Припой пос 61 технические характеристики
Для того чтобы соединить две различных детали между собой с помощью пайки могут использовать разнообразные расходники. Чаще всего в качестве присадочного материала для пайки используется припой. С его помощью можно без особых проблем соединить детали, заполнить пустое пространство между ними и т.д.
Естественно, что разнообразные детали имеют разный химический состав, следовательно, для каждого конкретного случая нудно подбирать определенную модель припоя. Помимо схожего состава, его свойства, причем как физические и механические, так и химические, должны быть максимально похожи на такие же характеристики рабочего материала. В этой статье будет рассмотрен припой, который относится к категории оловянно свинцовых веществ – ПОС 61.
Технические характеристики
Припой для пайки ПОС 61 достаточно хорошо распространен в нашем государстве. Его повсеместно применяют как на промышленном уровне, так и бытовых условиях. Его отличительной особенностью является то, что из-за высокого процентного содержания олова в химическом составе, его температурная точка, при которой материал начинает подвергаться плавлению, очень низкая. Стоит отметить, что этот припой можно отнести к одному из самых легкоплавких расходников для пайки. К данной категории причисляются все присадочные материалы, температура плавления которых меньше 450-ти градусов по Цельсию. ПОС 61 плавиться при температурах ниже 200-от градусов по Цельсию. Эта модель производится в нашей стране в строгом соответствии с государственными стандартами.
Его отличительной особенностью является то, что из-за высокого процентного содержания олова в химическом составе, его температурная точка, при которой материал начинает подвергаться плавлению, очень низкая. Стоит отметить, что этот припой можно отнести к одному из самых легкоплавких расходников для пайки. К данной категории причисляются все присадочные материалы, температура плавления которых меньше 450-ти градусов по Цельсию. ПОС 61 плавиться при температурах ниже 200-от градусов по Цельсию. Эта модель производится в нашей стране в строгом соответствии с государственными стандартами.
Благодаря вышеописанным свойствам присадочный материал этой модели обладает повышенной текучестью. В некоторых случаях это свойства относится к минусам, но не в данном. Из-за низкой температуры плавления и высокой текучести припоя с ним можно работать практически с любым оборудованием, начиная от обычного бытового паяльника, заканчивая профессиональными специализированными агрегатами. В процессе пайки, припой способен проникать даже в самые мельчайшие трещины и выемки, что, безусловно, позволяет поднять уровень качество итогового результат соединения, в частности его прочность.
Также присадочный материал хорошо взаимодействует с водой. Благодаря хорошему смачиванию, пайка с использованием припоя этой модели не вызывает никаких трудностей в процессе работы. Все химические, физические и механические свойства расходного материала определяются его химическим составов, а точнее определенным соотношением элементов в нем. Даже если изменить это значения всего лишь на одни процент, все характеристики материала могут кардинально измениться. Помимо основных элементов в составе, в его структуру могут добавляться дополнительные вещества, которые позволяют улучшить ту или иную конкретную характеристику припоя.
Этот присадочный материал можно использовать при работе с микросхемами, так как низкая температура плавления не вызовет технических проблем, а главное минимизирует риск повреждение тонкой поверхности. В отличие от других моделей припоев, в работе с которыми используются высокие температуры, что может повредить состояние рабочей поверхности, использовании ПОС 61, при должном умении и оборудовании, абсолютно безопасно даже для самого тонкого металла.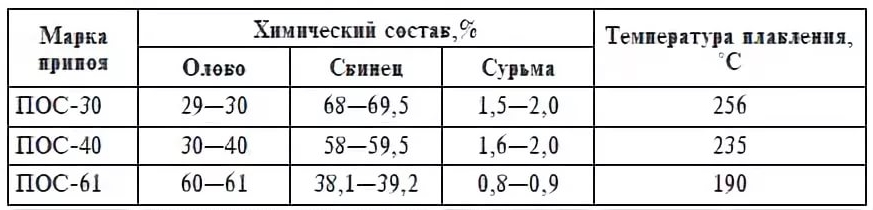
Низкое значение температурной отметки, при которой материал начинает подвергаться плавлению, помогает добиться еще одного важного свойства материала. Оно заключается в том, что помимо основного применения в качестве расходного материала для пайки, его можно использовать в качестве вещества для лужения паяльника и рабочей поверхности.
Существует характерная особенность, суть которой заключается в том, что чем меньшем количестве в химическом составе припоя присутствует свинец, тем больше там имеется разнообразных дополнительных элементов. Наиболее редким элементом, имеющимся в составе альтернативных моделей достаточно редко, является сурьма. Его присутствие позволяет получать соединения максимального уровня герметичности, что значительно улучшает качество итогового результата соединения в целом.
Припой ПОС 61 гост 21931 76 очень часто используются в процессе ремонта трубопроводов и других изделий, чья рабочая деятельность производится в постоянном контакте с водой и другими разнообразными жидкостями. Высокий уровень популярности обусловлен простотой применения данной модели материала.
Высокий уровень популярности обусловлен простотой применения данной модели материала.
Модификации присадочного материала для пайки ПОС-61
Модель припой ПОС-61 производится в разнообразных версиях. Чаще всего они отличаются друг от друга исключительно размером, но также существуют модификации с наличием дополнительных химических элементов и веществ в составе. Стоит рассмотреть наиболее часто используемые модификации.
1. Припой в форме проволоки. Минимальное значение толщины материала равняется одному миллиметру, максимальная – семи. Данная версия применяется при пайке чего-либо чаще всего.
2. Присадочный материал в виде трубок. Отличительной его особенностью среди всего спектра версий модели ПОС-61 является то, что в его составе имеется дополнительный элемент – канифоль. Это позволяет значительно упростить все проводимые работы, так как необходимость использования разнообразных дополнительных веществ помимо присадочного материала отсутствует.
3. Версия в виде прутков – припой принимает форму прутков небольшого размера. Наиболее часто применяется во время проведения работ в бытовых условиях.
Наиболее часто применяется во время проведения работ в бытовых условиях.
4. Реже всего используется версия в виде ленты. В составе данного вещества отсутствует какие-либо дополнительные элементы, помимо веществ входящих в основной состав материала.
Состав, физические свойства и механические характеристики
В основной химический состав любой версии припоя ПОС-61 входят следующие элементы (значения указаны в процентном соотношении):
Данный набор химических элементов в составе присадочного материала в указанном соотношении придает материалу следующие основные физические свойства:
- температурная отметка, при достижении которой материал начинает подвергаться плавлению, равняется 183-ем градусам по Цельсию;
- плотность равна восьми с половиной грамм на один квадратный сантиметр;
- теплопроводность – 0,12;
- припой способен увеличиваться в размере относительно изначального значения примерно на сорок пять процентов.
Номенклатура
Материал производится в достаточно широком диапазоне размеров, что позволяет без проблем подобрать нужный. Он может принимать следующие значения.
Он может принимать следующие значения.
- 1 мм;
- от 1,2 до 1,8 мм с шагом в три десятых миллиметра;
- от 2 до 4 мм с шагом в половину миллиметра;
- 5 мм.
- 8 мм;
- от 11 до 15 мм с шагом в два миллиметра.
3. Трубка (значения наружного диаметра):
- от 1 до 4 мм с шагом в пять десятых миллиметра;
- 5 мм.
- 0.8 и 1 мм, при ширине материала от восьми до десяти миллиметров;
- от 1 до 3 мм с шагом в полмиллиметра, а также 4 и 5 мм, при ширине материала от десяти до пятнадцати миллиметров.
Наименование модели расшифровывается следующим образом:
- аббревиатура «ПОС» означает то, что припой относится к категории оловянно-свинцовых присадочных материалом с доминирующими элементами в виде олова и свинца;
- число 61 указывает на процентное содержание олова в химическом составе вещества.
Припой данной модели, а также все его модификации достаточно популярны как в промышленной сфере, так и в бытовых условиях. Наиболее известные бренды, занимающиеся его производством, это – Арсенал, Техноскрап, КиевЦветМет и другие.
Наиболее известные бренды, занимающиеся его производством, это – Арсенал, Техноскрап, КиевЦветМет и другие.
Припой ПОС 61 – самый популярный присадочный материал, изготовленный на основе оловянно-свинцовой смеси. Низкая температура плавления делает его востребованным при ремонте электронных схем, печатных плат и других устройств, плохо переносящих значительные перепады температур.
Кроме того, состав хорошо зарекомендовал себя в качестве средства для заделки трещин и отверстий в различных металлических изделиях.
Описание
Припой оловянно-свинцовый ПОС 61 идеально подходит для использования в бытовых условиях. Этому способствует низкая легкоплавкость состава, за счет высокого содержания олова. Его температура плавления не превышает 200 градусов Цельсия.
Благодаря высокой текучести расплавленного состава, припой заполняет все щели и полости, обеспечивая высокие качественные характеристики соединения. Примененный состав относится к категории универсальных. С его помощью можно паять изделия из следующих металлов:
С его помощью можно паять изделия из следующих металлов:
- сталь;
- медь;
- латунь;
- бронза;
На отечественном рынке имеется аналог данного припоя – ПОС 60. Массовая доля олова в его составе всего на один процент меньше.
Характеристики материала
Рассмотрим основные технические характеристики припоя ПОС 61:
- плотность – 8,5 г/см 3 ;
- ударная вязкость – 3,9 кг/см 2 ;
- предел механической прочности при растяжении – 43 МПа;
- относительное удлинение – 45 %;
Химический состав
Основными химическими элементами припоя являются:
- Олово. При идеальных условиях изготовления, содержание олова в составе – 61 % от общей массы. Согласного требованиям нормативных документов, его массовая доля должна быть не менее 59 %.
- Свинец. Его процентное содержание – 38-39 %, в зависимости от наличия вспомогательных добавок. Например, в припое ПОСсу 61-05, помимо олова и свинца, содержится лишь 0,5 % сурьмы.


Кроме сурьмы, в состав могут входить следующие химические элементы, повышающие качество соединения:
Температурные параметры
Температура пайки ПОС 61 составляет 240 Сº. При этом состав начинает плавится при температуре 184 Сº, а полный переход в жидкое агрегатное состояние происходит при 194 Сº (± 2 Сº, в зависимости от содержания вспомогательных химических элементов).
Из всех свинцово-оловянных припоев, ПОС-61 – самый низкоплавкий.
Расшифровка
- ПОС – припой оловянно-свинцовый;
- 61 – массовая доля олова в составе.
Разновидности
Независимо от формы выпуска, состав материала и соотношение основных компонентов остается неизменным. Наиболее распространенными разновидностями являются:
- Проволока. Ее диаметр находится в пределах от 1 до 7 мм, в зависимости от области применения. Величина шага составляет 0,5 мм. Поставка осуществляется в компактных бухтах или катушках, которые разматывают в процессе эксплуатации. Данная форма выпуска является самой востребованной.
- Припой с канифолью ПОС 61 выпускают в виде тонких трубок с наполнителем, закрученных спиралью. Сосновая канифоль играет роль флюса при паяльных работах. Ее преимущество – нейтральный состав, который не требует удаления после завершения рабочего цикла, в отличие от флюсов на кислотной основе. Прочие виды припоев ПОС 61 выпускают без канифоли.
- Лента. Отличительная особенность – возможность быстрого ремонта кабельно-проводниковых материалов. Ленточный припой характеризуется низким содержанием сурьмы.
- Прутки. Их длина не превышает 40 см. Максимальный диаметр – 8 мм. Данная форма выпуска идеально подходит для лужения температурного стержня паяльника. Некоторые мастера предпочитают изготавливать прутки самостоятельно, отливая их в специальные формы.
 Данная форма выпуска является самой востребованной.
Данная форма выпуска является самой востребованной.Для крупных производственных предприятий ПОС 61 поставляют в виде массивных слитков, массой до 25 кг. Это снижает себестоимость расходных материалов и паяльных работ.
Применение в быту и на производстве
Помимо уникальных технических характеристик в высоких эксплуатационных качеств, припой ПОС 61 обладает еще одним достоинством – доступной ценой. Эти факторы послужили причиной распространения данного материала, которому нашлось множество применений, как в быту, так и в промышленности.
Среди радиолюбителей припой давно зарекомендовал себя надежным помощником. Низкая температура плавления позволяет исключить вероятность перегрева радиокомпонентов и элементов микросхем, что является решающим фактором при выборе подходящего расходного материала.
На различных предприятиях ПОС 61 используют для пайки скруток медных проводов. В состав припоя сходит медь, что благотворно влияет на интенсивность растворения проводов.
При запаивании трещин металлических сосудов, в качестве рабочего инструмента используют газовую горелку. Расплавленный состав легко проникает во все щели, надежно герметизируя отверстия.
Обозначение в нормативных документах
В процессе изготовления припоя производственные предприятия обязаны руководствоваться требованиями межгосударственного стандарта 21931-76. В нем содержатся указания по сортаменту продукции, а также правила приемки и методы испытания готовой продукции.
В нем содержатся указания по сортаменту продукции, а также правила приемки и методы испытания готовой продукции.
Популярные фирмы
Наиболее популярными производителями, зарекомендовавшими себя поставщиками качественных расходных материалов для пайки, являются:
- Завод Металлических Соединений;
- Технологические линии;
- Киевцветмет;
- Завод металлов и сплавов;
- Укр-спецсплав.
Заключение
Припой ПОС 61 является наиболее востребованным материалом для ремонта различных изделий, требовательных к температурному режиму. Высокие качественные характеристики послужили причиной его распространения, как в быту, так и промышленности.
Каталог
Припой поставляется в следующих видах:
Свойства
Харакетристики
Припой ПОС-61 в классификации припоев занимает особенное место. Это обусловлено тем, что в этом сплаве отмечается содержание канифоли, поэтому его можно с успехом использовать для лужения и пайки самых разных контрольно-измерительных приборов.
Припой ПОС 61 – это по-своему универсальный материал, который идеально подойдет для любой разновидности проводов. Также отмечается, что он неплохо себя показывается при пайке микросхем. Кроме того, если нельзя во время работы допустить перегрев места пайки, то припой ПОС-61 справится с задачей куда эффективнее, чем многие другие сплавы. Производитель отмечает, что основной сферой использования припоя ПОС61 является пайка жил к полупроводниковым устройствам, выводам разъемов, медных проводов. Стоит отметить, что это оптимальный выбор для соединения следующих металлов: сталь, латунь, бронза, медь.
Припой ПОС 61, если сравнивать с другими оловянно-свинцовыми припоями, представленными на рынке, имеет более высокий уровень чистоты и рассчитан на пайку электромонтажа. За счет повышенного содержания меди в припое снижается интенсивность растворения проводов из меди, а также во много раз увеличивается степень износостойкости медных стержней электрических паяльников.
Температура плавления припоя ПОС 61 составляет 183 0 С, в то время как полностью он расплавляется при 190 градусах. Пайка с помощью этого припоя может быть выполнена при помощи традиционного паяльного инструмента.
Пайка с помощью этого припоя может быть выполнена при помощи традиционного паяльного инструмента.
Состав припоя ПОС 61: свинец (39-50%), олово (50-61%). Одновременно с этим, по ГОСТу 21930-76 главным фактором, который определяет характеристики припоя, является химический состав. Помимо свинца и олова в припое ПОС 61 содержатся следующие примеси: Sb, Cu, As, Bi, Ni, S, Zn, Al, Fe.
Также следует выделить следующие характеристики:
• Плотность – 8.5 г/куб.см;
• Теплопроводность – 0.12 ккал/см*с*сград;
• Удельное электрическое сопротивление – 0.139 Ом*кв.мм/м;
• Относительное удлинение – 46%;
• Временное сопротивление разрыву – 4.3 кгс/кв.мм;
• Твердость по Бриннелю – 14 НВ;
• Ударная вязкость – 3.9 кгс/кв.см.
Отечественный производитель выпускает Припой ПОС 61 в нескольких модификациях, которых различаются толщиной: 0.5, 0.8, 1.0, 1.5, 2.0, 3.0, 8.0 мм. Фасовка осуществляется в катушках по 100 г и 1 кг, а также в бухтах по 1 кг. Флюс может быть с канифолью и без нее в зависимости от вида.
его технические характеристики, состав и применение
Припой — это металл или смесь металлов, используемых при пайке с целью соединения деталей. Как правило, используются сплавы на основе, олова, меди и никеля. Припой на базе олова входит в группу легкоплавких припоев. И температура плавления припоя здесь не превышает 450 °C. Эти составы широко используются для работы с радиоаппаратурой. Весьма распространенными являются припои на базе олова и свинца, они широко применяются в нашей металлопромышленности: аббревиатура ПОС.
Для сборки самодельных устройств простейшей конструкции достаточно наиболее распространенного припоя ПОС-61 или подобного. Сплав можно добыть из старой печатной платы от электронного прибора и собрать его паяльником с паяных контактов.
Виды и характеристики припоев
Бывают мягкими (легкоплавкими) и твердыми. Для монтажа радиоаппаратуры используются легкоплавкие, с температурой плавления 300−450 °C. Мягкие припои уступают по прочности твердым, хотя для сборки электроприборов используются как раз они.
Мягкие припои уступают по прочности твердым, хотя для сборки электроприборов используются как раз они.
Легкоплавкие сплавы — это обычно сплав свинца и олова главным образом. Немного есть легирующих элементов.
Примеси иных металлов вводятся для получения определенных характеристик:
- пластичности;
- температуры плавления;
- прочности;
- устойчивости к коррозии.
Число в обозначении марки говорит о том, сколько процентов олова в нем содержится. Так, у припоя ПОС-40 технические характеристики таковы, что в нем 40% Sn, а ПОС-60 — 60%.
Если марка неизвестна, состав можно оценить по косвенным признакам:
- Температура плавления ПОС — 183−265 °C .
- Если у припоя металлический блеск, значит, в нем достаточно много Sn (ПОС-61, ПОС-90). Если цвет темно-серый, а поверхность матовая, это говорит о высоком содержании свинца, именно он придает сероватый оттенок.
- Припои, содержащие большое количество свинца очень пластичны, а олово придает прочности и жесткости.

Общие сведения о пайке
Что главнее в работе паяльщика: инструмент или материал? Важным является все: и паяльник, и припой, и флюс. Многообразие паяльников связано с объектом пайки. Массивные детали прогревают мощными паяльниками, а микроскопические схемы чипов — маломощными. Профессиональные паяльщики применяют несколько видов этих нагревательных инструментов.
Классификация паяльников по мощности:
- Паяльник с нихромовой вставкой мощностью 25 ватт — это обычный хозяйственный инструмент, которым пользовались умельцы, радиолюбители, электронщики. Популярны они и по сей день, довольно дешёвые, служат до 10 лет. Металлическая вставка в виде медного прута, кончик которого срезан под 60 градусов. Применяется в 90% случаях, которые возникают в хозяйственных ситуациях, даже многие ремонтные мастерские ими пользуются.
- Второй вид — это более мощный с нагревателем в 40 ватт и нихромовой вставкой, в два раза тяжелее и больше своего собрата в 25 ватт. Применяется для более сложных работ. Жало заточено под клин, похоже на отвёртку, но применять его для завинчивания шурупов нельзя. Такая заточка сделана для удобства пайки массивных деталей, для прогрева до 190 С. Используют их профессионалы, для домашнего использования не рекомендуется.
- Третий вид — это газовый паяльник, три в одном. Сам паяльник с медным сердечником, заточенным под иглу. Вторая функция — фен, способный прогреть объект до 600 градусов. Газовая горелка- в этом случае меняется насадка, инструмент выполняет функции горелки на газу, прогревает детали до температуры 1300 градусов.
- Четвёртый тип — это современный керамический паяльник. Чемпион по сравнению со всеми представленными инструментами. Имеет очень тонкое жало, способное паять миллиметровые точки, применяется для выполнения очень точных работ. Мощность — 100 ватт. Комплектуется паяльной станцией с диапазоном температур от 200 до 480 градусов. Среди специалистов используется как универсальный инструмент.
 Жало заточено под клин, похоже на отвёртку, но применять его для завинчивания шурупов нельзя. Такая заточка сделана для удобства пайки массивных деталей, для прогрева до 190 С. Используют их профессионалы, для домашнего использования не рекомендуется.
Жало заточено под клин, похоже на отвёртку, но применять его для завинчивания шурупов нельзя. Такая заточка сделана для удобства пайки массивных деталей, для прогрева до 190 С. Используют их профессионалы, для домашнего использования не рекомендуется. youtube.com/embed/5dlMbjUrWLo?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/5dlMbjUrWLo?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Использование сплавов оловянно-свинцовой группы
К таким сплавам относятся следующие:
- ПОС-90 содержит в составе: Pb — 10%, Sn — 90%. Используется для ремонта медицинского оборудования и пищевой посуды. Токсичного свинца немного, так как нельзя, чтобы он соприкасался с пищей и водой.
- ПОС-40: Pb — 60%, Sn — 40%. Главным образом используется для пайки электроаппаратуры и изделий из оцинкованного железа, также с его помощью чинят радиаторы, латунные и медные трубопроводы.
- ПОС-30: Sn — 30%, Pb — 70%. Применяется в кабельной промышленности, для пайки и лужения и листового цинка.
- ПОС-61: Pb 39%, Sn 61%. Как с ПОС-60. Нет особой разницы.
С помощью ПОС-61 осуществляется лужение и пайке печатных плат радиоаппаратуры. Это — главный материал для сборки электроники. Плавиться начинает с 183 °C, полное расплавление при 190 °C. Паять с этим припоем можно при помощи обыкновенного паяльника, не боясь того, что радиоэлементы перегреются.
Паять с этим припоем можно при помощи обыкновенного паяльника, не боясь того, что радиоэлементы перегреются.
ПОС-30, ПОС-40, ПОС-90 расплавляются при 220−265 °C. Для многих радиоэлектронных элементов эта температура предкритическая. Сборку самодельных электронных устройств осуществлять лучше с ПОС-61, чьим зарубежным аналогом можно считать Sn63Pb37 (где Sn 63%, а Pb 37%). Также с его помощью паяется радиоаппаратура и самодельная электроника.
Припои продаются, как правило, в тюбиках или катушках по 10−100 г. Состав сплава можно прочесть на упаковке, к примеру: Alloy 60/40 («Сплав 60/40» — ПОС-60). Выглядит, как проволока диаметром 0,25−3 мм.
Нередко в его составе находится флюс (FLUX), заполняющий сердцевину проволоки. Содержание указывается в процентах и составляет 1−3,5%. Благодаря этому форм-фактору во время работы отсутствует необходимость подавать флюс отдельно.
Разновидность ПОС — ПОССу представляет собой оловянно-свинцовый сплав c сурьмой, и используется в автомобилестроении, в холодильном оборудовании, для пайки элементов электроаппаратуры, обмоток электромашин, кабельных изделий и моточных деталей; подходит для спаивания оцинкованных деталей. Кроме свинца и олова в сплаве 0,5−2% сурьмы.
Кроме свинца и олова в сплаве 0,5−2% сурьмы.
Как показывает таблица, ПОССу-61−0,5 больше всего подходит для замены ПОС-61, ведь температура его полного расплавления — 189 °C. Существует также припой совершенно не содержащий свинца, оловянно-сурьмянистый ПОСу 95−5 (Sb 5%, Sn 95%) с температурой плавления 234−240 °C .
Разновидности
Припой ПОС 61 выпускается в нескольких разновидностях, которые отличаются преимущественно по внешнему виду, но не по составу. Следует выделить основные разновидности:
- В виде проволоки. Толщина материала составляет от 1 до 7 мм, с шагом в 0,5 мм. Это один из самых удобных и распространенных вариантов, которые наиболее часто используются. Проволока выпускается в бухтах и отлично плавится при помощи горелки или паяльника.
Припой ПОС 61 в виде проволоки
- Припой ПОС 61 с канифолью в виде трубок. Стоит отметить, что это единственный вариант, где припой ПОС 61 с канифолью 1 мм сразу идет. Здесь присутствует канифоль еловая, которая отлично сочетается с данным материалом.

Припой ПОС 61 с канифолью
- Припой ПОС 61 пруток 8 мм, или другого диаметра. Это небольшие длинные части металла, которые удобно использовать в домашних условиях.
Припой ПОС 61 пруток 8 мм
- Припои оловянно свинцовые бессурмянистые марки ПОС61 в виде ленты. Это относительно тонкие изделия, которые выпускаются длинными продолговатыми лентами и не имеют ни каких добавок.
Припой оловянно свинцовый бессурмянистый марки ПОС61 в виде ленты
Низкотемпературные припои
Есть припои, предназначенные специально для пайки деталей с большой чувствительностью к перегреву. Наиболее «высокотемпературный» среди низкотемпературных — это ПОСК-50−18 с температурой плавления 142−145 °C. В ПОСК-50−18 содержится 8% кадмия, 50% олова и 32% свинца. Кадмий усиливает устойчивость к коррозии, однако наряду с тем придает токсичности.
По убыванию температуры следует РОЗЕ (Sn 25%, Pb 25%, Bi 50%), маркирующийся ПОСВ-50. Т пл. — 90−94 °C. Предназначен для пайки латуни и меди. Олова в составе этого сплава 25%, свинца — 25%, висмута — 50%. Соотношение металлов в процентах может несколько разниться, а количество их, как правило, указывается на упаковке в графе «Состав». Этот припой крайне популярен у электронщиков. Используется при демонтаже/монтаже элементов, чувствительных к перегреву. Помимо всего прочего сплав идеален для лужения медных дорожек новехонькой печатной платы.
Т пл. — 90−94 °C. Предназначен для пайки латуни и меди. Олова в составе этого сплава 25%, свинца — 25%, висмута — 50%. Соотношение металлов в процентах может несколько разниться, а количество их, как правило, указывается на упаковке в графе «Состав». Этот припой крайне популярен у электронщиков. Используется при демонтаже/монтаже элементов, чувствительных к перегреву. Помимо всего прочего сплав идеален для лужения медных дорожек новехонькой печатной платы.
Применяется в плавких защитных предохранителях в радиоаппаратуре.
Еще более низкотемпературный сплав ВУДА (Sn 10%, Cd 10%, Pb 40%, Bi 40%). Т плавления — 65−72 °C. Поскольку в сплаве содержится 10% кадмия, он токсичен, в отличие от РОЗЕ.
И РОЗЕ, и ВУДА — это довольно дорогие припои.
Физико-химические свойства
Свойства зависят от химического состава сплава. Так, низкотемпературные обладают меньшей прочностью, но не снижают прочностных и упругих характеристик материала деталей.
Высокотемпературные, наоборот, создают соединения высокой прочности, способные противостоять статическим и динамическим нагрузкам. Но при их использовании требуется большая осторожность, чтобы не пережечь и не ослабить основной материал.
Технические характеристики
Температура плавления высокотемпературных составов лежит в пределах 645-815оС. Шов выдерживает нагрузки на разрыв до 250Мпа. Температура эксплуатации соединения, в зависимости от состава, составляет 150-250оС. Кроме собственно меди, такие припои позволяют соединять латуни, красную бронзу, чугуны, стальные и никелевые славы. Паяют ими и алюминий. Кроме того, их используют для соединения деталей из меди и нержавейки.
Паяльная паста
Главным образом используется для пайки компонентов монтируемых поверхностно (SMD’шек), а также безвыводных микросхем в BGA корпусах.
Выглядит как кашица серого цвета, состоит из мельчайших шариков сплава Sn62Pb36Ag2 (серебра 2%, свинца 36%, олова 62%), также в составе содержится безотмывочный флюс. О том, что флюс безотмывочный, говорят две буквы на упаковке NC (No Clean). Флюс, содержащий шарики припоя, высыхает на воздухе, поэтому хранится паста в закрытой упаковке.
О том, что флюс безотмывочный, говорят две буквы на упаковке NC (No Clean). Флюс, содержащий шарики припоя, высыхает на воздухе, поэтому хранится паста в закрытой упаковке.
Используется это средство при сложном ремонте сотовых и для пайки микросхем в корпусе BGA. Ее применение предполагает использование дополнительного оборудования для ремонта мобильных, к примеру, специальные трафареты. Стоит паста довольно дорого, поскольку содержит серебро.
Сейчас в производстве электроники массово применяются припои без свинца.
Способы
Применяется два основных метода пайки медных заготовок:
- Высокотемпературный. Тугоплавкий припой на основе серебра или меди создает жесткое и прочное соединение. Шов называется твердым и выдерживает механические и температурные нагрузки. Чтобы отжиг не приводил к ухудшению прочности основных деталей, следует охлаждать готовую пайку исключительно естественным образом, без обдува холодным воздухом или опускания в жидкость.

Такая пайка применяется для труб размером от 12 до 159 мм, работающих при температуре среды до 125оС.
- Низкотемпературный. Такую пайку называют мягкой. Припои готовят на базе металлов с низкой температурой плавления. Невысокая температура позволяет избежать отжига, и снижения прочности труб не происходит. Метод формирует швы шириной от 7 до 50 мм, на трубах от 6 до 100 мм в диаметре.
Мягкие соединения нельзя использовать при монтаже газопроводов.
Что понадобится в процессе?
Для пайки потребуется:
- флюс для обработки поверхности заготовки;
- припой, соответствующий выбранному методу пайки;
- устройство для снятия фаски с торца трубы;
- проволочные щетка и ерш для того, чтобы зачистить заготовки;
- расширитель труб;
- измерительный инструмент: рулетка, мерный калибр, угольник, ватерпас;
- горелка.
Портативная пропановая горелка дает возможность прогреть стык за несколько секунд. В тех местах, где использование открытого пламени недопустимо, стыки прогревают электропаяльником со сменными прижимами и электродами на разные диаметры трубы
В тех местах, где использование открытого пламени недопустимо, стыки прогревают электропаяльником со сменными прижимами и электродами на разные диаметры трубы
Флюсы и их применение
От правильно подобранного флюса напрямую зависит качество и прочность пайки, аккуратность и ровность шва. При нагреве должна образоваться тонкая пленка между материалами и припоем, усиливающая адгезию последнего с металлом. Чем ниже показатели плавления флюса, тем выше качество работы. Кроме того, эти значения должны быть ниже, чем у припоя. Сегодня производится два типа материалов:
- Активные. В их составе часто присутствуют кислоты (соляная, ортофосфорная). Они хорошо воздействуют на жирный налет, но плохая промывка места коммутации со временем приводит к коррозии. Препараты в быту стараются применять редко, особенно это касается радиоэлектроники. Это обусловлено тем, что они разрушают текстолит, а также при попадании на кожные покровы вызывают ожоги. Кроме того, пары, выделяемые в процессе работы, оказывают токсичное влияние на человека. Наиболее востребованные флюсы — нашатырь, ортофосфорная кислота и бура.
- Пассивные флюсы способствуют удалению отложений жира. Яркими представителями являются воск и канифоль. Это органические вещества, не вызывающие коррозии, необходимы для пайки радиокомпонентов. Последнее время стало востребованным использование материалов с маркировкой ЛТИ для коммутации с легкоплавкими припоями. Кроме того, можно проводить пайку свинца, железа, нержавейки и оцинкованных металлов. В составе присутствуют спирт, канифоль и пр. Минус: под воздействием температур пары выделяют вредные для здоровья вещества. Единственное исключение — препарат ЛТИ-120, в составе которого отсутствуют опасные элементы.
 Наиболее востребованные флюсы — нашатырь, ортофосфорная кислота и бура.
Наиболее востребованные флюсы — нашатырь, ортофосфорная кислота и бура.Существует множество различных видов флюсов. Наиболее востребованные из них:
- Сосновая канифоль. Самый простой и доступный вид. Имеет низкие показатели утечки тока, относится к пассивным типам. Ввиду своей популярности доступна в продаже. Используется в широком спектре работ, растворяется в смеси спирта и глицерина.
- Ортофосфорная кислота. Представляет собой химически активное соединение. Используется при работе с окисленными металлами, никелированной сталью. По окончании работ обязательно нужно очистить место спайки содовым раствором. Это необходимо для погашения кислотной активности и предотвращения разъедания металла.
- Паяльная кислота. Нужна для спайки никеля, углеродистой стали, меди и латуни.
- Паяльный жир. Он бывает активным и нейтральным, используется для окисленных элементов черных и цветных металлов. Нейтральный допустимо применять для работы с радиодеталями, активный — нет.
- Бура. Пригодна для пайки стали, меди и чугуна при высоких температурах.
- ТАГС. Изготовлен на основе глицерина, применяется для радиомонтажа, по окончании работы необходимо обработать места спиртом.
- Флюсы ЗИЛ. Предназначены для работы со сталью, латунью, медью.
- Активные флюсы ФИМ. Подходят для работы с окисленной платиной или серебром. В составе присутствует фосфорная кислота, поэтому необходима промывка содовым раствором.
- ФТС. Препарат, в составе которого отсутствует канифоль. Используется для спайки радиодеталей без дыма.
- Паста «Тиноль» — химическое изделие, предназначенное для пайки термофеном.


Припои оловянно-свинцовые в изделиях, ГОСТ 21931-76 Припои — присадочные металлы (сплавы), способные в расплавленном состоянии заполнить зазор между спаиваемыми изделиями и в результате затвердевания образовывать неразборное прочное соединение. Поставляются в виде круглой проволоки, ленты, трехгранных, круглых прутков, круглых трубок, заполненных флюсом, и порошка Некоторые виды припоев:
Припои оловянно-свинцовые в чушках, ГОСТ 21930-79 Настоящий стандарт распространяется на припои оловянно-свинцовые (ПОС) в чушках и в изделиях, применяемые в основном для лужения и пайки деталей.
Малосурьмянистые
Одним из основных элементов электромонтажных и радиомонтажных работ является пайка. Качество монтажа во многом определяется правильным выбором необходимых припоев и флюсов, применяемых при пайке проводов, сопротивлений, конденсаторов и т. Для облегчения этого выбора ниже приводятся краткие сведения о твердых и легких припоях и флюсах, пользовании ими и их изготовлении. Пайка представляет собой соединение твердых ме- таллов при помощи расплавленного припоя, имеющего температуру плавления меньшую, чем температура плавления основного металла. Припой должен хорошо растворять основной металл, легко растекаться по его поверхности, хорошо смачивать всю поверхность пайки, что обеспечивается лишь при полной чистоте смачиваемой поверхности основного металла. Для удаления окислов и загрязнений с поверхности спаиваемого металла, защиты его от окисления и лучшего смачивания припоем служат химические вещества, называемые флюсами. Температура плавления флюсов ниже, чем температура плавления припоя. Различают две группы флюсов: 1) химически активные, растворяющие пленки окиси, а часто и сам металл (соляная кислота, бура, хлористый аммоний, хлористый цинк) и 2) химически пассивные, защищающие лишь спаиваемые поверхности от окисления (канифоль, воск, стеарин и т. В зависимости от химического состава и температуры плавления припоев различают пайку твердыми и мягкими припоями. К твердым относятся припои с температурой плавления выше 400°С, к легким — припои с температурой плавления до 400°С. Основные материалы, применяемые для пайки. Олово — мягкий, ковкий металл серебристо-белого цвета. Удельный вес при температуре 20°С — 7,31. Температура плавления 231,9°С. Хорошо растворяется в концентрированной соляной или серной кислоте. Сероводород на него почти не влияет. Ценным свойством олова является его устойчивость во многих органических кислотах. При комнатной температуре мало поддается окислению, но при воздействии температуры ниже 18°С способен переходить в серую модификацию («оловянная чума»). В местах появления частиц серого олова происходит разрушение металла. Переход белого олова в серое резко ускоряется при понижении температуры до -50°С. Для пайки может применяться как в чистом виде, так и в виде сплавов с другими металлами. Свинец — синевато-серый металл, мягкий, легко поддается обработке, режется ножом. Удельный вес при температуре 20°С 11,34. Температура плавления 327qC. На воздухе окисляется только с поверхности. В щелочах, а также в азотной и органических кислотах растворяется легко. Стоек против воздействий серной кислоты и сернокислых соединений. Применяется для изготовления припоев. Кадмий — серебристо-белый металл, мягкий, пластичный, механически непрочный. Удельный вес 8,6. Температура плавления 321°С. Применяется как для антикоррозийных покрытий, так и в сплавах со свинцом, оловом, висмутом для легкоплавких припоев. Сурьма — хрупкий серебристо-белый металл. Удельный вес 6,68. Температура плавления 630,5°С. На воздухе не окисляется. Применяется в сплавах со свинцом, оловом, висмутом, кадмием для легкоплавких припоев. Висмут — хрупкий серебристо-серый металл. Удельный вес 9,82. Температура плавления 271°С. Растворяется в азотной и горячей серной кислотах. Цинк — синевато-серый металл. В холодном состоянии хрупок. Удельный вес 7,1. Температура плавления 419°С. В сухом воздухе окисляется, во влажном воздухе покрывается пленкой окиси, которая предохраняет его от разрушения. В соединении с медью дает ряд прочных сплавов.. Легко растворяется в слабых кислотах. Применяется для изготовления твердых припоев и кислотных флюсов. Медь — красноватый металл, тягучий и мягкий. Удельный вес 8,6 — 8,9. Температура плавления 1083 С. Растворяется в серной и азотной кислотах и в аммиаке. В сухом воздухе почти не поддается окислению, в сыром воздухе покрывается окисью зеленого цвета. Применяется для изготовления тугоплавких припоев и сплавов. Канифоль -продукт переработки смолы хвойных деревьев Более светлые сорта канифоли (более тщательно очищенные) считаются лучшими. Температура размягчения канифоли от 55 до 83°С. Применяется как флюс для пайки мягкими припоями. Припой оловянно-свинцовый в изделиях и чушках ГОСТ 21930-76 настоящий стандарт распространяется на оловянно-свинцовые припои, применяемые для лужения и пайки деталей. В зависимости от химического состава оловянно-свинцовые припои изготавливаются следующих марок: Бессурьмянистые — ПОС-90, ПОС-63, ПОС-61, ПОС-50, ПОС-40, ПОС-30, ПОС-10; Малосурьмянистые — ПОССу 61-05, ПОССу 50-05, ПОССу 40-05, ПОССу 35-05, ПОССу 30-05, ПОССу 25-05, ПОССу 18-05; Сурьмянистые — ПОССу 40-2, ПОССу 30-2, ПОССу 25-2, ПОССу 18-2. Припои оловянно-свинцовые изготовляют в соответствии с требованиями настоящего стандарта по технологической инструкции, утвержденной в установленном порядке. Химический состав припоев должен соответствовать требованиям таблицы 1, массовая доля примесей указана в таблице 2. Химический состав оловянно-свинцовых припоев ГОСТ 21931-76 таблица 1
Примесный состав оловянно-свинцовых припоев ГОСТ 21931-76 таблица 2
Мягкие припои. Пайка мягкими припоями получила широкое распространение, особенно при производстве монтажных работ. Наиболее часто применяемые мягкие припои содержат значительное количество олова. В табл. 1 приведены составы некоторых свинцово-оловянных припоев. Таблица 1
При выборе типа припоя необходимо учитывать его особенности и применять в зависимости от назначения спаиваемых деталей. Наибольшее применение находит припой марки ПОС-40. Он применяется при пайке соединительных проводов, сопротивлений, конденсаторов. Припой ПОС-30 используют для пайки экранирующих покрытий, латунных пластинок и других деталей. Наряду с примеиением стандартных марок находит применение и припой ПОС-60 (60% олова и 40% свинца). Мягкие припои изготовляются в виде прутков, болванок, проволоки (диаметром до 3 мм) и трубок, наполненных флюсом. Технология указанных припоев без специальных примесей несложна и вполне осуществима в условиях мастерской: свинец расплавляют в графитовом или металлическом тигле и в него небольшими частями добавляют олово, содержание которого определяют в зависимости от марки припоя. Жидкий сплав перемешивают, снимают нагар с поверхности и расплавленный припой выливают в деревянные или стальные формочки. Добавление висмута, кадмия и других присадок не обязательно. Для пайки различных деталей, не допускающих значительного перегрева, применяются особо легкоплавкие припои, которые получают добавлением в свинцово-оловянные припои висмута и кадмия или одного из этих металлов. В табл. 2 приведены составы некоторых легкоплавких припоев. Таблица 2
При использовании висмутовых и кадмиевых припоев следует учитывать, что они обладают большой хрупкостью и создают менее прочный спай, чем свинцово-оловянные. Твердые припои. Твердые припои создают высокую прочность шва. В электро-и радиомонтажных работах они используются значительно реже, чем мягкие припои. В табл. 3 приведены составы некоторых медно-цинковых припоев. Таблица 3
В зависимости от содержания цинка изменяется цвет припоя. Таблица 4
Серебряные припои обладают большой прочностью, спаянные ими швы хорошо изгибаются и легко обрабатываются. Кроме стандартных серебряных припоев, используются и другие, составы которых приведены в табл. 5. Таблица 5
Первый из них применяется для пайки меди, стали, никеля, второй, обладающий высокой проводимостью,- для пайки проводов; третий может применяться для пайки меди, но не пригоден для черных металлов; четвертый припой обладает особой легкоплавкостью, является универсальным для пайки меди, ее сплавов, никеля, стали. В ряде случаев в качестве припоя используется технически чистая медь с температурой плавления 1083°С. Припои для пайки алюминия. Пайка алюминия вызывает большие затруднения вследствие его способности легко окисляться на воздухе. В последнее время находит применение пайка алюминия с помощью ультразвуковых паяльников. В табл. 6 приведены составы некоторых припоев для пайки алюминия. Таблица 6
При пайке алюминия в качестве флюсов применяют органические вещества: канифоль, стеарин и т. Последний припой (твердый) применяется со сложным флюсом, в состав которого входит: хлористый литий (25-30%), фтористый калий (8-12%), хлористый цинк (8-15%), хлористый калий (59-43%). Температура плавления флюса около 450°С. Флюсы. От качества флюса во многом зависит хорошее смачивание припоем мест спайки и образование прочных швов. При температуре паяния флюс должен плавиться и растекаться равномерным слоем, в момент же пайки он должен всплывать на внешнюю поверхность припоя. Температура плавления флюса должна быть несколько «иже температуры плавления применяемого припоя. Химически активные флюсы (кислотные)- это флюсы, имеющие в большинстве случаев в своем составе свободную соляную кислоту. Существенным недостатком кислотных флюсов является интенсивное образование коррозии паяных швов. К химически активным флюсам прежде всего относится соляная кислота, которая употребляется для пайки стальных деталей мягкими припоями. Кислота, оставшаяся после пайки на поверхности металла, растворяет его и вызывает, появление коррозии. Хлористый цинк (травленая кислота) в зависимости от условий пайки применяется в виде порошка или раствора. Используется для пайки латуни, меди и стали. Для приготовления флюса необходимо в свинцовой или стеклянной посуде растворить одну весовую часть цинка в пяти весовых частях 50-процентной соляной кислоты. Признаком образования хлористого цинка служит прекращение выделения пузырьков водорода. Из-за того, что в растворе всегда имеется небольшое количество свободной кислоты, в местах пайки возникает коррозия, поэтому после пайки место спая должно тщательно промываться в проточной горячей воде. Пайку с хлористым цинком в помещении, где находится радиоаппаратура, производить нельзя. Бура (водная натриевая соль пироборной кислоты) применяется как флюс при пайке латунными и серебряными припоями. Легко растворяется в воде. При нагревании превращается в стекловидную массу. Температура плавления 741°С. Соли, образующиеся при пайке бурой, необходимо удалять механической зачисткой. Порошок буры следует хранить в герметически закрытых стеклянных банках. Нашатырь (хлористый аммоний) применяется в виде порошка для очистки рабочей поверхности паяльника перед лужением. Химически пассивные флюсы (бескислотные). К бескислотным флюсам относятся различные органические вещества: канифоль, жиры, масла и глицерин. Наиболее широко в электро- и радиомонтажных работах применяется канифоль (в сухом виде или раствор ее в спирте). Самое ценное свойство канифоли, как флюса, заключается в том, что ее остатки после пайки не вызывают коррозии металлов. Стеарин не вызывает коррозии. Используется для пайки с особо мягкими припоями свинцовых оболочек кабелей, муфт и др. Температура плавления около 50°С. В последнее время широкое применение получила группа флюсов ЛТИ, применяемых для пайки металлов мягкими припоями. По своим антикоррозийным свойствам флюсы ЛТИ не уступают бескислотным, но в то же время с ними можно паять металлы, которые раньше не поддавались пайке, например детали с гальваническими покрытиями. Флюсы ЛТИ могут применяться также для пайки железа и его сплавов (включая нержавеющую сталь), меди и ее сплавов и металлов с высоким удельным сопротивлением (см. Таблица 7
При пайке с флюсом ЛТИ достаточно произвести очистку мест пайки только от масел, ржавчины и других загрязнений. Но флюсы ЛТИ-1 и ЛТИ-115 имеют один большой недостаток: после пайки остаются темные пятна, а также при работе с ними необходима интенсивная вентиляция. Флюс ЛТИ-120 не оставляет темных пятен после пайки и не требует интенсивной вентиляции, поэтому применение его значительно шире. Обычно остатки флюса после пайки можно не удалять. Но если изделие будет эксплуатироваться в тяжелых коррозийных условиях, то после пайки остатки флюса удаляются при помощи концов, смоченных спиртом или ацетоном.
ЛЕГКОПЛАВКИЕ ПРИПОИ
2 Для припайки к стеклу 3 Пайка плавких сигнальных предохранителей 4 Для пайки алюминия и его сплавов 5 Для пайки монтажных проводов с ПВХ изоляцией, обмоточных проводов, герметичных швов, изделий из закаленной стали 6 Для пайки токоведущих деталей из латуни, серебра, луженого никеля 7 Для пайки деталей и узлов под гальванические покрытия, серебряные, золоченые (припой с высокой коррозионной устойчивостью) 8 Для лужения и пайки кабельных изделий 9 Для лужения и пайки токоведущих деталей из меди, цинка и их сплавов, для пайки деталей приборов и радиоаппаратуры, для лужения перед пайкой более легкоплавкими припоями 10 Дешевый припой для различных работ 11 Припой с повышенной устойчивостью к ползучести 12 Припой с высокой стойкостью к щелочной коррозии 13 Для пайки молибдена и вольфрама 14 Для пайки серебра, стекла и керамики 15 Для пайки пищевой посуды, тары для медикаментов и воды (для этих целей пригоден припой ПОС-90) 16 Для пайки магния и его сплавов 17 Для пайки деталей из оцинкованной стали, цинка, медных сплавов, для пайки наружных деталей приборов | ||||||||||

 0-5.0
0-5.0
 п.
п.

 Применяется в сплавах с оловом, свинцом, кадмием для получения легкоплавких припоев.
Применяется в сплавах с оловом, свинцом, кадмием для получения легкоплавких припоев.
 5-63.5
5-63.5 05-0.5
05-0.5 05-0.5
05-0.5 5-2.0
5-2.0 10
10 02
02 10
10 02
02 002
002 2
2 08
08
 1
1 При пайке деталей, не допускающих перегрева, используются припои, имеющие низкую температуру плавления.
При пайке деталей, не допускающих перегрева, используются припои, имеющие низкую температуру плавления.

 Эти припои применяются для пайки бронзы, латуни, стали и других металлов, имеющих высокую температуру плавления. Припой ПМЦ-42 применяется при пайке латуни с содержанием 60-68% меди. Припой ПМЦ-52 применяется при пайке меди и бронзы. Медно-цинковые припои изготовляются путем сплавления меди и цинка в электропечах, в графитовом тигле. По мере расплавления меди в тигель добавляют цинк, после расплавления цинка добавляется около 0,05% фосфорной меди. Расплавленный припой разливается в формочки. Температура плавления припоя должна быть меньше температуры плавления припаиваемого металла. Кроме указанных медно-цинковых припоев, находят применение и серебряные припои. Составы последних приведены в табл. 4.
Эти припои применяются для пайки бронзы, латуни, стали и других металлов, имеющих высокую температуру плавления. Припой ПМЦ-42 применяется при пайке латуни с содержанием 60-68% меди. Припой ПМЦ-52 применяется при пайке меди и бронзы. Медно-цинковые припои изготовляются путем сплавления меди и цинка в электропечах, в графитовом тигле. По мере расплавления меди в тигель добавляют цинк, после расплавления цинка добавляется около 0,05% фосфорной меди. Расплавленный припой разливается в формочки. Температура плавления припоя должна быть меньше температуры плавления припаиваемого металла. Кроме указанных медно-цинковых припоев, находят применение и серебряные припои. Составы последних приведены в табл. 4. Припои ПСР-10 и ПСР-12 применяются для пайки латуни, содержащей не менее 58% меди, припои ПСР-25 и ПСР-45 — для пайки меди, бронзы и латуни, припой ПСР-70 с наиболее высоким содержанием серебра — для пайки волноводов, объемных контуров и т. п.
Припои ПСР-10 и ПСР-12 применяются для пайки латуни, содержащей не менее 58% меди, припои ПСР-25 и ПСР-45 — для пайки меди, бронзы и латуни, припой ПСР-70 с наиболее высоким содержанием серебра — для пайки волноводов, объемных контуров и т. п.
 п.
п. После пайки изделия необходимо промыть горячей проточной водой. Применение соляной кислоты при пайке радиоаппаратуры запрещается, так как во время эксплуатации возможно нарушение электрических контактов в местах пайки. Следует учитывать, что соляная кислота при попадании на тело вызывает ожоги.
После пайки изделия необходимо промыть горячей проточной водой. Применение соляной кислоты при пайке радиоаппаратуры запрещается, так как во время эксплуатации возможно нарушение электрических контактов в местах пайки. Следует учитывать, что соляная кислота при попадании на тело вызывает ожоги. Применять хлористый цинк для пайки электро и радиоаппаратуры также нельзя. Хранить хлористый цинк необходимо в стеклянной посуде с плотно закрытой стеклянной пробкой.
Применять хлористый цинк для пайки электро и радиоаппаратуры также нельзя. Хранить хлористый цинк необходимо в стеклянной посуде с плотно закрытой стеклянной пробкой. Канифоль не обладает ни восстанавливающими, ни растворяющими свойствами. Она служит исключительно для предохранения места пайки от окисления. Для приготовления спирто-во-канифольного флюса берется одна весовая часть толченой канифоли, которая растворяется в шести весовых частях спирта. После полного растворения канифоли флюс считается готовым. При применении канифоли места пайки должны быть тщательно очищены от окислов. Часто для пайки с канифолью детали следует предварительно облуживать.
Канифоль не обладает ни восстанавливающими, ни растворяющими свойствами. Она служит исключительно для предохранения места пайки от окисления. Для приготовления спирто-во-канифольного флюса берется одна весовая часть толченой канифоли, которая растворяется в шести весовых частях спирта. После полного растворения канифоли флюс считается готовым. При применении канифоли места пайки должны быть тщательно очищены от окислов. Часто для пайки с канифолью детали следует предварительно облуживать. табл. 7).
табл. 7). При пайке оцинкованных деталей удалять цинк с места пайки не следует. Перед пайкой деталей с окалиной последняя должна быть удалена травлением в кислотах. Предварительное травление латуни не требуется. Флюс наносится на место спая с помощью кисточки, что можно сделать заблаговременно. Хранить флюс следует в стеклянной или керамической посуде. При пайке деталей сложного профиля можно применять паяльную пасту с добавлением флюса ЛТИ-120. Она состоит из 70-80 г вазелина, 20-25 г канифоли и 50-70 млг флюса ЛТИ-120.
При пайке оцинкованных деталей удалять цинк с места пайки не следует. Перед пайкой деталей с окалиной последняя должна быть удалена травлением в кислотах. Предварительное травление латуни не требуется. Флюс наносится на место спая с помощью кисточки, что можно сделать заблаговременно. Хранить флюс следует в стеклянной или керамической посуде. При пайке деталей сложного профиля можно применять паяльную пасту с добавлением флюса ЛТИ-120. Она состоит из 70-80 г вазелина, 20-25 г канифоли и 50-70 млг флюса ЛТИ-120. Изготовление флюса технологически несложно: в чистую деревянную или стеклянную посуду заливается спирт, насыпается измельченная канифоль до получения однородного раствора, затем вводится триэтаноламин, а затем активные добавки. После загрузки всех компонентов смесь перемешивается в течение 20-25 минут. Изготовленный флюс необходимо проверить на нейтральную реакцию с лакмусом или метилоранжем. Срок хранения флюса не более 6 месяцев.
Изготовление флюса технологически несложно: в чистую деревянную или стеклянную посуду заливается спирт, насыпается измельченная канифоль до получения однородного раствора, затем вводится триэтаноламин, а затем активные добавки. После загрузки всех компонентов смесь перемешивается в течение 20-25 минут. Изготовленный флюс необходимо проверить на нейтральную реакцию с лакмусом или метилоранжем. Срок хранения флюса не более 6 месяцев. пл., C
пл., C ..90
..90 ..174
..174 ..50
..50 ..0,8
..0,8 ..18
..18 ..256
..256 ..6
..6 ..13
..13 ..305
..305ПОС-61 — Изолитсервис
Припой ПОС-61 – это сплав 60% олова и 39% свинца. Интервал плавления 183-190ºС.
Интервал плавления 183-190ºС.
Выбор припоя производят в зависимости от соединяемых металлов или сплавов, от способа пайки, температурных ограничений, размера деталей требуемой механической прочности и коррозионной стойкости и др.
Выпускают легкоплавкие припои в виде литых чушек, прутков, проволоки, лент фольги, порошков, трубок диаметром от 1 до 5 мм, заполненных канифолью, а также в виде паст, составленных из порошка припоя и жидкого флюса.
Химический состав:
|
№ |
Марка | Химический состав, % | ||||
| Основные компоненты, % | ||||||
| Олово | Сурьма | Кадмий | Медь | Свинец | ||
|
1 |
ПОС 61 |
59-61 | — | Остальное | ||
|
2 |
ПОС 40 |
39-41 | То же | |||
|
3 |
ПОС 30 |
29-31 | ||||
|
4 |
ПОСУ 50-18 |
49-51 | — | 17-19 | — | |
|
5 |
ПОССу 61-0,5 |
59-61 | 0,05-0,5 |
—
|
||
|
6 |
ПОССу 40-0,5 |
39-41 | 0,05-0,5 | |||
|
7 |
ПОССу 30-0,5 |
29-31 | 0,05-0,5 | |||
|
8 |
ПОССу 40-2 |
39-41 | 1,5-1,2 | |||
|
9 |
ПОССу 30-2 |
29-31 | 1,5-1,2 | |||
|
10 |
ПОССу 18-2 |
17-18 | 1,5-1,2 | |||
|
№ |
Марка | Химический состав, % | ||||||||
| Массовая доля примесей, не более, % | ||||||||||
| Сурьма | Медь | Висмут | Мышьяк | Железо | Никель | Сера | Цинк | Алюминий | ||
|
1 |
ПОС 61 |
0,05 | 0,05 | 0,01 | 0,02 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 |
|
2 |
ПОС 40 |
0,05 | 0,05 | 0,01 | 0,02 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 |
|
3 |
ПОС 30 |
0,05 | 0,05 | 0,01 | 0,02 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 |
|
4 |
ПОСУ 50-18 |
0,2 | 0,08 | 0,01 | 0,03 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 |
|
5 |
ПОССу 61-0,5 |
— | 0,05 | 0,01 | 0,02 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 |
|
6 |
ПОССу 40-0,5 |
0,05 | 0,01 | 0,02 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | |
|
7 |
ПОССу 30-0,5 |
0,05 | 0,01 | 0,02 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | |
|
8 |
ПОССу 40-2 |
0,08 | 0,02 | 0,02 | 0,08 | 0,02 | 0,02 | 0,002 | 0,002 | |
|
9 |
ПОССу 30-2 |
0,08 | 0,02 | 0,02 | 0,08 | 0,02 | 0,02 | 0,002 | 0,002 | |
|
10 |
ПОССу 18-2 |
0,08 | 0,02 | 0,02 | 0,08 | 0,02 | 0,02 | 0,002 | 0,002 | |
Область применения:
|
Марка |
Область применения |
|
|
1 |
ПОС 61 |
Для лужения и пайки электро- и радиоаппаратуры, печатных схем, точных приборов с высокотемпературными швами, где недопустим перегрев. |
|
2 |
ПОС 40 |
Для лужения и пайки электроаппаратуры, деталей из оцинкованного железа с герметичными швами. Интервал плавления 183-238ºС. |
|
3 |
ПОС 30 |
Для пайки и лужения деталей из меди и ее сплавов. Интервал плавления 183-250ºС. |
|
4 |
ПОССу 61-0,5 |
Для лужения и пайки электроаппаратуры, пайки элементов печатных плат, обмоток электрических машин, оцинкованных радиодеталей при жестких требованиях к температуре. |
|
5 |
ПОССу 40-0,5 |
Для лужения и пайки жести, обмоток электрических машин, для пайки монтажных элементов, моточных и кабельных изделий, радиаторных трубок, оцинкованных деталей холодильных агрегатов. |
|
6 |
ПОССу 30-0,5 |
Для лужения и пайки листового цинка, радиаторов. |
|
7 |
ПОССу 40-2 |
Для лужений и пайки холодильных устройств, тонколистовой упаковки. Припой широкого применения. |
|
8 |
ПОССу 30-2 |
Для лужения и пайки в холодильном аппаратостроении, электроламповом производстве, автомобилестроении, для абразивной пайки. |
|
9 |
ПОССу 18-2 |
Для пайки в автомобилестроении. |
 Интервал плавления 183-190ºС.
Интервал плавления 183-190ºС.

Сортамент:
| Номинальный диаметр проволоки | Предельное отклонение |
| 0,5 | (+/-)0,05 |
| 0,6 | (+/-)0,06 |
| 0,8 | (+/-)0,08 |
| 1,0 | (+/-)0,10 |
| 1,2 | (+/-)0,09 |
| 1,5 | (+/-)0,10 |
| 1,8 | (+/-)0,10 |
| 2,0 | (+/-)0,10 |
| 2,5 | (+/-)0,12 |
| 3,0 | (+/-)0,15 |
| 3,5 | (+/-)0,17 |
| 4,0 | (+/-)0,17 |
| 5,0 | (+/-)0,17 |
| 6,0 | (+/-)0,18 |
| 7,0 | (+/-)0,20 |
| Прутки круглые | Прутки трехгранные | Прутки квадратные | |||
| номинальный диаметр |
предполагаемое отклонение |
размер сторон | предполагаемое отклонение |
размер сторон | предполагаемое отклонение |
| 8 | (+/-)0,24 | 10 | (+/-)0,30 | 5 | (+/-)0,25 |
| 10 | (+/-)0,30 | 12 | (+/-)0,36 | 7 | (+/-)0,35 |
| 12 | (+/-)0,36 | 14 | (+/-)0,42 | 9 | (+/-)0,45 |
| 15 | (+/-)0,45 | 16 | (+/-)0,48 | 11 | (+/-)0,55 |
| 13 | (+/-)0,55 | ||||
| 15 | (+/-)0,55 | ||||
| Номинальный диаметр трубки | Предельное отклонение наружного диаметра | |
| наружный | внутренний | |
| 1,0 | 0,5 | (+/-)0,05 |
| 1,5 | 0,7 | (+/-)0,07 |
| 2,0 | 1,0 | (+/-)0,07 |
| 2,5 | 1,2 | (+/-)0,07 |
| 3,0 | 1,5 | (+/-)0,09 |
| 4,0 | 2,0 | (+/-)0,12 |
| 5,0 | 2,5 | (+/-)0,15 |
ГОСТ 21930-76
ГОСТ 21930-76
Группа В51
ОКП 17 2300*
_________________
* См. примечания ФГУП «СТАНДАРТИНФОРМ».
примечания ФГУП «СТАНДАРТИНФОРМ».
Дата введения 1978-01-01
_________________
* См. примечания ФГУП «СТАНДАРТИНФОРМ».
1. РАЗРАБОТАН И ВНЕСЕН Министерством цветной металлургии СССР
РАЗРАБОТЧИКИ
В.А.Аршинников; З.Я.Каменецкая; А.И.Даутова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 16.06.76 N 1448
ИЗМЕНЕНИЕ N 4 ГОСТ 21930-76 Принято Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 6 от 21.10.94)
За принятие проголосовали:
Наименование государства | Наименование национального органа стандартизации |
Азербайджанская Республика | Азгосстандарт |
Республика Армения | Армгосстандарт |
Республика Белоруссия | Госстандарт Белоруссии |
Грузия | Грузстандарт |
Республика Казахстан | Госстандарт Республики Казахстан |
Киргизская Республика | Киргизстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Узбекистан | Узгосстандарт |
Украина | Госстандарт Украины |
3. ВЗАМЕН ГОСТ 1499-70 в части чушек
ВЗАМЕН ГОСТ 1499-70 в части чушек
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
5. Ограничение срока действия снято по протоколу N 2-92 Межгосударственного cовета по стандартизации, метрологии и сертификации (ИУС 2-93)
6. ПЕРЕИЗДАНИЕ (октябрь 1997 г.) с Изменениями N 1, 2, 3, 4, утвержденными в декабре 1982 г., июне 1987 г., июле 1990 г., марте 1995 г. (ИУС 3-83, 9-87, 10-90, 6-95)
Переиздание (по состоянию на июль 2008 г.)
Настоящий стандарт распространяется на оловянно-свинцовые припои в чушках, применяемые для лужения и пайки деталей.
(Измененная редакция, Изм. N 1, 2, 3).
1. МАРКИ
1.1. В зависимости от химического состава оловянно-свинцовые припои изготавливаются следующих марок:
бессурьмянистые — ПОС 90, ПОС 63, ПОС 61, ПОС 40, ПОС 30, ПОС 10, ПОС 61М, ПОСК 50-18, ПОСК 2-18;
малосурьмянистые — ПОССу 61-0,5, ПОССу 50-0,5, ПОССу 40-0,5, ПОССу 35-0,5, ПОССу 30-0,5, ПОССу 25-0,5, ПОССу 18-0,5;
сурьмянистые — ПОСу 95-5, ПОССу 40-2, ПОССу 35-2, ПОССу 30-2, ПОССу 25-2, ПОССу 18-2, ПОССу 15-2, ПОССу 10-2, ПОССу 8-3; ПОССу 5-1, ПОССу 4-6, ПОССу 4-4.
Примеры условных обозначений:
Припой в чушках марки ПОС 40:
Припой Ч ПОС 40 ГОСТ 21930-76
То же, марки ПОССу 18-0,5:
Припой Ч ПОССу 18-0,5 ГОСТ 21930-76
(Измененная редакция, Изм. N 3, 4).
Марка припоя | Код ОКП | Массовая доля, % | |||||||||||||||
основных компонентов | примесей, не более | ||||||||||||||||
Олово | Сурьма | Кадмий | Медь | Свинец | Сурьма | Медь | Висмут | Мышьяк | Железо | Никель | Сера | Цинк | Алю- | Свинец | |||
Бессурьмянистые | |||||||||||||||||
ПОС 90 | 17 2311 1100 04 | 89-91 | — | — | — | Осталь- | 0,10 | 0,05 | 0,1 | 0,01 | |||||||
ПОС 63 | 17 2312 0100 | 62,5-63,5 | — | — | — | То же | 0,05 | 0,05 | 0,1 | 0,02 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | — | |
ПОС 61 | 17 2312 1100 10 | 59-61 | — | — | — | « | 0,10 | 0,05 | 0,2 | 0,02 | |||||||
ПОС 40 | 17 2314 1100 00 | 39-41 | — | — | — | « | 0,10 | 0,05 | 0,02 | ||||||||
ПОС 30 | 17 2321 1100 09 | 29-31 | — | — | — | « | 0,10 | 0,05 | 0,02 | ||||||||
ПОС 10 | 17 2326 1100 06 | 9-10 | — | — | — | « | 0,10 | 0,05 | 0,02 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | — | ||
ПОС 61М | 17 2312 1200 07 | 59-61 | — | — | 1,2-2,0 | « | 0,20 | — | 0,01 | ||||||||
ПОСК 50-18 | 17 2313 1200 02 | 49-51 | — | 17-19 | — | « | 0,20 | 0,08 | 0,03 | ||||||||
ПОСК 2-18 | 17 2343 1100 09 | 1,8-2,3 | — | 17,5-18,5 | — | « | 0,05 | 0,05 | 0,01 | ||||||||
Малосурьмянистые | |||||||||||||||||
ПОССу 61-0,5 | 17 2312 1400 01 | 59-61 | 0,05-0,5 | — | — | Осталь- | — | 0,05 | 0,2 | 0,02 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | — | |
ПОССу 50-0,5 | 17 2313 1100 05 | 49-51 | — | — | То же | 0,05 | 0,1 | 0,02 | |||||||||
ПОССу 40-0,5 | 17 2314 1200 08 | 39-41 | — | — | « | 0,05 | 0,2 | 0,02 | |||||||||
ПОССу 35-0,5 | 17 2315 1200 03 | 34-36 | — | — | « | 0,05 | 0,02 | ||||||||||
ПОССу 30-0,5 | 17 2321 1200 06 | 29-31 | — | — | « | 0,05 | 0,02 | ||||||||||
ПОССу 25-0,5 | 17 2322 1200 01 | 24-26 | — | — | « | 0,05 | 0,02 | ||||||||||
ПОССу 18-0,5 | 17 2323 1100 10 | 17-18 | — | — | « | 0,05 | 0,02 | ||||||||||
Сурьмянистыe | |||||||||||||||||
ПОСу 95-5 | 17 2311 1200 01 | Осталь- ное | 4,0-5,0 | — | — | — | 0,05 | 0,1 | 0,04 | 0,02 | 0,02 | 0,02 | 0,002 | 0,002 | 0,07 | ||
ПОССу 40-2 | 17 2314 1300 05 | 39-41 | 1,5-2,0 | — | Осталь- | 0,08 | 0,2 | 0,02 | 0,08 | — | |||||||
ПОССу 35-2 | 17 2315 1300 00 | 34-36 | 1,5-2,0 | — | То же | 0,08 | 0,02 | ||||||||||
ПОССу 30-2 | 17 2321 1300 03 | 29-31 | 1,5-2,0 | — | « | 0,08 | 0,02 | ||||||||||
ПОССу 25-2 | 17 2322 1300 09 | 24-26 | 1,5-2,0 | — | « | 0,08 | 0,02 | ||||||||||
ПОССу 18-2 | 17 2323 1200 07 | 17-18 | 1,5-2,0 | — | « | 0,08 | 0,02 | ||||||||||
ПОССу 15-2 | 17 2324 1100 05 | 14-15 | 1,5-2,0 | — | « | 0,08 | 0,02 | ||||||||||
ПОССу 10-2 | 17 2326 1200 03 | 9-10 | 1,5-2,0 | — | « | 0,08 | 0,02 | ||||||||||
ПОССу 8-3 | 17 2326 1300 00 | 7-8 | 2,0-3,0 | — | « | 0,1 | 0,05 | ||||||||||
ПОССу 5-1 | 17 2327 1100 01 | 4-5 | 0,5-1,0 | — | « | 0,08 | 0,02 | ||||||||||
ПОССу 4-6 | 17 2327 1200 09 | 3-4 | 5,0-6,0 | — | « | 0,1 | 0,05 | ||||||||||
ПОССу 4-4 | 17 2327 1300 06 | 3-4 | 3,0-4,0 | — | « | 0,1 | 0,05 | ||||||||||
Примечания:
1. По требованию потребителя массовая доля мышьяка в бессурьмянистых припоях марок ПОС 61, ПОС 40 и ПОС 30 должна быть не более 0,01%.
По требованию потребителя массовая доля мышьяка в бессурьмянистых припоях марок ПОС 61, ПОС 40 и ПОС 30 должна быть не более 0,01%.
2. В сурьмянистых припоях марок ПОССу 40-2, ПОССу 30-2 и ПОССу 18-2, применяемых в автомобилестроении, допускается массовая доля меди до 0,1% и мышьяка — до 0,05%.
3. Содержание примесей железа, серы, никеля, цинка, алюминия обеспечивается технологией изготовления.
(Измененная редакция, Изм. N 3, 4).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Припои оловянно-свинцовые в чушках изготовляют в соответствии с требованиями настоящего стандарта по технологической инструкции, утвержденной в установленном порядке.
Химический состав припоев должен соответствовать требованиям таблицы.
(Измененная редакция, Изм. N 1, 2).
2.2. Форма чушек припоев всех марок приведена в приложении 3. Размеры чушек, указанные в приложении 3, приведены для конструирования и изготовления изложниц.
Допускаемые отклонения по размерам изложниц должны соответствовать 13 классу точности по ГОСТ 26645.
(Измененная редакция, Изм. N 4).
2.3 Поверхность чушек не должна иметь шлаковых и других инородных включений. Допускается наличие усадочных раковин и трещин.
(Измененная редакция, Изм. N 2).
2.4. Физико-механические свойства припоев приведены в приложении 1.
2.5. Области преимущественного применения припоев приведены в приложении 2.
Разд.2а (Исключен, Изм. N 3).
3. ПРАВИЛА ПРИЕМКИ
3.1. Припои принимают партиями. Каждая партия должна состоять из чушек одной марки и одной плавки. Масса партии не ограничивается.
Каждая партия чушек сопровождается документом о качестве, содержащим:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение припоя;
результаты химического анализа или подтверждение о соответствии качества припоя требованиям настоящего стандарта;
номер партии;
массу нетто в килограммах;
дату изготовления.
(Измененная редакция, Изм. N 1, 2, 3).
3.2. Внешнему осмотру подвергают каждую чушку партии.
3.3. Для контроля химического состава припоя от партии отбирают каждую пятидесятую чушку, но не менее пяти чушек.
На предприятии-изготовителе допускается проверку химического состава проводить на пробе, отобранной от расплавленного металла в начале, середине и конце разлива плавки.
Контроль содержания примесей железа, серы, никеля, цинка и алюминия в припоях всех марок изготовитель проводит в процессе изготовления.
(Измененная редакция, Изм. N 1, 2, 3).
3.4. При получении неудовлетворительных результатов проверки химического состава проводят повторную проверку на удвоенной выборке, взятой от той же партии.
Результаты повторных испытаний распространяются на всю партию.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Контроль поверхности чушек производят визуальным осмотром.
4.2. Отбор проб — по ГОСТ 24231. Стружку, отобранную от всех чушек, измельчают до крупности частиц не более 5 мм без контрольного просева, тщательно перемешивают и сокращают квартованием до лабораторной пробы массой 200 г.
Лабораторную пробу расплавляют в тигле и растирают на бельтинге до размеров частиц не более 2 мм, перемешивают и обрабатывают магнитом. Лабораторную пробу делят на две части: одну часть направляют на химический анализ, другую сохраняют на случай разногласия в оценке качества партии.
Пробы от жидкого металла отбирают в виде сплесок и стержней диаметром 8 мм, длиной 75 мм.
(Измененная редакция, Изм. N 1, 2, 3, 4).
4.3. Стружку припоев, содержащих свыше 2,5% сурьмы, просеивают через сетку N 08 по ГОСТ 6613 для определения мелкой фракции. За результат анализа принимают расчетные данные результатов анализа обеих фракций.
(Измененная редакция, Изм. N 1, 2).
4. 4. Химический состав припоев определяют по ГОСТ 1429.0 — ГОСТ 1429.15 или другими методами, обеспечивающими требуемую точность определения.
4. Химический состав припоев определяют по ГОСТ 1429.0 — ГОСТ 1429.15 или другими методами, обеспечивающими требуемую точность определения.
При разногласиях в оценке химического состава припоя определение его проводят по ГОСТ 1429.0 — ГОСТ 1429.11.
(Измененная редакция, Изм. N 2).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На каждой чушке припоя выбивают:
а) товарный знак предприятия-изготовителя;
б) обозначение марки припоя;
в) номер плавки.
Обозначение марки припоя наносится на лицевой поверхности чушки с левой стороны цифрами, соответствующими процентному содержанию основных компонентов без указания буквенного обозначения ПОС, ПОССу, ПОСу, ПОСК. Номер плавки выбивается с правой стороны лицевой поверхности чушки.
Примеры нанесения обозначения марки припоя:
Припой марки ПОС 90: 90.
Припой марки ПОС 61М: 61М.
(Измененная редакция, Изм. N 2, 3).
5.1а. Чушки припоев транспортируют без упаковывания транспортными пакетами или в контейнерах по ГОСТ 18477. Пакеты чушек должны быть обвязаны стальной упаковочной лентой размерами не менее 0,8х30 мм по ГОСТ 3560, скрепленной в замок. Допускается применение других средств скрепления, обеспечивающих сохранность пакета по ГОСТ 21650. Масса пакета не более 1250 кг. Допускается увеличение пакета до 1500 кг при условии проведения погрузки и выгрузки на подъездных путях грузоотправителя и грузополучателя, при этом пол вагона по ходу погрузчика должен выстилаться металлическими листами толщиной 3-4 мм.
Схемы укладки и скрепления чушек припоев в пакеты приведены в приложении 4.
При перевозке воздушным транспортом чушки упаковывают в плотные дощатые ящики типа II-1 по ГОСТ 2991, размерами по ГОСТ 21140, выстланные изнутри полиэтиленовой пленкой по ГОСТ 10354. Масса брутто ящиков — не более 60 кг.
(Измененная редакция. Изм. N 1, 2, 3, 4).
Изм. N 1, 2, 3, 4).
5.2. Транспортная маркировка — по ГОСТ 14192.
5.3. Чушки припоев перевозят транспортом всех видов в крытых транспортных средствах в соответствии с правилами перевозок грузов, действующими на транспорте данного вида.
5.2, 5.3. (Измененная редакция, Изм. N 1).
5.4. Припой должен храниться в закрытом помещении.
Разд.6 (Исключен, Изм. N 1).
ПРИЛОЖЕНИЕ 1 (cправочное). ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА ПРИПОЕВ
ПРИЛОЖЕНИЕ 1
Справочное
Марка припоя | Температура плавления, °С | Плот- | Удельное электросо- | Теплопро- | Времен- | Относи- | Ударная вязкость, кгс/см | Твер- | |
Солидус | Ликвидус | ||||||||
ПОС 90 | 183 | 220 | 7,6 | 0,120 | 0,130 | 4,9 | 40 | 4,2 | 15,4 |
ПОС 61 | 183 | 190 | 8,5 | 0,139 | 0,120 | 4,3 | 46 | 3,9 | 14,0 |
ПОС 40 | 183 | 238 | 9,3 | 0,159 | 0,100 | 3,8 | 52 | 4,0 | 12,5 |
ПОС 10 | 268 | 299 | 10,8 | 0,200 | 0,084 | 3,2 | 44 | 3,2 | 12,5 |
ПОС 61М | 183 | 192 | 8,5 | 0,143 | 0,117 | 4,5 | 40 | 1,1 | 14,9 |
ПОСК 50-18 | 142 | 145 | 8,8 | 0,133 | 0,130 | 4,0 | 40 | 4,9 | 14,0 |
ПОССу 61-0,5 | 183 | 189 | 8,5 | 0,140 | 0,120 | 4,5 | 35 | 3,7 | 13,5 |
ПОССу 50-0,5 | 183 | 216 | 8,9 | 0,149 | 0,112 | 3,8 | 62 | 4,4 | 13,2 |
ПОССу 40-0,5 | 183 | 235 | 9,3 | 0,169 | 0,100 | 4,0 | 50 | 4,0 | 13,0 |
ПОССу 35-0,5 | 183 | 245 | 9,5 | 0,172 | 0,100 | 3,8 | 47 | 3,9 | 13,3 |
ПОССу 30-0,5 | 183 | 255 | 8,7 | 0,179 | 0,090 | 3,6 | 45 | 3,9 | 13,2 |
ПОССу 25-0,5 | 183 | 266 | 10,0 | 0,182 | 0,090 | 3,6 | 45 | 3,9 | 13,6 |
ПОССу 18-0,5 | 183 | 277 | 10,2 | 0,198 | 0,084 | 3,6 | 50 | 3,6 | — |
ПОСу 95-5 | 234 | 240 | 7,3 | 0,145 | 0,110 | 4,0 | 46 | 5,5 | 18,0 |
ПОССу 40-2 | 185 | 229 | 9,2 | 0,172 | 0,100 | 4,3 | 48 | 2,8 | 14,2 |
ПОССу 35-2 | 185 | 243 | 9,4 | 0,179 | 0,090 | 4,0 | 40 | 2,6 | — |
ПОССу 30-2 | 185 | 250 | 9,6 | 0,182 | 0,090 | 4,0 | 40 | 2,5 | — |
ПОССу 25-2 | 185 | 260 | 9,8 | 0,185 | 0,090 | 3,8 | 35 | 2,4 | — |
ПОССу 18-2 | 186 | 270 | 10,1 | 0,206 | 0,081 | 3,6 | 35 | 1,9 | 11,7 |
ПОССу 15-2 | 184 | 275 | 10,3 | 0,208 | 0,080 | 3,6 | 35 | 1,9 | 12,0 |
ПОССу 10-2 | 268 | 285 | 10,7 | 0,208 | 0,080 | 3,5 | 30 | 1,9 | 10,8 |
ПОССу 8-3 | 240 | 290 | 10,5 | 0,207 | 0,081 | 4,0 | 43 | 1,7 | 12,8 |
ПОССу 5-1 | 275 | 308 | 11,2 | 0,200 | 0,084 | 3,3 | 40 | 2,8 | 10,7 |
ПОССу 4-6 | 244 | 270 | 10,7 | 0,208 | 0,080 | 6,5 | 15 | 0,8 | 17,3 |
ПРИЛОЖЕНИЕ 2 (рекомендуемое).
 ОБЛАСТИ ПРЕИМУЩЕСТВЕННОГО ПРИМЕНЕНИЯ ОЛОВЯННО-СВИНЦОВЫХ ПРИПОЕВ
ОБЛАСТИ ПРЕИМУЩЕСТВЕННОГО ПРИМЕНЕНИЯ ОЛОВЯННО-СВИНЦОВЫХ ПРИПОЕВ
ПРИЛОЖЕНИЕ 2
Рекомендуемое
Марка припоя | Область применения |
ПОС 90 | Для лужения и пайки внутренних швов пищевой посуды и медицинской аппаратуры |
ПОС 63 | Групповая пайка печатного монтажа, пайка на автоматизированных линиях волной припоя, окунанием с протягиванием |
ПОС 61 | Для лужения и пайки электро- и радиоаппаратуры, печатных схем, точных приборов с высокогерметичными швами, где недопустим перегрев |
ПОС 40 | Для лужения и пайки электроаппаратуры, деталей из оцинкованного железа с герметичными швами |
ПОС 10 | Для лужения и пайки контактных поверхностей электрических аппаратов, приборов, реле, для заливки и лужения контрольных пробок топок паровозов |
ПОС 61М | Для лужения и пайки электропаяльниками тонких (толщиной менее 0,2 мм) медных проволок, фольги, печатных проводников в кабельной, электро- и радиоэлектронной промышленности. |
ПОСК 50-18 | Для пайки деталей, чувствительных к перегреву, металлизированной керамики, для ступенчатой пайки конденсаторов |
ПОССу 61-0,5 | Для лужения и пайки электроаппаратуры, пайки элементов печатных плат, обмоток электрических машин, оцинкованных радиодеталей при жестких требованиях к температуре |
ПОССу 50-0,5 | Для лужения и пайки авиационных радиаторов, для пайки пищевой посуды с последующим лужением пищевым оловом |
ПОССу 40-0,5 | Для лужения и пайки жести, обмоток электрических машин, для пайки монтажный элементов, моточных и кабельных изделий, радиаторных трубок, оцинкованных деталей холодильных агрегатов |
ПОССу 35-0,5 | Для лужения и пайки свинцовых кабельных оболочек электротехнических изделий неответственного назначения, тонколистовой упаковки |
ПОССу 30-0,5 | Для лужения и пайки листового цинка, радиаторов |
ПОССу 25-0,5 | Для лужения и пайки радиаторов |
ПОССу 18-0,5 | Для лужения и пайки трубок теплообменников, электроламп |
ПОСу 95-5 | Для пайки в электропромышленности, для пайки трубопроводов, работающих при повышенных температурах |
ПОССу 40-2 | Для лужения и пайки холодильных устройств, тонколистовой упаковки. |
ПОССу 30-2 | Для лужения и пайки в холодильном аппаратостроении, электроламповом производстве, автомобилестроении, для абразивной пайки |
ПОССу 18-2, | Для пайки в автомобилестроении |
ПОССу 8-3 | Для лужения и пайки в электроламповом производстве |
ПОССу 5-1 | Для лужения и пайки деталей, работающих при повышенных температурах, для лужения трубчатых радиаторов |
ПОССу 4-6 | Для пайки белой жести, для лужения и пайки деталей с закатанными и клепаными швами из латуни и меди, для шпатлевки кузовов автомобилей |
ПОССу 4-4 | Для лужения и пайки в автомобилестроении |
ПОСК-2-18 | Для лужения и пайки металлизированных и керамических деталей |
 Применение припоя при лужении и пайке в тиглях и ваннах не допускается.
Применение припоя при лужении и пайке в тиглях и ваннах не допускается. Припой широкого назначения
Припой широкого назначения
Примечание. Малосурьмянистые припои рекомендуются для пайки цинковых и оцинкованных деталей.
Малосурьмянистые припои рекомендуются для пайки цинковых и оцинкованных деталей.
(Измененная редакция, Изм. N 4).
ПРИЛОЖЕНИЕ 3 (справочное). ФОРМА ЧУШЕК ПРИПОЕВ ВСЕХ МАРОК
ПРИЛОЖЕНИЕ 3
Справочное
Черт.1
Черт.2
Черт.3
ПРИЛОЖЕНИЕ 4 (справочное). Схема укладки и скрепления в пакеты чушек припоев
ПРИЛОЖЕНИЕ 4
Справочное
Схема укладки и скрепления в пакеты чушек припоев, приведенных в приложении 3 (черт.1 и 2)
Черт.1
________________
* Размер для справок.
Схема укладки и скрепления в пакеты чушек припоев, приведенных в приложении 3 (черт.3)
1 — упаковочная лента; 2 — замок для скрепления чушек
Черт. 2
2
________________
* Размер для справок.
ПРИЛОЖЕНИЯ 3 и 4. (Введены дополнительно, Изм. N 4).
ПРИМЕЧАНИЯ ФГУП «СТАНДАРТИНФОРМ»
1 На первой странице дополнить кодом: МКС 25.160.50 (указатель «Национальные стандарты», 2008).
2 Информационные данные. Ссылочные нормативно-технические документы: ГОСТ 1429.14-77 заменен на ГОСТ 1429.14-2004.
Электронный текст документа
подготовлен ЗАО «Кодекс» и сверен по:
официальное издание
М.: Стандартинформ, 2008
Припой ПОС 61
Для того чтобы соединить две различных детали между собой с помощью пайки могут использовать разнообразные расходники. Чаще всего в качестве присадочного материала для пайки используется припой. С его помощью можно без особых проблем соединить детали, заполнить пустое пространство между ними и т.д.
Естественно, что разнообразные детали имеют разный химический состав, следовательно, для каждого конкретного случая нудно подбирать определенную модель припоя. Помимо схожего состава, его свойства, причем как физические и механические, так и химические, должны быть максимально похожи на такие же характеристики рабочего материала. В этой статье будет рассмотрен припой, который относится к категории оловянно свинцовых веществ – ПОС 61.
Помимо схожего состава, его свойства, причем как физические и механические, так и химические, должны быть максимально похожи на такие же характеристики рабочего материала. В этой статье будет рассмотрен припой, который относится к категории оловянно свинцовых веществ – ПОС 61.
Технические характеристики
Припой для пайки ПОС 61 достаточно хорошо распространен в нашем государстве. Его повсеместно применяют как на промышленном уровне, так и бытовых условиях. Его отличительной особенностью является то, что из-за высокого процентного содержания олова в химическом составе, его температурная точка, при которой материал начинает подвергаться плавлению, очень низкая. Стоит отметить, что этот припой можно отнести к одному из самых легкоплавких расходников для пайки. К данной категории причисляются все присадочные материалы, температура плавления которых меньше 450-ти градусов по Цельсию. ПОС 61 плавиться при температурах ниже 200-от градусов по Цельсию. Эта модель производится в нашей стране в строгом соответствии с государственными стандартами.
Благодаря вышеописанным свойствам присадочный материал этой модели обладает повышенной текучестью. В некоторых случаях это свойства относится к минусам, но не в данном. Из-за низкой температуры плавления и высокой текучести припоя с ним можно работать практически с любым оборудованием, начиная от обычного бытового паяльника, заканчивая профессиональными специализированными агрегатами. В процессе пайки, припой способен проникать даже в самые мельчайшие трещины и выемки, что, безусловно, позволяет поднять уровень качество итогового результат соединения, в частности его прочность.
Также присадочный материал хорошо взаимодействует с водой. Благодаря хорошему смачиванию, пайка с использованием припоя этой модели не вызывает никаких трудностей в процессе работы. Все химические, физические и механические свойства расходного материала определяются его химическим составов, а точнее определенным соотношением элементов в нем. Даже если изменить это значения всего лишь на одни процент, все характеристики материала могут кардинально измениться. Помимо основных элементов в составе, в его структуру могут добавляться дополнительные вещества, которые позволяют улучшить ту или иную конкретную характеристику припоя.
Помимо основных элементов в составе, в его структуру могут добавляться дополнительные вещества, которые позволяют улучшить ту или иную конкретную характеристику припоя.
Этот присадочный материал можно использовать при работе с микросхемами, так как низкая температура плавления не вызовет технических проблем, а главное минимизирует риск повреждение тонкой поверхности. В отличие от других моделей припоев, в работе с которыми используются высокие температуры, что может повредить состояние рабочей поверхности, использовании ПОС 61, при должном умении и оборудовании, абсолютно безопасно даже для самого тонкого металла.
Низкое значение температурной отметки, при которой материал начинает подвергаться плавлению, помогает добиться еще одного важного свойства материала. Оно заключается в том, что помимо основного применения в качестве расходного материала для пайки, его можно использовать в качестве вещества для лужения паяльника и рабочей поверхности.
Существует характерная особенность, суть которой заключается в том, что чем меньшем количестве в химическом составе припоя присутствует свинец, тем больше там имеется разнообразных дополнительных элементов. Наиболее редким элементом, имеющимся в составе альтернативных моделей достаточно редко, является сурьма. Его присутствие позволяет получать соединения максимального уровня герметичности, что значительно улучшает качество итогового результата соединения в целом.
Наиболее редким элементом, имеющимся в составе альтернативных моделей достаточно редко, является сурьма. Его присутствие позволяет получать соединения максимального уровня герметичности, что значительно улучшает качество итогового результата соединения в целом.
Припой ПОС 61 гост 21931 76 очень часто используются в процессе ремонта трубопроводов и других изделий, чья рабочая деятельность производится в постоянном контакте с водой и другими разнообразными жидкостями. Высокий уровень популярности обусловлен простотой применения данной модели материала.
Модификации присадочного материала для пайки ПОС-61
Модель припой ПОС-61 производится в разнообразных версиях. Чаще всего они отличаются друг от друга исключительно размером, но также существуют модификации с наличием дополнительных химических элементов и веществ в составе. Стоит рассмотреть наиболее часто используемые модификации.
1. Припой в форме проволоки. Минимальное значение толщины материала равняется одному миллиметру, максимальная – семи. Данная версия применяется при пайке чего-либо чаще всего.
Данная версия применяется при пайке чего-либо чаще всего.
2. Присадочный материал в виде трубок. Отличительной его особенностью среди всего спектра версий модели ПОС-61 является то, что в его составе имеется дополнительный элемент – канифоль. Это позволяет значительно упростить все проводимые работы, так как необходимость использования разнообразных дополнительных веществ помимо присадочного материала отсутствует.
3. Версия в виде прутков – припой принимает форму прутков небольшого размера. Наиболее часто применяется во время проведения работ в бытовых условиях.
4. Реже всего используется версия в виде ленты. В составе данного вещества отсутствует какие-либо дополнительные элементы, помимо веществ входящих в основной состав материала.
Состав, физические свойства и механические характеристики
В основной химический состав любой версии припоя ПОС-61 входят следующие элементы (значения указаны в процентном соотношении):
- Sn – 61;
- Pb – от 38 до 39;
- Sb – 0. 05;
- Bi – 0.01;
- Fe – 0.02;
- Ni – 0.02;
- S – 0.02.
 05;
05;Данный набор химических элементов в составе присадочного материала в указанном соотношении придает материалу следующие основные физические свойства:
- температурная отметка, при достижении которой материал начинает подвергаться плавлению, равняется 183-ем градусам по Цельсию;
- плотность равна восьми с половиной грамм на один квадратный сантиметр;
- теплопроводность – 0,12;
- припой способен увеличиваться в размере относительно изначального значения примерно на сорок пять процентов.
Номенклатура
Материал производится в достаточно широком диапазоне размеров, что позволяет без проблем подобрать нужный. Он может принимать следующие значения.
1. Проволока:
- 1 мм;
- от 1,2 до 1,8 мм с шагом в три десятых миллиметра;
- от 2 до 4 мм с шагом в половину миллиметра;
- 5 мм.
2. Пруток:
- 8 мм;
- от 11 до 15 мм с шагом в два миллиметра.

3. Трубка (значения наружного диаметра):
- от 1 до 4 мм с шагом в пять десятых миллиметра;
- 5 мм.
4. Лента:
- 0.8 и 1 мм, при ширине материала от восьми до десяти миллиметров;
- от 1 до 3 мм с шагом в полмиллиметра, а также 4 и 5 мм, при ширине материала от десяти до пятнадцати миллиметров.
Наименование модели расшифровывается следующим образом:
- аббревиатура «ПОС» означает то, что припой относится к категории оловянно-свинцовых присадочных материалом с доминирующими элементами в виде олова и свинца;
- число 61 указывает на процентное содержание олова в химическом составе вещества.
Припой данной модели, а также все его модификации достаточно популярны как в промышленной сфере, так и в бытовых условиях. Наиболее известные бренды, занимающиеся его производством, это – Арсенал, Техноскрап, КиевЦветМет и другие.
Марка | Форма | Размер, мм | Масса, кг | Температура плавления, °С | Область применения | |
Солидус | Ликвидус | |||||
Чушка Пруток Проволока Трубка | 50х214х424 Ø 8-10 Ø 0,5-5 | 22-26 0,2-10 0,2-8 | 183 | 220 | Для лужения и пайки внутренних швов пищевой посуды и медицинской аппаратуры. | |
ПОС-63 | Чушка Пруток Проволока Трубка | 50х214х424 Ø 8-10 Ø 0,5-5 | 22-26 0,2-10 0,2-8 | 183 | 190 | Групповая пайка печатного монтажа, пайка на автоматизированных линиях волной припоя, окунанием с протягиванием. |
ПОС-61 | Чушка Пруток Проволока Трубка | 50х214х424 Ø 8-10 Ø 0,5-5 | 22-26 0,2-10 0,2-8 | 183 | 190 | Для лужения и пайки электроаппаратуры, деталей из оцинкованного железа с герметичными швами. |
ПОС-61М | Чушка Пруток Проволока Трубка | 50х214х424 Ø 8-10 Ø 0,5-5 | 22-26 0,2-10 0,2-8 | 183 | 192 | Для лужения и пайки тонких медных проволок, фольги, печатных проводников в кабельной, электро- и радиоэлектронной промышленности. |
ПОС-50 | Чушка Пруток Проволока Трубка | 50х214х424 Ø 8-10 Ø 0,5-5 | 22-26 0,2-10 0,2-8 | 183 | 238 | Для приготовления баббитов, сплавов припоев,оловянного порошка, изготовления различных видов изделий, фольги, лужения кухонной посуды. |
ПОС-40 | Чушка Пруток Проволока Трубка | 50х214х424 Ø 8-10 Ø 0,5-5 | 22-26 0,2-10 0,2-8 | 183 | 238 | Для лужения и пайки электроаппаратуры, деталей из оцинкованного железа с герметичными швами. |
ПОС-30 | Чушка Пруток Проволока Трубка | 50х214х424 Ø 8-10 Ø 0,5-5 | 22-26 0,2-10 0,2-8 | 183 | 238 | Для лужения и пайки электроаппаратуры, деталей из оцинкованного железа с герметичными швами. |
ПОС-20 | Чушка Пруток Проволока Трубка | 50х214х424 Ø 8-10 Ø 0,5-5 | 22-26 0,2-10 0,2-8 | 268 | 299 | Для лужения и пайки контактных поверхностей электрических аппаратов, приборов и реле. |
ПОС-10 | Чушка Пруток Проволока Трубка | 50х214х424 Ø 8-10 Ø 0,5-5 | 22-26 0,2-10 0,2-8 | 268 | 299 | Для лужения и пайки контактных поверхностей электрических аппаратов, приборов и реле, для заливки и лужения контрольных пробок топок паровозов. |
ПОС-4 | Чушка Пруток Проволока Трубка | 50х214х424 Ø 8-10 Ø 40 Ø 0,5-4 | 22-26 0,2-10 0,2-8 | 268 | 299 | Для лужения и пайки контактных поверхностей электрических аппаратов, приборов и реле, для заливки и лужения контрольных пробок топок паровозов. |
 by
by


онлайн-курсов PDH. PDH для профессиональных инженеров. PDH Engineering.
«Мне нравится широта ваших курсов по HVAC; не только экологичность или экономия энергии
курсов.
Russell Bailey, P.E.
Нью-Йорк
«Это укрепило мои текущие знания и научило меня еще нескольким новым вещам.
, чтобы познакомить меня с новыми источниками
информации.»
Стивен Дедак, P.E.
Нью-Джерси
«Материал был очень информативным и организованным. Я многому научился, и они были
.очень быстро отвечает на вопросы.
Это было на высшем уровне. Будет использовать
снова . Спасибо. «
Blair Hayward, P.E.
Альберта, Канада
«Простой в использовании сайт.Хорошо организовано. Я действительно буду снова пользоваться вашими услугами.
проеду по вашей роте
имя другим на работе. «
Roy Pfleiderer, P.E.
Нью-Йорк
«Справочные материалы были превосходными, и курс был очень информативным, особенно потому, что я думал, что я уже знаком
с деталями Канзас
Городская авария Хаятт. «
«
Майкл Морган, P.E.
Техас
«Мне очень нравится ваша бизнес-модель. Мне нравится просматривать текст перед покупкой. Я нашел класс
.информативно и полезно
на моей работе »
Вильям Сенкевич, П.Е.
Флорида
«У вас большой выбор курсов, а статьи очень информативны.Вы
— лучшее, что я нашел ».
Russell Smith, P.E.
Пенсильвания
«Я считаю, что такой подход позволяет работающему инженеру легко зарабатывать PDH, давая время на просмотр
материал.
Jesus Sierra, P.E.
Калифорния
«Спасибо, что разрешили мне просмотреть неправильные ответы.На самом деле
человек узнает больше
от отказов »
John Scondras, P. E.
E.
Пенсильвания
«Курс составлен хорошо, и использование тематических исследований является эффективным.
способ обучения »
Джек Лундберг, P.E.
Висконсин
«Я очень впечатлен тем, как вы представляете курсы; i.е., позволяя
студент, оставивший отзыв на курс
материалов до оплаты и
получает викторину «
Арвин Свангер, P.E.
Вирджиния
«Спасибо за то, что вы предложили все эти замечательные курсы. Я определенно выучил и
получил много удовольствия «.
Мехди Рахими, П.Е.
Нью-Йорк
«Я очень доволен предлагаемыми курсами, качеством материалов и простотой поиска.
в режиме онлайн
курса. «
«
Уильям Валериоти, P.E.
Техас
«Этот материал в значительной степени оправдал мои ожидания. По курсу было легко следовать. Фотографии в основном обеспечивали хорошее наглядное представление о
обсуждаемых тем »
Майкл Райан, P.E.
Пенсильвания
«Именно то, что я искал. Потребовался 1 балл по этике, и я нашел его здесь.»
Джеральд Нотт, П.Е.
Нью-Джерси
«Это был мой первый онлайн-опыт получения необходимых мне кредитов PDH. Это было
информативно, выгодно и экономично.
Я очень рекомендую
всем инженерам.
Джеймс Шурелл, P.E.
Огайо
«Я понимаю, что вопросы относятся к« реальному миру »и имеют отношение к моей практике, и
не на основании каких-то неясных раздел
законов, которые не применяются
— «нормальная» практика. «
«
Марк Каноник, П.Е.
Нью-Йорк
«Отличный опыт! Я многому научился, чтобы перенести его на свой медицинский прибор
организация.
Иван Харлан, П.Е.
Теннесси
«Материалы курса имели хорошее содержание, не слишком математическое, с хорошим акцентом на практическое применение технологий».
Юджин Бойл, П.E.
Калифорния
«Это был очень приятный опыт. Тема была интересной и хорошо изложенной,
и онлайн-формат был очень
доступный и простой
использовать. Большое спасибо ».
Патрисия Адамс, P.E.
Канзас
«Отличный способ добиться соответствия требованиям PE Continuing Education в рамках ограничений по времени лицензиата.»
Joseph Frissora, P. E.
E.
Нью-Джерси
«Должен признаться, я действительно многому научился. Помогает иметь печатный тест в течение
обзор текстового материала. Я
также понравился просмотр
фактических случаев предоставлено.
Жаклин Брукс, П.Е.
Флорида
«Очень полезен документ» Общие ошибки ADA при проектировании объектов «.
испытание потребовало исследований в
документ но ответы были
в наличии »
Гарольд Катлер, П.Э.
Массачусетс
«Я эффективно использовал свое время. Спасибо за то, что у вас есть широкий выбор.
в транспортной инженерии, что мне нужно
для выполнения требований
Сертификат ВОМ.»
Джозеф Гилрой, P. E.
E.
Иллинойс
«Очень удобный и доступный способ заработать CEU для моих требований PG в Делавэре».
Ричард Роудс, P.E.
Мэриленд
«Я многому научился с защитным заземлением. Пока все курсы, которые я прошел, были отличными.
Надеюсь увидеть больше 40%
курса со скидкой.»
Кристина Николас, П.Е.
Нью-Йорк
«Только что сдал экзамен по радиологическим стандартам и с нетерпением жду возможности сдать еще
курса. Процесс прост, и
намного эффективнее, чем
вынуждены путешествовать «.
Деннис Мейер, P.E.
Айдахо
«Услуги, предоставляемые CEDengineering, очень полезны для Professional
Инженеры получат блоки PDH
в любое время. Очень удобно ».
Очень удобно ».
Пол Абелла, P.E.
Аризона
«Пока все отлично! Поскольку я постоянно работаю матерью двоих детей, у меня мало
время исследовать где на
получить мои кредиты от.
Кристен Фаррелл, P.E.
Висконсин
«Это было очень познавательно и познавательно.Легко для понимания с иллюстрациями
и графики; определенно делает это
проще поглотить все
теории.
Виктор Окампо, P.Eng.
Альберта, Канада
«Хороший обзор принципов работы с полупроводниками. Мне понравилось пройти курс по
.мой собственный темп во время моего утро
метро
на работу.»
Клиффорд Гринблатт, П. Е.
Е.
Мэриленд
«Просто найти интересные курсы, скачать документы и взять
викторина. Я бы очень рекомендовал
вам на любой PE, требующий
CE единиц. «
Марк Хардкасл, П.Е.
Миссури
«Очень хороший выбор тем из многих областей техники.»
Randall Dreiling, P.E.
Миссури
«Я заново узнал то, что забыл. Я также рад оказать финансовую помощь
по ваш промо-адрес электронной почты который
сниженная цена
на 40%.
Конрадо Казем, П.E.
Теннесси
«Отличный курс по разумной цене. Воспользуюсь вашими услугами в будущем».
Charles Fleischer, P. E.
E.
Нью-Йорк
«Это был хороший тест и фактически подтвердил, что я прочитал профессиональную этику
кодов и Нью-Мексико
правила. «
Брун Гильберт, П.E.
Калифорния
«Мне очень понравились занятия. Они стоили потраченного времени и усилий».
Дэвид Рейнольдс, P.E.
Канзас
«Очень доволен качеством тестовых документов. Буду использовать CEDengineerng
.при необходимости дополнительных
сертификация. «
Томас Каппеллин, П.E.
Иллинойс
«У меня истек срок действия курса, но вы все же выполнили свое обязательство и дали
мне то, за что я заплатил — много
оценено! «
Джефф Ханслик, P. E.
E.
Оклахома
«CEDengineering предлагает удобные, экономичные и актуальные курсы.
для инженера »
Майк Зайдл, П.E.
Небраска
«Курс был по разумной цене, а материал был кратким, а
хорошо организовано.
Glen Schwartz, P.E.
Нью-Джерси
«Вопросы подходили для уроков, а материал урока —
.хороший справочный материал
для деревянного дизайна.
Брайан Адамс, П.E.
Миннесота
«Отлично, я смог получить полезные рекомендации по простому телефону.»
Роберт Велнер, P.E.
Нью-Йорк
«У меня был большой опыт работы в прибрежном строительстве — проектирование
Building курс и
очень рекомендую . «
«
Денис Солано, P.E.
Флорида
«Очень понятный, хорошо организованный веб-сайт. Материалы курса этики Нью-Джерси были очень хорошими
хорошо подготовлены. «
Юджин Брэкбилл, P.E.
Коннектикут
«Очень хороший опыт. Мне нравится возможность загружать учебные материалы на
.обзор везде и
всякий раз, когда.»
Тим Чиддикс, P.E.
Колорадо
«Отлично! Поддерживаю широкий выбор тем на выбор».
Уильям Бараттино, P.E.
Вирджиния
«Процесс прямой, без глупостей. Хороший опыт».
Тайрон Бааш, П.E.
Иллинойс
«Вопросы на экзамене были зондирующими и демонстрировали понимание
материала. Тщательно
Тщательно
и комплексное.
Майкл Тобин, P.E.
Аризона
«Это мой второй курс, и мне понравилось то, что мне предлагали курс
поможет по моей линии
работ.»
Рики Хефлин, P.E.
Оклахома
«Очень быстро и легко ориентироваться. Я определенно буду использовать этот сайт снова».
Анджела Уотсон, P.E.
Монтана
«Легко выполнить. Нет путаницы при подходе к сдаче теста или записи сертификата».
Кеннет Пейдж, П.E.
Мэриленд
«Это был отличный источник информации о солнечном нагреве воды. Информационный
и отличное освежение ».
Luan Mane, P. E.
E.
Conneticut
«Мне нравится подход к регистрации и возможность читать материалы в автономном режиме, а затем
Вернуться, чтобы пройти викторину.
Алекс Млсна, П.E.
Индиана
«Я оценил объем информации, предоставленной для класса. Я знаю
это вся информация, которую я могу
использование в реальных жизненных ситуациях .
Натали Дерингер, P.E.
Южная Дакота
«Обзорные материалы и образец теста были достаточно подробными, чтобы позволить мне
успешно завершено
курс.»
Ира Бродская, П.Е.
Нью-Джерси
«Веб-сайтом легко пользоваться, вы можете скачать материал для изучения, а потом вернуться
и пройдите викторину. Очень
Очень
удобно а на моем
собственный график «
Майкл Гладд, P.E.
Грузия
«Спасибо за хорошие курсы на протяжении многих лет.»
Деннис Фундзак, П.Е.
Огайо
«Очень легко зарегистрироваться, получить доступ к курсу, пройти тест и распечатать PDH
Сертификат . Спасибо за создание
процесс простой ».
Фред Шейбе, P.E.
Висконсин
«Положительный опыт.Быстро нашел курс, который соответствовал моим потребностям, и закончил
один час PDH в
один час. «
Стив Торкильдсон, P.E.
Южная Каролина
«Мне понравилась возможность скачать документы для проверки содержания
и пригодность, до
имея для оплаты
материал . «
«
Ричард Вимеленберг, P.E.
Мэриленд
«Это хорошее напоминание об ЭЭ для инженеров, не занимающихся электричеством».
Дуглас Стаффорд, P.E.
Техас
«Всегда есть возможности для улучшения, но я ничего не могу придумать в вашем
.процесс, которому требуется
улучшение.»
Thomas Stalcup, P.E.
Арканзас
«Мне очень нравится удобство участия в викторине онлайн и получение сразу
сертификат. «
Марлен Делейни, П.Е.
Иллинойс
«Учебные модули CEDengineering — это очень удобный способ доступа к информации по
много разные технические зоны за пределами
по своей специализации без
приходится путешествовать. «
«
Гектор Герреро, П.Е.
Грузия
ВТО | разрешение споров — споры
наверхТекущий статус
наверхОсновные факты
вернуться наверхПоследний документ
наверхРезюме спора на сегодняшний день
Приведенная ниже информация была актуальной на
Консультации
Жалоба США.
10 апреля 2007 г. США запросили консультации с Китаем относительно определенных мер, касающихся защиты и обеспечения соблюдения прав интеллектуальной собственности в Китае.
Четыре вопроса, по которым Соединенные Штаты запрашивают консультации:
- пороговые значения, которые должны быть соблюдены для того, чтобы определенные действия, связанные с подделкой товарных знаков и пиратством в области авторских прав, подлежали уголовному преследованию и наказанию;
- товаров, которые нарушают права интеллектуальной собственности, конфискованных китайскими таможенными органами, в частности, утилизация таких товаров после удаления их нарушающих признаков;
- сфера действия уголовных процедур и наказаний за несанкционированное воспроизведение или несанкционированное распространение произведений, охраняемых авторским правом; и
- об отказе в защите авторских и смежных прав и обеспечении соблюдения авторских произведений, звукозаписей и исполнений, которые не были разрешены для публикации или распространения в Китае.

Соединенные Штаты заявляют, что в отношении четырех вышеупомянутых вопросов возникают следующие возможные несоответствия с Соглашением ТРИПС:
- Отсутствие уголовных процедур и наказаний за контрафакцию и пиратство в промышленных масштабах в Китае в результате установления пороговых значений, по-видимому, несовместимо с обязательствами Китая по статьям 41.1 и 61 Соглашения ТРИПС.
- Требование о выпуске контрафактных товаров в каналы торговли при обстоятельствах, изложенных в рассматриваемых мерах, кажется несовместимым с обязательствами Китая по статьям 46 и 59 Соглашения ТРИПС.
- Авторы произведений, публикация или распространение которых не было разрешено (и чьи публикация или распространение, следовательно, запрещены), по всей видимости, не пользуются минимальными стандартами защиты, специально предоставленными Бернской конвенцией в отношении этих произведений (и могут никогда не пользоваться такой охраной, если работа не авторизована или не авторизована для распространения или публикации в форме, представленной для рецензирования). Кроме того, права авторов произведений, публикация или распространение которых требует прохождения проверки перед публикацией или распространением, по всей видимости, зависят от формальности успешного завершения такой проверки.Вышеизложенное не соответствует обязательствам Китая по статье 9.1 Соглашения ТРИПС. Кроме того, в той степени, в которой Закон об авторском праве также отрицает защиту так называемых смежных прав исполнителям и производителям звукозаписей в период любой предварительной публикации или предварительного распространения, Закон об авторском праве, по-видимому, несовместим с обязательствами Китая по Статья 14 Соглашения ТРИПС. Кроме того, в той степени, в которой различные процессы предварительного распространения и предварительного разрешения на рассмотрение произведений, исполнений (или их записей) и звукозаписей китайских граждан по сравнению с произведениями, исполнениями (или их записями) и звукозаписями иностранных граждан приводят к более раннему или иным образом более благоприятная защита или обеспечение соблюдения авторских или смежных прав на произведения китайских авторов, исполнения китайских исполнителей (или их записи) и звукозаписи китайских продюсеров, рассматриваемые меры кажутся несовместимыми с обязательствами Китая по статье 3. 1 Соглашения ТРИПС. Кроме того, поскольку статья 4 Закона об авторском праве приводит к тому, что иностранные авторы произведений, публикация или распространение которых не было разрешено, не пользуются правами, предоставленными китайским авторам, рассматриваемые меры, по-видимому, несовместимы с обязательствами Китая по статье 9.1 Закона. Соглашение ТРИПС (в отношении как минимум обязательств Китая по соблюдению статей 5 (1) и 5 (2) Бернской конвенции). Кроме того, поскольку статья 4 Закона Китая об авторском праве лишает правообладателей возможности обеспечить соблюдение своих авторских или смежных прав в отношении произведений, исполнений или звукозаписей, которые не были разрешены для публикации или распространения, Китай, похоже, действует непоследовательно. с обязательствами Китая по статье 41.1 Соглашения ТРИПС.
- В той степени, в которой умышленное пиратство в области авторских прав в коммерческих масштабах, которое состоит из несанкционированного воспроизведения — но не несанкционированного распространения — произведений, защищенных авторским правом, и наоборот, не может быть предметом уголовных процедур и наказаний в соответствии с законодательством Китая, это, по-видимому, несовместимы с обязательствами Китая по статьям 41. 1 и 61 Соглашения ТРИПС.
 Кроме того, права авторов произведений, публикация или распространение которых требует прохождения проверки перед публикацией или распространением, по всей видимости, зависят от формальности успешного завершения такой проверки.Вышеизложенное не соответствует обязательствам Китая по статье 9.1 Соглашения ТРИПС. Кроме того, в той степени, в которой Закон об авторском праве также отрицает защиту так называемых смежных прав исполнителям и производителям звукозаписей в период любой предварительной публикации или предварительного распространения, Закон об авторском праве, по-видимому, несовместим с обязательствами Китая по Статья 14 Соглашения ТРИПС. Кроме того, в той степени, в которой различные процессы предварительного распространения и предварительного разрешения на рассмотрение произведений, исполнений (или их записей) и звукозаписей китайских граждан по сравнению с произведениями, исполнениями (или их записями) и звукозаписями иностранных граждан приводят к более раннему или иным образом более благоприятная защита или обеспечение соблюдения авторских или смежных прав на произведения китайских авторов, исполнения китайских исполнителей (или их записи) и звукозаписи китайских продюсеров, рассматриваемые меры кажутся несовместимыми с обязательствами Китая по статье 3.
Кроме того, права авторов произведений, публикация или распространение которых требует прохождения проверки перед публикацией или распространением, по всей видимости, зависят от формальности успешного завершения такой проверки.Вышеизложенное не соответствует обязательствам Китая по статье 9.1 Соглашения ТРИПС. Кроме того, в той степени, в которой Закон об авторском праве также отрицает защиту так называемых смежных прав исполнителям и производителям звукозаписей в период любой предварительной публикации или предварительного распространения, Закон об авторском праве, по-видимому, несовместим с обязательствами Китая по Статья 14 Соглашения ТРИПС. Кроме того, в той степени, в которой различные процессы предварительного распространения и предварительного разрешения на рассмотрение произведений, исполнений (или их записей) и звукозаписей китайских граждан по сравнению с произведениями, исполнениями (или их записями) и звукозаписями иностранных граждан приводят к более раннему или иным образом более благоприятная защита или обеспечение соблюдения авторских или смежных прав на произведения китайских авторов, исполнения китайских исполнителей (или их записи) и звукозаписи китайских продюсеров, рассматриваемые меры кажутся несовместимыми с обязательствами Китая по статье 3. 1 Соглашения ТРИПС. Кроме того, поскольку статья 4 Закона об авторском праве приводит к тому, что иностранные авторы произведений, публикация или распространение которых не было разрешено, не пользуются правами, предоставленными китайским авторам, рассматриваемые меры, по-видимому, несовместимы с обязательствами Китая по статье 9.1 Закона. Соглашение ТРИПС (в отношении как минимум обязательств Китая по соблюдению статей 5 (1) и 5 (2) Бернской конвенции). Кроме того, поскольку статья 4 Закона Китая об авторском праве лишает правообладателей возможности обеспечить соблюдение своих авторских или смежных прав в отношении произведений, исполнений или звукозаписей, которые не были разрешены для публикации или распространения, Китай, похоже, действует непоследовательно. с обязательствами Китая по статье 41.1 Соглашения ТРИПС.
1 Соглашения ТРИПС. Кроме того, поскольку статья 4 Закона об авторском праве приводит к тому, что иностранные авторы произведений, публикация или распространение которых не было разрешено, не пользуются правами, предоставленными китайским авторам, рассматриваемые меры, по-видимому, несовместимы с обязательствами Китая по статье 9.1 Закона. Соглашение ТРИПС (в отношении как минимум обязательств Китая по соблюдению статей 5 (1) и 5 (2) Бернской конвенции). Кроме того, поскольку статья 4 Закона Китая об авторском праве лишает правообладателей возможности обеспечить соблюдение своих авторских или смежных прав в отношении произведений, исполнений или звукозаписей, которые не были разрешены для публикации или распространения, Китай, похоже, действует непоследовательно. с обязательствами Китая по статье 41.1 Соглашения ТРИПС.  1 и 61 Соглашения ТРИПС.
1 и 61 Соглашения ТРИПС.20 апреля 2007 г. Япония подала заявку на участие в консультациях.25 апреля 2007 г. Канада и Европейские сообщества обратились с просьбой присоединиться к консультациям. 26 апреля 2007 г. Мексика попросила присоединиться к консультациям. Впоследствии Китай сообщил DSB, что он принял запросы Канады, Европейских сообществ, Японии и Мексики о присоединении к консультациям.
13 августа 2007 г. Соединенные Штаты обратились с просьбой о создании комиссии. На своем заседании 31 августа 2007 года DSB отложил создание комиссии.
Судебная коллегия и апелляционный орган
На заседании 25 сентября 2007 г. DSB учредил комиссию.Аргентина, Европейские сообщества, Япония, Мексика и Китайский Тайбэй сохраняют за собой права третьих лиц. Впоследствии Австралия, Бразилия, Канада, Индия, Корея, Таиланд и Турция зарезервировали свои права третьих лиц. 3 декабря 2007 г. Соединенные Штаты обратились к Генеральному директору с просьбой составить группу. 13 декабря 2007 г. в состав группы вошел Генеральный директор. 16 июля 2008 г. председатель комиссии сообщил DSB, что из-за сложности вопросов, представленных в этом случае, комиссия не сможет завершить свою работу в течение шести месяцев с даты ее формирования.Ожидается, что комиссия представит сторонам окончательный отчет к ноябрю 2008 года.
13 декабря 2007 г. в состав группы вошел Генеральный директор. 16 июля 2008 г. председатель комиссии сообщил DSB, что из-за сложности вопросов, представленных в этом случае, комиссия не сможет завершить свою работу в течение шести месяцев с даты ее формирования.Ожидается, что комиссия представит сторонам окончательный отчет к ноябрю 2008 года.
26 января 2009 г. отчет группы был разослан членам. Комиссия пришла к выводу, что Закон об авторском праве, а именно первое предложение статьи 4, несовместимо с обязательствами Китая по статье 5 (1) Бернской конвенции (1971 г.), включенными в статью 9.1 Соглашения ТРИПС; и статья 41.1 Соглашения ТРИПС.
В отношении таможенных мер комиссия определила, что статья 59 Соглашения ТРИПС не применима к этим мерам, поскольку они применяются к товарам, предназначенным для экспорта, и что Соединенные Штаты не установили, что эти меры несовместимы со статьей 59 Соглашение ТРИПС, поскольку оно включает принципы, изложенные в первом предложении статьи 46 Соглашения ТРИПС. Комиссия также определила, что таможенные меры несовместимы со статьей 59 Соглашения ТРИПС, поскольку она включает принцип, изложенный в четвертом предложении статьи 46 Соглашения ТРИПС, и что Соединенные Штаты не установили несоответствие пороговых значений уголовной ответственности. с обязательствами Китая по первому предложению статьи 61 Соглашения ТРИПС.
Комиссия также определила, что таможенные меры несовместимы со статьей 59 Соглашения ТРИПС, поскольку она включает принцип, изложенный в четвертом предложении статьи 46 Соглашения ТРИПС, и что Соединенные Штаты не установили несоответствие пороговых значений уголовной ответственности. с обязательствами Китая по первому предложению статьи 61 Соглашения ТРИПС.
Коллегия использовала судебную экономию в отношении иска в соответствии со статьей 5 (2) Бернской конвенции (1971 г.), включенной в статью 9.1 Соглашения ТРИПС, претензии по статье 61 Соглашения ТРИПС (в отношении Закона об авторском праве) и претензии по статье 41.1 Соглашения ТРИПС и второму предложению статьи 61 Соглашения ТРИПС (в отношении криминальные пороги).
Комиссия пришла к выводу, что в той степени, в которой Закон об авторском праве и таможенные меры как таковые несовместимы с Соглашением ТРИПС, сводят на нет или уменьшают выгоды, получаемые Соединенными Штатами в соответствии с этим Соглашением, и рекомендовали Китаю принять Закон об авторском праве и Таможенные меры в соответствии с его обязательствами по Соглашению ТРИПС.
На своем заседании 20 марта 2009 г. DSB принял отчет группы экспертов.
Выполнение принятых отчетов
15 апреля 2009 г. Китай проинформировал ОРС о том, что он намерен выполнить рекомендации и постановления ОРС, и что для этого потребуется разумный период времени. 29 июня 2009 года Китай и США сообщили DSB, что они договорились о том, что разумный период времени для Китая для выполнения рекомендаций и решений DSB должен составлять 12 месяцев с момента принятия отчета.Соответственно, разумный период времени истек 20 марта 2010 г. 19 марта 2010 г. Китай сообщил, что 26 февраля 2010 г. Постоянный комитет 11 -го Всекитайского собрания народных представителей одобрил поправки к Закону об авторском праве Китая и к Закону об авторском праве. 17 марта 2010 года Государственный совет принял решение о внесении изменений в Положение о таможенной защите прав интеллектуальной собственности. Таким образом, он выполнил все необходимые внутренние законодательные процедуры для выполнения рекомендаций и постановлений DSB. Соединенные Штаты заявили, что они еще не могут разделить утверждение Китая о том, что он выполнил рекомендации и постановления DSB.
Соединенные Штаты заявили, что они еще не могут разделить утверждение Китая о том, что он выполнил рекомендации и постановления DSB.
8 апреля 2010 г. Китай и США уведомили DSB о согласованных процедурах в соответствии со статьями 21 и 22 DSU.
(PDF) Образцы мелкомасштабных поселений Oyster Crassostrea Virginica на искусственно построенном литоральном рифе
883
БАРТОЛ И МАНН: ПОСЕЛЕНИЕ УСТРИЦ НА СОЗДАННЫХ РИФАХ
подавляющее большинство торосов не выступало выше 0.На 35 м выше MLW или глубже
, чем на 1,0 м ниже MLW.
ПРОЦЕДУРА ОТБОРА ПРОБ. — Образцы построенного рифа были отобраны как в 1993, так и в 1994 году. В период отбора образцов
1993 года два из 12 основных приливных торосов на участке были в центре внимания
исследования: одно на периферии рифа перпендикулярно преобладающим течениям и незащищенным от волна
действия и течений, а вторая расположена около середины рифа параллельно преобладающим течениям
и частично экранирована от воздействия волн и течений. Пробы из каждого холма отбирали с использованием подхода
Пробы из каждого холма отбирали с использованием подхода
, при котором пробы отбирались вдоль двух трансект на высоте прилива 30 см выше
MLW, MLW, 45 см ниже MLW и 90 см ниже MLW.
В период выборки 1994 года, после того как данные предыдущего года были проанализированы и у нас было предварительное понимание системы рифов
, был использован рандомизированный подход, который был более
географически обширным и статистически мощным. В этом методе серия армированных стержней
была забита в субстрат рифа на восьми из 12 торосов, открытых с воздуха, и соединена веревкой
для разделения торосов на участки размером 64 x 20 см.Эта сеточная система охватывала территорию рифов
от основания до гребня каждого холма. Четыре из 12 торосов были ликвидированы из-за размыва льда
зимой 1993-94 года, вымывавшего верхушки насыпей, что привело к потере значительного количества субстрата в приливной зоне
. В этом рандомизированном подходе учитывались приливные высоты 25 см выше MLW, MLW и 90
см ниже MLW. Высокая приливная высота была немного снижена в 1994 г., чтобы обеспечить максимальное количество приливных торосов
Высокая приливная высота была немного снижена в 1994 г., чтобы обеспечить максимальное количество приливных торосов
в процедуре отбора проб, а одна из сублиторальных высот
, на 45 см ниже MLW, была исключена для включения большего количества повторений.Экспериментальные участки
были выбраны случайным образом на восьми кочках. Кроме того, учитывался другой фактор, уровень подложки или глубина
внутри подложки. Чтобы задокументировать влияние уровня субстрата, образцы
были отобраны как на поверхности рифа, так и на 10 см ниже поверхности рифа.
В течение обоих лет отбора проб с
июня по сентябрь использовались неразрушающие и разрушающие методы для оценки заселения и раннего пополнения в экосистеме рифа.Не
деструктивный отбор проб включал еженедельное помещение раковин устриц в открытые, размером 64 x 20 см,
покрытые резиной, 1-дюймовые лотки из проволочной сетки, прикрепленные к поверхности рифа армированными прутьями. В 1993 году поверхностный слой
В 1993 году поверхностный слой
из 20 снарядов был помещен в одноуровневые лотки. Лотки располагались на всех четырех отметках высоты
приливов по двум пространственно разнесенным трансектам на каждом из двух торосов. Вогнутая
и выпуклая сторона всех 20 раковин в отдельных лотках были исследованы на наличие недавно поселившихся личинок устриц
(слюна) с помощью препаровального микроскопа (x 125), и было зарегистрировано общее количество слюнов на лоток.В 1994 году было использовано
3-х ярусных поддонов, содержащих 30 верхних и нижних уровней оболочки, расположенных на расстоянии 10 см друг от друга, и промежуточный уровень 40
оболочки. Каждую неделю случайным образом выбирались четыре участка для каждой из трех высот приливов
. На каждом участке трехъярусный лоток закапывался в риф до тех пор, пока верхний слой раковины
не сравнялся с поверхностью рифа. Как вогнутая, так и выпуклая стороны раковины, обнаруженные в верхнем и
нижнем ярусах, были исследованы на предмет зазоров с помощью диссекционного прицела, а поверхностные и глубокие слои раковины в сумме
были зарегистрированы на всех 12 выбранных еженедельных участках.
Разрушающий отбор проб включал еженедельное размещение квадратов размером 64 x 20 см на поверхности рифа,
удаление слоя раковины и последующее обследование обеих поверхностей раковин на предмет ссадин. Этот метод отбора проб
обеспечил индекс кумулятивного выпадения на реальный субстрат рифа, а ac-
подсчитал любые потери смертности после заселения. Таким образом, этот метод обеспечил оценку
матки раннего пополнения — количества личинок, выживших с момента поселения до момента отбора
проб (1-6 недель спустя).В 1993 г. квадраты были размещены на всех четырех отметках приливной высоты
вдоль двух пространственно разных разрезов на каждом из двух холмов. Чтобы предотвратить повторную выборку, мы собрали последовательные пробы
, взятые с течением времени, с участков, которые непосредственно примыкали к областям
, в которых ранее проводились пробы. В этот период были раскопаны и записаны только образцы поверхностного слоя. Участки, использованные при отборе разрушающих образцов
Участки, использованные при отборе разрушающих образцов
1994, были выбраны случайным образом из восьми основных приливных насыпей.Как
с неразрушающими образцами 1994 года, четыре участка выбирались случайным образом каждую неделю на всех трех высотах прилива
. На каждом участке был извлечен поверхностный слой раковины и слой в 10 см ниже поверхности рифа (
легко отличить от поверхностного слоя по коричневой обломочной пленке) и исследованы на предмет
спата. Это позволило рассчитать итоги недельных поверхностных и глубоких спатов для всех 12 участков.
Роль поселений в формировании сообщества твердого субстрата в глубоком море
Морские организмы заселяли твердые субстраты со времен архея.Ракушки, камни, древесина и твердые осадочные породы предлагают относительно стабильную среду обитания по сравнению с рыхлыми отложениями, но растения и животные, которые их населяют, должны разработать средства, чтобы получить и защитить это место для прикрепления премиум-класса. Сообщества твердых субстратов формируются организмами с различными стратегиями прикрепления и / или выкапывания субстратов, которые они населяют. В то время как мобильные травоядные, органически прикрепленные и даже мягкотелые организмы могут оставлять свидетельства своего прежнего присутствия в древних сообществах твердого субстрата, лучшую летопись окаменелостей оставляют сидячие инкрустаторы с минерализованным скелетом и бурильщики, оставляющие следы окаменелостей.Кроме того, инкрустаторы и бурильные молотки сохраняются на месте, сохраняя свои пространственные отношения друг с другом и с субстратом. Пространственная конкуренция, экологическая преемственность, ориентированный рост и различное использование открытых и скрытых поверхностей субстрата — все это можно наблюдать или предполагать. Таким образом, сообщества с твердым субстратом представляют собой отличные системы для изучения эволюции сообществ на протяжении сотен миллионов лет. Здесь мы рассматриваем исследования современных и древних сообществ твердых субстратов и указываем на некоторые изменения, которые повлияли на них в геологических временных масштабах.
Сообщества твердых субстратов формируются организмами с различными стратегиями прикрепления и / или выкапывания субстратов, которые они населяют. В то время как мобильные травоядные, органически прикрепленные и даже мягкотелые организмы могут оставлять свидетельства своего прежнего присутствия в древних сообществах твердого субстрата, лучшую летопись окаменелостей оставляют сидячие инкрустаторы с минерализованным скелетом и бурильщики, оставляющие следы окаменелостей.Кроме того, инкрустаторы и бурильные молотки сохраняются на месте, сохраняя свои пространственные отношения друг с другом и с субстратом. Пространственная конкуренция, экологическая преемственность, ориентированный рост и различное использование открытых и скрытых поверхностей субстрата — все это можно наблюдать или предполагать. Таким образом, сообщества с твердым субстратом представляют собой отличные системы для изучения эволюции сообществ на протяжении сотен миллионов лет. Здесь мы рассматриваем исследования современных и древних сообществ твердых субстратов и указываем на некоторые изменения, которые повлияли на них в геологических временных масштабах. Такие изменения включают общее увеличение биоэрозии твердых субстратов, особенно карбонатных поверхностей, в течение фанерозоя. Это, по крайней мере частично, аналогично тенденциям инфаунализации, наблюдаемым в сообществах мягкого субстрата. Формы, покрытые коркой, демонстрируют усиление скелетизации от палеозоя до мезозоя и кайнозоя, что может быть ответом на увеличивающийся уровень хищничества. Сообщества с твердым субстратом, учитывая вместе взятые бурильщики и инкрустаторы, демонстрируют грубое повышение ярусности в течение фанерозоя, что снова соответствует тенденциям, наблюдаемым в сообществах с мягким субстратом.
Такие изменения включают общее увеличение биоэрозии твердых субстратов, особенно карбонатных поверхностей, в течение фанерозоя. Это, по крайней мере частично, аналогично тенденциям инфаунализации, наблюдаемым в сообществах мягкого субстрата. Формы, покрытые коркой, демонстрируют усиление скелетизации от палеозоя до мезозоя и кайнозоя, что может быть ответом на увеличивающийся уровень хищничества. Сообщества с твердым субстратом, учитывая вместе взятые бурильщики и инкрустаторы, демонстрируют грубое повышение ярусности в течение фанерозоя, что снова соответствует тенденциям, наблюдаемым в сообществах с мягким субстратом.
Этот обширный обзор литературы по живым и ископаемым организмам с твердым субстратом показывает, что остается много возможностей для крупномасштабных исследований тенденций во времени на уровне сообществ и клад. Палеонтологи особенно выиграют от более тесной интеграции своей работы с работой неонтологов, особенно в таких аспектах экологии, как набор личинок, конкуренция и преемственность.
Расчетные суммы и приговоры как валовой доход
Это первая из серии статей по вопросам налогообложения расчетов и приговоров.В статье рассматривается первоначальный вопрос о том, включаются ли эти суммы в валовой доход.
Общие правила. Поступления от урегулирования споров или вынесения приговора являются частью валового дохода налогоплательщика, если только налогоплательщик не может доказать, что Налоговый кодекс предусматривает исключение таких поступлений из валового дохода. IRC 61.
Источник претензии. Первым шагом к определению налогообложения доходов от урегулирования или вынесения приговора является определение характера претензий, которые были урегулированы или урегулированы.Это обычно называют источником претензионного теста. Критический вопрос: «Вместо того, какой ущерб был присужден?»
Замена заработной платы. Если компенсационные убытки присуждаются в качестве замены дохода, который в противном случае полностью облагался бы налогом, тогда убытки также полностью облагаются налогом. Суммы, полученные сотрудником вместо выплат по трудовому договору, обычно облагаются налогом как обычный доход, если они не выплачиваются в качестве компенсации за телесные повреждения, которые исключаются из дохода согласно Разделу 104 (a) (2) IRC.
Суммы, полученные сотрудником вместо выплат по трудовому договору, обычно облагаются налогом как обычный доход, если они не выплачиваются в качестве компенсации за телесные повреждения, которые исключаются из дохода согласно Разделу 104 (a) (2) IRC.
Замена основного имущества. Платежи, представляющие собой замену капитала, облагаются налогом в той степени, в которой они превышают основную сумму замененного имущества, и только в качестве прироста капитала. Например, взыскание по иску к брокерской фирме за потерю стоимости акций.
Упущенная выгода. Платежи за упущенную выгоду являются обычным доходом. Например, нанесение ущерба деловой репутации; нарушение контракта; нарушение патента; заговор с целью уничтожения бизнеса; обратное осуждение; и убытки от халатных действий.Поступления от страхового полиса, который страхует от упущенной выгоды, также будут облагаться налогом как обычный доход.
Гудвилл. Если основной судебный процесс касается ущерба деловой репутации бизнеса (капитального актива), возмещение представляет собой возврат капитала.
Материальный ущерб. Если платеж предназначен для компенсации потери стоимости физического актива, это по своей природе капитальный. Если платеж предназначен для компенсации потери дохода от физического актива, платеж может облагаться налогом как возмещение упущенной прибыли, которая является обычным доходом.
Накладные расходы. Поступления от полиса по инвалидности, который покрывает накладные расходы за длительное отсутствие на работе, облагаются налогом как обычный доход.
штрафных убытков. Штрафные убытки облагаются налогом как обычный доход, независимо от характера основного требования.
Общинная собственность. Если вознаграждение является общественным имуществом, только его часть может быть включена в валовой доход налогоплательщика.
Уплата юридических сборов. Часть компенсации, относящаяся к гонорарам адвокатов, обычно считается облагаемой истцом, если основная претензия подлежит налогообложению.См. Статью в блоге о гонорарах адвокатов.
Турция — Ограничения на импорт текстильных и швейных изделийОтчет панели (продолжение)
4. Статистический анализ импорта Турции. текстильных и швейных изделий под арестом (a) Импорт 61 текстильной и одежда категорий товаров под ограничением
III. Предварительные баллы 47 A. Выпуски Для продолжения уточнения запроса на Создание Панели 43 Этот продукт Категории следующие: 1-10, 12-24, 26-29, 31-33, 35-37, 39, 46, 50, 61, 67, 68, 70, 72-74, 76-78, 83, 86, 90, 91, 97, 100, 110, 111, 117 и 118. 44 Акции рассчитаны на на основе данных таблиц II.2 и II.3. 45 Для ограниченного доступа товарные категории, различия в основном сосредоточены в текстиле.С различия в стоимости торгового доллара также обнаруживаются в объемном выражении, и чаще всего указывающие в одном направлении, удар расходящейся единицы ценности вряд ли могут быть единственным объясняющим фактором. Такие различия могут происходят не только из-за обычных временных лагов международной торговли статистики, но и из методов вычислений. В частности, отличия в данных, относящихся к ограничительным категориям продуктов, таким образом, может быть связано с наличием различных стадий в процессе экспорта / импорта лицензирование, которое может служить источником статистики.Однако это Следует отметить, что данные об экспорте Индии по неограниченным категориям товаров являются также в значительной степени расходится с соответствующими данными об импорте, предоставленными Индюк. 46 Акций в расчете на на основе данных таблиц II.2 и II.6. 47 См. Также п. 1,8 над. | ||||||||
 43 Статистика
в таблице II.3 проводится различие импорта в Турцию из стран ЕС-15 и тех
происходящие из других стран (включая Индию).
43 Статистика
в таблице II.3 проводится различие импорта в Турцию из стран ЕС-15 и тех
происходящие из других стран (включая Индию). 
 Такие колебания в основном связаны с вариациями
при экспорте текстильных изделий с ограничениями в Турцию. Отличающийся
наблюдается динамика экспорта Индии в Турцию других
неограниченная продукция в период 1994-1997 гг .: их доля в
Общий экспорт текстиля и одежды Индии в Турцию увеличился
за весь период с 32 процентов в 1994 году до 87 процентов в
1997. (См. Таблицу II.4 и более подробную статистику в Приложении к
настоящий отчет, Приложение 3а.)
Такие колебания в основном связаны с вариациями
при экспорте текстильных изделий с ограничениями в Турцию. Отличающийся
наблюдается динамика экспорта Индии в Турцию других
неограниченная продукция в период 1994-1997 гг .: их доля в
Общий экспорт текстиля и одежды Индии в Турцию увеличился
за весь период с 32 процентов в 1994 году до 87 процентов в
1997. (См. Таблицу II.4 и более подробную статистику в Приложении к
настоящий отчет, Приложение 3а.)  $)
$)
 $)
$)Камерун | Культура, история и люди
Камерун , страна, расположенная на стыке Западной и Центральной Африки.Его этнически разнообразное население является одним из самых городских в Западной Африке. Столица — Яунде, находится в южно-центральной части страны.
Название страны происходит от слова Rio dos Camarões («Река креветок») — названия, данного устью реки Вури португальскими исследователями 15 и 16 веков. Камаройнс также использовался для обозначения гор, прилегающих к реке. До конца 19 века в английском языке термин «Камерун» ограничивался горами, а устье реки называлось Камерунской рекой или, в местном масштабе, заливом.В 1884 году немцы распространили слово Камерун на весь свой протекторат, что в значительной степени соответствовало нынешнему состоянию.
Земля
Камерун имеет треугольную форму и граничит с Нигерией на северо-западе, Чадом на северо-востоке, Центральноафриканской Республикой на востоке, Республикой Конго на юго-востоке, Габоном и Экваториальной Гвинеей на юге и Атлантическим океаном на юге. юго-запад.
Encyclopædia Britannica, Inc.Рельеф
Камерун можно разделить на северные, центральные, южные и западные географические регионы.К северу от реки Бенуэ (Бенуэ) равнина саванны, занимающая центр страны, понижается по высоте по мере приближения к бассейну озера Чад. В этом районе есть разбросанные инзельберги, холмы из устойчивых к эрозии скал, возвышающиеся над равнинами. Горы Готель плато Адамава тянутся с юга на север, достигая высшей точки в горах Мандара на северо-западе.
Горы Мандара, Камерун.
Amcaja Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту.Подпишись сейчасЦентральный регион простирается на восток от западного нагорья и от реки Санага на север до реки Бенуэ. Земля постепенно повышается к северу и включает плато Адамава с высотой от 2450 до 4450 футов (750 и 1350 метров).
Южный регион простирается от реки Санага до южной границы и от побережья на восток до Центральноафриканской Республики и Республики Конго. Он состоит из прибрежных равнин шириной около 25 миль (40 км) и густо заросшего лесом плато со средней высотой немногим более 2000 футов (600 метров).
Западный регион простирается на север и запад от реки Санага и продолжается на север вдоль границы с Нигерией до реки Бенуэ. Рельеф в основном гористый, возник в результате вулканического разлома, простирающегося на север от острова Биоко. Рядом с побережьем активная вулканическая гора Камерун поднимается до самой высокой отметки в Западной Африке — 13 435 футов (4095 метров).
Дренаж
Реки Камеруна образуют четыре крупных дренажных системы. На юге реки Санага, Вури, Ньонг и Нтем впадают в Атлантический океан.Река Бенуэ и ее приток Кеби впадают в бассейн реки Нигер в Нигерии. Реки Логоне и Чари, которые образуют часть восточной границы с Чадом, впадают в озеро Чад, а река Джа впадает в реку Сангха и впадает в бассейн реки Конго.
Почвы
Почвы Камеруна можно условно разделить на три группы. Первая группа почв, развитая в основном на юге и юге центра с более высоким уровнем осадков, состоит из почв с сильным физическим составом, но с более слабыми химическими свойствами.Обладая хорошей глубиной, высокой проницаемостью и устойчивой структурой, эти почвы менее подвержены эрозии. Они полагаются на поступление органических веществ для пополнения уровней питательных веществ; прерывание этого цикла приводит к быстрому истощению запасов и снижению фертильности.
Вторая группа почв присутствует в основном в северных регионах с меньшим количеством осадков. Выветривание под воздействием воды не столь серьезная проблема для этой группы почв, как механическое выветривание. Более низкое содержание железа определяет окраску почв от серой до коричневой.Хотя эти почвы более плодородны, чем их аналоги на юге, они подвержены дисбалансу питательных веществ, который может снизить продуктивность.
Третья группа почв представляет собой общее скопление ряда молодых почв, включая андозоли, которые образовались из вулканического пепла и другого вещества, а также темные, глинистые вертисоли. Распространенность этих почв варьируется в зависимости от региона.
.