Как запаять полипропиленовую трубу когда течет вода
Иногда появляется необходимость припаять к полипропиленовой трубе в действующей водопроводной или какой-либо другой системе дополнительную трубу или трубную арматуру (поворот, отвод, тройник, кран и т. д.). Конечно, если нет технической возможности перекрыть воду выше, то ни о какой пайке речи быть не может.
Но даже если вода перекрывается и давления полностью отсутствует, жидкость может продолжать капать, особенно в стояке, и нет никакой возможности ее остановить, например, из-за ветхости крана и неполного его закрытия. В этом случае пайка также становится непростым делом, но есть один способ, который при некоторой сноровке, делает ее возможной, причем пайка при этом получается качественной и достаточно надежной.
Хитрость, с помощью которой можно временно заглушить трубу
Для этого необходимо взять свежий хлебный мякиш, хорошенько его размять пальцами и, когда он станет пластичным, как пластилин, стряхнув и протерев накопившуюся воду, заткнуть размягченным мякишем капающую полипропиленовую трубу, слегка проталкивая его дальше, чтобы создалось некоторое подобие затычки или пробки.
Теперь необходимо действовать очень сноровисто. Паяльный агрегат должен быть заранее включен и разогрет до требуемого температурного режима. Нагреваем концы запаиваемых труб или трубы с трубной арматурой (в нашем случае это быстродействующий кран) до пластического состояния, соединяем их и удерживаем в таком положении до полного отвердевания места пайки.
Возникает законный вопрос: как из трубы удалить созданную нашими же руками хлебную пробку, чтобы она не стала причиной закупорки и перекрытия воды в системе? Во-первых, ничего удалять не придется, во-вторых, при возобновлении подачи воды давление вынесет нашу импровизированную заглушку, размыв ее предварительно на мелкие фрагменты.
Можно ли хлеб заменить чем-то другим, более «надежным», как нам может показаться, например, жевательной резинкой или сырым тестом. Ни первый, ни второй вариант использовать нежелательно. Жевательная резинка точно закупорит трубу, затвердев под действием холодной воды. Сырое же тесто трудно разжижается водой и тоже может создать проблему, вплоть до разъема соединения для его удаления, и новой пайки.
 Остается только хлеб: он неплохо «держит» небольшой объем воды и легко размягчается под напором жидкости, делится на мелкие фрагменты и выносится из системы без остатка, причем за короткое время.
Остается только хлеб: он неплохо «держит» небольшой объем воды и легко размягчается под напором жидкости, делится на мелкие фрагменты и выносится из системы без остатка, причем за короткое время. Смотрите видео
Как паять полипропиленовые трубы своими руками: видео
Основные принципы технологии
Самое важное правило, о котором стоит помнить – это то, что полипропилен имеет свойство терять свои качества при перегреве. Несмотря на все положительные качества этого материала, он очень плохо переносит термическое воздействие. Температура диффузии молекул пластика этого типа – 140 градусов. При перегреве соединение может истончаться.
Температура диффузии молекул пластика этого типа – 140 градусов. При перегреве соединение может истончаться.
Именно поэтому полипропиленовые соединения не рекомендуется использовать для отопления, где рабочий процесс осуществляется в температуре более 120 градусов. Если нет других вариантов, то используйте армированные материалы, которые более прочны к высоким температурам.
Правила пайки:
- Специалисты отмечают, что соединяя фитинги и полипропиленовые коммуникации в домашних условиях, нужно использовать температуру 95 градусов, при этом трубы, армированные стекловолокном, могут быть сварены при 100–120 градусах;
- При работе с диаметром до 63 мм (наиболее часто встречаются в системах холодного водоснабжения), нужно использовать электромуфтовую сварку;
- Строго придерживайтесь отведенного времени воздействия. Если превысить его более, чем на 2 секунды, то пластик может расплавиться и труба просто не войдет в фитинг.
 Придется обрезать её;
Придется обрезать её; - Продолжительность и температура паяльного процесса выбирается исходя из диаметра и толщины стенок пластика.
 Придется обрезать её;
Придется обрезать её;Правильно подобрать нужную температур, при которой можно паять полипропилен, поможет специальная таблица:
| Диаметр, мм | 16 | 25 | 40 | 63 | 90 |
| Нагрев, с | 5 | 7 | 11 | 24 | 39 |
| Пауза, с | 4 | 4 | 4 | 6 | 6 |
| Охлаждение, с | 120 | 120 | 240 | 360 | 360 |
Эти показатели являются приблизительными и могут изменяться в зависимости от типа материала и рабочего инструмента. В данном случае они даны на паяльник с мощностью 1800 Вт. Это не профессиональный инструмент, поэтому для более высокотехнологичного оборудования параметры времени подбираются уменьшенными.
Фото — правильное соединениеВидео: как паять своими руками полипропиленовые трубы

Пайка без паяльника
Перед началом рабочего процесса необходимо подготовить место соединения. Нужный участок трубопровода обрезается и зачищается. Удобнее всего для этого использовать абразивную бумагу или наждачку средней жесткости. После срез затирается спиртом для обезжиривания и оставляется на пару минут для просыхания.
Очень важно соблюдать ровность среза. Угол должен быть либо 90 градусов, либо 45 в зависимости от типа пайки (в муфте или паяльником). Рассмотрим оба варианта.
Пошаговая инструкция, как паять канализационные полипропиленовые трубы диаметром до 63 без паяльника (муфтой):
- Участки трубы обрезаются под острым углом 40 градусов, обрабатываются и центрируются в муфте. Это очень ответственный процесс, если неправильно установить коммуникации, то запаять их будет очень сложно;
Фото — сварка в муфте
- Когда труба установлена, на один её конец надевается фитинг который будет служить соединяющим элементом, а в него продевается второй отрезок. На полученное соединение надевается электромуфта с мощностью 1800 Вт;
- Внимательно изучите параметры нагревающего устройства, чтобы не передержать соединение. В противном случае, как мы говорили выше, придется снова обрезать трубу, что не всегда возможно;
- После нагрева аккуратно отключите муфту. Используя разжимные приспособления, снимите её с трубы и поставьте полипропиленовую коммуникацию на охлаждение. Во время остуживания молекулы пластика снова принимают твердую форму, так завершается процесс диффузии – соединения.
 На полученное соединение надевается электромуфта с мощностью 1800 Вт;
На полученное соединение надевается электромуфта с мощностью 1800 Вт;Инструкция по пайке
Но при работе с коммуникациями большого диаметра или полипропиленовыми трубами, которые нужно паять в труднодоступных местах, без паяльника не обойтись. Здесь важно не только подготовить отрезки к обработке, но и правильно подобрать инструмент. Паяльные приспособления делятся на:
- Профессиональные (с мощностью от 2000 Вт). Они редко используются в домашних условиях главным образом из-за высокой мощности работы.
- Бытовые (с мощностью до 1800 Вт). Более распространенный вариант паяльных пистолетов. Такие продаются в сантехнических магазинах и компаниях, реализующих полипропиленовые и прочие пластиковые трубы.
Как паять полипропиленовые трубы паяльником:
- Чистите место среза при помощи наждачки и спирта или других обезжиривающих составов. Это очень важно для дальнейшего соединения;
- Установите трубы перед собой в специальную нагревающуюся насадку. Она выполнена из тугоплавкого материала, который не поддается плавлению при температуре нагревания полипропиленовых коммуникаций. Согласно времени в таблице выше нагрейте по всему диаметру насадку;
Фото — фиксация в насадке
- Спустя выбранный временной интервал во второе отверстие насадки требуется вставить второй отрезок трубы. Его тоже нужно зафиксировать, но уже под прямым углом, в отличие от варианта с муфтовым соединением;
- Чтобы проверить прочность сцепления деталей нужно надеть на трубу специальные насадки – пластиковые кольца.

После нужно просто охладить крепление согласно времени по таблице и снять трубу с насадки. Очень важно сразу уже насадку очистить от жидкого пластика при помощи деревянных лопаток или ложек, иначе в дальнейшем ее эксплуатация будет невозможна.
Советы по правильной пайке полипропиленовых труб:
- Обязательно разогрейте паяльник до полной готовности перед использованием, иначе нельзя будет четко рассчитать время работы;
- Варить полипропилен можно только в теплое время года. Любые работы с пластиком при минусовой температуре категорически запрещены;
- При остывании нельзя допускать деформации соединений или их прокручиваний, иначе нарушится герметичность;
- Также, нельзя забывать про меры безопасности. При работе с пластиком нужно надевать защитную маску и перчатки, нельзя работать в обычной одежде – при попадании на неё частиц полипропилена она может расплавиться.
Читайте также:
Пайка пластиковых труб — аппараты и инструменты для соединения
Пайка медных труб — инструменты и технология
Полипропиленовые трубы — технические характеристики, виды
Пайка труб из полипропилена без специального оборудования
Пайка труб из полипропилена – это такая операция, которую иногда приходится производить в собственном доме своими руками.
Максимум информации о полипропиленовых трубах и способах их сварки вы можете почерпнуть из нашей статьи, полностью посвященной этой теме.
Пайка труб из пропилена небольшого диаметра своими руками
Речь пойдет о таких трубах, которые чаще всего применяются при разводке внутри дома, т.е. о трубах диаметром 20 мм. Допустим, нам требуется произвести спайку трубы и примыкающего к нему углового фитинга.
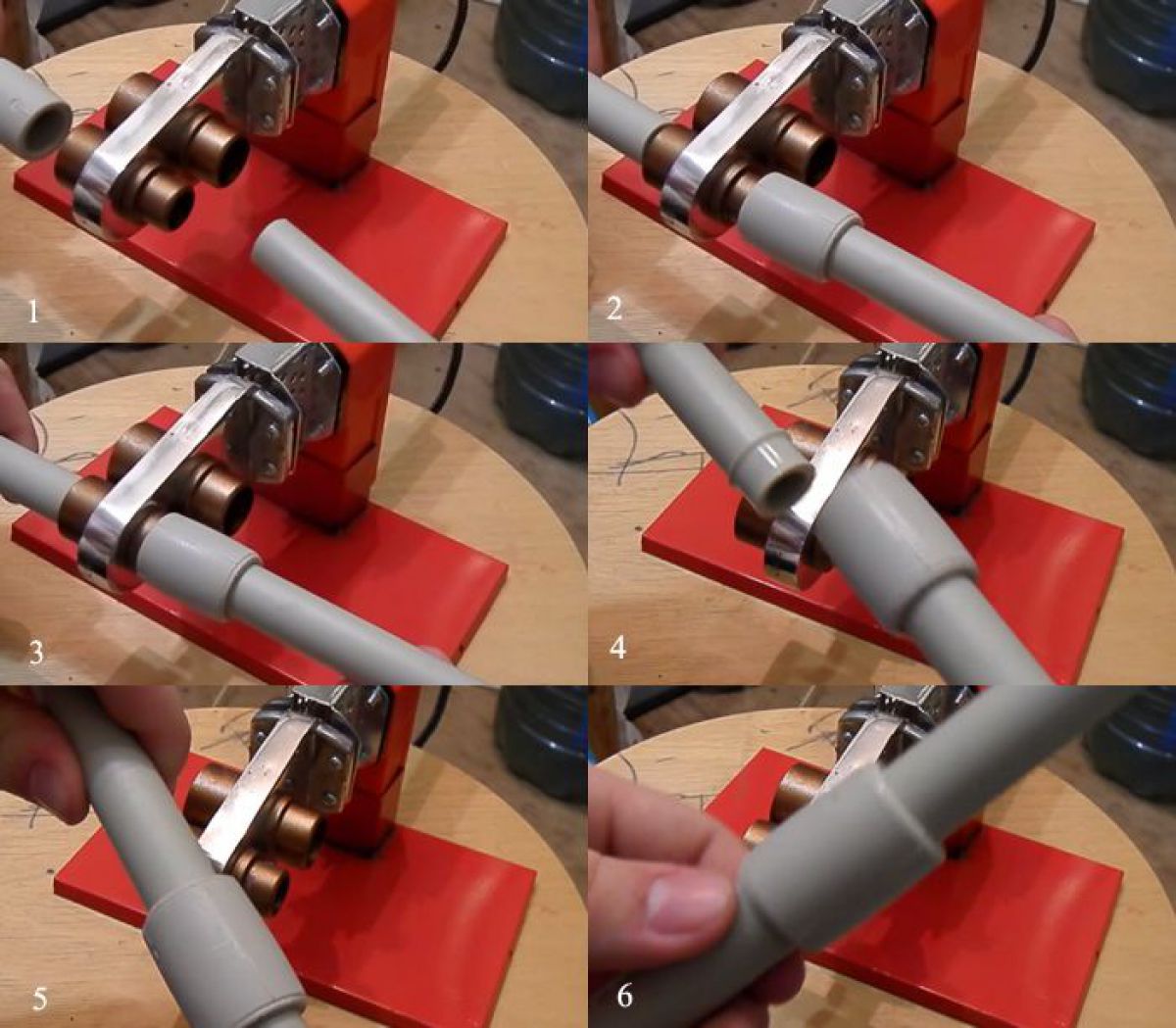
Пайка труб из пропилена такого диаметра без труда может быть произведена, если под рукой имеется какой-то безопасный источник огня, каким может являться, например, вот такая миниатюрная газовая горелка.
По существующим регламентам и для обеспечения необходимого качества соединения труба должна заходить в фитинг на 14 мм. Чтобы не произошло нарушения данного норматива, целесообразно заранее отмерить это расстояние от края трубы и карандашом поставить метку.
Сделав это, можно приступать к глубокому разогреву спаиваемых элементов. Фитинг, естественно, должен разогреваться изнутри.
Разогрев конца трубы производится снаружи.
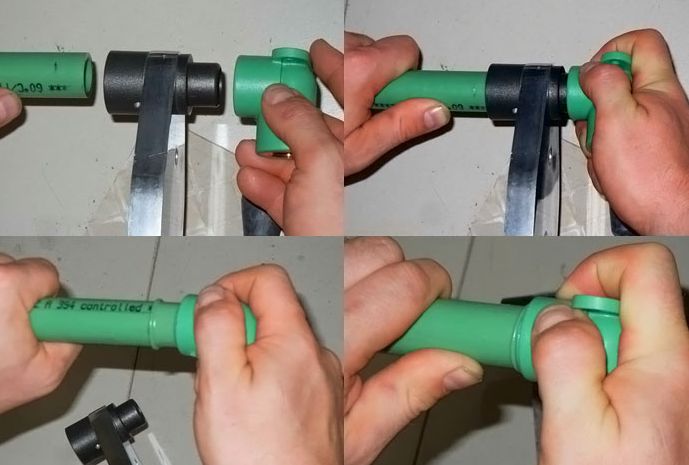
Когда обе детали хорошенько разогреты, их можно вставлять друг в друга.
Вставляя трубу, следует ориентироваться на нанесенную ранее карандашную метку, которая должна оказаться точно по краю фитинга.
После этого выполненное соединение следует охладить, не подвергая его никаким внешним воздействиям. Охлажденное место спайки будет очень прочным и ни в коей мере не уступит по прочности тем соединениям, которые обычно производятся с помощью специальных сварочных аппаратов, о которых мы уже рассказывали. В этом можно убедиться, разрезав только что выполненное место спайки.
В этом можно убедиться, разрезав только что выполненное место спайки.
Как видно на приведенном выше фото, место стыка трубы и фитинга является совершенно монолитным, и такую трубу можно без малейшей опаски включать в состав домашней системы водоснабжения.
Итак, если вам необходима пайка труб из полипропилена, вы без труда сумеете выполнить эту работу своими силами, не приобретая для этого никаких специальных инструментов. Для этого достаточно лишь взять себе на заметку приведенную нами рекомендацию.
Автор статьи: Сергей Минеев
Я вкладываю в написанные мной материалы всю свою душу и все свои знания в надежде, что это будет полезно посетителям нашего сайта. Буду очень признателен всем, кто решит написать свое мнение о моей работе, свои замечания и предложения в форме для комментариев, имеющейся после каждой из опубликованных мной статей.
Как паять полипропилен: наконечники мастера
Монтажные работы с пластиковыми трубопроводами включают операции резки и соединения. Благодаря техническим свойствам материала такие задачи решить проще, чем в случае с металлическими трубами. Но технологии такой же резки знакомы по большей части только опытным мастерам, хотя особых затруднений это не вызывает. По сути, требуется продукт пайки материала, в результате чего возможно изменение параметров конструкции или отдельного участка трубопровода.
Благодаря техническим свойствам материала такие задачи решить проще, чем в случае с металлическими трубами. Но технологии такой же резки знакомы по большей части только опытным мастерам, хотя особых затруднений это не вызывает. По сути, требуется продукт пайки материала, в результате чего возможно изменение параметров конструкции или отдельного участка трубопровода.
Как паять полипропилен? Как и в случае сварки металла, потребуется специальный аппарат. Это может быть как небольшой ручной терморез, так и массовый профессиональный монтаж. Но в обоих случаях принцип работы одинаковый.
Паяльники
Существуют специализированные одноформатные и многофункциональные аппараты-прессовщики, с помощью которых осуществляется пайка. В этом случае этот процесс можно рассматривать и как метод резки, и как операцию соединения.Сам аппарат в простейших вариантах представляет собой небольшую конструкцию с электромеханической начинкой и оборудованием, образованным металлическими зажимами.
Как паять полипропилен на таком аппарате? От пользователя по большей части требуется только правильное направление заготовки в соответствии с требованиями техпроцесса. Сам принцип работы оборудования — это плавление трубы. Две части нагреваются от контакта с металлическими поверхностями, после чего их можно выполнять любым соединительным действием.Другими словами, прижим выполняет две технологические функции. Во-первых, это достижение температурного эффекта плавления полипропилена, а во-вторых, четкое позиционирование кромок труб для их правильного сведения.
Подготовка к работе
Пайка пластмассовых материалов очень сложна. В расплавленном состоянии пластик очень чувствительный и восприимчивый, поэтому в его структуру легко могут проникнуть инородные частицы, наличие которых впоследствии может отрицательно сказаться на прочностных свойствах трубопровода.Поэтому сами заготовки и отрезной станок необходимо тщательно очистить, вымыть и просушить.
Дополнительные устройства, которые должны быть под рукой во время работы. Например, вопрос, как паять полипропилен в труднодоступных местах, часто предусматривает упоминание о специальных крючках и светодиодных фонариках. Крючок позволит вам подвесить прибор, если вы не можете добраться до места работы всем телом и удобно разместить инструмент, а фонарик обеспечит видимость, если на рабочее место не попадут другие источники света.
Например, вопрос, как паять полипропилен в труднодоступных местах, часто предусматривает упоминание о специальных крючках и светодиодных фонариках. Крючок позволит вам подвесить прибор, если вы не можете добраться до места работы всем телом и удобно разместить инструмент, а фонарик обеспечит видимость, если на рабочее место не попадут другие источники света.
Этапы работы
Полный процесс пайки состоит из 4 этапов — это резка, нагрев, соединение и охлаждение. Каждый этап требует от оператора особых действий, которые зависят от получаемого результата.
Резка выполняется не во всех случаях, но с ее помощью это можно сделать аккуратно с таким же точным последующим подключением. К преимуществам термической резки перед механическими методами можно отнести исключение риска деформации твердых частей заготовки.
Как спаять полипропиленовые трубы, чтобы сохранить первоначальный вид? Для этого достаточно правильно зафиксировать трубу в зажимных кольцах — тогда режущая пластина аккуратно срежет и затянет шип. Заключительный этап воздействия — самый ответственный. При его выполнении важно правильно закрепить готовую часть трубы и дать ей остыть столько, сколько требует стандарт.
Заключительный этап воздействия — самый ответственный. При его выполнении важно правильно закрепить готовую часть трубы и дать ей остыть столько, сколько требует стандарт.
Технология пайки
Отдельно стоит рассмотреть технологию шипа.Сокращенно без разрезания данная операция выполняется чаще, поэтому большинство устройств имеют конструкцию, оптимизированную именно для этой задачи. Итак, суть процесса в том, что два конца трубы устанавливаются с противоположных сторон в фиксирующие кольца.
Затем оператор активирует тепловой удар. Эту функцию могут выполнять как кольца, так и резка накаливания. Затем сразу соедините два конца трубы.
Как правильно паять полипропилен? В отличие от сварочного аппарата для металла, пластиковые паяльники образуют шов без вмешательства пользователя.Максимальное вмешательство обеспечивают ручные модели, в которых пользователь просто нажимает на рычаг, соединяющий две трубы. Это делается плавно и без излишнего давления — мягкий расплавленный пластик должен перемешаться, образуя единую конструктивную массу в месте соединения.
Промышленные паяльники для пластмасс
В сложных и ответственных мероприятиях Нужна помощь с профессиональным оборудованием для пайки пластмасс. Такие модели отличаются возможностью работы с трубами большого диаметра, а также высокой интенсивностью нагрева.Соответственно, такие агрегаты превосходят ручные модели как по габаритам, так и по мощности электродвигателя. В этом случае не стоит рассматривать промышленный паяльник как универсальный. Заточен только для средних и больших размеров, но не подходит для малых диаметров.
Как паять полипропилен на промышленном оборудовании? Технология и принципы работы в основном такие же, но каждая операция выполняется на отдельной модульной станции. Один модульный блок подготавливает трубу с зенковкой и облицовкой, другой непосредственно режет пластик, третий обеспечивает нагрев, а четвертый отвечает за позиционирование заготовки.
Инструкция: пайка полипропиленовых труб вручную. Пайка полипропиленовых труб: ошибки, рекомендации
Полипропиленовые (ПП) трубы прочно вошли в повседневную жизнь каждого жилого дома. Их универсальность дает возможность прокладывать водопровод не только в домах, квартирах, но и на дачных участках.
Их универсальность дает возможность прокладывать водопровод не только в домах, квартирах, но и на дачных участках.
Использование таких элементов для систем отопления также является одним из самых популярных направлений. Чтобы работы были выполнены качественно, необходимо изучить правила и секреты пайки полипропиленовых труб.И стоит приступить к изучению характеристик и особенностей материала.
Виды изделий из ПП
Возможны несколько вариантов исполнения. Их можно отличить по маркировке по длине изделия:
- ПН-10. Применяется для систем с низким напором не более 1 МПа и температурой не выше 45 ° С. В качестве опции устройство представляет собой пол с водяным подогревом.
- ПН-16. Давление в такой системе не должно быть выше 1.6 МПа, а температура не должна превышать 65 ° С. Применяется для подачи холодной воды.
- ПН-20. Один из самых популярных видов. Используется для горячей и холодной воды. Давление в такой системе может быть до 2 МПа, температура — до 80 ° С.
- ПН-25. Применяется в системах отопления. Давление в системе до 2,5 МПа, температура до 95 ° С.

Для частного использования используются трубы диаметром от 16 до 110 мм.
Цвет товара на индивидуальные характеристики не влияет.Чаще всего встречаются изделия белого цвета. Исключение составляют черные трубы. У них есть дополнительная защита от ультрафиолета.Сложно ли паять полипропиленовые трубы своими руками? Инструкция по работе должна соблюдаться точно, но в остальном процесс не сложный. Для труб существует целый перечень фитингов, которые также следует изучить.
Достоинства и недостатки изделий из ПП
Такие системы имеют достойный перечень достоинств:
- Прочность материала.Срок службы до 50 лет. Достигается за счет отсутствия коррозионных процессов.
- Экологичность. Качественный материал — гарантия безопасности для здоровья человека.
- Возможность спрятаться в ящике под плитку. Достигается за счет прочности и герметичности системы.
- Эстетика. Даже на открытом пространстве трубы выглядят аккуратно.
- Рейда в системе практически нет. Это достигается за счет гладкой внутренней поверхности.
- Легкость конструкции.
- Простота монтажных работ.
- Универсальность за счет большого количества соединительных элементов.
- Не проводить ток.
- Из этого материала система менее шумная.
- Не замораживать. Имеет хороший коэффициент эластичности.

К недостаткам можно отнести то, что попадет некачественный материал.
Типы пайки
Есть два типа подключения — стыковое и внутритрубное. Соединение по первому варианту не выдерживает высоких давлений в системе.Поэтому самый популярный и простой способ — подключение к розетке с помощью фитингов и специального сварочного аппарата. Как показывает его инструкция, пайка полипропиленовых труб должна производиться с точным соблюдением технологии.
Тогда качество системы будет соответствовать всем требованиям и сможет прослужить до 50 лет.
Виды арматуры и их особенности
Эти системы имеют большой перечень соединительных деталей, что позволяет эффективно производить электромонтаж:
- Угловые 45 ° и 90 °.С их помощью система может разворачиваться от 45 ° до 135 °. Может быть с резьбой и без нее.
- Адаптеры двойные, тройные, на четыре направления. В этих вариантах есть также варианты с резьбой.
- Очертания. Позвольте системе при пайке обойти пересечение труб.
- Компенсаторы. Они похожи на петлю. Их устанавливают для стабилизации давления в системе. Это значительно продлевает срок службы трубопровода. Можно собрать вручную при помощи фурнитуры, но дешевле купить готовый вариант.
- Краны и арматура. Запорные элементы, используемые при эксплуатации трубопровода.
- Заглушки. При ремонте, например, ванной комнаты часть труб заглушают до конца плитки. Это помогает избежать засорения перед установкой сантехники и протечек воды.
- Крепеж. Позволяют закрепить трубы к поверхностям.

Подбор труб и фасонных частей к ним
В первую очередь следует составить схему подключения для правильного расчета материала.
Пайка полипропиленовых труб для систем отопления
Сейчас все больше и больше используются трубы, изготовленные из разных полимерных материалов.Полипропилен — один из них. Такой вид трубы достаточно прост в обработке. Имея специальный аппарат для пайки полипропиленовых труб, можно быстро и без особых трудностей смонтировать систему отопления или водоснабжения в короткие сроки.
Рассмотрим основные этапы монтажа системы отопления с использованием данного вида материала, а также способы пайки полипропиленовых труб. Первый шаг — планирование. Необходимо выбрать места крепления радиаторов отопления, общую длину трубопроводов, а также отдельные длины труб.На втором этапе проводятся подготовительные работы. После установки всех элементов по местам можно приступать к уборке урожая. Пиление труб производится после снятия всех замеров. Далее вам необходимо будет приобрести необходимое количество фитингов, тройников, муфт и других вспомогательных деталей. Пайка полипропиленовых труб осуществляется только после снятия их с армирующего слоя с помощью специального устройства.
Далее вам необходимо будет приобрести необходимое количество фитингов, тройников, муфт и других вспомогательных деталей. Пайка полипропиленовых труб осуществляется только после снятия их с армирующего слоя с помощью специального устройства.
Пайка полипропиленовых труб — заключительный этап. Отдельные элементы предварительно нагревают до определенной температуры, после чего стыковываются. После окончательного затвердевания узла можно переходить к следующему. Детали из полипропилена нагревают определенное время, которое зависит от толщины стенок и диаметра. При этом очень важно учитывать температуру окружающей среды.
Итак, если с какой технологией пайки полипропиленовых труб все более-менее понятно, то следует учесть другие моменты. Для системы отопления и горячего водоснабжения идет не всякая труба.
Для системы отопления и горячего водоснабжения идет не всякая труба.
Для систем отопления, особый вид материала, отличительной чертой которого является почти такая же степень расширения, что и у стальных трубопроводов. Такие трубы способны пропускать воду, нагретую до 95 градусов Цельсия. Армирующий слой используется специально для получения полипропиленовых изделий с низким коэффициентом расширения. Это может быть стекловолокно или тонкая алюминиевая фольга.
В то время как вся продукция из полипропилена, предназначенная для систем отопления, соответствует особым техническим требованиям и допущена к использованию в системах горячего водоснабжения, металлические детали подходят для этой цели гораздо лучше, если нет полиэтиленового материала, способного превышают характеристики линейного расширения стали.Итак, теперь вы знаете, как осуществляется пайка полипропиленовых труб, а также что для этого нужно. Теперь можно приступить к работе.
p >>HP Storm Dual Wall PP Pipe
Загрузки
Предоставление пакетов
СПЕЦИФИКАЦИЯ ТРУБЫ ADS HP STORM 12–60 дюймов 03-20
Минимальная и максимальная глубина покрытия_для 12-60 дюймов_HP_Storm_ (Tech_Note_2. 04_03-18)
04_03-18)
Химическая_устойчивость_PP-Эластомеры_ (Tech_Note_A4.02)
Фитинги_HP_Storm_ (ADS Detail_05-14)
Minimum_Cover_Temporary_Single_Axle_HP_Pipe_ (Detail_111D_04-16) -Model
Руководства по установке
Установка ADH5 05-20
Установочный_поточный_наливной_для_термопластической трубки_ (Tech_Note_A5. 02) 2
02) 2
Установка_HP_Storm_12in_to_60in_Pipe_Trench_ (Detail_101D_01-09) -Модель
Установка_HP_Storm_Riser_Tee_12in_to_24in_Pipe_ (Detail_406_02-16) -Модель
Установка_HP_Storm_Riser_Tee_30in_to_60in_Pipe_ (Detail_407_02-16)) — Модель
Integral_Bell_Transition_for_HP_Pipe_ (Tech_Note_A5.15)
Recommended_Use_of_Trench_Boxes_ (Tech_Note_A5. 01)
01)
Альтернативный вариант установки траншеи 101E (HP Storm)
Порт Сент-Люси, Флорида — Проект дренажной трубы Бельмонт
Руководство по установке 10607 Storm, 04-20
Технические характеристики
СПЕЦИФИКАЦИЯ ТРУБЫ ADS HP STORM 12–60 дюймов 03-20
СПЕЦИФИКАЦИЯ ПРОКЛАДКИ ADS WATERSTOP ™ 03-20
АДх2-Технические условия 03-20
ADH8 — Ссылки — 07-17
33 42 11 Мастер самотечного трубопровода ливневой воды CSI Spec Format 022318
СПЕЦИФИКАЦИЯ ОДНОСТЕННОЙ ТРУБЫ ADS 03-20
Подробная информация — Продукт
Connection_HP_Storm_to_RCP_w_MarMac_ (Detail_604A_02-16) -Модель
207B СОЕДИНЕНИЕ КОНСТРУКЦИИ С ШТОРМОВОЙ КОЛОДКОЙ 12-60 л. с.
с.
207C 12-30 ВД ШТУРМОВАЯ КОЛПАЧКА (ВЛИВАЕМЫЙ) СТРУКТУРА СОЕДИНЕНИЕ W ПРАВИЛЬНАЯ ПРОКЛАДКА ПЕРЕХОДНИКА
207D 12-30 HP STORM BOOT (КОРПУС ИЛИ ОТВЕРСТИЕ) КОНСТРУКЦИЯ СОЕДИНЕНИЕ С РУКАВОМ ИЛИ ПЕРЕХОДНИКОМ ИЗ ПВХ
Connection_MH_Grouted_Waterstop_12in_to_60in_HP_Storm_ (Detail_206A_02-16) -Модель
Connection_MH_Grouted_Waterstop_30in_to_60in_HP_Storm_Triplewall_ (Detail_206D_02-16) -Модель
207E 12-30 HP STORM BOOT (CAST-IN) СТРУКТУРА СОЕДИНЕНИЕ С РУКАВОМ ИЛИ ПЕРЕХОДНИКОМ ПВХ
207A ШТОРМОВОЕ СЖАТИЕ 12-30 ВД (ЗАЛИВНОЕ) СОЕДИНЕНИЕ СТРУКТУРЫ W ВТУЛКА ИЛИ ПЕРЕХОДНИК ИЗ ПВХ
Connection_MH_Waterstop_Cast-in-Place_30in_to_60in_HP_Storm_Triplewall_ (Detail_206C_02-16) -Модель
Connection_Water_Tight_MH_Waterstop_Cast-in-Place_12in_to_30in_HP_Storm_ (Detail_206B_02-16) -Модель
Самолет — посадка, шестерня, след_HP_Storm_ (Detail_111G_03-16) -Модель
Осмотреть. & Обслуживание. — Техническая литература
 & Обслуживание. — Техническая литература
& Обслуживание. — Техническая литература Post_Installation_Testing_of_HP_Storm_ (Tech_Note_A5.20_07-16)
Структурный дизайн — техническая литература
Минимальная и максимальная глубина покрытия_для 12-60 дюймов_HP_Storm_ (Tech_Note_2.04_03-18)
ADh4 Гидравлика (07-14)
Minimum_Cover_Temporary_Single_Axle_HP_Pipe_ (Detail_111D_04-16) -Model
Minimum_Cover_Temporary_Tandem_Axle_HP_Pipe_ (Detail_111E_04-16) -Модель
Minimum_Cover_Temporary_Tracked_Axle_HP_Pipe_ (Detail_111F_04-16) -Модель
Структуры ADh3 (05-19)
Гидравлика — техническая литература
ADh4 Гидравлика (07-14)
Долговечность — техническая литература
Химическая_устойчивость_PP-Эластомеры_ (Tech_Note_A4. 02)
02)
Устойчивость к истиранию полипропилена (Tech_Note_A4.03)
ADh5 Прочность (11-15)
Фитинги
Фитинги_HP_Storm_ (ADS Detail_05-14)
Minimum_Cover_Temporary_Single_Axle_HP_Pipe_ (Detail_111D_04-16) -Model
Minimum_Cover_Temporary_Tandem_Axle_HP_Pipe_ (Detail_111E_04-16) -Модель
Minimum_Cover_Temporary_Tracked_Axle_HP_Pipe_ (Detail_111F_04-16) -Модель
Примеры использования / разрешения
Статья_IL_Runway_Rehab_Scott_Air_Force_Base__Mascoutah__IL_HP_Storm_ (GOV_ENG_)
Статья_FL_Daytona_Speedway_HP_Water ___ Waste_ (03-16) (1)
Статья_FL_Needs-of-Florida_Ditchmen_ (07-14)
Статья_OH_Columbus_Airport_HP_ (10869_CENEWS_11-12)
Статья_MN_HP_Storm_richfield engineering_MN_ (08-14) _
Статья_MO_HP_Replaces_Brick_Mortar_APWA_MO_ (10-13)
Статья_MS_Airfield_Nocover_Water ___ Waster_ (20152_10-15) (1)
ПП_вс. _RCP_Pipe_Comparison__12-16
_RCP_Pipe_Comparison__12-16
Аэропорт Таскалуса решает проблему воронки
Дайджест воды и отходов Флорида История Эверглейдс
На авиабазе установлена огромная французская дренажная система
Воронка аэропорта Таскалуса
Брошюра
Брошюра_HP_Storm_12in_to_60in_ (01-17)
Каталог продукции для управления водными ресурсами 2019
Брошюра по продуктам 11047 Ag, 07-17
Комплексные решения для разработки, 04-19
Энергетический полипропилен против меди — инженерные услуги сообщества
Углеродный след полипропилена против медных трубопроводов
Стоимость и характеристики полипропиленовых и медных трубопроводов практически равны. Поэтому мы начали подбрасывать некоторые цифры, сравнивая энергию, необходимую для производства и переработки одного килограмма меди и одного килограмма полипропилена. Наше любопытство частично вызвано клиентами, которые глубже изучают как жизненный цикл, так и углеродный след своих зданий.
Поэтому мы начали подбрасывать некоторые цифры, сравнивая энергию, необходимую для производства и переработки одного килограмма меди и одного килограмма полипропилена. Наше любопытство частично вызвано клиентами, которые глубже изучают как жизненный цикл, так и углеродный след своих зданий.
Сначала я подумал, что это будет довольно просто. Все, что мне нужно было сделать, это погуглить «Углеродный след материалов трубопроводов», и я бы ответил. Это оказалось неправдой. Когда я погрузился в различные ссылки, стало очевидно, что существует множество факторов, процессов, весов, условий и даже противоречивых оценок из столь же авторитетных источников.Полный академический анализ выходит за рамки этого сообщения в блоге, но, возможно, есть некоторое понимание, которое можно получить из обзора литературы по этому вопросу.
Статья в Википедии «Воплощенная энергия» предлагает таблицу строительных материалов, энергий и общих определений. Проблема с этим анализом заключается в типе энергии, используемой для производства материала; атомная, ветровая, нефтяная, гидроэлектростанция и т. д. Согласно статье в Википедии, для среднего состава мировой энергетики на каждые 10 выбросов выделяется 1 кг CO2.2 миллиона джоулей энергии. Таким образом, мы можем использовать это число в качестве основы и проверки реальности, когда мы немного углубимся в медь и полипропилен.
д. Согласно статье в Википедии, для среднего состава мировой энергетики на каждые 10 выбросов выделяется 1 кг CO2.2 миллиона джоулей энергии. Таким образом, мы можем использовать это число в качестве основы и проверки реальности, когда мы немного углубимся в медь и полипропилен.
Энергетический полипропилен против медной трубы
Следующая сводная диаграмма включает данные из нескольких источников, которые были по крайней мере подтверждены другими источниками. Если мы предположим, что полипропилен улавливает углерод в своем сырье, чистая разница между ними огромна, когда полипропилен является экологически более предпочтительным материалом по сравнению с медью, по крайней мере, на порядок, а, вероятно, и намного больше.
Обсуждение
Медь:
Все аспекты производства меди требуют энергии, будь то электричество, взрывчатые вещества или углеводородное топливо (дизельное топливо, бензин, природный газ, мазут, уголь и т. Д.). Каждая из этих форм энергии также требует материальной энергии для создания в качестве энергетического эквивалента потребляемых материалов, таких как химикаты, грузовики, стальные мелющие тела и т. Д.
Д.). Каждая из этих форм энергии также требует материальной энергии для создания в качестве энергетического эквивалента потребляемых материалов, таких как химикаты, грузовики, стальные мелющие тела и т. Д.
Согласно докладу Принстонского университета о потреблении энергии в медной промышленности; в 1977 году медная промышленность закупила 121 триллион БТЕ энергии, что соответствует 85 миллионам БТЕ на тонну произведенной меди.
Это преобразуется в 98,8 миллионов Джоулей / кг.
Отсюда мы можем получить приблизительную оценку
9 кг CO2 на кг меди
Полипропилен:
Самым энергозатратным этапом нефтехимической промышленности является паровой крекинг углеводородного сырья с получением этилена, пропилена, бутадиена и ароматических углеводородов (бензола, толуола и ксилолов). Поскольку все эти продукты являются результатом единого процесса, было трудно определить, какой вклад энергии идет на производство полипропилена. Однако пропилен представляет собой простую молекулу углеводорода, полностью состоящую из атомов углерода и водорода. Поскольку сырье представляет собой изолированную «энергию», мы должны учитывать ее как потребляемую энергию в дополнение к энергии, необходимой для производства полипропилена.
Однако пропилен представляет собой простую молекулу углеводорода, полностью состоящую из атомов углерода и водорода. Поскольку сырье представляет собой изолированную «энергию», мы должны учитывать ее как потребляемую энергию в дополнение к энергии, необходимой для производства полипропилена.
Энергия, необходимая для производства 1 кг полипропилена = 23 миллиона джоулей
Калориметрическая энергия 1 кг полипропилена = 45,8 миллиона Джоулей
Кроме того, мы получили:
Общая энергия e для создания 1 кг полипропилена = 69 миллионов джоулей
Углеродный след
Здесь все может быть немного сложнее.Чтобы получить лучшее представление о воздействии этих двух материалов на окружающую среду, мы рассматриваем полипропиленовые трубы как устройство для улавливания углерода. В противном случае энергия, заключенная в полипропилене, была бы преобразована в топливо, что привело бы к выбросам углерода. В случае полипропилена топливо превращается в полезную и постоянную услугу по транспортировке воды. Это та же основная функция меди, но без энергозатрат меди.
В случае полипропилена топливо превращается в полезную и постоянную услугу по транспортировке воды. Это та же основная функция меди, но без энергозатрат меди.
Пропилен содержит 3 атома углерода и 6 атомов водорода.Углерод имеет молекулярную массу 12, а водород имеет молекулярную массу 1. Итак, пропилен имеет общую молекулярную массу 42. Кислород имеет молекулярную массу 16, поэтому общая молекулярная масса CO2 составляет 44. Каждая молекула пропилена производит 3 молекулы СО2 с общей молекулярной массой 132 (44 x 3).
Следовательно:
1 кг секвестров исходного полипропиленового сырья 132/42 = 3,14 кг CO2.
Теперь нам нужно сделать несколько предположений. Принимая во внимание 100% -ную эффективность процесса и углеводородное топливо, этот коэффициент преобразования энергии позволяет нам быстро сделать некоторые оценки.
48,5 млн Джоулей / кг секвестров продукта 3,14 кг СО2 или около
15,4 миллиона джоулей на кг секвестрированного CO2
(это примерно 10 МДж на кг CO2, указанное выше)
Следовательно:
Полипропилен: (сырье — энергия процесса) = 23 миллиона Джоулей. Таким образом, на каждый килограмм произведенного полипропилена улавливается 1,5 кг CO2 нетто.
Таким образом, на каждый килограмм произведенного полипропилена улавливается 1,5 кг CO2 нетто.
Для сравнения, медь выделяет 9 кг CO2 на килограмм произведенной меди.
Подробнее о меди:
Торговые потоки рафинированной меди
По одной оценке, углеродный след меди составляет 1049 кг Co2 на кг меди, сделанный японским исследователем.Самая низкая оценка, которую я нашел, составляла 6,0 кг СО2 на 1 кг меди. Этот впечатляющий диапазон оценок демонстрирует сложность отслеживания медного следа по всему миру.
С другой стороны, производство пластмасс является гораздо более контролируемым, поскольку улавливает несколько побочных продуктов из одного и того же процесса крекинга и, вероятно, их источники находятся ближе к месту, где они используются.
Кроме того, в конечном применении полипропиленовая труба весит примерно ½ веса меди, поэтому ее не только дешевле транспортировать, но и можно формировать половину массы материала для достижения того же результата, что и полная масса меди.
Переработка:
Полипропилен имеет температуру плавления в пределах 270–370 F (130–180 C). Медь имеет температуру плавления 1984 F (1085 C). Это означает, что формирование и реформирование (переработка) полипропилена намного менее энергоемкое, чем медь. Из полипропилена можно придать новые формы с помощью простых инструментов — от утюгов до 3D-печати. Медь должна быть литой, вытянутой, легированной, штампованной и т. Д.
Секвестрация:
Секвестрация — сильное слово в лексиконе углеродного следа.Секвестрировать означает навсегда сделать C02 недоступным для выброса в атмосферу. Например, деревья улавливают углерод только до тех пор, пока не упадут и не разложатся на лесной подстилке, затем их углерод выбрасывается в атмосферу для поглощения другим деревом.
Хорошо это или плохо, но полипропилен инертен на свалках, и его молекулярные связи могут быть разложены только в результате фоторазложения, к которому полипропилен очень устойчив. Действительно, обычная неприятность заключается в том, что пластмассы остаются навсегда, в случае полипропилена; он будет связывать свой углерод на тысячелетия, как нефть, оставшаяся в земле.
Действительно, обычная неприятность заключается в том, что пластмассы остаются навсегда, в случае полипропилена; он будет связывать свой углерод на тысячелетия, как нефть, оставшаяся в земле.
Заключение:
Опять же, мне пришлось сделать несколько общих предположений и неполных ссылок, чтобы вывести здесь числа — я надеюсь, что кто-то сможет указать мне на лучший анализ. Но давайте посмотрим на порядки этих материалов:
Северная Америка потребляет более 600 миллионов килограммов меди в год. Примерно 30% используется в строительстве или может быть заменено полипропиленом для экономии энергии около 35 триллионов БТЕ — этого достаточно, чтобы вывести из строя несколько грязных угольных генераторов — и сократить выбросы углерода до 600 миллиардов кг в год.
Мир потребляет более 3 триллионов кг меди в год, из которых 30% могут быть заменены полипропиленом — так что эти оценки становятся только более суровыми.
Энергетический полипропилен против медных труб Артикулы:
Источник: Использование энергии в медной промышленности; Принстонский университет: https://www. princeton.edu/~ota/disk2/1988/8808/880809.PDF
princeton.edu/~ota/disk2/1988/8808/880809.PDF
http://www.lyondellbasell.com/NR/rdonlyres/C2ED0A47-6430-45FA-87A4-D4018108814D/0/AusPPEnvirostatementJan12final.pdf
http://copperalliance.org/wordpress/wp-content/uploads/2012/01/2013-World-Copper-Factbook.pdf
Теплоты горения высокотемпературных полимеров; http://large.stanford.edu/publications/coal/references/docs/hoc.pdf
http://www.eia.gov/state/seds/
Калориметрическая энергия исходного сырья полипропилена согласно документу FAA, озаглавленному: Теплота сгорания высокотемпературных полимеров , составляет:
Оценка энергии на 1 человека.7 Дж / кг взято из этого документа: http://www.lyondellbasell.com/NR/rdonlyres/C2ED0A47-6430-45FA-87A4-D4018108814D/0/AusPPEnvirostatementJan12final.pdf Заявление о воздействии на окружающую среду
Выбросы углерода полипропилен http://www.sprayallcorp.com/carbon_pollutant_emissions.htm
CO2 в производстве металлов http://sip.