Легкоплавкие, мягкие припои. Виды. Состав.
Мягкие припои нужны для пайки деталей под низкими температурами. С помощью данных припоев возможно соединение твердых металлов с более высокими температурами плавления. Соединение деталей происходит благодаря диффузии (от латинского diffusio – растекание, распространение, рассеивание, взаимодействие. Процесс, с помощью которого молекулы одного вещества проникают в молекулы другого вещества, в итоге происходит выравнивание их концентрации по занимаемому объему). Т.е. молекулы припоя проникают в молекулы спаиваемых деталей, благодаря взаимному растворению и образуется прочное соединение с хорошей электропроводностью. Предел прочности у таких припоев составляет 5 – 7 кг·с/мм2.
Максимальные температуры плавления достигают 400 ºС, а иногда и 450 ºС. Также мягкими припоями возможна пайка таких легкоплавких металлов и сплавов как свинец, цинк и даже олово.
Виды припоев.
Индиевые припои служат для пайки деталей, которые чувствительны к повышениям температуры. Обладают высокими антикоррозийными свойствами в щелочных растворах. Отдельные припои с индием используют для пайки стекла, а именно ПОИн 52 (52 % In и 48 % Sn) с температурой плавления — 117 ºС. Способом натирания их наносят на поверхность стекла. Индий имеет хорошую смачиваемость поверхностей металлических и неметаллических деталей. Нашел свое применение в пайке полупроводников (пластмассы, стекла).
Мягкие припои состав.
Таблица 1. Химический состав индиевых припоев.
| Содержание элементов, % | Температураполногорасплавления, °С | |||||||
| In | Pb | Sn | Ag | Zn | Ti | Bi | ||
| 25 | — | 75 | — | — | — | — | — | 231 |
| 80 | — | 15 | — | 5 | — | — | — | 156 |
| 97,2 | — | — | — | — | 2,8 | — | — | 143 |
| 42,8 | — | 7,8 | 46,8 | — | — | 2,6 | — | 121 |
| 50 | — | — | 50 | — | — | — | — | 120 |
| 44,2 | — | — | 46,8 | — | — | 9,0 | — | 117 |
| 74 | 24,25 | — | — | — | 1,75 | — | — | 116 |
| 48,2 | — | 4 | 46 | — | 1,8 | — | — | 108 |
| 44 | 14 | — | 42 | — | — | — | 93 | |
| 44,2 | 13,6 | — | 41,4 | — | — | 0,8 | — | 90 |
| 66 | — | — | — | — | — | — | 34 | 72 |
| 74 | 26 | — | — | — | — | — | — | 123 |
| 97 | — | — | — | — | — | — | 141 | |
.
Припои с висмутом относятся к легкоплавким сплавам. Имеют характерные отличия в увеличении объема при переходе из жидкого состояния в твердое, а также при охлаждении. Сам по себе висмут металл малопластичный и его очень редко применяю для пайки. Температурные интервалы припоев с висмутом лежат в пределах от 47 до 145 ºС. Припои с висмутом обладают высоким электросопротивлением и низкими механическими свойствами. Плохо смачивают отдельные металлы как железо. В висмутовые припои входят
Читайте также:
Припои для пайки. Твердые и мягкие припои.;
Свинец, свойство металла. Пункт приема свинца.;
Припой ПОС-40 Технические характеристики.
Сплав Вуда. Температура плавления — 68.5 ºС. Состав такого сплава составляет 50% Bi (висмут), 25% Pb (свинец) 12,5% Sn (олово), 12.5% Cd (кадмий). Сплавы из Вуда используют в операциях изгиба тонкостенных труб, в изготовлении с помощью гальванопластики полых тел, заливают шлифы металлографические, в датчиках пожарных сигнализаций, химических лабораториях в качестве низкотемпературной бани.
Сплавы из Вуда используют в операциях изгиба тонкостенных труб, в изготовлении с помощью гальванопластики полых тел, заливают шлифы металлографические, в датчиках пожарных сигнализаций, химических лабораториях в качестве низкотемпературной бани.
Сплав Розе. Эти сплавы отличаются своей низкой токсичностью по сравнению с другими сплавами. Температура плавления данного сплава — 94 ºС. В его состав входит 50% Bi (висмут), 25% Pb (свинец) 25% Sn (олово). Используют в качестве полупроводниковой техники в лабораториях и электрических предохранителей.
Таблица 2. Химический состав припоев с висмутом.
| Марка припоя | Содержание компонентов, % | Температура начала плавления, °C | Температура полного расплавления, °С | Предел прочности при растяжении, МПа | ||||||||
| Sn | Pb | Sb | Cd | Ag | Zn | Bi | In | Ga | ||||
| 32,4-34,4 | 32,3-34,3 | — | — | — | — | 33,3–33,4 | — | — | 120 | 130 | 60 | |
| Сплав Вуда | 12-13 | 24-25 | — | 12-13 | — | — | 49 -51 | — | — | 66 | 70 | 61 |
| Сплав Розе | 24,5-25,5 | 24,5-25,5 | — | — | — | — | 49-51 | — | — | 90 | 92 | 70 |
.
Галлиевые припои имеют хорошую смачиваемость поверхности и низкую температуру плавления. Поэтому галлий используют в смеси припоев. Обладает хорошей диффузией с взаимодействием с легкоплавкими металлами как кадмий, олово, свинец, цинк. Галлий при нагреве на воздухе, при температуре выше 400 ºС превращается в темную порошковую массу, это означает, что галлий интенсивно окисляется. Двойные сплавы галлия с золотом, серебром, медью, никелем, титаном, кобальтом, магнием годятся для диффузионной пайки титана, меди, а также и других металлов. В последнее время припои с галлием используют для диффузионной пайки меди. Галлий крайне редко применяется в качестве основы в расплавляемых припоях.
Таблица 3. Химический состав галлиевых припоев.
| Марка припоя | Содержание компонентов, % | ||||
| Ga | In | Sn | Cu | Ag | |
| 1 | 65-70 | — | — | 35-30 | — |
| 2 | 37-32 | — | — | 63-68 | — |
| 3 | 60 | 10 | — | 30 | — |
| 4 | 60 | 10 | — | 26 | 4 |
| Г7 | 36,2 | 16,6 | 7,2 | 22 | 3 |
| Г17 | 30,2 | 13,8 | 6,0 | — | 50 |
| 5 | 39,6 | — | 4,4 | 56 | — |
.
Изготавливают мягкие припои в виде проволоки, прутков и болванок, обычно небольших диаметров от 3 мм.
Легкоплавкие припои должны соответствовать нескольким требованиям:
— хорошая пластичность;
— коррозийной устойчивостью;
— высокой электропроводностью;
— низкой токсичностью;
— высокой текучестью (лужение).
Применение мягких припоев.
Наиболее часто используют мягкие припои для сборки или ремонта радиотехники, из-за малой механической прочности, невысоких
температур плавления и хорошей электропроводности.
Возможно вам будут интересны другие мои статьи:
Припой оловянно свинцовый пос | ООО Урал-Олово
Припой ПОС (оловянно-свинцовый)
ГОСТ 21930-76 чушка
ГОСТ 21931-76 изделия
Изготовление оловянно-свинцовых припоев в виде чушки и изделиях является одним из основных направлений производственной деятельности ООО “Урал-Олово”.
Форма выпуска:
— чушка 20-35 кг
— проволока от 2 мм до 7 мм, бухты от 10 кг до 25 кг
— пруток от 8 мм до 15 мм, стандартная длина 400 мм, упаковка пачки по 10 кг
Применение:
Припой оловянно-свинцовый это сплав, основные компоненты которого олово и свинец.
Припой используется для пайки. Пайкой называют метод сращивания деталей с помощью припоя. При этом температура плавления деталей выше, чем температура плавления сплава, используемого в качестве припоя.
Пайку осуществляют с целью создания механически прочного, иногда герметичного шва, или для получения электрического контакта с малым переходным сопротивлением. При пайке мест соединения припой нагревают свыше температуры его плавления. Так как припой имеет температуру плавления ниже, чем температура плавления соединяемого металла, из которых изготовлены соединяемые детали, то он плавится, в то время как металл деталей остаётся твёрдым. Припой смачивает металл на границе соприкосновения расплавленного припоя и твёрдого металла, растекается по нему и заполняет зазоры между соединяемыми деталями. При этом компоненты припоя диффундируют в основной металл, основной металл растворяется в припое, в результате чего образуется промежуточная прослойка, которая после застывания соединяет детали в одно целое.
Припой смачивает металл на границе соприкосновения расплавленного припоя и твёрдого металла, растекается по нему и заполняет зазоры между соединяемыми деталями. При этом компоненты припоя диффундируют в основной металл, основной металл растворяется в припое, в результате чего образуется промежуточная прослойка, которая после застывания соединяет детали в одно целое.
Выбирают припой с учётом физико-химических свойств соединяемых металлов, например, по температуре плавления, требуемой механической прочности спая или его коррозионной устойчивости. При пайке токоведущих частей необходимо учитывать удельную проводимость припоя.
Припои принято делить на две группы:
— мягкие
— твёрдые
К мягким относятся припои с температурой плавления до 300 °C, к твёрдым — свыше 300 °C. Кроме того, припои существенно различаются по механической прочности. Мягкие припои имеют предел прочности при растяжении 16 — 100 МПа, а твёрдые 100-500 МПа.
К мягким припоям относятся оловянно-свинцовые сплавы с содержанием олова от 10% (ПОС-10) до 90 % (ПОС-90), остальное — свинец. Электропроводность этих припоев составляет 9—15 % электропроводности чистой меди. Плавление этих припоев начинается при температуре 183°C (температура плавления эвтектики системы олово-свинец) и заканчивается при температуре 308°C плавления ликвидуса, см. Область применения и температура плавления оловянно-свинцовых припоев:
Область применения и температура плавления оловянно-свинцовых припоев:
|
Марка припоя |
Температура плавления |
Область применения |
|
|
солидус |
ликвидус |
||
|
ПОС 90 |
183 |
220 |
Лужение и пайка внутренних швов пищевой посуды и медицинской аппаратуры. |
|
ПОС 63 |
183 |
190 |
Групповая пайка печатного монтажа, пайка на авто-линиях волной припоя, окунанием с протягиванием. |
|
ПОС 61 |
183 |
190 |
Лужение и пайка электро- и радиоаппаратуры, схем, точных приборов, где недопустим перегрев. |
|
ПОС 40 |
183 |
238 |
Лужение и пайка электроаппаратуры, деталей из оцинкованного железа с герметичными швами. |
|
ПОС 30 |
183 |
238 |
Лужение и пайка деталей из меди и ее сплавов. |
|
ПОС 10 |
268 |
299 |
Лужение и пайка электрических аппаратов, приборов, реле, контрольных пробок топок паровозов. |
|
ПОС 61М |
183 |
192 |
Лужение и пайка печатных проводников в кабельной, электро- и радиоэлектронной промышленности. |
|
ПОСК 50-18 |
142 |
145 |
Пайка деталей, чувствительных к перегреву, порошковых материалов, пайка конденсаторов. |
|
ПОСК 2-18 |
142 |
145 |
Лужение и пайка металлизированных и керамических деталей. |
|
ПОССу 61-0,5 |
183 |
189 |
Лужение и пайка электроаппаратуры, оцинкованных радиодеталей при жестких требованиях к темп. |
|
ПОССу 50-0,5 |
183 |
216 |
Лужение и пайка авиационных радиаторов, для пайки пищевой посуды. |
|
ПОССу 40-0,5 |
183 |
235 |
Лужение и пайка жести, обмоток электрических машин, радиаторных трубок, оцинкованных деталей. |
|
ПОССу 35-0,5 |
183 |
245 |
Лужение и пайка свинцовых кабельных оболочек электротехнических изделий. |
|
ПОССу 30-0,5 |
183 |
255 |
Лужение и пайка листового цинка, радиаторов. |
|
ПОССу 25-0,5 |
183 |
266 |
Лужение и пайка радиаторов. |
|
ПОССу 18-0,5 |
183 |
277 |
Лужение и пайка трубок теплообменников, электроламп. |
|
ПОСу 95-5 |
183 |
189 |
Пайка в электропромышленности, трубопроводов, работающих при повышенных температурах. |
|
ПОССу 40-2 |
183 |
216 |
Лужение и пайка холодильных устройств, тонколистовой упаковки. Припой широкого назначения. |
|
ПОССу 35-2 |
185 |
243 |
Пайка свинцовых труб, абразивная пайка. |
|
ПОССу 30-2 |
183 |
235 |
Лужение и пайка в холодильном, электроламповом производстве, автомобилестроении. |
|
ПОССу 25-2 |
183 |
266 |
Пайка в автомобилестроении. |
|
ПОССу 18-2 |
186 |
277 |
Пайка в автомобилестроении. |
|
ПОССу 15-2 |
186 |
277 |
Пайка в автомобилестроении. |
|
ПОССу 10-2 |
183 |
189 |
Пайка в автомобилестроении. |
|
ПОССу 8-3 |
240 |
290 |
Лужение и пайка в электроламповом производстве. |
|
ПОССу 5-1 |
275 |
308 |
Лужение и пайка деталей, работающих при повышенных темпер-х, лужение трубчатых радиаторов. |
|
ПОССу 4-6 |
244 |
270 |
Пайка белой жести, лужение и пайка деталей с закатанными и клепанными швами из латуни и меди. |
|
ПОССу 4-4 |
239 |
265 |
Лужение и пайка в автомобилестроении. |





Припои ПОС-61 и ПОС-63 плавятся при постоянной температуре 183 °C, так как их состав практически совпадает с составом эвтектики олово-свинец.
Самым распространенным и универсальным низкотемпературным припоем считается припой ПОС-63 и ПОС-90, благодаря своей жидкотекучести им с легкость удается паять изделия сложной формы.
Также к мягким оловянным припоям относят:
- Сурьмянистые и мало сурьмянистые припои (ПОССу), применяемые при пайке оцинкованных и цинковых изделий и повышенных требованиях к прочности паяного соединения.
- Оловянно-свинцово-кадмиевые (ПОСК) для пайки деталей, чувствительных к перегреву и пайки выводов к конденсаторам и пьезокерамике.
- Оловянно-цинковые (ПОЦ) для пайки алюминия.
- Бессвинцовые припои, содержащие наряду с оловом индий, цинк, медь, серебро.
Почти все бессвинцовые припои имеют меньшую текучесть — смачиваемость, чем оловянно-свинцовые. Для улучшения текучести применяются специальные составы флюсов. Характеристики шва бессвинцовых припоев, возникающие при длительной эксплуатации также хуже, чем у припоев, содержащих свинец. На данный момент, ни один из бессвинцовых припоев не считается полной заменой оловянно-свинцового, и ведутся дальнейшие исследования по разработке бессвинцового припоя для полноценной замены таковых.
Для улучшения текучести применяются специальные составы флюсов. Характеристики шва бессвинцовых припоев, возникающие при длительной эксплуатации также хуже, чем у припоев, содержащих свинец. На данный момент, ни один из бессвинцовых припоев не считается полной заменой оловянно-свинцового, и ведутся дальнейшие исследования по разработке бессвинцового припоя для полноценной замены таковых.
Химический состав оловянно-свинцовых припоев по ГОСТ 21930-76:
|
Марка припоя |
Массовая доля, % |
|||||||||||
|
Sn |
Sb |
Cd |
Cu |
Bi |
As |
Fe |
Ni |
S |
Zn |
Al |
Pb |
|
|
Бессурьмянистые (0%) |
||||||||||||
|
ПОС 90 |
89-91 |
0,1 |
- |
0,05 |
0,1 |
0,01 |
0,02 |
0,02 |
0,02 |
0,002 |
0,002 |
Ост. |
|
ПОС 63 |
62,5-63,5 |
0,05 |
- |
0,05 |
0,1 |
0,02 |
0,02 |
0,02 |
0,02 |
0,002 |
0,002 |
Ост. |
|
ПОС 61 |
59-61 |
0,1 |
- |
0,05 |
0,2 |
0,02 |
0,02 |
0,02 |
0,02 |
0,002 |
0,002 |
Ост. |
|
ПОС 40 |
39-41 |
0,1 |
- |
0,05 |
0,2 |
0,02 |
0,02 |
0,02 |
0,02 |
0,002 |
0,002 |
Ост. |
|
ПОС 30 |
29-31 |
0,1 |
- |
0,05 |
0,2 |
0,02 |
0,02 |
0,02 |
0,02 |
0,002 |
0,002 |
Ост. |
|
ПОС 10 |
9,0-10,0 |
0,1 |
- |
0,05 |
0,2 |
0,02 |
0,02 |
0,02 |
0,02 |
0,002 |
0,002 |
Ост. |
|
ПОС 61М |
59-61 |
0,2 |
- |
1,2-2,0 |
0,2 |
0,01 |
0,02 |
0,02 |
0,02 |
0,002 |
0,002 |
Ост. |
|
ПОСК 50-18 |
49-51 |
0,2 |
17-19 |
0,08 |
0,2 |
0,03 |
0,02 |
0,02 |
0,02 |
0,002 |
0,002 |
Ост. |
|
ПОСК 2-18 |
1.8-2,3 |
0,05 |
17,5-18,5 |
0,05 |
0,2 |
0,01 |
0,02 |
0,02 |
0,02 |
0,002 |
0,002 |
Ост. |
|
Малосурьмянистые (0,05-0,5%) |
||||||||||||
|
ПОССу 61-0,5 |
59-61 |
0,05-0,5 |
- |
0,05 |
0,2 |
0,02 |
0,02 |
0,02 |
0,02 |
0,002 |
0,002 |
Ост. |
|
ПОССу 50-0,5 |
49-51 |
0,05-0,5 |
- |
0,05 |
0,1 |
0,02 |
0,02 |
0,02 |
0,02 |
0,002 |
0,002 |
Ост. |
|
ПОССу 40-0,5 |
39-41 |
0,05-0,5 |
- |
0,05 |
0,2 |
0,02 |
0,02 |
0,02 |
0,02 |
0,002 |
0,002 |
Ост. |
|
ПОССу 35-0,5 |
34-36 |
0,05-0,5 |
- |
0,05 |
0,2 |
0,02 |
0,02 |
0,02 |
0,02 |
0,002 |
0,002 |
Ост. |
|
ПОССу 30-0,5 |
29-31 |
0,05-0,5 |
- |
0,05 |
0,2 |
0,02 |
0,02 |
0,02 |
0,02 |
0,002 |
0,002 |
Ост. |
|
ПОССу 25-0,5 |
24-26 |
0,05-0,5 |
- |
0,05 |
0,2 |
0,02 |
0,02 |
0,02 |
0,02 |
0,002 |
0,002 |
Ост. |
|
ПОССу 18-0,5 |
17-18 |
0,05-0,5 |
- |
0,05 |
0,2 |
0,02 |
0,02 |
0,02 |
0,02 |
0,002 |
0,002 |
Ост. |
|
Сурьмянистые(от 0,5 до 6%) |
||||||||||||
|
ПОСу 95-5 |
Основа |
4,0-5,0 |
- |
0,05 |
0,1 |
0,04 |
0,02 |
0,02 |
0,02 |
0,002 |
0,002 |
0,07 |
|
ПОССу 40-2 |
39-41 |
1,5-2,0 |
- |
0,08 |
0,2 |
0,02 |
0,02 |
0,08 |
0,02 |
0,02 |
0,02 |
Ост. |
|
ПОССу 35-2 |
34-36 |
1,5-2,0 |
- |
0,08 |
0,2 |
0,02 |
0,02 |
0,08 |
0,02 |
0,02 |
0,02 |
Ост. |
|
ПОССу 30-2 |
29-31 |
1,5-2,0 |
- |
0,08 |
0,2 |
0,02 |
0,02 |
0,08 |
0,02 |
0,02 |
0,02 |
Ост. |
|
ПОССу 25-2 |
24-26 |
1,5-2,0 |
- |
0,08 |
0,2 |
0,02 |
0,02 |
0,08 |
0,02 |
0,02 |
0,02 |
Ост. |
|
ПОССу 18-2 |
17-18 |
1,5-2,0 |
- |
0,08 |
0,2 |
0,02 |
0,02 |
0,08 |
0,02 |
0,02 |
0,02 |
Ост. |
|
ПОССу 15-2 |
14-15 |
1,5-2,0 |
- |
0,08 |
0,2 |
0,02 |
0,02 |
0,08 |
0,02 |
0,02 |
0,02 |
Ост. |
|
ПОССу 10-2 |
9,0-10,0 |
1,5-2,0 |
- |
0,08 |
0,2 |
0,02 |
0,02 |
0,08 |
0,02 |
0,02 |
0,02 |
Ост. |
|
ПОССу 8-3 |
7,0-8,0 |
2,0-3,0 |
- |
0,1 |
0,2 |
0,02 |
0,02 |
0,08 |
0,02 |
0,02 |
0,02 |
Ост. |
|
ПОССу 5-1 |
4,0-5,0 |
0,5-1,0 |
- |
0,08 |
0,2 |
0,02 |
0,02 |
0,08 |
0,02 |
0,02 |
0,02 |
Ост. |









Помощь друга:
Без наличия спектральной лаборатории, рентгенофлуоресцентный анализатора металлов и сплавов, или возможности произвести химический анализ с целью определения химического состава и марки припоя будет туго, но можно:
Определить приблизительный химический состав припоя по следующим видимым признакам:
— пруток с содержанием олова выше 60% ярко блестит (возможно, это ПОС-90, ПОС-61).
— пруток, в котором много свинца — темного серого цвета, матовый.
— поверхность припоя чем темнее, чем больше в нем свинца.
— пруток со значительным содержанием свинца (до 60% свинца) пластичный, его легко деформировать и согнуть руками (возможно, это ПОС-30, ПОС-40).
— пруток, где много олова, прочный и жесткий. Он менее пластичный, и тяжелее гнется руками.
— пруток из чистого олова при сгибе или сжатии издает характерный хруст (возможно, это Олово, ПОС-90).
— если пруток или чушка долгое время находились при отрицательной температуре воздуха, и начинают ссыпаться при физическом воздействии, как порошок (возможно, это Олово, ПОС-90).
Урал ОловоКлассификация припоев
Припой представляет собой материал, который используется для соединения металлов методом пайки. Он всегда имеет температуру плавления ниже, чем соединяемые детали. Большинство припоев сами являются металлами, проводящими электричество, но существуют и исключения.
С течением времени было создано огромное количество припоев, которые отличаются по составу, соотношению материалов, наличию присадок. Для удобства эксплуатации их было необходимо классифицировать. В первую очередь все существующие соединения были разделены на мягкие и твердые.
Мягкие припои
Мягкие припои имеет низкую температуру плавления, которая не превышает 300 °C. При этом предел их прочности варьируется в диапазоне 16—100 МПа.
Большинство из них является сплавом двух металлов: олова и свинца. Процентное соотношение материалов сильно меняется. Сегодня используются сплавы, в которых может быть от 10 % до 90 % олова. Они имеют свою маркировку ПОС, к которой добавляется значение количества олова в процентах (от ПОС-10 до ПОС-90). Температура плавления также варьируется в диапазоне 220—280 °C, в зависимости от соотношения материала.
Кроме того, существует и другие разновидности мягких припоев, которые используются для специфических задач.
- ПОССу. Стандартный оловянно-свинцовый припой, но дополнительно в сплав добавляется сурьма. Благодаря этому его можно использовать при работе с оцинкованными поверхностями при сохранении высокой прочности, кроме этого добавка сурьмы придает припою пластичность.
- ПОСК. Аббревиатура расшифровывается как оловянно-свинцово-кадиемовый. Его главной особенностью является сниженная температура плавления.
 Благодаря этому ПОСК отлично подходит для пайки элементов, перегрев которых недопустим.
Благодаря этому ПОСК отлично подходит для пайки элементов, перегрев которых недопустим. - ПОЦ или «А». Оловянно-цинковый припой, который из-за химических свойств подходит для пайки алюминия, присоединения медных изделий к алюминиевым.
 Благодаря этому ПОСК отлично подходит для пайки элементов, перегрев которых недопустим.
Благодаря этому ПОСК отлично подходит для пайки элементов, перегрев которых недопустим.Помимо ПОЦ (Припой «А»), существуют и другие бессвинцовые припои, которые используются реже. В их сплав для обеспечения нужных дополнительных свойств входят медь, серебро, висмут.
Твердые припои
В этот класс входят сплавы, температура плавления которых начинается с 300 °C, а иногда пересекает отметку в 1000 °C. За счет этого их прочность также значительно увеличивается. Значение в МПа здесь принимает диапазон от 100 до 500.
В большинстве случаев основой сплава является медь или серебро. Существует множество вариаций их соединения с другими металлами. В результате меняются температура плавления, механическая прочность, а также физические и химические свойства.
Среди медных наиболее широкое распространение получили припои ПМЦ с добавлением цинка. Количество меди в процентах обозначается в маркировке сплава. Активнее всего используются припои ПМЦ-36, ПМЦ-46, ПМЦ-51 с температурой плавления 825—870 °C.
Припои, которые считаются серебряными, на самом деле являются сплавами. Весомую часть состава занимает само серебро, а остальная состоит из меди и цинка. Причем в аббревиатуре указывается только количество Ag. Существует множество разновидностей таких сплавов, от ПСр-10 до ПСр-70.
Серебряные припои открыли новые возможности. Сегодня с их помощью производится пайка многих металлов между собой. Они позволяют работать с титаном, латунью, бронзой, никелем и другими материалами, которые невозможно спаять более привычными всем припоями.
Другие критерии классификации
Помимо подразделения припоев на два основных типа, их классифицируют по ряду других признаков.
- Тип расплавления. Часть используемых припоев расплавляется полностью, а часть только частично. При этом есть композиционные варианты, которые совмещают в себе оба сплава.
- По основному химическому элементу. Припой принято называть тем металлом, который присутствует в его составе в наибольшем количестве.
- По способу получения припоя. Некоторые припои продаются в готовом виде, а некоторые образуются прямо в процессе пайки. Последние представляют собой соединение слоев сплавов, флюса, канифоли, фольги.
- По наличию флюса. Часть припоев необходимо флюсовать отдельно в процессе пайки, а часть сразу имеет необходимое покрытие.
- По форме изделий. Наиболее распространены проволочные, прутковые, трубчатые припои. Для специализированных задач могут использоваться листовые, порошковые и даже пастообразные варианты.
 Часть используемых припоев расплавляется полностью, а часть только частично. При этом есть композиционные варианты, которые совмещают в себе оба сплава.
Часть используемых припоев расплавляется полностью, а часть только частично. При этом есть композиционные варианты, которые совмещают в себе оба сплава.Легкоплавкие и мягкие припои
Легкоплавкие и мягкие припоиХимический
состав и температура плавления некоторых
легкоплавких сплавов.
В.А. Коган
«Справочник по металлам и сплавам для полиграфистов» М. «Книга»
1980, стр. 191.
|
№ |
Сплав |
Химический состав, % |
Температура плавления °С |
||||
|
Вi |
Cd |
Pb |
Sn |
Hg |
|||
|
1 |
Весьма легкоплавкий |
36,0 |
6,0 |
28,0 |
30,0 |
48 |
|
|
2 |
То же |
42,0 |
6,0 |
32,0 |
20,0 |
58 |
|
|
3 |
Сплав Вуда |
50,0 |
25,0 |
12,5 |
68 |
||
|
4 |
Сплав Липовица |
50,1 |
10,0 |
26,6 |
13,3 |
68 |
|
|
5 |
Легкоплавкий сплав |
50,0 |
34,5 |
9,3 |
77 |
||
|
6 |
Сплав Лихтенберга |
50,0 |
30,0 |
20,0 |
92 |
||
|
7 |
Сплав Ньютона |
50,0 |
18,8 |
94 |
|||
|
8 |
Легкоплавкий сплав |
50,0 |
32,2 |
17,8 |
100 |
||
|
9 |
Сплав Розе |
50,0 |
28,0 |
22,0 |
100 |
||
|
10 |
Висмутовый припой |
40,0 |
40,0 |
20,0 |
113 |
||
|
11 |
Легкоплавкий сплав |
33,3 |
33,3 |
123 |
|||
|
12 |
Двойная эвтектика Bi-Pb |
55,5 |
44,5 |
124 |
|||
|
13 |
Двойная эвтектика Bi-Sn |
57,0 |
43,0 |
138 |
|||
|
14 |
Легкоплавкий сплав |
16,0 |
36,0 |
48,0 |
155 |
||
|
15 |
Легкоплавкий сплав |
46,6 |
40,1 |
165 |
|||
|
16 |
Двойная эвтектика Cd-Sn |
32,0 |
68,0 |
177 |
|||
|
17 |
Двойная эвтектика Pb-Sn |
38,0 |
62,0 |
183 |
|||
 5″>
5″>
 2″>
2″>
 2″>
2″>
 3″>
3″>
 3″>
3″>
|
ЛЕГКОПЛАВКИЕ И МЯГКИЕ
ПРИПОИ. Данные взяты с сайта «БЛОК ПИТАНИЯ» http://pblock.narod.ru/info/solder_i.html ….Припой
— это сплав металлов, предназначенный для соединения деталей и узлов методом
пайки. Он должен обладать хорошей текучестью в расплавленном состоянии,
хорошо смачивать поверхности соединяемых материалов и иметь требуемые
характеристики в твердом состоянии (механическая прочность, стойкость
к воздействию внешней среды, усадочные напряжения, коэффициент теплового
расширения и т.п.). Большая группа припоев выпускается промышленностью
в готовом виде, однако иногда возникает необходимость в самостоятельном
их изготовлении. Легкоплавкие припои (с температурой плавления ниже 100°C)
сплавляют в фарфоровых тиглях, более тугоплавкие — в металлических. Тщательно
высушенные компоненты состава отвешивают на технических весах, расплавляют
в тигле над газовой горелкой и, перемешав припой стержнем из мягкой древесины
или стальным прутком, очень осторожно разливают в формы—желоба из жести,
дюралюминия или гипса. |

 Перед разливкой с поверхности расплава стальной
пластинкой снимают пленку шлака. Плавку необходимо выполнять в хорошо
проветриваемом помещении и обязательно надевать защитные очки, перчатки
и фартук из грубой ткани. В таблице приведены состав и основные характеристики
наиболее употребительных и доступных припоев.
Перед разливкой с поверхности расплава стальной
пластинкой снимают пленку шлака. Плавку необходимо выполнять в хорошо
проветриваемом помещении и обязательно надевать защитные очки, перчатки
и фартук из грубой ткани. В таблице приведены состав и основные характеристики
наиболее употребительных и доступных припоев.
| Припой | Состав, % вес | Температура плавления, °C | Прочность на разрыв, кгс/мм2 | Относительное удлиннение при растяжении, % | Твердость по Бринелю, кгс/мм2 | |||||
| Примечание | олово | висмут | свинец | кадмий | прочие | |||||
| Сплав Гутри | — | 50 | 20,5 | 14,3 | — | 45 | — | — | — | |
| — | — | 8,3 | 44,7 | 22,6 | 5,3 | индий 19,1 | 47 | 3,8 | 1,5 | 12 |
| — | — | 12 | 49 | 18 | — | индий 21 | 58 | 50 | 14 | |
| Сплав Вуда | 1 | 12,5 | 50 | 25 | 12,5 | — | 68 | 4,5 | 7 | 10,5 |
| — | — | 20 | 35,5 | 35 | 9,5 | — | 67…90 | 4 | 15 | 18 |
| Сплав Липовитца | 1 | 49,4 | 27,7 | 10 | — | 70 | 4,3 | 50 | 9 | |
| — | — | 11 | 42,5 | 37,7 | 85 | — | 70…90 | 3,6 | 31 | 10 |
| Сплав Д’Арсе | 1 | 9,6 | 45,1 | — | — | 79 | — | — | — | |
| Сплав Розе | 1 | 25 | 50 | 25 | — | — | 93,7 | — | — | — |
| Сплав Ньютона | — | 18,75 | 50 | 31,25 | — | — | 96 | — | 8,6 | |
| ПОСВ—32—15—53 | 1 | 32 | 53 | 15 | — | — | 96 | — | — | — |
| — | — | 22 | 50 | 28 | — | — | 100 | 4,5 | 6 | 13,6 |
| — | 2 | 50 | — | — | — | индий 50 | 117 | 83 | 5 | |
| — | — | 33,3 | 20 | 33,3 | 13,4 | — | 120 | 5 | 3,8 | 12,5 |
| ПОСВ—33 | 3 | 33,4 | 33,3 | 33,3 | — | — | 130 | — | — | — |
| — | — | 42 | 58 | — | — | — | 139 | 200 | 22 | |
| ПОСК—50 | — | 49,8 | — | 32 | 18,2 | — | 145 | 6,7 | — | 15,3 |
| — | 70 | — | 18 | — | индий 12 | 150…174 | 3,7 | 135 | 12 | |
| — | 4 | 34 | — | 63 | — | цинк 3 | 170…256 | — | — | — |
| ПОС—60 | 59…61 | — | остальное | — | сурьма 0…0,8 | 182…185 | — | — | — | |
| — | — | 42 | 58 | — | — | — | 139 | 5,6 | 200 | 22 |
| — | — | 49,5…50 | 0,25 | остальное | — | сурьма 0,2…0,5 | 182…216 | 3,8 | 14 | |
| ПОС—50 | 6 | 49…50 | — | остальное | — | сурьма 0…0,8 | 183…209 | — | — | — |
| ПОС—90 | 7 | 88…90 | — | остальное | — | медь 0…0,8 никель 0…0,8 | 183…222 | — | — | — |
| ПОС—40 | 39…40 | — | остальное | — | сурьма 1,5…2 | 183…235 | — | — | — | |
| ПОС—30 | 9 | 29…30 | — | остальное | — | сурьма 1,5…2 | 183…256 | — | — | — |
| ПОС—18 | 10 | 7…18 | — | остальное | — | сурьма 2…2,5 | 183…277 | — | — | — |
| — | 11 | 50 | — | 47 | — | сурьма 3 | 185…204 | 29 | 16 | |
| — | — | 91,1 | — | — | 8,9 | — | 199 | 7,5 | — | 14 |
| Авиа—1 | 4 | 55 | — | — | 20 | цинк 25 | 200 | — | — | — |
| — | 12 | — | — | 50 | — | индий 50 | 215 | 55 | 2,6 | |
| — | 4 | 34 | — | 63 | — | цинк 3 | 170…256 | — | — | — |
| ПСр—2 | 13 | 30 | — | 63 | 5 | серебро 2 | 225…235 | — | — | — |
| — | 14 | — | — | — | — | индий 90 серебро 10 | 231 | 61 | 2,7 | |
| ПС—78 Oл—15 Су—7 | — | 15 | — | 78 | — | сурьма 7 | 231 | — | — | — |
| — | 15 | 94 | — | — | — | сурьма 4…6 | 232…240 | 4 | 38 | 13 |
| ПС—99 Ц1 | — | — | — | — | натрий 0,1 цинк 1 | 234 | — | — | — | |
| ПК60—40 | 4 | 40 | — | — | 60 | — | 235 | — | — | — |
| ПКЦ—40—60 | 16 | — | — | — | 40 | цинк 60 | 240 | — | — | — |
| ПС—83 Oл—7 Су—10 | — | 7 | — | 83 | — | сурьма 10 | 242 | — | — | — |
| ПOл—70 Ц30 | 4 | 70 | — | — | — | цинк 30 | 243 | — | — | — |
| — | — | — | — | остальное | — | сурьма 11…13 | 247…248 | 5 | — | 30 |
| Авиа—2 | 4 | 40 | — | — | 20 | алюминий 15 цинк 25 | 250 | — | — | — |
| ПСр—1,5 | 13 | 15 | — | — | серебро 1,5 | 265…270 | — | — | — | |
| ПОССр—1,5 | 17 | 15 | 0,75 | 83 | — | серебро 1,25 | 276 | — | — | — |
| ПСр—2,5 | 13 | 5,5 | — | 92 | — | серебро 2,5 | 235…305 | — | — | — |
| — | 0,75…1,25 | остальное | — | сурьма 0…0,4 серебро 1,3…1,7 | 309 | 3,1 | 23 | 9,5 | ||
| ПК60 Ц—40 | 17 | — | — | — | 60 | цинк 40 | 310 | — | — | — |
| — | — | — | 95 | — | индий 5 | 315 | 52 | 6 | ||
| Б | — | — | — | — | алюминий 12 медь 8 цинк 80 | 400 | — | — | — | |
 1″>21,1
1″>21,1
 5″>4,5
5″>4,5
 9″>12,9
9″>12,9
 3″>45,3
3″>45,3
 9″>4,9
9″>4,9
 2″>1,2
2″>1,2
 6″>5,6
6″>5,6
 6″>5,6
6″>5,6
 4″>4,4
4″>4,4
 8″>6,8
8″>6,8
 9″>5,9
9″>5,9
 3″>3,3
3″>3,3
 1″>1,1
1″>1,1
 9″>98,9
9″>98,9
 5″>83,5
5″>83,5
 25″>0,25
25″>0,25
 5″>3,5
5″>3,5
1
Для пайки металлов с температурой плавления 200°C и выше
2 Для припайки к стеклу
3 Пайка плавких сигнальных предохранителей
4 Для пайки алюминия и его сплавов
5 Для пайки монтажных проводов с ПВХ изоляцией, обмоточных
проводов, герметичных швов, изделий из закаленной стали
6 Для пайки токоведущих деталей из латуни, серебра, луженого
никеля
7 Для пайки деталей и узлов под гальванические покрытия, серебряные,
золоченые (припой с высокой коррозионной устойчивостью)
8 Для лужения и пайки кабельных изделий
9 Для лужения и пайки токоведущих деталей из меди, цинка и
их сплавов, для пайки деталей приборов и радиоаппаратуры, для лужения перед
пайкой более легкоплавкими припоями
10 Дешевый припой для различных работ
11 Припой с повышенной устойчивостью к ползучести
12 Припой с высокой стойкостью к щелочной коррозии
13 Для пайки молибдена и вольфрама
14 Для пайки серебра, стекла и керамики
15 Для пайки пищевой посуды, тары для медикаментов и воды
(для этих целей пригоден припой ПОС—90)
16 Для пайки магния и его сплавов
17 Для пайки деталей из оцинкованной стали, цинка, медных
сплавов, для пайки наружных деталей приборов
Проволочный припой KESTER K 100 LD
Бессвинцовый высокочистый UltraPure® проволочный припой Kester K 100 LD разработан для операций ручной пайки и ремонта по бессвинцовой технологии. В состав сплава K 100 LD входят олово-медь-никель, а также другие элементы снижающие выщелачивание металла в процессе пайки и улучшающие смачиваемость.
В состав сплава K 100 LD входят олово-медь-никель, а также другие элементы снижающие выщелачивание металла в процессе пайки и улучшающие смачиваемость.
Для увеличения надежности изделий, изготовленных по бессвинцовой технологии, проволочный припой K 100 LD.
Припой производится со следующими рекомендованными флюсовыми сердечниками:
— флюс Kester 275 не треб. отмывки, сердечник 66 с 3% концентрацией флюса.
— флюс Kester 48 канифольный активный, сердечник 66 с 3% концентрацией флюса.
— флюс Kester 331 смываемый водой, сердечник 66 с 3% концентрацией флюса.
Совместим с бессвинцовыми покрытиями: K 100 LD хорошо оплавляется на всех типах металлизаций компонентов и контактных площадок на платах. Это снижает дефекты смачиваемости и обеспечивает хорошее растекание и покрытие.
Внешний вид паяных соединений: K 100 LD образует блестящие и гладкие паянные соединения с очень малой усадкой, типичные для свинецсодержащих припоев (Sn63Pb37). Блестящий внешний вид упрощает инспекцию K100LD пайки т.е. нет ни какой разницы, отличий в традиционной инспекции, это снижает время, необходимое для обучение (перенастройки) установок AOI.
Блестящий внешний вид упрощает инспекцию K100LD пайки т.е. нет ни какой разницы, отличий в традиционной инспекции, это снижает время, необходимое для обучение (перенастройки) установок AOI.
Низкое растворение меди: K 100 LD минимизирует растворение меди из обслуживаемых элементов печатных плат. Снижение растворения меди помогает защитить металлизацию элементов, которые были, припаяны или облужены.
Хорошая смачиваемость: Сплав K100LD разработан для обеспечения максимальной смачиваемости при бессвинцовой технологии. Как и у других бессвинцовых сплавов скорость смачивания может проходить несколько медленнее по сравнению с свинцовыми сплавами. Правильный выбор флюса и техника пайки обеспечат гарантированно хороший результат.
Недорогой бессвинцовый сплав: сплав K 100 LD на основе олова-свинца специально разработан без добавок серебра. Отсутствие серебра в K 100 LD является основной причиной низкой стоимости этого материала по сравнению со сплавом SAC 305.
Низкое содержание свинца: K 100 LD производится с содержанием свинца менее, чем 0,05% для достижения (получения) гарантированного соответствия нормам стандарта по ограничению содержания опасных веществ RoHS.
Совместимость флюса: проволочный припой K 100 LD содержит оптимальный процент флюса для хорошей смачиваемости. Смачивающая способность бессвинцовых припоев ниже чем у свинцовых и содержание флюса является одним из критичных параметров, который обеспечивает хорошую бессвинцовую пайку. Также Kester флюсы не выгорают быстро, т.к. они разрабатывались для высоких температур, необходимых для пайки бессвинцовыми сплавами.
Следующие советы помогут Вам достичь хороших результатов при операциях ручной пайки с K 100 LD:
— Используйте насадки с правильной геометрией жала паяльника.
— При пайке работайте при температуре в диапазоне 700 – 800о Форенгейта.
— Увеличивайте время контакта слегка.
— Всегда используйте проволоку с достаточным содержание флюса (рекомендуется 3% для K 100 LD).
— Используйте соответствующий диаметр проволочного припоя для Вашего изделия.
Для исключения проблем сборки при операции ручной пайки следите за выполнением следующих пунктов:
— Всегда используйте бессвинцовые насадки, жала.
— Снижайте напряжение питания или выключайте паяльную станцию, когда она не используется.
— Избегайте чрезмерного использование жидкого флюса.
— Исключайте загрязнения свинцом, изолируйте бессвинцовые и свинцовые зоны.
— Держите паяльные жала хорошо покрытые слоем олова.
— Не используйте абразивные очистители жала паяльника.
— Своевременно меняйте старые, изношенные насадки.
Чтобы получить более подробную информацию,узнать цену и сделать заказ Вы можете обратиться к нашим специалистам, которые Вам всегда с удовольствием ответят.
Припои ПОС, ПСР и др.
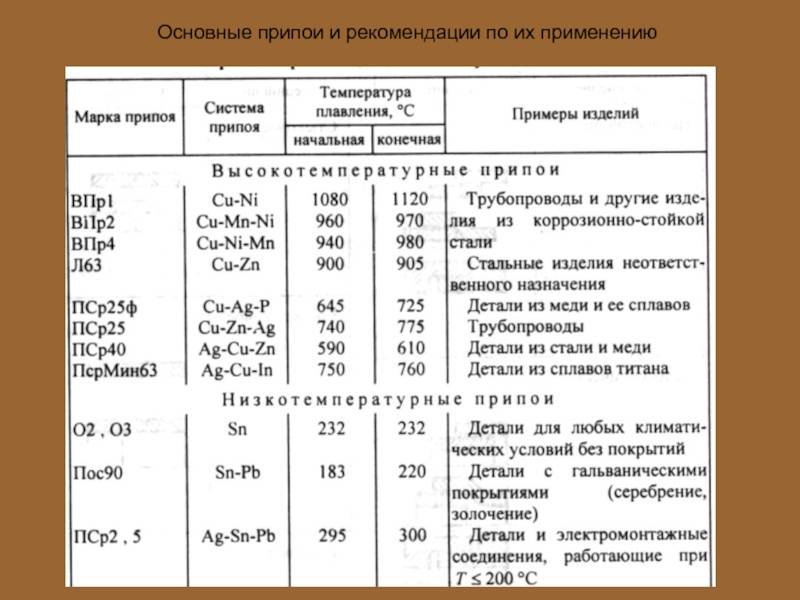
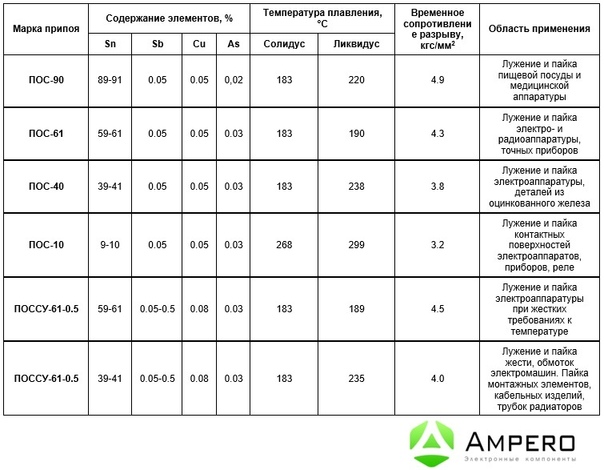
Выбор припоя зависит от соединяемых металлов или сплавов, от способа пайки, температурных ограничений, размеров деталей, требуемой механической прочности, коррозионной стойкости и др.
Наиболее широко применяются в любительской практике легкоплавкие припои. Рекомендации по их применению, на основании которых можно выбрать припой, приведены в таблице — 1. Буквы ПОС в марке припоя означают припой оловянно-свинцовый, цифры — содержание олова в процентах (ПОС 61, ПОС 40). Для получения специальных свойств в состав оловянно-свинцовых припоев вводят сурьму, кадмий, висмут и другие металлы. Состав некоторых таких припоев приведён в таблице — 2.
Таблица №1.
 Легкоплавкие припои.
Легкоплавкие припои.
Марка припоя |
Температура |
Область применения |
|
ПОС 90 |
222 ºC |
Пайка деталей и узлов, подвергающихся в дальнейшем гальванической обработке (серебрение, золочение) |
|
ПОС 61 |
190 ºC |
Лужение и пайка тонких спиральных пружин в измерительных приборах и других ответственных деталей из стали, меди, латуни, бронзы, когда не допустим или нежелателен высокий нагрев в зоне пайки. |
|
ПОС 50 |
222 ºC |
То же, но когда допускается более высокий нагрев, чем при ПОС 61 |
|
ПОС 40 |
235 ºC |
Лужение и пайка токопроводящих деталей неответственного назначения, наконечников, соединение проводов с лепестками, когда допускается более высокий нагрев, чем при ПОС 50 или ПОС 61. |
|
ПОС 30 |
256 ºC |
Лужение и пайка механических деталей неответственного назначения из меди и её сплавов, стали и железа. |
|
ПОС 18 |
277 ºC |
Лужение и пайка при пониженных требованиях к прочности шва, деталей неответственного назначения из меди и её сплавов, оцинкованного железа. |
|
ПОССу 4 — 6 |
265 ºC |
Лужение и пайка деталей из меди и железа погружением в ванну с расплавленным припоем. |
|
ПОСК 50 |
145 ºC |
Пайка деталей из меди и её сплавов, не допускающих местного перегрева. Пайка полупроводниковых приборов. |
|
ПОСВ 33 |
130 ºC |
Пайка плавких предохранителей. |
|
ПОСК 47 — 17 |
180 ºC |
Пайка проводов и выводов элементов к слою серебра, нанесённого на керамику методом вжигания. |
|
П 200 |
200 ºC |
Пайка тонкостенных деталей из алюминия и его сплавов. |
|
П 250 |
280 ºC |
Пайка тонкостенных деталей из алюминия и его сплавов. |
|
Сплав «Розе» |
92-95 ºC |
Пайка, когда требуется особо низкая температура плавления припоя. |
|
Cплав д Арсенваля |
79 ºC |
Пайка, когда требуется особо низкая температура плавления припоя. |
|
Сплав Вуда |
60 ºC |
Пайка, когда требуется особо низкая температура плавления припоя. |
 Пайка тонких (диаметром 0,05 — 0,08 мм) обмоточных проводов, в том числе высоко — частотных (лицендрата), выводов обмоток, радиоэлементов и микросхем, монтажных проводов в полихлорвиниловой изоляции, а также пайка в тех случаях, когда требуется повышенная механическая прочность и электропроводность.
Пайка тонких (диаметром 0,05 — 0,08 мм) обмоточных проводов, в том числе высоко — частотных (лицендрата), выводов обмоток, радиоэлементов и микросхем, монтажных проводов в полихлорвиниловой изоляции, а также пайка в тех случаях, когда требуется повышенная механическая прочность и электропроводность.

Выпускают легкоплавкие припои в виде литых чушек, прутков, проволоки, лент фольги, порошков, трубок диаметром от 1 до 5 мм, заполненных канифолью, а также в виде паст, составленных из порошка припоя и жидкого флюса.
Таблица N2. Специальные легкоплавкие припои.
|
Марка |
Содержание элементов, % |
Температура плавления ºC |
|||||
Sn |
Pb |
Sb |
Bi |
Cd |
Za |
||
|
ПОССу 4 — 6 |
3-4 |
90-92 |
5-6 |
|
|
|
265 |
|
ПОСК 50 — 18 |
49-51 |
29,8-33,8 |
0,2 |
|
17 — 19 |
|
222 |
|
ПОСВ 33 |
33,4 |
33,3 |
|
33,3 |
|
|
130 |
|
П 250 |
80 |
|
|
|
|
20 |
280 |
|
П 200 |
90 |
|
|
|
|
10 |
200 |
|
Сплав Розе |
15,5 |
32 |
|
52,5 |
|
|
95 |
| Сплав Розе |
25 |
25 |
|
50 |
|
|
94 |
| Сплав Розе |
|
40 |
|
52 |
8 |
|
92 |
|
Сплав д Арсенваля |
9,4 |
45,1 |
|
45,5 |
|
|
79 |
|
Сплав Вуда |
12,5 |
25 |
|
50 |
12,5 |
|
60 |
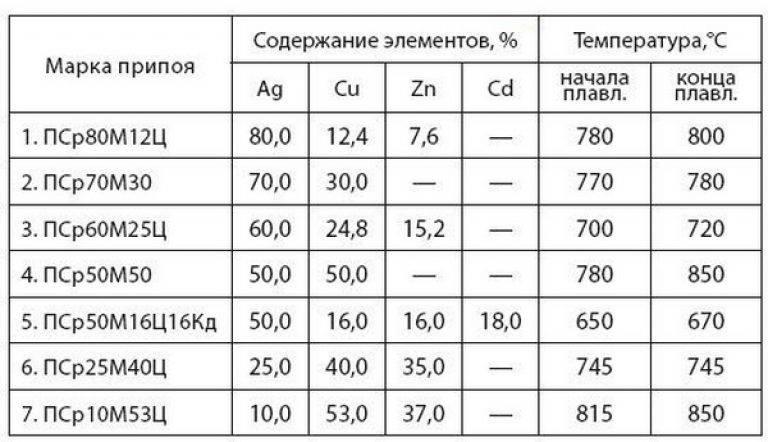
Стандартные серебряные припои
Серебряные припои — это обычно сплавы из серебра, меди и цинка. Они ковки и вязки и во многих случаях швы из них оказываются настолько же прочными, как и спаиваемые металлы.
Они ковки и вязки и во многих случаях швы из них оказываются настолько же прочными, как и спаиваемые металлы.
В таблицах приведены состав и свойства серебряных припоев, применяемых в настоящее время в приборостроении:
Состав
|
Марки и их обозначения |
Химический состав |
||||||
|
Ag |
Cu |
Примеси |
Zn |
||||
|
нормальное содержание в % |
допуск в % |
нормальное содержание в % |
допуск в % |
Pb не более в % |
всего не более в % |
||
|
ПСр-10 |
10 |
±0,3 |
53 |
±1 |
0,5 |
1 |
Остальное |
|
ПСр-12 |
12 |
±0,3 |
36 |
±1 |
0,5 |
1 |
|
|
ПСр-25 |
25 |
±0,3 |
40 |
±1 |
0,5 |
1 |
|
|
ПСр-45 |
45 |
±0,5 |
30 |
±0,5 |
0,3 |
0,5 |
|
|
ПСр-65 |
65 |
±0,5 |
20 |
±0,5 |
0,3 |
0,5 |
|
|
ПСр-70 |
70 |
±0,5 |
26 |
±0,5 |
0,3 |
0,5 |
|
Свойства
|
Марки и их обозначения |
Температура плавления в °С |
Температура пайки в °С |
Удельный вес в литом состоянии |
Электропроводность в % (медь—100%) |
|
ПСр-10 |
820 |
870 |
8,55 |
20,5 |
|
ПСр-12 |
875 |
— |
8,5 |
— |
|
ПСр-25 |
765 |
— |
8,9 |
— |
|
ПСр-45 |
675 |
745 |
9,15 |
24,4 |
|
ПСр-65 |
740 |
— |
9,6 |
— |
|
ПСр-70 |
780 |
775 |
9,8 |
77,1 |
1. Серебряные припои поставляются по весу в виде зерен размером от 1 до Змм для припоев марок ПСр-10; ПСр-12 и ПСр-25 и в виде полос и прутков с размерами, указанными в заказе, для остальных марок.
Серебряные припои поставляются по весу в виде зерен размером от 1 до Змм для припоев марок ПСр-10; ПСр-12 и ПСр-25 и в виде полос и прутков с размерами, указанными в заказе, для остальных марок.
2. Химический состав припоев дан согласно ОСТ 2982.
Припой ПСр-10 содержит 10% серебра — практически наименьшее количество в припое для твердой пайки. Он может служить для соединения деталей из стали и цветных сплавов, нагревающихся при работе до температуры 800°С, как, например, для пайки примусных горелок. Его применение целесообразно, когда детали в последующем подвергаются термообработке при сравнительно высоких температурах, не превышающих, однако, температуры плавления припоя. Припой ПСр-12 применяют для пайки латуней с содержанием меди 58% и более.
Для тонких работ, когда требуется особая чистота места спая, применяют припой ПСр-25. Однако шов из ПСр-25 плохо выдерживает ударные нагрузки и при стыковых соединениях дает трещины. Поэтому стыки деталей толщиной до 3 мм надежнее соединять припоем ПСр-45, который содержит значительно больше серебра, чем предыдущие. Он может быть использован для пайки деталей из меди, бронз, стали и никеля. Этот припой желтоватого цвета, вязок, жидкотекуч, хорошо сопротивляется коррозии. Шов из него хорошо выдерживает удары и вибрации.
Он может быть использован для пайки деталей из меди, бронз, стали и никеля. Этот припой желтоватого цвета, вязок, жидкотекуч, хорошо сопротивляется коррозии. Шов из него хорошо выдерживает удары и вибрации.
Припой ПСр-65 применяют для пайки ленточных пил, а ПСр-70 — для пайки проводов в тех случаях, когда важно, чтобы места спая не уменьшали резко электропроводность.
Заводы-изготовители обычно поставляют серебряный припой в виде листов, которые затем разрезают на полоски требуемой величины. Полученный путем сплавления кусок припоя прокатывают на вальцах до толщины листа 1,5—2 мм (или тоньше — в зависимости от метода пайки), а затем разрезают на полоски. Крайние (более широкие) полосы с неровными краями, получившимися при прокатке листа, используют при пайке крупных деталей (с длинным швом), где нужно много припоя.
Оставшиеся после пайки короткие прутки, которые уже нельзя держать руками, подпаивают к другим пруткам или на латунную проволоку с тем, чтобы использовать их до конца.
Для соединения мелких тонких деталей, требующих небольшого количества припоя, рекомендуется применять полоски шириной 0,5—3 мм.
По вопросам приобретения просим обращаться сюда.
ГОСТ 19738-2015 Припои серебряные. Марки, ГОСТ от 03 июня 2016 года №19738-2015
ГОСТ 19738-2015
МКС 77.120.99
Дата введения 2017-01-01
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2-2009 «Межгосударственная система стандартизации. Правила разработки, принятия, применения, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Межгосударственным техническим комитетом по стандартизации МТК 304 «Благородные металлы, сплавы и промышленные изделия из них», Акционерным обществом «Екатеринбургский завод по обработке цветных металлов»
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии (Росстандарт)
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 27 февраля 2015 г. N 75-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 3 июня 2016 г. N 517-ст межгосударственный стандарт ГОСТ 19738-2015 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2017 г.
5 ВЗАМЕН ГОСТ 19738-74
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе «Национальные стандарты», а текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения
Настоящий стандарт устанавливает марки серебряных припоев, предназначенных для производства полуфабрикатов в виде полос, проволоки, фольги, штампованных заготовок и др., применяемых для пайки и лужения.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 16321.1-70 Серебряно-медные сплавы. Метод определения содержания серебра
ГОСТ 16321.2-70 Сплавы серебряно-медные. Метод спектрального анализа
ГОСТ 16882.1-71 Серебряно-медно-фосфорные припои. Метод определения массовой доли серебра
ГОСТ 16882.2-71 Серебряно-медно-фосфорные припои. Методы определения массовой доли фосфора, свинца, железа и висмута
ГОСТ 16883.1-71 Серебряно-медно-цинковые припои. Метод определения массовой доли серебра
ГОСТ 16883.2-71 Серебряно-медно-цинковые припои. Метод определения массовой доли меди
ГОСТ 16883.3-71 Серебряно-медно-цинковые припои. Спектральный метод определения свинца, железа и висмута
ГОСТ 22864-83 Благородные металлы и их сплавы. Общие требования к методам анализа
_______________
В Российской Федерации действует ГОСТ Р 52599-2006 «Драгоценные металлы и их сплавы. Общие требования к методам анализа».
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Сокращения и условные обозначения
3.1 В стандарте приняты следующие сокращения:
— для назначения сплава: П — припой;
— для обозначения металлов: Ср — серебро, Кд — кадмий, М — медь, О — олово, С — свинец, Су — сурьма, Ф — фосфор, Ц — цинк.
3.2 Условное обозначение марки припоя состоит из буквы, обозначающей назначение сплава; букв, обозначающих один или несколько компонентов, и следующих за ними цифр, обозначающих номинальную массовую долю серебра и указанных компонентов в припое в процентах.
4 Требования
4.1 Марки и химический состав серебряных припоев должны соответствовать требованиям таблицы 1.
4.2 Химический состав припоев определяют по ГОСТ 16321.1, ГОСТ 16321.2, ГОСТ 16882.1, ГОСТ 16882.2, ГОСТ 16883.1, ГОСТ 16883.2, ГОСТ 16883.3, ГОСТ 22864.
Допускается определять химический состав по другим методикам, аттестованным в установленном порядке и удовлетворяющим требованиям настоящего стандарта.
4.3 Свойства припоев и рекомендации по их применению приведены в приложениях А и Б.
Таблица 1 — Марки и химический состав серебряных припоев
В процентах
Марка припоя | Массовая доля компонента | |||||||||||
Сере- | Медь | Цинк | Олово | Сурь- | Фос- | Кадмий | Свинец | Примеси, не более | ||||
Сви- | Желе- | Вис- | Всего | |||||||||
ПСр 72* | 71,5- | Ост. | — | — | — | — | — | — | 0,005 | 0,10 | 0,005 | 0,10 |
ПСр 71 | 70,5- | Ост. | — | — | — | 0,8- | — | — | 0,005 | 0,15 | 0,005 | 0,15 |
ПСр 70 | 69,5- | 25,5- | Ост. | — | — | — | — | — | 0,050 | 0,10 | 0,005 | 0,15 |
ПСрМО 68-27-5 | 67,5- | Ост. | — | 4,5- | — | — | — | — | 0,005 | 0,15 | 0,005 | 0,15 |
ПСр 65 | 64,5- | 19,5- | Ост. | — | — | — | — | — | 0,100 | 0,10 | 0,005 | 0,15 |
ПСр 62 | 61,5- | 27,0- | — | Ост. | — | — | — | — | 0,005 | 0,15 | 0,005 | 0,15 |
ПСр 50* | 49,5- | Ост. | — | — | — | — | — | — | 0,005 | 0,15 | 0,005 | 0,15 |
ПСр 50Кд | 49,5- | 15,0- | 15,0- | — | — | — | Ост. | — | 0,100 | 0,10 | 0,005 | 0,15 |
ПСрКдМ 50-34-16 | 49,5- | Ост. | — | — | — | — | 33,0- | — | 0,005 | 0,15 | 0,005 | 0,15 |
ПСр 45 | 44,5- | 29,5- | Ост. | — | — | — | — | — | 0,050 | 0,10 | 0,005 | 0,15 |
ПСрМЦКд 45-15-16-24 | 44,5- | Ост. | 15,0- | — | — | — | 23,0- | — | 0,150 | 0,15 | 0,005 | 0,15 |
ПСр 40** | 39,0- | 16,0- | 16,2- | — | — | — | Ост. | — | 0,050 | 0,10 | 0,005 | 0,15 |
ПСр 37,5*** | 37,0- | Ост. | 5,0- | — | — | — | — | — | 0,050 | 0,10 | 0,005 | 0,15 |
ПСр 25 | 24,7- | 39,0- | Ост. | — | — | — | — | — | 0,050 | 0,10 | 0,005 | 0,15 |
ПСр 25Ф | 24,5- | Ост. | — | — | — | 4,5- | — | — | 0,010 | 0,15 | 0,010 | 0,15 |
ПСр 15 | 14,5- | Ост. | — | — | — | 4,5- | — | — | 0,100 | 0,05 | 0,010 | 0,15 |
ПСр12М | 11,7- | 51,0- | Ост. | — | — | — | — | — | 0,050 | 0,10 | 0,005 | 0,15 |
ПСр 10 | 9,7- | 52,0- | Ост. | — | — | — | — | — | 0,050 | 0,10 | 0,005 | 0,15 |
ПСрО 10-90 | 9,5- | — | — | Ост. | — | — | — | — | 0,200 | 0,15 | 0,010 | 0,30 |
ПСрОСу 8 | 7,5- | — | — | Ост. | 7,0- | — | — | — | 0,200 | 0,20 | 0,015 | 0,40 |
ПСрМО 5 | 4,5- | 1,5- | — | Ост. | 0,8- | — | — | — | 0,200 | 0,20 | 0,015 | 0,40 |
ПСрОС 3,5-95 | 3,1- | — | — | Ост. | — | — | — | 0,7- | — | 0,15 | 0,010 | 0,15 |
ПСр 3 | 2,7- | — | — | — | — | — | — | Ост. | — | 0,15 | 0,010 | 0,15 |
ПСрО 3-97 | 2,7- | — | — | Ост. | — | — | — | — | 0,200 | 0,15 | 0,010 | 0,30 |
ПСрОС 3-58 | 2,6- | — | — | 56,8- | 0,2- | — | — | Ост. | — | 0,15 | 0,010 | 0,15 |
ПСр 3Кд | 2,5- | — | 0,5- | — | — | — | Ост. | — | 0,200 | 0,10 | 0,010 | 0,30 |
ПСр 2,5 | 2,2- | — | — | 5,0- | — | — | — | Ост. | — | 0,15 | 0,010 | 0,15 |
ПСр 2,5С | 2,3- | — | — | — | — | — | — | Ост. | — | 0,15 | 0,010 | 0,15 |
ПСр 2 | 1,7- | — | — | 29,0- | — | — | 4,5- | Ост. | — | 0,15 | 0,010 | 0,15 |
ПСрОС 2-58 | 1,7- | — | — | 57,8- | 0,2- | — | — | Ост. | — | 0,15 | 0,010 | 0,15 |
ПСр 1,5 | 1,2- | — | — | 14,0- | — | — | — | Ост. | — | 0,15 | 0,010 | 0,15 |
ПСр 1 | 0,8- | — | — | 34,0- | 0,5- | — | 2,0- | Ост. | — | 0,15 | 0,010 | 0,15 |
* Содержание цинка в сплаве не должно превышать 0,007%. ** Сплав содержит от 0,1% до 0,5% никеля. *** Сплав содержит от 7,9% до 8,5% марганца. Примечание — По согласованию с потребителем допускается расширение числа определяемых примесей. | ||||||||||||
Приложение А (справочное). Физико-механические свойства серебряных припоев
Приложение А
(справочное)
Таблица А.1
Марка припоя | Расчетная плотность, г/см | Температура плавления, °С | Удельное электрическое сопротивление, 10 Ом·м | |
Верхняя критическая точка | Нижняя критическая точка | |||
ПСр 72 | 10,0 | 779 | 779 | 2,1 |
ПСр 71 | 9,8 | 795 | 654 | 4,3 |
ПСр 70 | 9,8 | 770 | 715 | 4,1 |
ПСрМО 68-27-5 | 9,9 | 765 | 655 | 14,0 |
ПСр 65 | 9,45 | 722 | 695 | 8,6 |
ПСр 62 | 9,6 | 723 | 650 | 25,5 |
ПСр 50 | 9,3 | 860 | 779 | 2,5 |
ПСр 50Кд | 9,25 | 640 | 625 | 7,8 |
ПСрКдМ 50-34-16 | 9,6 | 685 | 630 | 5,8 |
ПСр 45 | 9,1 | 730 | 665 | 10,0 |
ПСрМЦКд 45-15-16-24 | 9,4 | 615 | 615 | 6,5 |
ПСр 40 | 9,25 | 610 | 590 | 7,0 |
ПСр 37,5 | 8,9 | 810 | 725 | 37,2 |
ПСр 25 | 8,7 | 775 | 740 | 7,7 |
ПСр 25Ф | 8,3 | 725 | 645 | 18,6 |
ПСр 15 | 8,5 | 810 | 640 | 20,7 |
ПСр 12М | 8,3 | 830 | 793 | 7,4 |
ПСр 10 | 8,4 | 850 | 822 | 7,1 |
ПСрО 10-90 | 7,6 | 280 | 221 | 12,9 |
ПСрОСу 8 | 7,4 | 250 | 235 | 19,7 |
ПСрМО 5 | 7,4 | 240 | 215 | 15,3 |
ПСрОС 3,5-95 | 7,4 | 224 | 220 | 12,3 |
ПСр 3 | 11,4 | 315 | 304 | 20,4 |
ПСрО 3-97 | 7,4 | 225 | 221 | 12,5 |
ПСрОС 3-58 | 8,6 | 190 | 180 | 14,5 |
ПСр 3Кд | 8,7 | 342 | 314 | 8,0 |
ПСр 2,5 | 11,0 | 300 | 295 | 21,4 |
ПСр 2,5С | 11,3 | 306 | 304 | 20,7 |
ПСр 2 | 9,5 | 238 | 235 | 16,7 |
ПСрОС 2-58 | 8,5 | 183 | 183 | 14,1 |
ПСр 1,5 | 10,4 | 280 | 273 | 19,1 |
ПСр 1 | 9,4 | 235 | 225 | 26,0 |
Приложение Б (справочное). Рекомендации по применению серебряных припоев
Приложение Б
(справочное)
Таблица Б.1
Марка припоя | Рекомендуемая область применения |
ПСр 72; ПСр 71; ПСр 62; ПСр 50Кд; ПСр 50; ПСр 45; ПСр 40; ПСр 37,5; ПСр 25; ПСр 15; ПСр 10; ПСр 2,5 | Лужение и пайка меди, медных и медно-никелевых сплавов, никеля, ковара, нейзильбера, латуней и бронз |
ПСр 72 | Пайка железоникелевого сплава с посеребренными деталями из стали |
ПСр 72; ПСр 62; ПСр 40; ПСр 25; ПСр 12М | Пайка стали с медью, никелем, медными и медно-никелевыми сплавами |
ПСр 72; ПСр 62 | Пайка меди с никелерованным вольфрамом |
ПСр МО 68-27-5; ПСр 70; ПСр 50 | Пайка титана и титановых сплавов с нержавеющей сталью |
ПСр 37,5 | Пайка меди и медных сплавов с жаропрочными сплавами и нержавеющими сталями |
ПСр 40 | Пайка меди и латуни с коваром, никелем, с нержавеющими сталями и жаропрочными сплавами, пайка свинцово-оловянистых бронз |
ПСрО 10-90; ПСрОСу 8; ПСрМО 5; ПСрОС 3,5-95; ПСрО 3-97; ПСрОС 3-58; ПСрОС 2-58; ПСр 2; ПСр 1,5 | Пайка и лужение меди, никеля, медных и медно-никелевых сплавов с посеребренной керамикой, пайка посеребренных деталей |
ПСр 3; ПСр 2; ПСр 1,5 | Пайка меди и никеля со стеклоэмалью и керамикой |
ПСр 72; ПСр 70; ПСр 65; ПСр 45; ПСр 25; ПСр 15; ПСр 2 | Пайка и лужение ювелирных изделий |
ПСр 71; ПСр25Ф; ПСр 15 | Самофлюсующиеся припои для пайки меди с бронзой, меди с медью, бронзы с бронзой |
ПСр 3Кд | Пайка меди, медных сплавов и сталей по свеженанесенному медному гальваническому покрытию не менее 10 мкм |
ПСр МО 68-27-5; ПСрКдМ 50-34-16; ПСрМЦКд 45-15-16-24; ПСр 3; ПСр 2,5 | Пайка и лужение цветных металлов и сталей |
ПСр 1 | Пайка и лужение серебряных деталей |
УДК 621.791.35:669.22:006.354 | МКС 77.120.99 |
Ключевые слова: серебряные припои, марки | |
Электронный текст документа
подготовлен АО «Кодекс» и сверен по:
официальное издание
М.: Стандартинформ, 2016
Выбор правильного припоя для вашего приложения
Выбор правильного припоя для вашего приложения имеет решающее значение для успеха проекта. Если не выбран правильный припой и требования к нанесению покрытия не определены, выбранный процесс может не обеспечивать образование припоя. Неполные требования к металлизации часто приводят к чрезмерной переделке и браку.
При наличии такого большого количества припоев различных составов, выбор правильного сплава может быть довольно сложной задачей.
Лучше всего рассмотреть:
1) Какова максимальная температура , при которой устройство (а) может подвергаться воздействию без ущерба для устройства или производительности устройства?
2) Учтите, что некоторым сплавам действительно требуется температура от 25 ° C до в некоторых случаях на 100 ° C выше (выше точки плавления), чтобы они хорошо текли и смачивали сопрягаемые поверхности. Может ли устройство выдерживать такую повышенную температуру припоя?
3) Что такое металлизация кристалла и подложки ?
4) Есть ли у вас подходящая металлизация для выбранного припоя?
5) Есть ли у этого сплава хорошая история успешного смачивания и текучести?
6) Flux Less или с Flux?
7) Требуется ли бессвинцовый продукт?
Для крепления матрицы без флюса и уплотнения крышки основной припой, используемый большинством заказчиков SST Vacuum Reflow Systems, составляет 80Au20Sn с температурой плавления 278 ° C.Этот сплав можно использовать в полученном виде без необходимости удаления поверхностных оксидов по сравнению со сплавами припоя на основе свинца, олова или индия, где природные оксиды металлов будут мешать смачиванию припоя и потребуют кислотного травления непосредственно перед загрузкой для пайки.
Ниже приведен список из трех свинцово-оловянных припоев и других сплавов:
Ниже приведен список бессвинцовых припоев:
РЕКОМЕНДУЕМЫЕ РАСХОДЫ НА ПОКРЫТИЕ:
Поскольку существует множество комбинаций гальванических материалов и требований к гальваническим покрытиям, в этом блоге рассматриваются только наиболее часто используемые комбинации.На следующих выносках будут показаны припойные покрытия для показанных припоев:
1) Для паяемой золотой пластины , когда используются припои золото-олово , олово-свинец, свинец-индий, олово-индий, свинец-олово-серебро, свинец-индий-серебро или олово-серебро:
Подложка с паяемым сульфаматом никеля по QQ-N-290, толщиной 50-150 микродюймов.
Далее следует:
Золотая пластина по Mil-G-45204, тип III, класс A, толщиной 50-100 микродюймов (класс 1).
2) Для паяемой золотой пластины при использовании золото-германиевого припоя : никелевый стержень
Вуда по QQ-N-290, толщина 5-50 микродюймов.Толщина никелевого листа не должна превышать 50 микродюймов.
Далее следует:
Золотая пластина по Mil-G-45204, тип III, класс A, класс 2, толщина 150–250 микродюймов.
3) Для паяемой серебряной пластины , когда используются припой свинец-олово , свинец-индий, олово-серебро, олово-индий, свинец-олово-серебро или свинцово-серебряный припой:
Подложка с припоем из сульфамата никеля (нет осветлители) в соответствии с QQ-N-290, толщиной 50-150 микродюймов.
Далее следует:
Пластина для пайки из серебра QQ-S-365, тип I или II, класс B, толщиной 300-500 микродюймов.
4) Для электролитической никелевой пластины применений, когда используются припой свинец-олово, свинец-индий, олово-серебро, олово-индий, свинец-олово-серебро или свинцово-серебряный припой: осветлители) согласно QQ-N-290, толщиной 150-300 микродюймов.
5) Для никелевых пластин применений, когда используются припой свинец-олово, свинец-индий, олово-серебро, олово-индий, свинец-олово-серебро или свинцово-серебряный припой *:
Никель-бор для пайки пластины по AMS-2433, тип 2, толщиной 150-300 микродюймов.
* Никель-фосфорную пластину, полученную методом химического восстановления, нельзя использовать для пайки. Если содержание фосфора превышает 10%, образовавшийся осадок может оказаться непаяемым.
См. Таблицу на стр. 15 в «Принципах пайки и пайки» Джайлза Хэмпстона и Дэвида Якобсона, в которой показаны характеристики растекания припоя для припоев на основе олова, индия, свинца, висмута и серебра. Эта диаграмма показывает, что для некоторых сплавов требуются более высокие температуры оплавления выше точки плавления для достижения хороших характеристик текучести припоя.
Безфлюсовая пайка или с флюсом
Если ваша цель — низкий уровень пустот, предпочтительна пайка без флюса. Паяльная паста содержит растворители и флюсовые добавки, которые выделяют газ и создают больше пузырьков / пустот по сравнению с твердыми преформами.
Загрузите эти ресурсы для получения дополнительной информации:
| Требования к покрытию технический документ | SST Модель 3130 Лист данных | SST Модель 1200 Лист данных |
—-
Зап (Пиерино) Заппелла
Инженер по разработке процессов
Системы вакуумного оплавления SST
Сплавы для припоя | Припои | Продукция Indium Corporation
Галлий
Поскольку галлий и сплавы галлия обычно являются жидкими при комнатной температуре, они обычно не используются для пайки, но находят применение в тепловых приложениях.Галлий также является заменой ртути (Hg) в батареях.
| Indalloy ® # | Композиция | Температура ликвидуса / солидуса ( ° C) |
|---|---|---|
| 51E | 66.5Ga / 20.5In / 13Sn | 11 Эвтектика |
| 60 | 75.5Ga / 24,5 дюйма | 16 Эвтектика |
висмут
Большинство сплавов висмута считаются низкотемпературными, и многие из них не содержат свинца. Хотя висмут считается довольно хрупким, BiSn и BiSnAg широко используются для ступенчатой пайки и других приложений, где требуется более низкая температура.
Прокрутите вправо, чтобы просмотреть всю доступную информацию.
| Indalloy ® # | Композиция | Температура ликвидуса / солидуса ( ° C) | Температура солидуса ( ° C) |
|---|---|---|---|
| 281 | 58Bi / 42Sn | 138 Эвтектика | |
| 282 | 57Bi / 42Sn / 1Ag | 140 | 139 |
Индий
Индий — очень универсальный металл, часто используемый для пайки золота, термических применений, низкотемпературных припоев, связывания с керамикой, герметичного и криогенного уплотнения и несоответствия КТР.
| Indalloy ® # | Композиция | Температура ликвидуса / солидуса ( ° C) | Температура солидуса ( ° C) |
|---|---|---|---|
| 1E | 52В / 48Сн | 118 Эвтектика | |
| 1 | 50In / 50Sn | 125 | 118 |
| 290 | 97In / 3Ag | 143 Эвтектика | |
| 2 | 80In / 15Pb / 5Ag | 154 | 149 |
| 4 | 100В | 157 Температура плавления | |
| 204 | 70In / 30Pb | 175 | 165 |
| 205 | 60In / 40Pb | 181 | 173 |
| 227 | 77.2Sn / 20In / 2,8Ag | 187 | |
| 7 | 50In / 50Pb | 210 | 184 |
| 3 | 90 дюймов / 10 Ag | 237 | 143 |
| 164 | 92,5Pb / 5In / 2,5Ag | 310 | 300 |
Олово
Олово является основой большинства припоев для электроники.Он имеет отличное смачивание, но не рекомендуется для пайки с толстым золотым покрытием, поскольку олово выщелачивает или удаляет золото. Добавление сурьмы (Sb) в олово даст более высокий предел ползучести при температурах до 100 ° C.
| Indalloy ® # | Композиция | Температура ликвидуса / солидуса ( ° C) | Температура солидуса ( ° C) |
|---|---|---|---|
| 106 | 63Сн / 37Пб (Сн63) | 183 Эвтектика | |
| 121 | 96.5Sn / 3.5Ag | 221 Эвтектика | |
| 133 | 95Сн / 5Сб | 240 | 237 |
| 256 | 96,5Sn / 3Ag / 0,5Cu (SAC305) | 220 | 217 |
Свинец
Сплавы, содержащие свинец, не соответствуют требованиям RoHS, поэтому ищутся альтернативы для замены сплавов SnPb прошлого.Некоторые области применения требуют более высоких температур, и при этом все еще можно использовать свинец.
| Indalloy ® # | Композиция | Температура ликвидуса / солидуса ( ° C) | Температура солидуса ( ° C) |
|---|---|---|---|
| 151 | 92,5Pb / 5Sn / 2,5Ag | 305 | 298 |
| 164 | 92.5Pb / 5In / 2,5Ag | 310 | 300 |
Золото
Золото считается благородным металлом и может использоваться в средах безфлюсового оплавления. Чистое золото имеет точку плавления 1064 ° ° C, но может быть легировано оловом (Sn), кремнием (Si) или германием (Ge) для получения более низких температур плавления. 80Au / 20Sn, эвтектический сплав, на сегодняшний день является самым популярным сплавом на основе золота.
| Indalloy ® # | Композиция | Температура ликвидуса / солидуса ( ° C) | Температура солидуса ( ° C) |
|---|---|---|---|
| 182 | 80Au / 20Sn | 280 Эвтектика | |
| 183 | 88Au / 12Ge | 356 Эвтектика | |
| 184 | 96.8Au / 3.2Si | 363 Эвтектика | |
| 200 | 100Au | 1064 Температура плавления | |
Галлий
Поскольку галлий и сплавы галлия обычно являются жидкими при комнатной температуре, они обычно не используются для пайки, но находят применение в тепловых приложениях. Галлий также является заменой ртути (Hg) в батареях.
Прокрутите вправо, чтобы просмотреть всю доступную информацию.
| Indalloy ® # | Композиция | Температура ликвидуса / солидуса ( ° C) |
|---|---|---|
| 51E | 66.5Ga / 20.5In / 13Sn | 11 Эвтектика |
| 60 | 75.5Ga / 24,5 дюйма | 16 Эвтектика |
висмут
Большинство сплавов висмута считаются низкотемпературными, и многие из них не содержат свинца. Хотя висмут считается довольно хрупким, BiSn и BiSnAg широко используются для ступенчатой пайки и других приложений, где требуется более низкая температура.
Прокрутите вправо, чтобы просмотреть всю доступную информацию.
| Indalloy ® # | Композиция | Температура ликвидуса / солидуса ( ° C) | Температура солидуса ( ° C) |
|---|---|---|---|
| 281 | 58Bi / 42Sn | 138 Эвтектика | |
| 282 | 57Bi / 42Sn / 1Ag | 140 | 139 |
Индий
Индий — очень универсальный металл, часто используемый для пайки золота, термических применений, низкотемпературных припоев, связывания с керамикой, герметичного и криогенного уплотнения и несоответствия КТР.
Прокрутите вправо, чтобы просмотреть всю доступную информацию.
| Indalloy ® # | Композиция | Температура ликвидуса / солидуса ( ° C) | Температура солидуса ( ° C) |
|---|---|---|---|
| 1E | 52В / 48Сн | 118 Эвтектика | |
| 1 | 50In / 50Sn | 125 | 118 |
| 290 | 97In / 3Ag | 143 Эвтектика | |
| 2 | 80In / 15Pb / 5Ag | 154 | 149 |
| 4 | 100В | 157 Температура плавления | |
| 204 | 70In / 30Pb | 175 | 165 |
| 205 | 60In / 40Pb | 181 | 173 |
| 227 | 77.2Sn / 20In / 2,8Ag | 187 | |
| 7 | 50In / 50Pb | 210 | 184 |
| 3 | 90 дюймов / 10 Ag | 237 | 143 |
| 164 | 92,5Pb / 5In / 2,5Ag | 310 | 300 |
Олово
Олово является основой большинства припоев для электроники.Он имеет отличное смачивание, но не рекомендуется для пайки с толстым золотым покрытием, поскольку олово выщелачивает или удаляет золото. Добавление сурьмы (Sb) в олово даст более высокий предел ползучести при температурах до 100 ° C.
Прокрутите вправо, чтобы просмотреть всю доступную информацию.
| Indalloy ® # | Композиция | Температура ликвидуса / солидуса ( ° C) | Температура солидуса ( ° C) |
|---|---|---|---|
| 106 | 63Сн / 37Пб (Сн63) | 183 Эвтектика | |
| 121 | 96.5Sn / 3.5Ag | 221 Эвтектика | |
| 133 | 95Сн / 5Сб | 240 | 237 |
| 256 | 96,5Sn / 3Ag / 0,5Cu (SAC305) | 220 | 217 |
Свинец
Сплавы, содержащие свинец, не соответствуют требованиям RoHS, поэтому ищутся альтернативы для замены сплавов SnPb прошлого.Некоторые области применения требуют более высоких температур, и при этом все еще можно использовать свинец.
Прокрутите вправо, чтобы просмотреть всю доступную информацию.
| Indalloy ® # | Композиция | Температура ликвидуса / солидуса ( ° C) | Температура солидуса ( ° C) |
|---|---|---|---|
| 151 | 92.5Pb / 5Sn / 2.5Ag | 305 | 298 |
| 164 | 92,5Pb / 5In / 2,5Ag | 310 | 300 |
Золото
Золото считается благородным металлом и может использоваться в средах безфлюсового оплавления. Чистое золото имеет точку плавления 1064 ° ° C, но может быть легировано оловом (Sn), кремнием (Si) или германием (Ge) для получения более низких температур плавления.80Au / 20Sn, эвтектический сплав, на сегодняшний день является самым популярным сплавом на основе золота.
Прокрутите вправо, чтобы просмотреть всю доступную информацию.
| Indalloy ® # | Композиция | Температура ликвидуса / солидуса ( ° C) |
|---|---|---|
| 182 | 80Au / 20Sn | 280 Эвтектика |
| 183 | 88Au / 12Ge | 356 Эвтектика |
| 184 | 96.8Au / 3.2Si | 363 Эвтектика |
| 200 | 100Au | 1064 Температура плавления |
Сравнение бессвинцовых сплавов олово-серебро-медь
Аннотация. Поскольку электронная промышленность начинает сосредотачиваться на семействе сплавов олово-серебро-медь в качестве жизнеспособной замены припоев олово-свинец, необходимо провести исследования, чтобы определить, подходит ли какой-либо конкретный сплав для самого широкого диапазона применений.Семейство сплавов олово-серебро-медь получило в последние годы множество положительных отзывов со стороны различных промышленных консорциумов и организаций, и большинство производителей планируют использовать один из этих сплавов. Однако, поскольку в семействе олово-серебро-медь существует несколько различных составов сплавов, необходима исходная информация, чтобы определить, какой сплав лучше всего подходит для самого широкого диапазона применений.
Введение. Неизбежно, что свинец будет устранен из большой части сборки электроники.Будет ли это результатом законодательства, маркетингового давления или фактических торговых барьеров, не имеет значения. Единственным важным аспектом этой проблемы является то, что она реальна и что она появится в ближайшие несколько лет. Поэтому производители электроники должны быть осведомлены о доступных им вариантах припоя и о том факте, что не все сплавы, включая сплавы одного и того же семейства, обладают одинаковыми характеристиками.
Основываясь на последних отраслевых разработках, кажется, что выбор возможных бессвинцовых сплавов для замены оловянно-свинцового сплава для сборки электроники сужается.Несмотря на запутанную ситуацию с патентами и продолжающиеся вопросы о надежности, семейство сплавов олово-серебро-медь получило в последние годы множество положительных откликов со стороны различных промышленных консорциумов и организаций, и большинство производителей планируют внедрить один из этих сплавов. и В целом, это семейство сплавов демонстрирует относительно низкие температуры плавления, хорошие характеристики надежности и, в зависимости от точного состава, разумную стоимость. Однако, поскольку в семействе олово-серебро-медь существует несколько различных составов сплавов, необходима исходная информация, чтобы определить, какой сплав лучше всего подходит для самого широкого диапазона применений.
Также следует отметить, что эти (иногда номинальные) меняющиеся составы сплавов сбивают с толку промышленность и создают кошмар для производителей припоев и конечных пользователей. Результат — более высокая стоимость для отрасли. Выбор бессвинцового сплава по умолчанию приносит пользу всей цепочке поставок. Это особенно верно в отношении поставщиков EMS, которые могут быть вынуждены хранить несколько сплавов в зависимости от требований своих клиентов.
Сравнение сплава олова, серебра и меди.Испытанные сплавы являются наиболее перспективными и популярными из сплавов олово-серебро-медь: Sn96,5 / Ag3,0 / Cu0,5, Sn95,5 / Ag3,8 / Cu0,7 и Sn95,5 / Ag4,0. /Cu0.5. Кроме того, сплав Sn96.2 / Ag2,5 / Cu0,8 / Sb0,5 в некоторых случаях используется в качестве альтернативы с низким содержанием серебра для сравнительных целей. Этот документ предназначен для предоставления базовой информации для этих сплавов, необходимой для справедливого сравнения одного с другим. Методики объективных испытаний использовались для представления ключевых критериев перехода к бессвинцовой сборке электроники.В данном исследовании рассматриваются вопросы, которые затронут самый широкий круг пользователей этих сплавов. В сравнение включены доступность, стоимость, печать паяльной пасты, плавление, смачивание, пайка волной припоя, термическая усталость и характеристики надежности паяных соединений. Конечно, отдельным компаниям рекомендуется проводить дальнейшие испытания, чтобы определить жизнеспособность этих сплавов для их конкретных деталей, процессов и приложений.
Допуски элементов из бессвинцового сплава.Следует отметить, что припойные сплавы имеют приемлемый допуск для каждого составляющего элемента. Согласно IPC-J-STD-006 элементы, составляющие до 5% сплава, могут варьироваться до ± 0,2%, в то время как элементы, составляющие более 5% сплава, могут варьироваться до ± 0,5%.
Например, сплав Sn63 / Pb37 может содержать от 62,5% до 63,5% олова и от 36,5% до 37,5% свинца. Сплав Sn62 / Pb36 / Ag2 может содержать от 61,5% до 62,5% олова, от 35,5% до 36,5% свинца и от 1,8% до 2,2% серебра.
Ниже представлена диаграмма различных составов бессвинцовых припоев и их потенциальный диапазон элементов.Это предназначено для демонстрации вероятности потенциального перекрытия сплавов, даже при указании «уникального» сплава. Эта информация относится к отраслевым стандартам допусков сплавов, а не к каким-либо конкретным поставщикам.
| Сплав | Сплав |
| Sn96,5 / Ag3,0 / Cu0,5 | Sn96,0 до 97,0 / Ag2,8 до 3,2 / Cu0,3 до 0,7 |
| Sn95,5 / Ag3,8 / Cu0,7 | Sn95,0 до 96,0 / Ag3,6 до 4,0 / Cu0,5 до 0,9 |
| Sn95.5 / Ag4.0 / Cu0.5 | Sn95,0 до 96,0 / Ag3,8 до 4,2 / Cu0,3 до 0,7 |
Доступность сплава и патентная ситуация. Для промышленности желательно найти широко доступный сплав. Поэтому запатентованные сплавы рассматривались как нежелательные. Однако вопрос не так прост, как кажется. Производители должны учитывать, что некоторые запатентованные сплавы были лицензированы у нескольких производителей по всему миру и широко доступны.И наоборот, некоторые припойные сплавы, которые кажутся незапатентованными, могут не быть полностью свободными от патентов.
Вопрос о патентах на сплавы сложен: в разных частях мира запатентованы различные составы сплавов. Кроме того, многие не осознают, что большинство патентов на сплавы охватывают не только сплав в форме припоя, но и готовые паяные соединения.
Сплавы, такие как Sn95,5 / Ag4,0 / Cu0,5 и Sn95,5 / Ag3,8 / Cu0,7, были рекомендованы для промышленности США, несмотря на то, что паяные соединения, изготовленные из этих сплавов, могут нарушать патенты.Во-первых, эти сплавы защищены патентом в Японии, поэтому это ограничивает экспорт продукции, изготовленной из этих сплавов. ii Кроме того, возможно, что использование этих сплавов может нарушить патент США №5527628 Университета штата Айова. Хотя эти сплавы не подпадают под действие этого патента, покрываются те же сплавы с содержанием меди от 1,0 до 4,0 процентов. В заявке на этот патент указано, что патент защищен даже готовым паяным соединением. Следовательно, если один из этих незапатентованных сплавов используется и во время производства сплав «улавливает» медь (что обычно происходит) и образует интерметаллид, содержащий элементы, на которые распространяется патент Университета штата Айова, производитель нарушил этот патент. .Хотя добиться соблюдения этого требования будет сложно, производители должны осознавать возможность нарушения патента.
Ниже приводится список основных патентов на сплавы олово-серебро-медь:
| Диапазон элементов сплава | Патент № | Патентообладатель | Географический охват |
| Sn / Ag3,5-7,7 / Cu1-4 / Bi0-10 / Zn0-1 | 5527628 | Iowa State Univ. | США |
| Sn / Ag0,05-3 / Cu0,5-6 | НЕТ | Энгельхард и Оати | (срок действия патента истек) |
| Sn / Ag1.5-3.5 / Cu0.2-2 / Sb0.2-2 | 5405577 | AIM, Inc. | США и Япония |
| Sn / Ag3-5 / Cu0.5-3 / Sb0-5 | 05-050286 | Сенджу | Япония |
Сравнение стоимости металлов. Как показано ниже, серебро является элементом затрат в сплавах олово-серебро-медь.Разница в стоимости необработанных металлов, которые составляют Sn95,5 / Ag3,0 / Cu0,5 по сравнению с Sn95,5 / Ag3,8 / Cu0,7 и Sn95,5 / Ag4,0 / Cu0,5, составляет 1,43 / 1,30 доллара США. Евро и 1,13 доллара США / 1,03 евро за килограмм соответственно. Это может привести к резкой разнице в стоимости операций пайки волной припоя и ручной пайки, поскольку стоимость металлов является ключевым фактором в окончательной стоимости пруткового припоя и проволочного припоя, а также может повлиять на цены на паяльные пасты для поверхностного монтажа. Как и в случае с другими исследованиями стоимости iii , для сравнения включен Sn96.2 / Ag2,5 / Cu0,8 / Sb0,5, который является наименее дорогим из сплавов на основе олова-серебра-меди и демонстрирует еще большее снижение стоимости по сравнению со сплавами с высоким содержанием серебра. Также для сравнения включена стоимость металлов для Sn62 / Pb36 / Ag2 и Sn63 / Pb37, каждый из которых значительно дешевле, чем обсуждаемые бессвинцовые сплавы.
| Сплав | Цена за кг iv |
| Sn95.5 / Ag4.0 / Cu0,5 | 10,73 долларов США / 9,12 евро |
| Sn95,5 / Ag3,8 / Cu0,7 | 10,44 долларов США / 8,87 евро |
| Sn96,5 / Ag3,0 / Cu0,5 | 9,33 долларов США / 7,93 евро |
| Sn96.2 / Ag2.5 / Cu0.8 / Sb0.5 | 8,59 долларов США / 7,30 евро |
| Sn62 / Pb36 / Ag2 | 6,36 долларов США / 5,41 евро |
Сравнение печати паяльной пастой. Хотя предыдущие испытания показали небольшие различия между печатью бессвинцовой и оловянно-свинцовой паяльной пастой v , полезно доказать схожесть процессов печати конкретных бессвинцовых паяльных паст, поскольку это ключевой фактор при определении технологические окна и простота использования различных сплавов.Испытания проводились для имитации производственных требований, чтобы определить окна процесса печати Sn95.5 / Ag3.0 / Cu0.5, Sn95.5 / Ag3.8 / Cu0.7 и Sn95.5 / Ag4.0 / Сплавы Cu0,5. Каждый сплав был сопряжен с использованием одного и того же химического состава пастообразного флюса без очистки с одинаковой загрузкой металла, микронным размером порошка и вязкостью.
Как видно на изображениях справа, при печати подушек с зазором 12 мил при использовании любого из этих сплавов наблюдается очень небольшая разница. Все они имеют хорошее заполнение апертуры, хорошо сформированные оттиски и устойчивы к перекрытию.
Для подтверждения вышеуказанных результатов были напечатаны квадратные контактные площадки с зазором 10 мил с использованием каждого из трех сплавов на печатной плате, на которую не была нанесена паяльная маска. И снова результаты печати были очень похожи, и все они показывают хорошее заполнение апертуры, хорошо сформированные оттиски и сопротивление перекрытию.
Более того, при последующих длительных испытаниях каждая из этих паст показала одинаковые характеристики. vi Используемое испытание проводилось в течение нескольких часов и определило, что пригодность для печати с мелким шагом, время паузы для печати, стойкость к липкости и влияние времени до смачивания припоя были приемлемыми для каждой из этих паст.Таким образом, можно предположить, что каждый из сплавов олова / серебра / меди предоставит производителям такое же окно процесса печати, что и сплавы олова / свинца.
Следует отметить, что успешные характеристики печати бессвинцовой паяльной пастой зависят от того, решил ли производитель пасты свои проблемы с плотностью припоя. Бессвинцовые сплавы значительно менее плотны, чем олово / свинец; в отдельных случаях до 17%. Если наблюдается значительная разница в характеристиках печати бессвинцовой паяльной пасты по сравнению с эквивалентной пастой из олова / свинца, это может быть связано с металлической загрузкой или химическим составом флюса в используемой пасте.Обычно это проявляется при использовании паяльной пасты, которая выглядит очень густой, и ее трудно печатать при стандартных настройках давления ракеля.
Точки плавления. Испытание DSC использовалось для определения температур плавления испытанных сплавов. Как показано на диаграммах ДСК ниже, температуры плавления испытанных сплавов находятся в диапазоне 218-220 ° C при испытании со скоростью 2 ° C в секунду, при плавлении Sn96,5 / Ag3,0 / Cu0,5 при 219,77 ° C, Sn95. .5 / Ag3,8 / Cu0,7 при 218,78 ° C и Sn95,5 / Ag4,0 / Cu0,5 при 220.23 ° С. При испытании со скоростью 10 ° C в секунду точки плавления сплавов оставались аналогичными, с разделением сплавов менее 2 ° C.
Смачивание. Обычно бессвинцовые сплавы не смачивают так же хорошо, как припои оловянно-свинцовые припои. Это также верно для семейства олово-серебро-медь. Однако возможно, что разные сплавы олово-серебро-медь будут иметь разные характеристики смачивания друг от друга. Для определения смачивающей способности этих сплавов были проведены испытания баланса смачивания и испытания на растекание.
Испытание баланса смачивания. При тестировании баланса смачивания измеряется и отображается график динамической силы смачивания сплава в зависимости от времени, необходимого для достижения смачивания. При работе весов смачивания образец подвешивается на чувствительных весах и погружается ребром с заданной и контролируемой скоростью и на заданную глубину в расплавленный припой, поддерживаемый при контролируемой температуре. В результате взаимодействия между расплавленным сплавом и отделкой плиты смоченный купон подвергается изменяющимся во времени вертикальным силам плавучести и силам поверхностного натяжения, направленным вниз.Силы обнаруживаются датчиком и преобразуются в электрический сигнал, который, в свою очередь, записывается системой сбора данных в компьютере.
Как показано выше, кривые смачивания из предыдущих испытаний демонстрируют превосходство сплавов олово-серебро-медь с низким содержанием серебра по времени и силе смачивания при использовании с различными типами флюсов. Однако следует отметить, что результаты указывают на относительное сходство между всеми этими сплавами.
Чтобы подтвердить вышеизложенное, на Sn96 было проведено испытание глобулярного баланса смачивания.5 / Ag3.0 / Cu0.5, Sn95.5 / Ag3.8 / Cu0.7 и Sn95.5 / Ag4.0 / Cu0.5. Как показано на графиках справа, снова время и сила смачивания для каждого из этих сплавов оказались одинаковыми.
Тестирование спреда. Испытание на растекание было проведено как средство для определения смачивающей способности испытанных сплавов. Приведенные ниже рисунки были получены с использованием сплавов Sn95,5 / Ag3,0 / Cu0,5, Sn95,5 / Ag3,8 / Cu0,7 и Sn95,5 / Ag4,0 / Cu0,5, сопряженных с тем же флюсом из пасты из ноклин. химия. Материалом подушки было золото поверх никеля, и сборки нагревали в конвекционной печи оплавления без использования азота.Как можно увидеть на следующей странице, каждая паяльная паста полностью распределялась по всем четырем краям каждой контактной площадки.
Кроме того, были проведены тесты намазывания на тестовых образцах, нагретых на горячей плите. Хотя это может быть трудно отличить от изображений на следующей странице, разброс для каждого образца был практически идентичным, и каждый из них считался находящимся в приемлемом диапазоне согласно требованиям теста IPC.
Судя по представленным здесь испытаниям на смачивание и растекание, производители могут ожидать аналогичного смачивания для каждого из сплавов олово-серебро-медь, с немного более высоким смачиванием, вероятно, для сплавов с низким содержанием серебра.
Рекомендации по пайке волной без свинца. Хотя при обсуждении бессвинцовой пайки может возникнуть соблазн сосредоточиться исключительно на SMT-приложениях, следует помнить, что пайка волной припоя продолжает оставаться жизнеспособной и популярной технологией. Поскольку бессвинцовая пайка волной припоя становится все более распространенной, возникают вопросы о растворении меди в бессвинцовых сплавах и о возможности дополнительного обслуживания ванны для припоя.
В стандартном волноводном электролизере Sn63 / Pb37 по мере накопления примесей, таких как медь, они образуют интерметаллиды с оловом.Этот интерметаллический налет можно систематически удалять, снижая температуру ванны для припоя до 188 ° C (370 ° F) и позволяя ванне оставаться в покое более 8 часов. Плотность интерметаллида Cu6Sn5 составляет 8,28, в то время как плотность Sn63 / Pb37 составляет 8,80, что позволяет большей части Cu6Sn5 всплывать в верхнюю часть емкости после нескольких часов охлаждения. После этого верх кастрюли можно снять и добавить новый припой, чтобы поднять уровень. Это обычно поддерживает уровень меди ниже 0,3% и может поддерживать уровень меди на уровне 0.15% диапазона. Это простое гравиметрическое разделение Cu6Sn5.
Однако плотность сплавов олово-серебро-медь составляет примерно 7,4. Таким образом, вместо того, чтобы интерметаллид Cu6Sn5 улетучивается и легко удаляется, как в случае Sn63 / Pb37, интерметаллиды тонут и рассеиваются через бессвинцовый сплав в ванне. Конечным результатом этого является скопление меди в горшке. Это также верно для сплава Sn99,3 / Cu0,7, который имеет плотность, аналогичную плотности сплавов олово-серебро-медь.
Результат и самая большая проблема вышеизложенного заключается в том, что ванны с припоем, возможно, придется чаще выгружать, что приведет к полной замене волновой ванны. Спецификация выгрузки ванны, скорее всего, будет составлять около 1,55% меди, так как выше этой точки сплав становится вялым, и при 1,9–2% начинает происходить осаждение в ванне, что может привести к повреждению волновых насосов и перегородок. На этот вопрос следует обратить внимание при реализации бессвинцовой пайки волной припоя.
Проверка надежности паяных соединений. Недаром вопрос надежности паяных соединений вызывает серьезное беспокойство у потенциальных пользователей бессвинцовых сплавов. Каким образом сборка выживет после пайки сплавом олово-серебро-медь, необходимо определить до внедрения сплава в производство.
Также следует понимать, что надежность паяного соединения зависит от нескольких факторов, помимо сплава припоя, включая геометрию паяного соединения, степень усталости и качество поверхности пайки. Кроме того, было доказано, что сопротивление усталости сплава олово-серебро-медь превосходит сопротивление олова / свинца при определенных условиях испытаний, но хуже при других условиях.До тех пор, пока механизмы отказа систем из сплава олово-серебро-медь не будут лучше поняты, рекомендуется проводить ускоренные испытания, которые имитируют как можно более близкие условия эксплуатации рассматриваемого узла.
При этом базовая сравнительная информация о надежности для исследуемых сплавов олово / серебро / медь важна как инструмент для выбора. Уже опубликовано несколько отчетов, демонстрирующих термическую и механическую надежность этих сплавов. vii, viii Однако с этими сплавами было проведено несколько сравнительных испытаний. Поэтому были проведены следующие испытания, чтобы быстро определить, есть ли какие-либо явные различия между этими сплавами с точки зрения надежности.
Результаты испытаний на термоциклирование. Испытательные платы были изготовлены с использованием припоев Sn96.5 / Ag3.0 / Cu0.5, Sn95.5 / Ag3.8 / Cu0.7 и Sn95.5 / Ag4.0 / Cu0.5 в сочетании с тонкой пленкой 1206. резисторы. Затем платы подвергали термическому шоку от -40 ° до + 125 ° C в течение 300, 400 и 500 15-минутных циклов.Затем паяные соединения были разрезаны и проверены на наличие трещин.
Как показано ниже, ни один из протестированных сплавов не показал трещин во время испытаний до 500 повторов. Однако следует отметить, что сплавы Sn95,5 / Ag3,8 / Cu0,7 и Sn95,5 / Ag4,0 / Cu0,5 действительно показали некоторые изменения в зеренной структуре соединения после испытания на термический удар, особенно последнее. Необходимо провести дальнейшие исследования, чтобы определить, может ли это изменение структуры зерна указывать на потенциальную проблему надежности.
Испытания на механическую прочность и изгиб. Тестовые платы были изготовлены с использованием припоев Sn96.5 / Ag3.0 / Cu0.5, Sn95.5 / Ag3.8 / Cu0.7 и Sn95.5 / Ag4.0 / Cu0.5 и подверглись испытаниям на изгиб. . ix Затем были сделаны поперечные сечения паяных соединений и осмотрены на предмет трещин. Опять же, испытанные сплавы прошли все требования испытаний. Следует отметить, что сплав Sn / Cu действительно показал трещины при таком же испытании. х
Дополнительное тестирование. Предыдущие испытания показали, что сплавы олово-серебро-медь с высоким содержанием серебра могут иметь проблемы с надежностью из-за больших пластинчатых структур Ag 3 Sn, которые быстро растут во время жидкой фазы профиля оплавления, прежде чем окончательное затвердевание паяных соединений. xi Это испытание показало, что когда припои Sn95,5 / Ag3,8 / Cu0,7 и Sn95,5 / Ag4,0 / Cu0,5 подвергаются медленному охлаждению, большие пластины Ag 3 Sn могут покрывают все поперечное сечение паяных соединений и могут существенно влиять на поведение паяных соединений при механической деформации, когда они подвергаются термомеханическим напряжениям.
Изображение справа представляет собой Ag3Sn, образующийся в виде больших пластин, прикрепленных к межфазным интерметаллидам. Это приводит к локализации пластической деформации на границе между пластинами Ag 3 Sn и ограничивающей фазой b-Sn. xii Сообщалось об отрицательном влиянии на свойства пластической деформации затвердевшего припоя, когда присутствовали большие пластины Ag 3 Sn. xiii Также было высказано предположение xiv , что серебро отделяется на границе раздела и ослабляет его за счет «отравления».Хрупкое разрушение усугубляется загрязнением золотом. xv
Исследования показали, что в сплавах олово-серебро-медь с низким содержанием серебра не наблюдается роста пластинчатых структур Ag3Sn, независимо от скорости охлаждения. Это говорит о том, что сплавы олово-серебро-медь с низким содержанием серебра могут представлять меньше проблем с надежностью, чем другие сплавы олово-серебро-медь.
Заключение. Данные из Европы, Северной Америки и Японии показывают, что большая часть электронной промышленности движется к семейству сплавов олово-серебро-медь для бессвинцовой пайки.Однако, как и в любом процессе, необходимо тщательно выбирать сплав, наиболее подходящий для широкого спектра применений. Кроме того, необходимо учитывать логистику и экономику при выборе конкретного сплава. Как указывалось ранее, серебро является элементом затрат в сплавах олово-серебро-медь. Поскольку испытания, обсуждаемые в этой статье, не показали никаких преимуществ с точки зрения обработки, надежности или доступности для сплавов с высоким содержанием серебра по сравнению со сплавами с низким содержанием серебра, логично использовать менее дорогие из них для всех применений пайки.Фактически, сплавы с низким содержанием серебра могут иметь меньше проблем с патентами, связанных с ними во многих частях мира, а также иметь лучшее смачивание и меньше проблем с надежностью. Как показали предыдущие отчеты, как с точки зрения закупок, так и с точки зрения надежности, логично использовать один и тот же сплав для SMT, пайки волной припоя и ручной пайки. xvi Поскольку сплав Sn96,5 / Ag3,0 / Cu0,5 предоставляет производителям преимущества семейства сплавов олово-серебро-медь, но является менее дорогостоящим, чем другие протестированные сплавы, отдельные компании поощряются к выполнению дальнейшие испытания для определения жизнеспособности этого сплава с их конкретными частями, процессами и областями применения.
БЛАГОДАРНОСТИ
Мы хотели бы поблагодарить Кевина Пиджеона, менеджера международной службы технической поддержки AIM, за подготовку к печати PCBA и тестированию оплавления.
ССЫЛКИ
i Nimmo, Kay, SOLDERTEC в Tin Technology Ltd. «Вторая европейская дорожная карта по технологии бессвинцовой пайки (февраль 2003 г.) и основа для международной дорожной карты по бессвинцовой пайке (декабрь 2002 г.)».
ii Патент Senju Corporation № 3027441.
iii Ли, Нин-Ченг, «Бессвинцовая пайка — куда движется мир». Advanced Microelectronics, стр. 29-34, сентябрь / октябрь 1999 г.
6 На основе опубликованной стоимости металлов и обменного курса доллара США к евро на 5 июня 2003 г.
против Whiteman, Lee. «Проблемы и решения по внедрению бессвинцовой пайки». Май 2000 года.
vi Тестирование проводилось на AIM 24 часа — 15 Board Challenge. Свяжитесь с автором для полного описания процедуры тестирования.
vii Sohn, John. «Надежны ли бессвинцовые паяные соединения?» Circuits Assembly, июнь 2002 г., стр. 31.
viii Кария, Йошихару и Пламбридж, Уильям. «Механические свойства сплава Sn-3.0mass% Ag-0.5mass% Cu». Департамент материаловедения, Открытый университет, Великобритания.
ix Свяжитесь с автором для процедуры тестирования.
x Силиг, Карл и Сураски, Дэвид. «Передовые материалы и процессы сборки бессвинцовой электроники». Апрель 2001 г.
xi Хендерсон, Дональд и др. «Образование пластин Ag 3 Sn при затвердевании близких к тройным эвтектическим сплавам Sn-Ag-Cu».
xii D. R. Frear, J. W. Jang, J. K. Lin и C. Zhang. «Бессвинцовые припои для межсоединений Flip-Chip». JOM, том 53, № 6 (июнь 2001 г.).
xiii К. С. Ким, С. Х. Хух и К. Суганума, «Влияние скорости охлаждения на микроструктуру и свойства при растяжении сплавов Sn-Ag-Cu». Осакский университет, Япония .. август 2002 г.
xiv D.Р. Фрир и П. Вианко, «Поведение интерметаллического роста припоев при низких и высоких температурах плавления», Металлы. Пер. А, 25А (1994), стр. 1509–1523.
xv М. Харада и Р. Сато, «Механические характеристики припоя 96,5 Sn / 3,5 Ag при микробондинге», IEEE Trans. на Comp, Hybrids и Manuf. Tech., 13 (4) (1990), стр. 736–742.
xvi Силиг, Карл и Сураски, Давид. «В заключение! Практические рекомендации по созданию успешной сборки без свинца ». Протокол APEX 2003.
Автор
Карл Силиг , вице-президент по технологиям и Дэвид Сураски , исполнительный вице-президентСравнение механических и паяльных свойств альтернативных бессвинцовых сплавов
Сравнение свойств CASTIN ™, BABBITT и альтернативных бессвинцовых сплавовАннотация. В этой статье сравниваются три коммерческих бессвинцовых припоя; CASTIN®, Babbitt и SAC-I и их модифицированные композиции с точки зрения механических свойств и свойств пайки.Испытанные припои представляют собой шесть сплавов с различным составом в диапазоне (основных элементов): Sn / Cu (0,7-4) / Ag (0-4) / Sb (0,5-8) / Bi (0-3) / Ni (0 -0,15). Изучено влияние легирующих элементов на термическое поведение (плавление и затвердевание), силу смачивания, угол смачивания, растекаемость, свойства при растяжении и твердости. На основе предварительных результатов производится модификация сплава, и его свойства сравниваются и обсуждаются с коммерческим припоем, устойчивым к ползучести, то есть SAC-I.
Ключевые слова:
Бессвинцовый припой, смачивание, механические свойства, термическое поведение
Введение. Припой играет важную роль при сборке и соединении электронных материалов. Традиционно сплав Sn-Pb был основным припоем для электроники из-за его низкой стоимости и рабочих характеристик. Эвтектический припой 63Sn-37Pb имеет предпочтительные характеристики пайки и надежность для сборки микроэлектроники. Однако присущая свинцу токсичность и связанные с этим проблемы для окружающей среды и здоровья населения побуждают микроэлектронную промышленность искать подходящие припои для замены традиционного припоя Sn-Pb [1-4].Многие бессвинцовые припои были разработаны и исследованы в качестве альтернативы традиционному эвтектическому Sn-Pb. Среди бессвинцовых альтернатив сплавы Sn-Ag-Cu (SAC) получили наибольшее внимание и считаются фактической заменой припоев Sn-Pb.
Растущий спрос на высоконадежную электронику в автомобильной промышленности заставляет электронную промышленность искать припои, которые могут выдерживать колебания температуры между крайними значениями температуры и холода. Традиционные бессвинцовые сплавы SAC обладают плохим сопротивлением ползучести в суровых условиях эксплуатации [5].Во время старения сплавы SAC претерпевают существенную эволюцию микроструктуры, которая проявляется в изменении механического поведения, как показано на рисунке 1. Такое снижение механической прочности представляет собой серьезную проблему для надежности паяных соединений. Добавление легирующих элементов, таких как висмут (Bi), сурьма (Sb) и никель (Ni), может улучшить механические характеристики припоев. Висмут растворяется в оловянной матрице и улучшает прочность и сопротивление ползучести за счет эффекта упрочнения твердого раствора [6].Также сообщалось, что сурьма в растворе (в Sn) оказывает лишь незначительное влияние на сопротивление ползучести [7], однако сплавы с более высокими концентрациями сурьмы показывают равномерное распределение выделений Sn / Sb, которые обеспечивают глубокий упрочняющий эффект, снижающий скорость ползучести сплава [8]. Никель незначительно растворим в олове и образует фазу интерметаллического соединения, которая может увеличивать прочность за счет дисперсионного твердения, а также снижает скольжение границ зерен, что улучшает характеристики ползучести [9].Поэтому в этой статье мы изучаем механические и паяльные свойства сплава, разработанного для высоких рабочих температур, под названием SAC-I, и сравниваем его с коммерческими бессвинцовыми сплавами; КАСТИН® и Бэббит и их модификации.
Экспериментальный. Пять сплавов готовили в электролизере с графитовым тиглем. Состав припоев был проанализирован с помощью дугово-эмиссионной спектроскопии и показан в таблице 1. Расплавленные сплавы были отлиты в форму плоской собачьей кости в форме из нержавеющей стали для испытаний на растяжение.Образцы на растяжение с размерами, показанными на рис. 2, были отожжены при 125 ° C в течение 96 часов. для устранения любых остаточных напряжений или неоднородностей, возникших во время подготовки образца. Испытания на растяжение проводились при комнатной температуре с постоянной скоростью деформации 10-3 с-1. Для каждого сплава было испытано не менее пяти образцов, чтобы гарантировать воспроизводимость результатов испытаний на растяжение. Твердость всех образцов также измеряли на машине для испытания микротвердости Виккерса с нагрузкой 25 гс и временем оттиска 15 с.
Термическое поведение сплавов исследовали методом дифференциальной сканирующей калориметрии (ДСК). Кусок сплава 20-25 мг нагревали в алюминиевой ячейке со скоростью нагрева 10 ° C / мин до 300 ° C в атмосфере азота с последующим охлаждением до комнатной температуры (ROC) со скоростью -10 ° C / мин. Каждый сплав был протестирован дважды, и показания были основаны на втором прогоне.
Смачиваемость — критический фактор при оценке характеристик припоя. Процесс смачивания является динамичным во время пайки, и межфазное натяжение твердое / жидкое между припоем и подложкой изменяется по мере смачивания.Смачиваемость можно количественно оценить с помощью метода баланса смачивания, который измеряет силу смачивания между расплавленным припоем и твердой подложкой в зависимости от времени смачивания. Поэтому смачиваемость сплавов определяли количественно методом баланса смачивания. Купон из медной пластины (25 мм × 6 мм × 0,5 мм), использованный в качестве подложки, был погружен в ванну с жидким припоем и измерялась сила смачивания во времени. Для очистки поверхности подложки использовался коммерческий неочищенный флюс на спиртовой основе (AIM NC 265). Каждый тест повторялся трижды, и сообщалось среднее значение.
Краевой угол смачивания (рис. 3) был измерен для выбранных сплавов с помощью анализатора формы капли (DSA 100) Kruss. Используя промышленный водосодержащий флюс без чистой жидкости (AIM NC 275), 50 ± 2 мг припоя расплавляли на гладкой медной пластине при 260 ° C и измеряли краевой угол в жидком состоянии. Результаты представляют собой среднее значение пяти измерений.
Образцы для наблюдения за микроструктурой последовательно шлифовали на все более тонкой бумаге от 360 до 800.Полировку выполняли с использованием суспензии алмаза 1 мкм, затем суспензии оксида алюминия 0,05 мкм с последующей промывкой спиртом. Затем образцы были протравлены путем погружения в раствор 2% -ной (по объему) соляной кислоты (HCl) и 5% -ной азотной кислоты (HNO3) в метаноле примерно на 5-15 с. Сразу после травления образцы промывали спиртом. Микроструктуры выбранных сплавов наблюдались с помощью оптического микроскопа.
Результаты и обсуждение. Кривые нагрева DSC (тепловой поток в зависимости от температуры) показаны на рис.4. Достижения соответствуют интенсивным эндотермическим фазовым переходам, т.е. плавлению. За исключением Babbitt-A, который показывает два пика (впадины), другие сплавы имеют один эндотермический пик плавления. Для определения начальной температуры плавления (солидуса) используется метод линейной экстраполяции, результаты показаны на рис. 5. Баббит плавится при высокой температуре, 237 ° C, но добавление Bi или Ag к баббиту снижает температуру плавления. Интересно отметить, что 2% Ag более существенно влияет на снижение температуры плавления (т.е.е. 13 ° C) по сравнению с добавлением 3% Bi (т.е. 6 ° C). Другими словами, Ag — гораздо более эффективный элемент для снижения температуры плавления сплава баббита по сравнению с Bi.
Кривые растяжения сплавов на рис. 6 показывают, что SAC-I имеет более высокую прочность по сравнению с баббитом, но добавление Bi увеличивает прочность баббита за счет механизма упрочнения твердого раствора и в то же время делает его менее пластичным. Ag мало влияет на поведение баббита при растяжении. Для сравнения, CASTIN® — самый слабый, но самый пластичный сплав на рис.5. Кроме того, в соответствии с результатами испытаний на растяжение, данные твердости (рис. 7) также демонстрируют, что Баббит-B является самым твердым сплавом, а CASTIN® — самым мягким сплавом в этом исследовании.
Чтобы лучше понять влияние легирующих элементов на микроструктуру и механическое поведение сплавов, расчет фазового равновесия был выполнен с помощью термодинамической программы FactSage ™ [10]. Расчетный массовый процент основных фаз, присутствующих в каждом сплаве, показан в таблице 2. Равновесная микроструктура баббитовых сплавов состоит из большого количества выделений Sb / Sn и Cu6Sn5, тогда как SAC-I имеет гораздо меньшее количество фаз выделений.Это приводит к выводу, что высокая прочность SAC-I, сравнимая со сплавами баббита, объясняется упрочнением твердого раствора Bi и, возможно, эффектом дисперсионного твердения элементов Ni. CASTIN® — относительно мягкий сплав, поскольку не содержит большого количества твердого раствора и упрочняющих частиц.
Оптические микроструктуры самых твердых и самых мягких сплавов, то есть Babbitt-B и CASTIN®, а также SAC-I, показаны на рис. 8. Показано, что CASTIN® представляет собой дендритную микроструктуру эвтектического типа, тогда как Babbitt-B содержит Sn -богатая матрица (темный цвет) и крупные частицы SnSb (β-фаза) и мелкие частицы Cu6Sn5 (η-фаза).Микроструктура SAC-I показывает подобное, но меньшее количество осадков, чем у Babbitt-B. Присутствие этих частиц, а также растворение висмута в олове увеличивает прочность сплава за счет механизмов твердого раствора и дисперсионного упрочнения. Это отражено в механическом поведении сплавов, представленных на Фиг.6 и Фиг.7.
Результаты теста баланса смачивания, показанные на рис. 9, показывают, что добавки висмута и серебра аналогичным образом улучшают смачиваемость баббита за счет увеличения силы смачивания и сокращения времени смачивания, продемонстрированного смещением кривой смачивания к верхнему левому углу кривой Баббита.Для сравнения, SAC-I и CASTIN® обладают лучшими характеристиками смачивания при более высокой силе смачивания и более коротком времени смачивания. Более того, внешний вид припоев при смачивании, показанный на рис. 10, оценивает CASTIN® как лучший припой с гладкой поверхностью, тогда как поверхности других сплавов довольно шероховатые.
Принимая во внимание плавление, смачивание и механические свойства исследованных сплавов, CASTIN ™ и SAC-I являются лучшим выбором для дальнейшей оценки. Однако недостатком сплава SAC-I является его плохая формуемость из-за высокого содержания упрочняющих легирующих элементов.Слишком сложно рисовать и делать сплошную и порошковую проволоку. CASTIN ™ по пластичности превосходит SAC-I и легко вытягивается, однако имеет более низкое механическое сопротивление и сопротивление ползучести. Таким образом, была сделана попытка улучшить механические характеристики CASTIN ™ при сохранении его свойств формуемости. На рис. 11 показано, что сплав CASTIN ™ с модифицированным составом имеет сходные характеристики плавления и предел прочности при растяжении с гораздо лучшей формуемостью по сравнению с SAC-I. Этот новый сплав также демонстрирует немного лучшее поведение смачивания с гладкой и непрерывной кривой баланса смачивания по сравнению с таковой SAC-I (рис.12). Краевой угол смачивания двух сплавов сопоставим, как показано на рис. 13.
Сводка. Были изучены паяльные и механические свойства следующих промышленных бессвинцовых припоев. Исследованы сплавы:
Баббит (3,6Cu / 7,5Sb / 0,07Ni),
Баббит-A (Баббит + 2Ag),
Баббит-B (Баббит + 3Bi),
SAC-I (0,7Cu / 3Bi / 3,8Ag / 1,4Sb / 0,15 Ni) и
CASTIN ™ (0,7Cu / 2,5Ag / 0,1%).5Sb) (остаток Sn).
Из данной работы сделаны следующие выводы:
- Температура плавления (Tm) баббита слишком высока (237 ° C), но добавление Bi и, в частности, Ag снижает Tm. SAC-I показывает самую низкую температуру плавления (212 ° C).
- Сплавы баббита и SAC-I демонстрируют высокую прочность и твердость при низкой пластичности. Баббит-В очень хрупкий, а CASTIN ™ — наиболее деформируемый сплав.
- SAC-I и CASTIN ™ одинаково хорошо смачивают, если сплавы баббита плохо смачиваются.
На основе данных пайки и механических характеристик, полученных для упомянутых сплавов, был разработан новый сплав под названием «Modified CASTIN ™», который показывает сопоставимую температуру плавления, смачиваемость, прочность и лучшую пластичность по сравнению со сплавом SAC-I. Требуются дальнейшие исследования. для исследования свойств ползучести и надежности паяных соединений сплава.
ССЫЛКИ
[1] M.M. Шварц, Справочник по ASM: т. 6, Сварка, пайка и пайка, ред. Д.Л. Олсон, Т.А. Сиверт, С. Лю, Г. Эдвардс, ASM Int. 1993, 126–137.
[2] L. Zhang, C.-W. Хэ, Й.-Х. Го, Дж. -Г. Хан, Й.-В. Чжан, Х.-И Ван, Надежность микроэлектроники 52 (2012) 559-578.
[3] Г. Цзэн, С. Сюэ, Л. Чжан, Л. Гао, J Mater Sci: Mater Electron (2011) 22: 565-578.
[4] M. Abtew, G. Selvaduray, Mater Sci Eng 27 (2000) 95-141.
[5] A.Z. Мирич, SMTA Int. Conf., Орландо, Флорида, октябрь 2010 г.
[6] Р. Махмуди, А. Мараги, Mater. Sci. Англ. А 599 (2014) 180-185.
[7] R.J.МакКейб, М. Е. Файн, Металлы и материалы, перевод A33 (2002) 1531–1539.
[8] Р. Махмуди, А. Р. Геранмайе, А. Резаи Баззаз, Mater.Sci.Eng. A448 (2007) 287-293.
[9] Х.-Дж. Альбрехт, П. Фрюхауф, К. Вилке, SMT Int., 2009.
[10] К.В. Бейл, П. Чартранд, С.А. Дегтеров, Г. Эрикссон, К. Хак, Р. Бен Махфуд, Дж. Меланкон, А.Д. Пелтон, С. Петерсен, CALPHAD 26 (2002) 189-228.
Авторы: Мехран Маалекян, Юань Сю, Амир Хоссейн Нобари, Карл Силиг из AIM Metals & Alloys
Бессвинцовые припои: их свойства и лучшие типы для повседневного использования
Бессвинцовые припои используются с тех пор, как люди занимаются пайкой, и их источники датируются примерно 5000 лет назад.Большинство этих сплавов представляли собой комбинации, такие как медь-серебро или серебро-золото, и использовались при так называемой твердой пайке. Этот метод до сих пор используется для соединения драгоценных и полудрагоценных металлов. Гораздо более поздней разработкой является пайка электронных компонентов вместе с использованием «мягкой пайки», которая влечет за собой гораздо более низкие температуры.
На ранних этапах пайки мягким припоем использовалось чистое олово (Sn), но постепенно стали искать сплавы, которые решали бы такие проблемы, как термоциклирование, ударопрочность, миграция электронов и появление усов в сплавах на основе олова.В то время как свинец (Pb) смог выполнить эту роль для большинства применений пайки, постепенный отказ от использования свинца в продуктах, а также новые требования к компонентам с более мелким шагом потребовали разработки новых припоев, которые могут выполнять эту роль.
В этой статье мы рассмотрим наиболее часто используемые типы бессвинцовых припоев как для хобби, так и для промышленного использования, а также присадки, которые используются для улучшения их свойств.
В куче вещей
Есть веская причина, по которой олово (Sn) так часто используется в мягком припое и припоях: оно плавится при низких температурах (232 ° C) и обладает хорошими смачивающими свойствами (способность течь по контактной площадке) в дополнение к своей способности. хорошо растворяется с большинством металлов.Последнее свойство имеет решающее значение для образования хорошего интерметаллического соединения (IMC). Качество этой границы IMC определяет, насколько прочным будет соединение. И степень детализации, и количество (и размер) любых пустот в IMC будут влиять на эту долговечность.
Двумя наиболее часто используемыми типами бессвинцового припоя являются SnAgCu (олово-серебро-медь, также называемое SAC) и SnCu (олово-медь). Сплав SnAgCu с 3% серебра и 0,5% меди (SAC305) был первоначально одобрен для использования в сборке SMT вместе с рядом других сплавов SAC.Эти другие сплавы относятся к типам с более высоким содержанием серебра, например, SAC387 (3,8% Ag) и SAC405 (4% Ag). Эти сплавы с более высоким содержанием серебра являются настоящими эвтектическими сплавами, полностью переходящими из твердого состояния в жидкое при температуре плавления 217 ° C. Напротив, SAC305 имеет диапазон 217–219 ° C.
Хотя SAC является приемлемым припоем, добавление серебра увеличивает его стоимость. Это побудило промышленность использовать сплавы с низким содержанием серебра (например, SAC0307) или альтернативы без серебра, такие как SnCuNi.
Вернуться в IMC
Ключ к надежному стыку — это качество принудительной IMC.Он не может быть слишком толстым или слишком гранулированным, и желательно, чтобы в нем не было пустот Киркендалла.
IMC каждого соединения подвергается различным видам старения и повреждения:
- термоциклирование
- термический удар
- падение
- вибрация
- электромиграция
Из них термоциклирование и тепловой удар связаны между собой, поскольку оба они вызваны температурой окружающей среды. Поскольку соединение подвергается воздействию изменяющихся температур, его отдельные компоненты будут подвергаться тепловому расширению, которое, вероятно, будет неодинаковым для разных материалов.Затем прочность соединения на разрыв определяет, в какой момент результирующая деформация вызовет образование трещины.
Обычно при термоциклировании IMC подвергается рекристаллизации, что вызывает шероховатость IMC, что позволяет образовывать трещины. Исследования показали, что добавление наночастиц La 2 O 3 улучшает термическую надежность, в основном за счет ингибирования роста IMC. Сплавы с высоким содержанием серебра также демонстрируют лучшую термическую надежность. Добавление 0.1% алюминия (Al) в сплавах с низким содержанием серебра также оказал такое влияние, как и добавление Ni, Mn и Bi к сплавам SnAgCu.
Трещина при падении на тестовых платах в IMC.Удар при падении и вибрация связаны аналогичным образом, поскольку применяется некоторый тип механической деформации, которая может повлиять на печатную плату, соединение и компонент. Удар падения может вызвать значительные повреждения, особенно в случае микросхем BGA с большим количеством выводов, что может привести к серьезным повреждениям, таким как прочность соединений на сдвиг. Режимы отказа от механической вибрации аналогичны режимам отказа от термоциклирования, вызванного постепенным развитием трещин.
Электромиграционный отказ соединенных паяных соединений.Наконец, электромиграция является наиболее коварной из всех, так как не требует никаких внешних воздействий. Конечным эффектом электромиграции является перенос материала внутри соединения и IMC, вызванный постепенным перемещением ионов, поскольку импульс передается электронами и диффундирующими атомами металла. Ток внутри стыка между анодом и катодом вызывает образование полостей. Со временем эти пустоты становятся настолько большими, что в стыке и IMC могут образовываться трещины, пока в конечном итоге стык не разрушится.При более высоких температурах и токах этот процесс ускоряется.
Предотвращение электромиграции включает регулирование температуры и плотности тока, а также настройку состава и структуры паяного соединения для повышения их сопротивления электромиграции. Было показано, что добавление коболта (Со) улучшает сопротивление электромиграции, равно как и добавление никеля (Ni) и висмута (Bi), причем последнее также снижает температуру плавления сплава. Оба, кажется, улучшают сопротивление электромиграции за счет ингибирования роста IMC, который, по-видимому, является ключевым элементом.
Больше сплава, но меньше
В 70-е, 80-е и большую часть 90-х годов практически вся пайка производилась на относительно больших площадках. Большинство, если не все, связано с пайкой в сквозные отверстия с использованием корпусов DIP или аналогичных. По мере того, как пайка поверхностного монтажа и использование корпусов меньшего размера, таких как SOIC, TSSOP, QFN и BGA, стали обычным явлением, прочность IMC и его долговечность стали гораздо более серьезной проблемой, поскольку контактные площадки становились все меньше и меньше.
Как мы видели ранее, электромиграция является серьезной проблемой, которая наряду с проблемами термической и механической устойчивости будет играть важную роль сейчас и в будущем.От решений этих проблем будет зависеть большая часть срока службы наших устройств, а также от того, будет ли падение этого нового смартфона простым раздражением или поломка полдюжины крохотных шариков припоя на основном корпусе BGA с шагом 0,2 мм.
Введите SN100C
Рулон из сплава СН100С.Хотя SnCu в качестве сплава не является предпочтительным для пайки, поскольку медь имеет тенденцию образовывать довольно грубый и хрупкий IMC, разновидность микролегированного сплава, которая может конкурировать или превосходить сплавы SnPb и SAC, существует с 90-х годов, когда Nihon Компания Superior разработала SN100C, который представляет собой SnCuNiGe.К сожалению, до недавнего времени этот сплав был защищен патентами. Его температура плавления составляет 227 ° C, а содержание никеля в 0,05% способствует получению блестящего соединения и снижает эрозию медных колодок. 0,009% Ge способствует смачиванию и предотвращает образование окалины.
Поскольку этот эвтектический сплав дешевле, чем сплавы SnCuAg, и его лучшие свойства, например, при переработке, он представляется интересным выбором как для профессионалов, так и для любителей. Поскольку срок действия патента истек (однако товарный знак «SN100C» по-прежнему зарегистрирован), многие производители добавили этот сплав в свой каталог, включая Stannol и Felder (Sn100Ni +), что значительно упростило его закупку.
Материаловедение — это компромисс
В основе паяльных сплавов лежит область материаловедения, которая по определению является одним из компромиссов. Улучшение одного качества в одной области и ухудшение качества в другой. Мы можем увидеть это, если посмотрим на использование микролегирования для улучшения механической стабильности IMC, что приведет к ухудшению сопротивления электромиграции и так далее.
Иногда делается заявление, что мы нашли идеальный припой с припоем 63/37 SnPb, но по мере того, как электроника все больше миниатюризируется, а исследования мягких припоев прогрессируют, мы можем видеть, что появляется ряд требований, которые даже отдаленно не являлись проблемой. еще в 1990-х годах, но теперь мы можем применять новые знания для их решения.Чтение научных статей 2005 года по этой теме по сравнению с сегодняшним днем действительно показывает, как далеко мы уже продвинулись.
Одно из самых неприятных свойств олова — усы олова — по-прежнему остается одним из самых трудных для полного решения. Хотя свинец (Pb) действительно подавлял развитие и рост усов олова, это не было идеальным решением. Сплавы, подобные SnCuNiGe, на данный момент, по-видимому, предлагают сопоставимые характеристики в этом отношении и были рекомендованы в качестве альтернативного решения.
Создание лучшего сплава
Поскольку такие проблемы, как термоциклирование и сопротивление сдвигу постоянно усаживающихся паяных соединений, становятся проблемой, стоит заняться улучшением сплавов, которые мы используем для сборки печатных плат.Если мы сможем сделать сборку более 500 свинцовых корпусов BGA и их надежность в течение более 10+ лет ежедневного использования почти наверняка, это означает, что меньше электронных отходов, которые необходимо перерабатывать или которые попадают на свалки.
Точно так же, более простые в использовании и более надежные сплавы для любителей также становятся все более актуальными. Любители больше не просто вставляют пару микросхем DIP серии 74 в сквозную плату. Чаще мы видим, что используются QFN, TSSOP и подобные пакеты.Благодаря улучшенному смачиванию и уменьшению связующего потенциала новых сплавов, это должно сделать жизнь всех лучше.
Припой с более низкой температурой плавления
Припой с более низкой температурой плавленияРезюме исследования M.T. Маккормак, Ю. Дегани, Х.С. Чен и В.Р. Гесик
СОДЕРЖАНИЕ
Существенное снижение производственных затрат может быть достигнуто с помощью низкотемпературная обработка поверхности за счет увеличения выхода и использования меньшего дорогие комплектующие и платы.Припой с более низкой точкой плавления (номинальный состав Sn-41.75Pb-8Bi-0.5Ag), что позволяет значительно снижение пиковых температур оплавления при поверхностном монтаже. В припой совместим со стандартной обработкой поверхности Pb-Sn, плавится внутри температурный диапазон ~ 166-172 ° C и имеет перспективные механические свойства. Многие производители электроники внедряют менее дорогие компоненты. и / или материалы печатной платы в сборке продукта, чтобы уменьшить затраты на производство.Эта практика часто приводит к проблемам с производственной мощностью. потому что менее дорогие материалы, как правило, более чувствительны к температуре и влажность. Например, устройства для поверхностного монтажа из пластика, чувствительного к влаге. (МСД) подвержены повреждениям из-за влаги во время пайки. обработать. 1-5 Когда пластиковые упаковки подвергаются воздействию условия окружающей среды, они диффузно впитывают влагу через формовочную пластмассу. Эта влага может впоследствии конденсироваться на внутренних поверхностях раздела фаз (например,г., между пластик и силиконовый кристалл или между выводной рамкой и пластиком). В профиль температуры оплавления припоя может затем привести к тому, что эта конденсированная влага быстро испаряются. Увеличение объема влаги, связанное с фазовый переход в пар может оказывать значительное давление на внутренних поверхностях раздела фаз в то время как пластиковая формовочная смесь одновременно испытывает прочность снижение из-за повышенных температур. Эта комбинация факторов, часто называемый эффектом попкорна, может вызвать расслоение или трещины, которые могут трудно обнаружить.Расширенные трещины, выходящие на внешнюю поверхность в пакете могут быть указаны пути для технологических химикатов, таких как флюс или чистящие средства. агенты и загрязняющие вещества в атмосфере, которые могут повредить устройство надежность.
Другие режимы отказа включают поднятые, срезанные или ослабленные проволочные связи. Некоторые из эти сбои, связанные с «попкорном», происходят немедленно и проявляются в электрических тестирование, в то время как другие более тонкие и вызывают сбои в работе. Эта влага восприимчивость ограничивает срок службы МСД на данном заводе. температура окружающей среды и относительная влажность.
Чтобы облегчить эти проблемы урожайности, есть толчок к снижению пика температуры оплавления при поверхностном монтаже; однако уменьшение пика температура оплавления при использовании эвтектического припоя Sn-37Pb обычно приводит к неприемлемые явления, такие как недостаточное смачивание подушек, плохое филе геометрии, комкование пасты при оплавлении, частичное оплавление из-за тепловая масса компонентов или полное отсутствие оплавления.
Наиболее распространенным сплавом, используемым при пайке оплавлением, является эвтектический сплав Sn-37Pb.поскольку этот сплав имеет температуру плавления 183 ° C, есть практические более низкие пределы температуры оплавления припоя. Например, верхняя часть козырька температура в большинство профилей печей для поверхностного монтажа варьируются в зависимости от области применения между 205-220 ° C для того, чтобы эвтектические паяльные пасты Pb-Sn оплавились и образуют приемлемые паяные соединения. Следовательно, надежная более низкая точка плавления, заглядывать припой желателен.
Альтернативные припои с более низкими температурами плавления, чем у эвтектических Sn-37Pb часто рассматривается для таких приложений, как описанные; в Чаще всего рассматривается альтернативный сплав Sn-43Pb-14Bi.Этот припой имеет несколько атрибутов, которые нежелательны для всех приложений; передовой к ним относятся широкий диапазон плавления и более низкая температура солидуса. Рисунок 1а представляет собой типичный профиль дифференциальной сканирующей калориметрии (ДСК) Сплав Sn-43Pb-14Bi при нагреве со скоростью сканирования 5 ° C / мин. Профиль показаны две отдельные области отвода тепла, указывающие на плавление. В области более низких температур большая часть сплава (~ 30%) плавится. резко примерно при 137 ° C — температура плавления эвтектики Bi-42Sn сплав.За этой начальной температурой солидуса следует разрыв на ДСК. кривая, показывающая начальную температуру ликвидуса ~ 147 ° C. В большая часть объема сплава остается твердой примерно до 165 ° C, обозначено на рис. 1а прерывистым изменением наклона при предплавлении (твердотельная диффузия) часть второй скважины для отвода тепла. Эта температура 165 ° C, по сути, является второй температурой солидуса для оставшаяся твердая часть сплава.В конечном итоге большая часть сплава становится плавится примерно при 170 ° C (другая эффективная температура ликвидуса). А небольшая остаточная часть (~ 5-10%) сплава полностью не плавится до примерно 178 ° C. Этот широкий диапазон плавления может не только ввести трудности в обращении при изготовлении, но более низкая температура солидуса при 138 ° C может способствовать снижению сопротивления термической усталости.| Рис. 1. Типичные профили дифференциальной сканирующей калориметрии (ДСК) при нагревании со скоростью сканирования 5 ° С / мин.для (а) Sn-43Pb-14Bi, (б) Sn = -42Pb-8Bi, (в) Sn-41.75Pb-8Bi-0.5Ag. | ||
|---|---|---|
| a | b | c |
Альтернативный состав припоя с температурой плавления ниже, чем у эвтектика Sn-37Pb. Целью данной работы было определение тройной Sn-Pb-Bi, который не только плавится как минимум на 10 ° C ниже эвтектического Sn-37Pb, но также не содержал фаз плавления ~ 138 ° C и имел узкую диапазон плавления (~ 10 ° C).Найден лучший компромисс теплового характера. в тройном составе Sn-42Pb-8Bi. Рисунок 1b представляет собой типичный профиль DSC сплава Sn-42Pb-8Bi со скоростью сканирования 5 ° C / мин. Как видно из прерывистое изменение наклона на участке предварительного плавления отвода тепла ну, температура солидуса этого сплава составляет ~ 171 ° C. Первичный ликвидус температура ~ 175 ° C; есть очень небольшой (примерно 2-3%) остаток количество твердых веществ, которые полностью не плавятся до 182 ° C.Композиционный колебания, превышающие процент, необходимы для значительного изменения Показан характер плавления. Для этого состава избыток висмута приводит к ~ 138 ° C фазы плавления; избыток олова и свинца приводит к образованию остаточных твердых частиц за пределами температура плавления Sn-37Pb 183 ° C.
После установления оптимального тройного состава Sn-42Pb-8Bi четвертичный добавки были исследованы на предмет дополнительного положительного воздействия на плавление характер сплава. Добавки серебра были наиболее полезными — пиковое тепловое и механические преимущества были получены при ~ 0.5% содержание Ag. Рисунок 1c представляет собой Типичный профиль плавления сплава Sn-41.75Pb-8Bi-0.5Ag методом ДСК при сканировании скорость 5 ° C / мин. Температура солидуса этого сплава составляет ~ 166 ° C, температура первичного ликвидуса составляет ~ 172 ° C, и существует очень небольшая (примерно 2-3%) остаточное количество твердых веществ с высоким содержанием свинца, которые не полностью растопить до 178 ° C. Этот характер таяния предполагает, что возможно более низкие пиковые температуры оплавления в процессах поверхностного монтажа на столько же как 10-15 ° C при использовании сплава, легированного серебром.Композиционные колебания серебро ниже 0,2% неэффективно для обеспечения понижения температуры плавления и при содержании серебра более 0,8% начинается образование фаз с хорошей температурой плавления за пределами эвтектики 63Sn-37Pb.
| Рис. 2. Сканирующие электронные микрофотографии (а) тройных микроструктур Sn-42Pb-8Bi и (б) Sn-41.75Pb-8Bi-0.5Ag в литом состоянии. Микроструктурный уточнение связано с добавлением серебра в четвертичный сплав. | |
|---|---|
| a | b |
Помимо изменения характера плавления сплава, введение 0.5% Ag также, по-видимому, улучшает микроструктуру после литья. В сканировании На электронных микрофотографиях, показанных на рисунке 2, фаза светового контраста богата свинцом а темная контрастная фаза богата оловом. Уточнение микроструктуры может быть четко видно между литыми тройными и четверными сплавами на рис. 2а. и 2b соответственно. Механические свойства четвертичного Sn-Pb-Bi-Ag сплава сравнивается с двумя бинарными эвтектическими припоями — Sn-37Pb (плавление точка = 183 ° С) и Sn-3.5Ag (температура плавления = 221 ° C) — при растяжении данные напряжения-деформации показаны на рисунке 3. Хорошая прочность и пластичность. Показанный сплав является очень перспективным по сопротивлению термической усталости. Дальнейшая работа в этом направлении продолжается.
| Рис. 3. Сравнительные данные о растяжении-деформации, полученные при скорости деформации 0,001 / с для образцов припоя Pb-37Sn, Ag-3.5Ag и Sn-41.75Pb-8Bi-0.5Ag. |
|---|
Поскольку собственно полезность Sn-41.Сплав 75Pb-8Bi-0.5Ag будет в больших деталь, определяемая ее характеристиками оплавления при низкотемпературном поверхностном монтаже После сборки была изготовлена паяльная паста RMA, не требующая очистки. Оба Сплав Sn-41.75Pb-8Bi-0.5Ag и стандартная эвтектическая паста Sn-37Pb (с использованием той же флюс) были напечатаны в круговых деталях диаметром 6,35 мм и 0,25 мм высота на несмачиваемых подложках из Al 2 O 3 . Использование азотно-конвективного оплавления печи и контроль температуры поверхности на верхней стороне с помощью откалиброванного термопары, эти тестовые образцы прошли термический профиль (рис. 4).Пик температура верхней стороны подложки в этом профиле оплавления составляет 179 ° C. В альтернативный сплав (рис. 5а) демонстрирует отличное оплавление пасты, не содержащей шарики припоя; паста Sn-37Pb (рис. 5б) вообще не оплавлялась.
| Рис. 4. Температурный профиль верхней панели. Пиковая температура на верхней стороне в этом профиле оплавления составляет 179 ° C. |
|---|
Затем аналогичный эксперимент был проведен на печатных тестовых купонах FR-4.В контактные площадки на испытательных купонах имеют стандартный эвтектический Sn-37Pb горячего воздуха обработка поверхности с выравниванием припоя (HASL). После трафаретной печати пасты Сплавы Sn-41.75Pb-8Bi-0.5Ag и Sn-37Pb на отдельных испытательных купонах, конденсаторах (также с эвтектической обработкой поверхности контакта Sn-37Pb) были помещены на колодки. Таким же образом, как описано выше, купоны прошли контролируемую Профиль оплавления с максимальной температурой верхней стороны плиты 179 ° C. В Сплав Sn-41.75Pb-8Bi-0.5Ag (Рисунок 5c) снова демонстрирует отличное оплавление пасты. и образование галтели без шариков припоя, в то время как паста Sn-37Pb (Рисунок 5d) вообще не переплавляется.Эксперименты с пиковой температурой верхней стороны платы ниже 179 ° C за тот же период показал только частичное оплавление в Паста сплава Sn-41.75Pb-8Bi-0.5Ag и не рекомендуется.
| Рис. 5. (а) паста сплава Sn-41.75Pb-8Bi-0.5Ag и (б) стандартная эвтектическая паста Sn-37Pb, напечатанная на несмачиваемом Ar 2 O 3 субстрат. Отметим, что паста Sn-37Pb вообще не оплавлялась. Использование оплавления профиль печи, описанный на рисунке 4, при испытании на поверхность с конденсаторами (Обработка контактной поверхности Sn-37Pb) на испытательных купонах FR-4, обработанных HASL, (c) Sn-41.Сплав 75Pb-8Bi-0.5Ag демонстрирует отличное оплавление пасты и формирование галтели. без шариков припоя и (d) паста Sn-37Pb не оплавляется при все. | |||
|---|---|---|---|
Заводские испытания с использованием припоя также оказались весьма успешными. Рисунки 6а и 6b показаны компоненты для поверхностного монтажа с J-образными выводами и мелким шагом 0,5 мм, соответственно, которые отслеживались во время оплавления и наблюдались пиковые верхние температура доски 179 ° C.Паяные компоненты демонстрируют отличные формирование филе без образования перемычек между выводами.
| Рис. 6. (a) J-образные выводы и (b) мелкий шаг 0,5 мм для поверхностного монтажа, которые были проверены во время оплавления, чтобы испытать пик на верхней стороне платы температура 179 ° C. | |
|---|---|
| a | b |
Эксперименты с полностью заполненными платами, имеющими большие локальные тепловые массы находятся в процессе определения самых низких пиковых температур оплавления для данной Приложения.Тем не менее, кажется совершенно очевидным, что пайка для поверхностного монтажа паяльной пастой Sn-41.75Pb-8Bi-0.5Ag можно делать при температурах значительно ниже, чем те, которые используются в настоящее время, чтобы снизить урожайность проблемы, связанные с влажностью и температурной чувствительностью при поверхностном монтаже сборка. 1. Стандарт JEDEC JESD22-A112, «Чувствительность к напряжению, вызванному влагой для устройств поверхностного монтажа в пластиковой упаковке» (1994).
2. Стандарт JEDEC JESD22-A113-A, «Предварительная подготовка пластиковых устройств для поверхностного монтажа перед испытанием надежности» (1995).
3. IPC-SM-786A, «Процедуры определения характеристик и обращения с ИС, чувствительными к влаге / оплавлению» (Lincolnwood, IL, 1995).
4. М. Китано и др., «Анализ растрескивания корпуса в процессе пайки оплавлением», Proc. 17-й Int. Сим. Тестирование и анализ отказов (1991), стр. 213-220.
5. Г. С. Ганесан и Х. М. Берг, «Модель и анализ явления растрескивания припоя оплавлением в пластиковых корпусах поверхностного монтажа», IEEE Trans. CHMT , 16 (8) (1993), стр. 940-948.
ОБ АВТОРАХ
M.T. Маккормак получил докторскую степень. в материалах
науки и техники в Калифорнийском университете в Беркли в 1991 году. В настоящее время он является техническим сотрудником Bell Laboratories, Lucent Technologies. Он является членом TMS.
Дегани Я. защитил докторскую диссертацию. получил степень по химии в Еврейском университете Иерусалима в 1985 году. В настоящее время он является техническим сотрудником Bell Laboratories, Lucent Technologies.
H.S. Чен получил докторскую степень. получил степень по прикладной физике в Гарварде в 1967 году. В настоящее время он является техническим сотрудником Bell Laboratories, Lucent Technologies.
W.R. Gesick получил степень бакалавра наук. В 1968 году получил степень бакалавра технических наук в Нью-Йоркском университете. В настоящее время он президент Advanced Metals Technology и Amtech.
За дополнительной информацией обращайтесь в M.T. Маккормак, AT&T Bell Laboratories, 600 Mountain Avenue, Murray Hill, New Jersey 07974; (908) 582-3547.
Авторское право принадлежит Обществу минералов, металлов и материалов, 1996
Направляйте вопросы об этой или любой другой странице JOM по адресу [email protected].
Изготовление сплава (припой) | Ресурс
Лист ученика
В этом практическом я буду:
- Использование моих научных знаний и понимания, чтобы объяснить, что подразумевается под сплавом.
- Производство сплава (припоя)
- Анализирую, чем свойства моего сплава отличаются от составляющих его элементов.
- (Extra) Расчет плотности моего сплава и сравнение ее с плотностями составляющих элементов.
Введение:
Вы работаете над ювелирным украшением для клиента, которое требует соединения нескольких тонких серебряных монет. Вы знаете, что сантехники часто используют соединенные металлические трубы в домах, используя смесь олова и свинца, называемую припоем.
К сожалению, вы не знаете, какое соотношение металлов лучше всего, поэтому, как и все хорошие художники-ученые, вы решаете продолжить исследование…
Оборудования в группе:
- Защита глаз
- Термозащитные перчатки
- Свинцовая стружка ( TOXIC ) 2 г (В странах, где свинец запрещен для использования в школах, тогда комбинация олово-серебро-медь может использоваться как надежная и простая в работе замена свинцу.Если этот путь выбран в качестве маршрута, то состав будет 95,5% олова, 3,9% серебра, 0,6% меди. Он известен как припой SAC по химическим обозначениям каждого из элементов (Sn, Ag, Cu). В этом случае количество металлов на группу должно составлять 7,95 г олова, 0,325 г серебра и 0,5 г меди. Не обращайте внимания на количество олова, указанное ниже.)
- Стружка оловянная 2 г
- Угольный порошок 2 г
Каждой рабочей группе требуется:
- Тигель
- Трубка глиняная треугольная
- Горелка Бунзена
- Штатив
- Термостойкий мат
- Шпатель
- Ключи
- Песок для литья — достаточно, чтобы заполнить поддон для песка.
- Подносы для песка металлические или прочные металлические крышки — 2, или белая плитка
- Остаток
- Штанга для перемешивания
Метод:
Используйте защитные очки.
Соберите длинные волосы назад.
Откройте окна, чтобы обеспечить достаточную вентиляцию.
Вымыть руки после завершения операции
Изготовление сплава:
- При использовании формовочного песка заполните один из лотков для песка формовочным песком и вставьте в него палец, чтобы образовалась выемка.Это ваш состав.
- С помощью весов взвесьте 1 г жестяной стружки и отложите в сторону.
Если вы используете не свинец, то сначала поместите в тигель 7,95 г олова. Игнорируйте 3 ниже.
- Взвесьте 1 г свинца, переходящего в тигель.
- Поставьте тигель на глиняный треугольник из трубы. Положите его на штатив на термостойкий коврик и убедитесь, что он устойчив.
- Сильно нагрейте тигель горелкой Бунзена, пока свинец (олово) не расплавится — это не должно занять больше 5 минут.
- Добавьте сверху лопатку из угольного порошка, чтобы предотвратить образование корки.
- Добавьте олово к расплавленному свинцу и перемешайте палочкой для перемешивания до тех пор, пока оба металла не расплавятся и полностью не смешаются.
Если вы следуете неэтилированному методу, вы добавляете 0,5 г меди и 7,95 г серебра в расплавленное олово и углерод. Тщательно перемешайте расплавленные металлы, затем выполните 8 ниже.
- Отодвиньте бунзеновский штатив от штатива и поместите его на желтое пламя.
- Надев термозащитные перчатки и защитные очки, возьмите тигель щипцами и вылейте расплавленный металл в отливку или на керамическую плитку.
- Будьте осторожны при этом, чтобы избежать разбрызгивания или капель расплавленного металла.
- Дайте ему полностью остыть, прежде чем прикасаться к нему.
Испытание сплава:
Испытание на твердость
- Попробуйте поцарапать сплав металлами, из которых он изготовлен, и самим сплавом.
- Также попробуйте поцарапать каждый металл другим металлом.
- Та, которая не царапает другую, самая твердая.
- Какой металл самый твердый?
- Сплав тверже или мягче любого из металлов?
Проверка плотности
- Держите металл в одной руке, а сплав — в другой.
- Что кажется самым тяжелым / самым плотным?
Определение точки плавления
- Положите сплав, по кусочку каждого металла, оба примерно того же размера, что и сплав, на лоток для песка.
- Все они должны находиться на одинаковом расстоянии от середины блюда.
- Осторожно разогрейте форму посередине.
- Когда металлы расплавятся, прекратите нагрев.
- Какой металл плавится первым?
- Какой металл плавится вторым?
Сравнивая все ответы тестов, можно сделать некоторые выводы о том, как свойства сплава совпадают или отличаются от свойств исходных металлов.
Идем дальше:
- Найдите массу куска сплава.
- Определите объем той же детали методом вытеснения.
- Затем рассчитайте плотность по формуле:
Сравните плотность припоя с плотностью исходных металлов.
Попробуйте повторить упражнение, но изменив соотношение металлов и олова, и посмотрите, повлияет ли это на свойства припоя.
Теория:
В обиходе мы часто используем слово «металл» для описания сплава. В научном смысле термин металл означает металлический элемент.
Смесь металлических элементов называется сплавом. Итак, железо (элемент) — это металл; но сталь (смесь железа с другими элементами, такими как углерод, никель, хром и т. д.) — это сплав.
Сплав — это смесь чистых или относительно чистых химических элементов, образующая нечистое вещество, сохраняющее характеристики металла.
Сплав отличается от примесного металла, такого как кованое железо, тем, что в сплаве добавление примесей обычно желательно и обычно дает некоторые полезные преимущества.
Сплавы получают путем смешивания двух или более элементов; по крайней мере, один из которых является металлом. Его обычно называют первичным металлом или основным металлом, и название этого металла может быть названием сплава. Другие компоненты могут быть или не быть металлами, но при смешивании с расплавленной основой они будут растворимы, растворяясь в смеси.
Когда сплав охлаждается и затвердевает (кристаллизуется), его свойства часто сильно отличаются от свойств его отдельных составляющих.
Припой из сплава может быть получен путем совместного нагрева металлов свинца и олова. Припои на основе олова / свинца, также называемые мягкими припоями, содержат олово в концентрации от 5% до 70% по весу.
Сплавы, обычно используемые для электрической пайки, — это олово / свинец 60:40 (Sn / Pb). Этот тип припоя плавится при 188 ° C
В сантехнике металлические трубы соединяются вместе с помощью сплава, называемого припоем. Раньше в сплаве использовалось большое количество свинца, обычно олово: свинец 50:50. Это заставляло сплав затвердевать более медленно, так что его можно было протереть по стыку, чтобы обеспечить его водонепроницаемость перед пайкой.
Когда опасность отравления свинцом была полностью оценена, свинцовые водопроводные трубы больше не использовались, а вместо них использовались медные. Но свинцовый припой все еще использовался до 1980-х годов. Совсем недавно исследования показали, что даже небольшое количество свинца может быть вредным для здоровья, поэтому свинец в водопроводном припое был заменен серебром (для пищевых продуктов) или сурьмой, при этом часто добавлялась медь, а доля олова была увеличена.
Лист учителя и техника
На этой практике студенты будут:
- Используйте их научные знания и понимание, чтобы объяснить, что подразумевается под сплавом.
- Изготовить сплав (припой)
- Проанализируйте, чем свойства припоя отличаются от составляющих его элементов.
- (Extra) Рассчитайте плотность их сплавов и сравните ее с плотностями составляющих элементов.
Введение для учителей:
Это задание можно начать с обсуждения сплавов.
- Они знают, что такое сплав?
- Для чего они используются?
- Где мы можем увидеть сплавы в мире вокруг нас?
Это сделано, чтобы получить представление об идеях учащихся о стекле как материале.Для справки могут помочь следующие примечания. Ключевые слова для этой деятельности:
- Смесь;
- Металл;
- Элемент;
- Кристалл.
В научном использовании термин металл означает металлический элемент. Сплав представляет собой смесь или твердый раствор, состоящий из металла и другого элемента. Но в повседневной речи мы часто используем слово «металл» для описания сплава.
Это потому, что смесь металлических элементов называется сплавом.Железо — это металлический элемент. Сталь представляет собой смесь железа с другими элементами, такими как углерод, никель, хром и т. Д., А также сплав.
Сплав — это смесь чистых или относительно чистых химических элементов, образующая нечистое вещество, сохраняющее характеристики металла. Состав сплава обычно измеряется по массе.
Сплав отличается от примесного металла, такого как кованое железо, тем, что в сплаве добавление примесей обычно желательно и обычно дает некоторые полезные преимущества.
Сплавы получают путем смешивания двух или более элементов; по крайней мере, один из которых является металлом. Его обычно называют первичным металлом или основным металлом, и название этого металла может быть названием сплава. Другие компоненты могут быть или не быть металлами, но при смешивании с расплавленной основой они будут растворимы, растворяясь в смеси.
В отличие от чистых металлов, большинство сплавов не имеют единой точки плавления; скорее, у них есть диапазон плавления, в котором вещество представляет собой смесь твердого вещества и жидкости.Когда сплав охлаждается и затвердевает (кристаллизуется), его механические свойства часто будут сильно отличаться от свойств его отдельных компонентов.
Металл, который обычно очень мягкий и податливый, например алюминий, можно модифицировать, легируя его другим мягким металлом, например медью. Хотя оба металла очень мягкие и пластичные, полученный алюминиевый сплав будет намного тверже и прочнее.
Добавление небольшого количества неметаллического углерода к железу дает сплав, называемый сталью.Благодаря своей очень высокой прочности и ударной вязкости (которые намного выше, чем у чистого железа), а также способности сильно изменяться при термообработке, сталь является одним из наиболее распространенных сплавов в современном мире. Добавляя хром к стали, можно повысить ее устойчивость к коррозии, создав нержавеющую сталь, а добавление кремния изменит ее электрические характеристики, что приведет к образованию кремнистой стали.
Следовательно, сплавы могут быть однородным твердым раствором, гетерогенной смесью крошечных кристаллов, настоящим химическим соединением или их смесью.Сплавы используются более широко, чем чистые металлы, потому что они могут иметь определенные свойства. Это приводит к ряду определений различных типов сплавов:
- амальгама сплав, содержащий ртуть;
- смесь эвтектическая смесь веществ с температурой плавления ниже, чем у любого из ее компонентов;
- микроструктура тонкая структура чистого металла или сплава, выявляемая при увеличении в 25 раз или больше.
Припой из сплава может быть получен путем совместного нагрева металлов свинца и олова.
В странах, где свинец запрещен для использования в школах, комбинация олово-серебро-медь может использоваться как надежная и простая в работе замена свинцу. Если этот путь выбран в качестве маршрута, то состав будет 95,5% олова, 3,9% серебра, 0,6% меди. Он известен как припой SAC по химическим обозначениям каждого из элементов (Sn, Ag, Cu). В этом случае количество металлов на группу должно быть 7.95 г олова, 0,325 г серебра и 0,5 г меди.
Олово: свинцовые припои, также называемые мягкими припоями, с концентрацией олова от 5% до 70% по весу. Для электрической пайки обычно используются сплавы 60:40 олово: свинец (Sn: Pb), плавящиеся при 188 ° C.
В прошлом в водопроводе использовалось большое количество свинца, обычно 50:50. Это заставляло сплав затвердевать более медленно, так что его можно было протереть по стыку, чтобы обеспечить его водонепроницаемость перед пайкой. Свинцовые водопроводные трубы были заменены медью, когда важность отравления свинцом была полностью оценена, но свинцовый припой все еще использовался до 1980-х годов.Поскольку было обнаружено, что даже небольшое количество свинца вредно для здоровья, свинец в водопроводном припое был заменен серебром (для пищевых продуктов) или сурьмой, часто добавлялась медь, а доля олова была увеличена.
Диапазон учебных программ:
Этот практический курс действительно предназначен для учащихся средних школ, и его цель — получить некоторое представление о том, как материалы используются для создания артефактов. Связан с:
- Настройка простых практических запросов, сравнительных и объективных тестов;
- Отчетность по результатам запросов и наблюдений, включая устные и письменные объяснения, демонстрацию или представление результатов и выводов;
- Использование прямых научных доказательств для ответа на вопросы или подтверждения своих выводов;
- Построить более систематическое понимание химии металлов и сплавов, исследуя способы использования металлов для создания различных веществ с полезными свойствами;
- Задавайте вопросы и разрабатывайте направление исследования, основанное на наблюдениях за реальным миром, наряду с предшествующими знаниями и опытом;
- Использовать соответствующие методы, оборудование и материалы во время лабораторных работ, обращая внимание на здоровье и безопасность;
- Выполнять и записывать наблюдения, используя ряд методов для различных исследований; и оценить надежность методов и предложить возможные улучшения;
- Представить наблюдения, используя соответствующие методы;
- Интерпретировать наблюдения и выявить закономерности, используя эти наблюдения, чтобы делать выводы;
- Представлять аргументированные объяснения, в том числе поясняющие данные в отношении прогнозов и гипотез;
- Узнайте о понятиях смеси, металла, элемента и кристалла.
Предупреждения об опасности:
Используйте защитные очки.
Соберите длинные волосы назад.
Вымыть руки после завершения операции
- Свинец, Pb (s), ( вредно при проглатывании или вдыхании, репродуктивный токсин, конкретный токсин для органа-мишени при повторном воздействии ) — см. CLEAPSS Hazcard / База данных опасных химических веществ SSERC
- Олово, Sn (s) — см. Базу данных опасных химикатов CLEAPSS Hazcard / SSERC. (Низкая опасность)
- Углерод, C (s) — см. Базу данных опасных химикатов CLEAPSS Hazcard / SSERC. (вероятно, раздражитель глаз / дыхательных путей )
Это полезная мера предосторожности, чтобы проверить щипцы, поскольку некоторые щипцы в школах плохо держатся, а петли часто заедают. Попросите ваших технических специалистов проверить их перед началом эксперимента.
Песок для литья под давлением можно заказать на факультете дизайна и технологии школы или на художественном факультете. Если из этих отделов нет в наличии, можно использовать керамическую плитку (старая плитка для ванной) в небольших количествах.Если используется плитка, поднос для песка не потребуется.
Материалы (оборудование):
- Защита глаз
- Термозащитные перчатки
- Свинец (вреден при проглатывании или вдыхании, репродуктивный токсин, конкретный токсин для органа-мишени при многократном воздействии) 2 г
- Банка 2 г
- Угольный порошок (раздражитель глаз / дыхательных путей) 2 г
Каждой рабочей группе требуется:
- Тигель
- Трубка глиняная треугольная
- Горелка Бунзена
- Штатив
- Термостойкий мат
- Шпатель
- Ключи
- Песок литейный
- 2 металлических песочных поддона или прочные металлические крышки или белая плитка
- Остаток
- Штанга для перемешивания
Технические ноты:
Наиболее вероятный инцидент в этом эксперименте — это ожог студента, поэтому предупредите его о том, что оборудование горячее.
Если учащиеся не знают, как правильно пользоваться щипцами (заливка расплавленного металла может быть опасной и привести к ожогам), стоит продемонстрировать, как ими пользоваться. Некоторые щипцы в школах плохо держатся. Техники должны проверить их перед началом эксперимента.
Свинец — токсичный металл, и если он нагревается слишком долго или слишком сильно выше точки плавления, он может начать выделять пары. Убедитесь, что лаборатория хорошо вентилируется. Предупредите студентов, чтобы они не вдыхали пары, выделяемые их экспериментом, и скажите им нагреть металлы в течение как можно более короткого времени, чтобы они расплавились.После работы со свинцом вымойте руки.
В странах, где свинец запрещен для использования в школах, комбинация олово-серебро-медь может использоваться как надежная и простая в работе замена свинцу. Если этот путь выбран в качестве способа, то состав будет 95,5% олова, 3,9% серебра, 0,6% меди. Он известен как припой SAC по химическим обозначениям каждого из элементов (Sn, Ag, Cu).
Эксперимент должен быть завершен за 40 минут. Однако это зависит от опыта и практических способностей студентов.Может потребоваться дополнительное время для охлаждения оборудования, прежде чем его можно будет убрать.
Ожидаемые результаты испытаний заключаются в том, что сплав явно тверже и поцарапывает свинец. Свинец не оставляет следов на сплаве.
Плотность сплава должна быть меньше плотности свинца, но этот тест является субъективным.
Сначала плавится свинец, а затем олово. Сплав имеет наивысшую температуру плавления, что явно отличается от свойств составляющих его металлов.
Результатов:
Металлы плавятся (в течение 5 минут), и когда к ним добавляются другие металлы, они плавятся в углеродном порошке.
Сплав легко получить в тигле на трубчатом глиняном треугольнике.
Если сплав расплавился должным образом, его можно отделить от углерода при охлаждении и затем взвесить. Возможны некоторые потери из-за того, что более мелкие детали не плавятся должным образом или остаются в угольном порошке.