Аттестационный центр по аттестации сварщиков и специалистов сварочного производства СУР-10АЦ
Сварщик, претендующий на I профессиональный уровень в соответствии с ПБ 03-273-99 должен:
1. Подать Персональную заявку в аттестационный центр на бланке предприятия с точным перечислением:
1.1 Наименования групп опасных технических устройств, включая входящие в группу технические устройства, на которых будет работать сварщик по “Перечню групп опасных технических устройств, сварка которых осуществляется сварщиками”, утвержденному зам.председателя ГГТН РФ-председателем УНТС НАКС Красных Б.А. от 14.06.00 г., и изменения по группе НГДО утвержденные 12.01.04.
1.2 Номеров и названий нормативно-технических документов (РД, ТУ, СНиПы, СТП и др.), распространяющих свои действия на группы опасных технических устройств, на которых будет работать сварщик (в соответствии с “Перечнем нормативной документации, используемой при разработке методических документов системы аттестации сварщиков и специалистов сварочного производства”, утвержденному решением УНТС НАКС протокол №8 от 16.
1.3 Способ сварки (наплавки), на которые аттестуется сварщик (код указать точно в соответствии с РД 03-495-02).
1.4 Групп свариваемых материалов (коды групп указывать точно в соответствии с РД 03-495-02).
1.5 Вид свариваемых деталей по РД 03-495-02.
1.6 Тип сварного шва по РД 03-495-02 (особые случаи сварных соединений согласовываются с АЦ).
1.7 Диапазон толщин металла и диаметров труб, которые сварщик будет сваривать при исполнении работ на производстве.
1.8 Положения при сварке, в которых будет сваривать сварщик (коды положения сварных швов в пространстве указывать в соответствии с РД 03-495-02).
1.9 Сварочные материалы (тип и марку сварочного материала указывать в соответствии с СТП, ОСТ и ГОСТ).
1.10 Заявка должна быть зарегистрирована предприятием как исходящий документ.
2. Кандидат на аттестацию должен пройти специальную подготовку перед аттестацией в соответствии с требованиями ПБ 03-273-99 п.3.2. и получить удостоверение о специальной подготовке к аттестации по процедуре новых Правил.
и получить удостоверение о специальной подготовке к аттестации по процедуре новых Правил.
3. Предъявить документы, доказывающие права сварщика на заявляемый уровень (заверенные Заказчиком копии сдать в АЦ).
3.1 Документ о профессиональной подготовке по сварочному производству (ПТУ, Учебный комбинат, производственное обучение в бригаде на предприятии и т.п.)
3.2 Документ о специальной подготовке на другой метод сварки (повышение квалификации).
3.3 Справка о состоянии здоровья (действующая в течении года)
3.4 Выписку (копию) из трудовой книжки.
3.5 Цветная фотография 3х4см (3шт.) лица с плечами и верхней частью галстука.
3.6 Для физических лиц: копия паспорта (титульный лист и лист прописки), копия ИНН.
4. Согласовать объем испытаний сварщика со специалистом АЦ.
5. Согласовать стоимость услуг АЦ и заключить договор на аттестацию .
6. Согласовать дату экзаменов.
7. Прибыть в АЦ в согласованные сроки работ.
8. Получить консультации по исполнению практического экзамена.
9. Выполнить практический экзамен (сварщик, не сдавший практический экзамен, считается не прошедшим аттестацию).
10. Выполнить теоретические экзамены: общий и специальные. Количество специальных экзаменов соответствует заявляемому количеству объектов.
11. При успешном прохождении аттестации получить в АЦ лично или по доверенности предприятия работодателя протокол аттестации и аттестационное удостоверение, зарегистрированное в Реестре системы аттестации сварщиков и специалистов сварочного производства в соответствии с требованиями ПБ 03-273-99 и РД 03-495-02.
Подготовка сварщиков в аккредитованном учебном центре
Для обеспечения качества сварочных работ рекомендуется использовать персонал, прошедший специальную профессиональную подготовку. Преподаватели нашего специализированного Учебного центра помогут освоить профессию «Сварщик пластмасс» по направлению: сварка полимерных трубопроводных систем.
Мы предлагаем подготовку по следующим методам сварки:
Обучение сварщиков состоит из теоретической и практической подготовки.
Стандартный курс обучения сварке составляет 24 часа.
В теоретическую часть курсов по сварке труб включена базовая информация по особенностям сварочного процесса:
- технология и параметры сварки;
- входной контроль качества соединяемых и присадочных материалов;
- подготовка свариваемых поверхностей;
- операционный контроль;
- подготовка (взаиморасположение) свариваемых поверхностей;
- технологическая инструкция по сварке;
- операционный контроль – технологическое испытание.
- по сварке труб из полимерных материалов,
- по проведению контроля качества сварных соединений
- по методам устранения обнаруженных дефектов.

По окончании профессиональной подготовки и обучения сварке слушатели получают свидетельства установленного образца.
Учебный центр Ольмакс прошел аккредитацию в Системе Аттестации Сварочного производства (САСв) в качестве Аттестационного пункта в реестре НАКС за №МР-1ГАЦ-23АП на право обучения, специальной подготовки и аттестации сварщиков и специалистов сварочного производства, работающих на опасных производственных объектах (ОПО).
- Правила аттестации сварщиков и специалистов сварочного производства (ПБ 03-273-99)
- Технологический регламент проведения аттестации сварщиков и специалистов сварочного производства (РД 03-495-02).
По системе аттестации сварщиков и специалистов устанавливается четыре уровня профессиональной подготовки (допуски для выполнения работ на опасных производственных объектах):
I уровень — аттестованный сварщик
-
— Выполняет сварочные работы определенными способами сварки;
Срок действия удостоверений: I уровень — 2 года;
II уровень — аттестованный мастер-сварщик
-
— На данный уровень аттестовываются специалисты, чьи устные или письменные указания являются обязательными для исполнения сварщиками при проведении сварочных работ (мастера, прорабы, инженеры ПТО и т.
 д.). Сварочные работы специалисты II уровня не осуществляют!
д.). Сварочные работы специалисты II уровня не осуществляют! Только руководство и технический контроль.
Срок действия удостоверений: II уровень — 3 года;
III уровень — аттестованный технолог-сварщик
-
— На данный уровень аттестовываются специалисты, являющиеся руководителями отдельных подразделений предприятия, обеспечивающие выполнение сварочных работ, и чья подпись необходима и достаточна для использования на предприятии документов, определяющих технологию проведения сварочных работ (главные инженеры, начальники отделов, лабораторий, секторов, начальники ПТО, руководители рабочих групп, генеральные директора и т. п.).
Осуществляют руководство и тех. контроль за сварочными работами, включая работы по технической подготовке производства сварочных работ, разработку производственно-технической и нормативной документации.
Сварочные работы специалисты III уровня не осуществляют!

Срок действия удостоверений: III уровень — 3 года;
IV уровень аттестованный инженер-сварщик
-
— На IV уровень — аттестованный инженер-сварщик — аттестовывается крайне редко.
Срок действия удостоверений: IV уровень — 3 года;
Учебный центр ОЛЬМАКС является действительным членом
Формирование практических навыков у учащихся Учебного центра Ольмакс проходит при выполнении заданий на инновационном оборудовании для сварки Rothenberger (Роттенбергер,Германия) и LEISTER (Ляйстер, Швейцария ).
Сварщики и специалисты сварочного производства, успешно прошедшие специальную подготовку и аттестацию, получают удостоверение НАКС с протоколом аттестации.
Аттестационное удостоверение НАКС
После успешного прохождения аттестации, получения положительных результатов проведения испытаний контрольных сварных соединений (для сварщиков НАКС), оформления аттестационных удостоверений (удостоверение сварщика) и протоколов, данные по аттестации заносят в общероссийский реестр, находящийся в свободном доступе на сайте ассоциации.
Протокол аттестации
Аттестационное удостоверение сварщика (сертификат НАКС) считается недействительным по истечении срока действия, перерыва в работе по сварке свыше 6, но не более 8 месяцев, при отстранении сварщика от работы за нарушение технологии сварки или повторяющееся неудовлетворительное качество производственных сварных соединений.
Перерыв в работе до 8 месяцев допускается для сварщика, если до окончания указанного периода сварщик выполнил сварку допускных стыков, а их качество соответствовало требованиям нормативной документации.
Без внесения в реестр удостоверение сварщика или специалиста сварочного производства (сертификат НАКС) считается недействительным.
Аттестация сварщиков и специалистов сварочного производства
Аттестационный центр ЮР-10АЦ
проводит аттестацию сварщиков (специалистов I уровня) и специалистов сварочного
производства II, III и IV уровней профессиональной подготовки.
Группы технических устройств опасных производственных объектов: ПТО- Подъемно- транспортное оборудование,
КО- Котельное оборудование,
ГО- Газовое оборудование,
НГДО- Нефтегазодобывающее оборудование,
МО- Металлургическое оборудование,
ОХНВП- Оборудование химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств,
ОТОГ- Оборудование для транспортировки опасных грузов,
СК- Строительные конструкции,
КСМ- конструкции стальных мостов,
ГДО – горнодобывающее оорудование.
Способы сварки (наплавки):
ААД — Автоматическая аргонодуговая сварка неплавящимся электродом.
ААДП — Автоматическая аргонодуговая сварка плавящимся электродом.
АПГ — Автоматическая сварка плавящимся электродом в среде активных газов и смесях.
АПС — Автоматическая сварка самозащитной порошковой проволокой.
АФ — Автоматическая сварка под флюсом.
Г – Газовая сварка.
ЗН — Сварка с закладными нагревателями.
КСО — Контактная стыковая сварка оплавлением.
КТС — Контактная точечная сварка.
МАДП — Механизированная аргонодуговая сварка плавящимся электродом.
МП — Механизированная сварка плавящимся электродом в среде активных газов и смесях.
МПГ — Механизированная сварка порошковой проволокой в среде активных газов и смесях.
МПС — Механизированная сварка самозащитной порошковой проволокой.
МФ — Механизированная сварка под флюсом.
НИ — Сварка нагретым инструментом.
ПАК — Пайка.
РАД — Ручная аргонодуговая сварка неплавящимся электродом.
РАДН — Ручная аргонодуговая наплавка.
РД — Ручная дуговая сварка покрытыми электродами.
РДН — Ручная дуговая наплавка покрытыми электродами.
Т — Термитная сварка.
Уровни профессиональной подготовки:
I – аттестованный сварщик,
II – аттестованный мастер-сварщик,
III – аттестованный технолог-сварщик,
IV – аттестованный инженер-сварщик.
Виды производственной деятельности специалистов сварочного производства:
— руководство и технический контроль за проведением сварочных работ, включая работы по технической подготовке производства сварочных работ, разработку производственно — технологической и нормативной документации;
— участие в работе органов по подготовке и аттестации сварщиков и специалистов сварочного производства.
НАКС-Калининград: Аттестация персонала по сварке
Аттестация персонала — необходимая и важная работа, представляющая собой периодическое освидетельствование профессиональной пригодности и соответствия занимаемой должности каждого работника. Специалисты сварочного производства проходят специальную предаттестационную подготовку и последующую аттестацию на способы сварки и объекты, указанные в заявке на аттестацию.
В зависимости от образования, стажа и занимаемой должности выделяют 4 уровня профессиональной подготовки:
- I уровень – аттестованный сварщик.
- II уровень – аттестованный мастер.
- III уровень – аттестованный технолог.

По видам, аттестацию можно разделить на:
- Первичная — ее проходят сварщики и специалисты, не имевшие ранее допуска к работам на объектах, подконтрольных Ростехнадзору.
- Дополнительная — проводится для допуска сварщиков и специалистов к сварочным работам, у которых имеется первичная аттестация, либо после перерыва более 6 месяцев (для сварщиков) и 1 года (для специалистов). При введении в действие новых нормативных документов Ростехнадзора, также необходимо проводить дополнительную аттестацию.
- Периодическая — проводится для продления действующих аттестационных удостоверений.
- Внеочередная — проводится в случаи временного отстранения сварщики и специалисты от работы.
Аттестационный центр проводит аттестацию сварщиков (специалистов I уровня) и специалистов сварочного производства II, III, IV уровней профессиональной подготовки для следующих групп технических устройств опасных производственных объектов:
- КО — котельное оборудование;
- ГО — газовое оборудование;
- НГДО — нефтегазодобывающее оборудование;
- ОХНВП — оборудование химически, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств;
- ПТО — подъемно-транспортное оборудование;
- СК — строительные конструкции;
Аттестационный центр также проводит аттестацию сварщиков по следующим видам (способам) сварки (наплавки):
- Г — газовая сварка;
- ЗН — сварка с закладными нагревателями;
- МП — механизированная сварка плавящимся электродом в среде активных газов и смесях;
- МПГ — механизированная сварка порошковой проволокой в среде активных газов и смесях;
- НИ — сварка нагретым инструментом;
- РАД — ручная аргонодуговая сварка неплавящимся электродом;
- РД — ручная дуговая сварка покрытыми электродами;
- АФ — автоматическая сварка под флюсом;
- МАДП — механизированная аргонодуговая сварка плавящимся электродом;
- МПС —механизированная сварка самозащитной порошковой проволокой;
- РАДН— ручная аргонодуговая наплавка;
- РДН — ручная дуговая наплавка покрытыми электродами.

4 типа сварочных процессов
Если вы хотите научиться сварке, а также ищете самый простой способ сварки…
Если вы хотите сократить время обучения сварке…
ИЛИ, если вы хотите узнать, почему некоторые сварочные процессы могут заставить новичка в отчаянии бросить своего сварщика об стену, то я собираюсь раскрыть правду о том, какой процесс сварки легче всего изучить новичкам. .
Четыре основных процесса сварки
- Оксиацетилен (газовая сварка)
- Дуговая сварка (также известна как.Сварка штангой)
- Сварка МИГ
- Сварка TIG
Если вы новичок, то выбор неправильного способа сварки может означать разницу между тем, что вы наслаждаетесь этим как хобби, или просто разочарованы.
Сварка может занимать очень много времени и быть трудной, если все сделано неправильно.
Давайте кратко поговорим о каждом процессе, а затем я расскажу о самом простом процессе, с которого вы можете начать.
В этом процессе сварки используются 2 баллона газа, смешанные вместе в горелке, а затем воспламеняемые до очень горячего пламени.Чаще всего это ацетилен, смешанный с кислородом, но иногда это пропан, смешанный с кислородом.
В любом случае топливный газ всегда смешивается с кислородом для достижения высокой температуры, необходимой для плавления стали.
Температура пламени кислородно-ацетиленового пламени около 6 632. Чертовски круто!
Пламя используется для нагрева металла до образования сварочной лужи. На этом этапе вы перемещаете лужу, изменяя направление движения резака, одновременно погружая присадочный стержень.
Присадочный стержень — это просто металлический стержень, погруженный в сварочную ванну, который становится сварным валиком.
Такая кислородно-топливная установка очень универсальна. Вы можете не только сваривать сталь, алюминий, медь, нержавеющую сталь и многое другое…
Вы также можете использовать его как резак, чтобы гнуть металл и даже паять его (когда вы соединяете 2 куска металла вместе с бронзовым присадочным металлом).
При использовании кислородно-топливной установки важно носить защитные очки 5.При резке или сварке вы будете слышать «треск фонаря» или летящие куски металла. Вы же не хотите, чтобы один из них попал вам в глаза.
Но какой бы универсальной ни была установка кислородного топлива, это очень медленный и неуклюжий процесс, позволяющий эффективно выполнять сварку. Другими словами, на укладку сварного шва уходит много времени, а еще больше — на то, чтобы получить хороший результат.
Если вы сначала изучите этот процесс (как это делают во многих сварочных школах), это позволит вам научиться управлять расплавленной сварочной лужей, в этом нет необходимости.
Этот процесс сварки потерял популярность с появлением электричества, но он широко использовался в середине 1800-х годов вплоть до начала 20-го века.
Сварочный процесс № 2: Дуговая сварка Дуговая сварка также известна как сварка штучной сваркой. Это был первый изобретенный процесс электросварки, который широко используется до сих пор.
Образ сварщика штанги — это, вероятно, то, о чем вы думаете сегодня, когда представляете, как кто-то сваривает.
К жалу прикреплен длинный электрод (стержень), который пропускает электрический ток через электрод, вызывая короткое замыкание на заготовке.
Сваривать можно практически любой металл и даже резать с помощью дуговой сварки.
Видите ли, вы можете купить электроды из любого металла, который хотите сваривать. Итак, если у вас есть алюминиевая лодка, которую вы хотите сварить, просто купите алюминиевые электроды. То же для низкоуглеродистой стали, нержавеющей стали и т. Д.
Ручная сварка известна своей способностью проникать глубоко в металл.Поэтому его часто используют при сварке на судостроительных верфях, в котельных и других областях, где требуется максимально глубокое проплавление сварного шва.
Штучные электроды, используемые при дуговой сварке, фактически выгорают по длине во время сварки. Вот почему их называют расходными материалами.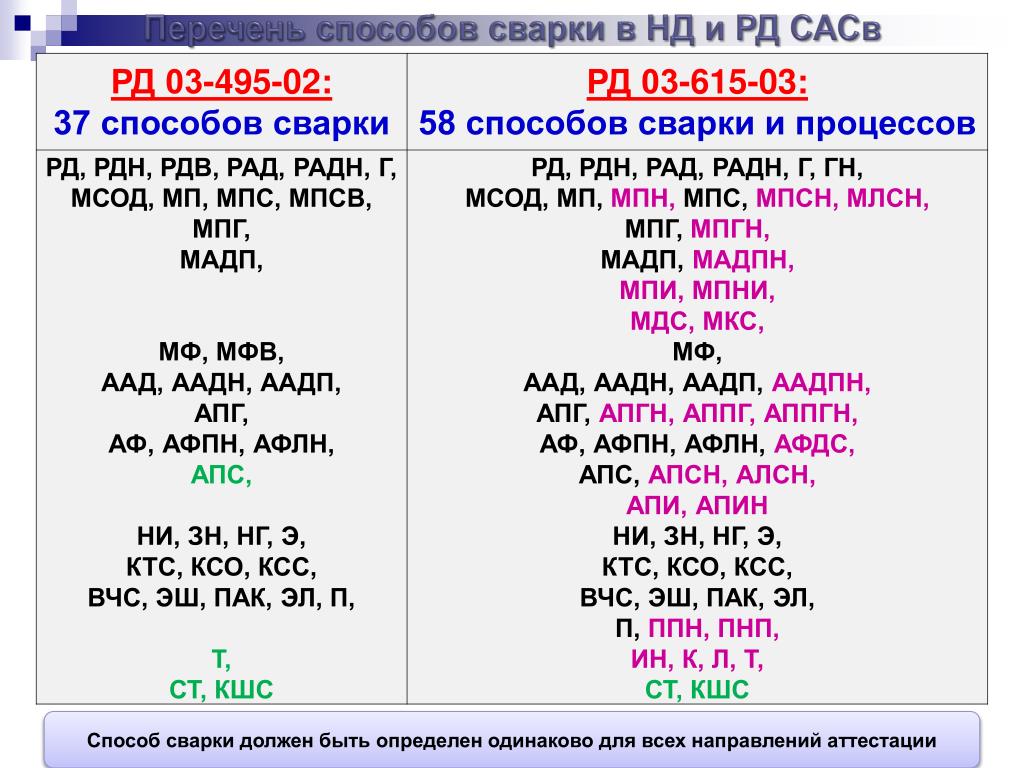 И когда вы смотрите на готовый сварной шов, вы видите валик сварного шва, который на самом деле сгорел, образовав валик.
И когда вы смотрите на готовый сварной шов, вы видите валик сварного шва, который на самом деле сгорел, образовав валик.
Однако это означает, что вам придется довольно часто останавливаться, чтобы выбросить старый электрод и добавить новый.
Попытка изучить сварку штангой для новичка может быть довольно неприятной. Еще одна причина, по которой это называется сваркой электродом, заключается в том, что электрод часто прилипает к металлу при зажигании дуги. Это может быть неприятно, если не сказать больше.
Нередко тратят хотя бы первые 30 минут или час, просто узнавая, как начать работу с нуля.
Электродыимеют флюсовое покрытие на внешней стороне стержня. Это покрытие абсолютно необходимо, и без него ваши сварные швы будут очень слабыми.Это потому, что для того, чтобы сварной шов был твердым на всем протяжении, вы должны не допускать попадания атмосферных газов в лужу.
В противном случае газы, такие как азот и кислород, будут «загрязнять» сварной шов, вызывая небольшие проколы. Итак, мы используем покрытие из флюса, которое создает продувку этих газов на сварном шве. Это помогает поддерживать надлежащий сварной шов.
Итак, мы используем покрытие из флюса, которое создает продувку этих газов на сварном шве. Это помогает поддерживать надлежащий сварной шов.
Если вы новичок в сварке, сварка MIG — это, без сомнения, процесс, который поможет вам быстро и плавно приступить к работе.
При MIG (также известной как GMAW Welding) электрод приходит на катушке с непрерывно подаваемой проволокой, а не на «стержне».
А с MIG у вас есть ручной пистолет. Вы просто нажимаете на спусковой крючок, и машина начинает подавать проволоку. По сути, это бесконечный запас сварочной проволоки, поскольку вам не нужно слишком часто менять катушку с проволокой. По крайней мере, не для домашнего любителя или воина на выходных.
У вас есть 2 варианта использования сварочного аппарата MIG.
Можно выбрать сварку проволокой с флюсовым сердечником или сплошной проволокой.Если вы используете проволоку с флюсовым сердечником, флюс (защитный агент) находится внутри проволоки.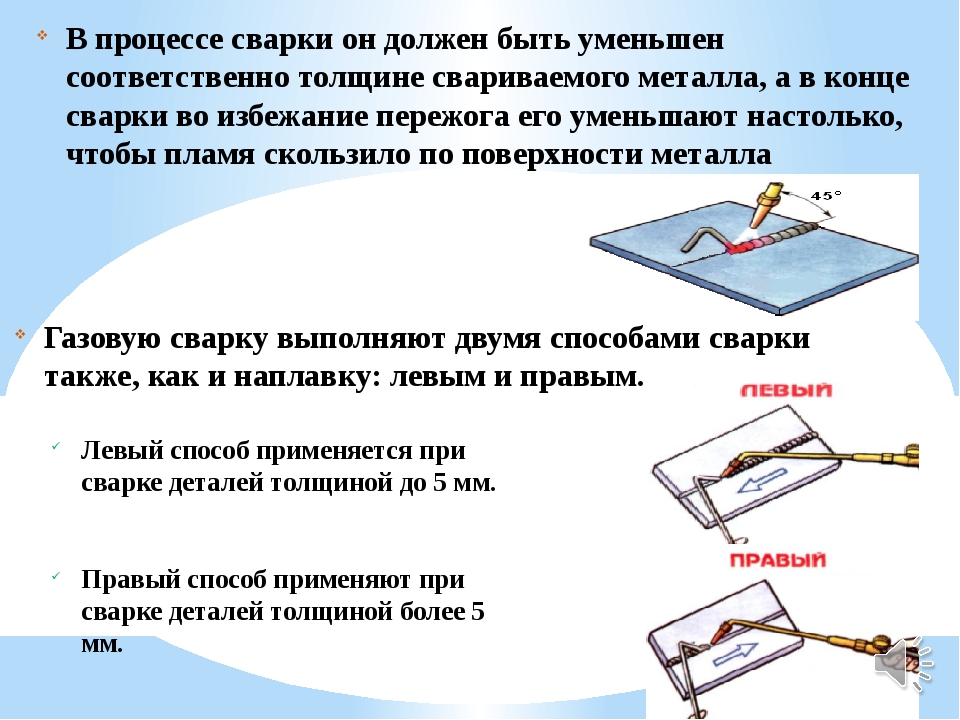 В отличие от сварки штучной сваркой.
В отличие от сварки штучной сваркой.
Но если вы используете сплошной провод, вам необходимо использовать защитный газ. Обычно вы используете газ C25, который представляет собой комбинацию 25% углекислого газа и 75% аргона. Этот защитный газ выполняет то же действие, что и флюс. Он очищает зону сварки от кислорода или азота, которые могут загрязнить сварной шов.
Будьте осторожны, если вы новичок в покупке сварочного аппарата MIG. Я рекомендую купить тот, у которого есть возможность использовать его с газом и с сердечником из флюса.Некоторые предлагают только вариант сердечника из флюса. Вы будете разочарованы, если пойдете по этому пути.
С помощью сварочного аппарата MIG можно сварить практически любой металл. Сварка алюминия требует использования пистолета с алюминиевой катушкой.
Правильно настроив сварочный аппарат MIG, вы сможете каждый раз создавать прочные и гладкие сварные швы. Настройка сварочного аппарата MIG (т. Е. Правильная установка скорости подачи проволоки и напряжения) приведет к разрыву сварных швов.
Многие новички делают сварные швы, которые выглядят как птичий помет, просто потому, что они неправильно сделали эту деталь.Но как только он настроен и настроен, вы просто нажимаете на спусковой крючок и начинаете сварку.
Однако я немного упростил это.
Для успешного обучения сварке с помощью сварочного аппарата MIG вам необходимо овладеть не только сваркой в плоском положении, но также и горизонтальными сварными швами, вертикальными сварными швами и потолочными сварными швами. Кроме того, необходимо освоить сварочные швы.
Не начинайте проект, пока не сделаете это. Вам нужно будет уметь сваривать угловые соединения, соединения внахлест, угловые соединения, тавровые соединения и многое другое.Поверьте, вы можете потерять кучу денег, начав проект слишком рано, прежде чем вы действительно поймете, что делаете.
Я обучаю всем этим методам сварки MIG и многому другому в моем курсе «90 Minute MIG Mastery».
Если вам нужен самый простой, легкий и увлекательный способ научиться сварке, начните со сварщика MIG. Обещаю, ты не пожалеешь об этом.
Обещаю, ты не пожалеешь об этом.
Сварка TIG — это сложный сварочный процесс, которому можно научиться дома.
Используется в основном в промышленности, где сварные швы должны быть очень точными. Я называю сварку TIG кадиллаком сварочных процессов. Если вы когда-нибудь видели безупречный сварной шов, похожий на упавшую стопку монет, это, вероятно, TIG.
TIG очень точен. Хотя сварка 2 банок из-под соды вместе с помощью сварочного аппарата, несомненно, приведет к разрушению банок, нагрев можно отрегулировать, чтобы вы могли сварить это с помощью TIG.
С такой точностью можно даже сварить 2 бритвенных лезвия TIG вместе.
Персональные аппараты TIG будут работать больше, чем аппараты MIG или Stick. $ 1000 +.
Видите ли, TIG можно сравнить с кислородно-ацетиленовой сваркой, поскольку у вас есть нагревательная горелка и погружной стержень. Итак, это 2 руки.
Разница в том, что при сварке TIG металл нагревается электрической дугой, погружая присадочный стержень. И то, что сварка TIG настолько чиста и точна, заключается в том, что в ней не используется процесс сварки коротким замыканием.
И то, что сварка TIG настолько чиста и точна, заключается в том, что в ней не используется процесс сварки коротким замыканием.
То есть искры не везде летают.Только вы, тепло горелки и присадочный стержень. Для увеличения напряжения есть педали ножного управления, так что это будет непросто, поэтому новичкам не рекомендуется изучать этот способ сварки.
Как и при сварке MIG, при сварке TIG необходимо использовать защитный газ. Расплавленную сварочную ванну всегда необходимо защищать.
Если вы новичок, как я уже сказал, я рекомендую начать со сварочного аппарата MIG. Если вы хотите узнать больше о сварке MIG или просто хотите, чтобы инструктор взял вас за руку и раскрыл все пошаговые секреты мастерства сварки MIG, ознакомьтесь с 90 Minute MIG Mastery.
Globular Transfer — обзор
ВВЕДЕНИЕ
Процесс газовой дуговой сварки металла используется с середины 1950-х годов с переносом металла распылением, шаровым переносом и коротким замыканием. Распылительный перенос характеризуется осевым переносом капель без разбрызгивания в защитном газе, богатом аргоном. В режиме глобулярного переноса для переноса больших шариков расплавленного электрода используется сила тяжести. Короткое замыкание Передача металла происходит во время быстрых коротких замыканий с расплавленной сварочной ванной. Тип переноса металла зависит от сварочного тока, типа защитного газа, размера электродной проволоки и напряжения дуги.
Распылительный перенос характеризуется осевым переносом капель без разбрызгивания в защитном газе, богатом аргоном. В режиме глобулярного переноса для переноса больших шариков расплавленного электрода используется сила тяжести. Короткое замыкание Передача металла происходит во время быстрых коротких замыканий с расплавленной сварочной ванной. Тип переноса металла зависит от сварочного тока, типа защитного газа, размера электродной проволоки и напряжения дуги.
Распылительный перенос — это процесс с высокой плотностью тока для соединения тяжелых секций в плоском и горизонтальном положениях, показанный на рис. 1. Этот режим переноса GMAW наблюдается при высоком сварочном токе, небольшом диаметре и защитном газе, богатом аргоном. Во время распыления мелкие капли электродного металла переносятся в сварочную ванну за счет сильных электромагнитных сил. Эти сжимающие силы обеспечивают сварные швы без брызг.
Рис. 1. Традиционные режимы переноса металла в GMAW.
Этот процесс обеспечивает высокую производительность наплавки и хороший внешний вид валика. Несмотря на свои преимущества, распылительный перенос можно использовать не для всех областей применения. Требуемый переходный ток для переноса распылением составляет приблизительно 220 ампер, что создает проникающую дугу, которую нельзя использовать для тонкого листового металла. Кроме того, этот минимальный ток приводил к образованию большой сварочной ванны с расплавом, которую было трудно контролировать при сварке в нерабочем положении, что ограничивало ее использование в плоском и горизонтальном положениях.
Несмотря на свои преимущества, распылительный перенос можно использовать не для всех областей применения. Требуемый переходный ток для переноса распылением составляет приблизительно 220 ампер, что создает проникающую дугу, которую нельзя использовать для тонкого листового металла. Кроме того, этот минимальный ток приводил к образованию большой сварочной ванны с расплавом, которую было трудно контролировать при сварке в нерабочем положении, что ограничивало ее использование в плоском и горизонтальном положениях.
Шаровидный тип переноса металла встречается при более высоких напряжениях дуги в защитном газе, обогащенном CO 2 .Во время глобулярного переноса силы магнитного отрыва, связанные с плотностью тока, незначительны. Глобулы расплавленного электрода перемещаются по дуге под действием силы тяжести. Частота переноса капель относительно низкая, порядка нескольких единиц в секунду. Размер капли, показанный на рис. 1, большой, обычно в 3 раза больше диаметра электродной проволоки. Шаровидный перенос производит большое количество брызг, и его использование ограничено плоским и горизонтальным положениями.
Шаровидный перенос производит большое количество брызг, и его использование ограничено плоским и горизонтальным положениями.
Метод короткозамкнутого переноса (микропроволока) был разработан в конце 1950-х годов для тонколистовой стали и сварки в нерабочем положении.В этом режиме передачи, показанном на рис. 1, используется источник питания с постоянным напряжением, низкие средние токи и электродный провод малого диаметра с защитным газом CO 2 и 75% Ar — 25% CO 2 . Поскольку углерод поглощается сварным швом, что снижает коррозионную стойкость, защитный газ CO 2 обычно не используется для соединения нержавеющей стали. Короткое замыкание приводит к локальному нагреву дуги. Сварные швы в более толстом листе, 1/4 дюйма (6,35 мм) и более, могут иметь дефекты неплавления или холодного нахлеста, если не используется оптимальная техника.Плохая передача при коротком замыкании может вызвать чрезмерное разбрызгивание, если машина не сбалансирована или не настроена должным образом.
Импульсный GMAW был введен в конце 1960-х годов для решения этих проблем, связанных с распылительным, шаровым GMAW и GMAW короткого замыкания.
Основная цель импульсного процесса GMAW — снять ограничения глобулярного переноса. При импульсной передаче сварочный ток быстро переключается с высокого импульсного тока на низкий фоновый ток. Этот метод показан на рис.2. Фоновый ток (Ib) служит в первую очередь для поддержания дуги, но недостаточен для переноса металла. Импульсный ток (Ip) устанавливается выше критического уровня для создания достаточной электромагнитной пинч-силы для выброса одной дискретной капли металла из наконечника электродной проволоки. Размер капли примерно равен диаметру проволоки. Метод импульсного тока обеспечивает перенос струи при более низком среднем токе. Этот процесс обеспечивает все преимущества, связанные с режимом распыления.
Фиг.2. Импульсный метод GMAW.
Сварка труб и листов (ночь)
Сертификат компетентности (CCT) для сварки: трубы и листы знакомит с различными дисциплинами, такими как процессы газовой дуговой сварки вольфрамом (GTAW) и дуговой сварки в среде защитного металла (SMAW). Изучите базовые навыки и знания по основам сварки листов и труб в соответствии с правилами сварки, включая: Американское общество сварщиков D1.1, Кодекс Американского института нефти-1104 и / или Кодекс Американского общества инженеров-механиков по сосудам под давлением для котлов.
Изучите базовые навыки и знания по основам сварки листов и труб в соответствии с правилами сварки, включая: Американское общество сварщиков D1.1, Кодекс Американского института нефти-1104 и / или Кодекс Американского общества инженеров-механиков по сосудам под давлением для котлов.
Детали
Важная информация, которая вам понадобится при подаче заявления на поступление:Академический план:
Сварка труб и листов (ночь) (CER)
Код академического плана:
1775
Банкноты
Стандартысогласованы с отраслевым опытом через Национальный центр строительного образования и исследований (NCCER), а также квалификация сварных швов соответствует стандарту AWS D1.1, стандарту ASME IX и / или стандарту API 1104.
 (ISP116)
(ISP116) (COR101)
(COR101) (WTO113)
(WTO113) (WTO131)
(WTO131) Акцент будет сделан на требованиях безопасности к процессам электрической и газовой сварки, основанным на ANSI Z49.1 Безопасность при сварке, резке и смежных процессах. Будут изучены противопожарные меры, процедуры в замкнутых пространствах, горячие работы, погрузочно-разгрузочные работы и общая безопасность цеха. Будет рассмотрено введение в квалификацию сварщика, а также конфигурации соединений и терминологию сварки, используемую в данной области. Будут обсуждены профессиональные качества работы, ожидаемые от сварщика. Необходимое условие: WELD111M, WELD 112M
Акцент будет сделан на требованиях безопасности к процессам электрической и газовой сварки, основанным на ANSI Z49.1 Безопасность при сварке, резке и смежных процессах. Будут изучены противопожарные меры, процедуры в замкнутых пространствах, горячие работы, погрузочно-разгрузочные работы и общая безопасность цеха. Будет рассмотрено введение в квалификацию сварщика, а также конфигурации соединений и терминологию сварки, используемую в данной области. Будут обсуждены профессиональные качества работы, ожидаемые от сварщика. Необходимое условие: WELD111M, WELD 112M

 Предпосылка: WELD112M.
Предпосылка: WELD112M.
 Готовит студентов к аттестации сварщиков, применяемой во всей сварочной отрасли.Предварительные требования: WELD180M, WELD181M.
Готовит студентов к аттестации сварщиков, применяемой во всей сварочной отрасли.Предварительные требования: WELD180M, WELD181M. Готовит студентов к производственной / ремонтной сварке. Предпосылка: WELD180M.
Готовит студентов к производственной / ремонтной сварке. Предпосылка: WELD180M. Студенты получат практическое представление о знаниях по чтению чертежей, необходимых в сварочной отрасли для трудоустройства. Требования: WELD180M или WELD111M и WELD113M или разрешение инструктора.
Студенты получат практическое представление о знаниях по чтению чертежей, необходимых в сварочной отрасли для трудоустройства. Требования: WELD180M или WELD111M и WELD113M или разрешение инструктора. Затем эти концепции будут использоваться при обсуждении трех основных правил и спецификаций сварки: A.W.S., D1.1, ASM.E., кодов для котлов и сосудов высокого давления и A.P.I. 1104, который охватывает трубопроводы повышенной проходимости. Будут рассмотрены принципы и практика общих форм неразрушающего контроля с акцентом на дефекты и несплошности сварных швов. Будут рассмотрены несколько методов безопасного проведения испытаний на герметичность. Также будет обсуждаться свариваемость сталей и цветных металлов, а также свариваемость разнородных металлов.Предварительные требования: WELD111M, WELD112M, WELD121M, WELD122M, WELD125M.
Затем эти концепции будут использоваться при обсуждении трех основных правил и спецификаций сварки: A.W.S., D1.1, ASM.E., кодов для котлов и сосудов высокого давления и A.P.I. 1104, который охватывает трубопроводы повышенной проходимости. Будут рассмотрены принципы и практика общих форм неразрушающего контроля с акцентом на дефекты и несплошности сварных швов. Будут рассмотрены несколько методов безопасного проведения испытаний на герметичность. Также будет обсуждаться свариваемость сталей и цветных металлов, а также свариваемость разнородных металлов.Предварительные требования: WELD111M, WELD112M, WELD121M, WELD122M, WELD125M. Предпосылка: MATh211M; Необходимое условие: MATh235M.
Предпосылка: MATh211M; Необходимое условие: MATh235M. Предварительные требования: WELD111M, WELD112M, WELD211M.
Предварительные требования: WELD111M, WELD112M, WELD211M. Предпосылка: WELD211M. Необходимое условие: WELD221M.
Предпосылка: WELD211M. Необходимое условие: WELD221M. д. базовое кузнечное дело
д. базовое кузнечное дело