Серебряные припои
• Обновлено
Серебряный припой — один из самых прочных припоев, создает надежное и долговечное соединение при пайке. В состав серебряного припоя также входит медь. Фосфор, кадмий, олово, никель, марганец входят как добавки.
Серебряные припои пригодны для пайки всех черных и цветных металлов и сплавов, лишь бы температура плавления их была несколько выше температуры плавления припоя. Припои этой группы хорошо смачивают металлические поверхности, прекрасно заполняют зазоры швов, дают прочные и коррозионно устойчивые паяные соединения.
Соединения, паянные серебряными припоями, в отличие от всех других припоев, хорошо сопротивляются ударным и вибрационным нагрузкам, а также выдерживают значительные изгибающие деформации. Наиболее широкое применение в промышленности имеют тройные серебряные припои, содержащие медь и цинк.
Для того чтобы изменить в нужную сторону физико-механические или технологические свойства тройных серебряных припоев, например, чтобы увеличить прочность припоя, повысить или понизить температуру плавления его, а иногда чтобы сократить расход сравнительно дорогого серебра, в них добавляют другие металлы: никель, марганец, кадмий, олово и т. д.
Состав тугоплавких серебряных припоев, применяемых в отечественной промышленности, регламентирован ГОСТ. В зависимости от химического состава припоев меняются их свойства, а следовательно, и область применения. Двойные серебромедные припои ПСр-72 и ПСр-50 обладают низким удельным электро сопротивлением, поэтому особенно пригодны для паяния токопроводяших соединений, от которых требуется высокая электропроводность.
Для этих же целей рекомендуется применять припои с высоким содержанием серебра ПСр-70 и ПСр-71. Для паяния узких капиллярных швов хорошо применять припои, обладающие высокой жидкотекучестью, например, эвтектический припой ПСр-72 или кристаллизующиеся в узком интервале температур припои ПСр-50Кд и ПСр-40.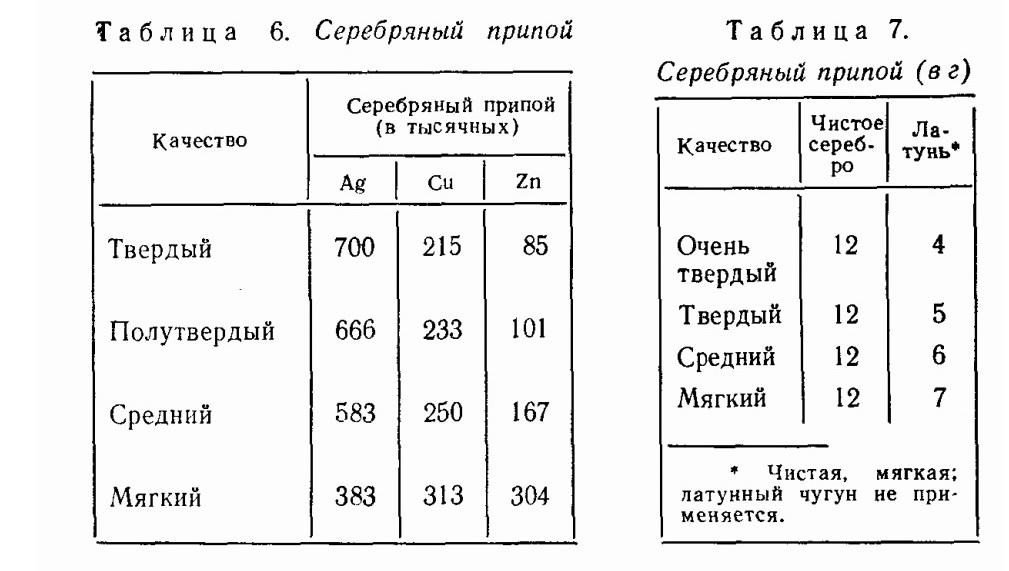 Для паяния изделий, не допускающих перегревов, следует рекомендовать наиболее легкоплавкие припои, например, ПСр-40, ПСр-62, ПСр-45 и т. п.
Для паяния изделий, не допускающих перегревов, следует рекомендовать наиболее легкоплавкие припои, например, ПСр-40, ПСр-62, ПСр-45 и т. п.
В машиностроительной промышленности наиболее широкое применение имеют более дешевые припои с содержанием от 10 до 45% Ag; они обеспечивают достаточно высокое качество паяных соединений. В зарубежной промышленности известно применение большого количества серебряных припоев, кроме тех, которые входят в наши отечественные стандарты. Большинство из этих припоев не обладают какими-либо серьезными преимуществами перед употребляемыми в нашей промышленности.
Марка припоя | Диаметр | Состояние поставки | Свойства | Нормативный документ | |
|---|---|---|---|---|---|
Плотность, г/см3 | Температура плавления (интервал), С | ||||
ПСр 72 | 0,15-6,00 | твердая |  4pt; height: 19.5pt;» valign=»bottom»> 4pt; height: 19.5pt;» valign=»bottom»>10,00 | 1052 | ГОСТ 19746-74 |
ПСрвчМ 72-28 | 0,15-6,00 | твердая | 10,00 | * |  4pt; height: 18.75pt;» valign=»bottom»> 4pt; height: 18.75pt;» valign=»bottom»>СТО 00195200-048-2009 |
ПСр 71 | 0,15-6,00 | твердая | 9,80 | 918-1068 | ГОСТ 19746-74 |
ПСр 70 | 0,15-6,00 | 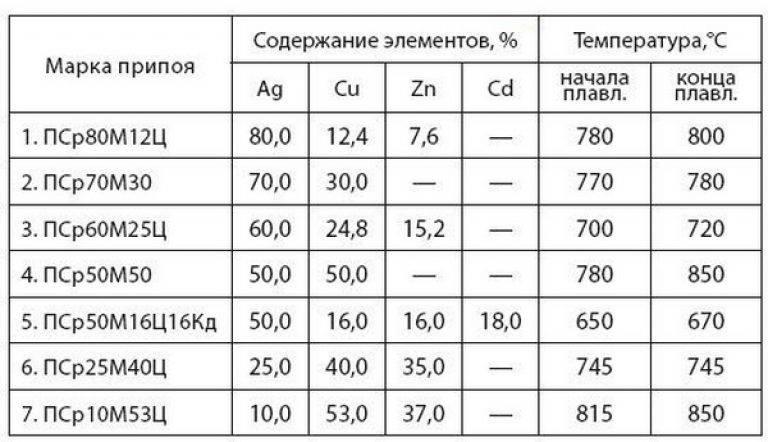 4pt; height: 12.75pt;» valign=»bottom»> 4pt; height: 12.75pt;» valign=»bottom»>твердая | 9,80 | 988-1043 | ГОСТ 19746-74 |
ПСрМО 68-27-5 | 0,15-6,00 | твердая | 9,90 | 928-1038 |  4pt; height: 16.5pt;» valign=»bottom»> 4pt; height: 16.5pt;» valign=»bottom»>ГОСТ 19746-74 |
ПСр 65 | 0,15-6,00 | твердая | 9,45 | 968-995 | ГОСТ 19746-74 |
ПСр 62 | 0,15-6,00 | 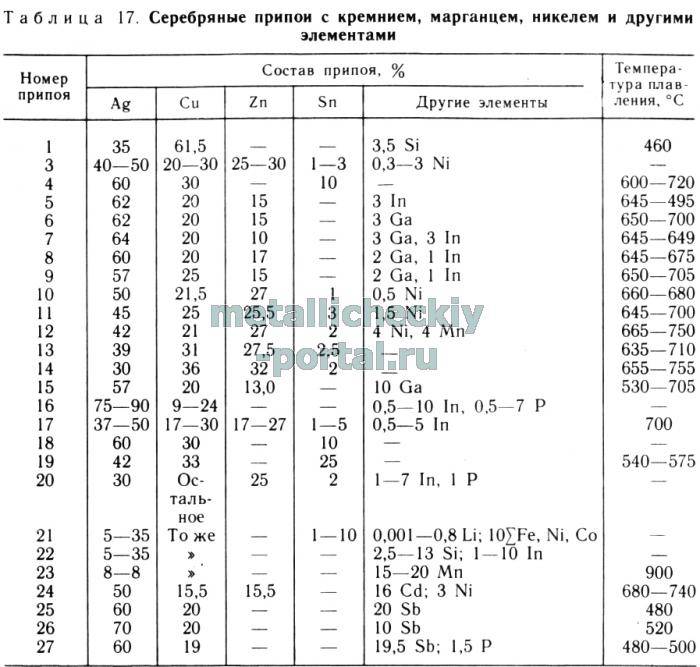 4pt; height: 12.75pt;» valign=»bottom»> 4pt; height: 12.75pt;» valign=»bottom»>твердая | 9,60 | 923-996 | ГОСТ 19746-74 |
ПСр 50 | 0,15-6,00 | твердая | 9,30 | 1052-1133 |  4pt; height: 12.75pt;» valign=»bottom»> 4pt; height: 12.75pt;» valign=»bottom»>ГОСТ 19746-74 |
ПСр 50Кд | 0,15-6,00 | твердая | 9,25 | 898-913 | ГОСТ 19746-74 |
ПСрКдМ 50-34-16 | 0,15-6,00 |  4pt; height: 12.75pt;» valign=»bottom»> 4pt; height: 12.75pt;» valign=»bottom»>твердая | 9,60 | 903-958 | ГОСТ 19746-74 |
ПСр 45 | 0,15-6,00 | твердая | 9,10 | 938-1003 |  4pt; height: 12.75pt;» valign=»bottom»> 4pt; height: 12.75pt;» valign=»bottom»>ГОСТ 19746-74 |
ПСрМЦКд 45-15-16-24 | 0,15-6,00 | твердая | 9,40 | 888 | ГОСТ 19746-74 |
ПСр 40 | 0,15-6,00 |  4pt; height: 12.75pt;» valign=»bottom»> 4pt; height: 12.75pt;» valign=»bottom»>твердая | 9,25 | 863-883 | ГОСТ 19746-74 |
ПСр 37,5 | 0,15-6,00 | твердая | 8,90 | 998-1083 |  4pt; height: 12.75pt;» valign=»bottom»> 4pt; height: 12.75pt;» valign=»bottom»>ГОСТ 19746-74 |
ПСр 25 | 0,15-6,00 | твердая | 8,70 | 1013-1048 | ГОСТ 19746-74 |
ПСр 25Ф | 0,15-6,00 |  4pt; height: 12.75pt;» valign=»bottom»> 4pt; height: 12.75pt;» valign=»bottom»>твердая | 8,30 | 918-998 | ГОСТ 19746-74 |
ПСр 15 | 0,15-6,00 | твердая | 8,50 | 913-1083 |  4pt; height: 12.75pt;» valign=»bottom»> 4pt; height: 12.75pt;» valign=»bottom»>ГОСТ 19746-74 |
ПСр 12М | 0,15-6,00 | твердая | 8,30 | 1066-1103 | ГОСТ 19746-74 |
ПСр 10 | 0,15-6,00 |  4pt; height: 12.75pt;» valign=»bottom»> 4pt; height: 12.75pt;» valign=»bottom»>твердая | 8,40 | 1095-1123 | ГОСТ 19746-74 |
ПСрО 10-90 | 0,15-6,00 | твердая | 7,60 |  75pt;» valign=»bottom»> 75pt;» valign=»bottom»>494-553 | ГОСТ 19746-74 |
ПСрОСу 8 (ВПр-6) | 0,15-6,00 | твердая | 7,40 | 508-523 | ГОСТ 19746-74 |
ПСрМО 5 (ВПр-9) |  4pt; height: 12.75pt;» valign=»bottom»> 4pt; height: 12.75pt;» valign=»bottom»>0,15-6,00 | твердая | 7,40 | 488-513 | ГОСТ 19746-74 |
ПСрОС 3,5-95 | 0,15-6,00 | твердая |  75pt;» valign=»bottom»> 75pt;» valign=»bottom»>7,40 | 493-497 | ГОСТ 19746-74 |
ПСр3 | 0,15-6,00 | твердая | 11,40 | 577-588 |  4pt; height: 12.75pt;» valign=»bottom»> 4pt; height: 12.75pt;» valign=»bottom»>ГОСТ 19746-74 |
ПСрО 3-97 | 0,15-6,00 | твердая | 7,40 | 494-498 | ГОСТ 19746-74 |
ПСрОС 3-58 |  4pt; height: 12.75pt;» valign=»bottom»> 4pt; height: 12.75pt;» valign=»bottom»>0,15-6,00 | твердая | 8,60 | 453-463 | ГОСТ 19746-74 |
ПСр 3Кд | 0,15-6,00 | твердая |  4pt; height: 12.75pt;» valign=»bottom»> 4pt; height: 12.75pt;» valign=»bottom»>8,70 | 587-615 | ГОСТ 19746-74 |
Обнавлено:
Припой серебряный | ООО “Урал-Олово”
Припой серебряный
ГОСТ 19746-2015 (19739-2015)
Серебряные припои имеют температуру плавления от 183°С до 1133°С и представляют собой сплавы серебро-свинец-олово, серебро-свинец, серебро-медь, серебро-медь-цинк, серебро-медь-цинк-кадмий, и другие.
|
Наименование |
ГОСТ |
Проволока, мм |
Полоса (150х400), мм |
|||
|
0,5-1 |
1,2-3 |
3,6-5 |
0,8 |
0,3 |
||
|
ПСр 72 |
ГОСТ 19746-2015 (19739-2015) |
0,5-1 |
1,2-3 |
3,6-5 |
0,8 |
0,3 |
|
ПСр 71 |
ГОСТ 19746-2015 (19739-2015) |
0,5-1 |
1,2-3 |
3,6-5 |
0,8 |
0,3 |
|
ПСр 70 |
ГОСТ 19746-2015 (19739-2015) |
0,5-1 |
1,2-3 |
0,8 |
0,3 |
|
|
ПСрМО 68-27-5 |
ГОСТ 19746-2015 (19739-2015) |
0,5-1 |
1,2-3 |
3,6-5 |
0,8 |
0,3 |
|
ПСр 65 |
ГОСТ 19746-2015 (19739-2015) |
0,5-1 |
1,2-3 |
3,6-5 |
0,8 |
0,3 |
|
ПСр 62 |
ГОСТ 19746-2015 (19739-2015) |
0,5-1 |
1,2-3 |
3,6-5 |
0,8 |
0,3 |
|
ПСр 50 |
ГОСТ 19746-2015 (19739-2015) |
0,5-1 |
1,2-3 |
3,6-5 |
0,8 |
0,3 |
|
ПСр 50 Кд |
ГОСТ 19746-2015 (19739-2015) |
0,5-1 |
1,2-3 |
3,6-5 |
0,8 |
0,3 |
|
ПСрКдМ 50-34-16 |
ГОСТ 19746-2015 (19739-2015) |
0,5-1 |
1,2-3 |
3,6-5 |
0,8 |
0,3 |
|
ПСр 45 |
ГОСТ 19746-2015 (19739-2015) |
0,5-1 |
1,2-3 |
3,6-5 |
0,8 |
0,3 |
|
ПСрМЦКд 45-15-16-24 |
ГОСТ 19746-2015 (19739-2015) |
0,5-1 |
1,2-3 |
3,6-5 |
0,8 |
0,3 |
|
ПСр 40 |
ГОСТ 19746-2015 (19739-2015) |
0,5-1 |
1,2-3 |
3,6-5 |
0,8 |
0,3 |
|
ПСр 37,5 |
ГОСТ 19746-2015 (19739-2015) |
0,5-1 |
1,2-3 |
3,6-5 |
0,8 |
0,3 |
|
ПСр 25 |
ГОСТ 19746-2015 (19739-2015) |
0,5-1 |
1,2-3 |
3,6-5 |
0,8 |
0,3 |
|
ПСр 25Ф |
ГОСТ 19746-2015 (19739-2015) |
0,5-1 |
1,2-3 |
3,6-5 |
0,8 |
0,3 |
|
ПСр 15 |
ГОСТ 19746-2015 (19739-2015) |
0,5-1 |
1,2-3 |
3,6-5 |
0,8 |
0,3 |
|
ПСр12М |
ГОСТ 19746-2015 (19739-2015) |
0,5-1 |
1,2-3 |
3,6-5 |
0,8 |
0,3 |
|
ПСр 10 |
ГОСТ 19746-2015 (19739-2015) |
0,5-1 |
1,2-3 |
3,6-5 |
0,8 |
0,3 |
|
ПСрО 10-90 |
ГОСТ 19746-2015 (19739-2015) |
0,5-1 |
1,2-3 |
3,6-5 |
0,8 |
0,3 |
|
ПСрОСу 8 (ВПр-6) |
ГОСТ 19746-2015 (19739-2015) |
0,5-1 |
1,2-3 |
3,6-5; |
0,8 |
0,3 |
|
ПСрМО 5 (ВПр-9) |
ГОСТ 19746-2015 (19739-2015) |
0,5-1 |
1,2-3 |
3,6-5 |
0,8 |
0,3 |
|
ПСрОС 3,5-95 |
ГОСТ 19746-2015 (19739-2015) |
0,5-1 |
1,2-3 |
3,6-5 |
0,8 |
0,3 |
|
ПСр 3 |
ГОСТ 19746-2015 (19739-2015) |
0,5-1 |
1,2-3 |
3,6-5 |
0,8 |
0,3 |
|
ПСрО 3-97 |
ГОСТ 19746-2015 (19739-2015) |
0,5-1 |
1,2-3 |
3,6-5 |
0,8 |
0,3 |
|
ПСрОС 3-58 |
ГОСТ 19746-2015 (19739-2015) |
0,5-1 |
1,2-3 |
3,6-5 |
0,8 |
|
|
ПСр 3Кд |
ГОСТ 19746-2015 (19739-2015) |
0,5-1 |
1,2-3 |
3,6-5 |
0,8 |
0,3 |
|
ПСр 2,5 |
ГОСТ 19746-2015 (19739-2015) |
0,5-1 |
1,2-3 |
3,6-5 |
0,8 |
0,3 |
|
ПСр 2,5С |
ГОСТ 19746-2015 (19739-2015) |
0,5-1 |
1,2-3 |
3,6-5 |
0,8 |
0,3 |
|
ПСр 2 |
ГОСТ 19746-2015 (19739-2015) |
0,5-1 |
1,2-3 |
3,6-5 |
0,8 |
0,3 |
|
ПСрОС 2-58 |
ГОСТ 19746-2015 (19739-2015) |
0,5-1 |
1,2-3 |
3,6-5 |
0,8 |
0,3 |
|
ПСр 1,5 |
ГОСТ 19746-2015 (19739-2015) |
0,5-1 |
1,2-3 |
3,6-5 |
0,8 |
0,3 |
|
ПСр 1 |
ГОСТ 19746-2015 (19739-2015) |
0,5-1 |
1,2-3 |
3,6-5 |
0,8 |
0,3 |
|
ПСрФ 1-7,5 ПТ 9х11х300-320 |
ТУ 48-1-205-84 |
0,5-1 |
1,2-3 |
3,6-5 |
0,8 |
0,3 |
|
ПСрФ 1,7-7,5 ПТ 5х9х260 |
ТУ 48-1-205-84 |
0,5-1 |
1,2-3 |
3,6-5 |
0,8 |
0,3 |
|
ПСрОСИн 3-56 |
ТУ 48-1-338-85 |
0,5-1 |
1,2-3 |
3,6-5 |
0,8 |
0,3 |
Серебряные припои имеют достаточно широкую область применения:
— лужение и пайка меди, медно-никелевых сплавов, никеля, ковара, нейзильбера, латуней и бронз
— пайка железоникелевых сплавов с посеребренными деталями из стали
— пайка стали с медью, никелем, медными и медно-никелевыми сплавами
— пайка меди с никелированным вольфрамом
— пайка титана и титановых сплавов с нержавеющей сталью
— пайка меди и медных сплавов с жаропрочными сплавами и нержавеющими сталями
— пайка меди и латуни с коваром, никелем, с нержавеющими сталями и жаропрочными сплавами, пайка свинцово-оловянистых бронз
— пайка и лужение меди, никеля, медных и медно-никелевых сплавов с посеребренной керамикой, пайка посеребренных деталей
— пайка меди и никеля со стеклоэмалью и керамикой
— пайка и лужение ювелирных изделий
— пайка меди с бронзой, меди с медью, бронзы с бронзой
— пайка меди, медных сплавов и сталей по свежеосаждённому медному гальваническому покрытию толщиной не менее 10 мкм
— пайка и лужение цветных металлов и сталей
— пайка и лужение серебряных деталей.
Химический состав серебряных припоев ПСр:
|
Марка припоя |
Химический состав, % | |||||||||||||
| Серебро | Медь | Цинк | Олово | Марганец | Сурьма | Фосфор | Кадмий | Никель | Свинец | Примеси не более | ||||
| Свинца | Железа | Висмута | Сумма определяемых примесей | |||||||||||
|
ПСр 72 |
72 ± 0,5 | Остальное | - | - | - | - | - | - | - | - | 0,005 | 0,1 | 0,005 | 0,1 |
|
ПСр 71 |
71±0,5 | Остальное | - | - | - | - | 1,0±0,2 | - | - | - | 0,005 | 0,15 | 0,005 | 0,15 |
|
ПСр 70 |
70±0,5 | 26,0±0,5 | Остальное | - | - | - | - | - | - | - | 0,05 | 0,1 | 0,005 | 0,15 |
|
ПСрМО 68-27-5 |
68±0,5 | Остальное | - | 5,0±0,5 | - | - | - | - | - | - | 0,005 | 0,15 | 0,005 | 0,15 |
|
ПСр 65 |
65±0,5 | 20,0±0,5 | Остальное | - | - | - | - | - | - | - | 0,1 | 0,1 | 0,005 | 0,15 |
|
ПСр 62 |
62±0,5 | 28,0±1,0 | - | Остальное | - | - | - | - | - | - | 0,005 | 0,15 | 0,005 | 0,15 |
|
ПСр 50 |
50,0±0,5 | Остальное | - | - | - | - | - | - | - | - | 0,005 | 0,15 | 0,005 | 0,15 |
|
ПСр 50Кд |
50,0±0,5 | 16,0±1,0 | - | - | - | - | Остальное | - | - | 0,1 | 0,1 | 0,005 | 0,15 | |
|
ПСрКдМ 50-34-16 |
50,0±0,5 | Остальное | - | - | - | - | - | 31,0±1,0 | - | - | 0,05 | 0,15 | 0,005 | 0,15 |
| ПСр 45 | 45,0±0,5 | 30,0±0,5 | Остальное | - | - | - | - | - | - | - | 0,05 | 0,1 | 0,005 | 0,15 |
|
ПСрМЦКд 45-15-16-24 |
45,0±0,5 | Остальное | - | - | - | - | 24,0±1,0 | - | - | 0,15 | 0,15 | 0,005 | 0,15 | |
|
ПСр 40 |
40,0±1,0 | 16,7±0,7 | - | - | - | - | Остальное | 0,3±0,2 | - | 0,05 | 0,1 | 0,005 | 0,15 | |
|
ПСр 37,5 |
37,5±0,3 | Остальное | - | 8,2±0,3 | - | - | - | - | - | 0,05 | 0,1 | 0,005 | 0,15 | |
|
ПСр 25 |
25,0±0,3 | 40,0±1,0 | Остальное | - | - | - | - | - | - | - | 0,05 | 0,1 | 0,005 | 0,15 |
|
ПСр 25Ф |
25,0±0,3 | Остальное | - | - | - | - | - | - | - | 0,01 | 0,15 | 0,01 | 0,15 | |
|
ПСр 15 |
15,0±0,5 | Остальное | - | - | - | - | - | - | - | 0,1 | 0,05 | 0,01 | 0,15 | |
|
ПСр 12М |
12,0±0,3 | 52,0±1,0 | Остальное | - | - | - | - | - | - | - | 0,05 | 0,1 | 0,005 | 0,15 |
|
ПСр 10 |
10,0±0,3 | 53,0±1,0 | Остальное | - | - | - | - | - | - | - | 0,05 | 0,1 | 0,005 | 0,15 |
|
ПСрО 10-90 |
10,0±0,5 | - | - | Остальное | - | - | - | - | - | - | 0,2 | 0,15 | 0,01 | 0,3 |
|
ПСрОСу 8 (ВПр-6) |
0,8±0,5 | - | - | Остальное | - | - | - | - | - | 0,2 | 0,2 | 0,015 | 0,4 | |
|
ПСрМО 5 (ВПр-9) |
5,0±0,5 | 2,0±0,5 | - | То же | - | - | - | - | - | 0,2 | 0,2 | 0,015 | 0,4 | |
|
ПСрОС 3,5-95 |
3,5±0,4 | - | - | « | - | - | - | - | - | 1,0±0,3 | - | 0,15 | 0,01 | 0,15 |
|
ПСр 3 |
3,0±0,3 | - | - | - | - | - | - | - | - | Остальное | - | 0,15 | 0,01 | 0,15 |
|
ПСрО 3-97 |
3,0±0,3 | - | - | Остальное | - | - | - | - | - | - | 0,2 | 0,15 | 0,01 | 0,3 |
|
ПСрОС 3-58 |
3,0±0,4 | - | - | 57,8±1,0 | - | - | - | - | Остальное | - | 0,1 | 0,01 | 0,15 | |
|
ПСр 3Кд |
3,0±0,5 | - | 1,0±0,5 | - | - | - | - | Остальное | - | - | 0,2 | 0,15 | 0,01 | 0,3 |
|
ПСр 2,5 |
2,5±0,3 | - | - | 5,5±0,5 | - | - | - | - | - | Остальное | 0,15 | 0,01 | 0,15 | |
|
ПСр 2,5С |
2,5±0,2 | - | - | - | - | - | - | - | - | То же | - | 0,15 | 0,01 | 0,15 |
|
ПСр 2 |
2,0±0,3 | - | - | 30,0±1,0 | - | - | - | 5,0± 0,5 | - | « | - | 0,15 | 0,01 | 0,15 |
|
ПСр ОС 2-58 |
2±0,3 | - | - | 58,8±1,0 | - | - | - | - | « | - | 0,15 | 0,01 | 0,15 | |
|
ПСр 1,5 |
1,5±0,3 | - | - | 15,0±1,0 | - | - | - | - | - | « | - | 0,15 | 0,01 | 0,15 |
| ПСр 1 | 1,0±0,2 | - | - | 35,0±1,0 | - | - | 2,5 ± 0,5 | - | « | - | 0,15 | 0,01 | 0,15 | |
|
Примечания: |
||||||||||||||
 В обозначении марок припоев буквы означают: П — припой, Ср- серебро, Кд — кадмий, Ц — цинк, Су- сурьма, М- медь, Ф — фосфор, О — олово, С — свинец. Цифра после буквы означает содержание серебра в процентах.
В обозначении марок припоев буквы означают: П — припой, Ср- серебро, Кд — кадмий, Ц — цинк, Су- сурьма, М- медь, Ф — фосфор, О — олово, С — свинец. Цифра после буквы означает содержание серебра в процентах.Примерное назначение серебряных припоев ПСр:
|
Марка припоя |
Область применения |
| ПСр 72; ПСр 71; ПСр 62; ПСр50 Кд; ПСр 50; ПСр 40; ПСр 37,5; ПСр 25; ПСр 15; ПСр 10; ПСр 2,5 | Лужение и пайка меди, медно-никелевых сплавов, никеля, ковара, нейзильберта, латуней и бронз. |
| ПСр 72 | Пайка железо-никелевого сплава с посеребренными деталями из стали |
| ПСр 72; ПСр 62; ПСр 40; ПСр 25; ПСр 12 М | Пайка стали с медью, никелем, медными и медно-никелевыми сплавами. |
| ПСр 72; ПСр 62 | Пайка меди с никелированным вольфрамом. |
| ПСрМО 68-27-5; ПСр 70; ПСр 50 | Пайка титана и титановых сплавов с нержавеющей сталью |
| ПСр 37,5 | Пайка меди и медных сплавов с жаропрочными сплавами и нержавеющими сталями. |
| ПСр 40 | Пайка меди и латуни с коваром, никелем, с нержавеющими сталями и жаропрочными сплавами, пайка свинцово-оловянистых бронз |
| ПСрО 10-90; ПСрОСу 8; ПСрМО 5; ПСрОС 3,5-95; ПСрО 3-97; ПСрОС 3-58; ПСрОС 2-58; ПСр2; ПСр 1,5 |
Пайка и лужение меди, никеля, медных и медно-никелевых сплавов с посеребренной керамикой, пайка посеребренных деталей.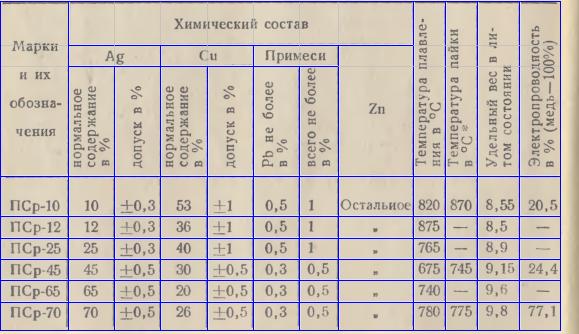
|
| ПСр 3; ПСр 2; ПСр 1,5 | Пайка меди и никеля со стеклоэмалью и керамикой. |
| ПСр 72; ПСр 70; ПСр 65; ПСр 45; ПСр 25; ПСр 15; ПСр 2 | Пайка и лужение ювелирных изделий |
| ПСр 71; ПСр 25Ф; ПСр 15 | Самофлюсующийся припой для пайки меди с бронзой, меи с медью, бронзы с бронзой. |
| ПСр 3Кд | Пайка меди, медных сплавов и сталей по свеженанесенному медному гальваническому покрытию не менее 10 мкм |
| ПСрМо 68-27-5; ПСрКдМ 50-34-16; ПСрМЦКд 45-15-16-24; ПСр 3; ПСр 2,5 | Пайка и лужение цветных металлов и сталей. |
| ПСр 1 | Пайка и лужение серебряных деталей. |
Температуры плавления основных марок серебряных припоев ПСр:
ПСр-10 — 830 °С.
ПСр-12 — 785 °С.
ПСр-25 — 765 °С.
ПСр-45 — 720 °С.
ПСр-65 — 740 °С.
ПСр-70 — 780 °С.
Урал Олово
Серебряный припой: температура плавления, состав, марки
Всем привет! Сегодня немного расскажу как паять серебро оловом своими руками. Такой вопрос часто возникает, когда женская половина просит спаять серебряное кольцо, цепочку или серьги. Для любого радиолюбителя это вызов и повод достать баночки с флюсами.
Когда можно паять серебро?
Серебро является достаточно мягким металлом, поэтому изделия из него часто ломаются. Например, порвавшуюся цепочку, серьги или треснувшее серебряное кольцо просто относят в ювелирную мастерскую. Но при определенных навыках пайки вполне можно починить изделие в домашних условиях.
Украшения из серебра оловом нужно паять очень осторожно, чтобы не испортить их. Серебро имеет свои особенности и работа с ним происходит несколько иначе, чем, например, с привычным для ремонтников оловом.
Серебро имеет свои особенности и работа с ним происходит несколько иначе, чем, например, с привычным для ремонтников оловом.
Инструменты для пайки серебра
Виды припоя для серебра
Крайне важно выбрать подходящий припой для серебра. В качестве припоя нельзя использовать лом серебра, так как припой должен обладать меньшей температурой плавления, чем материал, который предполагается спаять.
Температура плавления серебра составляет +960 градусов по Цельсию.
Для такого тугоплавкого металла необходим особый припой. Как правило, это сплавы серебра с другими металлами. Такие сплавы приближаются к серебру по надежности, прочности и устойчивости паяного соединения к коррозии.
Чем больше процентное содержание серебра, тем более прочным считается припой. В зависимости от изменения доли серебра меняются и температура плавления, плотность, удельное сопротивление.
В связи с этим чаще всего используют ПСР-3, ПСР-10, ПСР-15, ПСР-25 (число означает содержание серебра в процентах). Если необходима особая прочность соединения и высокая защита от коррозии, то можно взять ПСР-72.
В продаже существует порошкообразные припои, а также состоящие из отдельных кусочков размером в 2-3 мм. Иногда встречаются припои, имеющие форму проволоки или листов. В таком случае подготовить куски нужного размера нужно будет самостоятельно с помощью кусачек.
Флюс
Для качественной пайки необходимо обеспечить в месте соединения удаление окислов с помощью флюса. Проще всего сделать флюс своими руками из порошковой буры (декагидрат тетрабората натрия) и поташа (карбонат натрия). Компоненты следует смешать в равных частях, предварительно растерев кристаллики буры в мелкий порошок.
Также можно использовать более эффективный магазинный флюс ПВ-209, имеющий повышенную активность. Он состоит из борного ангидрида (до 35%), фтористого калия (до 42%) и тетрабората калия (до 23%). Для получения необходимой консистенции данный флюс следует развести водой либо глицерином.
Одним из самых распространенных готовых флюсов считается канифольный. Это вещество представляет собой особую смолу, образующую пленку на месте пайки, которая препятствует контакту с окружающим кислородом.
Паяльник
При пайке необходимо создать надежное соединение деталей. Если мощность паяльника окажется недостаточной, то образуется холодная пайка и соединение будет не прочнее клея. Как правило, с помощью паяльника можно соединить лишь мелкие детали, используя малое количество серебряного припоя. Пример в следующем видеоролике.
Обычный паяльник, питающийся от электрической сети, рассчитан на пайку оловянных или свинцовых припоев, температура плавления которых составляет от 200 до 300 градусов по Цельсию. При работе с тугоплавкими металлами необходим гораздо более мощный паяльник, способный накаляться до 700-800 градусов. И тут нас выручают газовые горелки.
Газовая горелка
Для полноценного расплавления серебряного припоя лучше использовать компактную газовую горелку, имеющую температуру пламени до 1300 градусов Цельсия.
Чаще всего такие горелки заправляют пропаном, но также допускается бутан-пропановая смесь. Для получения более высоких температур используют газовые смеси на основе ацетилена, которые дают пламя с температурой около 2000 градусов Цельсия. Чтобы спаять серебряные изделия, достаточно обычного пропана.
Часто пропан продается в баллончике. На горелке существует специальная система регулировки и наконечник горелки, чтобы пламя подавалось направленно и равномерно. Также регулировать пламя можно при помощи насадок. Для пайки можно установить насадку с плоским носиком.
Способы пайки серебра
Сам процесс пайки серебра мало чем отличается от пайки других металлов, однако существуют некоторые нюансы при работе с паяльником в отличие от газовой горелки.
Пайка серебра паяльником
Предварительно необходимо установить на паяльник тонкое жало. Если мощность паяльника 40 — 60 Вт, то рекомендуется использовать припой ПСР-3, температура плавления которого составляет 315 градусов Цельсия. Этот припой также удобен тем, что внутри него находится смола, исполняющая функции флюса и защищающая сплав от окисления.
Этот припой также удобен тем, что внутри него находится смола, исполняющая функции флюса и защищающая сплав от окисления.
Не стоит при починке серебряного изделия в домашних условиях использовать оловянно-свинцовый припой (например ПОС-60). Такое соединение может оказаться непрочным, поэтому прибегать к этому припою следует лишь в крайнем случае. Тем более свинец быстро окисляется и дает темный матовый цвет.
Приступая к пайке серебра в домашних условиях, необходимо осуществить следующие действия:
- Тщательно очистить поверхности соединяемых деталей из серебра от различных загрязнений и окислов, обезжирить;
- Нагреть место соединения так, чтобы температура в точке пайки серебра стала выше температуры плавления припоя;
- Подать на место соединения припой вместе с флюсом, удобнее иметь трубчатый серебрянный припой;
- Прогреть образовавшийся стык паяльником, добиваясь расплавления припоя и его распределения между серебряными деталями;
- Дождаться остывания изделия и полировать место соединения, чтобы не было видно следов пайки.
Пайка газовой горелкой
Пайка газовой горелкой с оловом дает более надежное соединение, но требует большего внимания и навыков:
- Необходимо зачистить поверхности соединяемых деталей от черноты, загрязнений и окислов;
- Нанести на место соединения флюс, который может быть как покупным, так и приготовленным самостоятельно;
- Уложить на место спаивания кусочек припоя необходимого размера;
- Аккуратно прогревать изделие вокруг места пайки, следя за положением припоя, чтобы не допустить его сдувания пламенем;
- Когда припой начнет расплавляться, следует увеличить пламя до тех пор, пока припой не образует равномерный шов с блестящей поверхностью;
- После завершения пайки дать остыть и почистить место соединения, чтобы убрать следы флюса. Далее можно заполировать излишки олова.
Прочность паяного соединения
Стоит отметить, что припои из сплавов серебра с медью и цинком достаточно универсальны и могут паять любые металлы.
Серебряный припой имеет достоинства в виде высокой прочности, скорости растекания, смачиваемости и устойчивости к коррозии. Паяное соединение с оловом, содержащим серебро получается прочнее свинцового.
Недостатком серебряного припоя являются высокая температура плавления и значительная стоимость, поскольку серебро – драгоценный металл.
Прочностные характеристики припоя ПСР-1,4 в сравнении с другими припоями показаны в таблице ниже. Даже содержание серебра 1,4 % в припое заметно повышает временное сопротивление разрыву при сохранении низкой температуры плавления.
Число в названии припоя обозначает процентное содержание серебра в нем. Так, сплавы ПСР-2.5, ПСР-15 и ПСР-25 можно использовать при пайке изделий, которые не испытывают значительных нагрузок на шов.
Для получения высокопрочного соединения используют припой ПСР-45, состоящий из 45% серебра, 30% меди и 25% цинка. Он обладает высокой вязкостью, ковкостью и текучестью. Паяное соединение будет обладать устойчивостью к коррозии, растяжениям, вибрации и ударам.
Припои ПСР-65 или ПСР-80 обладают еще более высокими прочностными свойствами, однако имеют высокую стоимость.
Надо сказать, что серебряный припой весьма сложно найти в продаже, но его можно сделать самостоятельно. Как сделать серебряный припой самостоятельно и как паять газовой горелкой можно посмотреть в видеоролике.
Источник: https://masterpaiki.ru/kak-payat-serebro.html
Популярные марки серебряных припоев
Результатом процесса паяния должно стать образование шва, прочного соединяющего детали и имеющего хорошие физические свойства, в частности, электропроводность.
Достичь такого эффекта позволяют припои на основе серебра. Существует много доступных составов, постоянно применяемых на практике.
Достоинства
Благородный металл в чистом виде имеет высокую пластичность и температуру плавления. Серебро без добавок применять в качестве припоя невозможно и нецелесообразно. Вкладывать энергию для достижения при 962 ℃ расплавленного состояния и получать в результате мягкий шов не имеет смысла.
Выгодно и удобно использовать сплав серебра с другими металлами. Чаще всего добавляют медь. Во многих составах присутствует цинк. В мизерных количествах, не превышающих доли процентов, в металлические композиты вводят железо, свинец, висмут.
Температура плавления серебряных припоев уменьшается пропорционально сокращению массовой доли благородного компонента. Следовательно, уменьшаются затраты энергии и времени на пайку.
Сплавы из группы серебряных припоев хорошо обволакивают рабочие детали, способствуя образованию прочных швов. Места соединений не окисляются; выдерживают механические и вибрационные нагрузки.
Серебросодержащий сплав может применяться для пайки металлических изделий самых разнообразных составов. Для каждой практической ситуации в имеющемся ассортименте можно найти подходящие марки серебряных припоев.
Они имеют разное соотношение компонентов; отличающиеся показатели плотности и удельного электрического сопротивления; могут содержать легирующие добавки, улучшающие технические характеристики.
Процентное содержание серебра
Состав всех применяемых для пайки серебряных сплавов регламентирует ГОСТ.
В маркировках рядом с понятным сокращением ПСр всегда присутствуют числа. Они указывают на процентное содержание серебра.
В целом наблюдается следующая тенденция: сплавы с большой концентрацией благородного металла (50%, 72%) имеют маленькие значения удельного сопротивления. Их используют для формирования соединений с большой электропроводностью.
Серебряные припои с относительно невысокой концентрацией серебра (40-62%) применяют для пайки деталей, которые не будут сильно нагреваться.
Характеристики серебряных припоев в таблицах:
Недорогие металлические сплавы с содержанием серебра от 10% до 45% широко используются в машиностроении. Металлические композиты с низкой концентрацией серебра позволяют получить твердый шов.
Практически все серебряные припои имеют в сплаве железо, свинец, висмут. Суммарное количество добавок составляет чуть более 0,1%.
Многие радиолюбители используют в работе оловянно-серебряные припойные составы, содержащие всего 2% дорогого металла, 62 % олова и 36% свинца. Сплав легко переходит из жидкого состояния в твердое, хорошо проводит электрический ток.
Помимо отечественных материалов поставщиками предлагается большое количество импортных серебряных припоев. Цена на них, естественно, выше, а качество вполне сравнимо с российской продукцией.
Применения недорогих марок
Самое низкое содержание серебра и высокую температуру плавления, равную 830 ℃, имеет припой ПСр-10. Помимо 10% серебра в сплаве содержится 53% меди и около 73% свинца.
Указанное содержание благородного металла является минимально возможным в средствах для твердого спаивания. Образующийся шов выдерживает нагревание до 800 ℃.
Данный серебряный материал предназначен для пайки стальных сплавов, композиций из цветных металлов. Им можно паять латунь с большой концентрацией меди (более 58%).
Важно помнить, что температура эксплуатации спаянных деталей, не должна быть больше температуры плавления данного серебряного припоя.
Сплав, содержащий 12 % серебра, рекомендуют применять для меди; латуни с содержанием меди, достигающем 58 %.
Пайка недорогим серебряным припоем ПСр-25 позволяет получить особо чистый шов. Содержание серебра, равное 25%, обуславливает не очень высокие прочностные характеристики соединения. В припое также присутствует 40% меди, около 35% цинка.
Для тонкой работы имеющихся показателей стойкости к ударам бывает достаточно. Если предстоит прочно припаять крупные детали, следует выбрать другой состав.
Средний процент серебра
Серебряный припой марки ПСр 40 образует швы с хорошей прочностью и пластичностью. Его рекомендуют применять для работы с подвижными деталями. После застывания соединение может деформироваться без нарушения целостности и прочности.
Невысокая температура плавления позволяет проводить работу дома. Для спайки указанным серебряным припоем пригодны медно-никелевые, нержавеющие, жаропрочные сплавы, бронза, латунь, ковар.
Состав ПСр-45 позволяет прочно припаивать толстые стыки (до 3 мм включительно). Швы выдерживают удары, вибрацию, влияние окислительной среды, не образуют трещин.
Результат во многом обусловлен тем, что расплавленный серебряный припой хорошо обволакивает рабочую зону. Сплав используют для пайки деталей из меди, никеля, стали, бронзы.
Высокий процент серебра
Припой ПСр-65, содержащий помимо обозначенного в маркировке количества серебра, 20% меди и около 15% цинка, имеет узконаправленное применение. Им спаивают полотна ленточных пил.
Серебряный сплав ПСр-70 имеет большую цену. Концентрация благородного металла в нем составляет 70%. Помимо этого в состав входит около 26% меди, приблизительно 3% цинка 0,1% железа, по 0,005 % свинца и висмута.
Этот серебряный припой имеет хорошую электропроводность, применяется при спаивании электрических узлов. Место соединения проводов, полученное данным методом, существенно не уменьшает способность всей системы проводить ток.
Близки по элементному составу сплавы ПСр-71 и ПСр 72. Они содержат 71% и 72%, соответственно, серебра. Чуть более 0,1% составляют железо, свинец и висмут. В припое ПСр-71 имеется 1% фосфора.
Состав с концентрацией серебра 70-80% применяются для ремонта ювелирных украшений. Другие направления использования ограничивает высокая стоимость припойных материалов с большим количеством благородного металла.
Какие флюсы подходят
Для образования качественного шва при пайке детали предварительно обрабатывают флюсами. Они убирают слой грязи, оксидов с рабочей поверхности; препятствует процессам окисления расплава; уменьшают поверхностную напряженность жидкого металла.
- Благодаря флюсам припойная масса полностью обволакивает необходимые для пайки части деталей, способствует их прочному соединению.
- В качестве флюсовой добавки часто применяют насыщенный раствор буры. Готовят его просто:
- В сухой порошок вливают тонкой струйкой дистиллированную воду и греют смесь до прозрачного состояния.
- После остывания из насыщенного раствора выкристаллизовывается осадок.
- Если жидкости над осадком получилось много, ее сливают.
- Остальную массу растирают до состояния густой сметаны.
Полученный таким методом флюс можно использовать в диапазоне температур от 500 до 900 ℃.
Альтернативный вариант – готовое средство, содержащее около 35% ангидрида борной кислоты, 42% фторида калия, около 23% тетрабората калия.
При желании подобный флюс можно сделать самостоятельно. Сначала следует прокалить фторид калия на обычном противне. Для этого достаточно прогревания при температуре 250 ℃ на протяжении 4 часов.
Все компоненты нужно аккуратно взвесить, перемешать, расплавить, охладить.
Застывший сплав, расколов на куски, следует тщательно измельчить. Можно взять для этого мельницу. В конечном итоге должен образоваться мелкий порошок, типа пудры.
Для получения однородного флюса порошок нужно просеять и быстро закрыть герметично. Он может поглотить влагу из воздуха, потерять свойства.
При необходимости особо тщательного заполнения всех микрополостей в рабочей зоне применяют флюсы с тетрафторборатом калия, для приготовления которого нужна плавиковая кислота. Получение такого флюса требует специальных условий и навыков. Лучше приобрести готовую смесь.
Источник: https://svaring.com/soldering/pripoj/serebrjanye
Серебряные припои с флюсом для пайки серебра в домашних условиях паяльником
Сначала самое простое: припой – это сплав металлов для пайки. Температура плавления этой смеси должна быть обязательной меньше, чем у соединяемых металлов, здесь все понятно.
Теперь приступим к слову «серебряный», здесь так коротко не получится.
Что такое серебряный припой?
Серебряный припой – дело особое и требующее специального внимания. Дело в том, что он великолепно подходит для так называемой ступенчатой пайки, которая относится к современным технологиям работы с металлами.
Некоторые серебряные сплавы выдерживают очень высокую температуру – вплоть до 600°С. Именно это свойство и объясняет высокое качество пайки с такими сплавами.
Чистые серебряные припои, конечно используются, но только в ювелирном деле, что вполне понятно.
Сертификат на мягкие припои.
Свойства сплавов зависят, прежде всего, от доли серебра. Если, например, его содержание выше 50%, сплав становится пластичным и устойчивым к значительным нагрузкам. Все возможные варианты серебряных сплавов изложены в специальном стандарте – это ГОСТ 19738-74 «Припои серебряные».
Отличный вариант для экономии средств – домашнее производство серебряного сплава для пайки своими руками, которое мы также разберем.
Физико-химические свойства
В таких сплавах серебро далеко не всегда является главным элементом. Оно, к примеру, чрезвычайно популярно при пайке нержавейки или других сложных металлов. Всем известно правило – чем выше серебряный процент в припое, тем пластичнее и крепче получается соединение при пайке.
Кроме того, температура плавления серебряного припоя с высокой долей основного металла дает большую свободу в выборе температурного диапазона в использовании готового изделия.
Один из самых распространенных составов серебряного припоя следующий:
- серебро – 30%;
- медь – 20%;
- цинк – 16%;
- кадмий – 33%
Если вы повысите долю серебра для пайки свыше 50%, вы получите смесь металлов с высокой текучестью и отличной устойчивостью изделия к нагрузкам в дальнейшем.
Как выбрать правильный припой?
Не так уж это и просто – выбрать самый подходящий вариант из огромного числа самых разных сплавов. Понятно, что, если для вас важнее всего устойчивость к вибрационным нагрузкам и высокое сопротивление к ударам, вам следует остановить свой выбор на опциях с высоким содержанием серебра.
Такой же выбор относится и к работе с холодильной и климатической аппаратурой.
Партнерские металлы ведут себя по-разному. Если, к примеру, свинец ни в коем случае нельзя добавлять в сплав при работе с изделиями, устойчивыми к высокой температуре, то медь при таких условиях ведет себя отлично и является прекрасным партнером основным компонентам.
- Если в сплаве имеется кадмий, то имеет место повышенная хрупкость – именно поэтому он редкий элемент в припоях на основе серебра.
- А вот фосфор – популярнейшая добавка благодаря своему свойству снижать температуру плавления, что полезно при работе с нержавеющей сталью, алюминием и другими сложными металлами.
Серебряный припой своими руками
Слово «приготовить» – вполне подходящее выражение в этом разделе, потому что серебряный припой можно приготовить множеством способов, включая старинную технологию. Сразу заметим, что здесь нужна практика, чтобы достичь совершенства.
ГОСТ на серебряные припои.
В старинном рецепте нужны две монеты: медный пятак выпуска 1962 года и полтинник выпуска 1924 года, а к ним дополнительно металлы, газовая горелка для пайки серебра и ложка.
Начинается как в сказке: в ложке плавим серебро. Затем опускаем медный пятак и перемешиваем, покатывая ложку. Чем терпеливее вы будете катать ложку, тем качественнее будет перемешивание. После этого раствор выливается в форму для металла под названием «ингус» и вновь раскатывается.
Приготовленный таким примитивным способом сплав на самом деле обладает очень высокими качествами: это чистая проба №900.
Важным фактором в качестве приготовления является свежий флюс. За пламенем в горелке нужно следить самым внимательным образом: оно должно быть мягким, а не очень горячий огонь должен напоминать по очертаниям метлу. В этом случае шов получится по-настоящему качественным.
Для ремонта изделий припой делают легким вот в каком составе:
- серебро – 7 частей;
- латунь – 2,8 части;
- цинк – 0, 35 части.
Запасаемся для работы следующими материалами:
- ложка;
- горелка для пайки;
- шкурка или наждачная бумага;
- ножницы, фальцы, весы;
- лопатка для перемешивания;
- бура для добавки в готовый расплав.
Можно добавлять цинк в чистом виде, а можно в сплаве с латунью или медью. Часто цинк добавляют, завернув его в фольгу. Начинаем прокатывать состав. Готовый прокатный лист разрезаем ножницами.
Плавка припоя
Если вы решили обойтись без старинных рецептов, запасайтесь вот какими материалами:
- емкость с водой;
- древесная смесь с углем;
- бура;
- тигель и железный крюк.
Состав припоя и его температура плавления.
Металлы плавим в тигле, который нужно поместить в горн или нагревать его паяльной лампой. Во время расплавки обязательно добавляем буру. Важно знать и выполнять четкую очередность процесса. Главное – плавить первым делом тугоплавкие металлы, и только потом – легкоплавкие.
Жидкие металлы постоянно перемешиваются в тигле крюком или деревянной палкой. Процесс лучше разделить на два этапа. Тигель с расплавленными металлами вынимают из горна, а металл соединяют с водой. Образующиеся при этом мелкие капли металла высушивают и снова переплавляют, добавив буры.
После окончательного расплавления припой переливаем в форму. Когда он застынет, прокатываем его в полосы.
Важнейшая часть процесса пайки серебром в домашних условиях – переход сплава из жидкого состояние в твердое. Сначала смесь плавится, а затем отливается в ингус.
Подготовка ложки заключается в следующем: на ее дно кладется картон прямоугольной формы, поверх него – пластина, чтобы ее края обворачивали края ложки. Картонные листы тщательно обжимаются, образуя ложе вогнутой формы.
Сортировка шихты проводится на специальных ювелирных весах, проверяется и взвешивается серебряный лом разных проб: 916 и 875, чистое серебро, металл, бура. Шихта делится на равные кучки примерно по двадцать грамм, ее чистят с помощью магнита от примесей железа и стали.
Лом с пробой 875 смешивается с остальными частями. В качестве флюса выступает бура.
Пропорция серебра пробы № 875 и меди составляет ровно 4:1 (три медных пятака и один полтинник), буру добавляют из расчета одна часть на десять частей шихты.
Ингус или другую форму смазывают воском и ставят рядом с горелкой. Дело в том, что расплав ни в коем случае не должен остывать. Поэтому его выливают в хорошо нагретый ингус. Затем форму отправляют под холодную воду для охлаждения. Остывший брусок вынимается.
Пара слов о флюсах
Назначение флюсов – защита металла спаивания от воздействия окислов с помощью изоляции участка пайки от воздуха. Самый частый состав флюсов для ремонтов – смесь поташа с бурой в равных пропорциях, иногда вместо поташа берут соду.
Чтобы получить порошковую буру, нужно предварительно просушить водный раствор буры. Это сделать лучше на обычной газовой плите в фарфоровой емкости для выпаривания.
Как только раствор превратится в кристаллы, их нужно измельчить до состояния порошка. Удалять флюс нужно после пайки слабым подогретым кислотным раствором.
Среднеплавкие сплавы
Серебряный припой обладает уникальным качествами:
- высочайшая прочность;
- устойчивость к коррозии и в агрессивных средах;
- низкая температура плавления;
- высокая теплопроводность.
Приготовление серебряного припоя – дело несложное, творческое и весьма увлекательное. А если учесть при этом значительную экономию средств, то пайка серебра – метод, которому стоит научиться.
Источник: https://tutsvarka.ru/vidy/serebryanye-pripoi
Серебряные припои
25.06.2012 // Владимир Трунов
Начну с цитаты из Бреполя: «При изготовлении припоя базой его следует брать эвтектический состав сплава Ag-Cu и добавками цинка понижать температуру плавления. Разность температур плавления основного металла и припоя должна быть не менее 50 °С.»
Что такое «эвтектический состав сплава»? Я уже упоминал в статье «Температура плавления сплавов Ag-Cu-Zn» термины «ликвидус» и «солидус».
Повторю: ликвидус — это температура полного расплавления сплава при его нагревании, а солидус — температура полного затвердевания сплава при его охлаждении.
У чистых металлов эти температуры совпадают, и при достижении точки плавления температура металла остается постоянной, пока он полностью не перейдет в жидкое состояние. У сплавов в общем случае существует промежуток температур, в котором он уже не твердый, но еще не жидкий.
Нижняя граница этого промежутка — солидус, верхняя — ликвидус (от слов «твердый» и «жидкий»). Однако, при определенном сочетании компонентов сплав ведет себя, как единый металл: точки солидуса и ликвидуса совпадают. Это сочетание и называется эвтектическим.
Из приведенной диаграммы (кликните, чтобы увеличить) видно, что все сплавы с содержанием серебра ниже 91% начинают плавиться при одной и той же температуре — 779 °С, а полностью расплавляются — по-разному. И есть одна точка (72% серебра), где ликвидус совпадает с солидусом. Это и есть эвтектика для сплавов Ag-Cu. В этой точке — самая низкая температура плавления для всех этих сплавов («эвтектика» — по-гречески «легко плавящийся»).
Для тройных сплавов Ag-Cu-Zn эта интересная для нас точка превращается в линию, которая жирно и красно выделена на уже знакомой вам диаграмме изотерм ликвидуса. Вдоль этой линии как раз и располагаются наиболее подходящие для припоев сплавы. Подходящие — сразу в нескольких смыслах:
- они содержат минимальное количество цинка, необходимое для данной температуры плавления;
- они плавятся без промежуточного кашеобразного состояния, что обеспечивает чистоту и однородность шва;
- они имеют равномерную мелкозернистую структуру, которая гарантирует прочность и пластичность соединения.
Вот почему Бреполь и советует брать за базу эвтектический сплав, ничего, правда, при этом не объясняя. Мол, если не лаптем щи хлебаете, разберетесь сами.
2. Выбираем припои из таблиц
Я имею в виду припои, рецепты которых приведены в многочисленных таблицах. Я выписал те из них, где нет явных опечаток, и столько, на сколько у меня хватило терпения. А затем обработал каждый программой Ag-Cu-Zn и получил таблицу, показанную на соседней картинке (кликните, чтобы увеличить).
Тут как раз самое время раскрыть тайну параметра, срытого под греческой буквой «эпсилон». Следуя завету Бреполя, что хороший состав припоя — это эвтектический состав, я решил ввести в программу алгоритм вычисления некоего параметра, который характеризовал бы «эвтектичность» сплава. Параметр ε показывает относительное отклонение выбранного состава сплава от эвтектического. В идеальном случае он равен единице, а наиболее отдаленные его значения — от 0,7 до 1,4. Близкими к эвтектике значениями следует считать примерно от 0,95 до 1,05.
Кроме температуры плавления и параметра «эвтектичности» на выбор припоя влияет еще один немаловажный критерий — его проба.
Здесь нет такого жесткого требования, как для золота, чтобы проба припоя совпадала с пробой сплава, однако, есть нижний порог, за которым могут возникнуть конфликты с инспекцией пробирного надзора. Этот порог — 60% серебра, т.е., проба должна быть не ниже 600.
Кроме того, от пробы припоя зависит его цвет и стойкость к химическим воздействиям. Исходя из этого, хотелось бы выбрать припои как можно более высокой пробы.
И, наконец, самое важное: что мы собираемся паять? В данном случае речь идет о ювелирных сплавах серебра. О пайке меди, стали и прочих металлов поговорим в другой раз.
Вспоминаем второй завет Бреполя: температура плавления припоя должна быть как минимум на 50 градусов ниже температуры плавления основного сплава (здесь имеется в виду солидус, т.е., начальная точка его плавления).
Для всех ювелирных сплавов ниже 910 пробы солидус равен 779 градусам. Для 925 пробы — 808 градусов, для 916 — 789.
Смотрим в таблицу: первые четыре отпадают из-за слишком высокой температуры, последние четыре — из-за низкой пробы. Начнем с выбора твердого припоя. Для пайки 925 пробы серебра мы можем позволить себе припой с температурой плавления 760 градусов.
По таблице выбираем составы 5 и 10: первый — за пробу, второй — за «эвтектичность». Затем выбираем мягкий припой — просто берем самый низкоплавкий, это состав 23. Средний припой должен иметь температуру около 730 градусов.
Из таблицы лучший вариант, пожалуй, — номер 15.
3. Сочиняем свои рецепты
Однако, нет никакой необходимости выбирать припои именно из этой или какой-либо другой таблицы. У нас же есть программа Ag-Cu-Zn! Вводим в правой ее части требуемые пробу и температуру и добиваемся такого их сочетания, при котором есть решение. Затем в левой части программы уточняем параметры полученного сплава и подгоняем до требуемых.
Мне пришлись по вкусу четыре припоя, показанные на последней картинке. У них температуры отличаются примерно на 20 градусов, и они удовлетворяют практически все потребности при пайке серебра.
Источник: https://tvlad.ru/solders/serebryane-pripoi.html
Серебряные припои
Припои на основе серебра – оптимальное решение для создания прочного, надежного и обладающего хорошей электропроводностью шва. В чистом виде благородный металл использовать для пайки невозможно.
Он слишком пластичен и имеет очень высокую температуру плавления. Поэтому в припои добавляют другие металлы, чаще всего медь или цинк.
Благодаря добавкам температура плавления понижается, а, следовательно, уменьшается расход энергии и времени на пайку.
Среди достоинств серебряных припоев следует выделить отличные прочностные качества получаемых швов, устойчивость к окислению, механическим и вибрационным воздействиям.
Количество марок серебряных припоев настолько велико, что подобрать состав можно практически для любых задач по пайке различных металлов.
Содержание серебра в припое
Количество серебра в припое регламентируется требованиями ГОСТ. В маркировке продукции присутствует цифровое обозначение, указывающее на процент благородного металла в сплаве.
Припои с большим содержанием серебра (50-70%) применяют для создания швов с большой электропроводностью, сплавы с меньшим количеством серебра рекомендуются для соединения деталей, которые не подвергаются значительному нагреву при эксплуатации.
Сплавы с низким содержанием Ag наиболее востребованы в машиностроении для создания швов высокой твердости. Радиолюбители в основном пользуются славами с пониженным содержанием серебра (всего около 2%).
Бюджетные марки серебряных припоев
Припой ПСр-10 содержит всего 10% серебра. Такой припой применяют для создания твердых швов, выдерживающих температуру до 800 градусов. В качестве спаиваемых материалов могут выступать сталь и сплавы цветных металлов, в том числе латунь с высоким содержанием меди.
Припои с содержанием серебра 12% применяют для спайки латуни (с содержанием меди до 58%) и меди.
Продукция с содержанием серебра 25% позволяет получить чистый шов, однако, с не самыми высокими прочностными качествами.
Припои со средним количеством серебра
Серебряный припой, содержащий 40% серебра, позволяет получить прочный и пластичный шов. Чаще всего такой состав применяют для соединения подвижных деталей, поскольку шов может подвергаться деформации после застывания, не теряя целостности.
Припой ПСр-45 рекомендован для спайки стыков значительной толщины (до 3 мм). Швы получаются прочными, устойчивыми к ударным и вибрационным нагрузкам, не трескаются и не окисляются
Припои с большим процентным содержанием серебра
Припой, содержащий 65% благородного металла, используют для соединения пильных полотен. Сплав с содержанием серебра 70% часто используют для пайки узлов в электронике. Благодаря высокой электропроводности металла такой припой не нарушает проводимость проводов при пайке.
В ювелирном деле нашли применение припои с содержанием серебра 70-80%.
Выбор флюса для пайки
Чтобы шов получился максимально чистым и прочным, перед пайкой поверхность обрабатывают флюсами. Назначение флюса:
- очистка поверхности;
- уменьшение окисления состава;
- снижение поверхностного напряжения металла;
- увеличение прочности соединения.
Источник: https://www.olovo.ru/gosts/silver/
Технические характеристики и состав серебряных припоев ПСР
Пайка высоколегированных сталей и меди требует расходных материалов с высокой температурой плавления и хорошей смачиваемостью.
Используя припой ПСР можно получить прочное соединение, антикоррозионное с высоким коэффициентом сопротивления на разрыв. Проволока ПСР имеет большое количество марок.
Припой отличается составом и применяется для пайки различных сталей, сплавов и цветных металлов.
Технические характеристики
Серебряные припои используют при высокотемпературной пайке выше 400⁰C. Материалы марки ПСр создают прочное неразъемное соединение деталей из различных сталей, меди и ее сплавов, серебра, других тугоплавких металлов.
Удельное сопротивление припоя 90 – 120 Ом. Плотность 8500 – 10000 кг/м3. Теплоемкость 18 – 26 Дж/кг*град.
Спаянные с помощью серебряных припоев детали хорошо переносят динамические нагрузки, вибрацию и высокую температуру. Они могут работать в агрессивной среде.
Форма выпуска
Серебряный припой, применяемый для домашней и промышленной пайки, выпускается:
- проволока;
- листы различной толщины;
- полые трубки, наполненные канифолью.
Проволока различной толщины составляет большую часть продукции. ПСР легко подобрать для любого вида пайки, выбрав из большого количества нужный диаметр в пределах 0,13 – 6 мм.
Применение пластин для присадки пайки возможно только в условиях крупного предприятия. Домашнее оборудование просто не в состоянии их расплавить.
Разновидности
Припой ПСр содержит от 1% до 72 % серебра. В зависимости от его состава и качеств, им соединяют различные металлы и паяют инструмент, такой как алмазный резец бура и сегмент дисковой пилы.
Пайка себряных деталей и лужение производится материалом с наименьшим содержанием серебра – ПСр 1. Соединение элементов осуществляется при средних температурах. Цветным металла требуется немного больше серебра, чтобы они хорошо спаялись. Для них применяют припой с содержанием серебра от 2,5 до 40%.
Лужение меди и пайка ее сплавов, а также никеля, ковара, низейбера осуществляется проволокой с высоким содержанием серебра 50 – 72%, а также ПСр 10 и ПСр 15.
Наибольшим спросом у любителей пользуется ПСр 40 с его широкими возможностями. Припой применяется при пайке высоколегированных сталей, включая нержавейку, жаропрочных сплавов, коррозионностойких материалов, свинцово-оловянных бронз.
При работе с ювелирными изделиями применяют ПСр 45. Температура плавления 700⁰ позволяет спаянным изделиям работать в условиях высоких температур. Содержание меди 30% позволяет соединять тугоплавкие сплавы и жаростойкие стали. После лужения медь, никель, бронзы приобретают яркий блеск и долго не окисляются.
Химический состав
Состав припоя серии ПСР и отклонение по содержанию химических элементов, регламентируется по ГОСТ 19738-74. Содержание серебра указано в маркировке после буквенного обозначения. Например, в припое ПСР 40 благородного металла 40%.
Кроме этого в состав сплава входят: медь, свинец и олово. Содержание железа и висмута ограничивается ГОСТом в пределах 0,01%.
Физические свойства
Припои с высоким содержанием серебра обладают высокой жидкотекучестью. Они проникают в мелкие поры соединяемых деталей. Легкоплавкие материалы ПСр 62, ПСр 40 рекомендуют для пайки деталей, которые не переносят высокие температуры.
Серебряные припои универсальны и подходят для пайки практически всех сталей и сплавов, включая неметаллические материалы типа керамики. Основное условие прочного соединения, температура плавления проволоки должна быть ниже, чем у соединяемых деталей.
Низкое удельное сопротивление расходного материала позволяет паять микро и электросхемы.
Температура плавления
Серебряные припои используют в высокотемпературной пайке. Температура плавления прутков сильно отличается. Она зависит от количества серебра и наличия других легирующих компонентов. Легче всего переходит в жидкое состояние при 508 – 511⁰C припой марок ПСр 1, ПСр 2-58. Он содержит 30 – 58% олова или свинца и до 2% серебра.
Резко выделяются своей тугоплавкостью, среди аналогичных по содержанию серебра, материалов, ПСр 10 и ПСр 12. Они содержат висмут в 2 раза больше остальных марок припоя и медь до 52%. Температура плавления их соответственно 1123⁰ и 1103⁰C.
Припой серебряный ПСр 45 содержит из дополнительных веществ 30% меди. Плавится при температуре 938⁰C, переходит полностью в жидкое состояние при 1003⁰C.
У стоящего рядом с ним в списке припое серебряном ПСр 40 содержание меди и цинка по 17%. Плавление до полного перехода в жидкое состояние осуществляется при температуре 863⁰ – 883⁰C.
Марки проволоки ПСр 71 и ПСр 72 содержат меди менее 3%. Большое количество серебра делает их тугоплавкими, с температурой перехода в жидкое состояние 1068⁰ и 1052⁰C.
Сортамент
Для пайки выпускается серебряный припой проволока диаметром от 0,15 мм. Максимальная толщина расходного материала 6 мм. Шаг в размерах до 0,4 мм составляет 0,05 мм, от 0,6 мм до 2 мм разница в сечении стоящих рядом прутков 0,2 мм. Наибольшие размеры 4 – 6 мм идут целым числом.
Ограничение по минимальному сечению имеет проволока серебряная с содержанием свинца и сурьмы более 50%. Цифра берется суммарная, если оба вещества имеются в составе. Припой выпускается от размера 0,5 мм.
Серебряный припой выпускается в не отожженном виде. Отжиг может производиться для проволоки диаметром от 2 мм и более по договоренности с заказчиком. На технические характеристики пайки термообработка не влияет. Пруток становится мягче, пластичнее, лучше укладывается плотными рядами при намотке на катушку.
Припой ПСр до 0,5 мм наматывается на катушки. Свыше этого сечения сматывается в мотки. Максимальный вес упаковки проволоки 6 мм – кг. Намотка должна состоять из одного цельного куска без спайки и соединений другими способами.
Для бытового использования продаются катушки с массой проволоки:
- 200 гр до Ф 0,35 мм;
- 300 гр до Ф 0,60 мм;
- 500 гр весит прокат диаметром 0,8 мм;
- до диаметра 1,6 мм вес припоя в мотке 1600 гр.
Любители используют в основном припой малого диаметра. 200 – 300 гр расходного материала достаточно, чтобы несколько лет паять и лудить дома платы и ювелирные изделия. Большие мотки подходят для производственных работ.
Полосы для пайки выпускаются толщиной от 0,1 мм до 5 мм. Ширина материала 5 – 200 мм. Длин может быть нормированной и свободной. В пачки собирают полосы одного размера.
Расшифровка маркировки
- В маркировке проволоки указаны основные ее характеристики. Например, обозначение припоя с 40 процентами серебра в составе и диаметром 5 мм выглядит так:
- Проволока ПСр 40 5,0 ГОСТ 19746-74.
- Расшифровывается данная маркировка следующим образом:
- Проволока серебряная, припой для пайки. Не отожженная.
- Содержит серебра 40%.
- Диаметр проката 5 мм.
- Изготовлена по ГОСТ 19746-74 – проволока серебряная для припоя, высшего качества.
Нормативными документами регулируются: технология производства, размеры сечения, методы контроля и допустимые дефекты.
Каждый документ имеет свои требования для разных категорий серебряного припоя.
Химический состав одинаковый для всех категорий и типоразмеров серебряного проката. Он регламентируется ГОСТ и соответствующим международным стандартом.
Производители
Несколько производителей в разных странах выпускают серебряную проволоку для пайки. Продажа осуществляется оптом и в розницу. Любое свойство изделия регламентировано нормативными документами. Специалисты не замечали существенных отличий между продукцией разных фирм.
Эксплуатационная характеристика соединений деталей, созданных пайкой, в большинстве случаев зависят от правильного выбора марки припоя, флюса и температуры паяльника.
На территории страны в основном используют проволоку от производителей:
- Felder – немецкая компания расположена в Германии, имеет несколько филиалов в других странах;
- Sparta – ООО известное в России производством горячекатаной проволоки, включая материалы для пайки;
- Укринтерсталь – объединяет несколько крупных сталепрокатных предприятий, расположенных в Днепропетровске, Никополе и Мариуполе;
- Донмет – Донецкая область, производит проволоку из цветных и высоколегированных сталей.
Производство проката, содержащего серебро и медь – энергоемкое производство, требующее сложного оборудования.
Припой серии ПСр пользуется широким спросом. Он универсальный при пайке материалов с высокой температурой плавления, которые сложно сваривать и паять другими способами.
Источник: https://svarka.guru/payka/oborudovaniya/pripoy-psr.html
Температура плавления припоя. Свойства припоев и подшипниковых материалов
Температура плавления и другие свойства припоев на основе олова и свинца
В таблице представлена температура плавления припоев распространенных марок на основе олова и свинца, а также их теплофизические и механические свойства. Свойства припоев даны при комнатной температуре.
В таблице приведены следующие свойства: температура плавления припоев (солидус и ликвидус) в градусах Цельсия, плотность припоев, удельное электрическое сопротивление, коэффициент теплопроводности, временное сопротивление разрыву, относительное удлинение, ударная вязкость, твердость по Бринеллю, HB.
Температура плавления припоев (ликвидус — жидкое состояние припоя) на основе свинца и олова находится в диапазоне от 145 до 308°С. Следует отметить, что температура плавления припоя, равная 145°С, соответствует припою ПОСК 50-18, который относится к категории легкоплавких припоев. При температуре 308 градусов Цельсия в жидком виде находится припой ПОССу 5-1.
Рассмотрены свойства следующих припоев: ПОС 90, ПОС 61, ПОС 40, ПОС 10, ПОС 61М, ПОСК 50-18, ПОССу61-0,5, ПОССу 50-0,5, ПОССу 40-0,5, ПОССу 35-0,5, ПОССу 30-0,5, ПОССу 25-0,5, ПОССу 18-0,5, ПОСу 95-5, ПОССу 40-2, ПОССу 35-2, ПОССу 30-2, ПОССу 25-2, ПОССу 18-2, ПОССу 15-2, ПОССу 10-2, ПОССу 8-3, ПОССу 5-1, ПОССу 4-6.
По данным таблицы видно, что плотность припоев меняется в пределах от 7300 до 11200 кг/м3. Припоем с минимальной плотностью является оловянно-свинцовый припой ПОСу 95-5. Наиболее тяжелым из рассмотренных припоев является припой ПОССу 5-1 — плотность такого припоя имеет величину 11200 кг/м3.
Теплопроводность припоев в таблице дана в размерности ккал/(см·с·град). Припоями с максимальной теплопроводностью являются ПОС 90 и ПОСК 50-18 — их теплопроводность равна 0,13 ккал/(см·с·град).
Температура плавления припоев на основе серебра, их плотность и удельное электрическое сопротивление
К серебряным припоям относятся такие припои, как ПСр72, ПСр71, ПСр70, ПСрМО68-27-5, ПСр65, ПСр62, ПСр50, ПСр50КД, ПСрМЦКд45-15-16-24, ПСрКДМ50-34-16, ПСр45, ПСр40, ПСр37,5, ПСр25, ПСр25Ф, ПСр15, ПСр12М, ПСр10, ПСр010-90, ПСрОСу8 (Впр-6), ПСрМО5 (Впр-9), ПСрОС 3,5-95, ПСр3, ПСрО 3-97, ПСрОС3-58, ПСр3Кд, ПСр2,5, ПСр2,5С, ПСр2, ПСрОС2-58, ПСр1,5, ПСр1.
Плотность припоев на основе серебра изменяется в пределах от 7400 до 11400 кг/м3. Низкая плотность припоя, содержащего серебро, свойственна таким припоям, как: ПСрОСу8, ПСрМО5, ПСрОС 3,5-95 и ПСр010-90. Наиболее тяжелый припой — это ПСр3, его плотность равна 11,4 г/см3.
Температура плавления припоев на основе серебра находится в диапазоне от 183 до 860°С. Припоем с наименьшим удельным электрическим сопротивлением является серебряный припой ПСр72 — его электросопротивление равно 2,1 мкОм·см.
Удельное электрическое сопротивление припоев значительно изменяется в зависимости от марки припоя. Оно может иметь значение в интервале от 2,1 (у припоя ПСр72) до 37,2 мкОм·см — у ПСр37,5.
Примечание: плотность и удельное электрическое сопротивление припоев указаны при комнатной температуре.
Температура плавления припоев и легкоплавких сплавов
В таблице даны значения температуры плавления припоев и легкоплавких сплавов на основе ртути Hg, цезия Cs, калия K, висмута Bi, таллия Tl, индия In, олова Sn, свинца Pb, кадмия Cd, сплав Вуда, сплавы Роуза (Розе), золота Au, магния Mg, цинка Zn, серебра Ag.
Значения температуры плавления припоев и сплавов в таблице приведены начиная с самых легкоплавких сплавов и находятся в диапазоне от -48,2 до 262°С.
В сплавах с отрицательной температурой плавления (от минус 48,2°С) преобладает содержание ртути и щелочных металлов.
Легкоплавкие сплавы с температурой плавления от 200 до 260°С имеют в своем составе преимущественное содержание висмута и таллия.
Примечание: эвт — эвтектические сплавы или близкие к ним; для неэвтектических сплавов приводятся значения температуры солидуса.
Плотность припоев и баббитов, их теплопроводность и КТлР
В таблицах даны теплофизические свойства некоторых припоев и баббитов (антифрикционных подшипниковых материалов) при комнатной температуре. Представлены такие свойства, как: плотность, коэффициент температурного расширения и теплопроводность.
Указаны свойства следующих припоев и баббитов: ПОС-30, ПОС-18, ПСр45, ПОЦ70, ПОЦ60, 34А, эвтектический силумин; баббиты, Б83, Б16, БКА, Б88, Б89, Б6.
Следует отметить, что плотность припоев, коэффициент температурного расширения (КТлР) и теплопроводность припоев и баббитов имеют близкие значения, за исключением припоя 34А и эвтектического силумина, которые в 2-4 раза легче.
Состав и теплопроводность припоев и баббитов при различных температурах
В таблице представлен состав и значение коэффициента теплопроводности алюминиевых антифрикционных сплавов, баббитов и припоев при температуре от 4 до 300 К (от -269 до 27°С).
Рассмотрены следующие припои и подшипниковые материалы: АН2,5, АО6-1, БКА, Б16, Б83, Б88, ПОС61, ПОС18, ПОССу18-2, ПОССу40-2, сплав Вуда, сплав Розе, ПСр25, ПСр44, ПСр70.
Наиболее теплопроводным антифрикционным сплавом, по данным таблицы, является сплав АО6-1 — его теплопроводность равна 180 Вт/(м·град). Наибольшую теплопроводность среди рассмотренных припоев имеет серебряный припой ПСр70 (на основе серебра и меди) — теплопроводность этого припоя равна 170 Вт/(м·град).
- Физические величины. Справочник. А.П. Бабичев, Н.А. Бабушкина, А.М. Братковский и др.; Под ред. И.С. Григорьева, Е.З. Мейлихова. — М.:Энергоатомиздат, 1991. — 1232 с.
- Чиркин В.С. Теплофизические свойства материалов ядерной техники.
- Таблицы физических величин. Справочник. Под ред. акад. И.К. Кикоина. М.: Атомиздат, 1976. — 1008 с.
- Цветные металлы. Справочник. — Нижний Новгород: «Вента-2», 2001. — 279 с.
Источник: http://thermalinfo.ru/svojstva-materialov/metally-i-splavy/svojstva-pripoev-i-podshipnikovyh-materialov-temperatura-plavleniya
Пайка металлов » Виды серебряных припоев
Стандартные твердые серебряные припои соответствуют ГОСТ 8190.
Припой ПСр 72 является эвтектикой серебро-медь и имеет высокую электропроводность; используется для пайки меди, латуни, серебра. Этот припой особенно широко применяется в тех случаях, когда от паяного соединения требуется сохранение высокой электропроводности.
Припой ПСр 50 также не содержит других компонентов, кроме серебра и меди; используется для пайки стали, меди и медных сплавов.
Припой ПСр 70 имеет химический состав, близкий к эвтектическому. Как и припой ПСр 72, он также рекомендуется для пайки соединений, от которых требуется высокая электропроводность.
Припой ПСр 65 служит для пайки стальных изделий. Применяется для пайки ленточных пил и различных мелких изделий. Прочность его несколько уступает прочности припоя ПСр 70.
Припои ПСр 45 и ПСр 25 являются основными припоями, применяемыми для пайки меди, медных сплавов и стали (включая и нержавеющую) в тех случаях, когда требуется от соединения повышенная прочность (при ударах, вибрации), стойкость против коррозии и высокая чистота места спая. Припой ПСр 45 плавится при более низкой температуре, чем припой ПСр 25, что уменьшает опасность перегрева паяемого изделия. Кроме того, припой ПСр 45 обеспечивает более высокие механические свойства паяных соединений. Основной металл – латунь Л62.
Кроме припоев ПСр 45 и ПСр 25, для пайки стали и меди используется припой ПСр 12М. Он же может быть использован для медных сплавов с температурой пайки выше 870-880гр. Припой обеспечивает предел прочности паяного соединения на растяжение и на срез до 25 кГ/мм*2.
Припои ПСр 71, ПСр 25Ф и ПСр 15 содержат от 1 до 5% фосфора; они применяются только для пайки меди и медных сплавов и совершенно не годятся для черных металлов, так как фосфор с железом образуют очень хрупкое соединение.
Вследствие отсутствия легкоиспаряемых компонентов, как цинк, припои ПСр 71, ПСр 25Ф и ПСр 15 имеют хорошие технологические свойства. Фосфор в припоях служит одновременно и флюсом, поэтому припои ПСр 25Ф и ПСр 15 могут применяться без флюсов. Припой ПСр 71, содержащий 1% фосфора, целесообразно применять для электроконтактной пайки без флюса.
Два припоя с небольшой концентрацией серебра (ПСр Ф2-5 и ПСр Ф5-5) не являются стандартными. Однако вследствие небольшой стоимости эти припои находят широкое применение в промышленности.
Припой ПСр 44 и ПСр 37,5 имеют довольно сложный химический состав, причем в отличие от предыдущих серебряных припоев, состоящих из серебра, меди и цинка, первый из них легируется кадмием, марганцем и никелем, а второй – кадмием и марганцем.
Кадмий понижает температуру плавления припоев, марганец и никель повышают их механические свойства и придают некоторую жаропрочность припоям.
Припои ПСр 44 и ПСр 37,5 могут быть использованы для пайки легированных сталей, меди, а также медных и жаропрочных сплавов.
Припой ПСр 50 Кд является одним из наиболее легкоплавких среди тугоплавких припоев и имеет температуру плавления 650гр. Такой припой может быть использован для пайки стали, меди, медных сплавов. Главным достоинством припоя ПСр 50Кд является возможность применения его для пайки закаленных сталей.
Как известно, закаленные стали резко снижают свою прочность при пайке, особенно если температура пайки превышает примерно 700гр. Поскольку припой ПСр 50Кд плавится при температуре 650гр., то пайка им может быть осуществлена при температурах 660-670гр. без существенного снижения свойств основного металла.
Наиболее легкоплавким твердым припоем, применяемым в настоящее время для твердой пайки закаленных легированных сталей, является припой ПСр 40, который плавится при температуре 595-605гр. Пайка этим припоем производится при температуре 620гр., т. е. ниже температуры высокого отпуска сталей. Этот припой может быть использован также для пайки меди, медных сплавов и нержавеющих сталей.
Припой ПСр 40 в литом состоянии имеет следующие механические свойства: предел прочности при растяжении 38-44 кг/мм*2, предел текучести 21-23 кг/мм*2, относительное удлинение 18- 37% и относительное сужение 22-44% (как видно, прочность припоя ПСр 40 значительно выше прочности припоя ПСр 45).
Вследствие высокой прочности и низкой температуры пайки припой ПСр 40, кроме пайки закаленных сталей, может быть использован взамен ПСр 45 во всех случаях.
Припой ПСр 62 является трехкомпонентным, довольно легкоплавким сплавом. Однако для пайки закаленных сталей без отжига их этот припой не годится. Достоинством припоя ПСр 62 является отсутствие в нем легкоиспаряемых компонентов. Он может быть использован главным образом для пайки меди и медных сплавов. Припой имеет пониженные механические свойства.
Пайка серебряными припоями, указанными выше, производится с использованием твердых флюсов. Однако часть из них может быть использована для пайки в газовых средах. Как отмечалось выше, припои, пригодные для пайки в газовых средах, не должны содержать легкоиспаряемых компонентов или содержать такие составляющие, которые не испаряются в газовых средах. К припоям, удовлетворяющим этому требованию, относятся: ПСр 72, ПСр 50, ПСр 70, ПСр 50Кд, ПСр 40, ПСр 62.
Припои ПСр 72 и ПСр 50 содержат только серебро и медь, припой ПСр 70 содержит только 4% цинка (остальное серебро и медь), поэтому при пайке его состав почти не изменяется. Эти припои могут быть использованы для пайки сталей в восстановительной атмосфере и меди в атмосфере азота.
Припои ПСр 50Кд и ПСр 40, хотя и содержат значительное количество легкоиспаримых компонентов, могут быть использованы для пайки в газовой среде благодаря низкой температуре плавления, при которой не происходит изменения химического состава припоев.
Припой ПСр 62 не содержит ни цинка, ни кадмия, а олово, входящее в состав припоя, хотя и является легкоплавким металлом, но не является легкоиспаряемым компонентом. Поэтому при пайке в газовых средах химический состав припоя ПСр 62 также не изменяется.
Кроме стандартных серебряных припоев, указанных выше, для пайки закаленных сталей, как с применением твердых флюсов, так и в газовых средах, применяется припой ПСр 48КН с температурой плавления 610-625гр. Пайка производится при температуре 650-660гр. Припой содержит 48% серебра, 13% меди, 12% цинка, 26% кадмия, 1% никеля и 0,1% кремния. Стандартные серебряные припои выпускаются промышленностью.
Серебряные припои — ООО ПКФ «УТМК»
Серебряные припои подразумевают собой металлоизделия, которые включают в свой состав не только серебро и медь, но и фосфор, сурьму, кадмий, марганец, свинец и олово. Подходят для паяния чёрных и разноцветных металлов, которые имеют повышенную температуру плавки. Они легчайшим образом герметизируют швы и обеспечивают их прочностью, а также устойчивостью к коррозионному воздействию. Поставляются лентами, прутками и лентами.
Более обширное распространение получили серебряные припои, состоящие из трёх компонентов, серебра, цинка и меди. Им присуща топкость и ковкость, а объединяющие швы, которые получаются в конце пайки, обладают такой же прочностью, как и спаиваемые материалы. Серебряные припои могут содержать различное количество чистого серебра, а их назначения зависят от марки. Для изменения их химических и физических качеств в состав добавляют дополнительные элементы.
Сфера использования припоев обусловливается напрямую от химического состава. Изделия с высочайшим содержанием чистейшего серебра имеют малое удельное противодействие, по этой причине используются исключительно для пайки токопроводящих материалов, где необходима высочайшая электрическая проводимость. Изделия с минимальным содержанием чистого серебра применяются для пайки материалов, в которых не должен происходить перегрев. В большей части случаев, серебряные припои пользуются спросом в машиностроении.
Классификация припоев из серебра:
1) «ПСр-10» – содержит в своём составе десять процентов чистого серебра. Предназначен для твёрдой пайки. Его посредством крепятся детали из стали и разноцветных металлов;
2) «ПСр-25» – произведено на двадцать пять процентов из серебра. Пользуется спросом там, где нужна утончённая работа и высокая чистота места спаивания;
3) «ПСр-45» – имеет большую долю серебра, в отличие от предыдущих видов. Наделён жёлтым оттенком, а также тягучими и текучими качествами;
4) «ПСр-65» – находит своё применение для твёрдого паяния;
5) «ПСр-70» – больше всего нужен там, где необходимо, чтобы места спаивания не уменьшали свою электрическую проводимость.
В обозначении марок припоев буквы означают: П – припой, Ср – серебро, Кд – кадмий, Ц – цинк, Су – сурьма, М – медь, Ф – фосфор, О – олово, С – свинец. Цифра после буквы означает содержание серебра в процентах.
Содержание цинка в сплавах ПСр 72 и ПСр 50 должно быть не более 0,007%.
Припой серебряный цена | ПАО «ТНМК»
Серебряный припой для пайки представляет собой универсальный расходный материал и подходит для широкого спектра металлов. Благодаря его использованию удается создать долговечное, выдерживающее механическое воздействие и с высокой электропроводностью соединение. В качестве основных достоинств данной металлопродукции выделяют следующее:
- Устойчивость к корродирующим процессам;
- Высокая прочность;
- Отличная текучесть в расплавленном состоянии;
- Низкое омическое сопротивление;
- Широкий спектр спаиваемых материалов.
Благодаря всему вышеназванному, серебряный припой востребован в различных областях производственной деятельности.
В зависимости от процентного содержания серебра металлопродукция подразделяется на три категории — с низким, средним и высоким содержанием драгоценного металла. Исходя из этого, подбирается продукция для пайки тех или иных деталей. Первый вариант наиболее востребован в процессе пайки стали и цветных металлов не толще 3 мм. Припои со средним вхождением серебра подходят для изделий из медно-никелевых сплавов и стали, подвергающихся ударным и вибрационным нагрузкам. А третий вариант применяется для ответственных элементов, испытывающих разноплановые нагрузки.
Серебряные припои ГОСТ 19738-2015 купить можно в нашей компании, при этом потребитель может выбрать наиболее подходящую марку изделия — ПСр-40, ПСр-62 и прочее. У нас цена металлопродукции ниже, чем в среднем по рынку, а металлоизделие отличается высоким качеством. Чтобы заказать припой серебряный в любом количестве, свяжитесь с менеджером.
Пайка и припои
Пайка как основной метод соединения металлов происходит по причине капиллярного действия расплавленных металлов. Процессы пайки можно подразделить на две категории: с помощью твердых и мягких припоев. Говоря о пайке твердыми припоями, подразумевают использование припоев, плавящихся выше iooo°F (540°С), мягкими — ниже этой температуры.
При работе твердыми припоями при нагреве паяемых металлов расстояние между их молекулами увеличивается, между ними появляются микроскопические зазоры. Припой получает возможность протечь между соединяемыми металлами и в зазоры между молекулами. При охлаждении металлов и припоя две детали остаются соединенными вместе. Часто сплавы, используемые в качестве припоев, содержат в своем составе спаиваемый металл, чтобы соединение получилось практически незаметным.
Мягкие припои производятся на основе «белых металлов»: олова, свинца и висмута. Температура пайки недостаточна для «разрыхления» молекул. Сила их сцепления с поверхностью зависит от способности «приплавляться» к микроскопическим неровностям на металле.
Так как сила сцепления мягких припоев обусловлена сцеплением с поверхностью, швы не заполняются ими заподлицо и остаются заметными.
Успех пайки зависит от пяти основных этапов:.
Подгонка: все спаиваемые поверхности должны быть тщательно подогнаны друг к другу. Припой не предназначен для заполнения брешей.
Чистота: успешное соединение деталей требует безупречно чистой поверхности, иначе припой не растечется должным образом.
Флюс: необходимо некоторое вещество, которое не даст кислороду прореагировать с поверхностью металла и загрязнить ее оксидами.
Нанесение припоя: на место стыка необходимо наносить подходящий припой и в должном количестве.
Нагрев: соединяемые металлы нагреваются лишь чуть выше температуры растекания применяемого припоя.
Ниже даются составы многих припоев и флюсов.
Твердые припои.
Серебряный припой — идеальный выбор для пайки изделий из серебра и его сплавов. Также он традиционно используется для пайки медных сплавов и может применяться для соединения деталей из сплавов золота. Серебряный припой также годится для припаивания любого из этих трех металлов к другому.
Серебряный припой.
Серебряные припои при сборке ювелирных изделий применяются наиболее часто. Как правило, пользуются пятью сплавами, основанными на системе серебро/медь. От количества добавляемого цинка зависит их температура плавления. Так как цинк выгорает при перегреве припоя, температура его плавления повышается, если изделие нагревать слишком сильно. При нагреве выше точки кипения могут появляться раковины из-за выгорания компонентов сплава.
Серебряные припои. Состав и температура растекания. Приведено процентное содержание | |||||||
Название | 0. Он. VO. 01 Он V. и | Медь | Цинк | Кадмий | Олово | Температура. плавления | |
Ag | Си | Zn | Cd | Sn | °F | °С | |
«IT» | 80 | 16 | 4 | 1490 | 809 | ||
Hard (твердый) | 75 | 22 | 3 | 1450 | 787 | ||
Medium (средний) | 70 | 20 | 10 | 1360 | 737 | ||
Easy(легкий) | 65 | 20 | 15 | 1325 | 718 | ||
Extra Easy (очень легкий) | 56 | 22 | 17 | 5 | 1205 | 652 | |
Easy Flo | 45 | 15 | 16 | 24 | 1145 | 618 | |
*Испарения кадмия ядовиты.
Золотые припои.
Золотые припои представляют собой сплавы чистого золота с другими металлами, добавляемыми для изменения температуры плавления и цвета. Их классифицируют по цвету («желтые» и «белые»), характеристикам растекания (от «особо легких» до «особо твердых») и по пробе. Характеризующая припой проба (каратность) не является содержанием в нем золота, а предписывает пробу металла, с которым надлежит его использовать.
Любой ювелирный сплав золота можно применить в качестве припоя для золота более высокой пробы: юК припой будет паять 14К золото, 14-каратный — 18-каратное и т. д.
Припой для выполнения большинства ремонтных работ можно приготовить из четырех частей обрабатываемого металла и одной части чистого серебра.
Золотые припои установленных проб Применение, температуры плавления и растекания | ||||||
ЖЕЛТОЕ ЗОЛОТО | °р | °С | ||||
Тип | Проба | Годен для | Плавится | Течет | Плавится | Течет |
Extra Easy (очень легкий) | 6К | любого | 1215 | 1285 | 657 | 696 |
8К | 10 и 14К | 1165 | 1275 | 629 | 690 | |
ЮК | 10 и 14К | 1190 | 1290 | 643 | 700 | |
Easy (легкий) | 8К | 10 и 14К | 1065 | 1315 | 573 | 712 |
ЮК | 10 и 14К | 1335 | 1380 | 723 | 749 | |
14К | 14 и 18К | 1330 | 1390 | 721 | 754 | |
Medium. (средний) | ЮК | 14К | 1345 | 1415 | 729 | 768 |
12К | 14 и 18К | 1425 | 1485 | 773 | 807 | |
Hard. (твердый) | 8К | 10 и 14К | 1360 | 1485 | 737 | 807 |
ЮК | 10 и 14К | 1225 | 1475 | 662 | 801 | |
ЮК | 14К | 1425 | 1485 | 773 | 807 | |
12К | 18К | 1465 | 1520 | 796 | 827 | |
Extra Hard (очень твердый) | 6К | 10 и 14К | 1340 | 1405 | 726 | 762 |
8К | 10 и 14К | 1370 | 1435 | 743 | 779 | |
ЮК | 14К | 1395 | 1450 | 757 | 886 | |
14К | 18К | 1460 | 1525 | 793 | 829 | |
Easy (легкий) | 6К | любого | 1280 | 1395 | 693 | 757 |
ЮК | 10 и 14К | 1295 | 1350 | 718 | 732 | |
14К | 14 и 18К | 1300 | 1375 | 704 | 746 | |
Hard. (твердый) | 12К | 10 и 14К | 1335 | 1440 | 723 | 782 |
16К | 14 и 18К | 1325 | 1490 | 718 | 810 | |
19К | 18К | 1440 | 1640 | 782 | 893 | |
Множество сплавов золота различных проб и возникающих при пайке ситуаций требуют наличия обширного выбора припоев. Не все из приведеных здесь припоев могут быть куплены у одного и того же поставщика или производителя. | ||||||
Платиновые припои.
Платиновые припои являются сплавами металлов платиновой группы с добавками других металлов, понижающих температуру плавления. Их маркировка означает температуру плавления данного припоя в градусах Цельсия; по этой характеристике их и выбирают для работы. В первую очередь следует рассматривать способ их применения: чем изящнее изделие, тем меньшая температура плавления припоя выбирается. Так как нагретая платина не окисляется, флюсы при пайке не нужны. Очень часто пайку платиновыми припоями рассматривают скорее как сварку, чем, собственно, пайку.
Температуры плавления платиновых припоев | |||||||||
Платиновые припои имеют числовую маркировку; это число означает температуру плавления в °С | |||||||||
°С | °F | °С | °F | °С | °F | °С | °F | °С | °F |
1000 | 1832 | 1200 | 2192 | 1400 | 2552 | 1600 | 2812 | 1700 | 3092 |
1100 | 2012 | 1300 | 2372 | 1500 | 2732 | 1650 | 3002 | ||
Латунные припои.
Латунь применяется в качестве припоя для стали, процесс так и называется — «пайка латунью”. Еще латунь называют «спелтер» (spelter), это слово — другое название цинка. В качестве припоев используются обычные.
латуни. Температуры их плавления даются в таблице «латунные и бронзовые сплавы». По ним можно выбрать припой точно так же, как он выбирается по таблице припоев.
Мягкие припои.
Свинцовые припои, активно применяемые в электротехнике, а до недавнего времени и в водопроводном и сантехническом деле, в современном ювелирном производстве почти не применяются. Опасности, связанные со свинцом, снижают привлекательность его применения. Свинцовые припои маркируются в соответствии с содержанием в них олова и свинца: припой 50/50 содержит половину свинца и половину олова.
Альтернативой свинцовым припоям являются припои с содержанием серебра. Они доступны под коммерческими названиями Sta-Brite® и TIX®. В обоих этих припоях нет ни свинца, ни кадмия. Работа с ними таит опасность. Применяемые с ними флюсы содержат хлористый цинк и соляную кислоту, при нагревании выделяются ядовитые пары. Работать следует при обязательном наличии соответствующей вентиляции.
Эти легкоплавкие припои обычно применяют при установке готовых деталей украшений или выполнении мелких ремонтных работ там, где нежелательно применение высокой температуры. Оба они плавятся чуть ниже 400°F (300°С).
Если их нагреть слишком сильно, они вызывают появление раковин на поверхности металла. Любое изделие, в котором есть паяные мягкими припоями соединения (или вообще любые «белые металлы») нельзя паять твердыми припоями без тщательной предварительной очистки.
Очистку можно провести опиливанием или зашкуриванием поверхности. Если припой все еще остается, его можно удалить в одном из двух растворов.
Как сделать серебряную паяльную пасту
Как вы, наверное, уже знаете, украшения часто состоят из нескольких различных компонентов, объединенных множеством различных навыков и материалов, чтобы сделать одно уникальное изделие. Но по мере того, как вы переходите к более сложным процессам пайки и начинаете изготавливать более сложные детали из драгоценных металлов, вы, возможно, думаете о том, чтобы сделать свои собственные паяльные палочки.
Здесь мы покажем вам, как самостоятельно приготовить серебряную паяльную пасту, чтобы ваши серебряные украшения имели профессиональную отделку.
Из чего сделан припой серебряный?
Приступая к работе, важно отметить, из каких элементов состоит пайка. Итак, из чего сделан серебряный припой? Обычно серебряный припой содержит:
- 65% чистое серебро
- 20% медь
- 15% цинк
Вы можете спросить: «Какова температура плавления серебряного припоя?». Ответ зависит от твердости.
Припои варьируются от твердых до средних и легких.Твердый припой имеет высокую температуру плавления, поскольку содержит наибольшее количество необработанного драгоценного металла. Поэтому он точно соответствует драгоценному металлу, с которым вы, возможно, работаете. Легкий серебряный припой содержит меньше необработанного драгоценного металла и, несмотря на то, что с ним быстрее и проще работать, он не будет таким близким по цвету. Выберите серебряный припой в зависимости от ваших требований. Это может быть температура плавления, необходимая для того, чтобы не расплавить изделие, над которым вы работаете, или вам может потребоваться действительно близкое цветовое соответствие с бесшовной отделкой.
Как приготовить серебряную паяльную пасту за 8 простых шагов
Прежде чем научиться делать серебряный припой, вам нужно подобрать несколько основных единиц оборудования и материалов. Этот рецепт серебряного припоя даст вам шаги и количество, необходимое для изготовления легкого серебряного припоя или серебряного припоя с низкой температурой плавления.
Необходимые металлы:
Не знаете, где купить оборудование для пайки серебра? Просто воспользуйтесь нашими ссылками, чтобы за считанные секунды найти именно те продукты, которые вам понадобятся.
(Производитель должен определить количество в зависимости от того, сколько припоя им нужно)
Необходимые инструменты:
Как приготовить серебряную паяльную пасту: формулаШаг 1:
Шаг первый в том, как приготовить серебряную паяльную пасту, — это использовать небольшой набор весов, чтобы отмерить правильное количество чистого серебра, меди и цинка, чтобы сделать свой собственный серебряный припой.
Шаг 2:
Возьмите ручной резак и нагрейте изложницу, которую вы используете.Это избавит от воды, оставшейся в форме, и предотвратит лопание, возникающее при заливке металла.
Шаг 3:
Теперь расплавьте серебро, используя ручную горелку. После расплавления вы сможете добавить медь. Это снизит температуру плавления вашего серебра. Нагрейте, пока два металла не расплавятся и не соединятся.
Шаг 4:
Дайте смеси остыть при перемешивании. Дайте ему остыть, чтобы можно было добавить цинк при более низкой температуре.
Шаг 5:
Когда смесь остынет до состояния, при котором она снова станет почти твердой, можно добавить цинк. Цинк имеет очень низкую температуру плавления, поэтому его всегда следует добавлять в этот момент, иначе он может сгореть. Постепенно добавляйте кусочки цинка. Вы будете приближаться к конечной точке плавления серебряного припоя каждый раз, когда добавляете еще один кусок цинка.
Шаг 6:
После того, как вы добавили последний кусок цинка, тщательно перемешайте смесь, чтобы убедиться, что все элементы смешаны.
Шаг 7:
Теперь медленно вылейте смесь в изложницу.
Шаг 8:
Последний шаг в приготовлении серебряной паяльной пасты — это остывание слитка. Когда слиток остынет, его можно вынуть и свернуть в серебряную проволоку или пластину, в зависимости от того, что вы паяете, и от того, как вам нравится работать.
Сделать серебряный припой несложно, если под рукой есть подходящие материалы и инструменты. Помните, если вы все еще учитесь делать серебряную паяльную пасту, вы всегда можете подобрать готовый серебряный припой, чтобы использовать его, пока не получите правильную смесь серебряного припоя.Все еще задаетесь вопросом, как припаять серебро? Узнайте в нашем блоге, что такое паяльная паста и как ее использовать.
Сохранить на потом
Сплав олова / серебра
Сплав олова / серебра (SnAg): Области применения Сплав олова и серебра обычно используется в качестве припоя. SnAg — это бессвинцовый сплав, который широко используется в бытовой электронике в связи с новым законодательством. Припой из сплава олова / серебра Сплав олово / серебро — широко используемая система сплавов для замены олово-свинец из-за его высокой механической прочности , термической усталости и смачиваемости . Сплавы олова и серебра были разработаны для замены припоев, содержащих свинец. Обычно сплав олово / серебро содержит 3-5% серебра . Припои SnAg используются для соединений , которым требуется высокотемпературная и надежность .Паяные соединения с использованием сплавов SnAg могут сохранять более высокую термостойкость, чем припои олово / свинец . Сплав олова / серебра используется в электронных сборках и толстых пленках . При пайке использование свинца запрещено, например, в соединениях труб для питьевой воды и при пайке ювелирных изделий, поскольку сплав может сохранять высокий уровень яркости. Сплав олова / серебра становится все более востребованным, поскольку растет осведомленность о воздействии свинца на окружающую среду в промышленных продуктах, а также в результате принятия европейским законодательством RoHS по удалению свинца и других опасных материалов из электроники. Что такое процесс пайки? В процессе пайки используется плавкий металлический сплав для создания прочной связи между различными металлическими частями. Припой должен быть сначала расплавлен, чтобы прилипнуть и соединить детали вместе после остывания. Для этого требуется, чтобы сплав, пригодный для использования в качестве припоя, имел на температуру плавления ниже , чем две соединяемые детали. Припой также должен быть устойчивым к , как к коррозионному воздействию , так и к окислительному эффекту , которые со временем могут разрушить соединение.Кроме того, припой, используемый в электропроводных соединениях , должен обладать надлежащими электрическими характеристиками. Припой из сплава олова и серебра в солнечной промышленности SnAg — один из немногих сплавов, обычно используемых в солнечной промышленности. Эти сплавы можно разделить на три типа, как показано ниже:- Сплавы SnPb (63Sn37Pb, 62Sn36Pb2Ag)
- Сплавы SnAg (96Sn4Ag)
- Сплавы BiSn (58Bi42Sn, 57Bi42Sn112 )
После сплавов SnPb , которые являются наиболее привлекательным выбором, бессвинцовые сплавы становятся все более популярными, что обусловлено все более привлекательными экологически чистыми технологиями. SnAg стал , наиболее широко используемым припоем как бессвинцовый припой, особенно в ленте с выступами , разработанной для соединения ячеек. В конструкциях, где требуется ступенчатая пайка (хотя это редкость в сборке внутреннего модуля солнечного модуля), SnAg может использоваться в качестве основного шага перед пайкой Sn63 или аналогичным припоем без свинца (хотя осторожно, как второй температура пайки около 221 ° C ().
Хотя эвтектический припой из сплава олова / серебра является необходимым составом для пайки электронных компонентов, например, силовых полупроводников , недавние исследования с использованием сплава SnAg для крепления солнечных модулей показали, что используются другие распространенные сплавы. для этого приложения легче работать, и они лучше разработаны для удовлетворения требований этого конкретного приложения солнечной сборки. Температура плавления SnAg составляет , низкая , и идеальные флюсы для сборки модулей еще не оптимизированы для этого состава припоя.Тем не менее, сплав олово / серебро имеет и другие преимущества, так как это идеальный выбор, когда требуется припой, температура плавления которого немного превышает температуру плавления стандартного припоя, но при этом он не содержит свинца.
О припое — Нэнси Л. Т. Гамильтон Нэнси Л. Т. Гамильтон
Нэнси Л. Т. Гамильтон
Последнее обновление: 15.11.19, 21.08.18
Листовой припой
Припой (произносится как sod-der — , по крайней мере, в США) используется для соединения металлических компонентов вместе для производства готового продукта.Как здорово!
В Англии припой произносится как sole-der. Из двух источников, одного из первых рук, а второго в Интернете, я услышал о теории происхождения различного произношения. История в том, что американское произношение слишком близко к сленговому слову «содомия»: дерьмо! Произношение припоя как «дерьмо» имеет слишком много коннотаций и потенциально затруднительных толкований. Чтобы избежать смешанных сигналов, буква «L» произносится, ergo: sole-der. Любить это!
За работу! Припой состоит из сплавов, из которых получается материал, плавящийся при более низкой температуре, чем металл, который вы паяете вместе.Если бы припой не плавился при более низкой температуре, чем металл, вы бы в конечном итоге расплавили металл — тогда вы стали бы сваривать или, как мы, ювелиры, называем это «плавлением».
Паяльные палочки
Многие украшения изготавливаются с использованием техники, называемой пайкой серебром , также известной как пайка твердым припоем или твердым припоем.
Это важный навык, которому нужно научиться для слесаря по металлу, так как большая часть ваших ювелирных изделий потребует соединения припоя. Обучение пайке также расширит ваши возможности проектирования и предложит больше дизайнерских решений.
Две цели , которые вы должны стремиться достичь при пайке, — это , обеспечивающая максимально прочное соединение, и , соответствие цвета — , подбирая цвет припоя к цвету металла. На этой заметке: я еще не нашел хорошего припоя медного цвета. Я использую серебряный припой с медью. Если я буду контролировать количество используемого припоя (не слишком много / не слишком мало) и хорошо убираю излишки припоя, швы будет трудно различить. Я часто использую патины, которые помогают скрыть любые линии припоя, которые меня отвлекают.
В этой подвеске использовался серебряный припой на латуни и серебре.Я использовал золотой припой или припой с золотым наполнителем с латунным, бронзовым и золотым наполнителем. Но из-за сегодняшних СМЕНЫ цен на золото , я стараюсь держаться подальше от золотых припоев — если только я не работаю с золотом. Я, как правило, придерживаюсь серебряного припоя и контролирую, где течет припой, а также использую очень минимальное количество (см. Подвеску выше). Управляйте потоком припоя с помощью корректирующей жидкости или покрасьте порошковым пигментом желтой охры .Я не пробовал пользоваться ручкой White-Out , но выглядит интересно.
- Припой — Припои представляют собой сплавы металлов. Нечеткий? Что ж, состав припоя зависит от металла сердечника, рецептуры производителя и типа припоя. Большинство серебряных припоев состоит из серебра и цинка. Точно так же золотые припои в основном состоят из золота с добавлением других элементов в зависимости от цвета золота. Количество золота в припое зависит от его карата.См. Ниже дополнительную информацию о золотом припое. Есть припои медные и припои латуни , а также другие типы. У этих припоев есть разные проблемы, и они не всегда идеально подходят для вашего металла.
- Используйте самый высокотемпературный припой из возможных . Обычно вы можете выполнить 2-3 соединения для каждого типа. Но часто я могу изготовить целую деталь, используя только твердый припой. Одна из причин, по которой это возможно, заключается в том, что: 1. контроль нагрева и 2. первое паяное соединение теряет немного цинка, в результате чего температура плавления этого первого припоя расплавляется на 50 ° F выше, чем первоначально.Конечно, перегрев вызывает много открытых швов. Но успешная пайка одним типом припоя также зависит от того, насколько близко расположены швы друг к другу.
- Ямки под припой при выгорании цинка из-за перегрева . Поддерживайте как можно более низкие температуры, чтобы избежать точечной коррозии, при этом обеспечивая достаточно тепла для растекания припоя.
Я объясню припой и его взаимодействие с металлом, с которым он используется, в моем более подробном разделе: Пайка 101 .
Tarnish — во всей красе!
Прежде чем мы начнем, Я хочу отметить кое-что. ОЧЕНЬ ВАЖНО: При пайке припой должен быть таким же чистым, как и металл. Кроме того, припой необходимо залить флюсом — если только он не в виде пасты , которая включает флюс (примечание: не используйте паяльную пасту GC Electronics для пайки серебром — ее название дает вам ключ к разгадке!)
Пайка, пайка и сварка — в чем разница?
Термин «пайка» вызывает большую путаницу, потому что за пределами ювелирной области пайка считается соединением металлов при температурах 840 ° F (450 ° C) и ниже.Этот метод соединения металла называется пайкой и часто требует использования паяльника. Припои обычно бывают на основе свинца и / или олова и плавятся при температуре 840 ° F (450 ° C) или ниже. Но, спросите вы, разве для пайки ювелирных изделий не нужны действительно горелки на горячем газе? Ага, это так. Эрго, проблема! Мы, ювелиры, используем припои (в основном серебро с примесью цинка), которые плавятся при гораздо более высоких температурах, например, 1450 ° F / 788 ° C. Но мы тоже называем это пайкой!
Почему ювелиры используют термин пайка? То, что мы делаем, на самом деле называется пайкой.Я все еще ищу причину, по которой мы называем это так, и нашел скудную (читай: никакой) информации! Однако мы различаем эти два типа пайки, называя тип пайки легкоплавким: пайка мягким припоем и ювелирная пайка твердым припоем или пайка серебром .
Чтобы понять, почему мы на самом деле паяем, а не пайку, мы должны взглянуть на некоторые аспекты, которые определяют пайку.
Пайка
- Металл соединяется с помощью «наполнителя», называемого припоем.Наполнитель должен плавиться при более низкой температуре, чем соединяемые металлы.
- Основной металл не плавится в процессе соединения.
- Соединяемые материалы должны быть плотно прилегающими, поскольку наполнитель течет за счет капиллярного действия на каждую припаиваемую сторону. Флюс
- используется для уменьшения окисления, поскольку припой не растекается по грязному металлу, а окисление — это, по сути, грязь.
- Паяемые металлы и флюс должны быть очень чистыми.
- Имеет возможность соединять разнородные металлы.
Пайка серебром / твердым припоем на ювелирной основе осуществляется по тем же правилам. Получается, что мы на самом деле паяем серебро! Ну что ж. Давайте просто будем называть это пайкой.
- Пайка твердым припоем требует очень высоких температур (см. Таблицу ниже). Он включает использование газовой горелки, которая способна достигать и превосходить точки плавления и текучести припоя. Этот тип связи является молекулярным и намного прочнее. Серебряная пайка также позволяет получать аккуратные и чистые соединения, поскольку припой не действует как опора, а вместо этого становится молекулярно соединенным с металлом.
Эта рамка корпуса изготовлена с использованием серебра / твердого припоя . Припой не нужно накладывать на металл для поддержки конструкции. Вместо этого припой впитывается в окружающий металл, позволяя удалить излишки припоя, оставляя чистую, хрустящую поверхность.
Хотя это и не идеальный пример, я думаю, он поможет вам визуализировать разницу между двумя типами пайки. Думайте о мягкой пайке как об использовании ленты, а о твердой пайке как о суперклее.
Мягкая пайка
Пайка или мягкая пайка определяется как низкотемпературный процесс с плавлением наполнителей (припоев) при температуре 840 ° F (450 ° C) или ниже. Припой не столько течет по металлу, сколько по металлу. Связь слабая по сравнению с пайкой и очень слабая по сравнению со сваркой. При этой форме пайки также используются флюсы, поэтому важна чистота металла. Этот тип пайки распространен в электронной промышленности и в таких видах искусства, как витражи.
Эта рамка коробки была сделана мягким припоем (и не очень хорошо). Припой накладывался на основной металл (скорее всего, медная лента, используемая в витражах). Это придает бумаге тонкую медь, прочность и серебристый цвет. Обратите внимание на неприглядные пятна припоя. Что касается его прочности: вы могли отогнуть эту рамку ногтем.
Сварка
Welding имеет совершенно другой набор правил. Материалы должны быть одинаковыми.Процесс требует очень сильного нагрева. Процесс включает плавление соединяемых металлов. Наполнители обычно добавляются к плавленому соединению. В зависимости от способа нанесения наполнитель может быть прочнее основного металла. По сути, соединяемые детали плавятся вместе, образуя соединение, такое же прочное, как и сам металл.
Мы, ювелиры, тоже плавим, как металлы, но мы называем это плавлением, а не сваркой. Думаю, просто для того, чтобы терминология была более точной!
Детали серебряного припоя
«Солидус — это температура, при которой металл начинает плавиться; ликвидус — это температура, при которой он полностью расплавляется.) »Из Работа с серебром Argentium — советы и процедуры Синтии Эйд **.
Я включил точки ликвидуса Argentium , Sterling Silver и Fine Silver для сравнения с температурами, необходимыми для растекания припоя.
- Стерлинговая точка ликвидуса: 1640˚F (893˚C) — 1650 ° F (899 ° C) * (варьируется в зависимости от сплава)
- Точка ликвидуса чистого серебра: 1761˚F (961˚C) (Чистые металлы имеют одну точку ликвидуса)
- Точка ликвидуса Argentium 935: 1610 ° F (877 ° C) ** — 1657 ° F (903 ° C) * 1657 ° F / 903 ° C ***
- Точка ликвидуса Argentium 960: 1700 ° F (927 ° C) ****
Припой Точки потока Использование для Сверхтвердый или IT 810 ° C / 1490 ° F Присоединяется к эмалированию Жесткий 788 ° C / 1450 ° F Первая пайка и дополнительные соединения Средний 1360 ° F / 738 ° C Общая пайка;
промежуточных операцийЛегко 719 ° C / 1325 ° F пайка менее напряженных участков, ремонт;
заключительные операцииОчень легкий 1207 ° F / 653 ° C Ремонт Я позаимствовал диаграмму выше у Riogrande.com и переделал. Примечание: точки текучести припоя различаются в зависимости от производителя. . Уточните у своего поставщика, при какой температуре течет припой.
Argentium лучше всего паять припоем Argentium. Если у вас его нет, используйте припой среднего серебра. Припой аргентиум бывает в виде пасты, проволоки и листа. Вы можете найти его у многих поставщиков ювелирных изделий. Вот ссылка на пайку на Amazon Smile.
Пожалуйста, посмотрите мою веб-страницу о Wire and Sheet Metal .В нем я обсуждаю свойства различных металлов, включая Argentium, стерлинговое серебро и чистое серебро. Металлы перечислены сначала по типу (в алфавитном порядке), а затем в алфавитном порядке в своих группах. Итак, Аргентиум находится на вершине Серебряного Раздела.
Для подробного объяснения ликвидуса и солидуса и причин, по которым сплавы имеют диапазон точек ликвидуса и солидуса, см. Эту страницу из блога гильдии Argentium: Определения — Solidus и Liquidus Чарльза Аллендена.
* Из AGS Metals
** Cynthia Eid — Работа с серебром Argentium Silver — советы и процедуры
*** Rio Grande — Технический паспорт литейного зерна Argentium 935
**** GS Gold — литейных зерен аргенция и серебра . Литейные зерна и литейные сплавы. Температуры литья, температуры ликвидуса для многих металлов.
Точки текучести припоя аргентиумЯ не знаю, почему у экстра жесткости точка текучести ниже, чем у средней жесткости — для меня это не имеет смысла.Информация с сайта Riogrande.com. Итак, точки растекания предназначены для их припоя.
Припой для проволоки Аргентиум:
- Средняя твердость: 1420 ° F /771 ° C
- Экстра твердый: 1411 ° F (766 ° C)
- Easy: 1331 ° F (722 ° C)
Припой паста Аргентиум (включает флюс / связующее):
- Жесткий: 1420 ° F (771 ° C)
- Среда: 1340 ° F (727 ° C)
- Easy: 1295 ° F (702 ° C)
- Super Easy: 1185 ° F (640 ° C)
Листовой припой имеет ту же градацию и точки текучести, что и проволочный припой.
Формы припоя
Припой серебряный бывает в упаковке:
- Паста : обычно поставляется в смеси с флюсом. Вот ссылка на один на Amazon. Я использовал пасту для припоя всего несколько раз, так что я не лучший справочник для этого продукта. Что мне не нравится в нем, так это то, что он может высохнуть, но вы можете добавить немного минерального масла, чтобы увлажнить его. В сообщении, которое я прочитал, говорилось, что минеральное масло тоже скоро высохнет. Не используйте воду или флюс для разбавления.
Еще одна информация, которую я только что узнал, заключается в том, что некоторые пасты для припоев являются «ограничительными». Это означает, что они не растекаются при нагревании, поэтому вертикальная пайка проще без капель. Это хорошо, потому что одна из причин, по которой мне не понравилась паста, заключалась в том, что она растекалась при нагревании и ее было трудно контролировать. Очевидно, у меня не было «ограничительного типа»! Также существует формула без высыхания для тех, кто хочет продлить срок хранения. Эти ответы от производителя паяльной пасты на Ганоксин — The Okai Corporation.Я полагаю, что это был бы хороший выбор, если вам нужно удерживать вещи на месте, и вы боретесь с гравитацией.
- Лист : вырежьте паллионы из этого листа. Я использую ножницы для французских магазинов , чтобы вырезать полоски вдоль одного края — как бахрому. Затем отрежьте бахрому любой длины, которая вам нужна, для ваших палантинов. Вы можете вырезать сразу несколько или весь ряд. Если у вас есть запасные части, храните их, как описано ниже в: Как хранить Solder Pallions .
«Бахрома»
- Проволока: Используйте как есть или расплющите с помощью прокатного стана или молотка.Затем обрежьте свернутый край по размеру. Чтобы получить еще более мелкие кусочки, закрепите их вдоль, а затем поперек. Таким образом можно сделать несколько крохотных деталей. Не забудьте очистить припой перед И после прохождения через прокатный стан или после обработки молотком. Никогда не добавляйте влажный или влажный припой в прокатный стан. У тебя будет ржавчина на несколько дней…
- Раньше я использовал только проволочный припой, но теперь перешел на листовой припой. Я счастливее и веселее! (Не совсем).
- Паллионы или припой для микросхем : мне они не нравятся, так как размеры определены заранее.Если вам нужен крохотный кусочек, вы должны попытаться разрезать маленький кусок металла пополам. Если вам нужны большие куски, вам нужно загрузить кучу крошечных кусков. Безумное творчество. Купите лист и вырежьте самостоятельно. Сэкономьте и деньги! Yipeedoodles!
- Еще один недостаток — их немного неудобно чистить. См. Ниже: «Как очистить палочки для припоя».
Как очистить листовой и проволочный припой (разрезанный или неразрезанный)
Совет: Старайтесь не слишком много работать с припоем и, если необходимо, часто мойте руки и не прикасайтесь к лицу, так как ваша красивая / красивая кружка полна сальных желез, а ваши руки — нет!
Как очистить припой из листового серебра
- Я кладу листовой припой на угольный блок и БЕЗОПАСНО нагреваю его.Я переворачиваю лист с помощью крестообразных замков и снова аккуратно ударяю по нему фонариком. Если вы новичок в этом и не знаете, что нужно для расплавления припоя, отрежьте немного и сначала потренируйтесь!
- После нагревания я закаливаю ЛИСТОВЫЙ припой (в моей закалочной чаше), а затем плаваю его в маринованной ванне. Удалите, когда все окисление исчезнет, просушите, пометьте и положите в пакет с полосками / полосками против потускнения !!!!!
Как очистить палочки для припоя
- Очищая палочки припоя, я нагреваю их на угольном блоке, но не переворачиваю их, как я это делаю с листовым припоем.Я также не сливаю их просто в горшок с маринованными огурцами. Было бы кошмаром удалить их всех! Вместо этого используйте небольшой контейнер, такой как канистра для пленки (маленький пластиковый тип) , и проделайте в нем отверстия с помощью писца или чего-то подобного, например, кожаного шила . Используйте тот, у которого есть колпачок, потому что паллионы могут плавать, и тогда вы проведете день, чистя горшок для маринада (см. мою страницу о том, как это сделать, !).
- Нейтрализуйте их и промойте, пока они еще находятся в канистре с пленкой.Лучше всего промыть их в дистиллированной воде, чтобы не образовывались остатки по мере высыхания. С помощью листового припоя вы можете стереть воду, чтобы она не попала на припой.
- Если вам нужно выполнить повторное ополаскивание или вы хотите просто промыть другим способом, используйте для этого специальный студийный фильтр для кофе Melita с подходящим бумажным фильтром . Поместите Melita в раковину, затем вылейте канистру из пленки с паллионами в фильтр, залейте водой для ополаскивания и оставьте в Melita для высыхания.После высыхания вылейте фильтр в контейнер.
- Выложите паллионы на бумажное полотенце и оставьте до высыхания.
- Вылейте бумажное полотенце с припоем на лист бумаги для принтера. Согните бумагу в центре и сдвиньте паллионы в контейнер.
Как очистить проволочный припой
- Если припой для проволоки уже находится в катушке, оставьте это так. Или вы можете сделать из него более плотную катушку. Процесс очистки проволочного припоя аналогичен очистке / отжигу проволоки.У меня есть СТАРОЕ (2010 г.) видео об этом на YouTube.
- В основном, наматывайте проволоку и, используя тонкую (калибр 24 или 26 — что бы вы ни лежали) медную, латунную, бронзовую, нержавеющую или стальную проволоку, при необходимости свяжите катушку. Иногда провод ведет себя плохо и лежит ровно.
- Уловка с чистящим припоем заключается в том, чтобы не перегревать его, поэтому поддерживайте температуру ниже, чем при отжиге. Кроме того, много перемещайте факел! Не стойте на одном месте, иначе у вас будет спутанный припой.
- Закалите, протравите (сначала удалите стальную проволоку! Нержавеющую сталь можно класть в травильную ванну), просушите и храните.
Маркировка припоя
Все формы незащищенного серебряного припоя окисляются (а также многие другие типы!). Припой, как проволочный, так и листовой, можно хранить в пакетах с застежкой-молнией, на которых указан номер повторного заказа, цена, вид припоя и поставщик.
Вам, наверное, следует также промаркировать емкости с типом припоя! IT, (или EUT или EH — в зависимости от), H, M, E, EE или как угодно.(IT или эвтектический припой или Extra Hard, Hard, Medium, Easy, Extra Easy). Важно помнить о своей системе кодирования!
ЕСЛИ вы можете проштамповать или написать на листе припой с типом. Штамповка лучше — возьмите некоторые из тех относительно недорогих буквенных штампов . Если вам необходимо писать на нем, используйте Sharpie или другие несмываемые чернила. Ручка для краски на масляной основе Sharpie тоже подойдет.
Паста и листовой припой могут быть маркированы на их поверхностях или контейнерах в зависимости от типа припоя, но на проволочном припое трудно писать, поэтому была разработана система изгиба для маркировки провода.Как правило, есть только три наиболее часто используемых гиба: hard, medium и easy . Я добавил свои собственные маркировки для extra easy и IT .
Ниже представлена маркировка проволочного припоя:
IT HARD MED EASY
………. ………………. …………………. ………………
ЭКСТРА ЛЕГКО
Различайте типы припоя по A) Изгибам, B) Кованым концам C) Цветовая кодировка D) Штамповка E) Гравировка.Таким образом, вы не запутаетесь с серебряной проволокой. Я вставляю идентифицирующие изгибы как в рулон припоя, так и в отрезанные части. Если у вас есть паллионы, храните их в отдельных контейнерах с этикетками. Лист можно штамповать по гравюре.
Как хранить припой
- Либо храните в небольших контейнерах, таких как эти маленькие пластиковые штучки (изображение ниже), канистры с пленкой с крышками , либо используйте пластиковые пакеты, чтобы хранить разные типы припоев отдельно.Конечно, не забывайте маркировать свои пакеты и / или контейнеры!
«Вещи».
Типы припоя
Причина, по которой используются разные марки припоя , потому что они текут при разных температурах . Это важно, потому что существует опасность , при пайке второго, третьего или четвертого элемента, распаять ваши предыдущие соединения. Я обнаружил, и мне было бы интересно узнать, испытывали ли это другие люди, что после двух или трех соединений исходное соединение становится менее подверженным воздействию тепла.
Я предполагаю, что в процессе добавления моих последующих соединений я расплавляю цинк (из одного или двух соединений) , и в результате мой припой теперь в основном серебряный — , который плавится при более высокая температура. Вы когда-нибудь пытались распаять что-то — особенно деталь, припаянную изначально твердым припоем? Я потратил часы, пытаясь удалить кусочки, и обычно в итоге получаю крошку серебра, прежде чем оно отделяется от составных частей. Сводит меня с ума! Но это действительно прибавляет к этой большой, постоянно растущей, рафинированной кучке! Ура!
- IT (интенсивная температура) или сверхтвердый припой — это , 80% серебра и 20% цинка, ( Rio Grande, ). Стерлинговое серебро на 92,5% состоит из серебра, поэтому вы можете видеть, насколько они близки по составу. Этот тип припоя обычно используется — в ювелирном деле — для пайки деталей, которые должны быть покрыты эмалью. Его диапазон высокой температуры текучести очень близок к диапазону температуры потока серебра, что является основной причиной того, что он обычно не используется для обычных операций пайки.Припой течет при 1490 ° F, (810 ° C), в то время как серебро течет при 1655 ° F, (902 ° C) — очень близко при пайке. Вы должны быть в тонусе, чтобы не растопить свой фунт. Зазор больше у чистого серебра, так как его температура текучести составляет 1761˚F (893˚C), что дает немного больше места для маневра. Большинство людей используют чистое серебро для эмалирования, и это одна из причин, почему.
- Жесткий припой (не путать с термином «твердый припой» — в отличие от «мягкой пайки», который выполняется с помощью паяльника) почти всегда используется для первого соединения и для любых областей, которые подвержены сильному стрессу.Вы можете припаять всю деталь твердым припоем — если вы будете осторожны с размещением пламени / тепла. Твердый припой обычно состоит на 75% из серебра.
- Средний припой — обычно второй или третий припой. Не запутайтесь, как некоторые студенты, что вы можете паять только 3-4 соединения — по одному на каждый тип припоя. Это сильно ограничит количество паяных соединений, которые вы можете сделать. Как упоминалось ранее, я использую жесткий для нескольких объединений и средний для большинства остальных.Я могу выполнить 10 и более стыков с помощью 2 типов припоя.
- Средний припой содержит меньше серебра и больше цинка, чем IT или Hard, но более чем легкий. Обычно средний припой состоит на 70% из серебра . Обычно я использую среду в качестве третьего или четвертого соединения. Все зависит от того, сколько присоединений вы делаете, и от стресса, который они будут испытывать. Скажем, я делаю кольцо с тремя паяными соединениями: одно — это полоса, затем налепка сверху и втыкается поверх этого, небольшой 3-миллиметровый штырь.Что бы я сделал: сначала , припаял кольцо с помощью твердого материала. Второй , используйте среду для декораций. Третий , я бы использовал простой для зубца. Штырь не будет подвергаться большой нагрузке — за исключением процесса настройки — и он очень тонкий и маленький по сравнению с остальными элементами. Я не хочу плавить зубцы, поэтому я бы использовал easy, потому что он плавится при гораздо более низкой температуре. Если я использую твердый припой, мне придется быть очень и очень осторожным с теплом.
- Легкий припой — Легкий припой состоит из примерно 65% серебра , а остальное, как правило, цинка. Я не очень часто использую легкий припой , так как обнаружил, что обычно могу припаять целую, многосоединенную деталь с твердым и средним припоями. Иногда я добавляю небольшую настройку с помощью Easy.
- Сверхлегкий припой — этот припой состоит из серебра 56% (формула Рио). Он содержит значительно меньше серебра, чем IT, Hard или Medium.Следовательно, в нем больше цинка. Поскольку в нем меньше серебра и больше цинка, припой имеет желтоватый цвет. Кроме того, extra-easy не такой прочный , как IT, Hard или Medium. Я почти не использую припой Extra-Easy. В общем, я бы сказал, что это хорошо для ремонта — особенно когда есть камень на месте, и вы беспокоитесь о том, что тепло его испортит. Кроме этого, я бы на держался подальше от этого.
Золотой припой
Если вы паяете золото, то используемый припой для золота содержит настоящее золото.
- Золотой припой бывает в каратах, то есть: 8 К, 10 К, 14 К, 18 К и 22 К. Золотой припой
- поставляется в виде желтого провода , желтого листа и желтой пасты. Также есть припой из белого золота , припой в виде проволоки, листа и пасты (все ссылки на Рио-Гранде). Вы также можете найти припой из розового золота, но проверьте ингредиенты. Вам не нужен кадмий! Опасно!
Вот отрывок из книги: Золото: Наука и приложения под редакцией Кристофера Корти, Ричарда Холлидея .Информация начинается внизу страницы 201. Доступно на Amazon.
Ну, на этом пока все. Если я придумаю что-нибудь еще, я добавлю к этой странице. Надеюсь, вы узнали что-то новое. Для получения дополнительной информации о пайке и настройке зоны пайки в вашей студии, пожалуйста, посмотрите мои видеоролики о Soldering 101 и вышеупомянутые веб-страницы. Спасибо. Нэнси
Использованные ресурсы
- Как настроить резак — есть резак, нужно его настроить? Вот как.
- Пайка 101, часть первая и пайка 101, часть вторая
- Все о припое — Вам нужно понимать, с чем вы работаете!
- Плоские квадратные кромки на металле — Важные методы создания квадратных кромок, например, на кольцевых стержнях, трубках, установках и т. Д. — практически любых двух частей, которые вы хотите спаять вместе!
- Подготовка к пайке — Важные шаги перед пайкой.
- Идентифицируйте припой для проводов — Отметьте свой припой, прежде чем воцарится неразбериха!
- Безопасность ювелирной студии — Чрезвычайно важная информация, которую должен знать каждый ювелир! Не рискуйте своей жизнью и здоровьем! Знаешь, чем опасна металлическая пыль? Если нет, ничего не шлифуйте — пока!
- Создание сфер одинакового размера — как сделать сферы идеально круглой формы? Возможно, вам нужно знать!
- Как отжигать серебряный лист — важный навык, иначе вы можете повредить свой металл и работать вдвое тяжелее!
- Проволока для отжига — Хотите обрыв провода? Как насчет расплавленной проволоки? Нужна мягкая и гибкая проволока? Эти советы помогут вам избежать этих проблем и с легкостью работать!
- Вытяжной вытяжной вентилятор для студии или магазина — Одно из БОЛЬШИХ ДЕЙСТВИЙ для безопасности студии.Научитесь делать свои собственные!
- Как сделать безель и установить кабошон Часть первая — Хотите припаять тонкий материал к толстому? Хотите поставить камень или два? Узнайте, как создавать и паять лицевые панели.
- Как сделать безель и закрепить кабошон, часть вторая — То же сверху.
Пайка ювелирных изделий: как паять настройки, скобу и проволоку. — Мы постоянно паяем вместе разные формы и размеры металла. Хотите перестать таять свои настройки или поручительства? Можно ли паять провод, не расплавляя его?
Мой плейлист по пайке на YouTube — Список всех моих видео по пайке на YouTube.
- О припое — Узнайте все об используемом вами материале.
- Ацетилен, факел, баллоны, безопасность — Огромная страница с гораздо большим, чем просто информацией об ацетилене! Узнайте все о резаках, пайке и о том, как защитить себя!
- Таблицы — Таблицы, связанные с пайкой. Включает такие вещи, как: температура отжига, размеры клапана сжатого газа, какая температура горит ваш газ, каковы точки плавления вашего металла. Кроме того, есть диаграммы калибра проволоки, диаграммы от миллиметров до долей и дюймов, от сверл до диаграмм с калибрами проволоки.Много информации!
- Очистка металла — полезно знать, если вы планируете что-нибудь паять!
- О маринаде, кислоте, кастрюлях и пищевой соде — Как удалить шмуц, оставшийся от пайки, как сделать свой собственный рассол, как использовать рассол и как нейтрализовать рассол. Тонны информации!
- Шкала окисления, флюса и возгорания — Почему происходит окисление? Почему все время накапливается огненная чешуя, как от нее избавиться. Узнайте, что происходит при пайке и решениях.
- 4 шага для успешной пайки — 4 шага помогут вам добиться успеха в пайке!
- Идентификация припоя для проволоки — Как пометить припой, чтобы вы всегда знали, какой он тип.
- Ювелирные инструменты — Harbour Freight — Недорогие инструменты для студии!
- Тиски и зажимное приспособление для резки под углом : С трудом подбираете концы стоек колец? Оцените этот инструмент!
- Вопросы и ответы: Firescale / Firestain — Узнайте, с чем у других были проблемы, и найдите решения!
- Q&A: Annealing — Как долго выдерживаются температуры отжига.Печной отжиг.
- Q&A: Вопросы по проводам. Спиральная проволока, проволока для сужения, проволока для деформации, проволока для правки и многое другое!
- Рецептов: Они больше не только для готовки!
- Рецепт маринада — сделай свой собственный рассол
- Prip’s Flux Recipe — сделайте свой собственный флюс
- Удаление сломанных сверл из металла — сверло сломалось, и вы не можете его вытащить? Вот как удалить сломанные сверла.
- Удаление медной окантовки То есть: как удалить медное покрытие, которое может образоваться при травлении. А также, как удалить медь с латуни или бронзы, которая попадает на поверхность металла после пайки.
- Пайка в двух словах — мой список самого необходимого для пайки.
- Какой факел купить : Пытаетесь понять, что вам нужно, чтобы разжечь огонь в своей студии? Ознакомьтесь с этой информацией перед покупкой!
- Проволока и листовой металл
- Вопросы по пайке — Один из наиболее часто задаваемых вопросов.Многие из моих веб-страниц были вдохновлены проблемами и вопросами пайки.
- Факел / газ Вопросы — Портативные и обычные фонари, проблемы с горелкой, бутановыми горелками, водяными горелками, безопасная установка горелки, покупка горелок.
Эвтектический припой олово-серебро (космическое качество)
А.7.4. Олово-Серебро Эвтектический припой, (космическое качество)
ТОВАР
Тип
металлический сплав; Проволока, пруток и порошковая проволока
Химический состав
96% Sn, 4% Ag
Производитель
JL Goslar GmbH
Постфах 2129,
D-38611 Гослар
Германия
Тел .: +49 (0) 5321 / 754-332
Факс: +49 (0) 5321 / 754-333
Электронная почта: h.walk@jlgoslar.de
www.jlgoslar.de
ОПЫТ И НАЛИЧИЕ
Статус разработки
Коммерческий продукт
Диапазон затрат
Средний
Лот Воспроизводимость
ECSS-Q-70-08 / 1999: припой олово-серебро 96 (эвтектика),
EN 29453/1993: S-Sn96 Ag4
Космический опыт
Limited
ОБЩИЕ СВОЙСТВА (Физические, Механический, тепловой, электрический, оптический)
Природа
Типичное значение
Замечания
Удельный вес
10.4
Предел прочности на разрыв
36 МПа
при комнатной температуре
Удлинение при разрыве
31%
при комнатной температуре
Коэффициент теплового расширения
20 x 10 -6 C -1
при комнатной температуре
Удельное электрическое сопротивление
1.23 x 10 -6 Вт м
при комнатной температуре
СВОЙСТВА, ОТНОСЯЩИЕСЯ К КОСМИЧЕСКОМУ ИСПОЛЬЗОВАНИЮ
Природа
Типичное значение
Тип теста
Диапазон температур
Подходит для продолжительных периодов при + 120C или коротких периоды максимум до + 150С.
СПЕЦИАЛЬНЫЕ РЕКОМЕНДАЦИИ
Подходит для специальных применений, таких как припой. крепление клеммных колодок к одной стороне печатной платы (ECSS-Q-70-08) и для сборки разъемов к полужестким кабелям.
Информационный ресурс о материалах в Интернете — MatWeb
MatWeb, ваш источник информации о материалах
Что такое MatWeb? MatWeb’s база данных свойств материалов с возможностью поиска включает паспорта термопластов и термореактивных полимеров, таких как АБС, нейлон, поликарбонат, полиэстер, полиэтилен и полипропилен; металлы, такие как алюминий, кобальт, медь, свинец, магний, никель, сталь, суперсплавы, сплавы титана и цинка; керамика; плюс полупроводники, волокна и другие инженерные материалы.Преимущества регистрации в MatWeb
Премиум-членство Характеристика: — Данные о материалах экспорт в программы CAD / FEA, включая:Как найти данные о собственности в MatWeb
Нажмите здесь, чтобы узнать, как войти материалы вашей компании в MatWeb.
У нас есть более 150 000 материалы в нашей базе данных, и мы постоянно добавляем к этому количеству, чтобы обеспечить Вам доступен самый полный бесплатный источник данных о собственности материалов в Интернете. Для вашего удобства в MatWeb также есть несколько конвертеров. и калькуляторы, которые делают общие инженерные задачи доступными одним щелчком мыши. кнопки. MatWeb находится в стадии разработки.Мы постоянно стремимся найти лучшее способы служить инженерному сообществу. Пожалуйста, не стесняйтесь свяжитесь с нами с любыми комментариями или предложениями.
База данных MatWeb состоит в основном из предоставленных таблиц данных и спецификаций. производителями и дистрибьюторами — сообщите им, что вы видели их данные о материалах на MatWeb.
Рекомендуемый материал:
Этиленвиниловый спиртКакие виды припоев используются при изготовлении ювелирных изделий?
IGS может получать комиссию за привлечение клиентов от компаний, перечисленных на этой странице.Узнать больше.Припой — это небольшой кусок легированного металла, который плавится, чтобы соединить вместе два других куска металла. Место соединения металлов припоем называется стыком. Металлический припой имеет более низкую температуру плавления, чем две сплавленные детали. Припой бывает трех типов: твердый, средний и легкий. Все три типа имеют разные температуры плавления. Твердый припой плавится при высокой температуре, средний плавится при более низкой температуре, легко плавится при еще более низкой температуре.
Несколько паяных соединений в ювелирном изделии требуют использования нескольких типов припоя. Вы не хотите переплавлять стык, который вы только что припаяли, пока вы в процессе пайки другого стыка. Различные температуры плавления не позволят вам оплавить паяное соединение. Первое соединение требует твердого припоя, второе соединение требует среднего припоя, третье и остальные соединения требуют легкой пайки.
Твердый, средний и легкий припой доступен в золоте и серебре. Золото доступно в различных каратах и значительно дороже серебряного припоя, особенно в более высоких каратах.
Припои из золота и серебра бывают разной температуры текучести. Для серебра существует Итт, точка плавления 1490 градусов по Фаренгейту, твердый, 1425 градусов по Фаренгейту, средний, 1390 градусов по Фаренгейту, легкий, 1325 градусов по Фаренгейту и Easy-flo, 1270 градусов по Фаренгейту. на два ниже, чем паяемое золото, и также бывает с твердым, средним и легким припоем.
Различная температура потока позволяет выполнять многократную пайку детали без распайки предыдущих стыков.Первое соединение выполняется с помощью Hard, следующее — с помощью Medium, а все остальное — с помощью Easy. Я не люблю использовать Itt, потому что он слишком близок к температуре плавления серебра. С кислородно-ацетиленовым блоком требуется меньше секунды невнимательности, чтобы расплавить ваш кусок. В Easy-flo есть кадмий, который при нагревании выделяет ядовитые пары. Убедитесь, что ваше рабочее место хорошо вентилируется.
Припой бывает листом, проволокой и пастой. Листовой припой разрезают на «папиллоны» — французское слово, означающее маленькие крошечные кусочки металла, которые летают повсюду, пока вы их режете.
Паста для припоя поставляется в аппликаторе шприцевого типа и предварительно смешана с флюсом. Я обнаружил, что флюс для припоя варьируется в зависимости от того, как долго он находился в состоянии с момента изготовления. Для достижения наилучших результатов лучше опорожнить аппликатор, тщательно перемешать пасту и снова положить ее в аппликатор или в небольшую стеклянную емкость с крышкой.
Я предпочитаю припой для проволоки, я могу сплющить ее, чтобы отрезать крошечные кусочки, или просто отрезать кусок на конце катушки. Вы хотите использовать ровно столько припоя, чтобы сделать хорошее прочное соединение, не затопляя соединение.Нет ничего хуже, чем стык с пятнами припоя на нем. Кроме того, очистка стыка займет больше времени.
Припой бывает разных форм:
- Листы припоя из серебра и золота доступны в твердом, среднем и легком исполнении. Вы можете обрезать листы на более мелкие кусочки (папиллоны) в соответствии с вашими потребностями. Твердый припой немного дороже, чем средний или легкий. Более толстые листы будут дороже. Многие ювелиры любят вырезать из листового припоя более мелкие детали нестандартного размера.Amazon предлагает на своем веб-сайте серебряный припой твердого, среднего и легкого качества. Rio Grande предлагает твердый, средний и легкий припой из золота 8, 10, 14, 18 и 22 карата.
Припой для листов серебра
- Проволока из серебряного и золотого припоя также доступна в твердом, среднем и легком исполнении. Проволока бывает разного калибра (толщины), более толстая проволока стоит дороже. Он продается по длине в футах. Многие ювелиры предпочитают толщину проволочного припоя, а не толщину листового припоя.Amazon предлагает серебряный припой жесткого, среднего и легкого уровней. Rio Grande предлагает легкий припой из золота 8, 10 и 14 карат.
Припой с серебряной проволокой
Отрежьте кусок припоя, достаточно большой, чтобы соединить соединение, но не настолько большой, чтобы он заливал соединение. Слишком много припоя приводит к многочасовым очисткам для создания бесшовного паяного соединения.
Избегайте припоев, содержащих металлический кадмий. При нагревании токсичен.
Рекомендации по комплекту для пайки ювелирных изделий
Как партнер Amazon, мы зарабатываем на соответствующих покупках, совершенных с нашего сайта.
(PDF) Влияние добавления серебра и индия в бессвинцовые припои
45
WELDING JOURNAL
T
Свинцовые припои (Sn-Pb)
уже много лет используются в качестве припоев.
сборка электронных устройств. Этот сплав
имеет множество желаемых характеристик,
, включая низкую стоимость, низкую температуру плавления, хорошую технологичность и превосходное смачивание медных (Cu) подложек
и ее сплавов
.Тем не менее, токсичность
для здоровья человека и окружающей среды, связанная с
Pb, стимулировала существенные исследования по устранению
бессвинцового припоя, подходящего для электронных сборок. Многие бессвинцовые припои al-
были предложены в качестве замены припоя
для Sn-Pb припоя, но лишь немногие из них соответствуют требуемым свойствам материала
, паяемости,
и критериям стоимости.
Бессвинцовый материал
Выбор
Можно рассмотреть ряд элементов
для замены свинца в припое.В таблице 1 pro-
приводится сравнение элементов
, которые, вероятно, будут использоваться в качестве замены Pb.
Обратите внимание, что любой заменитель Pb увеличит стоимость припоя, потому что Pb является относительно недорогим металлом. Олово остается лучшим выбором
для основного металла, потому что его температура плавления
ниже, чем у Cu и Ni, а
— по цене ниже золота (Au), серебра
(Ag) и индия (In), которые слишком велики
, чтобы использовать их в количествах, требуемых в качестве припоя
.Если добавлен либо In, либо Ag,
его содержимое должно быть небольшим, чтобы снизить стоимость
. Сообщалось, что цинк (Zn), используемый в качестве основного сплава или добавки
, имеет несколько недостатков
, особенно его низкую коррозионную стойкость
(ссылка 1).
Ясно, что токсичные металлические элементы
, такие как кадмий, талий и ртуть
, могут быть немедленно удалены как кандидаты в элементы припоя
(см. 2). Япония и
Скандинавия также считают сурьму токсичным элементом
(см.3).
Улучшение Sn-Cu
Эвтектический припой
Бинарный сплав Sn-Cu, имеющий тектический состав
Sn-0,7 мас.% Cu,, был рассмотрен для использования при пайке волной
потому что это наименее дорогостоящий из бессвинцовых сплавов-кандидатов (Ref.
4). Стоимость припоя является ключевым фактором при пайке волной припоя
из-за необходимости периодически заменять всю ванну припоя на
, чтобы контролировать накопление загрязнений.Однако эвтектический припой
Sn-Cu также имеет плохие механические свойства по сравнению с эвтектическими припоями Sn-Ag
и Sn-Ag-Cu (ссылки 3, 5).
Эвтектический припой Sn-0.7Cu плавится при довольно высокой температуре
— 227 ° C. Тяговый подход at-
к снижению его температуры плавления
заключается в использовании добавки, такой как
In. Индийсодержащие припои
также обладают хорошими смачивающими характеристиками
, а сплав
имеет повышенную прочность и усталостную прочность (см.6).
Серебро широко используется в электронике, так как
обладает превосходной электропроводностью и хорошими характеристиками смачивания припоя
. Un-
, к счастью, цена серебра резко выросла на
, в результате чего стоимость припоя увеличилась до
, где его цена является основной производственной проблемой
(ссылка 7). Однако вариации количества серебра
могут существенно повлиять на надежность и механические свойства сплава
, поскольку концентрация
этого элемента в матрице припоя относительно мала (см.8).
В данном исследовании небольшие добавки Ag (0,1,
0,3, 0,5 мас.%) И 1,0 мас.% In были добавлены к эвтектическому сплаву Sn-0,7Cu для улучшения смачиваемости сплава и механические —
кал. свойства.
Подробности эксперимента
Припойные сплавы были предоставлены компанией
Nihon Almit Co. Ltd., Япония, в форме стержней.
В данном исследовании использовались припои
Sn-0.7Cu-1.0In-xAg (где x = 0, 0,1, 0,3,
и 0.5). Термический анализ припоя al-
loys был выполнен с использованием дифференциального сканирующего калориметра DSC-50 Shi-
madzu
(DSC). Небольшие образцы, около 20 мг,
использовали для анализа DSC. Скорость нагрева
составляла 5 ° C / мин от комнатной температуры
до 350 ° C в потоке газообразного аргона 50 мл / мин.
Испытание баланса смачивания было проведено
в воздуховоде с использованием SAT5100 Rhesca. Параметры параметра
, использованные для испытания баланса смачивания
, имели скорость погружения 5 мм / с при глубине погружения 10 мм.Время погружения
составляло 20 с, а температура испытания составляла
250 ° C. Бескислородный медный лист с высокой проводимостью
(OFHC), 10 × 30 × 0,3 мм, в качестве металла подложки использовался
. В экспериментах использовался флюс
RC-15SH, коммерческая канифоль
, слабоактивированная (RMA)
от Nihon Almit Co. Ltd., Япония.
Число твердости по Виккерсу (H
V
) припоя
было определено путем проведения испытания на микротвердость в канале
.Параметры
составляли 0,025 г веса загрузки и
время загрузки 20 с.
Пайка и пайка СЕГОДНЯ
Влияние добавления серебра и
индия в бессвинцовые припои
Даже небольшие добавки серебра и индия улучшили смачиваемость, микроструктуру и микротвердость бессвинцового припоя
Автор: I GB BUDI DHARMA, M. HAMDI, T. ARIGA
I GB BUDI DHARMA (budi_de @ yahoo.com) и M. HAMDI работают с Департаментом инженерного проектирования и производства,
Университет Малайзии, Малайзия; и Т. АРИГА работает с Департаментом материаловедения Инженерной школы Токайского университета, Япония.
Таблица 1 — Температуры плавления металлов
, используемых в электронных узлах
Температура плавления металлов (° C)
Висмут (Bi) 271
Медь (Cu) 1083
Золото (Au) 1063
Индий (дюймы) ) 157
Свинец (Pb) 327
Никель (Ni) 1453
Серебро (Ag) 960
Олово (Sn) 232
Цинк (Zn) 419
Схема: Макет 1 3/10/09 7: 22 AM Page 45
.