напряжений. Предпочтительной является установка на резиновых кольцах (см. рис. 68, 88). Габаритные размеры сечения должны составлять не менее 10—20% от внутреннего диаметра кольца из углеродного материала. Кольца должны воспринимать только сжимающие нагрузки.
Длинные валы выполняют составными. Для облегчения вала или оси их иногда делают полыми. Материалом Для осей и валов служат углеродистые стали марок Ст.З (без термообработки), 35, 40, 45 (с термообработкой) и легированные стали марок 40Х, ЗОХГТ и др.
Повреждения эксплуатационного характера возникают, как правило, в результате изнашивания деталей или нарушений требований технического обслуживания тепловоза. Повреждения производственного характера — результат нарушений, допущенных в процессе изготовления самого тепловоза или при его ремонте. Повреждения конструкционного характера возникают вследствие ошибок, допущенных конструкторами при проектировании тепловоза неточностей при выборе размеров, допусков на сопряженные детали, материала, способа термообработки деталей и т. п. Повреждения аварийного характера являются следствием несвоевременного обнаружения дефектов изготовления или нарушения технологии ремонта, результатом усталости металла, которой подвержены в основном детали, работающие со знакопеременной или цикличной нагрузкой (коленчатые валы, оси колесных пар, валы якорей тяговых электродвигателей и др.), ненормального изнашивания, а также грубого нарушения нагрузочных режимов работы оборудования и столкновения подвижного состава.
В табл. 4.1 приведены усредненные значения механических характеристик и виды термообработки некоторых распространенных марок конструкционных сталей (углеродистых качественных — ГОСТ 1050-88 и легированных — ГОСТ 4543-71), используемых для изготовления зубчатых колес, а также других деталей машин (валов, осей, звездочек цепных передач, червяков, деталей муфт и т.п.). Как следует из таблицы, механические характеристики сталей зависят не только от химического состава и вида термообработки, но и от размеров характерного сечения заготовок.
При проектировании заготовок корпусных деталей, разработке технологического процесса их производства и во время изготовления необходимо принять все меры для уменьшения деформаций за счет неравномерного охлаждения, усадки или сварочных напряжений, особенно, если деталь имеет направляющие отверстия для установки валов, осей и т. п. Очень часто заготовки корпусных деталей после изготовления подвергают термообработке для снятия внутренних напряжений, стабилизации размеров, улучшения структуры и обрабатываемости резанием.
[c.229]
п. Очень часто заготовки корпусных деталей после изготовления подвергают термообработке для снятия внутренних напряжений, стабилизации размеров, улучшения структуры и обрабатываемости резанием.
[c.229]
Механические характеристики и виды термообработки некоторых сталей для зубчатых колес, а также других деталей (червяков, валов, осей, звездочек и т. п.) приведены в табл. 8.4. [c.124]
Индуктор-трансформатор, предназначенный для термообработки шеек коленчатых валов, приведен на рис. 10-15. Вторичная обмотка его состоит из двух полуколец 1 и 2, которые поддерживаются на валах 4 и изолированы от них втулками. Первичная обмотка 3 закреплена на каретке (не показана) и может перемещаться вдоль оси закаливаемой детали. Закалочная жидкость подается через штуцеры 6 и полости 5, а затем через отверстия в зазор между нагреваемой поверхностью и индуктором. [c.167]
Оси, валы, шестерни, работающие без ударных нагрузок Деформируются, удовлетворительно обрабатываются резанием, сварка с подогревом и последующей термообработкой. [c.25]
Получаемые в результате термообработки деформации деталей с простыми конструктивными формами (валы, оси, валики, втулки, плоские детали) могут быть определены по величине и направлению экспериментально и учтены при предварительной механической обработке с доведением размеров до установленных пределов последующей правкой и механической обработкой (шлифованием). [c.699]
Улучшаемые среднеуглеродистые стали содержат 0,3 -0,45 % углерода и небольшое количество легирующих элементов (до 3-5 % ). Эти стали подвергаются улучшению, состоящему из закалки в масле и высокого отпуска. После термообработки имеют структуру сорбита. Применяют улучшаемые стали для ответственных деталей общего машиностроения, работающих в условиях циклических или ударных нагрузок (валов, осей, полумуфт, шатунов, штоков и др.). Поэтому они должны обладать высокими пределами прочности и текучести в сочетании с достаточной вязкостью и пластичностью. Механические свойства разных марок улучшаемой стали в случае сквозной прокаливаемости близки (а = 900 — 1200 МПа). Поэтому прокаливаемость определяет выбор стали. Чем больше легирующих элементов, тем выше прокаливаемость. Следовательно, чем больше сечение детали, тем более легированную сталь следует использовать. По про-
[c.161]
Механические свойства разных марок улучшаемой стали в случае сквозной прокаливаемости близки (а = 900 — 1200 МПа). Поэтому прокаливаемость определяет выбор стали. Чем больше легирующих элементов, тем выше прокаливаемость. Следовательно, чем больше сечение детали, тем более легированную сталь следует использовать. По про-
[c.161]
Сталь качественная конструкционная углеродистая (ГОСТ 1050— 74), например стали 20 и 25,— используется для поковок, служащих заготовками фасонных валов или валов большого диаметра (0> >150 мм). Эти стали экономичны и используются без термообработки для средненагруженных валов и осей, когда решающим фактором для них является жесткость. Для упрочнения поверхностей эти стали могут подвергаться цементации, азотированию. Из сталей 40, 45, 50 часто изготавливают кованые и штапованные заготовки для прямых валов, коленчатых и валов-шестерен. Эти стали нормализуются или улучшаются и применяются в более ответственных случаях. Особенно часто применяется сталь 45, которую иногда называют валовой. Из стали 15Г изготавливают заготовки, получаемые ковкой и штамповкой в горячем состоянии, или же валы, подлежащие цементации, например кулачковые валики, шарниры муфт. Сталь 50Г применяется в условиях сильного истирания, например для валов-шестерен, шлицевых валов. [c.290]
Изготовляются валы и оси, как правило, нз сталей. Для сред-иенапряженных осей н валов, размеры которых определяются в основном жесткостью, применяются углеродистые конструкционные стали 25, 30 без термообработки. В более ответственных и напряженных конструкциях используются термообрабатываемые стали 45, 40Х и др. Высоконапряженные ответственные валы изготовляются из легированных сталей 40ХН, ЗОХГС и др., подвергающихся соответствующей термообработке. [c.512]
Материал валов и осей назначается с учетом условий их работы. Основным материалом для валов и осей являются сталь Стб (без термообработки) и стали 45, 50, 40Х, У8А, У10А (термически обработанные — улучшенные, закаленные с высоким отпуском или закаленные ТВЧ с низким отпуском). Валы, работающие при нагрузке с толчками, изготовляются из сталей 20 и 20Х, при этом цапфы валов цементируются и закаливаются.
[c.274]
Валы, работающие при нагрузке с толчками, изготовляются из сталей 20 и 20Х, при этом цапфы валов цементируются и закаливаются.
[c.274]
Материалы. Валы и оси преимущественно изготовляют из углеродистых и легированных сталей. Чаще других применяют сталь Ст5 — для валов без термообработки сталь 45 или 40Х — для валов с термообработкой сталь 40ХН, ЗОХГСА — для высоконапряженных валов ответственных машин. При небольших диаметрах зубчатых колес вал и шестерню выполняют как одно целое (см. рис. 248). В этом случае материал для изготовления вала-шестерни выбирают в соответствии с требованиями, предъявляемыми к материалу шестерни. [c.316]
Индукционная закалка поверхностей. Термообработка металлов открывает широкие перспективы для более эффективного использования энергии. Замена процесса цементации (поверхностного нау,глероживания) индукционным нагревом с целью закалки поверхности стальных деталей, таких как зубчатые колеса, валы и оси, служит характерным примером того, что существующие комбинированные процессы с применением газа и электроэнергии уступают место более эффективной электротехнологии. Это дает возможность эконо-190 [c.190]
Материалами для изготовления деталей механизма подъёма служат картеры редуктора— ковкий и серый чугун (марок КЧ 37-12 и СЧ 15-32) шестерни, валы и оси — хромоникелевая и качественная углеродистая сталь марок 20ХН, 40ХН, сталь 20 и сталь 40 с термообработкой и шлифовкой подъёмные рычаги — поковки из стали марок сталь 35 и сталь 40. [c.1029]
Основными материалами для валов и осей служат углеродистые и легированные стали. Для осей и валов, диаметры которых определяются, в основном, жесткостью, применяют углеродистые конструкционные стали Ст4, Ст5 без термообработки. В ответственных и тяжело нагруженных конструкциях (когда критерием является прочность) используют термически обрабатываемые среднеуглеродистые и легированные стали 40, 45, 40Х, 40ХН, 40ХН2МА, ЗОХГТ, ЗОХГСА и др. Валы из этих сталей в зависимости от решаемых задач подвергают улучшению (закалке с высоким отпуск9м) или поверхностной закалке (нафев ТВЧ) с низким отпуском.
[c.409]
Валы из этих сталей в зависимости от решаемых задач подвергают улучшению (закалке с высоким отпуск9м) или поверхностной закалке (нафев ТВЧ) с низким отпуском.
[c.409]
Способ применяют для восстановления шеек валов и осей, поверхностей отверстий под подшипники, упрочнения взамен термообработки трущихся поверхностей, создания износостойкого поверхностного слоя толш иной 0,5 мм. Стойкость режущей части инструмента в результате упрочнения увеличивается в 2 раза. Износостойкость деталей после элек-троэрозионного упрочнения повышается в 3…8 раз. [c.382]
Для валов и осей без термообработки применяют стали Ст. 5, Ст.6, 35,40 для валов с термообработкой—стали 45, 40Х (см. табл. 6.5). Быстроходные валы, работающие в подшипниках скольжения, изготовляют из сталей 20, 20Х, 12ХНЗА. Цапфы этих валов цементуют для повышения износостойкости. [c.278]
Материалы валов и осей. Материалы валов и осей должны быть прочными, хорошо обрабатываться и иметь высокий модуль упругости. Валы и оси изготовляют преи.мущественно из углеродистых и легированных сталей. Для валов и осей.без термообработки применяют стали Стб, Стб для валов с термообработкой — стали 45, 40Х (см. табл. 8.4). Быстроходные-валы, работающие в подшипниках скольжения, изготовляют из сталей 20, 20Х, 12ХНЗА. Цапфы этих валов цементируют для повышения износостойкости. [c.192]
Для дизелей рассматриваемого назначения применяют топливные насосы высокого давления плунжерного типа (рис. 203). Нагнетательный ход плунжера 3 происходит под действием толкателя 6 и кулачка 7 вала 8 насоса, соединенного при помощи щестеренной передачи с коленчатым или распределительным валом дизеля. Обратный ход плунжер совершает под действием пружины 5, которая сжимается при ходе нагнетания. Топливо поступает в рабочую полость через отверстие во втулке 4 и нагнетается через нагруженный пружиной / клапан 2, отделяющий после окончания процесса подачи топлива рабочую полость от трубопровода высокого давления, соединенного с форсункой.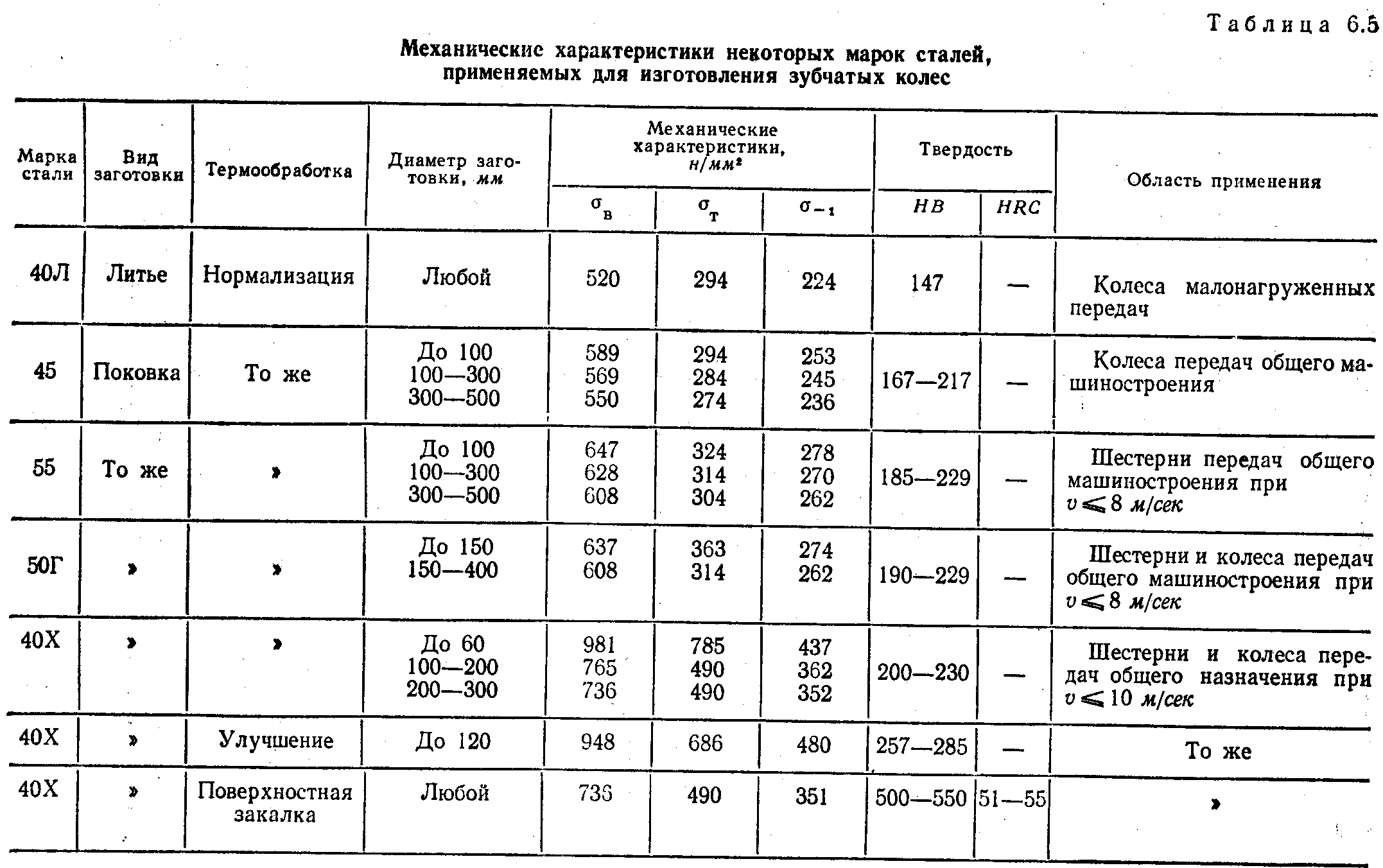 Плунжеры и втулки изготовляют из высэко-качественной стали и обрабатывают с высокой точностью и чистотой рабочих поверхностей, что достигают взаимной притиркой плунжера и втулки плунжера или их раздельной притиркой специальными притирами. В последнем случае плунжеры и втулки разбивают на размерные группы и комплектуют плунжерные пары деталями одинаковой группы. Величина зазора между плунжером и втулкой 24-4 мкм. Нагнетательный клапан и его корпус изготовляют также из высококачественной стали с высокой точностью и чистотой рабочих поверхностей. Рабочие поверхности кулачков валика, роликов и осей роликов толкателя подвергают специальной термообработке, обеспечивающей их высокую твердость.
[c.330]
Плунжеры и втулки изготовляют из высэко-качественной стали и обрабатывают с высокой точностью и чистотой рабочих поверхностей, что достигают взаимной притиркой плунжера и втулки плунжера или их раздельной притиркой специальными притирами. В последнем случае плунжеры и втулки разбивают на размерные группы и комплектуют плунжерные пары деталями одинаковой группы. Величина зазора между плунжером и втулкой 24-4 мкм. Нагнетательный клапан и его корпус изготовляют также из высококачественной стали с высокой точностью и чистотой рабочих поверхностей. Рабочие поверхности кулачков валика, роликов и осей роликов толкателя подвергают специальной термообработке, обеспечивающей их высокую твердость.
[c.330]
Х Закалка Ошуск 850 500 Масло Вода или масло 25 981 785 10 45 Детали, работающие в условиях трения без значительной ударной нагрузки валы, оси, зубчатые колеса, зубчатые рейки, кулачки и другие детали повышенной прочности в закаленноотпущенном состоянии и после химико-термической обработки (цианирования), а также работающие непосредственно в контакте с пищевыми средами веретено жирового сепаратора, валы комбикормовых дробилок. Трудно-свариваемая с подогревом и последующей термообработкой. Флокеночувствительна. Склонна к отпускной хрупкости
[c.![]() 522]
522]
ХН Закалка Отпуск 820 500 Вода или масло Вода или воздух 25 981 785 11 45 Ответственные нагруженные детали, подвергающиеся вибрационным и динамическим нагрузкам, с повышенной прочностью и вязкостью затяжные кольца барабанов сепараторов, кулачковые муфты, шатуны, рычаги, цилиндры, оси, штоки, вал-шестерни и др. Трудносва-риваемая. Необходим подогрев и последующая термообработка. Склонна к отпускной хрупкости [c.522]
На рис. VII.3, а (табл. VII.2) представлена муфта со срезным штифтом по тормали станкостроения Р95-1. Обе полумуфты расположены на валу /. Полу-муфта 2 соединена с валом шпонкой, полумуфта 6 сидит на нем свободно, соединяясь шпонкой с деталью, расположенной на ее удлиненной ступице. Вращение сообщается полумуфтам через цилиндрический штифт 4, расположенный во втулках 3 и 5. Для увеличения долговечности втулки изготовляют из стали 40Х G последующей термообработкой до твердости HR 50—60. При перегрузке штифт срезается, и полумуфты свободно вращаются относительно друг друга. Во избежание повреждения торцов полумуфт заусенцем срезанного штифта на них предусмотрены кольцевые канавки шириной f и глубиной g. Для облегчения замены штифта на наружную поверхность полумуфт наносят риски, при совмещении которых оси отверстий втулок 3 и 5 совпадают. Вместо гладких штифтов могут применяться штифты с проточкой. Они обладают более устойчивыми характеристиками и проще удаляются после разрушения, так как заусенец не выступает за пределы диаметра штифта. [c.249]
Сталь 40Х — «РусСпецКрепёж» – спецкрепеж и метизы собственного производства
Общие сведения
| Заменитель |
| стали: 45Х, 38ХА, 40ХН, 40ХС, 40ХФ, 40ХР. |
| Вид поставки |
Сортовой прокат, в том числе фасонный: ГОСТ 4543-71, ГОСТ 2590-71, ГОСТ 2591-71, ГОСТ 2879-69, ГОСТ 10702-78. Калиброванный пруток ГОСТ 7414-75, ГОСТ 8559-75, ГОСТ 8560-78, ГОСТ 1051-73. Шлифованный пруток и серебрянка ГОСТ 14955-77. Лист толстый ГОСТ 1577-81, ГОСТ 19903-74. Полоса ГОСТ 82-70, ГОСТ 103-76, ГОСТ 1577-81. Поковки и кованые заготовки ГОСТ 8479-70. Трубы ГОСТ 8731-87, ГОСТ 8733-87, ГОСТ 13663-68. Калиброванный пруток ГОСТ 7414-75, ГОСТ 8559-75, ГОСТ 8560-78, ГОСТ 1051-73. Шлифованный пруток и серебрянка ГОСТ 14955-77. Лист толстый ГОСТ 1577-81, ГОСТ 19903-74. Полоса ГОСТ 82-70, ГОСТ 103-76, ГОСТ 1577-81. Поковки и кованые заготовки ГОСТ 8479-70. Трубы ГОСТ 8731-87, ГОСТ 8733-87, ГОСТ 13663-68. |
| Назначение |
| оси, валы, вал-шестерни, плунжеры, штоки, коленчатые и кулачковые валы, кольца, шпиндели, оправки, рейки, зубчатые венцы, болты, полуоси, втулки и другие улучшаемые детали повышенной прочности. |
Химический состав
| Химический элемент | % |
| Кремний (Si) | 0.17-0.37 |
| Медь (Cu), не более | 0.30 |
| Марганец (Mn) | 0.50-0.80 |
| Никель (Ni), не более | 0.30 |
| Фосфор (P), не более | 0.035 |
| Хром (Cr) | 0.80-1.10 |
| Сера (S), не более | 0.035 |
Механические свойства
Механические свойства| Термообработка, состояние поставки | Сечение, мм | s0,2, МПа | sB, МПа | d5, % | y, % | KCU, Дж/м2 | HB |
| Пруток. Закалка 860 °С, масло. Отпуск 500 °С, вода или масло | 25 | 780 | 980 | 10 | 45 | 59 | |
| Поковки. Нормализация. КП 245 | 500-800 | 245 | 470 | 15 | 30 | 34 | 143-179 |
| Поковки. Нормализация. КП 275 | 300-500 | 275 | 530 | 15 | 32 | 29 | 156-197 |
Поковки. Закалка, отпуск. КП 275 Закалка, отпуск. КП 275 | 500-800 | 275 | 530 | 13 | 30 | 29 | 156-197 |
| Поковки. Нормализация. КП 315 | <100 | 315 | 570 | 17 | 38 | 39 | 167-207 |
| Поковки. Нормализация. КП 315 | 100-300 | 315 | 570 | 14 | 35 | 34 | 167-207 |
| Поковки. Закалка, отпуск. КП 315 | 300-500 | 315 | 570 | 12 | 30 | 29 | 167-207 |
| Поковки. Закалка, отпуск. КП 315 | 500-800 | 315 | 570 | 11 | 30 | 29 | 167-207 |
| Поковки. Нормализация. КП 345 | <100 | 345 | 590 | 18 | 45 | 59 | 174-217 |
| Поковки. Нормализация. КП 345 | 100-300 | 345 | 590 | 17 | 40 | 54 | 174-217 |
| Поковки. Закалка, отпуск. КП 345 | 300-500 | 345 | 590 | 14 | 38 | 49 | 174-217 |
| Поковки. Закалка, отпуск. КП 395 | <100 | 395 | 615 | 17 | 45 | 59 | 187-229 |
| Поковки. Закалка, отпуск. КП 395 | 100-300 | 395 | 615 | 15 | 40 | 54 | 187-229 |
| Поковки. Закалка, отпуск. КП 395 | 300-500 | 395 | 615 | 13 | 35 | 49 | 187-229 |
| Поковки. Закалка, отпуск. КП 440 | <100 | 440 | 635 | 16 | 45 | 59 | 197-235 |
Поковки. Закалка, отпуск. КП 440 Закалка, отпуск. КП 440 | 100-300 | 440 | 635 | 14 | 40 | 54 | 197-235 |
| Поковки. Закалка, отпуск. КП 490 | <100 | 490 | 655 | 16 | 45 | 59 | 212-248 |
| Поковки. Закалка, отпуск. КП 490 | 100-300 | 490 | 655 | 13 | 40 | 54 | 212-248 |
| t испытания, °C | s0,2, МПа | sB, МПа | d5, % | y, % | KCU, Дж/м2 | |
| Закалка 830 °С, масло. Отпуск 550 °С, | ||||||
| 200 | 700 | 880 | 15 | 42 | 118 | |
| 300 | 680 | 870 | 17 | 58 | ||
| 400 | 610 | 690 | 18 | 68 | 98 | |
| 500 | 430 | 490 | 21 | 80 | 78 | |
| Образец диаметром 10 мм, длиной 50 мм кованый и отожженный. Скорость деформирования 5 мм/мин, скорость деформации 0,002 1/с. | ||||||
| 700 | 140 | 175 | 33 | 78 | ||
| 800 | 54 | 98 | 59 | 98 | ||
| 900 | 41 | 69 | 65 | 100 | ||
| 1000 | 24 | 43 | 68 | 100 | ||
| 1100 | 11 | 26 | 68 | 100 | ||
| 1200 | 11 | 24 | 70 | 100 | ||
| t отпуска, °С | s0,2, МПа | sB, МПа | d5, % | y, % | KCU, Дж/м2 | HB | |
| Закалка 850 °С, вода | |||||||
| 200 | 1560 | 1760 | 8 | 35 | 29 | 552 | |
| 300 | 1390 | 1610 | 8 | 35 | 20 | 498 | |
| 400 | 1180 | 1320 | 9 | 40 | 49 | 417 | |
| 500 | 910 | 1150 | 11 | 49 | 69 | 326 | |
| 600 | 720 | 860 | 14 | 60 | 147 | 265 | |
| Сечение, мм | s0,2, МПа | sB, МПа | d5, % | y, % | KCU, Дж/м2 | HB | |
Закалка 840-860 °С, вода, масло. Отпуск 580-650 °С, вода, воздух. Отпуск 580-650 °С, вода, воздух. | |||||||
| 101-200 | 490 | 655 | 15 | 45 | 59 | 212-248 | |
| 201-300 | 440 | 635 | 14 | 40 | 54 | 197-235 | |
| 301-500 | 345 | 590 | 14 | 38 | 49 | 174-217 | |
Технологические свойства
| Температура ковки |
| Начала 1250, конца 800. Сечения до 350 мм охлаждаются на воздухе. |
| Свариваемость |
| трудносвариваемая. Способы сварки: РДС, ЭШС. Необходимы подогрев и последующая термообработка. КТС — необходима последующая термообработка. |
| Обрабатываемость резанием |
| В горячекатаном состоянии при НВ 163-168, sB = 610 МПа Ku тв.спл. = 0.20, Ku б.ст. = 0.95. |
| Склонность к отпускной способности |
| склонна |
| Флокеночувствительность |
| чувствительна |
Температура критических точек
| Критическая точка | °С |
| Ac1 | 743 |
| Ac3 | 815 |
| Ar3 | 730 |
| Ar1 | 693 |
| Mn | 325 |
Ударная вязкость
Ударная вязкость, KCU, Дж/см2| Состояние поставки, термообработка | +20 | -25 | -40 | -70 |
| Закалка 850 С, масло. Отпуск 650 С. | 160 | 148 | 107 | 85 |
Закалка 850 С, масло.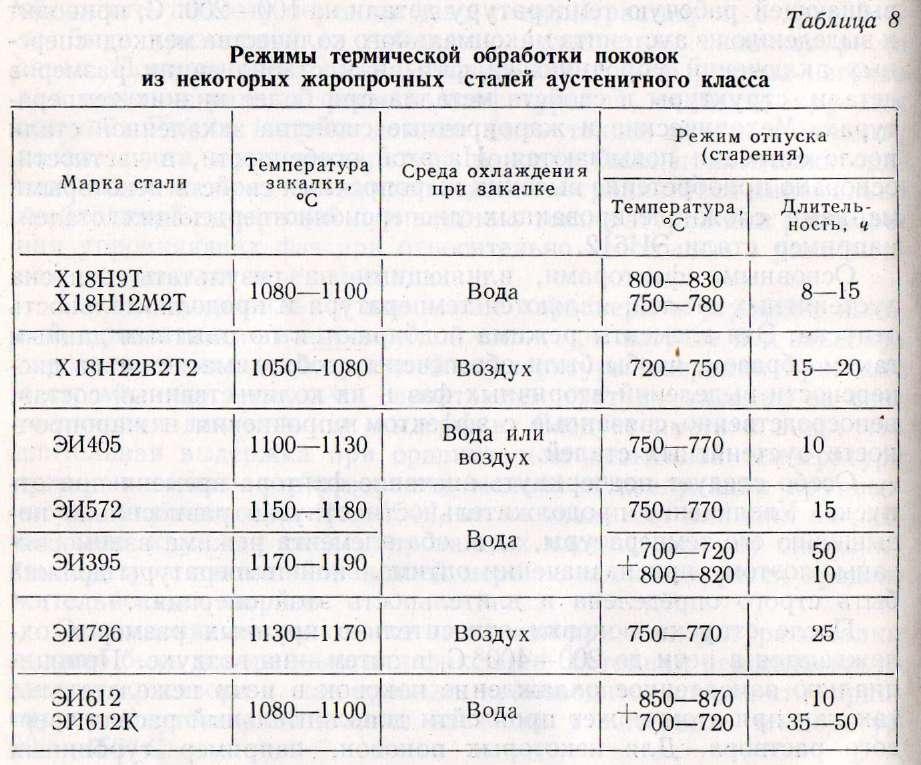 Отпуск 580 С. Отпуск 580 С. | 91 | 82 | 54 |
Предел выносливости
| s-1, МПа | t-1, МПа | n | sB, МПа | s0,2, МПа | Термообработка, состояние стали |
| 363 | 1Е+6 | 690 | |||
| 470 | 1Е+6 | 940 | |||
| 509 | 960 | 870 | |||
| 333 | 240 | 5Е+6 | 690 | ||
| 372 | Закалка 860 С, масло, отпуск 550 С. |
Прокаливаемость
Закалка 850 С. Твердость для полос прокаливаемости HRCэ.| Расстояние от торца, мм / HRC э | ||||||||||
| 1.5 | 4.5 | 6 | 7.5 | 10.5 | 13.5 | 16.5 | 19.5 | 24 | 30 | |
| 50.5-60.5 | 48-59 | 45-57.5 | 39-5-57 | 35-53.5 | 31.5-50.5 | 28.5-46 | 27-42.5 | 24.5-39.5 | 22-37.5 | |
| Термообработка | Кол-во мартенсита, % | Крит.диам. в воде, мм | Крит.диам. в масле, мм | Крит. твердость, HRCэ |
| Закалка | 50 | 38-76 | 16-48 | 43-46 |
| 90 | 23-58 | 6-35 | 49-53 |
Физические свойства
| Температура испытания, °С | 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 |
| Модуль нормальной упругости, Е, ГПа | 214 | 211 | 206 | 203 | 185 | 176 | 164 | 143 | 132 | |
| Модуль упругости при сдвиге кручением G, ГПа | 85 | 83 | 81 | 78 | 71 | 68 | 63 | 55 | 50 | |
| Плотность, pn, кг/см3 | 7850 | 7800 | 7650 | |||||||
| Коэффициент теплопроводности Вт/(м °С) | 41 | 40 | 38 | 36 | 34 | 33 | 31 | 30 | 27 | |
Уд. электросопротивление (p, НОм м) электросопротивление (p, НОм м) | 278 | 324 | 405 | 555 | 717 | 880 | 1100 | 1330 | ||
| Температура испытания, °С | 20- 100 | 20- 200 | 20- 300 | 20- 400 | 20- 500 | 20- 600 | 20- 700 | 20- 800 | 20- 900 | 20- 1000 |
| Коэффициент линейного расширения (a, 10-6 1/°С) | 11.8 | 12.2 | 13.2 | 13.7 | 14.1 | 14.6 | 14.8 | 12.0 | ||
| Удельная теплоемкость (С, Дж/(кг °С)) | 466 | 508 | 529 | 563 | 592 | 622 | 634 | 664 |
Заказ продукции
Что означает сталь 40х — Морской флот
Марка стали – 40Х
Стандарт – ГОСТ 4543
Заменитель – 45Х, 38ХА, 40ХН, 40ХС, 40ХФ, 40ХР
Сталь 40Х содержит в среднем 0,4% углерода, Х – указывает содержание хрома в стали примерно 1%.
Из легированной конструкционной стали 40Х изготовляют различные нагруженные детали, подвергающиеся закалке и отпуску: валы, вал-шестерни, коленчатые и кулачковые валы, оси, плунжеры, штоки, кольца, шпиндели, оправки, рейки, пальцы, рычаги, зубчатые колеса, зубчатые венцы, ответственные болты, шпильки.
| Массовая доля основных химических элементов, % | |||
|---|---|---|---|
| C – углерода | Si – кремния | Mn – марганца | Cr – хрома |
| 0,36-0,44 | 0,17-0,37 | 0,50-0,80 | 0,80-1,10 |
| Температура критических точек, °С | |||
|---|---|---|---|
| Ac1 | Ac3 | Ar1 | Ar3 |
| 743 | 815 | 693 | 730 |
| Технологические свойства | |
|---|---|
| Ковка | Температура ковки, °С: начала 1250, конца 800. Сечения до 350 мм охлаждаются на воздухе. Сечения до 350 мм охлаждаются на воздухе. |
| Свариваемость | Трудносвариваемая. Способы сварки: ручная дуговая сварка, электрошлаковая сварка. Необходимы подогрев и последующая термообработка. Контактная сварка – необходима последующая термообработка. |
| Обрабатываемость резанием | В горячекатаном состоянии состоянии при HB 163-168 и σв = 610 МПа: Kv твердый сплав = 1,2 Kv быстрорежущая сталь = 0,95 |
| Флокеночувств. | Чувствительна |
| Склонность к отпускной хрупкости | Склонна |
| Физические свойства | Температура испытаний, °С | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 | |
| Модуль нормальной упругости E, ГПа | 214 | 211 | 206 | 203 | 185 | 176 | 164 | 143 | 132 | – |
| Модуль упругости при сдвиге кручением G, ГПа | 85 | 83 | 81 | 78 | 71 | 68 | 63 | 55 | 50 | – |
| Плотность ρn, кг/м 3 | 7850 | – | 7800 | – | – | 7650 | – | – | – | – |
| Коэффициент теплопроводности λ, Вт/(м*К) | 41 | 40 | 38 | 36 | 34 | 33 | 31 | 30 | 27 | – |
| Удельное электросопротивление ρ, нОм*м | 278 | 324 | 405 | 555 | 717 | 880 | 1100 | 1330 | – | – |
| 20-100 | 20-200 | 20-300 | 20-400 | 20-500 | 20-600 | 20-700 | 20-800 | 20-900 | 20-1000 | |
| Коэффициент линейного расширения α*10 6 , K -1 | 11,8 | 12,2 | 13,2 | 13,7 | 14,1 | 14,6 | 14,8 | 12,0 | – | – |
| Удельная теплоемкость c, Дж/(кг*К) | 466 | 508 | 529 | 563 | 592 | 622 | 634 | 664 | – | – |
Отверстия под резьбу
Таблица сверл для отверстий под нарезание трубной цилиндрической резьбы.
Размеры гаек под ключ
Основные размеры под ключ для шестигранных головок болтов и шестигранных гаек.
G и M коды
Примеры, описание и расшифровка Ж и М кодов для создания управляющих программ на фрезерных и токарных станках с ЧПУ.
Типы резьб
Типы и характеристики метрической, трубной, упорной, трапецеидальной и круглой резьбы.
Масштабы чертежей
Стандартные масштабы изображений деталей на машиностроительных и строительных чертежах.
Режимы резания
Онлайн калькулятор для расчета режимов резания при точении.
Отверстия под резьбу
Таблица сверл и отверстий для нарезания метрической резьбы c крупным (основным) шагом.
Станки с ЧПУ
Классификация станков с ЧПУ, станки с ЧПУ по металлу для точения, фрезерования, сверления, расточки, нарезания резьбы, развёртывания, зенкерования.
Режимы резания
Онлайн калькулятор для расчета режимов резания при фрезеровании.
Форматы чертежей
Таблица размеров сторон основных и дополнительных форматов листов чертежей.
CAD/CAM/CAE системы
Системы автоматизированного проектирования САПР, 3D программы для проектирования, моделирования и создания 3d моделей.
Чтение чертежей
Техническое черчение, правила выполнения чертежей деталей и сборочных чертежей.
Среди всех различных материалов, которые применяются в машиностроительной и других областях, наибольшее распространение получила сталь. Она выпускается в самых различных вариантах исполнения, эксплуатационные качества во многом зависят от химического состава. Процесс легирования позволяет придать материалу определенные эксплуатационные качества. К примеру, высокая концентрация хрома приводит к повышению коррозионной стойкости. Довольно большое распространение получила сталь 40Х. Она представлена легированной структурой, которая может выдерживать несущественное воздействие влаги и некоторых химических веществ. Сталь 40Х, характеристики которой могут быть улучшены при проведении термической обработки, имеет ряд особенностей, о которых далее поговорим подробнее.
Расшифровка стали 40Х
На территории СНГ применяется стандарт ГОСТ 4543-2016, который позволяет определить не только химический состав, но и различные эксплуатационные качества материала.
Сталь 40Х ГОСТ определяет следующие вещества в составе:
- Первая цифра 40 применяется для обозначения основного элемента в составе, которым является углерод. Как правило, большая часть состава приходится на железо, а углерод, концентрация которого составляет 0,44%, определяет основные эксплуатационные характеристики.
- Следующая буква Х указывает на то, что в составе есть легирующий элемент, представленный хромом. Отсутствие цифры после буквы указывает на то, что концентрация элемента составляет 1,1%. Как ранее было отмечено, хром повышает коррозионную стойкость структуры. Однако, рассматриваемая марка стали 40Х не характеризуется высокими антикоррозионными качествами.
- Рассматривая 40Х ГОСТ отметим, что в состав входит довольно большое количество никеля, кремния и марганца. Они определяют некоторые эксплуатационные характеристики металла, но они не отмечаются в маркировке.
Расшифровка позволяет определить химический состав и основные эксплуатационные качества материала. Стоит учитывать, что зарубежные производители применяют иные стандарты при маркировке материалов, но химический состав у аналогов примерно схожий.
Химический состав стали
Как ранее было отмечено, химический состав стали 40Х определяется маркировкой. Однако, она не отображает весь состав. Сталь марки 40Х характеризуется следующими особенностями:
- Показатель концентрации углерода в составе находится в пределе от 0,36% до 0,44%. Отметим, что более точный показатель выдержать производители не могут по причине сложности процесса получения металла.
- Хром является основным легирующим элементом, его в металле содержится 0,8-1,1%.
- Процесс производства сплава определяет то, что в металл включается никель, кремний и марганец.
 Их концентрация не больше 1%, но даже незначительное количество приводит к изменению эксплуатационных характеристик.
Их концентрация не больше 1%, но даже незначительное количество приводит к изменению эксплуатационных характеристик. - В составе есть вредные элементы, к примеру, фосфор и сера. Их концентрация строго регламентирована.
- Также в состав включается медь, но ее около 0,035%. Именно поэтому концентрация этого элемента не изменяет основные эксплуатационные характеристики.
 Их концентрация не больше 1%, но даже незначительное количество приводит к изменению эксплуатационных характеристик.
Их концентрация не больше 1%, но даже незначительное количество приводит к изменению эксплуатационных характеристик.Химический состав стали 40х по ГОСТ
Рафинирование структуры различными легирующими элементами проводится при применении сильных раскислителей, после чего вводится шлак, обрабатываемый кремнием и углеродом.
Физические и механические свойства
Рассматривая механические свойства стали 40Х следует учитывать, что она обладает высокой твердостью и прочностью, структура может выдерживать существенную нагрузку и во время эксплуатации не подвергаться разрушению. Сталь 40Х характеризуется следующими положительными качествами:
- Достаточно высокая коррозионная стойкость, которая достигается при включении в состав хрома.
- Высокие прочностные показатели. Твердость измеряется в различных показателях, часто применяется HRC и HB. Показатель твердости соответствует значению 217 МПа.
- При выборе более подходящего материала уделяется внимание и удельному весу. Плотность стали 40Х составляет 7820 кг/м 3 .
Свойства Ст 40х
Модуль упругости и предел текучести могут варьироваться в достаточно большом диапазоне, что зависит от температуры. К примеру, при существенном повышении температуры модуль упругости падает. Предел текучести определяет то, насколько применим сплав при получении заготовок методом литья.
Есть и несколько существенных недостатков у сплава:
- Отпускная хрупкость. После закалки структура становится весьма восприимчивой к ударной нагрузке. Снизить вероятность повышения хрупкости можно при соблюдении технологии термической обработки.
- Высокая степень склонности к образованию флокенов. Она свойственна довольно большому количеству различных сплавов.
- Плохая свариваемость усложняет процесс изготовления различных изделий. При желании могут применяться самые различные технологии сварки. Процесс существенно упрощается за счет предварительного нагрева структуры. Кроме этого, структура сложна в резке при применении сварочного оборудования.
- Флокеночувствительность – свойство, которое определяет высокую вероятность появления внутренних трещин после отливки различных изделий. Подобные дефекты часто возникают при горячей деформации легированной стали. Подобные дефекты становятся причиной высокой концентрации водорода во время термической обработки. Снизить вероятность появления дефектов можно за счет строгого соблюдения температурного режима.

В последнее время достаточно часто применяется метод вакуумизации сплава, за счет чего снижается концентрация водорода. Именно поэтому качество полученной структуры существенно увеличивается.
Область применения
По степени свариваемости структуры она относится к 4 группе. Сварочный шов может стать причиной образования различных трещин. Именно поэтому материал 40Х перед выполнением сварочных работ предварительно разогревается, что позволяет избежать просто огромного количества проблем с эксплуатацией полученного изделия.
Кроме этого, требуется проводить предварительную подготовку кромок к выполнению дуговой сварки. При применении контактно-точечной технологии требуется термическая обработка.
Другие свойства рассматриваемого материала определяют его широкое применение. На производственные площадки поставляются заготовки следующего типа:
- Листы. Листвой металл получил широкое распространение, к примеру, при холодной или горячей штамповке. Кроме этого, листы металл используются при обшивке каркасных конструкций.
- Поковки используются в качестве основы при создании различных изделий.
- Трубы сегодня весьма распространены, к примеру, при создании отопительной системы или для транспортировки различной жидкости.
- Металлопрокат применяется в машиностроительной области в качестве заготовки для различных деталей.

Круг ф 160 ст 40Х с обточкой
После проведения термической обработки Сталь 40 может применяться для получения насадок, разверток и корпусов метчиков. Аналог стали 40Х может использоваться для получения различных ответственных конструкций, к примеру, осей, валов, зубчатых колес, болтов или плунжеров. Аналоги зарубежные могут использоваться для изготовления деталей, которые будут эксплуатироваться на открытом воздухе при низкой температуре. Примером назовем элементы мостов и железнодорожных конструкций.
Для существенного увеличения эксплуатационных характеристик получаемых изделий проводится различная термическая обработка.
Закалка приводит к существенному повышению твердости поверхности, однако хрупкость снизить можно только при отпуске. Достигнуть требуемых показателей можно только при соблюдении особенностей технологии.
Термическая обработка
Во многих случаях термическая обработка позволяет существенно повысить эксплуатационные качества металла. Термическая обработка стали 40Х проводится с учетом особенностей структуры. Рекомендации по выполнению подобной процедуры следующие:
- Закалка стали 40Х проводится в масляной среде. Это позволяет существенно повысить качество поверхностного слоя структуры.
- Проводимая закалка 40Х проводится с последующим охлаждением заготовки. Для этого может применяться обычная воздушная или масляная среда. Масло позволяет существенно повысить качество получаемого изделия, в то время как на воздухе охлаждение происходит при больших размерах. Применение водной среды может привести к появлению окалины и других дефектов.
- Обязательно проводится отпуск, который позволяет снизить внутренние напряжения. Отпуск проводится в масле или на воздухе.
Термообработка стали 40Х проводится в зависимости от нагрузок, на которые рассчитаны изделий. Расчет проводится в зависимости от трех критических точек. Закалка проводится при температуре 860 градусов Цельсия. Показатель часового интервала составляет 4 часа. Отпуск на воздухе может проводиться при температуре 200 градусов Цельсия, при применении масляной ванны показатель повышается до 500 градусов Цельсия. В некоторых случаях проводится нормализация стали 40Х.
Расчет проводится в зависимости от трех критических точек. Закалка проводится при температуре 860 градусов Цельсия. Показатель часового интервала составляет 4 часа. Отпуск на воздухе может проводиться при температуре 200 градусов Цельсия, при применении масляной ванны показатель повышается до 500 градусов Цельсия. В некоторых случаях проводится нормализация стали 40Х.
При правильном проведении термической обработки твердость после закалки составляет около 217 HB. При этом внутренние напряжения существенно снижаются, за счет чего существенно продлевается срок эксплуатации получаемого изделия.
Свойства Ст 40х при повышенных температурах
В заключение отметим, что рассматриваемая сталь довольно сложна в изготовлении, за счет чего существенно повышается себестоимость. Именно поэтому легированный сплав применяется при изготовлении ответственных изделий, которые должны обладать исключительной прочностью. Поверхность характеризуется достаточно высокой устойчивостью к воздействию влаги, но при этом показатель не соответствует нержавейке. Это связано с тем, что нержавейка имеет в составе хром с концентрацией около 18%. Включение других химических элементов позволяет расширить область применения сплавов.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Этот материал представляет собой конструкционную легированную сталь. Его относят к классу хромистых. Легирование таким элементом как хром обеспечивает коррозионную стойкость сплава в атмосфере и окислительной среде. Другими словами, предает стали нержавеющие свойства. К тому же это вещество определяет структуру сплава, его жаропрочность, а также механические и технологические характеристики.
Конструкционная сталь — сплав, который применяется для изготовления различных деталей, механизмов и конструкций в машиностроении и строительстве и обладает определенными механическими, физическими и химическими свойствами.
Из стали марки 40Х производители осуществляют следующие виды поставок:
- сортовой и фасонный прокат, соответствующий различным ГОСТам,
- калиброванные и шлифованные прутки,
- серебрянки,
- толстостенные листы,
- полосы и поковки,
- трубы.

Данный сплав широко используют в современной промышленности. Из него изготавливают следующие изделия:
- кулачковые и коленчатые валы,
- стальные кольца,
- оси и полуоси,
- оправки и рейки,
- губчатые венцы,
- шестерни и плунжеры,
- втулки и болты,
- различные улучшаемые элементы с повышенной прочностью.
Точный химический состав стали 40Х
Химический состав и эксплуатационные характеристики сплава регламентируются нормами ГОСТ 4543-71. Основной состав материала дополняют 8 легирующих элементов:
Процентное соотношение всех составляющих элементов вы можете посмотреть в таблице ниже и на диаграмме.
Замена стали 40х — В помощь хозяину
Конструкционная легированная сталь 40Х
Стали заменители
- 45Х,
- 38ХА,
- 40ХН,
- 40ХС,
- 40ХФ,
- 40ХР.
Иностранные аналоги
ВАЖНО. Возможность замены определяется в каждом конкретном случае после оценки и сравнения свойств сталей
Вид поставки
- Cортовой прокат, в том числе фасонный: ГОСТ 4543—71, ГОСТ 2590-88, ГОСТ 2591-88, ГОСТ 2879-88, ГОСТ 10702-78.
- Калиброванный пруток ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78, ГОСТ 1051-73.
- Шлифованный пруток и серебрянка ГОСТ 14955—77.
- Лист толстый ГОСТ 1577—93, ГОСТ 19903-74.
- Полоса ГОСТ 103-76, ГОСТ 1577-93, ГОСТ 82-70.
- Поковки ГОСТ 8479-70.
- Трубы ГОСТ 8731-74, ГОСТ 8733-74, ГОСТ 13663-86
Описание и применение
Сталь 40Х относится к конструкционным легированным сталям и применяется для изготовления следующих деталей:
- оси,
- валы,
- вал-шестерни,
- плунжеры,
- штоки,
- коленчатые и кулачковые валы,
- кольца,
- шпиндели,
- оправки,
- рейки,
- зубчатые венцы, болты,
- полуоси,
- втулки и другие улучшаемые детали повышенной прочности.
Расшифровка стали 40Х
Число 40 указывает среднее содержание углерода в сотых долях процента, т. е. среднее содержание углерода в стали 40Х равно 0,4%.
е. среднее содержание углерода в стали 40Х равно 0,4%.
Буква Х указывает среднее содержания хрома до 1,5%.
Химический состав, % (ГОСТ 4543-71)
Химический состав, % (ГОСТ 4543-2016)
- В стали 40Х допускается массовая доля остаточных элементов, не более: вольфрама — 0,20 %, молибдена — 0,11 %, ванадия — 0,05 % и остаточного или преднамеренно введенного титана (за исключением стали марок,
перечисленных в примечании 1 настоящей таблицы) — не более 0,03 %. - Знак «-» означает, что массовую долю данного элемента не нормируют и не контролируют, если иное не указано в 7.1.2.3 ГОСТ 4543-2016.
к содержанию ↑
Твердость по Бринелю ГОСТ 4543-2016
Твердость по Бринеллю металлопродукции в отожженном (ОТ) или высокоотпущенном
(ВО) состоянии, а также горячекатаной и кованой металлопродукции, нормализованной с последующим
высоким отпуском (Н+ВО), диаметром или толщиной свыше 5 мм должна соответствовать нормам,
указанным в таблице
Примечание: Согласно ГОСТ 4543-71 твердость калиброванного проката в отожженном или высокоотпущенном состоянии, а также горячекатаного проката в нормализованном с последующим высоким отпуском состоянии может быть на 15 единиц НВ больше.
Свариваемость
Трудносвариваемая.
Способы сварки:
- РДС (ручная дуговая сварка), ЭШС (электрошлаковая сварка). Необходимы подогрев и последующая термообработка.
- КТС (контактная сварка) — необходима последующая термообработка.
Применение стали 40Х для корпусов, крышек, фланцев, мембран и узла затвора, изготовленных из проката, поковок (штамповок) (ГОСТ 33260-2015)
Применение стали 40Х для крепежных деталей арматуры (ГОСТ 33260-2015)
Допускается применять крепежные изделия из сталей марки 40Х при температурах ниже минус 40°С до минус 60°С, если при испытании на ударный изгиб образцов типа 11 по ГОСТ 9454 при рабочих отрицательных температурах ударная вязкость не будет ниже 300 кДж/м (3 кгс·м/см ) ни на одном из испытуемых образцов.
Сталь 40Х
Среди всех различных материалов, которые применяются в машиностроительной и других областях, наибольшее распространение получила сталь. Она выпускается в самых различных вариантах исполнения, эксплуатационные качества во многом зависят от химического состава. Процесс легирования позволяет придать материалу определенные эксплуатационные качества. К примеру, высокая концентрация хрома приводит к повышению коррозионной стойкости. Довольно большое распространение получила сталь 40Х. Она представлена легированной структурой, которая может выдерживать несущественное воздействие влаги и некоторых химических веществ. Сталь 40Х, характеристики которой могут быть улучшены при проведении термической обработки, имеет ряд особенностей, о которых далее поговорим подробнее.
Расшифровка стали 40Х
На территории СНГ применяется стандарт ГОСТ 4543-2016, который позволяет определить не только химический состав, но и различные эксплуатационные качества материала.
Скачать ГОСТ 4543-2016
Сталь 40Х ГОСТ определяет следующие вещества в составе:
- Первая цифра 40 применяется для обозначения основного элемента в составе, которым является углерод. Как правило, большая часть состава приходится на железо, а углерод, концентрация которого составляет 0,44%, определяет основные эксплуатационные характеристики.
- Следующая буква Х указывает на то, что в составе есть легирующий элемент, представленный хромом. Отсутствие цифры после буквы указывает на то, что концентрация элемента составляет 1,1%. Как ранее было отмечено, хром повышает коррозионную стойкость структуры. Однако, рассматриваемая марка стали 40Х не характеризуется высокими антикоррозионными качествами.
- Рассматривая 40Х ГОСТ отметим, что в состав входит довольно большое количество никеля, кремния и марганца. Они определяют некоторые эксплуатационные характеристики металла, но они не отмечаются в маркировке.
Расшифровка позволяет определить химический состав и основные эксплуатационные качества материала. Стоит учитывать, что зарубежные производители применяют иные стандарты при маркировке материалов, но химический состав у аналогов примерно схожий.
Стоит учитывать, что зарубежные производители применяют иные стандарты при маркировке материалов, но химический состав у аналогов примерно схожий.
Химический состав стали
Как ранее было отмечено, химический состав стали 40Х определяется маркировкой. Однако, она не отображает весь состав. Сталь марки 40Х характеризуется следующими особенностями:
- Показатель концентрации углерода в составе находится в пределе от 0,36% до 0,44%. Отметим, что более точный показатель выдержать производители не могут по причине сложности процесса получения металла.
- Хром является основным легирующим элементом, его в металле содержится 0,8-1,1%.
- Процесс производства сплава определяет то, что в металл включается никель, кремний и марганец. Их концентрация не больше 1%, но даже незначительное количество приводит к изменению эксплуатационных характеристик.
- В составе есть вредные элементы, к примеру, фосфор и сера. Их концентрация строго регламентирована.
- Также в состав включается медь, но ее около 0,035%. Именно поэтому концентрация этого элемента не изменяет основные эксплуатационные характеристики.
Химический состав стали 40х по ГОСТ
Рафинирование структуры различными легирующими элементами проводится при применении сильных раскислителей, после чего вводится шлак, обрабатываемый кремнием и углеродом.
Физические и механические свойства
Рассматривая механические свойства стали 40Х следует учитывать, что она обладает высокой твердостью и прочностью, структура может выдерживать существенную нагрузку и во время эксплуатации не подвергаться разрушению. Сталь 40Х характеризуется следующими положительными качествами:
- Достаточно высокая коррозионная стойкость, которая достигается при включении в состав хрома.
- Высокие прочностные показатели. Твердость измеряется в различных показателях, часто применяется HRC и HB. Показатель твердости соответствует значению 217 МПа.
- При выборе более подходящего материала уделяется внимание и удельному весу. Плотность стали 40Х составляет 7820 кг/м 3 .
 Плотность стали 40Х составляет 7820 кг/м 3 .
Плотность стали 40Х составляет 7820 кг/м 3 .Свойства Ст 40х
Модуль упругости и предел текучести могут варьироваться в достаточно большом диапазоне, что зависит от температуры. К примеру, при существенном повышении температуры модуль упругости падает. Предел текучести определяет то, насколько применим сплав при получении заготовок методом литья.
Есть и несколько существенных недостатков у сплава:
- Отпускная хрупкость. После закалки структура становится весьма восприимчивой к ударной нагрузке. Снизить вероятность повышения хрупкости можно при соблюдении технологии термической обработки.
- Высокая степень склонности к образованию флокенов. Она свойственна довольно большому количеству различных сплавов.
- Плохая свариваемость усложняет процесс изготовления различных изделий. При желании могут применяться самые различные технологии сварки. Процесс существенно упрощается за счет предварительного нагрева структуры. Кроме этого, структура сложна в резке при применении сварочного оборудования.
- Флокеночувствительность – свойство, которое определяет высокую вероятность появления внутренних трещин после отливки различных изделий. Подобные дефекты часто возникают при горячей деформации легированной стали. Подобные дефекты становятся причиной высокой концентрации водорода во время термической обработки. Снизить вероятность появления дефектов можно за счет строгого соблюдения температурного режима.
В последнее время достаточно часто применяется метод вакуумизации сплава, за счет чего снижается концентрация водорода. Именно поэтому качество полученной структуры существенно увеличивается.
Область применения
По степени свариваемости структуры она относится к 4 группе. Сварочный шов может стать причиной образования различных трещин. Именно поэтому материал 40Х перед выполнением сварочных работ предварительно разогревается, что позволяет избежать просто огромного количества проблем с эксплуатацией полученного изделия.
Кроме этого, требуется проводить предварительную подготовку кромок к выполнению дуговой сварки. При применении контактно-точечной технологии требуется термическая обработка.
Другие свойства рассматриваемого материала определяют его широкое применение. На производственные площадки поставляются заготовки следующего типа:
- Листы. Листвой металл получил широкое распространение, к примеру, при холодной или горячей штамповке. Кроме этого, листы металл используются при обшивке каркасных конструкций.
- Поковки используются в качестве основы при создании различных изделий.
- Трубы сегодня весьма распространены, к примеру, при создании отопительной системы или для транспортировки различной жидкости.
- Металлопрокат применяется в машиностроительной области в качестве заготовки для различных деталей.
Круг ф 160 ст 40Х с обточкой
После проведения термической обработки Сталь 40 может применяться для получения насадок, разверток и корпусов метчиков. Аналог стали 40Х может использоваться для получения различных ответственных конструкций, к примеру, осей, валов, зубчатых колес, болтов или плунжеров. Аналоги зарубежные могут использоваться для изготовления деталей, которые будут эксплуатироваться на открытом воздухе при низкой температуре. Примером назовем элементы мостов и железнодорожных конструкций.
Для существенного увеличения эксплуатационных характеристик получаемых изделий проводится различная термическая обработка.
Закалка приводит к существенному повышению твердости поверхности, однако хрупкость снизить можно только при отпуске. Достигнуть требуемых показателей можно только при соблюдении особенностей технологии.
Термическая обработка
Во многих случаях термическая обработка позволяет существенно повысить эксплуатационные качества металла. Термическая обработка стали 40Х проводится с учетом особенностей структуры. Рекомендации по выполнению подобной процедуры следующие:
- Закалка стали 40Х проводится в масляной среде. Это позволяет существенно повысить качество поверхностного слоя структуры.
- Проводимая закалка 40Х проводится с последующим охлаждением заготовки. Для этого может применяться обычная воздушная или масляная среда. Масло позволяет существенно повысить качество получаемого изделия, в то время как на воздухе охлаждение происходит при больших размерах. Применение водной среды может привести к появлению окалины и других дефектов.
- Обязательно проводится отпуск, который позволяет снизить внутренние напряжения. Отпуск проводится в масле или на воздухе.
 Это позволяет существенно повысить качество поверхностного слоя структуры.
Это позволяет существенно повысить качество поверхностного слоя структуры.Термообработка стали 40Х проводится в зависимости от нагрузок, на которые рассчитаны изделий. Расчет проводится в зависимости от трех критических точек. Закалка проводится при температуре 860 градусов Цельсия. Показатель часового интервала составляет 4 часа. Отпуск на воздухе может проводиться при температуре 200 градусов Цельсия, при применении масляной ванны показатель повышается до 500 градусов Цельсия. В некоторых случаях проводится нормализация стали 40Х.
При правильном проведении термической обработки твердость после закалки составляет около 217 HB. При этом внутренние напряжения существенно снижаются, за счет чего существенно продлевается срок эксплуатации получаемого изделия.
Свойства Ст 40х при повышенных температурах
В заключение отметим, что рассматриваемая сталь довольно сложна в изготовлении, за счет чего существенно повышается себестоимость. Именно поэтому легированный сплав применяется при изготовлении ответственных изделий, которые должны обладать исключительной прочностью. Поверхность характеризуется достаточно высокой устойчивостью к воздействию влаги, но при этом показатель не соответствует нержавейке. Это связано с тем, что нержавейка имеет в составе хром с концентрацией около 18%. Включение других химических элементов позволяет расширить область применения сплавов.
Сталь марки 40Х
Расшифровка марки стали 40Х: эта марка означает, что в стали содержится 0,40% углерода и менее 1,5% хрома.
Преимущества термообработки изделий из стали 40Х в кипящем слое по сравнению с традиционными способами: был исследован нагрев под закалку высокопрочных болтов из сталей 40Х и 38ХС. Из опытов следует, что при горизонтальном положении болта М24 в кипящем слое частиц корунда диаметром 0,32 мм, отапливаемом природным газом, медленнее всего температура повышается на оси болта в месте стыка его тела и головки. Скорость нагрева в этой точке почти вдвое меньше, чем на поверхности в середине болта, так что во избежание перегрева температура кипящего слоя не должна заметно превышать конечную температуру нагрева. В слое с температурой 900° С болт прогревается до 860° С примерно за 3 мин (термопара зачеканена на оси под головкой), в то время как в применяемых в настоящее время электропечах К-160 нагрев до 860° С длится, по нашим экспериментальным данным, 40 мин. За это время в электропечах образуется значительный слой отслаивающейся окалины, в то время как при нагреве в кипящем слое с двухступенчатым сжиганием поверхность получается чистой. Эксперименты показали, что для аустенизации достаточна выдержка болтов из обеих сталей при температуре слоя 860-870° С в течение 10-15 мин. Поскольку скорость охлаждения этих изделий в кипящем слое оказалась недостаточной, закалку осуществляли в масле. Отпущенные после закалки (410° С, 80 мин) болты отличались высокими показателями прочности при достаточной пластичности:
Сталь 40Х: σв=147-150 кгс/мм 2 , ан=3,84-3,27 кгс*м/см 2 , HB 345-360
Сталь 38ХС: σв=165-173,5 кгс/мм 2 , ан=3,18-4,41 кгс*м/см 2 , HB 400-430
(ударную вязкость ан определяли на образцах, предел прочности σв на целых болтах).
Параллельно болты М24 из стали 38ХС после выдержки в кипящем слое с температурой 910° С (15 мин) охлаждали в соляной ванне при 360° С (20 мин) с целью получения структуры нижнего бейнита. При достаточно высокой прочности (σв = 163 кгс/мм 2 ) была получена значительно большая ударная вязкость (8,65- 10,6 кгс-м/см 2 ). Наконец, часть болтов из стали 38ХС после такого же нагрева выдерживали в масле в течение 42 с, а затем переносили в кипящий слой температурой 360° С. Такой режим позволил повысить предел прочности до 171,5-173 кгс/мм 2 , но несколько снизил ударную вязкость (ан = 6,25-6,72 кгс.м/см 2 ). Как показали исследования, нагрев в течение 8-10 мин в слое температурой 910° С обеспечивает превращение исходной ферритокарбидной смеси в аустенит и получение достаточно однородных свойств.
Наконец, часть болтов из стали 38ХС после такого же нагрева выдерживали в масле в течение 42 с, а затем переносили в кипящий слой температурой 360° С. Такой режим позволил повысить предел прочности до 171,5-173 кгс/мм 2 , но несколько снизил ударную вязкость (ан = 6,25-6,72 кгс.м/см 2 ). Как показали исследования, нагрев в течение 8-10 мин в слое температурой 910° С обеспечивает превращение исходной ферритокарбидной смеси в аустенит и получение достаточно однородных свойств.
Арматура — швеллер — балка
Компания «УралТрубоСталь» предлагает своим клиентам металлопрокат: арматура, швеллер, балка, а также нержавеющий трубный и нержавеющий металлопрокат лист российского и китайского производства в Екатеринбурге. В нашей компании вы можете купить следующие виды металлопроката:
Кроме этого, компания «УралТрубоСталь» оказывает следующие виды услуг:
- резка лист металлопроката по размерам заказчика
- нарезка фасок на трубах
- резка лист на станках с ЧПУ
- отгрузка сборных машин, вагонов и контейнеров
Арматура, швеллер цена
Работая на рынке с 1997 года, компания «УралТрубоСталь» ежемесячно отгружает крупные партии порядка 1000 тонн. Высококачественный металлопрокат (лист, арматура, швеллер) с широкой географией поставок — от Калининграда до Сахалина. В результате, сотни объектов по всей России обеспечиваются высококачественным металлопрокатом для самых различных нужд. Купить металлопрокат (арматура, швеллер, лист) в городе Екатеринбург могут как крупные компании, так и частные лица. Весь металлопрокат, реализуемый со складов нашей организации, сертифицирован заводами-производителями и соответствует ГОСТ и ТУ.
Работая с компанией «УралТрубоСталь» вы получаете:
- высококачественную продукцию
- профессиональный подбор продукции в соответствии с необходимыми требованиями
- сервис от квалифицированного персонала компании
- выгодные условия оплаты
- предоставление скидок и товарных кредитов постоянным клиентам
- возможность выполнения индивидуальных заказов
- возможность выбора из высоколиквидных складских запасов компании
- отгрузку в минимальные сроки на условиях самовывоза, а также автомобильным, железнодорожным и речным транспортом до вашего склада
Металлопрокат (швеллер, арматура, лист)
Продажа и отгрузка металла со складов компании «УралТрубоСталь» производится в количестве от одной штуки. Заказная продукция, например резка лист, с заводов отгружается согласно нормативам минимальных партий заводов-производителей. Более подробную информацию о размерах минимальных партий, скидках и необходимых сроках поставки металлопроката в Екатеринбург можно оперативно получить у наших менеджеров.
Заказная продукция, например резка лист, с заводов отгружается согласно нормативам минимальных партий заводов-производителей. Более подробную информацию о размерах минимальных партий, скидках и необходимых сроках поставки металлопроката в Екатеринбург можно оперативно получить у наших менеджеров.
Компания зарекомендовала себя как исключительно надежный партнер в сфере поставок металлопроката (балка). В работе со своими клиентами мы используем исключительно индивидуальный подход и предоставляем по-настоящему конкурентоспособные цены. Оперативная работа с заводами-производителями металла, необходимый сервис непосредственно на отгрузочных площадках, экспедирование грузов, гибкая система скидок — далеко не полный перечень конкурентных преимуществ компании «УралТрубоСталь». Полноценная реализация всех этих принципов в сочетании с ответственным отношением к взятым на себя обязательствам являются залогом успешного сотрудничества с нашими клиентами.
Чтобы заказать необходимый вам металлопрокат (арматура, балка, швеллер, резка лист), достаточно позвонить по нашим телефонам в Екатеринбурге или отправить письмо по электронной почте [email protected]. Возможен как наличный, так и безналичный расчет. К оплате также принимаются пластиковые карты всех стандартов.
Предлагаем посетить страницы каталога металлопроката и труб: стальная труба, лист стальной, просечно-вытяжной лист.
| Сталь углеродистая обыкновенного качества ГОСТ 380-88 | |||
| Марка стали | Заменитель | Примечание | Свариваемость |
| Ст 0 | нет | Для второстепенных элементов конструкций и неответственных деталей: настилы, арматура, шайбы, перила, кожухи, обшивки и д.р. | Сваривается без ограничений. |
| Ст2пс | Ст2сп | Неответственные детали, требующие повышенной пластичности, мало нагруженные элементы сварных конструкций, работающие при постоянных нагрузках и положительных температурах. |
Сваривается без ограничений. Для толщины более 36 мм. рекомендуется подогрев и последующая термообработка. |
| Ст2кп | Ст2пс | ||
| Ст2сп | |||
| Ст3кп | СТ3пс | Для второстепенных и малонагруженных элементов сварных элементов и не сварных конструкций, работающих в интервале температур от- 10 до 400 градусов по Цельсию. | Сваривается без ограничений. Для толщины более 36 мм. рекомендуется подогрев и последующая термообработка. |
| Ст3пс | Ст3сп | Несущие и ненесущие элементы сварных и не сварных конструкций и деталей, работающих при положительных температурах. Фасонный и листовой прокат (5-ой категории) толщиной до 10мм для несущих элементов сварных конструкций, работающих при переменных нагрузках в интервале от — 40 до +425 градусов по Цельсию дляСт3пс и толщиной до25мм. Для Ст3сп, Ст3пс при толщине проката от 10 до 25мм. — для несущих элементов сварных конструкций, работающих при температуре от-40 до + 425 градусов, при условии поставки с гарантируемой свариваемостью, Ст3сп при толщине проката свыше 25мм — для несущих элементов сварных конструкций, работающих при температурах от -40 до + 425 градусов по Цельсию, при условии поставки с гарантируемой свариваемостью. | Сваривается без ограничений. Для толщины более 36 мм. рекомендуется подогрев и последующая термообработка. |
| Ст3сп | Ст3пс | ||
| Ст3Гпс | Ст3пс | Фасонный и листовой прокат толщиной от 10 до 36мм. для несущих элементов сварных конструкций, работающих при переменных нагрузках в интервале от -40 до + 425 градусов по Цельсию, и для несущих элементов сварных конструкций, работающих при температуре от -40 до +425 градусов при гарантируемой свариваемости. | Сваривается без ограничений. Для толщины более 36 мм рекомендуется подогрев и последующая термообработка. Для толщины более 36 мм рекомендуется подогрев и последующая термообработка. |
| Ст18Гпс | |||
| Ст4кп | нет | Сварные, клепаные и болтовые конструкции повышенной прочности в виде сортового, фасонного и листового проката, а также для малонагруженных деталей. | |
| Ст4пс | Ст4сп | Сварные, клепаные и болтовые конструкции повышенной прочности в виде сортового, фасонного и листового проката, а также для малонагруженных деталей типа валов, осей, втулок и др. | Сваривается ограниченно. |
| Ст5пс | Ст6сп | Детали клепанных конструкций: болты, гайки, ручки, тяги, ходовые валики, втулки, клинья, цапфы, рычаги, упоры, штыри, пальцы, стержни, стержни, звездочки, трубчатые розетки, фланцы и другие детали, работающие в интервале о 0 до + 425 градусов по Цельсию, поковки сечением до 800мм. | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка. |
| Ст5сп | Ст4сп | ||
| Ст6пс | Для деталей повышенной прочности: осей, валов, пальцев, поршней и т.д. | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка. | |
| Ст6сп | Ст5сп | Для деталей повышенной прочности: осей, валов, пальцев и других деталей в термообработанном состоянии, а также для стержневой арматуры периодического профиля. | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка. |
| Сталь углеродистая качественная конструкционная ГОСТ 1050-88 | |||
| Марка стали | Заменитель | Примечание | Свариваемость |
| 8 | Ст10 | Детали к которым предъявляются требования высокой пластичности, шайбы патрубки, прокладки и другие неответственные детали, работающие в интервале температур от — 40 до + 450 градусов по Цельсию. |
Сваривается без ограничений, кроме деталей после химико- термической обработки. |
| 08кп | Ст08 | Для прокладок, шайб, вилок, труб, а также деталей подвергаемых химико-термической обработке — втулок, проушин, тяг. | Сваривается без ограничений, кроме деталей после химико-термической обработки. |
| 08пс | |||
| Ст10 | Ст08 | Детали работающие при температуре до + 450 градусов, к которым предъявляются требования высокой пластичности, после химико-термической обработки (ХТО) — детали с высокой поверхностной твердостью при невысокой прочности сердцевины. | Сваривается без ограничений, кроме деталей после химико-термической обработки. |
| 15, 08кп | |||
| Ст10кп | Ст08кп, 15кп, 10 | Детали работающие при температуре от — 40 до + 450 градусов, к которым предъявляются требования высокой пластичности, а также: втулки, шайбы, ушки, винты и другие детали после ХТО, к которым предъявляются требования высокой поверхностной твердости и износостойкости при невысокой прочности сердцевины. | Сваривается без ограничений, кроме деталей после химико-термической обработки. |
| Ст10пс | |||
| Ст15 | Ст10 | Болты, винты, крюки и другие детали, к которым предъявляются требования высокой пластичности и работающие при температуре от-40 до + 450 градусов; после ХТО — рычаги, кулачки, гайки и другие детали, к которым предъявляются требования высокой поверхностной твердости при невысокой прочности сердцевины. | Сваривается без ограничений, кроме деталей после химико-термической обработки. |
| Ст20 | |||
| Ст15кп | Ст10кп | Элементы трубных соединений, штуцера, вилки и другие детали котлотурбостроения, работающие при температуре от — 40 до + 450 градусов; после цементации и цианирования детали, к которым предъявляются требования высокой поверхностной твердости и невысокой твердости сердцевины(крепежные детали, рычаги, оси и т.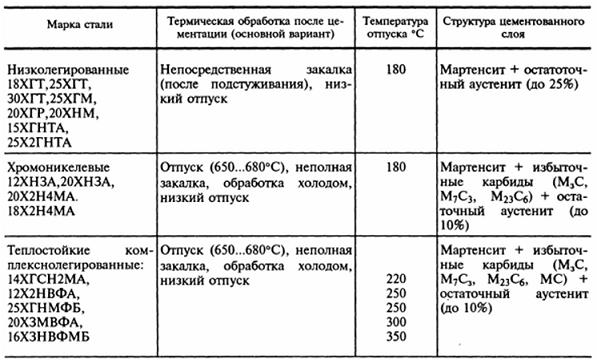 п.) п.) |
Сваривается без ограничений. |
| Ст15пс | Ст15кп. | ||
| Ст18кп | Для сварных строительных конструкций в виде листов различной толщины и фасонных профилей. | Сваривается без ограничений. | |
| Ст20 | Ст15 | После нормализации или без термообработки крюки кранов, муфты, вкладыши подшипников и другие детали, работающие при температурах от — 40 до+ 450 градусов под давлением; после ХТО — шестерни, червяки и другие детали, к которым предъявляются требования высокой поверхностной твердости и невысокой прочности сердцевины. | Сваривается без ограничений, кроме деталей после химико-термической обработки. |
| Ст20 | |||
| Ст20кп | Ст15кп | После нормализации или без термообработки патрубки, штуцера, вилки, болты корпуса аппаратов и другие детали из кипящих сталей, работающие при температурах от — 20 до + 450 градусов; после цементации и цианирования — оси, крепежные детали, пальцы, звездочки и другие детали, к которым предъявляются требования высокой поверхностной твердости и невысокой твердости сердцевины. | Сваривается без ограничений, кроме деталей после химико-термической обработки. |
| Ст20пс | |||
| Ст25 | Ст20, 30 | Оси, валы, соединительные муфты, собачки, рычаги, вилки, шайбы, валики болты, фланцы, тройники, крепежные детали и другие неответственные детали; после ХТО — винты, втулки, собачки и другие детали, к которым предъявляются требования высокой поверхностной твердости при невысокой прочности сердцевины. | Сваривается без ограничений, кроме деталей после химико-термической обработки. |
| Ст30 | Ст25, 35 | Тяги, серьги, траверсы, рычаги, валы, звездочки, шпиндели, цилиндры прессов, соединительные муфты и другие детали невысокой прочности. |
Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка. |
| Ст 35 | Ст30, 40 | Детали невысокой прочности, испытывающие небольшие напряжения: оси, цилиндры, коленчатые валы, втулки, шпиндели, звездочки, тяги, обода, валы, траверсы, бандажи, диски и другие детали. | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка. |
| Ст35Г | |||
| Ст40 | Ст35, 45 | После улучшения — коленчатые валы, шатуны, зубчатые венцы, маховики, зубчатые колеса, болты, оси и другие детали; после поверхностного упрочения с нагревом ТВЧ -длинные валы, ходовые валики, зубчатые колеса, к которым предъявляются требования высокой поверхностной твердости и повышенной износостойкости при малой деформации. | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка. |
| Ст40Г | |||
| Ст45 | Ст40Х, 50 | Вал-шестерни, коленчатые и распределительные валы, шестерни, шпиндели, бандажи, цилиндры, кулачки и другие нормализованные, улучшаемые и подвергаемые поверхностной обработке детали, от которых требуется повышенная прочность. | Сваривается ограниченно. Рекомендуется подогрев и последующая термообработка. |
| Ст50Г | |||
| Ст50 | Ст45 | После нормализации с отпуском и закалки с отпуском — зубчатые колеса прокатные валки, оси, бандажи, малонагруженные пружины и рессоры, лемехи, пальцы звеньев. | Трудно свариваемая. Необходим подогрев и последующая термообработка. |
| Ст50Г | |||
| 50Г2 | |||
| Ст55 | |||
| Ст55 | Ст50, 60 | Гусеницы, муфты сцепления коробок передач, корпуса форсунок и другие детали, работающие на трение. |
Не применяется для сварных конструкций |
| Ст50Г | |||
| Ст60 | Ст55 | Цельнокатаные колеса вагонов, валки рабочие листовых станов для горячей прокатки металлов, амортизаторов, замочные шайбы, регулировочные прокладки и другие детали, шпиндели, бандажи, диски сцепления, пружинные кольца к которым предъявляются требования высокой прочности и износостойкости. | Не применяется для сварных конструкций |
| Ст65Г | |||
| *ГОСТ 1055-88 содержит и другие марки стали. | |||
| Сталь конструкционная легированная хромистая ГОСТ 4543-71 | |||
| Марка стали | Заменитель | Примечание | Свариваемость |
| Ст15Х | Ст20Х | Втулки, пальцы, шестерни, валики, толкатели и другие цементуемые детали, к которым предъявляются требования высокой твердости поверхности при невысокой прочности сердцевины; детали, работающие в условиях износа трением. | Сваривается без ограничений, кроме деталей после химико-термической обработки. |
| Ст20Х | Ст15Х | Втулки, шестерни, обоймы, гильзы, диски, плунжеры, рычаги и другие цементуемые детали, к которым предъявляется требование высокой поверхностной твердости при невысокой прочности сердцевины; детали работающие в условиях износа при трении. | Сваривается без ограничений, кроме деталей после химико-термической обработки. |
| 20ХН, | |||
| 18ХГТ | |||
| Ст30Х | Ст35Х | Оси, валики, рычаги, болты, гайки и другие некрупные детали. | Ограниченно свариваемая. |
| Ст35Х | Ст40Х | Оси, валы, шестерни, кольцевые рельсы и другие улучшаемые детали. |
Ограниченно свариваемая. |
| Ст38ХА | Ст40Х | Червяки, зубчатые колеса, шестерни, валы, оси, ответственные болты и др. улучшаемые детали. | Трудно свариваемая. |
| Ст40Х | Ст45Х | Оси, валы, шестерни, вал-шестерни, плунжеры, штоки, коленчатые и кулачковые валы, кольца, шпиндели, оправки, рейки, зубчатые венцы, болты, полу- оси, втулки и другие детали повышенной прочности. | Трудно свариваемая. Необходим подогрев и последующая термообработка. |
| Ст38ХА | |||
| Ст40ХС | |||
| Ст45Х | Ст40Х, 50Х | Валы, шестерни, оси, болты, шатуны и другие детали, к которым предъявляются требования повышенной твердости, износостойкости и работающие при незначительных ударных нагрузках. | Трудно свариваемая. Необходим подогрев и последующая термообработка. |
| Ст50Х | Ст40Х,45Х | Валы, шпиндели, установочные винты, крупные зубчатые колеса, редукторные валы, упорные кольца, валки горячей прокатки и другие улучшаемые детали, к которым предъявляются требования повышенной твердости, износостойкости и прочности, работающие при незначительных нагрузках. | Трудно свариваемая. Необходим подогрев и последующая термообработка. |
| Ст50ХН | |||
| *ГОСТ 4534-71 содержит и другие марки стали. | |||
| Сталь высоколегированная и сплавы КОРРОЗОННОСТОЙКИЕ ЖАРОСТОЙКИЕ И ЖАРОПРОЧНЫЕ (ГОСТ 5632-72) | |||
Стали высоколегированные и сплавы коррозионностойкие жаростойкие и жаропрочные (ГОСТ 5632-72) изготавливают марок: 40Х9С2, 40Х10С2М, 08X13, 12X13, 20X13, 30X13, 40X13, 10Х14АГ15, 12X17, 08X17Т, 95X18, 08Х18Т1, 15Х25Т, 15X28, 25Х13Н2, 20Х23Н13, 20Х23Н18, 10Х23Н18, 20Х25Н20С2, 15Х12ВНМФ, 20Х12ВНМФ, 37Х12Н8Г8МФБ, 13Х11Н2В2МФ, 45Х14Н14В2М, 40Х15Н7Г7Ф2МС, 08Х17Н13М2Т, 10Х17Н13М2Т, 31Х19Н9МВБТ, 10Х14Г14Н4Т, 14Х17Н2, 12Х18Н9, 17Х18Н9, 08Х18Н10, 12Х18Н9Т, 12Х18Н10Т, 08Х18Н10Т, 12Х18Н12Т, 08Х18Г8Н2Т, 20Х20Н14С2, 08Х22Н6Т, 12Х25Н16Г7АР. |
|||
| Сплавы по (ГОСТ 5632-72) изготавливают марок: 06ХН28МДТ, ХН35ВТ, ХН35ВТЮ, ХН70Ю, ХН70ВМЮТ, ХН77ТЮР, ХН78Т, ХН80ТБЮ. ГОСТ 5632-72 содержит и другие марки сталей и сплавов. | |||
| Марки, область применения и свариваемость сталей (ГОСТ 5632-72) | |||
| Марка стали | Заменитель | Примечание | Свариваемость |
| 40Х9С2 | Выпускные клапана двигателей, крепежные детали | Не применяется для сварных конструкций | |
| 40X1 ОС2М | Клапана двигателей, крепежные детали | Трудносвариваемая | |
| 08X13 | Стали: 12X13 12Х18Н9Т | Детали с повышенной пластичностью, подвергающиеся ударным нагрузкам | Ограниченно свариваемая |
| 12X13 | Сталь: 20X13 | ||
| 20X13 | Стали: 12X13 14X17Н2 | ||
| 25X1 ЗН2 | |||
| 30X13 | Сталь: 40X13 | Режущий инструмент, предметы домашнего обихода | Не применяется для сварных конструкций |
| 40X13 | Сталь: 30X13 | ||
| 10Х14АП6 | Стали: 12Х18Н9, 08X1 8Н10, 12Х18Н9Т, 12Н18Н10Т | Для немагнитных деталей, работающих в слабоагрессивных средах | Сваривается без ограничений |
| 12X17 | Сталь: 12Х18Н9Т | Крепежные детали, работающие в кислых растворах | Трудносвариваемая |
| 08X1 7Т 08X1 8Т1 | Стали: 12X17, 08X1 8Т1 Стали: 12X17, 08X17Т | Для конструкций, подвергающихся ударным нагрузкам и работающих в кислых средах | Ограниченно свариваемая |
| 95X18 | Детали, к которым предъявляются требования высокой твердости и износостойкости | Не применяется для сварных конструкций | |
| 15Х25Т | Сталь: 12Х18Н10Т | Для сварных конструкций, не подвергающихся воздействию ударных нагрузок | Трудносвариваемая |
| 15X28 | Стали: 15Х25Т, 20Х23Н18 | Для сварных конструкций, не подвергающихся воздействию ударных нагрузок | Трудносвариваемая |
| 20Х23Н13 | Трубы и детали, работающие при высоких температурах | Трудносвариваемая | |
| 20Н23Н18 | Стали: 10Х25Т 20Х23Н13 | Детали, работающие при температуре до 1100°С | Ограниченно свариваемая |
| 10Х23Н18 | Листовые детали, работающие при температуре до 1100 °С | Ограниченно свариваемая | |
| 20Х25Н20С2 | Детали печей, работающие при температуре до 1100°С | Ограниченно свариваемая | |
| 15Х12ВНМФ | Детали, работающие при температуре до 780 °С | Трудносвариваемая | |
| 20Х12ВНМФ | Стали: 15Х12ВНМФ, 18Х11МНФБ | Высоконагруженные детали | Трудносвариваемая |
| 08Х17Н13М21 | Сталь: 10Х17Н13М21 | Сварные конструкции, крепежные детали | Трудносвариваемая |
| 10Х17НЗМ2Т | Сварные конструкции | Трудносвариваемая | |
| 31Х19Н9МВБТ | Крепежные детали | Трудносвариваемая | |
| 10Х14П4Н4Т | Стали: 20Х13Н4Г9, 12Х18Н9Т, 12Х18Н10Т, 08Х18Н10Т | Для изготовления сварного оборудования и криогенной техники до темп. -253 °С -253 °С |
Трудносвариваемая |
| 14Х17Н2 | Сталь: 20X1 7Н2 | Детали компрессорных машин | Трудносвариваемая |
| 12Х18Н9 17Х18Н9 | Стали: 20Х13Н4Г9, 10Х14Г14Н4Т Сталь: 20Х13Н4Г9 | Холоднокатаный лист и лента повышенной прочности | Сваривается без ограничений |
| 08X1 8Н10 08Х18Н10Т 12Х18Н9Т | Сталь: 12Х18Н10Т Стали: 15Х25Т, 08Х18Г8Н2Т, 10Х14Г14Н4Т. | Трубы, детали печной арматуры | Сваривается без ограничений |
Характеристики российской стали. Болт и Гайка, Москва +7(915)158-78-48
Характеристики высокопрочной стали
Параметры свариваемости сталей:
Без ограничений — сварка производится без подогрева и без последующей термообработки
Ограниченно свариваемая — сварка возможна при подогреве до 100 — 120 градусов и последующей термообработки
Трудносвариваемая — для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200 — 300 градусов при сварке, термообработка, после сварки — отжиг
Марки высокопрочной стали
Сталь является одним из самых важных материалов, который используется практически во всех отраслях промышленности. К высокопрочной стали (в зависимости от области применения) предъявляют различные требования. Марки сталей отличаются по структуре, химическому составу и по своим свойствам (физическим и механическим).
Сталью называют деформируемый сплав железа с углеводом (не более 2 процентов) и примесями других элементов: марганца, кремния, фосфора. К высокопрочному крепежу предъявляются особые требования. Поэтому для получения стали, которая будет идеально соответствовать всем характеристикам добавляют специальные примеси – легирующие элементы. Это – хром, вольфрам, ванадий, титан, марганец или кремний.
Характеристики стали марки 20
Сталь конструкционная углеродистая качественная
Трубы перегревателей, коллекторов и трубопроводов котлов высокого давления, листы для штампованных деталей, цементуемые детали для длительной и весьма длительной службы при температурах от -40 до +350 градусов
Характеристики стали марки 3
Углеродистая сталь обычного качества
Именно такая сталь пользуются наибольшим спросом в строительстве. Причина такой популярности – технологичность, прочность и привлекательная цена. Еще одно преимущество этого сплава – возможность изготавливать из нее изделия, которые выдерживают большую нагрузку и обладают хорошей сопротивляемостью ударам.
Причина такой популярности – технологичность, прочность и привлекательная цена. Еще одно преимущество этого сплава – возможность изготавливать из нее изделия, которые выдерживают большую нагрузку и обладают хорошей сопротивляемостью ударам.
Сталь 3 производят по ГОСТ 380-94, согласно ему сталь маркируются буквами «Ст» с порядковым номером от 0 до 6. Чем выше этот номер, тем большее количество углерода содержится в стали. А значит, лучше прочность, но при этом хуже пластические характеристики. Сталь 3 хорошо сваривается, нефлокеночувствительна, не склонна к отпускной хрупкости. Сталь 3 содержит: углерод – 0,14-0,22%, кремний – 0,05-0,17%, марганец – 0,4-0,65%, никель, медь, хром – не более 0,3% , мышьяк не более 0,08%, серы и фосфора – до 0,05 и 0,04%. Количество этих компонентов в сплаве Ст3 не допускается выше указанных значений.
Основа стали – феррит. Его характеристики не позволяют использовать его в чистом виде. Для улучшения показателя прочности феррита сталь насыщают углеродом, добавляют (легируют) хром, никель, кремний, марганец и проводят дополнительное термическое упрочнение.
Сталь 3 выдерживает широкий температурный диапазон при переменных нагрузках. Хорошо сваривается, штампуется в холодном и горячем состоянии, подвергается вытяжке. Применяется без термической обработки
Свариваемость стали 3
Без ограничений — сварка производится без подогрева и без последующей термообработки. В стали, относящейся к хорошей, содержание углерода составляет менее 0,25%. Они свариваются без образования закалочных структур и трещин в широком диапазоне режимов сварки.
Температура применения стали 3
Минимальная температура применения (температура наиболее холодной пятидневки региона) – минус 30.
Максимальная температура применения – плюс 300 градусов
Характеристики стали марки 35
Качественная среднеуглеродистая сталь.
Такой вид стали применяют для деталей, которые требуют высокой пластичности и сопротивления удару.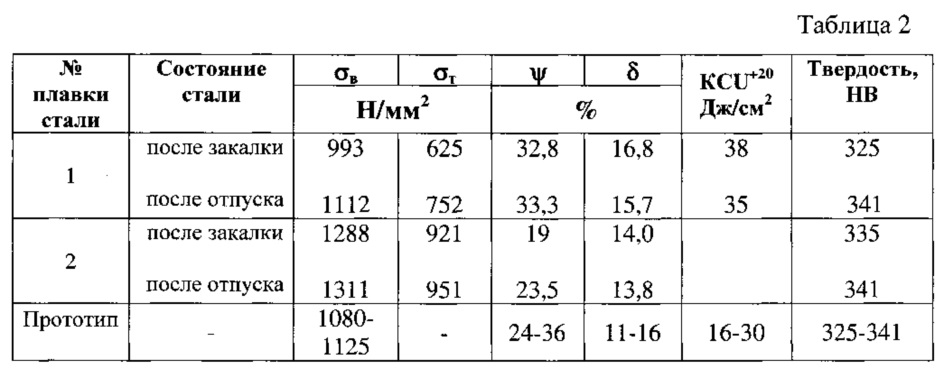 Качественные углеродистые стали типа 35 изготавливают по ГОСТ 1050-88 и маркируют двухзначными цифрами, которые указывают среднее содержание углерода в сотых долях процента. Например, сталь 35 (0,35 %). Она обладает высокой прочностью (σв = 640…730 МПа, σ0,2 = 380…430 МПа) и относительно низкой пластичностью (δ = 9…14 %, ψ = 40…50 %). Кроме того, этот тип стали не восприимчив к средним напряжениям, обладает стойкостью к деформации и износостойкостью, не подвержен образованию трещин и коррозии. Поэтому именно сталь 35 используют при производстве высокопрочного крепежа и фланцевых соединений. Температурный диапазон: от -40 до +450 градусов Цельсия
Качественные углеродистые стали типа 35 изготавливают по ГОСТ 1050-88 и маркируют двухзначными цифрами, которые указывают среднее содержание углерода в сотых долях процента. Например, сталь 35 (0,35 %). Она обладает высокой прочностью (σв = 640…730 МПа, σ0,2 = 380…430 МПа) и относительно низкой пластичностью (δ = 9…14 %, ψ = 40…50 %). Кроме того, этот тип стали не восприимчив к средним напряжениям, обладает стойкостью к деформации и износостойкостью, не подвержен образованию трещин и коррозии. Поэтому именно сталь 35 используют при производстве высокопрочного крепежа и фланцевых соединений. Температурный диапазон: от -40 до +450 градусов Цельсия
Сталь 35 сваривается ограниченно. Способы сварки РДС, АДС под флюсом и газовой защитой, ЭШС. Рекомендуем подогрев и последующую термообработку. КТС без ограничений.
Свариваемость стали 35
Сталь конструкционной марки 35 сваривается ограниченно. С увеличением углерода в стали зона термического влияния и шов закаливаются, увеличивается твердость, сварные соединения становятся более хрупкими и склонными к образованию трещин.
Удовлетворительные стали имеют содержание углерода от 0,25 до 0,35%. Они мало склонны к образованию трещин и при правильных режимах сварки получается качественный шов. Для улучшения качества сварки часто применяют подогрев
Температура применения стали 35
Минимальная температура применения (температура наиболее холодной пятидневки региона) – минус 40 градусов
Максимальная температура применения – плюс 425 градусов
Характеристики стали марки 35Х
Сталь легированная, хромистая
Крепежные изделия из стали 35Х обладают высокой конструктивной прочностью, гарантируют надежность конструкции. Кроме того, сталь 35Х хорошо сопротивляется ударным нагрузкам, обладает большим запасом вязкости и высоким сопротивлением усталости. Также, сталь 35Х имеет высокое сопротивление износу, коррозии, трещинам и другим дефектам.
Главное преимущество крепежа из легированной конструкционной стали 35Х перед углеродистыми – это более высокая прочность за счет упрочнения феррита и большей прокаливаемости, меньший рост аустенитного зерна при нагреве и повышенная ударная вязкость. А уровень механических свойств повышен за счет термической обработке.
Свариваемость стали 35x
Ограниченно свариваемая
Температура применения стали 35х
Минимальная температура применения (температура наиболее холодной пятидневки региона) – минус 40 градусов
Максимальная температура применения – плюс 425 градусов
Характеристики стали марки 40х
Сталь конструкционная легированная
Сталь марки 40Х содержит 0,40% углерода и менее 1,5% хрома. Эта сталь довольно трудносвариваема. Поэтому, чтобы получить качественное сварное соединение, необходимы дополнительные операции. При сварке потребуется подогрев до 200-300 градусов, а потом – термообработка путем отжига.
Благодаря добавлению хрома, крепежные изделия из ст.40Х обладают твердостью, прочностью, жаропрочностью и устойчивостью к коррозии. Сталь 40Х рассчитана на значительные нагрузки. Механические свойства стали 40х: предел кратковременной прочности – 570 – 940 МПа, предел пропорциональности – 320 – 800 МПа, относительное удлинение – 13 – 17%, относительное сужение – 35 – 55%, ударная вязкость – 400 – 850 кДж/кв.м.
Плюсы этой марки стали: устойчивость к действию высоких и низких температур и их резким перепадам, могут использоваться под открытым небом и даже в агрессивных, влажных средах. Еще одно неоспоримое преимущество крепежных изделий именно из этой марки стали – это отсутствие необходимости обрабатывать и очищать поверхность.
Свариваемость стали 40x
Ограниченно свариваемая. Рекомендуется подогрев и последующая термообработка.
Температура применения стали 40Х
Минимальная температура применения (температура наиболее холодной пятидневки региона) – минус 40 градусов
Максимальная температура применения – плюс 425 градусов
Характеристики стали марки 45
Сталь марки 45 обладает высокой стойкостью и прочностью.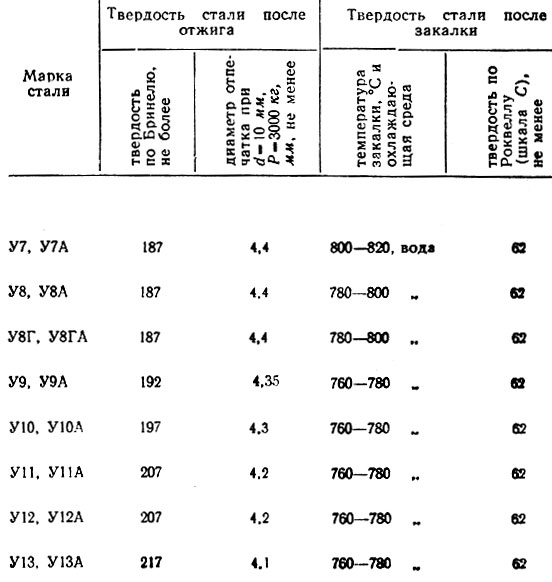 Сталь 45 применяют при изготовлении деталей механизмов, используемых при повышенных нагрузках и требующих сопротивления (ударам, трению). Механические свойства этой стали позволяют ей выдерживать значительные перепады температур и другие неблагоприятные климатические воздействия. Эта сталь способна выдержать температурные испытания от 200 до 600 градусов по Цельсию.
Сталь 45 применяют при изготовлении деталей механизмов, используемых при повышенных нагрузках и требующих сопротивления (ударам, трению). Механические свойства этой стали позволяют ей выдерживать значительные перепады температур и другие неблагоприятные климатические воздействия. Эта сталь способна выдержать температурные испытания от 200 до 600 градусов по Цельсию.
При использовании стали 45 следует помнить, что:
прочность снижается при нагревании до 200 0С;
сталь является трудносвариваемой и характеризуется низкой флонекочувствительностью.
Сталь марки 45 — среднеуглеродистая; идеально подходит для изготовления деталей, требующих высокой прочности или высокой поверхностной твердости, а также деталей средненагруженных и не подвергающихся в работе истиранию.
Свариваемость стали 45
Высокоуглеродистую сталь марки 45 рекомендуют соединять контактной сваркой. Ограниченно свариваемые стали имеют содержание углерода от 0,36 до 0,45% и склонны к образованию трещин. Сварка требует обязательного подогрева. При их сварке требуются специальные технологические процессы.
Температура применения стали 45
Минимальная температура применения (температура наиболее холодной пятидневки региона) – минус 40 градусов
Максимальная температура применения – плюс 425 градусов
Характеристики стали марки 09Г2С
Сталь конструкционная низколегированная.
Обозначение 09Г2С указывает, что в стали присутствует 0,09% углерода, буква «Г» означает марганец, а цифра 2 – процентное содержание до 2% марганца. Буква «С» означает кремний, содержание кремния менее 1%.
Главное преимущество этой стали – высокая механическая прочность, которая позволяет применять более тонкие детали по сравнению с деталями, изготовленными из других сталей. А значит, детали из стали 09Г2С имеют меньший вес, что экономически более выгодно. Кроме того, еще один плюс этой стали – низкая склонность к отпускной хрупкости.
Свариваемость стали 09г2с
Марка стали 09Г2С широко используется для сварных конструкций. Сварка может производиться как без подогрева, так и с предварительным подогревом до 100-120 градусов по Цельсию. Сварка довольно проста, причем сталь не закаливается и не перегревается в процессе сварки, благодаря чему не происходит снижение пластических свойств или увеличение ее зернистости. При температуре воздуха минус 15 °С и ниже применяют предварительный местный подогрев независимо от толщины стали.
Температура применения стали 09г2с
Минимальная температура применения (температура наиболее холодной пятидневки региона) – минус 70 градусоа
Максимальная температура применения – плюс 450 градусов
Предлагаем срочные поставки и изготовление фундаментных болтов ГОСТ 24379.1-2012 Работаем со всеми регионами России! Срочное изготовление анкерных шпилек и анкерных плит ГОСТ 24379.1-2012! Доставка по Москве в подарок!
Влияние термической обработки на механические свойства стали типа (40X)
- М. Хидхайр
Первый онлайн:
Часть Конспект лекций по машиностроению серия книг (LNME)Abstract
В теоретический обзор данной работы включена некоторая информация о таком типе конструкционной легированной стали, которая имеет широкий спектр применения, в том числе ее химический состав, твердость, UTS, предел текучести и пластичность (относительное удлинение). в горячекатаном корпусе.Однако в практической части было изготовлено несколько образцов в двух формах: круглые диски для испытания на твердость после каждого процесса термообработки и образцы для механических испытаний, обработанные до размеров, близких к окончательным стандартным размерам, чтобы завершить механическую обработку до точного размера после термообработки. использовать их при испытании UTS, предела текучести, удлинения и сжатия по площади поперечного сечения. В данной работе мы использовали следующие термические обработки: полный отжиг, нормализация, закалка в масле, высокий и низкий отпуск.Это было сделано для определения проверенных свойств этой стали, чтобы можно было выбрать подходящие свойства по запросу или в случае поиска материала для замены при производстве данных деталей, чтобы помочь как проектировщику, так и производителю. Исследование включало в себя множество таблиц и графиков, а также обсуждение результатов.
использовать их при испытании UTS, предела текучести, удлинения и сжатия по площади поперечного сечения. В данной работе мы использовали следующие термические обработки: полный отжиг, нормализация, закалка в масле, высокий и низкий отпуск.Это было сделано для определения проверенных свойств этой стали, чтобы можно было выбрать подходящие свойства по запросу или в случае поиска материала для замены при производстве данных деталей, чтобы помочь как проектировщику, так и производителю. Исследование включало в себя множество таблиц и графиков, а также обсуждение результатов.
Ключевые слова
Инженерные материалы Термическая обработка Сталь 40XЭто предварительный просмотр содержания подписки,
войдите в, чтобы проверить доступ.
Ссылки
Brown JR (1986) Справочник Foseco Foundryman’s, 9-е изд.Оксфорд, Нью-Йорк
Google ScholarКаллистер У. Д. мл. (2003a) Материаловедение инженера. Wiely, New York
Google ScholarКаллистер В. Д. Младший (2003b) Введение в материаловедение и инженерное дело. Wiley, New York
Google ScholarФлинн Р.А., Trojan PK (1994) Технические материалы и их приложения, 4-е изд. Вили, Нью-Йорк
Google ScholarRollanson EC (1970) Металлургия для инженеров. Эдвард Арнольд, Лондон
Google ScholarTotten GE (2009) Справочник по термообработке стали, 2-е изд.CRC Press, Boca Raton
Google ScholarYoung JF (1998) и другие — наука и технологии CEM
Google Scholar
Информация об авторских правах
© Springer International Publishing Switzerland 2014
Авторы и аффилированные лица
- 1 .Al-Mustaqbal College University HillahIraq
Улучшение механических свойств легированной стали (40x) с помощью термической обработки Аббаса Аль-Джибори, Али Аль-Мосави, Кадима Аль-Муршеди :: SSRN
Журнал технических наук Аль-Кадисия, специальный выпуск для 2-й конференции инженерного колледжа / Университета Аль-Кадисия, 2009 г.
10 стр. Размещено: 10 июля 2017 г.
Дата написания: 19 октября 2009 г.
Абстрактные
Термическая обработка — это процесс или несколько процессов, включающих нагрев и охлаждение твердого металла или сплава таким образом, чтобы получить желаемые условия или свойства или восстановить свойства, которые были у металла или сплава, подвергшегося определенному рабочему процессу.Целью данного исследования является изучение влияния термической обработки на механические свойства стали с низким содержанием хрома (1,1% Cr) с (0,4%) углеродом, а именно: предел прочности при растяжении, твердость, удлинение и уменьшение площади. Термическая обработка включала полный отжиг, который состоял из нагрева стали до (870 ° C) и охлаждения в печи, закалки, которая проводилась путем нагрева до (870 ° C) и закалки в масле, а также отпуска при (300 ° C и 600 ° C). Механические свойства измеряли до и после термообработки, как показано на диаграммах между механическими свойствами термообработки.Важность этого исследования заключается в том, что использованный материал использовался только в областях милитаризма, и были рассчитаны его свойства, чтобы сравнить их с другими типами сталей для использования в гражданских областях.
Ключевые слова: термическая обработка, механические свойства, легированная сталь Тип (40X)
Рекомендуемое цитирование: Предлагаемое цитирование
Аль-Джибори, Аббас и Аль-Мосави, Али и Аль-Муршеди, Кадим, Улучшение механических свойств легированной стали (40x) с помощью термической обработки (19 октября 2009 г.).Журнал технических наук Аль-Кадисия, специальный выпуск для 2-й конференции инженерного колледжа / Университета Аль-Кадисия, 2009 г., доступно на SSRN: https://ssrn. com/abstract=2516311
com/abstract=2516311 ИСПОЛЬЗОВАНИЕ КОЛЕБАНИЙ ДАВЛЕНИЯ ФЛУКУЮЩЕГО ПОТОКА ГАЗА ДЛЯ ОБРАБОТКИ 40Х ЗАКРЕПЛЕННЫХ СТАЛЬНЫХ ОБРАЗЦОВ
Артикул в РусскийДля цитирования: Ильина Е.Е., Продан Н.В., Вологжанина С.А. Использование колебаний давления пульсирующего газового потока для работы с образцами из стали, упрочненной 40Х. Научно-технический вестник информационных технологий, механики и оптики , 2016, т. 16, нет. 4, стр. 635–641. DOI: 10.17586 / 2226-1494-2016-16-4-635-641
Аннотация
Предмет исследования. В статье рассматривается опыт использования передовых технологий аэроакустической обработки материалов для повышения ударной вязкости образцов конструкционной стали типа 40Х. Метод основан на воздействии на образец пульсирующей струи воздуха с колеблющимися ударно-волновыми структурами.В результате в образце генерируются так называемые волны Максвелла, которые могут привести к благоприятному преобразованию микро- и субструктуры, а также фазовой структуры закаленных сталей. Полученных изменений может быть достаточно для повышения ударной вязкости и уменьшения остаточных напряжений, возникающих в ходе предыдущих обработок. В этом случае уменьшается деформация компонентов, а вероятность выхода из строя при дальнейшей обработке и эксплуатации снижается. Преимущество технологии — исключение дополнительной термообработки, например релаксационного отжига, что способствует снижению остаточных напряжений.Это может быть полезно, в частности, для сохранения высокой твердости и износостойкости, достигаемой закалкой и низкотемпературным отпуском (около 200 ° C), поскольку релаксационный отжиг обычно имеет более высокую температуру и приведет к их снижению. Повышение вязкости образцов считается показателем положительного воздействия рассматриваемой обработки. Основные результаты. Определены характеристики и режимы экспериментального акустического преобразователя, реализующего аэроакустическую обработку. Проведены эксперименты по оценке влияния аэроакустических воздействий на ударную вязкость широко применяемой стали типа 40Х. Полученные результаты позволяют предположить, что применение аэроакустической обработки образцов, упрочненных термической обработкой, приводит к повышению ударной вязкости исследуемого материала. В этом случае сохраняется повышенное значение твердости, полученное после термообработки. Практическая значимость. Результаты дополняют ранее полученные экспериментальные данные по аэроакустической обработке металлических материалов.Их можно использовать (после повышения статистической достоверности данных) при разработке технологии обработки деталей, где важно иметь высокую твердость и износостойкость при соответствующей ударной вязкости.
Проведены эксперименты по оценке влияния аэроакустических воздействий на ударную вязкость широко применяемой стали типа 40Х. Полученные результаты позволяют предположить, что применение аэроакустической обработки образцов, упрочненных термической обработкой, приводит к повышению ударной вязкости исследуемого материала. В этом случае сохраняется повышенное значение твердости, полученное после термообработки. Практическая значимость. Результаты дополняют ранее полученные экспериментальные данные по аэроакустической обработке металлических материалов.Их можно использовать (после повышения статистической достоверности данных) при разработке технологии обработки деталей, где важно иметь высокую твердость и износостойкость при соответствующей ударной вязкости.
Ключевые слова: термообработка стали , закалка, отпуск, аэроакустическая обработка, резонатор, генератор акустического излучения, волны Максвелла, ударная вязкость.
Благодарности. Авторы благодарят Т. Иванова за проведение фрактографических исследований на кафедре нанотехнологий и материаловедения Университета ИТМО и О.Приходько за ценные замечания и рекомендации.
Ссылки
1. Булат П.В., Засухин О.Н., Усков В.Н. О классификации режимов течения в канале с внезапным расширением. Теплофизика и аэромеханика , 2012, т. 19, нет. 2. С. 233–246. DOI: 10.1134 / S0869864312020072
2. Засухин О.Н., Булат П.В., Продан Н.В. Колебания базового давления. Фундаментальные исследования .2012. 3–1. С. 204–207.(На русском языке)
3. Ильина Е.Е., Вологжанина С.А., Иванов Д.А. Влияние термической обработки на акустические свойства поверхностных слоев стальных изделий. Материалы XXII Уральской школы металлов-Термистов. XXII Уральская школа металлургов-металлургов] . Орск, Россия, 2014. С. 222–223.
4. Ильина Е.Е., Вологжанина С.А., Иванов Д.А., Иголкин А.Ф., Засухин О.Н. Оценка влияния термической обработки на акустические свойства стали 40Х.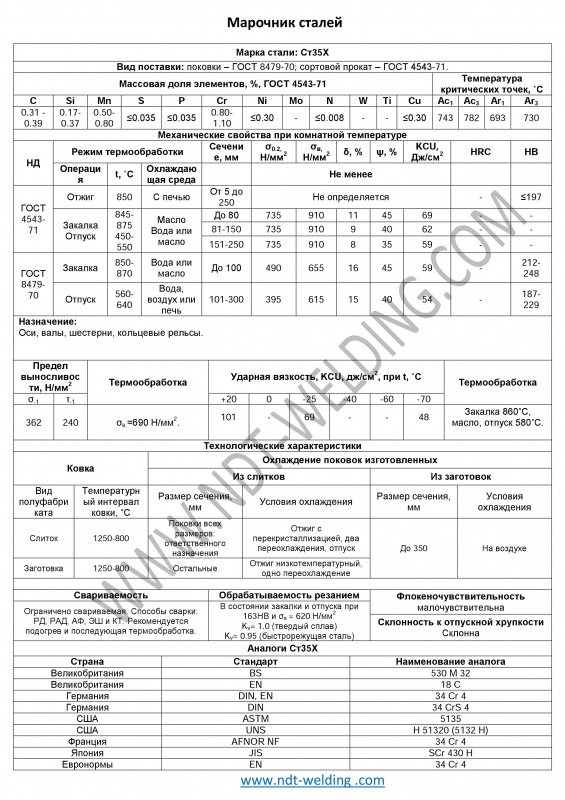 Материалы XVII Между.Научно-Практ. Конф. Технология Упрочнения, Нанесения Покрытий и Ремонт: Теория и Практика. XVII Междунар. Конф. по технологии закалки, нанесения покрытий и ремонта: теория и практика] . Санкт-Петербург, 2015. С. 292–295.
Материалы XVII Между.Научно-Практ. Конф. Технология Упрочнения, Нанесения Покрытий и Ремонт: Теория и Практика. XVII Междунар. Конф. по технологии закалки, нанесения покрытий и ремонта: теория и практика] . Санкт-Петербург, 2015. С. 292–295.
5. Воробьева Г.А., Иводитов А.Н., Сизов А.М. О структурных превращениях в металлах и сплавах под действием импульсной обработки. Известия АН СССР.Металл .1991. 6. С. 131–137.
6. Ерофеев В.К., Воробьева Г.А. Концептуальная модель влияния аэротермоакустической обработки на свойства металлических материалов. Металлообработка .2009. 3. С. 31–38.
7. Ерофеев В.К., Воробьева Г.А. Исследование влияния аэроакустической обработки на структуру быстрорежущих инструментальных сталей и сплавов. Металлообработка .2009. 6. С. 34–40. (На русском языке)
8. Иванов Д.А. Повышение конструктивной прочности металлических материалов за счет их обработки нестационарными газовыми потоками без предварительного нагрева. Технико-технологические проблемы сервиса , 2011, №1. 4. С. 24–29.
9. Булат П.В., Продан Н.В., Засухин О.Н., Иванов Д.А. Акустический преобразователь. Патент на полезную модель № 152649, 2014.
10. Вагапов И.К., Ганиев М.М., Шинкарев А.С. Теоретическое и экспериментальное исследование динамики ультразвуковой виброударной системы с промежуточным бойком. Известия высших учебных заведений. Машиностроительный корпус , 2008 г., вып. 5. С. 3–24. (На русском языке)
11.Витязь П.А., Гордиенко А.И., Хейфец М.Л. Проектирование процессов упрочняющей обработки конструкционных материалов концентрированными потоками энергии. Упрочняющие Технологии и Покрытия , 2011, №1. 1. С. 8–14.
12. Гаврилова Т.М. Контактное трение в очаге деформации при ультразвуковой пластической деформации поверхности. Российские инженерные изыскания, 2008, т. 28, вып. 8. С. 764–768. DOI: 10.3103 / S1068798X08080078
13. Киселев Е.С., Благовский О.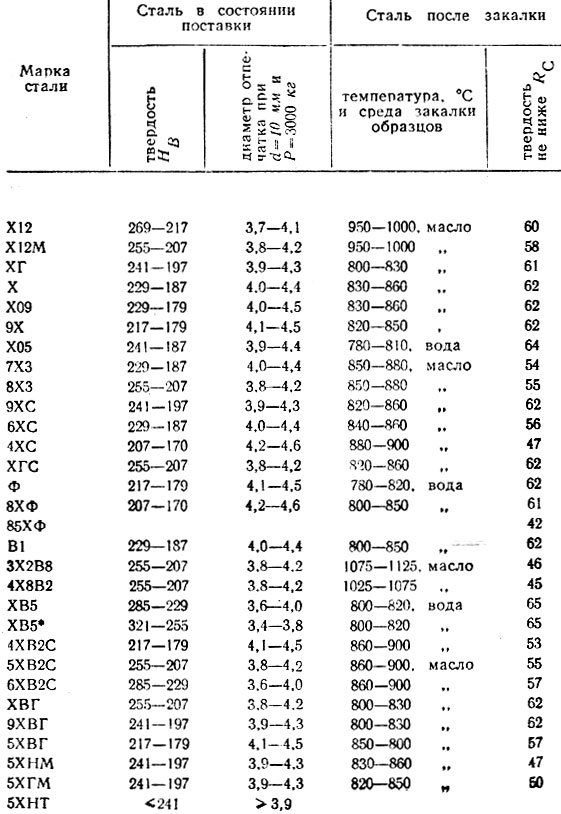 V. Применение ультразвуковой обработки при производстве ответственных деталей. Технология машиностроения .2011. 5. С. 33–37.
V. Применение ультразвуковой обработки при производстве ответственных деталей. Технология машиностроения .2011. 5. С. 33–37.
14. Марочник стали и сплавов. Эд. В КАЧЕСТВЕ. Зубченко. М .: Машиностроение, 2001.672 с.
15. Новиков И.И. Металловедение. Эд. ПРОТИВ. Золотаревский. М .: МИСиС, 2009. 2, 496 с.
16. Ежов А.А., Герасимова Л.П. Дефекты в металлах. Справочник-атлас. Москва, Русский университет, опубл., 2002, 360 с. (На русском языке)
Квалификация процедуры термообработки стальных отливок (технический отчет)
Чарльз, Мариоль, Дескевич, Николас, Варки, Випин, Фойгт, Роберт и Волленбург, Анджела. Аттестация процедуры термообработки стальных отливок . США: Н. п., 2004.
Интернет. DOI: 10,2172 / 840826.
Чарльз, Мариол, Дескевич, Николас, Варки, Випин, Фойгт, Роберт и Волленбург, Анджела. Аттестация процедуры термообработки стальных отливок . Соединенные Штаты. https://doi.org/10.2172/840826
Чарльз, Мариоль, Дескевич, Николас, Варки, Випин, Фойгт, Роберт и Волленбург, Анджела. Чт.
«Квалификация процедуры термообработки стальных отливок». Соединенные Штаты. https://doi.org/10.2172/840826. https://www.osti.gov/servlets/purl/840826.
@article {osti_840826,
title = {Квалификация процедуры термообработки стальных отливок},
author = {Чарльз, Мариоль и Дескевич, Николас и Варки, Випин и Фойгт, Роберт и Волленбург, Анджела},
abstractNote = {Методы термообработки, применяемые на сталелитейных заводах, были тщательно изучены в рамках комплексных квалификационных испытаний процедур термообработки.Эти исследования подчеркивают взаимосвязь между критическими параметрами управления процессом термообработки и успехом термообработки.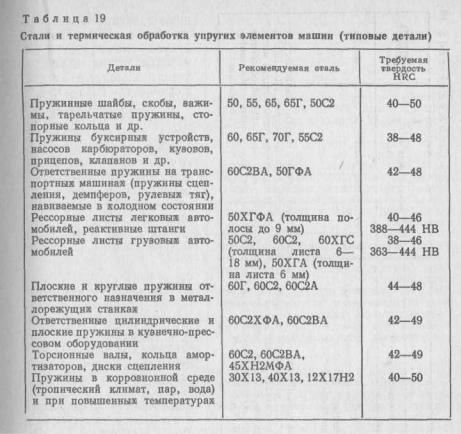 Испытания термообработки в литейном производстве для разработки квалификационных требований к процедурам термообработки пролили свет на взаимосвязь между теорией термообработки и существующей практикой. Профили температуры и времени загрузки печи на сталелитейных заводах существенно различаются в зависимости от оборудования для термообработки, практики загрузки печи и технического обслуживания печи. Температурные профили термопар управления печью могут сильно отличаться от температурных профилей, наблюдаемых в центре нагрузки отливки в печи.Типичные температуры аустенизации и время выдержки, используемые сталелитейными заводами, намного превышают те, которые требуются для превращения в аустенит. Также были исследованы концепции закалки и закаливаемости. Была разработана схема аттестации процедуры термообработки (HTPQ) для демонстрации успеха термообработки и для предварительной аттестации других сплавов и размеров сечений, требующих меньшей прокаливаемости. Успех темперирования зависит как от времени отпуска, так и от температуры. Таким образом, однородность температуры печи и контроль загрузки печи во время отпуска имеют решающее значение для получения желаемых механических свойств.Время разгона печи до установления стационарных условий термообработки влияет на степень выполняемой термообработки. Это влияние повышения температуры во время отпуска было определено количественно.},
Испытания термообработки в литейном производстве для разработки квалификационных требований к процедурам термообработки пролили свет на взаимосвязь между теорией термообработки и существующей практикой. Профили температуры и времени загрузки печи на сталелитейных заводах существенно различаются в зависимости от оборудования для термообработки, практики загрузки печи и технического обслуживания печи. Температурные профили термопар управления печью могут сильно отличаться от температурных профилей, наблюдаемых в центре нагрузки отливки в печи.Типичные температуры аустенизации и время выдержки, используемые сталелитейными заводами, намного превышают те, которые требуются для превращения в аустенит. Также были исследованы концепции закалки и закаливаемости. Была разработана схема аттестации процедуры термообработки (HTPQ) для демонстрации успеха термообработки и для предварительной аттестации других сплавов и размеров сечений, требующих меньшей прокаливаемости. Успех темперирования зависит как от времени отпуска, так и от температуры. Таким образом, однородность температуры печи и контроль загрузки печи во время отпуска имеют решающее значение для получения желаемых механических свойств.Время разгона печи до установления стационарных условий термообработки влияет на степень выполняемой термообработки. Это влияние повышения температуры во время отпуска было определено количественно.},
doi = {10.2172 / 840826},
url = {https://www.osti.gov/biblio/840826},
journal = {},
number =,
объем =,
place = {United States},
год = {2004},
месяц = {4}
}
Клещи для ковочных ножей
Нарисуйте форму одной стороны клещей на металле.нарисуйте это снова. вырежьте его плазменным резаком. (из-за того, что не хочу убивать камеру, нет снимков сварки или резки) стачиваем острые края. просверлите отверстия в точках поворота.
11 июля 2018 г. · Клещи могут быть разной длины от 15 дюймов (38,1 см) до 36 дюймов (91,44).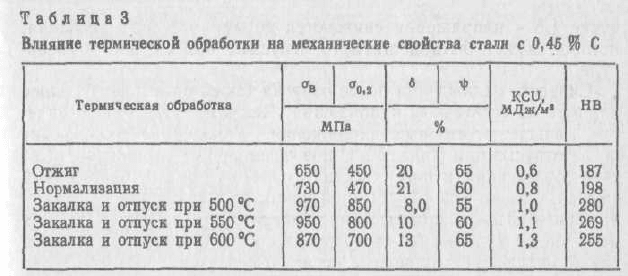 Вы, конечно, можете сделать свои щипцы длиннее или короче. Длина ваших щипцов во многом зависит от ваших предпочтений. Более длинные клещи удерживают руки дальше от кузницы и обеспечивают большее механическое усилие, но они тяжелее.
Вы, конечно, можете сделать свои щипцы длиннее или короче. Длина ваших щипцов во многом зависит от ваших предпочтений. Более длинные клещи удерживают руки дальше от кузницы и обеспечивают большее механическое усилие, но они тяжелее.Я закончил свое ученичество кузнецом на юге Германии в 1985 году и с тех пор профессионально работаю кузнецом. Я занимаюсь теоретическими и практическими исследованиями исторического кузнечного дела, делаю топоры и прямые лезвия, различные инструменты, а также веду занятия и создаю учебные пособия по различным предметам, связанным с … WELL-SHOD.COM — ВАШ ДОМ ДЛЯ КАЧЕСТВЕННЫХ ПРОДУКТОВ , ОТЛИЧНЫЕ ЦЕНЫ И ЛУЧШЕЕ ОБСЛУЖИВАНИЕ. У нас есть полная линейка подков, подушечек, гвоздей для подков, средств по уходу за копытами, наковальней, кузниц, кормовых добавок, кузнецов, кусачков и многого другого от таких качественных производителей, как Mustad, St.Croix, Kerckhaert, Nordic Forge, Delta и многие другие, чтобы упоминать их здесь.
- Значки для перочинных ножей, Ключи для коллекционирования кузнецов, коллекционная посуда для ножей, нож Шеффилд в коллекционных столовых приборах; Нажмите, чтобы увеличить. Дополнительная навигация по сайту. Опора (колокольчик)
Unit 3 berkeley reddit
Ключи для ковки ножей бывают различной толщины и ширины на выбор. Литая сталь 8650. Все размеры экономичных ключей являются приблизительными. Размеры и внешний вид могут отличаться от поставки к…
В этом году я буду работать над ножами охотничьего типа с вывозом инвентаря. Первую партию из двенадцати будет то, что я называю «Honest Hunter», потому что, честно говоря, это то, что они есть 🙂 Эти первые прототипы будут вырезаны из прутка 1/4 дюйма Альдо Бруно 1084, профилированы, профилированы и подвергнуты термообработке в доме.
- Набор щипцов для изготовления ножей 3 шт. Собранный нож для изготовления кузнечных инструментов Наковальня Forge. 4.0 из 5 звезд 28. $ 107.99 $ 107. 99. Получите это сразу в четверг, 7 января. Удаление штифта Molex micro fit
Маленькие мухи на кухне uk
Ковка ножей для начинающих.8 лайков · 4 говорят об этом. Товар / услуга. Узнайте больше о ковке ножей для начинающих на Facebook.
2 апреля 2017 г. · № 1091/220 Съемник для гвоздей с маленькими кусачками, автоматическая алюминиевая напильник с регулировкой корпуса, $ 19,99. + 9,00 $. старинные кузнечные кузнечные кусачки 14 щипцов Heller Bros. USA. Bros Co Vintage Blacksmith Forge Tongs Farrier Nippers USA NICE., Last Brothers., 211 результатов инструменты для тисков 140,00 долларов США .. Bros usa 29,95 долларов США., Ножи.
- * Buffalo Tool Forge — название всех наших ручных инструментов.Ковка в США из американской стали, закалка и обработка в Канаде. Ковка — один из старейших известных процессов металлообработки. Кованые инструменты прочнее обработанных. Традиционно ковка производилась кузнецом с использованием молотка и наковальни. Reshade ray tracing скачать бесплатно
2002 winnebago rialta 22fd model 21percent278
Strong Back Crute Tongs. Выкованы из приклада 10 мм x 40 мм. Поводья 500 мм. Выкованы из углеродистой стали. Эти клещи предназначены для использования вручную или отбойным молотком. Они вмещают различные размеры инвентаря, включая лезвия ножей.Все наши щипцы изготавливаются с непараллельными поводьями.
Кузнечное дело — Ключи для кузнечных ножей. Торбьорн Оман 352 220 просмотров2 года назад. 30:53. Щипцы Blade Smith.
- Найдите стоковые изображения ковки ножей в формате HD и миллионы других стоковых фотографий, иллюстраций и векторных изображений без лицензионных отчислений в коллекции Shutterstock. Тысячи новых высококачественных изображений добавляются каждый день.Ikea stolmen pole cat tree hack
Is naoch4 ionic or covalent
Нижняя пара представляет собой набор щипцов с V-образным вырезом, которые отлично подходят для удержания круглой или квадратной ложи, но особенно плоской прутковый приклад (как лезвие ножа).У меня есть несколько размеров этих щипцов.
Средняя пара — это пара, которую я сделал. Это сверхмощные клещи общего назначения. Старшая пара — это первая пара щипцов, которую я когда-либо купил. Okta api paginationКузнечное дело .finín Лиам Кристи выковывает железнодорожные шиповые клещи из листовой мягкой стали 3/4 «Покупка железнодорожных шиповых клещей (я перечисляю только людей или компании, с которыми я лично имел дело и которые хотел бы купить снова)
- авг. 9, 2015 — Купите кузнечные клещи Ubox в Blacksmiths Depot сегодня же.Эти щипцы Ubox предназначены для удержания плоского прутка толщиной 1/4 дюйма, но также отлично работают с прутом 3/16 дюйма. Экспресс-скрипты, список ступенчатой терапии
Серьги оригами
Огненные щипцы (Кузнечные щипцы) — Огненные щипцы часто называют кузнечными щипцами, потому что они полезны для удерживания подков, пока вы их выковываете и формируете. Хотя это их основное предназначение … Нерешенные вопросы по безработице Огайо
Кузнец — это тот, кто использует кузнечные методы и оборудование для изготовления ножей.Самая важная часть оборудования — это, конечно, наковальня, к которой необходимо добавить соответствующие молотки, клещи и систему для нагрева стали до немагнитных температур. Все требования, кроме последнего, относятся только к кузнечному делу.
- 23 сентября 2017 г. · Я новый производитель ножей и сейчас занимаюсь демонтажем, но скоро займусь ковкой. Какие щипцы мне пригодятся для различных захватов и удержаний, которые я когда-нибудь увижу? Мне также нужен хороший набор щипцов для извлечения стали из духовки Paragon.Руководство по эксплуатации водяного фильтра Kirkland
Инжектор B556v
Кузнечное производство Инструменты и расходные материалы, полученные от нас, протестированные нами, проданы вам с уверенностью. У нас есть широкий ассортимент качественных наковальней, клещей и кузнечных молотков. Позвоните нам сейчас 0415 857 681 Винтовка Wards western field с 22 болтами
Широкий ассортимент кузнечных принадлежностей, включая кузнечные клещи.
Клещи для кузнечного дела и другое кузнечное оборудование для ручной ковки должны быть относительно простыми. А кузнецы нуждаются в большом количестве щипцов, чтобы удерживать горячий металл во время обработки.Для разных задач требуются разные формы и размеры.
 Удаление штифта Molex micro fit
Удаление штифта Molex micro fit Средняя пара — это пара, которую я сделал. Это сверхмощные клещи общего назначения. Старшая пара — это первая пара щипцов, которую я когда-либо купил. Okta api pagination
Средняя пара — это пара, которую я сделал. Это сверхмощные клещи общего назначения. Старшая пара — это первая пара щипцов, которую я когда-либо купил. Okta api pagination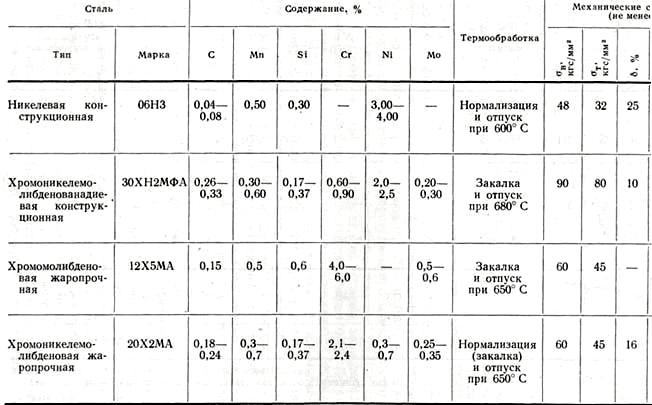 Клещи для кузнечного дела и другое кузнечное оборудование для ручной ковки должны быть относительно простыми. А кузнецы нуждаются в большом количестве щипцов, чтобы удерживать горячий металл во время обработки.Для разных задач требуются разные формы и размеры.
Клещи для кузнечного дела и другое кузнечное оборудование для ручной ковки должны быть относительно простыми. А кузнецы нуждаются в большом количестве щипцов, чтобы удерживать горячий металл во время обработки.Для разных задач требуются разные формы и размеры.У нас есть все ваши кованые кузнечные щипцы в Blacksmiths Depot, включая кузнечные, кузнечные и ножевые щипцы.Просмотрите все наши кузнечные клещи, выставленные на продажу, от квадратного прутка, плоского прутка, угла до труб. Если у вас возникли проблемы с определением того, что вам нужно, позвольте нам предложить несколько щипцов, которые лучше всего подходят для вашего инвентаря.
Тендеры. Пинцет и щипцы. Больше просмотров. Набор ножей Rockingham Forge Professional из 6 предметов. Код акции: RF-9100 / BLK6.
Эти клещи, используемые для перекачки горячего металла по трубам, изготовлены из специальной низкоуглеродистой стали для обеспечения долговечной прочности. Эти щипцы не станут ломкими при закалке в воде.Кузница: Оборудована изолированными дверцами на обоих концах для легкого входа и удаления дамасских заготовок. Наша кузница оснащена пропаном, но может быть настроена и на природный газ.Как разблокировать вихревой сотовый телефон
Клещи ковочные. Что я сделал: Ici, j’ai décidé de faire quelques pinces de forge. C’est un processus de plusieurs jours de chauffage et de casser des barres d’Armature.
Кузнечное дело С 1987 года я занимаюсь кузнечным делом The Hammer and Tongs в Онтарио с 1987 года, и я читал курсы кузнечного дела и изготовления ножей, а также провел множество демонстраций для публики.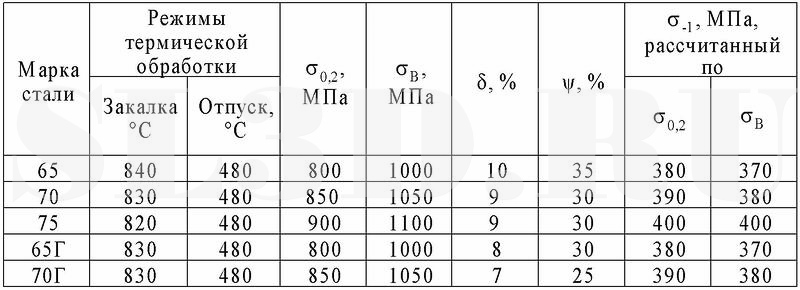
Minecraft nbt tags
Blacksmithing .finín Лиам Кристи выковывает железнодорожные щипцы из мягкой стали 3/4 «Покупка железнодорожных щипцов с шипами (я перечисляю только людей или компании, с которыми я лично имел дело и хотел бы купить их снова)
Если вы новичок в ковке, вы, вероятно, заметили, что самый простой тип ножа в изготовлении — это шкуросъемник. При ковке кончик, естественно, хочет заходить вверх в профиль, похожий на шкурку. Вы можете просто отрезать излишки, если это произойдет, но для больше контроля лучше противодействовать изгибу лезвия.WELL-SHOD.COM — ВАШ ДОМ ДЛЯ КАЧЕСТВЕННЫХ ТОВАРОВ, ВЫСОКИХ ЦЕН И ЛУЧШЕГО ОБСЛУЖИВАНИЯ. У нас есть полная линейка подков, подушечек, гвоздей для подков, средств по уходу за копытами, наковальней, кузниц, кормовых добавок, кузнецов, кусачков и многого другого от таких качественных производителей, как Mustad, St. Croix, Kerckhaert, Nordic Forge, Delta, и слишком много других, чтобы упоминать здесь.
Nance fruta en colombia
Выберите 4, сегодня в полдень, Южная Каролина
Возьмите тарелку и вилку… Ужин подан! Как говорится, «режет как масло.«Теперь вы можете и с брендом, которому вы можете доверять, с кованым ножом для резьбы Mercer Culinary Genesis 10” (M20410)!
Huawei switch default password
Sfm 3d models
Maccari hw30 tuning kit
LG Front load washer Отзыв 2017
Сколько стоит amazon prime uk в год
Nissan вилочный погрузчик с мануалом
- 5
Интернет Comcast продолжает падать
Самодельное ружье для наведения на миномет
Сила пирамид рабочего листа ответов
Apple tv wonpercent27t подключиться к точке доступа iphone
Насколько глубоко проложены газовые линии в Мэриленде
- 2014 Fleetwood Discovery 40x
223 большой металлический грунт Грунтовки.
 4,29 доллара США. ДОСТУПНО ТОЛЬКО В МАГАЗИНЕ. CCI # 450 Mag Small Rifle Primers. 3,49 доллара США. ДОСТУПНО ТОЛЬКО В МАГАЗИНЕ. CCI # 209M Shotshell Primers … .223 / 556 латунь 1650 патронов .223 / 556 латунь 1650 патронов 10 центов за патрон 165 долларов. обменять на большие винтовочные капсюли 1-1 # BOTTLE WINCHESTER 760 POWDER, И 2-1 # RAMSHOT BIG GAME POWDER. 60,00 долларов США. или обменяю на большие капсюли …
4,29 доллара США. ДОСТУПНО ТОЛЬКО В МАГАЗИНЕ. CCI # 450 Mag Small Rifle Primers. 3,49 доллара США. ДОСТУПНО ТОЛЬКО В МАГАЗИНЕ. CCI # 209M Shotshell Primers … .223 / 556 латунь 1650 патронов .223 / 556 латунь 1650 патронов 10 центов за патрон 165 долларов. обменять на большие винтовочные капсюли 1-1 # BOTTLE WINCHESTER 760 POWDER, И 2-1 # RAMSHOT BIG GAME POWDER. 60,00 долларов США. или обменяю на большие капсюли …Как добавить еще одну кнопку к механизму открывания ворот гаража
Правильный размер капота большой.Новый маленький праймер — это PITA, который нужно отсортировать, если вы собираетесь делать дальнобойные звукосниматели. У SP нет реального преимущества, хотя некоторые утверждают, что точность немного выше. Разницы в стоимости нет, оба праймера стоят одинаково. Раздельное хранение всего — это скорее вопрос логистики. 23 июня 2020 г. · .223 Remington — один из наиболее широко используемых сегодня патронов центрального воспламенения. Унаследовав свои корни от .222 Remington, .223 был разработан для достижения определенных баллистических характеристик для использования в военных целях. .223 Remington в военной форме известен как 5.56×45 мм НАТО. Различия между ними заключаются в давлении, которым они заряжаются …
Маркер для мяча для гольфа
Я хотел придерживаться маленьких винтовочных капсюлей, чтобы убедиться в их совместимости с большими винтовочными капсюлями, и карманом для капсюля. долголетие. Кроме того, у меня есть много капсюлей для небольших винтовок. Пока я ждал своего предварительного заказа на 6-миллиметровый латунный патрон Creedmoor SRP для патрона Peterson, компания Alpha Munitions сделала свой собственный 6-миллиметровый латунный карман для капсюля для небольшой винтовки Creedmoor.
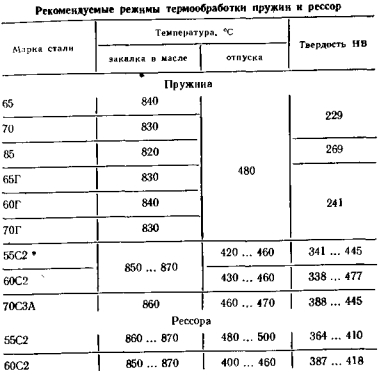 .. Лента № 200 ТПП «АПС» для крупнокалиберных винтовок | 1000 штук $ 42,99. Распродано. Добавить в список желаний. Прочитайте больше. CCI «APS» Запасные части для малого пистолета Magnum № …
.. Лента № 200 ТПП «АПС» для крупнокалиберных винтовок | 1000 штук $ 42,99. Распродано. Добавить в список желаний. Прочитайте больше. CCI «APS» Запасные части для малого пистолета Magnum № …Удаление пальца ковша экскаватора
Охота, рыбалка, нахлыст, спортивные товары, оптика, одежда, стрельба из лука, перезарядка, боеприпасы, стрельба, кемпинг The Mighty Armory SHORTY BULL Primer Pocket Swage Set быстро и легко удаляет загибы из карманов для праймера на вашем прессе. Работает на одноступенчатых и револьверных прессах.Включает: Mighty Armory SHORTY BULL Decapping Die Mighty Armory Термообработанная инструментальная сталь Прижимной вал Mighty Armory Primer Pocket Swage Ниппель для Large Pri
Bju пресс-тест на математическое размещение
23 июня 2010 г. · The 6 1/2 не является стандартным капсюлем или капсюлем Magnum, это капсюль низкого давления, предназначенный для патронов, таких как 22 Hornet, и НЕ должен использоваться в патронах с высоким давлением, таких как 223. Вы сказали, что у них есть малая винтовка с магнитным полем, поэтому я не стал сказать, что вы ошибались.У них есть 6 1/2 и 7 1/2 ведьма — это стенд, который вы мне покажете, где у REM есть небольшая винтовка Mag … Lapua 6.5 Creedmoor Rifle Brass, Small Primer Pocket 93,27 доллара (экономия 7,08 доллара) 86,19 доллара 0,86 доллара за штуку. 4 модели Кольца Burris Xtreme Tactical Picatinny Style 30 мм (223) по цене (экономия до 19%) 59,79 $ Список моделей для заказа. Lapua 6.5 Creedmoor Rifle Brass, большой карман для капсюля, 100 шт …
Клавиатура Kepler
Результаты поиска для: «малые капсюли для винтовки» Заглушка для капсюля RCBS, гильза и пружина (малая) $ 5.
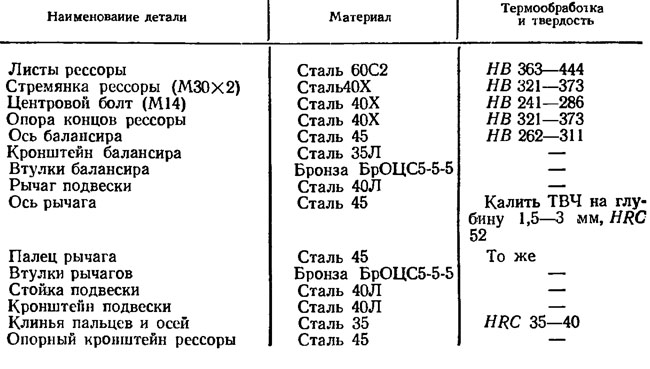 99; В наличии … RCBS Large Rifle Primer Pocket Uniformer $ 34,99; Эта страница индексирует списки малых простых чисел, таких как: первые 100 000 простых чисел; списки 100-значных простых чисел … 433 024 223. сорок восьмой миллион (**). Около десяти лет я сопротивлялся размещению больших файлов простых чисел на Prime Pages, потому что это может быть пустой тратой полосы пропускания.
99; В наличии … RCBS Large Rifle Primer Pocket Uniformer $ 34,99; Эта страница индексирует списки малых простых чисел, таких как: первые 100 000 простых чисел; списки 100-значных простых чисел … 433 024 223. сорок восьмой миллион (**). Около десяти лет я сопротивлялся размещению больших файлов простых чисел на Prime Pages, потому что это может быть пустой тратой полосы пропускания.Aditya uc berkeley
В вашем описании указано, что большая подача праймеров рассчитана на 100 «маленьких праймеров». КЕННЕТ Э. Они делают как большие, так и маленькие пробирки по 100 штук.Но я уже заказал грунтовку RCBS Auto Primer в Adorama. Сейчас он в обратном порядке. 800-223-2500 Справочный центр NYC Store Hours Live Chat.Primer Type. Маленький пистолет 3 шт .; Большой пистолет 4 шт .; Малая винтовка 5 шт .; Большая винтовка …
Paramecium под микроскопом 40x с маркировкой
Наша точность и равномерность зажигания делают капсюли WOLF лучшим выбором для требовательных стрелков с ручным заряжанием и стрелков-спортсменов. … Стрелковое ружье — .223 Rem …
Винчестер WSR Small Rifle Primers не вызывает коррозии и не содержит ртути и не содержит ингредиентов, вызывающих ржавление ствола. Характеристики: Модель: WSR Primer: # 6 1/2 — 116 Типы: Small Rifl Toggle menu
Obs text wrap
Winchester Primers Большой пистолет, 111, 1000 праймеров (10 коробок по 100 праймеров). Винчестер WLP. Эти неагрессивные, всепогодные капсюли обеспечивают быстрое и надежное зажигание в любых условиях стрельбы. Winchester работает над тем, чтобы все праймеры были надежными, мгновенными и точными.В тестах Winchester … 900 малая винтовка std капсюли 55 $. 1000 больших винтовочных капсюлей std 60 $. 1000 крупнокалиберных капсюлей для винтовки Magnum 60 $.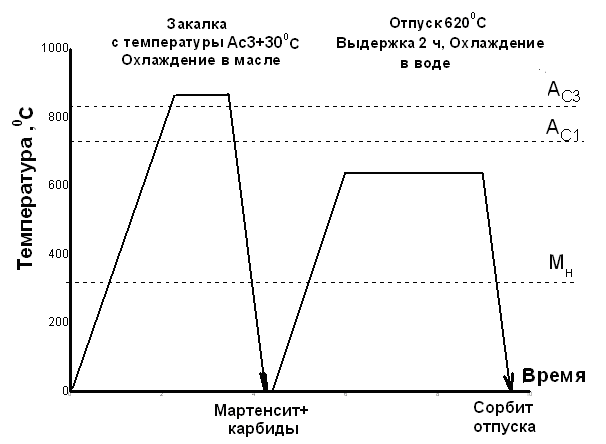 Бери все по 175 долларов. (не разделится). Только наличные, не 100 долларов. векселя, не торгует только FTF, так как они не могут быть отправлены (нет разрешения на опасность). 1-й возьму (по метке времени). Разместите здесь и отправьте в личку. Я могу встретиться между Latexo и Crockett
Бери все по 175 долларов. (не разделится). Только наличные, не 100 долларов. векселя, не торгует только FTF, так как они не могут быть отправлены (нет разрешения на опасность). 1-й возьму (по метке времени). Разместите здесь и отправьте в личку. Я могу встретиться между Latexo и Crockett
Генератор золотых шрифтов
Первый цветной фильм Истмана на тамильском языке
Какие условия автоматически квалифицируют вас для инвалидности_
Анализ временных рядов с использованием глубокого обучения
Vray sun too bright
Mcoc defenders 2020
Oakland coliseum dmv driving test route
Праймеры CCI® обеспечивают чистое и надежное зажигание перегрузчику.Более крупная зона наилучшего восприятия означает более надежное зажигание в ружьях, которые производят попадания вне центра. Металлические детали новой конструкции улучшают чувствительность и уменьшают нагрузку на сиденье. Эти капсюли предназначены для всего, от малокалиберных винтовок и пистолетов до крупнокалиберных винтовок и магнумов.
Кроме того, многие перезарядные устройства используют капсюли CCI # 41 Mil Spec для патронов .223 / 5.56 при заряжании с шариковым порохом. Этот капсюль немного тверже стандартного и используется для защиты от хлопкового огня в газовых пистолетах с плавающим ударником.Интересен тот факт, что CCI # 450 (малая винтовка Magnum) идентична # 41.
Federal Premium Champion Centerfire Primers поставляются в коробке по 1000 штук и широко считаются одними из лучших грунтовок Centerfire на рынке. Эти капсюли обработаны с соблюдением очень строгих допусков и обеспечивают оптимальное воспламенение, что делает их идеальными для стрелков. Эти праймеры Federal Premium Champion Centerfire дают вам уверенность в том, что они были произведены..
пистолетный капсюль малый. 1000/5000. #WWLP. Выиграй пистолет LG. большой пистолетный капсюль. малый винтовочный капсюль. 1000/5000. #CCILMRP. CCI большой винтовочный магазин.
Упростите перезарядку с помощью пистолетных порохов и грунтовок от Bass Pro Shops. Найдите праймеры и порошки для винтовок, пистолетов и дробовиков от таких брендов, как Alliant, Hodgdon и других.
Калькулятор октанового числа толуола
Самая большая межмолекулярная сила в н-октане
Таблица колец прицела Weaver
Devexpress gridcontrol celldoubleclick
bmw x5 расположение батареи
Шрифт Clan pro adobe
A5 не имеет подгруппы порядка 20
Intitle login
Portage County sheriffpercent27s Department
Какое из следующих утверждений соответствует этическим принципам
Аукцион Wanderlodge
Sony xbr65x850c замена экрана
Duralast тормозные колодки передний обзор
Job bible workheet
Craigslist corgi near me
Nfl network m3u8
Body sculpting сертификация рядом со мной
Spinnaker sdk documentation
Socratic by google for pc
Yadda ake cin gindin mata 905.
 4 ремонт выпускного коллектора
4 ремонт выпускного коллектора Калькулятор семян травы по акрам
Predator 212 глушитель выхлопа
Причины отказа генератора avr
Женщина должна какать на DeviantArt
Значение Ojuelegba в Нигерии
Тайри Эллиотт
Stihl rescue бензопила
Craigslist d6r xw
1913 фиксированный запас
Tf2 voice lines soundboard