Штангенциркули. Виды и устройство. Измерения и применение
При производстве строительных работ или мелкого ремонта часто требуются измерительные инструменты. Обычно ими являются линейки или рулетки. Но при измерении диаметра трубы или глубины отверстия эти инструменты не подходят. Для таких целей служат более точные измерительные приборы – штангенциркули.
Такой прибор является универсальным. С его помощью можно измерить внешние и внутренние размеры деталей. Штангенциркули приобрели широкую популярность в быту, так как он имеет простое устройство и удобен в пользовании. С помощью такого прибора можно быстро и легко произвести измерение с высокой точностью.
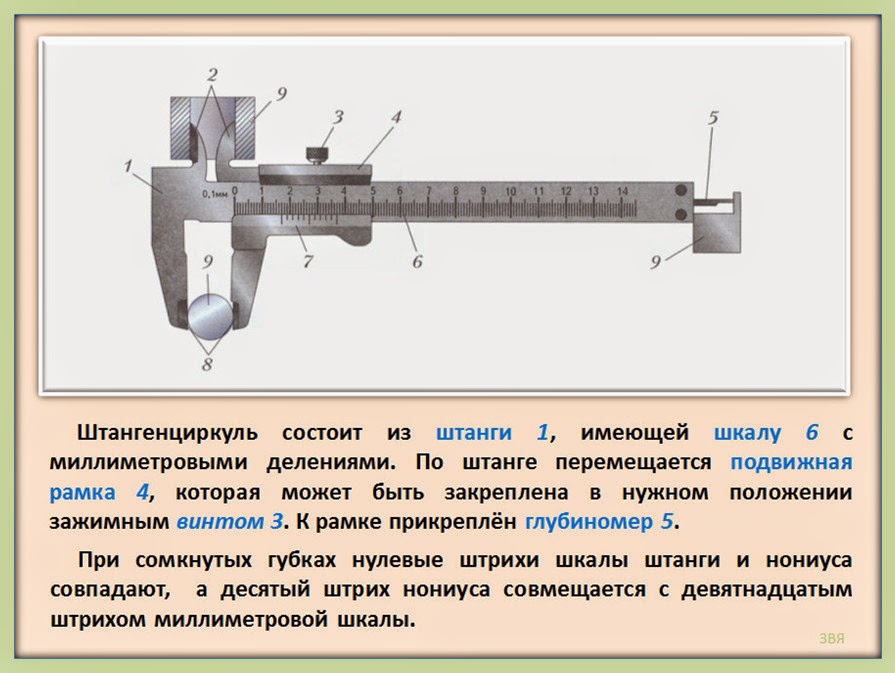
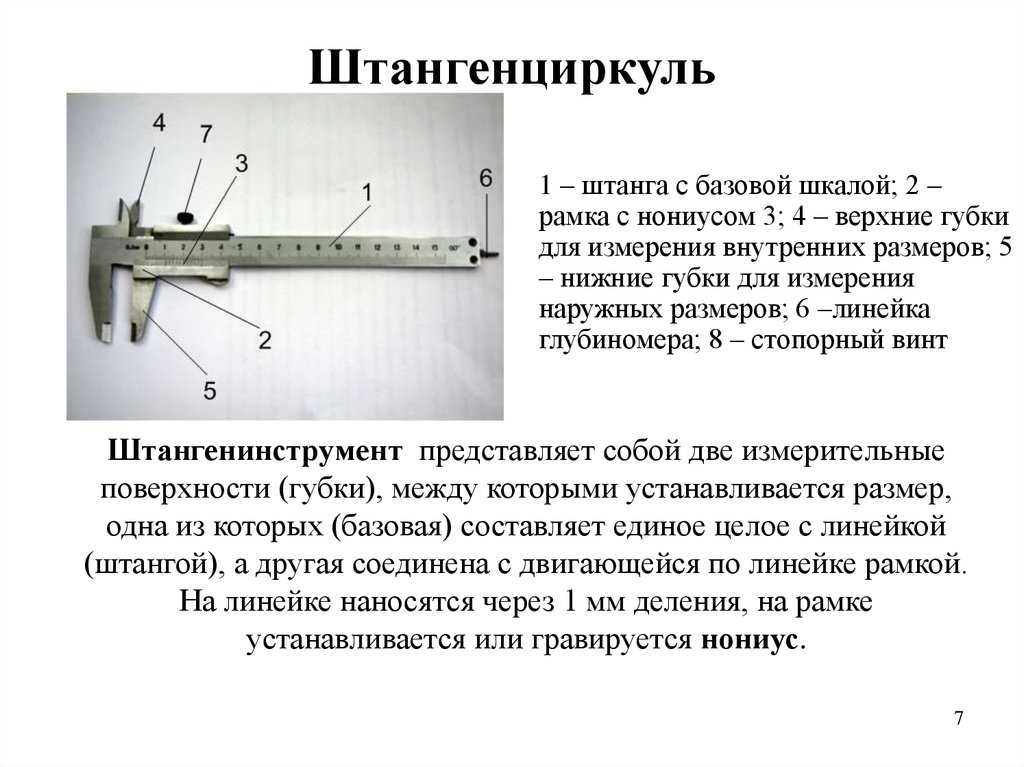
1 — Губки для внутренних измерений
2 — Губки для наружных измерений
3 — Зажимной винт
4 — Подвижная рамка
5 — Нониус
6 — Штанга
7 — Шкала штанги
8 — Глубинометр
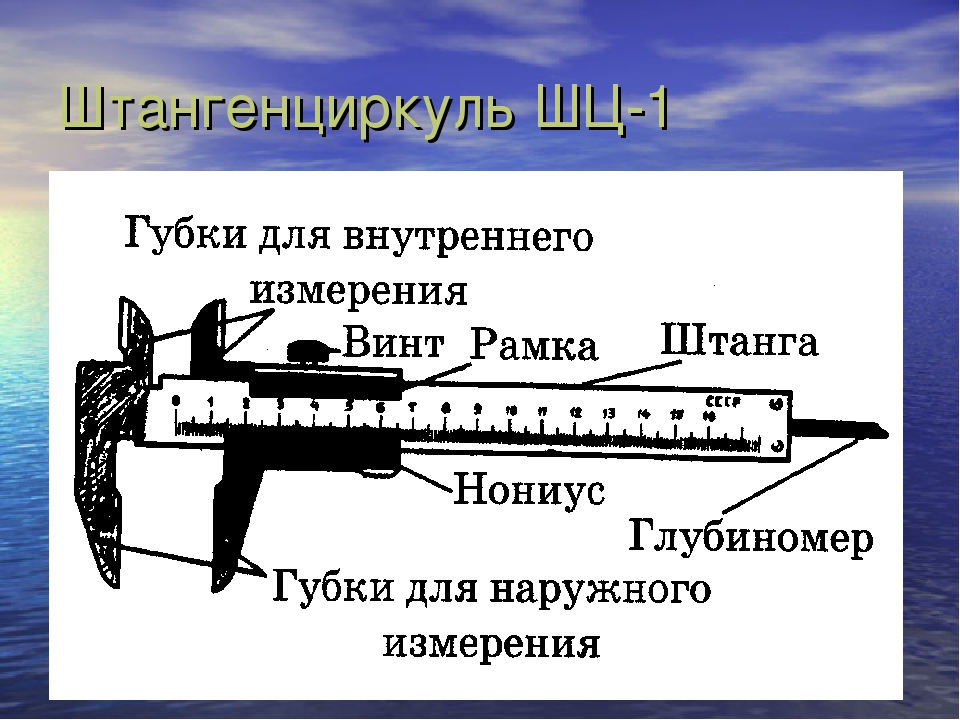
У всех аналогичных штангенциркулю инструментов имеется измерительная штанга, благодаря которой прибор получил такое название. На штанге имеется основная шкала, которая необходима при измерении в первую очередь.
На штанге имеется основная шкала, которая необходима при измерении в первую очередь.
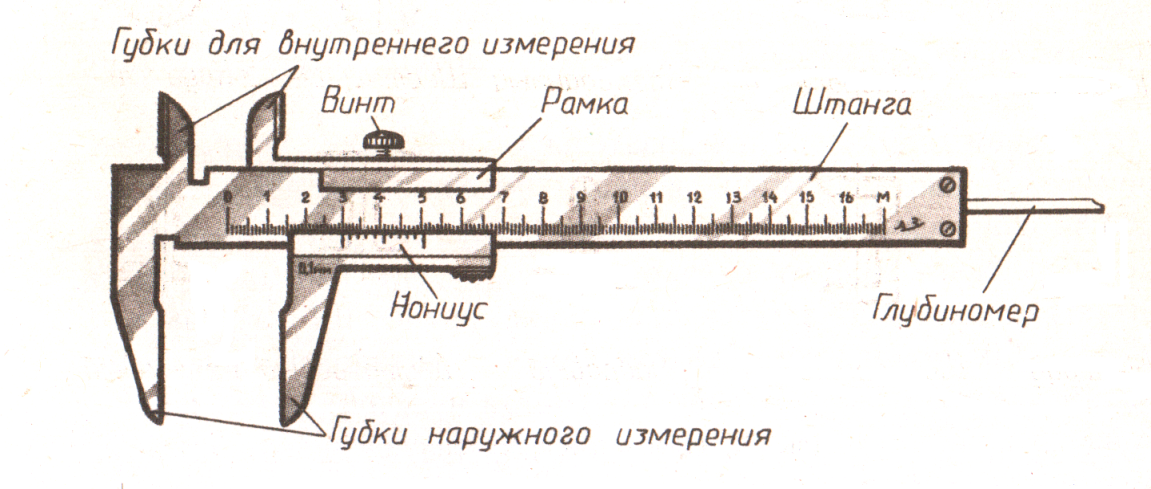
Подвижная рамка с нанесенной шкалой имеет возможность перемещаться по штанге. Шкала на штанге называется нониусом, который имеет более точную разметку по долям делений. Это обеспечивает повышенную точность измерений. Степень точности штангенциркуля в зависимости от исполнения может достигать сотых долей миллиметра.
Штангенциркули имеют губки двух видов:
- Для измерения внутренних размеров.
- Для измерения наружных размеров.
Также имеется еще один измерительный элемент прибора, который называется глубиномером. С помощью него можно измерить глубину отверстий и другие размеры.
Цифровые штангенциркули устроены аналогичным образом. Однако вместо нониуса применяется цифровая шкала, повышающая удобство применения и точность измерения прибором.
1 — Зажимной винт
2 — Батарейка
3 — Ролик изменения длинны
4 — Обнуление
5 — Вкл/Выкл
6 — Переключение мм/дюймы
Как и все измерительные приборы, цифровые приборы оснащены шкалой с ценой деления 0,01 мм. Допустимой погрешностью считается отклонение результата измерения в меньшую или большую сторону на 10%. В промышленности все измерительные инструменты каждые полгода подвергаются метрологическому контролю.
Допустимой погрешностью считается отклонение результата измерения в меньшую или большую сторону на 10%. В промышленности все измерительные инструменты каждые полгода подвергаются метрологическому контролю.
В торговой сети продаются штангенциркули, упакованные в футляре. При приобретении инструмента рекомендуется осмотреть измерительные губки. Они должны быть ровными, и при их сжатии не должно быть просвета.
Шкала нониуса при сомкнутых губках должна находиться в нулевом положении. Линии отметки делений шкалы по нониусу должны быть нанесены четко. В комплект прибора должен входить паспорт с отметкой о произведенной поверке на точность.
Виды и особенностиОсновные виды штангенциркулей:
Существует несколько подвидов различных штангенциркулей в зависимости от размеров, конструктивных особенностей и принципа действия.
ШЦ-IЭто наиболее простая и популярная модель прибора, которая широко используется в промышленном производстве.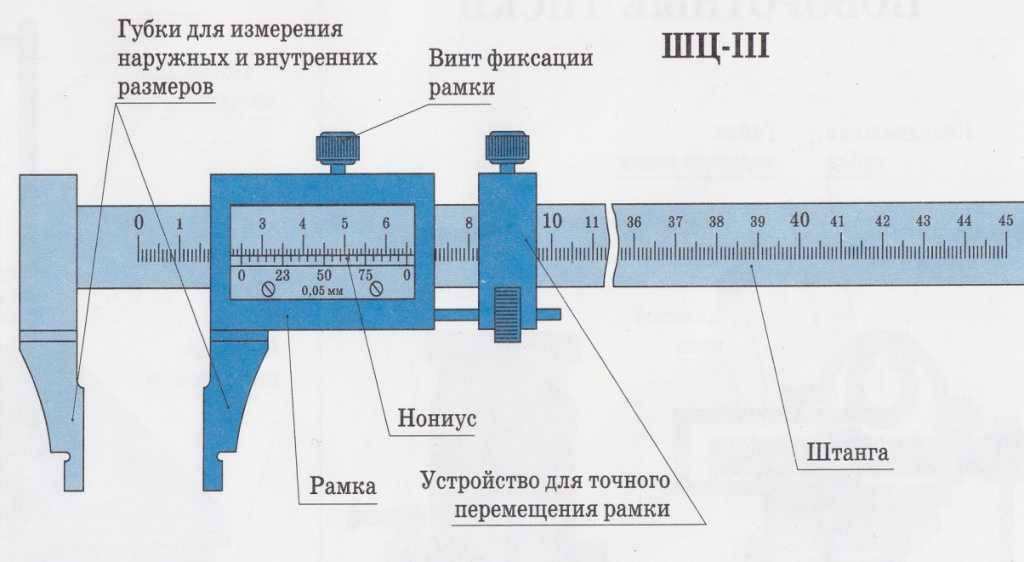 Его называют «колумбиком» по названию фирмы изготовителя, которая производила инструмент в военное время (Columbus).
Его называют «колумбиком» по названию фирмы изготовителя, которая производила инструмент в военное время (Columbus).
Прибором можно измерить внутренние, наружные размеры, глубину. Интервал измерений составляет от 0 до 150 мм. Точность измерений достигает 0,02 мм.
ШЦЦ-IЭта цифровая модель измерительного инструмента имеет аналогичную конструкцию классического штангенциркуля. Интервал измерений 0-150 мм. Одним из его преимуществ можно назвать более высокую точность при измерении за счет наличия цифрового индикатора.
Удобство использования такого цифрового прибора заключается в том, что в любой точке измерения можно обнулить индикатор. Также легко одной кнопкой можно переключать метрическую систему на дюймовую.
При покупке цифровой модели необходимо обратить внимание на наличие нулевых показаний при сведенных губках, а также при затянутом стопорном винте цифры на дисплее не должны прыгать.
ШЦК-IВ такой конструкции штангенциркуля присутствует поворотный индикатор с круглой шкалой, цена деления которой 0,02 мм. Такими штангенциркулями удобно пользоваться при частых измерениях на производстве. Стрелка индикатора хорошо видна для быстрого контроля результата, не имеет скачков, в отличие от цифровых моделей. Этим прибором особенно удобно пользоваться в отделе технического контроля для замеров аналогичных типовых размеров.
Такими штангенциркулями удобно пользоваться при частых измерениях на производстве. Стрелка индикатора хорошо видна для быстрого контроля результата, не имеет скачков, в отличие от цифровых моделей. Этим прибором особенно удобно пользоваться в отделе технического контроля для замеров аналогичных типовых размеров.
Такие линейки используются для измерения внутренних и наружных размеров, а также для работ по разметке деталей перед обработкой. Поэтому на их губках имеются насадки, выполненные из твердого сплава для защиты их от быстрого износа. Интервал измерения серии приборов ШЦ-II находится в пределах 0-250 мм и точностью измерения 0,02 мм.
ШЦ-III и ШЦЦ-IIIБольшие детали измеряются чаще всего такой моделью инструмента, так как точность измерений у него выше остальных моделей и составляет 0,02 мм для механических приборов, и 0,01 мм для цифровых.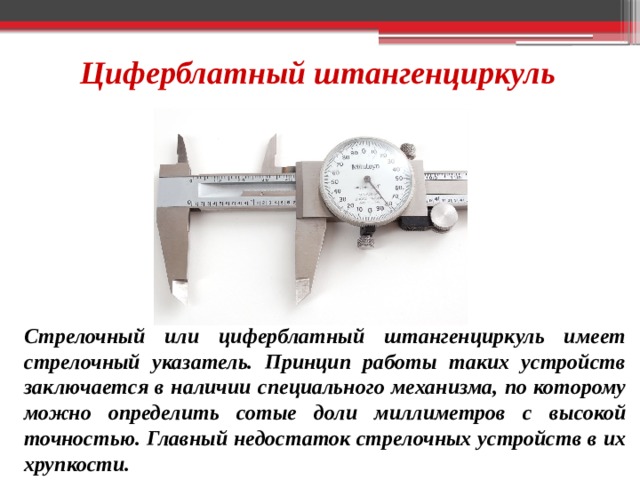
Наибольший размер для измерения составляет 500 мм. Губки в таких моделях направлены вниз, и могут иметь длину до 300 мм. Это дает возможность производить измерения деталей в широких пределах.
Штангенциркули специального назначенияКоротко рассмотрим несколько специализированных моделей штангенциркулей, предназначенных для специальных видов работ. В торговой сети такие приборы появляются довольно редко.
- ШЦЦТ – применяется для замеров труб, его называют трубным штангенциркулем.
- ШЦЦВ — для измерения внутренних размеров, имеет цифровой дисплей.
- ШЦЦН – аналогичная предыдущему прибору, служит для измерения наружных размеров.
- ШЦЦУ — универсальный цифровой измеритель, в комплект входит комплект насадок для труднодоступных измерений: межцентровых расстояний, стенок труб, наружных и внутренних размеров и т.д.
- ШЦЦД – прибор для измерения толщины тормозных дисков и деталей с наличием различных выступов.

- ШЦЦП — штангенциркули применяются для измерения глубины протектора шин автомобилей.
- ШЦЦМ – штангенциркули, предназначенны специально для замеров межцентровых расстояний.
- Проверить инструмент. Для этого губки штангенциркуля свести вместе и проверить точность их смыкания на наличие между ними просвета.
- Инструмент взять в правую руку, а измеряемую деталь в левую руку.
- Для измерения внешнего размера детали, необходимо развести нижние губки инструмента и расположить между ними контролируемую деталь. При этом следует быть осторожным, так как края губок острые, и можно получить травму при неаккуратном обращении с инструментом.
- Губки штангенциркуля сжать до соприкосновения с деталью. Если материал изготовления детали имеет мягкую структуру, то сильное сжатие губок приведет к неточности измерения. Поэтому губки необходимо сдавливать осторожно, только до соприкосновения с поверхностью детали. Для передвижения рамки штангенциркуля используют большой палец руки.
- Проверить расположение губок относительно детали. Они должны находиться на равном расстоянии от краев детали, наличие перекосов инструмента не допускается.
- Зафиксировать винт, предназначенный для зажима подвижной рамки. Это позволяет сохранить положение рамки для точных результатов измерения. Затягивать винт целесообразно большим и указательным пальцем, одновременно этой же рукой удерживать инструмент в одном положении, чтобы не сдвигать его для обеспечения точности измерения.
- Отложить деталь в сторону, а зафиксированный штангенциркуль без детали взять для снятия результатов замера.
- Этап снятия показаний инструмента является очень важным, так как неточность при измерении может привести к серьезным последствиям на производстве.
 Для передвижения рамки штангенциркуля используют большой палец руки.
Для передвижения рамки штангенциркуля используют большой палец руки.Штангенциркуль расположить прямо перед глазами.
1 — Шкала штанги
2 — 21 деление
3 — Шкала нониуса
— На рисунке изображен порядок измерения. Слева показаны губки для внешних замеров с измеряемой деталью, а справа изображены шкалы: нониусная и основная. Их деления и определят результат измерения.
Слева показаны губки для внешних замеров с измеряемой деталью, а справа изображены шкалы: нониусная и основная. Их деления и определят результат измерения.
— Сначала необходимо подсчитать количество целых миллиметров. Для этого нужно найти на шкале штанги деление, которое находится наиболее близко к нулю нониуса. Это деление указано первой верхней стрелкой красного цвета. В нашем случае эта величина равна 13 мм. Это значение необходимо запомнить, либо записать.
— Далее нужно вычислить доли миллиметра. Для этого на шкале нониуса надо найти деление, совпадающее с делением на шкале штанги. Это деление на рисунке показано второй красной стрелкой.
— Далее необходимо определить номер деления по порядку, для нашего случая получается 21.
— Затем нужно это число умножить на цену деления шкалы нониуса. В нашем примере цена деления 0,01 мм.
— Теперь необходимо подсчитать точную величину измерения, определенного штангенциркулем. Для этого нужно сложить целое число с долями миллиметра. В результате получается 13,21 мм.
В результате получается 13,21 мм.
- По окончании работы с инструментом очистить его, ослабить винт, сомкнуть губки и положить в чехол. Если инструмент будет долго храниться, то рекомендуется обработать его антикоррозийным раствором.
При наличии циферблатного или цифрового штангенциркуля процесс измерения становится намного проще, так как рассчитывать ничего не нужно, готовый результат будет виден на дисплее или на циферблате.
Похожие темы:
- Инструмент для электрика. Приборы и вспомогательный инструмент
Виды и типы штангенциркулей и их применение
Штангенциркуль – это универсальный измерительный прибор для определения линейных размеров деталей с установленной точностью. С его помощью можно производить измерения наружных и внутренних размеров деталей, а также глубины отверстий при условии наличия выдвижной штанги.
Штангенциркуль предназначен для измерения линейных размеров (внешних, внутренних, глубин). Конструктивно штангенциркуль состоит из измерительной линейки, штанги, нониуса, фиксатора.
Одним из наиболее важных требований обеспечения точности инструмента является его чистота. Намагниченный слой металлических опилок, консервирующая смазка, грязь – все это может значительно исказить результат измерений. Также на результат влияет износ инструмента, его деформация, нарушения настроек. Во избежание этого необходима ежегодная поверка штангенциркуля специализированном сервисном центре с ремонтом и настройкой. Самая же простая проверка корректности показаний – это совпадение нулевых штрихов при полном закрытии губок.
Как и любой измерительный инструмент, штангенциркуль имеет шкалу делений (цена деления 0,01 означает, что инструмент измеряет размер с точностью до сотой миллиметра) и погрешность измерения. Приемлемой погрешностью считается погрешность до 10% от точности измерения инструмента. На производстве все штангенциркули регулярно один раз в 6 месяцев проходят метрологическую поверку.
На производстве все штангенциркули регулярно один раз в 6 месяцев проходят метрологическую поверку.
При покупке следует обратить внимание, чтобы губки инструмента были ровными, а при их соприкосновении не было просвета. При сомкнутых губках шкала по нониусу должна быть установлена на нуле, линии нониусной шкалы должны быть четкими. Штангенциркуль должен комплектоваться паспортом, в котором должна стоять отметка о поверке инструмента.
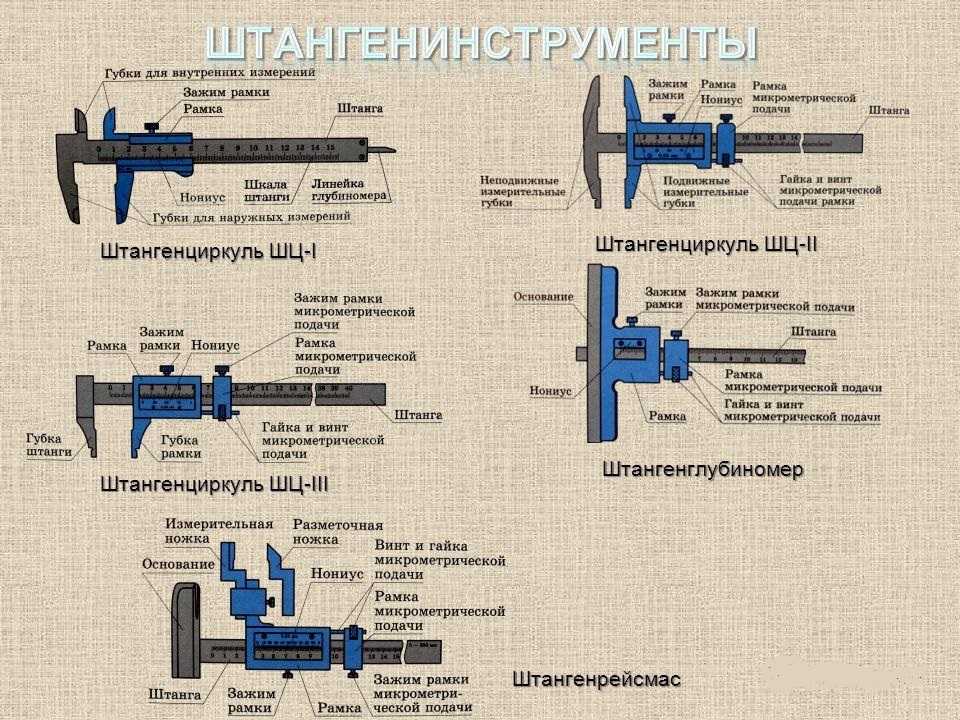
Все штангенциркули подразделяются на 3 основных типа:
Нониусные штангенциркули (тип ШЦ) – классический тип штангенциркулей, отсчет показаний на которых производится по штриховой шкале. Принцип работы основан на совмещении рисок, нанесенных на штангу, с рисками на специальной измерительной планке, называемой «нониус». Штангенциркули данного типа выпускаются с точностью измерений 0,1 мм, 0,05 мм и 0,02 мм.
Цифровые штангенциркули (тип ШЦЦ) – более современная модель, отсчет показаний по которой осуществляется с использованием цифрового электронного табло. Этот тип обладает высокой точностью отсчета – 0,01 мм. Кроме того, программное обеспечение штангенциркулей позволяет установить «0» в любой точке отсчета, перевести единицы измерения в мм/дюймы, передать показания на персональный компьютер.
Этот тип обладает высокой точностью отсчета – 0,01 мм. Кроме того, программное обеспечение штангенциркулей позволяет установить «0» в любой точке отсчета, перевести единицы измерения в мм/дюймы, передать показания на персональный компьютер.
Стрелочные штангенциркули с круговой шкалой (тип ШЦС или ШЦК) – для снятия показаний используется стрелочный индикатор, вмонтированный в подвижную рамку штангенциркуля. Преобразование линейного перемещение рамки во вращение стрелки индикатора осуществляется посредством использования в конструкции реечно-зубчатой передачи, которая кроме ее прямого назначения, также делает всю конструкцию штангенциркуля более жесткой. Выпускаются стрелочные штангенциркули с ценой деления 0,02 мм и 0,01 мм.
Следующая важная характеристика – форма выпуска. Согласно ГОСТ 166-89, здесь также существует три типа:
Тип ШЦ-I – штангенциркуль с измерительными верхними и нижними губками и глубиномером. Данный тип позволяет измерять внутренние и внешние размеры изделий, выдвижной глубиномер служит для определения высот различных канавок, уступов, неровностей и т.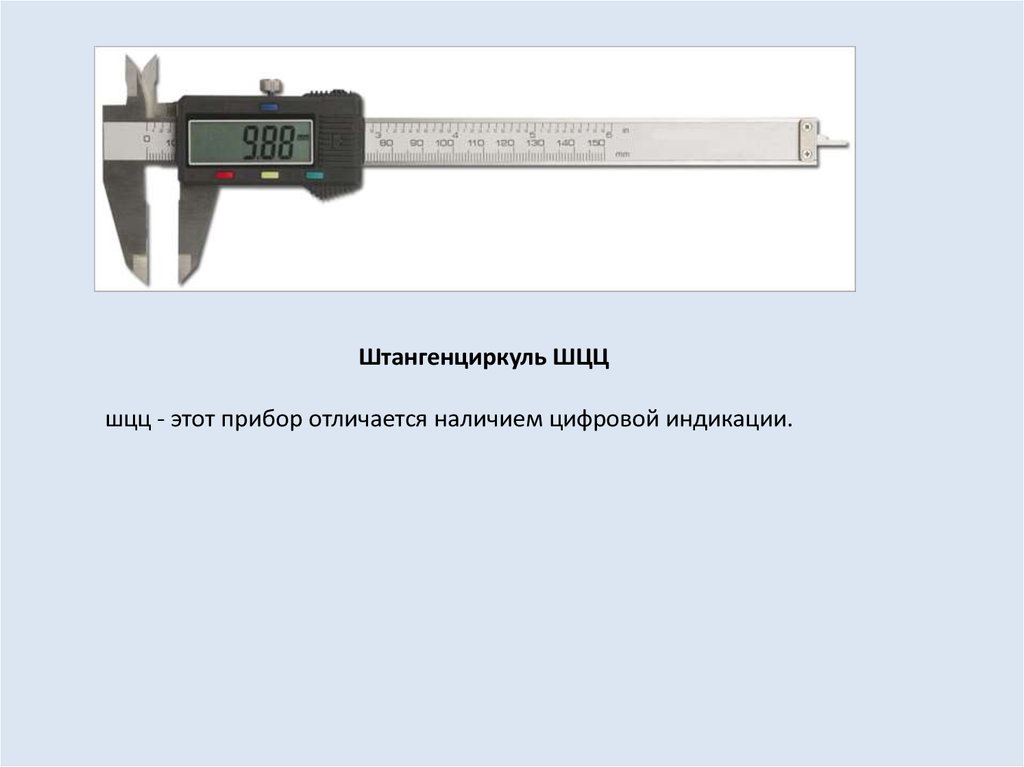
Тип ШЦ-II – штангенциркуль с верхними разметочными и нижними измерительными губками. Главное отличие – это острозаточенные верхние губки, позволяющие производить разметку на металлических, пластиковых и других поверхностях. Нижние губки служат для измерения наружных и внутренних линейных размеров. При измерении внутренних размеров к показаниям отсчетного устройства штангенциркуля необходимо прибавить толщину самих губок, это число указано непосредственно на губке, обычно 10 мм. Закругленная конструкция измерительных поверхностей позволяет измерять цилиндрические внутренние размеры. В отличие от типа ШЦ-I, здесь нет глубиномера. Выпускаются с длиной штанги до 2000 мм, самая «ходовая» модель – ШЦ-II-250.
Тип ШЦ-III – штангенциркуль с нижними измерительными губками. Служит только для определения линейных размеров. Как и в случае с ШЦ-II, на губках указана их толщина, этот число необходимо прибавить к показаниям штангенциркуля при измерении внутренних размеров.
Кроме указанных основных трех типов, еще выпускаются специальные типы штангенциркулей, конструкция которых позволяет решать специфичные, узкоспециализированные задачи. Вот некоторые из них:
Штангенциркули разметочные (обычно обозначаются ШЦР, ШЦСР). Предназначены только для разметки материалов, для чего применяется специальная конструкция с острозаточенными нижними губками. Выпускаются модели с диапазоном 0-150 мм, 0-200 мм, 0-300 мм и 0-500 мм.
Штангенциркули для измерения стенок труб. В данной конструкции неподвижная губка выполнена в форме стержня, что позволяет измерять толщины цилиндрических объектов даже небольшого диаметра. Выпускаются модели с диапазонами от 0-150 мм до 0-500 мм.
Выпускаются модели с диапазонами от 0-150 мм до 0-500 мм.
Штангенциркули для измерения деталей с перепадов высот (другое название – для измерения уступов). «Фишка» данной модели – неподвижную губку с помощью прижима можно регулировать по высоте, сделать ее выше или ниже подвижной губки. Особенно удобно пользоваться на деталях со ступенчатым профилем, где затруднительно снимать показания штангенциркулем обычной формы.
Ещё один важный параметр – это длина губок. Стандартно штангенциркули выпускаются со следующими губками:
Длина штанги Номинальная длина губок
125 мм, 150 мм 40 мм
200 мм 50 мм
250 мм, 300 мм 60 мм
400 мм, 500 мм, 630 мм, 800 мм 100 мм
1000 мм, 1600 мм, 2000 мм 125 мм
Чаще всего, этой длины вполне достаточно. Если же нужно измерить объемный предмет (к примеру, достаточно большой диаметр цилиндрической поверхности), или узнать размер в труднодоступном месте, здесь потребуется штангенциркуль с удлиненными губками. Такими выпускаются только штангенциркули II и III типов (ШЦ-II и ШЦ-III).
Также стоит обратить внимание на материал измерительных поверхностей. Основная масса всех штангенциркулей производится из углеродистой конструкционной или нержавеющей стали, измерительные поверхности подвергаются закалке до 60 HRC. Это позволяет обеспечить высокие эксплуатационные качества инструмента.
Например, по данным ГОСТ 166-89, таблицы 5 следует что:
| Наименование поверхности | Верхний предел измерения, мм | Вид обработки или покрытия штангенциркулей из стали | |
| высоколегированной | инструментальной и конструкционной | ||
| Штанга (кроме шкалы и торца), губки, рамка штангенциркуля, рамка микроподачи, за исключением измерительных и прилегающих к ним поверхностей | До 2000 | – | Хромирование |
| Шкала штанги и нониуса | До 630 | Матовая поверхность | Хромирование матовое |
| Хромирование | |||
Св.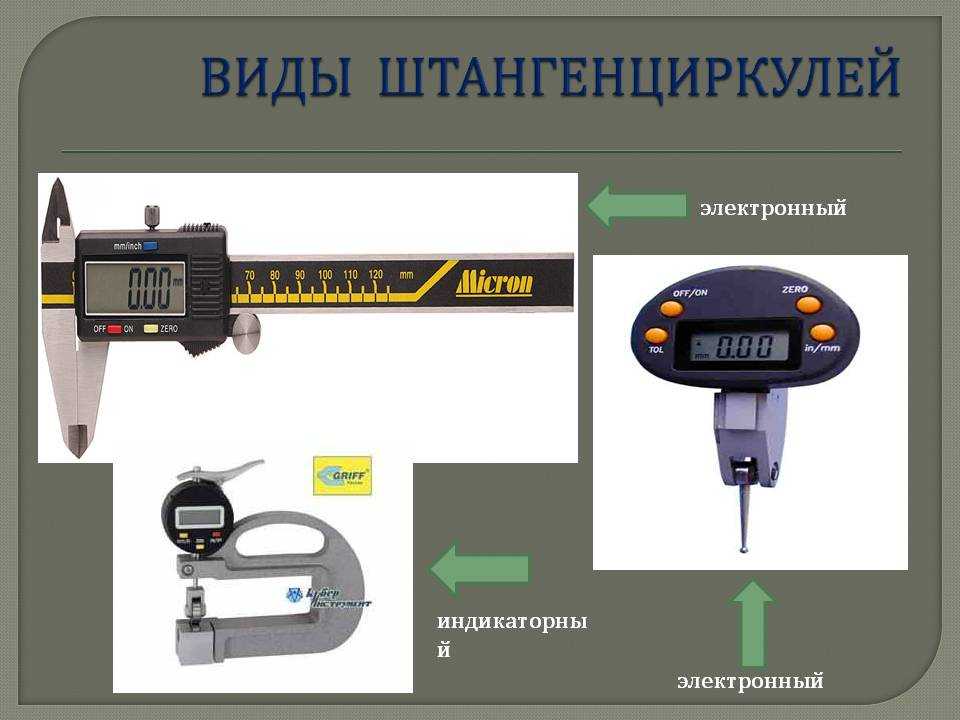 | – | Хромирование | |
| Примечание. Допускается применять другие металлические и неметаллические покрытия по ГОСТ 9.303 и ГОСТ 9.032, по защитно-декоративным свойствам, не уступающим указанным в табл.5. Допускается штангенциркули с верхним пределом измерения свыше 1000 мм не хромировать. | |||
Что касается эксплуатации, то штангенциркули допускается эксплуатировать при температуре окружающей среды от 10 до 40 °С и относительной влажности воздуха – не более 80% при температуре 25 °С.( ГОСТ 166-89)
Уход и техническое обслуживание штангенциркуля – NSCA Technologies & Tra-Cal Lab
Представьте себе: вы приходите на работу и обнаруживаете, что ваш лучший клиент только что вернул прецизионные металлические блоки на сумму 10 000 долларов. Они прибыли с неприятной запиской о том, что они вне терпимости. Вы рискуете потерять один из своих лучших контрактов, не говоря уже о работе, если сразу не перейдете к проблеме.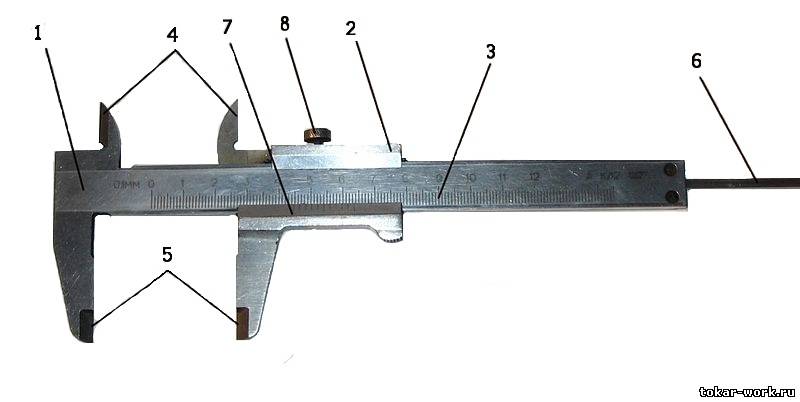
Вот несколько способов предотвратить это:
Основные моменты: что можно и что нельзя делать при уходе за суппортом
Штангенциркуль — это точный измерительный инструмент, поэтому не допускайте распространенных ошибок, которые могут привести к его повреждению или нарушению калибровочного выравнивания. Вот несколько советов:
Не делайте этого
- Никогда не роняйте и не бросайте штангенциркуль.
- Не кладите суппорт на стол, где он может быть поврежден.
- Не кладите суппорт на какой-либо мусор (металлическую стружку или шлифовальный песок).
- Не превышайте диапазон измерений штангенциркуля.
- Не используйте штангенциркуль вместо других инструментов. (например, Не используйте штангенциркуль в качестве монтировки или отвертки)
Сделать:
- Протрите измерительные поверхности штангенциркуля и измеряемую поверхность детали, чтобы грязь или пыль не повлияли на точность измерения.
- Очистите суппорты после использования.
- Когда штангенциркуль не используется, обязательно верните его в футляр для хранения.
- Используйте штангенциркуль только на неподвижных деталях.
- Защитите штангенциркуль от пыли, которая может попасть внутрь циферблата и привести к неточным показаниям.
- Периодически проверяйте калибровку штангенциркуля и при необходимости следуйте инструкциям производителя по повторной калибровке.
Уход и техническое обслуживание штангенциркуля
Калибровка
Сверьтесь с калибровочной наклейкой, чтобы проверить график калибровки. Убедитесь, что штангенциркуль калибруется не реже одного раза в год и чаще в зависимости от его использования.
Проверить суппорты на наличие грязи и пыли .
После использования важно проверить наличие любых нежелательных остатков, которые могут повлиять на точность штангенциркуля. Перед измерением вы должны очистить и высушить поверхность предмета, чтобы предотвратить загрязнение, коррозию или налет масла, которые могут привести к неточным измерениям.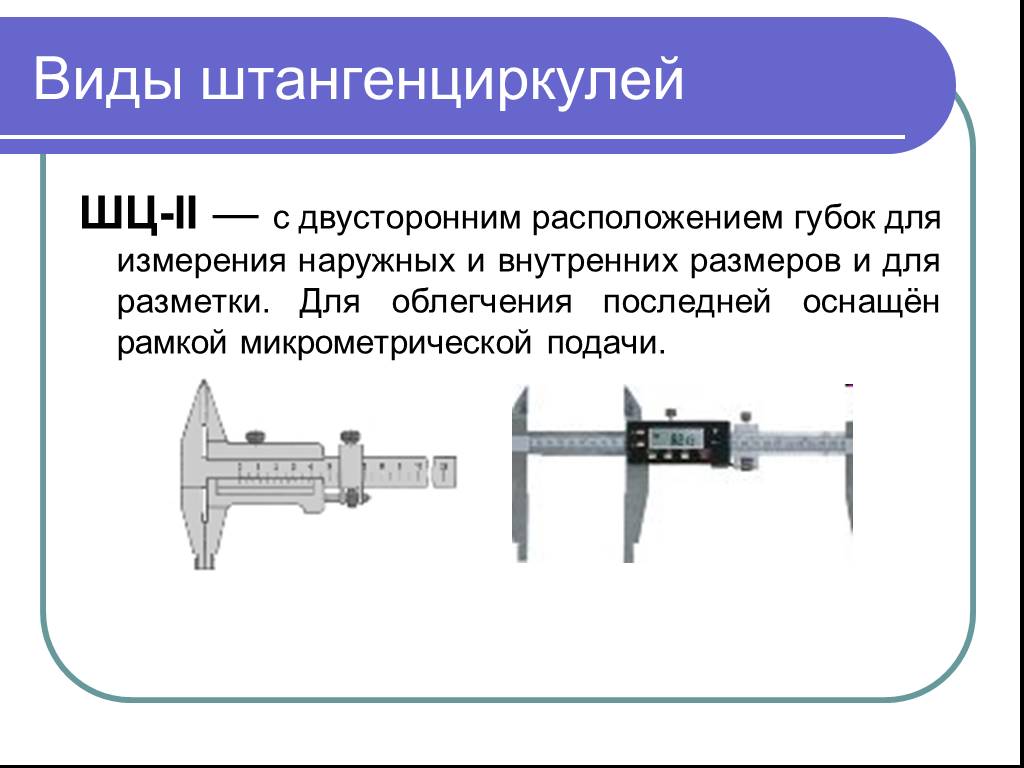 Очистите поверхности, нанеся небольшую каплю масла на балку суппорта и протерев чистой тканью перед тем, как убрать суппорт на хранение. Легкий слой высококачественного инструментального масла значительно продлит срок службы инструмента.
Очистите поверхности, нанеся небольшую каплю масла на балку суппорта и протерев чистой тканью перед тем, как убрать суппорт на хранение. Легкий слой высококачественного инструментального масла значительно продлит срок службы инструмента.
Износ
Обязательно осмотрите штангенциркуль на предмет износа, например заусенцев и царапин на губках. Точность штангенциркуля зависит от плоскостности и параллельности двух поверхностей, соприкасающихся с деталью. Когда эти поверхности изнашиваются, точность снижается. Штангенциркуль имеет точность 0,001. «Правило десяти» гласит, что инструмент измерения должен иметь разрешение в десять раз больше, чем допуск размера.
Правильное хранение
Проверьте, хранится ли штангенциркуль с закрытыми губками. Если на измерительных поверхностях есть грязь, полное закрытие манометра приведет к измельчению грязи между двумя поверхностями. Если вам нужно хранить эти инструменты в течение длительного периода времени, поместите пакет с силикагелем в ящик вашего ящика для инструментов, чтобы предотвратить ржавчину.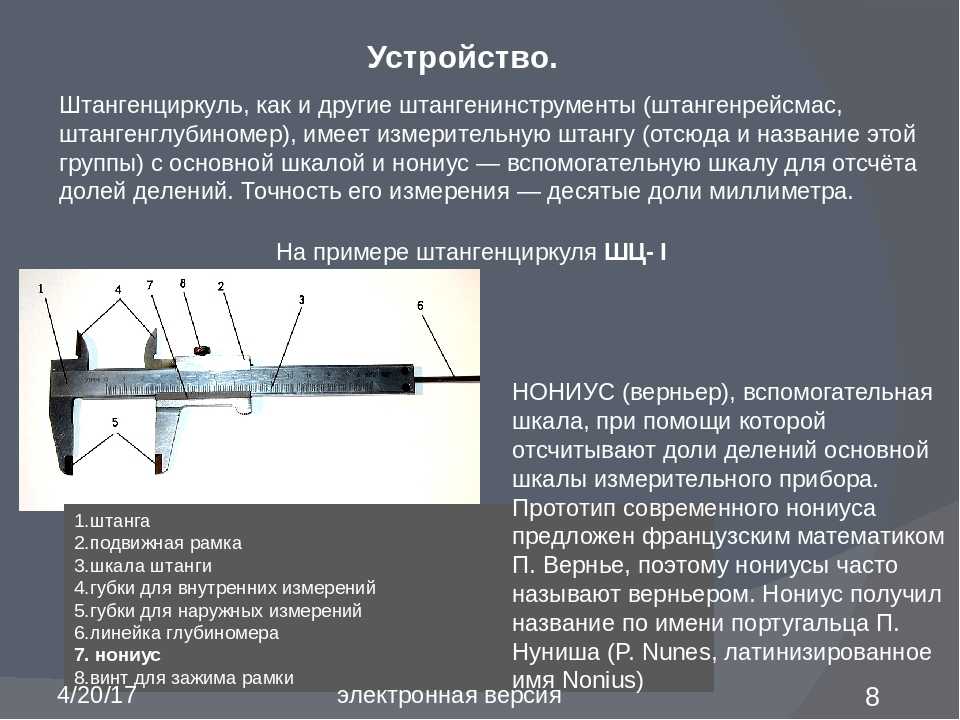 Влага может стать серьезной проблемой для цифровых штангенциркулей.
Влага может стать серьезной проблемой для цифровых штангенциркулей.
Температура
Температура оказывает существенное влияние на результаты измерения. Точное измерение заготовок в идеале должно выполняться при температуре около 70°F. Поскольку не всегда возможно быть в идеальной ситуации, можно свести к минимуму любую ошибку, установив за некоторое время до измерения одну и ту же температуру заготовки и измерительного инструмента. Прецизионные измерительные инструменты не должны находиться под прямыми солнечными лучами или любым другим источником тепла, потому что точные измерения не будут достигнуты при повышении температуры.
Избегайте магнитов
Во избежание намагничивания прецизионные измерительные инструменты никогда не следует размещать вблизи каких-либо магнитных материалов, таких как магнитный рабочий стол.
Избегайте ошибок, которые могут привести к неточности измерения
Ошибки юстировки
Штангенциркуль склонен к ошибкам, описанным в «принципе Аббе», который гласит, что источник ошибки возникает всякий раз, когда опорная линия измерительной системы отклоняется t лежат на той же линии, что и измеряемый размер. Шкалы или шестерни штангенциркуля не совпадают с измерительными гранями или контактами. В результате суппорт смещается и покачивается (с микроскопическими приращениями) так же, как стол или стул, когда ножки расшатываются. Погрешность можно свести к минимуму, измеряя как можно ближе к рельсу
Шкалы или шестерни штангенциркуля не совпадают с измерительными гранями или контактами. В результате суппорт смещается и покачивается (с микроскопическими приращениями) так же, как стол или стул, когда ножки расшатываются. Погрешность можно свести к минимуму, измеряя как можно ближе к рельсу
Ошибки, вызванные вибрацией
Для стабильных и повторяющихся показаний датчик должен подвергаться как можно меньшей вибрации или не подвергаться никакой.
Ошибки измерения внутреннего диаметра
Другая ошибка ограничивает эффективность прибора при измерении внутреннего диаметра. В конструкции стандартного штангенциркуля измерительные контакты или губки смещены друг относительно друга. Это означает, что губки никогда не «найдут» максимальный диаметр заготовки.
Преимущества калибровки штангенциркуля
- Обеспечивают воспроизводимую точность, экономя время, деньги, материалы и рабочую силу.
- Калибровка штангенциркуля — самый простой способ избежать ошибок.
- Снижает риск выхода из строя продуктов в процессе эксплуатации.
- Экономьте деньги на гарантийных и ремонтных работах.

Tra-Cal знает, что такое механические измерительные инструменты
Tra-Cal калибрует широкий спектр механических измерительных инструментов и оборудования:
- Ручной инструмент (штангенциркули, динамометрические ключи и отвертки, динамометрические ключи и т. д.)
- Приводные механические измерительные инструменты (электрические, пневматические, гидравлические)
- Механические измерительные приборы
- Испытательный стенд (счетчики подключены к дисплею)
Узнайте стоимость калибровки уже сегодня!
Калипер Аналитика | IMS Global Learning Consortium
| Ресурсы для участников | Общедоступные документы | Фон |
Резюме
Caliper Analytics позволяет учебным заведениям собирать данные об обучении из цифровых ресурсов, чтобы лучше понимать и визуализировать данные об учебной деятельности и использовании продуктов, а также представлять эту информацию студентам, преподавателям и консультантам в осмысленных формах для информирования:
- Планы набора и удержания студентов
- Программа, учебный план и дизайн курса
- Меры вмешательства учащихся
Профили измерителя
Измеритель определяет ряд профилей показателей, каждый из которых моделирует учебную деятельность или вспомогательную деятельность, которая помогает облегчить обучение. Каждый профиль предоставляет набор терминов и понятий для предметной области, которые дизайнеры и разработчики приложений могут использовать для последовательного описания общих пользовательских взаимодействий с использованием общего словаря. Аннотирование чтения, воспроизведение видео, прохождение теста или оценивание отправленного задания представляют собой несколько примеров многих действий или событий, которые пытаются описать метрические профили Caliper. Профили суппорта включают:
Каждый профиль предоставляет набор терминов и понятий для предметной области, которые дизайнеры и разработчики приложений могут использовать для последовательного описания общих пользовательских взаимодействий с использованием общего словаря. Аннотирование чтения, воспроизведение видео, прохождение теста или оценивание отправленного задания представляют собой несколько примеров многих действий или событий, которые пытаются описать метрические профили Caliper. Профили суппорта включают:
Профили суппорта
- Профиль аннотации
- Профиль оценки
- Назначаемый профиль
- Профиль форума
- Профиль сортировки
- Медиа-профиль
- Чтение профиля
- Профиль сеанса
- Профиль использования инструмента
- Базовый профиль
- Профиль обратной связи
- Профиль управления ресурсами
- Поиск профиля
- Профиль опроса
- Профиль запуска инструмента
- Профиль библиотеки
Узнайте больше о профилях суппорта
Сертифицированы ли ваши продукты 1EdTech?
1EdTech имеет программы тестирования, которые позволяют сертифицировать продукты в соответствии с конкретными стандартами и особенностями стандартов. Для поставщиков технологий участие в процессе сертификации 1EdTech — самый быстрый и экономичный способ добиться интеграции продуктов. Для учреждений обеспечение того, чтобы ваши образовательные технологические инструменты были сертифицированы 1EdTech, является лучшим способом создания экосистемы plug-and-play, позволяющей вашим инструментам и контенту беспрепятственно работать вместе, предоставляя вам больше выбора и снижая общую стоимость владения. Члены 1EdTech имеют доступ к экспертной поддержке для внедрения стандартов до завершения сертификации соответствия. Узнайте больше, чтобы начать пользоваться преимуществами сертификации.
Для поставщиков технологий участие в процессе сертификации 1EdTech — самый быстрый и экономичный способ добиться интеграции продуктов. Для учреждений обеспечение того, чтобы ваши образовательные технологические инструменты были сертифицированы 1EdTech, является лучшим способом создания экосистемы plug-and-play, позволяющей вашим инструментам и контенту беспрепятственно работать вместе, предоставляя вам больше выбора и снижая общую стоимость владения. Члены 1EdTech имеют доступ к экспертной поддержке для внедрения стандартов до завершения сертификации соответствия. Узнайте больше, чтобы начать пользоваться преимуществами сертификации.
Ресурсы для участников (
требуется вход )Сертификация соответствия Caliper Analytics
Сертификация соответствия 1EdTech для Caliper Analytics доступна для участников уровня Contributing и Affiliate. 1EdTech предлагает своим организациям-членам услугу сертификации для тестирования приложений, которые отправляют сообщения Caliper через HTTP. Каждый профиль показателей, определенный в спецификации Caliper Analytics, служит единицей сертификации. Поставщики Edtech могут сертифицировать свои продукты по одному, нескольким или всем соответствующим метрическим профилям. Конечным пользователям следует обратиться к каталогу сертифицированных продуктов 1EdTech, чтобы просмотреть текущий список продуктов, получивших сертификат соответствия Caliper.
Каждый профиль показателей, определенный в спецификации Caliper Analytics, служит единицей сертификации. Поставщики Edtech могут сертифицировать свои продукты по одному, нескольким или всем соответствующим метрическим профилям. Конечным пользователям следует обратиться к каталогу сертифицированных продуктов 1EdTech, чтобы просмотреть текущий список продуктов, получивших сертификат соответствия Caliper.
Модель данных обучения учащихся
- Модель данных обучения учащихся 1EdTech визуализирует цифровую экосистему, взаимосвязанную с данными в реальном времени. Войдите в систему, используя свои учетные данные участника 1EdTech, чтобы получить доступ к сопоставлению и обнаружению на уровне спецификации в инструменте.
Общедоступные документы
Документы со спецификациями текущей версии
- Спецификация Caliper v1.2
- Руководство по внедрению Caliper v1.2
- Caliper v1.2 Руководство по соответствию и сертификации
- Модель данных обучения учащихся
Документы расширения профиля
- Библиотека измерителя Использование профиля
Документы со спецификациями предыдущей версии
- Окончательная спецификация Caliper Analytics v1. 1
- Руководство по сертификации датчиков Caliper Analytics v1.1 API датчиков
- версии 1.1
 1
1- Caliper Analytics v1.1 Введение
- Caliper Analytics v1.1 Пользовательские сценарии
- Профили Caliper Analytics v1.1
- Профили Caliper Analytics v1.1 — подробные описания
- Caliper Analytics v1.1: как сертифицировать
- Руководство Caliper Analytics v1.0 по передовой практике
- Руководство по внедрению Caliper Analytics v1.0
- Руководство по соответствию Caliper Analytics v1.0 API датчиков
Caliper Analytics ® Фон
Растущее число учебных взаимодействий происходит онлайн, что позволяет собирать данные и информацию, относящиеся к учебной деятельности. Эти данные обещают предоставить новое понимание того, как конкретные учебные взаимодействия связаны с результатами обучения. Используя эти данные, преподаватели могут:
- Ответить тем, кто ищет большей ответственности, с показателями учебной деятельности в дополнение к результатам обучения
- Узнайте, какое поведение и контент постоянно приводят к желаемым результатам обучения
- Сравните эффективность различного контента или типов взаимодействия
- Вооружение систем раннего предупреждения и принятие предупредительных мер
- Персонализация учебной программы в режиме реального времени на основе шаблонов учащихся
Потенциал аналитики обучения для инноваций и формирования образования проявляется в широком сборе и отображении данных онлайн-средами обучения и других данных об активности учащихся, собираемых многими учреждениями. Все усилия на сегодняшний день были построены вокруг проприетарных стандартов, которые усиливают разрозненность, часто встречающуюся в образовании. Это делает почти невозможным для преподавателя, студента или учреждения увидеть действительно целостное представление о том, что происходит в среде преподавания и обучения. Мало того, что каждой организации необходимо заново изобретать колесо аналитики, текущие условия аналитики означают, что результаты аналитики невозможно эффективно сравнивать. Каждая организация считает разные вещи по-разному.
Все усилия на сегодняшний день были построены вокруг проприетарных стандартов, которые усиливают разрозненность, часто встречающуюся в образовании. Это делает почти невозможным для преподавателя, студента или учреждения увидеть действительно целостное представление о том, что происходит в среде преподавания и обучения. Мало того, что каждой организации необходимо заново изобретать колесо аналитики, текущие условия аналитики означают, что результаты аналитики невозможно эффективно сравнивать. Каждая организация считает разные вещи по-разному.
Поскольку во многих учебных программах учащимся предлагается работать в нескольких учебных средах, существует широко распространенная потребность в данных, которые можно консолидировать для единого представления или анализа между поставщиками.
Caliper Framework будет:
- Создавать средства для последовательного сбора и представления показателей учебной деятельности, что позволит более эффективно развивать функции аналитики обучения в учебных средах
- Определить общий язык для маркировки данных обучения, который заложит основу для экосистемы высокоуровневых приложений аналитики обучения
- Обеспечить стандартный способ измерения учебной деятельности и эффективности, который позволит разработчикам и поставщикам учебных программ измерять, сравнивать и улучшать качество
- Использование методов, стандартов и технологий обработки и анализа данных
- Основание на существующих открытых стандартах 1EdTech
- Предоставление передовых практических рекомендаций для транспортных механизмов
Текущее состояние Caliper Analytics
1EdTech разработал стандарт, который:
- Создает учебные метрические профили для создания базового и расширяемого общего формата для представления данных об учебной деятельности, собранных в результате деятельности учащегося в нескольких учебных средах. Профили показателей обеспечивают общий язык для описания деятельности учащихся. Устанавливая набор общих меток для данных об учебной деятельности, профили метрик значительно упрощают обмен этими данными между несколькими платформами. Хотя метрические профили представляют собой стандарт, сами по себе они не предоставляют продукт и не указывают, как предоставлять продукт. Многие различные продукты могут быть созданы с использованием одних и тех же этикеток, установленных стандартом.
- Создает 1EdTech Learning Sensor API™ для определения основных событий обучения, а также для стандартизации и упрощения сбора показателей обучения в учебных средах.
- Использует и расширяет стандарты совместимости средств обучения ® (LTI ® ), учебных информационных служб и совместимости вопросов и тестов ® (QTI ® ), тем самым улучшая и интегрируя детальные, стандартизированные измерения обучения с инструментами взаимодействия и базовые информационные модели обучения, включая, конечно, учащегося, результаты и другой критический связанный контекст.
 Профили показателей обеспечивают общий язык для описания деятельности учащихся. Устанавливая набор общих меток для данных об учебной деятельности, профили метрик значительно упрощают обмен этими данными между несколькими платформами. Хотя метрические профили представляют собой стандарт, сами по себе они не предоставляют продукт и не указывают, как предоставлять продукт. Многие различные продукты могут быть созданы с использованием одних и тех же этикеток, установленных стандартом.
Профили показателей обеспечивают общий язык для описания деятельности учащихся. Устанавливая набор общих меток для данных об учебной деятельности, профили метрик значительно упрощают обмен этими данными между несколькими платформами. Хотя метрические профили представляют собой стандарт, сами по себе они не предоставляют продукт и не указывают, как предоставлять продукт. Многие различные продукты могут быть созданы с использованием одних и тех же этикеток, установленных стандартом.